Zerstörungsfreie Charakterisierung des ... · Anatoli A. DUBOV, Energodiagnostika, Moskau,...
8
Zerstörungsfreie Charakterisierung des Eigenspannungszustandes mit der Metall Memory Method (MMM) Eckhardt SCHNEIDER, Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren (IZFP), Saarbrücken, Deutschland Anatoli A. DUBOV, Energodiagnostika, Moskau, Russland Kurzfassung. Die Metal Magnet Memory Method (MMM) misst mittels Flux Gate Sensoren die Normal- und/oder Tangentialkomponente des remanenten Magnet- feldes als Funktion der Zeit und/ oder des Messortes und erlaubt die Darstellung der Messergebnisse über die Zeit- und/oder Ortskoordinaten. Der Hersteller empfiehlt das Verfahren zur schnellen Feststellung von örtlichen Inhomogenitäten des Gefüge- und (Eigen-) Spannungszustandes in einer oberflächennahen Zone des untersuchten Bauteils. Da das etablierte Röntgendiffraktions- und alle Varianten des Bohrloch- und Ringkernverfahrens rund 10 Minuten zur Spannungsanalyse an einem Mess- punkt benötigen, die neueren mikromagnetischen und Ultraschallverfahren zwar deutlich höhere Messraten haben, aber für konkrete Anwendung angepasst werden müssen, erscheint die MMM eine wirtschaftliche Alternative zu sein, um an großen Bauteilen Spannungsinhomogenitäten und Spannungskonzentrationen für eine nachfolgende quantitative Spannungsanalyse mit einen der genannten Verfahren zu lokalisieren. Halbzeuge und Bauteile mit Eigenspannungen wurden mit der MMM untersucht und die Ergebnisse denen der mikromagnetischen und Ultraschallver- fahren gegenübergestellt. Wenngleich es nicht an allen Messstellen eine zweifels- freie Übereinstimmung gab, erscheint die MMM dennoch als Screening Verfahren zur schnellen Voruntersuchung und Lokalisierung von Änderungen des Spannungs- zustandes geeignet. Einführung Seit dem bekannt werden der ersten experimentell erzielten Ergebnisse der MMM nimmt die Anzahl der Kritiker, aber auch die Zahl der zufriedenen Anwender kontinuierlich zu. In Westeuropa wurde das Verfahren zum ersten Mal 1996 auf der IIW-Tagung in Paris und dann 1998 auf der ECNDT in Kopenhagen einem größeren Fachpublikum als ein schnelles Screeningverfahren zur Lokalisierung von Inhomogenitäten des Gefüge- und/oder Spannungszustandes vorgestellt. Das Verfahren lässt sich einfach und schnell in Aufsatz- technik zur Prüfung einer oberflächenahen Schicht auch an großen Bauteilen einsetzen. Als Ergebnis wird die Verteilung der Normal- und/oder Tangentialkomponente des remanenten Magnetfeldes dargestellt. Eine Auswertevariante zeigt den Punkt entlang einer Messspur, an dem sich das Vorzeichen der Magnetfeldkomponente ändert. Die Kritik betrifft in den meisten Fällen die mangelnde Aufbreitung und Transparenz der metallphysikalischen Grundlagen und der Aus- bzw. Bewertung der Messergebnisse im Hinblick auf Gefüge-, Spannungs- und Schädigungsgrad des untersuchten Bauteils. Das Wissen um den Vorteil einer flächendeckenden Spannungsanalyse in technischen Bauteilen zur Beurteilung des statischen und dynamischen Bauteilverhaltens einerseits und um den Aufwand andererseits, den die teilzerstörenden oder zerstörungsfreien Verfahren zur Analyse des Spannungs- DGZfP-Jahrestagung 2007 - Vortrag 60 1
Transcript of Zerstörungsfreie Charakterisierung des ... · Anatoli A. DUBOV, Energodiagnostika, Moskau,...

Zerstörungsfreie Charakterisierung des Eigenspannungszustandes mit der Metall
Memory Method (MMM)
Eckhardt SCHNEIDER, Fraunhofer-Institut für Zerstörungsfreie Prüfverfahren (IZFP), Saarbrücken, Deutschland
Anatoli A. DUBOV, Energodiagnostika, Moskau, Russland
Kurzfassung. Die Metal Magnet Memory Method (MMM) misst mittels Flux Gate Sensoren die Normal- und/oder Tangentialkomponente des remanenten Magnet-feldes als Funktion der Zeit und/ oder des Messortes und erlaubt die Darstellung der Messergebnisse über die Zeit- und/oder Ortskoordinaten. Der Hersteller empfiehlt das Verfahren zur schnellen Feststellung von örtlichen Inhomogenitäten des Gefüge- und (Eigen-) Spannungszustandes in einer oberflächennahen Zone des untersuchten Bauteils. Da das etablierte Röntgendiffraktions- und alle Varianten des Bohrloch- und Ringkernverfahrens rund 10 Minuten zur Spannungsanalyse an einem Mess-punkt benötigen, die neueren mikromagnetischen und Ultraschallverfahren zwar deutlich höhere Messraten haben, aber für konkrete Anwendung angepasst werden müssen, erscheint die MMM eine wirtschaftliche Alternative zu sein, um an großen Bauteilen Spannungsinhomogenitäten und Spannungskonzentrationen für eine nachfolgende quantitative Spannungsanalyse mit einen der genannten Verfahren zu lokalisieren. Halbzeuge und Bauteile mit Eigenspannungen wurden mit der MMM untersucht und die Ergebnisse denen der mikromagnetischen und Ultraschallver-fahren gegenübergestellt. Wenngleich es nicht an allen Messstellen eine zweifels- freie Übereinstimmung gab, erscheint die MMM dennoch als Screening Verfahren zur schnellen Voruntersuchung und Lokalisierung von Änderungen des Spannungs-zustandes geeignet.
