







Sprachen
Seiten
Rechtliche

Qualitätsmanagement in der gesamten WertschöpfungsketteGrundlage des gemeinsamen ErfolgsNach intensiven Diskussionen zwischen Automobilherstellern und Zulieferern im Vorstand des VDA (Verband der Automobilindustrie) entstand im Jahr 2005 eine Vereinbarung zur Sicherung der Qualität in der deutschen Automobilindustrie. Durch eine stärkere Prozessorientierung und Synchronisation der Lieferketten konnten sich die deutschen Automobilhersteller und Zulieferer 2007 wieder die Qualitätsführerschaft sichern.
T iTElThEma
aTZproduktion 01i2008 �
Qualitätsmanagement

1 Ausgangssituation
Die Strategie der deutschen Automobil-hersteller wurde in den letzten zwei Jahr-zehnten durch die Konzentration auf die eigenen Kernkompetenzen geprägt. Dies führte dazu, dass eine immer stärker werdende Entwicklungs- und Produkti-onsverantwortung von den Fahrzeugher-stellern auf kompetente (Mega-)Zulieferer übertragen wurde.
Auch der bewusst herbeigeführte Strukturwandel in der Zulieferindustrie durch Schaffung von Modul- oder Sys-temlieferanten sorgte für Intransparenz bezüglich der OEM-Anforderungen für kleine und mittlere Unternehmen in der automobilen Lieferkette, die sich im Rah-men der Globalisierung mittlerweile über den gesamten Erdball verzweigt.
Verschärft wurden die genannten Ent-wicklungen durch zunehmende Produkt-komplexität, hohen Kostendruck und den steigenden Qualitätsanspruch der End-kunden, Bild 1. Innovationen, insbesonde-re im Bereich der Elektronik, wurden in Serienprodukte eingeführt, ohne dass de-ren Komplexität und Wechselwirkungen vollständig berücksichtigt wurden.
2002 war die Situation für die deut-sche Automobilindustrie kritisch. Der Ruf der deutschen Automobilindustrie, zuver-lässige und innovative Fahrzeuge auf den Markt zu bringen, war in Gefahr. Rückruf-aktionen und schlechtes Abschneiden bei Kundenbefragungen und in den Män-gelreports von TÜV und ADAC zeigten deutlichen Handlungsbedarf auf.
2 Strategischer Ansatz
2003 läutete der VDA mit dem 1. Gipfel-treffen zur Qualität deutscher Automo-bile – Tradition und Anspruch – eine neue Phase ein, die mit dem Begriff „back to the roots“ am besten beschrieben werden kann. Bis zu diesem Zeitpunkt wollten die Qualitätssicherer der deutschen Automo-bil- und Zulieferindustrie die Ebene der Zertifizierung und Auditierung verlassen. Strategisch wurde vom QMA „Automotive Excellence“ gepredigt und das Prinzip der Selbstbewertung hoch gehalten.
Leider konnten – bis auf wenige Aus-nahmen – die Vorteile dieser Strategie nicht glaubhaft in den Vorstands- und Ge-schäftsführeretagen vermittelt werden.
Deshalb wurde der Fokus des QMA auf die Stärkung der Prozessorientierung entlang der Lieferketten gerichtet. Mit der ISO/TS 16949 war zudem ein neuer internationaler QM-Systemstandard ent-standen, der als Basis für ein prozessori-entiertes Vorgehen in der Automobilin-dustrie diente. Nun galt es, Hersteller und Zulieferer entlang der Prozessketten abzustimmen, auszurichten und neu zu synchronisieren.
Die Stoßrichtungen für die strate-gischen Handlungsfelder wurden be-schrieben mit:– Wie wird ein reifes Produkt entwi-
ckelt?– Wie wird ein robustes Produkt herge-
stellt?– Was sind die Kriterien für eine exzel-
lente Kundenbetreuung?
Die Autoren
Dr. Alfons Weißbrich ist mitglied des Top-managements der Konzern-Qualitäts-sicherung der Volks-wagen aG in Wolfs-burg und Vorsitzender des VDa-ausschusses Qualitätsmanagement sowie des Beirats des VDa Qualität manage-ment Center.
Dr. Bernhard Fuchsbauer leitet die Zentrale Q-Technik und QS Beschaffung der audi aG in ingolstadt sowie den VDa-Strategie-ausschuss Qualitäts-management.
Dr. Heinz-Josef Heinrichs ist als Vice President der ZF Sachs aG in Schweinfurt für Global Performance & Corporate Quality management zuständig. Er ist mitglied im VDa-ausschuss Qualitätsma-nagement sowie im Beirat des VDa-Qualität management Center.
Heinz-Günter Plegniere leitet das VDa Qualität management Center in Oberursel.
