D 19066 Special€¦ · inserenten Dieser ausGaBe Bronkhorst, NL-Ruurlo 11 Buhr, Soltau 21...
63
p SPECIAL Automatisierung – Messtechnik – Prozessanalytik: Fakten für Entscheider Eine Sonderausgabe von CHEMIE TECHNIK und Pharma+Food PROZESSAUTOMATISIERUNG Projekte bis 2015; Marktübersicht SIL-Geräte D 19066 www.chemietechnik.de www.pharma-food.de INTUITIVER NUTZEN Emerson’s Vision für die Zukunft der Prozess- automatisierung S. 14 2012
Transcript of D 19066 Special€¦ · inserenten Dieser ausGaBe Bronkhorst, NL-Ruurlo 11 Buhr, Soltau 21...
2010
p
S p e c i a lAutomatisierung – Messtechnik – Prozessanalytik: Fakten für EntscheiderEine Sonderausgabe von CHEMIE TECHNIK und Pharma+Food
ProzESSAuToMATISIEruNg
Projekte bis 2015;
Marktübersicht
SIL-geräte
D 19066www.chemietechnik.de
www.pharma-food.de
INTuITIvEr NuTzENEmerson’s Vision für die Zukunft der Prozess- automatisierung S. 14
2012
www.mt.com/TouchTheM800
One Touch 4 the Future Innovative Transmittertechnik für die ProzessanalytikDer neue M800 Transmitter verarbeitet bis zu 4 Sensoren für verschiedene Messgrößen gleichzeitig. Die Bedienung über das hochwertige Touch-Screen-Display ist selbsterklärend und überaus einfach. Die Intelligent Sensor Management Technologie ISM® bietet Plug and Measure Funktionalität mit vorkalibrierten Sensoren. Die fortschrittliche Sensordiagnose in Echtzeit garantiert maximale Prozesssicherheit durch vorausschauende Wartung. Lernen Sie den neuen M800 kennen und vereinbaren Sie mit uns einen Vorführtermin.
Mettler-Toledo GmbH, Ockerweg 3, D-35396 Gießen, Tel.: +49 (0)641 507-600
Editorial
armin Scheuermann, Chefredakteur
insider der Prozessautomatisierung disku-tieren ab Seite 8 die aktuellen Veränderun-gen in der Branche
Alles wird Anders
Die Zukunft kommt automatisch“ – so hatte es die Gesellschaft für Mess- und Automatisierungstechnik GMA zum Kongress Automati-on 2011 postuliert. Klingt harmlos, ist es aber nicht. Denn nicht nur
im Maghreb und in der Schulden- und Finanzpolitik ist „Wendezeit“, son-dern auch in der (Prozess-)Automatisierung. „Die alten Geschäftsmodelle werden schon vor den Friedhöfen hin und her getragen“, hat es Dieter Schaudel in seiner Kolumne Bits & Bites (ab Seite 8) aufgespießt, und damit wieder einmal zahlreiche Reaktionen provoziert: Interessanterweise weni-ger das Lamento, wie schlimm und ungerecht es doch ist, wie Politik und Öffentlichkeit die „Systemrelevanz“ der Automatisierung verkennt, und viel mehr Erkenntnisse wie „das Neue angehen“, „Mut zur Veränderung“, „Technik (Automatisierung) verbessern, war gestern – heute ist Hausaufga-ben-Tag – und morgen wird iAnwendung sein“ und so weiter. Es ist einiges in Bewegung geraten, spätestens mit der Wirtschaftskrise 2008/2009 – auch in der Prozessautomatisierung. „Krisen erfüllen eine Art Reinigungsfunkti-on und gehören zum Strukturwandel“, schrieb Werner Plumpe unlängst in der FAZ.
In der vorliegenden ePaper-Ausgabe „Special Prozessautomatisierung“ ha-ben wir die aktuellen Entwicklungen in Prozessautomatisierung und -Mess-technik dokumentiert. Auch wenn sich nach und nach neue Schwerpunkte wie E-Mobilität, Energiewende etc. herausbilden, werden Prozessautomati-sierer in den kommenden Jahren auch mit klassischen Chemieanlagenpro-jekten gut zu tun haben: Mehr als 150 Projekte mit einem Zeithorizont bis 2015 haben wir ab Seite 30 zusammengestellt. Ein Gesamtvolumen von rund 90 Mrd. Euro! Allein in Deutschland werden mehr als 10 Mrd. Euro in 24 Projekten zur Erweiterung und zum Bau neuer Chemieanlagen inves-tiert. Und beinahe täglich kommen auf www.chemietechnik.de neue Mel-dungen hinzu.
Einerseits wird das ganz klassisches Automatisierungsgeschäft sein, anderer-seits ändern sich auch hier die Prämissen ganz gewaltig, wie ab Seite 26 zu lesen ist. Dann nämlich, wenn nicht mehr Funktionen, sondern konkreter Nutzen und Wertzuwachs die Entscheidungskriterien sind. Und so kann ich Gunther Kegel, Pepperl+Fuchs, nur zustimmen, der auf Seite 9 feststellt: „Manches wird schwieriger, manches leichter, aber vor allem wird alles an-ders! Es hat sich schon immer gezeigt, dass Zeiten großer Veränderungen auch Zeiten mit gewaltigen Potenzialen sind – darauf sollten wir uns kon-zentrieren!“
Was meinen Sie? [email protected]
3CHEMiE tECHNiK · Special Prozessautomation 2012

inhalt
B r a n c h e/M a r kteDitOrial – Alles wird anders 3
ct-BaupreisinDex: cheMieanlaGen-preise – Teuerung schwächt sich ab 6
autOM at i s i e r u n Gct-kOluMne: Bits&Bites – Dieter Schaudels Kolumne mit Biss: „Wendezeit“ 8 Leserreaktionen und Kommentare zu „Wendezeit“ 9
FDi-knOten Geplatzt? – Feldgeräteintegration: Organisationen und Automatisierer einigen sich auf Gemeinschaftsunternehmen 12
titeltheMa: intuitiver nutzen – Interview mit Gertjan van der Ven, Geschäftsführer von Emerson Process Management Deutschland 14
in Der realität anGekOMMen – Potenziale von Foundation Fieldbus aus Sicht der Anwender 16
reiBunGslOs inteGriert – Pepperl+Fuchs installiert FF H1 High Power Trunk in indischer Chemieanlage 18
stillstanD MiniMiert – Schnelle Steuerungs-Modernisierung in der Praxis 20
aBGekartet – Remote-I/O-Migration mit 19-Zoll-Karten 24
p l a n u n G / p rOj e kt eenGineerinG: anlaGenBau-trenDs – Zwischen Kostendruck und wertorientiertem Engineering 26
anlaGenprOjekte: GOlDene zeiten Für autOMatisierer – Chemie-Anlagenprojekte 2011 bis 2015 auf einen Blick 30
rechenexeMpel – Kostenloses Excel-Berechnungstool zeigt, ob sich Effizienzmaßnahmen rechnen 38
titeltheMa: intuitiver nutzen„Automatisierungstechnik muss intuitiv nutzbar sein“ Welche Trends treiben ein Automatisierungshaus wie Emerson und wie wird aus Sicht des Systemanbieters eine Leitwarte in 20 Jahren aussehen? Diese und wei-tere Fragen besprach die CT-Redaktion mit Gertjan van der Ven, Geschäftsführer von Emerson Process Management Deutschland 14
sil-BerechnunG Mit typicals: verfügbarkeit sichern
Nicht nur im Maghreb und in der Schul-den- und Finanzpolitik ist „Wendezeit“,
sondern auch in der (Prozess-)Automatisie-rung. „Die alten Geschäftsmodelle wer-
den schon vor den Friedhöfen hin und her getragen“, hat es Dieter Schaudel in seiner Kolumne Bits & Bites aufgespießt, und damit wie-der einmal zahlreiche Reaktionen provoziert 8
Die Aufregung um den SIL-Nachweis von PLT-Schutzeinrichtungen hat sich mit den Vorschlägen der NE 130 gelegt. Doch das Verwen-den von Typicals zur Berechnung, bei denen die Ausfallraten auch der „schlechtesten“ Geräte einer Gattung abgedeckt werden, hat einen Haken: Sie negiert die Tatsache, dass mit besseren Geräten längere Prüfintervalle möglich sind und dadurch eine höhere Anla-genverfügbarkeit erreichbar wäre 60
cheMie technik ⋅ special 2012
strukturwanDel in Der autOMatiOn: wendezeit
cheMie technik · Special Prozessautomation 20124

i n s e r e n t e n D i e s e r au s Ga B e
Bronkhorst, NL-Ruurlo 11
Buhr, Soltau 21
Galltec, Bondorf 47
Mettler Toledo, Gießen 2. US
Michell Instruments, Friedrichsdorf 51
Newport, Deckenpfronn 5
Rembe, Brilon 11
Samson, Frankfurt 7
Turck, Hans, Mühlheim 41
Yokogawa, Ratingen 23
M e s st e c h n i kct-uMFraGe: technik wirD cOMMODity – CT- Umfrage Füll- und Grenzstandmessung, Technik und Entscheidungskriterien 40
ct-trenDBericht: nutzen kOntra kOsten – Trends bei Gasmessgeräten 42
sehen, hören unD sprechen – Kamera- und Kommunikationstechnik in explosionsgefährdeten Bereichen 48
vOrsicht Bei sil-zertiFikaten – Interview mit Ulrich Gensicke, Metso 50
ct-MarktüBersicht: sil zur wahl – Marktübersicht PLT-Geräte für SIL-Kreise 52
verFüGBarkeit sichern – Weshalb die SIL-Berechnung mit Typicals Prüfintervalle verschlechtert 60
7
75392 Deckenpfronn Tel: 07056-93980E-Mail: [email protected]
Newport Electronics
Eine gute Adresse für innovative Messtechnik aus einer Hand
Besuchen Sie auch unsereausführliche Übersicht im Internet
unter www.omega.de
Durchflussmessung
ww
w.o
meg
a.d
e/tr
/flr
.htm
FLR-D Durchflussmesserfür flüssige Medien undDruckluftanwendungen
• für flüssige Medien von 0,5 bis zu 560 sl/min (Öl oder Wasser)
• für Druckluftleitungen von 0,05 bis zu 28 m³/min (Luft 7 bar)
ww
w.o
meg
a.d
e/tr
/fm
a260
0.h
tml
FMA-2600, FVL-2600 Massen- und Volumen-durchflussregler für Gase
0,5 sml/min bis 1500 sl/min
FLR-1600, FLV-4600Durchflussmesser undDurchflussregler für Wasser
5 sml/min bis 10 sl/min
ww
w.o
meg
a.d
e/tr
/flr
1600
.htm
lw
ww
.om
ega.
de/
tr/f
mg
71.h
tml
FMG71, FMG72, FMG73Magnetisch-induktiveDurchflusssensoren für Wasserund andere leitfähigeFlüssigkeiten
Messbereiche 1…20 l/min, 2…40 l/min und 10…200 l/min
newport_chemietechnik4_57-297-as.qxp 15.03.2
ct-prOjektliste: Goldene zeiten für prozessautomatisierer
Prozessautomati-sierer werden in den kommenden Jahren gut zu tun haben: Mehr als 150 Meldungen zu Chemie- und Petro-chemie-Anlagen-projekten hat die CHEMIE TECHNIK im Zeitraum Januar
bis Oktober auf http://www.chemietechnik.de veröffentlicht. Darun-ter auch Mega-Projekte wie der Mega-Chlorkomplex, den Dow und Saudi Aramco in Jubail bauen. Allein die 24 in Deutschland geplan-ten Projekte haben ein Volumen von über 10 Mrd. Euro 30

Anlagenbau Chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber Einkäufer Manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
MArktMArkt
Die Welt des Chemieanlagenbaus erscheint derzeit zweigeteilt: Ei-nerseits kämpfen die „Owners
Engineers“ der großen Chemieunter-nehmen mit einer enormen Projektlast, andererseits klagen die Zulieferer der EPCs darüber, dass in diesem Jahr kaum Impulse von den Kontraktoren und Großanlagenbauern im Chemiesegment kommen. Doch getrieben werden die Preise für Chemieanlagen auch von anderen Branchen des Anlagenbaus.
Nach einer stetigen Preisprogression in 2010 und bis zum Frühjahr 2011 mit Preissteigerungsraten von 1,4 und 1,3 Prozent pro Quartal lagen die Preise im
Zeitraum Mai bis August nur noch um 0,9 Prozent höher als im Vierteljahr davor. Apparate und Maschinen sind um 1,5 Prozent teurer als noch im Zeit-raum Februar bis Mai. Gegenüber dem entsprechenden Vorjahresquartal leg-ten Apparate und Maschinen um 6,3 Prozent zu. MSR-Einrichtungen sind gegenüber dem Vorquartal nur gering-fügig teurer geworden (+0,4 Prozent).
Der CT-Preisindex für Chemieanla-gen wird vierteljährlich aktualisiert. In ihm werden nach einer von H. Kölbel und J. Schulze entwickelten Methode die Gewerke Apparate und Maschinen, Rohrleitungen und Armaturen, MSR-
Einrichtungen, Isolierung und Anstrich, Elektrotechnische Ausrüstung sowie Bauteilkosten zu einem Index berech-net, dessen Basis das Jahr 2005 (=100) bildet. Aus der Gewichtung der Einzel-gewerke resultiert ein Index für die Preisentwicklung von Chemieanlagen.
Die detaillierten Daten senden wir Ihnen per E-Mail gegen Rechnung ger-ne zu. Zahlende Abonnenten der CHE-MIE TECHNIK erhalten den Preisindex kostenlos. Anfragen an: [email protected] [AS]
Weitere Beiträge zum Baupreisindex http://www.chemietechnik.de
Teuerung schwächT sich abCHEMIE TECHNIK exklusiv: Preisindex für Chemieanlagen Chemieanlagen sind im jüngsten Betrachtungs-zeitraum von Mai bis August um 0,9 Prozent teurer geworden als im Vierteljahr davor. Damit sank die Teuerungsrate gegenüber den Vorquartalen um ein halbes Prozent.
Anlagenbau Chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber Einkäufer Manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
100
105
110
115
120
125
130
Aug
08
Nov
08
Feb
09
Mai
09
Aug
09
Nov
09
Feb
10
Mai
10
Aug
10
Nov
10
Febr
11
Mai
11
Aug
11
Apparate und M aschinen
Rohrleitungen und Armaturen
M SR-Einrichtungen
M alerarbeiten, Beschichtungen
Elektrotechnische Ausrüstung
Bauteilkosten
Planungskosten
Chemieanlagen insgesamt
Chemieanlagen ohne Planungskosten
Indexbasis: 2005 = 100
-8,0%
-6,0%
-4,0%
-2,0%
0,0%
2,0%
4,0%
6,0%
8,0%
10,0%
Aug 08 Nov 08 Feb 09 Mai 09 Aug 09 Nov 09 Feb 10 Mai 10 Aug 10 Nov 10 Febr 11 Mai 11 Aug 11
Apparate und Maschinen
Rohrleitungen und Armaturen
MSR- Einrichtungen
Isolierung und Anstrich
Elektrotechnische Ausrüstung
Bauteilkosten
Planungskosten
Chemieanlagen insgesamt
Chemieanlagen ohne Planungskosten
Während Owners Engineers an der kapazitätsgrenze ar-beiten, fehlen vielerorts die
Impulse von den EPCsBild: Bayer
Ct-Preisindex für Chemieanlagen Veränderungen gegenüber dem Vorjahresdurchschnitt
CHEMIE tECHNIk · Special Prozessautomation 20126

impressum
A01
039D
E
Sicher ist sicher
SAMSON AG · MESS- UND REGELTECHNIK Weismüllerstraße 3 · 60314 Frankfurt am Main Telefon: 069 4009-0 · Telefax: 069 4009-1507 E-Mail: [email protected] · www.samson.deSAMSON GROUP · www.samsongroup.de
Mit den Stellventilen Typ 3241 von SAMSON sind Sie immer auf der sicheren Seite. Dank ihrer hohen MTBF brauchen Sie sich um einen Ausfall nicht zu sorgen. Noch mehr Sicherheit garantieren die Stellungsregler der Bauarten 3730 und 3731. Mit ihrem zertifi zierten Magnetventil und dem induktiven Grenzkontakt führen sie die Sprung-antworttests automatisch durch und dokumentieren die Ergebnisse.
Gehen Sie auf Nummer sicher mit SAMSON.
Mit den Stellventilen Typ 3241 von SAMSON sind Sie immer auf der
redaktionDipl.-Ing. (FH) Armin Scheuermann (AS), Chefredakteur, v. i. S. d. P., Tel.: 06221/489–388, Fax: 06221/489–490 E-Mail: [email protected]. Birgit Lind (Li.), Tel.: DW –400 E-Mail: [email protected]. Tina Walsweer (tw), Tel.: DW –208 E-Mail: [email protected] Bechtel (Assistenz), Tel.: DW –244 E-Mail: [email protected] Berger (Assistenz), Tel.: DW –247 E-Mail: [email protected]
AnzeigenAnzeigenleitung:Sabine Wegmann, Tel.: DW –207 E-Mail: [email protected]:Andrea Lippmann, Tel.: DW –298 E-Mail: [email protected] Reichhoff, Tel.: DW –304, E-Mail: [email protected] Schott, Tel.: DW –600 E-Mail: [email protected]:Martina Probst, Tel.: DW –248 E-Mail: [email protected] gilt die Anzeigenpreisliste Nr. 40 vom 01.10.2011
sonderdruckservice:Bianca Bechtel (Assistenz), Tel.: DW –244 E-Mail: [email protected] Berger (Assistenz), Tel.: DW –247 E-Mail: [email protected]
VerlagHüthig GmbH, Im Weiher 10, 69121 Heidelberg,Telefon 06221/489–0, Fax: 06221/489–490, www.huethig.deHandelsregister-Nr. / Amtsgericht Mannheim HRB 703044
Geschäftsführung: Fabian MüllerVerlagsleitung: Rainer Simonproduktmanager Online: Philip FischerVertrieb: Stefanie GanserLeser-service:E-Mail: [email protected] Tel.: 06123/9238 –257 Fax: 06123/9238 –258Abonnement-service:E-Mail: [email protected] Tel.: 06123/9238 –257 Fax: 06123/9238 –258
Leitung Herstellung: Horst AlthammerArt Director: Jürgen ClausLayout: Cornelia Roth
erscheinungsweise: CT (Printausgabe)erscheint 11 x im Jahr
Bezugsbedingungen/Bezugspreise:(unverbindliche Preisempfehlung) Jahresabonnement Printausgabe (inkl. Versandkosten) Inland € 168,00 Ausland € 177,00, Einzelheft € 19.- zzgl. Versandko-sten. Der Studentenrabatt beträgt 35%. Kündigungsfrist: jederzeit mit einer Frist von vier Wochen zum Monatsende. Alle Preise verstehen sich inkl. MwSt.
© Copyright Hüthig GmbH 2011 Heidelberg.Eine Haftung für die Richtigkeit der Veröffentlichung kann trotz sorgfältiger Prüfung durch die Redaktion, vom Verleger und Herausgeber nicht übernommen werden. Die Zeitschriften, alle in ihr enthaltenen Beiträge und Abbildungen, sind urheberrecht-
www.chemietechnik.de
Sonderausgabe ePaper Prozessautomatisierung
iHre KONTAKTe: Redaktion: Telefon: 0 62 21/ 489–388, Fax: –490 Anzeigen: Telefon: 0 62 21/ 489–207, Fax: –481 Abonnement- und Leser-Service: Telefon: 06123/9238-257, Fax: –258
Datenschutzhinweis: Ihre Angaben werden von uns für die Vertragsab-wicklung und für interne Marktfor-schung gespeichert, verarbeitet und genutzt und um von uns und per Post von unseren Kooperationspartnern über Produkte und Dienstleistungen informiert zu werden. Wenn Sie dies nicht mehr wünschen, können Sie dem jederzeit mit Wirkung für die Zukunft unter [email protected] widersprechen.
lich geschützt. Jede Verwertung außerhalb der engen Grenzen des Urheberrechtsge-setzes ist ohne Zustimmung des Verlages unzulässig und strafbar. Dies gilt insbesondere für Vervielfältigungen, Übersetzungen, Mikroverfilmungen und die Einspeicherung und Bearbeitung in elektronischen Systemen. Mit der Annahme des Manuskripts und seiner Veröffentlichung in dieser Zeitschrift geht das umfassende, ausschließliche, räumlich, zeitlich und inhaltlich unbeschränkte Nutzungsrecht auf den Verlag über. Dies umfasst insbesondere das Printmediarecht zur Veröffentlichung in Printmedien aller Art sowie entsprechender Vervielfältigung und Verbreitung, das Recht zur Bearbeitung, Umgestaltung und Übersetzung, das Recht zur Nutzung für eigene Werbezwecke, das Recht zur elektronischen/digitalen Verwertung, z.B. Einspeicherung und Bearbeitung in elektronischen Systemen, zur Veröffentli-chung in Datennetzen sowie Datenträger jedweder Art, wie z.B. die Darstellung im Rahmen von Internet- und Online-Dienstlei-stungen, CD-ROM, CD und DVD und der Datenbanknutzung und das Recht, die vorgenannten Nutzungsrechte auf Dritte zu übertragen, d.h. Nachdruckrechte einzuräumen. Die Wiedergabe von Gebrauchsnamen, Handelsnamen, Warenbezeichnungen und dergleichen in dieser Zeitschrift berechtigt auch ohne besondere Kennzeichnung nicht zur Annahme, dass solche Namen im Sinne der Warenzeichen- und Markenschutzgesetzge-bung als frei zu betrachten wären und daher von jedermann benutzt werden dürfen. Für unverlangt eingesandte Manuskripte wird keine Haftung übernommen. Mit Namen oder Zeichen des Verfassers gekennzeichnete Beiträge stellen nicht unbedingt die Meinung der Redaktion dar. Es gelten die allgemeinen Geschäftsbedingungen für Autorenbeiträge.
AuslandsvertretungenFrankreich, Belgien:SL REGIE, Sophie Lallonder, 12, allée des Crételles, F-37300 Joué-Lès-Tours, Tel.: +33-2-47 38 24 60, Fax: +33-2-90 80 12 22, E-Mail: [email protected]ßbritannien:Richard H. Thompson Ltd., 38 Addison Avenue, GB-London W11 4QP, Tel.: +44 20/7602 1065, Fax: +44 20/7602 2198, E-Mail: [email protected], Liechtenstein:interpress, Verena Loewenthal, Bahnhofstr. 20A, Postfach, CH-8272 Ermatingen, Tel.: +41 71 663 77 88, Fax: +41 71 663 77 89,w E-Mail: [email protected], KANADA:Publimedia GmbH, Peter Wokurka, Leondingerstraße 27, A-4020 Linz, Tel.: +43-70-668876, Fax: +43-70-612783, E-Mail: [email protected]

feldern wird die Kernbotschaft (überspitzt formuliert) ver-kündet: „Wir Automatisierer sind für den Menschen da, und ohne Automatisierung geht auf der Welt gar nichts – also nehmt uns ernst und fördert uns anständig.“ So weit so gut, auch wenn die Kriegstechnik ausgeklammert wurde.
Kompetenzzentren statt AutomatisierungWer allerdings den „Jahresbericht 2010/2011“ des ZVEI auf-schlägt, der muss bis zur Seite 43 blättern, um das Wort „Au-tomatisierung“ oder „Automation“ überhaupt erstmals zu finden. Gut, wer liest schon Geschäftsberichte freiwillig. Aber immerhin: Beim ZVEI ist man offenbar der Überzeugung, dass „Elektromobilität“, „Embedded Software & Systems“, „Gesundheitswirtschaft“ und „Smart Grid“ (alles „Kompe-tenzzentren“ und in dieser Reihenfolge) deutlich wichtiger sind.
Ist doch logisch, wird jetzt mancher sagen. Erstens steckt da überall „Automation“ mit drin. Zweitens ist das ja zum guten Teil stramm auf Linie mit dem, was Regierung und Parlament im Schweinsgalopp in den letzten Monaten be-schlossen und verkündet haben – es fehlen nur noch „Ener-giewende (Atomausstieg)“, „Armeereform“ und „Griechen-landhilfe“. Denn dann wäre das Szenario vollständig, mit dem wir uns in den nächsten zehn Jahren in Deutschland auseinandersetzen müssen.
Die Wende ist eingeläutetVöllig unpolitisch vermute ich: Die oberste Führung im ZVEI hat offensichtlich und sogar vorauseilend realisiert, was viele ihrer Gefolgsleute und Kunden noch nicht wahrhaben wol-
len. Dass nämlich die Regierungsbeschlüsse eine beispiellose Wen-de eingeleitet haben für Technologie, Technik und Wirtschaft. Es geht nicht mehr nur um öf-fentliche Aufmerksam-keit und Populismus. Sondern es geht um
Kosten, Steuern und handfeste Verteilungskämpfe bei Staats-subventionen. Es geht um die Ausrichtung der Forschungs-einrichtungen, um den Wettbewerb zur Gewinnung der bes-ten Köpfe, um den Aufstieg und den Niedergang ganzer Branchen, auch um Innovation und neue Märkte. Nur ein Beispiel: bei der „Elektromobilität“ geht der Löwenanteil der zugesagten Milliardensubventionen nicht etwa in die Mecha-tronik, in die Fahrzeugtechnik oder in Tankstellennetze, son-dern in die „Nanotechnik“ für Energiespeicher; wobei noch nicht einmal ausgemacht ist, ob „Brennstoffzellen“ nicht die bessere Technologiebasis wäre ...
Slogan mit DoppelsinnIn dieser Wende hat der bei der Automation 2011 in Baden-Baden verkündete pfiffige Slogan „Die Zukunft kommt auto-
Anlagenbau Chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber Einkäufer Manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
DiEtEr SChAuDElS KoluMnE Mit BiSS: WEnDEzEit (Ct8/2011) unD DiE rEAKtionEn
BITS & „BITES“
„Die alten Geschäftsmodelle und deren roadmaps werden schon vor den Friedhöfen hin- und hergetragen“Dieter Schaudel nimmt in der Ct-Kolumne „Bits & Bites“ zu aktuellen themen der Automatisierungstechnik Stellung
Gut, dass es die Namur noch gibt! Sonst ständen wir alten Prozessautomatisierer spätestens morgen ganz schön verloren da. Denn in der Welt der Automation
ist in Deutschland offensichtlich eine beispiellose Wende im Gange, deren Folgen zwar noch nicht klar sind, bei der aber für die „klassischen“ Automatisierer am Ende das Abseits droht. Doch der Reihe nach:
Jahre zurück war MSR-Technik, vulgo „Automatisieren“, im Verständnis der meisten Leser dieser Kolumne vor allem für die Prozess- und Fertigungsindustrie da: in den Tagungen der VDI/VDE-Gesellschaft Mess- und Automatisierungstech-nik (GMA), in der wissenschaftlich-technischen Literatur, beim ZVEI, in der Normung und Standardisierung; allenfalls noch „Verkehr“ wurde gelegentlich eines Blickes gewürdigt. Noch im Thesenpapier „Automatisierungstechnik 2010“ der GMA aus dem Jahr 2003 stand: „Neben den traditionellen Anwendungsgebieten in der Prozess- und Fertigungsautoma-tisierung werden verstärkt automatisierungstechnische Lö-sungen auch in anderen … Anwendungsbereichen zum Ein-satz kommen.“ Werden, Futur! Beim Thesenpapier „Automa-tion 2020“ der GMA aus dem Jahr 2009 liest sich das dann weit umfassender; mit drei Leitthesen und zehn Handlungs-
AutoMAtiSiErunG
ChEMiE tEChniK · Special Prozessautomation 20128

DiEtEr SChAuDElS KoluMnE Mit BiSS: WEnDEzEit (Ct8/2011) unD DiE rEAKtionEn
matisch“ durchaus seinen Doppelsinn, was die Autoren wohl auch so wollten. Erstens: „Ohne Automation geht künftig gar nichts.“ Zweitens: „Die Würfel sind gefallen, die Wende ist eingeläutet.“ Unsere Nachbarn rundum werden sich noch umschauen! Aber auch diejenigen bei uns, die nicht zu den Gewinnern dieser deutschen Wende gehören werden. Also jene, denen die Arbeitsplätze und die Kunden nach Regionen davonlaufen, wo niedrigere Energiekosten und höhere Ver-sorgungssicherheit locken. Jene, die – ob in Forschung oder Lehre oder Praxis – an der „klassischen Automatisierung“ kleben bleiben und sich nicht (mehr) anfreunden können mit Windrädern, Pflegerobotern oder dezentralen (demokrati-schen) Netzstrukturen für die Einspeisung und Verteilung elektrischer Energie. Aber auch jene, deren Geschäft mit Pro-zess- und Fertigungsautomatisierung derzeit blendend läuft, werden sich alsbald wundern, warum ihnen die besten Inge-nieure, Physiker, Chemiker, Manager und dann auch die Kunden die kalte Schulter zeigen.
neues Denken, neue Strategien gefordertNun weiß ich auch, warum mein Aufruf im letzten BITS & „BITES“ zu einem „Jahr der Automation“ in Watte landete: Weil mit „Automation“ zwar freundliche Zustimmung, aber kein Hype zu bekommen ist, denn sie kommt ja automatisch. Bald wird kaum mehr jemand außerhalb der Namur hin-schauen, ob die Wireless-Lösung linksherum oder rechtsher-um läuft, ob es für die Geräteintegration zwei, drei oder mehr Lösungen gibt, ob die MSR-Technik aus Deutschland oder China oder Korea kommt – auch schon deshalb, weil Anla-genbauer wie -betreiber sich in China oder Singapore arran-giert haben.
Ehrlich gesagt: Ich bin über diese Wende sogar froh. Unse-re Welt und die Geschäfte leben davon, dass Neues kommt und Altes verschwindet. Was mich aber traurig macht, ist meine Beobachtung, dass die meisten Menschen in unserem Lande (und besonders viele von denen, deren Geschäfte der-zeit sehr gut gehen) immer noch glauben, es ginge einfach so weiter wie bisher. Nein, die alten Geschäftsmodelle und de-ren Roadmaps werden schon vor den Friedhöfen hin- und hergetragen. Noch viel zu wenige setzen sich auf ihren Aller-wertesten und machen ihre strategischen Hausaufgaben neu, mit den besten Leuten, die sie dazu bekommen können. Aber beruhigend ist: Der Darwinismus wird es schon richten. n
[email protected] Kolumnen „Bits&Bites“ unter http://www.chemietechnik.de, darunter:„Standards ade - FDI / Wireless - CT 11/2011„Jahr der Automation“ - CT 5/2011„Lebenszyklusmanagement“ - CT 4/2011„Sicherheit nach Stuxnet“ - CT 1/2011„Wireless und kein Ende“ - CT 10/2010Reaktionen auf „Wireless und kein Ende“ - CT 12/2010„Automatisierungskultur“ - CT 7/2010„Wasserwende“ - CT 4/2010
„... vor allem wird alles anders!“„… Sicher, eine Kolumne darf durch Übertreibung anschaulich machen, und das tut dem selbstgefälligen, erfolgsver-wöhnten Manager auch mal weh – an den Fakten allerdings ändert das nichts. Selbst ein lupenreiner Automatisierer wie Pepperl+Fuchs erzielt bereits heute 15% seiner Umsätze rund um die The-
men ,Erneuerbare Energien‘, Phoenix Contact bereits bis zu 20% usw., usw. Es ist uns/mir trotz mehrmaligem Versuch gegenüber dem BMBF und dem BMWi nicht gelungen eine eigene Innovationsscheibe Automation als Querschnitttech-nologie zu positionieren. Die politischen Zugpferde, die hel-fen sollen, irgendwie die nächste Wahl zu gewinnen, heißen ,Erneuerbare Energien‘ und ,E-Mobility‘ – ,Automation‘ fin-det nur innerhalb dieser Themen statt. Da ist die ZVEI-Spitze gut beraten, alle Kraft auf die politische Neuausrichtung zu lenken, wenn das auch das tradierte und zurzeit eben immer noch gültige Bild der Elektrotechnik und der Automation zu verzerren scheint.
Wie geht die Reise für uns weiter? Auf der konkreten Ebe-ne ändert sich vieles – vielleicht fahren wir in zehn Jahren alle E-Autos oder H-Autos. Auf der abstrakten Ebene ändert sich wenig: Nach wie vor ist die scheinbar unstillbar Sehn-sucht des Menschen nach individueller Mobilität so ausge-prägt, dass auch in zehn oder 20 Jahren mehr als 50 Mio. Fahrzeuge gebaut werden. Auch die neue Generation Fahr-zeuge braucht Transferstraßen und Roboter zum Karosserie-bau und Sensorik zur millimetergenauen Positionierung der Anlagenteile. Sind die Karossen nicht mehr aus Blech, son-dern aus Carbon, braucht man weniger induktive Nähe-rungsschalter und mehr vor allem preiswertere Ultraschall-Positionssensoren. Aber: An der Automatisierung kommt auch der Hersteller von E-Autos nicht vorbei.
Insofern kann ich Ihnen nur zustimmen: Manches wird schwieriger, manches leichter, aber vor allem wird alles an-ders! Es hat sich schon immer gezeigt, dass Zeiten großer Veränderungen auch Zeiten mit gewaltigen Potenzialen sind – darauf sollten wir uns konzentrieren! …“Dr. Gunther Kegel, Pepperl + Fuchs, Mannheim
„Das neue angehen“„… Ich werte Ihre Statements als klare Unterstützung, das Neue anzugehen, oh-ne die solide Basis zu vernachlässigen und sehe uns als GMA gerade dort in der Verantwortung. Meine große Hoffnung ist, das wir hier einerseits die internatio-nal erforderliche Geschwindigkeit errei-chen und andererseits unsere Communi-
ty nicht überfordern, die neuen Wege mitzugehen.“Dr. Kurt D. Bettenhausen, Vorsitzender der VDi/VDE-Gesellschaft Mess- und Automatisierungstechnik, Düsseldorf
FEEDBACK
Bild
obe
n: ©
rcx_
foto
lia.co
m
9ChEMiE tEChniK · Special Prozessautomation 2012

AutoMAtiSiErunG
gern auf der Kundenseite, sich auch gemeinsam neu aufzu-stellen, um sich an die neuen – jetzt nennen wir es Geschäfts-möglichkeiten – anzupassen.
Bei alledem ist (deutsche wettbewerbsfähige) Technologie (Automatisierung) selbstverständlich, aber nicht des Pudels Kern! Es ist das richtige Verständnis der neuen Anwendungen, nun jedoch als Querschnitts-Know-how durch bisher bekann-te Industrien. Wie Sie richtigerweise anmerken: Einfach so weitermachen und nur Technik (Automatisierung) verbessern, war gestern – heute ist Hausaufgaben-Tag – und morgen wird iAnwendung sein.Habe ich den Paradigmenwechsel antizipiert? Ehrlich: Leichter gesagt, als getan. Aber ich freue mich auf morgen – finde ich spannend – kenne auch schon einige ,Wandelwillige‘! …“rolf Marten, Yokogawa Deutschland
„Wir können und werden fundamental zur lösung beitragen“„… Ihre Analyse, dass die Automatisie-rung in der klassischen Industrie irgend-wie nicht mehr so richtig im Fokus steht, kann ich gut nachvollziehen, aber … Sind die von Ihnen angesprochenen neu-en Schwerpunkte (Grid, Gesundheitswirt-schaft, …) nicht genauso dringlich, oder,
gesellschaftlich gesehen, vielleicht tatsächlich viel wichtiger? Sollten wir ,alten‘ Automatisierer nicht selbstbewusst genug sein, um einfach zu sagen: Zur Lösung dieser gravierenden Probleme werden und können wir fundamental beitragen! Und wenn sich dann unsere ,besten Köpfe‘ darum kümmern, ist das meiner Meinung nach auch ok! ...“Michael Freytag, Bayer Materials Science, Shanghai (China)
„nötig, aber nicht wirklich aufregend“„… Die Automatisierer sind inzwischen so selbstverständlich wie der Schraubenzulieferer – nötig, aber nicht wirklich auf-regend. Rückblickend betrachtet entwickeln wir seit 20 Jah-ren stets ähnliche Dinge, etwas evolutionär aber keineswegs
„Mut zur Veränderung“„… Endlich mal jemand, der nicht den Untergang von Deutschland beschreibt, sondern Mut zur Veränderung macht. …“Günter Kech, Vega Gmbh, Schiltach
„... Automatisierung muss eine wesentli-che rolle spielen“„ … Wenn die GMA sagt, ,Die Zukunft kommt ganz automatisch‘, so trifft das bestimmt zu – offen bleibt, welche Zu-kunft, wie sie für uns in Mitteleuropa aussieht, was wir daraus machen. Da gilt es, anzupacken – die Automatisierung und die richtigen Menschen dahinter
werden und müssen eine wesentliche Rolle für unsere Zu-kunft spielen. …“Dr. Volker oestreich, redaktion Chemanager
„Sich an neue Geschäftsmöglichkeiten anpassen“„… An der ,Wendezeit‘ spiegle ich im Grunde ganz selbstkritisch, wie sich unse-re Unternehmen und unsere traditionel-len Kunden diesen Herausforderungen wirklich – Reden vs. Handeln – stellen. Auch ist die Diskrepanz bemerkenswert, wie viele Kunden noch nach dem Muster
,Käufer‘ und ,Lieferant‘ im Tagesgeschäft rein nach heutigen Gesichtspunkten und ohne wesentliche Antizipation der vor der Tür stehenden Herausforderungen, die das ,Morgen‘ be-treffen, agieren. Das macht mich eher nachdenklich und leise.
Es gibt auch Lichtblicke in unseren Unternehmen – zwar eher losgelöst vom operativen Geschäft, aber immerhin! Des-gleichen gibt es innovative Ansätze mit Verantwortungsträ-
in der Prozessautomation herrscht „Wendezeit“. Das muss nicht Angst machen, denn unsere Welt
und die Geschäfte leben davon, dass neues kommt und Altes verschwindet
Bild
:© le
mm
iu -
Foto
lia.co
m
FEEDBACK
ChEMiE tEChniK · Special Prozessautomation 201210

