







Sprachen
Seiten
Rechtliche


Logistikorientierte WertstromanalyseIdentifikation von Wertschöpfung und Verschwendung in der Logistik
Dipl.-Wi.-Ing. Eva KlenkDipl.-Ing. Tobias Knössl
Garching 14 10 2010Garching, 14.10.2010
LogistikseminarErschließung von Produktivitäts-
fml - Lehrstuhl für Fördertechnik Materialfluss LogistikProf. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner
Technische Universität München
gpotenzialen in der Logistik
Technische Universität München
fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Forschungsprojekt LEAN:log Lean Logistics in der Automobilindustrie
Zielsetzung
E t i kl K t M th d d
Forschungsprojekt LEAN:log – Lean Logistics in der Automobilindustrie
Fundament• gemeinsames Verständnis• Kennzahlen
Entwicklung von Konzepten, Methoden und Werkzeugen zur Gestaltung und Auslegung von wertschöpfungsorientierten und ressourceneffizienten
nternehmensübergreifendenunternehmensübergreifenden Logistikprozessen Prozesse
• Methoden und Werkzeuge zur Gestaltung und Auslegung schlanker L i tikLogistikprozesse
Mensch• Zielgruppenspezifische
Schulungskonzepte
Technik• Innovative technische Lösungen für
verschwendungsarme, fließende Versorgung
2fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Forschungsprojekt LEAN:log Lean Logistics in der AutomobilindustrieForschungsprojekt LEAN:log – Lean Logistics in der Automobilindustrie
Handlungsfeld Prozesse
Teilprojekt: Entwicklung einer ganzheitlichen Methodik zur Aufnahme und Analyse von Logistikprozessketten
3fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
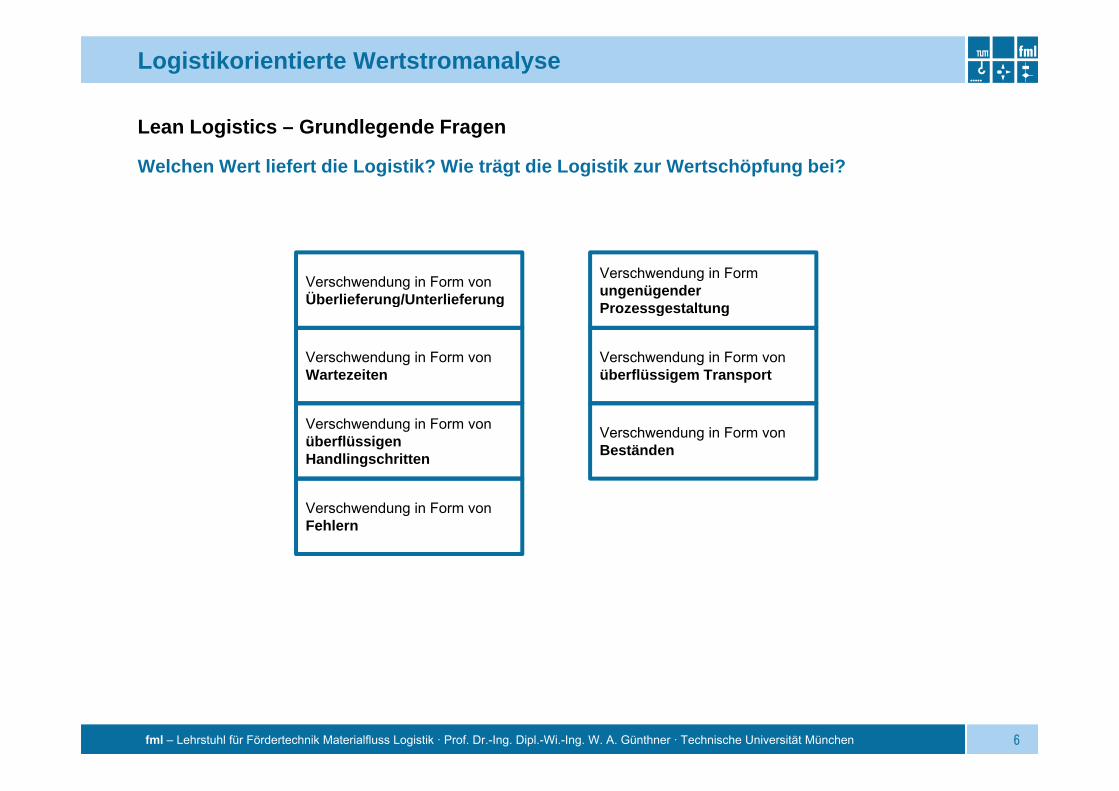
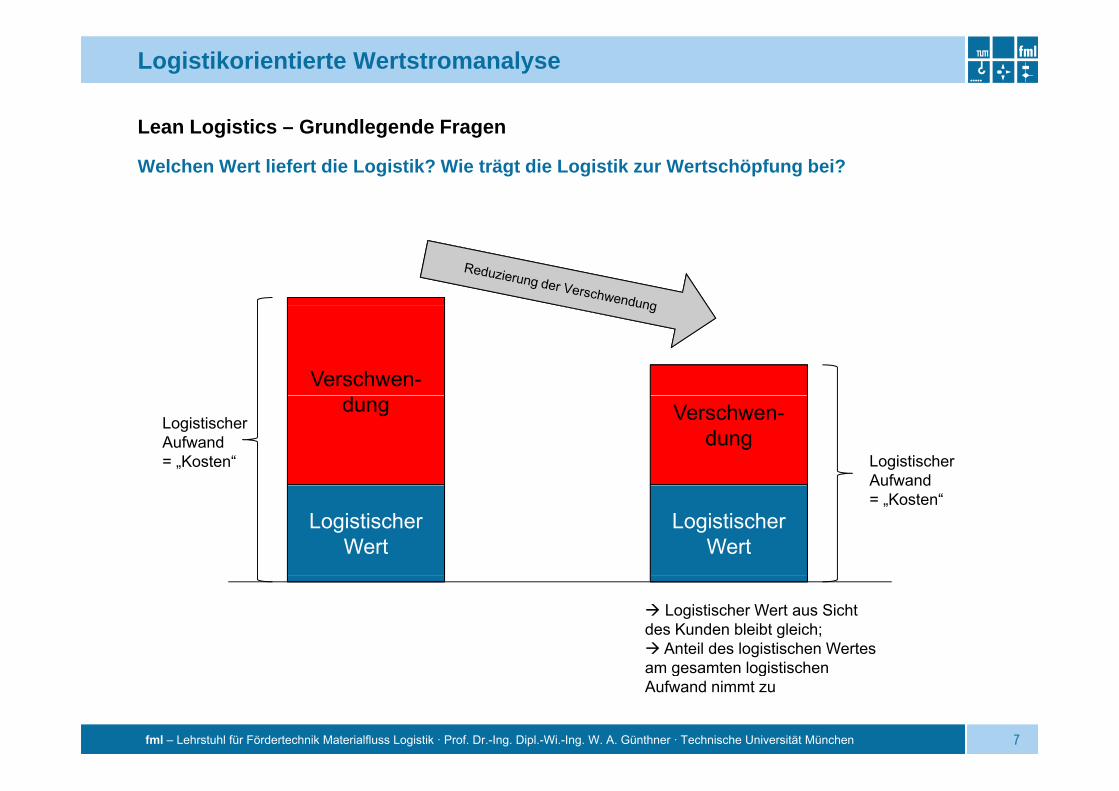
Lean Logistics Grundlegende FragenLean Logistics – Grundlegende Fragen
Welchen Wert liefert die Logistik? Wie trägt die Logistik zur Wertschöpfung bei?