Einführung
Seit dem bekannt werden der ersten experimentell erzielten Ergebnisse der MMM nimmt die Anzahl der Kritiker, aber auch die Zahl der zufriedenen Anwender kontinuierlich zu. In Westeuropa wurde das Verfahren zum ersten Mal 1996 auf der IIW-Tagung in Paris und dann 1998 auf der ECNDT in Kopenhagen einem größeren Fachpublikum als ein schnelles Screeningverfahren zur Lokalisierung von Inhomogenitäten des Gefüge- und/oder Spannungszustandes vorgestellt. Das Verfahren lässt sich einfach und schnell in Aufsatz-technik zur Prüfung einer oberflächenahen Schicht auch an großen Bauteilen einsetzen. Als Ergebnis wird die Verteilung der Normal- und/oder Tangentialkomponente des remanenten Magnetfeldes dargestellt. Eine Auswertevariante zeigt den Punkt entlang einer Messspur, an dem sich das Vorzeichen der Magnetfeldkomponente ändert. Die Kritik betrifft in den meisten Fällen die mangelnde Aufbreitung und Transparenz der metallphysikalischen Grundlagen und der Aus- bzw. Bewertung der Messergebnisse im Hinblick auf Gefüge-, Spannungs- und Schädigungsgrad des untersuchten Bauteils. Das Wissen um den Vorteil einer flächendeckenden Spannungsanalyse in technischen Bauteilen zur Beurteilung des statischen und dynamischen Bauteilverhaltens einerseits und um den Aufwand andererseits, den die teilzerstörenden oder zerstörungsfreien Verfahren zur Analyse des Spannungs-
DGZfP-Jahrestagung 2007 - Vortrag 60
1
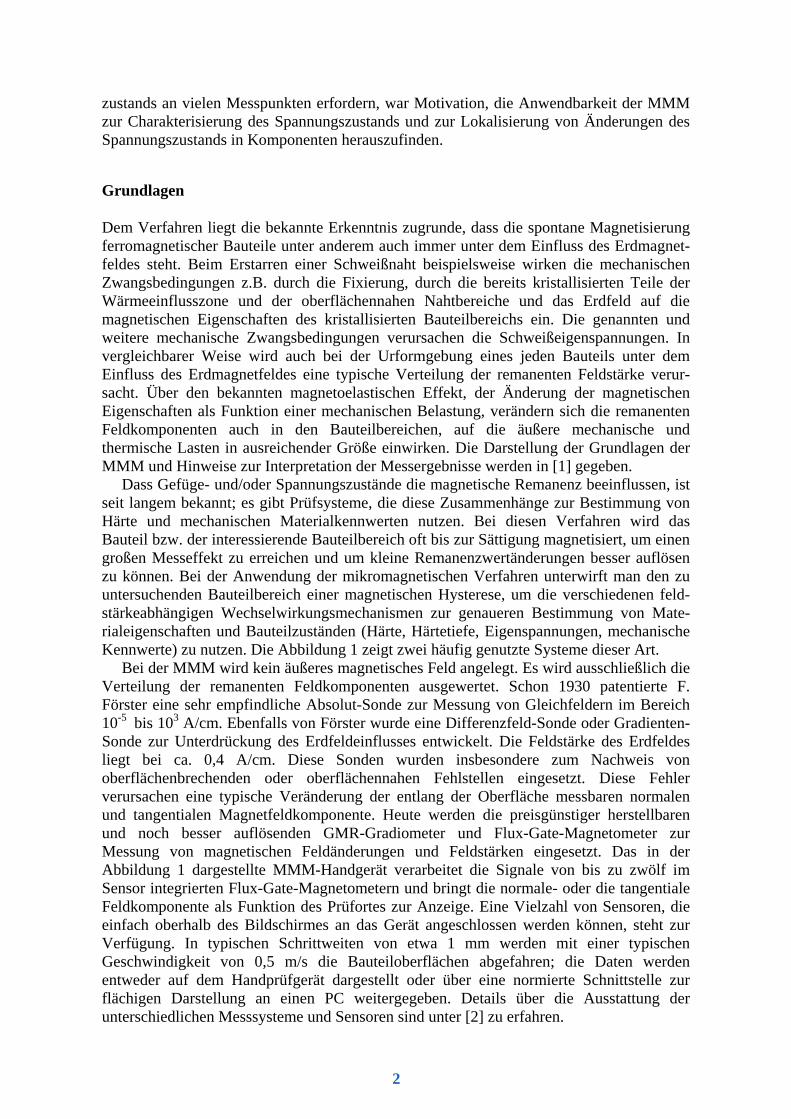
zustands an vielen Messpunkten erfordern, war Motivation, die Anwendbarkeit der MMM zur Charakterisierung des Spannungszustands und zur Lokalisierung von Änderungen des Spannungszustands in Komponenten herauszufinden.
