AUS EINER hAND - SMS group · Bernward Reif ist seit 1. Mai 2013 im Ge-schäftsbereich Elektrik und...
134
DAS MAGAZIN DER SMS GROUP AUSGABE 02 / 2013 AUS EINER HAND
Transcript of AUS EINER hAND - SMS group · Bernward Reif ist seit 1. Mai 2013 im Ge-schäftsbereich Elektrik und...

DAS MAGAZIN DER SMS GROUP AUSGABE 02 / 2013
AUS EINER hANDOb Konzeption, Wartung oder Reparatur, der Service der SMS group überzeugt weltweit

i22.10.-25.10. 9th China Steel Conference | Peking, China
26.10.-28.10. Arab Steel Summit 2013 | Dubai, Vereinigte Arabische Emirate
05.11.-07.11. 19th IAS Steel Conference | Rosario, Argentinien
09.11.-12.11. China International Green Innovative Products & Technologies Show | Guangzhou, China
10.11.-12.11. Latin American Steel Congress Alacero-54 | Lima, Peru
12.11.-15.11. Metal Expo | Moskau, Russland
18.11.-21.11. 50th ABM Rolling Seminar | Ouro Preto, Brasilien
28.11. Internationale Jahrestagung Stahl 2013 | Düsseldorf, Deutschland
09.12.-11.12. 17th Middle East Iron and Steel Conference | Dubai, Vereinigte Arabische Emirate
16.12.-18.12. International Conference on Science and Technology of Ironmaking and Steelmaking (STIS 2013) | Jamshedpur, Indien
Premiere in JakartaBei der erstmals stattfindenden Messe „Indometal“ in Jakarta prä-sentierten Experten der SMS group die Anlagen und Services des Unter-nehmens. Am SMS-Stand ließ sich der Wirtschaftsminister Indonesi-ens, Mustafa Abubakar (im Foto rechts), von Frank Salomon, SMS Meer (Mitte), und seinen Kollegen zeigen, welche Anlagen und Maschi-nen des Unternehmens für indone-sische Kunden interessant sind. Die Indometal soll zukünftig alle zwei Jahre stattfinden.„Wir haben viele neue Kontakte knüpfen können“, sagt Salomon.
Mehr über kommen-
de Veranstaltungen
erfahren Leser auch
unter:
www.sms-group.
com/messen.php
OnLInE
VERAnStALtUnGEn 2013
133
VERAnStALtUnGEnInhALt SMS group newsletter 02 / 2013
Inhalt18 Im Fokus – Servicelösungen der SMS group
Die neue Ausgabe des newsletter berichtet über die aktuellen Projekte der SMS group. Schwerpunkt dieser Ausgabe sind die vielseitigen Serviceleistungen.
20 Service aus einer Hand Schnell, kompetent und
vertrauensvoll ist der Service
der SMS group
30 Weltweit vor Ort Weltweit präsent sind
die Serviceexperten der
SMS group
34 Extra-Schicht Die Beschichtung von Rollen
und Kokillen reduziert Be-
triebskosten
4 Neues in Kürze Kurzmeldungen
6 Bilanz gezogen
8 Ecoplants
130 Veranstaltungen
Im Fokus – Service
38 Alltagswissen Die tECademy vermittelt
Kunden Expertenwissen.
Davon überzeugte sich der
Kunde Bilstein
44 Rundum sorglos SMS Meer übernimmt
Ersatzteilmanagement bei
der United Steel Company
46 Alles für den Hochofen Lösungen rund um den hoch-
ofen bietet Paul Wurth
2
IMPRESSuMHerausgeber SMS group
Unternehmenskommunikation
Eduard-Schloemann-Straße 4
40237 Düsseldorf, Deutschland
www.sms-group.com
Titelbild Recai Erdem, Elektrik und
Automation, SMS Siemag, berät den
türkischen Kunden Colakoglu an der
Warmbandstraße.

INhAlt
Bestellen Sie den SMS newsletter als PDF!
www.sms-group.com
Digitallektüre
124 Neue leistungsstarke Spindel
114 SmS meer
114 Stahlwerke und Strang- gießtechnik / Langprodukte
116 Rohranlagen
118 Wärmetechnik
120 NE-metalle
126 Heißer Funk Um Instandhaltungsstau zu
vermeiden, setzt SMS Siemag
auf Funktechnik am EAF
Innovationen
58 Bei tata Steel gingen mehrere Anlagen wie zwei BOF-Konverter in Betrieb.
54 SmS Siemag
56 projekte in Kürze
58 Gesamtanlagen
70 Stahlwerke / Flachprodukte
76 Stahlveredelung
80 Stranggießanlagen
86 Warmwalzwerke
94 Kaltwalzwerke
97 Aluminiumanlagen
100 Bandanlagen und Thermische prozesstechnik
112 Elektrik und Automation
Projekte
3

NEUES IN KüRZE SmS group newsletter 02 | 2013
SmS Elotherm
I.A.S. erworbenSMS Elotherm hat den Erwärmungsspezialisten I.A.S. Induktions-Anlagen + Service Gmbh, über-nommen. Das Unter-nehmen zählt mit rund 120 Mitarbeitern in Deutschland und China zu den führenden An bie-tern in der industriellen Elektrowärmetechnik.
Die Regierung der Russischen Föde-ration unter Führung von Präsident Putin hat Dr. heinrich Weiss, den Vor-sitzenden des Aufsichtsrats der SMS holding Gmbh, mit dem „Orden der Ehre“ für jahrzehntelange besondere Verdienste um die Förderung der rus-sisch-deutschen Beziehungen geehrt.
Hohe Auszeichnung
Dr. heinrich Weiss geehrtDiese Auszeichnung wird nur sehr selten an Ausländer verliehen. Der Orden wurde am 2. Mai 2013 in Berlin vom Russischen Botschafter Grinin überreicht.
Die von Weiss aufgebaute SMS group hat in den vergangenen 45 Jahren zahlreiche hütten- und Walz-werke in der russischen Stahl- und Aluminiumindustrie realisiert. Be-reits 1969 hatte Weiss als Geschäfts-führer einer SMS-tochtergesell-schaft seinen ersten größeren Auftrag über eine Bergbauanlage in Moskau verhandelt. Allein in den letzten zehn Jahren hat die SMS group in Russland Aufträge im Wert von über 3,5 Milliarden US-Dollar erhalten. Darüber hinaus setzt sich Weiss für die Entwicklung der wirt-schaftspolitischen Beziehungen ein.
SmS Siemag
Cottin leitet BandanlagenMichael Cottin ist seit dem 1. Mai 2013 als Mitglied der Geschäftsbe-reichsleitung Bandanlagen für den Vertrieb verantwortlich. Der Maschi-nenbauingenieur ist seit 1985 für die SMS group tätig. Mit seiner Erfah-rung im Vertrieb und seinen Produkt-kenntnissen wird er den Vertrieb für Bandanlagen weiter vorantreiben.
4
Dr. heinrich Weiss hat am 5. Sep-tember 2013 im Zusammenhang mit seinem Wechsel in den Vorsitz des Aufsichtsrats der SMS holding Gmbh das Amt des Vorsitzenden des Aufsichtsrats der SMS Siemag AG niedergelegt und wird die Ent-wicklung des Unternehmens künftig als Mitglied des Aufsichtsrats be-gleiten.
Als seinen Nachfolger hat der Aufsichtsrat mit Wirkung vom 6. Sep-tember 2013 Dr. Joachim Schönbeck zum Vorsitzenden bestellt.
SmS Siemag AG
Änderung im Aufsichtsrat
Dr. Joachim Schönbeck
Dr. heinrich Weiss
kurz

NEUES IN KüRZE
Bernward Reif ist seit 1. Mai 2013 im Ge-schäftsbereich Elektrik und Automation als stellvertretender Geschäftsbereichsleiter schwerpunktmäßig für die Auftragsabwick-lung Warm- und Kaltwalzwerke zuständig. Er arbeitet seit 2006 bei SMS Siemag und war vorher für mehrere Unternehmen des Anla-gen- und Maschinenbaus in leitender Funkti-on tätig. In den vergangenen anderthalb Jahren leitete er als Senior Vice President den E&A-Bereich der SMS Siemag technology in Peking.
SmS Siemag
E & A Führung ergänzt
SmS meer
Medwedew besucht WalzstraßeDer Ministerpräsident der Russischen Föderation, Dmitri Medwedew, hat vor kur-zem das Universalwalzwerk von OAO Novokuznetsk Iron & Steel besichtigt. Er äu-ßerte sich sehr positiv über die gute Anlagentechnik einer der „modernsten Walz-werke der Welt“. Das Walzwerk hat eine Jahreskapazität von 1,3 Millionen tonnen. Es wurde von SMS Meer modernisiert und Anfang 2013 in Betrieb genommen. OAO Novokuznetsk Iron & Steel ist der größte Schienenproduzent in Russland. Für den Warmwalzbereich lieferte SMS Meer die Walztechnologie und die kompletten mechanischen und elektrischen Einrichtungen.
SmS Siemag
Änderung im VorstandDer Aufsichtsrat hat mit Wirkung vom 16. April 2013 harald Rackel zum Mit-glied des Vorstands bestellt. Seit über 25 Jahren im Unternehmen tätig, wird er künftig für die Bereiche Bandanla-gen, thermische Prozesstechnik und Elektrik und Automation verantwort-lich sein.
metix
Neue SpitzeAndrew van Niekerk (im Foto links) ist seit dem 1. Juli 2013 neuer Geschäfts-führer der Metix (Pty) ltd. Er löst Reinier Meyjes nach zehn Jahren als Geschäftsführer ab. Seit 2011 gehört die Metix zur SMS Siemag. Das süd-afrikanische Unternehmen mit Sitz in Johannesburg ist im Bereich Anla-genbau und als Equipment-lieferant für die Ferrolegierungsindustrie tätig.
5

Auf der Bilanzpressekonferenz der SMS group am 4. Juni 2013 in Düsseldorf standen zwei Ereignisse im Mittelpunkt: zum einen der Wechsel des Vorsitzenden der Geschäfts-führung, Dr. heinrich Weiss, an die Spitze des Aufsichts-rats. Dr. Joachim Schönbeck ist seit dem ersten Juli 2013 Sprecher der Geschäftsführung der SMS holding Gmbh. Zum anderen der Erwerb der Mehrheitsbeteiligung am luxemburger Unternehmen Paul Wurth, das mit über 1.500 Mitarbeitern und 25 tochtergesellschaften zu den bedeutendsten herstellern von hochöfen, Kokereien und umwelttechnischen Einrichtungen für hüttenwerke zählt.
Die SMS group und Paul Wurth passen perfekt zueinan-der, wie Weiss gegenüber den Vertretern der Wirtschafts- und Fachpresse betonte: „Zusammen decken wir als einzi-ger Anbieter weltweit die gesamte Prozesskette der Stahlerzeugung ab.“ Paul Wurth ist führend im hochofen-bau und bei den dem hochofen vorgeschalteten Anlagen; SMS Siemag und SMS Meer gehören zu den größten her-stellern von Stahlwerken, Stranggießanlagen, Walzwerken und Bandveredelungsanlagen. Ein zweites Standbein der luxemburgischen Neuerwerbung ist das Engineering. Paul Wurth begleitet Infrastrukturprojekte durch Beratung, Pla-nung, Konstruktion und Projektmanagement, unter ande-rem in den Bereichen Verkehr, Gesundheitswesen und Bil-
Kunden zurückhaltend bei AuftragsvergabeSMS group: Auftragseingang unter Vorjahr – Umsatz gestiegen.
dung. Ein Beispiel ist der Bau eines Eisenbahn- und Straßenbahnnetzes in Katar: Wenn das Emirat am Persi-schen Golf 2022 die Fußballweltmeis-terschaft ausrichtet, sollen die Fans vorzugsweise auf der Schiene zu den Spielen rollen. Paul Wurth wird als ei-genständiges Unternehmen innerhalb der SMS group fortgeführt und ist organisatorisch dem Unternehmens-bereich SMS Siemag zugeordnet.
WEISS WEcHSELT IN DEN AUFSIcHTSRAT
Nach 45 Jahren Aufbau- und Füh-rungsarbeit zieht sich heinrich Weiss aus dem tagesgeschäft zurück. Seit dem 1. Juli 2013 ist Weiss Vorsitzen-der des Aufsichtsrats. Damit behält der 71-Jährige die letzte Verantwor-tung für die Fortentwicklung der SMS group. Für die Kunden bedeutet das, dass die Kontinuität der oft jahrzehn-telangen Geschäftsbeziehungen gesi-chert ist. SMS bleibt ein verlässlicher
Dr. Heinrich Weiss
hat zum 1. Juli 2013
den Vorsitz des
Aufsichtsrates der
SmS Holding GmbH
übernommen.
Getriebefertigung in Hilchenbach.
6

BIlANZPRESSEKONFERENZ
Partner mit der Struktur eines ge-wachsenen Familienunternehmens. Dafür sorgt das Führungsteam aus Burkhard Dahmen, dem Vorstands-vorsitzenden der SMS Siemag AG, Dr. Joachim Schönbeck, dem Vorsitzen-den der Geschäftsführung des Unter-nehmensbereichs SMS Meer, und Fi-nanzchef Eckhard Schulte. In diesem Kreis hat Dr. Joachim Schönbeck die Funktion des Sprechers der Ge-schäftsführung übernommen.
Im Geschäftsjahr 2012 betrug der Auftragseingang bei der SMS group einschließlich Paul Wurth 3,343 Milli-arden Euro. Die auf Automationstech-nik spezialisierte elexis-Gruppe trug 180 Millionen Euro zum Auftragsein-gang bei der SMS group bei.
Der Umsatz der SMS group stieg 2012 um fünf Prozent auf 3,237 Milliar-den Euro. hauptabsatzmärkte waren nach wie vor die Entwicklungs- und Schwellenländer. 43 Prozent des Ge-schäfts entfielen auf Asien, 32 Prozent auf Europa (mit Russland), 23 Prozent auf Amerika und zwei Prozent auf Afri-ka. Durch den mehrheitlichen Erwerb von Paul Wurth ist die Zahl der Mitar-beiter der SMS group einschließlich der Auszubildenden zum Jahresende 2012 auf insgesamt 13.588 angestiegen.
BEKENNTNIS zUm STANDORT
DEUTScHLAND
„Wir gehen trotz einer weiterhin zurück-haltenden Investitionsneigung unserer Kunden bis zum Ende des Jahres von einer leichten Erholung des Marktum-felds aus“, sagte Weiss und leitete dar-aus eine Prognose für 2013 ab: „Vor dem hintergrund unseres nach wie vor hohen Auftragsbestands und unter Be-
rücksichtigung der Auswirkungen der erstmaligen Konsoli-dierung von Paul Wurth im laufenden Geschäftsjahr erwarten wir beim Umsatz eine leichte Steigerung gegenüber 2012, aber ein rückläufiges Ergebnis.“ SMS setzt weiterhin auf die Qualitätsfertigung der anspruchsvollsten Komponenten der Maschinen und Anlagen in Deutschland. Dazu wurde in den letzten Jahren erheblich in den Ausbau und die Modernisie-rung der Betriebe in hilchenbach und Mönchengladbach in-vestiert. Parallel dazu sind aber auch die Werkstattkapazitä-ten in China ausgeweitet worden. hier geht es vor allem um einen besseren Kundenservice vor Ort und den Bau von spezi-ellen Produkten, die auf den chinesischen Markt zugeschnit-ten sind und dort kostengünstiger hergestellt werden können.
Die hochqualifizierten Fachkräfte im Stammland seien ein Wettbewerbsvorteil, der die Standortnachteile Deutsch-lands überwiege, stellte Weiss fest. SMS werde neben der technischen Entwicklung weiter verstärkt in die Aus- und Weiterbildung der Beschäftigten investieren. Das Budget hierfür sei gestiegen. Die intensiven Bemühungen um die Personalarbeit verstehe er als Beitrag zur Wettbewerbsfä-higkeit der Unternehmensgruppe. Damit bleibe SMS seiner Devise treu, mit hochqualifizierten Mitarbeitern innovative Produkte in bester Qualität zu liefern.
»ZUSAMMEN DECKEN WIR AlS EINZIGER ANBIEtER WEltWEIt DIE GESAMtE PROZESSKEttE DER StAhlERZEUGUNG AB.«
Dr. heinrich Weiss, Vorsitzender des Aufsichtsrates der SMS holding Gmbh
www.sms-group.com
Die Geschäftsführung der SMS group während der Bilanzpresse-konferenz im Juni 2013.
Dr. Joachim Schönbeck
hat zum 1. Juli 2013
die Funktion des
Sprechers der Ge-
schäftsführung der
SmS Holding GmbH
übernommen.
iSmS group
Die SmS group ist
unter dem Dach der
SmS Holding GmbH
eine Gruppe von
international tätigen
Unternehmen des
Anlagen- und Ma-
schinenbaus für
die Stahl- und NE-
Metallindustrie.
über 13.500 Mit-
arbeiterinnen und
Mitarbeiter erwirt-
schaften weltweit
einen Umsatz von
rund 3,3 Mrd. Euro.
7

ECOPlANtS SmS group newsletter 02 / 2013
42.000tonnen Stahl wurden für die Fertigung der hülle des Olympiastadions in Peking verbaut. Pro tonne Stahl produziert China deutlich mehr CO2 als Europa. hier gibt es Einspar-potenzial. Das zeigte die Ecoplants-Veran-staltung der SMS group in Peking auf.

ECOPlANtS
Vor mehr als 200 Vertretern aus Industrie und Politik prä-sentierte die SMS group in Peking die ökologischen und ökonomischen Vorteile der Ecoplants-lösungen für den Betrieb hüttentechnischer Anlagen. Der Einklang von sin-kenden Betriebskosten bei gleichzeitig geringeren Emissi-onen macht die Ecoplants-lösungen besonders attraktiv.
Die SMS-Referenten stellten lösungen aus der gesam-ten metallurgischen Verfahrenskette von der Roheisener-zeugung bis zur Fertigbearbeitung von Blechen, Bändern und Rohren vor.
Die Vizepräsidentin der chinesischen handelskammer, Yao Wenping, unterstrich die große Bedeutung einer nach-haltigen Entwicklung für die Volksrepublik China. „Der Grad der Umweltverschmutzung ist ernst! Darum sucht China nach Wegen, um eine grüne Gesellschaft aufzubauen. Wir müssen in der metallverarbeitenden Industrie Energie spa-ren und Emissionen senken. Durch dieses Seminar werden wir von den Erfahrungen der SMS group profitieren, um un-sere Produktionsanlagen sauberer zu machen.“
Dr. Joachim Schönbeck, Sprecher der Geschäftsfüh-rung der SMS holding Gmbh, erläuterte in seiner Eröff-nungsansprache die notwendige Verknüpfung von ökono-mischen und ökologischen Aspekten in der weltweiten und chinesischen Stahlindustrie. Pro tonne Stahl würden in China 3,4 tonnen CO2 produziert, in Europa hingegen ledig-lich 2,0 tonnen. „Diese Zahlen zeigen, wie groß das Poten-zial der Emissionsvermeidung mit der bereits verfügbaren technik ist“, sagte Schönbeck.
Die Ecoplants-Anlagen der SMS group bieten große Vor-teile für die Kunden in aller Welt. Bei der Beurteilung, ob eine Anlage das Kennzeichen Ecoplants erhält, wird der herstellungsprozess ganzheitlich betrachtet. Vom Roh-materialeinsatz über den Einsatz von Energie und Be-triebsstoffen, die Reduzierung von Emissionen bis hin zur Verbesserung der Recyclingquote werden dabei alle teil-
China setzt auf grüne technologie aus Deutschland
Dank moderner technik lassen sich Ökologie und Ökonomie auch in der metallurgischen Industrie erfolgreich in Einklang bringen.
Das ist das Ergebnis einer Konferenz der SMS group in Peking.
schritte der metallurgischen Pro-duktion analysiert und verbessert. Schönbeck: „Diese ganzheitliche Pro-zessbetrachtung verbessert die An-lagen, die Effizienz und Produktivität unserer Kunden und leistet zudem einen erheblichen Beitrag zum Um-weltschutz.“
GASE INNOVATIV REINIGEN
Wer sich für die themen „Stahl und Eisen“ oder „Flachprodukte“ interes-sierte, war bei den anschließenden Einzelpräsentationen von Dr. Christi-an Fröhling von SMS Siemag richtig, der über innovative Gasreinigungsver-fahren für BOF-Prozesse (Basic Oxy-gen Furnace) für Konverterstahlwerke berichtete. Dabei stellte er ein neu entwickeltes und patentiertes Verfah-ren in den Mittelpunkt: das hydro-hy-brid-Filter-System, das sich vor allem für die Modernisierung von BOF-Anla-gen eignet. Es erfüllt selbst strengste Umweltauflagen – und das bei sehr niedrigen Investitionskosten.
Besonders interessant für die chi-nesischen Besucher: Der Reingas-staubgehalt älterer BOF-Werke liegt in der Regel bei deutlich über 30 Milli-gramm pro Kubikmeter Abluft. Die innovativen lösungen von SMS Sie-mag sorgen dafür, dass auch die in Zukunft erwarteten, deutlich stren-geren Grenz werte eingehalten
Yao Wenping
Vizepräsidentin der
chinesischen Han-
delskammer.
Dieter Rosenthal
mitglied des Vor-
stands der SmS
Siemag AG.
Foto
link
s M
att M
awso
n / C
orbi
s
9

10
werden. „Unsere Werte erreicht in China kein Wettbewerber“, so Fröh-ling. „Eine EU-Richtlinie beschränkt den Reingasstaubgehalt schon jetzt auf 20 Milligramm. Wir garantieren mit den neuen Systemen zehn Milli-gramm. Die chinesischen Stahlerzeu-ger können mit diesen neuen Anlagen also sicher sein, dass sie auch in Zu-kunft unter den gesetzlich vorge-schriebenen Grenzwerten liegen.“
SpARSAmES ScHmELzEN Am EAF
In einem weiteren Vortrag erläuterte Fröhling Möglichkeiten zur Energie-rückgewinnung aus Abwärme im EAF-Schmelzprozess. Die Innovation von SMS Siemag: der Compact Boiler. Das neu entwickelte, zweistufige Sys-tem macht die Abwärme in zwei Stufen nutzbar: In der ersten Stufe wird das Abgas in eine Nachbrennkammer mit sich schnell vergrößerndem Quer-schnitt und einem sich anschließenden Kühlbereich geführt. Dabei wird das Ab-gas auf rund 600 Grad Celsius herunter-gekühlt. In der zweiten Stufe kühlt das Abgas in einem vertikalen Kessel-Zug auf 200 Grad Celsius ab. Dabei wird die Wärme in Dampf umgewandelt, den der Anlagenbetreiber für verschiedene An-wendungen einsetzen kann. Eine Wei-terentwicklung ist die Zusammenfas-sung der beiden Stufen zu einem Compact Boiler. Damit wird auf der ei-
nen Seite der Platzbedarf reduziert und auf der anderen Seite der Wirkungsgrad der Boiler erhöht.
Positive Nebeneffekte sind die Vermeidung von Säure-Korrosion, da die Wandtemperaturen deutlich oberhalb des Schwefelsäuretaupunktes liegen, und eine stark ver-minderte Abrasion – da die Gasgeschwindigkeit durch die plötzliche Querschnittsvergrößerung schnell und drastisch vermindert wird.
Um die Kostensenkung und den Umweltschutz zu maxi-mieren, bietet die SMS group auch das passende Energie-management-System an: den X-Pact® Energy Advisor. Er zeigt zum Beispiel dem Bedienpersonal in Echtzeit die Ener-gieeffizienzwerte der Anlage an. Nach dem Prinzip „beob-achten, kontrollieren, optimieren“ können Anlagenbetreiber so die Kosten senken und die Emissionen vermindern.
Mauro Milocco von SMS Concast Italia stellte den CONChARGE®-Schrottvorwärm prozess vor. Dieser verbin-det eine Reihe speziell entwickelter transporteinrichtun-gen, sodass der Schrott schrittweise gemischt wird und gleichzeitig durch Abgase aus dem Elektrolichtbogenofen vorgewärmt wird. So erhöht sich die Schrotttemperatur dank der effizienteren Wärmeübertragung.
Ebenso präsentierte Milocco das patentierte Condoor®-System von SMS Concast: eine vollautomatisierte Schla-ckentür, die für Energieeinsparungen von bis zu drei Pro-zent sorgt und die eingedüste Kohlenstoffmenge sowie den Elektrodenverbrauch senkt. Gleichzeitig verbessert sich die Prozesssicherheit im Ofen. Auch Dr. horst Kappes von Paul Wurth stellte Ecoplants-lösungen für die Stahlerzeu-gung vor. Neben energieeffizienten und umweltfreundli-chen Innovationen wie der Druckregulation SOPRECO® er-läuterte Kappes den Gästen ein echtes SMS group-highlight: den EFA™-Prozess.
„EFA von Paul Wurth ist ein Meilenstein für den Umwelt-schutz in der Stahlindustrie“, so Kappes. „Unsere Abgas-
Viele Kundengespräche fanden am Rande des Seminars statt. V. l. n. r.: Dr. thomas Germershausen (SMS Siemag), Dr. horst Kappes (Paul Wurth) und Stephan Krämer (SMS Siemag) während der Veranstaltung.
10

ECOPlANtS
reinigungsanlagen für Sinteranlagen helfen, bei optimaler Ausnutzung der Reagenzien, Emissionen auf ein noch nie dagewesenes Minimum zu reduzieren.“ Die EFA™-technologie ermöglicht Anlagenbetreibern außerdem, günstigere Rohstoffe mit höherem Schwefelgehalt zu wäh-len. Das führt zu enormen Kosteneinsparungen.
EcOpLANTS-LöSUNGEN IN DER FLAcHSTAHLpRODUKTION
„Beim Warmwalzen entfallen 80 Prozent auf das Wiederer-wärmen der Brammen“, so Dr. Karl hoen, SMS Siemag. Um einen großen teil dieser Energie einzusparen, sind schon seit vielen Jahren SMS-lösungen auf dem Markt, die den Warmeinsatz von Brammen und gleichzeitig den wirtschaftlichen Betrieb des Walzwerks ermöglichen, un-ter anderem zählt dazu die Brammenstauchpresse. Neben dem Warmeinsatz ist das Einsparen teurer legierungsele-mente durch innovative Bandkühleinrichtungen von SMS Siemag der größte hebel, um die Warmbandproduktion effizienter zu gestalten.
„Das CSP®-Konzept (Compact Strip Production) von SMS Siemag verbindet auf ideale Weise wirtschaftliche und umweltfreundliche Produktion mit hoher Produktivität und hervorragender Bandqualität“, so Stephan Krämer von SMS Siemag in seinem Vortrag über die Dünnbrammen-technologie CSP®.
Das Erfolgsrezept von CSP® ist die direkte Verbindung von Gießen und Walzen: Im Vergleich zu konventionellen Warm-bandstraßen reduzieren Anlagenbetreiber bis zu 40 Prozent der Betriebskosten. Durch Wegfall der Vorstraße reduzieren sich auch die Investitionskosten für CSP® deutlich.
Beim Kaltwalzen und der Bandbehandlung, die in Sum-me ca. zehn Prozent des Gesamtenergieverbrauchs bei der Stahlherstellung ausmachen, entfällt der größte teil auf die erforderliche Wärmebehandlung: das Weichglühen. Doch auch der Kaltwalzprozess selbst hat noch Einsparpotenzi-
al, wie hoen ausführte. So ist es mit moderner Emulsion möglich, die Rei-bung im Walzspalt noch deutlicher zu reduzieren. Damit ergeben sich pro-duktabhängig Energieeinsparpotenzi-ale von bis zu 30 Prozent.
Ein weiteres highlight im Vortrag von hoen war das Minimalmengen-schmiersystem ECOlub für Dressier-walzanlagen. Es verdoppelt die le-bensdauer der Walzen, vermeidet Schmiermittelabdrücke auf dem Band und vermindert den Energiebedarf. Der ökonomische Vorteil: Kostensen-kungen von bis zu 200.000 Euro jähr-lich im Vergleich zum herkömmlichen Nass-Dressieren ohne Berücksichti-gung, dass ein deutlich größerer Pro-duktanteil kostengünstig nass-dres-siert werden kann.
Für Aluminium und langprodukte hat die SMS group ebenfalls um-
150Durch den Warmeinsatz, z. B. einer Brammen-stauchpresse, können bis zu 150 kWh/t ein- gespart werden, das sind knapp 5,00 Euro/t.
»WÄhREND SICh DIE GlOBAlEN UMWEltPROBlEME VERSChÄRFEN, WIRD DER WIRtSChAFtlIChE WANDEl hIN ZU EINEM
GRüNEN WAChStUMSMODEll ZU EINEM WIChtIGEN tREND.«
Yao Wenping, Vizepräsidentin der chinesischen handelskammer.
icSp®-Anlage
Bei einer cSp®-
Anlage wird der
flüssige Stahl zu
Dünnbrammen
gegossen, die
nach dem tempe-
raturausgleich im
tunnelofen direkt
der Walzstraße
zugeführt werden –
das Wiedererwär-
men der Bramme
und das Vorwalzen
entfallen komplett.
11

ECOPlANtS SmS group newsletter 02 / 2013

ECOPlANtS
weltfreundliche lösungen. hier hob Dr. Karl hoen her-vor, dass der Schlüssel zu einer effizienten Aluminiumpro-duktion, basierend auf Ingots, die Erhöhung der Ausbrin-gungsrate ist. Zurzeit beträgt die Ausbringung kaum mehr als 60 Prozent. SMS Siemag bietet deshalb ausbringungs-steigernde lösungen wie speziell ausgelegte Staucher, Edge-heating-Systeme und intelligente Scherensteuerun-gen an. Weiter erläuterte er die Vorteile des Abluftreini-gungssystems AirwashtM. Betreiber von Aluminium-Kalt-walzanlagen profitieren damit doppelt: Sie erfüllen selbst strikteste Umweltschutzauflagen und senken die Betriebs-kosten, denn AirwashtM filtert verdampftes Walzöl aus der Abluft und reinigt es, sodass es wiederverwendet werden kann. Die perfekte Ergänzung zu dem System ist das leis-tungsstarke Airwash-Öl von SMS Siemag, das eine beson-ders hohe Rückstoffgewinnung ermöglicht.
Auch Joachim Kuhlmann von SMS Siemag zeigte lösun-gen für die Bandverarbeitung, die erhebliche Ressourcen-einsparungen ermöglichen. Kuhlmann stellte das Ultra Fast Cooling System für die Kaltbandbehandlung vor. Durch direkte Zugabe von reinem Wasserstoff in die Kühlkammer verbraucht das System bis zu 40 Prozent weniger Strom. Weitere positive Nebeneffekte: Der Verbrauch von Wasser-stoff sinkt deutlich, und die hohen Abkühlgeschwindigkei-ten machen bei einigen Stahlgüten das Zugeben von legie-rungselementen überflüssig.
In der Präsentation von Günther Wim-roither, hertwich Engineering, ging es um ökonomische und ökologische Vor-teile beim Einschmelzen von Alumini-umschrott. Die hocheffizienten Eco-melt-Öfen von hertwich Engineering eignen sich hierfür besonders: Sie ver-brauchen deutlich weniger Gas als her-kömmliche Schmelzöfen. Das spart nicht nur Energie, sondern verringert auch die CO2-Emissionen. Mit dem tauchschmelzverfahren sinkt der Me-tallverlust darüber hinaus deutlich un-ter drei Prozent, was zu einem zusätzli-chen Plus bei der Ausbringung führt.
Energieverbrauch verschiedener Anlagen zur Warmbandproduktion. Angaben zum Energieverbrauch in kWh/t.
530Konventionelle Warmbandstraße (Kalteinsatz)
390Konventionelle Warmband-straße (heißeinsatz)
270typische CSP®-Anlage
148CSP®-Anlage mit eco-Paket
200.000Kostensenkungen von bis zu 200.000 Euro jährlich sind im Vergleich zu herkömmlichen Nass-Dressierwalzanlagen mit dem System ECOlub möglich.
13

14ECOPlANtS SmS group newsletter 02 / 2013
EFFIzIENTE mINImILLS
Paolo Cancian vom SMS Minimill-team erläuterte, wie die integrierten Mini-Stahlwerke noch nachhaltiger werden können. „Unsere Geschäfts-partner fordern uns kontinuierlich auf, neue technologien zu entwickeln“, sagte Cancian. „Der starke und dyna-mische Wettbewerb am Stahlwelt-markt erfordert eine immer stärkere Kostensenkung bei besserer Qualität und höherer Betriebsflexibilität. Auch der Umweltschutz wird zu einem zu-nehmend wichtigen Faktor. Deswegen haben wir die CMt™ (Continuous Mill technology) übernommen. SMS Meer, SMS Concast und SMS Elotherm ha-ben das Grundkonzept der Minimill systematisch weiterentwickelt.“ Er-gebnis: geringerer Energieverbrauch durch direkte Anbindung der Walz-straße an das Stahlwerk.
Die Schlüsseltechnologie ist INVEX®, ein neues, von SMS Concast entwickel-
tes Kokillensystem, das es ermöglicht, mit höheren Gießge-schwindigkeiten zu fahren und die Knüppel direkt dem Walz-werk zuzuführen. Auf traditionelle Erwärmungsöfen kann somit verzichtet werden: Anstelle der öl- oder gasbefeuerten Öfen kommen eine induktive Erwärmungsanlage oder alter-nativ gasdurchlässige Brenner zum Einsatz, um die tempe-raturunterschiede in dem Stranggussknüppel auszugleichen und so für perfekte Walzbedingungen zu sorgen. Durch den Wegfall der kompletten Erwärmungsstufe ergibt sich eine signifikante Verringerung sowohl der Energiekosten als auch der Umweltbelastung: Eine Anlage vom SMS Minimill team spart elf Euro pro Metertonne produzierten Walzstahls, wo-bei pro Jahr 72.000 tonnen weniger CO2 entstehen.
mEERDRIVE®: SAUBERES ANTRIEBSKONzEpT
Ulrich Svejkovsky von SMS Meer präsentierte das Antriebs-konzept MEERdrive®. Die Entwicklung setzt weltweit Maß-stäbe für die Walzdrahtproduktion – so können Investi-tions- und Betriebskosten enorm verringert werden. Der Grundgedanke des MEERdrive®: Ersetze den verbrauchs- und wartungsintensiven Gruppenantrieb eines Drahtwalz-blocks durch Einzelantriebe für jedes Gerüst. Das senkt den Energieverbrauch um mehr als 30 Prozent. MEER-drive® erlaubt auch eine höhere Flexibilität hinsichtlich der Kalibrierung und Stichplangestaltung. Zudem müssen nicht alle Walzen des Blocks auf den gleichen Durchmes-ser nachgedreht werden. Das Ergebnis: eine nennenswerte Senkung des Walzenpaarverbrauchs um bis zu 60 Prozent.
Die Entwicklung der 3-Walzen-technologie PSM® stellt einen Meilenstein in der SBQ-Stahl- und Drahtproduktion dar. Svejkovsky stellte die technologie und ihre Vorzüge vor. PSM® ermöglicht enge toleranzen und erhöht die Fle-xibilität – und das bei zuverlässiger, einfacher und vollauto-matischer Steuerung. Die geringen toleranzen werden durch die hydraulische Anstellung mit Durchmessermess-MEERdrive® verringert die Betriebskosten.
iEcomelt-öfen
können ver-
schmutzten Schrott
einschmelzen, der
durchschnittlich
bis zu 10 prozent
organischen Anteil
haben darf. Die
störenden Beimi-
schungen werden im
Ofenraum kontrol-
liert verbrannt – die
dabei entstehende
Energie wird für den
Schmelzprozess
verwendet.
Wang Yichao, SMS Meer Peking, begrüßt Besucher der Ecoplants-Veranstaltung.
Während der Veranstaltung fanden viele Kunden-gespräche statt.
14

ECOPlANtS
gerät und Monitorregelung ermöglicht. „So erzielen wir eine bessere Materialausbringung und geringere Schäl-verluste“, sagte Svejkovsky.
SOFT STARTER: mAcHT STRANGpRESSEN SpARSAmER
Wie können Strangpressen hinsichtlich ihres Energiever-brauchs optimiert werden? Diese Frage beantwortete hans-Uwe Rode von SMS Meer in seinem Vortrag über ak-tuelle Strangpress-technologie. Als lösung präsentierte er die Soft-Starter-technik für die hauptantriebe: „Die größte Energieeinsparung erreichen wir durch das Ausschalten aller Pumpen, die aktuell nicht benötigt werden”, sagte Ro-de. Genau das leistet die technologie von SMS Meer: Wäh-rend des Strangpressens schaltet der Soft Starter-Antrieb automatisch alle Pumpen ab, die gerade nicht arbeiten. hinzu kommen elektrische Servoantriebe für alle hilfs-funktionen der Strangpresse. So verringert er den Energie-bedarf um etwa 20 Prozent, das sind etwa zehn kWh pro tonne. „Jährlich können dadurch 225.000 kWh elektrische Energie eingespart werden. Mit dieser Menge können etwa 160 chinesische Drei-Personen-haushalte ein Jahr ver-sorgt werden“, sagte Rode.
Diese Ecoplants-lösung hat SMS Meer mit der hybrEx-technologie noch weiterentwickelt. „Unsere hybrid-Extru-sion-Pressen-technologie geht noch einen Schritt weiter, hier werden auch die hauptkomponenten der Strangpres-se für die schnellen Bewegungen mit Servoantrieben aus-gerüstet, somit sparen wir bis zu 35 Prozent Energie“, so Rode. In Kombination mit dem Soft-Starter-Konzept senkt das den Energieverbrauch um 46 kWh pro tonne – damit wären 400 chinesische Drei-Personen-haushalte ein Jahr lang versorgt.
Drei Bereiche, ein thema: ökologische und ökonomi-sche Vorteile durch optimales Verwerten der Rohstoffe. Dr. Michael Schwarze und thomas Winterfeldt von SMS Meer
berichteten über zwei der bedeutends-ten technologien für die Kupferverar-beitung: CONtIROD® und directube®.
über 90 Prozent des Energiever-brauchs von CONtIROD®-linien ent-fallen auf den Ofen zum Schmelzen der Kupferkathoden. hier lag das größte Optimierungspotenzial: Der neu ge-staltete Schmelzofen ist einige Meter höher und sorgt so für einen effiziente-ren hitzetransfer vom Verbrennungs-gas auf das Rohmaterial. hinzu kom-men das neue Antriebskonzept der Verbrennungsluftgebläse mit fre-quenzgeregelten Motoren und eine au-tomatische Brennerregelung. Das Re-sultat: Die Oxidation des flüssigen Kupfers wird minimiert und der Gas-verbrauch sinkt – je nach Anlagen-größe um mehr als ein Viertel. Bei größeren CONtIROD®-linien sind das über 10.000 tonnen CO2 im Jahr. „Noch beeindruckender ist der Rückgang des Stromverbrauchs im Walzwerk“, so Schwarze. „Der Einsatz
72.000tonnen weniger CO2 entstehen durch das innovative Minimill-Konzept der SMS Concast.
»UNSERE GANZhEItlIChE PROZESSBEtRAChtUNG VERBESSERt DIE ANlAGEN, DIE EFFIZIENZ UND DIE PRODUKtIVItÄt UNSERER KUNDEN UND
lEIStEt ZUDEM EINEN ERhEBlIChEN BEItRAG ZUM UMWEltSChUtZ.«
Dr. Joachim Schönbeck, Sprecher der Geschäftsführung der SMS holding Gmbh
15

frequenz geregelter Drehstroman-triebe ergibt ein Einsparpotenzial von bis zu 67 Prozent.“
Der hohe Rohstoffpreis zwingt Kup-ferrohrproduzenten, den Produktions-prozess kontinuierlich zu verbessern und den Marktforderungen nach dünn-wandigeren Rohren zu folgen. „low Ratio Extrusion und directube® von SMS Meer sind die einzigen Verfahren, die diese hohen Anforderungen erfül-len können“, so thomas Winterfeldt in seinem Vortrag über directube®, die Ecoplants-lösung zur Kupferrohrher-stellung von SMS Meer. Kupferkatho-den werden direkt zu Mutterrohren geformt. Im Vergleich zum üblichen Extrusionsverfahren mit anschließen-dem Kaltpilgerwalzen eliminiert direc-tube® mehrere aufwändige Prozess-schritte: Das Pressen, das Vorwärmen sowie einer von zwei Zwischenglüh-Vorgängen fallen weg. Die Produktion ist wirtschaftlicher und die Investiti-onskosten liegen deutlich unter denen der alternativen Verfahren.
INNOVATIVE ScHmIEDETEcHNIK
Effizienz in der Schmiedetechnik – auf dem Ecoplants-Seminar das thema der SMS Meer-Experten Dr. Andreas lieb und Dr. Serdar tuncel.
Dr. Andreas lieb präsentierte Eco-plants-lösungen, die Energie, Zeit und Geld sparen. „Der effizienteste
Weg, um beim Umformprozess Energie zu sparen“, so lieb, „ist, Material zu sparen.“ Der Schlüssel dazu: tole-ranzen und Zugaben müssen so gering wie möglich ausfal-len. lieb stellte das Ring-Monitoring-System von SMS Meer vor. Es überwacht den Ringwalzprozess und zeigt Defekte während des Walzens. So können 30 Prozent Roh-material eingespart werden, der Ausschussanteil fällt deutlich geringer aus als gewöhnlich.
TEcHNOLOGIScHE pARTNERScHAFT mAcHT ROHRANLAGEN
zU EcOpLANTS
Norbert theelen von SMS Meer präsentierte das technolo-giepartner-Konzept für die Nahtlosrohrproduktion. Neben dem hochmodernen Anlagenbau entwickelte SMS Meer in den vergangenen Jahren spezielle Werkzeuge und techno-logien und passt diese zusammen mit den Betreibern in enger Partnerschaft auf die jeweiligen Bedürfnisse an.
Mit Innovationen wie zum Beispiel PQSC® (Premium Quality Surface Coating), lASUS® (laserUltrasonic) und INCOAt® (Inline Coating) bietet SMS Meer den Rohrbetrei-
Wirtschaftlich: lASUS® misst die einzelne Rohrwanddicke und kommt ohne nukleare Strahlenquelle aus.
4646 CONtIROD®-linien installierte SMS Meer weltweit (siehe Karte).
ECOPlANtS SmS group newsletter 02 / 2013
16

www.sms-ecoplants.com
bern von neuen und von bereits existierenden Anlagen lö-sungen, um wirtschaftlicher und gleichzeitig umweltscho-nend zu produzieren. Dies erhöht die Wettbewerbsfähigkeit der Rohrhersteller – ganz nach der SMS Meer-leitidee „Quality Unites“. So sorgen PQSC®-Dorne im Schrägwalz-werk durch ihre besonders langlebige Beschichtung für eine drastische Verringerung der Werkzeugkosten.
lASUS® misst die einzelne Rohrwanddicke und kommt ohne eine nukleare Strahlenquelle aus. Das Verfahren kombiniert damit höchste Wirtschaftlichkeit durch verbes-serte Wanddickentoleranz mit gefahrloser laser-Ultra-schallmessung. Mit lASUS®-MultiScan ist es sogar mög-lich, jede Walzenposition in der PQF®-Anlage in Echtzeit zu regeln, um damit nochmals die Wanddickenexzentrizität zu verbessern.
INCOAt® revolutioniert die heute übliche Deoxidations-methode, indem die gesamte Station entfällt und die Ursa-che der Verzunderung durch Inline-Beschichtung während des lochvorgangs direkt im Schrägwalzprozess gelöst wird. Die Folge ist der Entfall von Deoxidationspulver, das einen besonderen Arbeitsschutz erfordert. hinzu kommen eine verbesserte Energiebilanz und eine weitere Reduktion der Produktionskosten.
Den Abschluss im dritten themenblock machte Michael Stark von PWS mit seinem Vortrag über effiziente Schweiß-technologien für die Großrohrindustrie. Er stellte Perfect Arc® vor, ein Schweißsystem, das eine gute CO2-Bilanz vor-weist, wenig Energie verbraucht und für eine gleichmäßige Netzbelastung sorgt.
Fazit: Die lösungen der SMS group überzeugen in punk-to Ökologie und Ökonomie – zum Vorteil der Kunden und der Menschen in allen ländern der Erde.
iSmS meer fährt emissionsfrei
SmS meer setzt das
Ecoplants-Konzept
seit kurzem auch
intern um. Das
italienische toch-
terunternehmen
SMS Meer S.p.A in
tarcento fährt ein
Elektroauto. Der
Peugeot iOn hat
eine Reichweite von
130 Kilometern und
wird für Boten- und
Besorgungsfahrten
eingesetzt. Auf der
heckscheibe wirbt
dabei ein großer
Aufkleber für das
Ecoplants-Konzept
des Unternehmens.
ECOPlANtS
17

