ALUSIL -Zylinderkurbelgehäuse · 2014. 7. 19. · 4 ALUSIL® erlaubt geringstes Gewicht bei hoher...
12
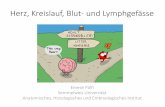
ALUSIL ® -Zylinderkurbelgehäuse der AUDI V6-, V8- und V10-Ottomotoren
Transcript of ALUSIL -Zylinderkurbelgehäuse · 2014. 7. 19. · 4 ALUSIL® erlaubt geringstes Gewicht bei hoher...

ALUSIL®-Zylinderkurbelgehäuseder AUDI V6-, V8- und V10-Ottomotoren


3
V6-ZKG
V8-ZKG (Saugrohreinspritzung)
V8-ZKG (Direkteinspritzung [FSI])
1. Audi setzt auf Leichtbau
Audi setzt mit ihren Fahrzeug-Modellreihen Maßstäbe im Leichtbau. Insofern ist es nur konsequent, dass auch die Zy-linderkurbelgehäuse (ZKG) der V-0ttomotoren in Aluminium entwickelt wurden (Abb. 1). Wegen der geringen Wanddicke (Zylinderstegbreite) von nur 5,5 mm (Abb. 2) zwischen den Zylinderbohrungen vertraut Audi auf die übereutektische Aluminium-Silizium-Legierung AlSi17Cu4Mg, die für die KS Aluminium-Technologie unter dem Markennamen ALUSIL® eingetragen ist. Dieses Konzept erlaubt, dass die Kolben
Abb. 1: ALUSIL®-ZKG der Audi V6-, V8- und V10-Ottomotoren-Generation
direkt auf den gehonten Zylinderlaufflächen des Aluminium-gusses laufen – für kompakte Hochleistungs-Motoren eine ideale Voraussetzung.
2. Gründe für ALUSIL® aus Audi-Sicht
Es gibt eine Vielzahl technischer Gründe, die den Automo-bilhersteller Audi bewogen haben, am bewährten ALUSIL®-Konzept festzuhalten:
V10-ZKG

4
ALUSIL® erlaubt geringstes Gewicht bei hoher Integration von Motorfunktionen wie Schmiermittel-, Kühlmittel- und Motorentlüftungs-Kreislauf.
ALUSIL® erlaubt kürzeste ZKG-Baulängen, da ohne ein-gesetzte Zylinderlaufbuchsen gefahren werden kann. Um kürzeste Motorlänge bei vorgegebenen Hubraum und Hub zu erreichen, muss der Bohrungsdurchmesser so groß und die Stegbreite so gering als möglich ausgeführt werden. Die minimale Stegbreite der zusammengegossenen Zy-linderrohre bestimmt sich dann in der Praxis durch die noch sichere Funktion der Zylinderkopfdichtung, durch den Schnittdruck bei der mechanischen Bearbeitung und den Zylinderverzug im Motorbetrieb.
ALUSIL® besitzt hervorragende tribologische Eigenschaf-ten. Dadurch, dass Kolben und Kolbenringe auf den frei-gelegten Silizium-Kristallen gleiten, besteht geringste „Fressneigung“ (Abb. 3).
ALUSIL® besitzt ein optimales Wärmeleitvermögen; es erlaubt Audi dadurch hohe spezifische Motorleistungen.
ALUSIL® bereitet keine Recycling-Probleme, da das ZKG mit keinen „Fremdkörpern“ – z. B. eingegossenen Zylin-derlaufbuchsen aus Grauguss – behaftet ist.
ALUSIL® erlaubt ZKG aus einem Guss ohne Zylinderlauf-buchsen oder nachträglich erforderliche Beschichtung der Zylinderbohrungen. Dies ermöglicht:
Bauteile optimaler Struktursteifigkeit, wobei diese vom – im Vergleich mit einer untereutektischen Stan-dardlegierung – um 12 % höheren Elastizitätsmodul der ALUSIL®-Legierung profitieren sowie
eine prozesssichere Fertigung auf der Bearbeitungs- linie ohne Kosten verursachendes Aus- und Einsteu-ern für zusätzliche, speziell die Zylinderlaufflächen betreffende Arbeitsschritte. Ein entscheidender Mei-lenstein war hierzu das mechanische Freilegen der Si-lizium-Kristalle durch eine dritte Honstufe (Abb. 4), die heute das vor dieser Entwicklung notwendige chemi-sche Freilegen (Ätzen) nach einem zweistufigen Hon-prozess ersetzte. Das mechanische Freilegen erlaubt die perfekte Online-Fertigung.
Abb. 2: Zylinderkopfflanschfläche mit einer Stegbreite von nur 5,5 mm
Abb. 3: Werkstoffgefüge der Legierung AlSi17Cu4Mg / ALUSIL® mit primär ausgeschiedenen Silizium-Kristallen (im Bild dunkle Flächen)
Abb. 4: Mechanisch freigelegte ALUSIL®-Zylinderlauffläche
5,5 mm