• Betriebswirtschaftlich: Es werden nur Kosten verursacht.
• Klassisch: „6R“ der Logistik: richtiges Gut am richtigen Ort in der richtigen Menge zum richtigen Zeitpunkt zu den richtigen Kosten in der i hti Q lität D fü hlt i K d l h t di h i W trichtigen Qualität; Dafür zahlt ein Kunde, also hat dieses auch einen Wert.
Ware Service
4fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Lean Logistics Grundlegende FragenLean Logistics – Grundlegende Fragen
Welchen Wert liefert die Logistik? Wie trägt die Logistik zur Wertschöpfung bei?
• Produkt wird physisch nicht verändert• Produkt wird physisch nicht verändert Logistik erbringt keine Wertschöpfung am Produkt
• Kunden sind bereit, für logistische Dienstleistungen zu bezahlen Logistik erbringt Wertsteigerung
Ware Service
WERT WARENWERT + SERVICEWERTWERT = WARENWERT + SERVICEWERT
5fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Logistikorientierte Wertstromanalyse
Lean Logistics Grundlegende FragenLean Logistics – Grundlegende Fragen
Welchen Wert liefert die Logistik? Wie trägt die Logistik zur Wertschöpfung bei?
Verschwendung in Form von Überlieferung/Unterlieferung
Verschwendung in Form ungenügender Prozessgestaltungg g
Verschwendung in Form von Wartezeiten
Prozessgestaltung
Verschwendung in Form von überflüssigem Transport
Verschwendung in Form von überflüssigen Handlingschritten
Verschwendung in Form von Beständen
Verschwendung in Form von Fehlern
6fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Logistikorientierte Wertstromanalyse
Lean Logistics Grundlegende FragenLean Logistics – Grundlegende Fragen
Welchen Wert liefert die Logistik? Wie trägt die Logistik zur Wertschöpfung bei?
LogistischerWert (= 5 Verschwen-
Logistischer Aufwand= „Kosten“
Einheiten)dung Verschwen-dung
Logistischer Aufwand
Logistischer Wert
Logistischer Wert
Aufwand = „Kosten“
Logistischer Wert aus Sicht des Kunden bleibt gleich;
Anteil des logistischen Wertes am gesamten logistischen
7fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
am gesamten logistischen Aufwand nimmt zu

Logistikorientierte Wertstromanalyse
Analyse gängiger Prozessaufnahmemethoden für die LogistikAnalyse gängiger Prozessaufnahmemethoden für die Logistik
1. SCOR – Supply Chain Operations Reference Model2. SysML/ UML - Systems Modelling Language/ Unified Modeling Language3 BPML B i P M d lli L3. BPML - Business Process Modelling Language4. EPK - Ereignisgesteuerte Prozesskette 5. POA - Prozessorientierte Analyse6. VDI 3300 Materialflussuntersuchungen
bis zum dynamischen
Modell
6. VDI 3300 Materialflussuntersuchungen7. Sankey-Diagramm8. WSD - Wertstromdesign
EPK
SysMLPOA
SankeyFokus auf Prozessoptimierung anstatt reiner Dokumentation!
vom statischen
Modell
SCORBPML VDI 3300
WSD
8fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
von Ist-Analyse bis Prozessoptimierung

Logistikorientierte Wertstromanalyse
Wertstromanalyse Warum ist Erweiterung für Logistikprozesse notwendig?Wertstromanalyse – Warum ist Erweiterung für Logistikprozesse notwendig?
• Mehr als nur die Prozessebene sehen:Den Fluss erkennenM h l di V h d h• Mehr als nur die Verschwendung sehen:Die Ursachen der Verschwendung erkennen
• Material- und Informationsfluss, Steuerung• Ganzheitlich, umfassend• Zielorientiert• Zielorientiert• Einfach, schnell, transparent• Weit verbreitet, Quasi-Standard• Gemeinsame Sprache
Logistikg- nur als Pfeile und Dreiecke sichtbar -
9fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Wertstromanalyse – Warum ist Erweiterung für Logistikprozesse notwendig?
Lieferant
SAP
KundeKundenbestellungTeileabruf
Ladeliste
WBS notwendig?
Logistikrelevante Parameter fehlen:• Transportstrecke• Transportzeit• Transportvolumen
• Vorwiegend für Produktionsprozesse entwickelt• Logistik höchstens als Pfeile und Dreiecke
sichtbar• Keine standardisierten Prozessbezeichnungen
12 LKW pro Tag
Lagereinbuchung
WBS Auslagerbeleg Lagerausbuchung +Buchung auf Ladeliste 5 LKW pro Tag
notwendig?p
Geringer Detaillierungsgrad beiSteuerung/ Informationslogistik:• WE-Büro als Zwischeninstanz fehlt• Erforderlicher Fußweg ins
Keine standardisierten Prozessbezeichnungen• Informationen zur Beschreibung und Planung
logistischer Funktionen fehlen (z. B. Weglängen, Wegzeiten für Transporte)
• Steuerung und Informationslogistik nur
Lieferpapiere
13Behälter
2 Buchungs-vorgänge
Kein Fahrplan mit fixen
Abfahrtszeiten
Auslagerbeleg notwendig?
WE-Büro
Drucker
WE-Büro (= Verschwendung)somit nicht erkennbar
g grudimentär dargestellt
• Stark schwankende Zykluszeiten in Logistikprozessen
• Ressourcen für unterschiedliche Warenströme h
1
LKW entladen
0,33
Lieferpapiere unterschreiben
0,33
QS + WE quittieren
0,33
WBS anbringen
WE-Puffer
Bodenlager
Zwischenpuffer19 B hält
0,5
Auslagern
0,5
Auslagerbeleg an Behälter anbringen
WA-Puffer4 B hält
PZ: ?
1
WA quittieren
1
LKW beladen
Kein FIFO-> 2 Verlade-
zonen 2 Puffer in Folge
Zuordnungs-aufwand Schritt
notwendig?
