4 TEIL EN1090-2 Ausfuehrung Dok 0406018 ok
58
EN 1090-2 4. TEIL SCHWERPUNKTTHEMEN 1. AUSGABE 2015
Transcript of 4 TEIL EN1090-2 Ausfuehrung Dok 0406018 ok

EN 1090-2
4. TEIL SCHWERPUNKTTHEMEN
1. AUSGABE 2015


ÖSTV EN 1090-2: ERLÄUTERUNGEN UND KOMMENTARE – 4. TEIL – SCHWERPUNKTHEMEN
1. AUSGABE 2015 Seite 3
ÖSTERREICHISCHER STAHLBAUVERBAND
zur EN 1090-2
Erläuterungen und Kommentare mit Beispielen
Ergänzte Fassung Jänner 2014
1. AUSGABE 2015
Schwerpunktthemen
ÖSTERREICHISCHER STAHLBAUVERBAND
zur EN 1090-2: 2012 01 01
Erläuterungen und Kommentare mit Beispielen
Ergänzte Fassung Jänner 2014


ÖSTV EN 1090-2: ERLÄUTERUNGEN UND KOMMENTARE – 4. TEIL – SCHWERPUNKTHEMEN
1. AUSGABE 2015 Seite 5
Inhalt – EN 1090-2: 4. Teil – Schwerpunkthemen
A) Ausführungsunterlagen und Dokumentation bei der Ausführung von Stahltragwerken Seite 6
1 Ausführungsunterlagen(Ausführungsspezifikation) Seite 6
2 Qualitätsdokumentationbzw.Qualitätsmanagementplan Seite 7
2.1Qualitätsdokumentation Seite 8
2.2 Qualitätsmanagementplan Seite 9
3 Ausführungsdokumentation(„Ausführungsbelege“) Seite 10
4 VorschriftenzurArbeitssicherheit Seite 11
Übersicht Seite 12
B) Schweißen im Stahlbau und seine Qualitätskontrolle Seite 13 1 Einleitung Seite 13
2 HerstellerqualifikationundKonformitätskennzeichnung Seite 14
3 QualitätsanforderungenfürdieDurchführungvonSchweißarbeiten Seite 14
4 RegelablaufbeiderDurchführungvonSchweißarbeiten Seite 16
5 AbnahmekriterienundSchweißnahtprüfung Seite 17
C) Schraubenverbindungen im Stahlbau & ihre Qualitätskontrolle Seite 22
1 Einleitung Seite 22
2 EinsetzbareSchrauben,Schraubengarnituren Seite 23
3 ZweckdesVorspannens,Vorspannkraftniveau Seite 25
4 VorspannverhaltenvonSchraubenverbindungen Seite 26
5 VorspannverfahrengemäßÖNORMEN1090-2und ÖNORMB1993-1-8 Seite 29
6 KontrolleplanmäßigvorgespannterSchraubenverbindungen Seite 30
D)Rückverfolgbarkeitbzw.Identifizierbarkeitder Konstruktionsmaterialien von Stahlbauteilen Seite 36
1 Grundsätze Seite 36
2 ErforderlichkeitderRückverfolgbarkeit Seite 36
3ArtderPrüfbescheinigungen Seite 37
4 MaßnahmenfürdieRückverfolgbarkeitinEXC3undEXC4 Seite 37
5 MaßnahmenfürdieRückverfolgbarkeitinEXC2 Seite 39
6 MaßnahmenfürdieRückverfolgbarkeitinEXC1 Seite 39
E) Korrosionsschutz im Stahlbau und seine Qualitätskontrolle Seite 40
1 Einleitung Seite 40
2 WannistkeinKorrosionsschutzerforderlich? Seite 41
3Oberflächenbehandlung(Kapitel10derEN1090-2) Seite 41
4Korrosionsschutz(AnhangFderEN1090-2) Seite 46
5KontrolleundÜberprüfung Seite 47
SchwerpunkthemaKorrosionsschutzausOiBFACHMAGAZINFÜRBAURECHT&TECHNIK Seite 48
1. AUSGABE 2015 Seite 6
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–A)AUSFÜHRUNGSUNTERLAGENUNDDOKUMENTATIONNACHEN1090-2
A) Ausführungsunterlagen und Dokumentation bei der Ausführung von Stahltragwerken
DieEN1090-2enthältVorgaben,wiedieschriftlicheDokumentationderAusführungvonStahltragwerkenzuerfolgenhat,undzwarbeginnendbeiderSpezifikationimRahmenderAusschreibungüberdiequalitätssicherndenMaßnahmenbiszudenBelegenüberdieQualitätssicherung.(…..) Dabeiistzubeachten,dassTeiledieserDokumentationimRahmenderWPKbetriebsinternerfolgenunddortaucharchiviertwerdenundandereTeile–entsprechendvorhergetroffenerVereinbarungen–andenAuftraggeberübergebenwerden.ImFolgendenwerdendieseDokumentationennäherbeschrieben.DabeiwerdendieinderEN1090-2verwendetenBegriffsbezeichnungen–wozumbesserenVerständniserforderlich-durchgebräuchlichereBegriffeergänzt;letzterewerdendortunterAnführungszeichengesetzt.
1 Ausführungsunterlagen („Ausführungsspezifikation“)
• Begriff: DerinEN1090-2gewählteBegriffAusführungsunterlagensubsummiertsämtlichespezifizierendenUnterlagen,welchealleanderAusführungMitwirkendenmitdenerforderlichenInformationenversehenmüssen.EskommtdiesdurchdenüblichenBegriffAusführungsspezifikation deutlicher zum Ausdruck.DieseUnterlagenunterteilensichin: Bauwerksspezifikation und Bauteilspezifikation
ANM: Für „Bauwerksspezifikation“ wird in der EN 1090-2 „Montageanweisung“ verwendet
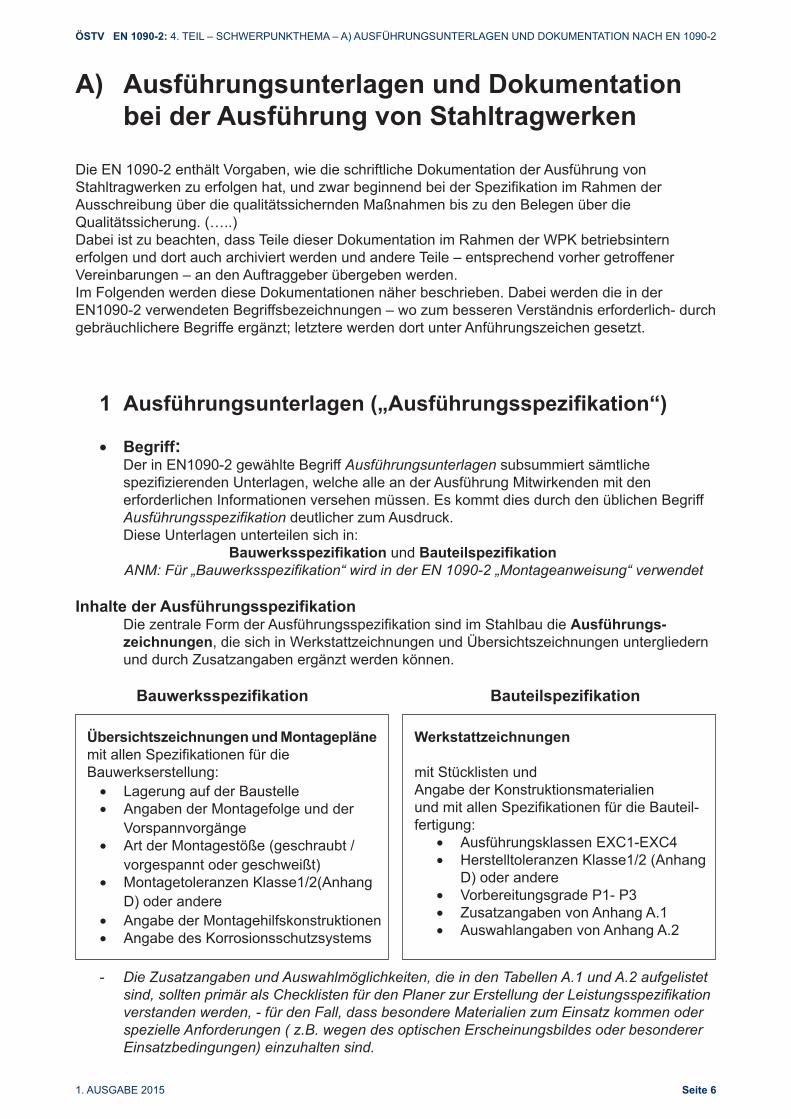
Inhalte der AusführungsspezifikationDiezentraleFormderAusführungsspezifikationsindimStahlbaudieAusführungs-zeichnungen,diesichinWerkstattzeichnungenundÜbersichtszeichnungenuntergliedernunddurchZusatzangabenergänztwerdenkönnen.
Bauwerksspezifikation Bauteilspezifikation
- Die Zusatzangaben und Auswahlmöglichkeiten, die in den Tabellen A.1 und A.2 aufgelistet sind, sollten primär als Checklisten für den Planer zur Erstellung der Leistungsspezifikation verstanden werden, - für den Fall, dass besondere Materialien zum Einsatz kommen oder spezielle Anforderungen ( z.B. wegen des optischen Erscheinungsbildes oder besonderer Einsatzbedingungen) einzuhalten sind.
Übersichtszeichnungen und MontageplänemitallenSpezifikationenfürdieBauwerkserstellung:
• Lagerung auf der Baustelle• AngabenderMontagefolgeundder
Vorspannvorgänge• ArtderMontagestöße(geschraubt/
vorgespanntodergeschweißt)• MontagetoleranzenKlasse1/2(Anhang
D)oderandere• AngabederMontagehilfskonstruktionen• AngabedesKorrosionsschutzsystems
Werkstattzeichnungen
mit Stücklisten und AngabederKonstruktionsmaterialienundmitallenSpezifikationenfürdieBauteil-fertigung:
• AusführungsklassenEXC1-EXC4• HerstelltoleranzenKlasse1/2(Anhang
D)oderandere• VorbereitungsgradeP1-P3• ZusatzangabenvonAnhangA.1• AuswahlangabenvonAnhangA.2

1. AUSGABE 2015 Seite 7
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–A)AUSFÜHRUNGSUNTERLAGENUNDDOKUMENTATIONNACHEN1090-2
- Für Normalfälle sind die in der Norm getroffenen Festlegungen ausreichend, um die erforderliche Ausführungsqualität zu gewährleisten.
- Die Anforderungen an die Ausführung, die von der Ausführungsklasse abhängen, sind in Anhang A.3 tabellarisch aufgelistet. Die Angabe der EXC kann entweder einheitlich für das gesamte Tragwerk oder differenziert für die einzelnen Bauteile oder Details des Tragwerks erfolgen. Wenn keine Angabe erfolgt, gilt EXC2 als Mindestanforderung.
- Bei den Vorbereitungsgraden handelt es sich um die Beurteilung der sichtbaren Unregelmäßigkeiten an der Oberfläche oder an Kanten der Stahlbauteile, die für das Auftragen von Beschichtungen vorzubereiten sind (nicht um die Vorbereitungsmaßnahmen selbst). Erfolgt keine Angabe des Vorbereitungsgrades, gilt P1 als Mindestanforderung.
- Die geometrischen Toleranzen umfassen „grundlegende Toleranzen“, die verbindlich einzuhalten sind und eigentlich nicht gesondert spezifiziert werden müssen, und „ergänzende Toleranzen“, die wählbar sind. Entweder nach Klasse 1(weniger streng) oder 2 (strenger) in der EN 1090-2 oder alternativ nach anderen Regelungen. Wenn keine Angabe erfolgt, gilt als Mindestanforderung die Toleranzklasse 1.
• Wer erstellt diese Spezifikation?DieAusführungsspezifikationerfolgtprimärdurchdenPlaner.DieWerkstattplänekönnenauchvomAusführendenodervomFertigungsbetrieberstelltwerden.DannhatsiederPlaner,fallsvertraglichvereinbart,zuüberprüfenundfreizugeben.WerdendemFertigungsbetriebdieWerkstattplänebeigestellt,mussersieseinerseitsaufMachbarkeitüberprüfen.WerdenvomAusführendenÄnderungenvorgenommen,erfordertdieswiederumdasEinverständnisdesPlaners.
• Wann muss sie vorliegen?DieAusführungsspezifikationmussindenwesentlichenTeilenbeiderAusschreibungvorliegen,umdurchOffenlegungderwesentlichenAnforderungeneinverbindlichesAngebotzuermöglichen.DieausführungsreifenWerkstattzeichnungenundMontageplänemüssendannvordenentsprechendenBearbeitungsschrittenvorliegen.
2 Qualitätsdokumentation bzw. Qualitätsmanagementplan• Begriffe:
QualitätsdokumentationundQualitätsmanagementplanumfassenbeidediefürdiequalitätsgerechteDurchführungderAusführungsarbeitenerforderlichenvorbereitendenMaßnahmen,wieVorkehrungenfürdieOrganisationunddieAnweisungenfürdiedurch-zuführendenArbeitsprozesse,d.h.VorkehrungenvorBeginnderAusführungsarbeiten. DieQualitätsdokumentationistalsVorstufequasiein„kleinerQualitätsmanagementplan“.
BeideBegriffefallennachEN1090-2unterdenÜberbegriff„Herstellerdokumentation“,derdarüberhinausaberauchnochdiebeweissicherndeAusführungsdokumentationunddieVorschriftenfürdieArbeitssicherheitumfasst.
DiequalitätssicherndenMaßnahmenunterteilensichinVorkehrungenundAnweisungenfürdieDurchführungvonArbeitsprozessen(z.B.Schweiß-bzw.Schraubanweisungen),dieimRahmenderWPK–quasiprojektunabhängig-geregeltsind,undinsolchedieprojekt-bezogenerstelltwerden(z.B.Kontroll-undPrüfpläne,Schweißpläne).InersterenFällenkanndieQualitätsdokumentationaufdieWPKverweisen,imzweitenFallkönnen„Musterpläne“erstelltwerden,diedannprojektspezifischaufdenjeweiligenAnwendungs-falladaptiertwerden.SolcheMusterplänesindindenvorliegendenAnwendungshilfenbeispielhaftbeigelegt.Beispielhaftbedeutet,dasssienatürlichvonfirmenspezifischenUsancenundDenkweisenundvonBesonderheitenderAusführungsaufgabemitbeeinflusstsindunddaherkeinestarrenVorlagendarstellen.
1. AUSGABE 2015 Seite 8
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–A)AUSFÜHRUNGSUNTERLAGENUNDDOKUMENTATIONNACHEN1090-2
2.1 Qualitätsdokumentation
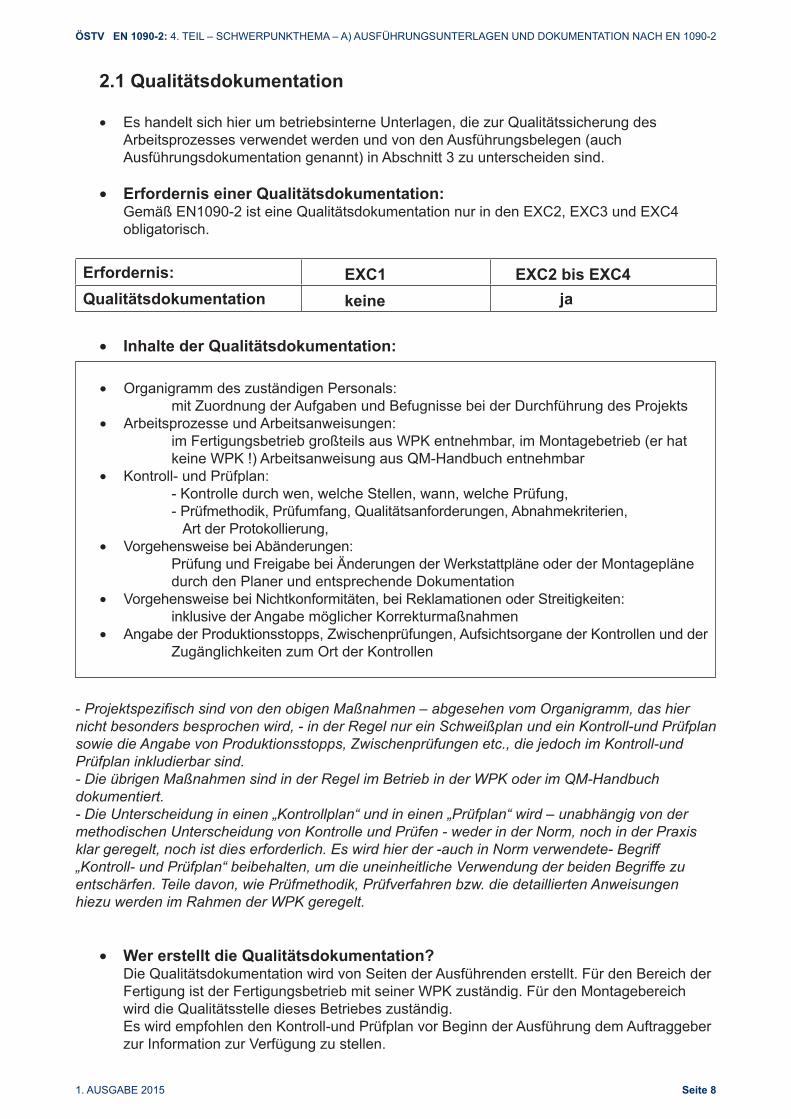
• EshandeltsichhierumbetriebsinterneUnterlagen,diezurQualitätssicherungdesArbeitsprozessesverwendetwerdenundvondenAusführungsbelegen(auchAusführungsdokumentationgenannt)inAbschnitt3zuunterscheidensind.
• Erfordernis einer Qualitätsdokumentation:GemäßEN1090-2isteineQualitätsdokumentationnurindenEXC2,EXC3undEXC4obligatorisch.
Erfordernis: EXC1 EXC2 bis EXC4Qualitätsdokumentation keine ja
• Inhalte der Qualitätsdokumentation:
-Projektspezifisch sind von den obigen Maßnahmen – abgesehen vom Organigramm, das hier nicht besonders besprochen wird, - in der Regel nur ein Schweißplan und ein Kontroll-und Prüfplan sowie die Angabe von Produktionsstopps, Zwischenprüfungen etc., die jedoch im Kontroll-und Prüfplan inkludierbar sind. - Die übrigen Maßnahmen sind in der Regel im Betrieb in der WPK oder im QM-Handbuch dokumentiert.- Die Unterscheidung in einen „Kontrollplan“ und in einen „Prüfplan“ wird – unabhängig von der methodischen Unterscheidung von Kontrolle und Prüfen - weder in der Norm, noch in der Praxis klar geregelt, noch ist dies erforderlich. Es wird hier der -auch in Norm verwendete- Begriff „Kontroll- und Prüfplan“ beibehalten, um die uneinheitliche Verwendung der beiden Begriffe zu entschärfen. Teile davon, wie Prüfmethodik, Prüfverfahren bzw. die detaillierten Anweisungen hiezu werden im Rahmen der WPK geregelt.
• Wer erstellt die Qualitätsdokumentation?DieQualitätsdokumentationwirdvonSeitenderAusführendenerstellt.FürdenBereichderFertigungistderFertigungsbetriebmitseinerWPKzuständig.FürdenMontagebereichwirddieQualitätsstellediesesBetriebeszuständig.EswirdempfohlendenKontroll-undPrüfplanvorBeginnderAusführungdemAuftraggeberzurInformationzurVerfügungzustellen.
• OrganigrammdeszuständigenPersonals: mitZuordnungderAufgabenundBefugnissebeiderDurchführungdesProjekts
• ArbeitsprozesseundArbeitsanweisungen: imFertigungsbetriebgroßteilsausWPKentnehmbar,imMontagebetrieb(erhat keineWPK!)ArbeitsanweisungausQM-Handbuchentnehmbar
• Kontroll-undPrüfplan: -Kontrolledurchwen,welcheStellen,wann,welchePrüfung,
-Prüfmethodik,Prüfumfang,Qualitätsanforderungen,Abnahmekriterien, ArtderProtokollierung,
• VorgehensweisebeiAbänderungen: PrüfungundFreigabebeiÄnderungenderWerkstattpläneoderderMontagepläne durchdenPlanerundentsprechendeDokumentation
• VorgehensweisebeiNichtkonformitäten,beiReklamationenoderStreitigkeiten: inklusivederAngabemöglicherKorrekturmaßnahmen
• AngabederProduktionsstopps,Zwischenprüfungen,AufsichtsorganederKontrollenundder ZugänglichkeitenzumOrtderKontrollen

1. AUSGABE 2015 Seite 9
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–A)AUSFÜHRUNGSUNTERLAGENUNDDOKUMENTATIONNACHEN1090-2
• Wann muss sie vorliegen?DieQualitätsdokumentationmusszumwesentlichenTeilimVorfeldderAusführungvorliegen.SpätestensmusssievordembetroffenenFertigungsschrittvorliegen.Dasgenerelle„Prüfkonzept“(vorallemderPrüfumfangbeiderSchweißnahtprüfung)gehörtjedochbereitsindieAusführungsspezifikation,daesjaeineGrundlagederKalkulationdarstellt.
2.2 Qualitätsmanagementplan
• Erfordernis eines Qualitätsmanagementplans:GemäßEN1090-2isteinQualitätsmanagementplannichtverpflichtend,erkannjedochoptionalüberdenAnhangA.2vorgeschriebenwerden.SinnvollisternurbeisehrkomplexenBauaufgaben,wiez.B.beiinternationalenProjektenmitunterschiedlichen
Qualitätssicherungssystemen,dieineinKonzeptzusammenzuführensind.
• Inhalte des Qualitätsmanagementplans:
- Die Organigramme und die Qualitätsdokumentation entsprechen dem Grunde nach den unter 2.1 gemachten Aussagen.- Die unter „Ausführungsbelege“ angeführten Angaben zum Umfang der vorzulegenden Ausführungsbelege werden in der Regel bereits im Kontroll-und Prüfplan definiert sein. Die Ausführungsbelege, die vor Beginn der Ausführung vorliegen, beziehen sich auf Bescheinigungen innerhalb der WPK, und können im Verweis-Wege angeführt werden.
• AllgemeinesManagementdokument:- Spezifikationsbewertung:imSinnederÜberprüfungderProduktionsmöglichkeiten,- OrganigrammdeszuständigenPersonals:ZuordnungderAufgaben,derBefugnisse
undderVerantwortlichkeiten,- OrganisatorischeRegelungderKontrollenmitZuordnungderAufgabenfürjede
Kontrollaufgabe,
• Qualitätsdokumentation:- InhaltewieobeninAbschnitt2.1angeführt,- sowieVorkehrungenfürdieVorgehensweisebeiZwischenabnahmenundPrüfstopps,
• Ausführungsbelege:Unter„Ausführungsbelege“isthier(etwasmissverständlich)dieFestlegung–vorBeginnderArbeiten–derspätervorzulegendenAusführungsbelegegemeintundnichtdieBelegeselbst,diejaerstimZugederAusführungverfügbarwerdenundindie„Ausführungsdokumentation“gehören.
- Essinddies:derUmfangdervorzulegendenPrüfbescheinigungenfürKonstruktionsmaterialienunddervorzulegendenDokumentationderAusführungs-kontrollen(Prüfungen,Vermessungenetc.)undweitersdieVorkehrungenundKriterienfürdieAbnahme(Übergabe),
- „Ausführungsbelege“,diebereitsvorderAusführungvorliegen,betreffen:DieBescheinigungenfürdieQualifizierungdesschweißtechnischenPersonalssowiedesPersonalsfürdiezerstörungsfreienPrüfungen,DieZertifikateundPrüfbescheinigungenderverwendetenProduktionsmittel,Ausrüstungen,VorspanngerätefürSchraubenu.dgl.
1. AUSGABE 2015 Seite 10
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–A)AUSFÜHRUNGSUNTERLAGENUNDDOKUMENTATIONNACHEN1090-2
-Die Normenforderung nach einem QM-Plan wird erfüllt durch den Nachweis der Zertifizierungdes Herstellerbetriebes nach EN 1090-1, da die oben geforderten Dokumente betriebsspezifisch,d.h. in der WPK vorliegen.
• Wann und vom wem ist der QM-Plan zu erstellen?Esgiltdasunter2.1Gesagtesinngemäß.
3 Ausführungsdokumentation („Ausführungsbelege“)
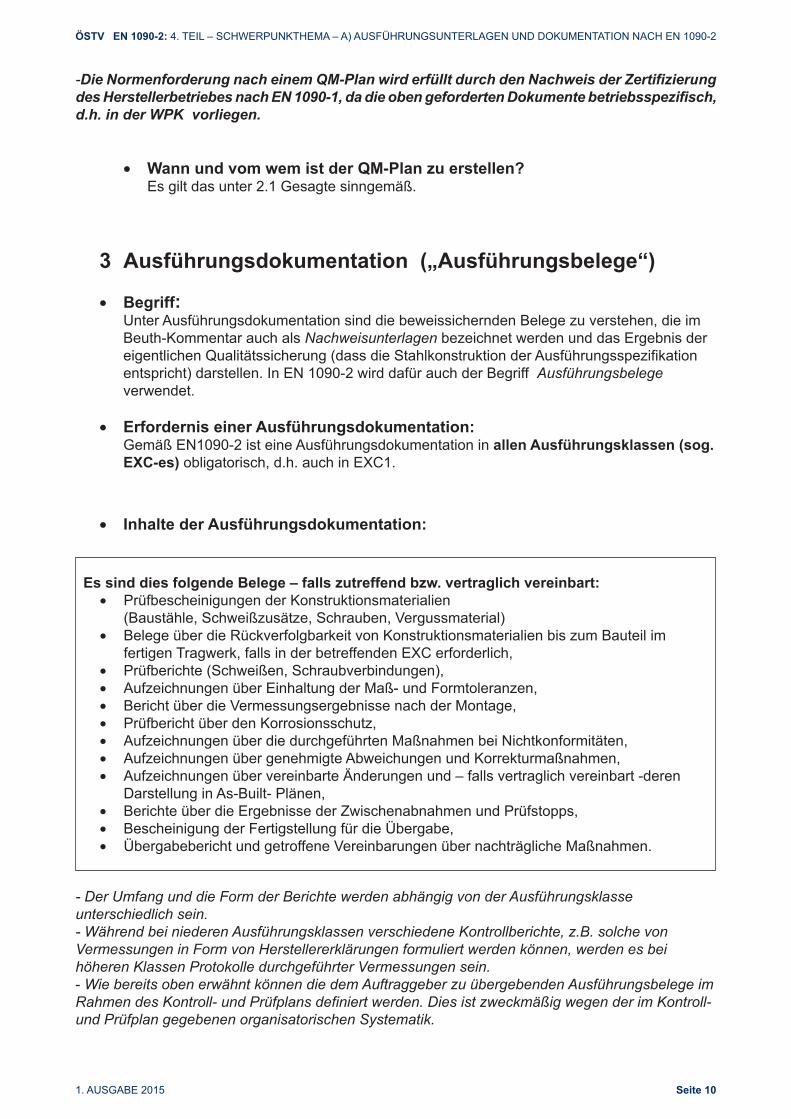
• Begriff: UnterAusführungsdokumentationsinddiebeweissicherndenBelegezuverstehen,dieimBeuth-KommentarauchalsNachweisunterlagenbezeichnetwerdenunddasErgebnisdereigentlichenQualitätssicherung(dassdieStahlkonstruktionderAusführungsspezifikationentspricht)darstellen.InEN1090-2wirddafürauchderBegriffAusführungsbelege verwendet.
• Erfordernis einer Ausführungsdokumentation:GemäßEN1090-2isteineAusführungsdokumentationinallen Ausführungsklassen (sog. EXC-es)obligatorisch,d.h.auchinEXC1.
• Inhalte der Ausführungsdokumentation:
- Der Umfang und die Form der Berichte werden abhängig von der Ausführungsklasse unterschiedlich sein. - Während bei niederen Ausführungsklassen verschiedene Kontrollberichte, z.B. solche von Vermessungen in Form von Herstellererklärungen formuliert werden können, werden es bei höheren Klassen Protokolle durchgeführter Vermessungen sein. -Wie bereits oben erwähnt können die dem Auftraggeber zu übergebenden Ausführungsbelege im Rahmen des Kontroll- und Prüfplans definiert werden. Dies ist zweckmäßig wegen der im Kontroll-und Prüfplan gegebenen organisatorischen Systematik.
Es sind dies folgende Belege – falls zutreffend bzw. vertraglich vereinbart:• PrüfbescheinigungenderKonstruktionsmaterialien
(Baustähle,Schweißzusätze,Schrauben,Vergussmaterial)• BelegeüberdieRückverfolgbarkeitvonKonstruktionsmaterialienbiszumBauteilim
fertigenTragwerk,fallsinderbetreffendenEXCerforderlich,• Prüfberichte(Schweißen,Schraubverbindungen),• AufzeichnungenüberEinhaltungderMaß-undFormtoleranzen,• BerichtüberdieVermessungsergebnissenachderMontage,• PrüfberichtüberdenKorrosionsschutz,• AufzeichnungenüberdiedurchgeführtenMaßnahmenbeiNichtkonformitäten,• AufzeichnungenübergenehmigteAbweichungenundKorrekturmaßnahmen,• AufzeichnungenübervereinbarteÄnderungenund–fallsvertraglichvereinbart-deren
DarstellunginAs-Built-Plänen,• BerichteüberdieErgebnissederZwischenabnahmenundPrüfstopps,• BescheinigungderFertigstellungfürdieÜbergabe,• ÜbergabeberichtundgetroffeneVereinbarungenübernachträglicheMaßnahmen.

