
8. Vorlesung - iwf.tu-berlin.de · Asynchron-Drehstrommotor Gleichstrommotor mit...
36
Folie 1 Fertigungssystem HSC und HP/UP SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8 8. Vorlesung Fertigungssystem HSC und HP/UP
Transcript of 8. Vorlesung - iwf.tu-berlin.de · Asynchron-Drehstrommotor Gleichstrommotor mit...
Folie 1
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
8. Vorlesung
Fertigungssystem HSC und HP/UP
Folie 2
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
Inhalt der Vorlesung
• High Speed Cutting (HSC)
Grundlagen HSC
Hochgeschwindigkeitsfräsmaschinen
Hochgeschwindigkeitsdrehmaschinen
• Hoch- und Ultrapräzisionsbearbeitung (HP/UP)
Grundlagen HP/UP
HP-Bearbeitung
UP-Bearbeitung
• Mikrobearbeitung
Folie 3
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
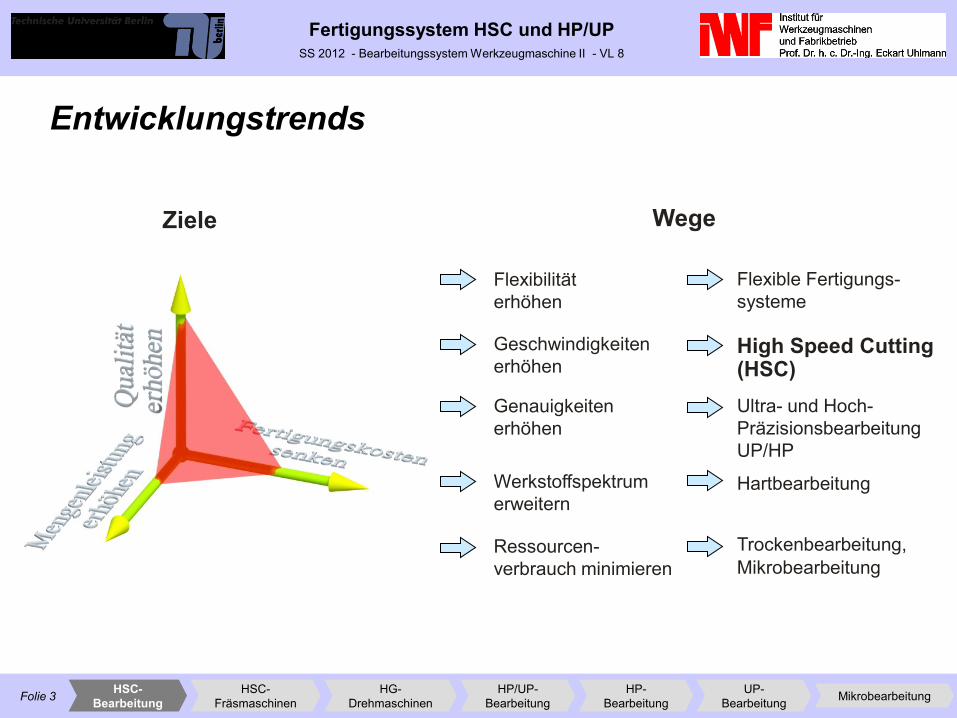
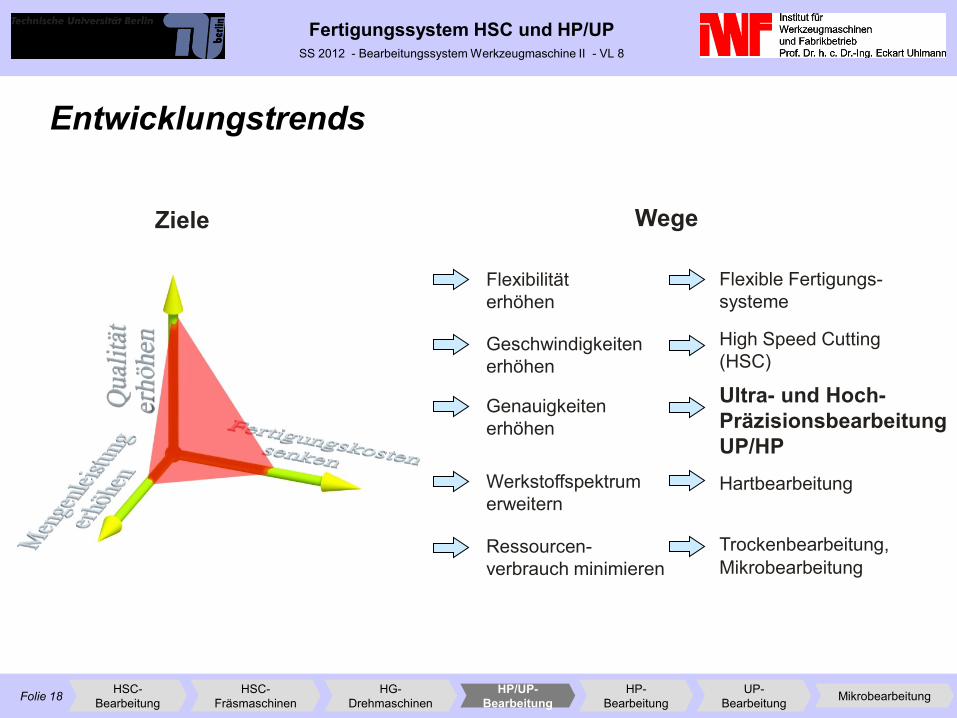
Geschwindigkeiten
erhöhen
Genauigkeiten
erhöhen
Werkstoffspektrum
erweitern
Ressourcen-
verbrauch minimieren
Ziele Wege
Flexibilität
erhöhen
High Speed Cutting (HSC)
Hartbearbeitung
Trockenbearbeitung,
Mikrobearbeitung
Ultra- und Hoch-
Präzisionsbearbeitung
UP/HP
Flexible Fertigungs-
systeme
Entwicklungstrends
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 4
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
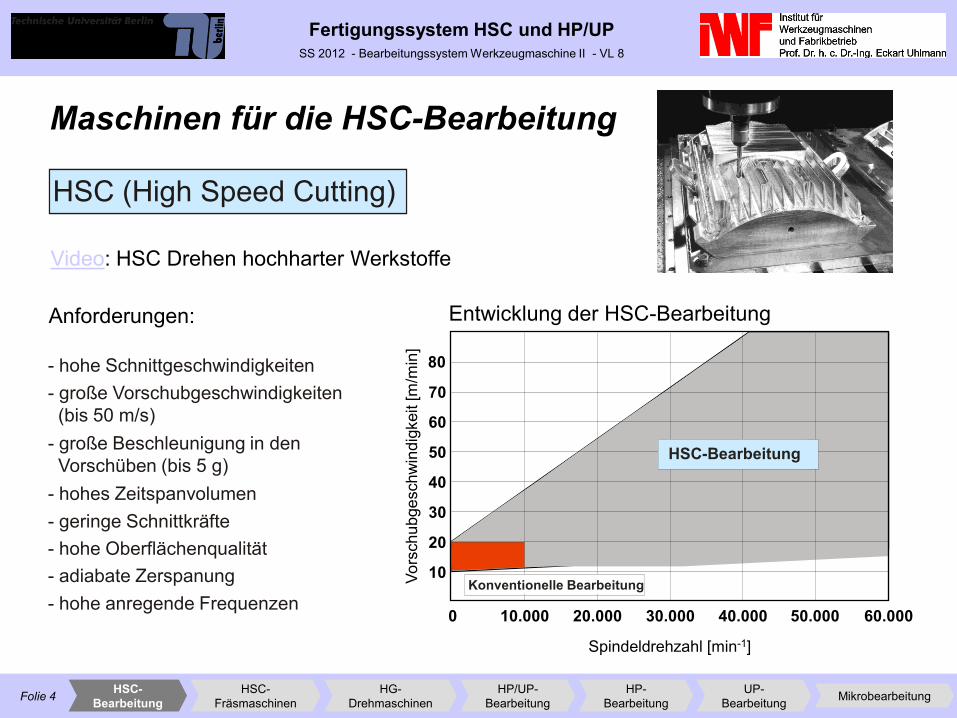
- hohe Schnittgeschwindigkeiten
- große Vorschubgeschwindigkeiten
(bis 50 m/s)
- große Beschleunigung in den
Vorschüben (bis 5 g)
- hohes Zeitspanvolumen
- geringe Schnittkräfte
- hohe Oberflächenqualität
- adiabate Zerspanung
- hohe anregende Frequenzen
HSC (High Speed Cutting)
Anforderungen:
HSC-Bearbeitung
Konventionelle Bearbeitung
Spindeldrehzahl [min-1]
Vo
rschu
bge
schw
indig
keit [m
/min
]
80
70
60
50
40
30
20
10
0 10.000 30.000 40.000 50.000 60.000 20.000
Entwicklung der HSC-Bearbeitung
Maschinen für die HSC-Bearbeitung
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Video: HSC Drehen hochharter Werkstoffe
Folie 5
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
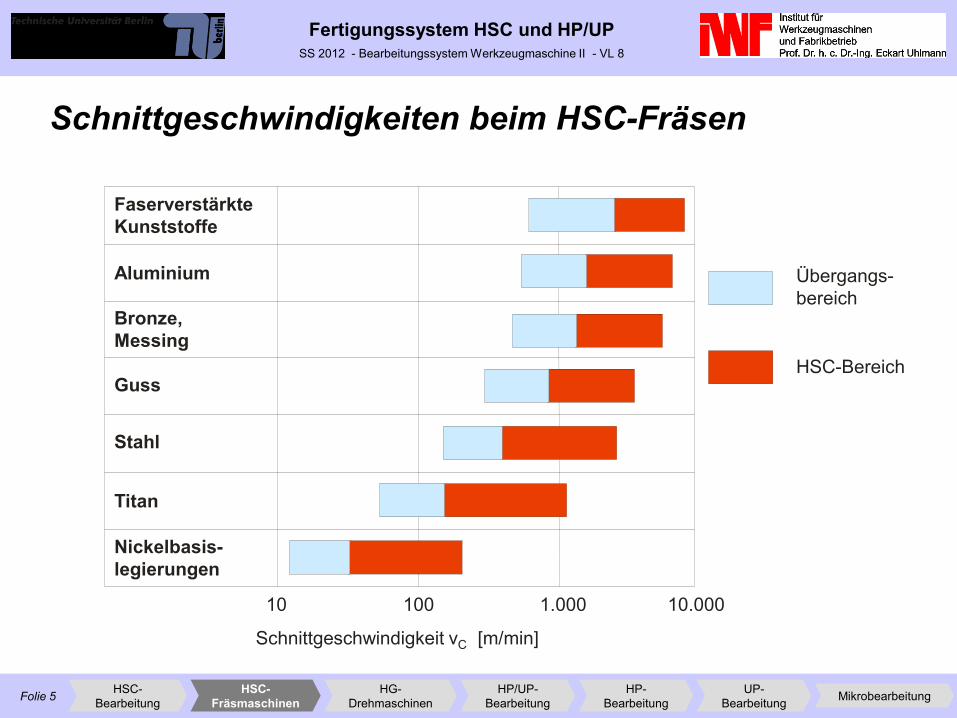
Schnittgeschwindigkeit vC [m/min]
Faserverstärkte
Kunststoffe
Aluminium
Bronze,
Messing
Guss
Stahl
Titan
Nickelbasis-
legierungen
10 100 1.000 10.000
Übergangs-
bereich
HSC-Bereich
Schnittgeschwindigkeiten beim HSC-Fräsen
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 6
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
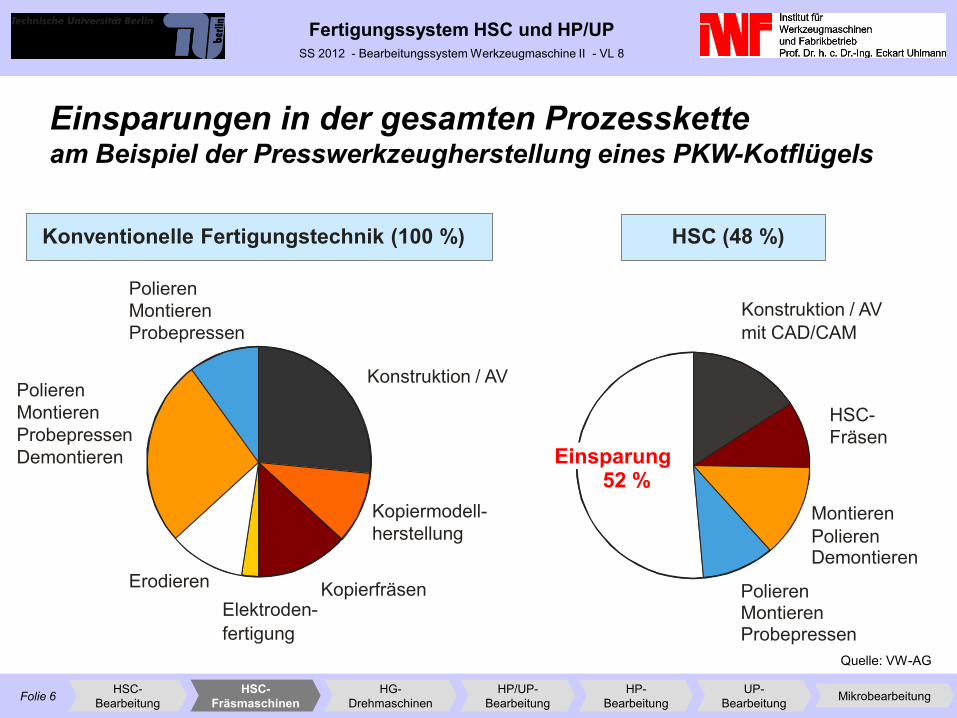
Polieren
Montieren
Probepressen
Polieren
Montieren
Probepressen
Demontieren
Erodieren
Elektroden-
fertigung
Kopierfräsen
Kopiermodell-
herstellung
Konstruktion / AV
Konventionelle Fertigungstechnik (100 %) HSC (48 %)
Konstruktion / AV
mit CAD/CAM
HSC-