IM FOKUS SmS group newsletter 02 / 2013
ScHNELL, KOmpETENT UND VERTRAUENSVOLL
Dank seiner über 100-jährigen Erfahrung überzeugt der Service der SMS group mit hoher Qualität. Das weltweite Netzwerk sorgt für Kundennähe. Die Mitarbeiter kennen die Details der Kundenanlagen
und können so gezielte Verbesserungen umsetzen.
18

IM FOKUS SERVICE
Service aus einer Hand Die SMS group bietet mehr als Ersatzteile 20Auf einen Blick: Service weltweit 30maximaler Kundennutzen Die tECademy vermittelt Wissen für den Alltag 38Rund um den Hochofen Paul Wurth begleitet den ganzen lebenszyklus 46
üBERBlICK

Fokus sms groupnewsletter 02/201320IM FOKUS SmS group newsletter 02 / 2013
SERVICE AUS EINER hANDErfahrung, Wissen, Kundennähe: Das zeichnet den Service der
Unternehmen der SMS group aus. Die leistungen umfassen dabei mehr als nur Ersatzteile. über ein weltweites Netzwerk bietet die SMS group
lösungen an, die den Kunden über den gesamten lebenszyklus den sicheren und wirtschaftlichen Betrieb ihrer Anlagen garantieren.
20

21IM FOKUS SERVICE
21

IM FOKUS SmS group newsletter 02 / 2013
»WIR BEGlEItEN UNSERE KUNDEN üBER DEN GESAMtEN lEBENSZYKlUS IhRER ANlAGEN.«
Pino tesè, Mitglied der Geschäftsbereichsleitung Service bei der SMS Siemag
Bei Serviceleistungen denken viele Menschen an einen techniker, der beim Kunden vorfährt, mit seinem Werk-
zeugkoffer ein defektes teil oder Sys-tem repariert und nach seinem Ein-satz lange nicht mehr beim Kunden gesehen wird. Dieses Bild ist veraltet und trifft insbesondere nicht auf den Service der SMS group zu. „Unsere Servicelösungen umfassen deutlich mehr: Wir begleiten unsere Kunden ein Anlagenleben lang. Das heißt, auch während die Anlage reibungslos läuft, beraten wir unsere Kunden, wie sie ihre Anlagen noch effizienter fah-ren können“, sagt Pino tesè, Mitglied der Geschäftsbereichsleitung Service bei der SMS Siemag. Mit dem Wissen des Original Equipment Manufacturer (OEM) sichert SMS seinen Kunden ei-ne dauerhafte Wettbewerbsfähigkeit.
Egal ob Elektrolichtbogenöfen in indischen Stahlwerken, Aluminium-walzwerke in China oder PQF®-Rohranlagen in Brasilien – die Ser-vicelösungen der SMS group sind individuell zugeschnitten. Das Spekt-rum reicht von der lieferung von Er-
satzteilen über Instandhaltungsmaß-nahmen und Mitarbeiterschulungen bis hin zu aufwändigen Modernisie-rungen. Dabei haben die Fachleute der SMS group immer ein Ziel vor Au-gen: eine hohe Anlagenverfügbarkeit bei niedrigen Instandhaltungskosten möglich zu machen.
VERTRAUENSVOLLE pARTNERScHAFT
Ein Ziel, das viele Kunden überzeugt, manche schon seit vielen Jahren. Be-reits seit 1997 überprüfen die Ingeni-eure von SMS Siemag jedes Jahr bei NlMK im belgischen la louvière die Kammwalzengetriebe und tauschen defekte Antriebsteile an einer sechs-gerüstigen Warmbreitbandstraße aus. „Das Know-how der Ingenieure und techniker von SMS Siemag ist für uns wertvoll. über die Jahre hat sich eine sehr vertrauensvolle Partnerschaft entwickelt“, meint Jacques Sulmon, Instandhaltungsingenieur bei NlMK. Auf der Anlage produziert NlMK Breitband, das in der Automobilindus-trie und im Gebäudebau eingesetzt wird. Dieses liefert das Unternehmen überwiegend an seine tochtergesell-
schaften nach Nordfrankreich. Der regelmäßige Serviceeinsatz von SMS Siemag sichert die hohe Verfügbarkeit der Anlage.
Auch im Edelstahlsektor stehen die SMS Siemag-Experten mit Rat und tat zur Seite, wie etwa bei dem im Jahr 2004 durch eine Fertigstraße erwei-terten Steckelgerüst für Edelstahl bei Outokumpu Stainless Oy im finnischen tornio. Seit 2007 ist SMS Siemag für die jährliche hydraulikinspektion an der Anlage verantwortlich. „Fällt die hydraulik aus, kommt die gesamte Anlage zum Stehen“, sagt teemu lo-mu, leiter der Instandhaltung bei Ou-tokumpu. „Wir vertrauen hier auf die Expertise von SMS Siemag, denn sie kennen die Anlage am besten.“ Jedes Jahr ist nun ein Serviceexperte vor Ort und prüft die hydraulik zusammen mit Outokumpu, um mögliche Schwach-stellen frühzeitig zu erkennen.
Frühzeitig ist das Stichwort für einen optimalen Service. Der Equip-ment-Check von SMS Meer setzt genau hier an. „Wir untersuchen die leistungsfähigkeit und den Zustand einer Anlage im Detail“, sagt
22

Oben: Anlagenspezifische Wartungspläne enthalten unter anderem regel-mäßige Kontrollen, hier an einer horizontal-Richt-maschine.
Unten: Auch durch Wis-sensvermittlung tragen die Mitarbeiter wie Recai Erdem, SMS Siemag, zu erhöhter Produktivität der Kundenanlagen bei.
23

IM FOKUS SmS group newsletter 02 / 2013
Friedhelm Bitter, kaufmännischer Geschäftsbereichsleiter Service der SMS Meer. „Wiederholte Analysen machen Veränderungen schnell sicht-bar, sodass wir Kunden konkrete Ver-besserungsvorschläge machen kön-nen.“ Zum Beispiel analysierten die Serviceexperten der SMS Meer den Zustand einer Exzenterpresse vom typ VERK 1600 der Sona BWl Präzi-sionsschmiede Gmbh in Remscheid. Dabei wurden der Schlitten, die Druck-stange sowie die Schlittenführung überarbeitet. Zudem wurde die Schlit-tenverstellung modernisiert. „Wir sind mit den Ergebnissen sehr zufrieden. trotz weiterer beschädigter teile, die erst nach Montagebeginn zum Vor-schein kamen, hat das team von SMS Meer den engen Zeitplan eingehal-ten“, sagt Stefan Schäfer-Kuhl, leiter Instandhaltung Mechanik bei Sona.
BERATUNG UND TRAINING
Bei SMS Meer gliedern sich die Ser-viceprodukte in MEERcare®, MEER-coach® und MEERconsult® auf. „Der richtige Mix ist entscheidend“, sagt Serviceexperte Bitter. Zum Beispiel erstellen die Fachleute von SMS Meer Instandhaltungskonzepte, beraten Kunden zur Anlagenoptimierung (MEERconsult®), übernehmen das Warehousing und reparieren im Not-fall (MEERcare®). „Das richtige Ser-vicekonzept ist ein entscheidender Faktor, aber die wichtigsten Erfolgs-faktoren sind sicherlich die Mitarbeiter und deren Know-how. Und in die lohnt es sich immer zu investieren. Je mehr Wissen die Bedienerteams einer Anla-ge besitzen und je detaillierter sie die Prozesse und Maschinenabläufe ver-stehen, desto produktiver kann der Kunde produzieren“, betont Bitter. „Unsere MEERcoach®-Experten haben viele wertvolle tipps aus der Praxis für die Praxis. Das kürzlich durchgeführte Walzmodultraining für ArcelorMittal hamburg ist dafür ein gutes Beispiel.“
Auch bei der SMS Siemag gehören trainings zum Angebotsumfang.
Erfahrene Service-kollegen geben das
Wissen an neue Mitarbeiter weiter.
Schnell geliefert und montiert: Ersatzteile wie Walzenwellen.
SERVICEim Unternehmensbereich SMS Meer
MEERcare® Ersatzteilservice, Instandhaltung, Modernisierung, Notfallfallservice
MEERcoach® training & Coaching Assessment, standardisiertes und individuelles training, E-learning
MEERconsult® Beratung & Implementierung Fact-Finding-Audits, Machbar-keitsstudien oder Maintenance-Management-Systeme
i
24

Das Know-how der mitarbeiter zeichnet den Service von SmS aus.
25

IM FOKUS SmS group newsletter 02 / 2013
ierlichen Austausch, denn nur dann erreicht SMS das Ziel wartungsarmer Anlagen – zum Vorteil der Kunden. „Das heißt, dass wir bei jeder Innovati-on prüfen, inwieweit dies zum Beispiel die Wartungskosten verringert“, sagt tesè. „Wichtig ist die Neugier unserer Mitarbeiter auf der Suche nach immer weiteren Verbesserungen unserer Produkte.“ Exemplarisch sind hier die neuen Verfahren bei den Beschich-tungstechnologien, die unter anderem die lebensdauer von Kupferplatten in Kokillen verlängern. „Unsere Kunden stehen global in einem immer stärke-ren Wettbewerb und sind bestrebt, Kosten zu senken und Ressourcen zu sparen“, fügt der Serviceleiter der SMS Meer, Friedhelm Bitter, hinzu. „Genau darauf zielen unsere Innovati-onen ab.“
Jüngstes Beispiel der SMS Meer ist die drehzahlvariable Pumpensteue-rung, kurz VSP, die unter anderem in Rohrschließpressen eingesetzt wird. Der Clou: Die Öldruckerzeugung findet nur auf Systemanfrage statt – also nur dann, wenn sie tatsächlich benötigt wird. hydrauliksysteme mit VSP
»WIR StEhEN UNSEREN KUNDEN NICht NUR MIt UNSEREM KNOW-hOW UND UNSERER ERFAhRUNG ZUR SEItE, SONDERN AUCh
MIt PRODUKtENtWICKlUNGEN UND INNOVAtIONEN.«
Friedhelm Bitter, kaufmännischer Geschäftsbereichsleiter Service bei der SMS Meer
„Mit der tECademy haben wir 2010 eine eigene Kundenakademie ge-schaffen“, sagt Serviceleiter tesè. „hier führen wir Schulungen zu allen Bereichen des Anlagenbetriebes so-wie der Wartung und technologie durch.“ Auf Kundenwunsch werden die Schulungen individuell mit dem Kunden vereinbart. 2012 schulte SMS Siemag in hilchenbach beispielsweise Mitarbeiter des saudi-arabischen Stahlherstellers hadeed.
KUNDENNäHE DURcH WELTWEITES
NETzWERK
„Unsere Experten schulen aber auch vor Ort beim Kunden“, ergänzt tesè. Das garantiert das weltweite SMS-Netzwerk. Standorte sind auf dem gan-zen Globus verteilt – 35 bei SMS Sie-mag, 25 bei SMS Meer. „Das Netzwerk sichert die schnelle lieferung von Komponenten. Bei Störungen an einer Anlage sind unsere Serviceexperten in kurzer Zeit zur Stelle“, so tesè. Ein-heitliche Standards an allen Standor-ten garantieren eine hohe Qualität.
Zwischen Entwicklung, Konstrukti-on und Service gibt es einen kontinu-
SERVICEX-Cellize®-Produktgruppenbei der SMS Siemag
Ersatzteilservice
Inspektion und Reparaturen
hochleistungskomponenten
Instandhaltungsservice
Modernisierungen
Condition Monitoring und Maintenance Management
Montage und Inbetriebnahme
training und Consulting
i
26

27
Der regelmäßige Austausch von Verschleißteilen gehört zu den typischen Instandhaltungsmaßnahmen des Service der SmS group.
IM FOKUS SERVICE
27

benötigen weder ein Kühlsystem noch eine zentrale hydraulikstation mit großem tank. Kosten für Einhau-sungen oder hydraulikkeller sowie lange Rohrleitungen entfallen. Sämtli-che hydraulische Komponenten wer-den direkt und wartungsfreundlich an oder auf der Maschine montiert.
Auch bei SMS Siemag zielen Inno-vationen nicht ausschließlich auf ein bessere Qualität, sondern auch auf re-duzierte Kosten für die Kunden. Ein Beispiel ist die neue Sieflex®-ht-Spindel für Warmbandstraßen, mit der um mehr als 50 Prozent höhere An-triebsmomente als zuvor sicher über-tragen werden, wodurch weniger War-tungen notwendig sind (siehe auch Seite 124).
DER KUNDE ALS pARTNER
Die Unternehmen der SMS group ar-beiten bei all ihren Serviceleistungen eng zusammen, sodass Kunden die optimale lösung aus einer hand be-kommen. „Wir verstehen die Bezie-hung zu unseren Kunden als Partner-schaft. Es handelt sich hierbei zum einen um die Bereitstellung von
Dienstleistungen und Produkten in ho-her Qualität, schnell und zu attraktiven Preisen. Zum anderen stehen wir un-seren Kunden nicht nur mit unserem Know-how und unseren Erfahrungen zur Seite, sondern auch mit Pro-duktentwicklungen und Innovationen“, fasst Bitter die Servicelösungen bei SMS zusammen. Wissen, Erfahrung und Kundennähe – und das ein Anla-genleben lang. Eben mehr als ein Werkzeugkoffer!
Expertenwissen vermitteln Mitarbeiter wie Dr. hartmut Pawelski in Seminaren der tECademy.
Die Mitarbeiter der SMS group beraten ihre Kunden, wie sie ihre Anlagen noch effizienter fahren können.
www.sms-siemag.com/servicewww.sms-meer.com/service
35 25Das Servicenetzwerk spannt sich über den gesamten Globus. Die 35 Standorte der SMS Siemag und 25 der SMS Meer ermöglichen schnelle lieferungen und Serviceeinsätze auf der ganzen Welt.
28

IM FOKUS SERVICE
Der Kunde als Partner
Die Geschäftsbereichsleiter Pino tesè und Friedhelm Bitter, über individuell maßgeschneiderte Servicelösungen.
Was heißt für Sie serviceorientiert?Bitter Serviceorientiert heißt, die lösungen müssen auf die Bedürfnisse unserer Kunden abgestimmt sein. Man muss flexibel sein, Service heute bedeutet, nicht nur für den Kun-den da zu sein, sondern zusammen mit ihnen individuelle lösungen zu erarbeiten.
Tesè Der Kunde steht an erster Stelle. Wir bieten nicht nur Standardlösungen aus unserer Produktpalette an, sondern gehen gezielt auf seine Wünsche ein. Und wünscht er eine leistung, die wir bisher noch nicht erbracht haben, suchen wir gemeinsam nach lösungen.
Service bei SMS – für was steht dies?Tesè Service bei SMS heißt auch Kontinuität. Wir begleiten unsere Kunden ein Anlagenleben lang, sodass kontinuier-lich eine hohe Produktqualität und Produktivität sicherge-stellt ist.
Bitter Wir verstehen die Beziehung zu unseren Kunden als Partnerschaft. Es handelt sich hierbei zum einen um die Bereitstellung von Dienstleistungen und Produkten in ho-her Qualität, schnell und zu attraktiven Preisen. Zum ande-ren stehen wir unseren Kunden nicht nur mit unserem Know-how und unserer Erfahrung zur Seite, sondern auch mit Produktentwicklungen und Innovationen.
Welche Vorteile haben Kunden, wenn sie eine Service-leistung der SMS group kaufen?Bitter Wir liefern alles aus einer hand – und im Service laufen diese Fäden zusammen. Von der Maschine, über die technologie bis zu den Serviceleistungen. Auf Basis dieser Informationen sind wir stets bestrebt, die beste lösung für unsere Kunden zu finden.
Interview Welche Anforderungen haben Kunden heutzutage an den Service?Tesè Sie fordern eine hohe Qualität, schnelle Reaktionszeiten, und dies di-rekt vor Ort. Service, der einem rund um die Uhr zur Verfügung steht, wird immer wichtiger. Unser teleservice ist eine unserer Antworten auf diese Anforderung. über eine hotline sind wir rund um die Uhr zu erreichen.
Wir begleiten die Kunden „ein Anlagenleben lang“ – was bedeutet dies?Bitter Das heißt, wir konstruieren die Maschine, nehmen sie gemeinsam mit dem Kunden in Betrieb, schulen seine Mitarbeiter, stellen ihm die Ersatzteile zur Verfügung, reparieren und moder-nisieren, wenn die Maschine in die Jahre gekommen ist und beraten ihn bei der Prozessoptimierung. Ein wich-tiger Faktor ist die Weiterentwicklung von Kernprodukten unsere Value-ad-ded Components. Bestes Beispiel sind unsere PQSC®-Dorne (vgl. Seite 36).
Tesè Prozessoptimierung ist das Stich- wort. Ein wichtiger Faktor sind hier die entwickelten hochleistungskom-ponenten, die auch die leistung be-stehender Anlagen steigern.
Welche Ziele gibt es für die Zukunft?Tesè Wir werden unser globales Netz-werk weiter ausbauen, um noch näher bei unseren Kunden zu sein. Gemein-sam mit ihnen wollen wir neue indivi-duelle lösungen und Produkte entwi-ckeln, um die Wettbewerbsfähigkeit unserer Kunden mit unseren Service-leistungen zu stärken.
pino Tesè
mitglied der
Geschäftsbereichs-
leitung Service bei
der SmS Siemag.
Friedhelm Bitter
Kaufmännischer
Geschäftsbereichs-
leiter Service bei
der SmS meer.
29

IM FOKUS SmS group newsletter 02 / 2013
ChinaDemontiert & generalüberholt
Für Dongbei Special Steel, China, hat der Service von SMS Meer drei Schälanlagen aus dem Baujahr 1988 generalüberholt, sie im Werk Dalian in der Provinz liaoning demon-tiert und im neuen Werk außerhalb des Stadt-zentrums wieder aufgebaut. Die Anlagen erzielen nun eine bessere Oberflächengüte und engere Durchmessertoleranzen. Pro-jektleiter Falk Rößler von SMS Meer erklärt: „Mit der Modernisierung der Schälmaschi-nen kann Dongbei Special Steel künftig den gestiegenen Anforderungen seiner Kunden gerecht werden.“ Fo
to F
rauk
e Sc
hum
ann
/ pla
inpi
ctur
e
SERVICE WEltWEItSMS Siemag und SMS Meer bieten mit ihren Experten Service in
OEM-Qualität an. Die Kunden profitieren dabei von vielfältigen Vorteilen – weltweit. Einige Beispiele aus verschiedenen ländern veranschaulichen
das leistungsspektrum und die kompetente Serviceunterstützung.
ChinaBlöcke ausgewechselt
Bei Grobblech arbeiten Systeme mit extre-men Genauigkeiten wie die Profil-, Kontur- und Planheitsregelung. Sogar für fünf Meter breite warmgewalzte Bleche sind toleran-zen in Mikrometern gefordert. Eine Schlüs-selstellung nimmt die CVC®-Verschiebung ein. Darum entschied sich Anshan Steel für Original-Ersatzteile von SMS Siemag. In sei-nem Grobblechwerk in Bayquan wechselt der Kunde die Blöcke aus, die SMS anschließend in der Werkstatt in Zhangjiagang überholt.
30

IM FOKUS SERVICE
IndienVon Chrom zu Nickel
Bei der Beam-Blank-Kokille von Jindal Steel and Power in Raigarh sorgt Nickel für eine allmähliche Abkühlung. Das team der Ser-vicewerkstatt Bhubaneswar schützte die Kupferplatten vor hohem Verschleiß, indem es die Chromflächen der Kupferplatten nach-träglich vernickelte. Dazu braucht es nur eine 0,5 bis 1 Millimeter dicke Schicht. Weitere Mitarbeiter begleiteten Arbeiten an einer seit über 20 Jahre aktiven Coil Box bei tata Steel ltd. in Jamshedpur. Die dauerhaften Belas-tungen lösten die Verankerung. Ein team aus SMS und tata erneuerte sie in einer Woche.
USA Geringerer Verschleiß
Um die Produktqualität zu verbessern, beauf-tragte ArcelorMittal Dofasco, USA, SMS Mill-craft mit der Modernisierung zweier Strang-gießanlagen anderer hersteller der Baujahre 1987 und 1996. Die Kupferplatten wurden dazu mit der keramisch-metallischen Kokil-lenbeschichtung UniGuard® erneuert. „Seit-dem war nicht nur ein geringerer Kokillenver-schleiß festzustellen, sondern es nahmen auch die Fälle von unzureichend gefüllten Ecken spürbar ab“, so Dan Riddle, der im Ar-celorMittal Dofasco Werk 1 für die Betriebs-anlagen verantwortlich ist.
RusslandDauerhafte Equipment-Checks
Die hohe Verfügbarkeit und Wirtschaftlichkeit von Anlagen sind Grundvoraussetzung für Wettbewerbsfähigkeit. Um mögliche Defekte frühzeitig zu erkennen, entwickelte SMS Meer maschinenspezifische Equipment Checks, auf die auch Uralskaja Kuznitza OAO in tche-barkul, Russland, setzt. Individuell wird die Maschinentechnik in regelmäßigen Interval-len auf ihren Zustand und Schwachstellen hin analysiert. SMS Meer stellt Verbesserungs-potenziale dar, erstellt detaillierte Servicebe-richte und empfiehlt im Bedarfsfall Ersatztei-le oder Modernisierungsmaßnahmen.
SüdafrikaService der Moderne
Die Experten des Modernisierungsservice von SMS Meer bessern Anlagen und Maschinen auf, um Produktivität und Produktqualität zu erhöhen – auch bei ArcelorMittal Südafrika. Dort setzten sie Einbau, Ausrichtung und An-schluss eines SMS Meer Speed Increasers um. Zur Zufriedenheit von Allan Collard, Se-nior Planner bei ArcelorMittal Südafrika: „Je-der, der mit den Fachleuten von SMS zusam-mengearbeitet hat, hat sehr von diesem Austausch profitiert.“
BrasilienReparatur-Quartett
Vier große Reparaturprojekte hat SMS Sie-mag allein im ersten halbjahr 2013 in Brasili-en umgesetzt. Gleich drei Abwickelhaspel re-parierten die Servicemitarbeiter während der vergangenen Monate: zwei an Feuerverzin-kungslinien bei CSN Para und einen in einer Beizlinie bei ArcelorMittal Vega. Bei Usiminas beschichteten sie die Kupferplatten der Kokil-le einer Brammenstranggießanlage. Im Werk Ipatinga setzten sie dabei auf UniGuard® (sie-he auch USA).
DeutschlandFür den Notfall gerüstet
Im Notfall zählt jede Stunde. Doch für SMS Meer muss Geschwindigkeit nicht zu lasten von Qualität gehen. Bei GSA Schneider in Aalen, Deutschland, wurde der Schaden an einer Vorgelegewelle einer Schmiedemaschi-ne vom typ SM 1600 behoben. Dank der prä-ventiven Instandhaltungsberatung hatte der Kunde bereits viele der benötigten Ersatzteile vorrätig. SMS Meer benötigte für die Demon-tage, weitere teilelieferungen und die Monta-ge neuer Komponenten nur sechs Wochen.
Niederlande Mehr Leistung dank Wartung
„Auf SMS Meer als Servicepartner ist Verlass. Dank der guten Zusammenarbeit konnten wir die leistungsfähigkeit unserer drei Strang-pressen messbar verbessern“, sagt Rob van der Meij, technischer Direktor bei Nedal Alu-minium, Niederlande. Das Unternehmen baut auf die maßgeschneiderten Wartungslösun-gen von SMS Meer, die – egal ob es sich um die einmalige Wartung oder eine dauerhafte Zusammenarbeit handelt – für jeden Kunden individuell zusammengestellt werden.
türkei Klassische Komplettreparatur
Die Kupferplatten und Wassermäntel der Brammenstranggießanlage bei hadeed repa-rierten die Mitarbeiter der Servicewerkstatt SMS Siemag turkiye. Unter anderem bauten sie die Mäntel aus den Kupferkokillen aus, untersuchten sie auf Risse und Beschädigun-gen, bearbeiteten stark erodierte Stellen mit CNC-Maschinen und beschichteten die Ober-flächen der Platten mit Nickel. Dies erhöht die lebenszeit signifikant und verhindert ver-schleißbedingte Störungen.
31

IM FOKUS SmS group newsletter 02 / 2013
Der gezielte Einsatz von War-tungsbudgets senkt die Be-triebs- und Wartungskosten. SMS Siemag und SMS Meer
begleiten Kunden über die gesamte lebenszeit aller Produktionslinien. „Als Systemanbieter sind wir in der lage, alle benötigten teile aus einer hand zu liefern“, berichtet Viola Fren-yo, Mitglied der Geschäftsbereichslei-tung Service bei der SMS Siemag. Ne-ben klassischen Standard- und Katalogteilen liefert SMS auch Großer-satzteile wie Getriebe und haspeldor-ne. Kunden profitieren von sehr hoher Qualität und kurzen lieferzeiten. „Bei Elektroersatzteilen erreichen wir lie-ferzeiten von unter vier Stunden“, sagt Jan heimann, Fachbereichsleiter für Ersatzteile bei der SMS Siemag.
INDIVIDUELLES LAGERMANAGEMENt
In Abstimmung mit den Kunden entwi-ckeln die SMS-Experten individuelle Bevorratungskonzepte. „Wenn es der Kunde wünscht, investieren wir in die Ersatzteilbestände und betreiben das lager. Derartige lösungen haben wir bei verschiedenen Kunden weltweit
realisiert“, sagt heimann. Auch in Bahrain: SMS Meer hat das Er-
satzteilmanagement und Ware-housing für die Minimill von United Steel Company über-nommen. „Das Ersatzteil-versorgungskonzept bietet ein Rundum-sorglos-Paket. Der Kunde kümmert sich um sein Kerngeschäft und SMS Meer kümmert sich um den Rest“, so Dr. Dirk Oedekoven, leiter Produkt-
management Service. Ein wei-terer Pluspunkt des
Frische Kräfte von der Ersatzbank
Originalersatzteile bieten Sicherheit, langlebigkeit und Wirtschaftlichkeit.
Ersatzteilservice bei SMS: „Wir arbei-ten eng mit der Konstruktions- und Entwicklungsabteilung zusammen“, sagt Frenyo. „Weiterentwicklungen kommen unseren Kunden direkt zugu-te.“ Ein Beispiel: die neue Flachzap-fenspindel mit Ölluftschmierung, die eine längere lebensdauer hat. Die Il-senburger Grobblech Gmbh setzt sie bereits erfolgreich ein. „Unsere Wei-terentwicklungen und Anpassungen von Ersatzteilen an neue Marktanfor-derungen unterliegen strengsten Qualitätskontrollen“, so Frank Jansen, leiter Ersatzteilservice der SMS Meer.
Auch die überalterung von Ersatz-teilen ist ein thema. SMS Siemag und SMS Meer überwachen für Kunden die Verfügbarkeit von teilen und Syste-men auf dem Markt. Besonders be-deutsam ist dieser Service bei den Elektrokomponenten, deren Pro-duktlebenszyklen kurz sind. läuft ein Produkt aus, sucht SMS nach Alterna-tiven und stellt sie den Kunden bereit. „lassen sich die Komponenten nicht mehr ersetzen, bauen wir zur Siche-rung des Anlagenbetriebs der Kunden Ersatzteilbestände auf“, so heimann.
Der Ersatzteilservice endet nicht mit der lieferung. Die Experten von SMS unterstützen auch vor Ort beim Ein- und Ausbau der teile, denn sie kennen die Anlage genau. Der Vorteil sind kurze Stillstandzeiten und ein si-cheres Wiederanlaufen der Anlage. „Daneben geben wir wertvolle tipps zur Wartung“, ergänzt heimann, „da-mit Anlagenbetreiber sich weiterhin auf ihr Kerngeschäft konzentrieren können.“
Ersatzteil:Spezial-Wälzlager von SMS Meer.
Frank [email protected]
32

IM FOKUS SERVICE
MEhR ZUVERlÄSSIGKEIt BEI REPARAtUREN
Um alle relevanten Abläufe zu verbessern, etablierte SMS Siemag in Deutschland einen eigenen Montagebereich für Servicereparaturen.
Bis vor kurzem führte SMS Siemag in seiner deutschen Werkstatt Instandsetzungsar-beiten neben der Montage von
Neuanlagen durch. Mit der Eröffnung eines eigenen Reparaturzentrums ist der Weg frei für bestmöglichen In-standsetzungsservice. Frank Benfer, technischer leiter des Fachbereichs Ersatzteile: „Es ermöglicht uns viel-mehr als vorher, die anspruchsvollen Reparaturarbeiten sofort und in vollem Umfang anzupacken.“
FEStE ANSPRECHPARtNER
Erfahrene Serviceexperten und Mon-teure bilden die Kernkompetenz der Werkstatt: Den Kunden stehen feste Ansprechpartner zur Seite. Repara-turkoordinatoren prüfen stetig den Status von Projekten und Aufträgen, der jederzeit abrufbar ist. Ihre genaue Kenntnis der Kundenwünsche ermög-licht ihnen die flexible Reaktion auf be-sondere Bedürfnisse oder Abläufe. Der Projektleiter erstellt zu den Kern-komponenten eine Reparaturhistorie, die schnellen Aufschluss über die be-reits getätigten Aufarbeitungen gibt. SMS Siemag repariert sämtliche Kernkomponenten (siehe Kasten). SMS berücksichtigt Neuentwicklungen in der Planungsphase und stellt Kun-
den innovative Vorschläge vor. Dazu Viola Frenyo, Mitglied der Geschäfts-bereichsleitung Service: „Wir bieten unseren Kunden die Möglichkeit, ihre Anlagen auf einem ausgereiften tech-nologischen Stand zu halten. Unser Instandsetzungsteam greift auf die ho-he Fachkompetenz im Gesamtunter-nehmen zurück. technische Neuerun-gen fließen mit ein, wenn der Kunde dies wünscht.“ Punkte, die bei anderen Unternehmen außen vor sind. Denn SMS bietet mehr als nur Eins-zu-eins Reparaturservice für ein Bauteil. In der heutigen Zeit überaus wichtig, da viele Firmen kontinuierlich Wartungsperso-nal kürzen. Fachkompetenz geht da-durch oft verloren.
Mit maßgeschneiderten Rahmen-verträgen erzielt der Kunde weitere Vorteile: Die Bevorratung kritischer Ersatzteile verhindert lange lieferzei-ten und ermöglicht präzise terminzu-sagen. Diese besonderen Einzelteile sind griffbereit im Reparaturzentrum verfügbar. So ist SMS in der lage, auch ungeplante Instandsetzungsar-beiten schnell durchzuführen.
SMS Spezialisten aus Werkstatt und Service arbeiten hand in hand.
Frank [email protected]
SERVICEKernkomponenten Unter Kernkomponente versteht SMS Bauteile, die zu Faktoren wie Qualität oder Zuverlässigkeit in der Anlage beitragen und/oder die Instandsetzung ein hohes Maß an technischem Know-how benötigt.
haspeldorne
hydraulische Anstellzylinder
Antriebsspindeln und Getriebe
Walzeneinbaustücke
Rollen
trommelscheren und Komponenten
CVC®-Biege- und Verschiebeblöcke
Exzenterwelleneinheiten
i
33

IM FOKUS SmS group newsletter 02 / 2013
iBeschichtungen
Spezielle Beschich-
tungen verlängern
die Lebensdauer von
Komponenten.
Wichtige Anwendungen
sind die Beschichtung
von Kupferplatten
(Stranggießen), die
Arbeitswalzen-Verchro-
mung (Kaltwalzen) oder
die Beschichtung von
tauch- und Ofenrollen
in der Bandbehandlung.
Oben: Kokillenbe-schichtung nach dem UniGuard®-
Verfahren.
Unten: Kupferplatte einer Kokille .
34

IM FOKUS SERVICE
Extra-Schichten für längere Standzeiten
Die Beschichtung von Rollen und Kokillen reduziert die Betriebskosten
und erhöht die Produktqualität.
Die Anlagenbetreiber der hüt-ten- und Walzwerkstechnik stehen in hartem Konkur-renzkampf. Dem kann sich
nur derjenige stellen, der seine Anlage kontinuierlich wartet, repariert sowie optimiert, indem er wichtige Anlagen-teile regelmäßig behandelt. Die Be-schichtung von Anlagenkomponenten wie Rollen oder Kokillen verlängert deren lebensdauer und hilft, die Produktqualität zu garantieren. Die SMS group mit ihren weltweiten Servicestandorten ist hier der ideale Partner.
SMS Millcraft als teil des Service-netzwerkes besitzt langjährige Erfah-rung im Beschichten von Anlagen-komponenten. Dank dieses Know- hows, das an allen SMS Siemag- Servicestandorten eingesetzt wird, können besonders qualitätssichernde teile der Anlage veredelt und wider-standsfähiger gemacht werden.
Um beispielsweise den lebenszyk-lus einer Kokillenplatte zu verlän-gern, bedarf es einer widerstandsfä-higen Oberfläche. Beim galvanischen Beschichten wird Nickel oder eine Nickel-Cobalt-legierung elektroche-misch aufgebracht. Die entstandene verschleißfeste Schicht weist eine hohe Oberflächengüte und verbes-serte Gleiteigenschaften auf. Eine so
www.sms-millcraft.us
bearbeitete Kokille erreicht eine um bis zu 30 Prozent höhere lebenszeit.
Ein Meilenstein ist das UniGuard®-Verfahren. hierbei erreicht SMS härten von über 1.000 hV. Die mit ei-nem computergesteuerten hochge-schwindigkeits-Flämmspritzverfahren (hVOF) aufgebrachte Schicht besteht hauptsächlich aus Wolfram-Carbid. Das Resultat ist eine extrem harte, hitzebeständige und verschleißfeste Oberfläche auf der trägerplatte. Sie verdoppelt die lebensdauer einer un-beschichteten Kokille. Der Wartungs-aufwand sinkt und die Produktionska-pazität wird maßgeblich erhöht.
VERFAHREN FüR JEDE KOmpONENTE
Mit modernen Verfahren deckt SMS Siemag auch Beschichtungen von Rollen und Walzen ab. Vom Auftrags-schweißen von Segmentrollen bis hin zur Beschichtung von Arbeitswalzen für Kalt- und Warmwalzwerke sowie Rollen in Bandbehandlungsanlagen, bietet SMS Siemag für jede Kompo-nente das optimale Verfahren: Bei Segmentrollen werden unterschied-liche Unterpulver-Schweißverfahren angewandt. Sie eignen sich besonders für lange Rollen. Ziel ist auch hier, durch härtere Oberflächen eine länge-re Standzeit und somit geminderte Wartungskosten zu erreichen. Dies re-
duziert Betriebskosten, minimiert Still-stände und erhöht die Bandqualität.
Besonders gut für Arbeitswalzen eignet sich eine verchromte Oberflä-che. Aufgrund ihrer härte, der Korro-sionsbeständigkeit und des dadurch geringen Abriebs erreichen verchrom-te Walzen eine bis zu viermal längere lebensdauer.
NEUE SpEzIFIKATION FüR OFENROLLEN
Gleiches gilt für die Rollen in den nachfolgenden Prozesslinien der Bandbehandlung. tauchrollen im Zinkbad einer CGl-Anlage haben bes-tenfalls eine glatte Oberfläche, um Fehler auf dem Band zu vermeiden. Auch hier kommt eine Wolfram-Car-bid-Beschichtung zum Einsatz, die SMS Siemag ebenfalls im hVOF auf-bringt. Eine höhere härte, geringe Ab-nutzung sowie hohe Korrosionsbe-ständigkeit sind das Ergebnis.
Für den immer weiter steigenden Bedarf an produzierten AhS-Stählen (Advanced high Strength Steel), bie-tet SMS Siemag eine neu entwickelte Spezifikation für die Beschichtung von Ofenrollen an. Die erstklassigen Eigenschaften vermeiden Mangan- und Silizium-Anhaftungen. Die ther-misch aufgespritzte MCrAIY-Be-schichtung minimiert diese sichtbar. Zudem reduziert sie den Rauigkeits- und härteverlust der Rollen und verbessert die Bandführungseigen-schaften. Insgesamt führen diese Vorteile zu einer erhöhten Produkti-onskapazität. Das Resultat jeglicher Beschichtungsverfahren der SMS Siemag ist ein direkter Mehrwert für den Kunden. längere laufzeiten der Anlage, weniger Stillstände und so-mit eine direkte Kostenersparnis so-wie höhere Qualität der Produkte sichern Wettbewerbsvorteile.
35

Im Fokus sms group newsletter 02 / 201336IM FOKUS SmS group newsletter 02 / 2013
tenaris Mexiko
In der Praxis sind PQSC®-Dorne (Premium Quality Surface Coating) bereits weltweit im Einsatz, zum Beispiel bei tenaris. tenaris, ein führender lieferant von Rohren und da- zugehörigen Dienstleistungen für die welt-weite Energieindustrie, verwendet in seiner PQF®-Anlage (Premium Quality Finishing) in Mexiko PQSC®-lochdorne. „Wir erzielen hervorragende Ergebnisse. Mit dieser tech-nologie können wir kostengünstig und umweltbewusst produzieren. Gleichzeitig sorgen wir für eine hohe Rohrqualität über einen langen Zeitraum“, so Miguel ladron de Guevara, Betriebsleiter von tenaris.
PQSC®-Dorne im Einsatz
PQSC®-Dorne sind das Werkzeug für eine effiziente Produktion.
36

IM FOKUS SERVICE
Premiumtechnologie für Premiumrohre
Mit PQSC®-lochdornen von SMS Meer fertigen Rohrhersteller ressourcenschonend hochwertige Produkte.
PQSC® steht für „Premium Quality Surface Coating“ – der Name ist Programm: PQSC®-lochdorne haben eine spezi-
elle Keramikbeschichtung, die mit ho-hen Standzeiten für verbesserte Innenoberflächen der Rohre sorgt.
Die erste Stufe bei der Produktion von nahtlosen Rohren ist das Schräg-walzen. Dabei werden die Blöcke über einen lochdorn gewalzt – so werden massive Stahlblöcke zu Rohrluppen. Die lochdorne sind extremen thermi-schen und mechanischen Belastungen ausgesetzt: Sie sind während des lochvorgangs von glühendem Stahl umgeben und müssen hohe Reibungs-kräfte aushalten. Die PQSC®-Dorne von SMS Meer sind so konstruiert, dass sie diesen Beanspruchungen be-sonders lange standhalten. Rohrpro-duzenten sparen so Werkzeugkosten und erhöhen die Produktivität ihrer ge-samten Anlage. Auch die Produktqua-lität steigt: PQSC®-lochdorne erfüllen die hohen Anforderungen an Produkti-onssicherheit, Fehlerfreiheit und Di-mensionsgenauigkeit bei der Umfor-mung – speziell bei höherlegierten Werkstoffen. Das Ergebnis: ein opti-mierter Produktionsprozess und ein hoher Qualitätsstandard.
LäNGERE STANDzEIT
Die hochwertige Keramikbeschichtung der PQSC®-Dorne bietet eine stabile und kompakte Schutzschicht, die SMS Meer auf die individuellen Kundenbe-
lEIStUNGENPQSC® in der Übersicht
Musterlieferungen und testwalzungen
Optimierung der Dornkontur je nach Einsatzparameter
Begleitung der testwalzungen durch Fachpersonal von SMS Meer
Verbesserung der Auslegung des gesamten PQSC®-Systems
Rahmenverträge
i
www.sms-meer.com
dürfnisse abstimmt. So hält der Dorn den hohen Anforderungen stand und sorgt für eine hervorragende Rohr-qualität. Bei dem bisherigen Einsatz hat der PQSC®-Dorn im Vergleich mit herkömmlichen lochdornen eine etwa zehnmal längere Standzeit beim lo-chen von zum Beispiel 13 Prozent chromhaltigen Werkstoffen erreicht. „Mit dem Einsatz unserer Dorne ge-winnen Kunden Zeit und Geld“, so Pro-duktmanager Manfred topüth.
Kunden können sich selbst ein Bild machen. „Wir bieten unseren Kunden umfangreiche Beratung sowie Muster-lieferungen zu testwalzungen. Wenn gewünscht, begleiten unsere Experten das testwalzen auch“, erklärt topüth. „Zusammen mit dem Kunden optimie-ren wir dann das Gesamtsystem.“ Je nach Kundenbedarf werden die Dorne in unterschiedlichen Größen, Konturen und Beschichtungen produziert.
Ein optimales Ergebnis erreichen Rohrproduzenten, wenn sie die PQSC®-Dorne zusammen mit der passenden PQSC®-Kühlung einsetzen. Die Kühl-vorrichtung ist an den temperaturver-lauf im Dorn angepasst und erreicht eine maximale Kühlleistung bei mini-maler Kühldauer. Die Standzeit verlän-gert sich dadurch nochmals deut-lich – der Kostenvorteil wächst.
37