1. AUSGABE 2015 Seite 11
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–A)AUSFÜHRUNGSUNTERLAGENUNDDOKUMENTATIONNACHEN1090-2
• Wer erstellt die Ausführungsdokumentation?DieAusführungsdokumentationwirdvonSeitenderamProjektmitwirkendenAusführendenerstellt.
• Wann muss sie vorliegen?DieErstellungderAusführungsdokumentationerfolgtinderRegelschrittweiseimZugedesAusführungsprozesses.DerZeitpunktderVorlagedereinzelnenTeileandenVertreterdesAuftraggebersistjenachGrößedesProjektsvertraglichzuregeln.
4 Vorschriften zur ArbeitssicherheitFürdieseVorschriftenbestehennationaleRegelungeninFormderUnfallverhütungsvorschriftenbzw.derVorschriftenfürdieArbeitssicherheitinFertigungsbetriebenundfürMontagearbeiten.HiezuwirdaufdiePublikationendesAUVAbzw.derArbeitsinspektorateverwiesen.
SCHLUSSANMERKUNGZum besseren Verständnis des oben beschriebenen umfangreichen Dokumentationsvorgangs gemäß den Bestimmungen der EN 1090-2 sollte noch bedacht werden, dass neben den an den Bauherrn zu übergebenden Ausführungsunterlagen noch umfangreiche interne Kontrollen durch die werkseigene Produktionskontrolle erfolgen, die in regelmäßigen Abständen per Audit überprüft werden. Insofern sollte bei über den normenmäßigen Umfang hinausgehenden Wünschen der Maßstab gelten, dies „nur so viel wie unbedingt nötig und nicht so viel wie möglich“ auszuweiten.
ANHANG:ÜBERSICHTÜBERDIEDOKUMENTATION

1. AUSGABE 2015 Seite 12
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–A)AUSFÜHRUNGSUNTERLAGENUNDDOKUMENTATIONNACHEN1090-2
ÜBERSICHT
Ausführungsunterlagen und Dokumentation von Stahltragwerken*
• spezifizierende Unterlagen
zuerstellen:vomPlanerundZeitpunkt:teilsbeiAusschreibungvomAusführendenteilsvorBeginnderAusführungsarbeiten
• qualitätssichernde Unterlagen
zuerstellen:vomAusführendenZeitpunkt:vorBeginnderFertigung
• beweissichernde Unterlagen
zuerstellen:vomAusführendenZeitpunkt:vorBeginnderMontagearbeiten
“Herstellerdokumentation“ = qualitätssichernde + beweissichernde Unterlagen + Vorschriften zur Arbeitssicherheit
*Referenz:Beuth-Kommentar„AusführungvonStahlbauten“Prof.H.Schmidtetal.(2012)
Ausführungsspezifikation(„Ausführungsunterlagen“)
BauwerkspezifikationBauteilspezifikation
„Ausführungsdokumentation“(Ausführungsbelege)
„Qualitätsmanagementplan“bzw.„Qualitätsdokumentation“

1. AUSGABE 2015 Seite 13
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–B)SCHWEISSENIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
B) Schweißen im Stahlbau und seine Qualitätskontrolle
1 Einleitung• DieHerstellungundQualitätskontrollevonSchweißverbindungenbzw.vongeschweißten
Stahlkonstruktionenistundwarseit jeherdasKernthemaderQualitätssicherungfürdieAusführungsarbeiten in Stahlbaubetrieben. Es hat dies dazu geführt, dass schon frühQualifikationsanforderungen an Betriebe gestellt und überwacht wurden, in denenSchweißarbeiten durchgeführt wurden. Der Nachweis der Qualifikation („Hersteller-qualifikation“genannt)wurdesogaralsVoraussetzungfürdieAuftragsvergabeandieBetriebegefordert.NebenderQualifizierungdesSchweißbetriebes,geregeltinverschiedeneninternationalenundnationalenNormen,standendieproduktspezifischen,d.h.bauwerksbezogenenVorschriftenandieAusführungundKontrolleindenjeweiligennationalenStahlbaunormen.
DieneuenRegelungenderEN1090beinhaltennunbeides,dieQualifizierungdesBetriebesimerstenTeil-derEN1090-1-unddieproduktspezifischenAusführungsregelnundKontrollmaßnahmenimzweitenTeil–derEN1090-2.
• InÖsterreichwarfrüherdiebetrieblicheQualifikationdurchdieÖNORMM7812„SicherungderGütevonSchweißarbeiten,AnforderungenanBetriebe,indenenSchweißarbeitennachGüteklassendurchgeführtwerden“undparalleldazudieÖNORMEN729,Teile1-4„SchweißtechnischeQualitätsanforderungen,SchmelzschweißenmetallischerWerkstoffe“geregelt. InDeutschlanderfolgteinderDIN18800-7derNachweisimWegeder„Eignungs-nachweise“(kleinerundgroßerEignungsnachweis)unddannspäterdurchdie„Herstellerqualifikation“(KlassenAbisEinAbstimmungmitEN729,dieheutevonderENISO3834abgelöstwurde).
• FürdieAusführungvonSchweißarbeitenbestehteinhochentwickelterQualitäts-sicherungsprozess,derinzwischenbereitsweltweitinISO-Normengeregeltwird.EskanndaherbeiPlanernoderBauherrnvertretern,dienursporadischmitdiesemGebietinBerührungkommen,beiEinzelbeurteilungenzuerheblichenMissverständnissenkommen,dadieSchweißtechnikeineigenesumfangreichesFachgebietaufhohemspezifischenWissensstanddarstellt,daseigeneFachausbildungen,wieSchweißaufsichtspersonen,z.B.Schweißtechnologen,Scheißnahtprüferu.a.umfasst.EshandeltsichhieralsoumeinAufgabengebiet,daseinhohesMaßanSpezialkenntnissenundErfahrungerforderlichmacht.
• Zudemistanzuführen,dassderteilsindustrielle,teilshandwerklicheProzessderSchweißensdie klare Festlegung der durchzuführenden Qualitätskontrolle und der vorzulegendenNachweisdokumentation–fallssieüberdennormengemäßfestgelegtenUmfanghinausgehen-bereitsvorderAuftragsvergabevoraussetzt.Diesnämlichdeshalb,dadieDurchführungdereigentlichenPrüfmaßnahmen,derKontrollenundderenDokumentationeinenerheblichenzeitlichenundkostenmäßigenAufwanderfordernkann,sodassdiezusätzlichenAnforderungendemHerstellerbekanntseinmüssen.DiesesVerständnisistfüreinreibungslosesVerhältniszwischenAuftraggeberundHerstellervongroßerBedeutung.Dazuistabernochergänzendanzuführen,dassimRegelfallsolcheZusatzanforderungennichterforderlichsind.
1. AUSGABE 2015 Seite 14
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–B)SCHWEISSENIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
2 Herstellerqualifikation und Konformitätskennzeichnung
• DieEN1090-1„KonformitätsnachweisverfahrenfürtragendeBauteile“enthältdieAnforderungen,dieeinHerstellungs-bzw.Fertigungsbetriebzuerfüllenhat,umdieKonformitätderimWerkhergestelltentragendenBauteilemitdenhierfürgeltendenEN-Normenzuerzielenundnachzuweisen.DerKonformitätsnachweisstelltdieGrundlagefürdieCE-Kennzeichnungdar. AlsNachteilistanzusehen,dassdieEN1090-1nurdenKonformitätsnachweisfürdieWerksfertigungumfasst,aberfürdieZertifizierungderBetriebe,dieCE-gekennzeichneteBauteileaufderBaustellezusammenbauen,keinerleiAnforderungenenthält.Für„SchweißenaufderBaustelle“stelltdiesgegebenenfallseinegravierendeLückedar(siehehiezuauch[1]).
• ImRahmenderKonformitätsbewertungmüssendieHerstellervonStahlbauteilendieKonformität(Übereinstimmung)ihrerProduktemitdentechnischenAnforderungenderEN1090-1bewerten.Dazumüssensie (1)eineErstprüfung ihrer gefertigten Bauteile durchführen und (2)einewerkseigeneProduktionskontrolle(WPK)einrichten,durchwelcheeinekontinuierlicheÜberwachungderKonformitätsichergestelltwerdenkann.DieseWPKmussdurcheinenotifizierteStelleerstzertifiziertwerdenundjenachAusführungsklasseinregelmäßigenIntervallenüberwachtwerden. ZweckderErstprüfungistwerksinternamerstgefertigtenBauteilzuüberprüfen,obdieverwendetenFertigungsprozessegrundsätzlichgeeignetsind,dievorgesehenenweiterenProduktenormengerecht–nachEN1090-2–herzustellen. DieWPKistdieEigenüberwachungdesHerstellers,mitdersichergestelltwird,dassdiegestelltenAnforderungeninderlaufendenFertigungerfülltwerden.
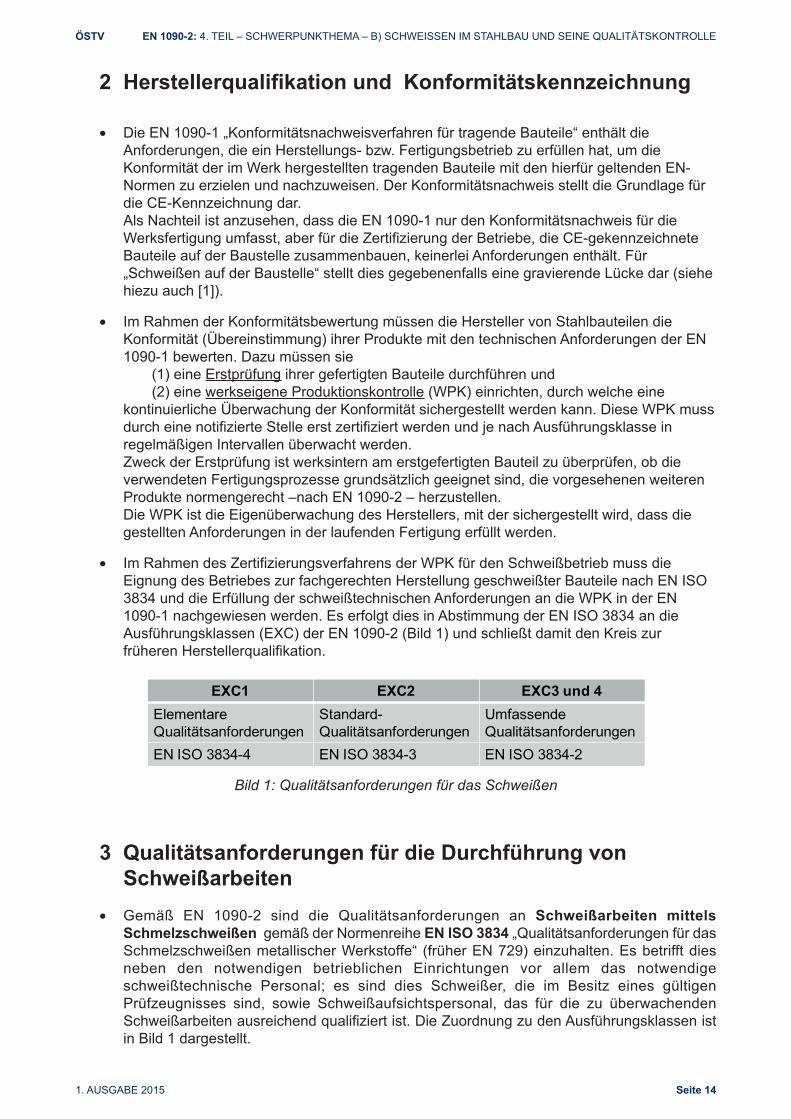
• ImRahmendesZertifizierungsverfahrensderWPKfürdenSchweißbetriebmussdieEignungdesBetriebeszurfachgerechtenHerstellunggeschweißterBauteilenachENISO3834unddieErfüllungderschweißtechnischenAnforderungenandieWPKinderEN1090-1nachgewiesenwerden.EserfolgtdiesinAbstimmungderENISO3834andieAusführungsklassen(EXC)derEN1090-2(Bild1)undschließtdamitdenKreiszurfrüherenHerstellerqualifikation.
EXC1 EXC2 EXC3 und 4Elementare Qualitätsanforderungen
Standard-Qualitätsanforderungen
Umfassende Qualitätsanforderungen
EN ISO3834-4 EN ISO3834-3 ENISO3834-2
Bild 1: Qualitätsanforderungen für das Schweißen
3 Qualitätsanforderungen für die Durchführung von Schweißarbeiten• Gemäß EN 1090-2 sind die Qualitätsanforderungen an Schweißarbeiten mittels
SchmelzschweißengemäßderNormenreiheEN ISO 3834„QualitätsanforderungenfürdasSchmelzschweißenmetallischerWerkstoffe“ (früherEN729)einzuhalten.Esbetrifftdiesneben den notwendigen betrieblichen Einrichtungen vor allem das notwendigeschweißtechnische Personal; es sind dies Schweißer, die im Besitz eines gültigenPrüfzeugnisses sind, sowie Schweißaufsichtspersonal, das für die zu überwachendenSchweißarbeitenausreichendqualifiziertist.DieZuordnungzudenAusführungsklassenistin Bild 1 dargestellt.

1. AUSGABE 2015 Seite 15
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–B)SCHWEISSENIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
• ZumbesserenVerständnisdieserQualitätssicherungssystemsseiangeführt,dassENISO3834 einen sehr eingehenden Planungs-, Überwachungs- und Prüfvorgang für dieSchweißarbeiten durch den Stahlbaubetrieb regelt, beginnend mit einer Prüfung derAnforderungen an die Schweißarbeiten, der Erstellung eines Schweißplans mitSchweißanweisungen(WPS)biszurDokumentationderDurchführungundÜberwachungmittelsQualitätsberichten.EsgeltendieseAnforderungennatürlichauchbeiUntervergabeaneinenSubhersteller.
• Einen Überblick über denQualitätssicherungsprozess gibt folgendeAufstellung der zuerstellenden„Qualitätsberichte“:
- Bericht über die Überprüfung der Anforderungen/technische Überprüfung;
- Werkstoffprüfbescheinigungen;(WZ 2.2 oder APZ 3.1 oder 3.2 nach EN10204)
- Prüfbescheinigungen der Schweißzusätze;
- Schweißanweisungen (WPS);
- Bericht über die Instandhaltung der Einrichtungen;
- Bericht über die Qualifizierung der Schweißverfahren (WPQR);(EN ISO 15610 - 15627)
- Prüfungsbescheinigungen der Schweißer oder Bediener;(EN ISO 9606, EN ISO 14732)
- Fertigungsplan, Schweißplan;
- Zertifikate des Personals für zerstörungsfreie Prüfungen mit Prüferautorisierung;
- Anweisungen und Berichte der Wärmebehandlungsverfahren;
- Berichte über die zerstörungsfreien und zerstörenden Prüfverfahren, inklusive VT- Prüfbericht;
- Berichte über die Abmessungen;
- Berichte über Reparaturen und mangelnde Übereinstimmung;
- andere Dokumente, falls gefordert, z.B. Kennzeichnung und Rückverfolgbarkeit
Qualitätsberichte müssen – sofern nicht andere Anforderungen festgelegt sind – mindestens für einen Zeitraum von 10 Jahren (neuerdings bestimmt durch die BPV) aufbewahrt werden.
• FürdieQualitätsanforderungenandasKopfbolzenschweißen (imVerbundbau)giltdieEN ISO 14555„Schweißen-LichtbogenbolzenschweißenvonmetallischenWerkstoffen“.SieenthältalleerforderlichenAngabenfürdasSchweißpersonal(Bediener),dieSchweißaufsicht,dieSchweißverfahrenunddienachträglichenPrüfungenundderenDokumentation.
• EinenwesentlichenEinflussaufdieQualitätderSchweißverbindunghabendieEigenschaftendesWerkstoffsStahl-dieSchweißeignungunddiekonstruktiveAusbildungdesSchweißdetails,insbesonderebeiquerzurDickenrichtungzugbeanspruchtenBlechen. EinewesentlicheEinflussgrößeistdieBruchzähigkeitdesStahls,dieinFormdererforderlichenKerbschlagzähigkeitzudefinierenist.EinzweitesPhänomenistdasTerassenbruch-Problem,dasvonderFormundderAusführung(Vorwärmenetc.)derNahtabhängt.EserfordertdiesdieSicherstellungeinerausreichendenZ-Qualität. Beides sind anundfürsichAufgabenderPlanersundsindimEurocodeEN1993-1-10geregelt. DazukommtnochderZusammenhangzwischenSchweißnahtqualitätundErmüdungsfestigkeitdesKonstruktionsdetails.HiergibtdieEN1993-1-9gesonderteAnforderungenandieSchweißnahtausführung,diesichaufdieWöhlerfestigkeitundfolglichaufdierechnerischeAuslegungderKonstruktionauswirken.
1. AUSGABE 2015 Seite 16
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–B)SCHWEISSENIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
TrotzderVerantwortlichkeitdesPlanersfürobigeAufgabensiehtdieENISO3834dieTechnischeÜberprüfungdieserAnforderungenbzw.dererforderlichenMaßnahmenauchimRahmenderWPKvor.
4 Regelablauf bei der Durchführung von Schweißarbeiten
• DieDurchführungdesSchweißprozesseswirdinderEN1090-2mitHinweisaufeineganzeReiheschweißtechnischerNormengeregelt.InvielenPunktenentsprichtdiesderENISO3834,essindteilsjedochauchzusätzlicheAnforderungengegeben(z.B.fürdieSchweißerprüfung).DieRegelungensind–wiebereitserwähnt–vonderjeweiligenAusführungsklasse(EXC)abhängig.
• NachdiesenFestlegungenwerdenimRegelablaufdieNachweiseerbracht, - dass nach einem Schweißplan (mit Angabe der wesentlichen Schweißparameter) geschweißt wird, - dass ein erprobtes Schweißverfahren verwendet wird, - dass nur geprüfte Schweißzusatzwerkstoffe verwendet werden, - dass nur Schweißer, die für die konkrete Arbeit entsprechend qualifiziert sind, eingesetzt werden, - dass die Schweißaufsicht qualifiziert ist und diese mit entsprechender Fachkenntnis erfolgt, - dass eine visuelle Beurteilung der Schweißnähte zu 100% erfolgt und - dass zusätzliche zerstörungsfreien Prüfungen nach dem normengemäßen Umfang für die vorliegende Ausführungsklasse (EXC) durchgeführt werden.
• Wenndiessogeschieht,istdasvereinbarteodernormenmäßigvorgegebenePrüfkonzepteinePlanungsgrundlagefürdenFertigungsablaufundisthiefürauchsehrentscheidend.DiesesPrüfkonzeptbeeinflusstnämlichdenRegelablaufderArbeiten(Fertigen–Prüfen–Beurteilen–Ausbessern,wennerforderlich–Korrosionsschutzaufbringen)sehrwesentlich.EswirktsichdiessowohlaufdieHerstellungskosten(KostenzBderRöntgenprüfung,allfälligeNachbesserungen)alsauchaufdieHerstellungszeit(Wartezeiten,ZeitaufwandfürPrüfungen,ZeitverzugfürnachfolgendeKorrosions-schutzarbeiten) inerheblichemMaßeaus,wobeiLetzteresbeieinempönalisiertenAusführungszeitraumvonbesondererBedeutungist.EinAuftraggeber, der bei der Auftragsvergabe keine weiteren Prüfanforderungen als dieStandardanforderungenderNormverlangt,darf imStahlbaudarauf vertrauen,dassdietechnischenAnforderungen erfüllt werden, die in aller Regel ausreichen, ein qualitativanspruchsvollesundsicheresBauwerkzuerhalten[2].
• DaobigerRegelablaufinderHanddesFertigungsbetriebesliegtunddurchdieEigenüberwachungseinerWPKkontrolliertwird,sindbeiordnungsgemäßemAblaufauchkeinegesondertenNachweiseundÜberwachungen–undebensokeinebesonderenFachkenntnisse–überdeneigentlichenSchweißprozessseitensdesPlanersoderVertretersdesAuftraggeberserforderlich.EinsichtnahmenindieWPKsolltendaherdenAusnahmefallbeiallenfallsunplanmäßigenPrüfergebnissendarstellen.
• TrotzobigerFeststellungwerden–reininformativ–einigeHinweisezuspeziellenAngabeninderEN1090-2gegeben,insbesonderewerdeneinigehäufigeFachbegriffeerläutert: QualifizierungdesSchweißverfahrens: - WPQR …Bericht über die Qualifizierung des Schweißverfahrens (welding procedure qualification record), - WPS ….Schweißanweisung (welding procedure specification) auf Basis einer WPQR, AufBasiseinervorläufigenpWPS(p…preliminary)wirdmittelseinesfestgelegtenVerfahrens(Schweißverfahrensprüfung,Arbeitsprüfung,schweißtechnischeErfahrung…)dieQualifizierungdurchgeführt,derBericht(WPQR)darübererstelltunddieendgültigeWPSentwickelt.DerVorgangistdurchdieReiheENISO15607….15620undbeimBolzenschweißendurchdieENISO14555geregelt.
1. AUSGABE 2015 Seite 17
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–B)SCHWEISSENIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
QualifizierungdesSchweißtechnischenPersonals: - Schweißer: Prüfung nach EN ISO 9606 (vormals EN 287-1 ) - Bediener von Schweißanlagen: Prüfung nach EN ISO 14732 (vormals EN 1418 ) - Bediener beim Bolzenschweißen: Prüfung nach EN ISO 14555 -Schweißaufsichtspersonal: muss in EXC2 bis 4 nach EN ISO 14731 qualifiziert sein. Die erforderliche Qualifikation hängt von der Ausführungsklasse, der Materialdicke und dem Grundwerkstoff ab. Die Fachbezeichnungen sind:
Schweißwerkmeister (Ö), Schweißfachmann (D), European/International Welding Specialist erfüllen die Anforderungen hinsichtlich „Basiskenntnisse“ (B) ,
Schweißtechniker, European/International Welding Technologist erfüllen die Anforderungen hinsichtlich „Spezielle Technische Kenntnisse“ (S),
Schweißtechnologe (Ö), Schweißfachingenieur (D), European/International Welding Engineer erfüllen die Anforderungen hinsichtlich „Umfassende technische Kenntnisse“ (C).
• InEXC1istkeineQualifizierungdesSchweißverfahrensundkeineSchweißaufsichtnormenmäßiggefordert;diesgiltabernichtfürSchweißerundBediener,d.h.dassauchinEXC1nurgeprüfteSchweißerundBedienereingesetztwerdendürfen.
5 Abnahmekriterien und Schweißnahtprüfung
a) Abnahmekriterien:
• DieQualitätderSchweißnähtewirdimWegevon„BewertungsgruppenB,CoderD“gemäßENISO5817festgelegt.DieBewertungsgruppeBstelltdortdiehöchsteQualitätsstufedar;dieEN1090-2gibtdarüberhinausjedochnochdieBewertungsgruppeB+mitzusätzlichenAnforderungenfürEXC4vor. DieseBewertungsgruppenstellenAbnahmekriterien,d.h.dieAnforderungenandieSchweißnahtqualitätdar,welcheimZugederSchweißnahtprüfungüberprüftwerden.InhaltlichsinddieseAbnahmekriterien,d.h.diezulässigenäußerenoderinnerenUnregelmäßigkeiten(mansprichtfachlichnichtvon„Fehlern“)derSchweißnaht,inderNormENISO5817definiert.Eswirddabeizwischendem„äußerenBefund“unddem„innerenBefund“unterschieden(sieheBild4).EshandeltsichdabeiumeinenformellenBewertungsmaßstab,der–nebenvielenanderenMaßnahmen–denMaßstabfürdenSchweißerunddenPrüferzurBewertungderSchweißnähtedarstellt.
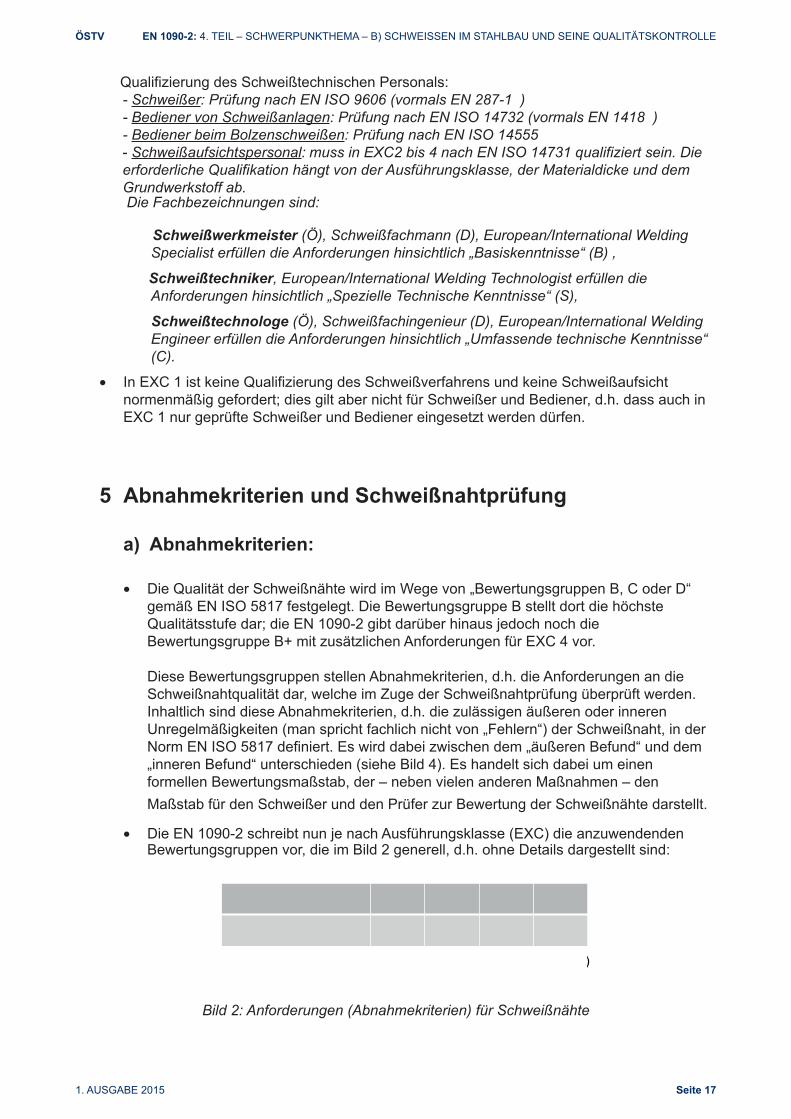
• DieEN1090-2schreibtnunjenachAusführungsklasse(EXC)dieanzuwendendenBewertungsgruppenvor,dieimBild2generell,d.h.ohneDetailsdargestelltsind:
Bild 2: Anforderungen (Abnahmekriterien) für Schweißnähte
Institut für Stahlbau und Flächentragwerke
15
o.Univ.Prof. DI Dr. Richard Greiner Bauherrnseitige Aufgaben bei der Ausführung und Qualitätskontrolle von Stahlbauten
beiAusschreibung:
• Ausführungsqualität der SchweißarbeitenQualitätderSchweißnähtewirdüber„Bewertungsgruppen
B,CoderD“festgelegt
EN1090-2schreibtvor
(B+bedeutetBewertungsgruppeBplusZusatzanforderungen)
BewertungsgruppengemäßENISO5817sind„Abnahme-kriterien“,d.h.zulässigeUnregelmäßigkeitenfürden„äußeren“und„inneren“BefundderSchweißnaht.SiesindeinMaßstabfürdenSchweißerunddenSchweißnahtprüfer
Ausführungsklasse EXC1 EXC2 EXC3 EXC4
Bewertungsgruppe D C B B+