vorgesehen
PZ: 30 min PZ: 1 min PZ: max. 20 min PZ: max. 10 min
19 BehälterHochregallager PZ: 3 min PZ: 0,5 min
4 Behälter
PZ: 5 min PZ: 30 min
Keine Standardisierung der Prozessbezeichnungen:• Erschwertes Erkennen von gleichen/ doppelten Prozessschritten• Vergleichbarkeit bei mehreren Wertströmen schwierig
Parameter in Datenkästen für Logistikprozessenicht ausreichend oder nicht relevant:• Organisationsform (Batchbildung ja/ nein)• Ressourceneinsatz
10fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Logistikorientierte Wertstromanalyse
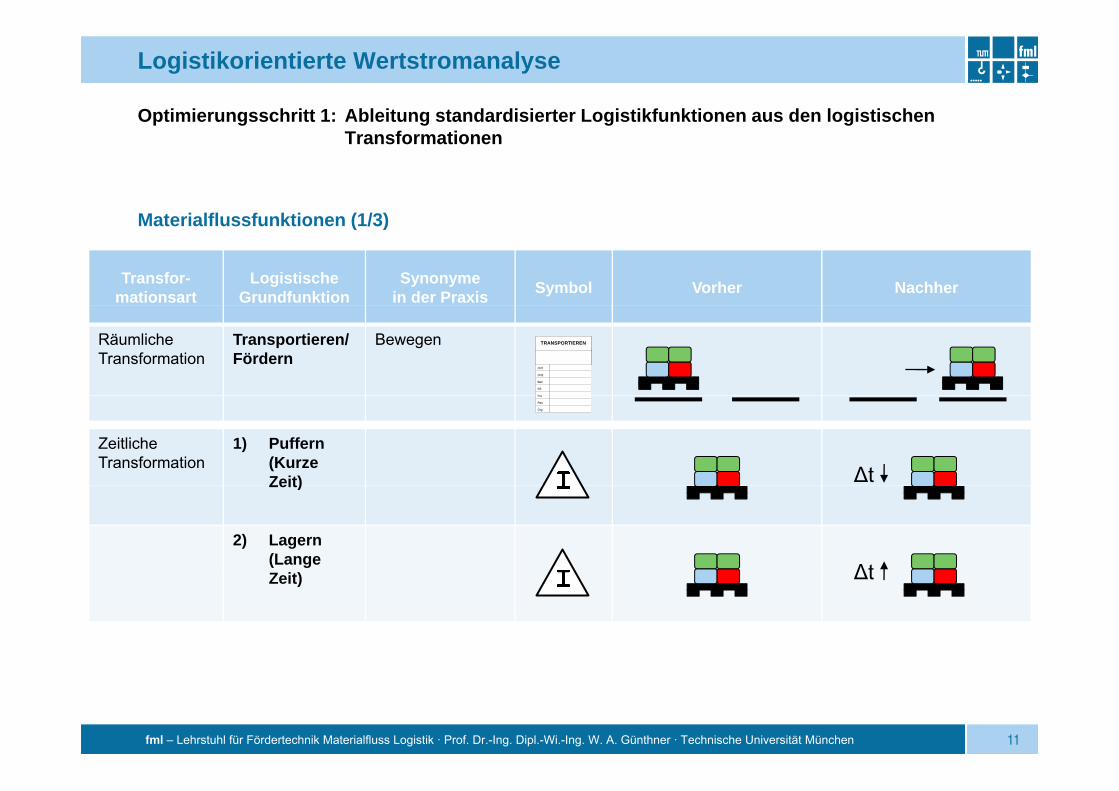
Optimierungsschritt 1: Ableitung standardisierter Logistikfunktionen aus den logistischen Transformationen
M t i lfl f kti (1/3)
Transfor-mationsart
LogistischeGrundfunktion
Synonymein der Praxis Symbol Vorher Nachher
Materialflussfunktionen (1/3)
RäumlicheTransformation
Transportieren/ Fördern
Bewegen TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Ort1
Ort2
Beh
PZ
FrqFrq
Res
Org
Zeitliche Transformation
1) Puffern (Kurze Zeit) ΔtZeit)
2) Lagern (Lange Z it) ΔtZeit) Δt
11fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Materialflussfunktionen (2/3)( )
Transfor-mationsart
LogistischeGrundfunktion
Synonymein der Praxis Symbol Vorher Nachher
MengenmäßigeTransformation
1) Sammeln Vereinigen, Konsolidieren,Zusammenfassen
TRANSPORTIEREN
LE verfahren auf WE-Puffer
SAMMELN
Ort1
Ort2
Beh
PZ
Frq
2) Verteilen Trennen, Vereinzeln, Auflösen, Portio-
Res
Org
SortenmäßigeTransformation
1) Kommis-sionieren
Konsolidieren,Sequenzieren
nieren
TRANSPORTIEREN
LE verfahren auf WE-Puffer
KOMMISSIONIEREN
Ort1
2) Sortieren Vereinzeln, Auflösen
TRANSPORTIEREN
LE verfahren auf WE-Puffer
SORTIEREN
Ort2
Beh
PZ
Frq
Res
Org
Auflösen,Sequenzieren
Ort1
Ort2
Beh
PZ
Frq
Res
Org
12fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Materialflussfunktionen (3/3)
Transfor-mationsart
LogistischeGrundfunktion
Synonymein der Praxis Symbol Vorher Nachher
( )
Transformation des Servicewertes
1) Ver-/ Entpacken
Auspacken, Einpacken,Umreifen, Stretchen
TRANSPORTIEREN
LE verfahren auf WE-Puffer
VERPACKEN
Ort1
Ort2
Beh
PZStretchen
2) Etikettieren Bezetteln, Labeln
Frq
Res
Org
3) Prüfen(Menge, Qualität,
Kontrollieren, Identifizieren
TRANSPORTIEREN
LE verfahren auf WE-Puffer
PRÜFEN
Ort1
Ort2
Beh
Schnittstellen-Transformation
Arbeitsmittel wechseln /
Handhaben, Be-/Entladen Ein-/
UMSCHLAGEN
Qualität, Information)
Beh
PZ
Frq
Res
Org
Transformation wechseln /Umschlagen
Entladen, Ein-/Auslagern
Ort1
Ort2
Beh
PZ
Frq
Res
Org
13fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Administrative Funktionen
LogistischeGrundfunktion
Synonymein der Praxis Symbol Vorher Nachher
Buchen Vereinnahmen TRANSPORTIEREN
LE verfahren auf WE-Puffer
BUCHEN
Ort1
Ort2
Beh
PZ
Frq
Res
Org
Auftragerzeugen
Kommissionier-auftrag/ Versandauftragerstellen
TRANSPORTIEREN
LE verfahren auf WE-Puffer
AUFTRAG ERZEUGEN
Ort1
Ort2
Beh
PZ
FrqerstellenRes
Org
Dokumentieren Papiere unterschreiben, Papiere
TRANSPORTIEREN
LE verfahren auf WE-Puffer
DOKUMENTIEREN
Ort1
Ort2
BehPapiere archivieren
Beh
PZ
Frq
Res
Org
Informationübermitteln
TRANSPORTIEREN
LE verfahren auf WE-Puffer
INFORMATION ÜBERMITTELN
Ort1