IM FOKUS SmS group newsletter 02 / 2013
Bereits zwei Jahre nach Grün-dung der tECademy als Seminar- und trainingsaka-demie für die weltweite hüt-
ten- und Walzwerksindustrie ist die liste der zufriedenen Kunden lang. Die Idee, das Prozess-Know-how der SMS Siemag, die Kundenbeziehungen sowie die Anlagenkenntnis der eige-nen Referenten zu einem praxisna-hen Schulungskonzept zu verbinden, scheint aufzugehen. Innerhalb der themenfelder technologie, Wartung/Instandhaltung und Anlagentechnik können Kunden aus zahlreichen Stan-dardtrainings auswählen.
Darüber hinaus liegen aber die Stärke und der zukünftige Fokus der Schulungseinrichtung auf individuel-len Schulungen, die auf die Anforde-rungen der Kunden zugeschnitten werden. So geschehen im Falle des Kunden Bilstein Kaltband aus hagen, Deutschland. „Wir haben die Seminar-inhalte gemeinsam mit der tECade-my erarbeitet. So konnte das ganze training nach unseren Bedürfnissen durchgeführt werden“, sagt Ufuk Karvan, teamleiter Ursachenforschung
bei Bilstein, über das training, das er und Martin Stachowicz als neue Mit-arbeiter besuchten.
Wie flexibel die tECademy bei der Durchführung der Seminare ist, zeigte sich im Falle Bilstein bei der termin-findung der sich über drei Monate er-streckenden Module und der didakti-schen Umsetzung der Inhalte. Neben Einheiten in hilchenbach wurden auch Seminare beim Kunden durchgeführt.
„Die Schulung hat uns sehr gut auf die Arbeit an der Anlage vorbereitet und testkomponenten zu Simulati-onszwecken eingebunden“, resümiert Karvan.
GELERNTES BEREITS ANGEWENDET
Der Vorteil der tECademy-Schulung lag für beide teilnehmer in der detail-lierten Anlagenkenntnis der Referen-ten aus dem jeweiligen Geschäftsbe-reich der SMS Siemag. Karvan: „Wir hatten die Möglichkeit, mit denjenigen zu sprechen, die die Anlage hier einst in Betrieb genommen haben. Das war ideal und hat mir persönlich für die spätere Arbeit sehr geholfen.“
„Gerade der Praxisbezug hat uns viel gebracht. Wir haben nützliche tipps bekommen und gelernt, wie wir im Notfall reagieren müssen und was wir besser nicht tun, wenn wir Ände-rungen an der Anlage vornehmen. Das alles konnten wir im Nachhinein auch schon während eines Störungsfalls anwenden“, sagt Stachowicz, der die-se Form der Wissensvermittlung je-derzeit wieder wahrnehmen würde.
Ähnlich geht es Ali Saeed Al-Qahta-ni. Sein Arbeitgeber, die Saudi Iron and Steel Company, schickte ihn zu einem Seminar nach hilchenbach, um sich zum thema „Rolling technology: Pro-duct Quality and Measuring Methods“ schulen zu lassen. „Das war eines der
Praxisnahes lernen von Experten an den testkomponenten.
WISSEN FüR DEN AlltAG
Die teilnehmer der Seminare und trainings der tECademy profitieren von einem hohen Praxis-
bezug und dem Expertenwissen der Referenten.martin Stachowicz und Ufuk Karvan – Von der Schulbank an die Anlage.
38

IM FOKUS SERVICE
theorie und Praxis verbinden
thyssenKrupp Rasselstein - hier in Andernach, Deutsch-land, wird auf von SMS Siemag errichteten Anlagen hoch-wertiger Verpackungsstahl hergestellt. Dipl.-Ing. Andreas Brauer ist hauptverantwortlicher der 5-gerüstigen Kalt-walzstraße und absolvierte das Seminar „Expertentraining für Kaltband“ der SMS Siemag tECademy .
Herr Brauer, was macht die SMS Siemag tECademy für Ihr Unternehmen so interessant? SMS Siemag hat 2008 die 5-gerüstige Kaltwalzstraße bei thyssenKrupp Rasselstein umfangreich modernisiert. So-mit verfügen die Referenten der tECademy über großes Detailwissen passend zu unseren technischen Anforderun-gen. Das hat uns überzeugt.
Was hat Ihnen rückblickend besonders gut gefallen? Sowohl die Organisation des Seminars am Standort hil-chenbach als auch die Vermittlung der Inhalte waren sehr gut aufeinander abgestimmt.
Konnten Sie bereits von den tipps der Referenten und ihren Lernerfolgen im täglichen Geschäft profitieren?Die Vermittlung sowohl von Grundlagen, der theorie und Prozessmodellierung als auch von praktischen Anwendun-gen hat gezeigt, dass man es mit Experten aus der Praxis zu tun hat. Dem teilnehmer bietet sich die Chance, viele Aspekte, die bei der Arbeit benötigt werden, zu vertiefen, Fragen zu stellen und eventuelle tägliche herausforderun-gen an der Anlage zu diskutieren. Dieses neu gewonnene Wissen hilft natürlich auch im täglichen Geschäft.
Wenn Sie die Entwicklungen und Neuerungen im Anla-genbau und die Anforderungen an Sie als Mitarbeiter be-trachten, was glauben Sie, sind die zukünftigen themen auf dem Schulungsmarkt? technischer Fortschritt wird im Anlagenbau auch in Zu-kunft ein wichtiger Schritt zum Erfolg sein. Es sollten aber auch die Rahmenbedingungen wichtige Bestandteile von Weiterbildungen sein. Beispiele sind der Arbeits- und Um-weltschutz, gesetzliche Rahmenbedingungen oder auch das Energiemanagement.
Interview
Dipl.-Ing. Andreas Brauer
ThyssenKrupp
Rasselstein,
verantwortlich für
5-gerüstige Kalt-
walzstraße.
mehr zum neuen
TEcademy-pro-
gramm erfahren
Leser im Netz:
http://tecademy.
sms-siemag.com
ONlINE
besten trainings, das ich jemals ge-nossen habe“, freut er sich.
Das duale Ausbildungssystem in Deutschland mit seiner Kombination aus theorie und Praxis steht auf der Arabischen halbinsel hoch im Kurs. Da schien es nur eine Frage der Zeit, bis die Kunden in der Region auch die praxisnahen leistungen der tECade-my nachfragten. „Es war eine großar-tige Erfahrung“, so Al Qahtani. „Wir trafen die SMS-Ingenieure und -Ex-perten, die unsere Anlagen konstru-iert haben. theorie- und Praxisbezug waren sehr gut abgestimmt und wir konnten maximalen Nutzen aus unse-rer Zeit in Deutschland ziehen.“
http://tecademy.sms-siemag.com
39

IM FOKUS SmS group newsletter 02 / 2013
Unter folgendem
Link können sich in-
teressierte Kunden
für den SmS meer
eService anmelden:
http://eservice.sms-
meer.com
Eine partnerschaftliche und vertrauensvolle Zu-sammenarbeit mit Kunden stand schon in der Konzeptphase von eService im Vordergrund. Im Dialog mit den Kunden wurde ein Programm ge-
schaffen, das den Erwartungen einer modernen Geschäfts-führung entspricht. „Wir erwarten von unseren Geschäfts-partnern, dass sie mit der Zeit gehen und uns schnellen Zugriff auf Informationen zur Wiederbeschaffung von Er-satzteilen oder möglichen Serviceleistungen bieten. Mo-derne Webtools sind da ein Muss. Es ist sehr zu begrüßen, dass SMS Meer die nötigen Schritte unternimmt, um wei-terhin der Zeit voraus zu sein.“ So die ersten Rückmeldun-gen aus dem amerikanischen Markt, die SMS Meer in ih-rem Vorhaben bestärkt haben.
Zusätzlich zu den überlegungen an ein benutzerfreund-liches System, hat SMS Meer auch die verschiedenen Funktionsbereiche innerhalb der Organisation der Kunden mit eingebunden. Spezifische Funktionen wurden konzi-piert und implementiert, die Einzelpersonen mit unter-schiedlichen Zuständigkeiten einen Mehrwert bieten. hier-zu gehören zum Beispiel die Bereiche Wartung, Einkauf, aber auch General Management. über die personalisierte Ansicht kann der Kunde zum Beispiel Serviceberichte ver-gangener Wartungs- und Instandhaltungsmaßnahmen einsehen. Zukünftige Inspektions- und Wartungsmaßnah-men sowie maschinenspezifischer Ersatzteilbedarf lassen sich langfristig und effektiv planen. Davon profitiert auch der Einkauf. Maschinenzeichnungen und teile sind mitein-ander verlinkt, sodass der Kunde benötigte teile schnell finden kann. Auf einen Blick erhält er Informationen über die teileverfügbarkeit und den Versandstatus. „Für uns war entscheidend, relevante zuständigkeitsspezifische Funktionen zu entwickeln, sodass wir unseren Kunden da-bei helfen können, effizienter zu arbeiten“, so Gary Olden, Vice President Spare Parts Service. Das durchweg positive Feedback der ersten User gibt Olden und seinem Entwick-lerteam Recht.
Kundenorientiert mit eService
Mit eService bietet SMS Meer rund um die Uhr die Möglichkeit, Ersatzteile einfach und bequem online zu bestellen.
lEIStUNGENDas Online Programm in der Übersicht
Benutzerfreundliche(s) System/Oberfläche, welche(s) auf Erfarung- en mit B2C-E-Commerce-Systemen aufbaut
Praxisgerechte lösung, um benö-tigte teile von SMS Meer und ande-ren lieferanten schnell zu identifi-zieren und zu bestellen
Zugang zu wichtigen Informationen, wie zum Beispiel Montagezeich-nungen, Stücklisten und empfohle-ne Ersatzteile
i ONlINE
40

IM FOKUS SERVICE
Im Mittelpunkt dieser praxisnahen Schulung stand der fachgerechte Umgang mit Walzmodulen Cl 200. SMS Meer-trainer Ayan Ascioglu gab das Know-how des An-lagenbauers an die Fachleute aus hamburg weiter.
Gleitlager einbauen, Walzenwellen montieren, Walzmodul-gehäuse mit Walzenwellen komplettieren, lagerspiele messen – dies ist nur eine Auswahl der themen, die der SMS Meer trainer dabei anschaulich vermittelte. Darunter elementare Grundlagen, denn die Walzmodule bestimmen nicht nur den Walzgutdurchmesser, sondern sind auch entscheidend für die Qualität des Endproduktes.
Wenn die Wartung und Instandhaltung dieser Kompo-nenten nicht fachgerecht durchgeführt wird, entstehen nicht nur Qualitätsprobleme – im schlimmsten Fall kann es sogar zum totalausfall der Anlage kommen. Mit dem richtigen Know-how aus dem MEERcoach®-training kön-
MEERcoach®-training zu Walzmodulen
Vier Mitarbeiter von ArcelorMittal hamburg, Deutschland, absolvierten in der Werkstatt von SMS Meer eine zweitägige Schulung
im Rahmen des MEERcoach®-trainings.
nen die interessierten Mitarbeiter der Kunden, in diesem Fall von ArcelorMittal, wirksam diesen unerwünschten überraschungen vorbeugen. Dipl. Ing. (Fh) Sören hische, Betriebsleiter bei ArcelorMittal hamburg, war begeistert. „Es war ein top-training, das fundiertes Wissen vermittelt hat. In hamburg sind seit Jahrzehnten Walzmodule von SMS Meer im Einsatz. Die neuen Cl-200-Module unter-scheiden sich in Details jedoch erheblich. In diesem trai-ning wurde intensiv auf diese Details eingegangen. „teil-nehmer Friedrich Kauz von ArcelorMittal sagt: „Mir hat es persönlich sehr gefallen, andere Arbeitsmethoden ken-nenzulernen.“
Die ausschließlich positiven Rückmeldungen der teil-nehmer war ausschlaggebend dafür, dass auch Arcelor-Mittal Ruhrort bereits ein Walzmodul-training angefragt hat.
Ayan Ascioglu (links) von SMS Meer erklärt Sören hische von ArcelorMittal die neuen Cl-200- Walzmodule.
41

42
Das verkeilte Gefäß bewegt sich auch bei 680 bar pumpendruck nicht.
Das Heraustrennen eines 4.500 millimeter breiten Tragringsegments war unausweichlich.
42

IM FOKUS SERVICE
ANSPRUChSVOllE KONVERtERREPARAtUR
Ein drohender Konverterausfall im Werk Port talbot (UK) von tata Steel Europe erforderte schnelle und umfassende Instandsetzungsmaßnahmen.
Der Service von SMS Siemag hat einen Konverter bei tata Steel Europe im Werk Port talbot erfolgreich instand
gesetzt. Im Januar konnte tata den Konverter wieder in Betrieb nehmen, nachdem Works Engineer Stephen Dawson den technischen Service von SMS Siemag im März 2012 aufgrund von lagerproblemen an der Aufhän-gung erstmals kontaktiert hatte.
Wegen der anstehenden Inbetrieb-nahme eines neuen hochofens kam die lieferung eines komplett neuen Systems für tata nicht in Frage. Das Unternehmen zog mehrere Methoden in Betracht, dieses Problem zu umge-hen, beispielsweise die Schiefstellung des lagers durch maschinelle Bear-beitung zu beheben, lager mit größe-ren toleranzen einzusetzen oder den Ring zu wenden.
ENTScHEIDUNG ScHWER, ABER RIcHTIG
Die Werksleitung von tata bat SMS Sie-mag um eine Inspektion vor Ort, die im Mai 2012 erfolgte. Dawson: „Auch wenn es uns anfangs schwerfiel, auf diesen Vorschlag einzugehen, da wir bereits den lagerlieferanten mehrfach vor Ort hatten, war es im Nachhinein die rich-tige Entscheidung.“ Der Bericht der SMS-Experten verdeutlichte die Di-mensionen: „Der lange Einsatz des
Konverters hat Spuren hinterlassen. hohe temperaturen gingen von dem Gefäß in den tragring und dessen Auf-hängung über. Das Risiko eines Gefäß-absturzes ist hoch.“ „Der Bericht zeig-te, dass tata den tragring sofort richten und neu befestigen musste. Wir re-agierten um gehend“, erklärt Dr. thomas Germershausen, Mitglied der Ge-schäftsbereichsleitung hüttentechnik.
tata wählte die lamellenbefesti-gung, wie sie bei Konvertersystemen heute üblich ist. Weil SMS direkt über Rohmaterial verfügen konnte, gelang es, die neue Befestigung in zehn Wo-chen auszulegen, zu konstruieren, zu fertigen und zu liefern. Bei den De-montagearbeiten wurde deutlich, dass auch das Gefäß stark verformt ist. tragring und Gefäß berührten sich teils über eine Breite von 1,5 Metern. Selbst 680 bar Pumpendruck reichten nicht aus, das verkeilte Gefäß zu be-wegen. SMS empfahl, die Segmente anzupassen. Die Experten entdeckten Defekte an den Kehlnähten der Schott-bleche und einen langen Riss in einem wichtigen Stegblech. Wanddicken wa-ren teils stark ausgewaschen.
Schichtteams aus Schweißern der Firma Rowecord und einem SMS-Schweißfachmann übernahmen die massiven Reparaturarbeiten. Nach der Freigabe von SMS fuhr tata im
www.sms-siemag.com/service
November mit der Korrektur der Zap-fenstellung und der Positionierung der lamellenbefestigungen fort. Verfor-mungen erschwerten die Montage der lamellen stark. Nach Abschluss der Arbeiten und nachdem alle Nähte überprüft worden waren, wärmte tata das Gefäß im Januar auf und nahm den Konverter wieder in Betrieb.
FROH üBER DEN SUppORT
„Die letzten Wochen und Monate kos-teten uns viel Energie. Wir sind froh, dass wir SMS Siemag in dieser Notsitu-ation an unserer Seite hatten. Für uns erforderte dieses Ereignis viel Organi-sation, Ausdauer und Geduld. Nun ist es geschafft. Der Konverter ist wieder einsetzbar. Gemeinsam sammelten wir Erfahrungen, die wir bei der Reparatur des zweiten Konverters umsetzen“, be-richtet Dawson. Christoph häusler, leiter technischer Kundenservice bei SMS Siemag: „Die Instandsetzung ei-nes Konverters ist immer anspruchs-voll und spannend. Viele unserer Kun-den haben ähnliche Probleme. Wir empfehlen, frühzeitig zu reagieren, und beraten gerne.“
43

44
Oben: Die schnelle Reaktion der Servicekräfte garantiert minimale Aus-fallzeiten.
Unten: Die Verfügbar-keit von Ersatz- und Verschleiß-teilen wird durch einen Drei-Schicht-Betrieb ge-währleistet.
24/724 Stunden am tag und sieben tage in der Woche stehen die Servicemitarbeiter der SMS Meer für den Kunden SUlB zur Verfügung.
44

IM FOKUS SERVICE
Die neu aufgebaute Servicegesellschaft der SMS Meer in Bahrain hat ihre Arbeit aufgenommen. Die Mitarbeiter unter der leitung von Siegfried Gruber kümmern sich um das komplette Ersatz-
teilmanagement des neuen Profilwalzwerks der United Steel Company (SUlB) im Königreich Bahrain.
SUlB hat sich von Beginn an für diese Art von Warehousing entschieden. Vorteil für den Kunden: kein ei-genes lager, kein Verwaltungsaufwand, keine Personal-kosten – und trotzdem alle benötigten teile zur hand. SMS Meer verantwortet die Ersatzteilverfügbarkeit aller betei-ligten Unternehmen. Das bedeutet: lager und Bestands-management der Erstreserve von SMS Meer und SMS Con-cast für alle gelieferten teile sowie lager- und Bestandsmanagement für die Ersatzteile der Partnerun-ternehmen. So wird eine hohe Qualität der Ersatzteilver-sorgung gesichert und werden die Kosten für die lagerhal-tung minimiert.
UNGEWOLLTE STILLSTANDzEITEN SIND GEScHIcHTE
Diese vorausschauende Entwicklung und Umsetzung eines modernen Ersatzteilversorgungskonzepts verkürzt die In-standhaltungszeiten und beugt ungewollten Stillstandzei-ten vor. Alle vorher festgelegten Artikel und teile liegen in geprüfter OEM-(Erstausrüster)Qualität vor. Die Verfügbar-keit von Ersatz- und Verschleißteilen wird durch einen
dreischichtigen Betrieb des lagers gewährleistet. Gruber und sein team stehen sieben tage die Woche 24 Stunden bereit.
Das gesamte Warehouse-Konzept ist in enger Abstimmung mit SUlB entstanden. Der Kunde hat jederzeit den Zugriff auf das gesamte lagersys-tem und erhält so eine volle Kosten-transparenz. Der lagerbestand ist on-line rund um die Uhr abrufbar. SUlB ist nur ein Beispiel von vielen, bei de-nen die SMS group das Warehouse-Management übernommen hat.
DAS RUNDUM- SORGlOS-PAKEt
Die neue Servicegesellschaft der SMS Meer in Bahrain übernimmt das Ersatzteilmanagement im neuen Werk der United Steel Company.
iprojekt SULB
Für United Steel
(SUlB), König-
reich von Bahrain,
konstruierten und
lieferten SMS Con-
cast und SMS Meer
eine schlüsselfertige
Minimill-Anlage für
träger und Profi-
le. Das integrierte
Stahlwerk umfasst
unter anderem einen
lichtbogenofen und
ein Schwerprofil-
walzwerk. Das Ende
2012 abgeschlossene
Projekt wurde mit
Samsung Enginee-
ring durchgeführt.
www.sms-meer.com/service
45

iServiceleistungen
Das Servicespekt-
rum von paul Wurth
reicht vom Roh-
stoffhandling über
Kokereien, Sinter-
anlagen, Möllerun-
gen, Winderhitzer,
Kohleeinblasanlagen
(PCI), hochofenan-
lagen, hochofenbe-
gichtungssysteme,
Schlackengranula-
tion bis hin zu allen
Nebenanlagen wie
Wasserwirtschafts-
oder Gasreinigungs-
anlagen.
Oben: Bei Paul Wurth ist der Kunde Partner.
Unten: Erfah-rene Experten prüfen die An-lagenteile, hier eine Inspektion an einer Dicht-klappe.
46

IM FOKUS SERVICE
Service rund um den hochofen
Der Anlagenbauer Paul Wurth unterstützt seine Kunden über den gesam-ten lebenszyklus.
B is zu 80 Metern in der höhe, über 2,5 Millionen tonnen flüssiges Metall pro Jahr und eine durch CO-Gas ge-
fährdete Umgebung, kein einfaches Arbeitsumfeld in den mehr als 220 weltweit von Paul Wurth gelieferten Anlagen. Seit mehr als 60 Jahren baut Paul Wurth hochofen-Gesamtanlagen in der ganzen Welt. Dabei ist Paul Wurth maßgeblich an der Entwicklung und Realisierung von Neubau- oder Modernisierungsprojekten beteiligt. Mit einer Vielzahl an Serviceleistun-gen begleitet das Unternehmen den Kunden als lifecycle-Partner bei der kompletten Ofenreise.
Service bedeutet für Paul Wurth, den Kunden bei technischen heraus-forderungen als Partner mit lösungen und Unterstützung zur Seite zu ste-hen. Nicht planbare Situationen, uner-wartete herausforderungen und kun-denspezifische Anforderungen gilt es zu verstehen und gemeinsam mit dem Kunden zu meistern. Sei es durch die rechtzeitige lieferung der passenden Ersatzteile, die Reparatur kritischer Ausrüstungsgegenstände beim Kun-den oder in eigenen Werkstätten, die Instandsetzung und die Modernisie-rung von Anlagen oder Serviceleistun-gen, wie Schulung von Mitarbeitern,
Assistenz bei Stillständen, Erstellung von Machbarkeitsstudien, Prozessbe-ratung oder Instandhaltungsdienst-leistungen.
Im Bereich der Spare Part Services werden neben lagerhaltungskonzep-ten und Ersatzteillieferungen Ersatz-teiloptimierungskonzepte angeboten. Die Unterstützung von Paul Wurth bei diesen Konzepten trägt dazu bei, die lagerhaltungskosten zu reduzieren und den Ersatzteilbedarf optimal zu steuern. Neben der Reparatur ganzer Getriebe helfen Servicemitarbeiter bei Umbauten und Reparatur beim Kun-den vor Ort, beispielsweise beim Wechsel der Schurre am hochofen-gichtverschluss, deren Ein- und Aus-fädelung durch das Getriebe oftmals anspruchsvoll ist. Modernisierung be-stehender Ausrüstungen kann vom Nachrüsten der Schmierung am Pla-nentengetriebe bis hin zum komplet-ten Austausch eines Getriebes gegen die neueste Generation reichen.
mASSGEScHNEIDERTER SERVIcE
Die Condition-Monitoring-Systeme des hochofenspezialisten geben Rück-schluss auf den Zustand der Anlage und tragen dazu bei, vorbeugende War-tungskonzepte zu erarbeiten, denn ne-ben der technischen Realisierung geht es dabei vor allem um die Auswertung der Daten und der daraus ableitbaren Erkenntnisse. „Im Mittelpunkt steht stets unser Kunde, dessen Meinung und Erfahrung wir schätzen, und ge-meinsam mit ihm setzen wir seine Anregungen und Verbesserungsvor-schläge in die tat um“, kommentiert Jochen Burg, leiter Corporate Service Paul Wurth.
Paul Wurth ist nicht nur lieferant einzelner Bauteile, sondern bringt ein Gesamtverständnis für den Prozess und das Betreiben der Anlage mit. Diese Erfahrungen resultieren aus den Anfängen der Stahlindustrie und dem langjährigen Kundendialog. Per-manenter Austausch und die Erfah-
rungswerte einer breiten Kundenbasis bilden das solide Fundament, um neue herausforderungen anzunehmen. Als OEM ist Paul Wurth in der lage, pass-genaue teile und lösungen termin-treu und zur Zufriedenheit seiner Kun-den zu liefern. Alle Kernkomponenten und Anlagen werden aus einer hand geliefert. Weltweit werden die Mitar-beiter von Paul Wurth langjährig ge-schult und ausgebildet. Die Qualität der Anlagen und Maschinen wird über teststände hinsichtlich ihrer Funktion getestet.
KUNDENNäHE
über 120 Servicemitarbeiter in 22 ländern zeigen lokale Präsenz direkt beim Kunden vor Ort. Diese Kollegen greifen auf ein Experten- und Know-how-Netzwerk der Paul Wurth Gruppe zurück. Entwicklung, Engineering, Fertigung und die Inbetriebnahme-Kompetenz, vereint unter einem Dach, versetzen die Paul Wurth Experten in die lage, schnell und individuell zu agieren. Des Weiteren ermöglicht die-ses globale Netzwerk, Kunden in Not-situationen zu helfen. Wird beispiels-weise dringend ein Ersatzgetriebe benötigt, ist Paul Wurth in der lage, die Verfügbarkeit passgenauer Alter-nativen zu untersuchen und lösungs-vorschläge anzubieten.
Eigene Servicewerkstätten in Euro-pa, USA, Brasilien, China und zukünftig Indien stellen die Qualität von Produk-ten, Reparaturen und Instandsetz- ungen sicher.
www.paulwurth.com
47

48IM FOKUS SmS group newsletter 02 | 20134848IM FOKUS SmS group newsletter 02 | 2013
P aul Wurth-Kunden, die über einen kosteneffizien-ten Weg die Verfügbarkeit ihrer bestehenden Ausrüstungen verlängern möchten, können in den Genuss des Paul Wurth-Austauschpro-
gramms kommen. Dieses Programm gewährt zusätzlichen Schutz bei geringem Aufwand, dadurch dass instandge-setztes Equipment schnell geliefert wird und eine Vorleis-tung auf das auszutauschende Ersatzteil bietet.
Seit den späten neunziger Jahren bietet Paul Wurth sei-nen Kunden die Möglichkeit, alte Ausrüstungen im Rah-men eines Austauschprogramms gegen neue zu wechseln.Kunden, die über ein Ersatzteil verfügen und am Aus-tauschprogramm teilnehmen, erhalten beispielsweise ein instandgesetztes Getriebe, bevor sie das auszutauschende Getriebe an Paul Wurth zurückschicken.
DER KUNDE IST NIE OHNE ERSATzTEIL
Der Kunde erhält damit zum einen die Flexibilität, das alte Getriebe so lange als Notreserve vorzuhalten, bis das neue eintrifft, zum anderen aber vor allem hat er die damit ver-bundene Planungssicherheit, für unerwartete Stillstände gewappnet zu sein. Im Vergleich zu einer normalen In-standsetzung ist der Kunde somit nie ohne Ersatzteil. An-
AUS Alt MACh NEUDas Austauschprogramm von Paul Wurth bietet Kunden
einen kosteneffizienten Weg, die Verfügbarkeit ihrer bestehenden Ausrüstungen und Anlagen zu verlängern.
ders gesagt ist er in der lage, seinen Ersatzteilbestand zu reduzieren, und muss nicht weitere teile vorhalten, um die lieferzeit der neuen Ausrüstung zu überbrücken. Dies führt nicht zuletzt zu einer Reduzierung seiner lagerbe-stände und damit seines Betriebskapi-tals. Gleichzeitig bietet das Austausch-programm Kostenvorteile gegenüber der Anschaffung neuer Equipments.
In vielen Fällen handelt es sich bei den auszutauschenden Ausrüstungs-gegenständen um einen veralteten Stand der technik. Das von Paul Wurth gelieferte Equipment entspricht dem letzten anwendbaren Stand der tech-nik und Design. Dies resultiert in einer Steigerung der Produktionsmenge bzw. einer erhöhten Standzeit. Die Qualität sichert Paul Wurth zu, indem die gleichen Garantien auf das Equip-ment erteilt werden wie auf vergleich-bare Neuanlagen.
iIn der praxis
Das Austausch-
programm nutzten
bereits viele Kunden.
Drehschurren-Getrie-
be wurden bei tata,
Großbritannien, und
Bluescope, Austra-
lien, ausgetauscht,
Planetengetriebe bei
ArcelorMittal tubarão,
Brasilien, und USS
Fairfield, USA, ersetzt
sowie Kippgetriebe
bei ArcelorMittal
Vanderbijl Park, Süd-
afrika, gewechselt.
Das von paul Wurth gelieferte Equipment entspricht dem neuesten Stand der Technik.Das Austauschprogramm reduziert Ersatzteillagerbestände.
48

IM FOKUS SERVICE
Bei hochofen-Neuzustellungen oder längeren Still-ständen ist es erforderlich, dem hochofen das flüssige Restmaterial unmittelbar nach dem Aus-blasen zu entnehmen. Um das Roheisen, das sich
unterhalb der Abstichöffnung auf der hochofensohle ange-sammelt hat und als Ofensau oder Salamander bezeichnet wird, zu entfernen, bedarf es einer speziellen technik, die höchste Anforderungen an die Sicherheit stellt. Dank des Know-hows, das sich Paul Wurth im Rahmen seiner zahl-reichen, weltweit durchgeführten hochofenprojekte erwor-ben hat, bietet das Unternehmen seinen Kunden dieses einzigartige Dienstleistungspaket und gewährleistet eine planmäßige und sichere Ausführung des Sauabstichs.
Das ordnungsgemäße herunterfahren des hochofens und der Abstich der Ofensau bedürfen sorgfältiger Vorbe-reitung. Detaillierte Prozess- und Risikoanalysen beugen dem etwaigen Auftreten abnormaler Bedingungen während der eigentlichen Prozessabläufe vor. Dank eigens von Paul Wurth entwickelter mathematischer Modelle kann das Ero-sionsprofil an der Gestellausmauerung berechnet, können die genaue Positionierung und der Bohrwinkel für das zu-sätzliche Stichloch am hochofengestell bestimmt sowie die temperaturkurven beim Bohren überprüft werden.
KONTINUIERLIcHE üBERWAcHUNG BEUGT ExpLOSIONEN VOR
Daraufhin folgt beim eigentlichen Einsatz am hochofen der Einbau provisorischer Apparaturen, wie zum Beispiel für das Einblasen von Stickstoff/Wasserdampf in den hoch-ofenschacht und effiziente Wassereinspritzung, sodass das Einsatzmaterial sicher auf das Niveau der Düsenstöcke heruntergebracht werden kann und die internen Ofenbe-dingungen gewährleistet bleiben. Durch gleichzeitige Mes-sungen mit hilfe einer teufensonde werden die Arbeits-schritte genauestens überwacht. Auch das beim gesamten Vorgang entstehende Gas wird kontinuierlich geprüft und überwacht, um so möglicher Explosionsgefahr infolge ei-nes hohen Wasserstoffanteils vorzubeugen.
KAMPF DEM SAlAMANDERDer Abstich der hochofensohle birgt herausforderungen.
Paul Wurth bietet hier innovative lösungen an.
Schließlich erfolgt das Bohren der zu-sätzlichen Abstichöffnung. Aus Sicher-heitsgründen wird das Stichloch mit einer Sauerstofflanze geöffnet und die Restmengen an flüssigem Roheisen ergießen sich in torpedowagen.
Abstich der hochofensohle.
300tonnen Restmaterial hat Paul Wurth 2012 aus dem hochofen 1 des Stahlkonzerns Ilva in taranto, Italien, ausgebracht. Dauer von Ausblasen und Sauabstich bei der umweltbe-dingten Stahlwerkssanierung: nur ein Monat.
www.paulwurth.com
49

50
Oben: heißreparaturen im Brenn-schacht sparen Zeit und Geld.
Unten: Die Isolation des zu reparierenden Bereichs
ermöglicht in großen Anlagen einen durchgängigen Betrieb.
50

IM FOKUS SERVICE
ZEIt UND GElD SPAREN Reparaturen bei Winderhitzern in heißem Zustand verringern die Stillstände
von hochöfen und die damit verbundenen Kosten. Das Serviceteam von Paul Wurth bereitet sich auf jede einzelne heißreparatur individuell vor.
Winderhitzer gehören zu den Aggregaten einer hochofenanlage, die ei-ne sehr lange lebens-
dauer bei quasi wartungsfreiem Dau-erbetrieb erzielen. Zum Ende der lebensdauer kann es jedoch zu Stö-rungen und Beschädigungen des Mauerwerks und der keramischen Brenner kommen, die eine Reparatur erfordern, um die lebensdauer für ei-nige Jahre zu verlängern. Diese Repa-raturen sind im heißen und im kalten Zustand möglich.
Bei Reparaturen im kalten Zustand stehen Winderhitzer lange still, denn sie müssen erst abkühlen und an-schließend wieder aufheizen. Kleinere Reparaturen sind somit unverhältnis-mäßig kostspielig und zeitaufwändig. heißreparaturen, bei denen ein hitze-schild durch den heißwindstutzen ein-gebracht wird, dienen dem Zweck, die Feuerfest-Auskleidung im unteren Be-reich des Brennschachtes, am heiß-windaustritt oder am keramischen Brenner im heißen Zustand zu repa-rieren. Dadurch können die Stillstand-zeiten vom Ofenbetrieb und die Kosten stark reduziert werden.
Um abschätzen zu können, ob eine heißreparatur möglich ist, erfolgt eine Inspektion mittels einer Endoskopie, anhand der auch der Reparaturum-fang festgelegt wird.
Für die heißreparatur werden der Winderhitzer vom Rest der Anlage iso-liert und alle weiteren Öffnungen, die nicht für die Reparatur notwendig sind, mechanisch und elektrisch ver-riegelt. In der Regel reicht ein Ofen-stillstand von einem tag aus. Abhän-gig vom Reparaturumfang und von der Bauweise des Winderhitzers kann der hitzeschild entweder über den heiß-windaustritt oder über die metallische Brenneröffnung installiert werden. Der hitzeschild trennt den Reparatur-bereich vom restlichen Brennschacht ab, der heiß bleiben kann.
BEGINN BINNEN WENIGER TAGE
Der faltbare hitzeschild wird mittels gekühlter traversen in den Brenn-schacht eingebracht und von außen entfaltet. Sobald der hitzeschild posi-tioniert ist, senken Kühlgebläse die temperatur des Arbeitsraums. Durch das geringe Feuerfestvolumen des Reparaturbereichs kühlt der Arbeits-raum binnen weniger tage auf eine zulässige temperatur ab, sodass die Reparaturarbeiten beginnen können.
Je nach Reparaturdauer sind Auf-heizzyklen erforderlich, damit das Feuerfestmaterial nicht auskühlt und die temperaturen unterhalb des zu-lässigen Bereiches fallen. Dazu wer-den die Feuerfestarbeiten unterbro-chen und topfbrenner am hitzeschild
montiert. So lässt sich die Reparatur-zeit ausdehnen, beispielsweise für größere Reparaturen wie den Aus-tausch von kompletten keramischen Brennern. Nach Abschluss der Repa-ratur steht der Ofen letztmals still, um den Winderhitzer wieder in den Ofen-betrieb einzubinden.
Sicherheit hat während der heißre-paratur oberste Priorität. Erfahrung und Ausbildung in diesem Bereich sind zwingend notwendig. Spezielle trainings bereiten die techniker auf die jeweilige Reparatur vor, da jede heißreparatur unterschiedliche An-forderungen stellt. Darum trainieren sie beispielsweise den Ein- und Aus-bau des hitzeschildes an einem 1:1-Modell des Schachts. Gemeinsam mit dem Anlagenbetreiber und der Montagefirma entwickeln die erfahre-nen Spezialisten von Paul Wurth spe-zielle Sicherheitskonzepte.
www.paulwurth.com
51
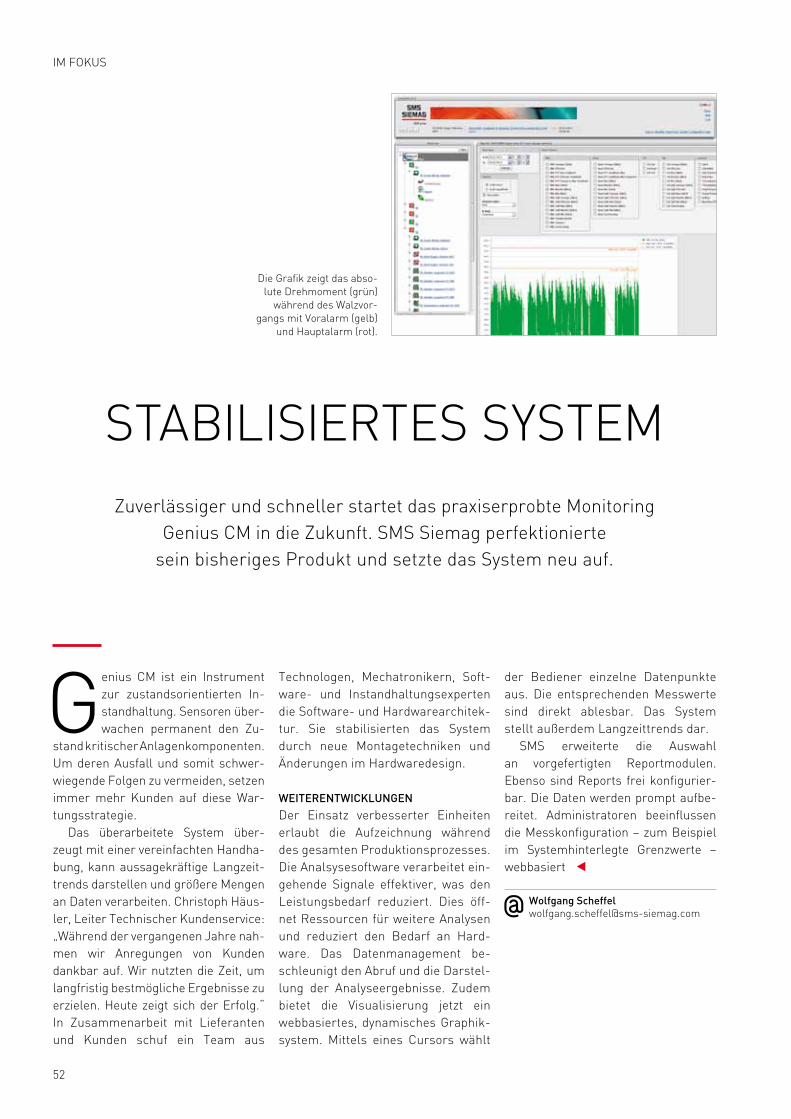
IM FOKUS
Wolfgang [email protected]
Genius CM ist ein Instrument zur zustandsorientierten In-standhaltung. Sensoren über-wachen permanent den Zu-
stand kritischer Anlagenkomponenten. Um deren Ausfall und somit schwer-wiegende Folgen zu vermeiden, setzen immer mehr Kunden auf diese War-tungsstrategie.
Das überarbeitete System über-zeugt mit einer vereinfachten handha-bung, kann aussagekräftige langzeit-trends darstellen und größere Mengen an Daten verarbeiten. Christoph häus-ler, leiter technischer Kundenservice: „Während der vergangenen Jahre nah-men wir Anregungen von Kunden dankbar auf. Wir nutzten die Zeit, um langfristig bestmögliche Ergebnisse zu erzielen. heute zeigt sich der Erfolg.“ In Zusammenarbeit mit lieferanten und Kunden schuf ein team aus
StABIlISIERtES SYStEMZuverlässiger und schneller startet das praxiserprobte Monitoring
Genius CM in die Zukunft. SMS Siemag perfektionierte sein bisheriges Produkt und setzte das System neu auf.
technologen, Mechatronikern, Soft-ware- und Instandhaltungsexperten die Software- und hardwarearchitek-tur. Sie stabilisierten das System durch neue Montagetechniken und Änderungen im hardwaredesign.
WEITERENTWIcKLUNGEN
Der Einsatz verbesserter Einheiten erlaubt die Aufzeichnung während des gesamten Produktionsprozesses. Die Analsysesoftware verarbeitet ein-gehende Signale effektiver, was den leistungsbedarf reduziert. Dies öff-net Ressourcen für weitere Analysen und reduziert den Bedarf an hard-ware. Das Datenmanagement be-schleunigt den Abruf und die Darstel-lung der Analyseergebnisse. Zudem bietet die Visualisierung jetzt ein webbasiertes, dynamisches Graphik-system. Mittels eines Cursors wählt
der Bediener einzelne Datenpunkte aus. Die entsprechenden Messwerte sind direkt ablesbar. Das System stellt außerdem langzeittrends dar.
SMS erweiterte die Auswahl an vorgefertigten Reportmodulen. Ebenso sind Reports frei konfigurier-bar. Die Daten werden prompt aufbe-reitet. Administratoren beeinflussen die Messkonfiguration – zum Beispiel im Systemhinterlegte Grenzwerte – webbasiert
Die Grafik zeigt das abso-lute Drehmoment (grün)
während des Walzvor-gangs mit Voralarm (gelb)
und hauptalarm (rot).
52