1. AUSGABE 2015 Seite 18
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–B)SCHWEISSENIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
Institut für Stahlbau und Flächentragwerke
19
o.Univ.Prof. DI Dr. Richard Greiner Bauherrnseitige Aufgaben bei der Ausführung und Qualitätskontrolle von Stahlbauten
beiAusschreibung:
• Art der SchweißnahtprüfungVT … Visual Testing:Sichtprüfung:plankonformeAusführung,
NahtdickeundLänge,äußerenBefund
ErgänzendezerstörungsfreiePrüfungen(ZfP)
MT … Magnetic Particle Testing:MagnetpulverprüfungPT … Penetrant Testing:FarbeindringprüfungUT … Ultrasonic Testing:UltraschallprüfungRT … Radiographic Testing:Röntgenbzw
Durchstrahlungsprüfung
aufOber-flächenrisse
auf innerenBefund
b) Schweißnahtprüfung:
• DurchführungderPrüfungundKontrollumfang: DieDurchführungderÜberprüfungumfasstKontrollenvorundwährenddesSchweißensundsolchederfertiggestelltenSchweißnähte.SieerfolgtnachdenjeweiligenAngabenimKontroll-undPrüfplan.DieKontrollederfertiggestelltenNähteumfassteine100%-igeSichtprüfungundergänzendezerstörungsfreiePrüfungen(ZfP),dieinihremUmfangjenachderAusführungsklasseEXC2bis4,derSchweißnahtartunddemAusnutzungsgrad(beiStumpfnähten)inderEN1090-2vorgeschriebenwerden(Bild3). ZubeachtensindauchdieMindestwartezeitenvorDurchführungderZfP,diedurchdieGefahrvondurchWasserstoffverursachtenzeitverzögertenKaltrissenbegründetsind.
Bild 3: Umfang der ergänzenden ZfP (EN 1090-2, Tabelle 24)
• ArtdesPrüfverfahrens: DieArtdesVerfahrensderZfPistgemäßEN1090-2nachderEN12062auszuwählen,welchejedochbereitszurückgezogenwurde.Eswirdempfohlen,stattdessendieNach-folgenormENISO17635,Kapitel9,heranzuziehen.DieseVerfahrensauswahlistinso-fernbedeutsam,alsdieeinzelnenPrüfverfahrenteilsspezifischeAnwendungsgrenzenhaben,sodassihreFestlegungtiefergehendeKenntnisseerfordertoderumgekehrt,dassunreflektiertvorgeschriebenePrüfungensichalsnichtdurchführbarerweisenkönnen. ZuunterscheidensindPrüfungendesäußerenBefundsdurchSichtprüfungVTundOberflächenrissprüfungenMToderPTsowiePrüfungendesinnerenBefundes(auchVolumsprüfungengenannt)mittelsUToderRT.
Bild 4: Beispiele für Unregelmäßigkeiten:
Institut für Stahlbau und Flächentragwerke
18
o.Univ.Prof. DI Dr. Richard Greiner Bauherrnseitige Aufgaben bei der Ausführung und Qualitätskontrolle von Stahlbauten
beiAusschreibung:• Prüfkonzept für Schweißnähte
Prüfumfang=KalkulationsgrundlagefürFertigungsbetriebEN1090-2: 100%ige Sichtprüfung aller Nähte
Umfang der ergänzenden ZfP

1. AUSGABE 2015 Seite 19
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–B)SCHWEISSENIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
• AnwendungderPrüfverfahren: FürdieVT-Prüfunggiltgenerell:„AlleSchweißnähtemüssenüberderengesamteLängeeinerSichtprüfungunterzogenwerden“;-werdenOberflächenunregel-mäßigkeitenfestgestellt,müssenzusätzlichePrüfungenmittelsMT/PTerfolgen. BeiEXC1istdie100%-igeVTPrüfung,wennpositiverBefunddieserVT-Prüfungvorliegtundnichtsanderesfestgelegtwurde,alseinzigePrüfungvorgesehen.
BeiallenanderenEXC-Klassensindzur100%-igenVT-PrüfungergänzendeZfPPrüfungengemäßTabelle24durchzuführen.
BeiEXC2istbeidurchgeschweißtenNähtenaußerderVolumsprüfung(UT/RT)einezusätzlicheOberflächenprüfung(PT/MT)nichterforderlich(vorausgesetzt,dassbeiderVT-PrüfungdortkeineOberflächenunregelmäßigkeitenfestgestelltwurden).
BeiEXC3undEXC4wirddieVolums-UNDOberflächenprüfungbeidurch-geschweißtenNähtengenerellempfohlen.
BeiVolumsprüfungenistnachMöglichkeitdieUTanzuwenden.BeiWanddickenunter8mmkönneninEXC3und4RT-PrüfungenausprüftechnischenGründennotwendigwerden.DieseFestlegungistimKontroll-undPrüfplanvomPlanerinAbstimmungmitderSchweißaufsichtundderPrüfaufsichtzutreffen.
Sonderprüfungen,z.B.dieEinbrandtiefeannichtdurchgeschweißtenSchweißnähten,sind,soweitdiePrüfungvomPlaneralsnotwendigerkanntwird,vonderPrüfaufsichtmittelsspeziellerPrüfanweisunggesondertfestzulegen(zerstörendePrüfung!).
• Bolzenschweißen: FürdiePrüfungenvonBolzenschweißungen,wiesiebeiVerbundkonstruktionenhäufigeingesetztwerden,giltdieENISO14555,inwelcherdieAnforderungenandieÜber-wachungsmaßnahmenvor,währendundnachSchweißungenthaltensind(sieheBild5). DieMethodederQualifizierungdesSchweißverfahrenshängtvonderAusführungs-klasseab.BeiEXC2kanndieQualifizierungaufgrunddervorliegendenschweiß-technischenErfahrungerfolgen,beiEXC3undEXC4sindVerfahrensprüfungenundvorgezogeneArbeitsprüfungenerforderlich.
Bild 5: Qualitätssicherung von Bolzenschweißungen
DieÜberprüfungvordemSchweißenumfasstdieDurchführungeinervereinfachtenArbeitsprüfungvorjederArbeitsschicht,dieKontrollederSchweißausrüstungnachjederVeränderungunddieKontrollederOberfläche(sauber,trocken),aufdiegeschweißtwird.DieÜberprüfungwährendundnachdemSchweißenumfassteineSichtprüfungdesSchweißwulstesunddieKontrollederBolzenlänge.EsisteinFertigungsbuchzuführen,wozudieNormeinMustervorgibt.
Institut für Stahlbau und Flächentragwerke
20
o.Univ.Prof. DI Dr. Richard Greiner Bauherrnseitige Aufgaben bei der Ausführung und Qualitätskontrolle von Stahlbauten
beiAusschreibung: Art der Schweißnahtprüfung fortgesetzt
ENISO14555:Bolzenschweißung- Arbeitsprüfung: Sichtprüfung(Schweißwulst)
Biegeprüfung(sieheAbbildung)Makroschliff
- vorSchichtbeginn: vereinfachteArbeitsprüfung(3Bolzen)
- laufendeÜberwachung:VT
- Fertigungsbuch

1. AUSGABE 2015 Seite 20
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–B)SCHWEISSENIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
• RegelablaufderSchweißnahtprüfung:-DerPlanerhatdieMachbarkeitvonSchweißungenundvonerforderlichenPrüfungenbeiderFestlegungderKonstruktionsdetailszuberücksichtigen.UnterUmständenistdiegemeinsameFestlegungbezüglichSchweißendurchdenPlaner,dieSchweißaufsichtunddieverantwortlichePrüfaufsichtzutreffen.
-DerPrüfumfangergibtsichausderfestgelegtenAusführungsklasseundderAusnutzung.
-DieArtderPrüfungistdurchdieNahtformundMaterialdickeweitgehendvorgegeben.
-BeiBauteildickenbis8mmkannnachMaßgabedesPlanersauchandurchge-schweißtenNähteneineOberflächenprüfungausreichendsein.
-DieerforderlichenPrüfanweisungensindvoneinemPrüferderStufe2zuerstellen.PraktischwirdeinederarterstelltePrüfanweisungalleüblichenSchweißdetailsabdeckenundistdamitimmerwiederverwendbar.
-GemäßEN9712(früherEN473)istdiePrüfungsdurchführungdefiniert,wobeiderStufe1PrüferaufBasiseinerPrüanweisungdiePrüfungdurchführtundprotokolliert,derPrüferderStufe2diePrüfanweisungerstelltunddieprotokolliertenErgebnissebewertetundderStufe3Prüferz.B.VerfahrensanweisungeninKraftsetzt,einePrüfstelleleitetunddiePrüferderStufe1und2überwacht.
-DieQualifikationdesPrüfpersonalsistinderEN1090-2sofestgelegt,dassfachkundigesPrüfpersonaleinzusetzenist,dasnachStufe2gemäßDefinitioninEN9712„qualifiziert“ist.Die„Zertifizierung“desPrüfpersonalsnachEN9712wirdnichtexplizitgefordert,auchnichtinENISO3834.
-Dieerforderliche(100%-ige)VTPrüfungistnichtausschließlichdurcheinenPrüfernachEN9712durchzuführen.AuchdamitbetrauteSchweißer,BedienerunddieSchweißaufsichtsindimAllgemeineninderLageeineVTPrüfungdurchzuführen,vorausgesetztdassdie„AnforderungenandieSehfähigkeit“nachEN9712erfülltsind.DieVTPrüfungistingeeigneterWeisezuprotokollieren.
-DiemittelsZfPzuprüfendenSchweißnähtewerdennachdemPrinzipderStichprobenprüfungausgewählt(jenachAnschlussart,Stahlsorte,Schweißausrüstung,ArbeitsweisedesSchweißers).
-FührtdieZfPineinerKontrollängezurAufdeckungvonUnregelmäßigkeiten,welchedieAnforderungenderENISO5817überschreiten,sindzweibenachbarteKontroll-längenzusätzlichzuprüfen.Wirddortwiederumein„Fehler“gefunden,somusseineUntersuchungderUrsachenerfolgen.SindbeideKontrolllängenfehlerfrei,kannderKontrollvorgangfortgesetztwerden.BezüglichdiesesstichprobenweisenKontroll-vorgangeskannaufeineweitgehendeAnalogiezumStichprobenplandesvereinfachtenVerfahrens(Schneeball-Regel)in[3]hingewiesenwerden;insofernhandeltessichauchhierumeinsog.sequentiellesVerfahren. ZurFrage,obeineAusbesserungderSchweißnahtunregelmäßigkeitenerfolgenmuss,siehedenAbschnittzumUmgangmitNichtkonformitäten.
-SindAusbesserungendurchzuführen,müssendiesenacheinerWPSerfolgenundeinernachherigenÜberprüfungnachdenursprünglichenKriterienunterzogenwerden.
-InbesonderenFällenmüssennachEN1090-2beimSchweißeninEXC3undEXC4Arbeitsprüfungendurchgeführtwerden.

1. AUSGABE 2015 Seite 21
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–B)SCHWEISSENIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
c) Umgang mit Nichtkonformitäten
DieserPunktistinsofernbedeutsam,alserRegelungenenthält,diebeifestgestelltenSchweißnahtunregelmäßigkeitennichtinjedemFallezuReparaturenführenmüssen.
DieEN1090-2führtnämlichan:Im Falle von Nichtkonformitäten mit den Bewertungskriterien für die einzelnen Ausführungsklassen sollte jeder Fall einzeln beurteilt werden. Die Bauteilfunktion und die Eigenschaften der Unregelmäßigkeiten sollten bei der Beurteilung berücksichtigt werden. EinesolcheTolerierungvonNichtkonformitäten(„Sonderfreigabe“)imEinzelfallistdaherkeine„Kann“-Bestimmung,sonderneinnormkonformesErgebniseiner„Fitness for Purpose“ – Beurteilung.SiesetztjedochdieEinbeziehungallerfürdieFeststellungderKonformitätverantwortlichenParteien,dassindPlaner,HerstellerunddiePrüfinstanz,voraus.DiemaßgeblichenEigenschaftenderBauteile-Tragfähigkeit,GebrauchstauglichkeitundDauerhaftigkeit-müssenjedenfallsgegebensein.DieursprünglicheNichtkonformitätunddieÜberlegungenundMaßnahmen,diegesetztwurden,umdiesezubeseitigenbzw.zutolerierensindineinemAbweichungsberichtfestzuhalten.DieserAbweichungsberichtistTeilderProjektdokumentation.AusrechtlichenGründenkannallenfallsdieEinbeziehungvonBehördenoderBehördenvertreternerforderlichsein.
Esverstehtsichvonselbst,dasssolcheEinzelbeurteilungennichtdenRegelfalldarstellen,nachdemimZugedesSchweißprozesseserkannteFehler„routinemäßig“ausgessertwerden,sondernumbesondereFälle,indeneninsbesonderedas„Ausbessern“vonunbedeutendenAnzeigenderSchweißnahtqualitätmehrschadetalsnützt.
Zur besseren Erklärung dieses oft unverstandenen Belassens von „Fehlern“, ist direkt auf die EN ISO 5817 selbst zu verweisen, in der festgestellt wird, dass sich die Bewertungsgruppen definitionsgemäß auf die „Fertigungsqualität“ der Schweißnähte beziehen und nicht auf die Gebrauchseigenschaften (wie Festigkeit, Dauerhaftigkeit, Dichtheit) des gefertigten Erzeugnisses. Sie dienen nämlich in erster Linie zur Sicherung des Fertigungsstandards der Schweißnähte und hängen nicht oder nur teilweise mit der Tragfähigkeit der Nähte zusammen. Dies bedeutet, dass eine Identifizierung einer nicht entsprechenden Unregelmäßigkeit durch eine Prüfinstanz an sich noch keine nachteiligen Folgen auf die Tragwirkung – insbesondere bei ruhend beanspruchten Konstruktionen - haben muss. Die Anforderung der Bewertungsgruppe hat viel mehr den Zweck, zu gewährleisten, dass eine qualitätsgerecht gefertigte Naht von möglichst gleich bleibender Qualität an sich erzeugt wird. Es handelt sich bei den Bewertungsgruppen daher vor allem um die Vorgabe eines Standards für den Schweißer und um einen Beurteilungskatalog für den Schweißnahtprüfer. Die Frage, ob einzelne Abweichungen von den tolerierbaren Unregelmäßigkeiten einen Einfluss auf die Festigkeitseigenschaften bzw. die Tragfähigkeit der Schweißnaht haben, kann nur durch spezifische Beurteilung des mit den statischen bzw. ermüdungsmäßigen Beanspruchungen vertrauten Planers beantwortet werden (siehe hiezu auch [2].
Literaturhinweise
[1]Beuth–Kommentar:AusführungvonStahlbauten,KommentarezuDINEN1090-1undDINEN1090-2,HerbertSchmidtetal.,BeuthundErnst&Sohn,2012
[2]PublikationdesÖSTV:AusführungundQualitätssicherungvonStahlbauten–ein Überblick für Bauherrn, Planer und Hersteller über die neue Normensituation (3.2010)
[3]SchraubenverbindungenimStahlbauundihreQualitätskontrolle,BerichtdesÖSTV(12.2013)

1. AUSGABE 2015 Seite 22
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
C) Schraubenverbindungen im Stahlbau und ihre Qualitätskontrolle
1 Einleitung• DieSchraubenverbindungen,diehierbehandeltwerden,umfassendie
StandardschraubenverbindungendesStahlbausmitSechskantschrauben,MutternundScheiben.(DanebenbestehennochandereverschraubteVerbindungstypen,wieGewindestangen,AnkerschraubenundSchraubendesDünnblechbaus).
• SchraubenverbindungenwerdenimStahlbauhauptsächlichzurVerbindungvonBauteilenbeiderMontageeingesetzt.JenachkonstruktiverAusbildungderVerbindunghabensieScherkräfte(senkrechtzurSchraubenrichtung)oderZugkräfte(achsial)odereineKombinationvonbeidenzuübertragen.
• JenachBeanspruchungdesTragwerksbzw.derVerbindungwerdenSchraubenvorgespanntodernicht.DieVorspannungkannausverschiedenenGründeneingesetztwerden,wie:-zurHerstellunggleitfestvorgespannter(Scher-)VerbindungenimGrenzzustandULS(z.B.beiErmüdungsbeanspruchung)oderimGrenzzustandSLS(z.B.zurVerminderungdesSchlupfes),-zurHerstellungvonzugbeanspruchtenKopfplattenverbindungenimULS(z.B.BeiErmüdungsbeanspruchungoderfürdenÜbertragungsmodusmitAbstützkräften)oderzurVorspannungdesAnschlussesausGründenderGebrauchstauglichkeitoderderDauerhaftigkeit(z.B.geringereSpaltweite,geringereNachgiebigkeitetc.),-zurSicherungderMuttergegenLockern(oderLösen)unternichtruhenderBelastung;diesumfasstverschiedeneBeanspruchungssituationenunddaherspezifischeÜberlegungen.
• DieRegelungenfürSchraubenverbindungendesStahlbaussindinfolgendenNormengegeben:-ÖNORM EN 1993-1-8 mit ÖNORM B 1993-1-8:„Eurocode3Stahlbau“,BemessungvonAnschlüssen,-ÖNORM EN 1090-2:AusführungvonStahltragwerken.
• InderEN1993-1-8sindfürSchraubenverbindungen5KategorienvonAbisEdefiniert:-Kat.AundKat.DsindnichtvorgespannteVerbindungen,-Kat.B,Kat.CundKat.EsindvorgespannteVerbindungen.
• AnstattderBegriffe„vorgespannte“oder„nichtvorgespannte“Schraubenverbindungverwendetmaninder(deutschen)Fachsprache:-„planmäßigvorgespannte“Schraubenverbindungbzw.-„nichtplanmäßigvorgespannte“Schraubenverbindungen.UnterletzterenBegrifffallendie„handfest“angezogenenSchraubenundsolche,diemiteinemniedrigen,firmenseitigfestgelegtenAnziehdrehmomentzurQualitätsverbesserungvorgespanntwerden,ohnedasseinequantitativeKontrollevorgenommenwird.DagegensindfüreineplanmäßigvorgespannteVerbindungderSchraubentyp,dasAnzieh-drehmoment,dasAnziehverfahrenunddieKontrollmaßnahmennormenmäßiggeregelt.(DerUmstand,dassinderEN1993-1-8begrifflich„vorgespannt“und„nichtvorgespannt“verwendetwerden,dagegeninderEN1090-2„planmäßigvorgespannt“und„nichtplanmäßigvorgespannt“,sollteignoriertwerden).