Wettbewerb Qualität Kunden- und Marktmacht
Komplexität / Innovation Kostendruck
Anzahl der OEMs auf den Weltmarkt
Anzahl
Neue OEMsSüdostasienBestehende OEMs
Zeit
Anteile an den Pannen nach Baugruppen(Quelle: ADAC Pannenstatistik 2004)
Markenindex
Rang Marken-image
Markt-stärke …
Marke A 1 ➚ 2,0 3,0Marke B 2 ➚ 2,1 3,3Marke C 3 ➘
… …Marktanteil
OEM 1
OEM 2
Zeit
Anteil Elektronikan Herstellkosten
100 %
1997
20 %
100 %
2010
ca. 40 %
2000
Fahrzeug, Kompenente, Material
2010
– ## %
Kraftstoffanlage 6 %
Kühlung / Heizung 6 %
Kupplung / Getriebe 5 %
Sonstiges 7%Auspuffanlage 2 %
Einspritzanlage 6 %
Räder / Reifen 7 %Motor 9 %
Zündanlage 16 %
AllgemeineFahrzeugelektronik 36 %
VDA-Prozessmodell
Plan
Do
Check
Act
Unternehmensführung
IT-Management HR-Management
Logistik
Vermarktung + KundenbetreuungProduktentstehung
Produktherstellung + Lieferung
Kunde
Kunde
Bild 1: Die Ausgangssituation der Automobilindustrie
aTZproduktion 01i2008 �
Folgerichtig wurden zunächst Projekt-teams eingerichtet, die sich mit der Stan-dardisierung von Mindestanforderun-gen und Regelungen im Produktentste-hungs- und Produktherstellungsprozess beschäftigten.
3 Geburtsstunde weltweiter Standards
Schwerpunkte der Qualitätsoffensive für das gemeinsame Qualitätsmanage-ment in der Lieferkette waren zunächst die Bereiche Produktentstehung, Pro-duktherstellung und -lieferung. Ebenso wurde mit Automotive SPICE durch den Beschluss des VDA-Vorstandes und die Bearbeitung im AK 13 ein Standard
für die Bewertung der Entwicklungs-prozesse softwarebestimmter Systeme festgelegt.
Integrierte Qualitätssicherung wird Bestandteil aller Aktivitäten. Qualitätssi-cherung und präventive Fehlervermei-dung rücken bereits im Produktentste-hungsprozess durch frühe Einbindung der Zulieferer nach vorn.
Das Thema Präventive Methoden in der Prozesslandschaft zählt ebenso zu den Bausteinen der Qualitätsoffensive, die im Rahmen der Standards ausführ-lich behandelt werden. Dabei geht es um die Betrachtung der Verlässlichkeit des Gesamtsystems und ausgewählter Neu-teile über Schnittstellenanalysen.
Hinzu kommt der Prototypenver-gleich. Interaktionen zwischen den Tei-len und die Verlässlichkeit unter Produk-tionsbedingungen müssen betrachtet werden, Innovationen – insbesondere auf dem Elektroniksektor – beherrschbar gemacht werden.
Heute verfügt der VDA über folgende neue Standards zur Sicherstellung der Qualität in der Lieferkette:– Reifegradabsicherung für Neuteile
(RGA)– Automotive VDA-Standardstruktur
Komponentenlastenheft (KLH)– Robuster Produktionsprozess (RPP).Als Ergänzung zu den übergeordneten Prozessen der RGA und des RPP unter-stützt der in Kürze erscheinende VDA-Band 13 Automotive SPICE [1] den Ent-wicklungsprozess mit einer objektiven
Prozessbewertung der Software-Ent-wicklung und der daraus resultieren-den Prozessverbesserungen für Soft-ware-basierende Systeme. Auch in den neuen VDA-Bänden zu präventive Q- Methoden [2; 3] werden für die Prozess-landschaft wertvolle Hinweise für die sinnvolle Anwendung und für den wirt-schaftlichen Nutzen präventiver Q-Me-thoden gegeben.
Präventive Q-Methoden leisten einen wesentlichen Beitrag zur erfolgreichen Unternehmensführung, um die Kunden-wünsche zu erfüllen, robuste Prozesse zu realisieren und zuverlässige Produkte auf den Markt zu bringen.
4 Die Methode der Reifegradabsicherung
Es war erklärtes Ziel des VDA-QMA, mit der Schaffung eines neuen Standards im Produktentstehungsprozess die Anlauf-, Anliefer- und Feldqualität aller Teile, Komponenten und Systeme zu verbes-sern und damit die Produktreife zum Serienanlauf sicher zu stellen.