Massedurchfluss messen und regeln
D-Nord: www.bronkhorst-maettig.de - D-Süd: www.wagner-msr.dewww.bronkhorst.com
messen und regeln
Innovation – Erfahrung – Perfektion
u Das breiteste Programm in thermischer Massedurchfluss-messung und -reglung
u Bereich Gase von 0-0,7 mln/min bis zu 0-11000 m3n/h
u Bereich Flüssigkeiten von 0-30 mg/h bis zu 0-600 kg/hu Labor- und Industrie-ausführung (IP65)u Analog, RS232, FLOW-BUS, Profibus-DP®, DeviceNetTM,
Modbus, EtherCat®
©BHT2
011-00
8CT
59929 BrilonGallbergweg 21T +49 (0) 29 61 - 74 05 - 0F +49 (0) 29 61 - 5 07 [email protected]
ZENTRALE UND PRODUKTION
ww
w.r
em
be.d
e Füll- und Grenz-standmessgeräte
für Flüssigkeiten und Schüttgüter
✸✸✸ WIR MACHEN ES BESSER ✸✸✸
All
rig
hts
res
erve
d -
© R
EMB
E -
FMD
-WSD
1-4C
-D
FEEDBACK
revolutionär. Wieso unterscheiden sich die RIOs, Transmitter und Antriebe kaum von denen aus dem Jahre 1990?
Inzwischen kann jedes Mobiltelefon deutlich mehr als ein Großrechner aus dieser Zeit. Und wir befinden uns noch auf dem 128-k-Speicherlevel! Und nun sind wir in einem Kreis-lauf gelandet: geringe Preise, geringe Stückzahl, keine Mittel für Innovation, keine Attraktivität für schlaue Leute, kaum Innovationen, austauschbare Produkte, geringe Preise ...
Es wird auch in Zukunft nicht ohne Automatisierung ge-hen, diese wird sich aber stark verändern. Die Welt braucht nicht ein n-tes RIO oder einen n-ten Transmitter, sondern pfiffige Lösungen, um die neuen Techniken und Technologi-en in den Griff zu bekommen. …“thomas Best, Mesco Gmbh, lörrach und Freiburg
„zu lange unter dem Begriff Automati-sierungstechnik“„... Es ist doch irgendwie komisch, wieso schaffen es solche Querschnittdisziplinen wie ,Nanotechnik‘ oder ,Embedded Soft-ware‘ (hinter denen ja auch keine direk-ten Produkte stehen) sich durchaus in den Medien und bei Politikern als we-sentlich zu artikulieren, und die Automa-
tion erscheint kaum und wird eher als belastend (Arbeits-platzvernichtung) empfunden? Sind wir vielleicht bereits zu lange unter dem Begriff ,Automatisierungstechnik‘ auf dem Markt und sind abgenutzt? Vielleicht müssen wir neue Be-grifflichkeiten erfinden, die dem Zeitgeist mehr entsprechen. Die Zuschauer wollen immer neue Spiele. Wir machen als Akteure der Automatisierungstechnik etwas falsch. Darüber müssen wir weiter diskutieren. …“Prof. Dr.-ing. r. langmann, Fachochschule Düsseldorf, Vorsitzender der Vaale
„Kein Meckerthema mehr“„… Automatisierungstechnik wird also nie zum sexy Megathema – eher sollte sie froh sein, dass sie kein Meckerthema (= gefühlter Jobkiller) mehr ist. Den Menschen wird doch eigentlich nicht klar gemacht, dass man Autos von Audi, VW etc. nur noch verkaufen kann, weil der Automatisierungsgrad in den Fabriken so
hoch ist. … Die Automatisierungstechnik muss aber doch mal ein paar Zukunftsthemen aufzeigen, mit denen sie den Vor-sprung der Deutschen oder Europäer (wenn es ihn noch gibt) halten wollen. Welche sind das denn? Ich habe da keinen Schimmer! Vielleicht könnte man auch mal ein paar zukünf-tige AT-Themen in EU-Rahmenprogramme einbringen.
... Ansonsten wird Folgendes passieren: In China entste-hen immer mehr Fabriken und damit aufgrund der Nachfrage auch eine immer stärkere Infrastruktur in Maschinenbau, Anlagenbau und Automatisierungstechnik. Was man dort in Unis an Instituten auch zur AT sieht, ist teilweise ganz beein-druckend und wird offenbar auch von Top-Firmen wie z.B. Honeywell finanziert.“Prof. Dr. ing. Jürgen Wilde, universität Freiburg, Mikrosystemtechnik
11ChEMiE tEChniK · Special Prozessautomation 2012

AutomAtisierungAnlagenbau Chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber einkäufer manager✔ ✔ ✔ ✔ ✔
Ct: Was bedeutet der jüngste schritt für die Fortentwicklung der geräteintegrationstechnik FDi?Laubenstein: Die Gründung der FDI Cooperation, LLC, doku-mentiert den Willen der Foundations, gemeinsam an einer einheitlichen Geräteintegrationslösung zu arbeiten und das Wettbewerbsdenken in diesem Bereich ein Stück weit aufzu-geben. Die neue Organisation übernimmt die Entwicklung und Pflege der FDI-Spezifikationen, der EDDL-Spezifikation und der feldbusübergreifenden FDI-Tools und Standard-Host-Components. Sie ist also Technology-Provider, das Marketing und den Vertrieb übernehmen die Foundations. Mit der Gründung einer eigenen Firma, der FDI Cooperation, haben wir nun auch den organisatorischen Rahmen geschaffen, um die Arbeiten an den FDI-Tools und -Components zügig vor-anzutreiben und Aufträge für deren Entwicklung zu verge-ben.
Ct: im umkehrschluss: ist das bislang nicht geschehen und ist die entwicklung noch nicht so weit, wie man sich das vor einem Jahr erhofft hat?Laubenstein: Zum Teil ja; durch den bislang fehlenden orga-nisatorischen Rahmen hat sich eine kleine Verzögerung erge-ben. Unabhängig davon haben die technischen Teams aber die ganze Zeit mit voller Kraft an den Spezifikationen gearbei-tet.
Ct: Wie ist der aktuelle stand der technischen entwicklung von FDi und womit können Anwender und Hersteller in naher Zukunft rechnen?Laubenstein: Wir haben eine Draft-Spezifikation erarbeitet,
Die Erwartungshaltung der An-wender in puncto Feldgerätein-tegration war auf der vergange-
nen Namur-Hauptsitzung mindestens so groß wie der Leidensdruck: „Es ist erschreckend, wie langsam es bei der Harmonisierung voran geht“, stellte Michael Pelz im November 2010 am Rande eines Workshops in Bad Neue-nahr fest, Zu viele unterschiedliche In-teressen der Organisationen und Sys-temhersteller behinderten die Weiter-entwicklung der Gerätebeschreibungs-
FDI-Knoten Geplatzt?Feldgeräteintegration: Organisationen und Automatisierer einigen sich auf Gemeinschaftsunternehmen Die fünf großen Interessenverbände – FDT Group, Fieldbus Foundation, Hart Communication Foundation, Profibus und Profinet sowie OPC Foundation – haben eine gemeinsame Firma gegründet, um die FDI-Technik als einheitliche Lösung für die Feldgeräteintegration weiterzuentwickeln.
Waren die Feldbus-organisationen und systemhersteller bislang beim thema Feldgerätebeschrei-bung in eigene inte-ressenskonflikte verstrickt, könnte der Knoten nun ge-platzt sein
Bild
: © p
eppi
18 -
Foto
lia.co
m
AutorArmin scheuermann, Redaktion
intervieW mit ACHim LAuBenstein, ABB, gesCHäFtsFüHrer Der FDi CooPerAtion
„alle ziehen an einem Strang“
CHemie teCHniK · Special Prozessautomation 201212

Host Systemen untertützt werden. Eine EDD oder ein DTM sind nicht mehr erforderlich.
Ct: geräteanwender und auch -hersteller befürchten, dass Field Device integration, FDi, neben FDt und eDDL zu einem dritten standard werden wird. Laubenstein: Die Befürchtung ist meiner Meinung nach un-begründet. Wir haben hier eine völlig neue Situation: Alle großen System- und Gerätehersteller der Prozessautomatisie-rung unterstützen FDI. Sie sehen die Geräteintegration nicht mehr als ein Unterscheidungsmerkmal, sondern als „Enabling
Technology“, die für den erfolgreichen Feldbuseinsatz erfor-derlich ist. Die Foundations arbeiten zusammen an einer Technologie.
Bei der Spezifikation von FDI haben wir aus der Vergan-genheit gelernt: Zum Beispiel sind die für das Life Cycle Ma-nagement wichtigen Versionierungsmechanismen inhärenter Bestandteil der Spezifikation. Es gab und gibt über das gesam-te FDI- Projekt immer wieder Abstimmungen mit Endanwen-dern insbesondere der Namur. Auch die Namur unterstützt die Einführung von FDI. Zusammengefasst: Die Technologie ist gut, und alle ziehen an einem Strang. � n
die noch in diesem Jahr veröffentlicht wird. Die Hersteller können sich damit auf die Produktentwicklung vorbereiten und Prototypen bauen. Mitte nächsten Jahres wird die Spe-zifikation freigegeben, außerdem sollen 2012 die Tools und Components fertiggestellt werden. Damit können 2013 Pro-dukte auf den Markt kommen.
Ct: Wie sieht der migrationspfad für Anwender aus, die bislang sowohl FDt- als auch eDDL-geräte installiert haben und diese pflegen müssen?Laubenstein: Hier muss man zwei Dinge sehen: Einerseits wird die Migration durch die FDI Technologie unterstützt. Die EDD-Engine – das ist der ge-meinsame Interpreter für den EDD-Anteil in FDI – wird in der Lage sein, existierende EDDs zu interpretieren. D.h. sie wird rückwärtskom-patibel zur installierten Basis sein. In Zusam-menarbeit mit der FDT Group haben wir dafür dafür gesorgt, dass FDI mit FDT interoperabel ist, so dass ein FDT-Rahmen in Zukunft auch FDI-Packages bearbeiten und ausführen kann. Vergleichbare technische Lösungen gibt es heu-te bereits für die Interpretation von EDDs in FDT Syste-men.
Den zweiten Teil der Migration haben die Hersteller in der Hand. In den realen Prozessleitsystemen und Asset Ma-nagement-Tools wird es eine zeitlang eine Parallelität geben von FDI und den Vorgängertechnologien EDD oder FDT.
Die Host-Hersteller sorgen generell im Rahmen ihrer Life Cycle Konzepte für die Kompatibilität zur installierten Basis. Auch die Gerätehersteller müssen die installierte Basis un-terstützen. Für neue Geräte reicht es, FDI Device Packages zur Verfügung zu stellen, die wie gesagt in allen von allen
technik FDI, mit der die bislang in die Beschreibungskonzepte EDDL und FDT getrennte Feldgerätewelt zum Nutzen von Anwendern und Geräteherstellern wieder geeint werden soll.
Nun, so die Hoffnung der Automati-sierungscommunity, könnte der Kno-ten geplatzt sein: „Mit der Gründung der FDI Cooperation, LCC, haben wir nun den organisatorischen Rahmen ge-schaffen, um die Arbeiten an den FDI-Tools und -Components zügig voranzu-treiben“, sagt Achim Laubenstein (ABB) und neuer Geschäftsführer des Gemein-schaftsunternehmens im CT-Interview. Die FDI Cooperation wird von einem Vorstand geführt, der sowohl aus Ver-tretern der beteiligten Organisationen als auch Managern von weltweit füh-renden Leitsystem- und Geräteherstel-lern wie ABB, Emerson, Endress+Hauser, Honeywell, Invensys, Siemens und Yo-kogawa besteht. Hans-Georg Kumpf-müller von Siemens übernimmt die
Position des Vorstandsvorsitzenden. Die Organisation hat sich folgende Ziele gesetzt:
Abschluss der Standardisierungsakti- ■vitäten von FDI in der IEC (Internatio-nale Elektrotechnische Kommission)
Betreuung der FDI-Spezifikation ■Fertigstellung der FDI-Toolkits für ■
System- und GeräteherstellerAllerdings ist der Gesellschaftsver-
trag nur auf drei Jahre angelegt. Da-nach soll FDI von den beteiligten Orga-nisationen weiter gepflegt werden.
Die FDI Cooperation wurde auf Basis des EDDL Cooperation Teams (ECT) gegründet, um die Entwicklung einer FDI-Lösung voranzutreiben. Das FDI-Projekt wurde im Jahre 2007 auf der Hannover Messe ins Leben gerufen und seitdem in Richtung der konvergierten FDI-Lösung vorangetrieben. FDI be-zeichnet eine einheitliche Lösung, die einfache ebenso wie komplexe Feldge-räte einschließt und den verschiedenen
„Die FDi-technologie ist gut, und alle ziehen an einem strang“Achim Laubenstein, ABB, führt die geschäfte der neu gegründeten FDi Cooperation
intervieW mit ACHim LAuBenstein, ABB, gesCHäFtsFüHrer Der FDi CooPerAtion
Aufgaben in allen Lifecycle-Phasen Rechnung trägt. Die Kooperation um-fasste zunächst die fünf großen Interes-senverbände FDT Group, Fieldbus Foundation, Hart Communications Foundation, Profibus und Profinet und die OPC Foundation. Im Oktober 2009 kamen die Automatisierungslieferanten ABB, Emerson Process Management, Endress+Hauser, Honeywell, Invensys, Siemens und Yokogawa hinzu. Der Aufgabenbereich der FDI Cooperation wurde erweitert, um gemeinsame De-sign- und Konformitätstest-Tools zu entwickeln und die Anwendung von EDDL, einschließlich eines gemeinsa-men Interpreters für EDDL in Hart, FF- und Profibus-Protokollen, zu standardi-sieren. � n
Weitere Artikel zum Thema: http://www.chemietechnik.de
13CHemie teCHniK · Special Prozessautomation 2012

TiTelThemaanlagenbau Chemie Pharma ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber einkäufer manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
inTerview miT GerTjan van der ven, GesChäfTsführer emerson ProCess manaGemenT deuTsChland
„Automatisierungstechnik muss intuitiv nutzbar sein“Welche Trends treiben ein Automatisierungshaus wie Emerson und wie wird aus Sicht des Systemanbieters eine Leitwarte in 20 Jahren aussehen? Diese und weitere Fragen besprach die CTRedaktion mit Gertjan van der Ven, Geschäftsführer von Emerson Process Management Deutschland.
CT: herr van der ven, sie sind seit einem jahr Geschäftsführer von emerson Process management deutschland. was ist aus ihrer sicht das Besondere an diesem markt für Prozessautomatisierung?Van der Ven: Aus meiner Sicht hat der deutsche Markt einige Besonderheiten: Es ist ein sehr reifer Industriestandort, an dem nur wenige neue Anlagen gebaut werden. Dadurch gibt es viele kleine Projekte bei den Betreibern und Endanwen-dern – das führt zu einem fast endlosen Spiel zwischen allen Wettbewerbern, um diesen Teil des Kuchens zu gewinnen. Eine weitere Besonderheit ist, dass das Personal der Kunden sehr gut ausgebildet und in der Regel sehr erfahren ist.
CT: welche schwerpunkte haben sie im deutschen automatisie-rungsmarkt für die nächsten jahre im Blick?Van der Ven: Die Chemieindustrie ist und bleibt ein wichtiger Markt für uns. Aber wir werden uns verstärkt auch dem Energie- und Kraftwerkssektor zuwenden. Nicht zuletzt durch die Energiewende wird das für uns ein interessanter Markt.
CT: welche aktuellen Trends sehen sie hierzulande?Van der Ven: Aus meiner Sicht dominieren zwei Entwicklun-gen: Einerseits stehen Migrationsprojekte im Vordergrund, bei denen es häufig darum geht, die Zahl der Leitwarten zu
konsolidieren. Auf der anderen Seite sehen wir derzeit wenig Projekte von den klassischen großen EPC-Unternehmen.
Optimierungsanstrengungen bei den Prozessbetreibern wer-den auch auf andere Unternehmen ausstrahlen. Migrations-projekte werden mehr und mehr auch zur Prozessoptimierung genutzt. Deshalb bauen wir unsere Engineering-Kapazitäten aus, um diesen Trend begleiten zu können. Mit unserem Evergreen-Programm bieten wir eine Lösung für das Update von Leitsystemen über den ganzen Lebenszyklus.
CT: in den vergangenen jahren ist in der Prozessindustrie – und vor allem der Chemie – der wunsch nach „nutzen durch Prozessauto-matisierung“ gegenüber mehr und neuen funktionen in den vor-dergrund getreten. wo sehen sie dabei die größten Potenziale?
Van der Ven: Prozessleittechnik wird heute leider oft als „Commodity“ gesehen. Wirklicher Nutzen entsteht hierzu-lande vor allem durch Engineeringlösungen und die Prozess-optimierung. Automatisierungstechnik ist dafür die Grundla-ge. Häufig werden wir von unseren Kunden nur als Lieferan-ten von Automatisierungsprodukten gesehen. Allerdings rea-lisieren wir bereits heute umfangreiche Projekte über den gesamten Lebenszyklus einer Anlage – bis hin zum „Drive the car“-Ansatz, wenn wir zum Beispiel bei führenden Unterneh-men im Chemie und Öl & Gas Bereich das komplette Life Cycle Management der Automatisierungs-Infrastruktur über-nehmen.
CT: auch vom Plant asset management versprechen sich die Pro-zessautomatisierer große effekte zur Prozessoptimierung. aller-dings sind die hürden zum einsatz bzw. der umsetzung von Pam-strategien nach wie vor hoch. wie unterstützen sie Prozessbetrei-ber beim einstieg in das Thema?Van der Ven: Wir waren die Ersten, die Asset-Management-Software in den frühen 90er Jahren massiv in den Markt eingeführt haben. Weltweit gibt es Tausende solcher Installa-tionen. In vielen Fällen ist es keine Frage der Technik, son-dern es hapert an deren Integration in die Geschäftsabläufe. Wenn ein Prozessbetreiber, eine Montagefirma oder ein An-
lagenbauer nicht in Fortbildung inves-tiert, lässt sich das Potenzial von Ände-rungsprozessen für Wartung und ähnli-che Aufgaben nicht erschließen. Mit noch mehr Technik ist es hier nicht ge-tan. Nur eine gut aufgesetzte Infra-struktur, die vereinfachte Bedienung der Technik und der Willen, diese auch zu nutzen, wird das volle Potenzial er-schließen. Wir bieten deshalb ein brei-tes Spektrum an Beratungsleistungen an, das unseren Kunden hilft, das Po-
tenzial des Plant Asset Managements zu erschließen. Wir nennen das „Turn PlantWeb on“. Mit diesem internen Pro-gramm helfen wir Kunden dabei, die bislang ungenutzten und ihnen unbekannten Möglichkeiten der in den Anlagen bereits installierten Technik und Systeme zu entdecken.
CT: seit einigen jahren entwickeln sie Produkte nach der Prämisse „human Centered design“. was verbirgt sich dahinter?Van der Ven: Ziel ist es, Automatisierungstechnologie für die Menschen, die damit arbeiten, besser verständlich zu ma-chen. Denn die demografische Entwicklung, die wir bei unse-ren Endkunden beobachten, stellt eine große Herausforde-rung dar. Und dafür entwickeln wir Antworten. Junge Mitar-beiter, die solche Arbeitsplätze übernehmen, lesen häufig
„wir betreuen Prozessanlagen über ihren gesamten lebenszyklus“Gertjan van der ven, Geschäftsführer von emerson Process management deutschland
Chemie TeChniK · Special Prozessautomation 201214
inTerview miT GerTjan van der ven, GesChäfTsführer emerson ProCess manaGemenT deuTsChland
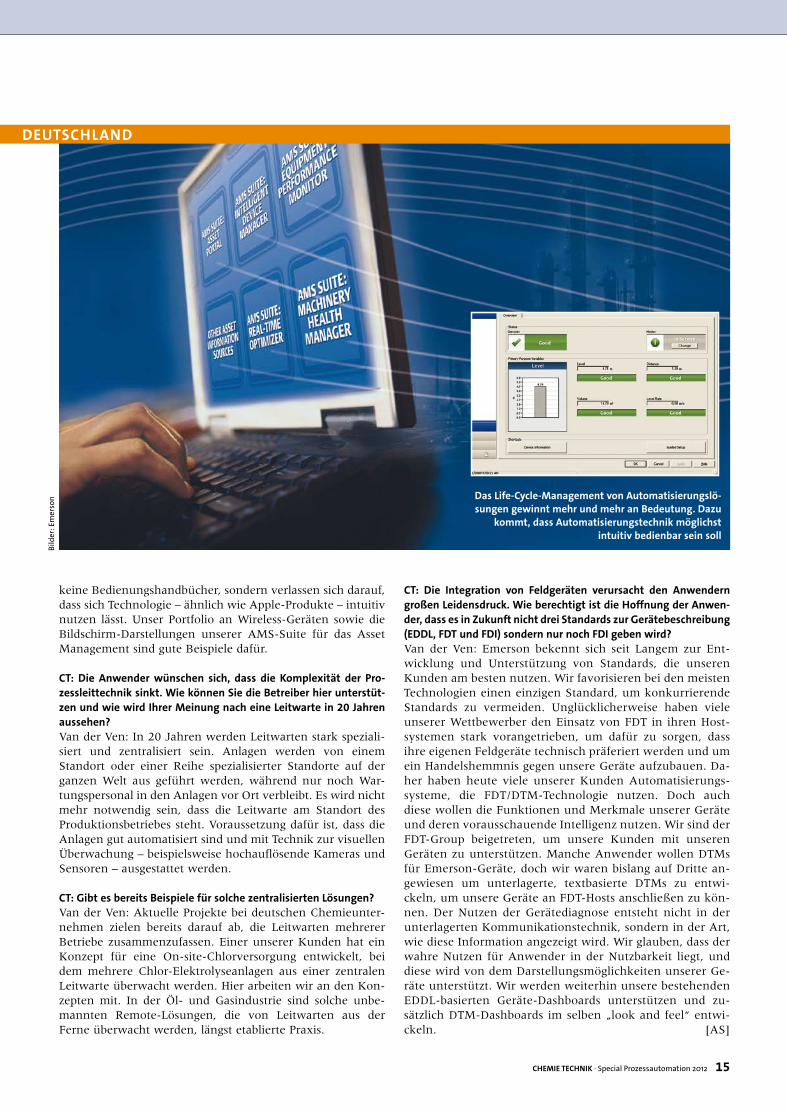
das life-Cycle-management von automatisierungslö-sungen gewinnt mehr und mehr an Bedeutung. dazu
kommt, dass automatisierungstechnik möglichst intuitiv bedienbar sein soll
keine Bedienungshandbücher, sondern verlassen sich darauf, dass sich Technologie – ähnlich wie Apple-Produkte – intuitiv nutzen lässt. Unser Portfolio an Wireless-Geräten sowie die Bildschirm-Darstellungen unserer AMS-Suite für das Asset Management sind gute Beispiele dafür.
CT: die anwender wünschen sich, dass die Komplexität der Pro-zessleittechnik sinkt. wie können sie die Betreiber hier unterstüt-zen und wie wird ihrer meinung nach eine leitwarte in 20 jahren aussehen?Van der Ven: In 20 Jahren werden Leitwarten stark speziali-siert und zentralisiert sein. Anlagen werden von einem Standort oder einer Reihe spezialisierter Standorte auf der ganzen Welt aus geführt werden, während nur noch War-tungspersonal in den Anlagen vor Ort verbleibt. Es wird nicht mehr notwendig sein, dass die Leitwarte am Standort des Produktionsbetriebes steht. Voraussetzung dafür ist, dass die Anlagen gut automatisiert sind und mit Technik zur visuellen Überwachung – beispielsweise hochauflösende Kameras und Sensoren – ausgestattet werden.
CT: Gibt es bereits Beispiele für solche zentralisierten lösungen?Van der Ven: Aktuelle Projekte bei deutschen Chemieunter-nehmen zielen bereits darauf ab, die Leitwarten mehrerer Betriebe zusammenzufassen. Einer unserer Kunden hat ein Konzept für eine On-site-Chlorversorgung entwickelt, bei dem mehrere Chlor-Elektrolyseanlagen aus einer zentralen Leitwarte überwacht werden. Hier arbeiten wir an den Kon-zepten mit. In der Öl- und Gasindustrie sind solche unbe-mannten Remote-Lösungen, die von Leitwarten aus der Ferne überwacht werden, längst etablierte Praxis.
CT: die integration von feldgeräten verursacht den anwendern großen leidensdruck. wie berechtigt ist die hoffnung der anwen-der, dass es in Zukunft nicht drei standards zur Gerätebeschreibung (eddl, fdT und fdi) sondern nur noch fdi geben wird?Van der Ven: Emerson bekennt sich seit Langem zur Ent-wicklung und Unterstützung von Standards, die unseren Kunden am besten nutzen. Wir favorisieren bei den meisten Technologien einen einzigen Standard, um konkurrierende Standards zu vermeiden. Unglücklicherweise haben viele unserer Wettbewerber den Einsatz von FDT in ihren Host-systemen stark vorangetrieben, um dafür zu sorgen, dass ihre eigenen Feldgeräte technisch präferiert werden und um ein Handelshemmnis gegen unsere Geräte aufzubauen. Da-her haben heute viele unserer Kunden Automatisierungs-systeme, die FDT/DTM-Technologie nutzen. Doch auch diese wollen die Funktionen und Merkmale unserer Geräte und deren vorausschauende Intelligenz nutzen. Wir sind der FDT-Group beigetreten, um unsere Kunden mit unseren Geräten zu unterstützen. Manche Anwender wollen DTMs für Emerson-Geräte, doch wir waren bislang auf Dritte an-gewiesen um unterlagerte, textbasierte DTMs zu entwi-ckeln, um unsere Geräte an FDT-Hosts anschließen zu kön-nen. Der Nutzen der Gerätediagnose entsteht nicht in der unterlagerten Kommunikationstechnik, sondern in der Art, wie diese Information angezeigt wird. Wir glauben, dass der wahre Nutzen für Anwender in der Nutzbarkeit liegt, und diese wird von dem Darstellungsmöglichkeiten unserer Ge-räte unterstützt. Wir werden weiterhin unsere bestehenden EDDL-basierten Geräte-Dashboards unterstützen und zu-sätzlich DTM-Dashboards im selben „look and feel“ entwi-ckeln. [AS]
Bild
er: E
mer
son
15Chemie TeChniK · Special Prozessautomation 2012

Für BetreiberNach wie vor gehen viele Automatisie- ■rungsplaner in Unkenntnis der Leis-tungsfähigkeit der Feldbustechnik von einem zu konservativen Design der Feldbusstränge aus. Dadurch wird der Feldbus zu teuer.Zu den Potenzialen, die sich mit Feld- ■bustechnik erschließen lassen, zählen insbesondere eine höhere Genauigkeit bei der Signalübertragung, die Nutzung mehrerer Prozessvariablen mit einem Gerät sowie die Diagnose und das Plant Asset Management.Beim Thema Control in the Field zeich- ■nen sich erste Anwendungen ab.Die Nutzung des Foundation Fieldbus ■für Sicherheitskreise wird von Anlagen-bauern und Betreibern begrüßt, aller-dings in unterschiedlicher Ausprägung.
Das Potenzial des Feldbusses ist bei Weitem noch nicht ausge-schöpft“, stellte Dr. Niels Kiupel,
Abteilungsleiter Produktion und Ferti-gung bei Evonik-Degussa auch auf der 6. Foundation Fieldbus Anwenderkon-ferenz erneut fest. Nach wie vor, so Ki-upel, gehen viele Automatisierungspla-ner in Unkenntnis der Leistungsfähig-keit der Feldbustechnik von einem zu konservativen Design der Feldbussträn-ge aus: Mit lediglich 4 bis 6 von theore-tisch möglichen 31 Feldgeräten und aus Anwendersicht in der Praxis realisti-schen 16 Geräten pro Strang sowie kurzen Stichleitungen und nur einer Regelung pro Feldbusstrang ist die Feld-businstallation tendenziell zu teuer. Die Folge: Auch 17 Jahre nach Gründung der Fieldbus Foundation wird selbst bei Neuanlagen noch häufig konventionell in 4...20-mA-Technik verdrahtet. Dabei ist das Machbare, so Kiupel, noch längst nicht ausgereizt. Erschwert wird die Si-tuation nach Ansicht des Automatisie-rungsspezialisten dadurch, dass es in-zwischen vier grundsätzlich verschiede-ne Varianten zur Signalübertragung gibt:
4...20-mA-Technik ■Feldbus (Foundation Fieldbus, Profi- ■
bus PA)Wireless mit drei konkurrierenden ■
StandardsEthernet im Feld ■Doch während Ethernet im Feld
noch nicht reif für die Prozesstechnik ist, und die Diskussion um den Wireless Standard noch anhält, bleiben in der 4...20-mA-Technik Funktionen und Po-tenziale verschlossen, die zu besseren Anlagen (Stichwort Operational Excel-lence) und besseren Planungsprozessen
führen könnten. Dazu zählen insbeson-dere eine höhere Genauigkeit bei der Signalübertragung, die Nutzung mehre-rer Prozessvariablen mit einem Gerät sowie die Diagnose und das Plant Asset Management. Dazu kommen homoge-ne Planungsvorgänge und Automatisie-rungsstrukturen durch den Einsatz des Feldbusses in PLT-Schutzeinrichtungen, und auch die Entlastung zentraler Leit-systeme durch Regelkreise vor Ort (Control in the Field) hat Potenzial.
Marc Birkenkamp von Bayer Materi-alScience zeigte das Zusammenspiel zwischen Foundatione Fieldbus und ei-nem umfassenden Plant Asset Manage-ment System basierend auf der Namur-Empfehlung NE 129 und leitete daraus den zukünftigen Weg hin zu übergrei-fender Diagnose und „intelligenter Alarmierung“ ab. Seine Ausführungen basierten auf Erfahrungen die in der Produktionsanlage im chinesischen Caojing gesammelt wurden. Dort sind nahezu 11.000 FF-Geräte im Einsatz, darunter ca. 3.000 Stellungsregler.
In der Diskussion zum Thema Safety und Control in the Field, die von der CT-Redaktion moderiert wurde, war allerdings zu erkennen, dass einzelne Anwender, die den Feldbus bereits ein-setzen, inzwischen ernsthaft über Con-trol in the Field (CIF) nachdenken. So berichteten Anwender aus dem Che-miepark Marl, dass man sich von CIF erhofft, die an der Kapazitätsgrenze an-gekommenen Bussegmente entlasten zu können, um zusätzliche Feldgeräte zu installieren. Außerdem sollen die CPU des Leitsystems sowie die prozess-nahe Komponenten entlastet werden. Denn durch die dezentralen Regelkreise sinken der Kommunikationsbedarf auf dem Bus und die für die Regelalgorith-men erforderliche Rechenleistung im Leitsystem.
Doch ist der in einem Stellungsregler vorhandene PID-Regler der gleiche oder zumindest so gut wie der Regler im zen-tralen Leitsystem? Eine Frage, die die
Anwender in der Diskussion beschäftig-te. „Die Ein- und Ausgangsparameter sind standardisiert, doch die Regelalgo-rithmen sind andere“, beantwortete Tim Henrichs, Yokogawa, die Frage. Allerdings kann durch die dezentrale Regelung die Regelgüte per se steigen, da die Abtastraten höher und die La-tenzzeiten im Regelkreis kürzer sind. Ein Aspekt, der bei schnellen Durch-fluss- und Druckregelungen zum Tra-gen kommt.
Bei einer neu installierten Feldbus-anlage bei Sasol will man die Anlage mit den im Leitsystem installierten Reg-lern anfahren und dann nach und nach die Regelfunktion ins Feld verlagern, um zu einer höheren Regelgüte zu ge-langen und mehr Geräte an einem Bus-strang betreiben zu können. Thomas Kasten, Marcom Manager bei Pepperl+Fuchs und Vorsitzender des deutschen FF-Marketingkomitees, be-richtete außerdem von einem weiteren
In der realItät angekommenAnwender diskutieren in Leverkusen über Potenziale des Foundation Fieldbus Die Zahl der Installationen ist – vor allem in Deutschland – nach wie vor relativ gering. Dennoch ist der Foundation Fieldbus inzwischen in der betrieblichen Wirklichkeit angekommen. Anwender und Lieferanten diskutieren nun über die nächsten Schritte und die Nutzenpotenziale, die zusätzlich noch in der Feldbustechnik stecken. Darunter der Einsatz für die Kommunikation mit SIL-Kreisen sowie Control in the Field.
AutorArmin Scheuermann, Redaktion
EntSchEidEr-FActS
Anlagenbau chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber Einkäufer Manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Bild
: ©ill
u24
- fot
olia
.com
AutoMAtiSiErung
chEMiE tEchniK · Special Prozessautomation 201216

AutoMAtiSiErung
Nutzenaspekt von Control in the Field: Beim Chemieunternehmen Shin-Etsu konnten per CIF zwei unvorhergesehe-ne Stillstände vermieden werden, wo-durch der Hersteller mehrere Hundert-tausend Euro Umsatzausfall vermeiden konnte.
Dennoch äußerten einzelne Betrei-ber Bedenken: „Was passiert, wenn das Leitsystem die Verbindung zum Regel-kreis im Feld verliert?“ oder „Wie doku-mentiert man Control-in-the-Field-Ins-tallationen?“ „Man sollte Control in the Field nicht zur Religionsfrage machen“, warnte Volker Wehres vom Automati-sierungsanbieter Emerson. Und so wird die Technik – zumindest von hiesigen Betreibern – wahrscheinlich dann ge-nutzt werden, wenn die Installation an ihre Kapazitätsgrenzen kommt.
Safety-Kommunikation über den FeldbusErstaunlich entspannt blieben die An-wender bei der Frage, ob der Feldbus auch für Sicherungsaufgaben genutzt werden kann. Bereits im Plenarvortrag zitierte Tim Henrichs die Namur-Emp-fehlung NE 97: „Moderne Bustechnolo-gie erlaubt ... auch die gemeinsame Nutzung von Betriebs- und Schutz-funktionen. In diesem Falle ist aller-dings darauf zu achten, dass die eindeu-tige Trennung auf der Protokollebene erfolgt.“ Gerade der Anlagenbau ver-
spricht sich von der homogenen Auto-matisierung ohne separate und speziel-le Strukturen für die „Safety Instru-mented Functions“ (SIF) eine einfache-re und kostengünstigere Planung und Realisierung. Und auch die Chemiebe-treiber wollen durch die Nutzung von SIL-Geräten in Sicherheits- und Pro-zessapplikationen ihre Lagerhaltung vereinfachen. Shell und Saudi Aramco haben sich unlängst für den Einsatz des Feldbusses für Sicherungsaufgaben aus-gesprochen und wollen bereits konkre-te Projekte umsetzen, wenn dazu Feld-geräte verfügbar sind.
WEitErEntWicKlung
Doch „macht man sich die Verfüg-barkeit der Anlage kaputt, wenn man eine einzige Physik sowohl für Automa-tisierungs- als auch für Sicherungsauf-gaben benutzt?“, fragte ein Anwender. „Wenn der Foundation Fieldbus einmal läuft, dann läuft er sehr zuverlässig“, berichtete ein anderer Betreiber. Geht es nicht darum, Kabel einzusparen, sondern vor allem um eine einheitliche Struktur und Planung, bleibt jedoch auch die Option, getrennte Systeme aber dieselbe Technik für Sicherheits- und Prozesssignale zu nutzen.
Fazit: Noch vor einem Jahr, bei der FF-Anwenderkonferenz im Industrie-park Höchst, wurden die Themen „Con-trol in the Field“ und „Feldbus für Si-cherungsaufgaben“ von den Anwen-dern überwiegend kritisch diskutiert und allenfalls als Zukunftsperspektive betrachtet. Ein Jahr später hat sich das Meinungsbild bereits verändert und sind erste konkrete Ansätze in der Pra-xis zu sehen. Doch es gibt noch viel zu tun: Das Potenzial des Feldbusses ist bei Weitem noch nicht ausgeschöpft. n
http://www.fieldbus.org
Wireless und remote i/oZwei aktuelle Projekte für die Weiterentwicklung des Foundation Fieldbus sind die Profil-spezifikationen für die Drahtloskommunikation (Wireless) sowie Remote I/O. Für Letztere sollen Profile für Gateways und intelligente RTUs (Remote Terminal Unit) definiert wer-den. Die Transportverbindung zwischen verteilten und zentralen Netzknoten (Backhaul) soll künftig auf High Speed Ethernet (HSE) basieren. Außerdem soll Hart-Diagnose zur Ar-chitektur der Feldbusdiagnose bei FF zugeordnet werden (Mapping). Beim Thema Wireless und FF ist man einen Schritt weiter: So wurden im Oktober 2010 die vorläufige Wireless IO-Spezifikation verabschiedet, im ersten Quartal 2011 folgte die finale Spezifikation.
„der Anlagenbau verspricht sich von der Vereinheitlichung der Schnittstelle für die Prozess- und die Sicherheitsinstrumentie-rung mit FF eine einfachere und kosten-günstigere Planung und realisierungtim henrichs ist Produktmanager bei Yokogawa
„die Anwender sind die treibende Kraft für den Einsatz des Feldbusses für Siche-rungsaufgaben“thomas Kasten ist Vorsitzender des deutschen Marketing Ko-mitees der Fieldbus Foundation
„das Potenzial des Feldbusses ist bei Weitem noch nicht ausgeschöpft“dr. niels Kiupel ist Abteilungsleiter Produktion und Fertigung bei Evonik-Degussa
17chEMiE tEchniK · Special Prozessautomation 2012