Grundlagen
Dem Verfahren liegt die bekannte Erkenntnis zugrunde, dass die spontane Magnetisierung ferromagnetischer Bauteile unter anderem auch immer unter dem Einfluss des Erdmagnet-feldes steht. Beim Erstarren einer Schweißnaht beispielsweise wirken die mechanischen Zwangsbedingungen z.B. durch die Fixierung, durch die bereits kristallisierten Teile der Wärmeeinflusszone und der oberflächennahen Nahtbereiche und das Erdfeld auf die magnetischen Eigenschaften des kristallisierten Bauteilbereichs ein. Die genannten und weitere mechanische Zwangsbedingungen verursachen die Schweißeigenspannungen. In vergleichbarer Weise wird auch bei der Urformgebung eines jeden Bauteils unter dem Einfluss des Erdmagnetfeldes eine typische Verteilung der remanenten Feldstärke verur-sacht. Über den bekannten magnetoelastischen Effekt, der Änderung der magnetischen Eigenschaften als Funktion einer mechanischen Belastung, verändern sich die remanenten Feldkomponenten auch in den Bauteilbereichen, auf die äußere mechanische und thermische Lasten in ausreichender Größe einwirken. Die Darstellung der Grundlagen der MMM und Hinweise zur Interpretation der Messergebnisse werden in [1] gegeben. Dass Gefüge- und/oder Spannungszustände die magnetische Remanenz beeinflussen, ist seit langem bekannt; es gibt Prüfsysteme, die diese Zusammenhänge zur Bestimmung von Härte und mechanischen Materialkennwerten nutzen. Bei diesen Verfahren wird das Bauteil bzw. der interessierende Bauteilbereich oft bis zur Sättigung magnetisiert, um einen großen Messeffekt zu erreichen und um kleine Remanenzwertänderungen besser auflösen zu können. Bei der Anwendung der mikromagnetischen Verfahren unterwirft man den zu untersuchenden Bauteilbereich einer magnetischen Hysterese, um die verschiedenen feld-stärkeabhängigen Wechselwirkungsmechanismen zur genaueren Bestimmung von Mate-rialeigenschaften und Bauteilzuständen (Härte, Härtetiefe, Eigenspannungen, mechanische Kennwerte) zu nutzen. Die Abbildung 1 zeigt zwei häufig genutzte Systeme dieser Art. Bei der MMM wird kein äußeres magnetisches Feld angelegt. Es wird ausschließlich die Verteilung der remanenten Feldkomponenten ausgewertet. Schon 1930 patentierte F. Förster eine sehr empfindliche Absolut-Sonde zur Messung von Gleichfeldern im Bereich 10-5 bis 103 A/cm. Ebenfalls von Förster wurde eine Differenzfeld-Sonde oder Gradienten-Sonde zur Unterdrückung des Erdfeldeinflusses entwickelt. Die Feldstärke des Erdfeldes liegt bei ca. 0,4 A/cm. Diese Sonden wurden insbesondere zum Nachweis von oberflächenbrechenden oder oberflächennahen Fehlstellen eingesetzt. Diese Fehler verursachen eine typische Veränderung der entlang der Oberfläche messbaren normalen und tangentialen Magnetfeldkomponente. Heute werden die preisgünstiger herstellbaren und noch besser auflösenden GMR-Gradiometer und Flux-Gate-Magnetometer zur Messung von magnetischen Feldänderungen und Feldstärken eingesetzt. Das in der Abbildung 1 dargestellte MMM-Handgerät verarbeitet die Signale von bis zu zwölf im Sensor integrierten Flux-Gate-Magnetometern und bringt die normale- oder die tangentiale Feldkomponente als Funktion des Prüfortes zur Anzeige. Eine Vielzahl von Sensoren, die einfach oberhalb des Bildschirmes an das Gerät angeschlossen werden können, steht zur Verfügung. In typischen Schrittweiten von etwa 1 mm werden mit einer typischen Geschwindigkeit von 0,5 m/s die Bauteiloberflächen abgefahren; die Daten werden entweder auf dem Handprüfgerät dargestellt oder über eine normierte Schnittstelle zur flächigen Darstellung an einen PC weitergegeben. Details über die Ausstattung der unterschiedlichen Messsysteme und Sensoren sind unter [2] zu erfahren.