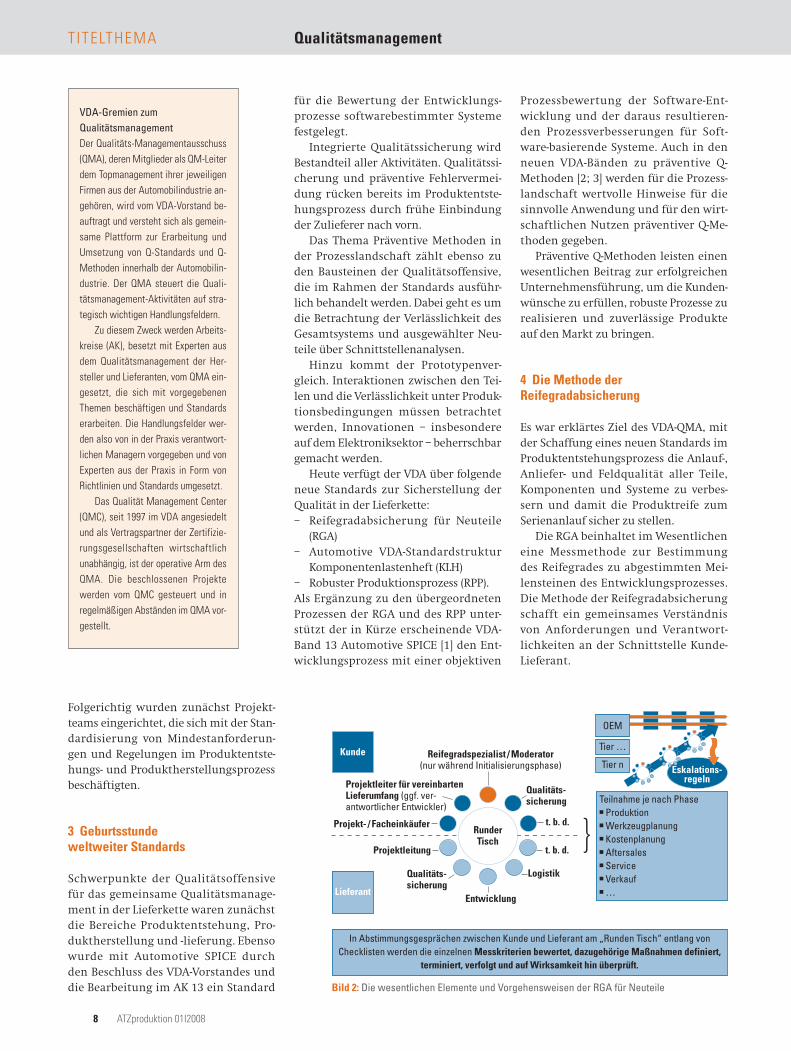
Die RGA beinhaltet im Wesentlichen eine Messmethode zur Bestimmung des Reifegrades zu abgestimmten Mei-lensteinen des Entwicklungsprozesses. Die Methode der Reifegradabsicherung schafft ein gemeinsames Verständnis von Anforderungen und Verantwort-lichkeiten an der Schnittstelle Kunde-Lieferant.
In Abstimmungsgesprächen zwischen Kunde und Lieferant am „Runden Tisch“ entlang von Checklisten werden die einzelnen Messkriterien bewertet, dazugehörige Maßnahmen definiert,
terminiert, verfolgt und auf Wirksamkeit hin überprüft.
Kunde
LieferantEntwicklung
Teilnahme je nach Phase■ Produktion■ Werkzeugplanung■ Kostenplanung■ Aftersales■ Service■ Verkauf■ …
OEM
Tier …
Tier n Eskalations-regeln
Projektleitung
Logistik
t. b. d.
t. b. d.
Qualitäts- sicherung
Projekt- / Facheinkäufer
Projektleiter für vereinbarten Lieferumfang (ggf. ver- antwortlicher Entwickler)
Reifegradspezialist / Moderator(nur während Initialisierungsphase)
Qualitäts- sicherung
Runder Tisch }
Bild 2: Die wesentlichen Elemente und Vorgehensweisen der RGA für Neuteile
VDA-Gremien zum QualitätsmanagementDer Qualitäts-managementausschuss (Qma), deren mitglieder als Qm-leiter dem Topmanagement ihrer jeweiligen Firmen aus der automobilindustrie an-gehören, wird vom VDa-Vorstand be-auftragt und versteht sich als gemein-same Plattform zur Erarbeitung und Umsetzung von Q-Standards und Q-methoden innerhalb der automobilin-dustrie. Der Qma steuert die Quali-tätsmanagement-aktivitäten auf stra-tegisch wichtigen handlungsfeldern.
Zu diesem Zweck werden arbeits-kreise (aK), besetzt mit Experten aus dem Qualitätsmanagement der her-steller und lieferanten, vom Qma ein-gesetzt, die sich mit vorgegebenen Themen beschäftigen und Standards erarbeiten. Die handlungsfelder wer-den also von in der Praxis verantwort-lichen managern vorgegeben und von Experten aus der Praxis in Form von Richtlinien und Standards umgesetzt.
Das Qualität management Center (QmC), seit 1997 im VDa angesiedelt und als Vertragspartner der Zertifizie-rungsgesellschaften wirtschaftlich unabhängig, ist der operative arm des Qma. Die beschlossenen Projekte werden vom QmC gesteuert und in regelmäßigen abständen im Qma vor-gestellt.