AutomAtisierung
Die neue PVC-Anlage wurde von dem britischen Unternehmen Ineos Vi-nyls lizenziert. Für die Konstruktion war Jacobs H & G aus Mumbai, Indien, zuständig. Beim Entwurf der Anlage wurden die aktuell höchsten Qualitäts-standards zugrunde gelegt. Dazu gehö-ren das hochentwickelte Labor für Qua-litätskontrollen, das anwenderfreundli-che Sicherheitssystem und das System für das Umweltmanagement. Um zu gewährleisten, dass die durchgehende Automatisierung der Produktion so-wohl im Chargenbetrieb als auch bei kontinuierlichen Verfahren reibungslos abläuft, hat Chemplast sich für ein Pro-zessleitsystem von Honeywell entschie-den.
Es wurden fünf Prozessleitstände eingerichtet, die über redundante Steu-erungen und ein Hybridsystem verfü-gen, das sowohl über Hart als auch Foundation-Fieldbus (FF)-H1-Protokol-le kommunizieren kann. Die Feldbusin-frastruktur wurde von Pepperl+Fuchs Indien zusammen mit dem PLS-Anbie-ter entwickelt. Insgesamt wurden 82 FF-Segmente mit integrierten Field-Connex Power Hubs, Stromversorgun-
gen, Advanced Diagnostic Modulen (ADM) und Segment Protectors auf-gebaut. In der Entwicklungsphase
fiel die Entscheidung zu-
gunsten der FF-Technologie. Alle zuge-hörigen Komponenten und Feldgeräte mussten dementsprechend zertifiziert sein, um den Funktionalitätsanforde-rungen des Betreibers gerecht zu wer-den. Das gewählte Segmentdesign er-leichterte zudem, vorab die korrekten Kabeltypen und -längen etc. auszuwäh-len und einzuplanen. Den Anbietern der Feldgeräte wurde frühzeitig alle notwendigen Informationen mitgeteilt, sodass die Feldgeräte bereits im Voraus konfiguriert werden konnten. Schließ-lich führte Honeywell Technologies in Bangalore für das komplette System einen abschließenden Systemtest zur Host-Integration durch. Die Installation konnte beginnen.
High Power trunk: stromversorgung und Kommunikation auf einer LleitungBeim Bau dieser Anlage kam das High-Power-Trunk-Konzept zum Einsatz. In dieser Topologie wird eine Hauptlei-tung (Trunk) für die Stromversor-gung und Kommunikationsüber-tragung verwendet. Die Verteilung von Strom und Datensignalen erfolgt an die Feldgeräte, die je-weils über eine eigene Stichlei-tung (Spur) angeschlossenen werden. Ein Feldbus-netzwerk besteht aus
Chemplast Sanmar Ltd. gehört im indischen Bundesstaat Tamil Na-du zur Spitze der chemischen In-
dustrie. Chemplast stellt verschiedene, hochwertige Polyvinylchlorid-Harzpro-dukte (PVC) her, die für vielfältige Zwe-cke eingesetzt werden. Für das Neubau-projekt in Cuddalore hat Chemplast ei-
ne Foundation-Fieldbus-H1-Umgebung eingerichtet. Die jährliche Kapazität der im September 2009 in Auftrag gegebe-nen Anlage beträgt 170.000 Tonnen. Mit einer Gesamtkapazität von 235.000 Tonnen ist Chemplast Sanmar einer der größten PVC-Produzenten in ganz Indi-en.
Reibungslos integRieRtChemplast Sanmar errichtet PVC-Neuanlage mit Foundation Fieldbus H1 und High Power Trunk-Konzept Für den Bau einer neuen Chemieanlage im indischen Cuddalore setzte der Hersteller Chemplast Sanmar auf das Foundation-Fieldbus-H1-High-Power-Trunk-Konzept. Damit lassen sich gleichzeitig Datenkommu-nikation und Speisung der Feldgeräte über einen Strang erreichen. Pepperl+Fuchs Indien war für die Feld-busausrüstung und die Sicherheitsbarrieren zuständig.
AutorenXenia meyer, Technische Redakteurin Global Marketing, Geschäftsbereich Prozessautoma-tion undBinoy Kamath, Project Pursuit Manager Geschäftsbereich Prozessautomation, Pepperl+Fuchs
Anlagenbau Chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber einkäufer manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Bild: sk_design, fotolia.com
Die installation und inbetriebnahme der Feldbuslösung bei Chemplast sanmar gelang reibungslos
CHemie teCHniK · Special Prozessautomation 201218
AutomAtisierung
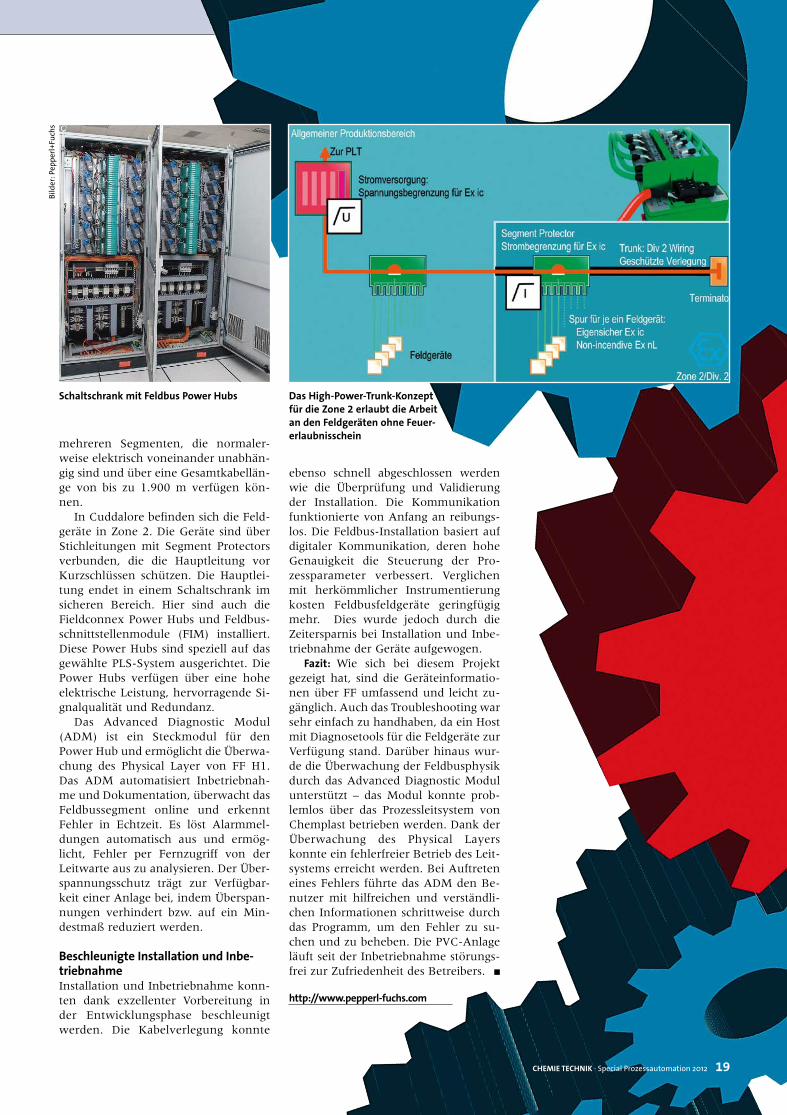
mehreren Segmenten, die normaler-weise elektrisch voneinander unabhän-gig sind und über eine Gesamtkabellän-ge von bis zu 1.900 m verfügen kön-nen.
In Cuddalore befinden sich die Feld-geräte in Zone 2. Die Geräte sind über Stichleitungen mit Segment Protectors verbunden, die die Hauptleitung vor Kurzschlüssen schützen. Die Hauptlei-tung endet in einem Schaltschrank im sicheren Bereich. Hier sind auch die Fieldconnex Power Hubs und Feldbus-schnittstellenmodule (FIM) installiert. Diese Power Hubs sind speziell auf das gewählte PLS-System ausgerichtet. Die Power Hubs verfügen über eine hohe elektrische Leistung, hervorragende Si-gnalqualität und Redundanz.
Das Advanced Diagnostic Modul (ADM) ist ein Steckmodul für den Power Hub und ermöglicht die Überwa-chung des Physical Layer von FF H1. Das ADM automatisiert Inbetriebnah-me und Dokumentation, überwacht das Feldbussegment online und erkennt Fehler in Echtzeit. Es löst Alarmmel-dungen automatisch aus und ermög-licht, Fehler per Fernzugriff von der Leitwarte aus zu analysieren. Der Über-spannungsschutz trägt zur Verfügbar-keit einer Anlage bei, indem Überspan-nungen verhindert bzw. auf ein Min-destmaß reduziert werden.
Beschleunigte installation und inbe-triebnahmeInstallation und Inbetriebnahme konn-ten dank exzellenter Vorbereitung in der Entwicklungsphase beschleunigt werden. Die Kabelverlegung konnte
ebenso schnell abgeschlossen werden wie die Überprüfung und Validierung der Installation. Die Kommunikation funktionierte von Anfang an reibungs-los. Die Feldbus-Installation basiert auf digitaler Kommunikation, deren hohe Genauigkeit die Steuerung der Pro-zessparameter verbessert. Verglichen mit herkömmlicher Instrumentierung kosten Feldbusfeldgeräte geringfügig mehr. Dies wurde jedoch durch die Zeitersparnis bei Installation und Inbe-triebnahme der Geräte aufgewogen.
Fazit: Wie sich bei diesem Projekt gezeigt hat, sind die Geräteinformatio-nen über FF umfassend und leicht zu-gänglich. Auch das Troubleshooting war sehr einfach zu handhaben, da ein Host mit Diagnosetools für die Feldgeräte zur Verfügung stand. Darüber hinaus wur-de die Überwachung der Feldbusphysik durch das Advanced Diagnostic Modul unterstützt – das Modul konnte prob-lemlos über das Prozessleitsystem von Chemplast betrieben werden. Dank der Überwachung des Physical Layers konnte ein fehlerfreier Betrieb des Leit-systems erreicht werden. Bei Auftreten eines Fehlers führte das ADM den Be-nutzer mit hilfreichen und verständli-chen Informationen schrittweise durch das Programm, um den Fehler zu su-chen und zu beheben. Die PVC-Anlage läuft seit der Inbetriebnahme störungs-frei zur Zufriedenheit des Betreibers. � n
http://www.pepperl-fuchs.com
schaltschrank mit Feldbus Power Hubs Das High-Power-trunk-Konzept für die Zone 2 erlaubt die Arbeit an den Feldgeräten ohne Feuer-erlaubnisschein
Bild
er: P
eppe
rl+Fu
chs
19CHemie teCHniK · Special Prozessautomation 2012

AutomAtisierung
Schnelle Steuerungs-Modernisierung in der Praxis Steuerungen älterer Bauart können die Leistungsfähigkeit von sonst noch voll funktionsfähigen Anlagen stark beeinträchtigen. Ein kosten- und zeit-effektives Modernisierungskonzept schafft hier Abhilfe: Die einschließlich Schaltschrank unverändert belas-sene Feldebene der Anlage wird mittels eines Adaptersystems in einer 1:1-Umsetzung mit einer modernen Steuerungstechnik auf Basis von Wago-I/O-Komponenten verbunden. Die Umrüstung vor Ort erfordert nur wenigen Stunden.
Für Betreiber und PlanerBei der Modernisierung von Automatisierungssystemen stehen in der Re- ■gel die Steuerungsebene und der „Physical Layer“ im Vordergrund, die Feld-ebene bleibt meist unangetastet. Um Anlagenstillstandszeiten bei der Modernisierung zu minimieren, wur- ■de das Konzept der „komponentenbasierten Sanierung“ entwickelt.Dabei wird die Steuerung mittels spezieller Adapter 1:1 auf ein Automati- ■sierungssystem aus Komponenten des I/O-Systems 750 von Wago über-führt. Per IPC können zusätzlich mehrere modernisierte Anlagen zusammenge- ■führt und in überlagerte Feldbus- und Ethernet-Systeme eingebunden wer-den.
In vielen Branchen ist bei der Auto-matisierung von Produktionsanlagen ein typisches und weitgehend glei-
ches Szenario zu beobachten: Es wer-den Anlagen betrieben, die hinsichtlich ihrer Sensorik, Aktorik und Feldverka-
belung voll funktionsfähig und betriebs-sicher sind, deren Steuerungsaufgaben dagegen durch eine spürbar „gealterte“ SPS wahrgenommen werden, für die Ersatzteile und Wartungsunterstützung nur noch sehr eingeschränkt verfügbar sind. Das führt zu einem starken An-wachsen der Instandhaltungskosten bei gleichzeitig reduzierter Anlagenverfüg-barkeit. Auch ist die Flexibilität bezüg-lich Anpassungen, Ausbau oder Einbin-dung in höhere Leitebenen nur sehr begrenzt oder gar nicht mehr möglich.
Um Produktionsausfälle zu vermei-den, die Kapazität zu steigern und in-terne Abläufe und Kosten zu optimie-ren, lassen sich Modernisierungsmaß-nahmen irgendwann nicht mehr auf-schieben. Die Betreiber stehen dann
vor der immer gleichen Frage, in wel-chem Umfang modernisiert werden soll. Eine komplett neue Anlage ist oft aus Kostengründen nicht möglich und auch nicht erforderlich, da die Feld-ebene noch voll funktionsfähig ist; Teilsanierungen an verschiedenen Stel-len der Anlage sind zeitintensiv und bringen in der Regel keine nachhaltige Lösung. Auch sollen die Maßnahmen die laufende Produktion nicht behin-dern und auch nicht mit dem Verlegen neuer Kabelstränge verbunden sein. Andererseits soll die Steuerung den modernsten technischen Stand auf-
StillStand minimiert
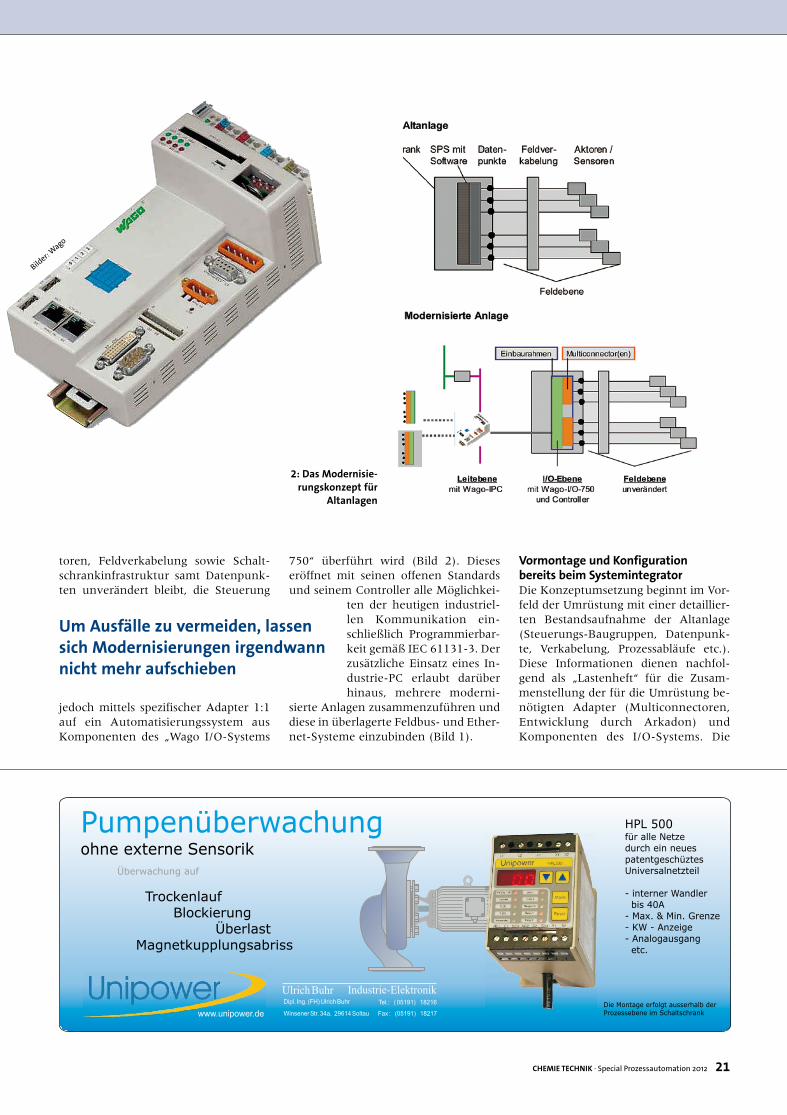
1: i/o-system mit Controller (links) und industrie-PC (rechts) ermöglicht
es, steuerungsmodernisierungen zü-gig und kostengünstig umzusetzen
AutorWolfgang Laufmann, Market Manager Energie- und Prozessautomation bei Wago Kontakttechnik
entsCheider-FACts
Anlagenbau Chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber einkäufer manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
weisen und alle Möglichkeiten der heutigen Industriekommunikation einschließlich Einbindung in höhere Leitebenen des Unternehmens bie-ten.
Für das geschilderte Szenario ha-ben die Unternehmen Wago und Ar-kadon IT-Engineering ein technisch attraktives und zugleich kostengünsti-ges Konzept entwickelt, welches be-reits an zahlreichen Anlagen erfolg-reich umgesetzt wurde. Es handelt sich um eine „komponentenbasierte Sanierung“, bei welcher der Feldbe-reich der Altanlage mit Sensoren, Ak-
Chemie teChniK · Special Prozessautomation 201220
AutomAtisierung
Vormontage und Konfiguration bereits beim systemintegratorDie Konzeptumsetzung beginnt im Vor-feld der Umrüstung mit einer detaillier-ten Bestandsaufnahme der Altanlage (Steuerungs-Baugruppen, Datenpunk-te, Verkabelung, Prozessabläufe etc.). Diese Informationen dienen nachfol-gend als „Lastenheft“ für die Zusam-menstellung der für die Umrüstung be-nötigten Adapter (Multiconnectoren, Entwicklung durch Arkadon) und Komponenten des I/O-Systems. Die
toren, Feldverkabelung sowie Schalt-schrankinfrastruktur samt Datenpunk-ten unverändert bleibt, die Steuerung
jedoch mittels spezifischer Adapter 1:1 auf ein Automatisierungssystem aus Komponenten des „Wago I/O-Systems
750“ überführt wird (Bild 2). Dieses eröffnet mit seinen offenen Standards und seinem Controller alle Möglichkei-
ten der heutigen industriel-len Kommunikation ein-schließlich Programmierbar-keit gemäß IEC 61131-3. Der zusätzliche Einsatz eines In-dustrie-PC erlaubt darüber hinaus, mehrere moderni-
sierte Anlagen zusammenzuführen und diese in überlagerte Feldbus- und Ether-net-Systeme einzubinden (Bild 1).
um Ausfälle zu vermeiden, lassen sich modernisierungen irgendwann nicht mehr aufschieben
Bilder: W
ago
2: das modernisie-rungskonzept für
Altanlagen
Pumpenüberwachungohne externe Sensorik
Die Montage erfolgt ausserhalb derProzessebene im Schaltschrank
Überwachung auf
Trockenlauf Blockierung Überlast Magnetkupplungsabriss
HPL 500für alle Netzedurch ein neues patentgeschüztes Universalnetzteil
- interner Wandler bis 40A- Max. & Min. Grenze- KW - Anzeige- Analogausgang etc.
Ulrich BuhrDipl. Ing. (FH) Ulrich Buhr
Winsener Str. 34a, 29614 Soltau Fax : (05191) 18217
Tel.: ( 05191) 18216
Industrie-Elektronik
www.unipower.de
21Chemie teChniK · Special Prozessautomation 2012

AutomAtisierung
gieversorgungsbetrieben. Überall betrug die Umrüst- und damit Stillstandszeit der Anlage weniger als einen Tag, bei zum Teil vielen Tausend Datenpunkten je An-lage. Voraussetzung hierfür war die sorg-fältige Bestandsaufnahme einschließlich Dokumentation im Vorfeld der Umrüs-tung sowie die professionelle Entwick-lung der Multiconnectoren und deren Anpassung sowohl an die zu ersetzende Steuerung als auch an das geeignet kon-figurierte Wago-System. Hier bewährt sich dessen Vielseitigkeit und modularer Aufbau ganz besonders. Die Aussagen der Anwender bestätigen den vielschich-tigen Nutzen aus diesem Konzept:
Umrüstung vor Ort begrenzt auf ■Austausch der SPS gegen den bereits bestückten Adapter-Rahmen; daher nur sehr begrenzte Stillstandszeit im Stun-denbereich; Wiederinbetriebnahme in der Regel bereits am Tag des Umbaus;
kostengünstige Lösung, da die ge- ■samte Feldebene und die Schaltschrank-Infrastruktur ohne neue Verkabelung weiter genutzt wird; geringer Planungs-bedarf; Weiternutzung der vorhande-nen Dokumentation; geringer Schu-lungsaufwand für das Betriebspersonal;
gesteigerte Anlagen- und Prozesssi- ■cherheit durch moderne I/O- und Steu-erungssysteme; erhöhte Produktquali-tät und Anlagenverfügbarkeit; erleich-terte Einhaltung von Vorschriften; hohe Flexibilität durch Programmierbarkeit gemäß IEC 6-1131-3;
leichte Integration in bestehende ■oder zukünftige Leitsysteme; Durch-gängigkeit bis in die MES-Ebene.
Fazit: Das Adapterkonzept im Zu-sammenspiel mit den Wago-I/O- Komponenten ist eine kostengünstige Lösung mit geringem Planungsaufwand und zügiger Umsetzung und damit opti-mal für den Anwender. Es entsteht eine moderne und flexible I/O-Ebene ein-schließlich Steuerfunktionen im ansons-ten unverändert belassenen Schalt-schrank. Die Anlage kann in gewohnter Weise weiter betrieben werden, jedoch mit dem Vorteil, dass die Steuerungs-technik jetzt dem modernsten techni-schen Stand entspricht. Bild 4 zeigt den in seinen Abmessungen an die alte SPS angepassten Einsatzrahmen leer und be-stückt mit den Umrüstungskomponen-ten. n
http://www.wago.com Weitere Beiträge zu Themen der Leit-systemmigration: http://www.chemietechnik.de
lassen den Anlagenbetrieb völlig unge-stört.
Nach Bestückung des Rahmens mit den Adaptern und dem I/O-System wird die Anlage vor Ort umgerüstet. Diese Arbeiten beschränken sich auf den Austausch der SPS gegen den vor-montierten und getesteten Adapterrah-men und nehmen erfahrungsgemäß nur wenige Stunden in Anspruch. Die
SPS wird ausgebaut und an glei-cher Stelle der bestückte Rahmen in den Schaltschrank montiert. Schließlich werden die unverän-dert belassenen Stecker der alten Steuerung auf die Multiconnecto-ren aufgesteckt, wodurch das I/O-
System mit den Datenpunkten verbun-den wird und die Rolle der SPS über-nehmen kann. Die ausgetauschte SPS und ihre Anschlüsse bleiben bei der Umrüstung unverändert. Die SPS könn-te daher in einem Notfall wieder einge-baut werden (Fall-back-Strategie).
Weniger als ein tag stillstandSeit Einführung des Modernisierungs-konzeptes wurden zahlreiche Anlagen umgerüstet, in Raffinerien und mittel-ständischen Betrieben ebenso wie bei kommunalen Einrichtungen und Ener-
Multiconnectoren sind spezifisch für die jeweiligen Steuerungen bzw. deren Baugruppen (bisher Microcontrol und S5–135 U) aufgebaut und setzen die unverändert belassenen Datenpunkte der Altanlage per smarter Elektronik 1:1 auf die Eingänge des I/O-Systems um. Dieses übernimmt mittels seines Controllers auch die Steueraufgaben der alten SPS, wofür die Software mit-
tels des Codesys-Programmierstandards entsprechend angepasst wird. Zugleich wird die bisher manuelle Bedienebene auf einen intuitiv erfassbaren Touch-screen übertragen.
Die Adapter und die Komponenten des I/O-Systems werden in einem Rah-men montiert, der in seinen Abmessun-gen der alten Steuerung gleicht und an deren Stelle in den sonst unverändert belassenen Schaltschrank eingebaut wird (Bilder 3 und 4). Diese Arbeiten finden außerhalb der Anlage, zum Bei-spiel beim Systemintegrator, statt und
3: i/o-ebene und multi-connectoren im einbau-rahmen
4: einbaurahmen in den Abmessungen der sPs, leer und bestückt
das Adapterkonzept ist eine kostengünstige Lösung mit geringem Planungsaufwand
Chemie teChniK · Special Prozessautomation 201222

Im Sinne der klassischen Automatisierungspyramide stellen die vier Initiativen von VigilantPlant Ihren Weg zur Operational Excellence sicher.
Yokogawa Deutschland GmbH · Broichhofstraße 7-11 · D-40880 RatingenTelefon +49(0)2102- 4983-0 · Telefax +49(0)2102- 4983-22 · www.yokogawa.com/de · [email protected]
VigilantPlant: das Automatisierungskonzept von Yokogawa

AutomAtisierung
Ob in elektrischen Haushaltsgerä-ten, Automotoren, Fernsehap-paraten, Windkrafträdern, Com-
putern oder Leuchten – die Produkte der Firma Elantas Beck finden sich in zahlreichen elektrischen Geräten. Das Unternehmen entwickelt, produziert und vertreibt Tränkharze, Vergussmas-sen und Schutzlacke (Dünnschicht-Dickschicht), die unter anderem in Elektromotoren, Transformatoren, Ge-neratoren, Kondensatoren, Leiterplat-ten und Sensoren zum Einsatz kom-men. Elantas Beck ist Teil des Geschäfts-bereiches Elantas Electrical Insulation der Altana AG, einem der führenden
Unternehmen der Spezialchemie. Auf dem Werksgelände im Südosten Ham-burgs entwickeln und produzieren rund 120 Mitarbeiter jährlich mehrere tau-send Tonnen Harze für die Elektroin-dustrie. Während der Herstellung durchlaufen die Produkte Reaktorstra-ßen, in denen die Kunstharze erhitzt werden, kondensieren und im Vakuum verarbeitet werden. Um diesen Prozess zuverlässig durchzuführen, sind zahl-reiche Messstellen, beispielsweise für Temperatur und Durchfluss, in der Stra-ße installiert. Die analogen und binären Messsignale hat man beim Bau der An-lage auf Interfacekarten geführt, die im damals gefragten 19-Zoll-Format in großen Racks montiert wurden.
Feldbus statt 19-Zoll-KartenNach vielen Jahren im Einsatz wurden die Karten zunehmend anfälliger für
Defekte. Da neue Karten immer schwie-riger zu beschaffen und irgendwann nicht mehr oder nur noch zu hohen Kosten verfügbar sind, musste eine Al-ternative her. So fiel die Entscheidung, die Interfacetechnik zunächst an einer Reaktorstraße zu modernisieren und die noch intakten Karten als Ersatzteile für die übrigen Straßen zu verwenden. Für Thomas Pölking, Leiter der Instand-haltung, kam trotz verschiedener Alter-nativen – etwa moderne 19-Zoll-Karten oder Hutschienengeräte – nur eine Feldbuslösung in Frage: „Wir wollten eine kompakte und moderne Lösung mit integrierter Ex-Trennung und ein-facher direkter Ankopplung an unsere S7-Steuerung“, erklärt Pölking die Ent-scheidung für ein Remote-I/O-System. „Vor dem Umbau ging das bei uns nur über Umwege. Die Signale liefen zu-nächst auf die Ex-Trennkarten, dann an
AbgekArtetElantas Beck modernisiert 19-Zoll-Interfacekarten mit kompaktem Remote-I/O-System In Hamburg produziert Elantas Beck flüssige Tränkharze und -lacke. Auf ihrem Weg zum Endprodukt durchlaufen die Harze eine Reaktorstraße, die mit zahlreichen Messstellen versehen ist. Nachdem Ersatzteile für die in den frühen 90ern installierte 19-Zoll-Interfacetechnik nicht mehr problemlos verfügbar sind, hat das Unternehmen die erste Straße auf moderne Technik umgestellt – mit dem Remote-I/O-System Excom.
Autorstefan Kappel, Leiter Key Account Management Prozessautomation Turck
in den reaktorstraßen bei elantas fallen zahlreiche analoge und binäre messsignale an, die im nebenstehenden schaltraum über interfacekarten bzw. das excom-remote-i/o an die steuerung geleitet werden
Bild
er: T
urck
Anlagenbau Chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber einkäufer manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
CHemie teCHniK · Special Prozessautomation 201224

AutomAtisierung
eine alte SPS und erst von dort über Profibus an die S7.”
Nach der Grundsatzentscheidung für ein Remote-I/O-System begann im Sommer 2008 die Suche nach einem geeigneten Anbieter – gemeinsam mit der Firma EAB Automation, die mit der Realisierung der Modernisierungsmaß-nahme beauftragt wurde. Das Unter-nehmen mit Sitz in Rellingen ist spezia-lisiert auf Modernisierungen, Erweite-rungen und Neubauten von verfah-rens- und fertigungstechnischen Automatisierungsanlagen. Die fünf Mit-arbeiter um Geschäftsführer Jochen Ahrend unterstützen ihre Kunden schwerpunktmäßig bei der Planung und der steuerungstechnischen Umset-zung der Projekte, übernehmen neben der Softwareerstellung aber auch den Schaltschrankbau sowie die Montage und Inbetriebnahme.
montage im 19-Zoll-rackIm Rahmen der Anbietersuche hat EAB die Lösungen verschiedener Hersteller verglichen, bevor zusammen mit dem Kunden die Entscheidung für das Re-mote-I/O-System Excom getroffen wurde. Zentrales Entscheidungskriteri-um war neben der Funktionalität, der Auswahl an I/O-Baugruppen und dem einfachen Handling vor allem die Kom-paktheit des Systems: „Mit dem Excom-System von Turck haben wir ein Remo-
te I/O gefunden, das wirklich einfach zu handhaben und darüber hinaus so kompakt ist, dass wir es mit allen 150 I/Os in dem vorhandenen 19-Zoll-Rah-men montieren konnten”, erklärt Jo-chen Ahrend. Auch eine weitere Forde-rung der Elantas-Instandhaltung konn-te erfüllt werden, denn die zusätzliche Steuerung wird für diese Reaktorstraße nicht mehr benötigt. „Jetzt geht es vom Feld auf das Excom-System und danach direkt auf die S7, wir ersparen uns also den Umweg über eine weitere Steue-rung”, freut sich Instandhaltungsleiter Pölking.
Obwohl EAB in diesem Projekt das erste Mal mit Excom gearbeitet hat, lief die Planung ebenso reibungslos wie die Umsetzung. Im Herbst 2008 konnten die Mitarbeiter des Planungsbüros das System an nur einem Wochenende ins-tallieren und in Betrieb nehmen, so dass die Anlage Montag früh wieder lief. „Schon die Beschreibung war aus-gesprochen gut, und wenn noch Fragen offen waren, haben wir von den Fach-leuten des Herstellers schnell die richti-gen Anworten bekommen, um das Pro-jekt erfolgreich weiterführen zu kön-nen”, so EAB-Geschäftsführer Ahrend.
Flexibles systemAuch wenn das Remote-I/O-System in diesem Projekt nicht im Ex-Bereich in-stalliert wurde, bietet Excom die Mög-
„Wir wollten eine kompakte und moderne Lösung, die ohne den bisherigen umweg über eine sPs direkt an die Anlagensteue-rung angekoppelt werden kann“thomas Pölking, Leiter der Instandhaltung bei Elantas
lichkeit der Installation in den Zonen 1 und 2. Die Feldstromkreise sind für den Einsatz bis in die Zone 0 zugelassen. Die I/O-Module in Schutzart IP20 bieten bei einer Baubreite von 18,2 mm vier analoge oder vier bzw. acht binäre Ein- oder Ausgänge. Auf 43,2 cm x 20,6 cm x 11 cm können so zwei redundante Netzteile, zwei redundante Gateways sowie bis zu 16 E/A-Module aufgebaut werden. In dieser Konfiguration stehen bis zu 128 binäre oder 64 analoge Ka-näle auf kleinstem Raum vor Ort zur Verfügung. Alle Module stellen zum Prozess „Eex ia“- Schnittstellen zur Ver-fügung. Die Energieversorgung lässt sich wahlweise in 24 V Gleichstrom oder 230 V Wechselstrom realisieren. Alle Module – inklusive der Netzteile – lassen sich im laufenden Betrieb selbst in der Zone 1 austauschen. Neben der erhöhten Verfügbarkeit, Hot Swapping und Ex-Schutz erlaubt das System eine durchgängige Hart-Parametrierung der Feldgeräte über den Bus. n
http://www.turck.de http://www.elantas.de
Für AnwenderNachdem Ersatzteile für 19“-Interface- ■technik nicht mehr problemlos verfüg-bar sind, hat das Unternehmen die ers-te Produktionsstraße für Harze auf das Remote-I/O-System Excom umgestellt.Zentrales Entscheidungskriterium war ■neben der Funktionalität, der Auswahl an I/O-Baugruppen und dem einfachen Handling vor allem die Kompaktheit des Systems.Alle 150 I/Os konnten in dem vorhan- ■denen 19“-Rahmen montiert werden.Eine zusätzliche Steuerung wird für die- ■se Reaktorstraße nicht mehr benötigt.Neben der erhöhten Verfügbarkeit, Hot ■Swapping und Ex-Schutz erlaubt das System eine durchgängige Hart-Para-metrierung der Feldgeräte über den Bus.
entsCHeider-FACts
das remote-i/o-system excom stellt bis zu 128 binäre oder 64 analoge Kanäle auf kleinstem raum zur Verfügung
seit der modernisierung beherbergt das 19-Zoll-rack (hinten) statt der interfacekarten zwei excom-systeme
25CHemie teCHniK · Special Prozessautomation 2012

