







Sprachen
Seiten
Rechtliche


OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 1
Operatives QualitätsmanagementMischungsanalysen der angewandten Statistik

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 2
Wegbereiter von Mischungsexperimenten
• Scheffé hat als erster einen Artikel zur Mischungsanalyse Experiments withMixture (1958) veröffentlicht.
• Snee bereitete die Mischungsanalyse für die Praktiker auf, dazu veröffentlichte er von 1971 bis 1979 acht Artikel.
• Das Standardwerk zur Mischungsanalyse stammt von Cornell, in seinem Buch Experiments with Mixture (1. Auflage 1981, 3. Auflage 2002) findet man alle Details zur Mischungsanalyse.
Henry Scheffé
1907-1977
John A. Cornell
1941-2016
Ronald D. Snee
1945

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 3
Allgemeine Restriktion
• Mischungsanalysen ergeben sich aus der allgemeinen Restriktion.
• Dabei muss beachtet werden, dass die Zielgröße abhängig von der Mischung der Komponenten ist und nicht von der Menge.
• So ist der Geschmack eines Cocktail abhängig von der Mischung und den Anteilen der Zutaten. Wieviel Blutalkohol man dagegen hat, hängt von der Anzahl leer getrunkener Gläser ab.
• Die Klopffestigkeit von Benzin hängt ab von der Mischung der Kohlenwasserstoffe und Additive aber nicht von der Menge.
• Die Adhäsion eines Kleber hängt nicht von der Menge, ausreichende Benetzung der Oberfläche mit Klebstoff vorausgesetzt, sondern von der Mischung der Anteile ab.
Summe aller Komponenten = 1
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 4
Anwendungsgebiete
• Optimierung der Wirksamkeit von Mehrkomponentenmedikamenten in der Pharmazie zur Ausnutzung verstärkender Effekte.
• Verbesserung der Eigenschaften von Mischgeweben in der Textilindustrie.• Erhöhung der Oktanzahl von Benzin oder Verbesserung der
Schmiereigenschaften von Motorölen in der Mineralölindustrie.• Änderung von Adhäsion und Scherfestigkeiten eines Klebstoffes in der
chemischen Industrie. • Verbesserung von Druckfestigkeit und anderen Eigenschaften des Betons in
der Bauindustrie.• Erstellung optimaler Backmischungen oder schmackhafter
Fruchtsaftmischungen in der Lebensmittelbranche.• Entwicklung neuer Legierungen mit definierten Eigenschaften in der
Metallerzeugung.

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 5
Synergismus und Antagonismus
• Das Ziel von Mischungsexperimenten ist immer die Bestimmung einer Regressionsfunktion zwischen den Anteilen der Mischungskomponenten und den Eigenschaften der Mischung. Dabei ist das Aufspüren verstärkender (Synergismus) bzw. abschwächender (Antagonismus) Effekte von besonderer Bedeutung. Wenn in einem Medikament mehrere Wirkstoffe kombiniert werden, macht dies nur dann Sinn, wenn die Nebenwirkungen abgeschwächt (Antagonismus) und die gewünschte Wirkung verbessert (Synergismus) wird.
X2X1
Nebenwirkung
Antagonismus
X1X
2
Wirkung
Synergismus

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 6
Klassische Versuche versus Mischungsversuch
• Die Anwendung klassischer Versuchspläne ist bei der Durchführung von Mischungsexperimenten nicht sinnvoll.
• Dies soll an einem Beispiel verdeutlicht werden. Der Geschmack eines Fruchtsafts, der die Komponenten Orangensaft (X1), Nektarinensaft (X2) und Aprikosensaft (X3) enthält, soll optimiert werden. Das Minus-Niveau aller Komponenten betrage 2 g und das Plus-Niveau 6 g Konzentrat.
X1 X2 X3 X1 X2 X3
-1 -1 -1 2 2 21 -1 -1 6 2 2
-1 1 -1 2 6 21 1 -1 6 6 2
-1 -1 1 2 2 61 -1 1 6 2 6
-1 1 1 2 6 61 1 1 6 6 60 0 0 4 4 4
Normierte Komponenten Natürliche Komponenten
X1 X2 X3
0.33 0.33 0.330.60 0.20 0.200.20 0.60 0.200.43 0.43 0.140.20 0.20 0.600.43 0.14 0.430.14 0.43 0.430.33 0.33 0.330.33 0.33 0.33
Relative Komponenten
1
1 mit 0 für 1,2, ,q
i i
i
x x i q
K

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 7
Ternäre Grafik der Mischung
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
Komponente A: x1=0.24
Komponente B: x2=0.16
Komponente C: x3=0.60
x11
0
x2
x3
1
100
1
1 mit 0 für 1,2, ,q
i i
i
x x i q
K
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 8
Arten von Mischungsanalysen• Standard-Simplex-Konstruktion
Diese Konstruktion wird für Versuchspläne angewendet bei denen die Komponenten keine vorgegebenen Unter- oder Obergrenzen besitzen, d.h., jede Komponente kann auch zu 100% verwendet werden (z.B. Fruchtsäfte).
• Pseudo-Simplex-KonstruktionDie Konstruktion mit Pseudokomponenten wird angewendet, wenn mindestens eine der Komponenten eine definierte Untergrenzen besitzt. Eine Sonderform der Pseudo-Simplex-Konstruktion ergibt sich bei einer konstanten Trägerkomponente, wie z.B.:
• Bei einem Imprägnierungsmittel besteht das Trägermaterial aus destilliertem Wasser. Nur die Wirkstoffe werden als Mischungskomponenten betrachtet, denn vom Trägermaterial geht keine Wirkung aus.
• Bei einer Salbe besteht das Trägermaterial aus der Salbengrundlage, die häufig keinerlei Wirkung besitzt. Auch hier werden in Mischungsexperimenten nur die Wirkstoffe betrachtet.
• Extremwert-KonstruktionFür wirksame Obergrenzen der Komponenten ergibt sich der Versuchsraum als ein unregelmäßiges Polyeder und man bevorzugt diese Konstruktion.
• Ratio-KonstruktionWill man Mischungskomponenten und Prozessvariable gleichzeitig analysieren, dann wird bei der Planung von Versuchsplänen meist diese Konstruktion angewendet.
• Faktorielle, teilfaktorielle oder zentral zusammengesetzte VersuchspläneWenn eine Hauptkomponente mit einem Anteil > 90% existiert, können die restlichen Komponenten mit faktoriellen, teilfaktoriellen oder zentral zusammengesetzten Versuchsplänen analysiert werden.
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 9
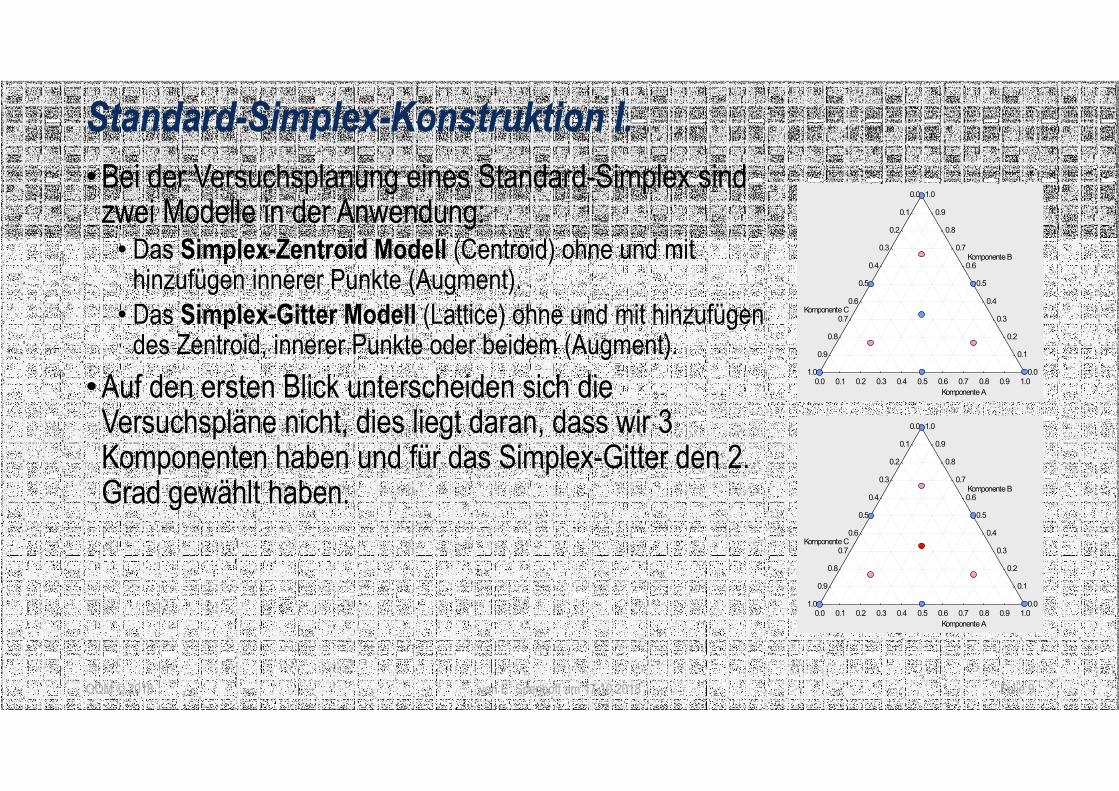
Standard-Simplex-Konstruktion I.
• Bei der Versuchsplanung eines Standard-Simplex sind zwei Modelle in der Anwendung:
• Das Simplex-Zentroid Modell (Centroid) ohne und mit hinzufügen innerer Punkte (Augment).
• Das Simplex-Gitter Modell (Lattice) ohne und mit hinzufügen des Zentroid, innerer Punkte oder beidem (Augment).
• Auf den ersten Blick unterscheiden sich die Versuchspläne nicht, dies liegt daran, dass wir 3 Komponenten haben und für das Simplex-Gitter den 2. Grad gewählt haben.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 10
Standard-Simplex-Konstruktion II.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
Lattice1
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
Lattice2
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
Lattice3
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
Lattice4