Fräsen Einsparung
52 %
Polieren
Montieren
Demontieren
Polieren Montieren Probepressen
Einsparungen in der gesamten Prozesskette am Beispiel der Presswerkzeugherstellung eines PKW-Kotflügels
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: VW-AG
Folie 7
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
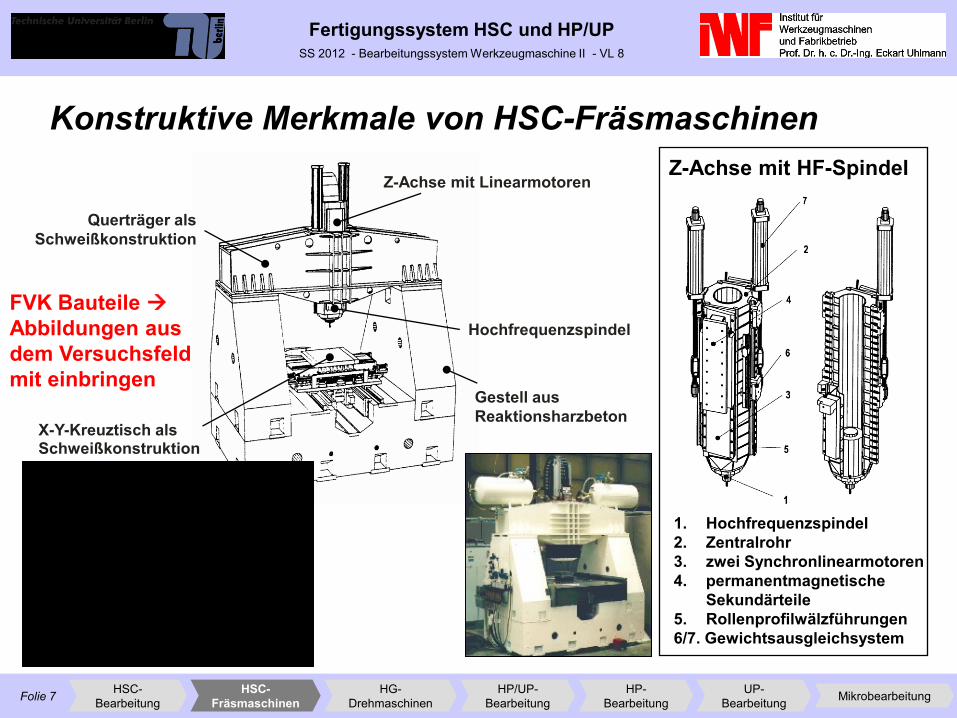
Gestell aus
Reaktionsharzbeton
Hochfrequenzspindel
Querträger als
Schweißkonstruktion
Z-Achse mit Linearmotoren
X-Y-Kreuztisch als Schweißkonstruktion
1. Hochfrequenzspindel
2. Zentralrohr
3. zwei Synchronlinearmotoren
4. permanentmagnetische
Sekundärteile
5. Rollenprofilwälzführungen
6/7. Gewichtsausgleichsystem
Z-Achse mit HF-Spindel
Konstruktive Merkmale von HSC-Fräsmaschinen
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: Fa. exeron GmbH
FVK Bauteile
Abbildungen aus
dem Versuchsfeld
mit einbringen
Folie 8
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
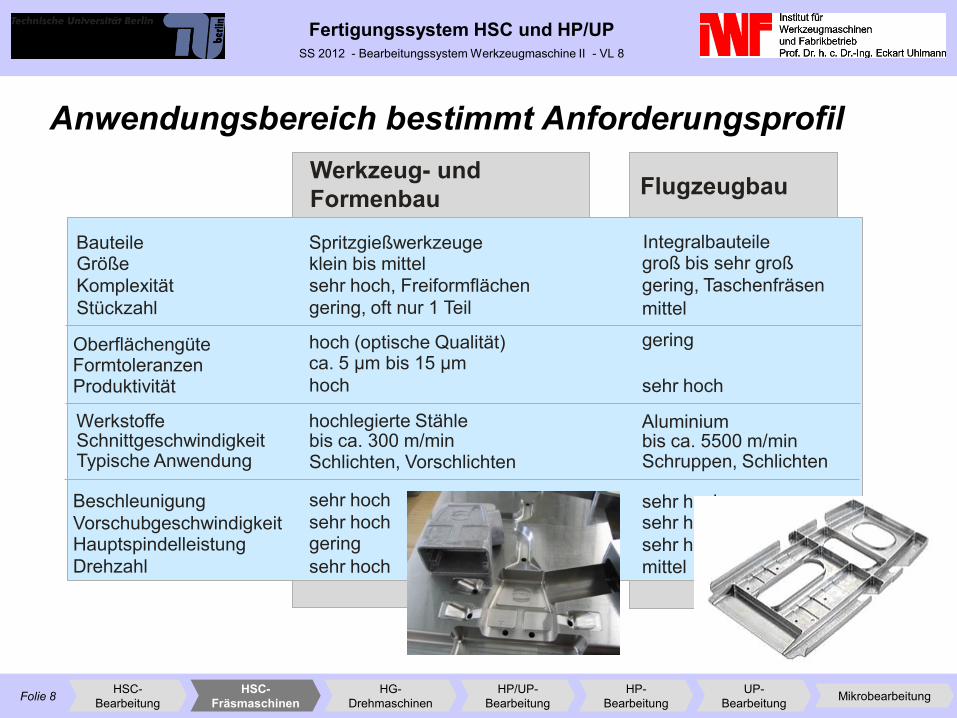
Größe
Komplexität
Stückzahl
Oberflächengüte
Produktivität
Schnittgeschwindigkeit Typische Anwendung
Beschleunigung
Vorschubgeschwindigkeit Hauptspindelleistung
Drehzahl
klein bis mittel sehr hoch, Freiformflächen
gering, oft nur 1 Teil
hoch (optische Qualität)
hoch
bis ca. 300 m/min Schlichten, Vorschlichten
sehr hoch
sehr hoch gering
sehr hoch
groß bis sehr groß
gering, Taschenfräsen
mittel
gering
sehr hoch
bis ca. 5500 m/min Schruppen, Schlichten
sehr hoch sehr hoch
sehr hoch
mittel
Werkzeug- und
Formenbau Flugzeugbau
Bauteile Spritzgießwerkzeuge Integralbauteile
Formtoleranzen ca. 5 µm bis 15 µm
Werkstoffe hochlegierte Stähle Aluminium
Anwendungsbereich bestimmt Anforderungsprofil
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung

Folie 9
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
3-Achsbearbeitung
5-Achsbearbeitung
HSC-Fräsmaschinen für Werkzeug- und Formenbau
MIKROMAT
10 V HSC
Droop + Rein
FOGS Baureihe
MAP
LPZ 500
Spinner
VC-PerformanceLine
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: IWF Quelle: IWF
Quelle: Dörries Scharmann Technologie GmbH Quelle: Spinner Werkzeugmaschinen GmbH
Folie 10
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
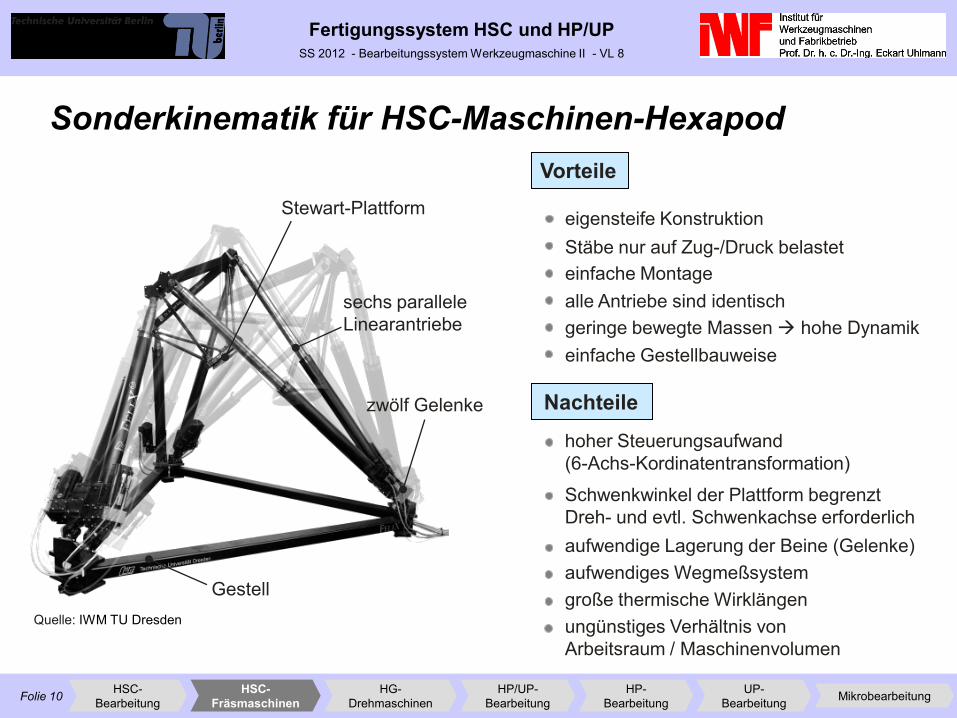
Stewart-Plattform
sechs parallele
Linearantriebe
zwölf Gelenke
Gestell
Quelle: IWM TU Dresden
Vorteile
eigensteife Konstruktion
Stäbe nur auf Zug-/Druck belastet
einfache Montage
alle Antriebe sind identisch
geringe bewegte Massen hohe Dynamik
einfache Gestellbauweise
Nachteile
hoher Steuerungsaufwand
(6-Achs-Kordinatentransformation)
Schwenkwinkel der Plattform begrenzt
Dreh- und evtl. Schwenkachse erforderlich
aufwendige Lagerung der Beine (Gelenke)
aufwendiges Wegmeßsystem