T iTElThEma
aTZproduktion 01i2008 �
Qualitätsmanagement

Hauptziel ist es, durch die Harmoni-sierung von Inhalten (also zum Beispiel Reifegradpunkten und Messkriterien in Form von Checklisten) und geregel-ten Verantwortlichkeiten die Abläufe in der Lieferkette zu optimieren. Diese „gesteuerte Kommunikation“ in der Produktentstehung regelt die Zusam-menarbeit zwischen Herstellern und Zulieferern, durch das Modell des run-den Tisches, Bild 2, und stellt den Reife-grad von kritischen Bauteilen sicher.
Die Reifegradabsicherung [4] leistet somit einen wesentlichen Beitrag zur Steigerung der Produktqualität und Kun-denzufriedenheit, bei gleichzeitiger Sen-kung von Garantie- und Kulanzkosten, Bild 3. RGA bindet die Beteiligten der ge-samten Lieferkette frühzeitig in den Pro-duktrealisierungsprozess ein und bietet aktive Eingriffs- und Steuerungsmöglich-keiten, zum Beispiel Risikomanagement bei der Lieferantenauswahl, Ermittlung des kritischen Lieferpfades sowie Eskala-tionsverfahren und damit die Möglich-keit eines rechtzeitigen Gegensteuerns.
Die RGA ist vor allem für Neuteile mit hohem Reifegradrisiko (A-Teile) relevant. Je nach Phase werden Teilnehmer aus Produktion, Werkzeugplanung, Kosten-planung, Kundendienst und Verkauf in-tegriert. Es geht um Qualitätsvorauspla-nung und frühzeitige Einbindung der gesamten Lieferkette für risikoklassifi-zierte Lieferumfänge.
Jeder der Beteiligten muss seine Rolle kennen und seine Verantwortung in den zahlreichen Prozessen von der Produkt-entstehung bis zur Herstellung und Lie-ferung wahrnehmen. Das beginnt mit der Innovationsfreigabe für die Serien-
entwicklung und endet nach dem Start of Production (SOP) mit dem Verantwor-tungsübergang in die Serie.
Dabei werden die einzelnen Phasen des Reifegrades nach einfachen, eindeu-tigen Kriterien gesetzt, über die Ampel-farben Rot, Gelb, Grün bewertet und ent-sprechend gesteuert. Zu diesem Zweck musste vorab die zielgruppen- und prob-lemorientierte Reportinghierarchie so-wie die Eskalationsstruktur definiert, implementiert und in Statusberichten niedergelegt werden. Im Rahmen der Meilensteinbewertung in Projekten wer-den neue Produkte, Modellpflege oder Änderungsprojekte berücksichtigt.
5 VDA-Standardstruktur Komponentenlastenheft
Das Komponentenlastenheft (KLH) [5] dient im Rahmen der Reifegradabsiche-rung dem Anforderungsmanagement für den Vergabeumfang, Bild 4. Diese VDA-Richtlinie beschreibt das Ergebnis der gemeinsamen Vereinbarung einer standardisierten Struktur für ein Kom-ponentenlastenheft (KLH) zwischen Au-tomobilhersteller und Lieferanten. Ein standardisierter Lastenhefterstellungs-prozess beim OEM und/oder Lieferant wird in diesem VDA-Band nicht berück-sichtigt. Ziel der beschriebenen Vorge-hensweise und Struktur ist es, durch ei-ne systematische Betrachtung aller an ein Produkt gestellten Anforderungen, ein möglichst eindeutiges und vollstän-diges Anforderungsprofil für das Pro-dukt und damit auch an dessen Produk-tionsprozess zu erhalten.
Vision
Kernbotschaft
Zielsetzung
Erfolgsfaktoren
„Nachhaltige Verbesserung und Sicherung der Qualität in der deutschen Automobilindustrie“ (VDA Qualitätsoffensive, Mitteilung vom 30. 05. 2005)
Die Reifegradabsicherung als operatives Instrument zur Umsetzung der VDA-Qualitätsoffensive
Reifegradabsicherung (RGA) als automobiler Standard in der Lieferkette
Reifere Produkte zum Serienanlauf durch:■ frühzeitigere Einbindung der gesamten Lieferkette■ effizientere Zusammenarbeit zwischen Unternehmen und Fachbereichen■ höhere Transparenz des Reifegrades■ konsequentere und zeitnahe Eskalation
Bild 3: Die entscheidenden Erfolgsfaktoren des automobilen Standards RGA
RTE Akustik+Prüftechnik GmbH76327 PfinztalTel.: [email protected]
Geräusch- / FunktionsprüfungAkustische MaterialprüfungAkustische Prozesskontrolle
Akustische Qualitätssicherung für die Fertigung
Hal
le 1
, Sta
nd 1
325
Hal
le 4
, Sta
nd E
24
was Du nicht hörst
höre Ich
was,
Die Struktur des Komponentenlas-tenhefts kann in der gesamten Lieferket-te zwischen Kunden und Lieferanten angewendet werden. Es stellt gewisser-maßen eine standardisierte Schnittstel-le im Informationsprozess zwischen Kunden und Lieferanten dar. Der Auf-bau wurde modular gestaltet. Im „über-greifenden Modul“ befinden sich allge-meine und übergreifende Anforde-rungen und Vereinbarungen zum KLH, während im „komponentenspezifischen Modul“ die Anforderungen an das Pro-dukt selbst beschrieben werden. Die Qualität der Beschreibung der Anforde-
rungen an ein Produkt im Komponen-tenlastenheft ist eine grundlegende Vor-aussetzung für die effektive Entwick-lung sicherer Produkte und Prozesse. Das Komponentenlastenheft gewinnt insbesondere mit Blick auf steigende Anforderungen bezüglich der Fahrzeug- und damit auch der Komponentenzu-verlässigkeit in der Nutzungsphase zu-nehmend an Bedeutung.