5
Abb. 5: Niederdruck-Kokillenguss, Prinzipdarstellung einer Gießstelle mit geöffneter Kokille (bewegliche Kokillenhälfte nach oben gefahren)
Abb. 6: Aufbau einer Niederdruck-Kokille für Aluminium-ZKG
Die aufgeführten Vorzüge der Legierung ALUSIL® sind sicher-lich gewichtige Argumente für deren Einsatz. Aber auch das Gießverfahren Niederdruck-Kokillenguss (Abb. 5), das sich beim Vergießen von ALUSIL® seither mit Abstand am besten bewährte, ist eine wichtige Voraussetzung für großserienfä-hige, prozesssichere Zylinderkurbelgehäuse.
3. Gründe für Niederdruck-Kokillenguss aus Audi-Sicht
Niederdruck (ND)-Kokillenguss (Abb. 5 und 6) erlaubt, dort – wo notwendig – Sandkerne einzubringen, z. B. für Wasserräume (Abb. 7). Damit wird die Herstellung struk-tursteifer Closed-Deck ZKG ermöglicht, eine wichtige Vor-aussetzung für hohe spezifische Motorleistungen.
ND-Kokillenguss erlaubt außerdem gesteuertes, turbu-lenzarmes Befüllen der Kokille und noch wichtiger eine geregelte Kühlung der Kokille, wodurch eine bauteilspe-zifische, fast ideal gerichtete Erstarrung erreicht wird. Die Erfassung aller gussrelevanter Daten und die daraus resultierende Regelung des Gießprozesses wird heute mittels Computerunterstützung realisiert. Insbesondere eine speziell ausgelegte Zylinderpinolenkühlung ist die Voraussetzung für eine gleichmäßige Ausscheidung der Silizium-Kristalle im Zylinderbereich (Abb. 8)
ND-Kokillenguss ermöglicht eine uneingeschränkte Wär-mebehandlung des Gussteils. Bei kontrollierter Abküh-lung der ZKG aus der Gießwärme im Rahmen der üblichen T5-Wärmebehandlung ist bereits ein gewisser Zuwachs an Härte und Festigkeit möglich. Die anschließende Warm- auslagerung dient neben der Erhöhung der Härte und der Festigkeit hier auch primär der Stabilisierung des Volu-mens, d. h. Vermeidung einer als „Wachstum“ bezeich-neten irreversiblen Längen- bzw. Volumenausdehnung (Verzug) bei Temperaturbeaufschlagung im Motorbetrieb.
Für noch höhere motorische Beanspruchung steht eine mo-difizierte T5-Wärmebehandlung zur Verfügung, bei der die Teile aus der Gießwärme z. B. lokal im Zylinderdeck- oder La-gerstuhlbereich mittels Wasserabschreckung und dadurch verbundener Ausscheidungshärtung eine höhere Härte- und Festigkeit erfahren.
Pinolenjoch mit beweglicher Formhälfte
geöffnete Kokille
feste Formhälfte
hydraulische Zylinderpinolenzüge
Zylinderpinolen
Gussteil hydraulische Seitenschiebezüge
Steigrohr
Hubtisch mit ca. 2 m Hub
Gießofen mitSchmelze