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 11
Standard-Simplex-Konstruktion III.• Die Standard-Simplex-Konstruktion kann nur dann
angewendet werden, wenn keinerlei Grenzen existieren, d.h. wenn für jede Komponente Anteile zwischen 0 bis 1 möglich sind.
• Die Standard-Simplex- Konstruktion ist für die Praxis von Bedeutung, da auch Mischungen mehrerer Komponenten wie eine einzelne Komponenten behandelt werden können.
• Um eine Wirkungsfläche über einem vollständigen Simplex zu untersuchen, sollten die Versuchspunkte gleichmäßig über dem Versuchsraum verteilt sein.
• Die Versuchspunkte bei einem derartigen Gitterliniennetz sind abhängig vom Grad des zu schätzenden Polynoms.
• Bei einem Modell g-ten Grades sind die g+1 unterschiedlichen Anteile jeder Komponente durch die folgenden Koordinaten gegeben:
Grad des Polynoms Gitterpunktabstände
empfohlene Einstellung der
1 0, 1 1/q2 0, ½, 1 1/q3. red. 0, 1/3, ½, 1 1/q3 0, 1/3, 2/3, 1 1/q4. red. 0, ¼, ½, 1 1/q4 0, ¼, ½, ¾, 1 1/q
g. 0, 1/g, 2/g, …, (g-1)/g, 1 1/q
1 2 10, , , , ,1
für 1, ,
i
gx
g g g
i q
K
K

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 12
Standard-Simplex-Konstruktion IV.
• Die Anzahl der Versuchspunkte im Gitternetz und damit die Anzahl zu schätzender Regressionskoeffizienten M hängt von der Anzahl der Komponenten q und dem Grad des gewählten Regressionspolynoms g ab und berechnet sich wie folgt:
q 1. G
rad
2. G
rad
3. G
rad
red.
3. G
rad
4. G
rad
red.
4. G
rad
2 2 3 - 4 - 53 3 6 7 10 9 154 4 10 14 20 22 355 5 15 25 35 45 706 6 21 41 56 81 1267 7 28 63 84 133 2108 8 36 92 120 204 3309 9 45 129 165 297 495
10 10 55 175 220 415 715
1g qM
g

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 13
Modelle der Mischungsanalyse
1
i i
i q
b x
1. Grad (linear):
2 2 2
1 1 1 1 1
2
1 1 1
( ) ( )
i i i j i j i jk i j k i j h i j k i j h i j k
i q i j q i j k q i j k q i j k q
i j i j i j i j i j i j i j h l i j k l
i j q i j q i j k l q
b x b x x b x x x b x x x b x x x
c x x x x d x x x x b x x x x
4. Grad (quartic):
2 2 2
1 1 1 1 1
i i i j i j i j k i j k i j h i j k i j h i j k
i q i j q i j k q i j k q i j k q
b x b x x b x x x b x x x b x x x
4. Grad (reduziert):
1 1 1 1
( )i i i j i j i j k i j k i j i j i j
i q i j q i j k q i j q
b x b x x b x x x c x x x x
3. Grad (cubic):
1 1 1
i i i j i j i j k i j k
i q i j q i j k q
b x b x x b x x x
3. Grad (reduziert, special cubic):
1 1
i i i j i j
i q i j q
b x b x x
2. Grad (quadartisch):
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 14
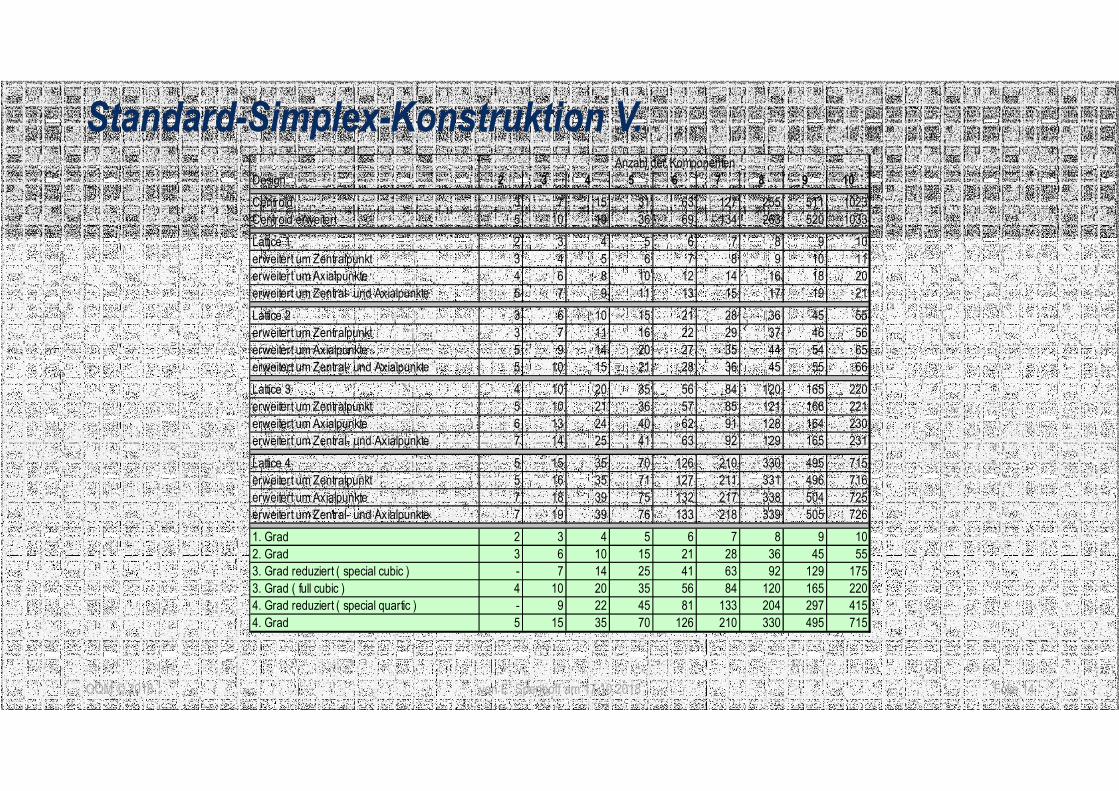
Standard-Simplex-Konstruktion V.
Design 2 3 4 5 6 7 8 9 10
Centroid 3 7 15 31 63 127 255 511 1023Centroid erweitert 5 10 19 36 69 134 263 520 1033
Lattice 1 2 3 4 5 6 7 8 9 10erweitert um Zentralpunkt 3 4 5 6 7 8 9 10 11erweitert um Axialpunkte 4 6 8 10 12 14 16 18 20erweitert um Zentral- und Axialpunkte 5 7 9 11 13 15 17 19 21
Lattice 2 3 6 10 15 21 28 36 45 55erweitert um Zentralpunkt 3 7 11 16 22 29 37 46 56erweitert um Axialpunkte 5 9 14 20 27 35 44 54 65erweitert um Zentral- und Axialpunkte 5 10 15 21 28 36 45 55 66
Lattice 3 4 10 20 35 56 84 120 165 220erweitert um Zentralpunkt 5 10 21 36 57 85 121 166 221erweitert um Axialpunkte 6 13 24 40 62 91 128 164 230erweitert um Zentral- und Axialpunkte 7 14 25 41 63 92 129 165 231
Lattice 4 5 15 35 70 126 210 330 495 715erweitert um Zentralpunkt 5 16 35 71 127 211 331 496 716erweitert um Axialpunkte 7 18 39 75 132 217 338 504 725erweitert um Zentral- und Axialpunkte 7 19 39 76 133 218 339 505 726
1. Grad 2 3 4 5 6 7 8 9 102. Grad 3 6 10 15 21 28 36 45 553. Grad reduziert ( special cubic ) - 7 14 25 41 63 92 129 1753. Grad ( full cubic ) 4 10 20 35 56 84 120 165 2204. Grad reduziert ( special quartic ) - 9 22 45 81 133 204 297 4154. Grad 5 15 35 70 126 210 330 495 715
Anzahl der Komponenten

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 15
Pseudo-Simplex-Konstruktion I.
• Die Pseudo-Simplex-Konstruktion wird angewendet, wenn die Komponenten durch Untergrenzen beschränkt sind. In diesem Fall ergeben sich gleichseitige Simplizia. Sind die Untergrenzen abhängig von anderen Komponenten, so ergeben sich beliebige Dreiecke, Tetraeder oder Hypertetraeder. Zur Analyse sind die Originalkomponenten in Pseudokomponenten zu überführen. Die Transformation in Pseudokomponenten hat einige Vorteile bei der Analyse und Interpretation der Versuchsergebnisse:
• Eine höhere numerische Genauigkeit bei der Analyse.• Grafische Darstellung des wirklich untersuchten Bereiches.• Einfache Umrechnungsalgorithmen zwischen Originalkomponenten und
Pseudokomponenten. • Erfüllung der Optimalitätskriterien.• Anwendung der Standardregeln und Standardversuchspläne.