1. AUSGABE 2015 Seite 23
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
2 Einsetzbare Schrauben, Schraubengarnituren
• NormenmäßigsindimStahlbauSchraubenM12bisM36indenFestigkeitsklassen(FK)4.6bis10.9geregelt.DieKlassen8.8und10.9werdenalshochfestbezeichnet.BeidenplanmäßigvorgespanntenSchraubenverbindungensindhochfesteSchraubenerforderlich.AndereSchraubengrößen<M12oder>M36sindnichtausgeschlossen,sieerfordernnurgesonderteRegelungen.
• DieEN1090-2schreibtnunneuvor,dassandersalsbisherfüralleinStahlkonstruktionentragendeingesetzteSchraubennurmehrSCHRAUBENGARNITUREN,dievomgleichenSchraubenherstellergeliefertwerdenmüssen,verwendetwerdendürfen.(BisherwardiesaufplanmäßigvorgespannteSchraubenverbindungen–„HV-Schrauben“genannt–beschränkt,jetztgiltdiesauchfürsog.„roheSchrauben“)UnterSchraubengarniturenisteinzusammengehörigerSatzvonSchrauben,MutternundfallserforderlichScheiben(mitgleicherBeschichtung)zuverstehen,dervoneinem(einzigen)SchraubenherstellergeliefertundCE-gekennzeichnetist.DieFormderLieferung-obineinemPaketoderinverschiedenenPaketen–istinderjeweiligenSchraubennormgeregelt(fürk-KlasseK1separatePakete,beik-KlasseK2ineinemPaket).
• EineÜbersichtüberzusammengehörigeSchraubengarniturengibtfolgendeTabelle[2]:
1. AUSGABE 2015 Seite 24
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
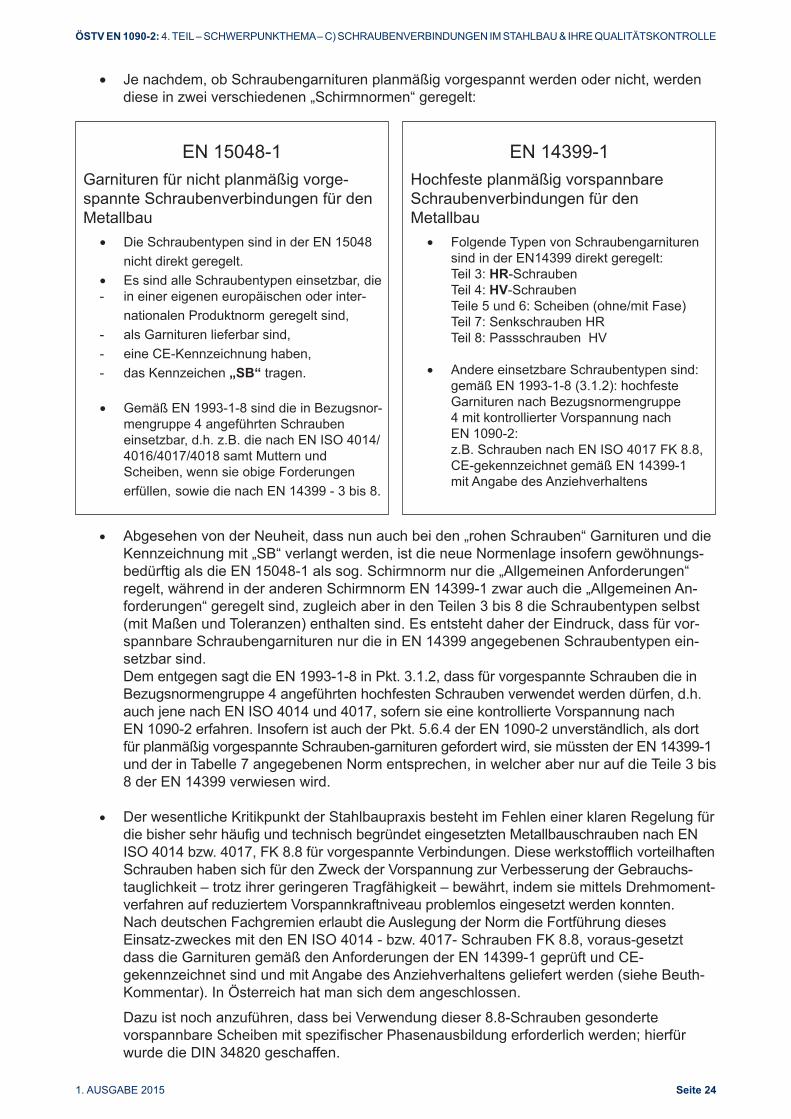
• Jenachdem,obSchraubengarniturenplanmäßigvorgespanntwerdenodernicht,werdendieseinzweiverschiedenen„Schirmnormen“geregelt:
• AbgesehenvonderNeuheit,dassnunauchbeiden„rohenSchrauben“GarniturenunddieKennzeichnungmit„SB“verlangtwerden,istdieneueNormenlageinsoferngewöhnungs-bedürftigalsdieEN15048-1alssog.Schirmnormnurdie„AllgemeinenAnforderungen“regelt,währendinderanderenSchirmnormEN14399-1zwarauchdie„AllgemeinenAn-forderungen“geregeltsind,zugleichaberindenTeilen3bis8dieSchraubentypenselbst(mitMaßenundToleranzen)enthaltensind.EsentstehtdaherderEindruck,dassfürvor-spannbareSchraubengarniturennurdieinEN14399angegebenenSchraubentypenein-setzbarsind. DementgegensagtdieEN1993-1-8inPkt.3.1.2,dassfürvorgespannteSchraubendieinBezugsnormengruppe4angeführtenhochfestenSchraubenverwendetwerdendürfen,d.h.auchjenenachENISO4014und4017,sofernsieeinekontrollierteVorspannungnach EN1090-2erfahren.InsofernistauchderPkt.5.6.4derEN1090-2unverständlich,alsdortfürplanmäßigvorgespannteSchrauben-garniturengefordertwird,siemüsstenderEN14399-1 undderinTabelle7angegebenenNormentsprechen,inwelcherabernuraufdieTeile3bis8derEN14399verwiesenwird.
• DerwesentlicheKritikpunktderStahlbaupraxisbestehtimFehleneinerklarenRegelungfürdiebishersehrhäufigundtechnischbegründeteingesetztenMetallbauschraubennachENISO4014bzw.4017,FK8.8fürvorgespannteVerbindungen.DiesewerkstofflichvorteilhaftenSchraubenhabensichfürdenZweckderVorspannungzurVerbesserungderGebrauchs-tauglichkeit–trotzihrergeringerenTragfähigkeit–bewährt,indemsiemittelsDrehmoment-verfahrenaufreduziertemVorspannkraftniveauproblemloseingesetztwerdenkonnten. NachdeutschenFachgremienerlaubtdieAuslegungderNormdieFortführungdiesesEinsatz-zweckesmitdenENISO4014-bzw.4017-SchraubenFK8.8,voraus-gesetztdassdieGarniturengemäßdenAnforderungenderEN14399-1geprüftundCE-gekennzeichnetsindundmitAngabedesAnziehverhaltensgeliefertwerden(sieheBeuth-Kommentar).InÖsterreichhatmansichdemangeschlossen.
Dazuistnochanzuführen,dassbeiVerwendungdieser8.8-SchraubengesondertevorspannbareScheibenmitspezifischerPhasenausbildungerforderlichwerden;hierfürwurdedieDIN34820geschaffen.
EN15048-1
Garniturenfürnichtplanmäßigvorge-spannteSchraubenverbindungenfürdenMetallbau
• DieSchraubentypensindinderEN15048nicht direkt geregelt.
• EssindalleSchraubentypeneinsetzbar,die- ineinereigeneneuropäischenoderinter-
nationalenProduktnorm geregeltsind,- alsGarniturenlieferbarsind,- eineCE-Kennzeichnunghaben,- das Kennzeichen „SB“ tragen.
• GemäßEN1993-1-8sinddieinBezugsnor-mengruppe4angeführtenSchraubeneinsetzbar,d.h.z.B.dienachENISO4014/4016/4017/4018samtMutternundScheiben,wennsieobigeForderungenerfüllen, sowiedienachEN14399-3bis8.
EN14399-1
HochfesteplanmäßigvorspannbareSchraubenverbindungenfürdenMetallbau
• FolgendeTypenvonSchraubengarniturensindinderEN14399direktgeregelt:Teil3:HR-SchraubenTeil4:HV-SchraubenTeile5und6:Scheiben(ohne/mitFase)Teil7:SenkschraubenHRTeil8:PassschraubenHV
• AndereeinsetzbareSchraubentypensind:gemäßEN1993-1-8(3.1.2):hochfesteGarniturennachBezugsnormengruppe 4mitkontrollierterVorspannungnach EN1090-2:z.B.SchraubennachENISO4017FK8.8,CE-gekennzeichnetgemäßEN14399-1 mitAngabedesAnziehverhaltens
1. AUSGABE 2015 Seite 25
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
• ZumBestehenvonneuerdingszweiArtenvorspannbarerSchraubengarnituren,nämlichnebendenimdeutschenSprachraumtraditionellenHV-Schrauben(nun„SystemHV“genannt)gibtesnunauchHR-Schrauben(SystemHR),istaufFolgendeshinzuweisen.
-DieHV-Schraube(HV…vonhochfestvorspannbar)istursprünglicheinedeutscheEntwick-lungfürgleitfesteVerbindungen,dienurinderFK10.9bestehtundwegenderhohenPres-sungenvergrößerteKopf-bzw.Mutterdurchmesser(„großeSchlüsselweite“)hat.SieweisteinekurzeGewindelängeauf,waseinerseitsbedingt,dassihrduktilesVerhaltenhauptsächlichvon derplastischenAbstreifverformungderMutterbestimmtwird,undandererseitseineKlemm-längenabstufungerfordert.HV-SchraubengibtesauchalsvorspannbarePass-Schrauben.
-DieHR-SchraubeistursprünglicheinefranzösischeEntwicklungmitähnlichenEigen-schaften.SiegibtesindenFK10.9und8.8undebenfallsalsSenkschraube(jedochnicht alsPass-Schraube).SieunterscheidetsichvonderHV-SchraubedurcheinlängeresGewinde,wodurchdasduktileVerhaltenhauptsächlichvonderplastischenLängungdesfreienGewinde-bereichsherkommt.DieKlemmlängenabstufungkanngroßzügigergehandhabtwerden.
3 Zweck des Vorspannens, Vorspannkraftniveau• DereigentlicheHintergrundfürdiehäufigeDiskussionimStahlbauüber
Schraubenverbindungenliegtimsog.„planmäßigenVorspannen“,dassichnachdem2.WeltkriegdurchdieVerfügbarkeitvonhochfestenSchraubenentwickelthat.ObwohlSchraubeninderPraxisauchfrüherschon„vorgespannt“wurden–vielfachmitdemGedankenandienaturgemäßvorhandeneKlemmwirkungvonNietverbindungen-,soerfolgtediesmitniedrigemDrehmomentohnenachherigerquantitativerKontrolle.ErstnachDurchführunglangwierigerVersuchemithochfestenSchraubeninvielenLändernEuropasundinÜberseekameszunormenmäßigenRegelungenvonVorspannverfahren,diedurchausunterschiedlicheTraditionenbegründeten.DieEN1090-2versuchtdieseTraditionenformellzuvereinigen,dochgelingtihrdiesnurzumTeil,sodassnationalwiederumindenNAs(NationaleAnhänge)derWegzudendort„bisherbewährten“Methodenbereitetwird.DabeiergibtsichfürdenpraktischenAnwendereinoftunübersichtlichesBild,zudemerschwerendnochdie„Zurückhaltung“derSchraubenherstellerbeiderUmsetzungderNormenregelnbeiträgt.Letzteresheißt,dassderzeitverschiedenenormenmäßiggeregelteTypenvonSchraubengarniturennichtodernicht einfach erhältlich sind.
• DiedeutschenGremienimDIN(sieheBeuth-Kommentar[1])habenihreVorspanntraditionaufNA-Ebeneweitestgehendübernommen,dabeieinzelneVorspannverfahrenderEN1090-2außerKraftgesetztundKann-RegelnderNormengenutzt,umdasDIN-Drehmomentverfahrenwiedernormativzuverankern.DiesesDrehmomentverfahrenverwendeteinniedrigeresVorspannniveau,d.h.dassdieVorspannkraft70%derFließgrenzefyb(„reduzierteVorspannkraftFp,c*“genannt)undnicht70%derZugfestigkeitfub(„volleVorspannkraftFp,c“gemäßEN1090-2undEN1993-1-8)beträgt,undsetztdieVorspannungnurzumZweckederVerbesserungderGebrauchstauglichkeitundDauerhaftigkeit,quasialsQualitätsmaßnahmeein.
• Eswirddarausdeutlich,dassoffenbarBedarfbesteht,denZweckderVorspannungnäherzudefinieren,waszwarausderEN1993-1-8(siehePkt.3.4Schraubenkategorien)entnehmbar,aberfürdiepraktischeAnwendungerstimBeuth-Kommentarhinreichendbeschriebenist.EswerdendortbegrifflichzweiZielebenenfürplanmäßigesVorspannenunterschieden:-ZielebeneI:ZurquantitativenErhöhungderTragsicherheit(KategorieCundE)oderder
Gebrauchstauglichkeit(KategorieB),-ZielebeneII:ZurqualitativenVerbesserungderGebrauchstauglichkeitundDauerhaftigkeit
(KategorieAundD).BeispielehierzuwurdenbereitsimAbschnitt„Einleitung“angeführt.

1. AUSGABE 2015 Seite 26
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
• GemäßNormentextderEN1993-1-8undderEN1090-2istfürdieNutzungdesplan-mäßigenGleitwiderstandesstetsdie„volleVorspannkraft“erforderlich(Kat.BundC),währendfürKategorieEnichtsNäheresausgesagtwird.SollausGründenderAusführungoderalsQualitätsmaßnahme(z.B.Dauerhaftigkeit)vorgespanntwerden,kannaucheinniedrigeresVorspann-Niveaufestgelegtwerden.DieDINlegtfürLetzteresdaherdas„reduzierteVorspannkraftniveau“derfrüherenDIN18800fest.
• InÖsterreichistvorgesehen,diesemWegimZugederNeuausgabederÖNORMB1993-1-8zufolgen,daeinerseitsdamitdasbewährteDrehmomentverfahrenwiederpraktischanwendbarwird(dadieEN1090-2fürdasDrehmomentverfahrenSchraubengarniturenderk-KlasseK2fordert,scheidetesansonstenpraktischaus)undandererseitsSinndarinliegt,inbeidenLänderngleicheMontageregelnzuhaben.EsbedeutetdiesfürÖsterreichabereinAbgehenvomtraditionellenDrehmomentverfahrenderHöhederVorspannkraftnach,dainÖsterreichfrüherimmermit„vollerVorspannkräften“,wiejetztinderEN1090-2geregelt,vorgespanntwurde.BetrachtetmanaberdieMarktsituationfürdieneuenStahl-bauschrauben,erscheintderVorteildesgleichenVorgehensdurchausgegebenzusein.
• DerKlarheitwegenseifürdieAnwendung in Österreichnochmalszusammengefasst:
-gleitfestvorgespannteSchraubenverbindungenmüssenstetsmitvollerVorspannkraftFp,cvorgespanntwerden(KategorieBundC), -zugbeanspruchteSchraubenverbindungen(KategorieE)müsseninermüdungs-beanspruchtenKonstruktionenebenfallsmitvollerVorspannkraftFp,cvorgespanntwerden,
-planmäßigeVorspannungmitreduzierterVorspannkraftFp,c*istanwendbar:fürzugbeanspruchteVerbindungen(KategorieE)invorwiegendruhendbeanspruchten
Konstruktionen(wieKopfplattenverbindungenimStahlhochbau)undfürGebrauchtauglichkeitszweckeundalsQualitätsmaßnahmeinKategorieAundD
sowiezumZweckederMutternsicherunggegenLockern.
-dieeinsetzbarenSchraubentypensindbeivollerVorspannkraftFp,cdieGarniturennachEN14399,Teile3,4,6,7,8,beireduzierterVorspannkraftFp,c*:inFK10.9dieGarniturennachEN14399,Teile3,4,6,7,8,inFK8.8dieGarniturennachEN14399,Teile3,6,7,undnachENISO4014,4017,4032,DIN34820
ANMERKUNG: Gegenüber der DIN EN 1993-1-8/NA unterscheiden sich die einsetzbaren Schraubengarnituren bei reduzierter Vorspannkraft dadurch, dass in beiden FK auch HR- Schrauben verwendet werden können und bei FK 8.8 auch Schrauben nach EN 14399. Scheiben ohne Fase nach EN 14399 Teil 5 sind wie in Deutschland ausgeschlossen.
4 Vorspannverhalten von Schraubenverbindungen• DasVerhaltenvonSchraubenverbindungenbeimVorspannendurchAnziehenmittels
DrehmomentanderMutterwirdhauptsächlichdurchdieReibungzwischendemGewindevonSchraubeundMutter,zwischenMutterauflageflächeundUnterlegscheibeunddieArtdesVorspannensbeschrieben.(ImAusnahmefalldesAnziehensamSchraubenkopfsinddaherspezifischeFestlegungenzutreffen).DasVerhaltenderVerbindungwirdzusätzlichdurchdieGütedesAnliegensderBleche(sog.Kontaktflächen)unddurcheinenallfälligenVorspannkraftverlustzufolgedesKriechensderBeschichtungunterderScheibemitbeeinflusst.DiesesVerhaltenwirdinderNormenregelungdurchfolgendeFestlegungenerfasst.
1. AUSGABE 2015 Seite 27
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
a) Reibungsverhältnisse, Schmierung, k-Klassen
• DieSicherstellunggeeigneterReibungsverhältnissemittelskalibrierterSchmierungerfolgtinderNorm(EN14399-1)durchdieFestlegungvonk-Klassen.DadurchwirdseitensdesSchraubenherstellersdieQualitätderSchmierungimAnlieferzustandderGarniturgewährleistet,sodassnachordnungsgemäßemAufbringendesAnziehdrehmomentsMdiegeforderteVorspannkraftFpvorhandenist.
• DerKennwertk=M/(d.Fp)wirdmittelswerksseitigerPrüfungermitteltundzurKlassifizierungderReibungsverhältnisseverwendet(Bild1a):
-k-KlasseK1bedeutet,dassdieindividuellenPrüfwerteki der gelieferten Garnituren zwischen0,10und0,16liegenmüssen,
-k-KlasseK2bedeutet,dassvomSchraubenherstellerfürdasLieferlosderGarniturenspezifischePrüfungendurchgeführtwerden,derenMittelwertkm zwischen 0,10und0,23liegenmuss,wobeiderVariationskoeffizientVknichtgrößerals0,10seindarf.(EsisthiereinerseitsderKostenaufwandderspezifischenPrüfungenzubedenkenundandererseits,dassderspezifischek-WertnurfürdaszugehörigeLieferlosgilt,d.h.dassdarausbeiVerwendungmehrererLieferlosevonGarniturenunterschiedlicheAnziehmomenteresultierenundaucheineentsprechendeIdentifizierbarkeitsicherzustellenist).
• AlternativzurwerksseitigenKalibrierungderSchmierungkanneinebauseitigeKalibrierunggemäßAnhangHderEN1090-2vorgenommenwerden.Eswirddaraufhingewiesen,dassdieVersuchsdurchführungnurunterLaborbedingungenmithierfürgeeignetenMessgerätendurchgeführtwerdenkann.Dieskanndirekterforderlichsein,wennkopfseitigesAnziehenderGarniturvorzunehmenist.
• ArtderSchmierungbzw.Beschichtung:DerzeitwerdenvorspannbarehochfesteSchraubengarniturenvondenmeistenSchraubenherstellernalsfeuerverzinkteGarniturenmitSchmierungderMuttermittelsMolykotegeliefert.Letztereserfolgtganzflächig,sodasseineGarniturmitdunkelgrauerMutterundhellerzinkfarbigerSchraubeentsteht.DerAnlieferungs-zustandvomHerstellermussbeibehaltenwerden;beilängererLagerungistdaherfürdessenSchutzSorgezutragen.EinnichtzukontrollierendesNachschmierendarfnichterfolgen. DieVerwendunggalvanischverzinkterSchraubenistnichterlaubt.
b) Aufbringen der Vorspannkraft
• HochfestevorspannbareSchraubenverbindungennachEN14399-1müssenbeimVorspanneneinsehrduktilesVerhaltenaufweisen(Bild1b).JenachSchraubenlängesindvonihnenWeiterdrehwinkel(gemessenabeinemVorspann-Niveauvonetwa50%derBruchfestigkeitFbu)von210°bis270°biszumBruchzuerreichen.DergraduelleZusammenhangmitderSchraubenlängedrücktdiegrößereDehnweichheitlängererSchraubenaus.DieanalogenWeiterdrehwinkelbiszumErreichendergrößtenSchraubentragkraftFb,maxsindetwahalbsogroß.DerGrößtwertderVorspannkraftFb,maxerreichtwegenderüberlagertenAnziehtorsionnichtdievolleBruchkraftFbuderGarnitur,ermussalsMindestwertaber90%vonFbuerreichen.

1. AUSGABE 2015 Seite 28
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
Bild1a:k-KlassenBild1b:Last-VerdrehungskurveeinerGarnitur beimVorspannen
• WolltemandieGarniturnachdemEN-DrehmomentverfahrenaufdievolleVorspannkraftFp,cvorspannen,würdediesfürdie10.9–SchraubeeineAusnutzungdernominellenFließgrenzevonetwa80%undbeider8.8–Schraubevonetwa90%bedeuten,dieTorsionsspannungenzufolgeReibungsmomenten(etwa10bis15%)nochnichteingerechnet.DadieVorspannkraftFp,calsMindest-Vorspannkrafterreichtwerdenmuss,istdasSoll-Anziehdrehmomentstatistischbegründetzuerhöhen.InderEN1090-2erfolgtdiesdurcheinum10%erhöhtesReferenzdrehmoment,wodurchdieIST-Vorspannkräfteebenfallszunehmen.BeiBerücksichtigungderStreubreitederReibungswerteundderAnziehgerätekönnendannAuslastungenerreichtwerden,diesicherheitsmäßigkritischgesehenwerdenmüssen(wasinsbesonderedie8.8–Schraubenbetrifft).DiesehoherechnerischeAuslastungerklärtauch,weshalbdieNormbeimEN-Drehmomentverfahrendiestrengstek-KlasseK2fordernmuss.AufgrunddiesesSachverhaltswurdedasEN-DrehmomentverfahreninDeutschlandnichtzugelassen;eswurde–wieschonerwähnt–durchein„modifiziertesDrehmoment-verfahren“mitgeringeremVorspannkraftniveauersetzt.
• Würde man dagegen ein kombiniertes Vorspannverfahrenanwenden,beidemimerstenSchritteineVorspannungmittelsDrehmomentaufetwa50%vonFbu zum Herstellen guten AnliegensderKontaktflächenaufgebrachtwird,sokönntedievolleTragfähigkeitFb,maxmittelsWeiterdrehenindenduktilenplastischenBereichohneRisikoeinerÜberbean-spruchungerreichtwerden.Esstehenhiefüreinerseitsgroße–unddamitpraktikable-aufnehmbareDrehwinkelzurVerfügungundandererseitseinbegünstigenderflacherKurvenverlaufimplastischenBereich(Bild1b).DaskombinierteVorspannverfahrenweistsomiteinsehrgutartigesVorspannverhaltenauf,eskommtmitSchraubendereinfachenk-KlasseK1ausundistinsgesamtalsdas-technischgesehen-geeignetsteVorspannverfahrenzurErzielunghoherVorspannkräfteanzusehen.(AndererseitshataberdasDrehmomentverfahrennichtunerheblichehandwerklicheVorteile,siehedazuAbschnitt„Vorspannverfahren“).