Ort2
Beh
PZ
Frq
Res
Org
14fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
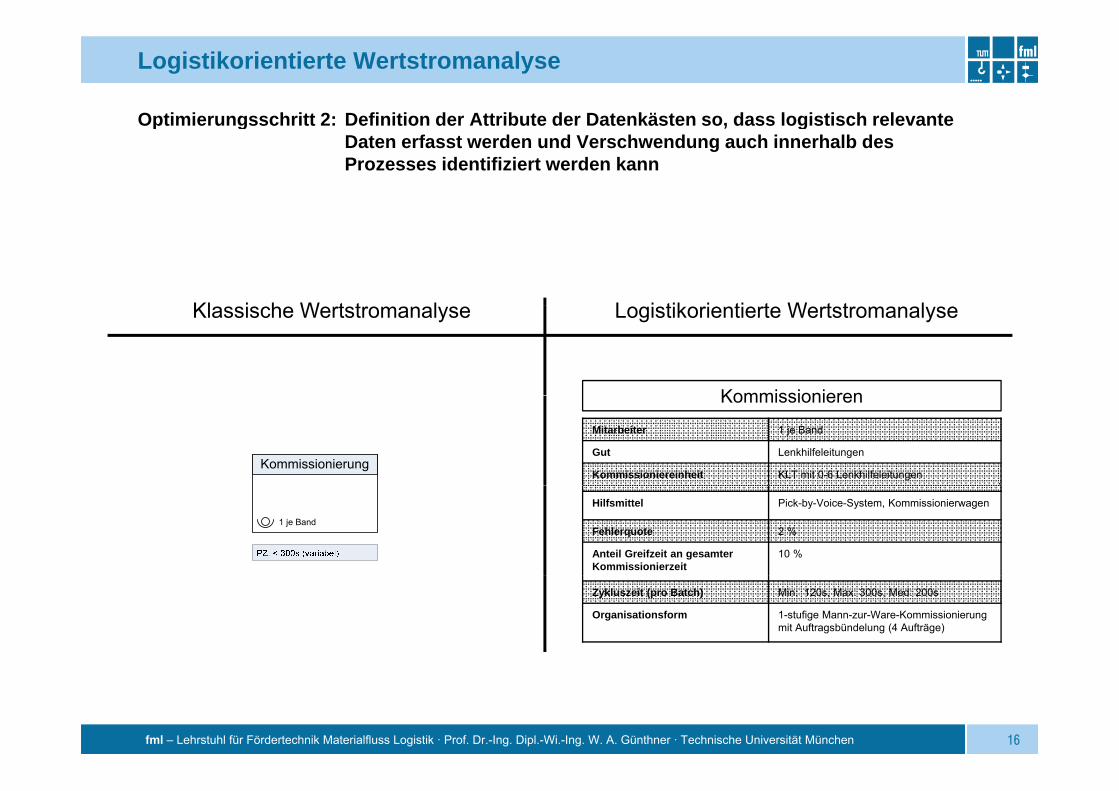
Optimierungsschritt 2: Definition der Attribute der Datenkästen so, dass logistisch relevante p g , gDaten erfasst werden und Verschwendung auch innerhalb des Prozesses identifiziert werden kann
Klassische Wertstromanalyse Logistikorientierte Wertstromanalyse
Gut Hinterachsen
Transportieren
Transportvolumen 8 Sonder-GLT mit je einer Hinterachse
Transportmittel LKW
Transportfrequenz 20x pro Tag
Quelle LieferantQuelle Lieferant
Senke OEM
Transportstrecke 15 km
Transportzeit 20 min
Organisationsform DirektverkehrOrganisationsform Direktverkehr
15fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Logistikorientierte Wertstromanalyse
Optimierungsschritt 2: Definition der Attribute der Datenkästen so, dass logistisch relevante p g , gDaten erfasst werden und Verschwendung auch innerhalb des Prozesses identifiziert werden kann
Kl i h W t t l L i tik i ti t W t t l
Kommissionieren
Klassische Wertstromanalyse Logistikorientierte Wertstromanalyse
Mitarbeiter 1 je Band
Gut Lenkhilfeleitungen
Kommissioniereinheit KLT mit 0-6 Lenkhilfeleitungen
Kommissionieren
Kommissionierung
Hilfsmittel Pick-by-Voice-System, Kommissionierwagen
Fehlerquote 2 %
Anteil Greifzeit an gesamter Kommissionierzeit
10 %
1 je Band
Zykluszeit (pro Batch) Min: 120s, Max: 300s, Med: 200s
Organisationsform 1-stufige Mann-zur-Ware-Kommissionierung mit Auftragsbündelung (4 Aufträge)
16fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Optimierungsschritt 3: Detaillierte Erfassung der Steuerungsart für jeden ProzessschrittOptimierungsschritt 3: Detaillierte Erfassung der Steuerungsart für jeden Prozessschritt
Steuerungsarten und -symbole
Steuerungsart Symbol
Auftrag (Einzelauftrag / Auftragsprogramm)
Go-See / Nach Gefühl / Auf Zuruf
Push
FIFO
Kanban /MeldebestandEntnahme-Pull
Im Fluss (Zwei Prozessschritte schließen unmittelbar ohne Zwischenpuffer aneinander an)Fahrplan / Taktung
17fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Vorgehensweise
Kunden-anforderungenBetrachtungs-gegenstand
Kunden-anforderungen
Betrachtungs-gegenstand
Prozess-schritte erfassen
Lieferant und Rand-bedingungen
Kaizen-Blitze
1. Betrachtungsgegenstand definieren• Systemgrenzen („Kunde“ und „Lieferant“) festlegen
gesamte logistische Prozesskette zwischen zwei Bearbeitungsprozessen sinnvoll• Produktfamilie wählen
Produktfamilie = Produkte, die gleiche logistische Prozessschritte durchlaufen • Detaillierungsgrad festlegen (je nach Planungs- / Optimierungsziel)
Produktfamilie: Leitungen
KundeLieferant
Produktfamilie: Leitungen
18fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Vorgehensweise
Kunden-anforderungenBetrachtungs-gegenstand
Kunden-anforderungen
Prozess-schritte erfassen
Lieferant und Rand-bedingungen
Kaizen-Blitze Kunden-anforderungen
2. Kunde und dessen Anforderungen einzeichnen
Produktfamilie: Leitungen
KundeLieferant
Produkt Lenkhilfeleitungen,125 Varianten
Ort Montage OEM
Takt 90 s
OUTPUT
Produktfamilie: Leitungen
Menge 0-6 Lenkhilfeleitungen je KLT
Qualität Unverpackt, i. O.
19fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Logistikorientierte Wertstromanalyse