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 16
Pseudo-Simplex-Konstruktion II.
• Für gleichseitige Dreiecke, Tetraeder etc. benötigt man folgende Gleichungen. Die Anteile der Originalkomponenten werden mit xi, die Anteile der Pseudokomponenten mit zi und die Untergrenzen mit ui bezeichnet. Sind untere Grenzen vorhanden, gilt allgemein für q Komponenten:
• Bedingung für die Existenz des Simplex-Unterbereiches:
• Die Verknüpfung zwischen den Original- und Pseudokomponenten ermöglicht die Hilfsgröße U. Man erhält die Pseudokomponenten durch:
• Umgekehrt erhält man die Originalkomponenten durch:
0 für 1,2, ,i iu x i q K
1
1q
i
i
U u
1
i ii
x uz
U
1i i ix u U z

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 17
Pseudo-Simplex-Konstruktion III.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente B
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Pseudo-
Komponente C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Pseudo-Komponente A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Pseudo-
Komponente B
Grenzen X1 X2 X3 U
ui 0.15 0.20 0.10 0.45
oi 0.70 0.75 0.65
Nr. Z1 Z2 Z3 X1 X2 X3
1 1.000 0.000 0.000 0.700 0.200 0.100
2 0.000 1.000 0.000 0.150 0.750 0.100
3 0.000 0.000 1.000 0.150 0.200 0.650
4 0.500 0.500 0.000 0.425 0.475 0.100
5 0.500 0.000 0.500 0.425 0.200 0.375
6 0.000 0.500 0.500 0.150 0.475 0.375
7 0.333 0.333 0.333 0.333 0.383 0.283
Pseudokomponenten Originalkomponenten
1
i ii
x uz
U
1i i ix u U z

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 18
Pseudo-Simplex-Konstruktion IV.
• Bei ungleichseitigen Simplizia ist ein anderes Verfahren notwendig. Dabei ist es erforderlich, die Eckpunkte zu kennen und Linear-kombinationen daraus zu bilden, welche die Überführung in Pseudokomponenten und umgekehrt ermöglichen. Dies soll mit den Daten aus Tabelle dargestellt werden.
• Aus den Eckpunkten des unregelmäßigen Simplex wird die transponierte Matrix Tgebildet.
• Die Vektoren der Original- und Pseudo-komponenten X und Z sind definiert durch:
• Die Lösung für die Berechnung von Original-und Pseudokomponenten ergibt sich aus:
X1 X2 X3
1 0.8 0.1 0.1
2 0.2 0.7 0.1
3 0.2 0.3 0.5
Nr. der
Eckpunkte
Anteil der Komponenten
0.8 0.2 0.2
0.1 0.7 0.3
0.1 0.1 0.5
T
1
2
3
x
X x
x
1
2
3
z
Z z
z
1Z T XX TZ

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 19
Pseudo-Simplex-Konstruktion V.
• Die Planung beginnt mit der Entwicklung eines Versuchsplanes nach der Standard-Simplex-Konstruktion. Die realen Komponentenanteile werden bestimmt nach Gleichung für X. Somit können die Originalkomponenten für das Beispiel wie folgt berechnet werden:
• Die Ergebnisse des Versuchsplans zweiten Grades sind in der Tabelle enthalten.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Pseudokom
ponente Z2
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Pse
udok
ompo
nent
e Z
3
Pseudokomponente Z1
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Komponente X1
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Kom
pone
nte
X 3
Kom
ponente X2
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0 0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Nr. Z1 Z2 Z3 X1 X2 X3
1 1.000 0.000 0.000 0.800 0.100 0.1002 0.000 1.000 0.000 0.200 0.700 0.1003 0.000 0.000 1.000 0.200 0.300 0.5004 0.500 0.500 0.000 0.500 0.400 0.1005 0.500 0.000 0.500 0.500 0.200 0.3006 0.000 0.500 0.500 0.200 0.500 0.3007 0.333 0.333 0.333 0.400 0.366 0.233
Pseudokomponenten Originalkomponenten1 1 2 3
2 1 2 3
3 1 2 3
0.8 0.2 0.2
0.1 0.7 0.3
0.1 0.1 0.5
x z z z
x z z z
x z z z

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 20
Berechnungen mit EXCEL
A B C Z1 Z2 Z3
0.8 0.1 0.1 0.8 0.2 0.2 1.0000 0.0000 0.0000
0.2 0.7 0.1 0.1 0.7 0.3 0.0000 1.0000 0.0000
0.2 0.3 0.5 0.1 0.1 0.5 0.0000 0.0000 1.0000
0.5000 0.5000 0.0000
0.5000 0.0000 0.5000
0.0000 0.5000 0.5000
1.3333 -0.3333 -0.3333 0.3333 0.3333 0.3333
-0.0833 1.5833 -0.9167
-0.2500 -0.2500 2.2500
1.0000 0.0000 0.0000 0.5000 0.5000 0.0000 0.3333 X1 X2 X3
0.0000 1.0000 0.0000 0.5000 0.0000 0.5000 0.3333 0.8000 0.1000 0.1000
0.0000 0.0000 1.0000 0.0000 0.5000 0.5000 0.3333 0.2000 0.7000 0.1000
0.2000 0.3000 0.5000
0.5000 0.4000 0.1000
0.5000 0.2000 0.3000
0.8000 0.2000 0.2000 0.5000 0.5000 0.2000 0.4000 0.2000 0.5000 0.3000
0.1000 0.7000 0.3000 0.4000 0.2000 0.5000 0.3667 0.4000 0.3667 0.2333
0.1000 0.1000 0.5000 0.1000 0.3000 0.3000 0.2333
Vektoren X
{=Mult($E$3:$G$5,A15:A17)}
Versuchsplan Originalkomponenten
{=Mtrans(A21:G23)}
{=Minv(E3:G5)}
Versuchsplan Pseudokomponenten
{=Mtrans(I3:K9)}
Vektoren Z
{=Mtrans(A3:C5)}
tranponierte Matrix TMatrix des Dreiecks
inverse Matrix T-1

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 21
Extremwert-Konstruktion I.
• Ein Verfahren, das bei wirksamen Obergrenzen angewendet wird, ist die sogenannte Extremwert-Konstruktion.
• Bei dieser Methode müssen zur Konstruktion des Versuchsplanes zunächst die Extrempunkte ermittelt werden.
• Für drei Komponenten sind die Extrempunkte auch grafisch leicht zu ermitteln. Dies ist für mehr als drei Komponenten nicht möglich.
• Bei drei Komponenten und drei wirksamen Obergrenzen stellt sich der Versuchsraum als Sechseck und allgemein als Polyeder oder Hyperpolyeder dar.
Komponente Untergrenze ui Obergrenze oi
X1 0.10 0.40
X2 0.20 0.70
X3 0.05 0.60
Kom
pone
nte
X3
Kom
ponente X2
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0 0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente X1
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
1
2
3
4
5
6

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 22
Extremwert-Konstruktion II.
• Zur Definition der Extrempunkte werden die Kombinationen der q-1 Komponenten in einem faktoriellen Versuchsplan dargestellt.
• Die q-te Komponente wird, falls möglich, zu eins ergänzt. Damit sind alle möglichen Extrempunkte gefunden.
• Falls mit dem beschriebenen Algorithmus gleiche Extrempunkte gefunden werden, werden diese wie ein einzelner Extrempunkt behandelt. Die Extrempunkte bilden die Basis aller weiteren Versuchspunkte des Versuchsplans.
Nr.X1 X2 x1 x2 x3 Bemerkung
- - 0.10 0.20 --- nicht möglich1 + - 0.40 0.20 0.402 - + 0.10 0.70 0.20
+ + 0.40 0.70 --- nicht möglich
Nr.X1 X2 x1 x2 x3 Bemerkung
- - 0.10 --- 0.05 nicht möglich3 + - 0.40 0.55 0.054 - + 0.10 0.30 0.60
+ + 0.40 --- 0.60 nicht möglich
Nr.X1 X2 x1 x2 x3 Bemerkung
- - --- 0.20 0.05 nicht möglich5 + - 0.25 0.70 0.056 - + 0.20 0.20 0.60
+ + --- 0.70 0.60 nicht möglich
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 23
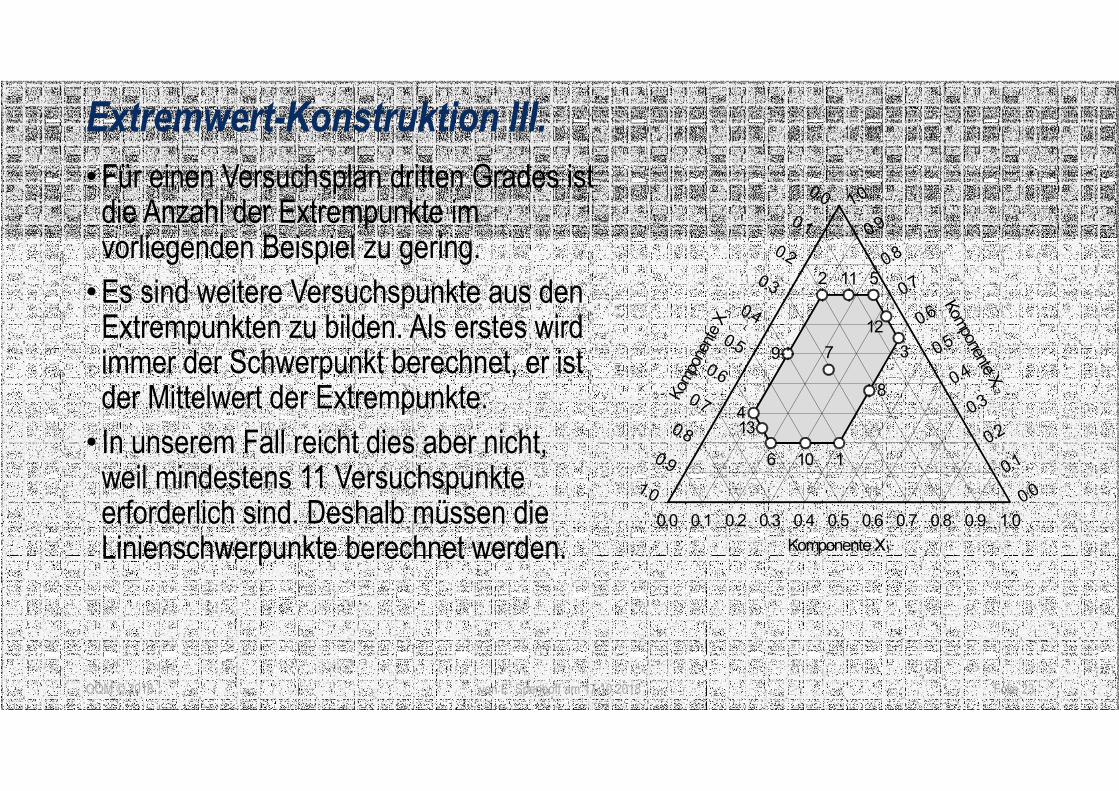
Extremwert-Konstruktion III.
• Für einen Versuchsplan dritten Grades ist die Anzahl der Extrempunkte im vorliegenden Beispiel zu gering.
• Es sind weitere Versuchspunkte aus den Extrempunkten zu bilden. Als erstes wird immer der Schwerpunkt berechnet, er ist der Mittelwert der Extrempunkte.
• In unserem Fall reicht dies aber nicht, weil mindestens 11 Versuchspunkte erforderlich sind. Deshalb müssen die Linienschwerpunkte berechnet werden.
Kom
pone
nte
X3
Kom
ponente X2
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0 0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Komponente X1
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
1
2
3
4
5
6
7
8
9
10
11
12
13