große thermische Wirklängen
ungünstiges Verhältnis von
Arbeitsraum / Maschinenvolumen
Sonderkinematik für HSC-Maschinen-Hexapod
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 11
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
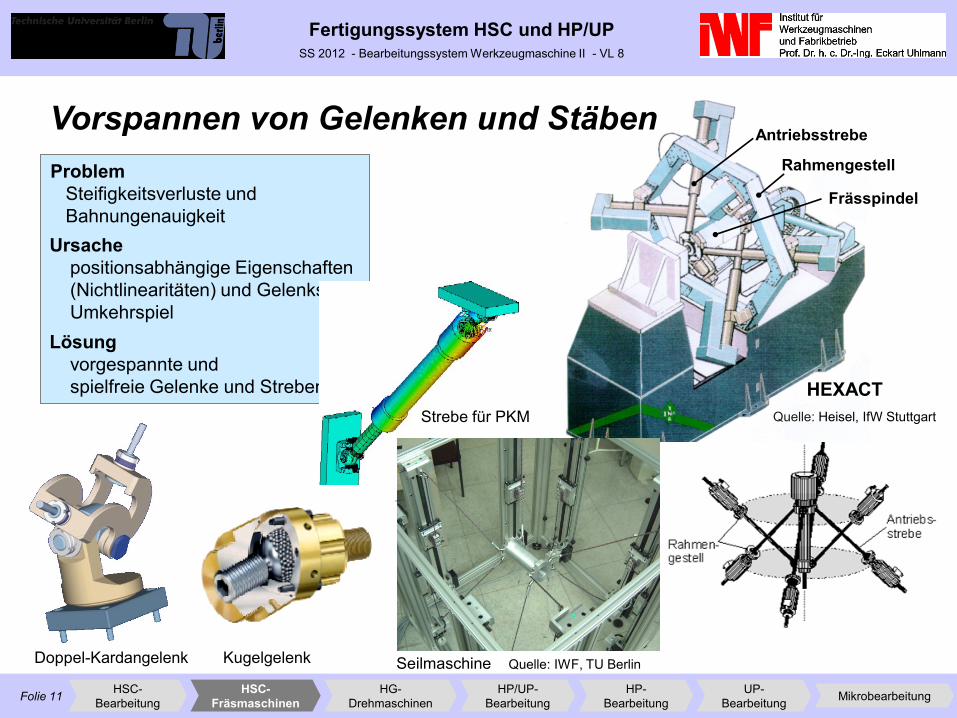
Antriebsstrebe
Frässpindel
Rahmengestell
Ursache
positionsabhängige Eigenschaften
(Nichtlinearitäten) und Gelenkspiel/
Umkehrspiel
Problem
Steifigkeitsverluste und
Bahnungenauigkeit
Lösung
vorgespannte und
spielfreie Gelenke und Streben
Quelle: Heisel, IfW Stuttgart
Kugelgelenk Doppel-Kardangelenk
HEXACT
Seilmaschine Quelle: IWF, TU Berlin
Strebe für PKM
Vorspannen von Gelenken und Stäben
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung

Folie 12
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
Quelle: DS Technologie, Mönchengladbach
ECOSPEED
SPRINT Z3 Bearbeitungskopf mit Parallelkinematik
SPRINT Z3
ACM Bearbeitungszentrum für die Luft- und
Raumfahrt
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung

Folie 13
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
Zylinderstufen
Kegelstumpf
Halbkugel
Freiformflächen
NC-Abnahmewerkstück für Fräsmaschinen
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 14
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
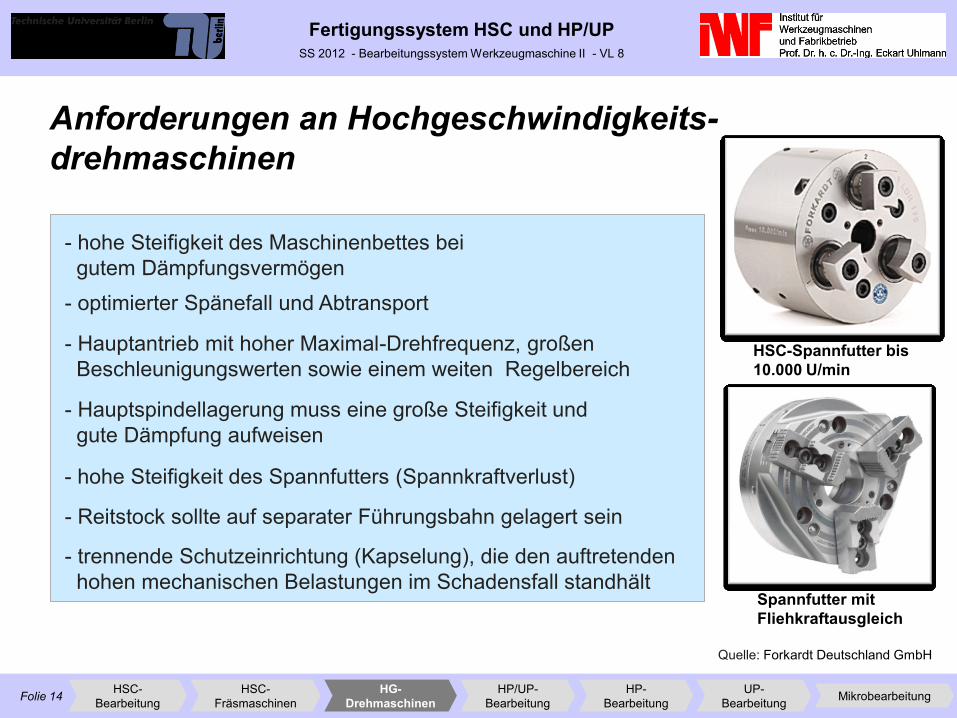
- hohe Steifigkeit des Maschinenbettes bei
gutem Dämpfungsvermögen
- optimierter Spänefall und Abtransport
- Hauptantrieb mit hoher Maximal-Drehfrequenz, großen
Beschleunigungswerten sowie einem weiten Regelbereich
- Hauptspindellagerung muss eine große Steifigkeit und
gute Dämpfung aufweisen
- Reitstock sollte auf separater Führungsbahn gelagert sein
- trennende Schutzeinrichtung (Kapselung), die den auftretenden
hohen mechanischen Belastungen im Schadensfall standhält
- hohe Steifigkeit des Spannfutters (Spannkraftverlust)
Anforderungen an Hochgeschwindigkeits-
drehmaschinen
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: Forkardt Deutschland GmbH
HSC-Spannfutter bis
10.000 U/min
Spannfutter mit
Fliehkraftausgleich
Folie 15
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
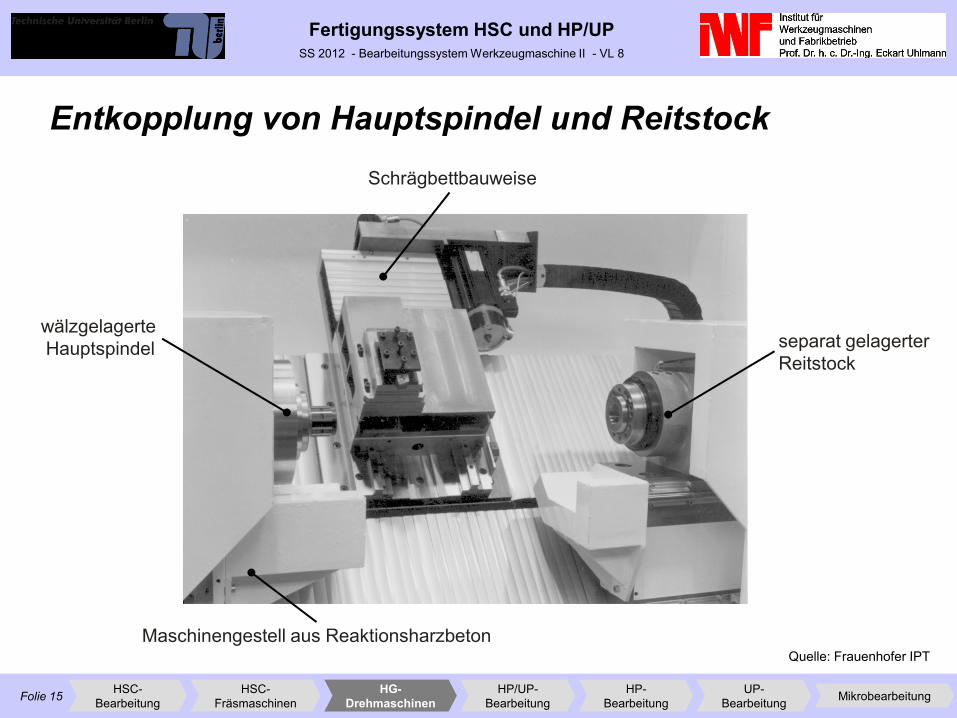
separat gelagerter
Reitstock
wälzgelagerte
Hauptspindel
Schrägbettbauweise
Maschinengestell aus Reaktionsharzbeton
Entkopplung von Hauptspindel und Reitstock
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: Frauenhofer IPT
Folie 16
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
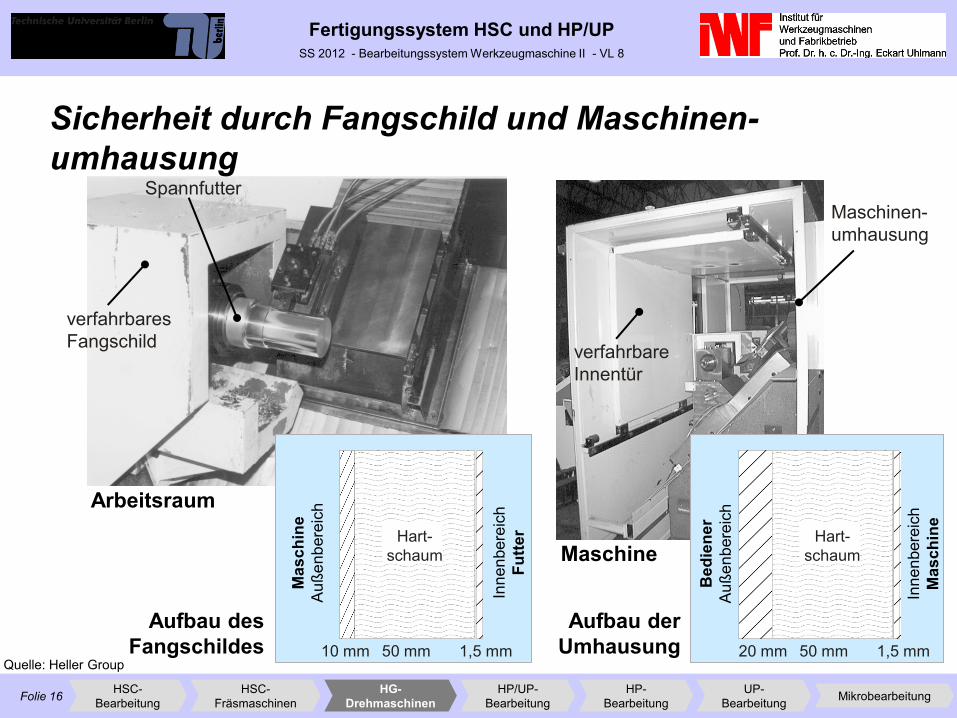
verfahrbares
Fangschild
Spannfutter
Aufbau des
Fangschildes
Maschinen-
umhausung
verfahrbare
Innentür
Aufbau der
Umhausung
Sicherheit durch Fangschild und Maschinen-
umhausung
20 mm 1,5 mm 50 mm
Hart-
schaum
Bed
ien
er
Au
ßen