Die Conticon-Mitarbeiter Raul Valadez Revilla (links) und Jorge Mertinez Razo in Aachen.
Neu bei SMS Siemag in Gurgaon, Indien: Service Entry Point für Automation.
training für die Zukunft
techniker aus Mexiko zu Gast bei SMS Meer.
Zwei Anlagenbediener des mexika-nischen Unternehmens Conticon (Mexiko) nahmen am MEERcoach®-training von SMS Meer in Aachen teil. Damit der Kupferdrahtherstel-ler seine CONtIROD®-Anlage opti-mieren kann, erweiterten sie ihr Prozesswissen und lernten techni-sche Details bei SMS Meer kennen. Ein MEERcare®-Equipment-Check in Mexiko hat gezeigt: Die 28 Jahre alte Anlage bietet mehr Potenzial und sie könnte produktiver laufen.
„Das training war eine wichtige Erfahrung. Einmal die Grundlagen der Prozesse kennenzulernen, ist ein großer Vorteil für uns. Wir sind jetzt für die Zukunft gut gerüstet“, sagte Raul Valadez Revilla von Con-ticon. lothar lückhof, trainer und Konstrukteur bei SMS Meer: „Uns ist nicht nur wichtig, Know-how zu vermitteln. Wir legen auch großen Wert darauf, dass die teilnehmer nachhaltig betreut werden.“
Startschuss in Indien
Zusätzlicher Service Entry Point in Neu-Delhi.
Nach einem Jahr des intensiven Aufbaus am Standort Neu Delhi/ Gurgaon nimmt die SMS Siemag den Betrieb eines zusätzlichen Ser-vice Entry Points für Automations-systeme auf. lokale Serviceingeni-eure beantworten die Anfragen der indischen Kunden. Besonderes Au-genmerk legen sie dabei auf Si-cherheit, Wartung und Entwicklung der elektrischen Anlagen.
über eine Kommunikations-schnittstelle im Netzwerk ermög-licht „Remote Access“ allen SMS-Serviceexperten einen schnellen und sicheren Zugriff auf die Auto-mationssysteme. Unterstützung ist dadurch an 24 Stunden, 7 tage die Woche verfügbar. Insbesondere im Notfall spart der Betreiber wertvol-le Zeit. Die Experten beheben Stö-rungen durch die maßgeschneider-te Kombination aus weltweitem tele-Service und individueller Vor-Ort-Unterstützung.
Rohrbranche im Dialog
Internationale Konfe-renz in houston, USA.
über 250 Fachleute reisten zur Steel tube & Pipe Conference nach houston, USA, unter ihnen Vertre-ter internationaler Rohrhersteller wie tMK IPSCO, JSW Steel und JMC Steel Group. Der wachsende Markt für OCtG-Rohre in Nordamerika, die Gasförderung aus Schieferge-stein (Fracking) und die steigenden Qualitätsanforderungen im Rohr-bereich waren die zentralen the-men der Veranstaltung.
SMS Meer präsentierte die neu-esten technischen Entwicklungen für die herstellung von Nahtlosroh-ren – zum Beispiel PQSC®-Dorne, das lASUS®-Messsystem und das CARtA®-technologiesystem. Die Kunden können damit die Qualität der Nahtlosrohre verbessern. Zu-dem wird die Produktion effizienter und umweltfreundlicher. SMS Meer ist einer der führenden hersteller von Nahtlosrohranlagen mit welt-weit mehr als 20 Referenzen.
[email protected] [email protected] [email protected]
SMS Meer präsentierte sich auf einer Rohr-konferenz in houston, USA.
53
IM FOKUS SERVICE
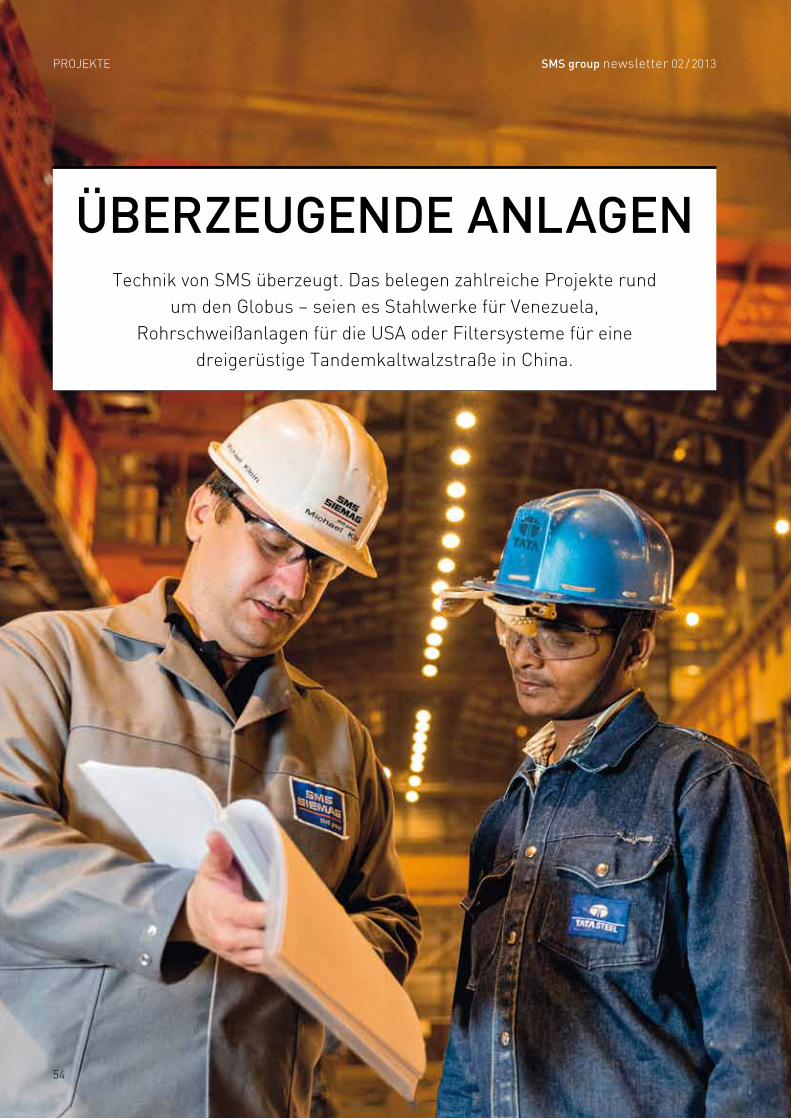
PROJEKtE SmS group newsletter 02 / 2013
technik von SMS überzeugt. Das belegen zahlreiche Projekte rund um den Globus – seien es Stahlwerke für Venezuela,
Rohrschweißanlagen für die USA oder Filtersysteme für eine dreigerüstige tandemkaltwalzstraße in China.
üBERzEUGENDE ANLAGEN
54

55PROJEKtE üBERBlICK
SmS Siemagprojekte in Kürze 56Gesamtanlagen 58Stahlwerke / Flachprodukte 70Stahlveredelung 76Stranggießanlagen 80Warmwalzwerke 86Kaltwalzwerke 94Aluminiumanlagen 97Bandanlagen und Thermische prozesstechnik 100Elektrik und Automation 112 SmS meer Stahlwerke und Stranggießtechnik / Langprodukte 114Rohranlagen 116Wärmetechnik 118NE-Metalle 120
üBERBlICK

56
kurz
Nur 31 tage StillstandPlanmäßig ging nach 31-tägigem Stillstand bei der Salzgitter Mannes-mann Grobblech Gmbh in Mülheim eine neue Querteilschere in Betrieb. SMS Siemag lieferte und montierte die Schere sowie alle Nebenanlagen und Mediensysteme mitsamt der Elektrik und Automation.
Neue Querteilschere
Metix lieferte und installierte die kompletten Elektrodenstränge für das neue „lion 2“-Werk, das bei Xstrata (Provinz limpopo, Südafrika) errichtet wird. Die aus zwei 75-MVA- Ferrochromöfen bestehende Anlage arbeitet auf der Grundlage von Xstra-tas Premus-Vorreduktionstechnik. Der erste Ofen, mit Elektrodensträn-gen mit Elektrodendurchmessern von 1.600 Millimetern, soll Ende 2013 in Betrieb gehen. Im Rahmen von früheren Projekten für „lion 1“ wur-den die Elektrodenstränge für die beiden 63-MVA-FeCr-Öfen ersetzt. Der sekundäre leistungsfaktor wur-de entsprechend angepasst.
Elektrodenstränge
As strong as a lion
Das Unternehmen Vall-ourec in Deutschland hat SMS Innse mit der lieferung einer hyd-rostatischen Rohrprüf-presse für nahtlose Roh-re beauftragt. Die neue Rohrprüfpresse wird in Mülheim, Deutschland, in Betrieb gehen und umfasst außerdem ei- ne Rohrdrifteinrichtung. Die gesamte Montage der Anlagen ist ebenfalls teil des lieferumfangs von SMS Innse. Die Inbe-triebnahme ist für April 2014 geplant.
Auftrag für SmS Innse
SMS Siemag stattet das Vorgerüst R1 der Warmbandstraße Port talbot, Großbritannien, von tata Steel UK mit neuen Flachzapfenspindeln aus. Sie sind mit einem maximalen Spin-delmoment von 7.400 kNm für ext-rem hohe Anforderungen ausgelegt. Die Gleitplattenschmierung der neu-en Spindeln erfolgt über ein wirt-schaftliches und umweltfreundli-ches Öl-luft-System.
Warmbandstraße
Neue Spindeln
Neue Rohr-prüfpressekurz
PROJEKtE SmS group newsletter 02 | 2013
56

PROJEKtE IN KüRZE
Die neue CVC® plus-Sexto-Kalt-walz-anlage von Northeast light Alloy Co. ltd. (NElA), China, hat am 30. Mai 2013 erfolgreich ihr erstes Band gewalzt. NElA steht nun am Standort in harbin, Provinz heilongji-ang, eine jährliche Produktionskapazi-tät von 85.000 tonnen Aluminiumkalt-band zur Verfügung. Die technische Ausstattung des Walzwerks entspricht dem neuesten Stand für hochwertige Bandqualitäten und schließt CVC® plus, hot-Edge-Spray und DS-System ein. Die maximal 1.900 Millimeter breiten Bänder werden auf Enddicke bis 0,1 Millimeter gewalzt und sind un-ter anderem für den Einsatz als Foli-en-Vorprodukte bestimmt.
SmS Siemag
Premiere in IndienBei Bhushan Steel ltd. wurde im Stahlwerk Nr. 2 in Meramandali, Odisha, Indien, die erste CAS-OB-Anlage Indiens in Betrieb genom-men. Am 11. Mai 2013 fand der erste Warmtest der Anlage statt. Die Anla-ge wurde gemeinsam von SMS Me-vac UK und SMS India gebaut. Mehr zur Sekundärmetallurgie ab Seite 77.
SmS mevac
Grundstein für neue WerkstattIndien
SMS Siemag errichtet derzeit eine neue Werkstatt in der Nähe der Stadt Bhubaneswar, Indien. Den Grundstein legten im Frühjahr 2013 Dr. Guido Kleinschmidt, Mitglied des Vorstands der SMS Siemag (im Bild 2. v. r.) und Marcel Fasswald, CEO & Managing Director SMS India (im Bild rechts). Mit der neuen Werkstatt soll vor allem der indische Stahlmarkt mit einer noch besse-ren Qualität, insbesondere im Stahlwerksbereich, bedient werden. Mitte 2014 soll die neue Werkstatt eröffnet werden.
Auftrag von Metal RavneDer zur Slovenian Steel Group (SIJ) gehörende Stahlhersteller Metal Ravne hat SMS Innse und SMS Mevac mit der Planung, lieferung und Mon-tage eines sekundärmetallurgischen Zentrums beauftragt, das in die An-lagen des Metal Ravne-Werks in Rav-ne na Koroškem in Slowenien integ-riert werden soll. Die neuen Anlagen bestehen aus einem Pfannenofen und einer X-eed®-45-tonnen-/60-tonnen-(VOD/VD-)-tankentgasungs-anlage. „Wir haben uns bei der Wahl des Anlagenlieferanten für eine Un-ternehmensgruppe entschieden, zu der die weltweit besten hersteller von metallurgischen Anlagen gehö-ren – die deutsche SMS group und ihre tochterunternehmen SMS Innse und SMS Mevac“, sagte tibor Šimonka, Vorstandsvorsitzender der SIJ Group. Die SMS-Unternehmen wickeln den Auftrag für Metal Ravne als Konsortialpartner ab.
Sekundärmetallurgie
www.sms-mevac.com
Erstes Band bei NElA
57

Projekte sms groupnewsletter 02/201358PROJEKtE SmS group newsletter 02 / 201358
Bidyut Ghosh, paul Wurth, prüft die Heißwindzufuhr.
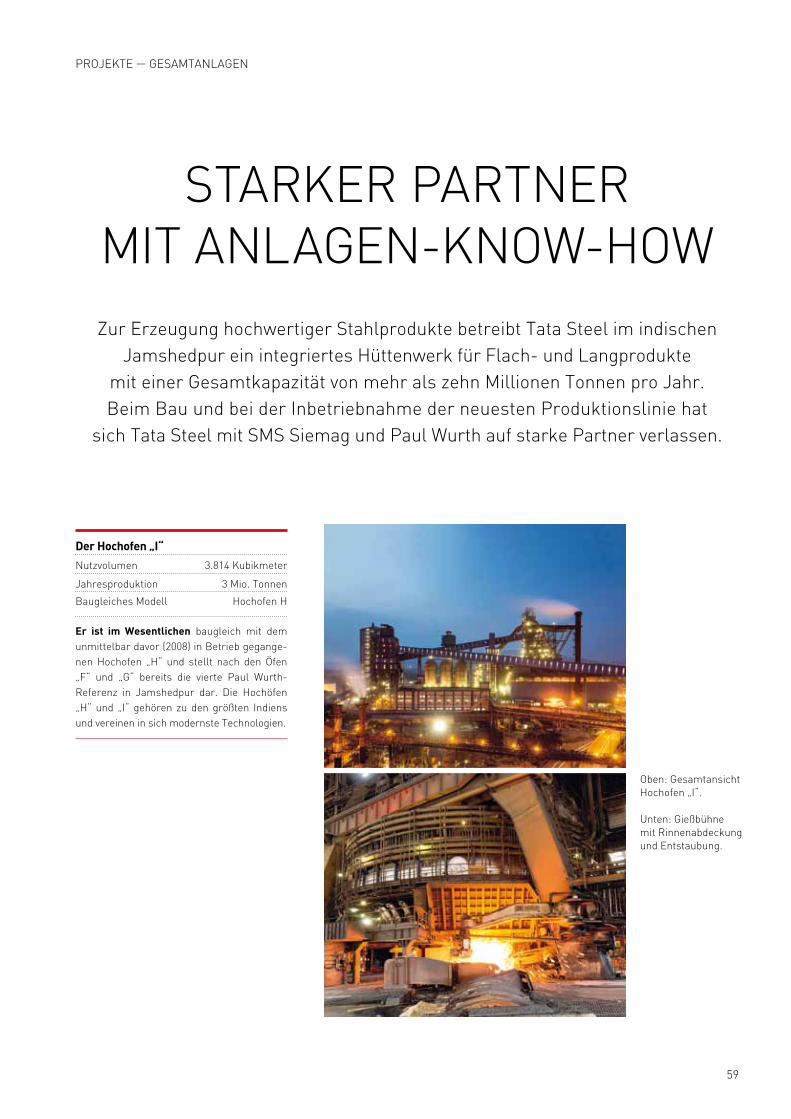
PROJEKtE GESAMtANlAGEN
Nutzvolumen 3.814 Kubikmeter
Jahresproduktion 3 Mio. tonnen
Baugleiches Modell hochofen h
Er ist im Wesentlichen baugleich mit dem unmittelbar davor (2008) in Betrieb gegange-nen hochofen „h“ und stellt nach den Öfen „F“ und „G“ bereits die vierte Paul Wurth- Referenz in Jamshedpur dar. Die hochöfen „h“ und „I“ gehören zu den größten Indiens und vereinen in sich modernste technologien.
Der Hochofen „I“
StARKER PARtNER MIt ANlAGEN-KNOW-hOWZur Erzeugung hochwertiger Stahlprodukte betreibt tata Steel im indischen
Jamshedpur ein integriertes hüttenwerk für Flach- und langprodukte mit einer Gesamtkapazität von mehr als zehn Millionen tonnen pro Jahr. Beim Bau und bei der Inbetriebnahme der neuesten Produktionslinie hat
sich tata Steel mit SMS Siemag und Paul Wurth auf starke Partner verlassen.
Oben: Gesamtansicht hochofen „I“.
Unten: Gießbühne mit Rinnenabdeckung und Entstaubung.
59

PROJEKtE SmS group newsletter 02 / 2013
Oben: Die von SMS Mevac gelieferte twin-Roheisenent-schwefelungsanlage hat ein Fassungsvermögen von 170 tonnen. Die Entschwefelung erfolgt durch tiefeinblasen von Kalzium-Karbid- und Magnesium-Pulver.
Unten: Mit der fern - gesteuerten Abschlack-maschine kann das Betriebspersonal, ohne den Steuerstand ver- lassen zu müssen, die stark schwefelhaltige Schlacke sicher und effektiv entfernen.
lEIStUNGENX-Melt®-Stahlwerk
Zwei Konverter – Abstichvolumen jeweils 170 t Stahl
Jahresproduktion – 2,8 Mio. tonnen
Getriebe mit pneumatischem Not-antrieb, lanzenanlagen und Konver-ter-Ausmauerungsvorrichtungen, wartungsfreie lamellentechnologie
Primär-Abgassystem für beide Konverter: „Demag-System Baum-co“, Nassreinigung und anschlie-ßende Wiederverwendung der entstehenden Abgase
Absaugkapazität 270.000 m³ / h
Sekundärentstaubung mit zwei Elektrofiltereinheiten
Doppelpfannenofen jeweils 170 t
i
60
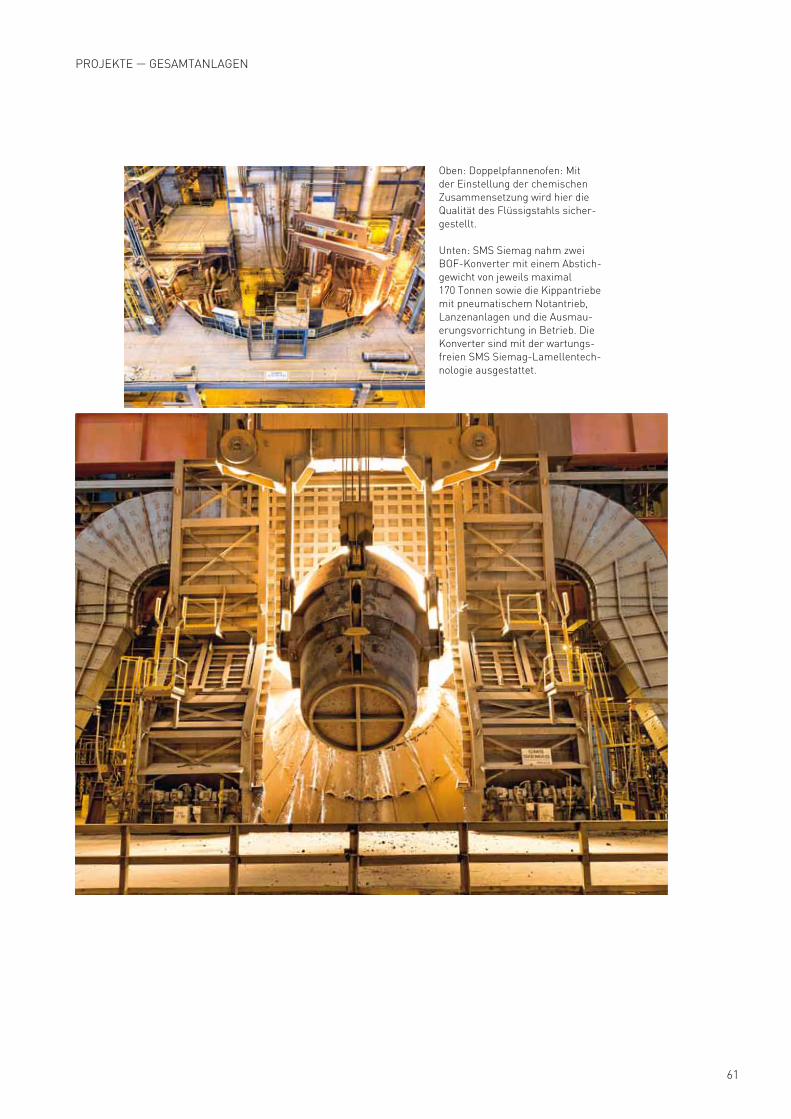
PROJEKtE GESAMtANlAGEN
Oben: Doppelpfannenofen: Mit der Einstellung der chemischen Zusammensetzung wird hier die Qualität des Flüssigstahls sicher-gestellt.
Unten: SMS Siemag nahm zwei BOF-Konverter mit einem Abstich-gewicht von jeweils maximal 170 tonnen sowie die Kippantriebe mit pneumatischem Notantrieb, lanzenanlagen und die Ausmau-erungsvorrichtung in Betrieb. Die Konverter sind mit der wartungs-freien SMS Siemag-lamellentech-nologie ausgestattet.
61

Projekte sms groupnewsletter 02/201362
mit der zweistrang-cSp®-Anlage erzeugt Tata Steel hochwertige produkte. Neben Kohlenstoffstählen gehören nichtkornorientiertes Elektroband, Rohrgüten und Dualphasenstähle zum produktmix.
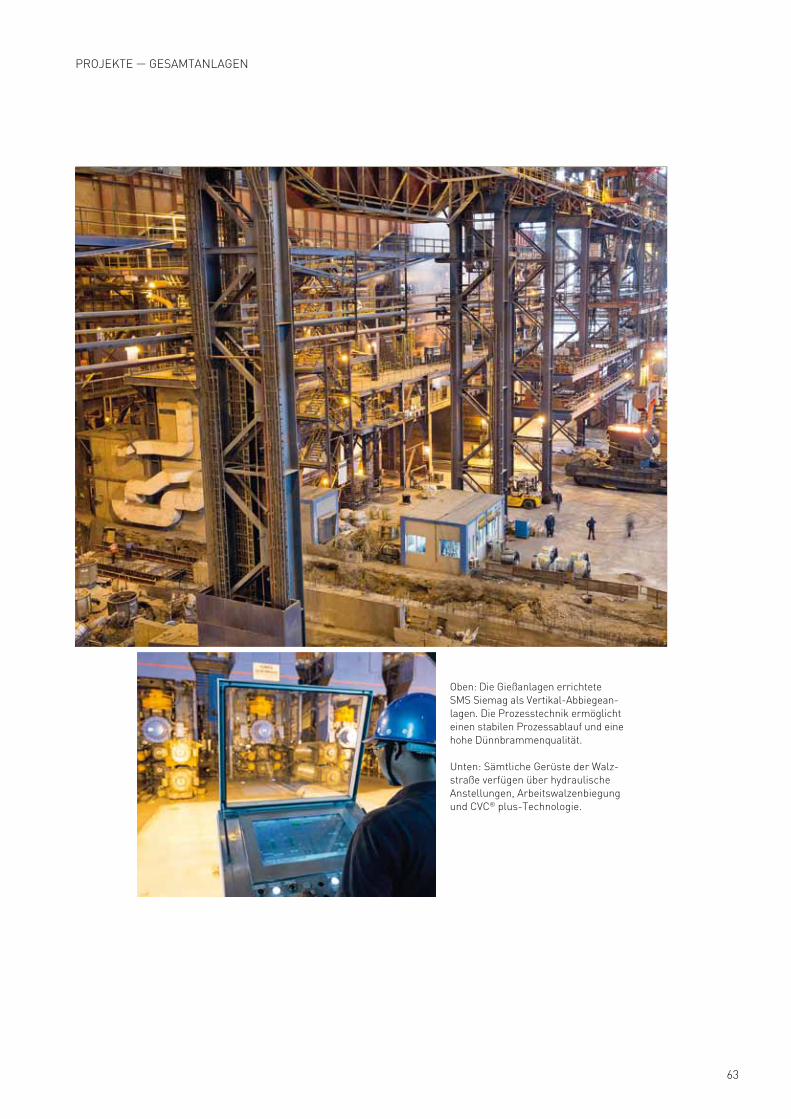
PROJEKtE GESAMtANlAGEN
Oben: Die Gießanlagen errichtete SMS Siemag als Vertikal-Abbiegean-lagen. Die Prozesstechnik ermöglicht einen stabilen Prozessablauf und eine hohe Dünnbrammenqualität.
Unten: Sämtliche Gerüste der Walz-straße verfügen über hydraulische Anstellungen, Arbeitswalzenbiegung und CVC® plus-technologie.
63

PROJEKtE SmS group newsletter 02 / 2013
Oben: Zufrieden mit der Produktion: Narinder Singh Malhan, SMS Siemag India, und hitesh Shah, head tSC (Operation), tata Steel.
Unten: Die CSP®-Anlage ist für eine Produktion von deut-lich über 2,4 Millionen tonnen Warmband jährlich bestimmt und für Breiten von 900 bis 1.680 Millimetern und Dicken von 1,0 bis 20,0 Millimetern aus-gelegt.
Unter dem QR-code
zeigt ein kurzer Film
die beeindrucken-
den Dimensionen
der Anlagen:
www.sms-siemag.
com/qr/tata
ONlINE
64

PROJEKtE GESAMtANlAGEN
Oben: Im 6-gerüstigen CSP®-Walzwerk werden die Dünnbrammen auf Enddicken von 1,0 bis 20,0 Millimeter ausgewalzt.
Unten: SMS Siemag lieferte die komplette X-Pact®-Elektrik und -Automation der CSP®-Anlage.
Bandbreite (900) 950 – 1.680 mm
Banddicke 1,0 – 20,0 mm
Produktspektrum Kohlenstoffstähle, Si-Stahl, Rohrstähle, Zweiphasen-Stähle (DP)
Fakten und Details CSP®-Anlage
65

Das Werk von SN liegt in der Stadt ciudad piar, im Bezirk Bolivar, Venezuela.
Oben: Das Baustellenteam von SN und SMS Siemag.
Unten: Das Werk von SN wird derzeit in der Nähe
der Stadt Ciudad Piar, im Bezirk Bolivar,
Venezuela, errichtet.
66

PROJEKtE GESAMtANlAGEN
GREENFIElD-PROJEKt IN VENEZUElA
SMS Siemag hat den Auftrag zur lieferung eines neuen Werks komplexes zur Stahlherstellung und -verarbeitung
für Siderúrgica Nacional (SN) in Venezuela erhalten.
SMS Siemag errichtet in der ersten Phase ein Elektrostahl-werk mit einer Jahreskapazität von 1,55 Millionen tonnen Flüssigstahl, eine Stranggießanlage und ein Grobblechwalz-werk. In Phase 2 wird das Werk mit einer Pfannenentga-sungsanlage (VD) und einem Steckelwalzwerk für die Erzeu-gung von Bändern komplettiert. Im lieferumfang sind die gesamte technologische Ausrüstung, die Inbetriebnahme sowie umfangreiche Schulungen für das Kundenpersonal enthalten.
Ziel von SN ist es, die in Venezuela erzeugten Eisen-schwammbriketts (hBI) über die Prozesskette hinweg zu Blechen (356.000 tonnen im Jahr) und zu Bändern (844.000 tonnen im Jahr) zu verarbeiten. Der überwiegende teil da-von ist für den lokalen Markt vorgesehen. Die Kapazitäten des Stahlwerks und der Stranggießanlage sollen zudem für die Produktion von handelsbrammen für den Export genutzt werden.
SMS Siemag hat gemeinsam mit dem Kunden das ge-samte Anlagenkonzept – vom Schrottplatz bis zum Blech- und Coillager – erarbeitet. Als technologie-lieferant hat SMS Siemag das komplette Basis-Engineering für alle Ein-heiten abgeschlossen. Dies beinhaltet die Auslegung aller Prozesseinrichtungen, die logistik und die Anforderungen an die Medienversorgung.Bereits im Jahr 2012 führte SMS Siemag die gesamte Ausführungsplanung für die technolo-gischen Fundamente, die Gebäude, die technische Gebäu-deausrüstung und die übergeordnete Medienführung in den hallen aus. Mit den Fundamentarbeiten wurde Mitte 2012 begonnen. Die Inbetriebnahme ist geplant für das Jahr 2015.
Das Stahlwerk besteht aus einem 200 tonnen ARCCESS®-Elektrolichtbogenofen und einem Pfannenofen, der die genaue chemische Zusammensetzung und die
temperatur des Flüssigstahls sichert. Die VD-Anlage zur Pfannenentgasung ist mit einer Dampfstrahlvakuum-pumpe mit 600 Kilogramm Saugleis-tung, temperatur- und Probeeinrich-tung, Drahteinspulung und optionaler Sauerstoffblaseinrichtung ausgestat-tet. Die Anlage ist geeignet zur herstel-lung von qualitativ hochwertigen UlC-Güten. Ausgelegt als twin-VD-Anlage wird im ersten Schritt eine single VD-Anlage realisiert, d.h. mit einem tank und einem Deckelwagen. Für die Aus-baustufe ist alles vorgesehen, um die Anlage in eine twin-VD-Anlage nach-zurüsten, d.h. mit einem zusätzlichen Deckelwagen und tank.
Der lichtbogenofen hat eine elektri-sche leistung von 220 MVA und ist mit einem Sauerstoff-Injektions-Sys-tem (SIS) ausgerüstet.
Die Elektrolichtbogenöfen der ARCCESS®-Baureihe arbeiten energie-effizient und sind mit der zukunftswei-senden Brenner- und Sauerstoffinjek-tortechnik ausgerüstet. Dieses Konzept zahlt sich durch hohe Produktivität bei niedrigen Produktionskosten aus.
BRAmmENSTRANGGIESSANLAGE
Die Stranggießanlage mit einem Gieß-strang ist ausgelegt für die Produktion von Stahlbrammen mit Dicken von
iSiderúrgica Nacional
Siderúrgica Nacional
ist ein staatliches
Unternehmen
der Bolivarischen
Republik Venezu-
ela, die den Bau
der Gesamtanlage
gemeinsam mit
der brasilianischen
Construtora Andrade
Gutierrez S.A.
realisiert.
67
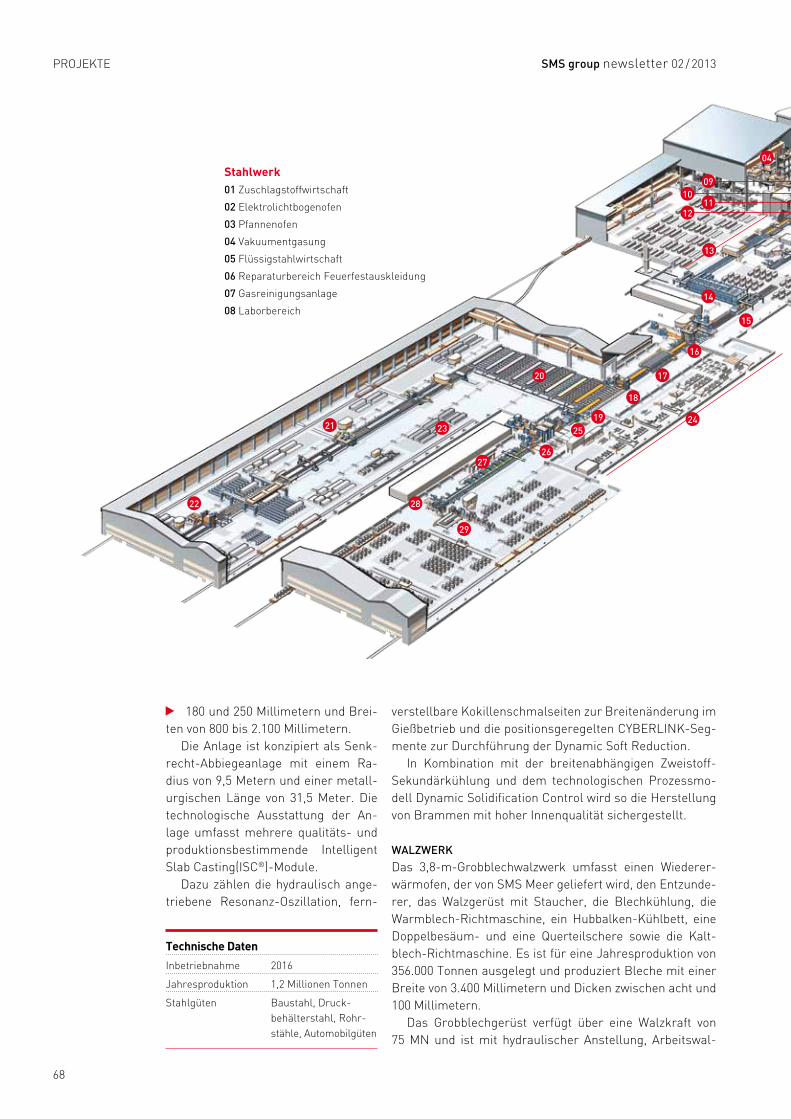
PROJEKtE SmS group newsletter 02 / 2013
180 und 250 Millimetern und Brei-ten von 800 bis 2.100 Millimetern.
Die Anlage ist konzipiert als Senk-recht-Abbiegeanlage mit einem Ra-dius von 9,5 Metern und einer metall-urgischen länge von 31,5 Meter. Die technologische Ausstattung der An-lage umfasst mehrere qualitäts- und produktionsbestimmende Intelligent Slab Casting(ISC®)-Module.
Dazu zählen die hydraulisch ange-triebene Resonanz-Oszillation, fern-
verstellbare Kokillenschmalseiten zur Breitenänderung im Gießbetrieb und die positionsgeregelten CYBERlINK-Seg-mente zur Durchführung der Dynamic Soft Reduction.
In Kombination mit der breitenabhängigen Zweistoff-Sekundärkühlung und dem technologischen Prozessmo-dell Dynamic Solidification Control wird so die herstellung von Brammen mit hoher Innenqualität sichergestellt.
WALzWERK
Das 3,8-m-Grobblechwalzwerk umfasst einen Wiederer-wärmofen, der von SMS Meer geliefert wird, den Entzunde-rer, das Walzgerüst mit Staucher, die Blechkühlung, die Warmblech-Richtmaschine, ein hubbalken-Kühlbett, eine Doppelbesäum- und eine Querteilschere sowie die Kalt-blech-Richtmaschine. Es ist für eine Jahresproduktion von 356.000 tonnen ausgelegt und produziert Bleche mit einer Breite von 3.400 Millimetern und Dicken zwischen acht und 100 Millimetern.
Das Grobblechgerüst verfügt über eine Walzkraft von 75 MN und ist mit hydraulischer Anstellung, Arbeitswal -
Inbetriebnahme 2016
Jahresproduktion 1,2 Millionen tonnen
Stahlgüten Baustahl, Druck- behälterstahl, Rohr- stähle, Automobilgüten
technische Daten
09
26
17
21
11
28
19
15
23
10
27
18
14
12
29
04
20
16
2425
22
13
Stahlwerk 01 Zuschlagstoffwirtschaft
02 Elektrolichtbogenofen
03 Pfannenofen
04 Vakuumentgasung
05 Flüssigstahlwirtschaft
06 Reparaturbereich Feuerfestauskleidung
07 Gasreinigungsanlage
08 laborbereich
68

PROJEKtE GESAMtANlAGEN
01
05
03
07
02
06
08
01
05
Bernhard Espendiller [email protected]
zenbiegung und Morgoil®-lagern der KlX®-Bauweise ausgestattet. Die 24 Meter lange Blechkühlung ist als lami narkühlung ausgeführt. Nach dem Richten in der Warmblech-Richtmaschine kühlen die Bleche auf dem hub balken-Kühlbett ab und werden vor der Scherenlinie ultraschallgeprüft. Die Besäum- und die Querteilschere zum Zuschneiden der Bleche arbeiten mit dem Rollschnittprinzip.
In der zweiten Phase wird das Walzwerk um eine twin-Steckel-Anlage zur herstellung von Warmband mit einer Jahresproduktion von 844.000 tonnen erweitert werden. Bei der Warmbandproduktion walzt das Grobblechgerüst die Brammen bis zur Vorbanddicke aus, die restlichen Stiche übernimmt das zweigerüstige Steckelwalzwerk. In der letzten Ausbaustufe wird das Werk eine Jahreskapazität von 1,2 Millionen tonnen erbringen.
ELEKTRIK UND AUTOmATION
Alle elektrischen Einrichtungen für die technologischen Aggregate des Stahlwerks, der Stranggießanlage und des Walzwerks werden von SMS Siemag geliefert. Die X-Pact®-Automationslösungen beinhalten die Prozessautomation (level 1) und die technologischen Prozessmodelle (level 2). Die spätere Integration des levels 3 (Produktionsplanung)
Unter folgendem
QR-code zeigt
ein kurzer Film,
welche Anlagen bei
Siderúrgica Nacional
entstehen:
www.sms-siemag.
com/qr/sn
ONlINE
ermöglicht in Zukunft eine sichere Planung und Steuerung der Produkti-onsabläufe. Die Automation wird vor-ab mit dem „Plug & Work“-Verfahren getestet.
Ein umfangreiches Schulungspro-gramm ist ebenfalls teil des Auftrags. Rund 160 neue Mitarbeiter von SN wer-den in trainingslektionen auf ihre spä-tere Arbeit vorbereitet. Beim Bedien- und Wartungspersonal bedeutet dies unter anderem die teilnahme an den „Plug & Work“-tests, bei denen im testzentrum von SMS Siemag unter Nutzung der Automatisierungs-Aus-rüstung von SN wichtige Szenarien simuliert werden. theoretische Schu-lungen und „hands-on“-trainings in produzierenden Anlagen ergänzen das Ausbildungsprogramm.
Walzwerk14 Wiedererwärmöfen
15 Zunderwäscher Vorgerüst
16 Grobblechgerüst/Vorgerüst
17 Blechkühlung
18 Warmblech-Richtmaschine
19 Schopfschere
20 Kühlbett
21 Querteilschere
22 Kaltblech-Richtmaschine
23 Grobblechbereich
24 Walzenwerkstatt
25 Zunderwäscher Steckelwalzwerk
26 twin-Stand-Steckelwalzwerk
27 Bandkühlung
28 haspel
29 Bundtransport
Stranggießanlage09 Pfannendrehturm
10 Verteilerrinne
11 Kokille
12 Strangführung
13 Auslaufbereich
69

PROJEKtE SmS group newsletter 02 / 2013
VIER WOChEN VOR tERMIN
Jährlich 20.000 tonnen Ferro-Silizium produzieren die neuen Elektro- reduktionsöfen bei POSCO. Der erste ging jetzt in Betrieb.
iElektroden-Typen
Vorgebrannte
Elektroden sind in
mehreren Güten und
Größen erhältlich
und für alle Anwen-
dungen einsetzbar.
Selbstbackende
Elektroden senken
die Betriebskosten
und werden meist
in Öfen mit höheren
Kapazitäten in der
Ferrolegierungs-,
Roheisen-, Nicht-
eisenmetall- und
CaC2-Produktion
eingesetzt.
Der erste von zwei Elektroreduktions-öfen zur Produktion von Ferro-Silizi-um (FeSi) ist seit April 2013 bei POSCO, Südkorea, erfolgreich in Betrieb und wurde vier Wochen vor termin an den Kunden übergeben. Der Kunde erteil-te bereits die Abnahme (FAC – Final Acceptance Certificate).
Die Schmelzöfen mit einer An-schlussleistung von je 31,5 MVA wer-den jährlich rund 20.000 tonnen FeSi produzieren. Sie sind mit einem Dreh-werk zur Rotation des Ofengefäßes ausgerüstet, das später auch die Pro-duktion von Si-Metall ermöglicht. Das Elektrodenstrangsystem kann mit vorgebrannten Kohle-Elektroden so-wie mit selbstbackenden Soederberg-Elektroden betrieben werden.
Die in einem Elektroreduktionsofen erzeugten Ferrosiliziumqualitäten ha-ben einen Si-Gehalt von 15 bis 96 Pro-zent. Güten mit mehr als 96 Prozent nennt man Siliziummetall. Die Öfen verfügen über hydraulisch regulierte Elektrodensäulen und eine reak-tanzarme Führung der hochstrom-bahnen. Die wassergekühlte Gashaube ist mit acht hydraulisch verfahrbaren Ofentüren ausgestattet, die das Sto-chern des Ofenmöllers erlauben.
Abgießen von FeSi in Gießrahmen.
20.000tonnen Ferro-Silizium werden die Schmelz-öfen mit einer Anschlussleistung von 31,5 MVA bei POSCO jährlich produzieren.
Rolf [email protected]
70

PROJEKtE StAhlWERKE / FlAChPRODUKtE
Ein bereits errichteter Ofenrahmen. Xstrata-Merafe: Chromerz-Sinteranlage in Betrieb.
Der größte Elektrodenstrang Südafrikas.
Ofen reinigt Kupfer
Volle leistung
Strang der Rekorde
leistungsfähige Reini-gungsanlage bestellt.
600.000 tonnen Chrom-erzpellets im Jahr.
Metix liefert für südafri-kanisches Großprojekt.
Aus Sambia erhielt Metix einen Auf-trag zur lieferung eines Kupfer-schlackenreinigungsofen. Der auf eine Jahreskapazität von 200 ton-nen Stein und Schlacke ausgelegte Isasmelt-Schmelzofen, den die Kanshanshi Mining Plc, ein Unter-nehmen der First Quantum Mine-rals, bestellt hat, benötigt eine leis-tungsfähige Reinigungsanlage. Für das Projekt baut Metix einen recht-eckigen Schlackereinigungsofen mit sechs Strängen und einer transformatorleistung von 24 MVA. Zum lieferumfang gehören zudem das Chargiersystem, die Elektro-denstränge mit der hydraulikein-heit, Elektrik und Automatisierung, das Abstichsystem und der trans-formator. Für die Kupferschlacken-reinigung ist dieses Projekt ein technischer Meilenstein. Die erste Schlackenbehandlung in dem neu-en Ofen ist für 2014 geplant.
Bei Xstrata-Merafe ging Ende 2012 im Werk Rustenburg, Südafrika, eine Chromerz-Sinteranlage in Betrieb. Geliefert wurde sie von RB Met, ei-nem Joint Venture zwischen Metix und Royal Bafokeng holdings. Sie verfügt über eine Jahreskapazität von 600.000 tonnen Chromerzpel-lets. Das Projekt umfasste eine Pel-letier- und Sinteranlage, die von Me-tix auf der Basis eines EPC-Vertrages ausgeführt wurde. Outotec, der Ei-gentümer des Verfahrens, lieferte die wesentlichen Ausrüstungsteile und war für das Basis-Engineering verantwortlich. Die Anlage bestand die vertraglich vorgeschriebenen leistungstests innerhalb von zwei Monaten ab Aufnahme des Betriebs. In den vergangenen Jahren hat Me-tix in Kooperation mit Outotec insge-samt sechs Sinteranlagen an Kun-den in Südafrika geliefert. Das Projekt unterstreicht die gute und erfolgreiche Zusammenarbeit.
Den größten Elektrodenstrang, der jemals in Südafrika installiert wur-de, lieferte Metix an BhP Billiton. Sein Durchmesser beträgt 1.900 Millimeter. Der FeMn-Ofen im Me-talloys M14 Projekt in Meyerton, in den der Elektrodenstrang einge-baut wurde, ist ebenfalls der größte Ofen seiner Art in Südafrika. Er ist für eine Jahresproduktion von 120.000 tonnen Ferromangan aus-gelegt und arbeitet mit einer trans-formatorleistung von 81 MVA. Der Ofen wurde Ende 2012 erfolgreich in Betrieb genommen. Metix ist stolz darauf, als Partner des größ-ten herstellers von Ferromangan in Südafrika an diesem Projekt betei-ligt gewesen zu sein. Das Abnah-mezertifikat wurde zwischenzeitlich an Metix übergeben. Seit 2011 ge-hört die Metix zur SMS Siemag AG. Die Produkte umfassen insbeson-dere Anlagen zur Produktion von Ferrochrom und Ferromangan.
www.metix.co.za www.metix.co.za www.metix.co.za
71

Der 230-Tonnen-Konverter.
Eine gute zusammenarbeit sicherte eine zügige Inbetriebnahme.Die RH-TOp-Anlage läuft zuverlässig.
600Millionen tonnen Stahl können jetzt bei DSC im Jahr produziert werden.
72