Die Anwendung dieser Systematik muss letztlich im Interesse aller Pro-zessbeteiligten liegen, um durch eine frühzeitige gemeinsame Definition, Kommunikation und Einhaltung der
Anforderungen wirtschaftliche Folgen durch Produktausfälle im Feld zu ver-meiden.
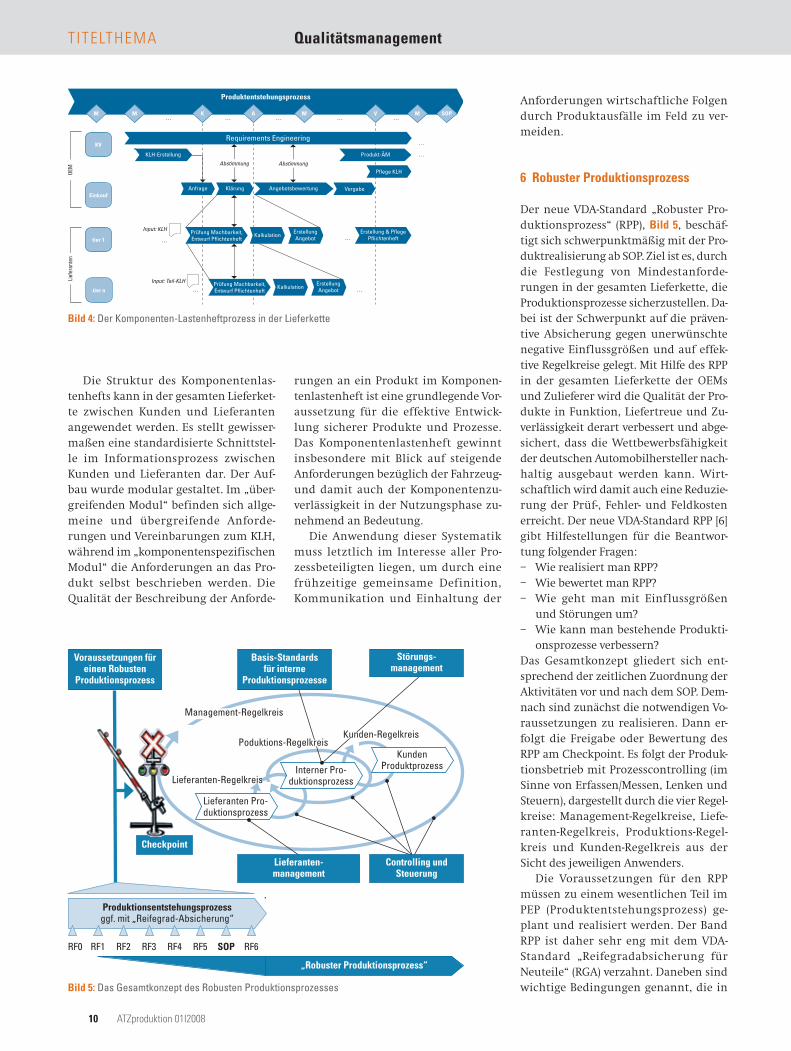
� Robuster Produktionsprozess
Der neue VDA-Standard „Robuster Pro-duktionsprozess“ (RPP), Bild 5, beschäf-tigt sich schwerpunktmäßig mit der Pro-duktrealisierung ab SOP. Ziel ist es, durch die Festlegung von Mindestanforde-rungen in der gesamten Lieferkette, die Produktionsprozesse sicherzustellen. Da-bei ist der Schwerpunkt auf die präven-tive Absicherung gegen unerwünschte negative Einflussgrößen und auf effek-tive Regelkreise gelegt. Mit Hilfe des RPP in der gesamten Lieferkette der OEMs und Zulieferer wird die Qualität der Pro-dukte in Funktion, Liefertreue und Zu-verlässigkeit derart verbessert und abge-sichert, dass die Wettbewerbsfähigkeit der deutschen Automobilhersteller nach-haltig ausgebaut werden kann. Wirt-schaftlich wird damit auch eine Reduzie-rung der Prüf-, Fehler- und Feldkosten erreicht. Der neue VDA-Standard RPP [6] gibt Hilfestellungen für die Beantwor-tung folgender Fragen:– Wie realisiert man RPP?– Wie bewertet man RPP?– Wie geht man mit Einflussgrößen
und Störungen um?– Wie kann man bestehende Produkti-
onsprozesse verbessern?Das Gesamtkonzept gliedert sich ent-sprechend der zeitlichen Zuordnung der Aktivitäten vor und nach dem SOP. Dem-nach sind zunächst die notwendigen Vo-raussetzungen zu realisieren. Dann er-folgt die Freigabe oder Bewertung des RPP am Checkpoint. Es folgt der Produk-tionsbetrieb mit Prozesscontrolling (im Sinne von Erfassen/Messen, Lenken und Steuern), dargestellt durch die vier Regel-kreise: Management-Regelkreise, Liefe-ranten-Regelkreis, Produktions-Regel-kreis und Kunden-Regelkreis aus der Sicht des jeweiligen Anwenders.