2
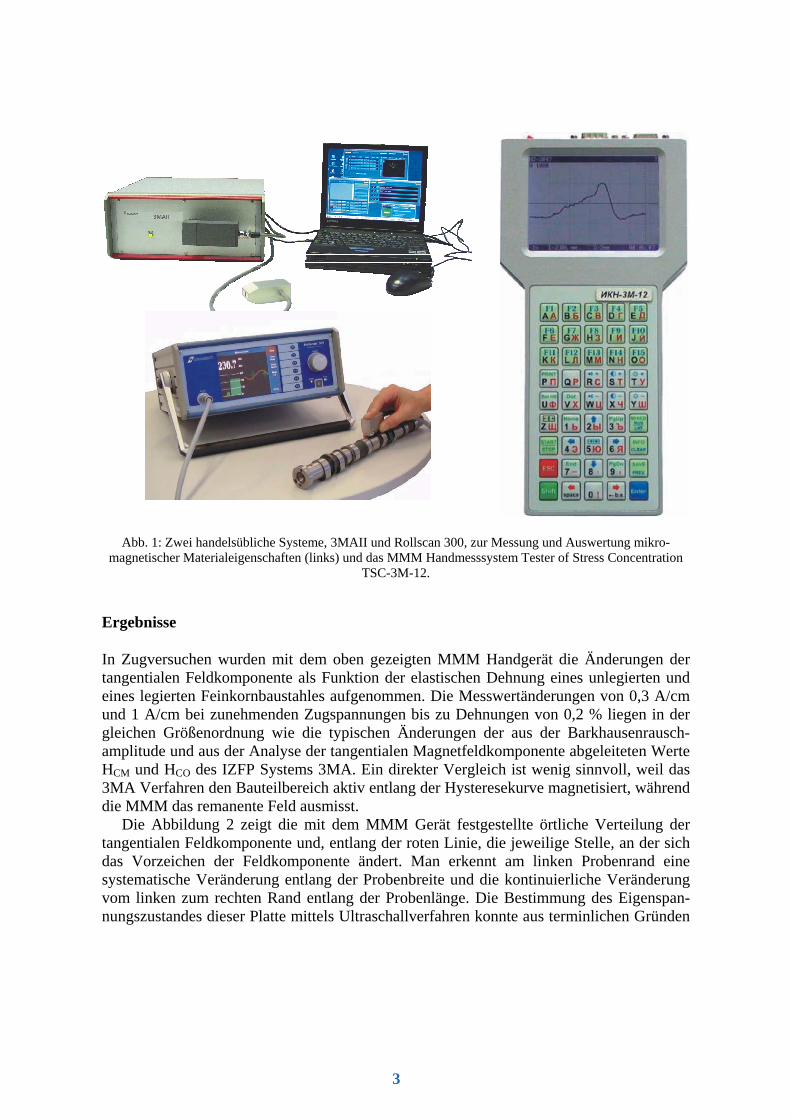
Abb. 1: Zwei handelsübliche Systeme, 3MAII und Rollscan 300, zur Messung und Auswertung mikro-magnetischer Materialeigenschaften (links) und das MMM Handmesssystem Tester of Stress Concentration
TSC-3M-12.
Ergebnisse
In Zugversuchen wurden mit dem oben gezeigten MMM Handgerät die Änderungen der tangentialen Feldkomponente als Funktion der elastischen Dehnung eines unlegierten und eines legierten Feinkornbaustahles aufgenommen. Die Messwertänderungen von 0,3 A/cm und 1 A/cm bei zunehmenden Zugspannungen bis zu Dehnungen von 0,2 % liegen in der gleichen Größenordnung wie die typischen Änderungen der aus der Barkhausenrausch-amplitude und aus der Analyse der tangentialen Magnetfeldkomponente abgeleiteten Werte HCM und HCO des IZFP Systems 3MA. Ein direkter Vergleich ist wenig sinnvoll, weil das 3MA Verfahren den Bauteilbereich aktiv entlang der Hysteresekurve magnetisiert, während die MMM das remanente Feld ausmisst. Die Abbildung 2 zeigt die mit dem MMM Gerät festgestellte örtliche Verteilung der tangentialen Feldkomponente und, entlang der roten Linie, die jeweilige Stelle, an der sich das Vorzeichen der Feldkomponente ändert. Man erkennt am linken