PROJEKtE StAhlWERKE / FlAChPRODUKtE
iVorige projekte
Im Jahr 2010 wurden
bei Dragon Steel
bereits die Konverter
Nr. 1 und 2 sowie
die erste Rh-tOP-
Anlage erfolgreich in
Betrieb genommen.
StAhlWERK IN tAIWAN ERWEItERtBei der Dragon Steel Corporation, taiwan, nahmen die Experten
von SMS Siemag und SMS Mevac zwei Anlagen in Betrieb.
Im Werk in taichung ging bereits der dritte 230-tonnen-Konverter von SMS Siemag und die zweite Rh-tOP-Anlage von SMS Mevac in Betrieb. Diese Anlage wird insbesondere zur Behandlung von Spezialstählen für die Automobilindu-strie sowie transformatorenstählen eingesetzt.
Zum lieferumfang von SMS Siemag gehören der Kon-verter mit lamellenaufhängung, Bodenspüler sowie Sub-lanze mit Roboter, das komplette Bunkersystem der legie-rungswirtschaft, die Gasreinigungsanlage mit Primär- und Sekundärentstaubung sowie eine Anlage zur Gasrückge-winnung, Fahrzeuge, Pfannen und Schlackentöpfe. Für die Visualisierung und Steuerung liefert SMS Siemag das kom-plette X-Pact®-level-1-Automatisierungssystem und die In-strumentierung der elektrischen Ausrüstung.
SEcHS mILLIONEN TONNEN Im JAHR
Das Konverterstahlwerk mit insge-samt drei Konvertern ist für eine Jah-resproduktion von sechs Millionen tonnen Stahl ausgelegt. Die Dragon Steel Corporation ist ein Unterneh-men der CSC Group, Kaohsiung, tai-wan, einem der bedeutendsten Stahl-unternehmen Asiens.
Konverterleistung: bis zu sechs millionen Tonnen Flüssigstahl jährlich.
73

hebei Puyang Iron and Steel Co., ltd. (Puyang Steel) hat SMS Siemag technology (Beijing) Co., ltd., China, den Auf-trag zur lieferung einer Brammenstranggießanlage für Mediumbrammen für das Werk in Wuan City in der Provinz hebei erteilt. Das Unternehmen erweitert seine Brammen-produktion vor allem um Röhrengüten (pipe grades), Druckbehälterstahl, Schiffbaubleche und hochqualitäts-Kohlenstoff-Brammen (high quality carbon steel).
Die Einstrang-Brammengießanlage ist ausgelegt für die Produktion von jährlich 1,2 Millionen tonnen Brammen mit Dicken von 150 bis 180 Millimetern und Breiten von 1.000 bis 2.300 Millimeter. Die Stranggießanlage wird für eine spätere Nachrüstung auf Zwillingsguss vorbereitet.
SMS Siemag technology (Beijing) wickelt den Auftrag für den chinesischen Kunden komplett in China ab. Die lie-ferung der Stranggießanlage umfasst die komplette Anla-gen- und Prozesstechnik sowie die X-Pact®-Elektrik und -Automation einschließlich der technologischen Prozess-modelle (level 2). Sie ist mit mehreren qualitäts- und pro-
www.sms-siemag.com
Erste Reihe, 3. bis 5. v.l.: Du Shengyong, Vice President, hüttentech-nik und Stranggießanlagen, SMS Siemag, China, Dr. Cao liguo, Chief Engineer of Puyang Steel und Christoph Stappenbeck, Vice President, Elektrik und Automation, SMS Siemag China.
Abwicklung in China
SMS Siemag technology liefert eine Brammenstranggießanlage
für Mediumbrammen an hebei Puyang Iron and Steel.
hebei Puyang erweitert seine Brammenproduktion, im Bild eine vergleichbare Anlage.
Brammen mit Dicken von 150 bis 180 Millimetern können hergestellt werden.
duktionsbestimmenden ISC®-Modulen (Intelligent Slab Casting) ausgestattet. Die dynamische Soft Reduction und das technologische Prozessmodell Mold-Monitoring-Sys-tem sichern die herstellung von Brammen mit hoher In-nenqualität. Puyang Steel ist einer der führenden privaten Stahlhersteller Chinas.
Jahresproduktion 1,2 Mio. t Brammen
Brammendicke 150 – 180 Millimeter
Brammenbreite 1.000 – 2.300 Millimeter
Stahlgüten Röhrengüten, Druckbehälterstahl, Schiffbau- bleche, hochqualitäts-Kohlenstoffbrammen
Inbetriebnahme 2014
technische Daten
74

Eine gute Zusammenarbeit zwischen JSPl und SMS Siemag.
Effiziente technik
trocken-Elektrofilter für Konverterstahlwerk.
Jindal Steel and Power ltd. (JSPl), Indien, hat SMS Siemag den Auftrag zur lieferung eines X-Melt®-Konverterstahlwerks mit einem sekundärmetallurgischen Zentrum und umfassender Umwelttechnik für den Standort Angul im Bezirk Odisha erteilt. JSPl errichtet dort ein komplettes integriertes Stahl-werk. Die Jahresproduktion für die Phase 1 mit zwei BOF-Konvertern soll 3,8 Millionen tonnen hochqual-itätsstahl betragen. Zum lieferum-fang gehören zwei 250-tonnen-BOF-Konverter mit jeweils einer Gasreinigungs- und Rückgewin-nungsanlage sowie drei Pfan-nenöfen. SMS Siemag liefert die Primärgasreinigung. SMS ElEX stattet sie mit einem Gaskondition-ierungsturm und einem trockenel-ektrofilter aus. Eine Doppeltank-Roheisen-Entschwefelungsanlage und eine Vakuumentgasungsanlage kommen von der SMS Mevac UK ltd.
www.sms-elex.com
SMS Mevac modernisiert teile einer Rh-Anla-ge bei ArcelorMittal Ruhrort.
150 t X-eed®-VOD-Einrichtung für Fujian Fuxin.
Starke Komponenten
Auftrag an SMS Mevac
Modernisierung nach 45 Jahren.
Fujian Fuxin bestellt VOD-Anlage.
ArcelorMittal Ruhrort, Duisburg, hat die SMS Mevac mit einer Modernisierung des Dampfstrahl-Vakuumpumpen-Systems (DVP) der bestehenden Rh-Anlage (Ruhrstahl-heraeus-Verfahren) beauftragt. Die Wandstärken des Strahlersystems haben nach 45 Jahren Betrieb kri-tische Werte erreicht. Die vorhan-denen Dampfstrahler und Konden-satoren werden von der SMS Mevac durch neue, leistungsstärkere Komponenten ersetzt. Durch die neue Regelung der DVP lassen sich u.a. der Dampf- und somit der En-ergieverbrauch reduzieren, Stahl-spritzer kontrollieren und lässt sich die Abpumpgeschwindigkeit er-höhen. Der lieferumfang beinhaltet die mechanischen Bauteile der DVP (inklusive Engineering und Rege-lung) und die überwachungsleis-tungen während der Montage sowie der Inbetriebnahme, die für das 4. Quartal 2013 vorgesehen ist.
SMS Mevac liefert eine X-eed®-Duplex-VOD-Anlage an Fujian Fux-in Special Steel (teil der Formosa Plastics Corporation) in Zhang-zhou, China. Ziel des Projekts ist die Produktion von austenitischem und ferritischem nichtrostenden Stahl. Fujian Fuxin plant, die Anla-ge ab Ende 2014 im Werk Zhang-zhou einzusetzen. Die VOD-Einrich-tung wird über zwei tanks und zwei Vakuumdeckel, eine gemeinsame vierstufige Vakuumpumpenanlage mit automatischer Vakuumdruckre-gelung (VOD-SC) sowie ein gemein-sames legierungsmittellager- und -chargiersystem verfügen.
Aus Umweltschutzgründen um-fasst die Vakuumpumpenanlage der VOD-Einrichtung einen Gaskühler und eine integrierte Schlauchfilter-anlage. Zum lieferumfang gehören die gesamten mechanischen Proz-esseinrichtungen sowie die kom-plette Elektrik und Automation.
www.sms-mevac.com www.sms-mevac.com
PROJEKtE StAhlWERKE / FlAChPRODUKtE
75

PROJEKtE SmS group newsletter 02 / 2013
SmS mevac lieferte das sekundärmetallurgische zentrum an Omz.
PROJEKtE StAhlVEREDElUNG
Beim russischen Stahlhersteller OMZ in Kolpino ist seit Anfang 2012 ein pfan-nenmetallurgisches Zentrum integ-riert. Geliefert wurde die Anlage von der SMS Mevac. Im Interview erklären Pro-fessor Yuri Utochkin, Deputy of General Director OMZ, und Vitaly lotokhin, CEO Forpost Management, die Ziele, die OMZ mit der neuen Anlage verfolgt.
OMZ ist ein bedeutender Metallher-steller. Für welche Branchen stellt OMZ Stahl her? Utochkin Zunächst ist OMZ ein Unter-nehmen des Schwermaschinenbaus. Aber auch die Metallurgie hat bei OMZ tradition und wurde vor allem für den Bedarf des eigenen Maschinenbaus gegründet. Unser hüttenwesen ist auf individuelle, meistens große Schmie-deerzeugnisse und Gussstücke für Branchen wie den Bergwerks- und Atommaschinenbau sowie Erdölche-mie ausgerichtet. In all diesen Bran-chen werden unsere Spezialstähle be-nötigt.
Unser hüttenwesen kennzeichnet sich durch spezielle Stahlgüten. Wir stellen einige 100 Stahlgüten her. Was die Größe betrifft, reicht das Gewicht von 400 bis 420 tonnen. Künftig wer-den wir sogar 500 tonnen schwere
Blöcke herstellen können. Aktuell sind wir im Stande, Schmiedeblöcke bis zu 265 tonnen und Gussstücke bis zu 150 tonnen herzustellen.
Wo sehen Sie künftige Märkte für OMZ? Utochkin Wir beliefern unter anderem die Atomkraftindustrie. Zurzeit neh-men wir an einem tender für die Fer-tigstellung von zwei Blöcken eines Atomkraftwerkes in temelín, tsche-chien, teil. Wir setzen unsere erfolg-reiche Zusammenarbeit mit Rosatom beim Bau eines Werkes in China fort. Das Gleiche gilt auch für Indien. Wei-tere Pläne haben wir in Vietnam, der türkei, in Weißrussland und anderen ländern.
Eine weitere Ausrichtung ist für uns die Anfertigung von petrochemischen Behältern. Zurzeit arbeiten wir hier nur auf dem Binnenmarkt in Russland. Wir haben uns jedoch das Ziel gesetzt, mit diesen Produkten auch am auslän-dischen Markt zu partizipieren.
Was das hüttenwesen anbetrifft, so arbeiten wir gegenwärtig in zahlreichen Regionen, einschließlich China und Eu-ropa. Im Großen und Ganzen liefern wir alle Walzen – die gesamte Palette bis 250 tonnen, angefangen von großen
DER tRAUM VON DER SEKUNDÄRMEtAllURGIE
Der russische Stahlhersteller OMZ setzt zum Ausbau seiner Sekundärbehand-lung und für die herstellung von korrosionsbeständigen Stählen mit niedrigem
und ultraniedrigem Kohlenstoffgehalt auf technik von SMS Mevac.
Arbeitswalzen bis schweren StW für die Walzstraßen 5000. Ferner sind es turbinenläufer und hydraulische Wel-len, einschließlich hoch-chromhaltiger läufer (Rotoren) der neuen Generation. Es wäre sehr interessant für uns, die sogenannten Ringschüsse zu liefern, und zwar große Ringschüsse, die zur Fertigung von Atomreaktoren und Be-hältern für die Petrochemie verwendet werden. Bisher liefern wir diese nur für die eigenen Unternehmen. Wir führen bereits seit längerer Zeit Verhandlun-gen mit der SMS Meer über eine Ring-walzanlage.
übrigens, wenn wir heute von neuen Ausrüstungen sprechen, da müssen
Inbetriebnahme 2009
leistung 120 tonnen
Jahreskapazität 600.000 tonnen
SMS Mevac lieferte an Forpost Management zudem das pfannenmetallurgische Zentrum. Es besteht aus je einer lF-, VD- und VOD-Anlage. Das Besondere des sekundärmetall-urgischen Zentrums ist seine kompakte Bau-weise bei flexiblem Materialfluss. Das Zentrum macht Blockgüsse bis zu einem Gewicht von 500 tonnen möglich.
ARCCESS®-Elektrolichtbogenofen
77

PROJEKtE SmS group newsletter 02 / 2013
»DAS NEUE PFANNENMEtAllURGISChE ZENtRUM DER SMS MEVAC ISt FüR UNS EINE WIRKlIChE SChlüSSElANlAGE. SIE ERlAUBt DIE SENKUNG DER hERStEllUNGSKOStEN UND
EINE StEIGERUNG DER PRODUKtIVItÄt.«
Yuri Utochkin, Deputy of General Director OMZ
Das Besondere des sekundärmetallurgischen Zentrums ist bei flexiblem Materialfluss seine kompakte Bauweise.
78

PROJEKtE StAhlVEREDElUNG
Yuri Utochkin
Deputy of General
Director, Omz (links)
Unter diesem QR-
code gibt es einen
kurzen Film zur
Anlage bei Omz:
www.sms-siemag.
com/qr/omz
ONlINE
wir sehen, wie wir die Entwicklung der VD/-VOD-Anlage fortsetzen können. Wir wollen sie um eine zweite Pfannen-ofenposition ergänzen. Das brauchen wir, um Blöcke mit einem Gewicht von 500 tonnen und mehr herzustellen.
Die Anlage für die sekundärmetallur-gische Behandlung ist bereits in Be-trieb und läuft. Wie wichtig ist diese Anlage für OMZ und inwieweit sind Sie zufrieden mit dieser Anlage?Utochkin Ehrlich gesagt, als ich vor zwölf Jahren zu OMZ kam, hatte ich zwei Visionen. Die erste war die Errich-tung eines modernen Elektrostahl-komplexes auf dem Gelände des Izho-ra-Werks. Im Juni 2009 haben wir mit hilfe und direkter Mitwirkung von For-post den von SMS Siemag – damals noch „Demag“ – gelieferten 120-t-Elektrolichtbogenofen in Betrieb ge-nommen. Das zweite Ziel war die Er-richtung einer guten und effizienten Sekundärbehandlung. Was die zweite Vision anbetrifft, so produzieren wir ei-ne große Anzahl von legierten Stahl-sorten. Deswegen hatten wir uns zum Ziel gesetzt, eine Anlage zu bauen, die, erstens eine effiziente Sekundärbe-handlung und zweitens die herstellung von korrosionsbeständigen Stählen
mit niedrigem und ultraniedrigem Kohlenstoffgehalt ermöglicht. Das neue pfannenmetallurgische Zentrum der SMS Mevac ist für uns eine wirkli-che Schlüsselanlage. Sie erlaubt die Senkung der herstellungskosten, eine Steigerung der Produktivität und vor allem wird die herstellung der erfor-derlichen, in erster linie korrosionsbe-ständigen Stahlsorten sichergestellt.
Lotokhin Auch wenn es während der Projekte manch intensive Diskussion gab, haben wir gemeinsam sehr ziel- und lösungsorientiert gearbeitet. Ich weiß den Einsatz zu schätzen, den bei-spielsweise Projektleiter wie herr te-worte an den tag gelegt haben. Insge-samt verlief die Zusammenarbeit mit der SMS group sehr gut und wir haben nun zwei weitere hightechanlagen.
Gibt es noch weitere Pläne für die Zukunft? Utochkin Ich bin davon überzeugt, dass die Zusammenarbeit aller drei Partner auch in Zukunft so effektiv verläuft. Wir sind sehr zufrieden, dass wir jetzt die größte Anlage dieses typs in Russ-land haben.
www.sms-mevac.com / www.omz.ru
Vitaly Lotokhin
cEO, Forpost
management
(rechts)
79

PROJEKtE SmS group newsletter 02 / 2013
35.000Ein Großteil der benötigten 35.000 tonnen
Spezialstahl für den Rumpf und die inneren
Verstrebungen bei der Queen Mary 2 wurden
auf von SMS Siemag errichteten Anlagen
gefertigt.
Foto
bro
phot
o / p
lain
pict
ure
80

PROJEKtE StRANGGIESSANlAGEN
AUS EINEM GUSSWelche Gemeinsamkeit haben Pylone und hochhäuser? Was verbindet
ein Auto mit einem Rohr im Meer? Wie ist zu erklären, dass das offensichtlich gleiche Material so viele verschiedene Eigenschaften haben kann?
Die Einsatzgebiete für den hightech-Werkstoff Stahl sind außerordentlich vielfältig. Und die Entwicklung geht weiter: Neue Stahlsorten eröffnen ungeahnte Möglichkeiten. Kos-tengünstige hochfeste leichtbaustähle für den Automobil-bau oder Röhrengüten für Pipelines – mit Extrembedin-gungen in der Arktis oder im Meer – gehören schon länger dazu. SMS Siemag liefert dafür passende Stranggießanla-gen, das zeigen zahlreiche Referenzen.
Die Salzgitter Flachstahl Gmbh produziert ein breites Spektrum an hochwertigen Stahlwerkstoffen, hauptsächlich für die Automobilindustrie und Röhrenherstellung. Mit der Stranggießanlage Nr. 4 erweitert Salzgitter Flachstahl noch-mals sein Produktportfolio. Insbesondere die Dickenvariante 350 Millimeter ermöglicht die lieferung von Brammen für die Grobblechfertigung in bisher nicht bedienten zukunfts-trächtigen Abmessungsspektren.
Auf der Anlage Nr. 4 werden anspruchsvolle mikro-legierte Stähle, Grobblechqualitäten und sauergasbe-ständige Röhrengüten nach API-5l und hIC-Standard produziert. 70 Prozent der produzierten hochqualitäts-brammen werden heiß eingesetzt, das heißt ohne vorhe-rige Qualitätsprüfung gewalzt. Die Kreisbogenanlage ist mit einem konstanten Kurvenradius von 11,5 Metern ausgelegt. Dieses Konzept minimiert Spannungen in der Strangschale und ermöglicht sehr gute Oberflächen-qualitäten.
Mit der Anlage 3 der Salzgitter Flachstahl wurde die Produktpalette im Bereich von Sondergüten für höchste Reinheitsgrade und Oberflächenanforderungen speziell für Automobilbleche erweitert. Die Stranggießanlage Nr. 3 er-zeugt hochwertige Stahlgüten mit extrem engen toleran-zen bei Abmessungen und mechanischen Eigenschaften. Damit wurde die Zahl der Stahlgüten durch aufgephos-phorte und hochfeste Sondergüten erweitert, darunter Sauergas- und IF-Stahl.
Die erste Brammenstranggießanlage in Marokko wurde von SMS Siemag ge-liefert. Im Jahr 2011 ging bei Maghreb Steel eine Stranggießanlage mit dazu-gehörigem Elektrostahlwerk in Be-trieb. Die Anlagen sind ausgelegt für eine Jahresproduktionsleistung von einer Million tonnen Stahl und versor-gen das Steckelwalzwerk mit Vorma-terial. Die Produktion umfasst hier die Erzeugung von niedrig- und mittelge-kohlten sowie hochfesten niedrigle-gierten Stählen für den Eigenbedarf und den Export. Mit dem neuen Werks-komplex deckt der Kunde die gesamte Produktpalette von Flüssigstahl bis zum Endprodukt ab und baut damit seine Kapazitäten sowie die Wert-schöpfungskette deutlich aus.
Auf der Brammenanlage von Anyang Iron & Steel in China wird ein
iStranggieß- geschichte
128 Stranggießan-
lagen mit insgesamt
164 Gießsträngen:
So viele Aufträge
erhielt SMS Siemag
allein seit dem Jahr
2000. Angefangen
bei turnkey-Anlagen
bis zu umfassen-
den Umbauten und
Modernisierungen.
Diese Erfahrun-
gen finden sich in
jeder neuen Anlage
wieder.
SMS Siemag ist der Experte für Stranggießan-lagen.
81

PROJEKtE SmS group newsletter 02 / 2013
umfangreiches und anspruchsvolles Stahlsortenpro-gramm von hochfesten Baustählen bis zu Röhrengüten ge-gossen. Bei 90 Prozent heißeinsatz der vorgesehenen Stahlgüten ist die Forderung nach wirtschaftlicher Produk-tion von Qualitätswarmband und Grobblech erfüllt. hier wird mit 3.250 Millimetern die breiteste Bramme der Welt gegossen.
Bei der Peiner träger Gmbh (Salzgitter AG) errichtete SMS Siemag eine Stranggießanlage, die nach Bedarf Brammen oder Beam Blanks gießen kann. Die Auslastung der Produktionsanlagen wird damit deutlich gesteigert. Der Kunde Peiner kann sehr flexibel auf den Markt reagie-ren und seine Umsätze steigern. Die Produktion auf der Zweistrang-Kombi-Anlage kann innerhalb von 48 Stunden vom breitesten Beam Blank-Profil der Welt auf hochquali-tative Brammen umgestellt werden.
mIT cSp® pRODUKTION STEIGERN
Das von SMS Siemag entwickelte CSP®-Verfahren (Com-pact Strip Production) verknüpft das kontinuierliche Stranggießen mit dem Walzen. Bei einer CSP®-Anlage wird der flüssige Stahl zu Dünnbrammen vergossen, die nach einem temperaturausgleich im tunnelofen ohne Vorwal-zen direkt in der Walzstraße ausgewalzt werden.
Mit CSP® können alle heute vom Markt geforderten Stahl-sorten hergestellt werden. Dazu gehören besonders niedrig kohlenstoffhaltige IF- und Weichstahlsorten, hSlA-Stähle, Rohrgüten, Dual- und Mehrphasenstähle und Siliziumgüten. Die Jahresproduktion einer CSP®-Gießmaschine beträgt heute bis zu 2,0 Millionen tonnen je Strang. Mit Gießdicken von 100 Millimetern und mehr können auch hochfeste Rohr-güten in großen Dicken hergestellt werden.
SMS Siemag entwickelt seine Stranggießtechnologie stetig weiter. Jüngstes Beispiel ist die Bandgießanlage BCt®, die SMS zusammen mit der Salzgitter Flachstahl
Die Anlage der Peiner träger Gmbh.
»ES ISt DIE ERStE BRAMME üBERhAUPt, DIE IN MAROKKO GEGOSSEN WURDE. UND WIR hABEN ES AUF ANhIEB GESChAFFt, PERFEKtE
BRAMMEN hERZUStEllEN. BESSER KONNtE ES NICht SEIN, SMS SIEMAG hAt hERVORRAGENDE ARBEIt GElEIStEt.«
Othman Benmlih, General Manager von Maghreb Steel
3.250Millimeter umfasst die breiteste Bramme der Welt, die bei Anyang Iron & Steel gegossen wird. Die Produktionskapazität konnte mit diesem Maß deutlich gesteigert werden.
82

Gmbh entwickelte. Die erste Anlage dieser Art befindet sich in der Phase der Inbetriebnahme auf dem Gelände der Peiner träger Gmbh. Endprodukte sind hochlegierte Stähle wie zum Beispiel der von Salzgitter Flachstahl entwickelte hSD®-Stahl (high-Strength and Ductility). Diese Stähle bieten eine passgenaue Kombination aus guter Umform-barkeit und hoher Festigkeit. Sie sind ideal für die Automo-bilhersteller, da durch hochfeste Stähle die Materialstärke weiter verringert werden kann. Die Crashsicherheit ist hö-her und die Gewichtsersparnis von bis zu 25 Prozent bei einzelnen Komponenten kann zur Gewichtsreduktion der Karosserie um insgesamt vier Prozent führen. Als Faustre-gel gilt: 100 Kilogramm weniger Gewicht senken den Kraft-stoffverbrauch um 0,35 liter auf 100 Kilometern. Das Er-gebnis sind ein verbesserter Flottenverbrauch und ein
christian [email protected]
DAtEN + FAKtENSpEKTRUm DER ANLAGENKONzEpTE Ultradicke Brammen ›340 – 500mm Vc, VSB, c
Dicke Brammen ›180 – 340mm Vc, c, VLB
Mediumbrammen ›120 – 180mm Vc, c, VLB
Ultrabreite Brammen ›3.000mm c, VLB
Kombianlagen & twin Divider Brammen / c, VLB Langprodukte
Dünnbrammen CSP® ›50 – 120 mm VLB, VSB
Bandgießanlage BCt® 8 – 20 mm BcT
VlB: Vertical liquid Bending (Senkrecht-Abbiege-Anlage mit flüssigem Kern), VSB: Vertical Solid Bending (Senkrecht-Abbiege-Anlage mit durcherstarrtem Kern), VC: Vertical Caster (Vertikalanlage) C: Curved Mold / Bow-type (Kreisbogenanlage), BCt: Belt Casting technology (horizontale Bandgießanlage)
i
geringerer CO2-Ausstoß. Das Portfolio ist das Ergebnis der Erfahrungen und der Erfolge der Kunden von SMS. Es umfasst neben dem Projektmanage-ment, der Unterstützung bei Finanzie-rungen, neben der technik, der Elektrik und Automation, dem Service, der Umwelttechnik und Ressourcenscho-nung noch viel mehr: die partner-schaftliche Zusammenarbeit und das gegenseitige Vertrauen.
Breite Brammen bei Anyang Iron & Steel. Die von SMS Siemag und Salzgitter Flachstahl neu entwickelte Bandgießanlage BCt®.
83

PROJEKtE SmS group newsletter 02 / 2013
Intelligente helfer im Produktionsprozess
SMS Siemag stattet Stranggieß- anlagen mit interaktiven Anlagen- Assistenten aus.
Im Auto, in der Medizintechnik oder in der It spielen Assis-tenzsysteme eine immer wichtigere Rolle. Sie warnen vor Unfallrisiken, helfen körperliche Beeinträchtigungen über-winden oder leiten durch die Installation von Software. Sie unterstützen den Anwender und sorgen für mehr Sicher-heit, Kontrolle und Komfort. Assistenzsysteme in der in-dustriellen Fertigung tragen zu höherer Produktqualität, Produktivität und letztlich zu Kosteneinsparungen bei.
Herr Geerkens, SMS Siemag konstruiert und baut seit mehr als 50 Jahren Stranggießanlagen. Ist die technik so vielfältig und anspruchsvoll geworden, dass die Bedie-ner – also Ihre Kunden – Unterstützung benötigen?Ja, so ist es. In den letzten Jahren haben wir viele techno-logien entwickelt, die den Prozessablauf und damit weitere Parameter für die Erzeugung von hoher Produktqualität be-einflussen können. Und es werden während des Gießens mehr Daten denn je erhoben. Im leitstand kommt dies alles zusammen und es müssen schnelle Entscheidungen ge-troffen werden: Fahre ich den Prozess so weiter oder muss ich was ändern. Das ist tatsächlich sehr anspruchsvoll.
Dazu muss man auch sagen, dass unsere Kunden im-mer höherwertige Produkte auf ihren Anlagen produzieren und ihr Portfolio auch in Zukunft erweitern werden. Diese hochwertigen Produkte haben unterschiedliche Ansprüche und die gilt es zu berücksichtigen. Nicht zu vergessen ist das Anliegen unserer Kunden, die Betriebskosten zu sen-ken. hier können unsere Anlagen-Assistenten wesentliche Unterstützung leisten.
Wie sieht die Unterstützung durch die Assistenten konkret aus? Bei den meisten unserer Assistenten geht es tatsächlich um eine Unterstützung im Produktionsprozess. Die Assis-tenten sind interaktiv in der lage, den Benutzer unter sei-
Interview
christian Geerkensmitglied der
Geschäftsbereichs-
leitung Stranggieß-
anlagen.
christian [email protected]
ner Anleitung und Kontrolle zu entlas-ten. Sie stellen direkt und schnell die erforderlichen Daten zum Betriebszu-stand bereit, auf deren Grundlage das Bedienpersonal die Anlage optimal fahren kann.
Genauso wichtig ist uns auch die andere Seite: Unsere Anlagen-Assis-tenten bringen einen unmittelbaren Kundennutzen. Mit ihrem Einsatz kann zum Beispiel das Risiko von Stillstän-den oder auch der Wartungsaufwand gesenkt werden.
Das ist schon ein großer Leistungs-umfang. Stellen Sie uns einen Assis-tenten vor?Die hD (high-Definition) mold ist un-ser Stranggießassistent (Casting as-sistant). Zuverlässiger als alle be-kannten Messverfahren ermöglicht die hD mold die Kontrolle und Steue-rung des Gießprozesses. herzstück ist die neu entwickelte temperaturmes-sung, basierend auf der lichtwellen-leitertechnik. Durchbrüche und Ober-flächenlängsrisse werden früher und zuverlässiger erkannt, weil das Bedi-enpersonal den Gießprozess „bis in den letzten Winkel“ beobachten kann.Ebenso gibt es X-Cast®lASr, den Aus-richtassistenten (Aligning Assistant) und ECO-Mode, den Energiesparas-sistenten (Powersave Assistant) und einige Assistenten mehr, die wir unse-ren Kunden vorstellen, anbieten und liefern werden.
84

HD mold – der Stranggieß-Assistent (Casting Assistant)
Die hD mold ermöglicht die Kontrolle und Steuerung des Gießprozesses. herzstück ist die neu entwickelte temperatur-messung mit lichtwellenleitertechnik. Durchbrüche und Oberflächenlängsrisse werden früher und zuverlässiger erkannt, weil das Bedienpersonal den Gießprozess „bis in den letzten Winkel“ beobachten kann.
Innovative lichtwellenleitertechnik: Schnellere temperaturerfassung, deutlich höhere Signalauflösung
höhere Prozessqualität, bessere Brammenqualität
Frühzeitige Erkennung von Betriebs- störungen, mehr Reaktionszeit für das Bedienpersonal
Kostenersparnis durch weniger Betriebsausfälle, weniger Produktmängel und weniger Wartung
X-Cast®LASr – der Ausrichtassistent (Aligning Assistant)
Mit X-Cast®lASr, dem Ausrichtassistenten von SMS Siemag, wird die Strangführung einfach und ergebnissicher vermessen und ausgerichtet.Der neue Ausrichtassistent X-Cast®lASr führt das Bedienper-sonal durch die Messung. Die Messwerte werden direkt in die neu entwickelte, anwenderfreundliche Software eingespielt, übertragungsfehler sind somit ausgeschlossen.
Innovative lasertechnik mit dreidimensio-naler Erfassung, Verarbeitung und Darstel-lung
Durchgehend rechnergestützter Arbeits-prozess für eine reproduzierbare, hohe Ausrichtgenauigkeit zur Sicherstellung einer hohen Brammenqualität
Zeitersparnis bei Montage und Instand- haltung
Einsatz von dreidimensionalen Konstrukti-onsmodellen als Bezugsdaten
Mobil einsetzbar in allen Stranggießanlagen
ECO-Mode – der Energiesparassistent (Powersave Assistant)
ECO-Mode, der Powersaveassistent von SMS Siemag, ermög-licht eine energiereduzierte Betriebsart, indem die elektri-schen Verbraucher automatisch abgeschaltet oder auf mini-male leistung reduziert werden. Verschiedene Betriebstests haben bewiesen: Mit ECO-Mode spart der Anlagenbetreiber bis zu zehn Prozent des durchschnittlichen Energieverbrauchs
der ausgewählten Aggregate.
Mögliche Kostenersparnis bei den Ver-bräuchen von bis zu zehn Prozent jährlich
Beitrag zur Energieeffizienz und zum res-sourcenschonenden Anlagenbetrieb
Jederzeit einsetzbar und erweiterbar
Bedienphilosophie, Visualisierung und Automation in enger Abstimmung mit dem Kunden
Eine Integration in die vorhandene Anlagenautomation ist möglich
85

86
Anlieferung der Ständer im Werk.
TEcHNIScHE DATEN Inbetriebnahme Oktober 2012 Jahresproduktion 700.000 tBlechbreite max. 4.100 mm Blechdicke 5 bis 200 mm
iDAtEN + FAKtEN

PROJEKtE WARMWAlZWERKE
NlMK DanSteel A/S und SMS Siemag haben gemeinsam das Walzwerk des russisch-dänischen Grobblechherstel-lers in Frederiksvaerk (Dänemark) modernisiert. Mit einem neuen 4,2-m-Grobblechgerüst, einer neuen Warmblech-Richtmaschine sowie der dazugehörigen X-Pact®-Elektrik und -Automation kann NlMK DanSteel jetzt wesentlich breitere und dickere Bleche mit ei-ner besseren Qualität als zuvor lie-fern. Die Modernisierung war eine der größten Investitionen in einem europäischen Grobblechwalzwerk in den letzten Jahren.
Igor Sarkits, CEO von NlMK Europe, bezeichnete die Inbetrieb-nahme als einen Meilenstein für das Unternehmen. „Diese Moder-nisierung unterstützt das nachhal-tige Wachstum in unseren Kern-märkten wie dem Schiffbau oder bei Baumaschinen und gibt uns große Wachstumschancen in Zu-kunftsfeldern wie Off-Shore-Wind-parks und Off-Shore-Bohrinseln.“
NEUES cVc® pLUS-DESIGN
Kernstück der Modernisierung war die Installation des modernen 4,2-m-Grobblechgerüsts mit CVC® plus-tech-nologie, Arbeitswalzenbiegung und hydraulischen Anstel-lungen. Es ersetzte das über 50 Jahre alte 3,6-m-Gerüst des Unternehmens. Mit dem neuen Grobblechgerüst kann
EIN MEIlENStEIN FüR NAChhAltIGES
WAChStUMDie Modernisierung des Grobblechwalzwerkes von NlMK DanSteel A/S
gehörte in diesem Bereich zu den größten Projekten europaweit.
NlMK DanSteel Bleche mit Breiten bis 4.100 Millimeter und Dicken von fünf bis 200 Millimetern produzieren.
Als erstes Grobblechgerüst weltweit ist das 4,2-m- Gerüst mit dem sogenannten koaxialen CVC® plus-System ausgestattet. Bei dieser neuen konstruktiven lösung ist das Verschiebesystem so ausgeführt, dass es mit der Arbeits-
walze vertikal verfahren werden kann. Dieses Konzept ermöglicht einen sehr großen Walzenaufgang und zeichnet sich darüber hinaus durch seine ein-fache und robuste Bauart aus.
Das neue Walzgerüst arbeitet komplett mit der X-Pact®-Elektrik und -Automation von SMS Siemag. Dazu gehören die Energievertei-lung, Antriebstechnik und die level 1- und level 2-Systeme. Im Bereich der technologischen Prozessmodelle ist neben der Stichplanberechnung (Pass Schedule Calculation, PSC) vor allem die Profil- und Planheitsrege-lung (Profile and Flatness Control, PFC) zu nennen, die für jeden Stich unter Berücksichtigung der Walz-
kraft die ideale Verschiebeposition der Walzen und die Bie-gekraft errechnet. Damit werden bei einem Minimum an Stichen sehr gute Blechqualitäten erreicht.
Das Bedienpersonal hat vom neuen Steuerstand mit dem ergonomischen Bedienpult aus ideale Sicht auf den Walzprozess. Die hMI-Systeme sind konsequent auf die
Blicken auf eine gute Zusammenarbeit zurück: Projektleiter Allan thomasen (NlMK DanSteel) und Bauleiter Ingo troch (SMS Siemag).
87

PROJEKtE SmS group newsletter 02 / 201388
Anforderungen der Nutzer ausgerichtet und stellen alle relevanten Informationen übersichtlich zur Verfügung.
Der Gerüstantrieb erfolgt über zwei Synchronmotoren mit jeweils 7.000 Kilowatt Nennleistung und Flachzap-fenspindeln. Dank der robusten Bauart bieten Flachzap-fenspindeln im Vergleich zu anderen Spindeltypen eine deutlich höhere Drehmomentkapazität und eine größere Betriebssicherheit. Zur Verschiebung der Arbeitswalzen verfügen die Spindeln über einen längenausgleich. Neben dem Walzgerüst lieferte SMS Siemag auch eine moderne Walzenwerkstatt.
BREITERE BLEcHE RIcHTEN UND TRANSpORTIEREN
Darüber hinaus installierte SMS Siemag auch eine neue 9-Rollen-Warmblech-Richtmaschine. Die Anstellung der Richtrollen geschieht rein hydraulisch, wobei die Ein- und die Auslaufrolle separat angestellt werden können. Der Antrieb erfolgt über drei frequenzgeregelte Gruppenan-triebe. Die richtigen Anstellwerte sowie die Antriebsmo-mente errechnet das X-Pact® Richtmodell. NlMK DanS-teel kann mit der Maschine Bleche mit Dicken von fünf bis 100 Millimetern richten.
EIN UmBAU mIT zAHLREIcHEN HERAUSFORDERUNGEN
Der Umbau der Anlage war in den Monaten zuvor intensiv vorbereitet worden. Das Walzgerüst und die Warmblech-Richtmaschine wurden in der SMS Siemag-Werkstatt in hilchenbach vormontiert und getestet. Die gesamte X-Pact®-Elektrik und -Automation testete SMS Siemag vorab in seinen testfeldern mit dem „Plug & Work“-Ver-
fahren. Dabei fand auch das training der Bediener und Instandhalter statt. Sie konnten so die für sie wichtigen Bedienungs- und Instandhaltungsszenarien durchspielen.
Die neuen Schaltanlagen und Automationskomponen-ten wurden teilweise schon während der noch laufenden Produktion in den ausgebauten elektrischen Betriebsräu-men installiert. Die Energieversorgung für das Walzwerk wurde in einem neuen Elektrogebäude untergebracht und vorab in Betrieb gesetzt. Nur so war die kurze Umbauzeit realisierbar.
Die größte herausforderung während des Umbaus war die Demontage des alten und die Montage des neuen Ge-rüsts. Die Ständer des alten 3,6-m-Gerüsts wurden geteilt und in großen Einheiten aus der halle transportiert. An-schließend folgte die Anpassung der Fundamente. Dank des eigenen hafens konnten die Walzenständer des neuen Gerüsts direkt per Schiff zum NlMK DanSteel-Werk gelie-fert werden. Die Ständer wurden über ein Verschlittungs-system zur halle verfahren und dann mit einem hubgerüst in die Walzlinie eingebracht. Mit der Vormontage der Ein-richtungen in der SMS Siemag-Werkstatt war sicherge-stellt, dass die Fertigmontage des Gerüsts und der Warm-blech-Richtmaschine ohne aufwändige Nacharbeiten innerhalb der kurzen Umbauzeit erfolgen konnte.
www.sms-siemag.de/warmwalzwerke
Ergonomisch und übersichtlich: der Arbeitsplatz des Bedieners. Das neue 4,2-m-Walzgerüst bei der Vormontage.
88

PROJEKtE WARMWAlZWERKE
Allan Thomasen
Technischer Leiter
bei NLmK DanSteel,
war maßgeblich
für das modernisie-
rungsprojekt
verantwortlich.
Ein großer Schritt
Nach einem intensiven gemeinsamen Projekt zieht DanSteel Bilanz.
Allan thomasen, technischer leiter bei NlMK DanSteel, hat die Modernisierungsmaßnahmen auf Kundenseite ver-antwortet. Im Interview spricht er über die Zusammenar-beit, die Auswirkungen und die Zukunft des Unternehmens.
Herr thomasen, Sie waren in den letzten Jahren bei NLMK DanSteel maßgeblich verantwortlich für das Projekt. Wie beurteilen Sie die Zusammenarbeit mit SMS Siemag?Die Zusammenarbeit mit SMS Siemag war während des Umbaus sehr gut. Die Mitarbeiter dort sind sehr professio-nell und es war äußerst unkompliziert, mit ihnen zu arbeiten. Gibt es einen besonderen Moment, an den Sie denken, wenn Sie auf die letzten zwei Jahre zurückblicken?Da gibt es viele Momente, aber besonders beeindruckend war natürlich, als wir mit dem neuen Gerüst das erste Blech gewalzt haben. Dies in so einer kurzen Zeit geschafft zu ha-ben war für mich ein Zeichen der guten Zusammenarbeit.
Was sind die Vorteile des neuen 4,2-m-Walzgerüsts im Hinblick auf die Produktqualität?Wir haben bereits jetzt unter Beweis gestellt, dass wir neue Güten produzieren können. Außerdem können wir Bleche mit größerer Breite und in einem größeren Dickenbereich herstellen. Damit erschließen wir neue Märkte.
Wie ist die Bedienung der Anlage vom neuen Steuerstand aus und mit dem neuen HMI? Im neuen Steuerstand sind jetzt der Ofen und das Gerüst zusammengefasst, sodass wir einen sehr guten über-blick über die Produktion haben und die Bediener besser zusammenarbeiten können. Das neue hMI hilft vor allem auch der Instandhaltung. Sie kann auf einen Blick sehen, was in der Anlage vor sich geht und was zu tun ist.
Wie sehen Sie die Zukunft von NLMK DanSteel? Ich denke, das Modernisierungsprojekt war ein großer Schritt in Richtung Zukunft für NlMK DanSteel. Wir haben unsere Marktposition in Europa deutlich verbessert.
Interview
Oben: Das neue 4,2-m-Walzgerüst.Unten: Kompakt: das neue CVC® plus-System.
Unter dem QR-code
gibt es einen kurzen
Film zur moderni-
sierungsmaßnahme
bei DanSteel:
www.sms-siemag.
com/qr/danplate
ONlINE
89