Planung / Projekteanlagenbau Chemie Pharma ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber einkäufer Manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Eine ursprünglich zärtliche Umar-mung schneidet den europäischen Anlagenbauern mehr und mehr
die Luft ab: In den Boom-Jahren bis 2008 war die Hilfe koreanischer und chinesischer Bauunternehmen den hie-sigen EPC-Firmen hochwillkommen. Ließen sich durch die Arbeitsteilung doch gleich zwei Fliegen mit einer
Klappe schlagen: Einerseits die techno-logische und planerische Kernkompe-tenz nutzen, andererseits das risiko-trächtige und personalintensive Monta-gegeschäft elegant abgeben.
So berichtete beispielsweise Lothar Jungemann, Mitglied der Geschäftslei-tung bei Uhde, auf dem 1. Engineering Summit über positive Erfahrungen in der Zusammenarbeit mit koreanischen Engineeringunternehmen sowie die da-raus gelernten Lektionen und unter-strich die Bedeutung der Technologie-führerschaft als Mittel zur Wettbe-werbsfähigkeit. Doch die Juniorpartner
Herausforderung angenommenanlagenbauer zwischen kostendruck und wertorientiertem engineering Der Wettbewerbsdruck steigt – doch welche Konzepte setzt der europäische Anlagenbau dagegen? Die Frage wurde im Rahmen des 1. Engineering Summit in München intensiv diskutiert. Mit dem Fazit: Die Anlagenbauer haben das Problem klar erkannt und stellen sich der Herausforderung.
Die deutschen anlagenbauer sehen sich großen Herausforderungen
gegenüber – und haben diese bereits angenommenBild: © Kirill_M - Fotolia.com
autorarmin Scheuermann, Redaktion
haben extrem schnell gelernt. Zwei Jahre nach der Finanz- und Wirtschafts-krise sind die westlichen Engineering-anbieter in den Megaprojekten im Mitt-leren und Fernen Osten meist nur noch die Junior-Partner von Samsung & Co. „Liefert sich der deutsche Anlagenbau mit Technologie-Partnerschaften der neuen Konkurrenz aus?“ lautete des-halb eine berechtigte Frage, die im Rah-men der Diskussionen Anfang Juli in München gestellt wurde.
große Chancen, aber auch große HerausforderungenDabei ist die Ausgangssituation durch-aus positiv: „Die langfristigen Wachs-tumstreiber sind intakt“, stellten bei-spielsweise Thomas Waldmann und Klaus Gottwald, von der Arbeitsge-meinschaft Großanlagenbau im VDMA fest. Die Weltbevölkerung wächst und mit ihr das Weltsozialprodukt. Dazu kommt die anhaltende Industriealisie-rung in den Schwellenländern, eine
Bild
: © A
KS -
Foto
lia.co
m
CHeMIe teCHnIk · Special Prozessautomation 201226

zunehmende Energienachfrage sowie der Wunsch nach Produkten mit höhe-rer Qualität bei gleichzeitig sinkendem Energie- und Ressourcenverbrauch. Wie groß der globale Hunger nach Energie ist, verdeutlichte Dr. Rainer Hauenschild, CEO der Business Unit Energy Solutions bei Siemens: Die welt-weite Stromerzeugung wird von 21 TWh in 2010 auf 36,7 TWh in 2030 wachsen. Doch auch im Kraftwerksbau vollzieht sich eine ähnliche Entwick-lung wie im Chemieanlagenbau: Ehe-mals nur national tätige EPC-Unterneh-men aus asiatischen Staaten wie Korea und China drängen vermehrt auf den internationalen Markt und setzen den etablierten Anbietern im Preiswettbe-werb zu. Sie punkten mit strategischer Finanzierungsförderung, politischer Unterstützung und dem Zugriff auf Rohstoffe. Maßnahmenpaket zur Zukunftssicherung„Neu ist, dass China den deutschen Großanlagenbau sogar auf seinem an-gestammten Platz des Technologiefüh-rers angreift“, zitierten Volker Stroh, VDMA, und Dr. Gerald Orendi, Ma-nagement Engineers, aus einer aktuel-len Umfrage unter europäischen Anla-genbauunternehmen. Mit einem um-fassenden Maßnahmenpaket wollen die europäischen Anbieter auf die Her-ausforderung reagieren:
Kosteneinsparungen ■Stärkung lokaler Aktivitäten in den ■
KundenregionenAusbau der Technologieführerschaft ■Stärkung der EPC-Fähigkeit, insbe- ■
sondere der MontageabwicklungRisikomanagement ■Bei Siemens setzt man unter ande-
rem auf vertärkte Aktivitäten in den Kundenmärkten. Das Schlagwort heißt „Lokal5“ und umschreibt den Ansatz, sich mit lokalem Management, lokalem Produktmanagement, lokalen Verant-wortlichkeiten sowie F&E, Beschaffung und Fertigung vor Ort stärker den Be-dürfnissen der Kunden anzupassen. Ein Aspekt, den Rüdiger Zerbe, Mitglied des Vorstandes des Metallurgie-Anlagen-bauunternehmens SMS Siemag AG, in seinem Vortrag „Erfolgreiche Internati-onalisierung Zentrale Steuerung versus regionale Autonomie“ vertiefte. „Der Aufbau von Engineering-Kapazitäten
in den Auslandsgesellschaften ermög-licht eine Kompetenz- und Aufgabener-weiterung im Stammhaus“, verdeut-lichte Zerbe. Trotz Verlagerung von Ba-sic- und Detailengineering-Aufgaben nach China und Indien ist es dem Un-ternehmen gelungen, die Zahl seiner Beschäftigten in Deutschland zu erhö-hen, indem Projektmanagement und Produktentwicklung verstärkt wurden.
allianz für Bau und Montage?Dass es im neuen Wettbewerbsumfeld unumgänglich sein wird, neben den Kernkompetenzen Engineering und Beschaffung auch wieder verstärkt Montagekompetenzen für die Bauab-wicklung vor Ort aufzubauen, wurde in den Vorträgen schnell deutlich. Gleich-zeitig zeigte sich, wie schwer sich die Anlagenbauer derzeit damit tun, geeig-netes Personal für die Montageüberwa-chung zu finden. Qualifizierungsmaß-nahmen, wie sie von Dirk Steding, Sie-mens, Prof. Eberhard Schlücker, Uni Erlangen sowie von Andrea Storck, Thyssen Krupp Fördertechnik, vorge-stellt wurden, zeigen hier die Richtung, in der EPCs sich gemeinsam mit Hoch-schulen dem Thema annehmen kön-nen. Ebenso langfristig angelegt sind die von Dr. Ralf Sick-Sonntag und Dr. Jürgen Kussi vorgestellten Strategien und Ideen für modernes Personalma-nagement, um Ingenieure zu gewinnen und zu halten.
Um das Problemfeld „Baustellenper-sonal“ zu bearbeiten, wurden verschie-dene Ideen und Ansätze diskutiert und auch Regionen für einen solchen Perso-
„Die Dna des deutschen anlagenbaus heißt: Wir bauen Qualität“Dr. rainer Hauenschild ist Ceo der Business unit energy Solutions bei der Siemens ag
„Der aufbau von engineering-kapa- zitäten in den auslandsgesellschaften ermöglicht eine kompetenz- und auf-gabenerweiterung im Stammhaus“rüdiger Zerbe ist Mitglied des Vorstandes der SMS Siemag ag
nalaufbau definiert. „Wir können hier durchaus auch in Europa – zum Bei-spiel in Portugal – fündig werden“, lautete ein Diskussionsbeitrag. Dirk Ste-ding, Vice President for Project Manage-ment, Siemens AG, Energy Sector, schlug vor, eine europäische Turnkey Construction and Commissioning Alli-ance zu gründen. Doch der Wiederauf-bau von Montagekompetenz erfordert auch die Bereitschaft, die damit ver-bundenen Risiken zu tragen.
risiken im BlickBetrachtet man die im EPC-Geschäft üblichen Vertragsformen, dann bergen Turnkey-Projekte (EPC lump sum) für die Anlagenbauer die größten Risiken. Wie werden sich die Kosten im Projekt-verlauf vor Ort entwickeln? Lassen sich kulturelle Barrieren überwinden? Wer haftet für Zahlungsausfälle und wie wird sich die Zusammenarbeit mit loka-len Behörden gestalten? Diese und weitere Fragen und Risiken muss der Anlagenbauer bei Turnkey-Projekten beherrschen, verdeutlichte Jürgen Wild, CEO der M+W Group und erläuterte anhand realisierter Projekte, welche Chancen im Turnkey-Ansatz liegen.
„Die Bedeutung von Beschaffung und Montage wird im deutschen Anla-genbau unterschätzt“, stellte Hans Joa-chim Gastel, Head of Global Procure-ment, Linde AG, Geschäftsbereich Engi-neering, in seinem Vortrag „Beschaf-fung & Lieferantenqualifizierung auf globalen Märkten“ fest. „Mit 55 Prozent der Kosten ist das Procurement der größte Block im Gesamtprojekt“, präzi-
27CHeMIe teCHnIk · Special Prozessautomation 2012