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 24
Extremwert-Konstruktion IV.
• Es ist erkennbar, dass die Linienschwerpunkte aus jeweils zwei Extrempunkten gebildet werden.
• Diese zwei Extrempunkte müssen so ausgewählt werden, dass die Eckpunkte für q-2 Komponenten identische Anteile haben.
• So findet man beispielsweise die Extrempunkte 1 und 3 mit dem Anteil 0.4 für die Komponente X1 oder die Extrempunkte 4 und 6 mit dem Anteil 0.6 für die Komponente X3. Auf diese Art und Weise lassen sich weitere Versuchspunkte entwickeln.
Nr. x1 x2 x3 gebildet aus:
1 0.400 0.200 0.4002 0.100 0.700 0.2003 0.400 0.550 0.0504 0.100 0.300 0.6005 0.250 0.700 0.0506 0.200 0.200 0.6007 0.242 0.442 0.316 1; 2; 3; 4; 5; 68 0.400 0.375 0.225 1;39 0.100 0.500 0.400 2; 410 0.300 0.200 0.500 1; 611 0.175 0.700 0.125 2; 512 0.325 0.625 0.050 3; 513 0.150 0.250 0.600 4; 6

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 25
Extremwert-Konstruktion V.
• Sollten weitere Versuchspunkte notwendig sein, können diese durch den Mittelwertvektor zwischen dem Schwerpunkt und den Extremwerten gebildet werden.
• Für vier Komponenten gibt es Grenzflächen, für die q-2 Komponenten gleiche Anteile besitzen.
• Ab fünf Komponenten ergeben sich Grenzpolyeder und ab sechs Komponenten ergeben sich Grenzhyperpolyeder, deren Schwerpunkte man bei Bedarf errechnen kann, um weitere Versuchspunkte zu definieren.
3 4 5 6
Grenzlinien q-2 --- --- ---Grenzflächen q-3 q-2 --- ---Grenzpolyeder q-4 q-3 q-2 ---Grenzhyperpolyeder q-5 q-4 q-3 q-2
Anzahl der Komponenten mit gleichen Anteilen
Schwerpunkt

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 26
Extremwert-Konstruktion VI.
• Auch bei der Extremwert-Konstruktion wird der Versuchsplan mit Hilfe der bekannten Gleichungen in Pseudo- bzw. Originalkomponenten transformiert.
• Entsprechend dem vollständigen Versuchsplan werden die Versuche mit den realen Anteilen der Originalkomponenten durchgeführt und die Analyse der Messergebnisse wird mit den Pseudokomponenten gerechnet und interpretiert.
• Die Extremwert-Konstruktion ist immer einsetzbar, erfordert jedoch einen nicht zu unterschätzenden Planungsaufwand, der bei manueller Planung besonders fehlerträchtig ist. Aus diesem Grunde sollte die Planung solcher Versuchspläne nur rechnergestützt durchgeführt werden.
z1 z2 z3 x1 x2 x3
1 0.462 0.000 0.538 0.400 0.200 0.4002 0.000 0.769 0.231 0.100 0.700 0.2003 0.462 0.538 0.000 0.400 0.550 0.0504 0.000 0.154 0.846 0.100 0.300 0.6005 0.231 0.769 0.000 0.250 0.700 0.0506 0.154 0.000 0.846 0.200 0.200 0.6007 0.218 0.372 0.409 0.242 0.442 0.3168 0.462 0.269 0.269 0.400 0.375 0.2259 0.000 0.462 0.538 0.100 0.500 0.40010 0.308 0.000 0.692 0.300 0.200 0.50011 0.115 0.769 0.115 0.175 0.700 0.12512 0.346 0.654 0.000 0.325 0.625 0.05013 0.077 0.077 0.846 0.150 0.250 0.600
Pseudokomponenten Originalkomponenten
Nr.
Pseudokomponente Z 1
Pse
udok
ompo
nent
e Z
3
Pseudokom
ponente Z2
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0 0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
1
2
3
4
5
6
7
8
9
10
11
12
13

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 27
Extremwert-Konstruktion VII.
• Für das Modell dritten Grades werden aber nur 11 Versuchspunkte benötigt. Dieser Überschuss ist akzeptabel, er kann aber auch zu groß werden.
• Man wird dann so viele Versuchspunkte streichen, bis eine geeignete Anzahl von Versuchspunkten erreicht ist. Es werden immer Versuchspunkte gestrichen, die nahe bei anderen Versuchspunkten liegen.
• Um die Versuche festzulegen existieren zwei Verfahren:
• Distanz basierendDieses Verfahren ist immer einzusetzen.
• D-optimalAufgrund schlecht konditionierter Matrizen kann die Anwendung dieses Verfahren unmöglich werden.
z1 z2 z3 z1 z2 z3
1 0.462 0.000 0.538 1 0.462 0.000 0.5382 0.000 0.769 0.231 2 0.000 0.769 0.2313 0.462 0.538 0.000 3 0.462 0.538 0.0004 0.000 0.154 0.846 4 0.000 0.154 0.8465 0.231 0.769 0.000 5 0.231 0.769 0.0006 0.154 0.000 0.846 6 0.154 0.000 0.8467 0.218 0.373 0.409 7 0.218 0.373 0.4098 0.462 0.269 0.269 8 0.462 0.269 0.2699 0.000 0.462 0.538 9 0.000 0.462 0.53810 0.308 0.000 0.692 10 0.308 0.000 0.69212 0.346 0.654 0.000 11 0.116 0.769 0.116
Nr.
D-optimal Distanz basierend
Nr.
Pseudokomponente Z1
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
1
2
3
4
5
6
7
8
9
10
11
12
13
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 28
Ratio-Konstruktion I• Ratio-Konstruktion erlaubt aufgrund seiner Struktur die gleichzeitige Analyse von Mischungskomponenten und
Prozessvariablen.
• Ratio-Konstruktion wird häufig dann eingesetzt, wenn das Mengenverhältnis bedeutend ist, z.B. Klebstoffherstellung (Verhältnisse von Polymeren), Glasherstellung (Verhältnisse zwischen Sand und Kalk).
• In diesen Fällen können teil-, vollfaktorielle oder zentral zusammengesetzte Versuchspläne zur Analyse verwendet werden. Die Faktoren sind die Verhältnisse der Komponenten.
• Mit q Komponenten lassen sich q-1 Verhältnisse bilden und analysieren. Diese Verhältnisse sollten nach sachlichen Erwägungen gebildet werden, prinzipiell ist aber jedes Verhältnis zu analysieren. Eine Bedingung für die Anwendung von Verhältnissen ist es, dass alle Komponenten in den Verhältnissen enthalten sind.