1. AUSGABE 2015 Seite 29
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
c) Vorspannkraftverlust
EinegeringeAbnahmederVorspannkraft(bisetwamax.10%)innerhalbeinigerStundentrittauchbeiKontaktflächenmitgeringeroderohneBeschichtungauf(sog.„Setzen“derVerbindung).DaraufberuhtauchdieVorschriftinderEN1090-2fürdieFristbiszurDurchführungderSchraubenkontrollevon12Stundenbis3Tagen(nachAbschlussdesAnziehens)beimDrehmomentverfahren.GrößereBeschichtungsdickenkönnenzuhöherenVorspannkraftverlustenführen(biszu30%),diesichüberlängereZeiträumevonbiszu14Tagenerstreckenkönnen.DaraufberuhtdieBegrenzungderTrockenschichtdickeimAnhangFderEN1090-2mit75bis100µmsowieauchdieAnforderungenandieOberflächenbehandlungunterdenScheiben.NähereErläuterungenhierzukönnendemBeuth-Kommentarentnommenwerden.
InsgesamtwirktsichdieThematikdesVorspannkraftverlustesstärkerbeimDrehmoment-verfahrenausalsbeimkombiniertenVorspannverfahren,beidemzufolgedeshohenVorspannensindenplastischenBereichderallfälligeintretendeVerlustalskompensiertangesehenwerdenkann.ZumanderenistbeimDrehmomentverfahrendieMöglichkeitdesNachziehensalssehrvorteilhaftzuwerten.
5 Vorspannverfahren gemäß ÖNORM EN 1090-2 & ÖNORM B 1993-1-8
• DieStahlbaunormgibtinÖsterreich–ähnlichwieinDeutschland–zweiwesentlicheVorspannverfahrenfürplanmäßigvorgespannteSchraubenverbindungenvor.EsistdiesdaskombinierteVorspannverfahrenaufdievolleVorspannkraftFp,cund das modi-fizierte DrehmomentverfahrenaufdiereduzierteVorspannkraftFp,c*.DaskombinierteVorspannverfahrenentsprichtvollderinderEN1090-2vorgegebenenDurchführung.DasmodifizierteDrehmomentverfahrenistindenGrundsätzenanaloggeregeltwieinderDIN.DiebeidenVerfahrenunterscheidensichnichtnurinderDurchführungsondernauchimAnwendungsbereich.
ModifiziertesDrehmomentverfahren
reduzierteVorspannkraftFp,c* = 0,70.fyb.As
Anziehvorgang: -1.Schritt:Anziehmomentetwa0,75.M*A,soll -2.Schritt:AnziehmomentM*A,sollgemäßTabelle inderÖNORM B1993-1-8 Schraubengarnituren:ink-KlasseK1-inFK10.9:GarniturennachEN14399,Teile3,4,6,7,8-inFK8.8: GarniturennachEN14399Teile3,6,7 GarniturennachENISO4014und nachENISO4017mit ENISO4032undDIN34820
Anwendungsbereich:(hauptsächlichStahlhochbauetc.)-zugbeanspruchteVerbindungen(Kat.E)beivorwiegendruhendbeanspruchtenKonstruktionen,-beiVerbindungenKat.AundDzurVerbesserungderGebrauchstauglichkeitundDauerhaftigkeit,-zurMutternsicherunggegenLockern.
KombiniertesVorspannverfahren
volleVorspannkraftFp,c = 0,70.fub.As Anziehvorgang:-1.Schritt:Anziehmoment0,75.Mr -2.Schritt:WeiterdrehwinkelgemäßTabelleinderEN1090-2
Schraubengarniturenink-KlasseK1 gemäßEN14399,Teile3,4,6,7,8
Anwendungsbereich:(hauptsächlichBrückenbau,Kranbauetc.)-gleitfestvorgespannteVerbindungeninKategorienBundC,-zugbeanspruchteVerbindungeninKategorieEbeiermüdungsbeanspruchtenKonstruktionen

1. AUSGABE 2015 Seite 30
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
• ZummodifiziertenDrehmomentverfahrenistnebenseinereinfachenHandhabbarkeitaufdenVorteilhinzuweisen,derdurchdasbeliebigstufenweiseVorspanneninVerbindungenmitvielenSchraubenentsteht,undaufdieMöglichkeitdesNachziehensderGarniturimZugederKontrolleoderzumZweckdesAusgleichsvonVorspannkraft-verlusten.
• FürdieMutternsicherungwirdinderDINEN1993-1-8/NA[5]angeführt,dassinderRegeleineVorspannungvon50%vonFp,c*ausreicht.Dazuistzusagen,dassallgemeineFestlegungenangesichtsderVielfaltdynamischerEffekteinBauwerkenschwierigsind.InsofernistdieobigeAngabeeheralsRichtwertfürdenStahlhochbauanzusehen.BeiKranbahnenistsicherlichVorsichtamPlatze,diesinsbesondereinFällen,indenenkurzeSchraubenmitgeringerDehnlänge(kurzeKlemmlänge)zumEinsatzkommen.
• EinedetaillierteBeschreibungderVorspannverfahrenkanndenbeidenSchraubanweisungen 1und 2 des ÖSTV[3],[4]entnommenwerden.
6 Kontrolle planmäßig vorgespannter Schraubenverbindungen• WährendbeinichtplanmäßigvorgespanntenVerbindungendieSchraubenkontrolledie
VollständigkeitdereingebautenGarniturenundderenkorrektenEinbau(AnliegenderKontaktflächen,Gewindeüberstand,LagederUnterlegscheibenbeiLanglöchern,handfestenSitzderMutteretc.)zuerfassenhat,wirdbeiplanmäßigvorgespanntenVerbindungenzusätzlicheineStichprobenprüfunghinsichtlichderHöhederVorspannkraftnormenmäßiggefordert.
• FürdieseStichprobenprüfungistderStichprobenumfangnormativgeregelt(erbeträgtjenachEXCzwischen5%und10%)undfürdasPrüfverfahrenein„sequentieller Stichprobenplan“vorgegeben.DieserPlanistzwarnormativ,jedochnur,wennkeinanderesKontrollverfahrenvorgeschriebenist.Letzteresbedeutet,dassauchandereStichprobenprüfungendieNormerfüllen.NachdemdernormativesequentielleStichprobenplanfürdenbautechnischenBereichneuistundinseinerpraktischenAnwendungzuKomplikationenführenkann,istzumindestfüreinfacheFälle(wieEXC2)alternativdietraditionelleRegelungmiteinem„vereinfachten Stichprobenplan“ als zielführenderer Weg anzusehen.
• UnabhängigvomStichprobenplansinddieDurchführungskriterienfürdiePrüfungundBeurteilungderSchraubengarnitur(wannundwieistzuprüfen,welcheAnforderungengeltenfürdiePrüf-Anziehgeräte,wasistdasAnnahme-bzw.Fehlerkriterium)jenachVorspannverfahrengeregelt.DieseRegelungennehmenderzeitnochkeineRücksichtaufdieelektronischgesteuertenAnziehgeräte,mitdenendiebeidenAnziehschrittedurchgehend durchgeführt werden.
• DieErstellungderPrüflosemussdemGrundsatzderStichprobenprüfunggemäßnachdemZufallsprinziperfolgen.EsmüssendabeidieArtderVerbindung,derTypderGarnitur,ihreGröße(SchraubendurchmesserundLänge),ihreFestigkeitsklasseundihrHerstellerlos,dasverwendeteAnziehgeräteunddieArbeitskräfteeinbezogenwerden(siehehiezuauchdieBeispielein[3]und[4]).
• VereinfachterStichprobenplan DieKontrollederSchraubengarniturenmittelsvereinfachterStichprobenprüfungerfolgtfüreinPrüflosvonmindestens5Garnituren.FallsallegeprüftenGarniturenfehlerfreisind,giltdasganzePrüflosalsordnungsgemäßundwird„angenommen“.IsteineGarnitur

1. AUSGABE 2015 Seite 31
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
fehlerhaft,sindzweibenachbarteGarniturenderselbenVerbindungzusätzlichzuprüfen.SindbeidedieserPrüfungenfehlerfrei,sokannderPrüfvorgangfortgesetztwerden.IsteinederbeidenzusätzlichgeprüftenGarniturenfehlerhaft,sogiltdasPrüflos(dieganzeSchraubengruppe)als„zurückgewiesen“undesmüssenalleGarniturendesPrüflosesüberprüftbzw.korrigiert(vorgespanntoderausgewechselt)werden.DiezusätzlichgeprüftenGarniturendürfenaufdieursprünglichfestgelegteAnzahlzuprüfenderGarniturennichtangerechnetwerden.DieMöglichkeit,einefehlerhafteGarniturdurchPrüfungzweierzusätzlicherGarniturenzukompensieren,giltnurfürzweiGarnituren,darüberhinauserfolgteineRückweisung.ZurnäherenErläuterungdesmöglichenKontrollablaufsisteinegraphischeDarstellunginBild2imAnhangangefügt.(DasVerfahrenwirdinDeutschlandvielfachals„Schneeball-Regel“bezeichnet).
• SequentiellerStichprobenplan
SequentielleStichprobenverfahren–ursprünglich1943zurQualitätskontrolleinderIndustrieindenUSA(MilitaryStandard105E)entwickelt,dannindieISO2859übergeführt–operierenso,dassnachjederEinzelprüfungentschiedenwird,obeinPrüflosanzunehmen,zurückzuweisenoderdiePrüfungfortzusetzenist.DerEntscheidungsvorgangspieltsich-graphischdargestellt-ineinemvorgegebenen„Korridor“ab,derdurchzweiparalleleansteigendeGeradedefiniertist(Bild3a);dieNormbegrenztdenKorridorauspraktischenGründenzuübergroßenZahlenzukontrollierenderElementehin(AbgrenzunginBild3a).EswirdalsoanhandjederEinzelbeobachtungfestgestellt,obderKontrollvorgangfort-zusetzenistoderobbereitsaufgrundderbisherigenErkenntnisseeineEntscheidunggetroffenwerdenkannundderKontrollvorgangbeendetwerdenkann(deutschwerdendiesePläneals„Folgetestpläne“bezeichnet).DurchvorhergehendepositivePrüfergebnissewirddieAkzeptanzeinesnegativenErgebnisses(imSinneerhöhtenVertrauens)erhöht.ZweinegativeErgebnissegleichzuBeginnführendaherzueinerZurückweisung.DerendgültigePrüfumfangistvonvornehereinnichtbekannt,sondernerhängtvonderQualitätdesPrüflosesab.
SequentielleStichprobenplänesindhinsichtlichdesPrüfaufwandsdieeffektivstenKontroll-verfahren.Gegenüber„EinfachenStichprobenplänen“(eswirddortnurderStichprobenum-fangunddieAnnahmezahlvorgegeben)istderAufwandbeigleichenGüteeigenschaftenderBeurteilungimDurchschnittwesentlichgeringer,oftnur50%.SiewerdenzuBeginnaberoftalskompliziertundwegendesvariablenPrüfumfangsalsunpraktischangesehen.Dazuistjedochanzuführen,dassletztererNachteilauchaufdiesog.Schneeball-Regelzutrifft.
Bild3a:SequentiellerStichprobenplanBild3b:durchschnittlicherPrüfaufwandnk nk….AnzahlzukontrollierenderGarnitureninAbhängigkeitvonderDefekt- nd….Anzahlfehlerhafter(defekter)Garniturenrate (Fehlerrate)p (Beispiel)BeiTypA:n0=5,nA=16,nR=3

1. AUSGABE 2015 Seite 32
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
UnterGüteeigenschaftenistnichtdieGüte(Qualität)desPrüfloseszuverstehen,sonderndieGütederEntscheidunginderStichprobenprüfung,d.h.dassdasRisikodesHerstellers,dasseinansichgutesLos(fälschlich)zurückgewiesenwirdunddasRisikodesAbnehmers,dasseinansich„schlechtes“Los(fälschlich)angenommenwird,geringgehaltenwerden.LosemitschlechterQualität,d.h.hoherDefektrateerforderneinengeringenAufwand,d.h.nurwenigeKontrollen,LosemitkleinerDefektratesinddagegenschwierigerzuidentifizieren.EskommtdiesinderbeispielhaftenDarstellungdesBildes3bzum Ausdruck. DieBeschreibungdiesesneuenVerfahrensinderNormEN1090-2;AnhangMistteilsmissverständlich,teilsfehlenwesentlicheAngaben.DaherseiderStichprobenplanTypAhiernähererläutert;fürTypBgiltdiesanalog. DerPlanTypAistabgestelltaufeinenStichprobenumfangvon5.DieAngabe„MindestanzahlzukontrollierenderVerbindungsmittel:5“wirddemnichtgerecht,dabeizweifehlerhaftenGarniturendieRückweisungbereitsnach2Kontrollenerfolgenkann(5giltnur,wennallekontrolliertenGarniturenfürgutbefundenwerden).Gemeintistmit5,dassderStichprobenumfangmindestens5betragenmuss.FürdiesenFallistimBild4imAnhangdermöglicheKontrollablaufgraphischdargestellt. Wieerkenntlich,werdenmaximal2fehlerhafteGarniturentoleriert.DiesführtdannbeiAnnahmezurPrüfungvon16Garnituren,beiRückweisungkönnendiesauchwesentlichwenigersein.BeinureinerfehlerhaftenGarniturwären12Garniturenzukontrollieren.
EsseizumVerständnisnochderFallangeführt,dassbeiTYPAmiteinemgrößerenStichprobenumfangals5operiertwerdensoll.BeieinemPrüfumfangvon10%würdebeimStichprobenumfang5dasPrüflos„nur“50Garniturenbetragen.HättedasPrüflos100Garniturenundwolltemanesnichtin2x50aufteilen,sondernmitdemgesamtenLosarbeiten,wärederStichprobenumfang10.MankönntenämlichderMeinungsein,dassdamiteineffektiveresErgebniserzieltwird,dabeiangenommenemAuftretenjeweilseinerdefektenGarniturunter5zukontrollierendendieAnzahlderKontrollenzweimalvon5auf12ansteigenwürde,imanderenFallenureinmalvon10auf12.FallsdiessoderFallwäre,d.h.unter5zukontrollierendenstetseineGarnitur(undnureine)defektwäre,sowürdemandabeigünstigerabschneiden.DazuistjedochdieWahrscheinlichkeitdiesesEintretenszubedenken(Tabelle1),diebeieinerDefektratevon5%nur20%beträgt,beieinerDefektratevon10%nur33%.DagegenliegtdieWahrscheinlichkeit,dassbei5GarniturengarkeinFehlerauftrittbeieinerDefektratevon5%bei77%undbeieinerDefektratevon10%beietwa60%. Darauskanngeschlossenwerden,dassderPlanTypAwahrscheinlichkeitstheoretischaufdieRegelgrößedesStichprobenumfangs5abgestimmtistunddieZahl5als„MindestanzahldesStichprobenumfangs“zuverstehenistundnichtalsMindestanzahlzukontrollierenderElemente.Prinzipiellkönnenaberauchdavonabweichende,größereStichprobenumfängeverwendetwerden.
Tabelle1:WahrscheinlichkeitdesAuftretenskeinerodereinerdefektenGarniturbeibestimmtemStichprobenumfangundbestimmterDefektrate
Stichprobenumfang AnzahlderDefekten Defektrate5% Defektrate10%
n0 = 5 0 77% 59% 1 20% 33%
n0 = 10 0 60% 35% 1 31% 39%
1. AUSGABE 2015 Seite 33
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
• VergleichzwischendemStichprobenplanTypAunddemvereinfachtenStichprobenplan: AusdemVergleichderKontrollabläufeinBild2undBild4istzuerkennen,dassbeidePläneähnlicheAbläufehaben.DesWeiterenwirdinbeidenPlänenübereinstimmendbei2zuBeginnauftretendenfehlerhaftenGarnitureneineRückweisunghervorgerufen,nacheinigenpositivenErgebnissenwerden2fehlerhafteGarniturenabertoleriert.DenUnterschiedmachtbeimvereinfachtenPlaninBild2aus,dasswenigerpositiveErgebnissefürdieTolerierunggenügenunddassdieAnnahmewenigerKontrollenerfordert,nämlich9anstatt16bei2defektenGarniturenund7anstatt12beieinerdefektenGarnitur. EsbringtdiesindirektzumAusdruck,dassdieGüteeigenschaftendesvereinfachtenPlansetwasniedrigerliegen.DerPlanselbstscheintinderStatistiknichtaufundistdamitinseinerGütenichtdirekteinstufbar.ErscheintaufintuitiveningenieurmäßigenÜberlegungenzuberuhenundhatebenfallseinensequentiellenCharakter.DieAnwendungfürdenBereichderEXC2erscheintaufgrundderlangjährigenBewährungdiesesKontrollverfahrensjedochgerechtfertigt.
Literaturhinweise
[1] Beuth–Kommentar:AusführungvonStahlbauten,KommentarezuDINEN1090-1undDINEN1090-2,HerbertSchmidtetal.,BeuthundErnst&Sohn,2012
[2]GeraldLuzaetal.:Stahlbau–FormelnundTabellen.ManzVerlagSchulbuch,2.Auflage,2011
[3]Schraubanweisung1„VorspannunghochfesterSchrauben8.8und10.9fürreduzierteVorspannkraftmitdemmodifiziertenDrehmomentenverfahren“,ÖsterreichischerStahlbauverband(2013)
[4]Schraubanweisung2„VorspannunghochfesterSchrauben10.9fürvolleVorspannkraftmitdemKombiniertenVorspannverfahren“,ÖsterreichischerStahlbauverband(2013)
[5]DINEN1993-1-8/NA(Dezember2010)NationalerAnhang-NationalfestgelegteParameter-Eurocode3:BemessungundKonstruktionvonStahlbauten–Teil1-8:BemessungvonAnschlüssen

1. AUSGABE 2015 Seite 34
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
Bild2:KontrollablaufbeimvereinfachtenStichprobenplan (Schneeball-Regel)
fehlerfreie Garnitur
fehlerhafte Garnitur
A…..Annahme
R…..Rückweisung
START

1. AUSGABE 2015 Seite 35
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–C)SCHRAUBENVERBINDUNGENIMSTAHLBAU&IHREQUALITÄTSKONTROLLE
fehlerfreie Garnitur fehlerhafte Garnitur
A…..AnnahmedesPrüflosesR…..RückweisungdesPrüfloses
A5bedeutetAnnahmenach5Kontrollen R16bedeutetRückweisungnach16Kontrollen
Bild4:KontrollablaufbeimsequentiellenStichprobenplanTypA
START

1. AUSGABE 2015 Seite 36
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMAD)RÜCKVERFOLG-BZW.IDENTIFIZIERBARKEITD.KONSTRUKTIONSMATERIALIEN
D) Rückverfolgbarkeit bzw. Identifizierbarkeit der Konstruktionsmaterialien von Stahlbauteilen
1 Grundsätze• DiegeliefertenKonstruktionsmaterialienvonStahlbauteilenundihrespezifischen
EigenschaftenmüssenwährenddesganzenFertigungsprozessesinklusiveMontageidentifizierbarsein.DaherwirdihreRückverfolgbarkeitimfertigenBauteil–jenachdenAnforderungendervorliegendenAusführungsklasse(EXC)–gefordert.
• DieEigenschaftenderKonstruktionsmaterialienwerdendurch„Nachweisunterlagen“inFormderPrüfbescheinigungenund/oderderKonformitätsnachweisedokumentiert.
• Zu den KonstruktionsmaterialienzählenalleVorproduktefürStahltragwerke,wieBaustähle(Profile,Bleche,Bänder),nichtrostendeStähle,SchmiedeteileundStahlguss,Schweißzusätze,mechanischeVerbindungsmittel(Schraubengarnituren,Niete,Bolzen),hochfesteZugglieder,LagerundweitersVergussmaterialienundBeschichtungsstoffe.
• DieÜberprüfungundArchivierungderPrüfbescheinigungenistgemäßEN1090-1eineAufgabederwerkseigenenProduktionskontrolleWPK.DieseDokumentationgehörtzudenAusführungsbelegenundistindieAusführungsdokumentationzuübernehmen.
• DieMethode der IdentifizierbarkeitistvomHerstellerfestzulegen.EineMitwirkungdesPlanersistdannerforderlich,wennAngabenhinsichtlichderZulässigkeitvonHartprägungenbzw.Markierungenzumachensind.EssindauchallfälligeWünschedesAuftraggebers(hinsichtlichdauerhafterKennzeichnungimEndzustand)zubeachten.GegebenenfallssinddieVerfahrenderRückverfolgbarkeitindenQualitätsmanagementplanaufzunehmen.DieÜberwachungderRückverfolgbarkeitistAufgabederWPK.
2 Erforderlichkeit der Rückverfolgbarkeit
Erfordernis: EXC1 EXC2 EXC3 EXC4Rückverfolgbarkeit nein eingeschränkt vollständig vollständigKennzeichnung* nein ja ja ja
*Die Kennzeichnung muss nicht direkt durch Beschriftung durchgeführt werden, sondern sie kann sinnvollerweise auch indirekt durch Loskennzeichnung (üblicherweise Positionsnummern) oder durch Zuordnung zur Form oder Größe der Bauelemente erfolgen
• GemäßEN1090-2wirdvollständigeRückverfolgbarkeitderKonstruktionsmaterialienzudenPrüfbescheinigungennurfürdieAusführungsklassenEXC3 und EXC4verlangt(vgl.auchAnmerkung2).
• Bei Ausführungsklasse EXC2ist„eingeschränkteRückverfolgbarkeit“fürdenFallvorgesehen,dassineinemBauteilverschiedeneStahlsorten/GütegruppenVerwendungfinden.
• Bei Ausführungsklasse EXC1sindkeineMaßnahmenhinsichtlichRückverfolgbarkeitgefordert.
• ANMERKUNG 1: Die Erforderlichkeit der Rückverfolgbarkeit betrifft nicht nur die Stahlvorprodukte, sondern auch Vergussmaterialien und Beschichtungsstoffe (letzteres insbesondere bei gleitfesten Verbindungen).
1. AUSGABE 2015 Seite 37
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMAD)RÜCKVERFOLG-BZW.IDENTIFIZIERBARKEITD.KONSTRUKTIONSMATERIALIEN
• ANMERKUNG 2: Falls aus technischen Gründen die Zuordnung von einzelnen Positionen zu konkreten Prüfbescheinigungen erforderlich ist, so ist das gesondert zu vereinbaren (siehe Kommentar [1] zu 5.2: Umstempeln).
3 Art der Prüfbescheinigungen• FürmetallischeErzeugnissemüssendiePrüfbescheinigungen(gemäßEN10204)denin
Tabelle1derEN1090-2vorgeschriebenenAngabenentsprechen.
• FürBaustähleistdabeizubeachten,dassinEXC2,EXC3undEXC4–abweichendvondenAngabeninTabelleB.1derEN10025-1:2004–fürS355JRundS355J0Prüfbescheinigungen3.1erforderlichsind.
• FürSchraubengarniturenfordertdieEN1090-2alsGrundanforderungnureineWerksbescheinigung2.1. FallseinAbnahmeprüfzeugnis3.1gefordertwird,darfdiesdurcheineHerstellungsloskenn-zeichnungersetztwerden.Diesbedeutet,dassdiegeliefertenGarniturenmitKennzeichenfürdasHerstellungslosversehenseinmüssen.(BeihochfestenSchraubengarniturensolltediessogefordertwerden).
• FürVorprodukte wieVergussmaterialienundBeschichtungsstoffe sind deren spezifische EigenschaftendurchentsprechendeNachweisdokumentezubelegen.
4 Maßnahmen für die Rückverfolgbarkeit in EXC3 und EXC4• DiefürEXC3undEXC4geforderte„vollständige Rückverfolgbarkeit“derKonstruktions-
materialieninallenStadiendesFertigungs-undMontageprozessesbedeutet,dassjedesBauelementimjeweiligenBearbeitungsschrittsoidentifizierbarseinmuss,dassseineStahlsorteundGütegruppedenplangemäßenAnforderungenzuordenbarist.
• BeiHerstellungvonBauteileninFertigungslosenmitüblichenHerstellungsverfahrensiehtdieEN1090-2eineErleichterungvor,indemdieDokumentationfertigungslosbezogenvorgenommenwerdendarf.Unter„üblichenFertigungsverfahren“sindsolchezuverstehen,fürdiederFertigungsbetriebausreichendErfahrungundentsprechendeQualifikationfürdenFertigungsprozessbesitzt.Diesgiltjedochnurdann,sofernnichtRückverfolgbarkeitfürjedeneinzelnenBauteilexplizitgefordertist.
ANMERKUNG: Wenn alle gleichartigen Bauteilelemente für das gesamte Fertigungslos aus einem einzigen Lieferlos stammen, wird bei dieser Vorgehensweise vollständige Rückverfolgbarkeit erzielt. Andernfalls, d.h. wenn für gleichartige Bauelemente Material aus verschiedenen Lieferlosen Verwendung findet, ist dies im eigentlichen Sinne nicht gegeben.
• Methoden der Identifizierbarkeit bzw. Kennzeichnung
Zuunterscheidensind:indirekteMethoden-durchgeeigneteLoskennzeichnung,
-durchdieindividuelleFormoderGrößedesBauelements,unddirekteMethodenmittelsdauerhafterKennzeichnung.
ANMERKUNG: Während die indirekten Methoden von der Bauteilkonfiguration abhängen und nicht allgemein anwendbar sind, ist die direkte Kennzeichnung immer anwendbar. Die indirekten Methoden zeigen aber, dass die Identifizierbarkeit in vielen Fällen auch ohne direkte Kennzeichnung möglich ist.