Die Voraussetzungen für den RPP müssen zu einem wesentlichen Teil im PEP (Produktentstehungsprozess) ge-plant und realisiert werden. Der Band RPP ist daher sehr eng mit dem VDA-Standard „Reifegradabsicherung für Neuteile“ (RGA) verzahnt. Daneben sind wichtige Bedingungen genannt, die in
Voraussetzungen für einen Robusten
Produktionsprozess
Checkpoint
„Robuster Produktionsprozess“
Produktionsentstehungsprozessggf. mit „Reifegrad-Absicherung“
RF0 RF1 RF2 RF3 RF4 RF5 SOP RF6
Management-Regelkreis
Kunden ProduktprozessInterner Pro-
duktionsprozess
Lieferanten Pro- duktionsprozess
Lieferanten- management
Controlling und Steuerung
Störungs- management
Basis-Standards für interne
Produktionsprozesse
Kunden-RegelkreisPoduktions-Regelkreis
Lieferanten-Regelkreis
Bild 5: Das Gesamtkonzept des Robusten Produktionsprozesses
Produktentstehungsprozess
M
KV
M K A M V M SOP
Einkauf
tier 1
tier n
… … … … …
…
……
Input: KLH
Input: Teil-KLH
…
Requirements Engineering…
…
OEM
Liefe
rant
en
Abstimmung Abstimmung
KLH-Erstellung Produkt-ÄM
Pflege KLH
Anfrage Klärung Angebotsbewertung Vergabe
Prüfung Machbarkeit,Entwurf Pflichtenheft
Kalkulation ErstellungAngebot
Erstellung & PflegePflichtenheft
Prüfung Machbarkeit,Entwurf Pflichtenheft
Kalkulation ErstellungAngebot
Bild 4: Der Komponenten-Lastenheftprozess in der Lieferkette
T iTElThEma
aTZproduktion 01i2008 10
Qualitätsmanagement

einer guten Unternehmenskultur als Basis für ein funktionsfähiges Qualitäts-management sichergestellt sein sollten. Vor allem eine Vertrauenskultur, insbe-sondere im Umgang mit Erfolgen und Fehlern, Prozessorientierung und Quali-tätssteigerung, Fehlerprävention und -vermeidung, Nachhaltigkeit und konti-nuierliche Verbesserung sind für den Erfolg wichtige Voraussetzungen. Für die Umsetzung und Weiterentwicklung einer gelebten Unternehmenskultur ist das Management ebenso verantwortlich wie die einzelnen Mitarbeiter.
Der Band RPP nennt Mindestanforde-rungen und gibt Empfehlungen für:– präventives Störungsmanagement (Ri-
sikomanagement)– reaktives Störungsmanagement– Lieferantenmanagement– Controlling und Steuerung– Basis-Standards für interne Produkti-
onsprozesse.Für eine übersichtliche Erfassung, Dar-stellung und Reporting (zum Beispiel für das Management) sind Cockpits mit Ampeldarstellung empfohlen. Ergänzt wird dies im Anhang mit einer Über-sichtsmatrix zu mitgeltenden Standards wie ISO/TS 16949 und anderen VDA-Standards, vielfältigen Checklisten und erprobten Praxisbeispielen zu den ein-zelnen Themen.
RPP ist ideal mit RGA zu realisieren, kann jedoch auch, wie bereits in eini-gen Piloten erfolgreich getestet, bei bereits bestehenden Produktionspro-zessen für die Bewertung und Identifi-zierung von möglichen Verbesserungs-potenzialen und zur Risikominimie-rung auf Teilbereiche in der Lieferkette angewendet werden.
� Mit Qualität zum gemeinsamen Erfolg
Dass die deutschen Automobilhersteller wieder die Qualitätsführerschaft über-nehmen konnten, beruht auf einer stär-keren Prozessorientierung im Entwick-lungsprozess mit Fokus auf die Lieferket-ten, der Installation robuster Produkti-onsprozesse in den Fertigungslinien und
VDA-QualitätsphilosophieDer VDa-Vorstand definierte im Ju-ni 2005 drei leitgedanken:– Die Qualität deutscher Produkte– gerade im Premiumbereich – ist die Basis für Kundenzufrie-
denheit und Vertrauen und damit für den globalen Erfolg.