Planung / Projekte
„Die Bedeutung von Be-schaffung und Montage wird im deutschen anla-genbau unterschätzt“Hans-joachim gastel ist Head of global Procurement, linde ag, geschäftsbereich engineering
„nur wer den lebenszyk-lus versteht, kann die opti-male anlage konzipieren“ Peter gress ist Senior Vice President engi-neering der BaSF Se
Engineering, Planung10%
Bau und Montage35 %
Beschaffung55%
typische Wertanteile in ePC-Projekten
Bild
: CH
EMIE
TEC
HN
IK
sierte Gastel Einsparpotenziale in EPC-Projekten. Um diese zu heben, wurde bei Linde 2010 eine neue globale Be-schaffungsstruktur eingeführt. „Darin bilden sechs globale Procurement Cen-ter mit ca. 200 Mitarbeitern die Kon-taktpunkte zu den Lieferanten in den Regionen“, erläuterte Gastel das Kon-zept „One-face-to-the-supplier“.
Doch bevor mit globaler Beschaffung von Schlüsselkomponenten wie Appa-raten und Maschinen die eigene Wett-bewerbsfähigkeit gestärkt werden kann, müssen eine Reihe von Fragen geklärt werden: Wie ist es um die Qualität und Sicherheit bestellt? Werden die not-wendigen Standards eingehalten? Wie lassen sich Termintreue und Zuverläs-sigkeit im Auftragsfall sichern? Welche Risiken müssen an den Schnittstellen zu anderen Kulturen, Sprachen, Zeitzo-nen etc. beherrscht werden?
globale Beschaffung als antwort auf den PreisdruckAber es sind bei weitem nicht nur Maß-nahmen im Einkauf, die zu deutlichen Kosteneffekten im Anlagenbau führen können. Wie durch planerische und technische Ansätze und durch „Value
Engineering“ Einsparungen möglich sind, verdeutlichten Thorsten Helmich, Maexpartners, und Dr. Wolfgang Kno-the, Flagsol, am Beispiel solarthermi-scher Kraftwerke: Die anspruchsvolle Vorgabe aufgrund der sinkenden Strom-gestehungskosten lautet hier, die Anla-genkosten bis 2015 zu halbieren. „Das geht nur mit einem ganzheitlichen An-satz“, verdeutlichte Helmich: „Value Engineering basiert auf der funktiona-len Analyse von Systemen, Komponen-ten, Services und Zulieferungen mit dem Ziel, die Anlagenfunktionen zu den geringsten Lebenszykluskosten be-reitzustellen.“
Auch Peter Gress, Senior Vice Presi-dent Engineering, BASF SE, plädierte in seiner Keynote „Erwartungen der Be-treiber an den Anlagenbau“ für eine ganzheitliche Betrachtung: „Nur wer den Lebenszyklus versteht, kann die optimale Anlage konzipieren.“ Die „Owners Engineers“ des weltgrößten Chemieunternehmens sehen im spezifi-schen Anlagenkonzept einen wesentli-chen Schlüssel zum unternehmerischen Erfolg. „Hervorragendes Engineering ist und bleibt die Basis für Effektivität und Effizienz im Anlagenbau“, lautet das
Fazit von Gress, der den versammelten Teilnehmern der Veranstaltung Impulse für eine neue Betrachtungsweise im Anlagenbau gab: „Wertbasiertes Engi-neering zielt darauf, die Lebenszyklus-kosten einer Anlage zu minimieren“, verdeutlichte Gress und bot den Anla-genbauern die Hand zu einer partner-schaftlichen Zusammenarbeit. Denn Mehrwert für das Investitionsprojekt, so Gress, entsteht durch eine konse-quente Ausrichtung auf Maximierung des Wertbeitrags. Und hierfür wün-schen sich die Betreiber neue Wege der Zusammenarbeit und die Sichtweise „Anlagenbauer als Partner des Owners Engineering“.
Doch was für den Chemieanlagen-bau deutscher Prägung als zukunftsfä-higer Ansatz gelten kann, muss im glo-balen Kräftespiel der EPCs und deren Kunden erst auf Tragfähigkeit hin ge-prüft werden. Hier offenbaren sich durchaus auch Unterschiede zwischen einerseits Branchen, andererseits auch Kundenregionen der Anlagenbauer.
Fazit: Der deutsche Anlagenbau hat die Herausforderungen aus dem sich ändernden globalen Wettbewerbsum-feld angenommen. Mit einem vielfälti-gen Maßnahmenpaket arbeiten die En-gineeringfirmen daran, ihre Wettbe-werbsfähigkeit zu stärken. Im Austausch auf dem Engineering Summit wurden neue Ideen diskutiert und Kontakte für Kooperationen geknüpft. n
http://www.chemietechnik.de/seiten/35/engineering-Summit/
engIneerIng SuMMItDas 1. Engineering Summit wurde gemeinschaftlich von der VDMA-Arbeitsgemeinschaft Großanlagenbau und dem Süddeutschen Verlag – vertreten durch das Fachmagazin CHE-MIE TECHNIK – ausgerichtet. Aufgrund des Erfolgs und des hohen Teilnehmerinteresses steht der Termin für das 2. Engineering Summit bereits fest: 20.-21. November 2012 in Mannheim. Nähere Informationen unter: www.engineering-summit.de
CHeMIe teCHnIk · Special Prozessautomation 201228
Die branchenumfassende Medien-Plattform für Anbieter und Anwender.
Exklusiv und übersichtlich zeigt CHEMIE TECHNIK die Trends der Branche auf und liefert fundierte Entscheidungs-hilfen. Praxisnahe Umfragen halten Sie auf dem Laufenden, Produktberichte geben Orientierung. Und für alle Artikel gilt: Nutzwert pur und hohe journalisti-sche Qualität!
Wissen für Entscheider
Sichern Sie sich
Ihre Prämie!
Bestellen Sie ein Jahresabo und freuen Sie sich über eine Prämie Ihrer Wahl:
Tel.: 08191/97000-378E-Mail: [email protected] Internet: www.chemietechnik. de/praemien
Erscheinungsweise: 11 Ausgaben
Jahresabopreis inkl. Versandkosten: Inland 168,00 €
Hüthig GmbHIm Weiher 1069121 HeidelbergVertretungsberechtigt: Rainer Simon
Tel. 06221/489-0Fax 06221/489-279www.huethig.deHRB Mannheim 703044
ABO_hue_210x297.indd 1 08.08.2011 17:18:44
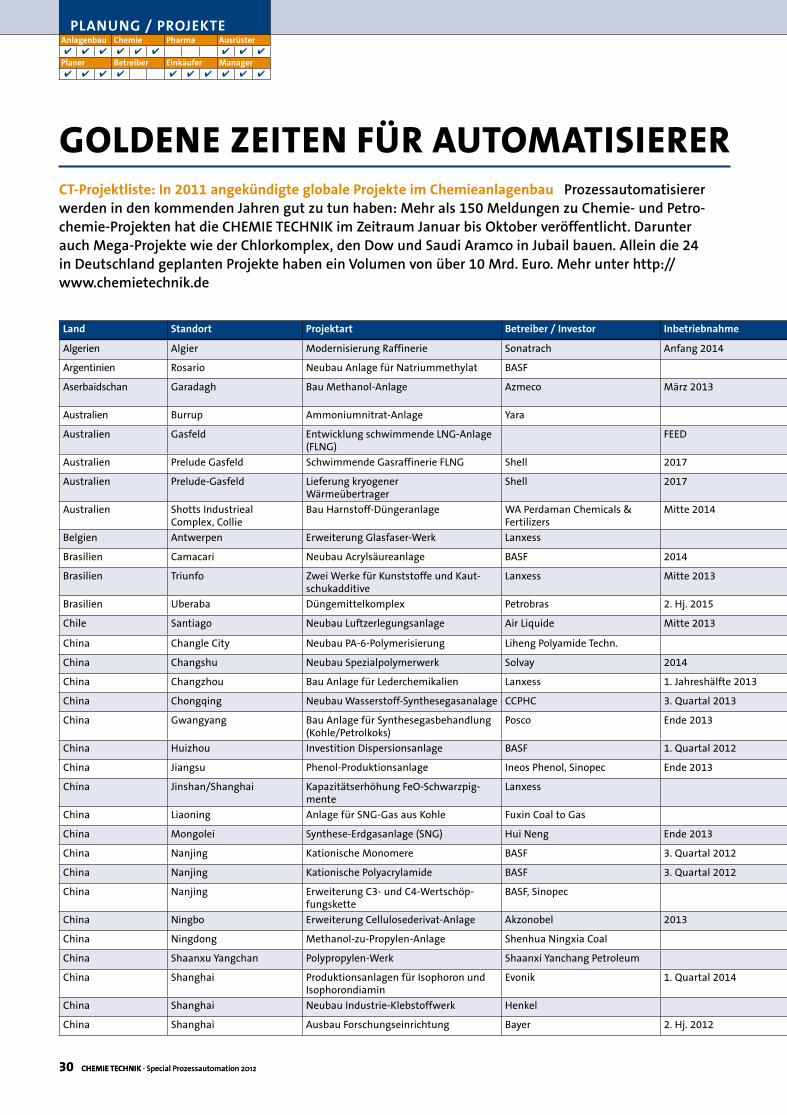
Planung / Projekte
Goldene Zeiten für AutomAtisiererCt-Projektliste: In 2011 angekündigte globale Projekte im Chemieanlagenbau Prozessautomatisierer werden in den kommenden Jahren gut zu tun haben: Mehr als 150 Meldungen zu Chemie- und Petro-chemie-Projekten hat die CHEMIE TECHNIK im Zeitraum Januar bis Oktober veröffentlicht. Darunter auch Mega-Projekte wie der Chlorkomplex, den Dow und Saudi Aramco in Jubail bauen. Allein die 24 in Deutschland geplanten Projekte haben ein Volumen von über 10 Mrd. Euro. Mehr unter http:// www.chemietechnik.de
anlagenbau Chemie Pharma ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber einkäufer Manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
land Standort Projektart Betreiber / Investor Inbetriebnahme Investitionsvolumen kapazität kontraktor Ct-Meldung vom
Algerien Algier Modernisierung Raffinerie Sonatrach Anfang 2014 908 Mio. USD 3,6 Mio. t/a Technip 07.12.2010
Argentinien Rosario Neubau Anlage für Natriummethylat BASF 60 kt/a 04.03.2011
Aserbaidschan Garadagh Bau Methanol-Anlage Azmeco März 2013 200 Mio. USD (Teil eines Großpro- jektes, Phase 1: 324 Mio. USD
2.000 t pro Tag STX Offshore and Ship-building 28.12.2010
Australien Burrup Ammoniumnitrat-Anlage Yara 500 Mio. USD 965 kt/a Técnicas Reunidas 29.03.2011
Australien Gasfeld Entwicklung schwimmende LNG-Anlage (FLNG)
FEED mehrere Mrd. Euro 2 Mio. t/a Linde, PTT FLNG, PTTEP 13.07.2011
Australien Prelude Gasfeld Schwimmende Gasraffinerie FLNG Shell 2017 8 Mrd. Euro 5,3 Mio. t/a Technip, Samsung 22.05.2011
Australien Prelude-Gasfeld Lieferung kryogener Wärmeübertrager
Shell 2017 Teil einer 8 Mrd. Euro Investition Air Products 25.07.2011
Australien Shotts Industrieal Complex, Collie
Bau Harnstoff-Düngeranlage WA Perdaman Chemicals & Fertilizers
Mitte 2014 2,88 Mrd. USD 2 Mio. t/a GS Engineering & Construction 30.11.2010
Belgien Antwerpen Erweiterung Glasfaser-Werk Lanxess 15 Mio. Euro +6 kt/a 06.09.2011
Brasilien Camacari Neubau Acrylsäureanlage BASF 2014 500 Mio. Euro 23.08.2011
Brasilien Triunfo Zwei Werke für Kunststoffe und Kaut-schukadditive
Lanxess Mitte 2013 30 Mio. Euro 20 kt Durethan/a,2 kt Rhenogran/a
06.10.2011
Brasilien Uberaba Düngemittelkomplex Petrobras 2. Hj. 2015 1,5 kt/d Technip, Haldor Topsoe 21.09.2011
Chile Santiago Neubau Luftzerlegungsanlage Air Liquide Mitte 2013 25 Mio. Euro 150 t/d Air Liquide 13.06.2011
China Changle City Neubau PA-6-Polymerisierung Liheng Polyamide Techn. 100.000 t/a Lurgi 20.08.2010
China Changshu Neubau Spezialpolymerwerk Solvay 2014 120 Mio. USD 05.07.2011
China Changzhou Bau Anlage für Lederchemikalien Lanxess 1. Jahreshälfte 2013 30 Mio. Euro 50.000 t/a 15.12.2010
China Chongqing Neubau Wasserstoff-Synthesegasanalage CCPHC 3. Quartal 2013 200 Mio. Euro Linde 03.05.2011
China Gwangyang Bau Anlage für Synthesegasbehandlung (Kohle/Petrolkoks)
Posco Ende 2013 500.000 t/a Linde/Haldor Topsoe 05.10.2010
China Huizhou Investition Dispersionsanlage BASF 1. Quartal 2012 100.000 t/a 16.08.2010
China Jiangsu Phenol-Produktionsanlage Ineos Phenol, Sinopec Ende 2013 400 kt/a 31.01.2011
China Jinshan/Shanghai Kapazitätserhöhung FeO-Schwarzpig-mente
Lanxess 10.000 t/a 26.10.2010
China Liaoning Anlage für SNG-Gas aus Kohle Fuxin Coal to Gas 4 Mio. m3/d Davy, Johnson Matthey 26.05.2011
China Mongolei Synthese-Erdgasanlage (SNG) Hui Neng Ende 2013 1,6 Mrd. m3/a Topsoe 19.04.2011
China Nanjing Kationische Monomere BASF 3. Quartal 2012 40.000 t/a 27.09.2010
China Nanjing Kationische Polyacrylamide BASF 3. Quartal 2012 20.000 t/a 27.09.2010
China Nanjing Erweiterung C3- und C4-Wertschöp-fungskette
BASF, Sinopec 1 Mrd. USD 17.12.2010
China Ningbo Erweiterung Cellulosederivat-Anlage Akzonobel 2013 60 Mio. Euro 40 kt/a 25.03.2011
China Ningdong Methanol-zu-Propylen-Anlage Shenhua Ningxia Coal 500 kt/a Air Liquide 01.09.2011
China Shaanxu Yangchan Polypropylen-Werk Shaanxi Yanchang Petroleum 300 kt/a Ineos (Lizenz) 05.09.2011
China Shanghai Produktionsanlagen für Isophoron und Isophorondiamin
Evonik 1. Quartal 2014 100 Mio. Euro 18.10.2011
China Shanghai Neubau Industrie-Klebstoffwerk Henkel 50 Mio. Euro 428 kt/a 26.08.2011
China Shanghai Ausbau Forschungseinrichtung Bayer 2. Hj. 2012 Teil einer 1 Mrd. Euro Standortinvest. 04.07.2011
CHeMIe teCHnIk · Special Prozessautomation 201230 CHeMIe teCHnIk · Special Prozessautomation 201230
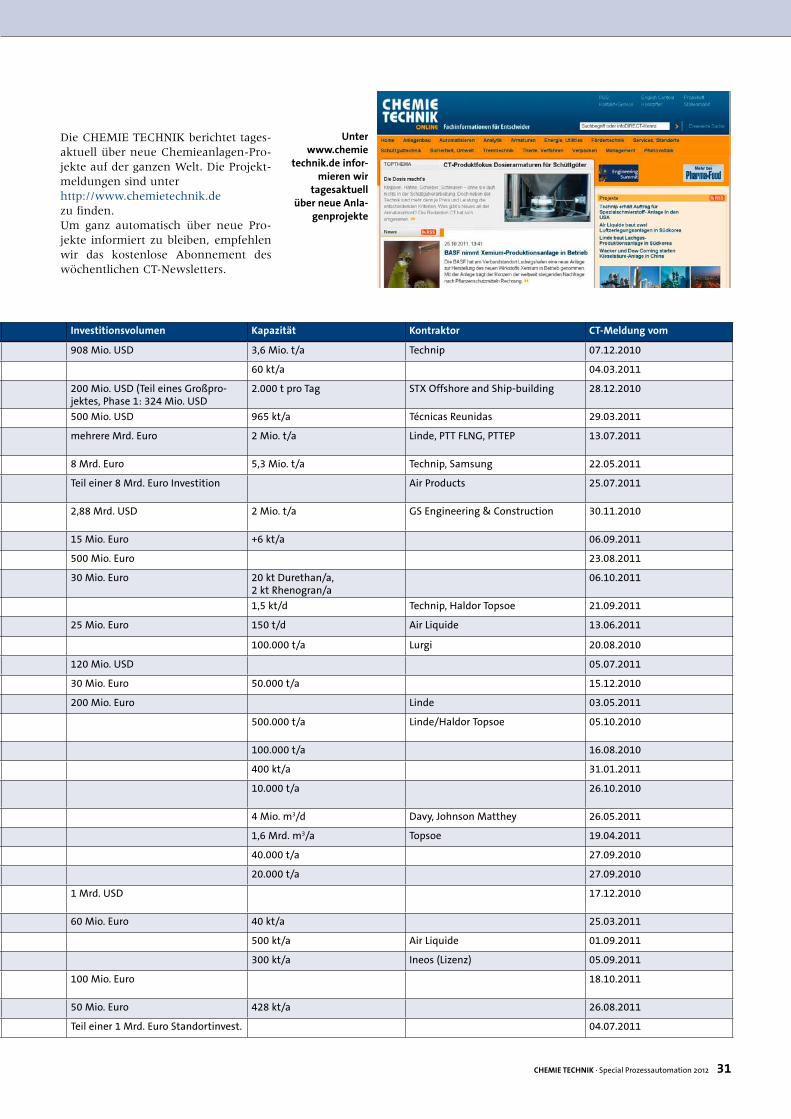
Planung / Projekte
land Standort Projektart Betreiber / Investor Inbetriebnahme Investitionsvolumen kapazität kontraktor Ct-Meldung vom
Algerien Algier Modernisierung Raffinerie Sonatrach Anfang 2014 908 Mio. USD 3,6 Mio. t/a Technip 07.12.2010
Argentinien Rosario Neubau Anlage für Natriummethylat BASF 60 kt/a 04.03.2011
Aserbaidschan Garadagh Bau Methanol-Anlage Azmeco März 2013 200 Mio. USD (Teil eines Großpro- jektes, Phase 1: 324 Mio. USD
2.000 t pro Tag STX Offshore and Ship-building 28.12.2010
Australien Burrup Ammoniumnitrat-Anlage Yara 500 Mio. USD 965 kt/a Técnicas Reunidas 29.03.2011
Australien Gasfeld Entwicklung schwimmende LNG-Anlage (FLNG)
FEED mehrere Mrd. Euro 2 Mio. t/a Linde, PTT FLNG, PTTEP 13.07.2011
Australien Prelude Gasfeld Schwimmende Gasraffinerie FLNG Shell 2017 8 Mrd. Euro 5,3 Mio. t/a Technip, Samsung 22.05.2011
Australien Prelude-Gasfeld Lieferung kryogener Wärmeübertrager
Shell 2017 Teil einer 8 Mrd. Euro Investition Air Products 25.07.2011
Australien Shotts Industrieal Complex, Collie
Bau Harnstoff-Düngeranlage WA Perdaman Chemicals & Fertilizers
Mitte 2014 2,88 Mrd. USD 2 Mio. t/a GS Engineering & Construction 30.11.2010
Belgien Antwerpen Erweiterung Glasfaser-Werk Lanxess 15 Mio. Euro +6 kt/a 06.09.2011
Brasilien Camacari Neubau Acrylsäureanlage BASF 2014 500 Mio. Euro 23.08.2011
Brasilien Triunfo Zwei Werke für Kunststoffe und Kaut-schukadditive
Lanxess Mitte 2013 30 Mio. Euro 20 kt Durethan/a,2 kt Rhenogran/a
06.10.2011
Brasilien Uberaba Düngemittelkomplex Petrobras 2. Hj. 2015 1,5 kt/d Technip, Haldor Topsoe 21.09.2011
Chile Santiago Neubau Luftzerlegungsanlage Air Liquide Mitte 2013 25 Mio. Euro 150 t/d Air Liquide 13.06.2011
China Changle City Neubau PA-6-Polymerisierung Liheng Polyamide Techn. 100.000 t/a Lurgi 20.08.2010
China Changshu Neubau Spezialpolymerwerk Solvay 2014 120 Mio. USD 05.07.2011
China Changzhou Bau Anlage für Lederchemikalien Lanxess 1. Jahreshälfte 2013 30 Mio. Euro 50.000 t/a 15.12.2010
China Chongqing Neubau Wasserstoff-Synthesegasanalage CCPHC 3. Quartal 2013 200 Mio. Euro Linde 03.05.2011
China Gwangyang Bau Anlage für Synthesegasbehandlung (Kohle/Petrolkoks)
Posco Ende 2013 500.000 t/a Linde/Haldor Topsoe 05.10.2010
China Huizhou Investition Dispersionsanlage BASF 1. Quartal 2012 100.000 t/a 16.08.2010
China Jiangsu Phenol-Produktionsanlage Ineos Phenol, Sinopec Ende 2013 400 kt/a 31.01.2011
China Jinshan/Shanghai Kapazitätserhöhung FeO-Schwarzpig-mente
Lanxess 10.000 t/a 26.10.2010
China Liaoning Anlage für SNG-Gas aus Kohle Fuxin Coal to Gas 4 Mio. m3/d Davy, Johnson Matthey 26.05.2011
China Mongolei Synthese-Erdgasanlage (SNG) Hui Neng Ende 2013 1,6 Mrd. m3/a Topsoe 19.04.2011
China Nanjing Kationische Monomere BASF 3. Quartal 2012 40.000 t/a 27.09.2010
China Nanjing Kationische Polyacrylamide BASF 3. Quartal 2012 20.000 t/a 27.09.2010
China Nanjing Erweiterung C3- und C4-Wertschöp-fungskette
BASF, Sinopec 1 Mrd. USD 17.12.2010
China Ningbo Erweiterung Cellulosederivat-Anlage Akzonobel 2013 60 Mio. Euro 40 kt/a 25.03.2011
China Ningdong Methanol-zu-Propylen-Anlage Shenhua Ningxia Coal 500 kt/a Air Liquide 01.09.2011
China Shaanxu Yangchan Polypropylen-Werk Shaanxi Yanchang Petroleum 300 kt/a Ineos (Lizenz) 05.09.2011
China Shanghai Produktionsanlagen für Isophoron und Isophorondiamin
Evonik 1. Quartal 2014 100 Mio. Euro 18.10.2011
China Shanghai Neubau Industrie-Klebstoffwerk Henkel 50 Mio. Euro 428 kt/a 26.08.2011
China Shanghai Ausbau Forschungseinrichtung Bayer 2. Hj. 2012 Teil einer 1 Mrd. Euro Standortinvest. 04.07.2011
Die CHEMIE TECHNIK berichtet tages-aktuell über neue Chemieanlagen-Pro-jekte auf der ganzen Welt. Die Projekt-meldungen sind unter http://www.chemietechnik.de zu finden. Um ganz automatisch über neue Pro-jekte informiert zu bleiben, empfehlen wir das kostenlose Abonnement des wöchentlichen CT-Newsletters.
31CHeMIe teCHnIk · Special Prozessautomation 2012
unter www.chemie
technik.de infor-mieren wir
tagesaktuell über neue anla-
genprojekte
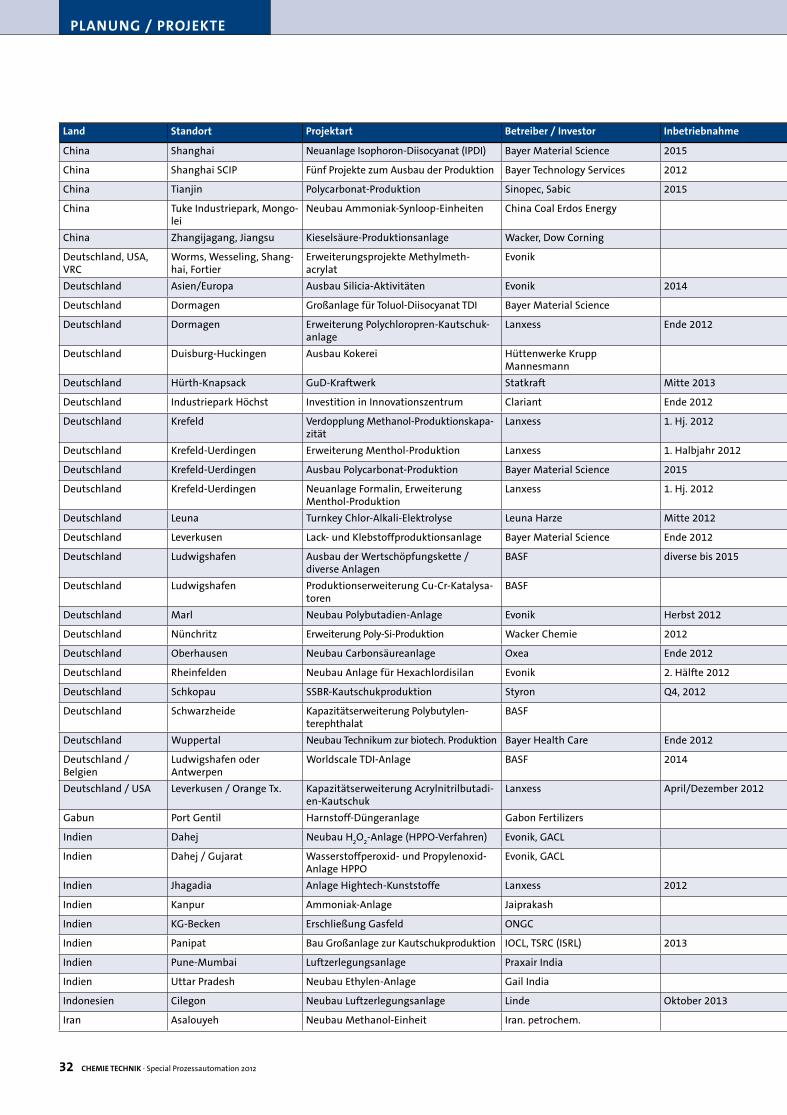
Planung / Projekte
land Standort Projektart Betreiber / Investor Inbetriebnahme Investitionsvolumen kapazität kontraktor Ct-Meldung vom
China Shanghai Neuanlage Isophoron-Diisocyanat (IPDI) Bayer Material Science 2015 65 Mio. Euro 30.03.2011
China Shanghai SCIP Fünf Projekte zum Ausbau der Produktion Bayer Technology Services 2012 2,1 Mrd. Euro 11.12.2010
China Tianjin Polycarbonat-Produktion Sinopec, Sabic 2015 260 kt/a 24.05.2011
China Tuke Industriepark, Mongo-lei
Neubau Ammoniak-Synloop-Einheiten China Coal Erdos Energy 1,66 kt/d KBR 04.08.2011
China Zhangijagang, Jiangsu Kieselsäure-Produktionsanlage Wacker, Dow Corning mittl. zweistelliger Mio.-Euro-Betrag 210.000 t/a 19.10.2011
Deutschland, USA, VRC
Worms, Wesseling, Shang-hai, Fortier
Erweiterungsprojekte Methylmeth- acrylat
Evonik 30.08.2011
Deutschland Asien/Europa Ausbau Silicia-Aktivitäten Evonik 2014 mittl. zweistelliger Mio.-Euro-Bereich sechsstelliger Tonnen-Bereich 25.10.2010
Deutschland Dormagen Großanlage für Toluol-Diisocyanat TDI Bayer Material Science 150 Mio. Euro 300 kt/a 23.05.2011
Deutschland Dormagen Erweiterung Polychloropren-Kautschuk-anlage
Lanxess Ende 2012 17 Mio. Euro Steigerung auf 63kt/a 10.05.2011
Deutschland Duisburg-Huckingen Ausbau Kokerei Hüttenwerke Krupp Mannesmann
2,32 Mio. t Koks/a Uhde 05.04.2011
Deutschland Hürth-Knapsack GuD-Kraftwerk Statkraft Mitte 2013 430 MW 16.02.2011
Deutschland Industriepark Höchst Investition in Innovationszentrum Clariant Ende 2012 50 Mio. Euro 17.12.2010
Deutschland Krefeld Verdopplung Methanol-Produktionskapa-zität
Lanxess 1. Hj. 2012 26.07.2011
Deutschland Krefeld-Uerdingen Erweiterung Menthol-Produktion Lanxess 1. Halbjahr 2012 20 Mio. Euro 18.01.2011
Deutschland Krefeld-Uerdingen Ausbau Polycarbonat-Produktion Bayer Material Science 2015 90 Mio. Euro 400 kt/a 09.05.2011
Deutschland Krefeld-Uerdingen Neuanlage Formalin, Erweiterung Menthol-Produktion
Lanxess 1. Hj. 2012 40 Mio. Euro 18.01.2011
Deutschland Leuna Turnkey Chlor-Alkali-Elektrolyse Leuna Harze Mitte 2012 15 kt Cl/a Uhde 17.03.2011
Deutschland Leverkusen Lack- und Klebstoffproduktionsanlage Bayer Material Science Ende 2012 30 Mio. Euro 09.12.2010
Deutschland Ludwigshafen Ausbau der Wertschöpfungskette / diverse Anlagen
BASF diverse bis 2015 9-10 Mrd. Euro 30.08.2011
Deutschland Ludwigshafen Produktionserweiterung Cu-Cr-Katalysa-toren
BASF 18.08.2011
Deutschland Marl Neubau Polybutadien-Anlage Evonik Herbst 2012 08.08.2011
Deutschland Nünchritz Erweiterung Poly-Si-Produktion Wacker Chemie 2012 130 Mio. Euro 5 kt/a 15.03.2011
Deutschland Oberhausen Neubau Carbonsäureanlage Oxea Ende 2012 16.03.2011
Deutschland Rheinfelden Neubau Anlage für Hexachlordisilan Evonik 2. Hälfte 2012 23.08.2011
Deutschland Schkopau SSBR-Kautschukproduktion Styron Q4, 2012 22.12.2010
Deutschland Schwarzheide Kapazitätserweiterung Polybutylen-terephthalat
BASF 10.000 t/a 01.07.2011
Deutschland Wuppertal Neubau Technikum zur biotech. Produktion Bayer Health Care Ende 2012 35 Mio. Euro 14.12.2010
Deutschland / Belgien
Ludwigshafen oder Antwerpen
Worldscale TDI-Anlage BASF 2014 300 kt/a 01.06.2011
Deutschland / USA Leverkusen / Orange Tx. Kapazitätserweiterung Acrylnitrilbutadi-en-Kautschuk
Lanxess April/Dezember 2012 niedriger einstelliger Mio.-Euro- Bereich
+40 % 12.04.2011
Gabun Port Gentil Harnstoff-Düngeranlage Gabon Fertilizers 3,85 kt/d Technip 16.09.2011
Indien Dahej Neubau H2O2-Anlage (HPPO-Verfahren) Evonik, GACL Uhde 20.01.2011
Indien Dahej / Gujarat Wasserstoffperoxid- und Propylenoxid-Anlage HPPO
Evonik, GACL Lizenz Uhde, Evonik 20.01.2011
Indien Jhagadia Anlage Hightech-Kunststoffe Lanxess 2012 10 Mio. Euro 20.000 t/a 06.12.2010
Indien Kanpur Ammoniak-Anlage Jaiprakash 2,2 kt/d KBR 02.09.2011
Indien KG-Becken Erschließung Gasfeld ONGC 7,7 Mrd. USD 01.07.2011
Indien Panipat Bau Großanlage zur Kautschukproduktion IOCL, TSRC (ISRL) 2013 200 Mio. USD 120 t/a Toyo Engineering Ind. 09.06.2011
Indien Pune-Mumbai Luftzerlegungsanlage Praxair India 300 t/d Praxair 08.09.2011
Indien Uttar Pradesh Neubau Ethylen-Anlage Gail India 450.000 t/a Shaw Group 22.12.2010
Indonesien Cilegon Neubau Luftzerlegungsanlage Linde Oktober 2013 2 kt/d Linde 18.06.2011
Iran Asalouyeh Neubau Methanol-Einheit Iran. petrochem. 1,65 Mio. t/a 31.08.2010
CHeMIe teCHnIk · Special Prozessautomation 201232
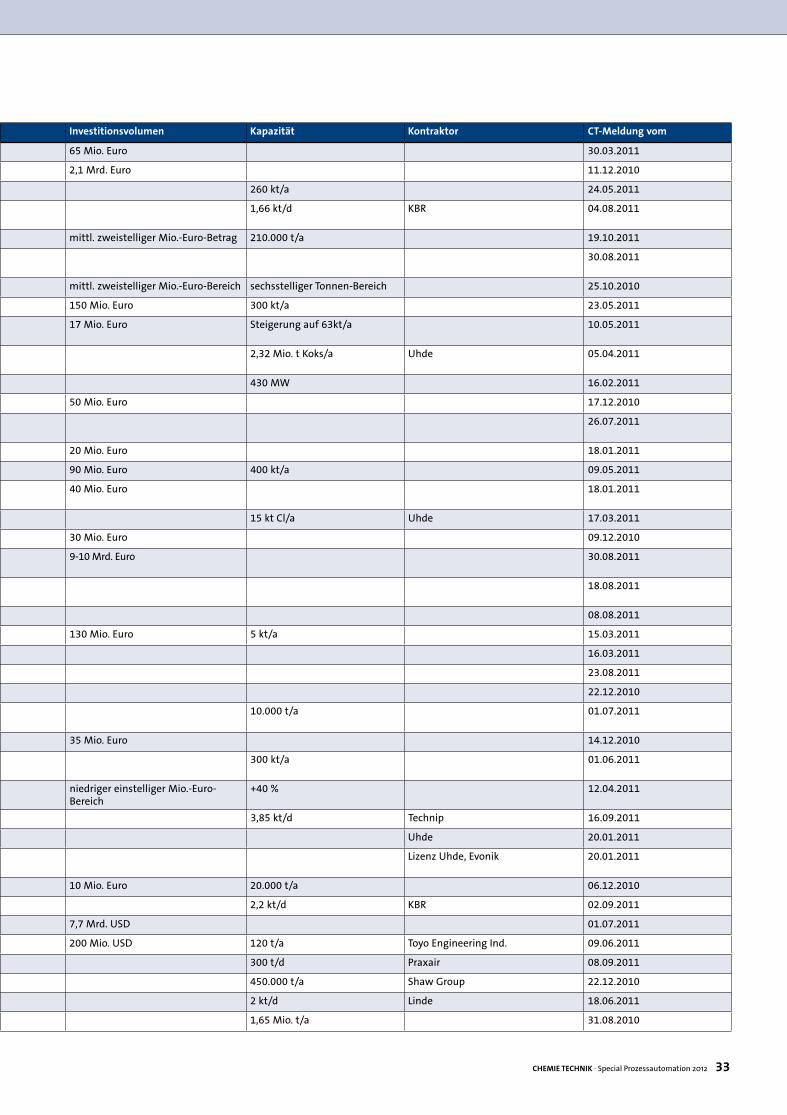
land Standort Projektart Betreiber / Investor Inbetriebnahme Investitionsvolumen kapazität kontraktor Ct-Meldung vom
China Shanghai Neuanlage Isophoron-Diisocyanat (IPDI) Bayer Material Science 2015 65 Mio. Euro 30.03.2011
China Shanghai SCIP Fünf Projekte zum Ausbau der Produktion Bayer Technology Services 2012 2,1 Mrd. Euro 11.12.2010
China Tianjin Polycarbonat-Produktion Sinopec, Sabic 2015 260 kt/a 24.05.2011
China Tuke Industriepark, Mongo-lei
Neubau Ammoniak-Synloop-Einheiten China Coal Erdos Energy 1,66 kt/d KBR 04.08.2011
China Zhangijagang, Jiangsu Kieselsäure-Produktionsanlage Wacker, Dow Corning mittl. zweistelliger Mio.-Euro-Betrag 210.000 t/a 19.10.2011
Deutschland, USA, VRC
Worms, Wesseling, Shang-hai, Fortier
Erweiterungsprojekte Methylmeth- acrylat
Evonik 30.08.2011
Deutschland Asien/Europa Ausbau Silicia-Aktivitäten Evonik 2014 mittl. zweistelliger Mio.-Euro-Bereich sechsstelliger Tonnen-Bereich 25.10.2010
Deutschland Dormagen Großanlage für Toluol-Diisocyanat TDI Bayer Material Science 150 Mio. Euro 300 kt/a 23.05.2011
Deutschland Dormagen Erweiterung Polychloropren-Kautschuk-anlage
Lanxess Ende 2012 17 Mio. Euro Steigerung auf 63kt/a 10.05.2011
Deutschland Duisburg-Huckingen Ausbau Kokerei Hüttenwerke Krupp Mannesmann
2,32 Mio. t Koks/a Uhde 05.04.2011
Deutschland Hürth-Knapsack GuD-Kraftwerk Statkraft Mitte 2013 430 MW 16.02.2011
Deutschland Industriepark Höchst Investition in Innovationszentrum Clariant Ende 2012 50 Mio. Euro 17.12.2010
Deutschland Krefeld Verdopplung Methanol-Produktionskapa-zität
Lanxess 1. Hj. 2012 26.07.2011
Deutschland Krefeld-Uerdingen Erweiterung Menthol-Produktion Lanxess 1. Halbjahr 2012 20 Mio. Euro 18.01.2011
Deutschland Krefeld-Uerdingen Ausbau Polycarbonat-Produktion Bayer Material Science 2015 90 Mio. Euro 400 kt/a 09.05.2011
Deutschland Krefeld-Uerdingen Neuanlage Formalin, Erweiterung Menthol-Produktion
Lanxess 1. Hj. 2012 40 Mio. Euro 18.01.2011
Deutschland Leuna Turnkey Chlor-Alkali-Elektrolyse Leuna Harze Mitte 2012 15 kt Cl/a Uhde 17.03.2011
Deutschland Leverkusen Lack- und Klebstoffproduktionsanlage Bayer Material Science Ende 2012 30 Mio. Euro 09.12.2010
Deutschland Ludwigshafen Ausbau der Wertschöpfungskette / diverse Anlagen
BASF diverse bis 2015 9-10 Mrd. Euro 30.08.2011
Deutschland Ludwigshafen Produktionserweiterung Cu-Cr-Katalysa-toren
BASF 18.08.2011
Deutschland Marl Neubau Polybutadien-Anlage Evonik Herbst 2012 08.08.2011
Deutschland Nünchritz Erweiterung Poly-Si-Produktion Wacker Chemie 2012 130 Mio. Euro 5 kt/a 15.03.2011
Deutschland Oberhausen Neubau Carbonsäureanlage Oxea Ende 2012 16.03.2011
Deutschland Rheinfelden Neubau Anlage für Hexachlordisilan Evonik 2. Hälfte 2012 23.08.2011
Deutschland Schkopau SSBR-Kautschukproduktion Styron Q4, 2012 22.12.2010
Deutschland Schwarzheide Kapazitätserweiterung Polybutylen-terephthalat
BASF 10.000 t/a 01.07.2011
Deutschland Wuppertal Neubau Technikum zur biotech. Produktion Bayer Health Care Ende 2012 35 Mio. Euro 14.12.2010
Deutschland / Belgien
Ludwigshafen oder Antwerpen
Worldscale TDI-Anlage BASF 2014 300 kt/a 01.06.2011
Deutschland / USA Leverkusen / Orange Tx. Kapazitätserweiterung Acrylnitrilbutadi-en-Kautschuk
Lanxess April/Dezember 2012 niedriger einstelliger Mio.-Euro- Bereich
+40 % 12.04.2011
Gabun Port Gentil Harnstoff-Düngeranlage Gabon Fertilizers 3,85 kt/d Technip 16.09.2011
Indien Dahej Neubau H2O2-Anlage (HPPO-Verfahren) Evonik, GACL Uhde 20.01.2011
Indien Dahej / Gujarat Wasserstoffperoxid- und Propylenoxid-Anlage HPPO
Evonik, GACL Lizenz Uhde, Evonik 20.01.2011
Indien Jhagadia Anlage Hightech-Kunststoffe Lanxess 2012 10 Mio. Euro 20.000 t/a 06.12.2010
Indien Kanpur Ammoniak-Anlage Jaiprakash 2,2 kt/d KBR 02.09.2011
Indien KG-Becken Erschließung Gasfeld ONGC 7,7 Mrd. USD 01.07.2011
Indien Panipat Bau Großanlage zur Kautschukproduktion IOCL, TSRC (ISRL) 2013 200 Mio. USD 120 t/a Toyo Engineering Ind. 09.06.2011
Indien Pune-Mumbai Luftzerlegungsanlage Praxair India 300 t/d Praxair 08.09.2011
Indien Uttar Pradesh Neubau Ethylen-Anlage Gail India 450.000 t/a Shaw Group 22.12.2010
Indonesien Cilegon Neubau Luftzerlegungsanlage Linde Oktober 2013 2 kt/d Linde 18.06.2011
Iran Asalouyeh Neubau Methanol-Einheit Iran. petrochem. 1,65 Mio. t/a 31.08.2010
33CHeMIe teCHnIk · Special Prozessautomation 2012
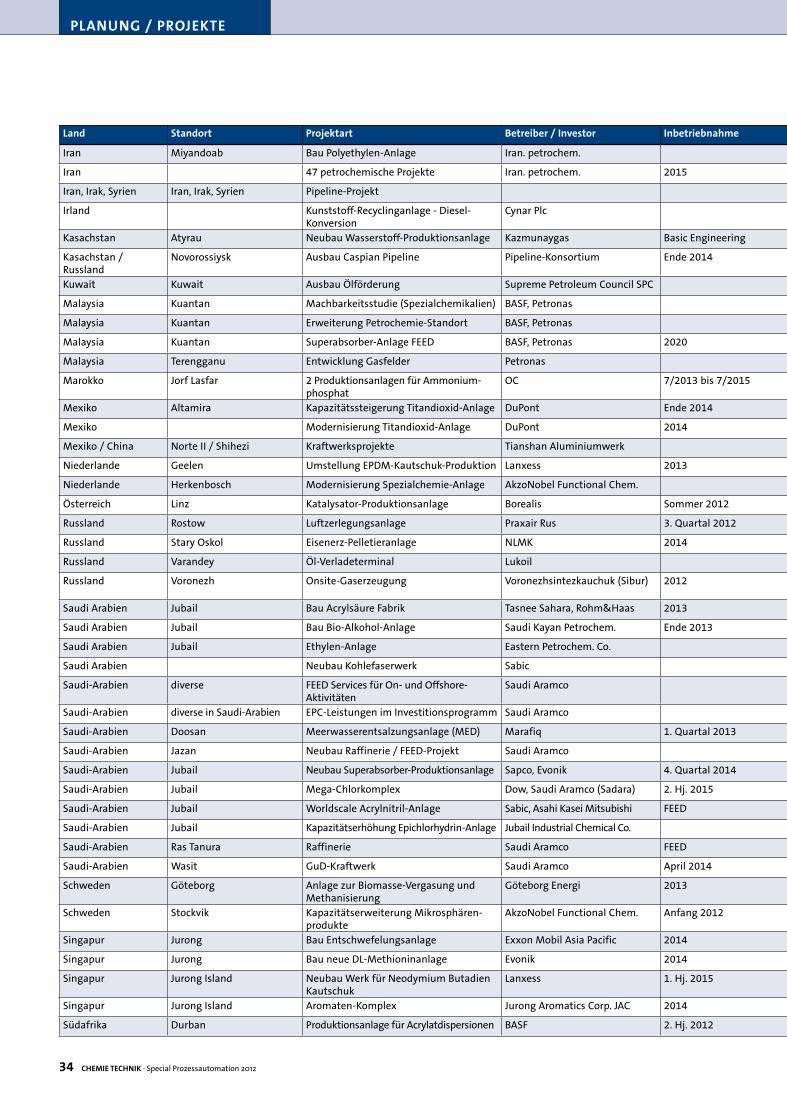
Planung / Projekte
land Standort Projektart Betreiber / Investor Inbetriebnahme Investitionsvolumen kapazität kontraktor Ct-Meldung vom
Iran Miyandoab Bau Polyethylen-Anlage Iran. petrochem. 539.000 t/a 31.08.2010
Iran 47 petrochemische Projekte Iran. petrochem. 2015 43 Mio t/a 31.08.2010
Iran, Irak, Syrien Iran, Irak, Syrien Pipeline-Projekt 10 Mrd. USD 250 Mio. m3/d 28.07.2011
Irland Kunststoff-Recyclinganlage - Diesel- Konversion
Cynar Plc 6 kt/a Foster Wheeler 15.03.2011
Kasachstan Atyrau Neubau Wasserstoff-Produktionsanlage Kazmunaygas Basic Engineering 24.000 m3/h Foster Wheeler 06.09.2011
Kasachstan / Russland
Novorossiysk Ausbau Caspian Pipeline Pipeline-Konsortium Ende 2014 Fluor 25.08.2011
Kuwait Kuwait Ausbau Ölförderung Supreme Petroleum Council SPC 29 Mrd. USD 1,4 Mio. barrel/d 05.07.2011
Malaysia Kuantan Machbarkeitsstudie (Spezialchemikalien) BASF, Petronas 1 Mrd. Euro 07.12.2010
Malaysia Kuantan Erweiterung Petrochemie-Standort BASF, Petronas 1,6 Mrd. Euro 15.09.2011
Malaysia Kuantan Superabsorber-Anlage FEED BASF, Petronas 2020 31.03.2011
Malaysia Terengganu Entwicklung Gasfelder Petronas 5,1 Mrd. USD 26.08.2011
Marokko Jorf Lasfar 2 Produktionsanlagen für Ammonium-phosphat
OC 7/2013 bis 7/2015 Jesa, Jacobs, OPC 26.09.2011
Mexiko Altamira Kapazitätssteigerung Titandioxid-Anlage DuPont Ende 2014 0,5 Mrd. USD 200 kt/a 17.05.2011
Mexiko Modernisierung Titandioxid-Anlage DuPont 2014 500 Mio. USD Jacobs 15.06.2011
Mexiko / China Norte II / Shihezi Kraftwerksprojekte Tianshan Aluminiumwerk 28 Mio. Euro (nur Kondensatoren) 433 / 4x350 MW Samsung Eng. 30.06.2011
Niederlande Geelen Umstellung EPDM-Kautschuk-Produktion Lanxess 2013 12 Mio. Euro 80 kt/a 27.09.2011
Niederlande Herkenbosch Modernisierung Spezialchemie-Anlage AkzoNobel Functional Chem. 27.07.2011
Österreich Linz Katalysator-Produktionsanlage Borealis Sommer 2012 75 Mio. Euro 14.03.2011
Russland Rostow Luftzerlegungsanlage Praxair Rus 3. Quartal 2012 Praxair 16.09.2011
Russland Stary Oskol Eisenerz-Pelletieranlage NLMK 2014 150 Mio. Euro 6 Mio. t/a Outotec 13.09.2011
Russland Varandey Öl-Verladeterminal Lukoil 325.000 m3 Automation: Emerson 10.01.2011
Russland Voronezh Onsite-Gaserzeugung Voronezhsintezkauchuk (Sibur) 2012 3.000 m3/h N2, 16.000 m3/h Druckluft
Air Products 10.09.2010
Saudi Arabien Jubail Bau Acrylsäure Fabrik Tasnee Sahara, Rohm&Haas 2013 1,1 Mrd. USD Linde, Samsung 18.10.2011
Saudi Arabien Jubail Bau Bio-Alkohol-Anlage Saudi Kayan Petrochem. Ende 2013 83.000 t/a Lurgi 31.08.2010
Saudi Arabien Jubail Ethylen-Anlage Eastern Petrochem. Co. 1,3 Mio t/a Shaw Group 22.12.2010
Saudi Arabien Neubau Kohlefaserwerk Sabic 3 kt/a Montefiber (Lizenz) 20.06.2011
Saudi-Arabien diverse FEED Services für On- und Offshore- Aktivitäten
Saudi Aramco Foster Wheeler 16.03.2011
Saudi-Arabien diverse in Saudi-Arabien EPC-Leistungen im Investitionsprogramm Saudi Aramco insg. Projekte für 130 Mrd. USD Jacobs Engineering 11.04.2011
Saudi-Arabien Doosan Meerwasserentsalzungsanlage (MED) Marafiq 1. Quartal 2013 2.300 m3/h Doosan 11.08.2011
Saudi-Arabien Jazan Neubau Raffinerie / FEED-Projekt Saudi Aramco 400 barrel/d KBR 15.02.2011
Saudi-Arabien Jubail Neubau Superabsorber-Produktionsanlage Sapco, Evonik 4. Quartal 2014 Fluor 17.08.2011
Saudi-Arabien Jubail Mega-Chlorkomplex Dow, Saudi Aramco (Sadara) 2. Hj. 2015 20 Mrd. USD 3 Mio t/a 26.07.2011
Saudi-Arabien Jubail Worldscale Acrylnitril-Anlage Sabic, Asahi Kasei Mitsubishi FEED 200 kt/a 28.04.2011
Saudi-Arabien Jubail Kapazitätserhöhung Epichlorhydrin-Anlage Jubail Industrial Chemical Co. Jacobs 17.03.2011
Saudi-Arabien Ras Tanura Raffinerie Saudi Aramco FEED Jacobs 05.09.2011
Saudi-Arabien Wasit GuD-Kraftwerk Saudi Aramco April 2014 600 Mio. USD 750 MW Samsung Engineering 15.02.2011
Schweden Göteborg Anlage zur Biomasse-Vergasung und Methanisierung
Göteborg Energi 2013 13,7 Mio. Euro 20 MW Jacobs, Metso, Repotec, Haldor Topsoe
25.05.2011
Schweden Stockvik Kapazitätserweiterung Mikrosphären-produkte
AkzoNobel Functional Chem. Anfang 2012 30 Mio. Euro 08.04.2011
Singapur Jurong Bau Entschwefelungsanlage Exxon Mobil Asia Pacific 2014 9 Mio. l/d JGC 29.12.2010
Singapur Jurong Bau neue DL-Methioninanlage Evonik 2014 150.000 t/a 26.10.2010
Singapur Jurong Island Neubau Werk für Neodymium Butadien Kautschuk
Lanxess 1. Hj. 2015 200 Mio. Euro 140 kt/a 03.06.2011
Singapur Jurong Island Aromaten-Komplex Jurong Aromatics Corp. JAC 2014 1,5 Mrd. USD 1,5 Mio. t/a SK E&C 21.04.2011
Südafrika Durban Produktionsanlage für Acrylatdispersionen BASF 2. Hj. 2012 20.05.2011
CHeMIe teCHnIk · Special Prozessautomation 201234
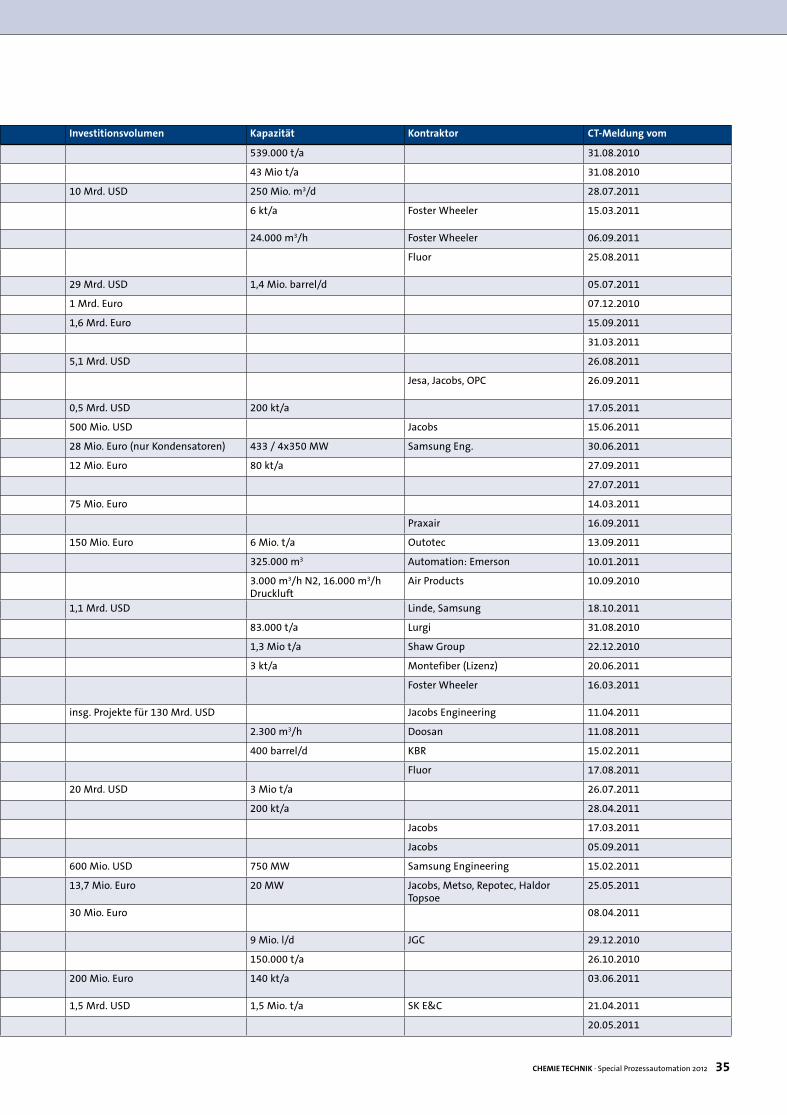
land Standort Projektart Betreiber / Investor Inbetriebnahme Investitionsvolumen kapazität kontraktor Ct-Meldung vom
Iran Miyandoab Bau Polyethylen-Anlage Iran. petrochem. 539.000 t/a 31.08.2010
Iran 47 petrochemische Projekte Iran. petrochem. 2015 43 Mio t/a 31.08.2010
Iran, Irak, Syrien Iran, Irak, Syrien Pipeline-Projekt 10 Mrd. USD 250 Mio. m3/d 28.07.2011
Irland Kunststoff-Recyclinganlage - Diesel- Konversion
Cynar Plc 6 kt/a Foster Wheeler 15.03.2011
Kasachstan Atyrau Neubau Wasserstoff-Produktionsanlage Kazmunaygas Basic Engineering 24.000 m3/h Foster Wheeler 06.09.2011
Kasachstan / Russland
Novorossiysk Ausbau Caspian Pipeline Pipeline-Konsortium Ende 2014 Fluor 25.08.2011
Kuwait Kuwait Ausbau Ölförderung Supreme Petroleum Council SPC 29 Mrd. USD 1,4 Mio. barrel/d 05.07.2011
Malaysia Kuantan Machbarkeitsstudie (Spezialchemikalien) BASF, Petronas 1 Mrd. Euro 07.12.2010
Malaysia Kuantan Erweiterung Petrochemie-Standort BASF, Petronas 1,6 Mrd. Euro 15.09.2011
Malaysia Kuantan Superabsorber-Anlage FEED BASF, Petronas 2020 31.03.2011
Malaysia Terengganu Entwicklung Gasfelder Petronas 5,1 Mrd. USD 26.08.2011
Marokko Jorf Lasfar 2 Produktionsanlagen für Ammonium-phosphat
OC 7/2013 bis 7/2015 Jesa, Jacobs, OPC 26.09.2011
Mexiko Altamira Kapazitätssteigerung Titandioxid-Anlage DuPont Ende 2014 0,5 Mrd. USD 200 kt/a 17.05.2011
Mexiko Modernisierung Titandioxid-Anlage DuPont 2014 500 Mio. USD Jacobs 15.06.2011
Mexiko / China Norte II / Shihezi Kraftwerksprojekte Tianshan Aluminiumwerk 28 Mio. Euro (nur Kondensatoren) 433 / 4x350 MW Samsung Eng. 30.06.2011
Niederlande Geelen Umstellung EPDM-Kautschuk-Produktion Lanxess 2013 12 Mio. Euro 80 kt/a 27.09.2011
Niederlande Herkenbosch Modernisierung Spezialchemie-Anlage AkzoNobel Functional Chem. 27.07.2011
Österreich Linz Katalysator-Produktionsanlage Borealis Sommer 2012 75 Mio. Euro 14.03.2011
Russland Rostow Luftzerlegungsanlage Praxair Rus 3. Quartal 2012 Praxair 16.09.2011
Russland Stary Oskol Eisenerz-Pelletieranlage NLMK 2014 150 Mio. Euro 6 Mio. t/a Outotec 13.09.2011
Russland Varandey Öl-Verladeterminal Lukoil 325.000 m3 Automation: Emerson 10.01.2011
Russland Voronezh Onsite-Gaserzeugung Voronezhsintezkauchuk (Sibur) 2012 3.000 m3/h N2, 16.000 m3/h Druckluft
Air Products 10.09.2010
Saudi Arabien Jubail Bau Acrylsäure Fabrik Tasnee Sahara, Rohm&Haas 2013 1,1 Mrd. USD Linde, Samsung 18.10.2011
Saudi Arabien Jubail Bau Bio-Alkohol-Anlage Saudi Kayan Petrochem. Ende 2013 83.000 t/a Lurgi 31.08.2010
Saudi Arabien Jubail Ethylen-Anlage Eastern Petrochem. Co. 1,3 Mio t/a Shaw Group 22.12.2010
Saudi Arabien Neubau Kohlefaserwerk Sabic 3 kt/a Montefiber (Lizenz) 20.06.2011
Saudi-Arabien diverse FEED Services für On- und Offshore- Aktivitäten
Saudi Aramco Foster Wheeler 16.03.2011
Saudi-Arabien diverse in Saudi-Arabien EPC-Leistungen im Investitionsprogramm Saudi Aramco insg. Projekte für 130 Mrd. USD Jacobs Engineering 11.04.2011
Saudi-Arabien Doosan Meerwasserentsalzungsanlage (MED) Marafiq 1. Quartal 2013 2.300 m3/h Doosan 11.08.2011
Saudi-Arabien Jazan Neubau Raffinerie / FEED-Projekt Saudi Aramco 400 barrel/d KBR 15.02.2011
Saudi-Arabien Jubail Neubau Superabsorber-Produktionsanlage Sapco, Evonik 4. Quartal 2014 Fluor 17.08.2011
Saudi-Arabien Jubail Mega-Chlorkomplex Dow, Saudi Aramco (Sadara) 2. Hj. 2015 20 Mrd. USD 3 Mio t/a 26.07.2011
Saudi-Arabien Jubail Worldscale Acrylnitril-Anlage Sabic, Asahi Kasei Mitsubishi FEED 200 kt/a 28.04.2011
Saudi-Arabien Jubail Kapazitätserhöhung Epichlorhydrin-Anlage Jubail Industrial Chemical Co. Jacobs 17.03.2011
Saudi-Arabien Ras Tanura Raffinerie Saudi Aramco FEED Jacobs 05.09.2011
Saudi-Arabien Wasit GuD-Kraftwerk Saudi Aramco April 2014 600 Mio. USD 750 MW Samsung Engineering 15.02.2011
Schweden Göteborg Anlage zur Biomasse-Vergasung und Methanisierung
Göteborg Energi 2013 13,7 Mio. Euro 20 MW Jacobs, Metso, Repotec, Haldor Topsoe
25.05.2011
Schweden Stockvik Kapazitätserweiterung Mikrosphären-produkte
AkzoNobel Functional Chem. Anfang 2012 30 Mio. Euro 08.04.2011
Singapur Jurong Bau Entschwefelungsanlage Exxon Mobil Asia Pacific 2014 9 Mio. l/d JGC 29.12.2010
Singapur Jurong Bau neue DL-Methioninanlage Evonik 2014 150.000 t/a 26.10.2010
Singapur Jurong Island Neubau Werk für Neodymium Butadien Kautschuk
Lanxess 1. Hj. 2015 200 Mio. Euro 140 kt/a 03.06.2011
Singapur Jurong Island Aromaten-Komplex Jurong Aromatics Corp. JAC 2014 1,5 Mrd. USD 1,5 Mio. t/a SK E&C 21.04.2011
Südafrika Durban Produktionsanlage für Acrylatdispersionen BASF 2. Hj. 2012 20.05.2011
35CHeMIe teCHnIk · Special Prozessautomation 2012
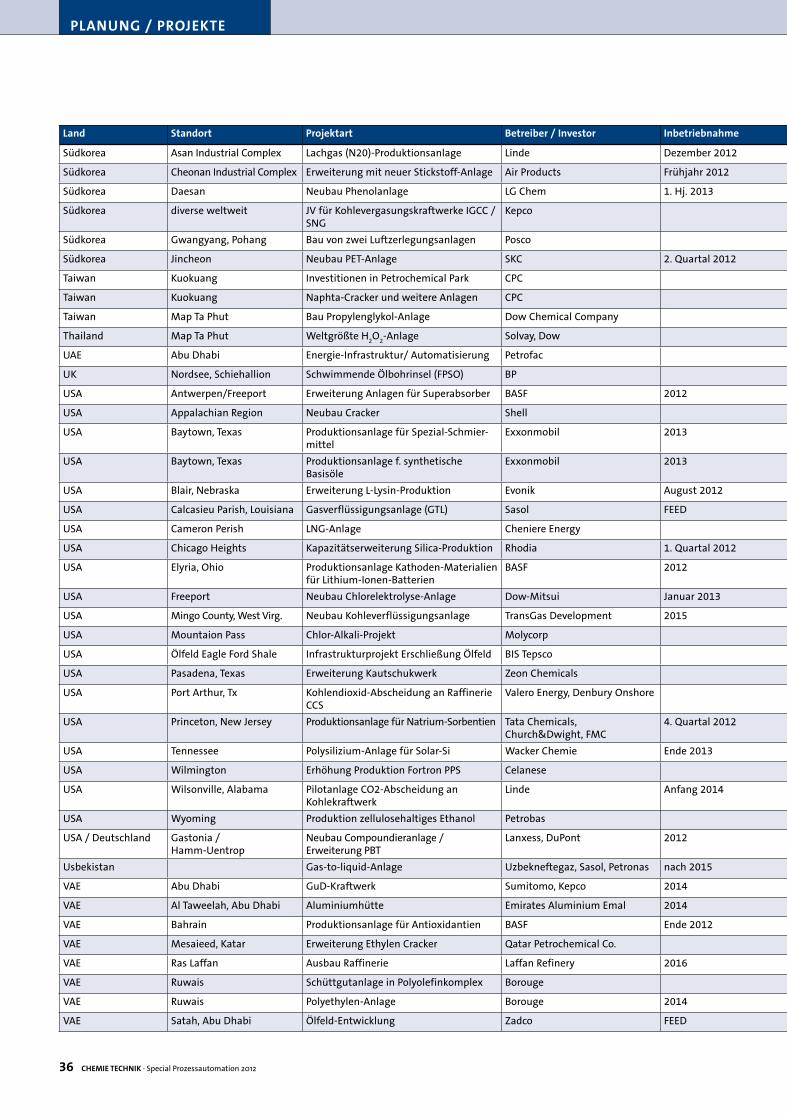
Planung / Projekte
land Standort Projektart Betreiber / Investor Inbetriebnahme Investitionsvolumen kapazität kontraktor Ct-Meldung vom
Südkorea Asan Industrial Complex Lachgas (N20)-Produktionsanlage Linde Dezember 2012 5.200 t/a Linde 20.10.2011
Südkorea Cheonan Industrial Complex Erweiterung mit neuer Stickstoff-Anlage Air Products Frühjahr 2012 29.09.2011
Südkorea Daesan Neubau Phenolanlage LG Chem 1. Hj. 2013 240 kt/a KBR 25.08.2011
Südkorea diverse weltweit JV für Kohlevergasungskraftwerke IGCC / SNG
Kepco Uhde 18.04.2011
Südkorea Gwangyang, Pohang Bau von zwei Luftzerlegungsanlagen Posco 3.750 t/d Air Liquide 21.10.2011
Südkorea Jincheon Neubau PET-Anlage SKC 2. Quartal 2012 198 kt/a Uhde Inventa-Fischer 14.06.2011
Taiwan Kuokuang Investitionen in Petrochemical Park CPC 20,5 Mrd. USD 1,2 Mio t/a 11.01.2011
Taiwan Kuokuang Naphta-Cracker und weitere Anlagen CPC 8,5 Mrd. USD 1,2 Mio. t/a 11.01.2011
Taiwan Map Ta Phut Bau Propylenglykol-Anlage Dow Chemical Company 150.000 t/a 18.12.2010
Thailand Map Ta Phut Weltgrößte H2O2-Anlage Solvay, Dow 330 kt/a 05.10.2011
UAE Abu Dhabi Energie-Infrastruktur/ Automatisierung Petrofac 24 Mio. USD ABB 27.08.2010
UK Nordsee, Schiehallion Schwimmende Ölbohrinsel (FPSO) BP KBR 01.09.2011
USA Antwerpen/Freeport Erweiterung Anlagen für Superabsorber BASF 2012 470.000 t/a 27.12.2010
USA Appalachian Region Neubau Cracker Shell 15.06.2011
USA Baytown, Texas Produktionsanlage für Spezial-Schmier-mittel
Exxonmobil 2013 Technip 11.10.2011
USA Baytown, Texas Produktionsanlage f. synthetische Basisöle
Exxonmobil 2013 50 kt/a 27.09.2011
USA Blair, Nebraska Erweiterung L-Lysin-Produktion Evonik August 2012 280 kt/a 07.09.2011
USA Calcasieu Parish, Louisiana Gasverflüssigungsanlage (GTL) Sasol FEED 2-4 Mio. t/a 15.09.2011
USA Cameron Perish LNG-Anlage Cheniere Energy 6 Mrd. USD 21.07.2011
USA Chicago Heights Kapazitätserweiterung Silica-Produktion Rhodia 1. Quartal 2012 32 kt/a 01.03.2011
USA Elyria, Ohio Produktionsanlage Kathoden-Materialien für Lithium-Ionen-Batterien
BASF 2012 50 Mio. USD BASF 16.11.2010
USA Freeport Neubau Chlorelektrolyse-Anlage Dow-Mitsui Januar 2013 441 Mio. USD 816 kt/a Samsung Engineering (EPC) 12.01.2011
USA Mingo County, West Virg. Neubau Kohleverflüssigungsanlage TransGas Development 2015 18.000 barrel/d Uhde Verfahren 10.05.2011
USA Mountaion Pass Chlor-Alkali-Projekt Molycorp Teil eines 781 Mio. USD-Projekts KBR 26.07.2011
USA Ölfeld Eagle Ford Shale Infrastrukturprojekt Erschließung Ölfeld BIS Tepsco 130 Mio. Euro Bilfinger Berger 18.02.2011
USA Pasadena, Texas Erweiterung Kautschukwerk Zeon Chemicals KBR 26.08.2011
USA Port Arthur, Tx Kohlendioxid-Abscheidung an Raffinerie CCS
Valero Energy, Denbury Onshore 1 Mio. t/a Air Products 29.06.2011
USA Princeton, New Jersey Produktionsanlage für Natrium-Sorbentien Tata Chemicals, Church&Dwight, FMC
4. Quartal 2012 60 Mio. USD 450 kt/a 28.09.2011
USA Tennessee Polysilizium-Anlage für Solar-Si Wacker Chemie Ende 2013 1,1 Mrd. Euro 15.000 t/a 10.12.2010
USA Wilmington Erhöhung Produktion Fortron PPS Celanese 150.000 t/a Fortron 13.08.2010
USA Wilsonville, Alabama Pilotanlage CO2-Abscheidung an Kohlekraftwerk
Linde Anfang 2014 Linde 21.08.2011
USA Wyoming Produktion zellulosehaltiges Ethanol Petrobas 11 Mio. USD 40 % Erhöhung KL Energy 01.09.2010
USA / Deutschland Gastonia / Hamm-Uentrop
Neubau Compoundieranlage / Erweiterung PBT
Lanxess, DuPont 2012 10 Mio. Euro / 10 Mio. Euro 20 kt/a / Verdopplung 14.03.2011
Usbekistan Gas-to-liquid-Anlage Uzbekneftegaz, Sasol, Petronas nach 2015 20.09.2011
VAE Abu Dhabi GuD-Kraftwerk Sumitomo, Kepco 2014 1.600 MW Siemens Energy 01.04.2011
VAE Al Taweelah, Abu Dhabi Aluminiumhütte Emirates Aluminium Emal 2014 525 kt/a SNC-Lavalin 19.08.2011
VAE Bahrain Produktionsanlage für Antioxidantien BASF Ende 2012 16 kt/a 22.07.2011
VAE Mesaieed, Katar Erweiterung Ethylen Cracker Qatar Petrochemical Co. 720 kt/a Shaw 23.02.2011
VAE Ras Laffan Ausbau Raffinerie Laffan Refinery 2016 292.000 barrel/d Technip 23.08.2011
VAE Ruwais Schüttgutanlage in Polyolefinkomplex Borouge 100 Mio. Euro 2 Mio. t/a Coperion 11.03.2011
VAE Ruwais Polyethylen-Anlage Borouge 2014 169 Mio. USD 4,5 Mio. t/a Hyundai E&C 28.01.2011
VAE Satah, Abu Dhabi Ölfeld-Entwicklung Zadco FEED 500 Mio. USD Technip, NPCC 12.09.2011
CHeMIe teCHnIk · Special Prozessautomation 201236
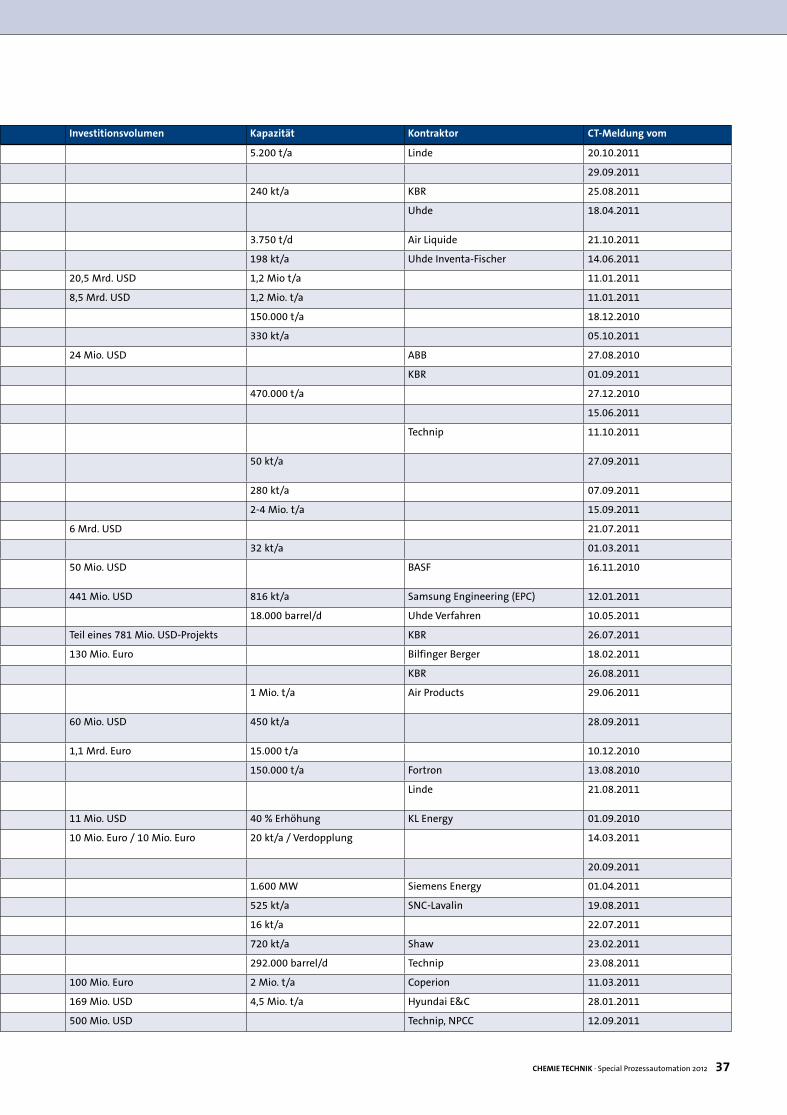
land Standort Projektart Betreiber / Investor Inbetriebnahme Investitionsvolumen kapazität kontraktor Ct-Meldung vom
Südkorea Asan Industrial Complex Lachgas (N20)-Produktionsanlage Linde Dezember 2012 5.200 t/a Linde 20.10.2011
Südkorea Cheonan Industrial Complex Erweiterung mit neuer Stickstoff-Anlage Air Products Frühjahr 2012 29.09.2011
Südkorea Daesan Neubau Phenolanlage LG Chem 1. Hj. 2013 240 kt/a KBR 25.08.2011
Südkorea diverse weltweit JV für Kohlevergasungskraftwerke IGCC / SNG
Kepco Uhde 18.04.2011
Südkorea Gwangyang, Pohang Bau von zwei Luftzerlegungsanlagen Posco 3.750 t/d Air Liquide 21.10.2011
Südkorea Jincheon Neubau PET-Anlage SKC 2. Quartal 2012 198 kt/a Uhde Inventa-Fischer 14.06.2011
Taiwan Kuokuang Investitionen in Petrochemical Park CPC 20,5 Mrd. USD 1,2 Mio t/a 11.01.2011
Taiwan Kuokuang Naphta-Cracker und weitere Anlagen CPC 8,5 Mrd. USD 1,2 Mio. t/a 11.01.2011
Taiwan Map Ta Phut Bau Propylenglykol-Anlage Dow Chemical Company 150.000 t/a 18.12.2010
Thailand Map Ta Phut Weltgrößte H2O2-Anlage Solvay, Dow 330 kt/a 05.10.2011
UAE Abu Dhabi Energie-Infrastruktur/ Automatisierung Petrofac 24 Mio. USD ABB 27.08.2010
UK Nordsee, Schiehallion Schwimmende Ölbohrinsel (FPSO) BP KBR 01.09.2011
USA Antwerpen/Freeport Erweiterung Anlagen für Superabsorber BASF 2012 470.000 t/a 27.12.2010
USA Appalachian Region Neubau Cracker Shell 15.06.2011
USA Baytown, Texas Produktionsanlage für Spezial-Schmier-mittel
Exxonmobil 2013 Technip 11.10.2011
USA Baytown, Texas Produktionsanlage f. synthetische Basisöle
Exxonmobil 2013 50 kt/a 27.09.2011
USA Blair, Nebraska Erweiterung L-Lysin-Produktion Evonik August 2012 280 kt/a 07.09.2011
USA Calcasieu Parish, Louisiana Gasverflüssigungsanlage (GTL) Sasol FEED 2-4 Mio. t/a 15.09.2011
USA Cameron Perish LNG-Anlage Cheniere Energy 6 Mrd. USD 21.07.2011
USA Chicago Heights Kapazitätserweiterung Silica-Produktion Rhodia 1. Quartal 2012 32 kt/a 01.03.2011
USA Elyria, Ohio Produktionsanlage Kathoden-Materialien für Lithium-Ionen-Batterien
BASF 2012 50 Mio. USD BASF 16.11.2010
USA Freeport Neubau Chlorelektrolyse-Anlage Dow-Mitsui Januar 2013 441 Mio. USD 816 kt/a Samsung Engineering (EPC) 12.01.2011
USA Mingo County, West Virg. Neubau Kohleverflüssigungsanlage TransGas Development 2015 18.000 barrel/d Uhde Verfahren 10.05.2011
USA Mountaion Pass Chlor-Alkali-Projekt Molycorp Teil eines 781 Mio. USD-Projekts KBR 26.07.2011
USA Ölfeld Eagle Ford Shale Infrastrukturprojekt Erschließung Ölfeld BIS Tepsco 130 Mio. Euro Bilfinger Berger 18.02.2011
USA Pasadena, Texas Erweiterung Kautschukwerk Zeon Chemicals KBR 26.08.2011
USA Port Arthur, Tx Kohlendioxid-Abscheidung an Raffinerie CCS
Valero Energy, Denbury Onshore 1 Mio. t/a Air Products 29.06.2011
USA Princeton, New Jersey Produktionsanlage für Natrium-Sorbentien Tata Chemicals, Church&Dwight, FMC
4. Quartal 2012 60 Mio. USD 450 kt/a 28.09.2011
USA Tennessee Polysilizium-Anlage für Solar-Si Wacker Chemie Ende 2013 1,1 Mrd. Euro 15.000 t/a 10.12.2010
USA Wilmington Erhöhung Produktion Fortron PPS Celanese 150.000 t/a Fortron 13.08.2010
USA Wilsonville, Alabama Pilotanlage CO2-Abscheidung an Kohlekraftwerk
Linde Anfang 2014 Linde 21.08.2011
USA Wyoming Produktion zellulosehaltiges Ethanol Petrobas 11 Mio. USD 40 % Erhöhung KL Energy 01.09.2010
USA / Deutschland Gastonia / Hamm-Uentrop
Neubau Compoundieranlage / Erweiterung PBT
Lanxess, DuPont 2012 10 Mio. Euro / 10 Mio. Euro 20 kt/a / Verdopplung 14.03.2011
Usbekistan Gas-to-liquid-Anlage Uzbekneftegaz, Sasol, Petronas nach 2015 20.09.2011
VAE Abu Dhabi GuD-Kraftwerk Sumitomo, Kepco 2014 1.600 MW Siemens Energy 01.04.2011
VAE Al Taweelah, Abu Dhabi Aluminiumhütte Emirates Aluminium Emal 2014 525 kt/a SNC-Lavalin 19.08.2011
VAE Bahrain Produktionsanlage für Antioxidantien BASF Ende 2012 16 kt/a 22.07.2011
VAE Mesaieed, Katar Erweiterung Ethylen Cracker Qatar Petrochemical Co. 720 kt/a Shaw 23.02.2011
VAE Ras Laffan Ausbau Raffinerie Laffan Refinery 2016 292.000 barrel/d Technip 23.08.2011
VAE Ruwais Schüttgutanlage in Polyolefinkomplex Borouge 100 Mio. Euro 2 Mio. t/a Coperion 11.03.2011
VAE Ruwais Polyethylen-Anlage Borouge 2014 169 Mio. USD 4,5 Mio. t/a Hyundai E&C 28.01.2011
VAE Satah, Abu Dhabi Ölfeld-Entwicklung Zadco FEED 500 Mio. USD Technip, NPCC 12.09.2011
37CHeMIe teCHnIk · Special Prozessautomation 2012