bere
ich
Inn
en
bere
ich
Ma
sc
hin
e
Maschine
Arbeitsraum
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
10 mm 1,5 mm 50 mm
Hart-
schaum
Ma
sc
hin
e
Au
ße
nb
ere
ich
Inn
en
bere
ich
Fu
tter
Quelle: Heller Group
Folie 17
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
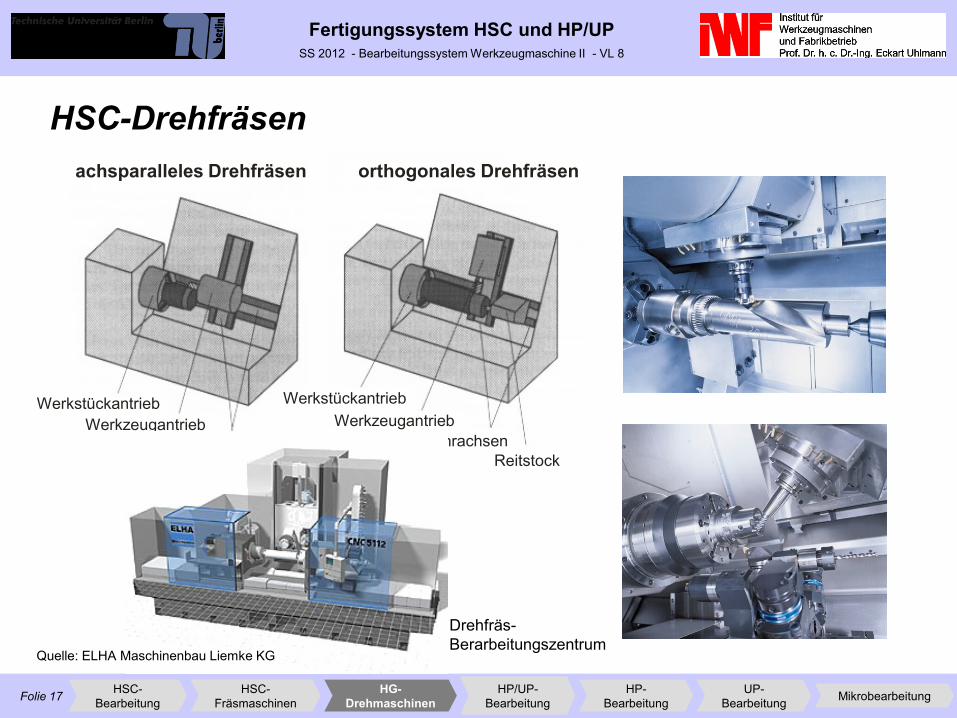
Werkstückantrieb
Werkzeugantrieb
Verfahrachsen
Werkstückantrieb
Werkzeugantrieb
Verfahrachsen
Reitstock
achsparalleles Drehfräsen orthogonales Drehfräsen
Drehfräs-
Berarbeitungszentrum
HSC-Drehfräsen
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: ELHA Maschinenbau Liemke KG
Folie 18
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
Geschwindigkeiten
erhöhen
Genauigkeiten
erhöhen
Werkstoffspektrum
erweitern
Ressourcen-
verbrauch minimieren
Ziele Wege
Flexibilität
erhöhen
High Speed Cutting
(HSC)
Hartbearbeitung
Trockenbearbeitung,
Mikrobearbeitung
Ultra- und Hoch-
Präzisionsbearbeitung
UP/HP
Flexible Fertigungs-
systeme
Entwicklungstrends
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 19
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
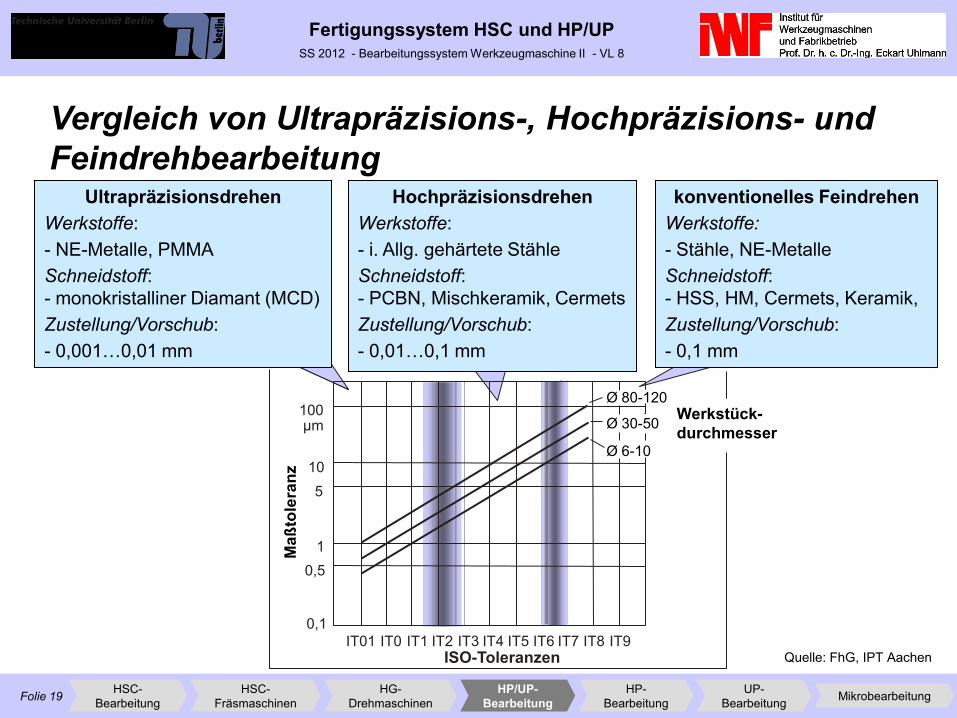
100 µm
IT01
0,1
0,5
1
5
10
IT5 IT0 IT6 IT1 IT7 IT2 IT8 IT3 IT9 IT4 ISO-Toleranzen
Ø 80-120
Ø 30-50
Ø 6-10
Ma
ßto
lera
nz
Werkstück-
durchmesser
Vergleich von Ultrapräzisions-, Hochpräzisions- und
Feindrehbearbeitung
Hochpräzisionsdrehen
Werkstoffe
-
Schneidstoff
-
Zustellung/Vorschub
-
Hochpräzisionsdrehen
Werkstoffe:
- i. Allg. gehärtete Stähle
Schneidstoff:
- PCBN, Mischkeramik, Cermets
Zustellung/Vorschub:
- 0,01…0,1 mm
Ultrapräzisionsdrehen
Werkstoffe
-
Schneidstoff
-
Zustellung/Vorschub
-
Ultrapräzisionsdrehen
Werkstoffe:
- NE-Metalle, PMMA
Schneidstoff:
- monokristalliner Diamant (MCD)
Zustellung/Vorschub:
- 0,001…0,01 mm
konventionelles Feindrehen
Werkstoffe:
-
Schneidstoff
-
Zustellung/Vorschub
-
konventionelles Feindrehen
Werkstoffe:
- Stähle, NE-Metalle
Schneidstoff:
- HSS, HM, Cermets, Keramik,
Zustellung/Vorschub:
- 0,1 mm
Quelle: FhG, IPT Aachen
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung

Folie 20
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
• monokristalliner Diamant
(Ultrapräzisionsbearbeitung)
• kubisch-kristallines Bornitrid
(Hochpräzisionsbearbeitung)
- geschliffener Naturdiamant
- für die Bearbeitung von Nichteisenmetallen
(Kupfer, Aluminium, Magnesium), Aluminium-
und Magnesiumlegierungen, Messing, Bronze
- nicht für die Bearbeitung von Eisenwerkstoffen
geeignet
- synthetisch erzeugt
- gesinterte Schneidplatten mit oder ohne
Hartmetallunterlage
- für die Bearbeitung gehärteter Eisenwerk-
stoffe ab 45 HRC, u. a. m. legierte Stähle
Schneidstoffe
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: WEMA GmbH