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 29
Ratio-Konstruktion I.
• Ratio-Konstruktion erlaubt aufgrund seiner Struktur die gleichzeitige Analyse von Mischungskomponenten und Prozessvariablen.
• Ratio-Konstruktion wird häufig dann eingesetzt, wenn das Mengenverhältnis bedeutend ist, z.B. Klebstoffherstellung (Verhältnisse von Polymeren), Glasherstellung (Verhältnisse zwischen Sand und Kalk).
• In diesen Fällen können teil-, vollfaktorielle oder zentral zusammengesetzte Versuchspläne zur Analyse verwendet werden. Die Faktoren sind die Verhältnisse der Komponenten.
• Mit q Komponenten lassen sich q-1 Verhältnisse bilden und analysieren. Diese Verhältnisse sollten nach sachlichen Erwägungen gebildet werden, prinzipiell ist aber jedes Verhältnis zu analysieren. Eine Bedingung für die Anwendung von Verhältnissen ist es, dass alle Komponenten in den Verhältnissen enthalten sind.
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 30
Ratio-Konstruktion II.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Faktor C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Faktor A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Faktor B
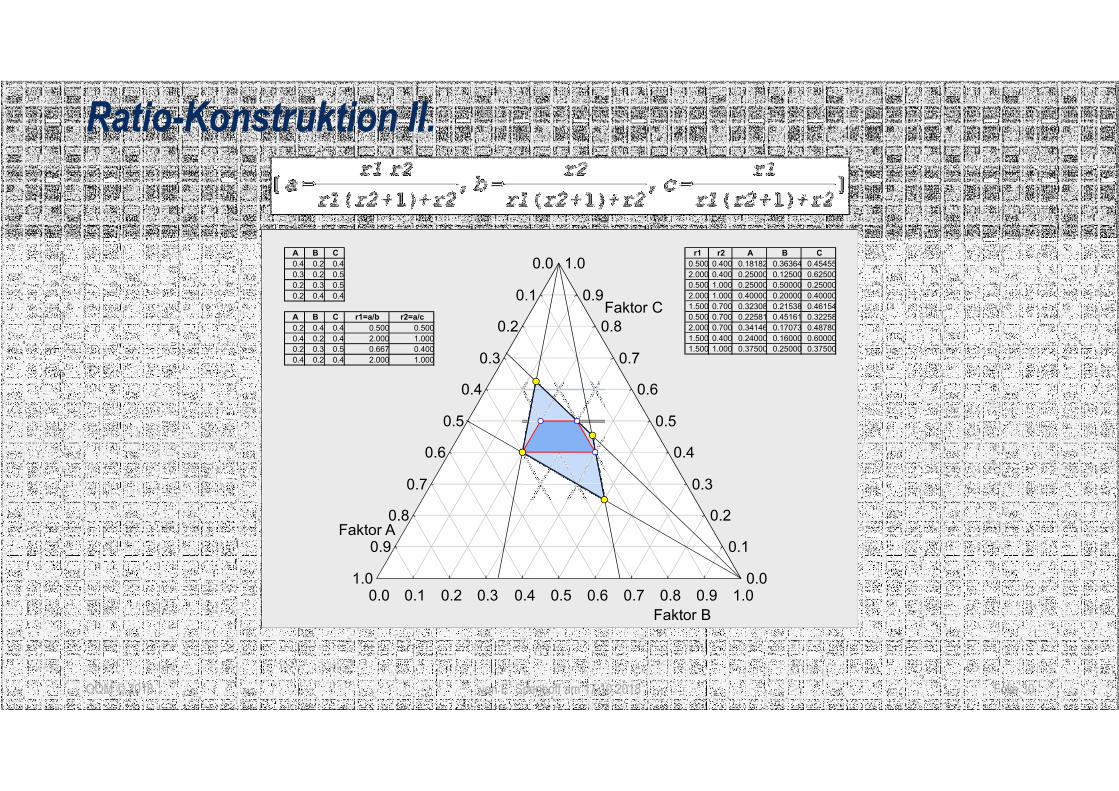
A B C
0.4 0.2 0.4
0.3 0.2 0.5
0.2 0.3 0.5
0.2 0.4 0.4
A B C r1=a/b r2=a/c
0.2 0.4 0.4 0.500 0.500
0.4 0.2 0.4 2.000 1.000
0.2 0.3 0.5 0.667 0.400
0.4 0.2 0.4 2.000 1.000
r1 r2 A B C
0.500 0.400 0.18182 0.36364 0.45455
2.000 0.400 0.25000 0.12500 0.62500
0.500 1.000 0.25000 0.50000 0.25000
2.000 1.000 0.40000 0.20000 0.40000
1.500 0.700 0.32308 0.21538 0.46154
0.500 0.700 0.22581 0.45161 0.32258
2.000 0.700 0.34146 0.17073 0.48780
1.500 0.400 0.24000 0.16000 0.60000
1.500 1.000 0.37500 0.25000 0.37500
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 31
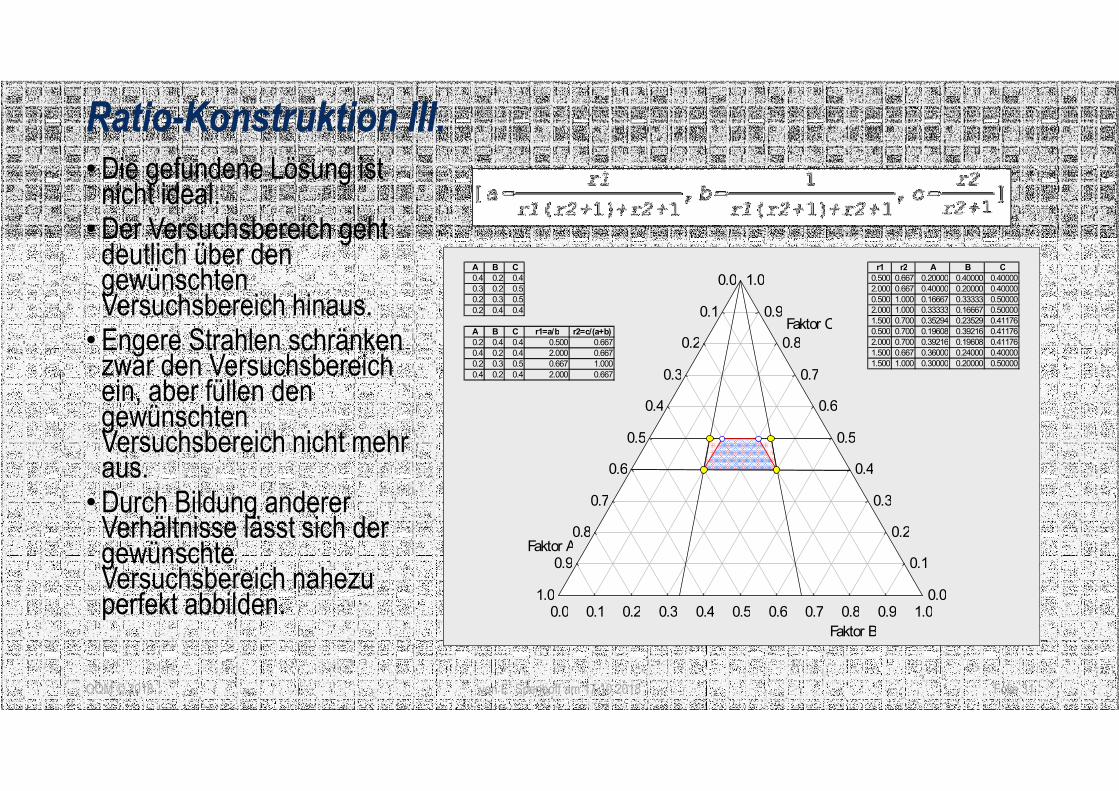
Ratio-Konstruktion III.• Die gefundene Lösung ist
nicht ideal.• Der Versuchsbereich geht
deutlich über den gewünschten Versuchsbereich hinaus.
• Engere Strahlen schränken zwar den Versuchsbereich ein, aber füllen den gewünschten Versuchsbereich nicht mehr aus.
• Durch Bildung anderer Verhältnisse lässt sich der gewünschte Versuchsbereich nahezu perfekt abbilden. 0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Faktor C
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Faktor A
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Faktor B
A B C
0.4 0.2 0.4
0.3 0.2 0.5
0.2 0.3 0.5
0.2 0.4 0.4
A B C r1=a/b r2=c/(a+b)
0.2 0.4 0.4 0.500 0.667
0.4 0.2 0.4 2.000 0.667
0.2 0.3 0.5 0.667 1.000
0.4 0.2 0.4 2.000 0.667
r1 r2 A B C
0.500 0.667 0.20000 0.40000 0.40000
2.000 0.667 0.40000 0.20000 0.40000
0.500 1.000 0.16667 0.33333 0.50000
2.000 1.000 0.33333 0.16667 0.50000
1.500 0.700 0.35294 0.23529 0.41176
0.500 0.700 0.19608 0.39216 0.41176
2.000 0.700 0.39216 0.19608 0.41176
1.500 0.667 0.36000 0.24000 0.40000
1.500 1.000 0.30000 0.20000 0.50000

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 32
Ratio-Konstruktion IV.
• Der Entwickler legt anhand von Verhältnissen der Komponenten untereinander den Versuchsraum fest.
• Daraus ergibt der Versuchsplan und die Versuchseinstellungen gemäß:
R1 R2
Min A/C = 0.10 B/C = 1.0Zentrum A/C = 0.25 B/C = 1.5Max A/C = 0.40 B/C = 2.0
R1 R2 A B C
0.10 1.00 0.047619 0.476190 0.4761900.25 1.00 0.111111 0.444444 0.4444440.40 1.00 0.166667 0.416667 0.4166670.10 1.50 0.038462 0.576923 0.3846150.25 1.50 0.090909 0.545455 0.3636360.40 1.50 0.137931 0.517241 0.3448280.10 2.00 0.032258 0.645161 0.3225810.25 2.00 0.076923 0.615385 0.3076920.40 2.00 0.117647 0.588235 0.294118
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 33
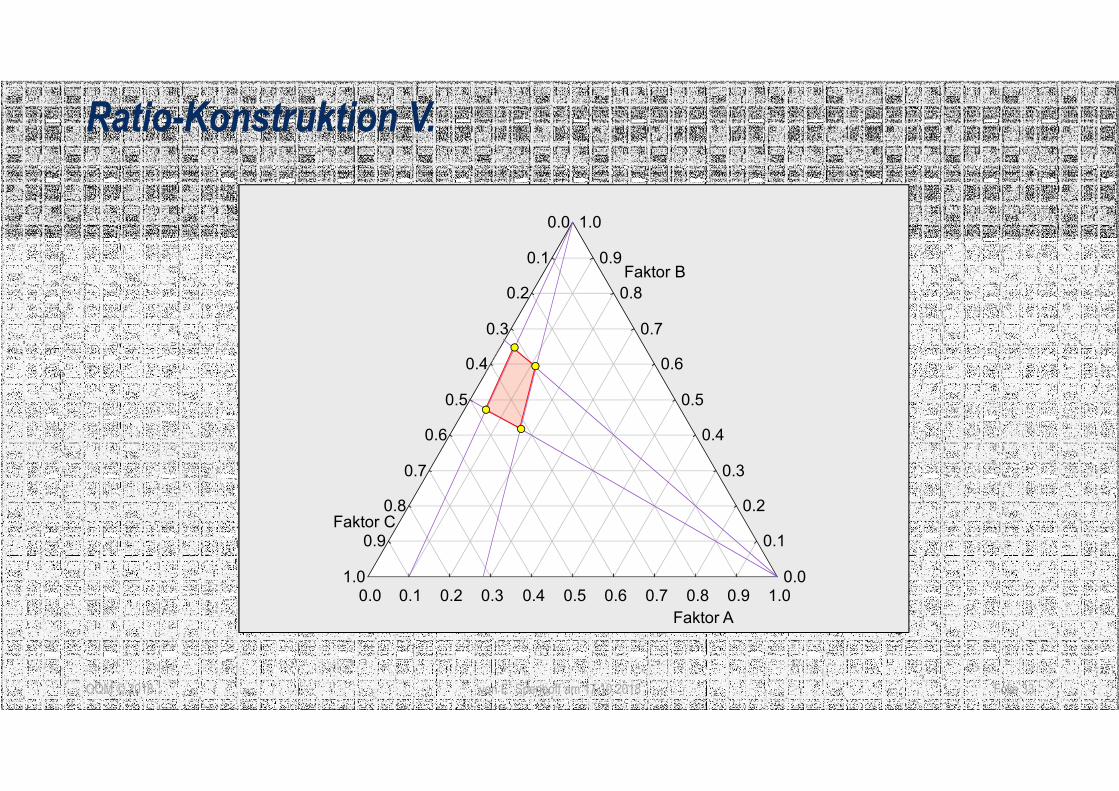
Ratio-Konstruktion V.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Faktor B
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Faktor C
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Faktor A

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 34
Ratio-Konstruktion VI.
• Welche Verhältnisse sind ideal ?
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
B

