BBR_09-2001
4
Die KVK Körner Che- mieanlagenbau GmbH, Wies (A), plante und baute jüngst eine vollautomatische Beizanlage für „Forster Stahlrohrtech- nik“ im schweizerischen Arbon. Das Beizprogramm umfaßt eine vielfältige Palette von Rohrprodukten. Die Be- handlungsstufen Entfetten, Spülen, Bei- zen, Phosphatieren und so weiter lau- fen automatisch und produktspezifisch ab. Körner ist seit mehr als 25 Jahren im Bereich Metallbeizanlagen tätig. Wurden am Anfang fast ausschließlich robuste Beizbehälter für das Beizen von Stückgut gefertigt, so hat sich das Un- ternehmen in den letzten zehn Jahren vom Behälterbauer zum System-Anbie- ter entwickelt. Mit der Forster Stahlrohrtechnik, ei- nem Unternehmen der Arbonia-Forster- Gruppe, gab es bereits 1995 erste Kon- takte, und schon damals dachte man über eine Erneuerung der Beizerei nach. Basis der Überlegungen war die örtliche Trennung von Rohrproduktion und Beizerei. gemeinsame Planung Die Entfernung von circa 3 km bereite- te große logistische Probleme. Zudem war die Anlage bereits seit einigen Jahrzehnten in Betrieb, und der techni- sche sowie der Umweltstandard ent- Bänder, Bleche, Rohre ¨ September 2001 37 OBERFL Ä CHENBEARBEITUNG Vollautomatische, gekapselte Beizanlage für ein Stahlrohrtechnik-Unternehmen Steigende Anforderungen der Kunden bezüglich Sonderausfüh- rungen der Behälter oder Zusatzwünsche zu ihren Anlagen ließen einen österreichischen Behälterbauer für Beizanlagen zu einem System-Anbieter werden. Gemeinsam mit den Kunden – basierend auf deren spezifischen Anforderungen – entstehen so komplette Beizanlagen, die genau auf den Bedarf zugeschnitten sind. Umweltschonend zum Beizerfolg Geschlossene Gesellschaft: Das KVK-Beizsystem mit der gekapselten Beizlinie ermöglicht die platzsparende Integration in einer Halle in unmittelbarer Nähe zu anderen Produktionsbereichen, da dem gekapselten Beizsystem keine Säuredämpfe entweichen. Die drei Tore in der Vorbehandlung ermöglichen, daß die unterschiedlichen Prozesse zeitoptimal abgearbeitet werden können.
-
Upload
kvk-koerner -
Category
Documents
-
view
217 -
download
0
description
Mit der Forster Stahlrohrtechnik, ei- nem Unternehmen der Arbonia-Forster- Gruppe, gab es bereits 1995 erste Kon- takte, und schon damals dachte man über eine Erneuerung der Beizerei nach. Basis der Überlegungen war die örtliche Trennung von Rohrproduktion und Beizerei. 37 Die Entfernung von circa 3 km bereite- te große logistische Probleme. Zudem war die Anlage bereits seit einigen Jahrzehnten in Betrieb, und der techni- sche sowie der Umweltstandard ent- gemeinsame Planung
Transcript of BBR_09-2001

Die KVK Körner Che-mieanlagenbau GmbH, Wies (A), planteund baute jüngst eine vollautomatischeBeizanlage für „Forster Stahlrohrtech-nik“ im schweizerischen Arbon. DasBeizprogramm umfaßt eine vielfältigePalette von Rohrprodukten. Die Be-handlungsstufen Entfetten, Spülen, Bei-zen, Phosphatieren und so weiter lau-
fen automatisch und produktspezifischab. Körner ist seit mehr als 25 Jahrenim Bereich Metallbeizanlagen tätig.Wurden am Anfang fast ausschließlichrobuste Beizbehälter für das Beizen vonStückgut gefertigt, so hat sich das Un-ternehmen in den letzten zehn Jahrenvom Behälterbauer zum System-Anbie-ter entwickelt.