1. AUSGABE 2015 Seite 38
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMAD)RÜCKVERFOLG-BZW.IDENTIFIZIERBARKEITD.KONSTRUKTIONSMATERIALIEN
• Kennzeichnungsverfahren
DiedauerhafteKennzeichnungkannerfolgen- durchVerfahrenohneMaterialbeeinflussung,wieFarbbeschriftungmitKreide,
FarbsprühenmitSchablonen,angehängteBlechtäfelchen,aufgeklebteEtiketten…,- durchmaterialbeeinflussendeVerfahren:Hartstempelung,Nadeln,Fräsen,
Plasmamarkieren(Meißelkerbensindnichtzulässig). ANMERKUNG: Der Begriff „dauerhaft“ ist so zu verstehen, dass die Kennzeichnung im jeweiligen Bearbeitungsschritt erhalten bleibt. Im Zuge der Bearbeitungskette kann oder muss sich die Kennzeichnungsart verändern. Insgesamt muss bei vollständiger Rückverfolgbarkeit stets eingehalten sein,
- dass es keinen Bauteil ohne Kennzeichnung geben darf, und- dass über die jeweils aktuelle Kennzeichnung der Weg vom Wareneingang bis zum
betreffenden Bearbeitungsschritt durchgängig nachvollzogen werden kann.
Bei Anwendung der PrägeverfahrenkommteszuVeränderungenderMaterialober-flächedurchplastischeVerformung(HartstempelnundNadeln),durch Einschneiden(Fräsen)oderdurchAufschmelzen(Plasmamarkieren).Diesekönnenkantigeoder„weich“verlaufendeÜbergängehaben.DarausfolgenAuswirkungenaufdasErmüdungsverhalten(Kerbwirkung)undbeinachherigerBeschichtungaufdasKorrosionsverhalten.DieEinstufungin„Hartprägung“oder„Weichprägung“stehtstetsimZusammenhangmitdiesenAuswirkungen.
EineeindeutigeDifferenzierungderPrägeverfahreninHart- oder Weichprägung fehlt in derNorm.VoraussetzungfürletzteresistoffensichtlichdasErzeugenweicherÜbergänge.EskanndiesweitgehendbeiNadelungmitrundenNadelköpfenangenommenwerden(lowstressneedling).DieübrigenangeführtenPrägeverfahrensolltenbiszurweiterenAbklärungalsHartprägungenangesehenwerden.
Zulässigkeit von Hartprägungen, gestanzten oder gebohrten MarkierungenInderEN1090-2werdenHartprägungen-abgesehenvonanderenFestlegungeninAnnexA.1-fürfolgendeFällenichtzugelassen:
- beiStahlsortenhöheralsS355- beinichtrostendenStählen- beikaltgeformtenBauteilenmitÜberzügen- inBereichen,fürdieeineBeeinflussungdesErmüdungsverhaltensdurchdie
Kennzeichnungbesteht.Esistdaherweiterzuentscheiden,obindiesenFällenWeichprägungenzulässigsind.
Zulässigkeit von WeichprägungenDieZulässigkeitistfürdieobenals„nichtzulässig“erklärtenBereichegegeben,wenndiesseitens des Planers als statthaft festgelegt wird.DieEN1090-2führtfürnichtrostendeStähledieAnwendungvonWeichprägungenalszulässig an.DarüberhinausistgegendieAnwendungvonWeichprägungenkeinEinwandzuerheben.AngesichtsdervielfältigenKennzeichnungsmöglichkeitenkommtdemSachverhaltehergeringe praktische Bedeutung zu.
• Festlegung von Bereichen, in denen Markierungen unzulässig sind oder im Endzustand nicht sichtbar sein dürfenSolcheBereichesindseitensdesPlanersgemäßAnnexA.1anzugeben.
1. AUSGABE 2015 Seite 39
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMAD)RÜCKVERFOLG-BZW.IDENTIFIZIERBARKEITD.KONSTRUKTIONSMATERIALIEN
5 Maßnahmen für die Rückverfolgbarkeit in EXC2
• DieEN1090-2fordertfürEXC2„eingeschränkte Rückverfolgbarkeit“.Diesbedeutet,dassnormgemäßnurinjenenFälleneineRückverfolgbarkeitvorgesehenwerdenmuss,indenenbeieinemBauteilBlecheausverschiedenenStahlsorten(z.B.S235undS355)und/oderverschiedenenGütegruppen(z.B.S355JRundS355J0)verwendetwerden.
• DieKennzeichnunghatindiesenFällendafürSorgezutragen,dassesimZugedesZuschneidens,BearbeitensundZusammenfügensderBauteilelementezukeinerWerkstoffverwechslungkommt.DahergiltdiesauchfürEXC2.(BeiEXC3undEXC4wirddafürbereitsdurchdievollständigeRückverfolgbarkeitvorgesorgt).
• FürdieKennzeichnungselbstsinddieunterPkt.4beschriebenenVerfahrenanwendbar.
• InallenanderenFällen,d.h.wennimBauteilnureineStahlsorteverarbeitetwird,beschränktsichdienormengemäßeÜberprüfungundDokumentationderKonstruktionsmaterialieninEXC2aufdieÜbereinstimmungderPrüfbescheinigungenmitdenSollwerten.
• Eswirdjedochempfohlen,eineRückverfolgbarkeitderfürdieBauteileverwendetenKonstruktionsmaterialienauchdannvorzusehen,wenndiesezwarausjeweilseinheitlichen,abergruppenweiseverschiedenenMaterialienbestehen,umfürallfälligespätereVerwendungGrundlagenzuhaben.EskanndiesdurcheinfacheZuordnungderdemAuftragzuzuordnendenPrüfbescheinigungenerfolgen.
6 Maßnahmen für die Rückverfolgbarkeit in EXC1• FürEXC1bestehennachEN1090-2keineAnforderungenandieRückverfolgbarkeitder
Konstruktionsmaterialien.
• Eswirdjedochempfohlen,auchinEXC1dieEingangsprüfungderKonstruktions-materialiendurchzuführenunddiesezudokumentieren.FallsnurVorproduktemitWerkszeugnissen2.2mitnichtspezifischenAngabenverwendetwerden,bestehtderVorteilnurdarin,fürspätereVerwendungzumindestdenHerstellerderKonstruktionsmaterialienzu kennen.
Referenzen: [1]ErläuterungenundKommentarezuEN1090-2:HerausgeberÖSTV,2014

1. AUSGABE 2015 Seite 40
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–E)KORROSIONSSCHUTZIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
E) Korrosionsschutz im Stahlbau und seine Qualitätskontrolle
1 Einleitung
• DerSchutzvonStahlbauteilenvorKorrosionstellteineintegraleMaßnahmezurErhaltungderNutzungsdauervonStahlkonstruktionendar.DasGebietdesKorrosionsschutzeszähltdaherzueinemwesentlichenTeilgebietderStahlbauweise.EshandeltsichdabeiumeinumfangreichesFachgebiet,dasvielspezifischesFachwissenundgroßeErfahrungbeiderAnwendungundbeiBeurteilungenerfordertundinderPraxisvielfachdurchKorrosions-schutz-Expertenabgedecktwird,siehe[1]. Esverstehtsichvonselbst,dasseinsolchesGebieteinendurchgängigenRegelungs-bzw.Normenrahmenerfordert.EinsolcherNormenrahmenliegtauchvorundwirdzumgroßenTeildurchweltweitgeltendeISO-Normenausgefüllt. TrotzdemhatdasFachgebietdesKorrosionsschutzesimStahlbaulangeZeiteineRandstellungeingenommen.EswurdendieAnforderungeninfrüherenStahlbaunormennurmarginalbehandeltundeswurdeauchinderuniversitärenAusbildungmeistnurüberblicksartiggestreift. SowärevonderneueneuropäischenAusführungsnormEN1090-2zuwünschengewesen,dasssiegeradediesenTeilingutverständlicherFormgegliedertundaufbereitethätte.Demistjedochnichtso,sonderneswurdedurchteilsmissverständlicheBegriffebzw.ÜbersetzungenundeineschwernachvollziehbareNormengliederungindenBezugs-normendemnichteinschlägiginformiertenLeserunnotwendigerweiseeinschwerverständlicherNormentextzugemutet.
• Oberflächenbehandlung(früherOberflächenschutz)undKorrosionsschutz:
DasKapitel10inderEN1090-2trägtneudenTitel„Oberflächenbehandlung“(früher„Oberflächenschutz“).BehandeltwerdenimWesentlichendieAnforderungenandieOberflächenvorbereitungundnichtandeneigentlichenOberflächenschutz.Letztereristals„Korrosionsschutz“indenAnhangFausgelagertworden,istdortnormativunderbeinhaltetauchdieOberflächenvorbereitung.EristnatürlichengmitdemKapitel10verknüpft,sodassdieseTrennungeherVerständnisschwierigkeitenfürdenAnwenderhervorruft.
• VorbereitungsgradeundOberflächenvorbereitungsgrade:
„Vorbereitungsgrade“begegnendem(uneingeweihten)AnwenderalswesentlichzuspezifizierenderTeilderAusführungsunterlagenerstmalsinKapitel4derEN1090-2.EsgibtdazuunverständlicherweisekeineBegriffserläuterung.InKapitel10wirdvonderVorbereitungderOberflächengesprochen,von„Oberflächenreinheit“unddannwiederumvondenVorbereitungsgraden(bezeichnetmitP1bisP3)nachENISO8501-3. ImAnhangFwirdfürdieVorbereitungderOberflächenaufdieENISO12944-4verwiesen,inderunterdemTitel„Oberflächenvorbereitungsgrade“eineVielzahlvon„Vorbereitungs-gradenfürdieOberflächenvorbereitung“(bezeichnetmitSa1bisSa3u.a.)beschriebenwerden.DieinhaltlicheZuordnungderBegriffefehltundwirderstnachDurchforstungderNormenbzw.durch[2]verständlich.
• DieZielsetzungdergegenständlichenErläuterungenkann–schonausGründendesUmfangs-nichteineBeschreibungdesFachgebietsKorrosionsschutzsein,denndafürsteheneinschlägigePublikationen(wiez.B.[1])zurVerfügung.SiehabendagegendasZiel,demLeserderNormdieZusammenhängedereinzelnenNormenteiledarzustellen,begrifflicheUnklarheitenzubeseitigenundeinigepraktischeHinweisezugeben.

1. AUSGABE 2015 Seite 41
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–E)KORROSIONSSCHUTZIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
EingenerellerÜberblicküberdasBegriffspaar„Vorbereitungsgrad“und„Oberflächenvorbereitungsgrad“wirdaber–zumleichterenVerständnis-vorweginderfolgendenTabellegegeben:
BezeichnungVorbereitungsgrad (desStahlbauteils) P1bisP3
Oberflächenvorbereitungsgrad (derzubeschichtendenStahloberfläche) Sa1bisSa3
Zweck der Bearbeitung
EntfernenvonOberflächenfehlern,wiez.B.Schweißspritzer,Riefen,Krater,Einwalzungen,undscharfenKanten…
RostentfernungundHerstellungausreichender Rauigkeit für die Haftung desKo.-Schutzes
DurchführungderArbeit durchgeführtvomStahlbaubetrieb durchgeführtvomKo-Schutzbetrieb
zugehörigeNorm ENISO8501-3 ENISO12944-4/ISO8501-1
2 Wann ist kein Korrosionsschutz erforderlich?
• EinKorrosionsschutzistnichtimmererforderlich.ErkannbeikurzerNutzungsdaueroderbeibestimmtenUmgebungsbedingungen(KorrosivitätskategorieC1)oderbestimmtenEinbaubedingungen(innerhalbderGebäudehülle)entfallen:
DazusindInfolgendenNormenHinweisegegeben:-ÖNORMEN1090-2:Abschnitt10.1,3.Abs.:kurze Nutzungsdauer, Korr. Kategorie C1,
Auslegung mit Korrosionszuschlag. -ÖNORMEN1993-1-1:Abschnitt4(6):innerhalb der Gebäudehülle, relative
Luftfeuchtigkeit < 80, -ÖNORMENISO12944-2:Abschnitt4.1:nennenswerte Korrosion tritt nur auf, wenn die
relative Luftfeuchte > 80% und die Temperatur > 0° liegt,-ÖNORMENISO12944-5:Abschnitt5.1.2.1,2.Abs.:Korr.Kategorie C1.
Insbesondere die zweitgenannte Zitierung ist von großer praktischer Bedeutung imStahlhochbau:„Tragwerke innerhalb einer Gebäudehülle brauchen nicht mit einem Korrosionsschutz versehen zu werden, wenn die relative Luftfeuchtigkeit 80% nicht überschreitet.“
DieEN1090-2enthältauchdenHinweis,dassbeieinerAuslegung,dieKorrosionerlaubt, aufKorrosionsschutzverzichtetwerdenkann,wenndieTragsicherheitimVordergrundsteht(z.B.Korrosionszuschläge).
3 Oberflächenbehandlung (Kapitel 10 der EN 1090-2)
a) Allgemeine Erläuterungen
• InhaltdesKapitels10: DieÜberschriftdesKapitels10derEN1090-2„Oberflächenbehandlung“könnteauch„Oberflächenvorbereitung“lauten.EswerdendieAnforderungenfürdieVorbereitungvonOberflächenfestgelegt,aufdiespätereineBeschichtungaufgebrachtwird,essindaberauchandereMaßnahmenenthalten,diemitderVorbereitungvonOberflächenzutunhaben,umKorrosionzuvermeiden.EswerdenzudemauchOberflächenvorbereitungenbehandelt,diemitKorrosionnichtszutunhaben,sonderndasAussehenbetreffen.

1. AUSGABE 2015 Seite 42
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–E)KORROSIONSSCHUTZIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
MitderFestlegungder„Vorbereitungsgrade“undder„Oberflächenvorbereitungsgrade“solldernotwendigeodergewünschteZustandderStahloberflächensodefiniertwerden,dassdieBearbeitungvomFertigungsbetriebodervomKorrosionsschutzherstellerentsprechenddurchgeführtwerdenkann.DiebeidenBegriffewerdenimFolgendenerläutert:
• Oberflächenvorbereitungsgrade: AlsOberflächenvorbereitungsgradistderGradder„visuellerkennbarenReinheit“nachderVorbereitungunbeschichteterStahloberflächenodernachganzflächigemEntfernenvorhandenerBeschichtungenzuverstehen.DieVorbereitungbetrifftdasEntfernenvonRostundZunderundvonVerunreinigungen(wieSalze,Staub,Öle,Fette)undkanndurchStrahlen,vonHandodermaschinelloderdurchFlammstrahlenerfolgen. DieOberflächenvorbereitungsgradewurdenfrüheroft„Reinheitsgrade“genannt,waszurUnterscheidungvondenVorbereitungsgradenzweckmäßigerwar.SiewerdenbeimhäufigstenVorbereitungsverfahrendurchStrahlenmitSa1bisSa3gekennzeichnet(sieheENISO8501-1).
• Vorbereitungsgrade: AlsVorbereitungsgradwirdderGraddesvisuellerkennbarenZustandsvonSchweiß-nähten,KantenundanderenmitUnregelmäßigkeitenbehaftetenBereichenderStahloberflächenachderVorbereitung(oderohneVorbereitung,d.h.imZustand„wiehergestellt“)bezeichnet.UnterUnregelmäßigkeitensindSchweißspritzer,Schweißnahtkerben,oberflächlicheSchweißnahtporen,scharfeoderbrenngeschnitteneKanten,odersonstigebeimWalzenentstandeneOberflächenfehlerwieKrater,Riefen,EindrückungenentlangderKantenu.a.zuverstehen.DieVorbereitungwirdinderRegeldurchSchleifenerfolgen.DieVorbereitungsgradewerdenmitP1bisP3gekennzeichnet,sieheENISO8501-3. SiebeziehensichzumEinenaufdieAnforderungenfürnachträglichesBeschichten,zumAnderenaufKriterien,dievomAussehenbestimmtwerden(wiez.B.dassKrater,Riefen,EindrückungenanKanten,brenngeschnitteneKantenu.dgl.nichtsichtbarseinsollen).
• FestlegungenzudenVorbereitungsgradenundOberflächenvorbereitungsgradeninderEN1090-2: DerVorbereitungsgradistgemäßKapitel4derNormalswesentlicheAngabederAusführungsspezifikationbereitsinderAusschreibungmitP1,P2...festzulegen.DerOberflächenvorbereitungsgradSa1,Sa2,Sa21/2…kommtdagegeninderNormtextlichnichtvor,wohlaberwirdimAnhangFgenerellaufdieOberflächenvorbereitungunddiezugehörigenNormenverwiesen(wodanndieserBegriffzufindenist). DieserUmstandkannzuMissverständnissenführen,dennessindbeideGradefürdieAusführungsspezifikationerforderlich.Zuerklärenistdiesvielleichtdadurch,dassdieArbeiten,diedenVorbereitungsgradbetreffen,vomFertigungsbetriebdurchgeführtwerden,währenddieArbeitenzureigentlichenOberflächenvorbereitung(Reinheit)auchdurchKorrosionsschutzfirmenerbrachtwerdenkönnen.
• NormenzudenOberflächen-/Vorbereitungsgraden: EsistdieKenntnisfolgenderNormenerforderlichbzw.zuempfehlen: -EN ISO 8501„VorbereitungvonStahloberflächenvordemAuftragenvonBeschichtungsstoffen–VisuelleBeurteilungderOberflächenreinheit“ Teil 1: Rostgrade und Oberflächenvorbereitungsgrade von unbeschichteten Stahloberflächen und Stahloberflächen nach ganzflächigem Entfernen vorhandener Beschichtungen. Teil 3: Vorbereitungsgrade von Schweißnähten; Kanten und anderen Flächen mit Oberflächenunregelmäßigkeiten.
InTeil1werdendiefürdieOberflächenreinheitmaßgebendenKriterienfestgelegt;essinddies -einerseitsdievierRostgradeAbisDund -andererseitsdieOberflächenvorbereitungsgradefürStrahlen:Sa1bisSa3 fürmechan.VorbereitungSt2undSt3 fürFlammstrahlenFl

1. AUSGABE 2015 Seite 43
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–E)KORROSIONSSCHUTZIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
InTeil3werdendieKriterienfürdas„übrigeAussehenderOberfläche,derKantenundSchweißnähtemittelsderdreiVorbereitungsgradeP1bisP3festgelegt.
-EN ISO 12944-4„Beschichtungsstoffe,KorrosionsschutzvonStahlbautendurchBeschichtungssysteme“ Teil 4: Arten der Oberflächen und Oberflächenvorbereitung.
In Teil 4 werden -dieArtenvorzubereitenderOberflächen(unbeschichtet/mitmetallischenÜberzügen/mitFertigungsbeschichtung/mitfrüherenBeschichtungen), -dieVerfahrenderOberflächenvorbereitung(ReinigenmitWasserundLösungsmitteln/mechanischmitWerkzeugen/Strahlen/Flammstrahlen), -dieOberflächenvorbereitungsgrade(genaueralsin8501-1), -dieRauheitunddieRauheitsgrade, -dieBewertungdervorbereitetenOberflächenhinsichtlichReinheitundRauheit(mittelsVergleichsmustern,mittelsRauheitsmessung,mittelsKlebebandnachENISO8502-2odermittelsphysikalischerundchemischerMethoden)beschrieben. DieübrigenTeilederEN ISO 8501sindvonspeziellerem Inhaltundbetreffen: Teil2:OberflächenvorbereitungsgradevonbeschichtetenOberflächennachörtlichemEntfernendervorhandenenBeschichtung, Teil4:Ausgangszustände,VorbereitungsgradeundFlugrostgradeinVerbindungmitHochdruck-Wasserwaschen.
DarüberhinausgibtesnochweitereNormenindieserReihe EN ISO 850x zurVorbereitungvonStahloberflächen: WährendinderENISO8501dieBeurteilungderOberflächennachdemAussehen(d.h.visuell,mittelsVergleichsmustern)geregeltist,enthält -dieENISO8502dieBeurteilungmittelsphysikalischerundchemischerVerfahren(z.B.beiBau-teilen,dieständigerEinwirkungvonWasseroderkontinuierlicherKondensationausgesetztsind), -dieENISO8503dieBeurteilungderRauheitvongestrahltenStahloberflächenund -dieENISO8504gibteinenLeitfadenfürdieVorbereitungsverfahrenzumReinigenderOberflächen.
b) Vorbereitung der Oberflächen für Beschichtungen (Farbanstriche)
• DieOberflächenvonStahlbauteilen,diemitRost,Zunder,Verunreinigungenundanderen„Unregelmäßigkeiten“behaftetsind,müssensovorbereitetwerden,dassdieGrund-beschichtungzufriedenstellendhaftetunddassdieMengekorrosionsfördernderVerunreinigungeninderspäteraufgebrachtenFarbschichtverringertwird. DieHaftungwirdnebenderReinheitderOberflächeauchvonderRauheitbeeinflusst(soführtSchleifenmitScheibeaufzuglatteOberflächen). ZudemdürfenkörnigeSchweißspritzer,wennsiesichspäterlösenkönnenoderzugroßeSchichtdickenbedingenunddamiteineFehlstelleinderBeschichtungverursachen,nichtvorhandensein(diesfälltunter„Unregelmäßigkeiten). DieStahloberflächenmüssendazuderENISO8501entsprechen,dassindimWesentlichendieENISO8501-1(Oberflächen-„Reinheit“)unddieENISO8501-3(„gröbere“Unregelmäßigkeiten).ImHinblickaufOberflächenreinheitistnochaufdieausführlichereENISO12944-4zuverweisen.DieAnforderungenandieRauheit(Rauheitsgrad)werdeninderENISO12944-4undderENISO8503geregelt.
• DieFestlegungdesVorbereitungsgradesist–fallsdieKorrosivitätskategorieunddieSchutzdauerfestgelegtsind-nachTabelle22vorzunehmen.EswerdenjenachdengegebenenBedingungenVorbereitungsgradeP1oderP2gefordert,undzwarunabhängigvonderAusführungsklasse(EXC).EswirddiesdenRegelfalldarstellen. Nurwennnichtsfestgelegtist,giltalsMindestanforderungP1,jedochnurfürEXC2bis4,d.h.dassineinemsolchenFallinEXC1keineAnforderungbesteht.

1. AUSGABE 2015 Seite 44
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–E)KORROSIONSSCHUTZIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
• HinsichtlichKorrosivitätskategorieundSchutzdauerdesKorrosionsschutzeswirdaufdieNormenENISO12944undENISO14713verwiesen. DiebereitserwähnteENISO12944regeltdieAnforderungenandenKorrosionsschutzmittelsBeschichtungen,dieENISO14713andenKorrosionsschutzmittelsZink-undAluminiumüberzügen. InENISO12944-1wirddieSchutzdauergeregelt.DerBegriffundderUnterschiedvonSchutzdauer und Gewährleistungszeit werden in [1] erläutert. InENISO12944-2sinddieKorrosivitätskategorienfürverschiedeneUmgebungs-bedingungenbehandelt. InENISO14713-1sinddieKorrosivitätskategorienfürverzinkteKonstruktionenenthalten.
• DerVorbereitungsgradP3wurdehierbishernichtangesprochen.Tabelle22siehtvor,dassP3inspeziellenFällenzurAnwendungkommenkann.AuchderArbeitsausschussdesÖSTVsiehtdiesso,d.h.dassP3nurunterbesondersschwerwiegendenBedingungen,wieinBereichenvonStraßenbrückenmitdirekterStreusalzeinwirkung,vorgeschriebenwerdensollteundansonstenderGradP2–ordnungsgemäßausgeführt–alsausreichendangesehenwerdenkann.EsistdieseinPunkt,derinderPublikation[1]andersgesehenwird.FallsP3imEinzelfallzurAnwendungkommensollte,istzuempfehlen–ausGründenderhohenKosten-vorwegeineeingehendeErörterungderProblemstellungvorzunehmen.
• NebenderFestlegungdesVorbereitungsgrades(P1bisP3)istnatürlichauchderOberflächenvorbereitungsgrad(z.B.Sa1bisSa3)festzulegen.DaraufwirdinderNormjedocherstimAnhangF(PunktF.2)imZusammenhangmitdemfestgelegtenKorrosions-schutzsystemverwiesen.EswirddortfürBeschichtungenundMetallspritzenaufdieNormenENISO12944-4undENISO8501,diebereitszuvorbeschriebenwurden,sowieaufdieENISO8503(fürdenRauheitsgrad)BezuggenommenundfürVerzinkenaufdieENISO1461. DerOberflächenvorbereitungsgradkannauchdurchdieWahldesBeschichtungssystemsvorgegebensein,sieheENISO12944-5,AnhangA.
c) Weitere Regelungen in Kapitel 10 der EN 1090-2
• DesWeiterenwerdeninKapitel10folgendeFragenbehandelt,diegegebenenfallsvonBedeutungseinkönnen.EswerdennurEinzelpunktenäherbehandelt,ansonstenkurzeHinweiseaufdenInhaltgegeben. - Wetterfeste Stähle(essolltenhierjedenfallseinschlägigeRichtlinienundMerkblätterherangezogenwerden,wiedieDASt-Richtlinie013unddasMerklattMB434desStahl-Informations-ZentrumsSIZ) - Kontaktkorrosion(sieheunten) - Verzinken(siehehierzudieVerzinkungsrichtliniedesÖSTV[3]) - Fugenabdichtung (MaßnahmenbeieingeschlossenenHohlräumen,vollständigabgeschlossenenHohlräumenundbeimVerzinkengeschlossenerQuerschnitte) - Oberflächen in Kontakt mit Beton DieKontaktflächenerfordern–fallsnichtgesondertverlangt-keineBeschichtung,siesindabereinerStrahlentrostungzuunterziehen;RandzonensollenaufeineBreitevon50mm,besser100mmbeschichtetwerden;diesistwesentlichbeiVerbundkonstruktionenundvolleinbetoniertenBauteilen,wieAnkeretc.

1. AUSGABE 2015 Seite 45
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–E)KORROSIONSSCHUTZIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
- Unzugängliche Oberflächen (sieheunten) - Reparaturen nach dem Schneiden oder Schweißen (ReparaturmaßnahmennachdemSchneidenoderSchweißenvorbeschichteteroderverzinkterBauteile)
- Reinigung nach der Montage (ReinigungsmaßnahmenbeidünnwandigenoderbeinichtrostendenStahlbauteilen,umKorrosionsschädenzuvermeiden)
• InvielenFällenhandeltessichumgestalterische,konstruktiveRegelungen.DeshalbwirdauchaufdieENISO12944-3„GrundregelnzurGestaltung“verwiesen,diediesenThemenkreisbehandelt.
• Kontaktkorrosion:
BestehtzwischenzweiunterschiedlichenmetallischenKonstruktionsmaterialien(mitzueinanderunterschiedlichemelektrochemischenPotential),wienichtrostendemStahl,AluminiumundBaustahl,eineelektrischleitendeVerbindung,führtdiesbeiEinwirkungvonFeuchtigkeitzur(galvanischen)KorrosiondeswenigeredlenMaterials.DieKorrosionsratehängtbeisonstähnlichenBedingungenvonderPotentialdifferenzundbesondersvomVerhältnisderFlächenderBauteileab.KritischsindinsbesondereVerbindungen,beidenendasunedlereMetalleinekleinereOberflächehat(zumBeispielFußplatteausnichtrostendemStahlundverzinkteSchrauben). EskommtdiesbesondersbeiVerbindungenmitmechanischenVerbindungsmittelnvonzueinanderunterschiedlichenMaterialienzurAuswirkung.Dasbedeutet, -dassfeuerverzinkteKonstruktionennichtmitVerbindungsmittelnausAluminiumoderausschwarzemSchraubenmaterial,aberwohlmitnichtrostendenodermitunterschiedlichfeuerverzinktenVerbindungsmittelneingesetztwerdendürfen(letzteresbetrifftdenhäufigenFall,dassdieGarniturenandereZinkschichtdickenaufweisenalsdiegestoßenenKonstruktionsteile),
-dassebensonichtrostendeKonstruktionennichtmitfeuerverzinktenoderschwarzenVerbindungsmittelnverwendetwerdendürfen, -dassaberfeuerverzinkteSchraubeninbeschichtetenBaustahlkonstruktioneneingesetztwerdendürfen,sieallenfallsabernachträglichebenfallszubeschichtensind. MüssengeschraubteVerbindungenvonBlechenausBaustahlundnichtrostendemStahlhergestelltwerden,sosinddienichtrostendenVerbindungsmittelunddienichtrostendenBlechevomBaustahl(mittelsisolierendenScheibenundHülsen)elektrischzuisolieren. MüssenBlecheausBaustahlmitsolchenausnichtrostendemStahlverschweißtwerden(Schwarz-Weißverbindungen),somussdieBeschichtungmindestensum20mmüberdieNahtindasnichtrostendeBlechweitergezogenwerden.
• Unzugängliche Oberflächen - Schraubenverbindungen
EshandeltsichhierumflächigaufeinanderliegendeBauteile,derenKontaktflächenspäterunzugänglichsind;siesolltenzurVermeidungvonSpaltkorrosioneineMindest-konservierungerhalten. HandeltessichumplanmäßiggleitfestvorgespannteVerbindungen(Kat.BundC),somüssendieKontaktflächendenAnforderungendergewähltenGleitflächenklasse(Haftreibungszahl)entsprechen. BeianderenplanmäßigvorgespanntenVerbindungen(z.B.Kat.E)solltedieSchichtdickeaufdenKontaktflächenundunterdenScheibenwegendesEffektsvonVorspannkraft-verlustengeringgehaltenwerden;dieNormgibteineTrockenschichtdickevon75bis100µm an.