Probenrand eine systematische Veränderung entlang der Probenbreite und die kontinuierliche Veränderung vom linken zum rechten Rand entlang der Probenlänge. Die Bestimmung des Eigenspan-nungszustandes dieser Platte mittels Ultraschallverfahren konnte aus terminlichen Gründen
3
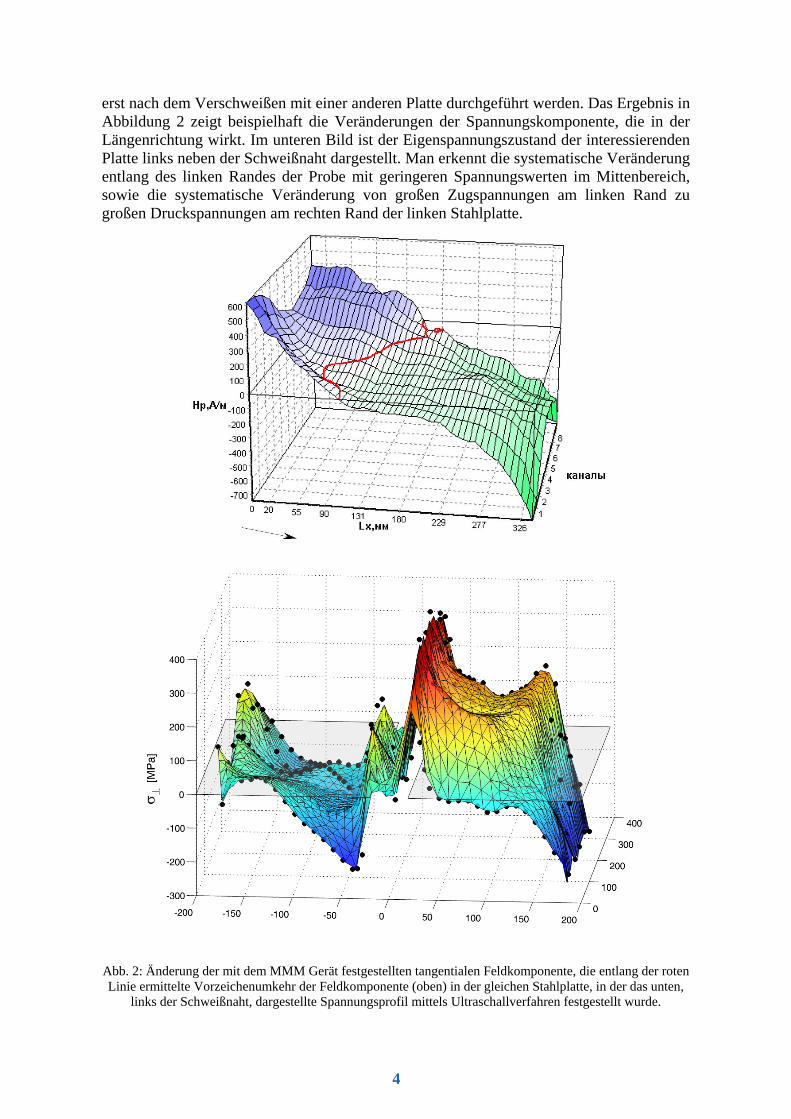
erst nach dem Verschweißen mit einer anderen Platte durchgeführt werden. Das Ergebnis in Abbildung 2 zeigt beispielhaft die Veränderungen der Spannungskomponente, die in der Längenrichtung wirkt. Im unteren Bild ist der Eigenspannungszustand der interessierenden Platte links neben der Schweißnaht dargestellt. Man erkennt die systematische Veränderung entlang des linken Randes der Probe mit geringeren Spannungswerten im Mittenbereich, sowie die systematische Veränderung von großen Zugspannungen am linken Rand zu großen Druckspannungen am rechten Rand der linken Stahlplatte.
Abb. 2: Änderung der mit dem MMM Gerät festgestellten tangentialen Feldkomponente, die entlang der roten Linie ermittelte Vorzeichenumkehr der Feldkomponente (oben) in der gleichen Stahlplatte, in der das unten,
links der Schweißnaht, dargestellte Spannungsprofil mittels Ultraschallverfahren festgestellt wurde.