PROJEKtE SmS group newsletter 02 / 2013
Vyksa Steel gehört zur russischen OMK-Gruppe und ist seit vielen Jahren auf die herstellung von Großrohren für den Erdöl- und Erdgastransport spezialisiert. Das Unterneh-men lieferte etwa Rohre für die Nord-Stream-Unterwas-serpipeline, eines der anspruchsvollsten Pipelineprojekte der letzten Jahre.
2011 hat Vyksa Steel ein neues 5,0-m-Grobblechwalz-werk von SMS Siemag in Betrieb genommen, um hochwer-tige Bleche als Vormaterial zur Rohrproduktion selbst her-stellen zu können. Im Jahr 2012 unterstützte SMS Siemag Vyksa Steel in einem mehrmonatigen Kooperationsprojekt bei der Neuentwicklung von Prozesstechnologien für eine stabile und reproduzierbare Erzeugung von hochfesten Rohrgüten.
STABILE UND REpRODUzIERBARE pROzESSE
Eine herausforderung bei der herstellung von hochwerti-gen Rohrgüten, liegt in der Darstellung der Eigenschafts-kombination aus Festigkeit, Zähigkeit mit tiefer übergang-stemperatur sowie Schweißbarkeit. Dabei müssen die bekannten Normen, wie beispielsweise die GOSt-Norm (Russland) oder der Standard API 5l des American Pet-roleum Institute sowie die spezifischen liefervorschriften eines Pipelineprojektes eingehalten werden.
Gemeinsam mit Ingenieuren von Vyksa Steel entwickel-ten Werkstoff-Fachleute von SMS Siemag Prozesstechno-logien, die auf die Anlage von Vyksa Steel abgestimmt sind. Dort befindet sich mit dem 120-MN-Walzgerüst eines der
NEUENtWICKlUNG VON PROZESS - tECh NOlOGIEN
Vyksa Steel entwickelte gemeinsam mit SMS Siemag ein Konzept, um sein Know-how zur Produktion von hochfesten Rohrgüten zu erweitern.
stärksten Gerüste weltweit. Die 42 Meter lange Sprühküh-lung und die Prozessmodelle der X-Pact®-Elektrik- und -Automation sind weitere hochmoderne Einrichtungen zum thermomechanischen Walzen.
Im Mittelpunkt der Know-how-Entwicklung für hoch-feste Rohrgüten standen neben den Vorgaben zur chemi-schen Zusammensetzung vor allem die Prozessparameter für das Walzen, Kühlen und Richten der Bleche. So wur-de insbesondere die Walzung von Blechen der Sorten K60 (API-X70) und K65 (API-X80) in Dickenbereichen von 38 Mil-limetern bzw. 28 Millimetern durch mehrstufige Walzstra-tegien verbessert. Diese Bleche werden unter anderem für die Nord Stream-trasse in der Ostsee und für die South Stream-Pipeline eingesetzt. Besonderes Augenmerk wur-de auf die homogenität der Eigenschaften über die Blech-länge und -breite gelegt. Die Prozessparameter wurden gezielt angepasst. Dadurch liegen die technologischen Ei-genschaften über der Blechlänge und -breite in engen to-leranzen. Dies verbesserte die Ausbringung, da Kopf- und Fußschrott sowie Kantentrimmverluste minimiert werden konnten.
Neben den marktgängigen Güten bis hin zur Festig-keitsklasse GOSt K65 (API-X80) wurden auch Bleche der Stufe GOSt K80 (API-X100/X120) bis hin zu 45 Millimetern Blechdicke hergestellt. Damit wurde die Grundlage für ei-ne spätere Produktionseinführung gelegt. Weiterhin führ-ten Vyksa Steel und SMS Siemag erste Untersuchungen zur herstellung von Blechen für Pipelines nach dem so-
90

wie Isotopenmessung von Blechdicke und Blechprofil, op-tische Breitenmessung, Prüfung auf innere Risse durch Durchlaufultraschallprüfung, Oberflächeninspektion auf Blechober- und -unterseite sowie lasergestützte längen- und Dickenmessung.
www.sms-siemag.com/warmwalzwerke
Pyrometer und Sensoren vor dem Walzgerüst dienen zur Prozessüberwachung. Ultraschallprüfung zur Erkennung von Innenrissen.
DAtEN + FAKtEN5,0-m GROBBLEcHWALzWERK VYKSA STEEL Inbetriebnahme November 2011
Jahreskapazität 1,2 mio. t
Stahlgüten Rohrgüten bis x120, maschinenbaustahl, Schiffbaustahl, Brücken- und andere
Baustähle
Blechdicke 7 – 150 mm
Blechbreite 1.400 – 4.800 mm
Gewicht max. 40,0 t
i
genannten „Strain-based Design“ durch, die zum Beispiel für Rohrleitungen in erdbebengefährdeten Regionen zur Anwendung kommen.
WERKSTOFFpRüFUNG Im LABOR
Die Ermittlung und Dokumentation der technologischen Werkstoffeigenschaften im Prüflabor ist ein entscheiden-der Faktor bei der Zulassung von Großrohren. SMS Siemag half Vyksa Steel, ein neues Prüflabor einzurichten. hier können mit modernen Einrichtungen alle gängigen Versu-che zur Werkstoffprüfung wie Zugversuche (bis 2.000 kN), Faltversuche, Kerbschlagbiegeversuche (bis 750 J), Fall-gewichtsversuche (DWtt, 90.000 kN) und chemische tests nach NACE-Standard durchgeführt werden.
Die Qualitätskette beginnt mit der Prüfung der Bram-men. Vyksa Steel kauft die Brammen zu, da das Unterneh-men zurzeit nicht über eine eigene Brammenerzeugung verfügt. Die Brammenprüfung umfasst die Geometriekon-trolle sowie die überprüfung der Oberflächenqualität und des Seigerungsverhaltens.
Die Probenentnahme am Fertigblech erfolgt an der Querteilschere in der Scherenlinie. Je nach Anforderungen werden hier Probenstreifen sowohl an den Enden des Walz-bleches als auch in der Mitte des Mutterblechs entnommen. Die bis zu 4.800 Millimeter langen Probenstreifen schneidet die Probenschere in kleinere, handhabbare Stücke.
Neben dem Nachweis der technologischen Eigenschaf-ten umfasst die Qualitätsprüfung weitere Prüfmethoden,
91
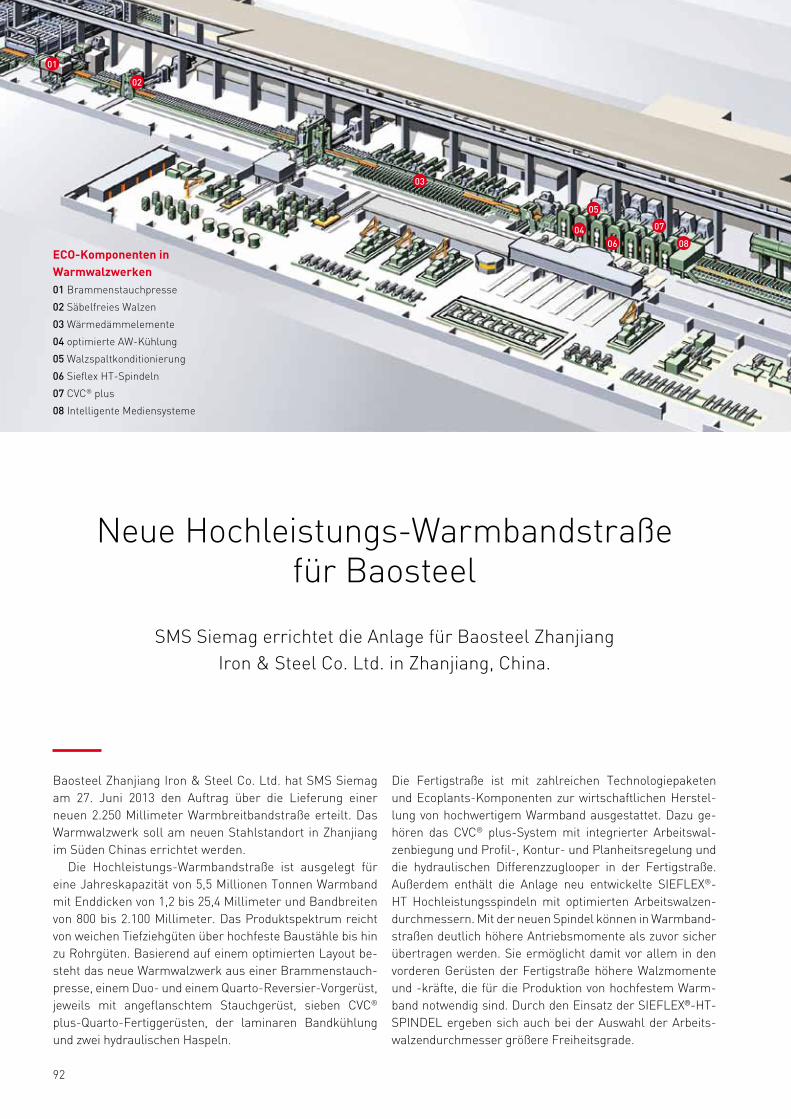
Baosteel Zhanjiang Iron & Steel Co. ltd. hat SMS Siemag am 27. Juni 2013 den Auftrag über die lieferung einer neuen 2.250 Millimeter Warmbreitbandstraße erteilt. Das Warmwalzwerk soll am neuen Stahlstandort in Zhanjiang im Süden Chinas errichtet werden.
Die hochleistungs-Warmbandstraße ist ausgelegt für eine Jahreskapazität von 5,5 Millionen tonnen Warmband mit Enddicken von 1,2 bis 25,4 Millimeter und Bandbreiten von 800 bis 2.100 Millimeter. Das Produktspektrum reicht von weichen tiefziehgüten über hochfeste Baustähle bis hin zu Rohrgüten. Basierend auf einem optimierten layout be-steht das neue Warmwalzwerk aus einer Brammenstauch-presse, einem Duo- und einem Quarto-Reversier-Vorgerüst, jeweils mit angeflanschtem Stauchgerüst, sieben CVC® plus-Quarto-Fertiggerüsten, der laminaren Bandkühlung und zwei hydraulischen haspeln.
Neue hochleistungs-Warmbandstraße für Baosteel
SMS Siemag errichtet die Anlage für Baosteel Zhanjiang Iron & Steel Co. ltd. in Zhanjiang, China.
Die Fertigstraße ist mit zahlreichen technologiepaketen und Ecoplants-Komponenten zur wirtschaftlichen herstel-lung von hochwertigem Warmband ausgestattet. Dazu ge-hören das CVC® plus-System mit integrierter Arbeitswal-zenbiegung und Profil-, Kontur- und Planheitsregelung und die hydraulischen Differenzzuglooper in der Fertigstraße. Außerdem enthält die Anlage neu entwickelte SIEFlEX®-ht hochleistungsspindeln mit optimierten Arbeitswalzen-durchmessern. Mit der neuen Spindel können in Warmband-straßen deutlich höhere Antriebsmomente als zuvor sicher übertragen werden. Sie ermöglicht damit vor allem in den vorderen Gerüsten der Fertigstraße höhere Walzmomente und -kräfte, die für die Produktion von hochfestem Warm-band notwendig sind. Durch den Einsatz der SIEFlEX®-ht-SPINDEl ergeben sich auch bei der Auswahl der Arbeits-walzendurchmesser größere Freiheitsgrade.
92
01
ECO-Komponenten in Warmwalzwerken01 Brammenstauchpresse
02 Säbelfreies Walzen
03 Wärmedämmelemente
04 optimierte AW-Kühlung
05 Walzspaltkonditionierung
06 Sieflex ht-Spindeln
07 CVC® plus
08 Intelligente Mediensysteme
02
03
04
05
06
07
08

www.sms-siemag.com/warmwalzwerke
DAtEN + FAKtENTEcHNIScHE DATENInbetriebnahme 2015Jahreskapazität 5,5 mio. tBanddicke 1,2 – 25,4 mmBandbreite 800 – 2.100 mmBundgewicht max. 38 tStahlgüten Kohlenstoffstähle, Rohrstähle,
Schiffbaustähle, IF-Stähle
HAUpTKOmpONENTEN
Brammenstauchpresse
Duo-Reversier-Vorgerüst mit Staucher
Quarto-Reversier-Vorgerüst mit Staucher
Wärmehauben
Kurbelschopfschere
Sieben Quarto-Fertiggerüste mit CVC® plus-technologie
laminare Bandkühlung
2 hydraulische haspel
i
Die Inbetriebnahme der Warmbandstraße ist für Ende 2015 geplant. Die Anlage wird einen neuen Standard für effektive und wirtschaftliche Warmbandproduktion in China und der Welt setzen.
Seit dem Jahr 2000 hat SMS Siemag weltweit 15 Aufträ-ge für hochleistungs-Warmbreitbandstraßen bekommen. Für Baosteel ist es die zweite Warmbreitbandstraße von SMS Siemag. Die erste wurde Ende der 80er Jahre in Be-trieb genommen und hat bis heute über 120 Millionen tonnen Warmband produziert.
Anfang Juli 2013 besuchte he Wenbo (8. v. l), President der Baosteel Group Corporation, mit einer größeren Delegation das lernWerk und die SMS Siemag-Fertigung in hilchenbach. Unter der leitung von Dieter Rosenthal (10. v. l.), Mitglied des Vorstands der SMS Siemag, wurde ihm das duale Ausbildungssystem vorgestellt.
93

»Zum Glück passiert es selten – aber manchmal passiert es doch: Ein scheinbar kleiner Fehler während der laufen-den Produktion hat fatale Folgen und ein Walzwerk gerät in Brand. Um die Konsequenzen für den betroffenen Anla-genbetreiber so gering wie möglich zu halten, ist viel Erfah-rung erforderlich. Mit Fachwissen und organisatorischem Geschick konnte SMS Siemag die Wickeder Westfalenstahl Gmbh, Deutschland, tatkräftig unterstützen und eine an-spruchsvolle Reparatur zügig zum Erfolg führen.« Klaus Grimm, der zuständige Projektleiter im Geschäftsbereich Kaltwalzwerke, bringt hier seine Erfahrung auf den Punkt.
Die ursprünglich von SIEMAG gelieferte Quarto-Rever-sierkaltwalzanlage bei Wickeder Westfalenstahl hat 1969 den Betrieb aufgenommen und wurde seitdem mehrfach modernisiert. Sie ist ein „Multitalent“, auf dem Wickeder Westfalenstahl ein großes Materialspektrum von weichen bis zu höchstfesten Güten und plattiertem Material im Mit-telbandformat bis 700 Millimeter Bandbreite auf minimale Enddicke bis 0,15 Millimeter walzt.
Während der Produktion wurde am Aufwickelhaspel ein hydraulikrohr beschädigt. Öl trat aus dem Rohr aus und entzündete sich. Das Feuer griff schnell auf Walzgerüst und Antriebsseite über. Sowohl durch das Feuer wie aber auch durch die löscharbeiten wurden die Dunstabsaugung einschließlich des Kamins, mechanische und elektrische Einrichtungen, sowie Medien und Messtechnik im Gerüst-bereich und auf der Antriebsseite stark beschädigt. Nach der Schadensermittlung beauftragte Wickeder Westfalen-
BRANDSChADEN SChNEllStMÖGlICh
BEhOBENNach einem Brand an der Reversierkaltwalzanlage bei der
Wickeder Westfalenstahl Gmbh übernahm SMS Siemag die Wiederherstellung der schwer beschädigten Reversieranlage.
stahl SMS Siemag mit der Wiederherstellung der Anlage und der Koordinierung der gesamten Abwicklung, an der verschiedene Zulieferer beteiligt waren. SMS Siemag lie-ferte die mechanischen Einrichtungen und war verantwort-lich für die Koordination der Gesamtmontage.
AUSTAUScH WAR UNUmGäNGLIcH
Die Messgeräte im gerüstnahen Bereich und die antriebs-seitigen hydraulikventilstände wurden durch Flammen bzw. löschmittel in Mitleidenschaft gezogen und mussten
DAtEN + FAKtENmEILENSTEINEAuftragserteilung 01. September 2012
Erstes Band 18. märz 2013
Abnahme durch Wickeder 17. April 2013 Westfalenstahl
Bereits zum Zeitpunkt der Abnahme wurden die Produktionsdaten wie min. Enddicke bei max. Ge-schwindigkeit für die unterschiedlichsten Qualitäten nachgewiesen, sodass die Anlage ohne Verzögerung wieder in die Produktion eingegliedert werden konnte.
i
PROJEKtE SmS group newsletter 02 / 2013
94

www.wickeder.de
Erstrahlt in neuem Glanz: die Reversieranlage nach der Reparatur.
Das Reversierkaltwalzgerüst in Quarto- bauweise ist wieder produktionsbereit.
»UNSER ZIEl WAR, DIE BESChÄDIGtE WAlZANlAGE SChNEllSt- MÖGlICh INStAND ZU SEtZEN. DABEI hAt UNS SMS SIEMAG AUF DIE
BEStMÖGlIChE WEISE UNtERStütZt.«
Andreas Wellié, leiter technische Dienste bei Wickeder Westfalenstahl
teilweise repariert bzw. ersetzt werden. Mechanische Ein-richtungen, wie Getriebe, Antriebsspindeln, hydraulische Anstellung und Arbeitswalzenbiegung, wurden in der hil-chenbacher Werkstatt von SMS Siemag inspiziert. Dichtun-gen und Verschleißteile wurden erneuert. Ein Austausch der kompletten hydraulikverrohrung im Gerüstbereich und auf der Antriebsseite waren unumgänglich.
Von dem Brand nur gering in Mitleidenschaft gezogen wurden Bundvorbereitungsstation, Wendehaspel und Um-wickellinie. hier wurden die hydraulikventile und Dichtun-gen an den Zylindern vorbeugend ausgetauscht. Andere Komponenten im Ölkeller, wie die Zentralölschmieranlage und MORGOIl®-Schmieranlagen, waren vom Brand nicht direkt betroffen, wurden aber sicherheitshalber inspiziert und konnten nach einer gründlichen Reinigung wieder in Betrieb genommen werden.
Die größte herausforderung für SMS Siemag lag darin, den knapp kalkulierten Projektzeitplan einzuhalten, um zum frühestmöglichen Zeitpunkt die Betriebsbereitschaft wiederherzustellen. Eine weitere herausforderung lag in
der vorhandenen Dokumentation. Die Anlage war in ihrem langjährigen Bestehen mehrfach modifiziert worden. Man-che Informationen mussten gemeinsam mit dem Projekt-team von Wickeder Westfalenstahl rekonstruiert werden. Durch eine intensive und gut koordinierte Zusammenarbeit aller Beteiligten konnten die herausforderungen zeitnah gemeistert werden, sodass die Reversieranlage terminge-recht ihren Betrieb wieder aufnehmen konnte.
PROJEKtE KAltWAlZWERKE

PROJEKtE WARM- UND KAltWAlZWERKE SmS group newsletter 02 / 2013
Das erste Band auf dem neuen UNI-plus- Coiler.
Einlaufseite der Reversier- und Dressier-anlage bei Starcore.
RCM von KYCR wird zur Compact Cold Mill ausgebaut.
www.sms-siemag.com/warmwalzwerke
hochfeste Stähle
Abnahme bei Starcore
Konzept für den Ausbau
Erfolgreicher Umbau bei taiyuan Iron & Steel.
Erfolg für indisches SMS Siemag Joint Venture.
Kaltwalzwerk bei KYCR erweitert.
SMS Siemag hat bei taiyuan Iron & Steel, China, die Kühlstrecke modernisiert und einen UNI-plus-Coiler installiert. Die neuen Einrich-tungen ermöglichen dem Kunden die Produktion von Warmband mit höchsten Festigkeiten.
Zur Erhöhung der Wassermen-gen und damit der Kühlraten wurde die komplette laminarkühlung durch verstärkte Kühlgruppen er-setzt. Die trimmzonen am Ende der Strecke blieben erhalten. Jede Kühlrohrreihe lässt sich separat schalten, sodass verschiedenste Kühlstrategien sehr flexibel umge-setzt werden können.
Der neue haspel ist der erste UNI-plus-Coiler Chinas. Bereits frühzeitig wurden X100-Bänder mit 20 Millimetern Dicke und einer Breite von 1.829 Millimetern gewi-ckelt. Als einer der stärksten has-pel weltweit ist er auch für Rohrgü-ten bis X120 ausgelegt.
Am 20. März 2013 erhielt Esmech Equipment Pvt. ltd. die Abnah-me (FAC) von Starcore Co. ltd. für die kombinierte Reversier- und Dressier-Anlage, die in den Pro-duktionsstätten von Starcore im thailändischen Rayong installiert wurde. Nachdem das erste Band am 26. Oktober 2012 erfolgreich gewalzt worden war, wurde nur vier tage später bereits mit maximaler Walzgeschwindigkeit produziert. Starcore übernahm die eingerüs-tige Kaltwalzanlage in Quartobau-weise mit CVC® plus nach kurzer Optimierungsphase in die eigene Verantwortung. Die Kaltwalzanlage produziert Kaltband, das höchste Anforderungen an die Qualität er-füllt, bei gleichzeitig niedrigen Be-triebskosten. Damit verfügt Star-core über eine Produktionskapazität von 200.000 tonnen Kaltband im Reduzier- und circa 160.000 tonnen im Dressierbetrieb.
KYCR Coil Industries ltd., Bang-ladesch, hat SMS Siemag mit dem Ausbau der vorhandenen CVC® plus-Sexto-Reversierkaltwalzanlage zu einer Compact Cold Mill (CCM®) be-auftragt. Seit 2002 produziert die von SMS Siemag gelieferte eingerüsti-ge Reversierkaltwalzanlage (RCM) bei KYCR Coil Industries limited in Chittagong Kaltband im Breitenbe-reich von 600 bis 1.050 Millimetern auf Enddicken bis 0,09 Millimetern. Entsprechend wurde diese Anlage mit CVC® plus-technik speziell für das Walzen von dünnen Bändern konzipiert. Dazu gehört auch der Be-trieb mit schlanken Arbeitswalzen mit einem Mindestdurchmesser von 200 Millimetern für hohe Stichab-nahmen. Die vorhandene RCM wird in eine zweigerüstige CCM® mit CVC® plus in beiden Walzgerüsten ausgebaut. KYCR erhöht damit die jährliche Produktionskapazität auf ca. 170.000 tonnen.
www.esmech.com www.sms-siemag.com/kaltwalzwerke
96

PROJEKtE AlUMINIUMANlAGEN
DOPPEltER ERFOlGDer chinesische Aluminiumhersteller luoyang Wanji
Processing Company erteilte SMS Siemag nach zügiger Inbetriebnahme das FAC für die beiden neuen CVC® plus-Sexto-Kaltwalzanlagen.
Nachdem das erste Band bereits Ende Mai 2012 auf der Kaltwalzanlage Nr. 1 gewalzt worden war, konnte noch im gleichen Jahr die sogenannte „Warminbetriebnahme“ erfolgreich am 18. Oktober mit Erteilung des „Final Ac-ceptance Certificates“ (FAC) abgeschlossen und die Walz-anlage in den regulären Produktionsbetrieb übernommen werden. Nur wenig später, am 30. März 2013, konnte der Erfolg wiederholt werden. Auch Kaltwalzwerk Nr. 2 erhielt die endgültige Abnahme.
luoyang Wanji verfügt nun im neuen Werk in der ostchi-nesischen Provinz henan über eine installierte Produkti-onskapazität von 260.000 tonnen und hat ein wichtiges Etappenziel beim Einstieg in die Produktion von hochwerti-gem Aluminiumkaltband, im Breitenbereich bis 2.150 Milli-meter und mit Enddicken bis 0,1 Millimeter, für ein weites Einsatzspektrum erreicht.
Für luoyang Wanji hat sich das Vertrauen in die An-lagentechnik von SMS Siemag und in die hohe Qualität der Ausrüstung bewährt.
www.sms-siemag.com/aluminium
Eines der beiden neuen moder-nen Aluminiumkaltwalzwerke mit CVC® plus im Einsatz bei
luoyang Wanji.
Aufwickeln des Fertigbandes mit Unterstüt-zung der pneumatisch gedämpften Doppel-glättrolle für ein perfektes Wickelergebnis.
97

98PROJEKtE SmS group newsletter 02 / 2013
iHighlights
Der Multi Plate®
Filter
Drehzahlgeregelte
Filterpumpen halten
die Durchflussmen-
ge von 11.000 litern
verschmutzten Walz-
öls während des
gesamten Filterzyk-
lusses konstant.
zufrieden mit den Ergebnissen der Funktionstests: Kevin Six.
Aufwickelstation für das gebrauchte Filtervlies.
Der multi plate®-Filter überzeugt mit seinen modularen Bauweise.
98

PROJEKtE AlUMINIUMANlAGEN
Bereits im Januar 2013 wurden in der hilchenbacher Fertigung von SMS Siemag die drei Multi Plate®-Filtersysteme montiert, getestet und für den Versand nach Zouping in der chinesischen Provinz Shandong vor-bereitet. Die drei baugleichen Filter-systeme der Baugröße MPF 3-21 wer-den bei Shandong Weiqiao Aluminium Electricity Co. ltd. die Reinigung des Walzöls der neuen dreigerüstigen tandemkaltwalzstraße übernehmen. Mit ihrer Reinigungskapazität von ins-gesamt 33.000 litern pro Minute ge-hören sie zu den leistungsstärksten Filteranlagen dieses typs, die SMS Siemag bisher geliefert hat.
Die Multi Plate®-Filter sind teil eines Großauftrages, den der chine-sische Aluminiumproduzent Shan-dong Weiqiao Aluminium Electricity Co. ltd. SMS Siemag Ende 2011 er-teilt hat. Sie werden bei der neuen dreigerüstigen tandemstraße ein-gesetzt, die Aluminiumkaltband im
KOMPAKt UND lEIStUNGSStARK
Die drei neuen Multi Plate®-Filtersysteme, die SMS Siemag an Shandong Weiqiao Aluminium Electricity Co. ltd. geliefert hat,
reinigen zusammen bis zu 33.000 liter Walzöl.
Anlagentyp MPF 3-21
Kapazität 11.000 l/min
Filterplattenstapel 3
Filterkammern 63
Filteroberfläche 87m2
Fakten und Details
Abdelaziz [email protected]
Tobias Hä[email protected]
Breitenbereich bis 2.150 Millimeter und im Dickenbereich von 3,6 bis 0,15 Millimetern walzt. Die jährliche Pro-duktionskapazität dieser Walzanlage beträgt 300.000 tonnen. Entspre-chend wurde die für den Walzbetrieb notwendige Walzölanlage mit einer Kapazität von 30.000 litern pro Minu-te ausgelegt.
Dies ist eine gewaltige Menge Walzöl, die gereinigt werden muss. Drei Multi-Plate®-Filtersysteme der Baugröße MPF 3-21 werden diese Aufgabe übernehmen. Jeder Filter verarbeitet eine maximale Durch-flussmenge von 11.000 litern Walzöl pro Minute. Dazu stehen jeweils drei Filterplattenstapel mit jeweils 21 Fil-terkammern zur Verfügung. Im Janu-ar 2013 wurden die drei Filteranlagen in der hilchenbacher Werkstatt von SMS Siemag montiert, umfassend in ihrer Funktion getestet und jeweils komplett in einem Stück auf die Reise zum Kunden geschickt.
Pneumatikeinheit zur Verteilung der Druckluft.
99

PROJEKtE SmS group newsletter 02 / 2013
Die linie wurde von SMS Siemag ge-liefert und in leipsic in Ohio errichtet. Am 28. Februar 2013 wurde das erste Bund in Spitzenqualität produziert. „herzlichen Glückwunsch an alle Partnerunternehmen der PRO-tEC Coating Company und an das Projekt-team der kontinuierlichen Glühanlage zum gemeinsamen Erreichen eines wichtigen Meilensteins. Wir haben heute gleich beim ersten Versuch SI-ChER das erste Coil in hervorragen-der Qualität produziert. Alle folgenden kaltgewalzten und walzharten Bunde hatten eine gleichbleibend hohe Quali-tät“, sagte der Präsident von PRO-tEC, Bryan P. Vaughn.
Neben der Konstruktion und Ferti-gung der mechanischen Einrichtun-gen gehörte auch die komplette Elekt-rik und Automation zum lieferumfang von SMS Siemag.
Die linie kann pro Jahr etwa 500.000 tonnen hochfestes Stahlband für Autos, lKWs und SUV-Fahrzeuge herstellen. Der Glühvorgang in Ver-bindung mit besonders hohen Kühlra-ten und mit dem tempern verringert die durch den Walzprozess hervorge-rufene Kaltverfestigung im Material und stellt die hochwertigen metallur-gischen Eigenschaften ein. Um den gesamten Prozess in der Glühlinie von Anfang bis Ende zu durchlaufen, benö-tigt ein Bund etwa 20 bis 25 Minuten.Der moderne, kontinuierliche Glüh-
Ultrahochfeste Stähle für die Automobilindustrie
PRO-tEC (PRO-tEC Coating Company), USA, hat erfolgreich die kontinuierliche Glühlinie für ultrahochfeste Stahlbänder in Betrieb genommen.
ofen von Drever International kombi-niert das Ultra Fast Cooling System und den Water Quench, um eine hohe Umformbarkeit und Festigkeit zu er-reichen. Durch diese modulare Bau-weise hat PRO-tEC nach dem langsa-men Abkühlen zwei Möglichkeiten. Die Firma kann zwischen dem Ultra Fast Cooling mit einer Abkühlrate von bis zu 120 Kelvin pro Millimeter und Se-kunde oder der Quench mit einer Kühlleistung von mehr als 1.000 Kelvin pro Millimeter und Sekunde wählen.
Um das Gewicht zu verringern und die Kraftstoffersparnis voranzutrei-ben, verwenden die Autobauer zuneh-mend hochfeste Stähle. hinzu kommt, dass diese Stähle helfen, das Unfall-verhalten von Fahrzeugen zu verbes-sern. Dies ist eine der wichtigsten Ei-genschaften eines Autos. Die Glühlinie bei PRO-tEC ist insbesondere darauf
ausgelegt und dafür konstruiert, kalt gewalztes hochfestes und ultrahoch-festes Stahlband für innenliegende Bauteile im gesamten Fahrzeugbe-reich zu produzieren.
Wenn der Quench eingesetzt wird, können martensitische ultrahochfes-te Stahlgüten erzeugt werden, deren Streckgrenze bei über 1.000 MPa liegt. Diese Güten werden hauptsäch-lich für die herstellung von crashsi-cheren hauptbauteilen im Fahr-gastraum verwendet, wie zum Beispiel für die A-Säule und B-Säule oder tür-verstrebungen. Auf diese Weise tra-gen die Stahlprodukte dazu bei, die Sicherheit zu verbessern und gleich-zeitig das Gewicht von modernen Au-tomobilen zu verringern. In einigen Fällen kann eine Gewichtersparnis von 30 bis 40 Prozent erzielt werden. „Diese teile werden leichter sein als diejenigen, die heute hergestellt wer-den, und sie werden eine höhere Fes-tigkeit haben zum Schutz und für die Sicherheit der Insassen“, ergänzt Bryan P. Vaughn.
ULTRA FAST cOOLING SYSTEm
In der kontinuierlichen Glühanlage bei PRO-tEC erzeugt das von Drever ge-lieferte Ultra Fast Kühlsystem für hochfeste Stahlgüten Abkühlungsraten zwischen 100 und 120 Kelvin pro Se-kunde und Millimeter. Das Kühlsystem nutzt dabei die Eigenschaften von
Gute Zusammenarbeit: David hathaway, Projektleiter US Steel (links), und Bernward Nutt, Projektleiter SMS Siemag.
100

»BEI DER hERStEllUNG VON StAhl GEht ES ZUNÄChSt UM DIE RIChtIGE ChEMIE. DOCh DANACh GEht ES UM DIE KUNSt DER RIChtIGEN tEMPERA-
tURFühRUNG BEIM ERWÄRMEN, ABKühlEN UND WIEDERERWÄRMEN.«
Bryan P. Vaughn, Präsident von PRO-tEC.
PROJEKtE BANDANlAGEN UND thERMISChE PROZESStEChNIK
101

PROJEKtE SmS group newsletter 02 / 2013
Wasserstoff (geringe Dichte und hohe Wärmeübertragung), um die Kühlleistung zu erhöhen. Das Beson-dere an der patentierten Ultra Fast Kühlmethode ist das direkte Einleiten von reinem Wasserstoff in die Kühl-kammer.
Dadurch liegt der Wasserstoffanteil in der Kammer bei 20 bis 30 Prozent und ermöglicht so die hohe Kühlleis-tung. Aufgrund der natürlichen Diffusi-on des Gases in die benachbarten Be-reiche kann auf eine komplizierte Abtrennung zu der Kühlzone verzichtet werden. Das bedeutet, dass der Was-serstoffverbrauch in diesem Prozess nicht höher ist als bei herkömmlichem Ofenbetrieb mit fünf Prozent Wasser-stoffanteil im Schutzgas.
WATER QUENcH
Zur herstellung von ultrahochfesten Stählen – insbesondere von martensi-tischen Güten – werden Kühlraten von mehr als 120 Kelvin pro Sekunde und Millimeter benötigt. Die einzige Mög-lichkeit, diese Materialien zu produ-zieren, ist der Einbau einer Quench zum raschen Abkühlen nach dem Glü-hen. In einer Düsenkammer wird Was-ser auf das Band gesprüht, um solche extrem hohen Kühlraten zu erzielen.
Ein speziell konstruierter Spritzbalken mit Schlitzdüsen sorgt für gleichmäßi-ge Abkühlung über die gesamte Band-breite. Dies verhindert Planheitsab-weichungen, Bandverformungen und andere Defekte. Anti-Crimping-Rollen vor der Düsenkammer überwachen die Bandplanheit. Diese Konfiguration erlaubt Kühlraten von mehr als 1.000 Kelvin pro Sekunde und Millimeter.
Nach dem Glühen kann in der Ni-ckel-Flash-Sektion eine Nickelbe-schichtung auf beide Bandseiten auf-gebracht werden. Die elektrolytische Nickel-Flash-Beschichtung findet in einer vertikalen Zelle mit nichtlösli-chen Anoden und einem nickelhalti-gen Elektrolyt statt. Die Beschichtung verleiht dem Band bessere Oberflä-cheneigenschaften für das anschlie-ßende Farb- und elektrolytische Be-schichten.
PRO-tEC ist ein Joint Venture der United States Steel Corporation, USA, und Kobe Steel, ltd., Japan, mit drei Bandbehandlungsanlagen in leipsic,
Inbetriebnahme 2013
Jahreskapazität 500.000 t
Bandbreite 700 – 1.650 mm
Banddicke 0,6 – 2,3 mm
Einlaufgeschwindigkeit 200 m/min
Prozessgeschwindigkeit 140 m/min
Auslaufgeschwindigkeit 200 m/min
Produkte CQ, DQ, DDQ, EDDQ, hSlA, DP, MP, CP, Bh, tRIP und MS
Fakten und Details
Die kontinuierliche Glühanlage bei PRO-tEC.
Ohio. Als ein führender lieferant von beschichtetem Stahl für die äußerst anspruchsvolle Autoindustrie baut PRO-tEC sein Produktportfolio mit den neuen linien aus und wird die Au-tobauer in Zukunft auch mit kaltge-walzten, hochfesten und ultrahochfes-ten Stahlbändern beliefern.
102

DUMA-BANDZINK hat eine neue Einölma-schine entwickelt.
Auslaufseite der Quette, die Drever International an Acroni lieferte.
Neue Einöl-maschine
Breite Bleche vergüten
Entwicklung von DUMA-BANDZINK.
Acroni nimmt Rollen-quette in Betrieb.
Von der Wuxi Changjiang Sheet Me-tal Co. ltd. in Wuxi, Jiangsu, China, erhielt die DUMA-BANDZINK Gmbh, Duisburg, den Auftrag zur lieferung einer weltweit neuen elektrostati-schen Einölmaschine. Erstmalig be-finden sich Düsenbalken für die Standard-Beölung und Sprühkam-mern für Micro-Einölung zusammen in einem Maschinengehäuse. Ein teil der Fertigung wurde vor Ort in China durchgeführt. Auftragnehmer war die SMS Siemag technology (Suzhou) Co. ltd. in Zhangjiagang. Dort erfolgte die herstellung des Maschinengehäuses und der tank-anlage, bestehend aus zwei beheiz-ten 500-liter-tanks nach DUMA-BANDZINK-Vorgaben. Die das Know-how betreffenden techni-schen Bestand- bzw. Zukaufteile wurden direkt von DUMA-BAND-ZINK aus Deutschland angeliefert. Derzeit befindet sich die Maschine in der Inbetriebnahme.
Der slowenische Stahlhersteller Acroni hat eine neue Rollenquette von Drever International in Betrieb genommen. Mit der Quette kann Acroni breitere Bleche auf seiner Grobblechstraße vergüten. Der Auf-trag an Drever International um-fasste neben der lieferung und Montage der Quette auch eine neue Pumpenstation, die Verrohrung so-wie eine neue Elektrik und Automa-tion. Die Quette ist für Bleche mit einer Breite von 2.560 Millimetern ausgelegt und ersetzte eine 2.000 Millimeter breite Kühleinheit.
Dank wesentlich höherer Kühlra-ten kann Acroni sein Produktspekt-rum, etwa im Bereich von Duplex-Edelstählen, erweitern. Die oberen Abquetschrollen regulieren beim Kühlen den Wasserfluss und sorgen so für eine homogene Kühlung. Gleichzeitig verhindern sie vor allem bei dünnen Blechen die Entstehung von Unebenheiten.
www.duma-bandzink.de www.drever.be
Der Drever-Ofen im Werk St-Chély d`Apcher.
Schnell in Produktion
Nennkapazität nach einem Monat erreicht.
ArcelorMittal St-Chély-d`Apcher, Frankreich, hat am 30. März 2013 auf seiner neuen Glüh- und Be-schichtungslinie das erste Bund bearbeitet. Dank der guten Zusam-menarbeit erreichte die Produktion mit dem neuen Drever-Ofen schon einen Monat nach dem Austrock-nen des Ofens ihre Nennkapazität. Mit der neuen linie erhöht das Unternehmen seine Produktions-kapazität für hochwertiges nicht-kornorientiertes (NGO) Elektro-band.
Der Ofen verarbeitet unter ande-rem den von ArcelorMittal neu ent-wickelten Werkstoff iCARetM. Mit dieser Stahlgüte können Auto- bauer umweltfreundliche Mobili-tätslösungen für eine grünere Welt gestalten.
Die neue Anlage ist bereits die dritte Glüh- und Beschichtungslinie im Werk von ArcelorMittal St-Chély-d`Apcher.
www.drever.be
103
PROJEKtE BANDANlAGEN UND thERMISChE PROZESStEChNIK
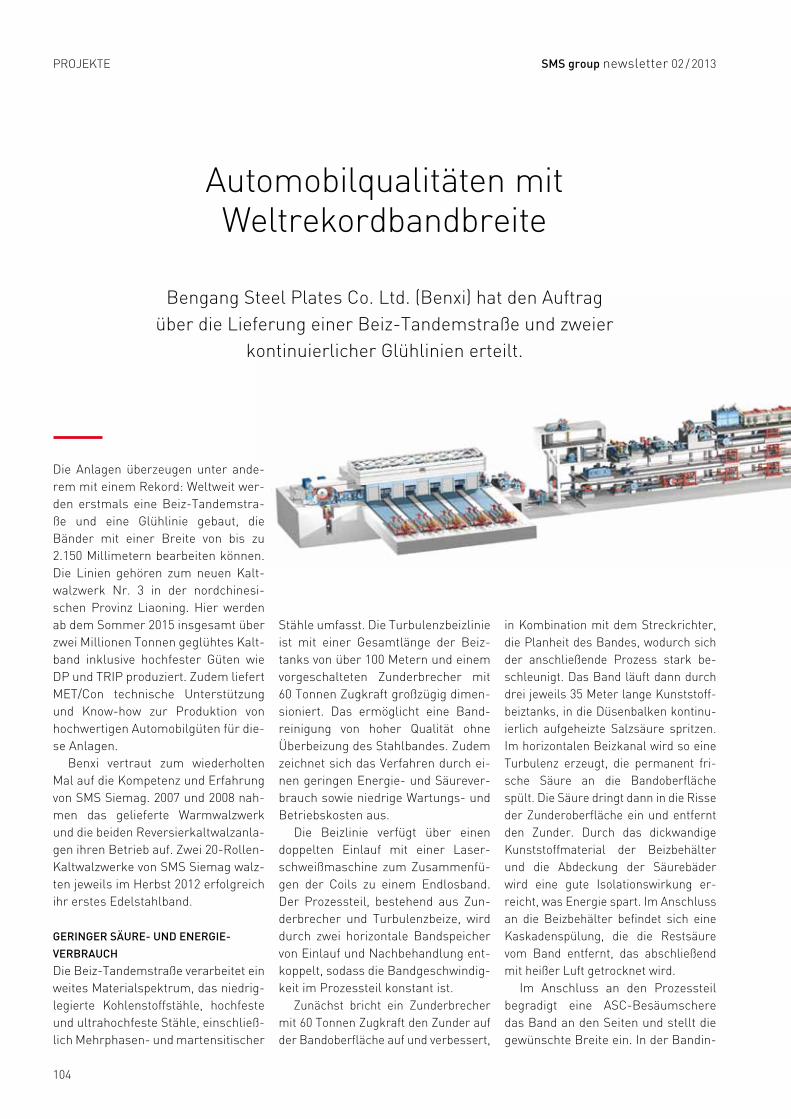
PROJEKtE SmS group newsletter 02 / 2013
Stähle umfasst. Die turbulenzbeizlinie ist mit einer Gesamtlänge der Beiz-tanks von über 100 Metern und einem vorgeschalteten Zunderbrecher mit 60 tonnen Zugkraft großzügig dimen-sioniert. Das ermöglicht eine Band-reinigung von hoher Qualität ohne überbeizung des Stahlbandes. Zudem zeichnet sich das Verfahren durch ei-nen geringen Energie- und Säurever-brauch sowie niedrige Wartungs- und Betriebskosten aus.
Die Beizlinie verfügt über einen doppelten Einlauf mit einer laser-schweißmaschine zum Zusammenfü-gen der Coils zu einem Endlosband. Der Prozessteil, bestehend aus Zun-derbrecher und turbulenzbeize, wird durch zwei horizontale Bandspeicher von Einlauf und Nachbehandlung ent-koppelt, sodass die Bandgeschwindig-keit im Prozessteil konstant ist.
Zunächst bricht ein Zunderbrecher mit 60 tonnen Zugkraft den Zunder auf der Bandoberfläche auf und verbessert,
Automobilqualitäten mit Weltrekordbandbreite
Bengang Steel Plates Co. ltd. (Benxi) hat den Auftrag über die lieferung einer Beiz-tandemstraße und zweier
kontinuierlicher Glühlinien erteilt.
in Kombination mit dem Streckrichter, die Planheit des Bandes, wodurch sich der anschließende Prozess stark be-schleunigt. Das Band läuft dann durch drei jeweils 35 Meter lange Kunststoff-beiztanks, in die Düsenbalken kontinu-ierlich aufgeheizte Salzsäure spritzen. Im horizontalen Beizkanal wird so eine turbulenz erzeugt, die permanent fri-sche Säure an die Bandoberfläche spült. Die Säure dringt dann in die Risse der Zunder oberfläche ein und entfernt den Zunder. Durch das dickwandige Kunststoffmaterial der Beizbehälter und die Abdeckung der Säurebäder wird eine gute Isolationswirkung er-reicht, was Energie spart. Im Anschluss an die Beizbehälter befindet sich eine Kaskadenspülung, die die Restsäure vom Band entfernt, das abschließend mit heißer luft getrocknet wird.
Im Anschluss an den Prozessteil begradigt eine ASC-Besäumschere das Band an den Seiten und stellt die gewünschte Breite ein. In der Bandin-
Die Anlagen überzeugen unter ande-rem mit einem Rekord: Weltweit wer-den erstmals eine Beiz-tandemstra-ße und eine Glühlinie gebaut, die Bänder mit einer Breite von bis zu 2.150 Millimetern bearbeiten können. Die linien gehören zum neuen Kalt-walzwerk Nr. 3 in der nordchinesi-schen Provinz liaoning. hier werden ab dem Sommer 2015 insgesamt über zwei Millionen tonnen geglühtes Kalt-band inklusive hochfester Güten wie DP und tRIP produziert. Zudem liefert MEt/Con technische Unterstützung und Know-how zur Produktion von hochwertigen Automobilgüten für die-se Anlagen.
Benxi vertraut zum wiederholten Mal auf die Kompetenz und Erfahrung von SMS Siemag. 2007 und 2008 nah-men das gelieferte Warmwalzwerk und die beiden Reversierkaltwalzanla-gen ihren Betrieb auf. Zwei 20-Rollen-Kaltwalzwerke von SMS Siemag walz-ten jeweils im herbst 2012 erfolgreich ihr erstes Edelstahlband.
GERINGER SäURE- UND ENERGIE-
VERBRAUcH
Die Beiz-tandemstraße verarbeitet ein weites Materialspektrum, das niedrig-legierte Kohlenstoffstähle, hochfeste und ultrahochfeste Stähle, einschließ-lich Mehrphasen- und martensitischer
104