Vorgehensweise
Kunden-anforderungenBetrachtungs-gegenstand
Kunden-anforderungen
Prozess-schritte erfassen
Lieferant und Rand-bedingungen
Kaizen-Blitze Prozess-schritte erfassen
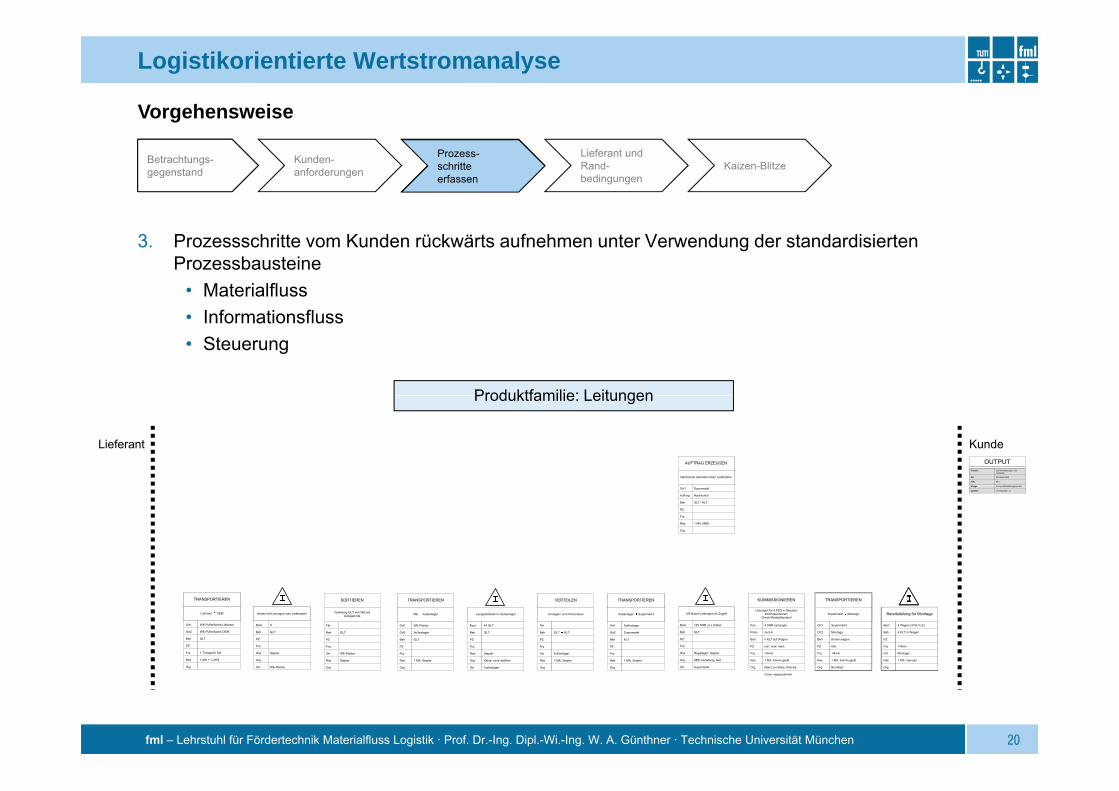
3. Prozessschritte vom Kunden rückwärts aufnehmen unter Verwendung der standardisierten Prozessbausteine
• Materialfluss• Informationsfluss• Steuerung
Produktfamilie: Leitungen
KundeLieferant
Produktfamilie: Leitungen
Produkt Lenkhilfeleitungen,125 Varianten
Ort Montage OEM
Takt 90 s
OUTPUTTRANSPORTIEREN
LE verfahren auf WE-Puffer
AUFTRAG ERZEUGEN
Nachschub anfordern beim Lieferanten
Menge 0-6 Lenkhilfeleitungen je KLT
Qualität Unverpackt, i. O.Ort1
Auftrag
Beh
PZ
Frq
Res
Org
Supermarkt
Nachschub
GLT / KLT
1 MA, MDE
LE verfahren auf WE-Puffer125 Boxen Leitungen im Zugriff
Best
Beh
PZ
Frq
Res
Org
125 SNR, je x Artikel
GLT
Regallager, Stapler
ABC-Verteilung, fest
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Außenlager Supermarkt
Ort1
Ort2
Beh
PZ
Frq
Res
Außenlager
Supermarkt
KLT
1 MA, Stapler
LE verfahren auf WE-PufferLangsamläufer im Außenlager
TRANSPORTIEREN
LE verfahren auf WE-Puffer
VERTEILEN
Umlagern und Portionieren
Fkt
Beh
PZ
Frq
Ort
Res
GLT KLT
Außenlager
1 MA, Stapler
Best
Beh
PZ
Frq
Res
Org
44 GLT
GLT
Stapler
Keine, nicht wahlfrei
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
WE Außenlager
Ort1
Ort2
Beh
PZ
Frq
Res
WE-Fläche
Außenlager
GLT
1 MA, Stapler
LE verfahren auf WE-PufferBoxen mit Leitungen vom Lieferanten
Best
Beh
PZ
Frq
Res
Org
0
GLT
Stapler
SORTIEREN
Verteilung GLT von WE auf Ziellagerorte
Fkt
Beh
PZ
Frq
Ort
Res
GLT
WE-Fläche
Stapler
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Lieferant OEM
Ort1
Ort2
Beh
PZ
Frq
Res
WA-Pufferfläche Lieferant
WE-Pufferfläche OEM
GLT
1 Transport/ Std.
1 MA + 1 LKW
Bereitstellung für Montage
Best
Beh
PZ
Frq
Ort
Res
4 Wagen (3VG,1LG)
4 KLT in Wagen
1/4min
Montage
1 MA, manuell
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Supermarkt Montage
Ort1
Ort2
Beh
PZ
Frq
Res
Supermarkt
Montage
Komm.wagen
60s
1/4min
1 MA, Komm.gerät
TRANSPORTIEREN
LE verfahren auf WE-Puffer
KOMMISSIONIEREN
Leitungen für 4 FZG in Sequenz kommissionieren;
Check Mindestbestand
Pos
Picks
Beh
PZ
Frq
Res
4 SNR Leitungen
Je 0-6
4 KLT auf Wagen
min: max: med:
1/4min
1 MA, Komm.gerät
20fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Ort SupermarktOrgOrgOrt AußenlagerOrgOrt WE-Fläche OrgOrg OrgOrg RundlaufOrg Mann zur Ware, Pick-by-
Voice, wegeoptimiert

Logistikorientierte Wertstromanalyse
Vorgehensweise
Kunden-anforderungenBetrachtungs-gegenstand
Kunden-anforderungen
Prozess-schritte erfassen
Lieferant und Rand-bedingungen
Kaizen-Blitze Prozess-schritte erfassen
3. Prozessschritte vom Kunden rückwärts aufnehmen unter Verwendung der standardisierten Prozessbausteine
• Materialfluss• Informationsfluss• Steuerung
Produktfamilie: Leitungen
KundeLieferant
Produktfamilie: Leitungen
Produkt Lenkhilfeleitungen,125 Varianten
Ort Montage OEM
Takt 90 s
OUTPUT
Menge 0-6 Lenkhilfeleitungen je KLT
Qualität Unverpackt, i. O.
21fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Logistikorientierte Wertstromanalyse