Mit der Forster Stahlrohrtechnik, ei-nem Unternehmen der Arbonia-Forster-Gruppe, gab es bereits 1995 erste Kon-takte, und schon damals dachte manüber eine Erneuerung der Beizereinach. Basis der Überlegungen war dieörtliche Trennung von Rohrproduktionund Beizerei.
gemeinsame PlanungDie Entfernung von circa 3 km bereite-te große logistische Probleme. Zudemwar die Anlage bereits seit einigenJahrzehnten in Betrieb, und der techni-sche sowie der Umweltstandard ent-
Bänder, Bleche, Rohre ¨ September 2001 37
OBERFLÄCHENBEARBE I TUNG
Vollautomatische, gekapselte Beizanlage für ein Stahlrohrtechnik-Unternehmen
Steigende Anforderungen der Kunden bezüglich Sonderausfüh-rungen der Behälter oder Zusatzwünsche zu ihren Anlagen ließeneinen österreichischen Behälterbauer für Beizanlagen zu einemSystem-Anbieter werden. Gemeinsam mit den Kunden – basierend auf deren spezifischen Anforderungen – entstehen so kompletteBeizanlagen, die genau auf den Bedarf zugeschnitten sind.
Umweltschonend zum Beizerfolg
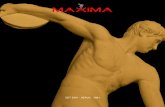
Geschlossene Gesellschaft: Das KVK-Beizsystem mit der gekapselten Beizlinie ermöglicht die platzsparende Integration in einer Halle in unmittelbarerNähe zu anderen Produktionsbereichen, da dem gekapselten Beizsystem keine Säuredämpfe entweichen.
Die drei Tore in der Vorbehandlung ermöglichen, daß die unterschiedlichen Prozesse zeitoptimal abgearbeitet werden können.

sprachen nicht mehr dem heutigenStand der Technik. Der erste Arbeits-schritt der gemeinsamen Konzeptionbestand darin, aus dem Materialmix derzu produzierenden Produkte eine Grup-pierung zu erstellen, die es zuläßt, dieunterschiedlichen Produkte in gruppen-ähnliche Prozeßabläufe zusammenzu-fassen. Das Ergebnis dieser Analysenwaren verschiedene Prozeßgruppen, fürdie jeweils der Ablauf der chemischenBehandlung gleich war.
Ohne FlaschenhalsDer nächste Schritt bestand darin, die-se Prozeßabläufe für die jeweiligen Ma-terialgruppen so zu gestalten, daß ei-nerseits eine einheitliche Produktions-richtung ohne Engpaß gewährleistetwerden kann, und andererseits eine op-timale Gestaltung für den Einsatz einesautomatischen Transportsystems ge-funden werden konnte. Das Ergebniswar eine Anordnung der Prozeßbäder,die sicherstellt, daß kürzeste Umsetz-zeiten eingehalten werden und derchemische Prozeß der Vorbehandlungvon der Durchlaufzeit her optimiertwerden konnte. Auf Basis der Erfahrun-gen von Körner und von Forster Stahl-rohrtechnik konnte das endgültige Kon-zept erarbeitet werden. Nach einer ab-schließenden Festlegung der Schnitt-stellen zu anderen Gewerken, wie derNeutralisationsanlage oder den Aufbe-reitungsanlagen für Prozeßchemikalien,wurde das Konzept endgültig fixiert.
Automatisierter MaterialflussDie Rohrbunde werden über ein Zu-bringersystem zu den Be- und Entlade-stationen gebracht. Rohrbunde mit ei-nem Durchmesser bis 800 mm werdenmittels Anschlagmittel an Traversen be-festigt. Diese Traversen liegen auf spe-ziell vorbereiteten Entnahmestationenund können vom Transportsystem voll-automatisch übernommen werden. DieMaterialidentifikation sowie der Pro-zeßablauf werden zu Beginn des Ver-fahrensablaufs definiert und über einProzeßleitsystem der jeweiligen Trans-porteinheit mitgeteilt. Dieses Pro-zeßleitsystem optimiert den Ablauf fürdie chemische Vorbehandlung, um ei-nen bestmöglichen Durchlauf für unter-
Die Traversen mit den Rohrbunden kön-nen entweder auf den Vorbehandlungs-bädern abgesetzt werden (Prozeßzeitenlänger als 5 Minuten) oder bleiben inden Fahreinheiten hängen (bei kurzenProzeßzeiten, wie Spülen).