6
Für absolute Hochleistungsmotoren wird bei Audi die T6-Wärmebehandlung bestehend aus Homogenisierungsglü-hen, Abschrecken und Warmauslagern eingesetzt. Sie bringt nochmals einen deutlichen Vorteil in punkto statischer und dynamischer Festigkeit. Da bei einer T6-Wärmebehandlung ohne ausgeprägtes Warmauslagern nur eine geringe Volu-menstabilisierung verbunden mit der Gefahr des Verzugs im Motorbetrieb stattfindet, wird bei einer T7-Wärmebehand-lung das Warmauslagern zeitlich verlängert, wodurch die Dehnung erhöht wird.
4. Die V-Motorengeneration von Audi
Die V-Motorengeneration von Audi – sowohl Otto- als auch Dieselmotoren – setzt Maßstäbe bezüglich Kompaktheit und Baulänge. Aus den kundenrelevanten Wünschen nach stär-keren Motorisierungen auch in den kleineren Fahrzeug-Modellreihen ergab sich die Notwendigkeit des weiteren Kürzens der Motorbaulänge sowie des Reduzierens der Vor-derwagengewichte. Dies bedingte die Entwicklung der aktu-ellen V-Motorengeneration.
Audi ist Marktführer im Pkw-Leichtbau, speziell im oberen Marktsegment. Die Leichtbaustrategie wird durch die Audi-Space-Frame-Aluminium-Technologie bei der Karosserie ein-drucksvoll umgesetzt. Es war daher naheliegend, bei den V-Ottomotoren auf eine gewichtsoptimale Vollaluminium-Lösung – nämlich ALUSIL®-ZKG – zu bauen.
5. Das Motorenkonzept Audi V6, V8 und V10
Der V6 in der großen Hubraumvariante mit 3,2 l, der V8 mit 4,2 l Hubraum sowie der V10 mit 5,2 l Hubraum stammen aus der aktuellen Audi-V-Motorenfamilie, mit einem Hub von 92,8 mm (Abb. 9a und 9b), einem V-Winkel der Zylinder-bänke von 90° sowie einer mittigen Teilung des ZKG (Bed- plate-Konzept). Der Zylinderabstand beträgt 90 mm, der Zy-linderbankversatz 18,5 mm. Die Bohrung beim V6 mit 3,2 l Hubraum, beim V8 mit 4,2 l wie auch beim V10 mit 5,2 l Hub-raum misst 84,5 mm. Beim kleineren V6-Motor mit einem Hubraum von 2,4 l sind es 81 mm. Die Zylinder sind zusam-mengegossen bei einer Zylinderstegbreite von 5,5 mm bzw. 9 mm beim kleineren V6.
Abb. 7: Blick auf Wassermantel-Kernkasten in Kernschießmaschine; Wassermantel-Sandkerne für Audi V6-ZKG (links) und V8-ZKG (rechts)

7
10 20 30 40 50 60 70 80
Der V6 in der großen Hubraumvariante arbeitet mit Direkt-einspritzung (FSI: fuel stratified injection), sowie mit einer Kompressoraufladung für einen optimaleren Ladeluftwech-sel beim TFSI. In der kleinen Hubraumvariante kommt wei-terhin eine Saugrohreinspritzung (MPI: multi point injection) zum Einsatz. Die unterschiedlichen Zylinderbohrungsdurch-messer erfordern keine wassermantelseitige Anpassung, wodurch ein kostengünstiges Konzept umgesetzt werden konnte. Die V8- und V10-Ottomotoren gibt es ebenfalls in zwei Ausführungen. Zu der bestehenden Motorenvariante mit FSI ist eine neue Motorvariante mit Biturboaufladung hinzugekommen, die sich auch im ZKG unterscheidet.
6. Beschreibung des Zylinderkurbelgehäuseober-teiles
Ausgeführt werden die Audi-ZKG (Abb. 10) in der übereutek-tischen Legierung AlSi17Cu4Mg. Gegossen wird im Nieder-druck-Kokillengießverfahren mit kontrolliertem Abkühlen aus der Gießwärme. Dies erfolgt an der Umgebungsluft bzw. teilweise mit Unterstützung von Gebläseluft. Anschließend
erfolgt eine Warmauslagerung zur Volumenstabilisierung (T5-Wärmebehandlung), wobei die Härte nur geringfügig abnimmt. Bei den zugehörigen Bedplates – nicht Lieferum-fang der KS Aluminium-Technologie – handelt es sich beim V6 um Druckgussteile aus der untereutektischen Legierung AlSi9Cu3 mit eingegossenen Lagerstühlen aus Sphäroguss. Bei den V8- und V10-Motoren, kommen Lagertraversen der Legierung AlSi12Cu1(Fe) zum Einsatz. Die ZKG des V8-FSI, des V10 FSI sowie des V10 Biturbo wurde aufgrund gestei-gerter Leistung einer Strukturoptimierung unterzogen, äu-ßerlich erkennbar an den Querstreben im V-Raum zwischen den Zylinderbänken. Weitere Änderungen betreffen den Öl-filterflanschbereich.
In die ZKG sind die jeweils mittels eines Sandkerns erzeug-ten Wassermäntel der Zylinderbänke sowie die Wasserzu-führkanäle links und rechts integriert. Beim V6 ist zudem der druckstutzenseitige Teil des Wasserpumpengehäuses frontseitig über dem V-Raum mit Verbindung zu diesem an-geordnet. Die Zuführung zu den Wassermänteln der beiden Zylinderbänke erfolgt mittels eines im V-Raum angeflansch-ten Verteilers.
Abb. 8: Beispielhaftes Korngrößenspektrum der primär ausgeschiedenen Silizium-Kristalle
Messfeld
Anza
hl d
er K
örne
r im
Mes
sfel
d
Korngröße [µm]
25,0
20,0
15,0
10,0
5,0
0