Vorgehensweise
Kunden-anforderungenBetrachtungs-gegenstand
Kunden-anforderungen
Prozess-schritte erfassen
Lieferant und Rand-bedingungen
Kaizen-Blitze Lieferant und Rand-bedingungen
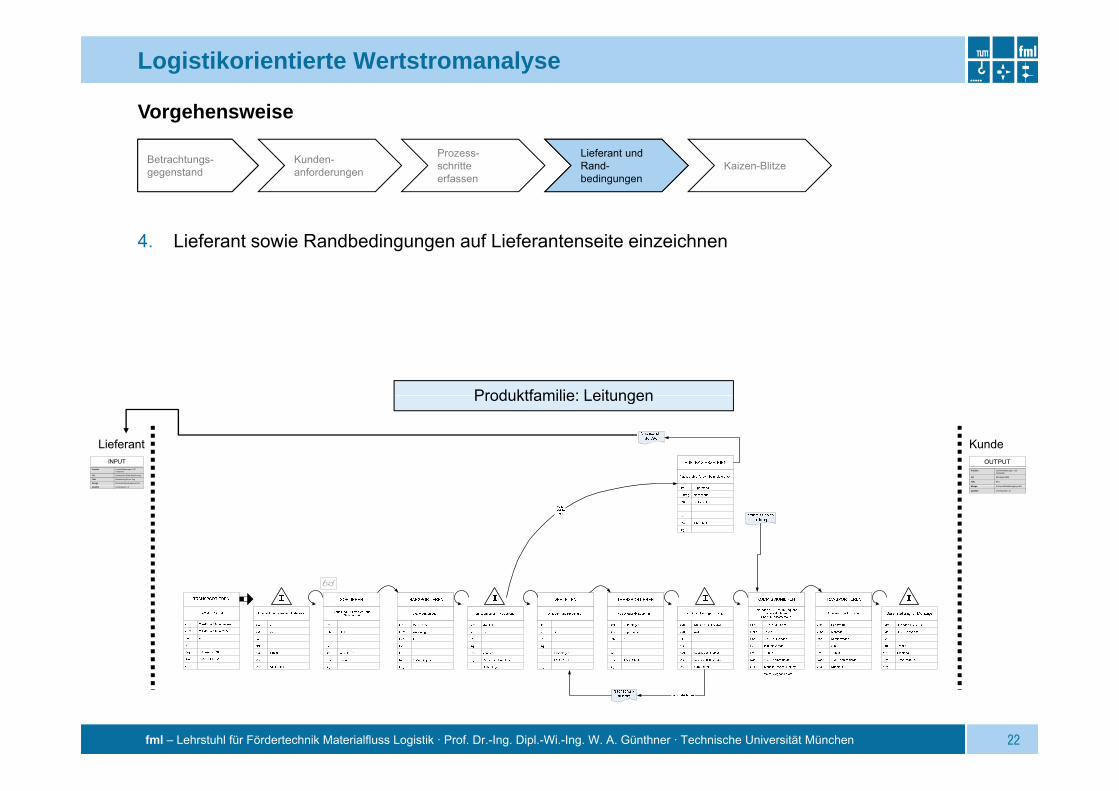
4. Lieferant sowie Randbedingungen auf Lieferantenseite einzeichnen
Produktfamilie: Leitungen
KundeLieferant
Produktfamilie: Leitungen
Produkt Lenkhilfeleitungen,125 Varianten
Ort Montage OEM
Takt 90 s
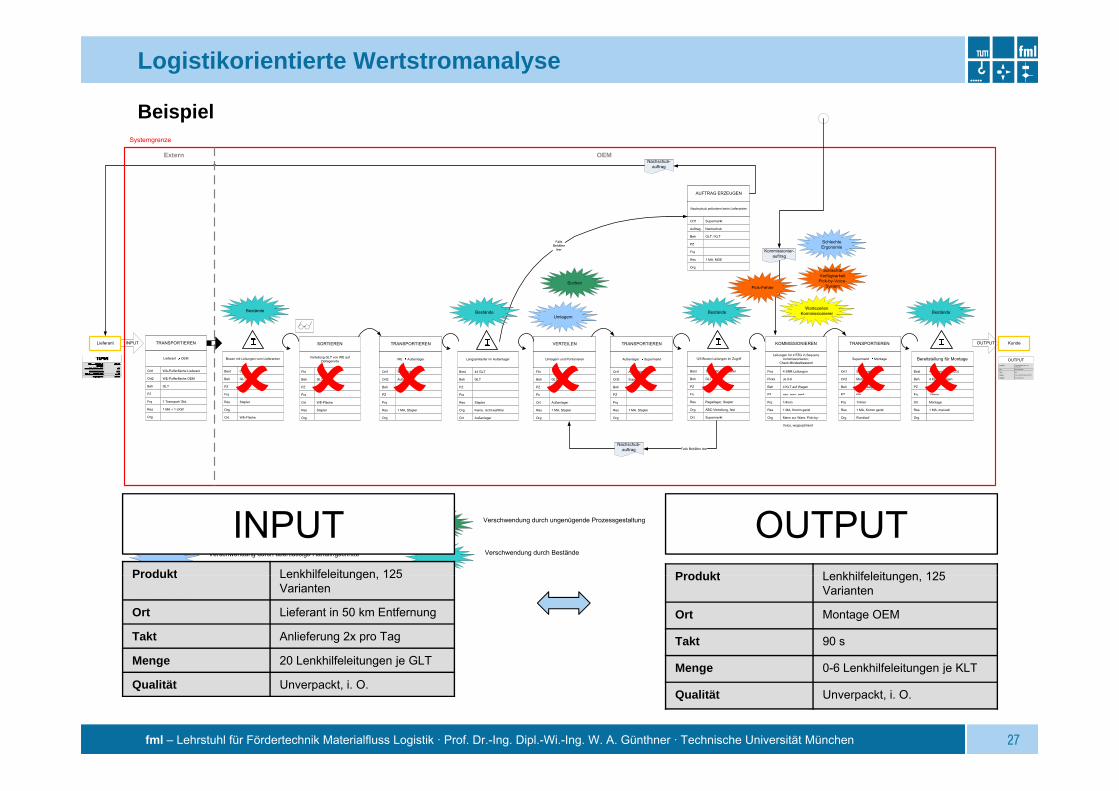
OUTPUTINPUTProdukt Lenkhilfeleitungen, 125
Varianten
Ort Lieferant in 50 km Entfernung
Takt Anlieferung 2x pro Tag
Menge 20 Lenkhilfeleitungen je GLTMenge 0-6 Lenkhilfeleitungen je KLT
Qualität Unverpackt, i. O.
Qualität Unverpackt, i. O.
22fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Vorgehensweise
Kunden-anforderungenBetrachtungs-gegenstand
Kunden-anforderungen
Prozess-schritte erfassen
Lieferant und Rand-bedingungen
Kaizen-Blitze Kaizen-Blitze
5. Schwachstellen einzeichnen (Kaizen-Blitze)
Produktfamilie: Leitungen
Kunde
Produktfamilie: Leitungen
Produkt Lenkhilfeleitungen,125 Varianten
Ort Montage OEM
Takt 90 s
OUTPUTINPUTProdukt Lenkhilfeleitungen, 125
Varianten
Ort Lieferant in 50 km Entfernung
Takt Anlieferung 2x pro Tag
Menge 20 Lenkhilfeleitungen je GLTMenge 0-6 Lenkhilfeleitungen je KLT
Qualität Unverpackt, i. O.
Qualität Unverpackt, i. O.
23fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Beispiel
TRANSPORTIEREN
LE verfahren auf WE-Puffer
AUFTRAG ERZEUGEN
Nachschub anfordern beim Lieferanten
Nachschub-auftrag
Extern OEM
Systemgrenze
Ort1
Auftrag
Beh
PZ
Frq
Res
Org
Supermarkt
Nachschub
GLT / KLT
1 MA, MDE
Falls Behälter
leer
Suchen
Kommissionier-auftrag
Schlechte Ergonomie
Pick-Fehler
Schlechte Verfügbarkeit Pick-by-Voice-
System
LE verfahren auf WE-Puffer125 Boxen Leitungen im Zugriff
Best
Beh
PZ
Frq
125 SNR, je x Artikel
GLT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Außenlager Supermarkt
Ort1
Ort2
Beh
PZ
Außenlager
Supermarkt
KLT
LE verfahren auf WE-PufferLangsamläufer im Außenlager
TRANSPORTIEREN
LE verfahren auf WE-Puffer
VERTEILEN
Umlagern und Portionieren
Fkt
Beh
PZ
Frq
GLT KLT
Best
Beh
PZ
Frq
44 GLT
GLT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
WE Außenlager
Ort1
Ort2
Beh
PZ
WE-Fläche
Außenlager
GLT
LE verfahren auf WE-PufferBoxen mit Leitungen vom Lieferanten
Best
Beh
PZ
Frq
0
GLT
SORTIEREN
Verteilung GLT von WE auf Ziellagerorte
Fkt
Beh
PZ
Frq
GLT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Lieferant OEM
Ort1
Ort2
Beh
PZ
WA-Pufferfläche Lieferant
WE-Pufferfläche OEM
GLT
INPUTLieferant OUTPUT Kunde
UmlagernBestände BeständeBestände
Bereitstellung für Montage
Best
Beh
PZ
Frq
4 Wagen (3VG,1LG)
4 KLT in Wagen
1/4min
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Supermarkt Montage
Ort1
Ort2
Beh
PZ
Supermarkt
Montage
Komm.wagen
60s
TRANSPORTIEREN
LE verfahren auf WE-Puffer
KOMMISSIONIEREN
Leitungen für 4 FZG in Sequenz kommissionieren;
Check Mindestbestand
Pos
Picks
Beh
PZ
4 SNR Leitungen
Je 0-6
4 KLT auf Wagen
min: max: med:
Wartezeiten Kommissionierer Bestände
Produkt Lenkhilfeleitungen, 125 Varianten
Ort Montage OEM
Takt 90 s
Menge 0-6 Lenkhilfeleitungen je KLT
Qualität Unverpackt, i. O.