4
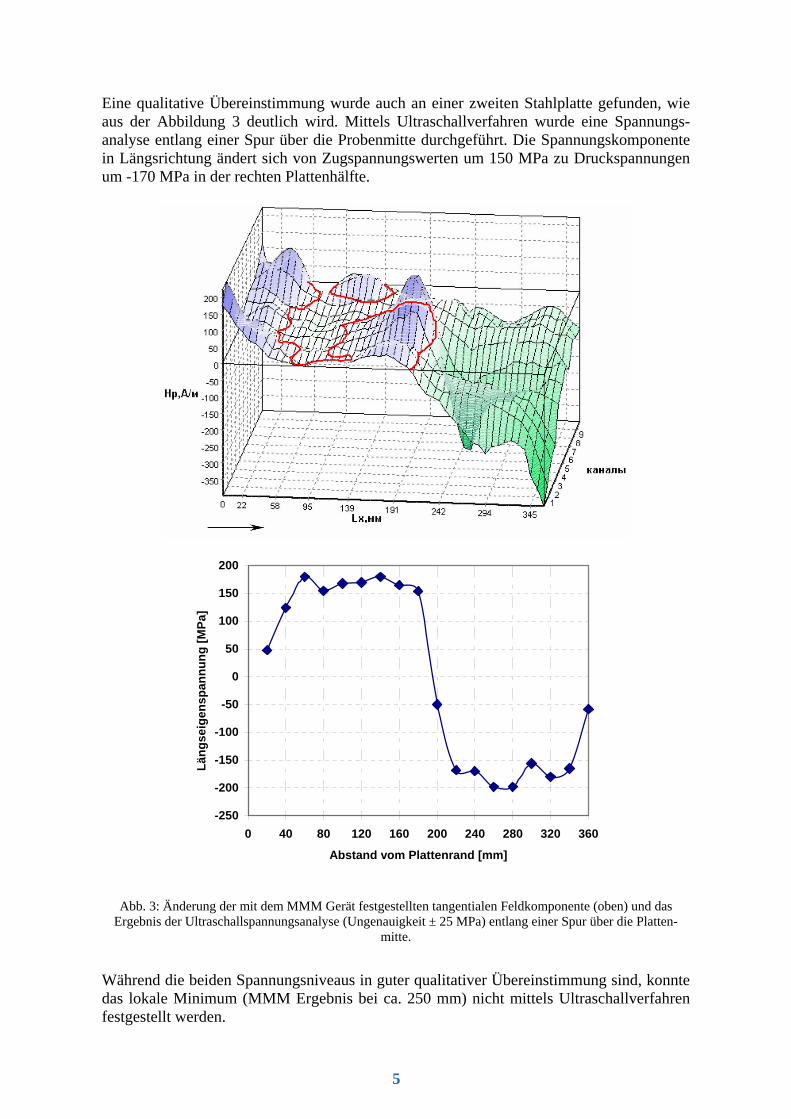
Eine qualitative Übereinstimmung wurde auch an einer zweiten Stahlplatte gefunden, wie aus der Abbildung 3 deutlich wird. Mittels Ultraschallverfahren wurde eine Spannungs-analyse entlang einer Spur über die Probenmitte durchgeführt. Die Spannungskomponente in Längsrichtung ändert sich von Zugspannungswerten um 150 MPa zu Druckspannungen um -170 MPa in der rechten Plattenhälfte.
-250
-200
-150
-100
-50
0
50
100
150
200
0 40 80 120 160 200 240 280 320 360
Abstand vom Plattenrand [mm]
Läng
seig
ensp
annu
ng [M
Pa]
Abb. 3: Änderung der mit dem MMM Gerät festgestellten tangentialen Feldkomponente (oben) und das Ergebnis der Ultraschallspannungsanalyse (Ungenauigkeit ± 25 MPa) entlang einer Spur über die Platten-
mitte.
Während die beiden Spannungsniveaus in guter qualitativer Übereinstimmung sind, konnte das lokale Minimum (MMM Ergebnis bei ca. 250 mm) nicht mittels Ultraschallverfahren festgestellt werden.
5
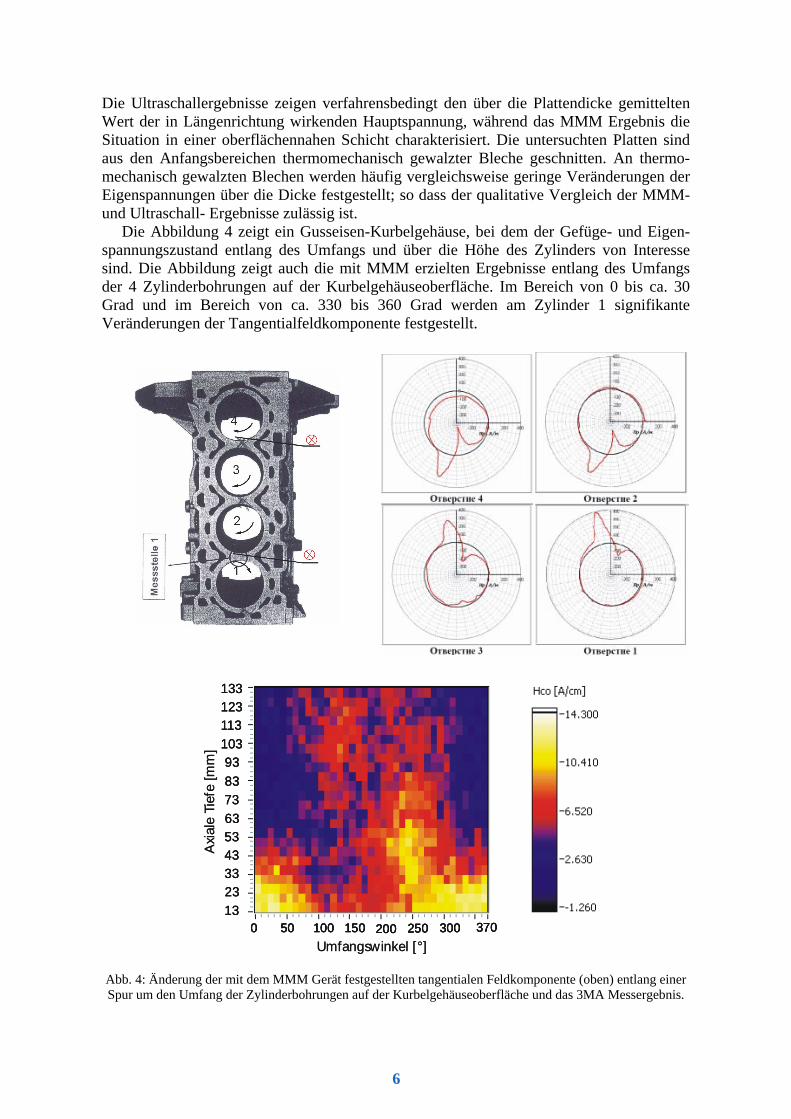
Die Ultraschallergebnisse zeigen verfahrensbedingt den über die Plattendicke gemittelten Wert der in Längenrichtung wirkenden Hauptspannung, während das MMM Ergebnis die Situation in einer oberflächennahen Schicht charakterisiert. Die untersuchten Platten sind aus den Anfangsbereichen thermomechanisch gewalzter Bleche geschnitten. An thermo-mechanisch gewalzten Blechen werden häufig vergleichsweise geringe Veränderungen der Eigenspannungen über die Dicke festgestellt; so dass der qualitative Vergleich der MMM- und Ultraschall- Ergebnisse zulässig ist. Die Abbildung 4 zeigt ein Gusseisen-Kurbelgehäuse, bei dem der Gefüge- und