Anlagenbau Chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber Einkäufer Manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
PlAnung / ProjEktE
RechenexempelKostenloses Excel-Berechnungstool zeigt, ob sich Energieeffizienzmaßnahmen rechnen Energieeffizienz ist in aller Munde. Doch die meisten Maßnahmen, um Energie im Unternehmen besser zu nutzen, erfor-dern Investitionen. Lohnt sich das überhaupt? Der Herstellerverband ZVEI hat ein für den Nutzer kosten-loses Berechnungstool entwickelt, das bei der Beantwortung der Frage hilft.
lohnt sich die Investition in Energie-einsparmaßnahmen? Ein kostenloses Excel-tool des ZVEI gibt Aufschluss
Bild
: ©U
we
Anna
s - f
otol
ia.co
m
Zehn bis 25 % der in Anlagen der deutschen Industrie eingesetzten Energie könnten durch den Ein-
satz von Automatisierungstechnik ein-gespart werden, schätzt der Zentralver-band Elektrotechnik- und Elektronik-industrie, ZVEI. Für ganz Deutschland soll das Einsparpotenzial gar sieben Mil-liarden Euro pro Jahr betragen. Und
insbesondere die Prozessindustrien, in denen große Stoffströme unter Ein-satz von Wärme und Strom umge-wandelt oder behandelt werden, ist das Potenzial groß. Doch Umfragen des ZVEI haben ergeben, dass 80 % der Firmen bei Energieeffizienzinves-titionen lediglich Anschaffungspreis oder Amortisationszeit (Pay-off), nicht
aber ein Rentabilitätsmaß (z.B. Bar-wert) nutzen.
Gemeinsam mit Wirtschaftsprüfern von Deloitte und finanziert von neun Mitgliedsunternehmen des Verbands (Siemens, ABB, Festo, Endress+Hauser, Pepperl+Fuchs, Phoenix Contact, Kroh-ne, Vega, Auma) wurde deshalb ein Berechnungstool entwickelt, mit dem
CHEMIE tECHnIk · Special Prozessautomation 201238
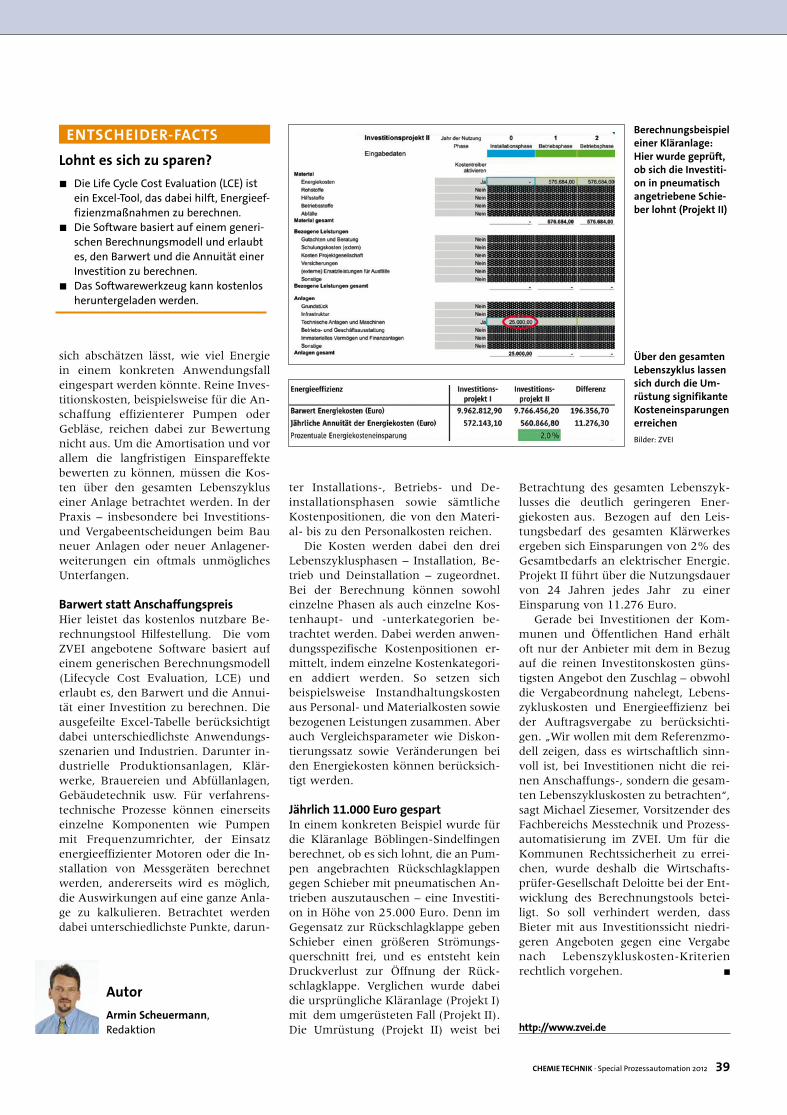
sich abschätzen lässt, wie viel Energie in einem konkreten Anwendungsfall eingespart werden könnte. Reine Inves-titionskosten, beispielsweise für die An-schaffung effizienterer Pumpen oder Gebläse, reichen dabei zur Bewertung nicht aus. Um die Amortisation und vor allem die langfristigen Einspareffekte bewerten zu können, müssen die Kos-ten über den gesamten Lebenszyklus einer Anlage betrachtet werden. In der Praxis – insbesondere bei Investitions- und Vergabeentscheidungen beim Bau neuer Anlagen oder neuer Anlagener-weiterungen ein oftmals unmögliches Unterfangen.
Barwert statt AnschaffungspreisHier leistet das kostenlos nutzbare Be-rechnungstool Hilfestellung. Die vom ZVEI angebotene Software basiert auf einem generischen Berechnungsmodell (Lifecycle Cost Evaluation, LCE) und erlaubt es, den Barwert und die Annui-tät einer Investition zu berechnen. Die ausgefeilte Excel-Tabelle berücksichtigt dabei unterschiedlichste Anwendungs-szenarien und Industrien. Darunter in-dustrielle Produktionsanlagen, Klär-werke, Brauereien und Abfüllanlagen, Gebäudetechnik usw. Für verfahrens-technische Prozesse können einerseits einzelne Komponenten wie Pumpen mit Frequenzumrichter, der Einsatz energieeffizienter Motoren oder die In-stallation von Messgeräten berechnet werden, andererseits wird es möglich, die Auswirkungen auf eine ganze Anla-ge zu kalkulieren. Betrachtet werden dabei unterschiedlichste Punkte, darun-
ter Installations-, Betriebs- und De-installationsphasen sowie sämtliche Kostenpositionen, die von den Materi-al- bis zu den Personalkosten reichen.
Die Kosten werden dabei den drei Lebenszyklusphasen – Installation, Be-trieb und Deinstallation – zugeordnet. Bei der Berechnung können sowohl einzelne Phasen als auch einzelne Kos-tenhaupt- und -unterkategorien be-trachtet werden. Dabei werden anwen-dungsspezifische Kostenpositionen er-mittelt, indem einzelne Kostenkategori-en addiert werden. So setzen sich beispielsweise Instandhaltungskosten aus Personal- und Materialkosten sowie bezogenen Leistungen zusammen. Aber auch Vergleichsparameter wie Diskon-tierungssatz sowie Veränderungen bei den Energiekosten können berücksich-tigt werden.
jährlich 11.000 Euro gespartIn einem konkreten Beispiel wurde für die Kläranlage Böblingen-Sindelfingen berechnet, ob es sich lohnt, die an Pum-pen angebrachten Rückschlagklappen gegen Schieber mit pneumatischen An-trieben auszutauschen – eine Investiti-on in Höhe von 25.000 Euro. Denn im Gegensatz zur Rückschlagklappe geben Schieber einen größeren Strömungs-querschnitt frei, und es entsteht kein Druckverlust zur Öffnung der Rück-schlagklappe. Verglichen wurde dabei die ursprüngliche Kläranlage (Projekt I) mit dem umgerüsteten Fall (Projekt II). Die Umrüstung (Projekt II) weist bei
Betrachtung des gesamten Lebenszyk-lusses die deutlich geringeren Ener-giekosten aus. Bezogen auf den Leis-tungsbedarf des gesamten Klärwerkes ergeben sich Einsparungen von 2% des Gesamtbedarfs an elektrischer Energie. Projekt II führt über die Nutzungsdauer von 24 Jahren jedes Jahr zu einer Einsparung von 11.276 Euro.
Gerade bei Investitionen der Kom-munen und Öffentlichen Hand erhält oft nur der Anbieter mit dem in Bezug auf die reinen Investitonskosten güns-tigsten Angebot den Zuschlag – obwohl die Vergabeordnung nahelegt, Lebens-zykluskosten und Energieeffizienz bei der Auftragsvergabe zu berücksichti-gen. „Wir wollen mit dem Referenzmo-dell zeigen, dass es wirtschaftlich sinn-voll ist, bei Investitionen nicht die rei-nen Anschaffungs-, sondern die gesam-ten Lebenszykluskosten zu betrachten“, sagt Michael Ziesemer, Vorsitzender des Fachbereichs Messtechnik und Prozess-automatisierung im ZVEI. Um für die Kommunen Rechtssicherheit zu errei-chen, wurde deshalb die Wirtschafts-prüfer-Gesellschaft Deloitte bei der Ent-wicklung des Berechnungstools betei-ligt. So soll verhindert werden, dass Bieter mit aus Investitionssicht niedri-geren Angeboten gegen eine Vergabe nach Lebenszykluskosten-Kriterien rechtlich vorgehen. � n
http://www.zvei.de
AutorArmin Scheuermann, Redaktion
Über den gesamten lebenszyklus lassen sich durch die um-rüstung signifikante kosteneinsparungen erreichen
Berechnungsbeispiel einer kläranlage: Hier wurde geprüft, ob sich die Investiti-on in pneumatisch angetriebene Schie-ber lohnt (Projekt II)
Bilder: ZVEI
EntSCHEIdEr-fACtS
lohnt es sich zu sparen?Die Life Cycle Cost Evaluation (LCE) ist ■ein Excel-Tool, das dabei hilft, Energieef-fizienzmaßnahmen zu berechnen.Die Software basiert auf einem generi- ■schen Berechnungsmodell und erlaubt es, den Barwert und die Annuität einer Investition zu berechnen.Das Softwarewerkzeug kann kostenlos ■heruntergeladen werden.
39CHEMIE tECHnIk · Special Prozessautomation 2012
Messtechnik
2007 wollten wir nun auch im August 2011 wissen, welche Messprinzipien im Trend liegen, welche Kriterien bei der Auswahl dominieren, wie der Nutzen der Wireless-Technik bewertet wird und welche technischen Entwicklungen be-sonders interessant sind.
Spannend war aber in der aktuellen Untersuchung nicht nur der Vergleich über die Jahre sondern auch der Ver-gleich zwischen Sicht der Anwender und der Geräteanbieter. Von 118 ange-schriebenen Unternehmen haben bis zum Stichtag 21 Anbieter an der Um-frage teilgenommen. Wir hatten diese
– genauso wie die 2.030 befragten An-wender (19 Antworten) – gebeten, die Entscheidungskriterien bei der Anschaf-fung zu bewerten und auch nach der Bedeutung der Wireless-Kommunikati-on in der Standmessung befragt. Zudem wollten wir wissen, welche technischen Entwicklungen als besonders wichtig erachtet werden.
Gute Übereinstimmung mit früheren UmfragenInsgesamt lässt sich sagen, dass die Er-gebnisse – trotz der vergleichsweise ge-ringen Fallzahl – sehr gut mit den Re-
Mit insgesamt vier Umfragen unter Anwendern und Her-stellern von Füll- und Grenz-
standmessgeräten haben wir das Thema über das vergangene Jahrzehnt hinweg so gut untersucht und dokumentiert wie kein anderes Segment der Betriebs-ausrüstung. Nach 2000, 2004 und
Technik wird commodiTyCT-Umfrage Füll- und Grenzstandmessung: Technik und Entscheidungskriterien Bereits zum vierten Mal innerhalb von elf Jahren hat die Redaktion mit einer aktuellen Umfrage die Trends in der Füll- und Grenzstandmessung abgefragt. Die Resultate erlauben einen tiefen Einblick in die Entwicklung eines Segments der Betriebsmesstechnik, in dem sich die Radar-Technik innerhalb von einem Jahrzehnt deutlich durchgesetzt hat.
Anlagenbau chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber einkäufer Manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
AutorArmin scheuermann, Redaktion
Bild
: © a
pfel
wei
le -
Foto
lia.co
m
cheMie technik · Special Prozessautomation 201240
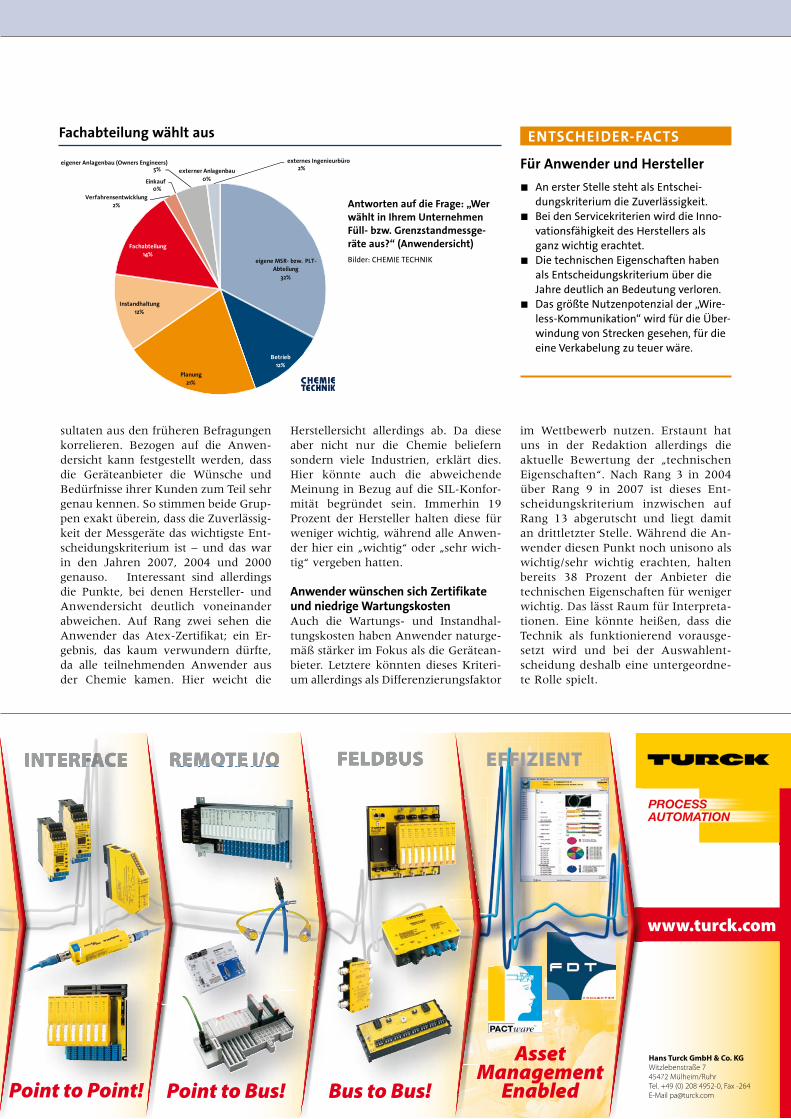
Herstellersicht allerdings ab. Da diese aber nicht nur die Chemie beliefern sondern viele Industrien, erklärt dies. Hier könnte auch die abweichende Meinung in Bezug auf die SIL-Konfor-mität begründet sein. Immerhin 19 Prozent der Hersteller halten diese für weniger wichtig, während alle Anwen-der hier ein „wichtig“ oder „sehr wich-tig“ vergeben hatten. Anwender wünschen sich Zertifikate und niedrige WartungskostenAuch die Wartungs- und Instandhal-tungskosten haben Anwender naturge-mäß stärker im Fokus als die Gerätean-bieter. Letztere könnten dieses Kriteri-um allerdings als Differenzierungsfaktor
sultaten aus den früheren Befragungen korrelieren. Bezogen auf die Anwen-dersicht kann festgestellt werden, dass die Geräteanbieter die Wünsche und Bedürfnisse ihrer Kunden zum Teil sehr genau kennen. So stimmen beide Grup-pen exakt überein, dass die Zuverlässig-keit der Messgeräte das wichtigste Ent-scheidungskriterium ist – und das war in den Jahren 2007, 2004 und 2000 genauso. Interessant sind allerdings die Punkte, bei denen Hersteller- und Anwendersicht deutlich voneinander abweichen. Auf Rang zwei sehen die Anwender das Atex-Zertifikat; ein Er-gebnis, das kaum verwundern dürfte, da alle teilnehmenden Anwender aus der Chemie kamen. Hier weicht die
„Erstaunt hat uns in der Redaktion die Bewertung der technischen Eigenschaften. Nach Rang 3 in 2004 ist dieses Entscheidungskriterium inzwischen auf Rang 13 abgerutscht“
Für Anwender und HerstellerAn erster Stelle steht als Entschei- ■dungskriterium die Zuverlässigkeit. Bei den Servicekriterien wird die Inno- ■vationsfähigkeit des Herstellers als ganz wichtig erachtet. Die technischen Eigenschaften haben ■als Entscheidungskriterium über die Jahre deutlich an Bedeutung verloren.Das größte Nutzenpotenzial der „Wire- ■less-Kommunikation“ wird für die Über-windung von Strecken gesehen, für die eine Verkabelung zu teuer wäre.
eigene MSR- bzw. PLT-Abteilung
32%
Betrieb12%
Planung21%
Instandhaltung12%
Fachabteilung14%
Verfahrensentwicklung2%
Einkauf0%
5% externer Anlagenbau0%
2%eigener Anlagenbau (Owners Engineers) externes Ingenieurbüro
Antworten auf die Frage: „Wer wählt in Ihrem Unternehmen Füll- bzw. Grenzstandmessge-räte aus?“ (Anwendersicht)
Fachabteilung wählt aus ENtscHEIdER-FActs
Bilder: CHEMIE TECHNIK
www.turck.com
Hans Turck GmbH & Co. KGWitzlebenstraße 745472 Mülheim/Ruhr Tel. +49 (0) 208 4952-0, Fax -264E-Mail [email protected] to Point! Point to Bus! Bus to Bus!
AssetManagement
Enabled
REMOTE I/OREMOTE I/O FELDBUSINTERFACEINTERFACE EFFIZIENT
F0632_DE_210x102+3mm_Chemie Technik_Point-to-Point.indd 1 19.10.2011 14:21:34
im Wettbewerb nutzen. Erstaunt hat uns in der Redaktion allerdings die aktuelle Bewertung der „technischen Eigenschaften“. Nach Rang 3 in 2004 über Rang 9 in 2007 ist dieses Ent-scheidungskriterium inzwischen auf Rang 13 abgerutscht und liegt damit an drittletzter Stelle. Während die An-wender diesen Punkt noch unisono als wichtig/sehr wichtig erachten, halten bereits 38 Prozent der Anbieter die technischen Eigenschaften für weniger wichtig. Das lässt Raum für Interpreta-tionen. Eine könnte heißen, dass die Technik als funktionierend vorausge-setzt wird und bei der Auswahlent-scheidung deshalb eine untergeordne-te Rolle spielt.
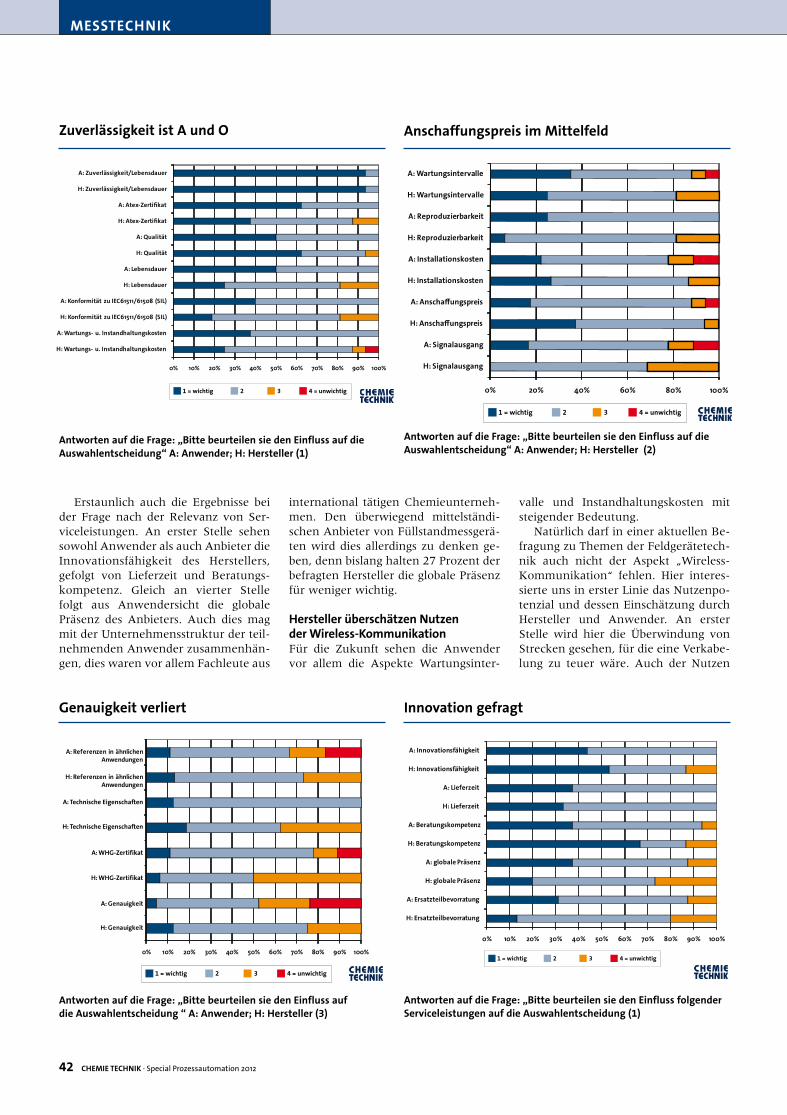
Messtechnik
0% 20% 40% 60% 80% 100%
A: Wartungsintervalle
H: Wartungsintervalle
A: Reproduzierbarkeit
H: Reproduzierbarkeit
A: Installationskosten
H: Installationskosten
A: Anschaffungspreis
H: Anschaffungspreis
A: Signalausgang
H: Signalausgang
1 2
3
5
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Zuverlässigkeit/Lebensdauer
H: Zuverlässigkeit/Lebensdauer
A: Atex-Zertifikat
H: Atex-Zertifikat
A: Qualität
H: Qualität
A: Lebensdauer
H: Lebensdauer
A: Konformität zu IEC61511/61508 (SIL)
H: Konformität zu IEC61511/61508 (SIL)
A: Wartungs- u. Instandhaltungskosten
H: Wartungs- u. Instandhaltungskosten
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Referenzen in ähnlichenAnwendungen
H: Referenzen in ähnlichenAnwendungen
H: Technische Eigenschaften
A: Technische Eigenschaften
H: WHG-Zertifikat
A: WHG-Zertifikat
H: Genauigkeit
A: Genauigkeit
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Innovationsfähigkeit
H: Innovationsfähigkeit
A: Lieferzeit
H: Lieferzeit
A: Beratungskompetenz
H: Beratungskompetenz
A: globale Präsenz
H: globale Präsenz
A: Ersatzteilbevorratung
H: Ersatzteilbevorratung
1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 3
0% 20% 40% 60% 80% 100%
A: Wartungsintervalle
H: Wartungsintervalle
A: Reproduzierbarkeit
H: Reproduzierbarkeit
A: Installationskosten
H: Installationskosten
A: Anschaffungspreis
H: Anschaffungspreis
A: Signalausgang
H: Signalausgang
1 2
3
5
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Zuverlässigkeit/Lebensdauer
H: Zuverlässigkeit/Lebensdauer
A: Atex-Zertifikat
H: Atex-Zertifikat
A: Qualität
H: Qualität
A: Lebensdauer
H: Lebensdauer
A: Konformität zu IEC61511/61508 (SIL)
H: Konformität zu IEC61511/61508 (SIL)
A: Wartungs- u. Instandhaltungskosten
H: Wartungs- u. Instandhaltungskosten
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Referenzen in ähnlichenAnwendungen
H: Referenzen in ähnlichenAnwendungen
H: Technische Eigenschaften
A: Technische Eigenschaften
H: WHG-Zertifikat
A: WHG-Zertifikat
H: Genauigkeit
A: Genauigkeit
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Innovationsfähigkeit
H: Innovationsfähigkeit
A: Lieferzeit
H: Lieferzeit
A: Beratungskompetenz
H: Beratungskompetenz
A: globale Präsenz
H: globale Präsenz
A: Ersatzteilbevorratung
H: Ersatzteilbevorratung
1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 3
Antworten auf die Frage: „Bitte beurteilen sie den einfluss auf die Auswahlentscheidung “ A: Anwender; h: hersteller (3)
Genauigkeit verliert innovation gefragt
Antworten auf die Frage: „Bitte beurteilen sie den einfluss folgender serviceleistungen auf die Auswahlentscheidung (1)
Erstaunlich auch die Ergebnisse bei der Frage nach der Relevanz von Ser-viceleistungen. An erster Stelle sehen sowohl Anwender als auch Anbieter die Innovationsfähigkeit des Herstellers, gefolgt von Lieferzeit und Beratungs-kompetenz. Gleich an vierter Stelle folgt aus Anwendersicht die globale Präsenz des Anbieters. Auch dies mag mit der Unternehmensstruktur der teil-nehmenden Anwender zusammenhän-gen, dies waren vor allem Fachleute aus
international tätigen Chemieunterneh-men. Den überwiegend mittelständi-schen Anbieter von Füllstandmessgerä-ten wird dies allerdings zu denken ge-ben, denn bislang halten 27 Prozent der befragten Hersteller die globale Präsenz für weniger wichtig.
hersteller überschätzen nutzen der Wireless-kommunikationFür die Zukunft sehen die Anwender vor allem die Aspekte Wartungsinter-
valle und Instandhaltungskosten mit steigender Bedeutung.
Natürlich darf in einer aktuellen Be-fragung zu Themen der Feldgerätetech-nik auch nicht der Aspekt „Wireless-Kommunikation“ fehlen. Hier interes-sierte uns in erster Linie das Nutzenpo-tenzial und dessen Einschätzung durch Hersteller und Anwender. An erster Stelle wird hier die Überwindung von Strecken gesehen, für die eine Verkabe-lung zu teuer wäre. Auch der Nutzen
0% 20% 40% 60% 80% 100%
A: Wartungsintervalle
H: Wartungsintervalle
A: Reproduzierbarkeit
H: Reproduzierbarkeit
A: Installationskosten
H: Installationskosten
A: Anschaffungspreis
H: Anschaffungspreis
A: Signalausgang
H: Signalausgang
1 2
3
5
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Zuverlässigkeit/Lebensdauer
H: Zuverlässigkeit/Lebensdauer
A: Atex-Zertifikat
H: Atex-Zertifikat
A: Qualität
H: Qualität
A: Lebensdauer
H: Lebensdauer
A: Konformität zu IEC61511/61508 (SIL)
H: Konformität zu IEC61511/61508 (SIL)
A: Wartungs- u. Instandhaltungskosten
H: Wartungs- u. Instandhaltungskosten
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Referenzen in ähnlichenAnwendungen
H: Referenzen in ähnlichenAnwendungen
H: Technische Eigenschaften
A: Technische Eigenschaften
H: WHG-Zertifikat
A: WHG-Zertifikat
H: Genauigkeit
A: Genauigkeit
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Innovationsfähigkeit
H: Innovationsfähigkeit
A: Lieferzeit
H: Lieferzeit
A: Beratungskompetenz
H: Beratungskompetenz
A: globale Präsenz
H: globale Präsenz
A: Ersatzteilbevorratung
H: Ersatzteilbevorratung
1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 3
Antworten auf die Frage: „Bitte beurteilen sie den einfluss auf die Auswahlentscheidung“ A: Anwender; h: hersteller (2)
Anschaffungspreis im Mittelfeld
0% 20% 40% 60% 80% 100%
A: Wartungsintervalle
H: Wartungsintervalle
A: Reproduzierbarkeit
H: Reproduzierbarkeit
A: Installationskosten
H: Installationskosten
A: Anschaffungspreis
H: Anschaffungspreis
A: Signalausgang
H: Signalausgang
1 2
3
5
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Zuverlässigkeit/Lebensdauer
H: Zuverlässigkeit/Lebensdauer
A: Atex-Zertifikat
H: Atex-Zertifikat
A: Qualität
H: Qualität
A: Lebensdauer
H: Lebensdauer
A: Konformität zu IEC61511/61508 (SIL)
H: Konformität zu IEC61511/61508 (SIL)
A: Wartungs- u. Instandhaltungskosten
H: Wartungs- u. Instandhaltungskosten
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Referenzen in ähnlichenAnwendungen
H: Referenzen in ähnlichenAnwendungen
H: Technische Eigenschaften
A: Technische Eigenschaften
H: WHG-Zertifikat
A: WHG-Zertifikat
H: Genauigkeit
A: Genauigkeit
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Innovationsfähigkeit
H: Innovationsfähigkeit
A: Lieferzeit
H: Lieferzeit
A: Beratungskompetenz
H: Beratungskompetenz
A: globale Präsenz
H: globale Präsenz
A: Ersatzteilbevorratung
H: Ersatzteilbevorratung
1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 3
Antworten auf die Frage: „Bitte beurteilen sie den einfluss auf die Auswahlentscheidung“ A: Anwender; h: hersteller (1)
Zuverlässigkeit ist A und O
cheMie technik · Special Prozessautomation 201242
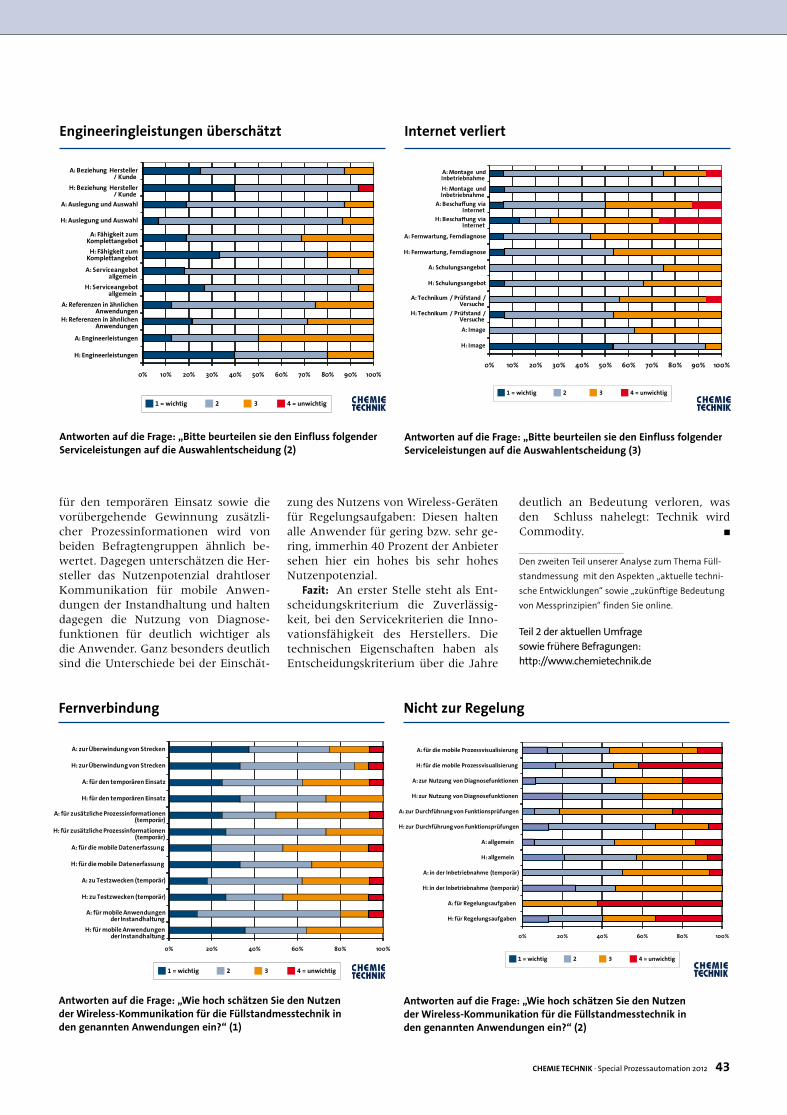
6 7
8
9
1 = wichtig 4 = unwichtig2 3 1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 31 = wichtig 4 = unwichtig2 3
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Beziehung Hersteller/ Kunde
H: Beziehung Hersteller/ Kunde
A: Serviceangebotallgemein
H: Serviceangebotallgemein
H: Referenzen in ähnlichenAnwendungen
A: Referenzen in ähnlichenAnwendungen
H: Engineerleistungen
A: Fähigkeit zumKomplettangebot
H: Fähigkeit zumKomplettangebot
A: Auslegung und Auswahl
H: Auslegung und Auswahl
A: Engineerleistungen
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Montage undInbetriebnahme
H: Montage undInbetriebnahme
A: Beschaffung viaInternet
H: Beschaffung viaInternet
A: Technikum / Prüfstand /Versuche
H: Technikum / Prüfstand /Versuche
A: Image
H: Image
A: Fernwartung, Ferndiagnose
A: Schulungsangebot
H: Schulungsangebot
H: Fernwartung, Ferndiagnose
0% 20% 40% 60% 80% 100%
A: zur Überwindung von Strecken
H: zur Überwindung von Strecken
A: für den temporären Einsatz
H: für den temporären Einsatz
A: für zusätzliche Prozessinformationen(temporär)
H: für zusätzliche Prozessinformationen(temporär)
A: für die mobile Datenerfassung
H: für die mobile Datenerfassung
A: zu Testzwecken (temporär)
H: zu Testzwecken (temporär)
A: für mobile Anwendungender Instandhaltung
H: für mobile Anwendungen der Instandhaltung 0% 20% 40% 60% 80% 100%
A: für die mobile Prozessvisualisierung
H: für die mobile Prozessvisualisierung
A: zur Nutzung von Diagnosefunktionen
H: zur Nutzung von Diagnosefunktionen
A: zur Durchführung von Funktionsprüfungen
H: zur Durchführung von Funktionsprüfungen
A: allgemein
H: allgemein
A: in der Inbetriebnahme (temporär)
H: in der Inbetriebnahme (temporär)
A: für Regelungsaufgaben
H: für Regelungsaufgaben
6 7
8
9
1 = wichtig 4 = unwichtig2 3 1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 31 = wichtig 4 = unwichtig2 3
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Beziehung Hersteller/ Kunde
H: Beziehung Hersteller/ Kunde
A: Serviceangebotallgemein
H: Serviceangebotallgemein
H: Referenzen in ähnlichenAnwendungen
A: Referenzen in ähnlichenAnwendungen
H: Engineerleistungen
A: Fähigkeit zumKomplettangebot
H: Fähigkeit zumKomplettangebot
A: Auslegung und Auswahl
H: Auslegung und Auswahl
A: Engineerleistungen
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Montage undInbetriebnahme
H: Montage undInbetriebnahme
A: Beschaffung viaInternet
H: Beschaffung viaInternet
A: Technikum / Prüfstand /Versuche
H: Technikum / Prüfstand /Versuche
A: Image
H: Image
A: Fernwartung, Ferndiagnose
A: Schulungsangebot
H: Schulungsangebot
H: Fernwartung, Ferndiagnose
0% 20% 40% 60% 80% 100%
A: zur Überwindung von Strecken
H: zur Überwindung von Strecken
A: für den temporären Einsatz
H: für den temporären Einsatz
A: für zusätzliche Prozessinformationen(temporär)
H: für zusätzliche Prozessinformationen(temporär)
A: für die mobile Datenerfassung
H: für die mobile Datenerfassung
A: zu Testzwecken (temporär)
H: zu Testzwecken (temporär)
A: für mobile Anwendungender Instandhaltung
H: für mobile Anwendungen der Instandhaltung 0% 20% 40% 60% 80% 100%
A: für die mobile Prozessvisualisierung
H: für die mobile Prozessvisualisierung
A: zur Nutzung von Diagnosefunktionen
H: zur Nutzung von Diagnosefunktionen
A: zur Durchführung von Funktionsprüfungen
H: zur Durchführung von Funktionsprüfungen
A: allgemein
H: allgemein
A: in der Inbetriebnahme (temporär)
H: in der Inbetriebnahme (temporär)
A: für Regelungsaufgaben
H: für Regelungsaufgaben
6 7
8
9
1 = wichtig 4 = unwichtig2 3 1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 31 = wichtig 4 = unwichtig2 3
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Beziehung Hersteller/ Kunde
H: Beziehung Hersteller/ Kunde
A: Serviceangebotallgemein
H: Serviceangebotallgemein
H: Referenzen in ähnlichenAnwendungen
A: Referenzen in ähnlichenAnwendungen
H: Engineerleistungen
A: Fähigkeit zumKomplettangebot
H: Fähigkeit zumKomplettangebot
A: Auslegung und Auswahl
H: Auslegung und Auswahl
A: Engineerleistungen
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Montage undInbetriebnahme
H: Montage undInbetriebnahme
A: Beschaffung viaInternet
H: Beschaffung viaInternet
A: Technikum / Prüfstand /Versuche
H: Technikum / Prüfstand /Versuche
A: Image
H: Image
A: Fernwartung, Ferndiagnose
A: Schulungsangebot
H: Schulungsangebot
H: Fernwartung, Ferndiagnose
0% 20% 40% 60% 80% 100%
A: zur Überwindung von Strecken
H: zur Überwindung von Strecken
A: für den temporären Einsatz
H: für den temporären Einsatz
A: für zusätzliche Prozessinformationen(temporär)
H: für zusätzliche Prozessinformationen(temporär)
A: für die mobile Datenerfassung
H: für die mobile Datenerfassung
A: zu Testzwecken (temporär)
H: zu Testzwecken (temporär)
A: für mobile Anwendungender Instandhaltung
H: für mobile Anwendungen der Instandhaltung 0% 20% 40% 60% 80% 100%
A: für die mobile Prozessvisualisierung
H: für die mobile Prozessvisualisierung
A: zur Nutzung von Diagnosefunktionen
H: zur Nutzung von Diagnosefunktionen
A: zur Durchführung von Funktionsprüfungen
H: zur Durchführung von Funktionsprüfungen
A: allgemein
H: allgemein
A: in der Inbetriebnahme (temporär)
H: in der Inbetriebnahme (temporär)
A: für Regelungsaufgaben
H: für Regelungsaufgaben
6 7
8
9
1 = wichtig 4 = unwichtig2 3 1 = wichtig 4 = unwichtig2 3
1 = wichtig 4 = unwichtig2 31 = wichtig 4 = unwichtig2 3
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Beziehung Hersteller/ Kunde
H: Beziehung Hersteller/ Kunde
A: Serviceangebotallgemein
H: Serviceangebotallgemein
H: Referenzen in ähnlichenAnwendungen
A: Referenzen in ähnlichenAnwendungen
H: Engineerleistungen
A: Fähigkeit zumKomplettangebot
H: Fähigkeit zumKomplettangebot
A: Auslegung und Auswahl
H: Auslegung und Auswahl
A: Engineerleistungen
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
A: Montage undInbetriebnahme
H: Montage undInbetriebnahme
A: Beschaffung viaInternet
H: Beschaffung viaInternet
A: Technikum / Prüfstand /Versuche
H: Technikum / Prüfstand /Versuche
A: Image
H: Image
A: Fernwartung, Ferndiagnose
A: Schulungsangebot
H: Schulungsangebot
H: Fernwartung, Ferndiagnose
0% 20% 40% 60% 80% 100%
A: zur Überwindung von Strecken
H: zur Überwindung von Strecken
A: für den temporären Einsatz
H: für den temporären Einsatz
A: für zusätzliche Prozessinformationen(temporär)
H: für zusätzliche Prozessinformationen(temporär)
A: für die mobile Datenerfassung
H: für die mobile Datenerfassung
A: zu Testzwecken (temporär)
H: zu Testzwecken (temporär)
A: für mobile Anwendungender Instandhaltung
H: für mobile Anwendungen der Instandhaltung 0% 20% 40% 60% 80% 100%
A: für die mobile Prozessvisualisierung
H: für die mobile Prozessvisualisierung
A: zur Nutzung von Diagnosefunktionen
H: zur Nutzung von Diagnosefunktionen
A: zur Durchführung von Funktionsprüfungen
H: zur Durchführung von Funktionsprüfungen
A: allgemein
H: allgemein
A: in der Inbetriebnahme (temporär)
H: in der Inbetriebnahme (temporär)
A: für Regelungsaufgaben
H: für Regelungsaufgaben
engineeringleistungen überschätzt
Fernverbindung nicht zur Regelung
Antworten auf die Frage: „Bitte beurteilen sie den einfluss folgender serviceleistungen auf die Auswahlentscheidung (2)
Antworten auf die Frage: „Wie hoch schätzen sie den nutzen der Wireless-kommunikation für die Füllstandmesstechnik in den genannten Anwendungen ein?“ (1)
Antworten auf die Frage: „Wie hoch schätzen sie den nutzen der Wireless-kommunikation für die Füllstandmesstechnik in den genannten Anwendungen ein?“ (2)
Antworten auf die Frage: „Bitte beurteilen sie den einfluss folgender serviceleistungen auf die Auswahlentscheidung (3)
internet verliert
für den temporären Einsatz sowie die vorübergehende Gewinnung zusätzli-cher Prozessinformationen wird von beiden Befragtengruppen ähnlich be-wertet. Dagegen unterschätzen die Her-steller das Nutzenpotenzial drahtloser Kommunikation für mobile Anwen-dungen der Instandhaltung und halten dagegen die Nutzung von Diagnose-funktionen für deutlich wichtiger als die Anwender. Ganz besonders deutlich sind die Unterschiede bei der Einschät-
zung des Nutzens von Wireless-Geräten für Regelungsaufgaben: Diesen halten alle Anwender für gering bzw. sehr ge-ring, immerhin 40 Prozent der Anbieter sehen hier ein hohes bis sehr hohes Nutzenpotenzial.
Fazit: An erster Stelle steht als Ent-scheidungskriterium die Zuverlässig-keit, bei den Servicekriterien die Inno-vationsfähigkeit des Herstellers. Die technischen Eigenschaften haben als Entscheidungskriterium über die Jahre
deutlich an Bedeutung verloren, was den Schluss nahelegt: Technik wird Commodity. n
Den zweiten Teil unserer Analyse zum Thema Füll-standmessung mit den Aspekten „aktuelle techni-sche Entwicklungen“ sowie „zukünftige Bedeutung von Messprinzipien“ finden Sie online.
Teil 2 der aktuellen Umfrage sowie frühere Befragungen:http://www.chemietechnik.de
43cheMie technik · Special Prozessautomation 2012
MESSTECHNIK
NutzeN koNtra kosteNCT-Trendbericht: Gasmessgeräte Gefährdungen durch toxische und explosive Gase zu beherrschen, ist in der Chemie ein Dauerbrenner-Thema. In der jüngsten Vergangenheit sind Trends wie die Mehrgasmessung, aber auch das Thema SIL hinzu gekommen, über die wir zuletzt Mitte 2009 berichtet hatten. Wie nachhaltig diese Entwicklungen sind, war die Frage, die wir den Herstellern nun im neuen Boom-Zyklus vorgelegt haben.
Beim Einsatz von Gasmess- und -warngeräten steht die Sicherheit der Mitarbeiter an oberster Stelle
Bild
: © s
quid
med
iaro
- Fo
tolia
.com
Anlagenbau Chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber Einkäufer Manager✔ ✔ ✔ ✔ ✔ ✔
CHEMIE TECHNIK · Special Prozessautomation 201244