OUTPUT
q
Res
Org
Ort
Regallager, Stapler
ABC-Verteilung, fest
Supermarkt
PZ
Frq
Res
Org
1 MA, Stapler
Frq
Ort
Res
Org
Außenlager
1 MA, Stapler
Frq
Res
Org
Ort
Stapler
Keine, nicht wahlfrei
Außenlager
PZ
Frq
Res
Org
1 MA, Stapler
q
Res
Org
Ort
Stapler
WE-Fläche
Frq
Ort
Res
Org
WE-Fläche
Stapler
Frq
Res
Org
1 Transport/ Std.
1 MA + 1 LKW
q
Ort
Res
Org
Montage
1 MA, manuell
Frq
Res
Org
1/4min
1 MA, Komm.gerät
Rundlauf
Frq
Res
Org
1/4min
1 MA, Komm.gerät
Mann zur Ware, Pick-by-
Voice, wegeoptimiert
Falls Behälter leerNachschub-
auftrag
Verschwendung durch Wartezeiten
Verschwendung durch überflüssige Handlingschritte
Verschwendung durch ungenügende Prozessgestaltung
Verschwendung durch Bestände
Verschwendung durch Fehler
24fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Beispiel
TRANSPORTIEREN
LE verfahren auf WE-Puffer
AUFTRAG ERZEUGEN
Nachschub anfordern beim Lieferanten
Nachschub-auftrag
Extern OEM
Systemgrenze
Ort1
Auftrag
Beh
PZ
Frq
Res
Org
Supermarkt
Nachschub
GLT / KLT
1 MA, MDE
Falls Behälter
leer
Suchen
Kommissionier-auftrag
Schlechte Ergonomie
Pick-Fehler
Schlechte Verfügbarkeit Pick-by-Voice-
System
TRANSPORTIERENKOMMISSIONIEREN
LE verfahren auf WE-Puffer125 Boxen Leitungen im Zugriff
Best
Beh
PZ
Frq
125 SNR, je x Artikel
GLT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Außenlager Supermarkt
Ort1
Ort2
Beh
PZ
Außenlager
Supermarkt
KLT
LE verfahren auf WE-PufferLangsamläufer im Außenlager
TRANSPORTIEREN
LE verfahren auf WE-Puffer
VERTEILEN
Umlagern und Portionieren
Fkt
Beh
PZ
Frq
GLT KLT
Best
Beh
PZ
Frq
44 GLT
GLT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
WE Außenlager
Ort1
Ort2
Beh
PZ
WE-Fläche
Außenlager
GLT
LE verfahren auf WE-PufferBoxen mit Leitungen vom Lieferanten
Best
Beh
PZ
Frq
0
GLT
SORTIEREN
Verteilung GLT von WE auf Ziellagerorte
Fkt
Beh
PZ
Frq
GLT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Lieferant OEM
Ort1
Ort2
Beh
PZ
WA-Pufferfläche Lieferant
WE-Pufferfläche OEM
GLT
INPUTLieferant OUTPUT Kunde
UmlagernBestände BeständeBestände
Bereitstellung für Montage
Best
Beh
PZ
Frq
4 Wagen (3VG,1LG)
4 KLT in Wagen
1/4min
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Supermarkt Montage
Ort1
Ort2
Beh
PZ
Supermarkt
Montage
Komm.wagen
60s
TRANSPORTIEREN
LE verfahren auf WE-Puffer
KOMMISSIONIEREN
Leitungen für 4 FZG in Sequenz kommissionieren;
Check Mindestbestand
Pos
Picks
Beh
PZ
4 SNR Leitungen
Je 0-6
4 KLT auf Wagen
min: max: med:
Wartezeiten Kommissionierer Bestände
Produkt Lenkhilfeleitungen, 125 Varianten
Ort Montage OEM
Takt 90 s
Menge 0-6 Lenkhilfeleitungen je KLT
Qualität Unverpackt, i. O.
OUTPUT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
KOMMISSIONIEREN
Leitungen für 4 FZG in Sequenz kommissionieren;
Check Mindestbestandq
Res
Org
Ort
Regallager, Stapler
ABC-Verteilung, fest
Supermarkt
PZ
Frq
Res
Org
1 MA, Stapler
Frq
Ort
Res
Org
Außenlager
1 MA, Stapler
Frq
Res
Org
Ort
Stapler
Keine, nicht wahlfrei
Außenlager
PZ
Frq
Res
Org
1 MA, Stapler
q
Res
Org
Ort
Stapler
WE-Fläche
Frq
Ort
Res
Org
WE-Fläche
Stapler
Frq
Res
Org
1 Transport/ Std.
1 MA + 1 LKW
q
Ort
Res
Org
Montage
1 MA, manuell
Frq
Res
Org
1/4min
1 MA, Komm.gerät
Rundlauf
Frq
Res
Org
1/4min
1 MA, Komm.gerät
Mann zur Ware, Pick-by-
Voice, wegeoptimiert
Falls Behälter leerNachschub-
auftrag
Pos
Picks
Beh
4 SNR Leitungen
Je 0-6
4 KLT auf Wagen
Verschwendung durch Wartezeiten
Verschwendung durch überflüssige Handlingschritte
Verschwendung durch ungenügende Prozessgestaltung
Verschwendung durch Bestände
PZ
Frq
Res
min: max: med:
1/4min
1 MA, Komm.gerätVerschwendung durch Fehler
Org Mann zur Ware, Pick-by-
Voice, wegeoptimiert
25fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Beispiel
TRANSPORTIEREN
LE verfahren auf WE-Puffer
AUFTRAG ERZEUGEN
Nachschub anfordern beim Lieferanten
Nachschub-auftrag
Extern OEM
Systemgrenze
Ort1
Auftrag
Beh
PZ
Frq
Res
Org
Supermarkt
Nachschub
GLT / KLT
1 MA, MDE
Falls Behälter
leer
Suchen
Kommissionier-auftrag
Schlechte Ergonomie
Pick-Fehler
Schlechte Verfügbarkeit Pick-by-Voice-
System
LE verfahren auf WE-Puffer125 Boxen Leitungen im Zugriff
Best
Beh
PZ
Frq
125 SNR, je x Artikel
GLT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Außenlager Supermarkt
Ort1
Ort2
Beh
PZ
Außenlager
Supermarkt
KLT
LE verfahren auf WE-PufferLangsamläufer im Außenlager
TRANSPORTIEREN
LE verfahren auf WE-Puffer
VERTEILEN
Umlagern und Portionieren
Fkt
Beh
PZ
Frq
GLT KLT
Best
Beh
PZ
Frq
44 GLT
GLT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
WE Außenlager
Ort1
Ort2
Beh
PZ
WE-Fläche
Außenlager
GLT
LE verfahren auf WE-PufferBoxen mit Leitungen vom Lieferanten
Best
Beh
PZ
Frq
0
GLT
SORTIEREN
Verteilung GLT von WE auf Ziellagerorte
Fkt
Beh
PZ
Frq
GLT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Lieferant OEM
Ort1
Ort2
Beh
PZ
WA-Pufferfläche Lieferant
WE-Pufferfläche OEM
GLT
INPUTLieferant OUTPUT Kunde
UmlagernBestände BeständeBestände
Bereitstellung für Montage
Best
Beh
PZ
Frq
4 Wagen (3VG,1LG)
4 KLT in Wagen
1/4min
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Supermarkt Montage
Ort1
Ort2
Beh
PZ
Supermarkt
Montage
Komm.wagen
60s
TRANSPORTIEREN
LE verfahren auf WE-Puffer
KOMMISSIONIEREN
Leitungen für 4 FZG in Sequenz kommissionieren;
Check Mindestbestand
Pos
Picks
Beh
PZ
4 SNR Leitungen
Je 0-6
4 KLT auf Wagen
min: max: med:
Wartezeiten Kommissionierer Bestände
Produkt Lenkhilfeleitungen, 125 Varianten
Ort Montage OEM
Takt 90 s
Menge 0-6 Lenkhilfeleitungen je KLT
Qualität Unverpackt, i. O.