Drei Tore zur Zeitoptimierung Die Rohrbunde werden automatischentsprechend dem vorgegebenen Pro-zeß durch die Prozeßbäder getaktetund vollautomatisch entweder durchdas Tor Nr. 2 oder Nr. 3 aus der gekap-selten Vorbehandlung ausgeschleust.Danach werden die ProzeßschritteTrocknen, Ölen beziehungsweise Ab-tropfen auch vollautomatisch angefah-ren, um nach Beendigung des Prozes-ses wieder über den Speicher auf dieBe- und Entladestation zurückgeführtzu werden. Bei Waren, die nur entfettetwerden müssen, werden die Rohr-bunde durch das Tor 1 sowohl ein- alsauch ausgeschleust. Produkte, derenletzter Prozeßschritt das Phosphatierenist, werden durch das Tor Nr. 2 ausge-schleust. Dieses Konzept trägt zu einerOptimierung der Durchlaufzeiten bei.Die 15 Vorbehandlungsbehälter werdenLängswand an Längswand in einer Ein-stelltasse aufgestellt. Die Einstelltassewurde mit einer KVK-Beschichtung ge-schützt, so daß alle behördlichen Auf-lagen bezüglich Grundwasserschutz(Bodensee-Nähe) eingehalten werden.
Saubere Trennungder RohreDie Behälter sind je nach Prozeßchemi-kalie und Temperatur in verschiedenenMaterialvarianten ausgeführt und habenalle erforderlichen Anschlußflansche,um einerseits ein optimales Chemika-lien-Handling und andererseits einenoptimalen Prozeß sicherzustellen. DerBehälterboden hat ein Gefälle. DiePhosphatierbehälter wurden in einerSpezialausführung gefertigt, wobei be-sonders auf Feststoffanfall Rücksichtgenommen wurde. Alle Behälter sind indieser Einstelltasse auf einem 500 mmhohen Sockel montiert, so daß rund umdie Behälter ein Gangbereich mit einerausreichenden Gehhöhe erreicht wird.Die Rohrbunde werden beim Einsetzenin die jeweiligen Prozeßbäder über so-
schiedliche Produkte sicherzustellen.Die chemische Vorbehandlung ist imPrinzip in zwei Bereiche geteilt. Bereich1 (die meisten Prozeßbäder sind dortangeordnet) befindet sich innerhalb ei-ner gekapselten Vorbehandlung, dieüber ein Zutrittstor 1 beziehungsweiseüber Ausfahrtstore 1, 2 oder 3 be-schickt werden kann. Der zweite Teilder Vorbehandlung besteht im wesent-lichen aus Ölbädern, Speichern undAbtropfstationen und ist außerhalb desgekapselten Systems angeordnet. Indiesem Bereich befindet sich auch derTrockenofen.
Zur VorbehandlungNachdem die Traversen von der Be-und Entladestation automatisch auf dieSpeicherpositionen transportiert wur-den, werden sie dort von der Transport-technik entsprechend der Vorgabendes übergeordneten Prozeßleitsystemsaufgenommen und über ein Schleusen-tor 1 in die gekapselte Vorbehandlunggeführt. Bei dieser Anordnung werdendie Vorteile der Längs- beziehungswei-se Querbewegung der Rohrbunde opti-mal ausgenutzt. Beim Öffnen des Tores1 wird die geringstmögliche Fläche inder Einhausung geöffnet. Das trägt mitdazu bei, daß keine Emissionen austre-ten können. In der Vorbehandlung wer-den die einzelnen Prozeßschritte, wel-che als Vorgabe im Prozeßleitsystemabgespeichert wurden, abgearbeitet.
Bänder, Bleche, Rohre ¨ September 200138
OBERFLÄCHENBEARBE I TUNG
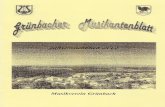
Geplanter Ausgang: Ob nur entfetten und dannölen oder phosphatieren, die Rohre könnennach Bedarf die Beize schon frühzeitig durchTor 1 verlassen.

genannte Bundteiler aufgeteilt, um eineFehlbehandlung an den Kontaktstellenzwischen den Rohren zu vermeiden.Die Bundteiler sind einfach aus demBecken herauszuheben und könnensehr einfach ausgetauscht werden.