1. AUSGABE 2015 Seite 46
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–E)KORROSIONSSCHUTZIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
NachdemVorspannensolltedieVerbindung–fallsnichtandersfestgelegt-mitdemfürdieGesamtkonstruktionfestgelegtenKorrosionsschutzsystemüberzogenwerden.Fallsnichtandersfestgelegtbedeutet,dassgegebenenfallsauchbeschichteteKonstruktionenmitfeuerverzinktenSchrauben-ohnezusätzlicheBeschichtungderSchrauben–eineausreichendeLösungdarstellenkönnen.
4 Korrosionsschutz (Anhang F der EN 1090-2)• DieAusführungderKorrosionsschutzarbeitenistinfolgendenNormengeregelt:
• GemäßderEN1090-2ist-wiebereitserwähnt-eineSpezifikationzuerstellen,welchedieLeistungsmerkmale(SchutzdauerundKorrosivitätskategorie)unddieArtdesKorrosionsschutzes(Beschichtung,Verzinken,Metallspritzen)beinhaltet. DesweiterensinddortdiegenerellenAnforderungenenthalten,welche -dieOberflächenvorbereitung, -dasBeschichtungssystemunddieArbeitsanweisungenfürdasAufbringenderBeschichtungsstoffe(Schichtdicken,Zwischentrocknungszeiten,Verarbeitungs-temperaturen….), -dasThermischeSpritzenoderVerzinken, -dieKontrolleundÜberprüfungund -dieAusführungsdokumentationbetreffen.
• DieForderungnachEinbindungderArbeitsanweisungenineinenQualitätsmanagement-planistvomGrundsatzderEN1090-2nichtalsobligatorischanzusehen,daeinQM-Plananundfürsichnichtverpflichtendist.InjenenFällen,indeneneinsolchernichtbesondersfestgelegtist,istdieEinbindungindieprojektspezifischeQualitätsdokumentation(kleinerQM-Plan)vorzunehmen.
• DieAusführungderKorrosionsschutzarbeitengemäßEN1090-2istinderPublikation[1]umfassenderläutert.EswirdaufdieseZusammenstellung–dieimAnhangbeigefügtist–verwiesen.EswirdauchaufdiedetailliertenErläuterungenin[2]hingewiesen.
Beschichtete Oberflächen ENISO12944–1bis8Beschichtungsstoffe-KorrosionsschutzvonStahlbauteilendurchBeschichtungsstoffe
1.Allgemeine Erläuterungen 2.EinteilungderUmgebungs-bedingungen 3.Grundregeln zur Gestaltung 4.ArtenvonOberflächenundOberflächenvorbereitung 5.Beschichtungssysteme 6.LaborprüfungenzurBewer-tungvonBeschicht.systemen 7.AusführungundÜberwach-ungvonBeschicht.arbeiten 8.ErarbeitungvonSpezifika-tionenfürErstschutzundInstandsetzung
Oberflächen mit metallischen Überzügen durch Verzinken ENISO1461 Stückverzinken AnforderungenundPrüfungen ENISO14713-1 KonstruktionsgrundsätzeundKorrosionsbeständigkeit ENISO14713-2 Feuerverzinken
Oberflächen mit metallischen Überzügen durch Thermisches Metallspritzen
ENISO2063 Metallisches Spritzen -MetallischeundandereorganischeSchichten EN 14616 Empfehlungen für das thermische Spritzen
EN 15311 Technische Lieferbedingungen

1. AUSGABE 2015 Seite 47
ÖSTV EN 1090-2: 4.TEIL–SCHWERPUNKTHEMA–E)KORROSIONSSCHUTZIMSTAHLBAUUNDSEINEQUALITÄTSKONTROLLE
5 Kontrolle und Überprüfung
• DieQualitätskontrollederKorrosionsschutzarbeitenmussnacheinemKontroll-undPrüfplanerfolgenDieKontrollensindaufzuzeichnenundsindTeilderAusführungs-dokumentation(FormblätterhierzusieheauchENISO12944-8,Anhänge).
• Diesog.RoutineüberprüfungenmüssenFolgendesumfassen:
-ÜberprüfungdervorbereitetenStahloberflächenvordemAufbringenderBeschichtungbzw.desÜberzugesgemäßdenVorgabenderbeschriebenenNormen,dassindOberflächenvorbereitungsgradundVorbereitungsgradgemäßENISO8501undRauheitsgradgemäßENISO8503-2,
-MessungderSchichtdickewährendundnachjederBeschichtungsschicht(Nass-schichtdicke,Trockenschichtdicke),
-SichtprüfungderfertigenBeschichtungbzw.desfertigenÜberzugs.
• Kontrollflächen: Kontrollflächendienendazu,denAusführungsstandardderBeschichtungzubestätigenunddasspätereVerhaltenderBeschichtungzubeurteilen.SiewerdenjedochvielfachauchzuGewährleistungszweckenverwendet. BeihöherenKorrosionsschutzanforderungenalsKorrosivitätskategorieC3sind–sofernnichtandersfestgelegt–Kontrollflächenanzulegen.HierzugeltendieFestlegungennachENISO12944-7.AnzahlundGrößederKontrollflächenmüsseninangemessenemVerhältnis zur Gesamtfläche stehen. InAnhangAdieserNormwerdenEmpfehlungendazugegeben.DieNormbeginnterstab2000m²undnennthiereineHöchstzahlvon3.Unter500m²wirdempfohlen,keineKontrollflächenvorzugeben,daderAufwanddafürunverhältnismäßighochwäre. DasErgebnisderKontrollflächenprüfungistineinemProtokollaufzuzeichnen.
• VerzinkteBauteile: DieRoutineprüfungumfasstdieMessungderSchichtdickeunddieSichtprüfungderVerzinkungsschicht. ZusätzlichzubeachtenistnunnachdiversenSchadensfällenauchflüssigmetallinduzierteRissbildung(LMAC….liquidmetalassistedcracking),dieeinespezifischeSichtkontrolleanhierfüranfälligenStellenerforderlichmacht.EssinddaherinderBauteilspezifikationjeneBauteilefestzulegen,fürdieeineKontrolleaufLMACnichterforderlichist,sowiejene,fürdieeinezusätzlicheZfP(MT-Prüfungistgeeignet)durchzuführenist.LetzteresentwederstichprobenhaftoderweilhinsichtlichkritischerStellenVerdachtsmomentebestehen. AufdiediesbezüglicheRichtliniedesÖsterreichischenStahlbauverbandes[3]wirdhingewiesen.
Literaturhinweise
[1]]„KorrosionsschutzfürEN1090-2/StolperfallenundderenVermeidung“vonE.Wakolbinger,M.NiehsnerinOIB02/13
[2]Beuth–Kommentar:AusführungvonStahlbauten,KommentarezuDINEN1090-1undDINEN1090-2,HerbertSchmidtetal.,BeuthundErnst&Sohn,2012
[3]„RichtliniezumStückverzinkenvonStahlbauteilen“,ÖsterreichischerStahlbauverbandundBerufsgruppeFeuerverzinker(Dez.2007)
ANHANG: PUBLIKATION von E.WAKOLBINGER und M.NIEHSNER [1]

1. AUSGABE 2015 Seite 48
ÖSTV EN 1090-2: 4. TEIL – SCHWERPUNKTHEMAKORROSIONSSCHUTZAUSOiBFACHMAGAZINFÜRBAURECHT&TECHNIK
Die Nutzungsdauer einer Stahlkonstruktion wird hauptsächlich von der Schutzdauer des Korrosions-schutzes bestimmt. Für die Werterhaltung von Stahl-bauten kommt daher dem Korrosionsschutz eine besondere Bedeutung zu. Folgender Artikel soll einen Überblick für die Vorgangsweise zur normgerechten Auswahl der geeigneten Korrosionsschutzmaßnahmen geben.
Allgemeines/Anwendungsbereich
Diese europäische Norm EN 1090 Teil 2, „Technische Regeln für die Ausführung von Stahltragwerken“, legt Anforderungen an die Stahlbauausführung bei Tragwer-ken oder hergestellten Bauteilen fest.Der Korrosionsschutz bzw. die detaillierten Anforderun-gen an Korrosionsschutzsysteme sind in dieser Norm nicht enthalten. Diese sind in den folgenden Normen festgelegt, die je nach Bedarfsfall anzuwenden sind: ❚ beschichtete Oberflächen: Normenreihe
EN ISO 12944 ❚ Oberflächen mit durch thermisches Spritzen aufge-
brachten metallischen Überzügen: EN 14616, EN 15311 ❚ Oberflächen mit durch Verzinken aufgebrachten
metallischen Überzügen: EN ISO 1461, EN ISO 14713-1, EN ISO 14713-2
Der Abschnitt 10 – Oberflächenbehandlung – der EN 1090-2, legt nur Anforderungen für die Bearbeitung von Stahloberflächen mit Unregelmäßigkeiten fest, ein-schließlich geschweißter und gefertigter Oberflächen, sodass diese für das Aufbringen von Beschichtungen und verwandten Produkten geeignet sind.Die Anforderungen für das konkret vorgesehene Beschichtungssystem müssen festgelegt werden.
Den Begriff „Korrosionsschutz“ findet man im normati-ven Anhang F. Dieser Anhang enthält Anforderungen und Richtlinien in Bezug auf die Ausführungen von Kor-rosionsschutz auf Stahlbauteilen in der Werkstatt und/oder auf der Baustelle, mit Ausnahme nichtrostender Stähle. Der Anwendungsbereich umfasst den Korrosi-onsschutz in Hinblick auf die Oberflächenvorbereitung und das Aufbringen von Beschichtungssystemen oder von metallischen Überzügen durch thermisches Spritzen oder Verzinken.
Die Anforderungen an den Korrosionsschutz müs-sen, gemäß Anhang F, in den Ausführungsunterlagen in Bezug auf eine Leistungsspezifikation oder in Form von Leistungsanforderungen für die zu verwendende
Schutzbehandlung angegeben sein. Zumindest muss die Leistungsspezifikation Folgendes festlegen: ❚ die Schutzdauer des Korrosionsschutzes
(EN ISO 12944-1) und ❚ die Korrosivitätskategorie (EN ISO 12944-2).
Sind in den Ausführungsunterlagen keine weiteren Leis-tungsanforderungen außer der Schutzdauer und der Kor-rosivitätskategorie festgelegt, müssen die vorgeschrie-benen Anforderungen entwickelt werden, um diesen zu entsprechen. Andernfalls müssen die Ausführungsunter-lagen die vorgeschriebenen Anforderungen definieren und Detailangaben zu folgenden Punkten machen, falls zutreffend: ❚ Oberflächenvorbereitung für hergestellte Stahlbau-
teile zum Beschichten ❚ Oberflächenvorbereitung für hergestellte Stahlbau-
teile zum thermischen Spritzen ❚ Oberflächenvorbereitung für hergestellte Stahlbau-
teile zum Verzinken ❚ Prozesse zur Oberflächenvorbereitung von Verbin-
dungsmitteln ❚ Beschichtungssysteme nach EN ISO 12944-5 und/
oder Beschichtungsprodukte mit nachgewiesener Leistungsbewertung nach EN ISO 12944-6. Diese kann Anforderungen an nachträgliche dekorative Überzüge und Einschränkungen bei der Auswahl der Farbe von Beschichtungsprodukten einschließen.
❚ Arbeitsanweisungen für das Aufbringen von Beschichtungsprodukten und die Reparatur (z. B. von werksgefertigten Beschichtungen auf der Baustelle)
❚ Thermisches Spritzen ❚ Verzinken ❚ Anforderungen an Kontrolle und Überprüfung ❚ Besondere Anforderungen für bimetallische Schnitt-
stellen ❚ Besondere Anforderungen für dünnwandige Profil-
blecheAnmerkung zum 5. Punkt: In den Ausführungsunterla-gen können auch Beschichtungssysteme von Richtlinien für den Korrosionsschutz von Stahlbauteilen wie z. B. RVS 15.05.11 [1] oder ZTV-Ing, Teil 4, Abschnitt 3 [2], ange-führt sein.
Auswahl Oberflächenvorbereitung und Beschichtungssysteme bei vorgegebener Schutzdauer und Korrosivitätskategorie
Schutzdauer nach EN ISO 12944-1 und 12944-5Unter Schutzdauer versteht man die erwartete Stand-zeit eines Beschichtungssystems bis zur ersten Instand-setzung. Dabei wird bei der deutschsprachigen Fassung
Text Erwin Wakolbinger | Fotos Margit Niehsner
Korrosionsschutz für EN 1090-2„Stolperfallen und deren Vermeidung“
Thema Korrosionsschutz12 02 | 13

1. AUSGABE 2015 Seite 49
ÖSTV EN 1090-2: 4. TEIL – SCHWERPUNKTHEMAKORROSIONSSCHUTZAUSOiBFACHMAGAZINFÜRBAURECHT&TECHNIK
der EN ISO 12944-5 angenommen, dass eine Instandset-zung aus Korrosionsschutzgründen im Allgemeinen not-wendig ist, wenn die Beschichtung der Stahltragwerke oder beschichteter Bauteile einen Rostgrad von Ri 3 nach EN ISO 4628-3 aufweist (1 % sichtbarer Rost, der die Beschichtung durchdrungen hat).Die Schutzdauer ist keine Gewährleistungszeit. In der Regel ist die Gewährleistungszeit kürzer als die Schutz-dauer.In der EN ISO 12944 werden drei Zeitspannen für die Schutzdauer angegeben, siehe Tabelle 1.
Korrosivitätskategorie nach EN 12944-2Für die Zwecke von EN ISO 12944 werden die atmosphä-rischen Umgebungsbedingungen in sechs Korrosivitäts-kategorien eingeteilt, siehe Tabelle 2.Die Korrosion von Bauten, die sich im Wasser oder im Erdbereich befinden, hat im Allgemeinen örtlichen Charakter. Korrosivitätskategorien können daher nur schwer definiert werden. Dennoch werden zum Zweck der EN ISO 12944 drei verschiedene Umgebungsbedin-gungen bzw. unterschiedliche Kategorien angeführt und bezeichnet, siehe Tabelle 3.
Oberflächenvorbereitung, Vorbereitungsgrad nach EN ISO 8501-3Mit der Angabe der vorgeschriebenen Schutzdauer und Korrosivitätskategorie ist auch bereits der Vorberei-tungsgrad nach EN ISO 8501-3 festgelegt.Nach EN 1090-2, Abschnitt 10 – Oberflächenbehand-lung – muss der Vorbereitungsgrad der Tabelle 22 ent-sprechen.
Der Teil 3 der EN ISO 8501 beschreibt Vorbereitungs-grade von Schweißnähten, Kanten und anderen Berei-chen auf Stahloberflächen, die Unregelmäßigkeiten auf-weisen. Solche Unregelmäßigkeiten können entweder vor und/oder nach dem Strahlen sichtbar werden. Die für Stahloberflächen mit Unregelmäßigkeiten – einschließ-lich geschweißte und bearbeitete Oberflächen – im Teil 3 der EN ISO 8501 angegebenen Vorbereitungsgrade sol-len diese Oberflächen für das Auftragen von Beschich-tungen geeignet machen.
Es gibt drei Vorbereitungsgrade: ❚ P1 Leichte Vorbereitung: Keine Vorbereitung oder
nur eine Mindestvorbereitung, die vor dem Auftragen von Beschichtungsstoffen als notwendig betrachtet wird (z. B. Kein Teil der Kanten darf scharf sein; die Kanten müssen frei von Graten sein; keine Vorberei-tung bei Randkerben und Schweiß-Porosität).
❚ P2 Gründliche Vorbereitung: Die meisten Unre-gelmäßigkeiten sind behoben (z. B. Kanten müs-sen halbwegs glatt sein oder die Oberflächen poren bei Schweiß-Porosität müssen ausreichend offen sein, um das Eindringen des Beschichtungsstoffes zu ermöglichen).
❚ P3 Sehr Gründliche Vorbereitung: Die Oberfläche ist frei von bedeutenden sichtbaren Unregelmäßig-keiten (z. B. Kanten müssen mit einem Mindestradius
Them
a
KorrosivitätskategorieKorrosionsbelastung
Typische Umgebung außen
Typische Umgebung innen
C1unbedeutend
Atmosphäre mit sehr geringer Verunreinigung
Beheizte Gebäude mit neu-traler Atmosphäre, z. B. Büros, Schulen, Hotels
C2gering
Atmosphäre mit geringer Verunreinigung, meistens ländliche Bereiche
Unbeheizte Gebäude, wo Kondensation vorkommen kann
C3mäßig
Stadt- und Industrieatmosphäre,Küstenbereiche mit geringer Salzbelastung
Räume mit hoher Feuchte und geringer Luftverunreinigung
C4stark
Industrielle Bereiche und Küstengebiete mit mäßiger Salzbelastung,Stahlbauten im Streusalzbereich
Chemieanlagen,Schwimmbäder
C5-Isehr stark(Industrie)
Industrielle Bereiche mit hoher Feuchte und aggressiver Atmosphäre
Gebäude oder Bereiche mit nahezu ständiger Kondensation und starker Verunreinigung
C5-Msehr stark(Meer)
Küsten- und Offshore-Bereiche mit hoher Salzbelastung
Gebäude oder Bereiche mit nahezu ständiger Kondensation und starker Verunreinigung
Bezeichnung (Kurzbezeichnung) Erwartete Schutzdauer
niedrig (L) 2 bis 5 Jahre
mittel (M) 5 bis 15 Jahre
hoch (H) über 15 Jahre
Tabelle 1 Zeitspannen für die Schutzdauer
Tabelle 2 Korrosivitätskategorie für atmosphärische Umgebungs-bedingungen bzw. Belastungen und typische Umgebungen (in Anlehnung an EN ISO 12944-2, Tab. 1)
Kategorie Umgebung Beispiele für Umgebungen und Stahlbauten
Im 1 Süßwasser Flussbauten, Wasserkraftwerke
Im 2 Meer- oder Brackwasser
Hafenbereiche mit Schleusentoren, Sperrwerke,Offshore-Anlagen
Im 3 Erdreich Behälter, Stahlspundwände, Stahlrohre
Tabelle 3Kategorie der Korrosionsbelas-tung im Wasser und im Erdreich (in Anlehnung an EN ISO 12944-2, Tab. 2)
Thema Korrosionsschutz02 | 13 13

1. AUSGABE 2015 Seite 50
ÖSTV EN 1090-2: 4. TEIL – SCHWERPUNKTHEMAKORROSIONSSCHUTZAUSOiBFACHMAGAZINFÜRBAURECHT&TECHNIK
von 2 mm gerundet sein oder die Oberfläche von Schweißnähten muss frei von sichtbaren Poren sein).
In der Tabelle 22, Abschnitt 10, der EN 1090-2 sind fol-gende Vorbereitungsgrade im Zusammenhang mit der Schutzdauer und der Korrosivitätskategorie angegeben.
In der Tabelle 4 sind die Vorbereitungsgrade in Anleh-nung an Tabelle 22, Abschnitt 10, der EN 1090-2 angege-ben, siehe Tabelle 4.
Wie die Erfahrung gezeigt hat, ist es bei Schutzdauer „hoch“ und auch bei „mittel“ zu empfehlen, bereits bei einer Korrosivitätskategorie ab C3 die Oberflächen-vorbereitung nach Vorbereitungsgrad P3 auszuführen,
siehe Abbildungen 1 und 2.
Zudem soll der Vorbereitungsgrad P3 hergestellt werden, wenn die festgelegte Gewährleistungszeit länger als fünf Jahre beträgt.
Auch bei Stahlbauten, die einer Korrosionsbelastung im Wasser oder im Erdreich ausgesetzt sind, ist es empfeh-lenswert, die Oberflächenvorbereitung nach Vorberei-tungsgrad P3 festzulegen.
Auswahl der BeschichtungssystemeMit der festgelegten Schutzdauer, Korrosivitätskatego-rie und Definition des Untergrundes (z. B. Stahl, feuer-verzinkter Stahl) kann das Beschichtungssystem mit Hilfe der Tabellen in der EN ISO 12944-5, Anhang A, aus-gewählt werden. Die dort angeführten Beschichtungs-systeme sind bewährte Beispiele aus der Praxis für den Erstschutz der Substrate Stahl, feuerverzinkter Stahl und thermisch gespritzte Metalloberflächen.
Die Tabellen 5 und 6 veranschaulichen anhand von Beispielen aus EN ISO 12944-5, wie die Auswahl von Beschichtungssystemen bei unterschiedlicher Schutz-dauer und Korrosivitätskategorie erfolgen kann.Zusätzliche Korrosionsbelastungen (Sonderbelastun-gen) müssen bei der Auswahl der Beschichtungssysteme berücksichtigt werden.In der EN ISO 12944-2, Anhang B, sind beispielsweise fol-gende Sonderbelastungen angeführt: ❚ Chemische Belastung durch betriebsbedingte Immis-
sionen ❚ Mechanische Belastung in der Atmosphäre durch
vom Wind mitgerissene Teile (z. B. Sand) ❚ Mechanische Belastung im Wasser (z. B. durch Strö-
mung, mitgeführtes Geröll, Kies usw.) ❚ Belastung durch Kondenswasser ❚ Belastung durch erhöhte (60 bis 150 °C) oder hohe
(150 bis 400 °C) Temperaturen ❚ Verstärkte Korrosion durch kombinierte Belastungen
In den Tabellen A•1 bis A•8 der EN ISO 12944-5 sind Kor-rosionsschutzsysteme angegeben, die sich langjährig in der Praxis bewährt haben. Weitere Beschichtungssys-teme ergeben sich beispielsweise durch die Änderung der Sollschichtdicken oder von Art und Anzahl der Ein-zelschichten. Es wird darauf hingewiesen, dass auch andere Beschichtungssysteme mit der gleichen Schutz-dauer angewendet werden können.In der RVS 15.05.11 [1] oder auch in der ZTV-ING, Teil 4, Abschnitt 3 [2], sind z. B. Korrosionsschutzsysteme ange-führt, mit denen eine besonders hohe Schutzdauer von mindestens 25 Jahren erwartet wird. Es dürfen bei diesen Regelwerken nur Beschichtungsstoffe verwendet wer-den, die eine gültige Zulassung haben.Vor der endgültigen Festlegung der Beschichtungs-systeme nach EN ISO 12944-5 ist durch Beiziehung der Beschichtungsstoffhersteller zu überprüfen, ob das gewählte Beschichtungssystem im Handel erhältlich ist. Vom Beschichtungsstoffhersteller können über das zur Anwendung ausgewählte Beschichtungssystem entspre-chende Bestätigungen oder Eignungsnachweise verlangt werden.Mit der Auswahl von Beschichtungssystemen nach EN ISO 12944-5, Tabelle A•1 bis Tabelle A•6 (Substrat: nied-rig legierter Stahl) ist auch die Oberflächenvorbereitung
Schutzdauer des Korrosionsschutzes Korrosivitätskategorie Vorbereitungsgrad
hoch (H)> 15 Jahre
C1 P1
C2 bis C3 P2
Oberhalb C3 P2 oder P3 wie festgelegt
mittel (M)5 bis 15 Jahre
C1 bis C3 P1
Oberhalb C3 P2
niedrig (L)< 5 Jahre
C1 bis C4 P1
C5-Im P2
Tabelle 4Vorbereitungsgrade nach EN ISO 8501-3 in Anlehnung an die Tabelle 22, Abschnitt 10, der EN 1090-2
1 Ausschleifen von Unregelmäßig-keiten für die Ausführung nach Vorbereitungsgrad P3 bei einem Vertikalträger
Thema Korrosionsschutz14 02 | 13