Folie 21
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
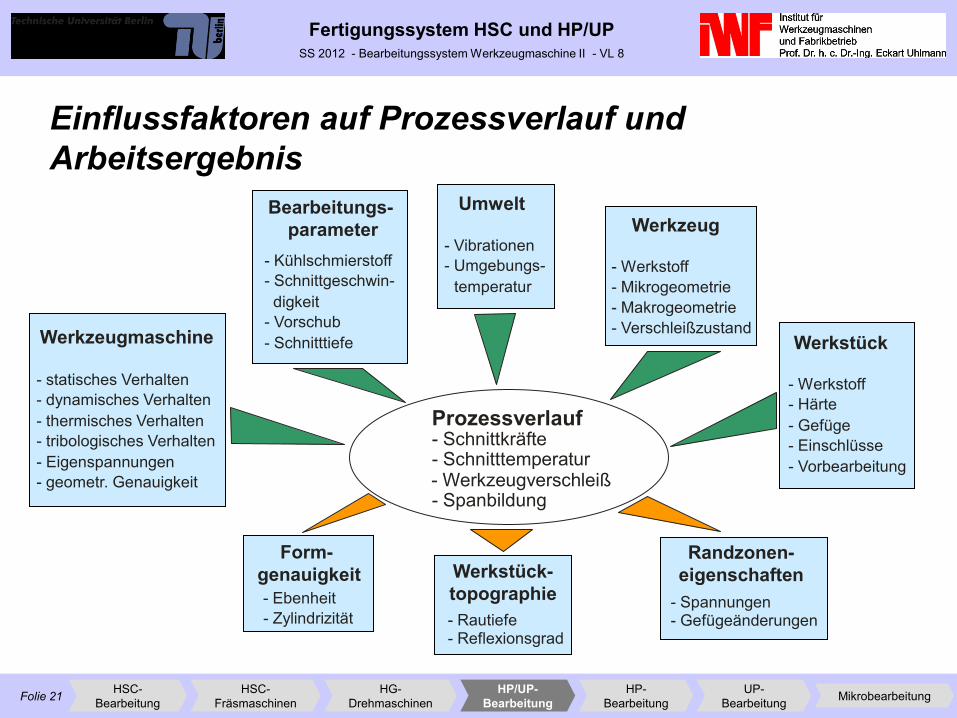
Umwelt
Prozessverlauf
Werkstück-
topographie
Form-
genauigkeit
Randzonen-
eigenschaften
Bearbeitungs-
parameter
- Schnittgeschwin-
digkeit
- Vorschub
- Schnitttiefe
- Kühlschmierstoff
Werkzeug
- Werkstoff
- Mikrogeometrie
- Makrogeometrie
- Verschleißzustand Werkstück
- Werkstoff
- Härte
- Gefüge
- Einschlüsse
- Vorbearbeitung
- Vibrationen
- Umgebungs-
temperatur
Werkzeugmaschine
- statisches Verhalten
- dynamisches Verhalten
- thermisches Verhalten
- tribologisches Verhalten
- Eigenspannungen
- geometr. Genauigkeit
- Schnittkräfte - Schnitttemperatur
- Spanbildung - Werkzeugverschleiß
- Rautiefe - Reflexionsgrad
- Ebenheit
- Zylindrizität - Spannungen - Gefügeänderungen
Einflussfaktoren auf Prozessverlauf und
Arbeitsergebnis
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 22
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
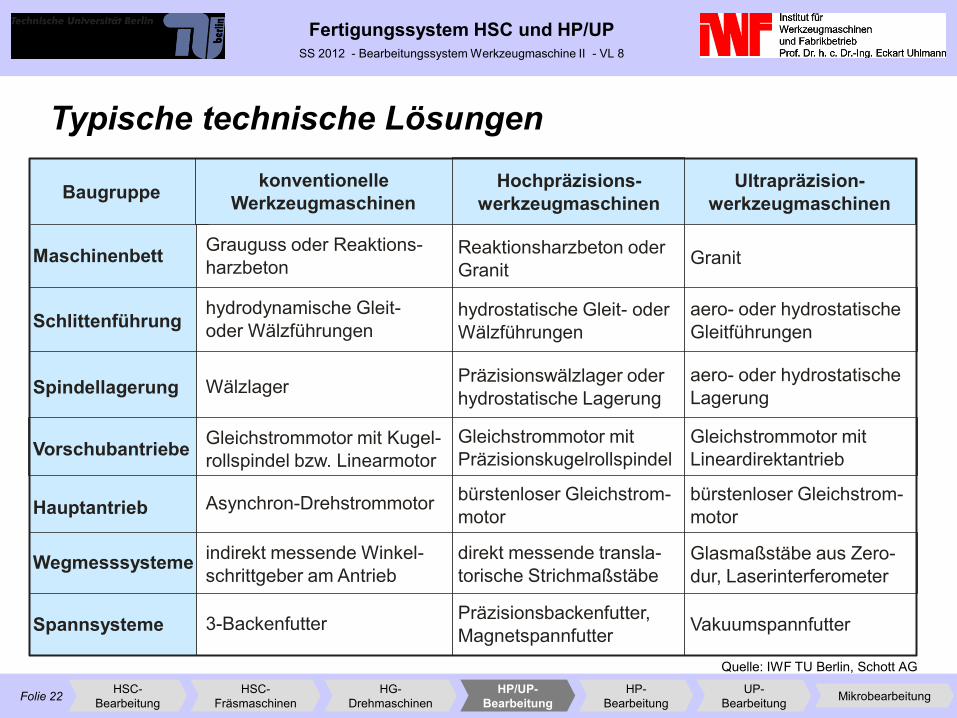
konventionelle
Werkzeugmaschinen
Hochpräzisions-
werkzeugmaschinen
hydrodynamische Gleit-
oder Wälzführungen
Wälzlager
Asynchron-Drehstrommotor
Gleichstrommotor mit Kugel-
rollspindel bzw. Linearmotor
indirekt messende Winkel-
schrittgeber am Antrieb
3-Backenfutter
hydrostatische Gleit- oder
Wälzführungen
Präzisionswälzlager oder
hydrostatische Lagerung
direkt messende transla-
torische Strichmaßstäbe
Präzisionsbackenfutter,
Magnetspannfutter
Baugruppe
Maschinenbett
Schlittenführung
Spindellagerung
Hauptantrieb
Vorschubantriebe
Wegmesssysteme
Spannsysteme
Ultrapräzision-
werkzeugmaschinen
Granit
aero- oder hydrostatische
Gleitführungen
aero- oder hydrostatische
Lagerung
Glasmaßstäbe aus Zero-
dur, Laserinterferometer
Vakuumspannfutter
Grauguss oder Reaktions-
harzbeton
Gleichstrommotor mit
Präzisionskugelrollspindel
Reaktionsharzbeton oder
Granit
bürstenloser Gleichstrom-
motor
Gleichstrommotor mit
Lineardirektantrieb
bürstenloser Gleichstrom-
motor
Typische technische Lösungen
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: IWF TU Berlin, Schott AG
Folie 23
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
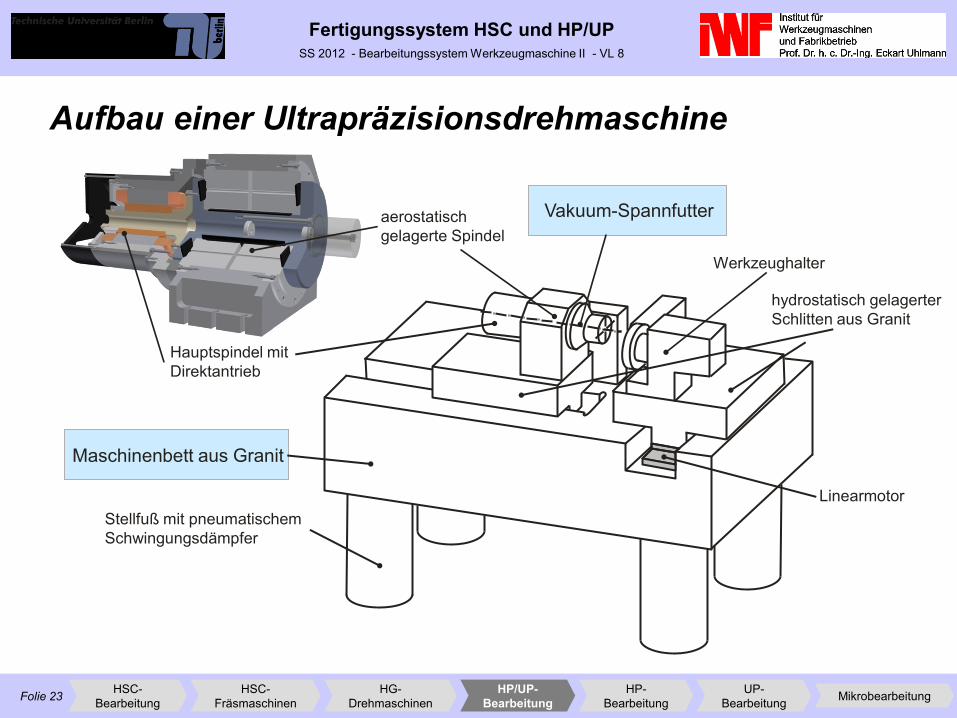
Linearmotor
Hauptspindel mit
Direktantrieb
Stellfuß mit pneumatischem
Schwingungsdämpfer
Maschinenbett aus Granit
aerostatisch
gelagerte Spindel
Vakuum-Spannfutter
Werkzeughalter
hydrostatisch gelagerter
Schlitten aus Granit
Aufbau einer Ultrapräzisionsdrehmaschine
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 24
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
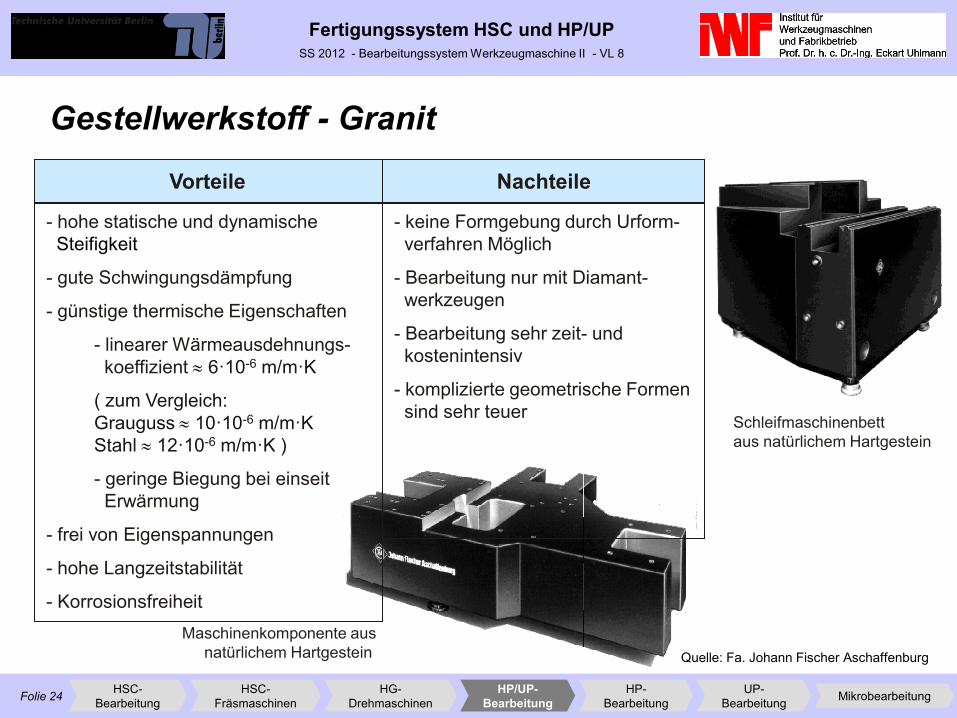
Maschinenkomponente aus
natürlichem Hartgestein
Schleifmaschinenbett
aus natürlichem Hartgestein