DAtEN + FAKtENBEIz-TANDEmSTRASSEMaterial Weiche bis ultrahochfeste Stähle, mehrphasen- und martensitische Stähle
Bandbreite 1.000 – 2.150 mm
Banddicke Einlauf 1,2 – 6,0 mm
Banddicke Auslauf 0,3 – 2,5 mm
Einlaufgeschwindigkeit max. 760 m/min
Beizprozessgeschwindigkeit max. 270 m/min
Walzgeschwindigkeit max. 1.500 m/min
Walzkraft 33.000 kN
Jährliche Kaltbandkapazität 2,28 mio. t
i
Die Beiz-tandemstraße für Bänder bis zu 2.150 Millimeter Breite und eine Jahres- kapazität von 2,28 Millionen tonnen.
spektionskabine wird die Oberflächen-qualität überprüft, eine hinter dem Prozessteil installierte automatische Oberflächeninspektion unterstützt da-bei das Bedienpersonal. Anschließend läuft das Band in einen weiteren, hori-zontalen Bandspeicher und dann in die tandemstraße. Die fünfgerüstige tandemstraße walzt die besäumten Bänder auf Enddicken bis 0,3 Millime-ter aus.
pERFEKTE BANDpLANHEIT
Um die von Benxis Kunden gewünsch-ten Anforderungen an die Bandqualität sicherzustellen, werden die Walzge-rüste mit der neuesten Walz- technologie von SMS Siemag ausge-stattet. Alle Gerüste sind in Sextobau-weise ausgeführt und verfügen über die neue kombinierte CVC® plus-/ESS-technik (ESS= Enhanced Shifting Sys-tem). In Verbindung mit positiver und negativer Arbeits- und Zwischenwal-zenbiegung ergibt sich ein differenzier-
tropfen auf das Fertigband gelangen.Die modulare Gerüstbauweise mit
integrierter Verrohrung im All-in-one Design vereinfacht die Endmontage auf der Baustelle und verkürzt die Montagezeit, sodass eine schnelle Produktionsaufnahme gegeben ist.
Das auf Enddicke gewalzte Band wird von einem kompakten Karussell-haspel aufgenommen. Diese Variante des Kontiauslaufs hat für Benxi den Vorteil, dass für den Abtransport der fertigen Coils nur ein Bundwagensys-tem benötigt wird.
ter Stellbereich für die optimale An-passung der Walzspaltgeometrie. Dies sorgt, gemeinsam mit der Vielzonen-kühlung, für eine sehr gute Bandplan-heit. Außerdem werden die Gerüste für den späteren Einsatz von Edge Drop Control (EDC®) vorbereitet. EDC® sorgt für eine konstante Banddicke bis an die Bandkanten. Dadurch werden Be-säumverluste reduziert und die Aus-bringung wird erhöht. Das DS-System im letzten Walzgerüst gewährleistet eine effiziente Bandtrocknung. Es ver-hindert außerdem, dass Emulsions-
105
PROJEKtE BANDANlAGEN UND KAltWAlZWERKE

DAtEN + FAKtENGLüHLINIEN
cAL 2150 cAL 1630 Material Weiche bis Weiche bis hochfeste Stähle hochfeste Stähle
Bandbreite 1.000 – 2.150 mm 800 – 1.630 mm
Banddicke 0,5 – 2,5 mm 0,3 – 2,3 mm
Einlaufgeschwindigkeit max. 700 m/min max. 700 m/min
Prozessgeschwindigkeit max. 420 m/min max. 420 m/min
Auslaufgeschwindigkeit max. 820 m/min max. 820 m/min
Inline-Dressiergerüst cVc® plus Sexto cVc® plus Sexto
Walzkraft 13.000 kN 13.000 kN
Dressiergrad max. 3 % max. 3 %
Jahreskapazität 1,04 mio.t 0,93 mio.t
i
Bestandteile des lieferumfangs sind eine Offline-Bandinspektionsstati-on und eine Emulsionsanlage mit einer Kapazität von 37.000 litern pro Minute.
KONTINUIERLIcHE GLüHLINIEN
Die beiden kontinuierlichen Glühlinien sind bis auf die Breite der bearbeitba-ren Bänder nahezu baugleich. Mit ei-ner maximalen Breite von 2.150 Milli-metern erreicht die linie Nr. 1 einen Rekordwert. Die linie Nr. 2 ist für sch-malere Bänder bis zu 1.630 Millimeter ausgelegt. highlights der linien sind der Glühofen von Drever, der sich durch eine sehr effiziente und umweltfreundliche Arbeitsweise bei hoher Produktionskapazität und ein umfangreiches Produktspektrum aus- zeichnet, sowie die Inline-Dressier-walzwerke, die mit unterschiedlich dicken Arbeitswalzen bestückt werden können und für perfekte Bandeigen-schaften sorgen.
Die Anlagen verfügen über doppelte Einläufe. Für den kontinuierlichen Be-trieb werden die Bandenden mit einer Schweißmaschine zu einem Endlos-band zusammengefügt. Da die Band-oberfläche vom Kaltwalzen mit Eisen-abrieb und Walzemulsionsresten belegt ist, läuft das Band zunächst durch integrierte alkalische und elek-trolytische Bandreinigungssektionen.
Jeweils zwei vertikale Sprüheinheiten, denen eine horizontale Bürstenreini-gung folgt, entfernen den Großteil der Verschmutzungen. Um das Band auch von feinen Schmutzpartikeln zu be-freien, läuft es in beiden linien durch zwei vertikale Zellen zur elektrolyti-schen Reinigung, denen wieder eine horizontale Bürsteinheit folgt. Nach-stehend entfernt eine Kaskadenspü-lung die alkalische lösung von der Bandoberfläche, die anschließend ge-trocknet wird. Insgesamt beinhalten die linien jeweils zwei große Band-speicher und einen kleineren Inspekti-
onsspeicher, die die einzelnen Anla-genbereiche voneinander entkoppeln, sodass das Band kontinuierlich mit gleicher Geschwindigkeit durch die Prozessteile laufen kann.
In den vertikalen Strahlrohröfen von Drever wird das Band schließlich einer genau definierten Glühkurve folgend effizient behandelt. Der Glühprozess wird von einem automatischen mathe-matischen Modell gesteuert und jede-Ofensektion verfügt über ein Band-zugmessgerät, das das Steuerungs- system der Umlenkrollen unterstützt. Eine Schutzgasatmosphäre schützt
Vom Ein- bis zum Auslauf sind die beiden Glühlinien fast 500 Meter lang.
106

das Band in den heizzonen vor Oxida-tion. In der Vorheizzone und in der heizzone wird das Band von mit Gas betriebenen Strahlrohren aufgeheizt und erreicht schließlich eine für jeden Stahl spezielle Rekristallisationstem-peratur von maximal 860 Grad Celsi-us. Diese temperatur wird über eine bestimmte Zeit in der haltezone bei-behalten, bevor das Band zunächst langsam und dann sehr schnell auf temperaturen zwischen 300 und 450 Grad Celsius abgekühlt wird, wobei Kühlraten von über 120 Kelvin pro Se-kunde erreicht werden können. Nach der Kühlung folgt eine überalterungs-zone, in der die temperatur des Ban-des über zwei Minuten gehalten wer-den kann, sodass sich vor allem Karbide aus dem Material ausschei-den können und die Gefahr der Alte-rung minimiert wird. Die Glühbehand-lung endet mit einer Abschluss- und schließlich einer Wasserkühlung.
VON HOcHFESTEN BIS WEIcHEN
STäHLEN
Für das perfekte „Finish“ der geglüh-ten Bänder sorgen im Auslaufbereich beider Glühlinien Inline-Dressierwalz-werke. Sie stellen nach dem Glühen die Streckgrenzen und die für die Wei-terverarbeitung gewünschten Eigen-schaften der Bänder, wie Rauheit und Planheit, ein. Beide Dressierwalzwer-ke in Sextobauweise sind für das Nassdressieren ausgerüstet. Mit ihrer Ausstattung CVC® plus, Arbeits- und Zwischenwalzenbiegung sowie Plan-heitsregelung erfüllen sie alle Anfor-derungen an die Bandqualität. Durch das große Stellfeld der Sextos wird ein sehr gutes Planheitsergebnis erzielt. Außerdem kann ein breites Material-spektrum dressiert werden, denn beide Gerüste können mit unter-schiedlichen Arbeitswalzendurchmes-sern bestückt werden. Mit den kleine-ren Arbeitswalzen können höher- und
Gruppenfoto vom Kick-off des Benxi-Projekts.
hochfeste Stähle mit geringerer Walz-kraft dressiert werden. Arbeitswalzen mit größerem Durchmesser erlauben das Dressieren von weichen Stählen bei hinreichender Walzkraft und gleichzeitig exzellenter Rauigkeitsauf-prägung auf das Band.
Im Auslauf werden in einer ASC-Besäumschere die Bandkanten be-gradigt und die Bandbreite wird einge-stellt. Die Schere verfügt über eine zweite Besäumgruppe auf Drehtellern zum schnellen Wechsel der Messer. Es folgen eine Bandinspektion (hori-zontal/vertikal) im Inspektionsstand und eine automatische Oberflächenin-spektion sowie eine elektrostatische DUMA-BANDZINK Einölmaschine zur Konservierung der Bandoberfläche mit der gewählten Ölsorte. Eine Kur-belschwingschere unterteilt das Band anschließend in die gewünschten Bundgrößen und entfernt den Schweißnahtbereich, wobei auch Pro-ben entnommen und gekennzeichnet werden können. Zwei haspel mit Gurtwickler wickeln im Wechsel das ankommende Band zu kantengraden Coils.
www.sms-siemag.com/bandanlagen
107
PROJEKtE BANDANlAGEN UND thERMISChE PROZESStEChNIK

PROJEKtE SmS group newsletter 02 / 2013
Für den neuen Kaltwalzkomplex von hyundai hysco in Dangjin, Südkorea, hat SMS Siemag den Großteil der me-chanischen und prozesstechnischen Einrichtungen geliefert. Die Feuerver-zinkungslinie sowie die universale Glüh- und Feuerverzinkungslinie sind im April 2013 erfolgreich in Betrieb gegangen. Seitdem werden mit beiden linien hochfeste Stähle für koreani-sche Automobilhersteller produziert. In diesen linien sind neben den we-sentlichen mechanischen und verfah-renstechnischen Einrichtungen von SMS Siemag Öfen von Drever Interna-tional sowie Abstreifdüsen von Fontai-ne Engineering installiert.
In der Beiz-tandemstraße, die am 29. März 2013 die Produktion auf-nahm, werden schweißtechnisch sehr anspruchsvolle Bänder im Einlauf von einem X-Pro® laser-Welder zu einem Endlosband verbunden. Bislang gab es noch keine Schweißnahtrisse in der linie und es wurden bereits martensi-tische Güten miteinander verbunden und mit 45 Prozent Reduktion gewalzt. Bereits am 20. Juni 2013 unterzeich-nete hyundai hysco das Abnahmezer-tifikat für die Maschine, nachdem alle
vertraglich vereinbarten Einzeltests erfolgreich durchgeführt worden sind.
HOHE QUALITäT FüR DIE INDUSTRIE
hyundai hysco hat sich für ein flexibles Anlagenkonzept mit der Feuerverzin-kungslinie und der universalen Glüh- und Feuerverzinkungslinie entschie-den. So können zwei unterschiedliche
Produktgruppen produziert werden (geglüht und verzinkt). Beide linien produzierten bereits im ersten Monat jeweils 9.000 tonnen Kaltband. Im Mai konnte die Produktion auf insgesamt über 33.000 tonnen gesteigert werden. hierbei wurden tiefziehgüten und
hochfeste Stähle wie hSS 1200 produ-ziert. Alle Materialien wurden für die herstellung von Automobilinnenbau-teilen eingesetzt und unter anderem an hyundai Motors und Kia Motors ausgeliefert. Zukünftig werden auch Karosserieaußenteile gefertigt.
Zwei Wochen nach der Inbetrieb-nahme der Glüh- und Feuerverzin-kungslinie wurde erstmals der Be-triebsmodus gewechselt. Zunächst wurde die linie im Glühlinienmodus betrieben und das Band nach dem Glü-hen und Kühlen direkt in eine überal-terungszone geführt, in der Karbide aus dem Material ausscheiden. Somit erreicht das Material die hohen Quali-täten einer voll ausgerüsteten reinen Glühlinie. Der Verzinkungsbereich wird hierbei mit einem Bypass überbrückt.
Für den Wechsel vom Glühlinien- in den Feuerverzinkungsmodus muss das Band im Verzinkungsbereich zu-nächst getrennt und zurückgefahren werden. Anschließend wird es mit ei-ner Spezialtrosse so eingefädelt, dass es beim Wiederanfahren durch den Zinkkessel läuft. In diesem Betriebs-modus wird die überalterungszone mit einem Bypass überbrückt.
StEIlE hOChlAUFKURVE NACh
INBEtRIEBNAhMEErfolgreiche Inbetriebnahme. Mehrere Anlagen des
Kaltwalzwerkes sind bei hyundai hysco in Betrieb gegangen.
Auslaufsektion der Feuerverzinkungslinie.
108

DAtEN + FAKtEN cGL/cAL cGLInbetriebnahme 2013 2013
Jahresproduktion 400.000 t (geglüht) 500.000 t (verzinkt) 300.000 t (verzinkt)
Bandbreite 800 – 1.650 mm 800 – 1.650 mm
Banddicke 0,3 – 2,3 mm 0,3 – 2,3 mm
Einlaufgeschwindigkeit 700 m/min 300 m/min
Prozessgeschwindigkeit 350 m/min (glühen) 200 m/min (verzinken, GI) 200 m/min (verzin., GI) 180 m/min (verzinken, GA) 180 m/min /verzin., GA)
Auslaufgeschwindigkeit 800 m/min 350 m/minProdukte cQ, DQ, DDQ, EDDQ, HSS,IF-HSS
i
Mittlerweile wurde der Betriebsmo-dus mehrfach gewechselt. Das Wech-seln des Bandlaufs dauerte jeweils 16 Stunden und die linie wurde nach 24 Stunden wieder angefahren.
In beiden linien werden die Bänder zunächst in einer Vor- und einer hauptreinigung von Restverschmut-zungen befreit. Das Rekristallisations-glühen findet in einem Drever-Strahl-rohrofen statt.
HOHE KüHLLEISTUNG
Anschließend wird das Band mit ei-nem Ultra Fast Cooling System auf die Zinkbadtemperatur abgekühlt, wobei eine besonders hohe Kühlleistung er-reicht wird. Nach dem Durchlaufen des Zinkkessels stellt ein FOEN-Ab-streifdüsensystem die Zinkschichtdi-cke hochpräzise ein. über den Ab-streifdüsen werden die Bänder in der Regel bei hysco in einem Induktions-ofen noch mal erhitzt, um Galvanne-aled-Stahlbänder zu produzieren. In der Glüh- und Feuerverzinkungslinie ist zusätzlich eine überalterungszone installiert, durch die das Band im Glühlinienmodus läuft. Ein Shuttle-Roll-Coater passiviert die Bänder im
Auslauf, wobei schnelle Produktwech-sel vorgenommen werden können. Neben den beschriebenen Einrichtun-gen lieferte SMS Siemag für beide An-lagen die Ein- und Auslaufsektionen sowie drei vertikale Bandspeicher, die einen kontinuierlichen Betrieb der An-lagen mit hohen Prozessgeschwindig-keiten sichern.
Das erste produzierte coil der Linie. Die Reinigungssektion.
109

DAtEN + FAKtENLASERScHWEISSmAScHINEInbetriebnahme 2013
Bandbreite 800 – 1.650 mm
Banddicke 1,5 – 5,0 mm
Produkte cQ, DQ, DDQ, EDDQ, SEDDQ, mA, Dp, TRIp, cp
i
mODERNE LASERTEcHNIK
In die Beiz-tandemstraße von hyun-dai hysco wurde von SMS Siemag ein X-Pro®-laser-Welder integriert. Die laserschweißmaschine verbindet die Stahlbänder im Einlauf der Anlage zu einem Endlosband, das anschließend sicher durch den Beizteil und auch die tandemstraße läuft. Weder beim
Beizen noch beim Kaltwalzen kam es bei über 3.000 Verbindungen in den ersten zwei Monaten zu einem Riss der Schweißnaht, was die Qualität der Naht eindrucksvoll belegt. Dabei um-fasste das Materialspektrum auch
x-pro® Laser Welder in der Beiz-Tandemstraße bei Hyundai Hysco.
Die laserschweißmaschine verbindet auch schwer zu verbindende Materialien wie hochkohlenstoff- oder siliziumhaltige sowie martensitische Stähle.
iDas innovativeSchweißen
Die von SmS Siemag
entwickelte
Schweißmaschine
garantiert ein siche-
res und schnelles
Schweißen, passt
Schweißparameter
an neue Werkstoff-
paarungen automa-
tisch an, bewältigt
auch schwierige
Materialverbindun-
gen und prüft jede
Schweißnaht.
schweißtechnisch sehr anspruchs-volle Materialien. Zum Beispiel wur-den zwei MS-W1200-Bänder verbun-den und mit 45 Prozent Reduktion ausgewalzt. Auch Bänder mit einem Siliziumgehalt von 1,2 Prozent wur-den bereits mehrfach ohne Probleme verarbeitet. Die von SMS Siemag entwickelte laserschweißmaschine wurde am Standort hilchenbach komplett montiert und getestet. Da-bei wurde bereits das hysco-War-tungs- und -Bedienpersonal bei vol-ler Maschinenfunktion geschult, was ein Vorteil bei der Inbetriebnahme der in die Beiz-tandemstraße instal-lierten Maschine war.
110

Beide Öfen, in den neuen Endglüh- und Beschichtungslini-en, haben nach dem Anlaufen die ersten fünf Monate unun-terbrochen produziert, unter anderem auch hiB-Materiali-en im Niedrigtemperatur-Prozess. In den Öfen sind neue technologien zum thermischen Richten sowie zur Kühlung der Bänder eingesetzt, die die Oberflächenqualität und die Steuerung des Prozesses verbessern.
Mit den Inbetriebnahmen hat Wisco die Produktionska-pazität von kornorientiertem Si-Elektroband (GO-Elektro-band; GO = Grain Oriented) inklusive hochpermeabler-Bänder (hiB) um insgesamt 180.000 tonnen pro Jahr erhöht. Das produzierte Material mit einem Silizium-Anteil von bis zu 3,5 Prozent wird hauptsächlich für den Bau von hochleistungstransformatoren verwendet. Mit den beiden Öfen wird eine Isolationsschicht aufgebracht und getrock-net, die die Oberflächenspannung beeinflusst. Zudem er-höht thermisches Richten die Planheit der Bänder. Die Ofenatmosphäre besteht aus Stickstoff (95 Prozent) und Wasserstoff (5 Prozent).
TROcKNUNG UND SINTERN
Der erste teil des Ofens dient zur trocknung und Sinterung der wasserlöslichen Isolationsschicht und ist als Durch-hangofen ausgeführt, damit die Beschichtung nicht berührt wird. hier wird eine neu entwickelte Unterteilung in eine Strahlheizrohrzone zur trocknung des Bandes und eine di-rektbefeuerte Zone zur Sinterung der Beschichtung umge-setzt. Das erhöht die Oberflächenqualität erheblich und verhindert Oberflächenfalten. Im zweiten Ofenteil werden die Bänder thermisch gerichtet. Zunächst wird das Band durch Strahlrohre auf bis 870 Grad Celsius erhitzt und
SChNEll AUF
tEMPERAtURNur ein Jahr nach der Auftragsvergabe
gingen die Ares-Öfen bei Wisco (Wuhan Iron & Steel), China, in Betrieb.
durchläuft ein Glättrollen-Paar. Es folgt die Abkühlung zunächst in der langsamkühlzone mit dem neu entwi-ckelten Radiant-tube-Cooling-Sys-tem (RtC). Mit diesem System können Kühlgeschwindigkeit und Bandtempe-ratur sehr genau gesteuert werden. In der anschließenden neu konstruierten Rapid-Jet-Cooling-Sektion (RJC) wird eine schnelle, genaue und gleichmä-ßige Abkühlung erzielt. Durch die in-novativen Kühltechnologien und die gute Steuerbarkeit werden der Pro-zess und die Qualität des Endmateri-als erheblich verbessert.
Inbetriebnahme 2012
Jahresproduktion 180.000 t (je 90.000)
Bandbreite Bis zu 1.250 mmBanddicke 0,2 – 0,35 mm
technische Daten
Ofen zum thermischen Richten der Bänder.
Einlauf des Bandes in den trocknungs- und Sinterofen, der in eine Strahlrohrsektion und eine direktbefeuerte Sektion unterteilt ist.
111
PROJEKtE BANDANlAGEN UND thERMISChE PROZESStEChNIK

PROJEKtE – ElEKtRIK UND AUtOMAtION SmS group newsletter 02 / 2013
Bei OMK kommt das PPS an einer 5,0-m-Grobblechstraße zum Einsatz. hier bietet das level 3-System Funkti-onen für die Produktionsverfolgung, die Reihenfolgeplanung und das Be-richtswesen.
Das PPS unterstützt den Anlagen-betreiber hinsichtlich technologie, Produktion und Qualität. Das System ist so ausgelegt, dass die Konfigurati-on von einem Mitarbeiter der Quali-tätsabteilung ohne Beteiligung der It-Abteilung vorgenommen werden kann. Qualitätsentscheidungen kön-nen im level 3 vorgenommen und auf-gezeichnet werden und unterstützen den Endanwender bei der Zertifizie-rung von Produkten. Die Zuweisung zu Qualitätslosen und -prüfungen erfolgt soweit wie möglich automatisch, so-dass die Qualitätsabteilung nur die endgültige Bewertung der Ergebnisse vornehmen muss.
Jeder Schritt der Qualitätskontrolle (siehe Info) kann im PPS konfiguriert werden. Die meisten Konfigurations-daten werden in Datenbanktabellen im level 3 hinterlegt. Regeln für die Interpretation der Datenbanktabellen und komplexere Beziehungen lassen sich mit hilfe eines Regel-Editors
PRODUKtION NACh PlAN
Das level 3-Produktionsplanungssystem (PPS) von SMS Siemag sichert Anlagenbetreibern eine hohe Qualität und erkennt Qualitätsab- weichungen automatisch. Eine neue Version ist jetzt beim russischen
Kunden Vyksa Steel Works (OMK) in Betrieb gegangen.
Die 5,0-m-Grobblechstraße bei OMK.
spezifizieren. Detaillierte Program-mierkenntnisse sind nicht notwendig.
AUTOmATIScHE AUSWERTUNG DER
pRODUKTIONSERGEBNISSE
Um den testaufwand zu minimieren, werden ähnliche Bleche zu einem Qualitätslos zusammengefasst. So ist wahlweise die Probe nur vom ers-ten und letzten Blech eines Quali-tätsloses nötig. Ein mögliches Be-spiel für eine Regel: Die Bleche müssen von derselben Schmelze stammen und haben gleiche nomina-le Abmessungen.
Die Probenstücke werden bei der Planung des Schnittmusters für die Querteilschere entsprechend berück-
QUAlItÄti
Schritte der Qualitätssicherung und Kontrolle.
(1) Bestimmung der kundenseitigen Qualitätsanforderungen
(2) Definition der internen Produkti-onsanweisungen
(3) Automatische Auswertung der Produktionsergebnisse um Qualitätslose zu bestimmen
und Fehler zu ermitteln
(4) Fehlerbehandlung – Nacharbeit zur Fehlerbeseitigung, zusätzliche tests, etc.
112

iHightech von SmS Siemag
Bei OmK ist seit
2011 eine 5,0-m-
Grobblechstraße in
Betrieb. Sie hat eine
Jahreskapazität von
1,2 Millionen tonnen.
OMK produziert vor-
rangig Bleche für die
Röhrenproduktion.
sichtigt. Das PPS weist die Bleche au-tomatisch den Qualitätslosen zu und legt automatisch fest, von welchen Blechen die teststücke entnommen werden.
Ferner vergleicht das PPS die er-fassten Ist-Prozessparameter mit den Sollwerten unter Berücksichti-gung der gegebenen toleranzen. Werden in der Produktion Abweichun-gen außerhalb der toleranz erkannt (z. B. Ofen-Ausgangstemperatur zu niedrig), werden die Bleche automa-tisch teillosen zugewiesen und müs-
sen einzeln getestet werden. Die Neu-berechnung des Schnittmusters inklusive der teststücke erfolgt dabei automatisch.
Die Zuweisungen zu den Qualitäts-losen können durch die Qualitätsab-teilung manuell überschrieben wer-den. Auch in diesem Fall wird das Schnittmuster automatisch neu be-rechnet und an das level 1-/level 2-Automatisierungssystem der Quer-teilschere übertragen. Bei OMK stellt das PPS die Qualitätskontrolle der Produktion sicher.
Nur bestimmte Bleche eines Qualitätsloses müssen getestet werden. hier werden Proben-stücke vom ersten und letzten Blech geschnitten. Die test-ergebnisse gelten dann für das gesamte Qualitätslos.
Das Level 3-produktionsplanungssystem ist bei OmK in Betrieb.
113

Das von SMS Concast gelieferte neue Automationspaket für level 1 und le-vel 2 ermöglicht Feng hsin Verbesse-rungen der Produktionsprozesse und des Ertrags. Neben einer Automation für level 1 und level 2 belieferte SMS Concast Feng hsin auch mit einem neuen, fünften Gießstrang, einer hyd-raulischen Oszilliereinheit, einer luft-/Nebelkühlung vom typ Z3, ei-nem treibrichter und Stopfenkästen.
„Die lieferung war recht umfang-reich. Dennoch haben wir bereits die erste Schmelze mit allen fünf Strän-gen gießen können”, sagt Stefan Ru-tishauser von SMS Concast.
Automationspaket von SMS Concast läuft reibungslos
Feng hsin Iron & Steel hat die modernisierte Gießmaschine des Werks in taichung City, taiwan, erfolgreich in Betrieb genommen.
Die erste Schmelze produzierte 150-mm-Vierkantprofile.
Referenzen der SMS Concast:
Minimills 8
Stahlwerke 78
lichtbogenöfen (typ GS) 81
lichtbogenöfen (typ WS) 31
Pfannenöfen 85
Vakuumentgasung/ 44 Vakuum-Sauerstoff- Entkohlung
Convex®-Stränge 375 (Stranggießanlagen- Spezialprodukte)
Stränge (elektromagnetische 701 Rührersysteme)
Brenner (Conso tech) 210
Feng Hsin gießt erfolgreich die erste Schmelze zur produktion von 150-mm-Vierkantprofilen.
SMS Concast ist seit 1954 ein führen-der lieferant von technologie für die Elektrostahlherstellung und von Gieß-technologie. Das Fachwissen der Mit-arbeiter kombiniert Offenheit, Flexibi-lität und viel Erfahrung. Die leistungen umfassen Beratung, Engineering, In-betriebnahme und Service. Das Unter-nehmen ist eine tochtergesellschaft von SMS Meer.
www.sms-concast.com
114

PROJEKtE StAhlWERKE UND StRANGGIESStEChNIK / lANGPRODUKtE
Das Stahlwerk, in Jizan, Saudi-Arabi-en, liefert pro Jahr bis zu einer Million tonnen Knüppel, das Walzwerk bis zu 500.000 tonnen Betonstahl. Der Elekt-rolichtbogenofen von SMS Concast ist mit einem exzentrischen Bodenab-strich und mit einer Vollbühne ausge-rüstet und für 24 Chargen am tag aus-gelegt. Für die Sekundärmetallurgie kommt der Pfannenofen zum Einsatz. Als Rohmaterial sind 80 Prozent hBI (heißbrikettiertes Eisen) und 20 Prozent Schrott vorgesehen. Der Ofen verarbei-tet aber auch bis zu 100 Prozent hBI.
Die Elektrodenregelung und die Prozessautomation des Stahlwerks er-füllen hohe Ansprüche. Das ermöglicht einen homogenen Prozess mit weitrei-chender Flexibilität und hoher Produk-tivität. Die Stranggießanlage besteht aus fünf Strängen und kann eine Milli-on tonnen Quadratknüppel mit dem Format 130 Millimeter beziehungswei-se 150 Millimeter produzieren. Die hälfte der gegossenen Knüppel wird auf dem regionalen Markt verkauft – die andere hälfte wird im noch warmen Zustand im Betonstahl-Walzwerk wei-terverarbeitet.
REDUzIERTER BRENNSTOFFVERBRAUcH
Das Walzwerk von SMS Meer ist mit einem hubbalkenofen ausgerüstet,
500.000tonnenBetonstahl
South Steel hat ein Mini-Stahlwerk von SMS Meer und SMS Concast in Betrieb genommen.
der mehrere Regelzonen hat: In jeder Zone wird das Ver-hältnis von Brennstoff und luft separat überwacht. Das reduziert den Brennstoffverbrauch erheblich.
Das vollautomatisierte Walzwerk besteht aus 16 stän-derlosen Walzgerüsten, an die sich ein Fertigblock mit sechs Gerüsten anschließt. Durch die kompakte Ausfüh-rung der hl(housingless)-Walzenständer und den Einsatz eines Fertigblocks wird die Einhaltung enger toleranzen sichergestellt. Dank des hSD®(high-Speed-Delivery)- Systems sind Fertigwalzgeschwindigkeiten zum Kühlbett in 41 m/s möglich. Die Anlage kann so auch bei kleinen Abmessungen eine hohe Stundenproduktion erreichen. „Wir freuen uns sehr über die erfolgreiche Zusammen-arbeit bei diesem Projekt”, sagt Stefan Rutishauser von SMS Concast. „Dank der großen Kapazität der Komponen-ten ist die leistungsfähigkeit und Produktivität der Minimill beeindruckend, genau so, wie es sich South Steel vorge-stellt hat.”
Die Minimill von South Steel gilt als wichtiger Meilen-stein beim Aufbau eines Stahl-Clusters. „Jizan Economic City“ ist eine von insgesamt sechs neu errichteten Städten, mit denen das Königreich bis 2030 die saudische Wirtschaft unabhängiger vom Erdölexport machen will.
www.sms-concast.com
Der erste Guss in der Stranggießanlage war erfolgreich.
iNeues Büro in Indien
SmS concast hat in
pune, Indien, neue
Büroräume bezogen.
Diese liegen auf
der 5. Etage des „the
Down town City
Centre“ (DtC). Der-
zeit arbeiten dort 120
Mitarbeiter. Mit der
Eröffnung kann SMS
Concast den Service
für Kunden vor Ort
effizienter anbieten.
115

116
Die Anlage wird bis zu 400.000 tonnen Rohre – hauptsäch-lich line Pipes (leitungsrohre), gemäß API 5l – produzie-ren. Neben gesteigerter Fertigungskapazität kann CSI mit der neuen Anlage das Produktsortiment für Rohre bis 24 Zoll Außendurchmesser und bis 80 Fuß länge erweitern. Zurzeit kann CSI hF-Rohre mit einem Außendurchmesser bis 16 Zoll liefern.
SMS Meer hat für CSI die Prozess- und Anlagentechnik weiterentwickelt. Die Produktionslinie ist so ausgelegt, dass Rohre mit einer Geschwindigkeit von 35 m/min produ-ziert werden können.
Darüber hinaus wird die Anlage über ein SMS Meer Inli-ne- und Offline-Schnellwechselsystem für URD®-Gerüste verfügen. Diese lösung ermöglicht eine bis zu 30 Prozent höhere Produktivität als der konventionelle Wechsel mit-tels hallenkran. Unterstützt wird das Schnellwechsel- system durch das von SMS Meer entwickelte CSS-Quicksetting®-System, das mit einer datenbankunter- stützten Anlageneinstellung die Produktqualität reprodu-zierbar macht und dauerhaft verbessert.
Ein weiterer Vorteil ist die MF-Nahtglühanlage mit Fahr-einrichtung. Sie sorgt dafür, dass bei Anlagenstillstand der Anteil an nicht geglühtem Rohr, der nicht den Qualitätsan-forderungen genügt, nachgeglüht wird – somit hat die An-lage eine deutlich höhere Ausbringung.
Zum lieferumfang gehören das Engineering, die Inbe-triebnahme und Kundenschulungen. Zudem werden alle Komponenten für die komplette hF-Rohrschweißanlage geliefert. CSI kann auf der neuen hF-Rohrschweißanlage Rohre mit Durchmessern von 8 5/8“ (219,1 mm) bis 24“ (609,6 mm) herstellen. Die Wanddicken reichen von 0,157“ (4 mm) bis 0,750“ (19,1 mm) und die Rohrlängen von 20 ft (6 m) bis 80 ft (24,4 m). Die Anlage wird 2014 ihren Betrieb aufnehmen.
www.sms-meer.com/rohranlagen
höhere Ausbringung mit Rohrschweißanlage
California Steel Industries (CSI) aus Fontana, Kalifornien, USA, hat SMS Meer mit der lieferung einer 24-Zoll-hF-Rohrschweißlinie beauftragt.
Das Foto zeigt die Einformstrecke einer Rohrschweissanlage.
116
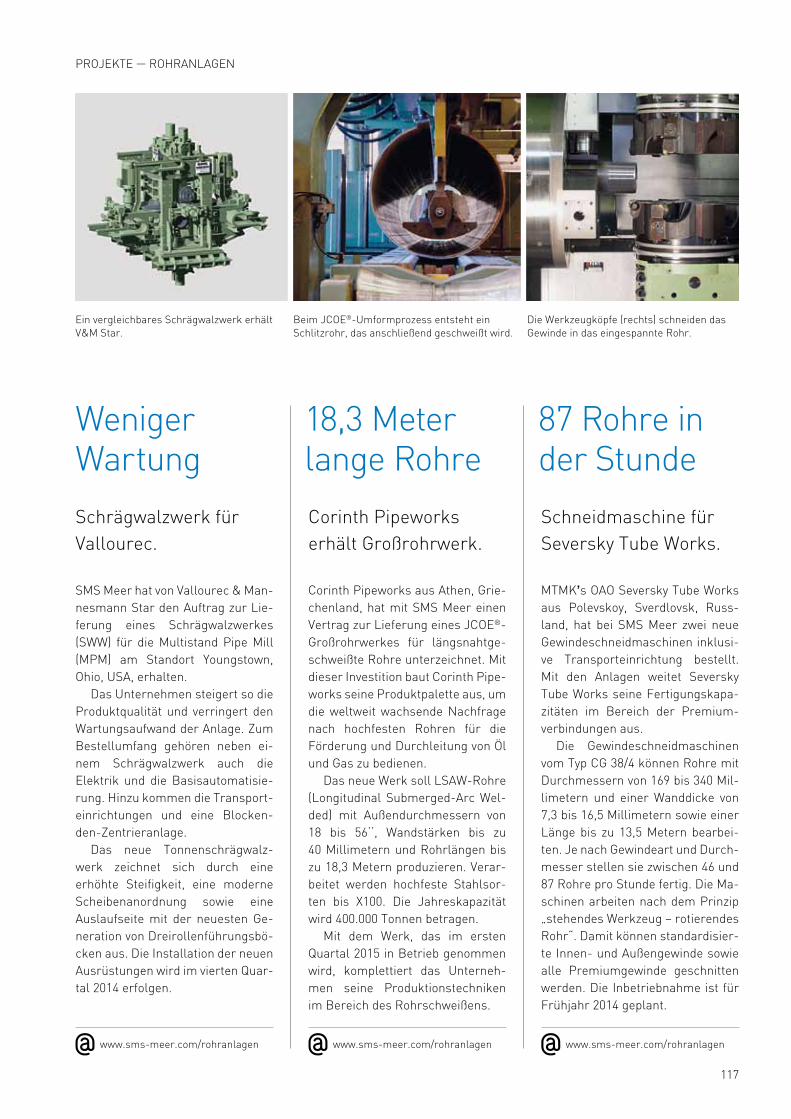
Ein vergleichbares Schrägwalzwerk erhält V&M Star.
Beim JCOE®-Umformprozess entsteht ein Schlitzrohr, das anschließend geschweißt wird.
Die Werkzeugköpfe (rechts) schneiden das Gewinde in das eingespannte Rohr.
www.sms-meer.com/rohranlagen
Weniger Wartung
18,3 Meter lange Rohre
87 Rohre in der Stunde
Schrägwalzwerk für Vallourec.
Corinth Pipeworks erhält Großrohrwerk.
Schneidmaschine für Seversky tube Works.
SMS Meer hat von Vallourec & Man-nesmann Star den Auftrag zur lie-ferung eines Schrägwalzwerkes (SWW) für die Multistand Pipe Mill (MPM) am Standort Youngstown, Ohio, USA, erhalten.
Das Unternehmen steigert so die Produktqualität und verringert den Wartungsaufwand der Anlage. Zum Bestellumfang gehören neben ei-nem Schrägwalzwerk auch die Elektrik und die Basisautomatisie-rung. hinzu kommen die transport-einrichtungen und eine Blocken-den-Zentrieranlage.
Das neue tonnenschrägwalz-werk zeichnet sich durch eine erhöhte Steifigkeit, eine moderne Scheibenanordnung sowie eine Auslaufseite mit der neuesten Ge-neration von Dreirollenführungsbö-cken aus. Die Installation der neuen Ausrüstungen wird im vierten Quar-tal 2014 erfolgen.
Corinth Pipeworks aus Athen, Grie-chenland, hat mit SMS Meer einen Vertrag zur lieferung eines JCOE®-Großrohrwerkes für längsnahtge-schweißte Rohre unterzeichnet. Mit dieser Investition baut Corinth Pipe-works seine Produktpalette aus, um die weltweit wachsende Nachfrage nach hochfesten Rohren für die Förderung und Durchleitung von Öl und Gas zu bedienen.
Das neue Werk soll lSAW-Rohre (longitudinal Submerged-Arc Wel-ded) mit Außendurchmessern von 18 bis 56‘‘, Wandstärken bis zu 40 Millimetern und Rohrlängen bis zu 18,3 Metern produzieren. Verar-beitet werden hochfeste Stahlsor-ten bis X100. Die Jahreskapazität wird 400.000 tonnen betragen.
Mit dem Werk, das im ersten Quartal 2015 in Betrieb genommen wird, komplettiert das Unterneh-men seine Produktionstechniken im Bereich des Rohrschweißens.
MtMK’s OAO Seversky tube Works aus Polevskoy, Sverdlovsk, Russ-land, hat bei SMS Meer zwei neue Gewindeschneidmaschinen inklusi-ve transporteinrichtung bestellt. Mit den Anlagen weitet Seversky tube Works seine Fertigungskapa-zitäten im Bereich der Premium-verbindungen aus.
Die Gewindeschneidmaschinen vom typ CG 38/4 können Rohre mit Durchmessern von 169 bis 340 Mil-limetern und einer Wanddicke von 7,3 bis 16,5 Millimetern sowie einer länge bis zu 13,5 Metern bearbei-ten. Je nach Gewindeart und Durch-messer stellen sie zwischen 46 und 87 Rohre pro Stunde fertig. Die Ma-schinen arbeiten nach dem Prinzip „stehendes Werkzeug – rotierendes Rohr“. Damit können standardisier-te Innen- und Außengewinde sowie alle Premiumgewinde geschnitten werden. Die Inbetriebnahme ist für Frühjahr 2014 geplant.
www.sms-meer.com/rohranlagen www.sms-meer.com/rohranlagen
PROJEKtE ROhRANlAGEN
117

Die 12 MW-temper-linetM kann pro Jahr über 200.000 tonnen Rohre wärme- behandeln.
Stündlich 30 tonnen wärmebehandeln
EVRAZ North America mit Sitz in Chicago, USA, erhält das Wärmebe-
handlungssystem temperline™.
Die temperline™, die SMS Elotherm liefert, ist für die Wärmebehandlung von bis zu 30 tonnen OCtG (Oil Country tubular Goods) pro Stunde ausgelegt. Aufgrund der hohen Flexibilität der Elotherm-technologie mit sehr kurzen Stillstandzeiten für den Wechsel von Rohrabmessung oder Neueinstellungen der Materialgüte können mit dieser 12-MW-temperline™ über 200.000 tonnen Rohre pro Jahr wärmebehandelt werden.
„Dank der Erweiterungen in Calgary werden wir in der lage sein, ein umfassenderes Produktportfolio anzubieten, um so den wachsenden Bedarf an Premium-OCtG-Pro-dukten zu erfüllen“, sagt tigran Atayan, stellvertretender Geschäftsführer im Bereich Rohrprodukte für EVRAZ North America. „Dieses Projekt sowie die Erweiterung der Pre-mium-Gewindeschneidanlage, die in unserem Werk Red Deer bereits durchgeführt wird, zeigt unsere enge Bindung an unsere Kunden in Westkanada.“
„Um beste metallurgische, mechanische und geometri-sche Ergebnisse bei den wärmebehandelten Rohren zu er-
200.000tonnen Rohre können pro Jahr mit der 12-MW-temperlinetM wärmebehandelt werden.
zielen, ist das härtesystem in sieben unterschiedliche Zonen unterteilt, je-de unabhängig angetrieben und ge-steuert“, sagt Dr. Guido Opezzo von Elotherm in Deutschland. „So wird es möglich, die in die Rohre eingespeiste Energie präzise anzupassen und die letzten Erwärmungsspulen als Stan-dard-Endwärmezonen für ERW-Rohre oder, bei der Wärmebehandlung naht-loser Rohre und hochwertiger Qualitä-ten, als haltezonen zu nutzen“, sagt Opezzo.
EVRAZ stellt eine breite Palette von OCtG-Rohrprodukten her. Neben Roh-ren aus herkömmlichem Kohlenstoff- und legiertem Stahl werden qualitativ hochwertige Rohrverbindungen sowie leitungsrohre mit kleinen und großen Durchmessern hergestellt, die die An-forderungen des American Petroleum Institute (API) erfüllen oder übersteigen. Die Induktionserwärmung soll im vier-ten Quartal 2014 in Betrieb gehen.
118