8
Während bei den FSI-Basismotoren die Zylinder von vorne nach hinten mit Kühlwasser umströmt werden, wurde beim V10 Biturbo ein Querstromprinzip umgesetzt. Durch die Zwangsströmung kann eine bessere Kühlwirkung im ZKG wie auch im Zylinderkopf realisiert werden.
Die Ölkreislaufkanäle werden teils vorgegossen, teils ge-bohrt. Die beiden zentral im V angeordneten Tieflochbohrun-gen für Hauptöl- und Spritzölkanal für die Kolbenkühlung, die sich quasi über die gesamte Blocklänge erstrecken, wer-den bei der KS Aluminium-Technolgie bearbeitet. Die druck-losen Ölrücklauf- und Kurbelgehäuseentlüftungskanäle wer- den bei den V8 und V10 ZKG vorgegossen. Letztere sind par-allel zu den Zylinderrohren auf den Seitenwänden außen an-geordnet. Die Verbindung dieser Kanäle zum Bedplate wird durch Bohren hergestellt, um das Risiko eines nicht entfern-ten Gießbleches auszuschalten.
Anschließend werden die ZKG nach dem Entsanden (Entker-nen) einer Erstschnittbearbeitung (Vorbearbeitung) unterzo-gen werden.
Ausgehend von gegossenen Auflageflächen in der Trenn ebene zum Bedplate erfolgen in der 1. Spannung die Jus-
tage durch Ausrichtung im Kurbelraum. Dabei werden drei Auflageflächen auf der Getriebeseite bearbeitet sowie zwei Indexbohrungen (Passbohrungen) gesetzt.
Weitere Bearbeitungsumfänge, die in der 1. und 2. Span-nung erfolgen, sind das Bohren der Ölkanäle, Vorbohren der Zylinder, Vorfräsen der Lagergasse und Cubing der Außenflä-chen. Bei diesem werden alle „wichtigen“ Flächen überfräst, um Gussgrate zu entfernen, damit z. B. anschließend eine prozesssichere Dichtheitsprüfung möglich ist.
Zur Absicherung der Gussqualität werden die ZKG umfang-reichen Röntgen-, Härte- sowie Ultraschallprüfungen unter-zogen. Letztere dient der Untersuchung der Lagerstühle auf Porosität. Die Öl- und Wasserräume werden mittels Lecktest nach dem Differenzdruck-Verfahren auf Dichtheit geprüft. Im Anschluss daran erfolgt eine 100%-ige visuelle Prüfung, be-vor die ZKG auf speziellen Ladungsträgern an Audi versendet werden.
Die ZKG werden bei Audi HUNGARIA MOTOR Kft. (AHM) in der Bearbeitungslinie auf den Auflageflächen aufgenommen und mit Hilfe der im Getriebeflansch vorhandenen Passboh-rungen in der Getriebeflanschebene ausgerichtet. Danach
Abb. 9a : Der Audi V6-Ottomotor

9
wird das ZKG als Einzelteil bearbeitet, wobei in diesen Ar-beitsschritten der größte Teil des Bearbeitungsumfangs anfällt. Im Anschluss wird das vorbearbeitete Bedplate mit dem ZKG „verheiratet“, d. h. verstiftet und verschraubt. Ein wichtiger Bearbeitungsschritt ist das mechanische Freilegen der Sizilium-Kristalle durch eine dritte Honstufe mit „wei-chen“ Honleisten, d. h. Honleisten mit Schneidstoff, der in eine nachgiebige Matrix eingebettet ist.
Die dritte Honoperation, das Fertighonen, erfolgt mit elas-tischen Honsteinen – Korund oder auch SiC-Korn in einer porösen Kunststoffbindung –, deren Schneidkörner beim Kontakt mit den harten Siliziumkörnern zurückfedern und daher mehr von der Aluminiummatrix abtragen als von den Siliziumkörnern. Durch diese dreistufige Honbearbeitung entsteht eine im Vergleich zu einer konventionell gehonten Graugusslauffläche relativ glatte Lauffläche (Abb. 4), die sich günstig auf den Ölverbrauch (Kohlenwasserstoff-Emis-sionen), die Reibungsverluste und den Verschleiß der Reib-partner (Kolben und -ringe) auswirkt.
ALUSIL® weist hohe Festigkeitswerte auf, so dass selbst für die hochfesten Schraubenverbindungen wie Hauptlagerde-ckel und Zylinderkopf das Muttergewinde direkt in das Guss-
Abb. 10: Aluminium-ZKG-Konzept bestehend aus monolithi-schem ZKG-Oberteil und Bedplate mit eingegossenen Lager-stühlen aus Sphäroguss
Abb. 9b : Der Audi V8-Ottomotor