„Gedeckeltes“ EnergiesparenDas Entfettungsbad und das Besei-fungsbad, die mit Temperaturen bis 95 °Cgefahren werden, wurden zusätzlichmit Deckeln ausgestattet, die über diezentrale Steuerung geöffnet und ge-schlossen werden. Diese Deckel er-möglichen eine Energieeinsparung ei-nerseits und andererseits eine optimaleLuftführung. Alle Behälter sind mit Tra-versenauflagern ausgestattet, die einautomatisches Aufnehmen und Able-gen der Warenträger mit den Rohrbun-den zu ermöglichen. Die Prozeßchemi-kalien werden bei Temperaturen bis95° Celsius betrieben. Die Beheizungder Bäder erfolgt über Wärmetauscher,die in die Becken integriert sind. DieWärmeübertragung erfolgt indirekt. AlsHeizmedium wird überhitztes Wassermit 120° Celsius Vorlauftemperatur ein-gesetzt. Die Überwachung der Tempe-raturen sowie die Vorgabe der Solltem-peraturen erfolgt über das zentrale Pro-zeßleitsystem.
Unterdruck stoppt EmissionenDie Heizungselemente sind so ange-bracht, daß sie auch vor mechanischenBeanspruchungen durch die Rohrbundegeschützt werden. Alle Vorbehand-lungsbäder sind Längswand an Längs-wand aufgestellt und in den Über-gangsbereichen verbunden. Auf Ober-
stem wurde nach einem von Körner pa-tentierten Konzept ausgeführt. Bei Pro-zeßtemperaturen in der Größenord-nung, wie sie hier gefahren werden,muß großes Augenmerk auf eine mini-male Nebelbildung gelegt werden. Dieaus der Einhausung abgesaugte Luft,die ein hohes Energieniveau aufweist,wird, bevor sie an die Umgebung abge-führt wird, über eine Wärmerückgewin-nungsanlage gefahren. Die Luftmengensind automatisch aufeinander abge-stimmt: Sobald sich die Abluftmengeder Abluftanlage verringert, verringertsich auch das Durchströmvolumendurch den Wärmetauscher. Durch dieseMaßnahme wird die Abluft um minde-stens 5° Celsius abgekühlt.
Die Anlage wurde auf Basis einesgemeinsam erstellten Fließschemasverrohrt. Es wurden Ansetzbehälter mitRührwerken für verschiedene Chemika-lien vorgesehen, von denen die vorbe-reiteten Chemikalien direkt in die Pro-zeßbäder geleitet werden. In denSpülen wurden konstante Zu- bezie-hungsweise Überläufe realisiert, dieteilweise in Kaskadenform ausgeführtsind. Es wurden Sicherheitsüberwa-chungen und Verriegelungen mit derNiveaukontrolle in der Neutralisations-anlage eingebunden.
Verknüpfte SteuerungenAußerhalb der Einhausung befindensich zwei Ölbäder und der Trockner. DerTrockner wurde in einem neuartigenKonzept ausgeführt, der mit einer ge-ringen Betriebstemperatur betriebenwird, und zusätzlich ein Luftentfeuch-tungsaggregat enthält. Der Trocknerwird nur dann in Betrieb genommen,wenn über die Prozeßsteuerung einSignal gegeben wird, daß ein Rohrbund
kante der Behälter werden umlaufendKVK-Wartungsgangplatten montiert, dieeinerseits mit den Behältern und ande-rerseits mit den Einhausungspaneelendiffusionsdicht verbunden sind. Durchdiese Anbringung wird der Einhau-sungsbereich unterteilt in einen Emissi-onsbereich und in einen trockenen Kel-lerbereich. Der gesamte Vorbehand-lungsbereich ist unter Verwendung vonKVK-Einhausungspaneelen völlig vomübrigen Hallenbereich abgekapselt. DieEinhausungspaneele bestehen aus 40mm dicken Hartschaum-Sandwich-Platten, die auf der medienberührtenSeite (Einhausungsinnenseite) zusätz-lich mit einem glasfaserverstärktenKunststofflaminat versehen sind. Einewesentliche Anforderung an die Ein-hausung ist die bestmögliche Verhinde-rung von Emissionen. Die Einbringungund Ausbringung der Rohrbunde er-folgt über vollautomatische Schleusen-tore, die, pneumatisch angetrieben,kurze Öffnungs- und Schließzeiten ga-rantieren. Um Emissionen zu verhin-dern, ist es notwendig, einen Unter-druck in der Einhausung zu erzeugen.Dieser Unterdruck wird mit Hilfe einerAbluftanlage gewährleistet, bei der einebestimmte Abluftmenge kontinuierlichabgezogen wird.