Um es gleich vorweg zu nehmen: Die in CT 6/2009 beschriebe-nen generellen Trends „SIL“,
„einfache Bedienung und Wartung“ und auch die Preissensibilität spielen nach wie vor eine Rolle. Obwohl die Prozessbetreiber inzwischen wieder satte Profite erwirtschaften, hat sich nach Ansicht einiger Gerätehersteller nur wenig an der in der Rezession ein-geübten Sparmentalität der Betreiber geändert. Eine schwierige Forderung, denn schließlich geht es einerseits um die Sicherheit, andererseits darum, ne-ben niedrigen Investitionskosten auch die Wartungskosten über den gesam-ten Geräte-Lebenszyklus im Griff zu behalten. Und oft gilt dabei: Ein nied-riger Anschaffungspreis rächt sich im Betrieb durch höhere Wartungskosten. Laut Ulf Ostermann, Produktmanager für mobile Gasmessgeräte bei Dräger, findet allerdings nach und nach ein Umdenken statt: „Betriebskosten ge-winnen in der Kaufentscheidung an Priorität.“
Getrieben wird der Markt für Gas-messgeräte vor allem durch die Anfor-derungen aus nationalen und internati-onalen Regelwerken. Darunter die Um-setzung der regelmäßigen Funktions-kontrolle und der Anforderungen zum Einsatz und Betrieb mobiler und statio-närer Gaswarngeräte aus der DIN EN 60079-29-2 sowie die aktualisierten Atex-Anforderungen inklusive Prüfung der Messfunktion der Ex-Geräte nach EN 60079-29-1. Zu nennen sind hier außerdem die Merkblätter T 021 und T 023 der BG RCI. „Diese haben Furore gemacht, denn endlich steht einmal in einem Ratgeber, wer was an einer Gas-warnanlage machen darf. Für uns be-deutet dies konkret, dass verstärkt Auf-klärungsarbeit nachgefragt wird, aber auch die Nachfrage nach Schulung und Training ist gestiegen“, konkretisiert Bernd Rist, Geschäftsführer bei Compur Monitors. Aber auch aktualisierte EMV-Anforderungen an mobile Geräte sind ein Aspekt, der die Hersteller bewegt. Und natürlich der in der stationären Gaswarntechnik inzwischen zum Dau-erbrenner avancierte SIL.
SIL bleibt DauerbrennerOb die umfangreichen SIL-Anforderun-gen in jedem Fall gerechtfertigt sind, ist dabei eine Frage, die nicht einfach zu beantworten ist. „Bei sicherheitsgerich-teten Anwendungen sind die Anforde-rungen der funktionalen Sicherheit von Gaswarnsystemen gerechtfertigt, um eine höchstmögliche Qualität und de-ren Verfügbarkeit ohne Ausfälle zu ge-währleisten“, meint beispielsweise Mi-chael Rethmann vom Geräteanbieter GfG. „SIL ist immer Wunsch des An-wenders bzw. seine Abschätzung. Die Behörden fordern dies in der Regel nicht“, ergänzt Frank Deinert, Vertriebs-leiter Gasmesstechnik bei MSA Auer. Für Bernd Rist stellt sich die Frage an sich nur bedingt: „Häufig verkaufen wir indirekt über Engineeringfirmen. Dann stellt sich nur die Frage: ,Erfüllst du die Spezifikationen, oder fällst Du durch´s Raster.‘ Die Endanwender selbst haben in der überwiegenden Mehrheit sehr klare Vorstellungen.“
Fakt ist: Die Nachfrage nach Geräten mit SIL-Zertifikat steigt nach wie vor. GfG beantwortet diese mit SIL-zertifi-
„Betriebskosten haben in der Kaufent-scheidung eine immer höhere Priorität“Ulf Ostermann ist Produktmanager für mobile Gasmessgeräte bei Dräger
„Die Industrie versucht heute mit Gasde-tektoren auch Applikationen zu erschla-gen, für die man früher Prozessmesstech-nik oder Analysatoren gebraucht hat“Bernd Rist ist Geschäftsführer bei Compur Monitors
AutorArmin Scheuermann, Redaktion Sagen Sie uns Ihre Meinung! Mail an: [email protected]
Gasmess- und warngeräteDie Kosten sind beim Kauf und Einsatz mobiler und stationärer Gaswarn- und -mess- ■geräte nach wie vor ein Thema.Aktuelle Entwicklungen zielen darauf, die Wartungs- und Prozesskosten zu reduzieren. ■Nach wie vor geht der Trend zu Mehrgasmessgeräten. ■Zum Teil versucht man heute bereits Analyseanwendungen mit Prozessmessgeräten ■zu bewältigen.
ENTSCHEIDER-fACTS
zierten Transmittern und arbeitet der-zeit an einer Gaswarnzentrale, die SIL 2 (Hardware) und SIL 3 (Software) ge-prüft ist. „In redundanter Installation erfüllt unser Gaswarnsystem damit die SIL-3-Anforderungen“, so Rethmann. Compur Monitors hat seinen Transmit-ter für toxische Gase und Sauerstoff in der Umgebungsluft nach DIN EN 61508 ausgelegt und nach DIN EN 50402 für den Einsatz in SIL-2-Kreisen zertifiziert. MSA Auer gibt für seine Gaswarnzent-rale Suprema die Möglichkeit zum Ein-satz bis SIL 3 an.
Vom Warn- zum AnalysegerätÜberhaupt zeichnen sich derzeit sowohl bei den stationären als auch bei den mobilen Gasmessgeräten spannende Entwicklungen ab. Neben den bereits erwähnten Entwicklungen nach SIL bleibt der bereits vor zwei Jahren be-schriebene Trend zu Mehrgas-Mess- und Warngeräten. „Die Industrie ver-sucht heute mit Gasdetektoren auch Applikationen zu erschlagen, für die man früher Prozessmesstechnik oder Analysatoren gebraucht hat. Sehr häu-fig funktioniert das sogar“, erklärt Bernd
45CHEMIE TECHNIK · Special Prozessautomation 2012

MESSTECHNIK
gut für weitere Funktionen nutzen. Al-lerdings muss trotzdem in gewissen Abständen Gas auf den Sensor – denn dies ist die einzige anerkannte Metho-de, um die Funktion eines Gassensors zu verifizieren.“
Wartung vereinfachen„Bumpteststationen müssen Werkzeuge sein, die so bediensicher sind, dass ein Test von jedermann durchgeführt wer-den kann“, stellt Ulf Ostermann, Drä-ger, fest und verweist auf die aktuellen Lösungen des Unternehmens für die Prüfung vor Ort und in der Werkstatt (E-Cal). Daneben hat das Unternehmen ein System zur mobil-stationären Be-reichsüberwachung (X-zone) entwi-ckelt, durch dessen Einsatz das erneute Freimessen von Arbeitsbereichen durch den Gasanalysten entfallen kann (siehe Fachbeitrag in CT 7). Aber auch für die
Rist. Getragen wird dieser Trend von immer leistungsfähigeren Sensoren und einem immer umfangreicheren Zube-hör. „Solche Aufgabenstellungen erfor-dern aber eine sehr gewissenhafte Ar-beit der Techniker, um eine zuverlässige Messanlage zusammenzustellen“, gibt Rist zu bedenken. Bei GfG setzt man auf IR-Sensoren, die in vier Wellenlän-gen messen und damit gleichzeitig Me-than, Propan und CO2 erfassen.
Multifunktionale Geräte sind im Kommen „Neben der Ex-Gefahr durch organi-sche Dämpfe im Raffineriebereich wird immer mehr auch die toxische Gefahr dieser Dämpfe gemessen“, sieht auch Ulf Ostermann weitere Anforderungen, die den Trend zu multifunktionalen Geräten bestätigen. „Insbesondere die PID-Technologie gewinnt hier an Be-deutung.“
Und auch das Thema Wartung hat bei der Geräteentwicklung eine unver-mindert hohe Priorität. Denn intelli-gente Wartungskonzepte und lange Prüfintervalle sind der Schlüssel zu ge-ringen Betriebskosten. Bei MSA Auer werden dafür rechnergestützte Kalib-riersysteme entwickelt. Auch GfG nimmt sich des Themas an: „Wir bieten Test- und Kalibrierstationen an, die zentral und auch mobil zu geringen Kosten eingesetzt werden können. Die-se erfüllen die Anforderungen zur Do-kumentation der durchgeführten Tätig-keiten an Gaswarngeräten“, verdeut-licht Michael Rethmann. Bernd Rist , Compur Monitors, ergänzt: „Die heuti-gen Elektronikbauteile sind mit der Messtechnik alleine unterfordert. Vor-handene Kapazitäten kann man dann
„Bei sicherheitsgerichteten Anwendungen sind die Anforderungen der funktionalen Sicherheit von Gaswarnsystemen gerecht-fertigt“Michael Rethmann, Marketing GfG
„SIL ist immer Wunsch des Anwenders bzw. seine Abschätzung. Die Behörden fordern dies in der Regel nicht“frank Deinert ist Vertriebsleiter Gasmesstechnik bei MSA Auer
Kommunikation zwischen Messgerät und Leitwarten bzw. Einsatzzentralen gibt es aktuelle Entwicklungen, wie zum Beispiel die drahtlose (Wireless) Funkübertragung des Messgeräteanbie-ters GfG.
fazit: Der Kostenaspekt steht beim Kauf und Einsatz mobiler und stationä-rer Gaswarn- und -messgeräte weiter im Vordergrund. Dem begegnen die Hersteller einerseits mit einer Nutzen-argumentation über den Lebenszyklus, andererseits mit aktuellen Entwicklun-gen, die darauf zielen, die Wartungs- und Prozesskosten zu reduzieren. n
http://www.chemietechnik.deDiese Zusatzinfos sind online abrufbar:
Link zum Trendbericht aus CT 6/09 ■Fachbeitrag Bereichsüberwachung, CT 7 ■
Der Anwenderwunsch nach einfacher Bedie-nung führt zu neuen Gerätekonzepten
Die Nachfrage nach Geräten mit SIL-Zertifikat steigt nach wie vor
für den mobil-stationären Einsatz eignen sich diese Geräte zur Bereichsüberwachung
Bild
: Com
pur M
onito
rs
Bild
: GfG
Bild
: Drä
ger
CHEMIE TECHNIK · Special Prozessautomation 201246

Feldbus-Sensoren für die Feuchtemessung
Die I-Serievon Galltec+Mela
Digitale Sensoren für Feuchte und Temperatur
www.galltec-mela.de / Messen
Anz_Galltec.indd 1 18.04.2011 10:12:40 Uhr
Sichern
Sie sich Ihre
Prämie!
Praxisorientiert!
Ihr persönliches Probeexemplar erhalten Sie unter: Tel. 0 61 23/92 38-2 57 oder per Mail: [email protected]
Die praxisnahe Berichterstattung der IEE umfasst die ganze Automati-sierungspalette von den Komponenten bis zum System. Unabhängig, fundiert und selbst recherchiert.
Jetzt
Probeexemplar
anfordern!
hue-probeheft-86x126.indd 4 24.03.2011 11:41:06 Uhr
Wir machen komplexe Sachverhalte regel mäßig transparent. Zuverlässig und mit höchster redaktioneller Qualität. Deshalb sind die Fach-zeitschriften und Online-Portale von Hüthig in vielen Bereichen von Wirtschaft und Industrie absolut unverzichtbar für Fach- und Führungs-kräfte.
fluxo p h o b e b e s chich t u n g
Hüthig GmbHIm Weiher 10D-69121 HeidelbergTel. +49(0)6221/489-0Fax +49(0)6221/489-279www.huethig.de
hue_image_Woerter_86x257mm.indd 1 20.04.2011 13:56:34

messtechnik
Vor 1960 wurden Messgrößen in chemischen Produktionsbetrie-ben weitestgehend an Ort und
Stelle ausgeführt. Wollte man wissen,
wie hoch beispielsweise die Temperatur in einem Behälter ist, musste man vor Ort gehen und das lokale Anzeigegerät ablesen. Als Reaktion auf den abgelese-nen Wert wurden dann Stellgeräte und Aktoren, ebenfalls vor Ort, eingestellt. In den 1960er Jahren begann der Trend, diese Prozesse zunächst mit zentralen, später mit dezentralen Prozessleitsyste-men zu automatisieren. Die Messungen
wurden in elektrische Signale umge-wandelt, interpretiert, und in einer zen-tralen Betriebsmesswarte angezeigt. Von dort konnten Aktoren gesteuert werden – vollautomatisiert, geregelt oder per Handeingriff.
Heute sind Schreiber, Schalter und Anzeiger durch Visualisierungsstatio-nen ersetzt. IT-Komponenten werden zu Visualisierungsnetzen zusammenge-
Sehen, hören und SprechenKamera- und Kommunikationstechnik in explosionsgefährdeten Bereichen Anlagen der Chemischen Industrie verfügen heute auch in explosionsgefährdeten Bereichen über einen hohen Automatisie-rungsgrad. Prozessgrößen werden im Feld erfasst und in Betriebsmesswarten visualisiert. Wie aber sieht es tatsächlich in Zentrifugen oder Tellertrocknern aus? Deutet das Geräusch einer Pumpe auf einen Lagerschaden hin? Um diesen und anderen Fragen nachzugehen, werden Ortsbegehungen durch-geführt. Kamera- und Kommunikationssysteme halten Einzug in die Automatisierung: Prozessleitsyste-me lernen sehen, hören und sprechen.
kameras, headsets, Lautspre-cher und mikrofone werden zu prozessleittechnischen sensoren und Aktoren im FeldBild: ©Leo Blanchette - fotolia.com
Autorsteffen seibert, Samcon Prozessleittechnik
Anlagenbau chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber einkäufer manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
typischer netzwerkausschnitt: oben: Feldgeräte, mitte: dezentrale Peripherie, unten: Visualisierungsebene
chemie technik · Special Prozessautomation 201248