OUTPUT
q
Res
Org
Ort
Regallager, Stapler
ABC-Verteilung, fest
Supermarkt
PZ
Frq
Res
Org
1 MA, Stapler
Frq
Ort
Res
Org
Außenlager
1 MA, Stapler
Frq
Res
Org
Ort
Stapler
Keine, nicht wahlfrei
Außenlager
PZ
Frq
Res
Org
1 MA, Stapler
q
Res
Org
Ort
Stapler
WE-Fläche
Frq
Ort
Res
Org
WE-Fläche
Stapler
Frq
Res
Org
1 Transport/ Std.
1 MA + 1 LKW
q
Ort
Res
Org
Montage
1 MA, manuell
Frq
Res
Org
1/4min
1 MA, Komm.gerät
Rundlauf
Frq
Res
Org
1/4min
1 MA, Komm.gerät
Mann zur Ware, Pick-by-
Voice, wegeoptimiert
Falls Behälter leerNachschub-
auftrag
Verschwendung durch Wartezeiten
Verschwendung durch überflüssige Handlingschritte
Verschwendung durch ungenügende Prozessgestaltung
Verschwendung durch Bestände
Verschwendung durch Fehler
26fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Logistikorientierte Wertstromanalyse
Beispiel
TRANSPORTIEREN
LE verfahren auf WE-Puffer
AUFTRAG ERZEUGEN
Nachschub anfordern beim Lieferanten
Nachschub-auftrag
Extern OEM
Systemgrenze
Ort1
Auftrag
Beh
PZ
Frq
Res
Org
Supermarkt
Nachschub
GLT / KLT
1 MA, MDE
Falls Behälter
leer
Suchen
Kommissionier-auftrag
Schlechte Ergonomie
Pick-Fehler
Schlechte Verfügbarkeit Pick-by-Voice-
System
LE verfahren auf WE-Puffer125 Boxen Leitungen im Zugriff
Best
Beh
PZ
Frq
125 SNR, je x Artikel
GLT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Außenlager Supermarkt
Ort1
Ort2
Beh
PZ
Außenlager
Supermarkt
KLT
LE verfahren auf WE-PufferLangsamläufer im Außenlager
TRANSPORTIEREN
LE verfahren auf WE-Puffer
VERTEILEN
Umlagern und Portionieren
Fkt
Beh
PZ
Frq
GLT KLT
Best
Beh
PZ
Frq
44 GLT
GLT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
WE Außenlager
Ort1
Ort2
Beh
PZ
WE-Fläche
Außenlager
GLT
LE verfahren auf WE-PufferBoxen mit Leitungen vom Lieferanten
Best
Beh
PZ
Frq
0
GLT
SORTIEREN
Verteilung GLT von WE auf Ziellagerorte
Fkt
Beh
PZ
Frq
GLT
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Lieferant OEM
Ort1
Ort2
Beh
PZ
WA-Pufferfläche Lieferant
WE-Pufferfläche OEM
GLT
INPUTLieferant OUTPUT Kunde
UmlagernBestände BeständeBestände
Bereitstellung für Montage
Best
Beh
PZ
Frq
4 Wagen (3VG,1LG)
4 KLT in Wagen
1/4min
TRANSPORTIEREN
LE verfahren auf WE-Puffer
TRANSPORTIEREN
Supermarkt Montage
Ort1
Ort2
Beh
PZ
Supermarkt
Montage
Komm.wagen
60s
TRANSPORTIEREN
LE verfahren auf WE-Puffer
KOMMISSIONIEREN
Leitungen für 4 FZG in Sequenz kommissionieren;
Check Mindestbestand
Pos
Picks
Beh
PZ
4 SNR Leitungen
Je 0-6
4 KLT auf Wagen
min: max: med:
Wartezeiten Kommissionierer Bestände
Produkt Lenkhilfeleitungen, 125 Varianten
Ort Montage OEM
Takt 90 s
Menge 0-6 Lenkhilfeleitungen je KLT
Qualität Unverpackt, i. O.
OUTPUT
q
Res
Org
Ort
Regallager, Stapler
ABC-Verteilung, fest
Supermarkt
PZ
Frq
Res
Org
1 MA, Stapler
Frq
Ort
Res
Org
Außenlager
1 MA, Stapler
Frq
Res
Org
Ort
Stapler
Keine, nicht wahlfrei
Außenlager
PZ
Frq
Res
Org
1 MA, Stapler
q
Res
Org
Ort
Stapler
WE-Fläche
Frq
Ort
Res
Org
WE-Fläche
Stapler
Frq
Res
Org
1 Transport/ Std.
1 MA + 1 LKW
q
Ort
Res
Org
Montage
1 MA, manuell
Frq
Res
Org
1/4min
1 MA, Komm.gerät
Rundlauf
Frq
Res
Org
1/4min
1 MA, Komm.gerät
Mann zur Ware, Pick-by-
Voice, wegeoptimiert
Falls Behälter leerNachschub-
auftrag
Verschwendung durch Wartezeiten
Verschwendung durch überflüssige Handlingschritte
Verschwendung durch ungenügende Prozessgestaltung
Verschwendung durch Bestände
Produkt Lenkhilfeleitungen 125
OUTPUTINPUTProdukt Lenkhilfeleitungen 125
Verschwendung durch FehlerProdukt Lenkhilfeleitungen, 125
Varianten
Ort Montage OEM
Takt 90 s
M 0 6 L khilf l it j KLT
Produkt Lenkhilfeleitungen, 125 Varianten
Ort Lieferant in 50 km Entfernung
Takt Anlieferung 2x pro Tag
Menge 20 Lenkhilfeleitungen je GLT
27fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
Menge 0-6 Lenkhilfeleitungen je KLT
Qualität Unverpackt, i. O.
g g j
Qualität Unverpackt, i. O.

Logistikorientierte Wertstromanalyse
Fazit:
Durch die angepasste Wertstromanalyse wird die zielgerichtete g p y gAufnahme und Optimierung von Logistikprozessen im Hinblick auf die Identifikation von Wertschöpfung und Verschwendung in der Logistik möglich.der Logistik möglich.
Produkt Len khilfe leitunge n, 125 Varian te n
Ort Montag e OEM
Takt 90 s
Menge 0-6 Len khilfeleitungen je KL T
Qua lität Un verpackt, i. O.
OUTPUT
28fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München

Logistikorientierte Wertstromanalyse
Vielen Dank für Ihre Aufmerksamkeit!
Dipl.-Wi.-Ing. Eva Klenk Dipl.-Ing. Tobias Knösslg
fml - Lehrstuhl für Fördertechnik Materialfluss LogistikTechnische Universität MünchenBoltzmannstr. 15D-85748 Garching bei München
fml - Lehrstuhl für Fördertechnik Materialfluss LogistikTechnische Universität MünchenBoltzmannstr. 15D-85748 Garching bei MünchenD 85748 Garching bei München
Tel.: +49 (0)89 289-15953Fax.: +49 (0)89 289-15922
E Mail: klenk@fml mw tum de
D 85748 Garching bei München
Tel.: +49 (0)89 289-15916Fax.: +49 (0)89 289-15922
E Mail: knoessl@fml mw tum de
29fml – Lehrstuhl für Fördertechnik Materialfluss Logistik · Prof. Dr.-Ing. Dipl.-Wi.-Ing. W. A. Günthner · Technische Universität München
E-Mail: [email protected] E-Mail: [email protected]
Top Related