EnergieoptimiertesAbluftkonzeptDie Unterdruckregelung leistet einenwesentlichen Beitrag an ein energieop-timiertes Abluftkonzept. Wenn man be-denkt, daß eine Reduktion der Abluft-menge von 100 auf 60 Prozent die En-ergieaufnahme von 100 auf circa 20Prozent reduziert, erkennt man sehrschnell dessen Wirtschaftlichkeit. DieLuftführung in diesem gekapselten Sy-
Bänder, Bleche, Rohre ¨ September 200140
OBERFLÄCHENBEARBE I TUNG
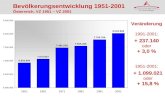
Doppelter Nutzen: Bei Prozeßtemperaturen in der Größenordnung, wie sie hier gefahren werden, muß großes Augenmerk auf eine minimale Nebelbil-dung gelegt werden. Die aus der Einhausung abgesaugte Luft, die ein hohes Energieniveau aufweist, wird, bevor sie an die Umgebung abgeführt wird, übereine Wärmerückgewinnungsanlage gefahren.

zu trocknen ist. Die ganze Anlage arbeitet vollautomatisch.Ein Prozeßleitsystem steuert die Transporttechnik. DiesesProgramm ist über definierte Schnittstellen mit einem zwei-ten Programm verbunden, das die chemischen Prozesse be-ziehungsweise chemischen Parameter vollautomatisch über-wacht. Die Schleusentore sowie die Deckel der Vorbehand-lungsbecken und des Trockners werden automatisch geöff-net und geschlossen. In der Steuerung ist auch ein Modul in-tegriert, das sicherstellt, daß die Dämpfe, die sich zwischenFlüssigkeitsoberfläche und Deckel befinden, vor dem Öffnendes Deckels weitgehend abgesaugt werden. Da nicht diekomplette Produktpalette über den Trockner gefahren wird,wurde aus wirtschaftlichen Überlegungen ein speziellesTrocknerprogramm integriert. Der Trockner wird mit einer ge-wissen Vorlaufzeit in Betrieb genommen, so daß das Materi-al, wenn es den Trockner erreicht, sofort getrocknet werdenkann.
Die Abluftanlage, als Kernstück des gekapselten Systems,wird über eine Unterdruckregelung gesteuert. Diese Unter-druckregelung garantiert einerseits, daß keinerlei Schadstof-fe aus der gekapselten Einhausung austreten können, undandererseits eine hohe Wirtschaftlichkeit erreicht wird. DieAbluftanlage zieht nur ein großes Volumen ab, wenn die Zu-trittstore offen sind. Für den Rest der Zeit wird sie bei einemwesentlich geringeren Abluftvolumen gefahren.
ZentralsteuerungAlle wesentlichen Parameter des chemischen Prozesses wer-den von der zentralen Steuerung überwacht und können dorteingestellt werden. Die vollautomatische Niveausteuerungstellt gleichmäßige Niveaus in allen Becken sicher und über-wacht, über Durchflußmesser, die Spülprozesse. Es wurdenalle Überwachungselemente zwischen der Vorbehandlungund der Neutralisation in die jeweiligen Steuerungen einge-bunden. Die Prozeßtemperaturen werden über zentrale Tem-peratursteuerungen vorgegeben und überwacht. Sie könnenvon einem zentralen Computer frei vorgegeben und zu einemspäteren Zeitpunkt in einer Datei archiviert werden. Es sindebenfalls Schnittstellen mit einer von Forster Stahlrohrtechnikeingesetzten ERP-Software (Enterprise-Resource-Planning)vorgesehen.
Gekapselte VorbehandlungsanlageDer Kernpunkt dieses neuen Konzeptes ist eine gekapselteVorbehandlungsanlage, die sicherstellt, daß Emissionen nichtin andere Produktionsbereiche entweichen können. Dadurchist es möglich, direkt an die Beizerei angrenzend, einen La-gerbereich vorzusehen, der wiederum die optimale logisti-sche Anbindung an die Beizerei sicherstellt. Durch die Tatsa-che, daß keinerlei korrosive Dämpfe außerhalb der Einhau-sung auftreten, ist es möglich, ein vollautomatisches Trans-portsystem einzusetzen, bei dem sämtliche Abläufe über Ein-gabeparameter vorgegeben werden können. ¨
Bänder, Bleche, Rohre ¨ September 2001 41
OBERFLÄCHENBEARBE I TUNG
Körner Chemieanlagenbau Ges.m.b.HAm Bahnhof 26, A-8551 Wies, Steiermark Tel.: ++ 43 (3465) 25 13, Fax.: ++ 43 (3465) 21 18E-Mail: [email protected]