PROJEKtE WÄRMEtEChNIK
Mit der neuen Induktionsnacherwär-mung wird der Schwerölverbrauch bei tung ho drastisch gesenkt bei gleich-zeitiger Reduzierung der Emissionen. Dieses Ecoplants-Konzept erlaubt ein schnelles Nachwärmen zahlreicher Werkstoffe und Abmessungen. „Im Gegensatz zum Durchlaufverfahren bei einer Minimill mit Continuous Mill technology (CMt™) findet hier die Er-wärmung in den Induktionsspulen in einem Oszillationsmodus statt“, sagt Dr. Guido Opezzo von SMS Elotherm. Die trägervorprofile, Vorblöcke und Brammen werden vom hubbalken-ofen in die induktive Nachwärmungs-anlage Eloheat™ transportiert, wo während der Oszillationsbewegung in den Spulen sehr schnell eine tempe-raturerhöhung von mehr als 200 Grad Celsius erreicht wird, bevor sie in den nachfolgenden Walzprozess eintreten.
„In Abhängigkeit von der Geometrie des Stahlstabs dauert dieser Oszillati-onsvorgang nur zwischen zwei und fünf Minuten“, sagt Opezzo. „Da der
INDUKtIONSBOOStER ElOhEAt™
tung ho Steel hat für seine Produktionsanlage in Miaoli (taiwan) ein neues Induktionssystem für mittlere
und große Profile bei SMS Elotherm bestellt.
Induktionsprozess die Wärme direkt im Stahl erzeugt, handelt es sich um einen sehr schnellen Prozess ohne Zunderbildung.”
Das 19,2-MW-System wird von vier Mittelfrequenz-transistorumrichtern mit einer Nennleistung von jeweils 4.800 kW gespeist. Um für den nach-folgenden Walzprozess die optimale temperatur zu erreichen, muss die in
die Profile eingebrachte Energie ange-passt werden können. Dazu werden Doppler-laser-Geschwindigkeits-messvorrichtungen in Kombination mit optischen Pyrometern für die Pro-zesssteuerung verwendet.
KURzE STILLSTANDzEITEN
Die gesamte Produktpalette umfasst zahlreiche Werkstoffe und Abmessun-gen, vom 480 x 430 Millimeter träger-vorprofil zur 1250 x 220 Millimeter Bramme, alle zwischen vier und zehn Meter lang. Diese große Band-breite an Abmessungen kann mit nur drei verschiedenen Induktorsätzen nachgewärmt werden. Zusammen mit dem Elotherm-Induktor-Schnell-wechselsystem werden kurze Still-standzeiten gewährleistet.
Die Eloheat™ soll im dritten Quartal 2014 in Betrieb genommen werden.
www.sms-elotherm.com
henry ho, Präsident von tung ho Steel (rechts), und Dr. Andreas Seitzer von SMS Elotherm bei der offiziellen Vertrags- unterzeichnung.
119

Neue Standard-Strangpresse für China
Die 18-MN-Presse von SMS Meer ist langlebig und vielseitig einsetzbar.
Entwickelt und konstruiert in Deutschland – gebaut in China: Die Vorstellung der neu entwickelten Standard-Strangpresse mit 18 MN Presskraft lockte vor kurzem rund 80 chinesische Kunden in die SMS Meer-Werkstatt nach Schanghai. Im Rahmen eines Symposiums wurde die Anla-ge von den SMS-Experten vorgestellt. Sie wird komplett in der chinesischen Werkstatt von SMS Meer gebaut und ist ausschließlich im chinesischen Markt verfügbar.
Die erste Aluminium-Strangpresse der Baureihe Schloe mann war bereits 1968 zum damaligen Kunden Gre-atwall nach China geliefert worden, heute Changcheng Special Steel. Seitdem hat sich der Markt stetig weiterent-wickelt. Insbesondere in den Bereichen Bau, Energie, Auto, Eisenbahn und luftfahrt sind die Strangpressen von SMS Meer wichtiger Bestandteil der Produktionskette.
Die Vorteile der neuen Presse: Im Vergleich zu anderen Pressen im gleichen Abmessungsbereich könne das SMS Meer-Modell durch eine höhere Verfügbarkeit und kürzere Nebenzeit bis zu 2,5 tonnen Aluprodukte am tag mehr herstellen. Die lebensdauer der Presse sei außergewöhn-lich: „Es gibt Pressen aus den 1930er Jahren, die immer noch in Betrieb sind.“
Die Verfügbarkeit der Presse ist mit mehr als 99 Prozent extrem hoch. Für sich spricht auch die Zahl der bisher in China erfolgreich installierten SMS Meer-Pressen: 51 Stück, 42 davon alleine in den vergangenen sieben Jahren. Ver-schiedene Kunden signalisierten bereits während der Ver-
Presse 16/18-MN-Kurzhub- Frontladesystem
Max. Strangpresskraft 18 MN / 1.800 mt
Betriebsdruck 310 bar
Strangpressgeschwindigkeit Bis zu 29 mm/s
Aufnehmer-Durchmesser 184 mm (7“-Knüppel)
Strangpressknüppellänge 300 - 1.000 mm (min-max)
totzeit (mit Entlüftungstakt) 13,8 s
Knüppelaufnehmer 3-teiliger Aufnehmer mit 2-Zonen-heizung
haupthydraulikpumpen 2 x Rexroth-Verstellpumpen A4V355
PlC-System Siemens S7
Prozessleitsysteme PICOS.NEt & CADEX Isotherme Strangpressen
technische Merkmale der 18-MN-Strangpresse
anstaltung großes Interesse an einer geschäftlichen Zu-sammenarbeit. Bauer: „Es ist uns gelungen, die vielfältigen Möglichkeiten, die SMS Meer im Bereich der Aluminium-pressen zu bieten hat, eindrucksvoll zu präsentieren.“
Rund 80 chinesische Kunden inspizierten die 18-MN-Strangpresse bei SMS Meer in Schanghai.
In der Werkstatt in Schanghai präsentierte SMS Meer eine neue Standard-Strangpresse.
120

Das Bild zeigt eine vergleichbare Kammer-homogenisierungsanlage.
Die Projektverantwortlichen vor dem neuen „Metal Forming Center of Excellence“.
Anhui Xinke produziert künftig hochwertige Kupferbänder.
www.hertwich.com
20 Prozent schneller
homogenisierungsanla-ge bei DUBAl in Betrieb.
hertwich Engineering hat beim Kunden DUBAl, Vereinigte Arabi-sche Emirate, eine Kammerhomo-genisierungsanlage und eine Kühl-station in Betrieb genommen. Dies ist die dritte homogenisierungsan-lage, die von hertwich im Alumini-umkomplex dieses Unternehmens gebaut wurde.
Die Kammerhomogenisierungs-anlage ist für sehr schnelle Auf-wärmzeiten der Blöcke konstruiert. Durch luftstromumkehr mittels Klappenregelung erreichen diese Öfen eine um 20 Prozent schnelle-re Aufwärmung der Barren. Auch die temperaturgleichmäßigkeit ist verbessert. Die Anlage ist vollau-tomatisiert und die Beheizung wird über Messung der luft- und Metall-temperaturen geregelt. Das gleiche Konzept sorgt auch in der luftkühl-station für effiziente Kühlung.
AtIlIM kauft hightech
Strangpresse für hoch-schule bestellt.
Die AtIlIM University in Ankara, türkei, hat bei SMS Meer eine Di-rekt-Indirekt-Strangpresse mit 10 MN Presskraft bestellt. Die moder-ne Presse wird am „Metal Forming Center of Excellence“ der Universi-tät eingesetzt und soll sowohl zur Grundlagenforschung als auch für Versuchsreihen von Unternehmen dienen. „Wir haben uns für eine Presse von SMS Meer entschieden, da uns damit die aktuelle technik vom Marktführer zur Verfügung steht. hinzu kommt, dass SMS Meer mit der Universität eine Kooperation eingeht und uns mit Prozess-Know-how und Vorlesungen im Bereich Forschung und Entwicklung unter-stützt“, sagt A. Erman tekkaya, der das Metal Forming Center of Excel-lence an der AtIlIM University ge-gründet hat. SMS Meer kooperiert weltweit mit einigen hochschulen und Forschungseinrichtungen.
hochwertige Kupferbänder
Gieß-Know-how für An-hui Xinke New Materials.
Anhui Xinke New Materials aus Wu-hu, Provinz Anhui, China, hat SMS Meer mit der lieferung einer vertika-len diskontinuierlichen Gießanlage für Walzplatten beauftragt. Die Gieß-anlage verfügt über eine spezielle Kokillentechnologie, die es ermög-licht, Sonderlegierungen wie Kupfer-eisen zu Walzplatten zu vergießen. Damit kann Anhui Xinke qualitativ hochwertige Kupferbänder für die Elektronikindustrie produzieren.
Die neue Anlage hat eine Jahres-kapazität von bis zu 20.000 tonnen an 620 Millimeter x 200 Millimeter gro-ßen Walzplatten. Carsten Bretz von SMS Meer: „Die spezielle Kokillen-technologie für Sonderlegierungen erfordert besonderes Gieß-Know-how, das wir dem Kunden bieten kön-nen. Diese technik bietet dem Kun-den eine hohe Produktivität und eine homogene Gießstruktur für beste Er-gebnisse während der anschließen-den Walzprozesse.“
www.sms-meer.com/strangpressen www.sms-meer.com/ne-anlagen
PROJEKtE NE-MEtAllE
121

INNOVAtIONEN SmS group newsletter 02 / 2013
Entwicklung: Mit der neuen Sieflex®-ht Zahngelenk- spindel (im Bild) können um mehr als 50 Prozent höhere
Antriebsmomente übertragen werden.
TEcHNIK VORANTREIBEN
122
123INNOVAtIONEN üBERBlICK
überzeugende Spindel 124Heißer Funk am EAF 126leistungsfähiges Öl 127Lasertechnik misst Rohrqualität 128Kontinuierlicher Blasprozess 129
üBERBlICK

124
NEUE SPINDEl üBERZEUGt MIt MEhR lEIStUNG
Das Walzen hochfester Werkstoffe erfordert höhere Walzmomente und -kräfte. Die neue Sieflex®-ht Zahngelenkspindel ist dafür eine Schlüsselkomponente.
Mit der neuen Sieflex®-ht Zahngelenkspindel können in Warmbandstraßen um mehr als 50 Prozent höhere An-triebsmomente als zuvor sicher übertragen werden. Die ht-(high torque)-Spindel ermöglicht damit vor allem in den vorderen Gerüsten der Fertigstraße höhere Walzmo-mente und -kräfte, die für die Produktion von hochfestem Warmband immer mehr gefordert werden.
Die Spindel ist bei der übertragung der Antriebsleistung vom Motor über haupt- und Kammwalzengetriebe und Kupplungen auf die Arbeitswalze eines Warmbandstraßen-Fertiggerüsts ein zentrales Element. Aufgrund der immer höheren Anforderungen bei der Produktion hochfester Gü-ten ist eine Erhöhung der leistung des gesamten Antriebs-
strangs erforderlich. „Der Bauraum der Spindeln wird durch den Arbeitswalzendurchmesser festgelegt. Dieser kann in den meisten Fällen nicht vergrößert werden. Des-halb mussten wir die leistungsdichte in der Spindel erhö-hen, um höhere Antriebsmomente übertragen zu können“, so Klaus lazzaro, leiter des Fachbereichs Antriebe/An-triebskomponenten. Das Ergebnis der Weiterentwicklung der Sieflex®-Zahngelenkspindel ist die neue ht-Bauart mit einer um mehr als 50 Prozent höheren leistungsfähigkeit. Ausgangspunkt waren umfangreiche FEM(Finite Elemente Methode)-Analysen, die detailliert Auskunft lieferten über die Belastungen im Walzbetrieb. Die Konstruktion der neu-en ht-Spindel und vor allem der Verzahnungen erfolgte
Die neue Spindel fertigt SmS Siemag komplett in seiner Getriebewerkstatt.
124

INNOVAtIONEN
nach diesen Erkenntnissen. Die Geometrie der Verzahnun-gen wurde so weiterentwickelt, dass sich auch bei großen Auslenkungswinkeln die Belastungen gleichmäßig auf die Zahnflanken verteilen. Damit ist selbst bei einem Auslen-kungswinkel von 3,5 Grad nahezu die volle Drehmoment-kapazität gegeben.
ERFOLGREIcHER pRAxISTEST
Die neu entwickelte ht-Spindel wurde mehr als zwei Jahre in der Warmbandstraße von Salzgitter Flachstahl erprobt. temperaturmessungen direkt an den Verzahnungen zeig-ten eine konstante temperatur von unter 40 Grad Celsius – ein Beweis der geringen Reibung zwischen Spindelver-zahnung und treffer. Klaus lazzaro: „Auch das tragbild der Verzahnungen wurde überprüft. Es zeigte nach zwei Jahren im harten Walzbetrieb praktisch keine Spuren von Abnutzung.“
EINSATz IN NEUANLAGEN UND mODERNISIERUNGEN
SMS Siemag wird die ht-Spindel in Zukunft in allen neuen Warmbandstraßen einsetzen, die damit auch über die nächsten Jahre hinaus für die stetig wachsenden Anforde-rungen gerüstet sind. Auch in bestehende Anlagen kann die ht-Spindel eingebaut werden, sodass durch eine Er-neuerung des Antriebsstrangs höhere Walzmomente über-tragen werden – ein Schlüssel für die Ausweitung des Pro-duktportfolios im Bereich der höherfesten Güten. Je nach Kundenwunsch kann die ht-Spindel sowohl mit Ölumlauf- als auch mit einer Fettschmierung geliefert werden.
Den ersten Auftrag zum Einbau von ht-Spindeln erteil-te ein japanischer Stahlhersteller, der in den Gerüsten F1
Kennzeichen der ht-Spindel ist die praktisch volle Drehmo-mentkapazität bis zu einem Auslenkungs-winkel von 3,5 Grad.
0
20
40
60
80
100
120
140
160
180
1° 1,5° 2° 2,5° 3°
Sieflex®-ht-Spindel
Konventionelle Zahngelenkspindeln
Auslenkungswinkel
mom
ent (
%)
Drehmomentkapazität verschiedener Spindeln
und F2 Gelenkwellen durch neue ht-Spindeln ersetzt. Die Investition wurde so gesplittet, dass sie über laufende In-standhaltungsbudgets abgewickelt werden kann. In einer Warmbandstraße in Europa werden erstmals Sieflex®-ht-Spindeln mit Fettschmierung eingesetzt.
»AUCh DAS tRAGBIlD DER VERZAhNUNGEN WURDE üBERPRüFt. ES ZEIGtE NACh ZWEI JAhREN IM hARtEN WAlZBEtRIEB PRAKtISCh
KEINE SPUREN VON ABNUtZUNG«
Klaus lazzaro, leiter des Fachbereichs Antriebe/Antriebskomponenten, SMS Siemag.
125

INNOVAtIONEN SmS group newsletter 02 / 2013
Funksensor.
hEISSER FUNKhohe temperaturen am EAF führen schnell zu einem Instandhaltungsstau und Produktionsausfall. Die lösung: per Funk die Messwerte übertragen.
VORtEIlE...der kabellosen übertragung von messwerten per Funk
Geringer Installationsaufwand
Sicherer Betrieb des Ofens und hohe Verfügbarkeit
Wartungsfreundliche und sichere Funkübertragung der Messwerte
hohe Verfügbarkeit der Funk- sensoren
Räumlich mobile Sensoren
Geringere Kosten für Montage und Instandhaltung
Einfacher und schneller Wechsel der Sensoren
Geringe Stillstandzeiten, da die Instandhaltung der Kabel entfällt
i
Um die temperatur des Kühlwassers in Elektrolichtbogenöfen (EAF) zu er-fassen, sind die Panels mit Messsen-soren ausgestattet. Die Messungen sind wichtig für den Betrieb des Ofens: Ist die temperatur des Kühlwassers zu hoch, muss gegengesteuert wer-den. Nur so kann die Verfügbarkeit der Anlage und damit die Produktions-menge konstant bleiben.
Kabel übertragen bisher die Mess-werte. Diese sind jedoch anfällig: Ne-ben den hohen temperaturen führen auch Schlacke- und Metallauswürfe dazu, dass die Kabel schnell beschä-digt sind und laufend erneuert werden müssen. Mit der von SMS Siemag ent-wickelten kabellosen Messung per Funk können Kosten für neue Kabel, das Verlegen und die Instandhaltung reduziert werden. Zudem bietet diese technik die Möglichkeit, Messwerte auch an schwer zugänglichen Orten zu erfassen.Die BGh Edelstahl Siegen Gmbh hat die Vorteile erkannt und gemeinsam mit SMS Siemag die Funktechnik am EAF eingeführt. Die Ergebnisse sind sehr zufriedenstellend. „Seit wir die
temperatur am EAF per Funk mes-sen, haben wir viele Kabel gespart. Und zu jedem Kabel gehören ja weite-re Kosten: Verschleiß, Montage, In-standhaltung. Diese Kosten sparen wir nun ein. Aktuell überlegen wir, an welchen anderen Komponenten in unserem Werk wir die Messung per
Funk einsetzen können“, sagt thorsten hebel, Elektrobetrieb, BGh Edelstahl Siegen.
Die temperaturwerte des Kühlwas-sers werden an verschiedenen Punk-ten des Panels erfasst und zyklisch per
Funk gesendet. Ein Funkempfänger gibt diese per Datentelegramm über Datenbus an ein Automatisierungssys-tem zur weiteren Behandlung.
überzeugt von der kabellosen Messung: thorsten hebel, BGh Edelstahl Siegen (links).
126

Kühlschmierstoffe von SmS Siemag.
leistungsfähiges Öl
überzeugend: Outokumpu Nirosta nutzt das Warmwalzöl Primelub
hR tV 001 für das Walzen von dünnem Edelstahlwarmband.
Die Outokumpu Nirosta Gmbh betreibt in Krefeld eine der weltweit wenigen industriellen Dünnbandgießanlagen für Edelstahl. Da die Ansprüche an den Prozess und an die Bandqualität ständig steigen, benötigte Outokumpu Niros-ta ein neues leistungsfähiges Warmwalzöl und fand in SMS Siemag einen kompetenten Entwicklungspartner. In Ab-stimmung mit Outokumpu entwickelte SMS Siemag das überzeugende Warmwalzöl.
Durch den Einsatz werden zwei wesentliche Ziele er-reicht: eine verbesserte Bandqualität und niedrigere Pro-duktionskosten. Das verdeutlichen die Betriebsergebnisse, unter anderem wurde die Arbeitswalzenstandzeit erhöht und die Walzkraftverwerfung zwischen oberer und unterer Arbeitswalze reduziert.
VORtEIlEBetriebsergebnisse bei Einsatz des primeLub HR TV 001 am Beispiel eines martensitischen Edelstahls
Reduktion der Walzkraft um mehr als 50 % und gleichzeitige Erhöhung der Stichabnahme um durchschnittlich 10 % durch Anpassung der Ölmenge
Reduzierung der Walzkraftver- werfung zwischen oberer und unterer Arbeitswalze
Schnellerer Aufbau eines gleich-mäßigen Schmierfilms
Erhöhung der Bandqualität (keine Fleckenbildung/Rückstände)
Erhöhung der Arbeitswalzen-standzeit
Reduzierung des Energieverbrauchs
Reduzierung der Verschmutzung der Anlage
i
patrick [email protected]
127

128 SmS group newsletter 02 / 2013
Insbesondere eine hohe Qualität der inneren Rohroberflä-che, die direkt mit dem zu transportierenden Medium in Kontakt gerät, ist elementar wichtig. Zur Sicherstellung sind innovative Messverfahren notwendig. SMS Meer hat dazu das mobile, lasergestützte Messsystem InShape ent-wickelt, das über die Qualitätssicherung hinaus weitere Vorteile für die Anlagenbetreiber bietet.
Mit InShape können sowohl der Rohrinnendurchmesser über die gesamte länge als auch die Rohrovalität präzise ermittelt werden. Das System erfasst sogar lokale Abwei-chungen von der gewünschten Rohrform, misst die Schweißnahtkontur und erkennt Oberflächenfehler. Des Weiteren ermöglicht InShape eine Geradheitsmessung über frei definierbare Rohrabschnitte sowie eine Messung an mehreren beliebigen Seiten, sodass Geometriebabwei-chungen schnell erkannt werden. InShape ist ein moder-
Neue lasermess-technik InShape
höhere Anforderungen an längsnaht-geschweißte Großrohre stellen Rohr-
hersteller vor herausforderungen.
nes Multitalent für die Qualitätskontrolle und Optimierung des herstellprozesses in der Großrohrfertigung. Die Mess-werte von Inshape werden für jedes Rohr in einer von SMS Meer mitgelieferten Datenbank abgelegt und stehen damit für anschließende Analysen zur Verfügung.
Eine mobile Roboterplattform misst im Rohrinnern. Da-bei tastet ein speziell für InShape entwickelter laser-Sen-sor das Rohrinnere mit hoher Genauigkeit ab. Durch seine Mobilität können präzise Geometriemessungen an Groß-rohren zu verschiedenen Zeitpunkten im Fertigungspro-zess - zum Beispiel schon vor dem Schweißen – durchge-führt und der nachfolgende herstellprozess kann optimiert werden. Messfehler durch äußere Einflüsse werden ver-mieden, da alle Messungen am unbewegten, definiert gela-gerten Rohr durchgeführt werden.
Die messungen von InShape ermöglichen einen optimierten Herstellprozess.
InShape misst im Rohrinnern.
128128
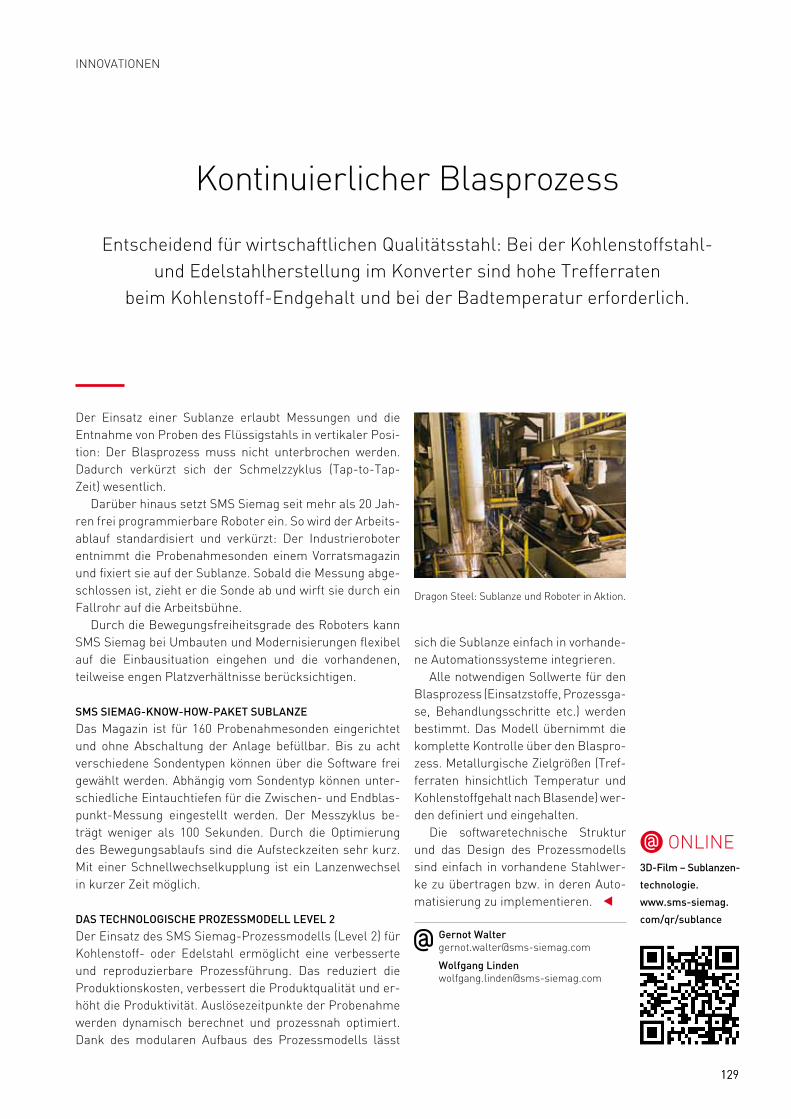
INNOVAtIONEN
Kontinuierlicher Blasprozess
Entscheidend für wirtschaftlichen Qualitätsstahl: Bei der Kohlenstoffstahl- und Edelstahlherstellung im Konverter sind hohe trefferraten
beim Kohlenstoff-Endgehalt und bei der Badtemperatur erforderlich.
3D-Film – Sublanzen-
technologie.
www.sms-siemag.
com/qr/sublance
ONlINE
Gernot [email protected]
Wolfgang [email protected]
Der Einsatz einer Sublanze erlaubt Messungen und die Entnahme von Proben des Flüssigstahls in vertikaler Posi-tion: Der Blasprozess muss nicht unterbrochen werden. Dadurch verkürzt sich der Schmelzzyklus (tap-to-tap-Zeit) wesentlich.
Darüber hinaus setzt SMS Siemag seit mehr als 20 Jah-ren frei programmierbare Roboter ein. So wird der Arbeits-ablauf standardisiert und verkürzt: Der Industrieroboter entnimmt die Probenahmesonden einem Vorratsmagazin und fixiert sie auf der Sublanze. Sobald die Messung abge-schlossen ist, zieht er die Sonde ab und wirft sie durch ein Fallrohr auf die Arbeitsbühne.
Durch die Bewegungsfreiheitsgrade des Roboters kann SMS Siemag bei Umbauten und Modernisierungen flexibel auf die Einbausituation eingehen und die vorhandenen, teilweise engen Platzverhältnisse berücksichtigen.
SmS SIEmAG-KNOW-HOW-pAKET SUBLANzE
Das Magazin ist für 160 Probenahmesonden eingerichtet und ohne Abschaltung der Anlage befüllbar. Bis zu acht verschiedene Sondentypen können über die Software frei gewählt werden. Abhängig vom Sondentyp können unter-schiedliche Eintauchtiefen für die Zwischen- und Endblas-punkt-Messung eingestellt werden. Der Messzyklus be-trägt weniger als 100 Sekunden. Durch die Optimierung des Bewegungsablaufs sind die Aufsteckzeiten sehr kurz. Mit einer Schnellwechselkupplung ist ein lanzenwechsel in kurzer Zeit möglich.
DAS TEcHNOLOGIScHE pROzESSmODELL LEVEL 2
Der Einsatz des SMS Siemag-Prozessmodells (level 2) für Kohlenstoff- oder Edelstahl ermöglicht eine verbesserte und reproduzierbare Prozessführung. Das reduziert die Produktionskosten, verbessert die Produktqualität und er-höht die Produktivität. Auslösezeitpunkte der Probenahme werden dynamisch berechnet und prozessnah optimiert. Dank des modularen Aufbaus des Prozessmodells lässt
sich die Sublanze einfach in vorhande-ne Automationssysteme integrieren.
Alle notwendigen Sollwerte für den Blasprozess (Einsatzstoffe, Prozessga-se, Behandlungsschritte etc.) werden bestimmt. Das Modell übernimmt die komplette Kontrolle über den Blaspro-zess. Metallurgische Zielgrößen (tref-ferraten hinsichtlich temperatur und Kohlenstoffgehalt nach Blasende) wer-den definiert und eingehalten.
Die softwaretechnische Struktur und das Design des Prozessmodells sind einfach in vorhandene Stahlwer-ke zu übertragen bzw. in deren Auto-matisierung zu implementieren.
Dragon Steel: Sublanze und Roboter in Aktion.
129129

VERANStAltUNGEN SmS group newsletter 02 | 2013130
Rund 150 Fachleute der chinesischen Stahl- und Aluminiumhersteller ka-men auf Einladung von SMS Siemag zu dem Symposium „heat/treat Your Business“ zusammen. hier stellte der 2011 gegründete Bereich „thermische Prozesstechnik“, der die Kompeten-zen der SMS Siemag in Deutschland, des Ofenbauers Drever International (Belgien) und der Ares Furnace (Chi-na) bündelt, seine innovativen lösun-gen für Ofenkonzepte vor. Der Fokus lag auf Kühltechnologien, Energieeffi-zienz und Umwelttechnik sowie Pro-zessmodellen und Kernkomponenten.
„Unsere Vorträge orientierten sich nicht an einzelnen Produktionslinien,
sondern an übergeordneten Prozess-schritten wie dem Kühlen des Materi-als, den energetischen und umwelt-technischen Aspekten der Erwärmung sowie der Automatisierung des Pro-zesses“, sagt Dr. Fritz Brühl, leiter des Geschäftsbereichs thermische Prozesstechnik.
thermische Prozesstechnik bietet SMS Siemag heute für Flachprodukte aus Kohlenstoff- und Edelstahl sowie Elektroband an. Das Spektrum um-fasst Vertikal- und horizontalöfen für kontinuierliche Glüh- und Verzin-kungslinien, Schwebebandöfen für
harald Rackel, Mitglied des Vorstands der SMS Siemag, begrüßte die teilnehmer.
OFEN IM BlICKKunden wünschen zunehmend Anlagenbauer, die Gesamtanlagen
einschließlich des Prozess-Know-hows liefern können. SMS Siemag leistet dies. Das verdeutlichte ein Symposium in Peking,
China, bei dem die thermische Prozesstechnik im Fokus stand.
Rund 150 Teilnehmer besuchten das Ofensymposium der SmS Siemag in peking.
130

Große Resonanz bei Symposium
Herr Dr. Brühl, welches inhaltliche Konzept stand hinter dem Symposium? Unsere Vorträge orientierten sich nicht an einzelnen Pro-duktionslinien, sondern an übergeordneten Prozessschrit-ten wie dem Kühlen des Materials, den energetischen und umwelttechnischen Aspekten der Erwärmung sowie der Automatisierung des Prozesses. hierin spiegelt sich auch das Konzept des Bereiches der thermischen Prozesstech-nik wider: Innovative lösungen beschränken sich bei uns nicht auf einen bestimmten Prozessschritt der Stahl- oder Aluminiumerzeugung, sondern wir übertragen diese auch immer auf andere Schritte. Das verstehen wir unter Prob-lemlösungskompetenz.
Welche Vorträge stießen auf besonderes Interesse? Auf großes Interesse stieß die Vorstellung verschiedener neuer Kühltechnologien, darunter besonders die „Water Quench“ mit Abkühlraten von bis zu 1500 Kelvin pro Sekun-de. Diese wurde kürzlich auch bei PRO-tEC in den USA in Betrieb genommen. Dank der Water Quench und Gas-Jet Kühlungen neuester Generation besteht die Möglichkeit, durch eine gezielte Kühlung den Anteil teurer legierungs-elemente zu reduzieren. Ebenso intensiv diskutiert wurden neue Entwicklungen im Bereich der Prozessmodelle unter dem Stichwort „Intelligent Furnace“ und auch kombinierte Anlagentechnologien.
Warum fand das SMS Ofensymposium in China und nicht in Deutschland statt?Wir suchen immer die Nähe zu unseren Kunden und nicht zu unseren Wettbewerbern. Von daher ist es nur richtig und konsequent, sich auf dem für uns wichtigsten Markt vor Ort zu präsentieren. Darüber hinaus besteht gerade in China ein sehr großes Interesse und Verständnis für die neuesten technologischen Entwicklungen, sodass wir unsere aktuel-len highlights hier vorgestellt haben. Im Gegenzug bekom-men wir damit einen direkten Eindruck von den Ansprü-chen unserer Kunden, die für uns verpflichtend sind.
Interview
Dr. Fritz Brühl
Leiter des Ge-
schäftsbereichs
„Thermische
prozesstechnik“
führte durch das
Symposium.
Beschichtungs- und Glühlinien und Rollenherd- und Kammeröfen in Ver-gütungslinien für Grobblech und Warmwalzwerke. Darüber hinaus ge-hören techniken für CSP®-Anlagen der neuesten Generation dazu. Welt-weit beschäftigt der Geschäftsbereich mittlerweile rund 250 Mitarbeiter, da-von knapp die hälfte in China. Weiter-hin bieten die Service-Werkstätten von SMS Siemag in China gerade durch die Fertigung und Beschichtung von Ofen-rollen ein besonders großes Angebot.
Auf der Veranstaltung stellten Ex-perten beispielsweise Prozess Know-how für Anwendungsbereiche wie Elektroband oder Automobilgüten vor. Die neu gegründete Gesellschaft Met/Con referierte über die wichtigsten Schritte zur herstellung von Automo-bilstählen.
Einer der höhepunkte war der Vor-trag von hyung Seok lee von hysco hyundai aus Südkorea, der über die Erfahrungen mit der kombinierten CAl/CGl in seinem Unternehmen be-richtete. Dort war 2006 die weltweit erste und nur wenige tage vor dem Symposium die zweite Anlage dieses typs in Betrieb gegangen. Bei dem Verfahren ist ein Wechsel von Feuer-verzinkungs- auf Glühbetrieb durch einen Umschluss im Ofen möglich. Es wird eine bisher unbekannte Flexibili-tät im Produktionsprozess erreicht, da der Wechsel nur 16 Stunden in An-spruch nimmt. Die Betriebsergebnis-se überzeugen. „Ganz besonders ge-freut habe ich mich über das lob von hysco, denn wir haben den Prozess gemeinsam entwickelt und in einer großartigen Kooperation zur Betriebs-reife gebracht“, sagt Brühl. Mittler-weile läuft seit 2012 bei MMK in Russ-land weltweit die dritte Anlage dieser Art und SMS Siemag verfolgt aktuell auch mehrere Projekte in China.
Rund 150 Teilnehmer besuchten das Ofensymposium der SmS Siemag in peking.
131
VERANStAltUNGEN

SmS group newsletter 02 / 2013
Infacon 2013 SMS Siemag beteiligte sich an der Konferenz Infacon, dem Branchen-treffpunkt für Ofentechnik, insbe-sondere im Bereich Ferro-legie-rungen und Silizium-Metall. Die Konferenz fand Mitte Juni in Almaty, Kasachstan, statt. Als Platinspon-sor hielten die Experten von SMS vier Vorträge, unter anderem über ein neues FeMn/SiMn-Modell und Möglichkeiten zur Energierückge-winnung und Nutzung von Prozess-gasen rund um den SAF. SMS-Kun-de Kazchrome bot den teilnehmern Exkursionen zu den Werken in Aksu und Aktobe an. In Aktobe baut Kaz-chrome gerade eine neue FeCr-Anlage. herzstück sind 4 x 72 MW Gleichstromöfen zur herstellung von insgesamt 440,000 FeCr, die von SMS Siemag geliefert werden.
Aluminiummarkt ChinaDie SMS group hat sich auf der AlUMINIUM China, Anfang Juli in Schanghai präsentiert. Seit 2006 ist SMS auf der Veranstaltung vertreten. Vorgestellt wurde die ganze Bandbreite – von den Maschinen der Primäraluminiumerzeu-gung (hertwich), den Warm- und Kaltwalzwerken der SMS Siemag inklusive entsprechender Elektrik.
WEltWEIt
2013
VERANSTALTUNGEN
Ecoplants im FokusAuf der in Guangzhou stattfindenden China Internatio-nal Green Innovative Products & technologies Show, einer Publikumsmesse für umweltfreundliche Produkte, präsentiert die SMS group vom 9. bis 12. No-vember 2013 ihre Ecoplants-lösungen. Weitere Infos: www.cigipts.cn
Forge Fair mit GirardGirard Associates, der nordamerikanische Spezialist für Steuerung, hydraulik und Robotersysteme für die Schmiedeindustrie, gehört seit kurzem zur SMS Meer-Familie. Auf der Messe „Forge Fair“ in Columbus (Ohio/USA) präsen-tierten sich Girard und SMS Meer erstmals im gleichen „look“.
132

i22.10.-25.10. 9th China Steel Conference | Peking, China
26.10.-28.10. Arab Steel Summit 2013 | Dubai, Vereinigte Arabische Emirate
05.11.-07.11. 19th IAS Steel Conference | Rosario, Argentinien
09.11.-12.11. China International Green Innovative Products & Technologies Show | Guangzhou, China
10.11.-12.11. Latin American Steel Congress Alacero-54 | Lima, Peru
12.11.-15.11. Metal Expo | Moskau, Russland
18.11.-21.11. 50th ABM Rolling Seminar | Ouro Preto, Brasilien
28.11. Internationale Jahrestagung Stahl 2013 | Düsseldorf, Deutschland
09.12.-11.12. 17th Middle East Iron and Steel Conference | Dubai, Vereinigte Arabische Emirate
16.12.-18.12. International Conference on Science and Technology of Ironmaking and Steelmaking (STIS 2013) | Jamshedpur, Indien
Premiere in JakartaBei der erstmals stattfindenden Messe „Indometal“ in Jakarta prä-sentierten Experten der SMS group die Anlagen und Services des Unter-nehmens. Am SMS-Stand ließ sich der Wirtschaftsminister Indonesi-ens, Mustafa Abubakar (im Foto rechts), von Frank Salomon, SMS Meer (Mitte), und seinen Kollegen zeigen, welche Anlagen und Maschi-nen des Unternehmens für indone-sische Kunden interessant sind. Die Indometal soll zukünftig alle zwei Jahre stattfinden.„Wir haben viele neue Kontakte knüpfen können“, sagt Salomon.
Mehr über kommen-
de Veranstaltungen
erfahren Leser auch
unter:
www.sms-group.
com/messen.php
OnLInE
VERAnStALtUnGEn 2013
133
VERAnStALtUnGEnInhALt SMS group newsletter 02 / 2013
Inhalt18 Im Fokus – Servicelösungen der SMS group
Die neue Ausgabe des newsletter berichtet über die aktuellen Projekte der SMS group. Schwerpunkt dieser Ausgabe sind die vielseitigen Serviceleistungen.
20 Service aus einer Hand Schnell, kompetent und
vertrauensvoll ist der Service
der SMS group
30 Weltweit vor Ort Weltweit präsent sind
die Serviceexperten der
SMS group
34 Extra-Schicht Die Beschichtung von Rollen
und Kokillen reduziert Be-
triebskosten
4 Neues in Kürze Kurzmeldungen
6 Bilanz gezogen
8 Ecoplants
130 Veranstaltungen
Im Fokus – Service
38 Alltagswissen Die tECademy vermittelt
Kunden Expertenwissen.
Davon überzeugte sich der
Kunde Bilstein
44 Rundum sorglos SMS Meer übernimmt
Ersatzteilmanagement bei
der United Steel Company
46 Alles für den Hochofen Lösungen rund um den hoch-
ofen bietet Paul Wurth
2
IMPRESSuMHerausgeber SMS group
Unternehmenskommunikation
Eduard-Schloemann-Straße 4
40237 Düsseldorf, Deutschland
www.sms-group.com
Titelbild Recai Erdem, Elektrik und
Automation, SMS Siemag, berät den
türkischen Kunden Colakoglu an der
Warmbandstraße.

PUBlIKAtIONEN
KALIBRIERSYSTEM FÜRSAUERSTOFFBLASLANZEN
1. heat 2. heat 3. heat
Pre
ssu
re [
bar
]
Tem
per
atu
re [
°C]
Time [min]
20
18
16
14
12
10
8
6
4
2
00 50 100 150 200 250 300
100
90
80
70
60
50
40
30
20
10
0
pVS pressure valve stationp0 pressure lance tipT0 temperature lance tip
➞ Höhere Effizienz des Blasprozesses
➞ Längere Lebensdauer der Sauerstoffblaslanze
➞ Senkung der Betriebskosten
H2-203D_Kalibriersystem__ 09.08.13 11:00 Seite 1
X-PRO® LASER WELDERLaserschweißtechnik für Bandanlagen
Bandanlagen
SMS SIEMAG
HÜTTEN- und WALZWERKSTECHNIK
W7-318D_Laserschweißmaschine_deutsch 09.08.13 10:56 Seite 1
Alle Druckschrif-
ten der SmS group
können Sie unter
folgendem Link
bestellen:
www.sms-group.
com/druck
schriften.php
ONlINE
Infobroschüre in Deutsch oder EnglischBestell-Nr.: H2-203D und E
Die in dieser Druckschrift enthaltenen Informationen beschreiben leistungseigenschaften von Produkten im Allgemeinen. Die leistungseigenschaften von gelieferten Produkten können von den in der Broschüre beschriebenen Eigenschaften abweichen. Insbesondere können sich diese Eigenschaften durch Weiterentwicklung von Produkten ändern. Die in dieser Druckschrift enthaltenen Informationen entfalten keine Rechtswirkung. Zur lieferung von Produkten mit spezifischen Eigenschaften sind wir nur verpflichtet, wenn diese ausdrücklich vereinbart ist.
Infobroschüre in Deutsch oder EnglischBestell-Nr.: W7-318D und E
Unsere neuen Infobroschüren im überblick
erhalten Sie bei unserem
Bestellservice
Weiterepublikationen
S A F
Passion for metals
Metix and Paul Wurth join the SMS group | Our complete product portfolio forSAF technology | Technological highlights | Introduction of furnace applications| Ferro alloys and Si-metal | Non-ferrous metals | Special applications | Wasterecycling and pig iron | Energy recovery systems | Waste recycling concepts |Research and development | Services at a glance | Seminars and training | Infor-mation materials and publications
BULLETIN 2013
S A FThe SMS group: Superior in Submerged-ArcFurnaces and Electric Smelter Technology
SA
F|
BU
LL
ET
IN2
01
3
Su
bm
erg
ed
Arc
Fu
rna
ce
s
SMS SIEMAG AG
Metallurgical Plants DivisionSubmerged-Arc Furnaces (SAF)
Eduard-Schloemann-Strasse 440237 Düsseldorf, Germany
Phone: +49 211 881-6372 or 6180 or 5288Telefax: +49 211 881-6980
E-mail: [email protected]: www.sms-siemag.com
MEETING your EXPECTATIONS
H4/
303E
1500
/05
/13
.K
y. P
rinte
din
Ger
man
y
“The information provided in this brochure contains a general description of the performance characteristics of the products concerned. The actual products may not always have thesecharacteristics as described and, in particular, these may change as a result of further developments of the products. The provision of this information is not intended to have and willnot have legal effect. An obligation to deliver products having particular characteristics shall only exist if expressly agreed in the terms of the contract.”
H4-303_SAF_Bulletin_2013_v7_Umschlag 21.05.13 09:03 Seite 1
Infobroschüre in EnglischBestell-Nr.: H4-303E
The Vertical Compact Coiler (VCC®) is the SMS Meer spooling technology to produce compact coils of rebars, rounds, squares and hexagons.
BENEFITS AT A GLANCE
n Torsion-free coils for cutting and bending lines n High coil density: 75% steel, 25% air n Compact and good coil geometry n Significantly reduced storage space.
VCC® – VERTICAL COMPACT COILER Torsion-free coils with compact geometry
Infobroschüre in EnglischBestell-Nr.: D2 301.06/13 en Ve
röff
entl
icht
am
7. O
ktob
er 2
013
| © S
MS
grou
p | A
uflag
e: d
euts
ch 5
.500
, eng
lisch
14.
100
| Pri
nted
in G
erm
any