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 35
Ratio-Konstruktion VII.
• Die idealen Verhältnisser1 = a/(b+c)
r2 = c/(a+b)
a = r1/(r1+1),
b = -(r1*r2-1)/(r1*(r2+1)+r2+1),
c = r2/(r2+1)
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
B
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 36
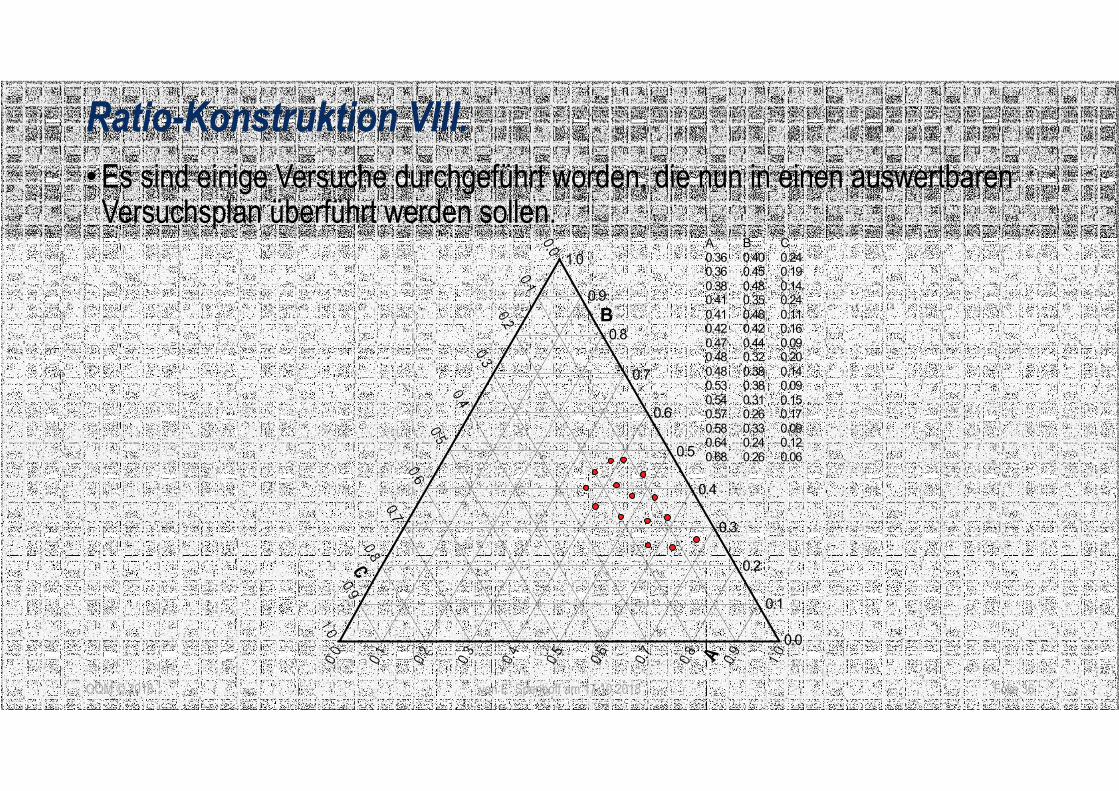
Ratio-Konstruktion VIII.
• Es sind einige Versuche durchgeführt worden, die nun in einen auswertbaren Versuchsplan überführt werden sollen.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
B
A B C0.36 0.40 0.240.36 0.45 0.190.38 0.48 0.140.41 0.35 0.240.41 0.48 0.110.42 0.42 0.160.47 0.44 0.090.48 0.32 0.200.48 0.38 0.140.53 0.38 0.090.54 0.31 0.150.57 0.26 0.170.58 0.33 0.090.64 0.24 0.120.68 0.26 0.06
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 37
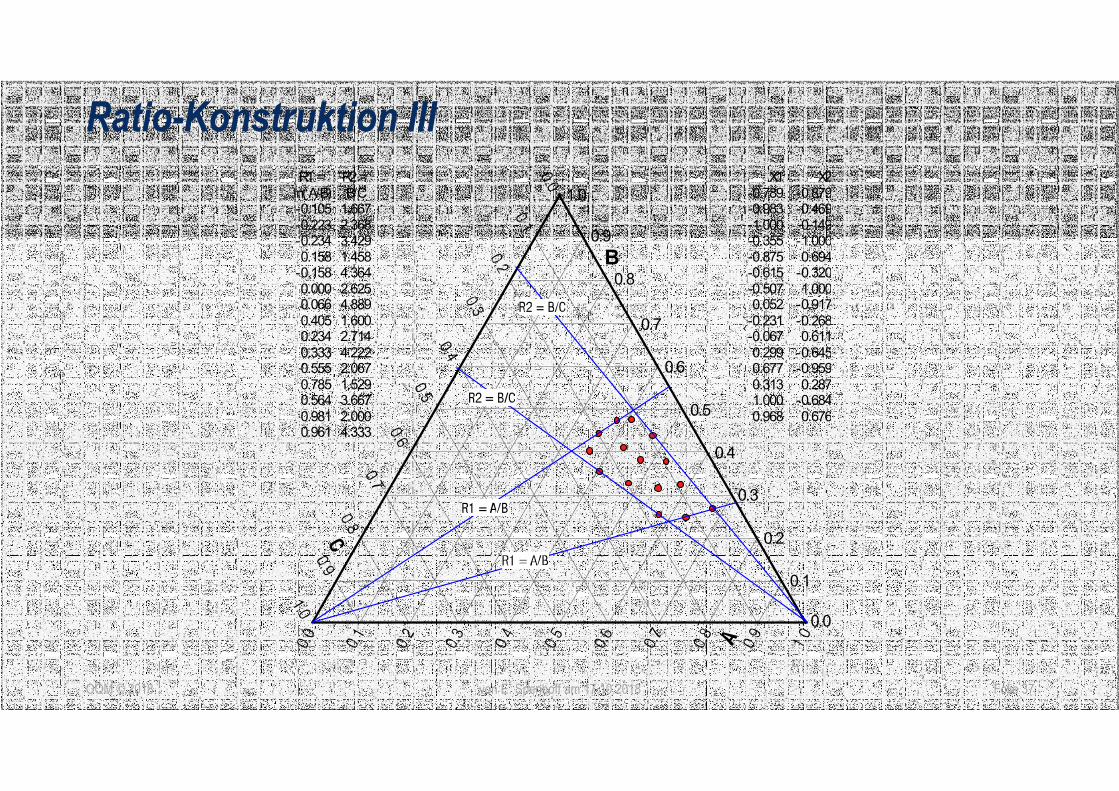
Ratio-Konstruktion III
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
B
X1-0.789-0.983-1.000-0.355-0.875-0.615-0.5070.052
-0.231-0.0670.2990.6770.3131.0000.968
X2-0.879-0.4690.149
-1.0000.694
-0.3201.000
-0.917-0.2680.611
-0.645-0.9590.287
-0.6840.676
R1 =ln(A/B)-0.105-0.223-0.2340.158
-0.1580.0000.0660.4050.2340.3330.5550.7850.5640.9810.961
R2 =B/C
1.6672.3683.4291.4584.3642.6254.8891.6002.7144.2222.0671.5293.6672.0004.333
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 38
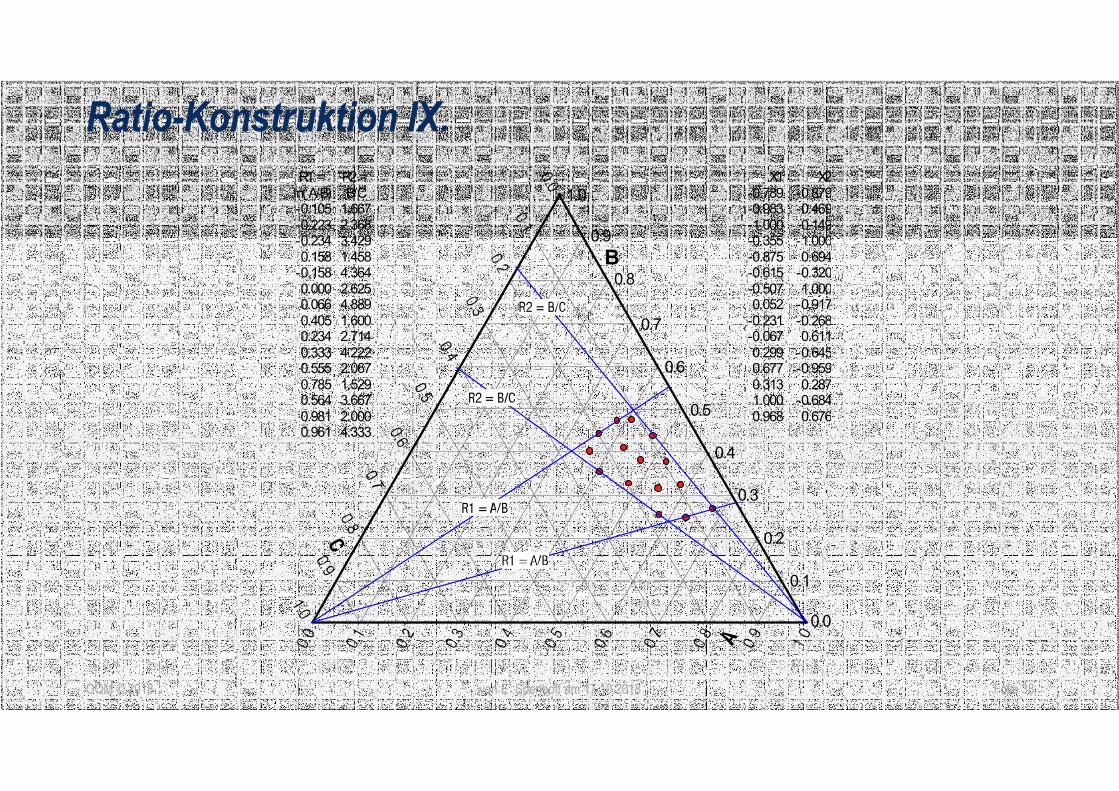
Ratio-Konstruktion IX.
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
B
X1-0.789-0.983-1.000-0.355-0.875-0.615-0.5070.052
-0.231-0.0670.2990.6770.3131.0000.968
X2-0.879-0.4690.149
-1.0000.694
-0.3201.000
-0.917-0.2680.611
-0.645-0.9590.287
-0.6840.676
R1 =ln(A/B)-0.105-0.223-0.2340.158
-0.1580.0000.0660.4050.2340.3330.5550.7850.5640.9810.961
R2 =B/C
1.6672.3683.4291.4584.3642.6254.8891.6002.7144.2222.0671.5293.6672.0004.333