Eigen-spannungszustand entlang des Umfangs und über die Höhe des Zylinders von Interesse sind. Die Abbildung zeigt auch die mit MMM erzielten Ergebnisse entlang des Umfangs der 4 Zylinderbohrungen auf der Kurbelgehäuseoberfläche. Im Bereich von 0 bis ca. 30 Grad und im Bereich von ca. 330 bis 360 Grad werden am Zylinder 1 signifikante Veränderungen der Tangentialfeldkomponente festgestellt.
133123113103938373635343332313
0 10050 150 200 250 300 370Umfangswinkel [°]
Axi
ale
Tief
e[m
m]
133123113103938373635343332313
0 10050 150 200 250 300 370
133123113103938373635343332313
0 10050 150 200 250 300 3700 10050 150 200 250 300 370Umfangswinkel [°]
Axi
ale
Tief
e[m
m]
Abb. 4: Änderung der mit dem MMM Gerät festgestellten tangentialen Feldkomponente (oben) entlang einer Spur um den Umfang der Zylinderbohrungen auf der Kurbelgehäuseoberfläche und das 3MA Messergebnis.
6
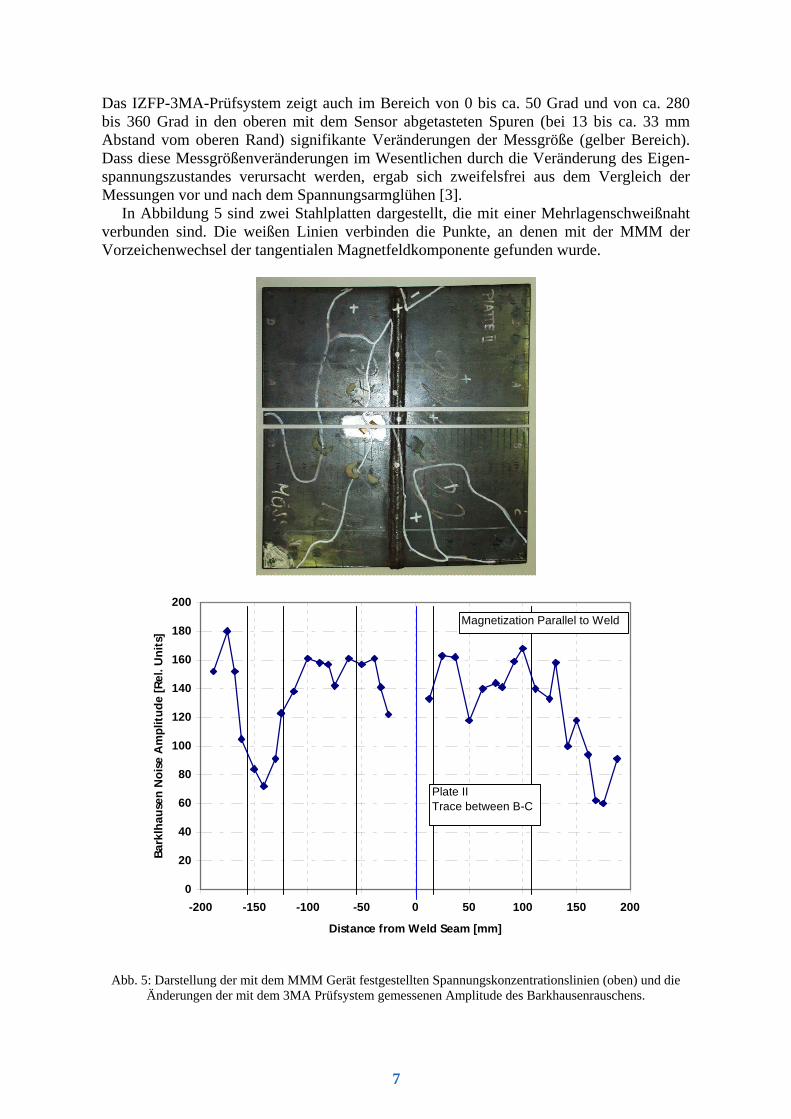
Das IZFP-3MA-Prüfsystem zeigt auch im Bereich von 0 bis ca. 50 Grad und von ca. 280 bis 360 Grad in den oberen mit dem Sensor abgetasteten Spuren (bei 13 bis ca. 33 mm Abstand vom oberen Rand) signifikante Veränderungen der Messgröße (gelber Bereich). Dass diese Messgrößenveränderungen im Wesentlichen durch die Veränderung des Eigen-spannungszustandes verursacht werden, ergab sich zweifelsfrei aus dem Vergleich der Messungen vor und nach dem Spannungsarmglühen [3]. In Abbildung 5 sind zwei Stahlplatten dargestellt, die mit einer Mehrlagenschweißnaht verbunden sind. Die weißen Linien verbinden die Punkte, an denen mit der MMM der Vorzeichenwechsel der tangentialen Magnetfeldkomponente gefunden wurde.