1010
Abb. 11: Erstarrungssimulation am Beispiel des V6-ZKGRechts: Resterstarrungszone (Gefahr von Lunkern) im Getriebeflanschbereich ohne aktive Kühlungsmaßnahmen Links: Optimierter Zustand; Vermeidung von Lunkern (keine Resterstarrungszonen) durch gezielte aktive Kühlungsmaßnahmen
Kritische Resterstarrungszone
material geschnitten wird. Sehr positiv für die Verschrau-bungen wirkt sich die hohe Druckfestigkeit von ALUSIL® aus. Sie übertrifft die Zugfestigkeit abhängig vom Wärmebe-handlungszustand um bis nahezu 100 %. Damit tritt unter handelsüblichen Schraubenköpfen kaum nennenswertes Setzen im Aluminium ein, selbst wenn die Schraube in die Streckgrenze hinein angezogen wurde.
7. Beschreibung des Gießwerkzeuges und Entwick-lung / Abstimmung des Gießprozesses
Der von Audi beabsichtigte Synergie-Effekt vom V6- bis zum V10-ZKG kam bei der Gießwerkzeug-Auslegung, bei der Konzeption der Bearbeitungseinrichtungen und Prüf-vorrichtungen sowie ganz besonders bei der Entwickelung und Abstimmung des Gießprozesses voll zur Wirkung. Durch
die konsequente Nutzung der Möglichkeiten einer virtueller Produkt- und Prozessentwicklung auf Basis einer durchgän-gigen CAD-, CAE-, CAM-Anwendung (Abb. 11 und 12) wurde eine effektive und zielgerichtete Entwicklung der Zylinder-kurbelgehäuse ermöglicht.
8. Zusammenfassung und Ausblick
Audi setzt bei ihren modernen Hochleistungs-Ottomotoren in V-Bauweise auf die Kombination ALUSIL®-ND-Kokillenguss und mechanisches Freilegen. Aus heutiger Sicht bietet diese Kombination die optimalen Voraussetzungen für die Mo-torfunktionen, die Produktion und Prozesssicherheit sowie Qualität. Es spricht somit einiges dafür, dass ALUSIL® unter Abwägung der vielen überzeugenden positiven Eigenschaf-ten gegen gelegentlich ins Feld geführte weniger günstige

1111
1a
1b
2a
2b
3a
3b
Abb. 12: Formfüllungssimulation des Getriebeschilds am Beispiel V8-ZKGOben (Abb. 1a -3a): Turbulente Füllung (hochschwappende Schmelze durch abrupte Querschnittsänderung) Unten (Abb. 1b -3b): Beruhigte Füllung durch Anpassung der Geometrie und optimierte Füllparameter
Eigenschaften, wie geringe Duktilität und etwas höhere Be-arbeitungskosten, heute als einer der besten Werkstoffe für V-Hochleistungs-Ottomotoren anzusehen ist. Mit entschei-dend ist das Potenzial weiterer Festigkeitssteigerungen durch eine das ganze Bauteil betreffende Wärmebehand-lung (T6) oder eine nur lokale, so genannte modifizierte T5-Wärmebehandlung.
Die KS Aluminium-Technologie betreibt seit Jahrzehnten eine kontinuierliche Optimierung des ALUSIL®-Konzepts. Diese beinhaltet auch entsprechende Weiterentwicklungen in das heute fest eingebundene Niederdruck-Kokillengieß-verfahren. Hersteller, die diese entsprechende Technolo-gien favorisieren, seien es herkömmliche oder zukünftige, schätzen die qualitativen Vorzüge dieses Gießverfahrens. In jüngerer Zeit gewinnt das Niederdruckgießverfahren wegen seiner Möglichkeit, das Festigkeitspotenzial des Werkstoffs
durch eine Warmaushärtung voll auszureizen, bei der Ent-wicklung immer höher beanspruchter Pkw-Motoren weiter an Bedeutung. Hierbei werden durch das Eingießen von Sandkernen weitere Funktionen in das Bauteil integriert so-wie ein zusätzliches Leichtbaupotenzial generiert.

KS Aluminium-Technologie GmbH · Hafenstraße 25 · 74172 NeckarsulmTel. +49 7132 33-1 · Fax +49 7132 33-4357 · www.kspg.com
Änderungen vorbehalten. Gedruckt in Deutschland. A|IX|k