Quelle: Fa. Johann Fischer Aschaffenburg
- keine Formgebung durch Urform-
verfahren Möglich
- Bearbeitung nur mit Diamant-
werkzeugen
- Bearbeitung sehr zeit- und
kostenintensiv
- komplizierte geometrische Formen
sind sehr teuer
Vorteile Nachteile
- hohe statische und dynamische
Steifigkeit
- gute Schwingungsdämpfung
- günstige thermische Eigenschaften
- linearer Wärmeausdehnungs-
koeffizient 6·10-6 m/m·K
( zum Vergleich:
Grauguss 10·10-6 m/m·K
Stahl 12·10-6 m/m·K )
- geringe Biegung bei einseitiger
Erwärmung
- frei von Eigenspannungen
- hohe Langzeitstabilität
- Korrosionsfreiheit
Gestellwerkstoff - Granit
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung

Folie 25
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
Vorteile: Vorteile:
• geringe Deformation der Werkstücke
• hohe Durchmesserflexibilität
Nachteile: Nachteile:
• plane Spannfläche am Werkstück (Vorbearbeitung) notwendig
• Zentrierung der Werkstücke nur durch Zentrierstifte o. ä. möglich
• offene Bereiche am Futter müssen verschlossen werden
(Rand, Werkstückbohrungen und -nuten)
• Mindestkontaktfläche zwischen Werkstück und
Spannsystem notwendig (problematisch z. B. bei schmalen Ringen)
• nicht für wellenähnliche Werkstücke geeignet
• aufwendige Vakuumsysteme notwendig
• sinkende Spannkraft bei Leck im Vakuumsystem
Vakuumspannung
UP-Drehen eines asphärischen
Spiegels in Aluminium Ø = 125 mm
UP-Fräsen Quelle: Innolite GmbH
Vakuumspannfutter für die UP-Bearbeitung
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 26
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
höhere Flexibilität
- punktförmiger Eingriff des Werkzeugs erlaubt in Verbindung
mit einer CNC-Steuerung komplexere Oberflächenstrukturen,
(z. B. Sinuswellen, Asphären, Rillen, Prismen)
Umweltentlastung
- Verzicht auf Kühlschmierstoffe
- Vermeidung von Schleifschlamm
- einfaches Recycling der Späne
- geringerer Energiebedarf
Kosteneinsparungspotenzial
- Verkürzung der Prozesskette: Härten Drehen, statt
Drehen Härten Schleifen
- geringere Investitionen: Verzicht auf Schleifmaschine
- Verkürzung der Hauptzeit durch höhere Zerspanleistung
Vorteile der HP-Bearbeitung gegenüber dem Schleifen
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 27
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
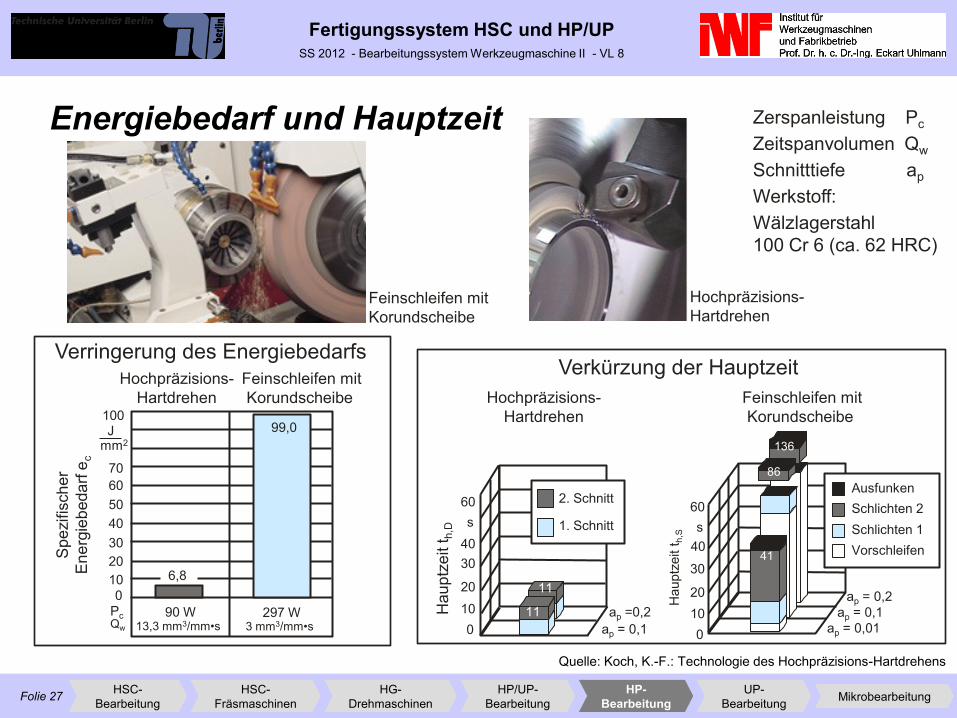
Hochpräzisions-
Hartdrehen Feinschleifen mit
Korundscheibe
Zerspanleistung Pc
Zeitspanvolumen Qw
Schnitttiefe ap
Werkstoff:
Wälzlagerstahl
100 Cr 6 (ca. 62 HRC)
Energiebedarf und Hauptzeit
Verkürzung der Hauptzeit
Hochpräzisions-
Hartdrehen
Feinschleifen mit
Korundscheibe
60
s
40
30
20
10
0
ap =0,2
ap = 0,1
2. Schnitt
1. Schnitt
11
11
Hau
ptz
eit t
h,D
60
s
40
30
20
10
0 ap = 0,01