1. AUSGABE 2015 Seite 51
ÖSTV EN 1090-2: 4. TEIL – SCHWERPUNKTHEMAKORROSIONSSCHUTZAUSOiBFACHMAGAZINFÜRBAURECHT&TECHNIK
www.alufenster.at/wohnbau
ALU-FENSTER RECHNENSICH AUF DAUER.
durch Strahlentrostung mit Vorbereitungsgrad Sa 2½ nach EN ISO 8501-1 festgelegt.
Die Oberflächenvorbereitung für die Beschichtungssys-teme nach Tabelle A•7 (Substrat: feuerverzinkter Stahl) ist nicht festgelegt. Es wird auf Beispiele in EN ISO 12944-4 hingewiesen. Wie die langjährige Erfahrung mit diesen Beschichtungssystemen (diese werden auch als Duplex-Systeme bezeichnet) gezeigt hat, ist eine einwandfreie und nachhaltige Haftung der Beschichtungssysteme auf Stückverzinkung nur durch eine Sweep-Strahlung nach EN ISO 12944-4 herzustellen. Es ist daher zu emp-fehlen, die Oberflächenvorbereitung von stückverzink-ten Bauteilen, die einer Freibewitterung ausgesetzt sind (Korrosivitätskategorie C1 bis C5) oder durch Feuchte im Innenbereich oberhalb von Korrosivitätskategorie
C2 belastet werden, durch Sweep-Strahlen auszuführen. Eine Sweep-Strahlung ist jedenfalls dann erforderlich, wenn das Beschichtungssystem auf Basis der herkömm-lichen Epoxidharz- oder Polyurethan-Bindemittel besteht und die Bauteile durch Freibewitterung oder durch hohe Feuchte belastet sind.
Für die Oberflächenvorbereitung von thermisch gespritz-ten Überzügen sind keine besonderen Vorbereitungs-verfahren erforderlich. In der Tabelle A•8 (Substrat: thermisch gespritztes Metall) wird bezüglich Oberflä-chenvorbereitung auf EN ISO 12944-4, Abschnitt 13, hin-gewiesen.
2 Nach Vorbereitungsgrad P3 mit Radius 2 mm abgerundete Kan-ten bei einem BogenträgerBeschichtungssysteme für
Korrosionsbelastung Entsprechende Systemtabelle nach DIN EN ISO 12955-5
Substrat Korrosivitäts-kategorie
niedrig legierter Stahl
C2C3C4C5-IC5-M
Atmosphäregeringmäßigstarksehr stark (Industrie)sehr stark (Meer)
Tabelle A•1 (zusammenfassende Tabelle)Tabellen A•2 bis A•5
niedrig legierter Stahl
Im 1Im 2Im 3
ImmersionSüßwasserMeer-, BrackwasserErdreich
Tabelle A•6
feuerverzinkter Stahl
C2C3C4C5-IC5-M
Atmosphäregeringmäßigstarksehr stark (Industrie)sehr stark (Meer)
Tabelle A•7
niedrig legierter Stahl mit thermisch gespritzten (Metall)-Überzügen
C2bis Im 3
Atmosphäre und Immersiongeringmäßigstarksehr stark (Industrie)sehr stark (Meer)
Tabelle A•8Tabelle 5Übersicht zur Auswahl der Beschichtungssysteme nach EN ISO 12944-5: 2008-01, Anhang A
02 | 13
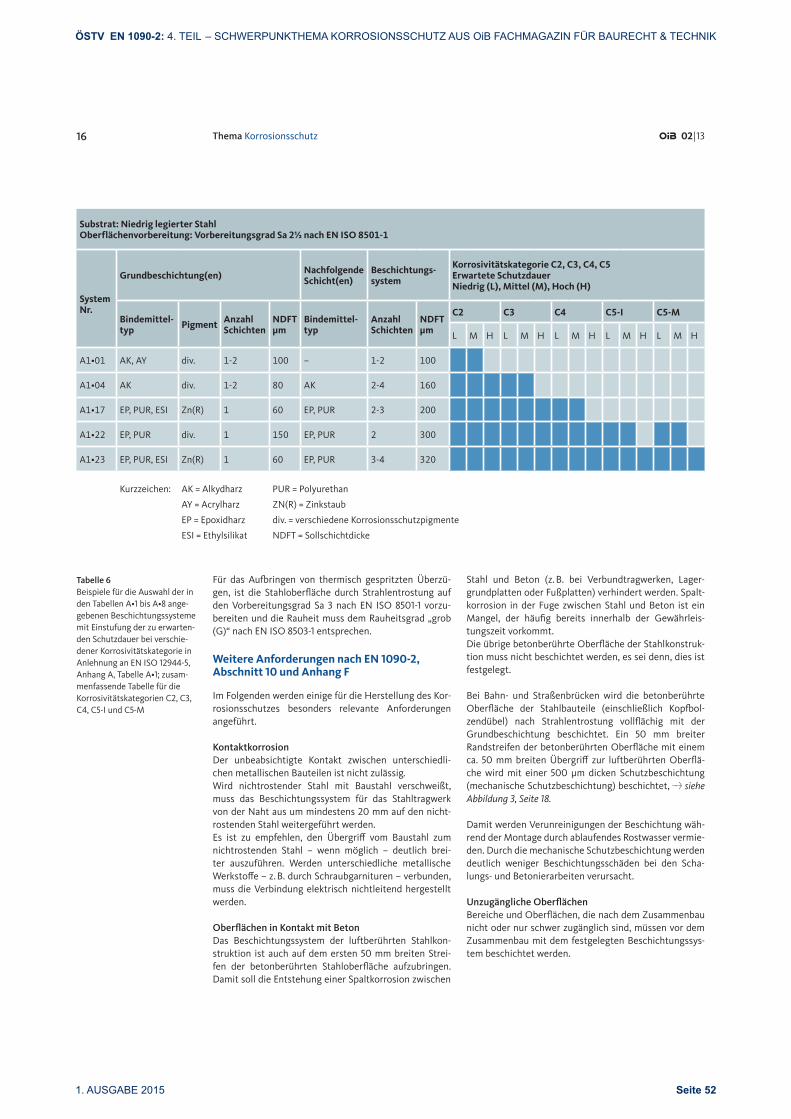
1. AUSGABE 2015 Seite 52
ÖSTV EN 1090-2: 4. TEIL – SCHWERPUNKTHEMAKORROSIONSSCHUTZAUSOiBFACHMAGAZINFÜRBAURECHT&TECHNIK
Für das Aufbringen von thermisch gespritzten Überzü-gen, ist die Stahloberfläche durch Strahlentrostung auf den Vorbereitungsgrad Sa 3 nach EN ISO 8501-1 vorzu-bereiten und die Rauheit muss dem Rauheitsgrad „grob (G)“ nach EN ISO 8503-1 entsprechen.
Weitere Anforderungen nach EN 1090-2, Abschnitt 10 und Anhang F
Im Folgenden werden einige für die Herstellung des Kor-rosionsschutzes besonders relevante Anforderungen angeführt.
Kontaktkorrosion Der unbeabsichtigte Kontakt zwischen unterschiedli-chen metallischen Bauteilen ist nicht zulässig.Wird nichtrostender Stahl mit Baustahl verschweißt, muss das Beschichtungssystem für das Stahltragwerk von der Naht aus um mindestens 20 mm auf den nicht-rostenden Stahl weitergeführt werden.Es ist zu empfehlen, den Übergriff vom Baustahl zum nichtrostenden Stahl – wenn möglich – deutlich brei-ter auszuführen. Werden unterschiedliche metallische Werkstoffe – z. B. durch Schraubgarnituren – verbunden, muss die Verbindung elektrisch nichtleitend hergestellt werden.
Oberflächen in Kontakt mit BetonDas Beschichtungssystem der luftberührten Stahlkon-struktion ist auch auf dem ersten 50 mm breiten Strei-fen der betonberührten Stahloberfläche aufzubringen. Damit soll die Entstehung einer Spaltkorrosion zwischen
Stahl und Beton (z. B. bei Verbundtragwerken, Lager-grundplatten oder Fußplatten) verhindert werden. Spalt-korrosion in der Fuge zwischen Stahl und Beton ist ein Mangel, der häufig bereits innerhalb der Gewährleis-tungszeit vorkommt.Die übrige betonberührte Oberfläche der Stahlkonstruk-tion muss nicht beschichtet werden, es sei denn, dies ist festgelegt.
Bei Bahn- und Straßenbrücken wird die betonberührte Oberfläche der Stahlbauteile (einschließlich Kopfbol-zendübel) nach Strahlentrostung vollflächig mit der Grundbeschichtung beschichtet. Ein 50 mm breiter Randstreifen der betonberührten Oberfläche mit einem ca. 50 mm breiten Übergriff zur luftberührten Oberflä-che wird mit einer 500 μm dicken Schutzbeschichtung (mechanische Schutzbeschichtung) beschichtet, siehe Abbildung 3, Seite 18.
Damit werden Verunreinigungen der Beschichtung wäh-rend der Montage durch ablaufendes Rostwasser vermie-den. Durch die mechanische Schutzbeschichtung werden deutlich weniger Beschichtungsschäden bei den Scha-lungs- und Betonierarbeiten verursacht.
Unzugängliche OberflächenBereiche und Oberflächen, die nach dem Zusammenbau nicht oder nur schwer zugänglich sind, müssen vor dem Zusammenbau mit dem festgelegten Beschichtungssys-tem beschichtet werden.
Substrat: Niedrig legierter Stahl Oberflächenvorbereitung: Vorbereitungsgrad Sa 2½ nach EN ISO 8501-1
System Nr.
Grundbeschichtung(en) Nachfolgende Schicht(en)
Beschichtungs-system
Korrosivitätskategorie C2, C3, C4, C5 Erwartete Schutzdauer Niedrig (L), Mittel (M), Hoch (H)
Bindemittel- typ Pigment Anzahl
SchichtenNDFT μm
Bindemittel- typ
Anzahl Schichten
NDFT μm
C2 C3 C4 C5-I C5-M
L M H L M H L M H L M H L M H
A1•01 AK, AY div. 1-2 100 – 1-2 100
A1•04 AK div. 1-2 80 AK 2-4 160
A1•17 EP, PUR, ESI Zn(R) 1 60 EP, PUR 2-3 200
A1•22 EP, PUR div. 1 150 EP, PUR 2 300
A1•23 EP, PUR, ESI Zn(R) 1 60 EP, PUR 3-4 320
Kurzzeichen: AK = Alkydharz PUR = Polyurethan
AY = Acrylharz ZN(R) = Zinkstaub
EP = Epoxidharz div. = verschiedene Korrosionsschutzpigmente
ESI = Ethylsilikat NDFT = Sollschichtdicke
Tabelle 6Beispiele für die Auswahl der in den Tabellen A•1 bis A•8 ange-gebenen Beschichtungssysteme mit Einstufung der zu erwarten-den Schutzdauer bei verschie-dener Korrosivitätskategorie in Anlehnung an EN ISO 12944-5, Anhang A, Tabelle A•1; zusam-menfassende Tabelle für die Korrosivitätskategorien C2, C3, C4, C5-I und C5-M
Thema Korrosionsschutz 02 | 1316

1. AUSGABE 2015 Seite 53
ÖSTV EN 1090-2: 4. TEIL – SCHWERPUNKTHEMAKORROSIONSSCHUTZAUSOiBFACHMAGAZINFÜRBAURECHT&TECHNIK
Oberfl ächen bei planmäßig vorgespannten Verbindun-gen und andere VerbindungenBei gleitfesten Verbindungen müssen die Ausführungs-unterlagen Anforderungen an die Reibfl ächen und Gleit-fl ächen oder erforderliche Prüfungen festlegen.Werden die Stoßfl ächen (Reibfl ächen) bei gleitfesten Verbindungen mit einem Oberfl ächenschutz (gleitfeste Beschichtung) versehen, muss dieser Oberfl ächenschutz zur Erzielung der notwendigen Reibung den Anforde-rungen entsprechen. Die Prüfung bzw. Bestimmung der Haftreibungszahl [μ] für die Beschichtung der Reibfl ä-chen mit Zuordnung zu den Gleitfl ächenklassen A bis D ist nach EN 1090-2, Anhang G, durchzuführen.Problematisch ist in diesem Zusammenhang, dass es derzeit noch keine Beschichtungsstoff e gibt, die nach EN 1090-2, Anhang G, geprüft bzw. zugelassen sind.Bei der Umsetzung bzw. Durchführung des Prüfverfah-rens zur Ermittlung der Haftreibungszahl wurde am IKS Institut für Korrosionsschutz Dresden festgestellt, dass das Prüfverfahren im Anhang G nicht hinreichend genau beschrieben ist und sich die Unzulänglichkeiten u. a. zur Vorspannkraft- bzw. zur Wegmessung direkt auf das Messergebnis auswirken können. Es soll deshalb ein For-schungsvorhaben zur Klärung dieser Frage injiziert wer-den.Bisher war bzw. ist in Österreich gängige Praxis, die Reib-fl ächen von gleitfesten Verbindungen mit Etylsilikat-Zinka staub-Beschichtungsstoff en zu beschichten, wobei die Schichtdicke maximal 40 μm betragen darf. Die Prü-fung des vorgeschriebenen Reibbeiwertes (Haftrei-bungszahl) μ ≥ 0,5 erfolgt nach TL/TP-KOR-Stahlbauten, Anhang F, Blatt 85 [3].
ALUKÖNIGSTAHL bietet mit Jansen Stahlleichtbausystemen perfekte Metallbau-lösungen für Portale, Fassaden und Lichtdächer mit hervorragenden Wärmedämm-werten – bis hin zu zertifiziertem Passivhaus-Standard. Der Designanspruch nach größtmöglicher Transparenz lässt sich mit schlanken und zugleich statisch hoch belastbaren Stahlprofilsystemen ideal erfüllen.Für nähere Informationen bzw. Unterstützung kontaktieren Sie Ing. Stephan Messner: [email protected], tel 01/98 130-266 oder www.alukoenigstahl.com
Maximale Gestaltungsfreiheit mit Jansen Stahlfassaden.
02 | 13

1. AUSGABE 2015 Seite 54
ÖSTV EN 1090-2: 4. TEIL – SCHWERPUNKTHEMAKORROSIONSSCHUTZAUSOiBFACHMAGAZINFÜRBAURECHT&TECHNIK
Die EN 1090-2 bietet die Möglichkeit der Einordnung von Beschichtungsstoffen in Gleitflächenklassen A bis D unter Verwendung von Beschichtungsstoffen mit gerin-ger Haftreibungszahl. Diesbezüglich sollen ausgewählte Beschichtungsstoffe (z. B. Epoxidharz-Zinkstaub) in das vorhin erwähnte Forschungsvorhaben einbezogen wer-den.
Bei den planmäßig vorgespannten Verbindungen, die nicht gleitfest ausgeführt werden, muss das Ausmaß der Oberfläche, die durch die vorgespannten Schrauben beansprucht werden, festgelegt sein. Werden die Kon-taktflächen vor dem Zusammenbau beschichtet, muss die Trockenschichtdicke zwischen 75 und 100 μm betra-gen. Nach dem Zusammenbau und der Vorspannung müssen die Schraubverbindungen einschließlich deren Umgebung um eine solche Verbindung mit dem vollstän-digen Korrosionsschutzsystem behandelt sein, welches für das restliche Stahltragwerk festgelegt ist.Andere Verbindungen dürfen nicht mit übermäßiger Beschichtung auf den Stoßflächen ausgeführt werden. Sofern nichts anderes festgelegt wird, dürfen Stoßflä-chen und Oberflächen unter Scheiben höchstens mit einer Fertigungsbeschichtung und Grundbeschichtung behandelt sein.Die EN 1090-2 macht keine Aussage über geeignete Beschichtungssysteme auf Kontaktflächen vorgespann-ter Schraubverbindungen, die nicht zu einem unzuläs-sigen Vorspannungskraftverlust führen. Es wird, wie bereits angeführt, nur eine pauschale Begrenzung der Trockenschichtdicke von 75 bis 100 μm, unabhängig vom Beschichtungsstoff, angegeben. Schweißnähte und Oberflächen zum SchweißenWird ein Bauteil nachfolgend – z. B. auf der Baustelle – geschweißt, darf die Bauteiloberfläche bis zu einem Abstand von 150 mm vor der Naht nicht beschichtet
sein, da das die Qualität der Schweißnaht beeinträchti-gen kann.Schweißnähte und der benachbarte Grundwerkstoff dür-fen vor Schlackenentfernung, Reinigung, Überprüfung und Abnahme der Schweißnaht nicht beschichtet wer-den.
BeschichtungsverfahrenWerden zwei oder mehr Beschichtungen aufgebracht, muss für jede Beschichtung ein deutlich unterschiedli-cher Farbton verwendet werden.Tragwerke mit einer Schutzdauer des Korrosionsschut-zes größer als fünf Jahre und ausgelegt für eine Korro-sivitätskategorie C3 (und darüber) müssen gerundete oder gefasste Kanten nach EN ISO 12944-3 aufweisen. Die Kanten sind durch eine streifenförmige Beschich-tung (Kantenschutz), die sich auf einer Breite von etwa 25 mm beiderseits der Kanten erstreckt und mit einer für das Beschichtungssystem geeigneten Nenndicke (z. B. 80 μm) aufgebracht wird, zu schützen.
VerzinkenVerzinken muss grundsätzlich nach EN ISO 1461 erfolgen. Zudem sind die Anforderungen nach EN ISO 14713-1 und EN ISO 14713-2 zu berücksichtigen.Besonders zu beachten ist, dass in Deutschland feuer-verzinkte tragende Stahlbauteile nur in den Verkehr gebracht werden dürfen, wenn die Feuerverzinkung nach der DASt-Richtlinie 022 [4] hergestellt ist und der Feuer-verzinkungsbetrieb nach dieser Richtlinie ein Überein-stimmungszertifikat hat (Ü-Zeichen).
In Österreich muss für feuerverzinkte Konstruktionsteile die Richtlinie zum Stückverzinken von Bauteilen [5] dann angewendet werden, wenn die Stahltragwerke nach den Technischen Vertragsbedingungen der RVS 08.08.01 [6] hergestellt werden.Es ist anzuregen, diese Richtlinie auch für die Feuerver-zinkung aller anderen tragenden Bauteile anzuwenden.
Sofern nichts anderes festgelegt wird, müssen nach EN 1090-2 verzinkte Bauteile aufgrund des Risikos von flüssigmetallinduzierter Rissbildung (LMAC) nach dem Verzinken einer Kontrolle unterzogen werden.
Kontrolle und Überprüfung der Beschichtungsarbeiten Für die Kontrolle und Überprüfungen ist ein Qualitäts-managementplan zu erstellen, der alle vorgeschriebenen Anforderungen beinhaltet.Unabhängig davon, müssen die Routineüberprüfungen des Korrosionsschutzes Folgendes umfassen: ❚ Überprüfung der Oberflächenvorbereitungsarbei-
ten der Stahloberflächen, Vorbereitungsgrad nach EN ISO 8501-1, Rauheit nach EN ISO 8503-2 und Vor-bereitungsgrad nach EN ISO 8501-3
❚ Messung der Schichtdicke von jeder Beschichtungs-schicht nach ÖNORM ISO 19840
❚ Sichtprüfung jeder Beschichtungsschicht nach dem Verfahren von EN ISO 12944-7
3 Betonberührte Beschichtung (mechanische Schutzbeschich-tung) bei einem Verbund-brückenträger
Thema Korrosionsschutz18 02 | 13

1. AUSGABE 2015 Seite 55
ÖSTV EN 1090-2: 4. TEIL – SCHWERPUNKTHEMAKORROSIONSSCHUTZAUSOiBFACHMAGAZINFÜRBAURECHT&TECHNIK
Kontrollfl ächen Sofern nichts anderes festgelegt wird, müssen Kontroll-fl ächen bei Korrosionsschutzsystemen in den Korrosivi-tätskategorien C3 bis C5 und Im 1 bis Im 3 in Überein-stimmung mit EN ISO 12944-7 angelegt werden.
Resümee
In Bezug auf den Korrosionsschutz legt die EN 1090 Teil 2 im Wesentlichen nur Anforderungen für die Bearbeitung von Stahloberfl ächen mit Unregelmäßigkeiten in Abhän-gigkeit der vorhandenen Korrosivitätskategorie und der Schutzdauer des Korrosionsschutzes fest. In der Leis-tungsspezifi kation müssen zumindest die Schutzdauer des Korrosionsschutzes und die Korrosivitätskatego-rie festgelegt sein. Das Korrosionsschutzsystem ist nach den einschlägigen technischen Korrosionsschutznormen vom Auftragnehmer zu spezifi zieren.
Literaturverzeichnis
[1] RVS 15.05.11: Brücken. Korrosionsschutz. Stahl- und Aluminiumkonstruktionen, Mai 2012.
[2] ZTV-Ing. Teil 4: Stahlbau. Stahlverbundbau, Abschnitt 3: Korrosionsschutz von Stahlbauten, Dezember 2007.
[3] TL/TP-KOR-Stahlbauten: Technische Lieferbe-dingungen und technische Prüfvorschriften für Beschichtungsstoff e für den Korrosionsschutz von Stahlbauten, 2002.
[4] DASt-Richtlinie 022: Feuerverzinken von tragenden Stahlbauteilen. Hrsg.: Deutscher Ausschuss für Stahlbau.
[5] Richtlinie zum Stückverzinken von Stahlbauteilen. Hrsg.: Österreichischer Stahlbauverband und Berufsgruppe Feuerverzinker, Dezember 2007.
[6] RVS 08.08.01: Technische Vertragsbedingungen. Stahlbau. Stahltragwerke, Dezember 2010.
Ing. Erwin Wakolbinger,Geschäftsführer des Ingenieur -büros Wakolbinger & Niehsner GmbH, Allgemein beeideter und gerichtlich zertifi zierter Sach-verständiger für Korrosions -schutz, Brandschutzbeschich -tungen und Oberfl ächenschutz und Beschichtung von Beton.offi [email protected]
Rechnungsadresse:
Firma
Name
Straße
PLZ/Ort
Lieferadresse (nur wenn abweichend):
Firma
Name
Straße
PLZ/Ort
Widerrufsrecht: Ich kann diese Vereinbarung innerhalb einer Woche schriftlich widerrufen: Österreichisches Institut für Bautechnik, Schenkenstraße 4, 1010 Wien, Austria, [email protected] Ort, Datum Unterschrift
Ja, ich möchte OIB aktuell als Abonnement bestellen. Für vier Ausgaben im Jahr bezahle ich nur € 49,50 (Europa € 55,– /Sonstige Län-der € 60,–) inkl. Mehrwertsteuer und Versand-kosten.
DAS FACHMAGAZIN FÜR BAURECHT UND TECHNIK
DAS FACHMAGAZIN FÜRBAURECHT UND TECHNIK
aktu
ell
02 | JUNI 2013 | 14. JAHRGANG | ISSN 1615-9950
02 | 13Dritte Novelle zur Baustoffl iste ÖESeite 6
Korrosionsschutzfür EN 1090-2Seite 12THEMAEN 1090 –bloße Schikane?Seite 20
Leitfaden für Wienzur OIB-Richtlinie 1Seite 24
Das Abonnement verlängert sich um weitere vier Ausgaben, falls es nicht vorher schriftlich gekün-digt wird. Eine Refundierung vorausbezahlter Aus-gaben erfolgt nicht.
aktu
ell
Meine Entscheidung: Bewusst bauen mit Sto-Fassadendämmsystemen.
Eine Sto-Fassade ist mehr als das Gesicht eines Hauses. Sie beeindruckt auf den ersten Blick durch Ästhetik und weckt Lust auf mehr. Wer aber ihre inneren Werte kennt, weiß, was perfekte Fassaden ausmacht: Top-Qualität, innovative Technologien, perfekte Abstimmung von Systemen und Zubehör, erstklassige Beratung und umfassender Service. An meine Fassade kommt nur Sto – das Beste.
02 | 13

DIE ARBEITSGRUPPE DES ÖSTV
DervorliegendeAnwendungsbehelf zurEN1090-2unddieSchwerpunktthemenwurden ineiner
ArbeitsgruppedesÖSTVunterderMitarbeitvon:
WalterSiokola,Zeman&CoGmbH(Vorsitz)
KarlFelbermayer,ÖSTV
HaraldGerm,DoppelmayrSeilbahnenGmbH
RichardGreiner,Inst.f.StahlbauundFlächentragwerke,TUGraz
JohannRiedler,Peneder
MeinhardRoller,Ziv.-Ing.f.Bauwesen
GerhardMeßner,HaslingerStahlbauGmbH
HelmutStelzl,Zeman&CoGmbH
FranzStadler,Waagner-BiroStahlbauAG
FerdinandSchwingenschrot,Ziv.Ing.f.Bauwesen
GeraldLuza,Baumeister,Ing.Konsulentf.Bauwesen
HerbertPommer,Ziv.Ing.f.Bauwesen
RobertVesely,SiemensAG
ThomasBerr,WilhelmSchmidtStahlbau
RolandPeck,WilhelmSchmidtStahlbau
ChristianKindelsberger,MetallbauHeidenbauer
GeorgMatzner,ÖSTV
PeterNeusser,BundesinnungMetalltechnik
erstellt.
ObwohldieseRichtliniesorgfältigunterBeiziehungvonFachexpertennachdemaktuellenStandder
WissenschaftundTechnikerstelltwurde,übernimmtderÖsterreichischeStahlbauverband(ÖSTV)
keinerleiHaftungfürdiebetreffendenAngaben.
SolltenSieFehlerentdeckenoderVerbesserungsvorschlägehaben,sosinddieAutorenbzw.die
HerausgeberfürIhreHinweisedankbar.RichtenSiediesebitteschriftlichandasBürodesÖSTVan
unten stehende Adresse.
NachdruckundVervielfältigungausschließlichmitschriftlicherGenehmigungdesÖSTV
Eigentümer, Herausgeber: ÖSTERREICHISCHERSTAHLBAUVERBAND(ÖSTV)WiednerHauptstr.63,1045Wien,Österreich,Tel.+43/1/5039474
E-Mail:[email protected]




