0
20
40
60
80
100
120
140
160
180
200
-200 -150 -100 -50 0 50 100 150 200
Distance from Weld Seam [mm]
Bark
lhau
sen
Noi
se A
mpl
itude
[Rel
. Uni
ts]
Magnetization Parallel to Weld
Plate IITrace between B-C
Abb. 5: Darstellung der mit dem MMM Gerät festgestellten Spannungskonzentrationslinien (oben) und die Änderungen der mit dem 3MA Prüfsystem gemessenen Amplitude des Barkhausenrauschens.
7

Nach der Interpretation des Herstellers ist das eine Spannungskonzentrationslinie wo die größten lokalen Veränderungen des Eigenspannungszustandes von der linken auf die rechte Seite der Linie auftreten. Entlang von Messspuren senkrecht zum Schweißnahtverlauf wurden die magnetischen und Ultraschallmessgrößen ortskontinuierlich aufgenommen. Im unteren Bildteil ist mit weiteren Linien die Position angezeigt, bei der die jeweilige Messspur die Spannungskonzentrationslinie schneidet. Die Barkhausenrausch-Kurve zeigt im Bereich um ca. -155 mm, um ca.-125, um ca. +20 und um ca. +105 mm deutliche Messwertänderungen. In der Umgebung von -55 mm wird allerdings keine signifikante Veränderung festgestellt, die auf eine Veränderung des Eigenspannungszustandes links und rechts der Spannungskonzentrationslinie hinweist. Mit dem Maximum der Barkhausen-rauschsignale wurde eine Messgröße gewählt, die, wie die vom MMM Gerät gemessene Remanenzfeldstärke von einem oberflächennahen Materialzustand geprägt wird.
Fazit
In der überwiegenden Zahl der bisher durchgeführten vergleichenden Untersuchungen wird dort, wo die MMM eine Veränderung des oberflächennahen Spannungszustandes feststellt, auch eine entsprechende Veränderung der Ultraschallergebnisse und der relevanten mikro-magnetischen Messgrößen gefunden. Allerdings gibt es auch Ausnahmen: an Stellen, wo das MMM eine Veränderung des Spannungszustands anzeigt, gab es keine entsprechenden Veränderungen der Ultraschall- oder mikromagnetischen Messgrößen. Auch umgekehrt wurden an einigen Stellen, an denen Ultraschall- und mikromagnetische Verfahren an-zeigen, keine Veränderungen der Komponenten des remanenten Magnetfeldes festgestellt. Dennoch, die einfache Anwendung des Verfahrens, die Anschaffungskosten des MMM Systems und die bisher erzielten Übereinstimmungen der Ergebnisse mit denen anderer Verfahren zeigen die Möglichkeiten auf, die das Gerät bietet und rechtfertigen weitere systematische und vergleichende Untersuchungen mit dem Ziel, das MMM Gerät zur schnellen Lokalisierung von Inhomogenitäten des (Eigen-) Spannungszustandes zu qualifizieren.
Referenzen
[1] V.T. Vlasov, A.A. Dubov: Physical bases of the Metal Magnetic Memory Method, ISBN: 5-8122-0291-5; ZAO Tisso Publishing House, Moscow, 2004
[2] http://www.energodiagnostika.com [3] M. Abuhamad und Kollegen: Zerstörungsfreie Charakterisierung von Gusseisen-Gradienten-
Zylinderkurbelgehäusen mittels elektromagnetischer Prüfverfahren; DGZfP Jahrestagung, Fürth, 2007
8