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 39
Ratio-Konstruktion III
• Während die Komponenten A, B, C folgende Korrelationen haben,
• A zu B = -0.839• A zu C = -0.618• B zu C = 0.090
zeigen die Ratios eine Korrelation von• X1 zu X2 = -0.114
• Die Ratios sind nahezu orthogonal, eine unverzerrte Schätzung der Wirkungen ist möglich.
A B C R1 =ln( A/B) R2 = B/C X1 X2
0.360 0.400 0.240 -0.105 1.667 -0.789 -0.879
0.360 0.450 0.190 -0.223 2.368 -0.983 -0.469
0.380 0.480 0.140 -0.234 3.429 -1.000 0.149
0.410 0.350 0.240 0.158 1.458 -0.355 -1.000
0.410 0.480 0.110 -0.158 4.364 -0.875 0.694
0.420 0.420 0.160 0.000 2.625 -0.615 -0.320
0.470 0.440 0.090 0.066 4.889 -0.507 1.000
0.480 0.320 0.200 0.405 1.600 0.052 -0.917
0.480 0.380 0.140 0.234 2.714 -0.231 -0.268
0.530 0.380 0.090 0.333 4.222 -0.067 0.611
0.540 0.310 0.150 0.555 2.067 0.299 -0.645
0.570 0.260 0.170 0.785 1.529 0.677 -0.959
0.580 0.330 0.090 0.564 3.667 0.313 0.287
0.640 0.240 0.120 0.981 2.000 1.000 -0.684
0.680 0.260 0.060 0.961 4.333 0.968 0.676
-1.000
0.000
1.000
-1.000 0.000 1.000

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 40
Ratio-Konstruktion X
• Während die Komponenten A, B, C folgende Korrelationen haben,
• A zu B = -0.839• A zu C = -0.618• B zu C = 0.090
• zeigen die Verhältnisse eine Korrelation von• X1 zu X2 = -0.114
• Die Verhältnisse sind nahezu orthogonal, eine unverzerrte Schätzung der Wirkungen ist möglich.
A B C R1 =ln( A/B) R2 = B/C X1 X2
0.360 0.400 0.240 -0.105 1.667 -0.789 -0.8790.360 0.450 0.190 -0.223 2.368 -0.983 -0.4690.380 0.480 0.140 -0.234 3.429 -1.000 0.1490.410 0.350 0.240 0.158 1.458 -0.355 -1.0000.410 0.480 0.110 -0.158 4.364 -0.875 0.6940.420 0.420 0.160 0.000 2.625 -0.615 -0.3200.470 0.440 0.090 0.066 4.889 -0.507 1.0000.480 0.320 0.200 0.405 1.600 0.052 -0.9170.480 0.380 0.140 0.234 2.714 -0.231 -0.2680.530 0.380 0.090 0.333 4.222 -0.067 0.6110.540 0.310 0.150 0.555 2.067 0.299 -0.6450.570 0.260 0.170 0.785 1.529 0.677 -0.9590.580 0.330 0.090 0.564 3.667 0.313 0.2870.640 0.240 0.120 0.981 2.000 1.000 -0.6840.680 0.260 0.060 0.961 4.333 0.968 0.676
-1.000
0.000
1.000
-1.000 0.000 1.000

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 41
Vollständiges Beispiel I
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Resin
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
Oil
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1.0
Rubber
Einflussgrößen min max
Rubber 0.30 0.40Resin 0.45 0.60Oil 0.05 0.15Webspeed 290 330RPM-Extruder 165 185Temperature 150 190
Beste Ratios
R1 = a / (b+c)R2 = c / (a+b)

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 42
Vollständiges Beispiel II
• Es empfiehlt sich für die Verhältnisse und deren Lösungen eine geeignete Software (Mathematica, Maxima) einzusetzen, weil sie fehlerfrei sind. Dies ist vor allen Dingen bei mehr als drei Komponenten hilfreich.

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 43
Vollständiges Beispiel III
Nr R1 R2 Speed RPM Temp Nr R1 R2 Speed RPM Temp Rubber Resin Oil
1 0.488095 0.083591 290 165 150 1 0.666667 0.052632 290 165 150 0.400 0.550 0.0502 0.547619 0.052632 290 165 150 2 0.428571 0.176471 290 165 150 0.300 0.550 0.1503 0.666667 0.052632 290 165 150 3 0.428571 0.114551 330 165 150 0.300 0.597 0.1034 0.428571 0.114551 290 165 150 4 0.666667 0.176471 330 165 150 0.400 0.450 0.1505 0.547619 0.114551 290 165 150 5 0.547619 0.052632 330 175 150 0.354 0.596 0.0506 0.666667 0.114551 290 165 150 6 0.428571 0.114551 290 185 150 0.300 0.597 0.1037 0.428571 0.176471 290 165 150 7 0.666667 0.176471 290 185 150 0.400 0.450 0.1508 0.547619 0.176471 290 165 150 8 0.547619 0.114551 310 185 150 0.354 0.543 0.1039 0.666667 0.176471 290 165 150 9 0.666667 0.052632 330 185 150 0.400 0.550 0.050
10 0.488095 0.083591 310 165 150 10 0.428571 0.176471 330 185 150 0.300 0.550 0.15011 0.547619 0.052632 310 165 150 11 0.547619 0.114551 330 165 170 0.354 0.543 0.10312 0.666667 0.052632 310 165 150 12 0.547619 0.052632 290 175 170 0.354 0.596 0.05013 0.428571 0.114551 310 165 150 13 0.666667 0.114551 310 175 170 0.400 0.497 0.103… … … … … … 14 0.547619 0.052632 330 185 170 0.354 0.596 0.050
234 0.666667 0.176471 310 185 190 15 0.428571 0.114551 290 165 190 0.300 0.597 0.103235 0.488095 0.083591 330 185 190 16 0.666667 0.176471 290 165 190 0.400 0.450 0.150236 0.547619 0.052632 330 185 190 17 0.547619 0.052632 310 165 190 0.354 0.596 0.050237 0.666667 0.052632 330 185 190 18 0.666667 0.052632 330 165 190 0.400 0.550 0.050238 0.428571 0.114551 330 185 190 19 0.428571 0.176471 330 165 190 0.300 0.550 0.150239 0.547619 0.114551 330 185 190 20 0.547619 0.114551 330 175 190 0.354 0.543 0.103240 0.666667 0.114551 330 185 190 21 0.666667 0.052632 290 185 190 0.400 0.550 0.050241 0.428571 0.176471 330 185 190 22 0.428571 0.176471 290 185 190 0.300 0.550 0.150242 0.547619 0.176471 330 185 190 23 0.428571 0.114551 330 185 190 0.300 0.597 0.103243 0.666667 0.176471 330 185 190 24 0.666667 0.176471 330 185 190 0.400 0.450 0.150
Vollständige Ausgangsmatrix Endgültige D-optimale Versuchsmatrix Mischungsmatrix