ap = 0,1
ap = 0,2
136
86
41
Hauptz
eit t
h,S
Ausfunken
Schlichten 2
Schlichten 1
Vorschleifen
Verringerung des Energiebedarfs
100
70
60
50
40
30
20
10
0
90 W 13,3 mm3/mm•s
297 W 3 mm3/mm•s
6,8
99,0 J mm2
Sp
ezifis
cher
En
erg
ieb
eda
rf e
c
Pc Qw
Hochpräzisions-
Hartdrehen
Feinschleifen mit
Korundscheibe
Quelle: Koch, K.-F.: Technologie des Hochpräzisions-Hartdrehens
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 28
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
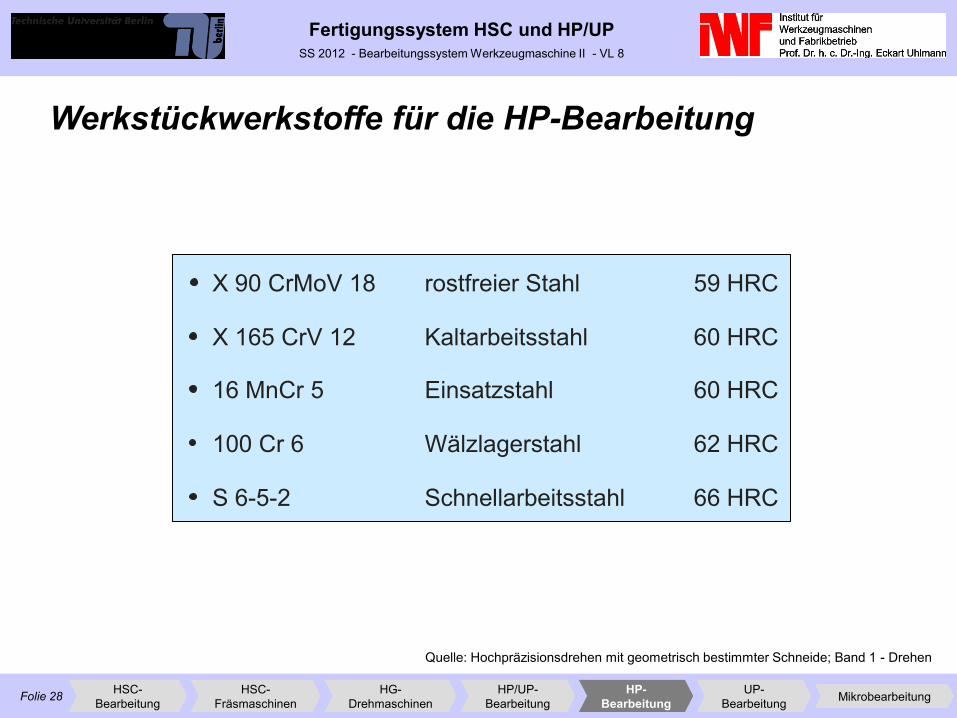
X 90 CrMoV 18
X 165 CrV 12
16 MnCr 5
100 Cr 6
S 6-5-2
rostfreier Stahl
Kaltarbeitsstahl
Einsatzstahl
Wälzlagerstahl
Schnellarbeitsstahl
59 HRC
60 HRC
60 HRC
62 HRC
66 HRC
Werkstückwerkstoffe für die HP-Bearbeitung
Quelle: Hochpräzisionsdrehen mit geometrisch bestimmter Schneide; Band 1 - Drehen
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 29
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
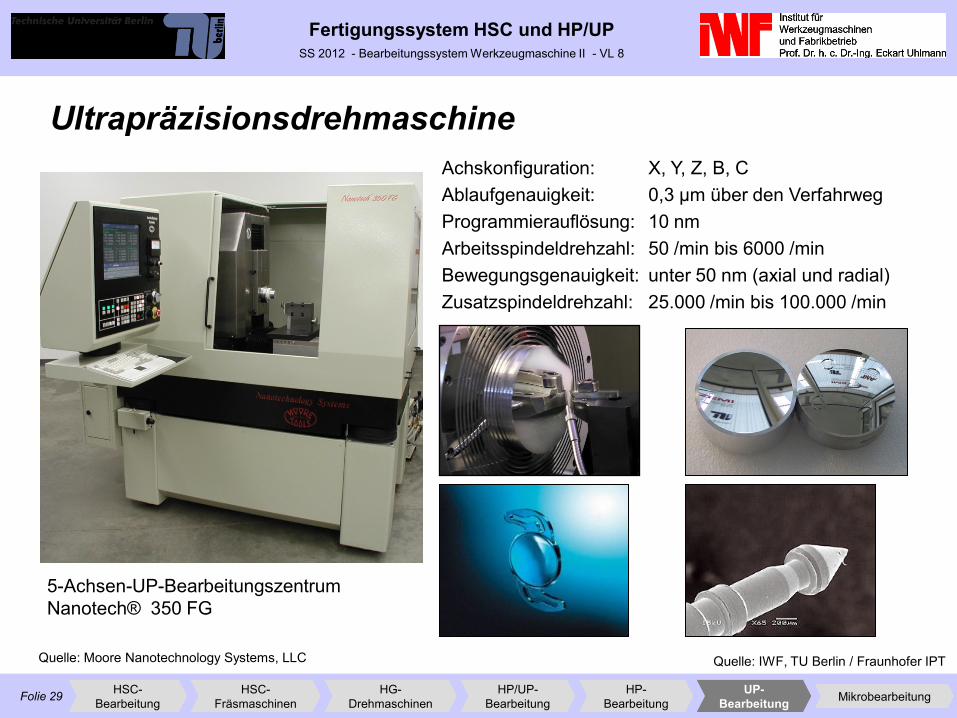
5-Achsen-UP-Bearbeitungszentrum
Nanotech® 350 FG
Achskonfiguration: X, Y, Z, B, C
Ablaufgenauigkeit: 0,3 µm über den Verfahrweg
Programmierauflösung: 10 nm
Arbeitsspindeldrehzahl: 50 /min bis 6000 /min
Bewegungsgenauigkeit: unter 50 nm (axial und radial)
Zusatzspindeldrehzahl: 25.000 /min bis 100.000 /min
Ultrapräzisionsdrehmaschine
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: IWF, TU Berlin / Fraunhofer IPT Quelle: Moore Nanotechnology Systems, LLC
Folie 30
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
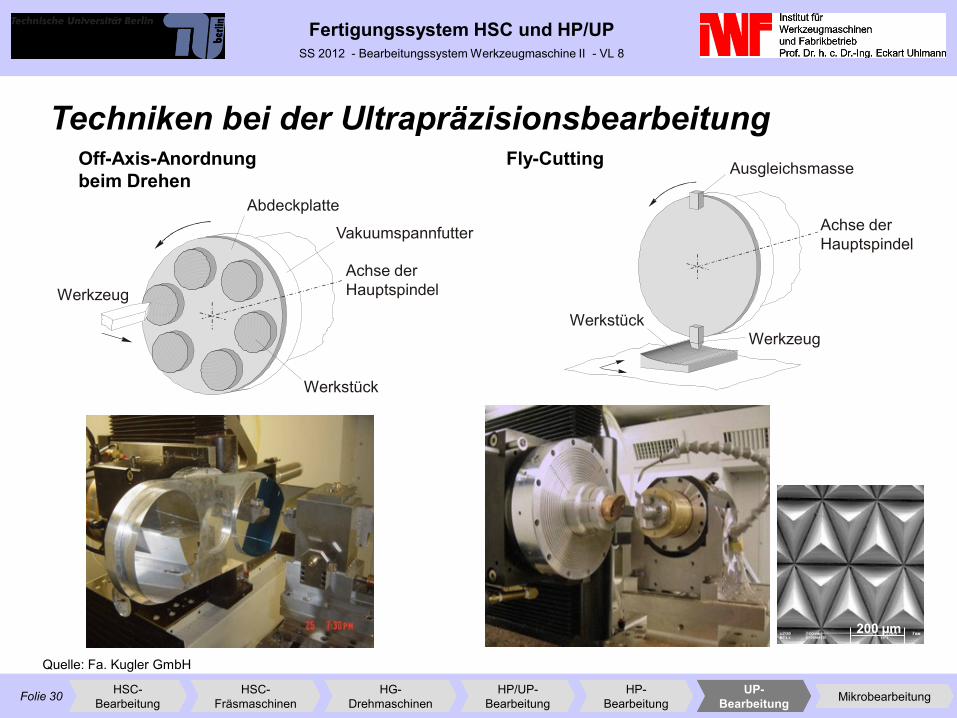
Off-Axis-Anordnung
beim Drehen
Fly-Cutting
Techniken bei der Ultrapräzisionsbearbeitung
Werkstück
Abdeckplatte
Vakuumspannfutter
Achse der
Hauptspindel Werkzeug
Werkstück
Achse der
Hauptspindel
Werkzeug
Ausgleichsmasse
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: Fa. Kugler GmbH
200 µm
Folie 31
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
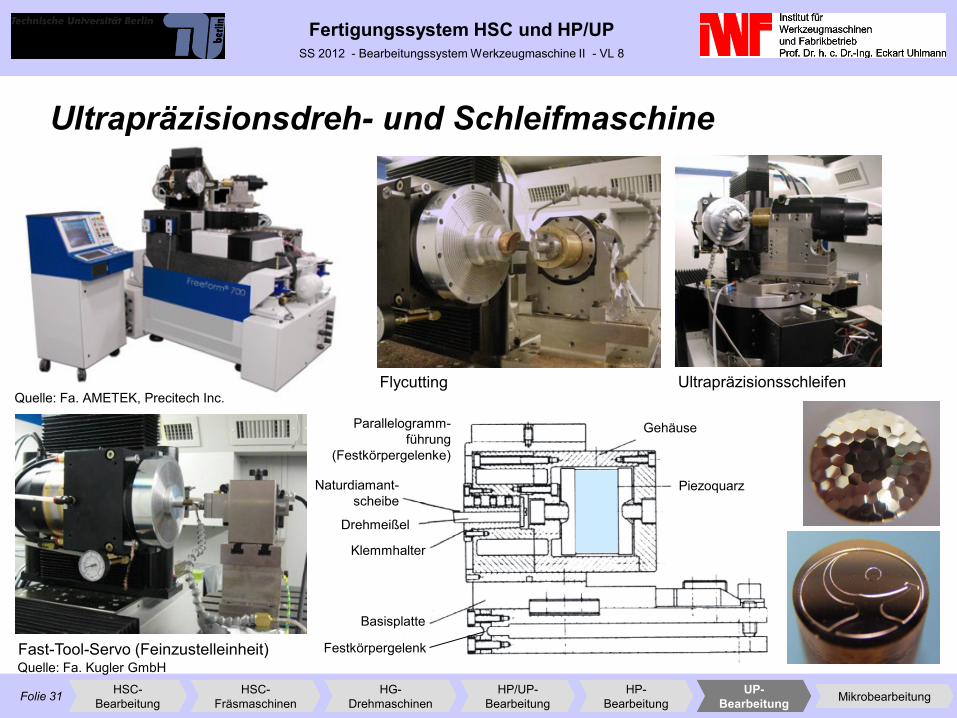
Flycutting
Fast-Tool-Servo (Feinzustelleinheit)
Ultrapräzisionsschleifen
Ultrapräzisionsdreh- und Schleifmaschine
Parallelogramm-
führung
(Festkörpergelenke)
Naturdiamant-
scheibe
Gehäuse
Piezoquarz
Drehmeißel
Klemmhalter
Basisplatte
Festkörpergelenk
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: Fa. AMETEK, Precitech Inc.
Quelle: Fa. Kugler GmbH
Folie 32
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
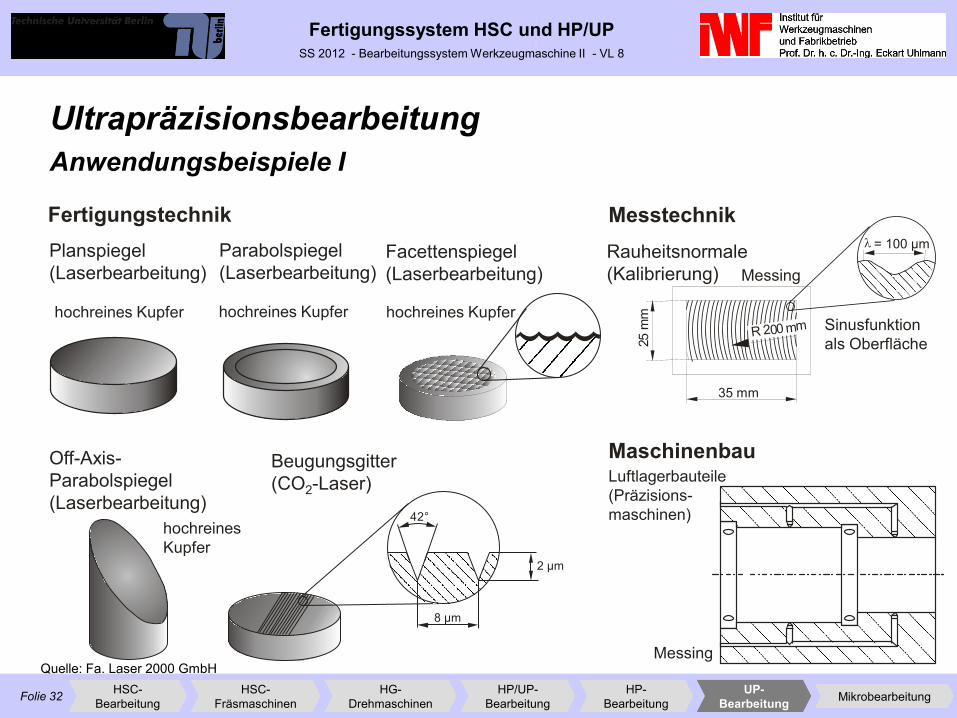
Parabolspiegel
(Laserbearbeitung)
Planspiegel
(Laserbearbeitung) Facettenspiegel
(Laserbearbeitung)
Beugungsgitter
(CO2-Laser)
Off-Axis-
Parabolspiegel
(Laserbearbeitung)
hochreines
Kupfer
Luftlagerbauteile
(Präzisions-
maschinen)
Messing
Rauheitsnormale
(Kalibrierung)
Sinusfunktion
als Oberfläche