– Für die Qualität deutscher Pro-dukte übernehmen alle Beteilig-ten der lieferkette Verantwor-tung, denn Qualität ist unteilbar.
– Qualität ist das Produkt von ge-meinsamen Standards, ver-netzten abläufen und trans-parenter Kommunikation. Quali-tät braucht die Verbindung von Erfahrung und Vision, von Kos-ten und Nutzen, von ideen und methoden.
aTZproduktion 01i2008 11
LEICHTGEWICHT
BIS ZU 30% LEICHTER DANK ZINK
Immer wenn es um Sicherheit im Automobilbau geht, ist Zink im Spiel: Crash-Absorber, Druckguss-Komponenten und Abschirmung elektronischer Bauteile. Technische Innovationen, wie Dünnwandgießen, Zinkschäume, etwa als Verstärkung von Aluminium-Profilen, machen bis zu 30% Material- und damit Gewichtseinsparung möglich. Erfahren Sie mehr über Innovationen mit diesem beson-deren Werkstoff unter WWW.ZINK.DE
ww
w.Ta
zlTh
iele
n.de
der Implementierung nachhaltiger Feh-lerabstellprozesse für Kundenprobleme.
Klare Absprachen und verbindliche Regeln zwischen Herstellern und Zuliefe-rern erleichtern und verbessern die Zu-sammenarbeit in allen Phasen der Pro-duktentwicklung und -herstellung. Hilfe-stellung leisten dazu die vom VDA-QMC neu herausgegebenen Standards. – Etablierung und Förderung einer
weltweiten Norm für QM-Systeme im Automobilbau mit der ISO/TS 16949
– Schaffung und Verbreitung von natio-nalen Normen im Automobilbau mit dem VDA-Band 6.2 für automobile Dienstleister [7] und VDA-Band 6.4 für Produktionsmittelhersteller [8]
– Schaffung von Transparenz im Ent-wicklungsprozess durch Einbindung der Lieferkette in den Entwicklungs-prozess
– Commitments zwischen Fahrzeugher-steller- und Zulieferindustrie zur Si-cherung der Qualität
– neue Standards durch RGA, KLH und RPP
– Objektivierung der Prozessbewertung für Software-Entwicklungen
– präventive Q-Methoden in der Prozess-landschaft.
� Weitere Handlungsfelder
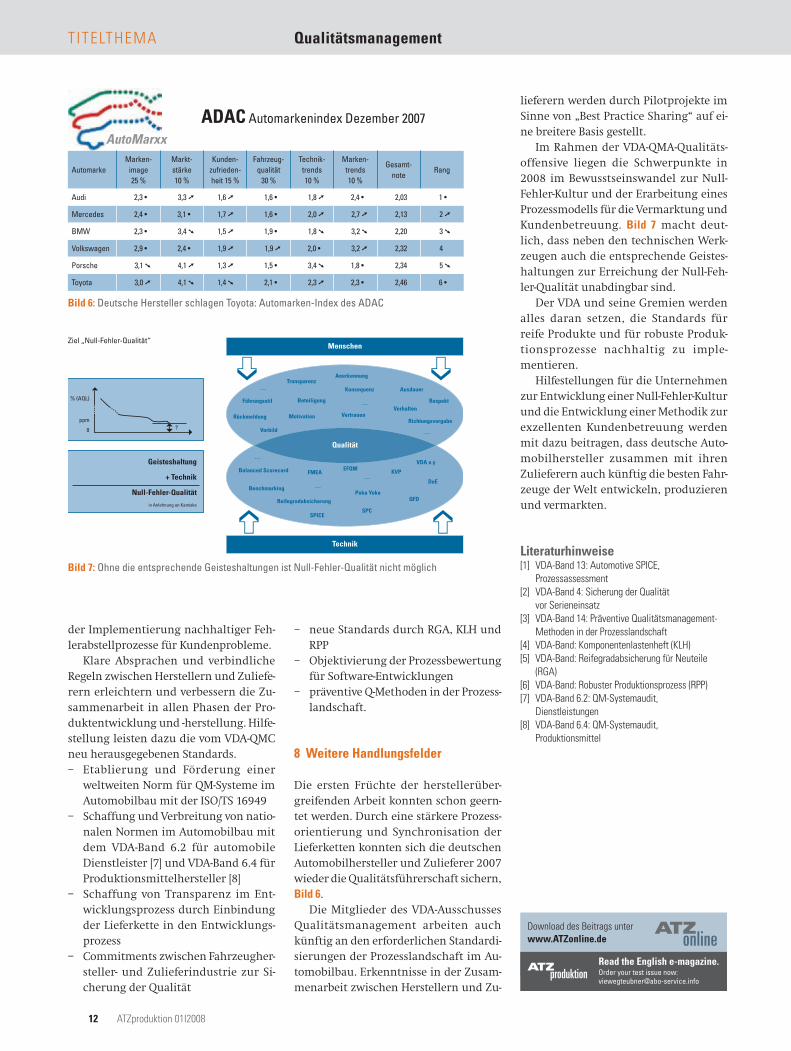
Die ersten Früchte der herstellerüber-greifenden Arbeit konnten schon geern-tet werden. Durch eine stärkere Prozess-orientierung und Synchronisation der Lieferketten konnten sich die deutschen Automobilhersteller und Zulieferer 2007 wieder die Qualitätsführerschaft sichern, Bild �.