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 44
Vollständiges Beispiel IV
Nr R1 R2 Speed RPM Temp Rubber Resin Oil W1 W2 W3 W4 W5
1 0.666667 0.052632 290 165 150 0.400 0.550 0.050 21.33 21.82 21.87 21.94 20.582 0.428571 0.176471 290 165 150 0.300 0.550 0.150 25.15 24.56 26.80 24.73 26.043 0.428571 0.114551 330 165 150 0.300 0.597 0.103 4.60 5.95 4.90 5.83 4.714 0.666667 0.176471 330 165 150 0.400 0.450 0.150 37.40 38.19 39.19 38.65 38.575 0.547619 0.052632 330 175 150 0.354 0.596 0.050 16.15 15.14 13.57 15.94 16.106 0.428571 0.114551 290 185 150 0.300 0.597 0.103 11.72 11.84 10.41 12.30 12.187 0.666667 0.176471 290 185 150 0.400 0.450 0.150 26.86 27.49 23.96 26.39 26.978 0.547619 0.114551 310 185 150 0.354 0.543 0.103 19.41 18.51 19.84 20.38 18.139 0.666667 0.052632 330 185 150 0.400 0.550 0.050 19.95 19.14 19.07 21.42 20.2210 0.428571 0.176471 330 185 150 0.300 0.550 0.150 34.23 34.99 34.14 35.48 34.5211 0.547619 0.114551 330 165 170 0.354 0.543 0.103 16.41 15.80 17.23 17.43 18.4312 0.547619 0.052632 290 175 170 0.354 0.596 0.050 18.78 19.79 19.46 19.21 19.6313 0.666667 0.114551 310 175 170 0.400 0.497 0.103 17.71 17.59 16.73 18.46 16.4414 0.547619 0.052632 330 185 170 0.354 0.596 0.050 15.08 14.39 14.80 15.65 13.7915 0.428571 0.114551 290 165 190 0.300 0.597 0.103 8.12 7.87 6.57 8.85 8.1316 0.666667 0.176471 290 165 190 0.400 0.450 0.150 25.43 27.40 25.34 26.93 26.0817 0.547619 0.052632 310 165 190 0.354 0.596 0.050 19.08 17.67 17.95 18.39 19.1018 0.666667 0.052632 330 165 190 0.400 0.550 0.050 20.56 21.00 22.00 21.28 21.0219 0.428571 0.176471 330 165 190 0.300 0.550 0.150 26.12 25.99 26.84 27.00 25.8020 0.547619 0.114551 330 175 190 0.354 0.543 0.103 16.15 16.93 14.36 15.93 14.7321 0.666667 0.052632 290 185 190 0.400 0.550 0.050 22.33 23.07 21.91 22.52 22.4722 0.428571 0.176471 290 185 190 0.300 0.550 0.150 26.23 25.84 27.24 27.32 26.2623 0.428571 0.114551 330 185 190 0.300 0.597 0.103 6.55 5.62 6.51 5.46 5.1324 0.666667 0.176471 330 185 190 0.400 0.450 0.150 32.30 29.87 30.57 31.52 30.95
Realisierte AdhäsionswerteEndgültige D-optimale Versuchsmatrix Mischungsmatrix
OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 45
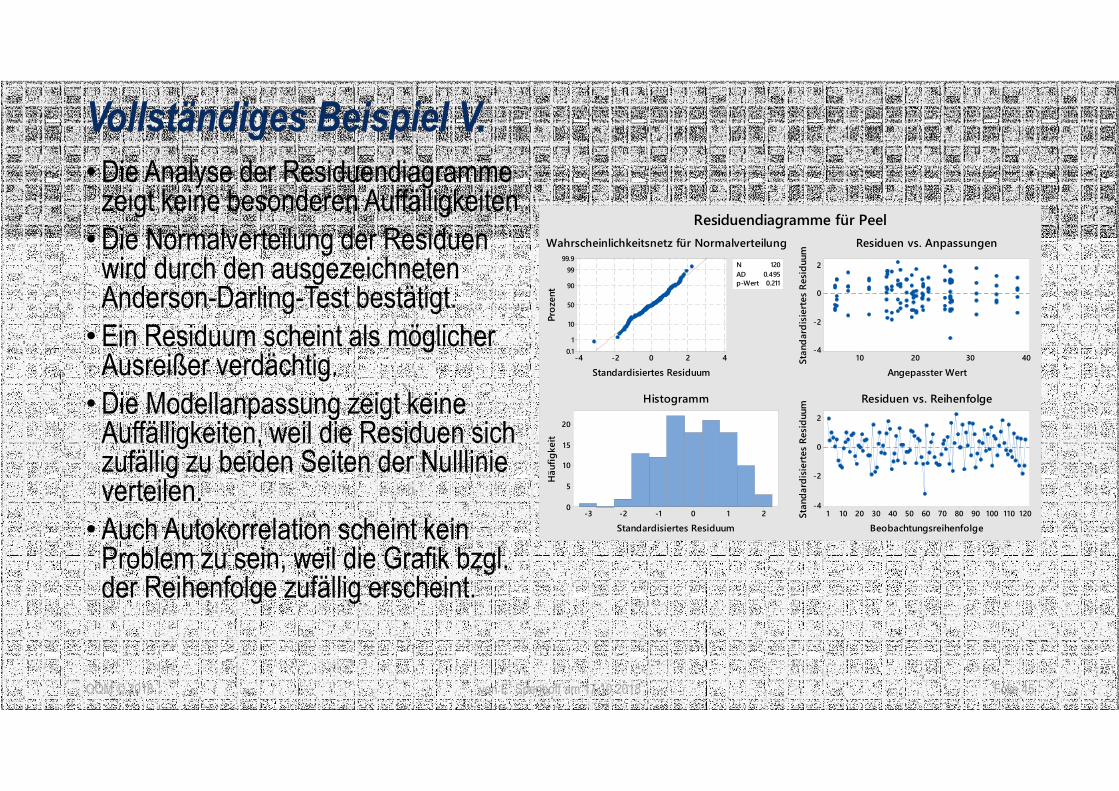
Vollständiges Beispiel V.
420-2-4
99.9
99
90
50
10
1
0.1
N 120
AD 0.495
p-Wert 0.211
Standardisiertes Residuum
Pro
zent
40302010
2
0
-2
-4
Angepasster Wert
Sta
nd
ard
isie
rtes
Resi
duum
210-1-2-3
20
15
10
5
0
Standardisiertes Residuum
Häufi
gkeit
1201101009080706050403020101
2
0
-2
-4
Beobachtungsreihenfolge
Sta
nd
ard
isie
rtes
Resi
duum
Wahrscheinlichkeitsnetz für Normalverteilung Residuen vs. Anpassungen
Histogramm Residuen vs. Reihenfolge
Residuendiagramme für Peel
• Die Analyse der Residuendiagrammezeigt keine besonderen Auffälligkeiten
• Die Normalverteilung der Residuen wird durch den ausgezeichneten Anderson-Darling-Test bestätigt.
• Ein Residuum scheint als möglicher Ausreißer verdächtig.
• Die Modellanpassung zeigt keine Auffälligkeiten, weil die Residuen sich zufällig zu beiden Seiten der Nulllinie verteilen.
• Auch Autokorrelation scheint kein Problem zu sein, weil die Grafik bzgl. der Reihenfolge zufällig erscheint.

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 46
Vollständiges Beispiel VI.
• Die Varianzanalyse zeigt signifikante Ergebnisse für lineare und quadratische Regressions-koeffizienten, sowie ebenfalls für die Wechselwirkungen. Es gibt, wie gewünscht, ein signifikantes Regressionsmodell.
• Der Anpassungsfehler ist nicht signifikant, dass Regressions-modell kann verwendet werden.
• Der mögliche Ausreißer (Beobachtung 59) ist ein normaler Extremwert.
Response Surface Regression: Adhäsion versus R1, R2, Speed, RPM, Temp
Varianzanalyse für Adhäsion
Quelle DF SS Kor SS Kor MS F-Wert p-Wert
Regression 20 7979.44 7979.44 398.972 595.24 0.000
Linear 5 4228.80 2601.69 520.338 776.31 0.000
Square 5 2459.49 1847.39 369.479 551.24 0.000
Interaction 10 1291.14 1291.14 129.114 192.63 0.000
Fehler 99 66.36 66.36 0.670
Anpassung 3 3.70 3.70 1.235 1.89 0.136
Reiner Fehler 96 62.65 62.65 0.653
Total 119 8045.79
Anpassungen und Bewertung für ungewöhnliche Beobachtungen
Beob Peel Anpassung Resid Std. Resid
59 23.960 26.324 -2.364 -3.23 R
78 18.430 16.785 1.645 2.19 R

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 47
Vollständiges Beispiel VII.
• Die Analyse der Regressions-koeffizienten zeigt ein Modell mit vielen Signifikanzen, nur fünf Wirkungen sind nicht signifikant.
• Die Varianz-Inflation-Faktoren (VIF) sind durchgängig kleiner als 4, somit kann das Modell als weitgehend unverzerrt geschätzt werden. Die Regressionskoeffizienten sind zur Beschreibung der Abhängigkeiten geeignet.
• Das Bestimmtheitsmaß ist sehr hoch und dies gilt auch für alle weiteren R2.
• Der Versuchsfehler ist von üblicher Größe.
Response Surface Regression: Adhesion versus R1, R2, Speed, RPM, Temp
Kodierte Koeffizienten
Term Koef SE Koef t-Wert p-Wert VIF
Konstante 17.166 0.29174 58.84 0.000
R1 4.8336 0.13482 35.85 0.000 2.30
R2 8.3128 0.13780 60.33 0.000 2.27
Speed 0.2106 0.08514 2.47 0.015 1.12
RPM 0.3957 0.08398 4.71 0.000 1.05
Temp -0.7297 0.08398 -8.69 0.000 1.05
R1*R1 -4.7364 0.26071 -18.17 0.000 2.51
R2*R2 8.5644 0.21297 40.21 0.000 1.80
Speed*Speed -0.4568 0.28191 -1.62 0.108 1.56
RPM*RPM 0.1656 0.24216 0.68 0.496 1.46
Temp*Temp 0.3677 0.24216 1.52 0.132 1.46
R1*R2 -3.7039 0.15594 -23.75 0.000 2.06
R1*Speed 1.5975 0.09515 16.79 0.000 1.08
R1*RPM -1.3690 0.09570 -14.30 0.000 1.09
R1*Temp 0.0445 0.09570 0.46 0.643 1.09
R2*Speed 2.9914 0.10389 28.79 0.000 1.20
R2*RPM -0.1254 0.11178 -1.12 0.265 1.30
R2*Temp -1.0807 0.11178 -9.67 0.000 1.30
Speed*RPM -0.0955 0.09247 -1.03 0.304 1.15
Speed*Temp -0.7570 0.09247 -8.19 0.000 1.15
RPM*Temp -0.6043 0.09436 -6.40 0.000 1.18
Zusammenfassung des ModellsS = 0.818698 PRESS = 97.3696R-Sq = 99.18% R-Sq(pred) = 98.79% R-Sq(adj) = 99.01%

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 48
Vollständiges Beispiel VIII.• Die Verhältnisse R1 und R2
haben den größten Einfluss und damit die Mischungsanteile.
• Die Mischung, Speed und RPM können exakt eingestellt und geregelt werden.
• Die Temperatur hat einen Regelbereich von 5 K. Deshalb muss dies genauer betrachtet werden.
• Das Ergebnis der Optimierung zeigt, dass das Prognoseintervall kleiner als die geforderten Grenzen ist. Ein ausgezeichnetes Ergebnis.
AktHoch
Tief
D: 1.000
Optimal
Prognose
d = 1.0000
Ziel: 10.0
Peel
y = 10.0
150.0
190.0
165.0
185.0
290.0
330.0
0.0526
0.1765
0.4286
0.6667R2 Speed RPM TempR1
[0.480] [0.060] [310.0] [175.0] [171.4154]
Zielgrößenoptimierung: Peel
Variable Einstellung
R1 0.48
R2 0.06
Speed 310
RPM 175
Temp 171.415
Antwort Anpassung SE Anpassung 95%-KI 95%-PI
Peel 10.000 0.295 (9.415, 10.585) (8.278, 11.722)

OQM © 2018 von E. Spenhoff am 17.10.2018 Folie 49
Vollständiges Beispiel IX
• Das Konturdiagramm für die Adhäsion in Abhängigkeit von Temperatur und Drehzahl einen stabilen Bereich ergibt.
• Die Schalthysterese der Temperatur hat nur einen geringen Einfluss auf die Adhäsion. Auch Temperaturen kleiner als die untere Hysterese-grenze sind ohne Bedeutung.
11.2
10.8
10.4
10.0
9.6
9.2
8.8
8.4
RPM
Te
mp
185180175170165
190
180
170
160
150
R1 0.465
R2 0.08
Speed 295
Hold Values
Contour Plot of Adhesion vs Temp, RPM
R1 0.48
R2 0.06
Speed 310
Haltewerte
11.25
11.00
10.75
10.50
10.25
10.00
9.75
9.50
9.25
9.00
8.75
RPM
Tem
p
185180175170165
190
180
170
160
150
Konturdiagramm von Peel vs. Temp, RPM
Top Related