Fertigungstechnik Messtechnik
Maschinenbau
Messing
42°
2 µm
8 µm
2 5 m
m
35 mm
l = 100 µm
Ultrapräzisionsbearbeitung
Anwendungsbeispiele I
hochreines Kupfer hochreines Kupfer hochreines Kupfer
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: Fa. Laser 2000 GmbH
Folie 33
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
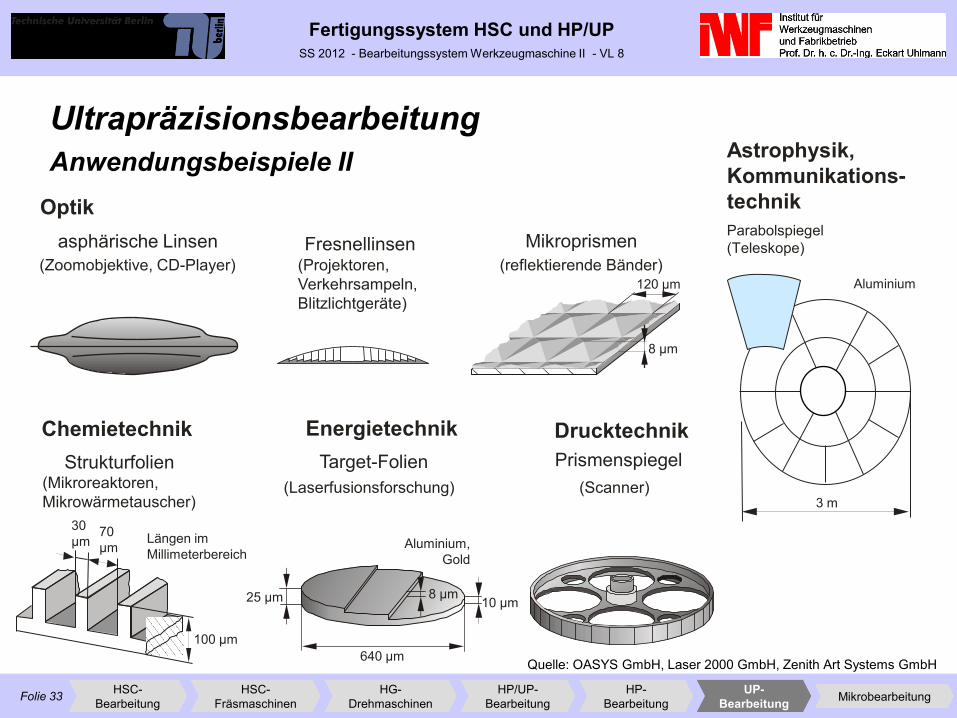
Mikroprismen
(reflektierende Bänder)
Parabolspiegel
(Teleskope)
Astrophysik,
Kommunikations-
technik
asphärische Linsen
(Zoomobjektive, CD-Player)
Fresnellinsen (Projektoren,
Verkehrsampeln,
Blitzlichtgeräte)
Prismenspiegel Strukturfolien (Mikroreaktoren,
Mikrowärmetauscher)
Target-Folien
Optik
Chemietechnik Energietechnik Drucktechnik
30
µm 70
µm Längen im
Millimeterbereich
100 µm
Aluminium
3 m
Ultrapräzisionsbearbeitung
Anwendungsbeispiele II
8 µm
120 µm
Aluminium,
Gold
25 µm
640 µm
10 µm 8 µm
(Laserfusionsforschung) (Scanner)
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Quelle: OASYS GmbH, Laser 2000 GmbH, Zenith Art Systems GmbH
Folie 34
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
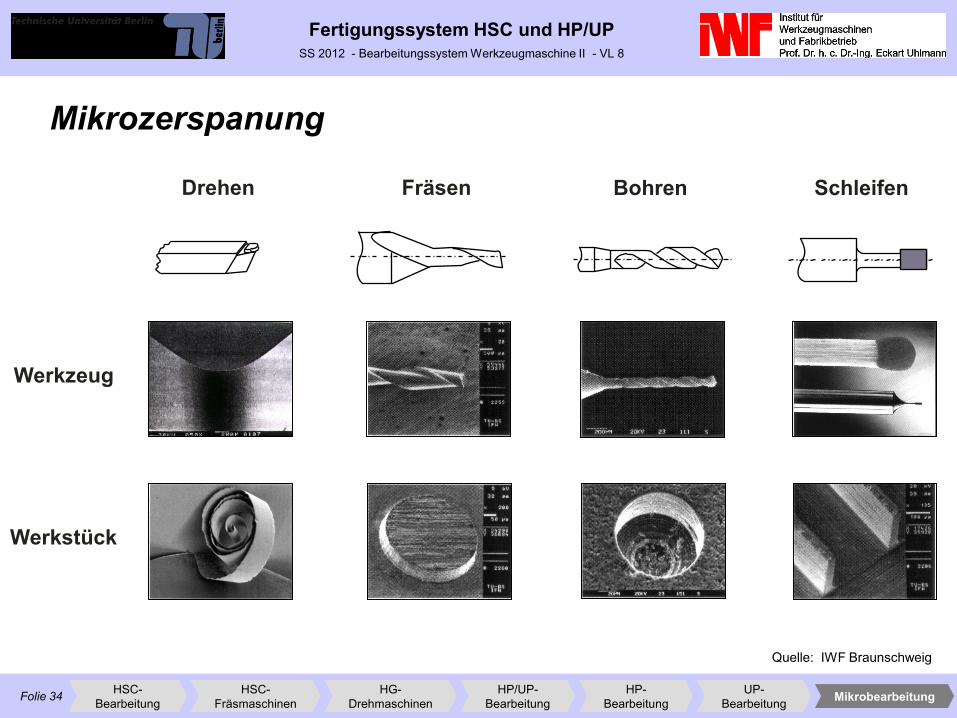
Drehen
Werkzeug
Werkstück
Fräsen Bohren Schleifen
Mikrozerspanung
Quelle: IWF Braunschweig
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 35
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
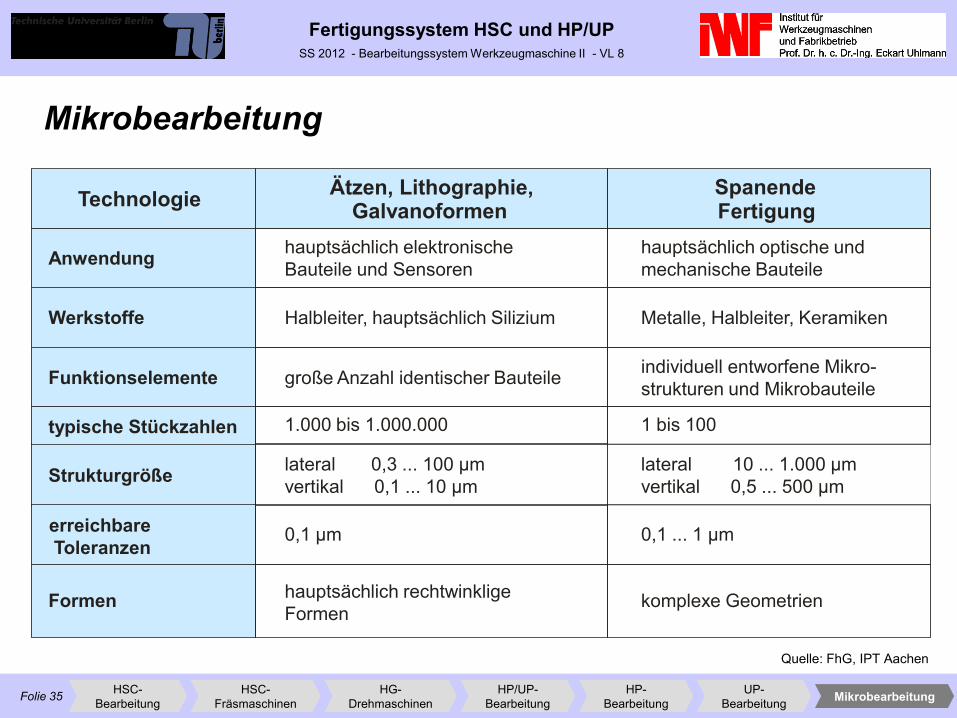
Mikrobearbeitung
Ätzen, Lithographie, Galvanoformen
Spanende Fertigung
hauptsächlich elektronische
Bauteile und Sensoren
Halbleiter, hauptsächlich Silizium
1.000 bis 1.000.000
0,1 µm
hauptsächlich rechtwinklige
Formen
hauptsächlich optische und
mechanische Bauteile
Metalle, Halbleiter, Keramiken
individuell entworfene Mikro-
strukturen und Mikrobauteile
1 bis 100
lateral 0,3 ... 100 µm
vertikal 0,1 ... 10 µm
lateral 10 ... 1.000 µm
vertikal 0,5 ... 500 µm
0,1 ... 1 µm
komplexe Geometrien
Technologie
Anwendung
Werkstoffe
große Anzahl identischer Bauteile Funktionselemente
typische Stückzahlen
Strukturgröße
erreichbare
Toleranzen
Formen
Quelle: FhG, IPT Aachen
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung
Folie 36
Fertigungssystem HSC und HP/UP
SS 2012 - Bearbeitungssystem Werkzeugmaschine II - VL 8
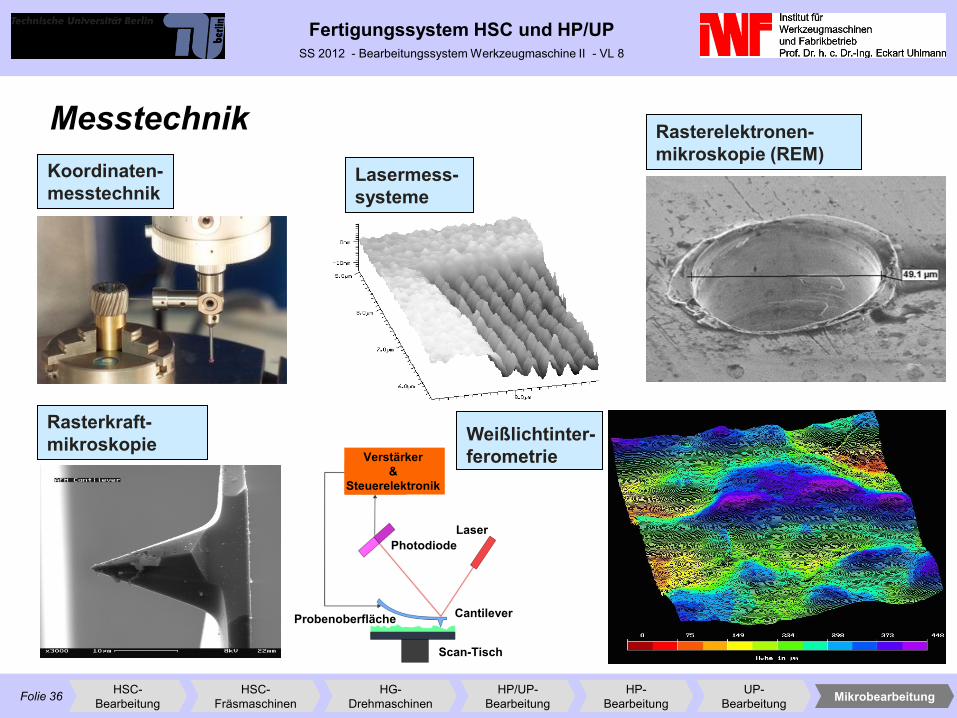
Laser
Cantilever
Scan-Tisch
Probenoberfläche
Photodiode
Verstärker
&
Steuerelektronik
Rasterelektronen-
mikroskopie (REM)
Rasterelektronen-
mikroskopie (REM) Koordinaten-
messtechnik
Koordinaten-
messtechnik
Rasterkraft-
mikroskopie
Rasterkraft-
mikroskopie
Lasermess-
systeme
Lasermess-
systeme
Weißlichtinter-
ferometrie
Messtechnik
HSC-
Bearbeitung
HP/UP-
Bearbeitung Mikrobearbeitung
HSC-
Fräsmaschinen
HG-
Drehmaschinen
HP-
Bearbeitung
UP-
Bearbeitung


