Die Mitglieder des VDA-Ausschusses Qualitätsmanagement arbeiten auch künftig an den erforderlichen Standardi-sierungen der Prozesslandschaft im Au-tomobilbau. Erkenntnisse in der Zusam-menarbeit zwischen Herstellern und Zu-
lieferern werden durch Pilotprojekte im Sinne von „Best Practice Sharing“ auf ei-ne breitere Basis gestellt.
Im Rahmen der VDA-QMA-Qualitäts-offensive liegen die Schwerpunkte in 2008 im Bewusstseinswandel zur Null-Fehler-Kultur und der Erarbeitung eines Prozessmodells für die Vermarktung und Kundenbetreuung. Bild � macht deut-lich, dass neben den technischen Werk-zeugen auch die entsprechende Geistes-haltungen zur Erreichung der Null-Feh-ler-Qualität unabdingbar sind.
Der VDA und seine Gremien werden alles daran setzen, die Standards für reife Produkte und für robuste Produk-tionsprozesse nachhaltig zu imple-mentieren.
Hilfestellungen für die Unternehmen zur Entwicklung einer Null-Fehler-Kultur und die Entwicklung einer Methodik zur exzellenten Kundenbetreuung werden mit dazu beitragen, dass deutsche Auto-mobilhersteller zusammen mit ihren Zulieferern auch künftig die besten Fahr-zeuge der Welt entwickeln, produzieren und vermarkten.
Literaturhinweise[1] VDa-Band 13: automotive SPiCE,
Prozessassessment[2] VDa-Band 4: Sicherung der Qualität
vor Serieneinsatz[3] VDa-Band 14: Präventive Qualitätsmanagement-
methoden in der Prozesslandschaft[4] VDa-Band: Komponentenlastenheft (Klh)[5] VDa-Band: Reifegradabsicherung für Neuteile
(RGa)[6] VDa-Band: Robuster Produktionsprozess (RPP)[7] VDa-Band 6.2: Qm-Systemaudit,
Dienstleistungen[8] VDa-Band 6.4: Qm-Systemaudit,
Produktionsmittel
AutoMarxx
ADAC Automarkenindex Dezember 2007
AutomarkeMarken-
image 25 %
Markt-stärke 10 %
Kunden- zufrieden- heit 15 %
Fahrzeug- qualität
30 %
Technik- trends 10 %
Marken- trends 10 %
Gesamt-note
Rang
Audi 2,3 • 3,3 ➚ 1,6 ➚ 1,6 • 1,8 ➚ 2,4 • 2,03 1 •
Mercedes 2,4 • 3,1 • 1,7 ➚ 1,6 • 2,0 ➚ 2,7 ➚ 2,13 2 ➚
BMW 2,3 • 3,4 ➘ 1,5 ➚ 1,9 • 1,8 ➘ 3,2 ➘ 2,20 3 ➘
Volkswagen 2,9 • 2,4 • 1,9 ➚ 1,9 ➚ 2,0 • 3,2 ➚ 2,32 4
Porsche 3,1 ➘ 4,1 ➚ 1,3 ➚ 1,5 • 3,4 ➘ 1,8 • 2,34 5 ➘
Toyota 3,0 ➚ 4,1 ➘ 1,4 ➘ 2,1 • 2,3 ➚ 2,3 • 2,46 6 •
Bild �: Deutsche Hersteller schlagen Toyota: Automarken-Index des ADAC
Menschen
Führungsstil
Rückmeldung
Vorbild
Transparenz…
Beteiligung
Motivation
Anerkennung
Konsequenz
…
Vertrauen
Ausdauer
VerhaltenRespekt
Richtungsvorgabe
…
Qualität…
Balanced Scorecard
Benchmarking
Reifegradabsicherung
FMEA
…
SPICE
EFQM…
Poka Yoke
SPC
KVP
QFD
VDA x.y
DoE
Technik
➩ ➩
➩ ➩Ziel „Null-Fehler-Qualität“
% (AQL)
ppm
0 ?
Geisteshaltung
+ Technik
Null-Fehler-Qualitätin Anlehnung an Kamiske
Bild �: Ohne die entsprechende Geisteshaltungen ist Null-Fehler-Qualität nicht möglich
T iTElThEma
aTZproduktion 01i2008 12
Qualitätsmanagement
Download des Beitrags unterwww.ATZonline.de
Read the English e-magazine.Order your test issue now: [email protected]
Kompakt, umfassend, kompetent: Der Klassiker von Bosch jetzt in der 26. Auflage
www.viewegteubner.de
Einfach bestellen: [email protected] Telefax +49(0)611.7878-420
technik bewegt.
Top Related