baut, und Ethernet bahnt sich seinen Weg als Transportmedium der Zukunft bis in die Feldebene. Betriebsmesswar-ten mehrerer Produktionsbetriebe wer-den zusammengelegt, und entlegene Standorte werden über weite Strecken hinweg ferngesteuert.
sehen und hören, was nicht gemessen werden kannWas, wenn die moderne Messtechnik an ihre Grenzen gerät? Wenn nicht nur die Füllhöhe eines Tanks entscheidend ist, sondern auch, ob Schaum oder Fest-körper auf der Oberfläche schwimmen, wie beispielsweise bei Biomassefermen-tern? Was, wenn es wichtig ist, zu wis-sen, ob die Fackel einer Ethylenverdichterstation sauber abbrennt? Wenn bei einem Getriebe die Lagerge-räusche eine wichtige Infor-mation geben?
Diese kritischen Fragen werden auch heute häufig noch durch Ortsbegehungen geklärt. Behälter und Apparate verfügen über Schaugläser, die bei Wartungsrundgän-gen eingesehen werden. Wie vor 1960 wird dann das „Gesehene“ interpretiert, entsprechende Reaktionen eingeleitet. Um solche „sehen – interpretieren – reagieren“-Ketten zu automatisieren, stellt die Option, im Feld Kameras-, und in der Messwarte Monitore zu montie-ren, keine Lösung dar. Die Monitore würden zwar das Bild in die Messwarte transportieren, das regelmäßige „Anse-hen“ und die Interpretation des Bildes obläge jedoch nach wie vor dem mensch-lichen Betrachter. Sinnvoller ist es, Ka-meras, Lautsprecher, Mikrofone und Headsets voll in das Prozessleitsystem zu integrieren, so wie es nach 1960 mit Vor-Ort-Messungen gemacht wurde.
sehen, hören und sprechen: kameras, Lautsprecher und mikrofoneUm Video- und Audiosignale in Pro-zessleitsystemen verfügbar zu machen, müssen sie zunächst vor Ort aufgenom-men werden. Anforderungen an Kame-ras für explosionsgefährdete Bereiche reichen von statischen Systemen mit manuell einstellbarem Blickwinkel (Ex-cam vario), über Hochleistungs-Motor-zoomkameras mit schwenkbarem IR Sperrfilter (Excam nitezoom), bis hin zu Domekamerasystemen mit integrier-ter DECT-Basisstation (Excam 360°). Je nach Projekt anforderung können zur Audioanbindung Atex-zertifizierte Lautsprecher, Raummikrofone oder
Headsets verwendet werden. Mit die-sem Portfolio an Feldgeräten können praktisch alle audiovisuellen Kommu-nikationsaufgaben gelöst werden: Von der einfachen Prozessüberwachung bis hin zur Sicherung eines vierköpfigen Arbeitsteams, welches mittels Headsets und Domekamera unter ständiger au-diovisueller Aufsicht der Messwarte agiert.
explosionssichere VerbindungKameras und Mikrofone liefern in der Regel analoge Signale (FBAS, NF-Au-dio). Aufgabe der Connection-Rail-Se-rie ist es, diese Signale in digitale Netz-werkströme zu konvertieren. Im Rah-men der Connection-Rail-Serie sind sowohl Atex-zertifizierte Geräte für die Verwendung in explosionsgefährdeten
Bereichen als auch Nicht-Atex-Geräte für industrielle Schaltschrankumgebun-gen verfügbar. Sind die Video- und Audiodaten erst konvertiert und im Ethernet verfügbar, sind hinsichtlich der Verwendbarkeit keine Grenzen mehr gesetzt. Funktionen wie Kamera-steuerung, Lageplannavigation, Öffnen und Schließen von Sprachkanälen, Re-cording und Fernzugriff reduzieren sich zu Softwareanforderungen und erfor-dern keinerlei zusätzliche Hardware mehr.
Bedienen und Beobachten – integration in ProzessleitsystemeWie bei Prozessleitsystemen geht es auch bei Kamera- und Kommunikati-onssystemen darum, dem Anlagenfah-rer wichtige Informationen zum geziel-ten Eingriff zur Verfügung zu stellen. Die Webserverapplikation Samcontrol bereitet hierfür die Bild- und Steuersig-nale so auf, dass diese per URL (z.B. http://samcontrol/cctv_system.html) aus dem PLS aufgerufen werden kön-nen. Mit dieser Technologie ist die Ins-tallation von Video-Client-Software auf den Visualisierungsstationen des PLS nicht mehr nötig. Der Browser, ob auf dem Betriebssystem installiert oder im PLS integriert, übernimmt vollständig deren Aufgabe. Mittels dynamischer html-Skripte kann sich der Anwender individuell die gewünschte Visualisie-rung mit Lageplannavigation, gruppier-te Videothumbs, Listen und Recording-archiven zusammenstellen. Die so er-stellten Seiten können dann manuell oder automatisch (Event-getriggert) aus dem PLS aufgerufen werden. Kameras können Bewegungen im Bild selbst er-kennen und an das PLS melden. n
http://www.samcon.eu
Die sinne im FeldKamera- und Kommunikationssysteme haben ihren ■Sonderstatus in Betriebsmesswarten verloren.Kameras, Headsets, Lautsprecher und Mikrofone ■werden zu prozessleittechnischen Sensoren und Ak-toren und fließen übergangslos ins Prozessleitsys-tem ein. Recording, Steuerung- und Anzeige von Livebildern, ■Öffnen und Schließen von Sprachkanälen werden zusätzliche Funktionen der Visualisierungsstationen.
entscheiDer-FActs
Bild
er: S
amco
n
Aufstieg zur Wartungskammer „47a neu“ der Biomasseanlage Aßlar – ständige audiovisuelle messwartenkontrolle
„kamera- und kommunikations-systeme haben ihren sonderstatus in messwarten verloren“
49chemie technik · Special Prozessautomation 2012
Anlagenbau Chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber Einkäufer Manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
MEsstEChnik
intERViEW Mit ULRiCh GEnsiCkE, PRODUktsPEZiAList BEi MEtsO
„Vorsicht bei Zertifikaten!“Vielerorts herrscht heute nach wie vor die Meinung vor, dass Geräte für Schutzeinrichtungen ein Zertifikat besitzen, auf dessen Deckblatt der SIL angegeben ist. Doch schon aus haftungsrechtlichen Gründen sollten Prozessbetreiber etwas genauer hinschauen. Im CT-Interview erklärt Ulrich Gensicke, Produktspezialist beim Armaturenanbieter Metso, worauf zu achten ist.
Ct: Worauf kommt es beim Lesen von Zertifikaten im Zusammen-hang mit Ventilen und stellungsreglern an?Gensicke: Zunächst einmal ist wichtig, zu prüfen, wer das Zertifikat ausgestellt hat. Aber auch die Fragen „Wie wurde zertifiziert?“ und natürlich „Was wurde im Detail zertifi-ziert?“ sind wichtig. Aus meiner Sicht sind beispielsweise Herstellererklärungen ein No-go, denn bei allen Herstellern spielen finanzielle Interessen eine Rolle und ein „SIL-Zertifi-kat“ wird zum Verkaufsargument. Da es um Sicherheitsein-richtungen geht, sollte immer das Vieraugen-Prinzip ange-
wendet werden und ein unabhängiges Institut – oder besser noch eine benannte Stelle – in die Zertifizierung eingebunden sein. Das gilt insbesondere für Komponenten, die für den Einsatz in SIL2- bzw. SIL3-Kreisen qualifiziert werden.
Ct: Reicht dann die Aussage des erreichbaren siL?Gensicke: Nein. Letztendlich zeigt die PFD-Berechnung, ob die ausgewählten Komponenten der Sicherheitsklassifizie-rung eines Sicherheitskreises gerecht werden. Dazu ist es natürlich wichtig, dass die zur PFD-Berechnung verwendeten
Werte praxisnah erhoben wurden und belastbar sind. Die wichtigen Informati-onen darüber, was eigentlich zertifiziert wurde und unter welchen Einsatz- und Randbedingungen das Zertifikat gilt, steht im Bericht zum Zertifikat. Es gibt Beispiele für SIL-2- oder sogar SIL-3-zertifizierte Stellungsregler, bei denen der Blick in den Bericht zeigt, dass le-diglich einzelne Komponenten und
„Da es um sicherheitseinrichtungen geht, sollte immer das Vieraugen-Prinzip angewendet werden“Ulrich Gensicke ist Produktspezialist beim Armaturenanbieter Metso
Bild
: © A
nhee
s - F
otol
ia.co
m
ChEMiE tEChnik · Special Prozessautomation 201250
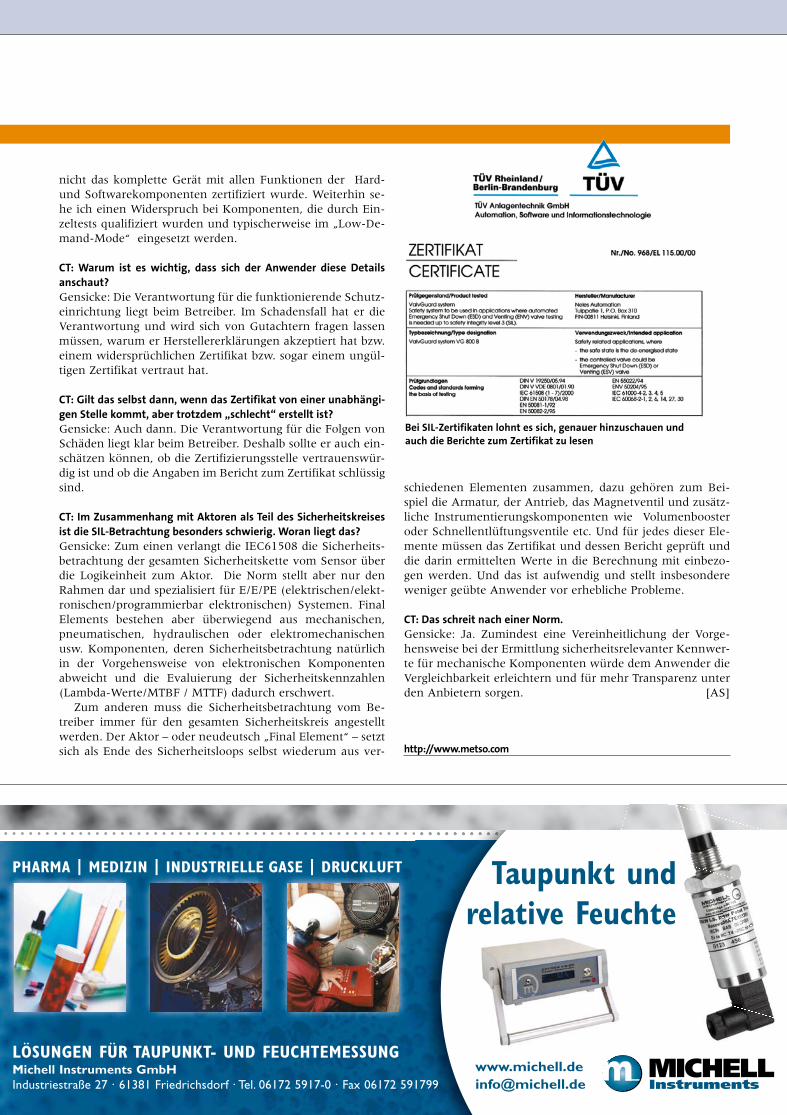
intERViEW Mit ULRiCh GEnsiCkE, PRODUktsPEZiAList BEi MEtsO
Bei siL-Zertifikaten lohnt es sich, genauer hinzuschauen und auch die Berichte zum Zertifikat zu lesen
nicht das komplette Gerät mit allen Funktionen der Hard- und Softwarekomponenten zertifiziert wurde. Weiterhin se-he ich einen Widerspruch bei Komponenten, die durch Ein-zeltests qualifiziert wurden und typischerweise im „Low-De-mand-Mode“ eingesetzt werden.
Ct: Warum ist es wichtig, dass sich der Anwender diese Details anschaut?Gensicke: Die Verantwortung für die funktionierende Schutz-einrichtung liegt beim Betreiber. Im Schadensfall hat er die Verantwortung und wird sich von Gutachtern fragen lassen müssen, warum er Herstellererklärungen akzeptiert hat bzw. einem widersprüchlichen Zertifikat bzw. sogar einem ungül-tigen Zertifikat vertraut hat.
Ct: Gilt das selbst dann, wenn das Zertifikat von einer unabhängi-gen stelle kommt, aber trotzdem „schlecht“ erstellt ist?Gensicke: Auch dann. Die Verantwortung für die Folgen von Schäden liegt klar beim Betreiber. Deshalb sollte er auch ein-schätzen können, ob die Zertifizierungsstelle vertrauenswür-dig ist und ob die Angaben im Bericht zum Zertifikat schlüssig sind.
Ct: im Zusammenhang mit Aktoren als teil des sicherheitskreises ist die siL-Betrachtung besonders schwierig. Woran liegt das?Gensicke: Zum einen verlangt die IEC61508 die Sicherheits-betrachtung der gesamten Sicherheitskette vom Sensor über die Logikeinheit zum Aktor. Die Norm stellt aber nur den Rahmen dar und spezialisiert für E/E/PE (elektrischen/elekt-ronischen/programmierbar elektronischen) Systemen. Final Elements bestehen aber überwiegend aus mechanischen, pneumatischen, hydraulischen oder elektromechanischen usw. Komponenten, deren Sicherheitsbetrachtung natürlich in der Vorgehensweise von elektronischen Komponenten abweicht und die Evaluierung der Sicherheitskennzahlen (Lambda-Werte/MTBF / MTTF) dadurch erschwert.
Zum anderen muss die Sicherheitsbetrachtung vom Be-treiber immer für den gesamten Sicherheitskreis angestellt werden. Der Aktor – oder neudeutsch „Final Element“ – setzt sich als Ende des Sicherheitsloops selbst wiederum aus ver-
schiedenen Elementen zusammen, dazu gehören zum Bei-spiel die Armatur, der Antrieb, das Magnetventil und zusätz-liche Instrumentierungskomponenten wie Volumenbooster oder Schnellentlüftungsventile etc. Und für jedes dieser Ele-mente müssen das Zertifikat und dessen Bericht geprüft und die darin ermittelten Werte in die Berechnung mit einbezo-gen werden. Und das ist aufwendig und stellt insbesondere weniger geübte Anwender vor erhebliche Probleme.
Ct: Das schreit nach einer norm.Gensicke: Ja. Zumindest eine Vereinheitlichung der Vorge-hensweise bei der Ermittlung sicherheitsrelevanter Kennwer-te für mechanische Komponenten würde dem Anwender die Vergleichbarkeit erleichtern und für mehr Transparenz unter den Anbietern sorgen. [AS]
http://www.metso.com
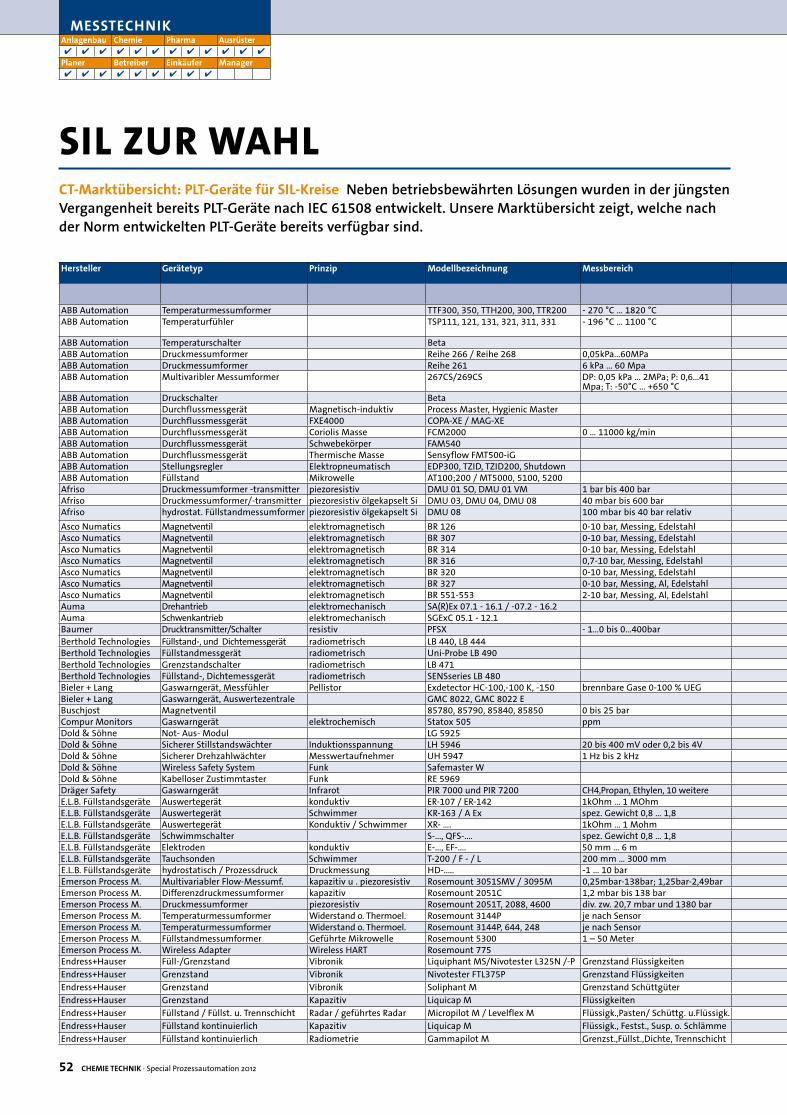
Messtechnik
hersteller Gerätetyp Prinzip Modellbezeichnung Messbereich einkanalig (1oo1) bis
Zweikanalig (1oo2) bis
siL-Zertifikat Bewertung des siL Zertifikats nach Angaben zum explosionsschutz
ausschließlich nach IEC 61508
unter Zuhilfenahme von IEC 61511
Low-Demand (Alterung)
High-Demand (Verschleiß)
ABB Automation Temperaturmessumformer TTF300, 350, TTH200, 300, TTR200 - 270 °C … 1820 °C SIL 2 SIL 3 x x Ex i, Ex d, Ex n - Zone 0,1,20ABB Automation Temperaturfühler TSP111, 121, 131, 321, 311, 331 - 196 °C … 1100 °C SIL 2 SIL 3 x x Ex i, Ex d, Ex n - Zone 0,1,2,20,
21,22ABB Automation Temperaturschalter Beta SIL 2ABB Automation Druckmessumformer Reihe 266 / Reihe 268 0,05kPa...60MPa SIL 2 SIL 3 x x Ex i, Ex dABB Automation Druckmessumformer Reihe 261 6 kPa ... 60 Mpa SIL 2 x x Ex iABB Automation Multivaribler Messumformer 267CS/269CS DP: 0,05 kPa ... 2MPa; P: 0,6...41
Mpa; T: -50°C ... +650 °CSIL 2 x x Ex i, Ex d
ABB Automation Druckschalter Beta SIL 2 Ex i, Ex dABB Automation Durchflussmessgerät Magnetisch-induktiv Process Master, Hygienic Master SIL 1 ATEX / IEC Zone 1, 2, 21, 22ABB Automation Durchflussmessgerät FXE4000 COPA-XE / MAG-XE SIL 1 ATEX Zone 1, 21, 22ABB Automation Durchflussmessgerät Coriolis Masse FCM2000 0 ... 11000 kg/min SIL 1 x Ex i / e / dABB Automation Durchflussmessgerät Schwebekörper FAM540 SIL 2 x Ex i, Ex d, Ex nABB Automation Durchflussmessgerät Thermische Masse Sensyflow FMT500-iG SIL 1 x Ex i, Ex d, Ex nABB Automation Stellungsregler Elektropneumatisch EDP300, TZID, TZID200, Shutdown SIL 2 x Ex i, Ex dABB Automation Füllstand Mikrowelle AT100;200 / MT5000, 5100, 5200 SIL 2 Ex i, Ex dAfriso Druckmessumformer -transmitter piezoresistiv DMU 01 SO, DMU 01 VM 1 bar bis 400 bar SIL 2 x x x Ex-i, Zone 1Afriso Druckmessumformer/-transmitter piezoresistiv ölgekapselt Si DMU 03, DMU 04, DMU 08 40 mbar bis 600 bar SIL 2 x x x Ex-i, Zone 1Afriso hydrostat. Füllstandmessumformer piezoresistiv ölgekapselt Si DMU 08 100 mbar bis 40 bar relativ SIL 2 x x x Ex-i, Zone 1Asco Numatics Magnetventil elektromagnetisch BR 126 0-10 bar, Messing, Edelstahl SIL 3 Sil 4 x x Ex dAsco Numatics Magnetventil elektromagnetisch BR 307 0-10 bar, Messing, Edelstahl SIL 1 SIL 2 x x Ex dAsco Numatics Magnetventil elektromagnetisch BR 314 0-10 bar, Messing, Edelstahl SIL 2 Sil 3 x x Exem, Exm, Exia, Nema 7, 9Asco Numatics Magnetventil elektromagnetisch BR 316 0,7-10 bar, Messing, Edelstahl SIL 2 Sil 3 x x Ex d, Exem, Exm, Exia, Nema 7, 9Asco Numatics Magnetventil elektromagnetisch BR 320 0-10 bar, Messing, Edelstahl SIL 2 Sil 3 x x Ex d, Exem, Exm, Nema 7, 9Asco Numatics Magnetventil elektromagnetisch BR 327 0-10 bar, Messing, Al, Edelstahl SIL 3 Sil 4 x x x Exm, Exem, Ex d, Nema 7, 9Asco Numatics Magnetventil elektromagnetisch BR 551-553 2-10 bar, Messing, Al, Edelstahl SIL 2 Sil 3 x x Exm, Exem, Ex d, Exia, Nema 7, 9Auma Drehantrieb elektromechanisch SA(R)Ex 07.1 - 16.1 / -07.2 - 16.2 SIL2 x x II2G Ex de IIC T4 Auma Schwenkantrieb elektromechanisch SGExC 05.1 - 12.1 SIL1 x x II2G Ex de IIC T4Baumer Drucktransmitter/Schalter resistiv PFSX - 1…0 bis 0…400bar SIL2 x Ja, ExiaBerthold Technologies Füllstand-, und Dichtemessgerät radiometrisch LB 440, LB 444 SIL 2 x Ex-i, Zone 1Berthold Technologies Füllstandmessgerät radiometrisch Uni-Probe LB 490 SIL 2 x Ex-d, Zone 1Berthold Technologies Grenzstandschalter radiometrisch LB 471 SIL 2 x Ex-i, Zone 1Berthold Technologies Füllstand-, Dichtemessgerät radiometrisch SENSseries LB 480 SIL 2 x ja, ohne nährere SpezifikationBieler + Lang Gaswarngerät, Messfühler Pellistor Exdetector HC-100,-100 K, -150 brennbare Gase 0-100 % UEG SIL1 SIL 2 x x x Ex-Zone 1, MessfunktionBieler + Lang Gaswarngerät, Auswertezentrale GMC 8022, GMC 8022 E SIL1 SIL 2 x x x Betrieb außerhalb Ex-ZoneBuschjost Magnetventil 85780, 85790, 85840, 85850 0 bis 25 bar SIL2 x x Ex Zone 1 & 2, Ex me, Ex dCompur Monitors Gaswarngerät elektrochemisch Statox 505 ppm SIL 2 Ex-i, Zone 1Dold & Söhne Not- Aus- Modul LG 5925 SIL 3 xDold & Söhne Sicherer Stillstandswächter Induktionsspannung LH 5946 20 bis 400 mV oder 0,2 bis 4V SIL 3 xDold & Söhne Sicherer Drehzahlwächter Messwertaufnehmer UH 5947 1 Hz bis 2 kHz SIL 3 xDold & Söhne Wireless Safety System Funk Safemaster W SIL 3 xDold & Söhne Kabelloser Zustimmtaster Funk RE 5969 SIL 3 xDräger Safety Gaswarngerät Infrarot PIR 7000 und PIR 7200 CH4,Propan, Ethylen, 10 weitere SIL 2 ja, ohne nährere SpezifikationE.L.B. Füllstandsgeräte Auswertegerät konduktiv ER-107 / ER-142 1kOhm … 1 MOhm SIL 2 x x Ex ia, d ia Zone 0,20; ER-142: --E.L.B. Füllstandsgeräte Auswertegerät Schwimmer KR-163 / A Ex spez. Gewicht 0,8 … 1,8 SIL 2 x x Ex ia Ga, Ex d ia Ga Zone 0, 20E.L.B. Füllstandsgeräte Auswertegerät Konduktiv / Schwimmer XR- …. 1kOhm … 1 Mohm SIL 2 x x Ex ia Ga, Ex d ia Ga Zone 0, 21E.L.B. Füllstandsgeräte Schwimmschalter S-..., QFS-.... spez. Gewicht 0,8 … 1,8 SIL 2 x x Ex ia Ga, Ex d ia Ga Zone 0, 22E.L.B. Füllstandsgeräte Elektroden konduktiv E-..., EF-.... 50 mm … 6 m SIL 2 x x Ex ia Ga, Ex d ia Ga Zone 0, 23E.L.B. Füllstandsgeräte Tauchsonden Schwimmer T-200 / F - / L 200 mm … 3000 mm SIL 2 x x Ex ia Ga, Ex d ia Ga Zone 0, 24E.L.B. Füllstandsgeräte hydrostatisch / Prozessdruck Druckmessung HD-..... -1 ... 10 bar SIL 2 x x Ex ia Ga, Ex d ia Ga Zone 0, 25Emerson Process M. Multivariabler Flow-Messumf. kapazitiv u . piezoresistiv Rosemount 3051SMV / 3095M 0,25mbar-138bar; 1,25bar-2,49bar SIL 2 x ja, ohne nährere SpezifikationEmerson Process M. Differenzdruckmessumformer kapazitiv Rosemount 2051C 1,2 mbar bis 138 bar SIL 2 x ja, ohne nährere SpezifikationEmerson Process M. Druckmessumformer piezoresistiv Rosemount 2051T, 2088, 4600 div. zw. 20,7 mbar und 1380 bar SIL 2 x ja, ohne nährere SpezifikationEmerson Process M. Temperaturmessumformer Widerstand o. Thermoel. Rosemount 3144P je nach Sensor SIL 2 SIL 3 x ja, ohne nährere SpezifikationEmerson Process M. Temperaturmessumformer Widerstand o. Thermoel. Rosemount 3144P, 644, 248 je nach Sensor SIL 2 x ja, ohne nährere SpezifikationEmerson Process M. Füllstandmessumformer Geführte Mikrowelle Rosemount 5300 1 – 50 Meter SIL 2 x ja, ohne nährere SpezifikationEmerson Process M. Wireless Adapter Wireless HART Rosemount 775 SIL 2 x ja, ohne nährere SpezifikationEndress+Hauser Füll-/Grenzstand Vibronik Liquiphant MS/Nivotester L325N /-P Grenzstand Flüssigkeiten SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Grenzstand Vibronik Nivotester FTL375P Grenzstand Flüssigkeiten SIL 3 x x ja, ohne nährere SpezifikationEndress+Hauser Grenzstand Vibronik Soliphant M Grenzstand Schüttgüter SIL 2 x x ja, ohne nährere SpezifikationEndress+Hauser Grenzstand Kapazitiv Liquicap M Flüssigkeiten SIL 3 x x ja, ohne nährere SpezifikationEndress+Hauser Füllstand / Füllst. u. Trennschicht Radar / geführtes Radar Micropilot M / Levelflex M Flüssigk.,Pasten/ Schüttg. u.Flüssigk. SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Füllstand kontinuierlich Kapazitiv Liquicap M Flüssigk., Festst., Susp. o. Schlämme SIL 3 x ja, ohne nährere SpezifikationEndress+Hauser Füllstand kontinuierlich Radiometrie Gammapilot M Grenzst.,Füllst.,Dichte, Trennschicht SIL 2 x x ja, ohne nährere Spezifikation
SIL zur WahLct-Marktübersicht: PLt-Geräte für siL-kreise Neben betriebsbewährten Lösungen wurden in der jüngsten Vergangenheit bereits PLT-Geräte nach IEC 61508 entwickelt. Unsere Marktübersicht zeigt, welche nach der Norm entwickelten PLT-Geräte bereits verfügbar sind.
Anlagenbau chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber einkäufer Manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
cheMie technik · Special Prozessautomation 201252
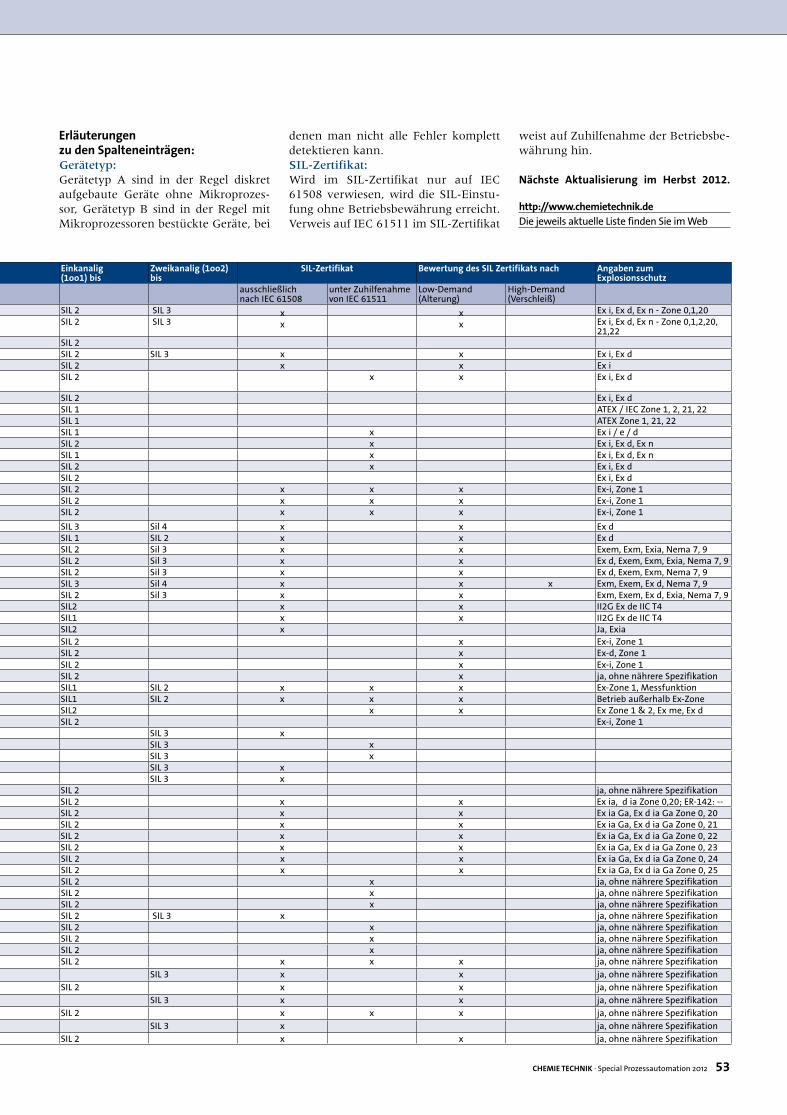
hersteller Gerätetyp Prinzip Modellbezeichnung Messbereich einkanalig (1oo1) bis
Zweikanalig (1oo2) bis
siL-Zertifikat Bewertung des siL Zertifikats nach Angaben zum explosionsschutz
ausschließlich nach IEC 61508
unter Zuhilfenahme von IEC 61511
Low-Demand (Alterung)
High-Demand (Verschleiß)
ABB Automation Temperaturmessumformer TTF300, 350, TTH200, 300, TTR200 - 270 °C … 1820 °C SIL 2 SIL 3 x x Ex i, Ex d, Ex n - Zone 0,1,20ABB Automation Temperaturfühler TSP111, 121, 131, 321, 311, 331 - 196 °C … 1100 °C SIL 2 SIL 3 x x Ex i, Ex d, Ex n - Zone 0,1,2,20,
21,22ABB Automation Temperaturschalter Beta SIL 2ABB Automation Druckmessumformer Reihe 266 / Reihe 268 0,05kPa...60MPa SIL 2 SIL 3 x x Ex i, Ex dABB Automation Druckmessumformer Reihe 261 6 kPa ... 60 Mpa SIL 2 x x Ex iABB Automation Multivaribler Messumformer 267CS/269CS DP: 0,05 kPa ... 2MPa; P: 0,6...41
Mpa; T: -50°C ... +650 °CSIL 2 x x Ex i, Ex d
ABB Automation Druckschalter Beta SIL 2 Ex i, Ex dABB Automation Durchflussmessgerät Magnetisch-induktiv Process Master, Hygienic Master SIL 1 ATEX / IEC Zone 1, 2, 21, 22ABB Automation Durchflussmessgerät FXE4000 COPA-XE / MAG-XE SIL 1 ATEX Zone 1, 21, 22ABB Automation Durchflussmessgerät Coriolis Masse FCM2000 0 ... 11000 kg/min SIL 1 x Ex i / e / dABB Automation Durchflussmessgerät Schwebekörper FAM540 SIL 2 x Ex i, Ex d, Ex nABB Automation Durchflussmessgerät Thermische Masse Sensyflow FMT500-iG SIL 1 x Ex i, Ex d, Ex nABB Automation Stellungsregler Elektropneumatisch EDP300, TZID, TZID200, Shutdown SIL 2 x Ex i, Ex dABB Automation Füllstand Mikrowelle AT100;200 / MT5000, 5100, 5200 SIL 2 Ex i, Ex dAfriso Druckmessumformer -transmitter piezoresistiv DMU 01 SO, DMU 01 VM 1 bar bis 400 bar SIL 2 x x x Ex-i, Zone 1Afriso Druckmessumformer/-transmitter piezoresistiv ölgekapselt Si DMU 03, DMU 04, DMU 08 40 mbar bis 600 bar SIL 2 x x x Ex-i, Zone 1Afriso hydrostat. Füllstandmessumformer piezoresistiv ölgekapselt Si DMU 08 100 mbar bis 40 bar relativ SIL 2 x x x Ex-i, Zone 1Asco Numatics Magnetventil elektromagnetisch BR 126 0-10 bar, Messing, Edelstahl SIL 3 Sil 4 x x Ex dAsco Numatics Magnetventil elektromagnetisch BR 307 0-10 bar, Messing, Edelstahl SIL 1 SIL 2 x x Ex dAsco Numatics Magnetventil elektromagnetisch BR 314 0-10 bar, Messing, Edelstahl SIL 2 Sil 3 x x Exem, Exm, Exia, Nema 7, 9Asco Numatics Magnetventil elektromagnetisch BR 316 0,7-10 bar, Messing, Edelstahl SIL 2 Sil 3 x x Ex d, Exem, Exm, Exia, Nema 7, 9Asco Numatics Magnetventil elektromagnetisch BR 320 0-10 bar, Messing, Edelstahl SIL 2 Sil 3 x x Ex d, Exem, Exm, Nema 7, 9Asco Numatics Magnetventil elektromagnetisch BR 327 0-10 bar, Messing, Al, Edelstahl SIL 3 Sil 4 x x x Exm, Exem, Ex d, Nema 7, 9Asco Numatics Magnetventil elektromagnetisch BR 551-553 2-10 bar, Messing, Al, Edelstahl SIL 2 Sil 3 x x Exm, Exem, Ex d, Exia, Nema 7, 9Auma Drehantrieb elektromechanisch SA(R)Ex 07.1 - 16.1 / -07.2 - 16.2 SIL2 x x II2G Ex de IIC T4 Auma Schwenkantrieb elektromechanisch SGExC 05.1 - 12.1 SIL1 x x II2G Ex de IIC T4Baumer Drucktransmitter/Schalter resistiv PFSX - 1…0 bis 0…400bar SIL2 x Ja, ExiaBerthold Technologies Füllstand-, und Dichtemessgerät radiometrisch LB 440, LB 444 SIL 2 x Ex-i, Zone 1Berthold Technologies Füllstandmessgerät radiometrisch Uni-Probe LB 490 SIL 2 x Ex-d, Zone 1Berthold Technologies Grenzstandschalter radiometrisch LB 471 SIL 2 x Ex-i, Zone 1Berthold Technologies Füllstand-, Dichtemessgerät radiometrisch SENSseries LB 480 SIL 2 x ja, ohne nährere SpezifikationBieler + Lang Gaswarngerät, Messfühler Pellistor Exdetector HC-100,-100 K, -150 brennbare Gase 0-100 % UEG SIL1 SIL 2 x x x Ex-Zone 1, MessfunktionBieler + Lang Gaswarngerät, Auswertezentrale GMC 8022, GMC 8022 E SIL1 SIL 2 x x x Betrieb außerhalb Ex-ZoneBuschjost Magnetventil 85780, 85790, 85840, 85850 0 bis 25 bar SIL2 x x Ex Zone 1 & 2, Ex me, Ex dCompur Monitors Gaswarngerät elektrochemisch Statox 505 ppm SIL 2 Ex-i, Zone 1Dold & Söhne Not- Aus- Modul LG 5925 SIL 3 xDold & Söhne Sicherer Stillstandswächter Induktionsspannung LH 5946 20 bis 400 mV oder 0,2 bis 4V SIL 3 xDold & Söhne Sicherer Drehzahlwächter Messwertaufnehmer UH 5947 1 Hz bis 2 kHz SIL 3 xDold & Söhne Wireless Safety System Funk Safemaster W SIL 3 xDold & Söhne Kabelloser Zustimmtaster Funk RE 5969 SIL 3 xDräger Safety Gaswarngerät Infrarot PIR 7000 und PIR 7200 CH4,Propan, Ethylen, 10 weitere SIL 2 ja, ohne nährere SpezifikationE.L.B. Füllstandsgeräte Auswertegerät konduktiv ER-107 / ER-142 1kOhm … 1 MOhm SIL 2 x x Ex ia, d ia Zone 0,20; ER-142: --E.L.B. Füllstandsgeräte Auswertegerät Schwimmer KR-163 / A Ex spez. Gewicht 0,8 … 1,8 SIL 2 x x Ex ia Ga, Ex d ia Ga Zone 0, 20E.L.B. Füllstandsgeräte Auswertegerät Konduktiv / Schwimmer XR- …. 1kOhm … 1 Mohm SIL 2 x x Ex ia Ga, Ex d ia Ga Zone 0, 21E.L.B. Füllstandsgeräte Schwimmschalter S-..., QFS-.... spez. Gewicht 0,8 … 1,8 SIL 2 x x Ex ia Ga, Ex d ia Ga Zone 0, 22E.L.B. Füllstandsgeräte Elektroden konduktiv E-..., EF-.... 50 mm … 6 m SIL 2 x x Ex ia Ga, Ex d ia Ga Zone 0, 23E.L.B. Füllstandsgeräte Tauchsonden Schwimmer T-200 / F - / L 200 mm … 3000 mm SIL 2 x x Ex ia Ga, Ex d ia Ga Zone 0, 24E.L.B. Füllstandsgeräte hydrostatisch / Prozessdruck Druckmessung HD-..... -1 ... 10 bar SIL 2 x x Ex ia Ga, Ex d ia Ga Zone 0, 25Emerson Process M. Multivariabler Flow-Messumf. kapazitiv u . piezoresistiv Rosemount 3051SMV / 3095M 0,25mbar-138bar; 1,25bar-2,49bar SIL 2 x ja, ohne nährere SpezifikationEmerson Process M. Differenzdruckmessumformer kapazitiv Rosemount 2051C 1,2 mbar bis 138 bar SIL 2 x ja, ohne nährere SpezifikationEmerson Process M. Druckmessumformer piezoresistiv Rosemount 2051T, 2088, 4600 div. zw. 20,7 mbar und 1380 bar SIL 2 x ja, ohne nährere SpezifikationEmerson Process M. Temperaturmessumformer Widerstand o. Thermoel. Rosemount 3144P je nach Sensor SIL 2 SIL 3 x ja, ohne nährere SpezifikationEmerson Process M. Temperaturmessumformer Widerstand o. Thermoel. Rosemount 3144P, 644, 248 je nach Sensor SIL 2 x ja, ohne nährere SpezifikationEmerson Process M. Füllstandmessumformer Geführte Mikrowelle Rosemount 5300 1 – 50 Meter SIL 2 x ja, ohne nährere SpezifikationEmerson Process M. Wireless Adapter Wireless HART Rosemount 775 SIL 2 x ja, ohne nährere SpezifikationEndress+Hauser Füll-/Grenzstand Vibronik Liquiphant MS/Nivotester L325N /-P Grenzstand Flüssigkeiten SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Grenzstand Vibronik Nivotester FTL375P Grenzstand Flüssigkeiten SIL 3 x x ja, ohne nährere SpezifikationEndress+Hauser Grenzstand Vibronik Soliphant M Grenzstand Schüttgüter SIL 2 x x ja, ohne nährere SpezifikationEndress+Hauser Grenzstand Kapazitiv Liquicap M Flüssigkeiten SIL 3 x x ja, ohne nährere SpezifikationEndress+Hauser Füllstand / Füllst. u. Trennschicht Radar / geführtes Radar Micropilot M / Levelflex M Flüssigk.,Pasten/ Schüttg. u.Flüssigk. SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Füllstand kontinuierlich Kapazitiv Liquicap M Flüssigk., Festst., Susp. o. Schlämme SIL 3 x ja, ohne nährere SpezifikationEndress+Hauser Füllstand kontinuierlich Radiometrie Gammapilot M Grenzst.,Füllst.,Dichte, Trennschicht SIL 2 x x ja, ohne nährere Spezifikation
weist auf Zuhilfenahme der Betriebsbe-währung hin.
nächste Aktualisierung im herbst 2012.
http://www.chemietechnik.deDie jeweils aktuelle Liste finden Sie im Web
denen man nicht alle Fehler komplett detektieren kann.SIL-Zertifikat: Wird im SIL-Zertifikat nur auf IEC 61508 verwiesen, wird die SIL-Einstu-fung ohne Betriebsbewährung erreicht. Verweis auf IEC 61511 im SIL-Zertifikat
erläuterungen zu den spalteneinträgen:Gerätetyp:Gerätetyp A sind in der Regel diskret aufgebaute Geräte ohne Mikroprozes-sor, Gerätetyp B sind in der Regel mit Mikroprozessoren bestückte Geräte, bei
53cheMie technik · Special Prozessautomation 2012
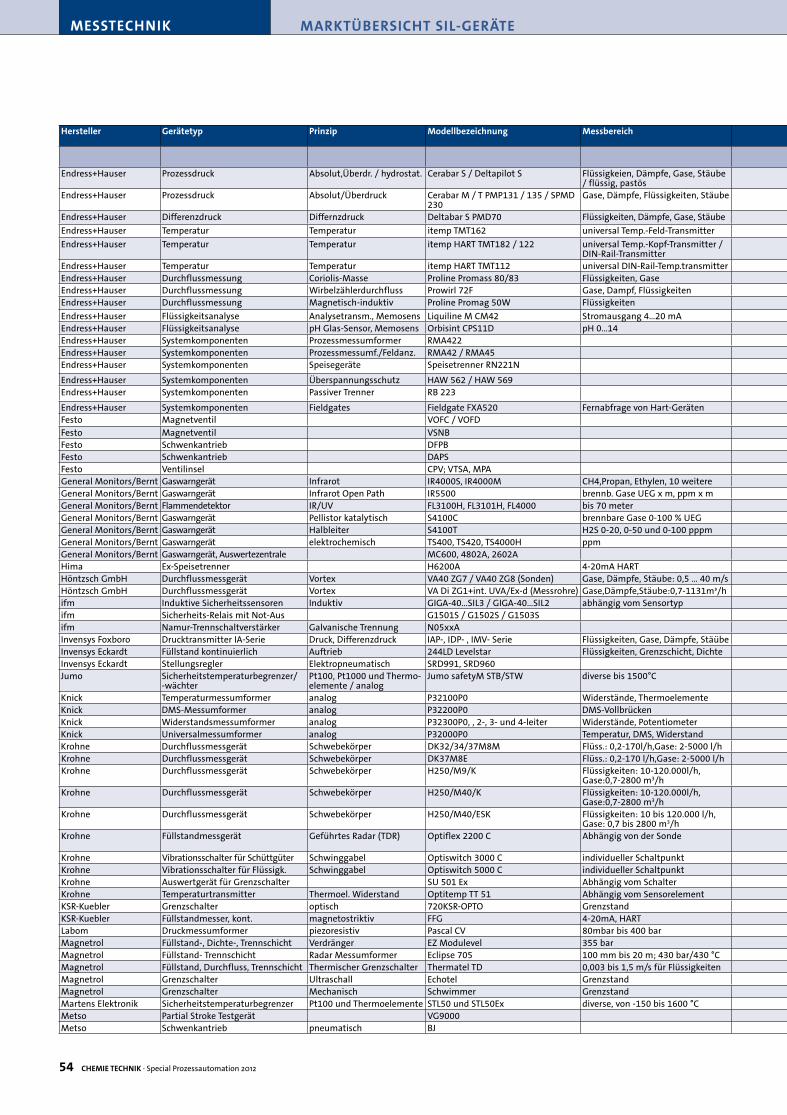
Messtechnik
hersteller Gerätetyp Prinzip Modellbezeichnung Messbereich einkanalig (1oo1) bis
Zweikanalig (1oo2) bis
siL-Zertifikat Bewertung des siL Zertifikats nach Angaben zum explosionsschutz
ausschließlich nach IEC 61508
unter Zuhilfenahme von IEC 61511
Low-Demand (Alterung)
High-Demand (Verschleiß)
Endress+Hauser Prozessdruck Absolut,Überdr. / hydrostat. Cerabar S / Deltapilot S Flüssigkeien, Dämpfe, Gase, Stäube / flüssig, pastös
SIL 3 x x ja, ohne nährere Spezifikation
Endress+Hauser Prozessdruck Absolut/Überdruck Cerabar M / T PMP131 / 135 / SPMD 230
Gase, Dämpfe, Flüssigkeiten, Stäube SIL 2 x x x ja, ohne nährere Spezifikation
Endress+Hauser Differenzdruck Differnzdruck Deltabar S PMD70 Flüssigkeiten, Dämpfe, Gase, Stäube SIL 3 x x ja, ohne nährere SpezifikationEndress+Hauser Temperatur Temperatur itemp TMT162 universal Temp.-Feld-Transmitter SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Temperatur Temperatur itemp HART TMT182 / 122 universal Temp.-Kopf-Transmitter /
DIN-Rail-TransmitterSIL 2 x x ja, ohne nährere Spezifikation
Endress+Hauser Temperatur Temperatur itemp HART TMT112 universal DIN-Rail-Temp.transmitter SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Durchflussmessung Coriolis-Masse Proline Promass 80/83 Flüssigkeiten, Gase SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Durchflussmessung Wirbelzählerdurchfluss Prowirl 72F Gase, Dampf, Flüssigkeiten SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Durchflussmessung Magnetisch-induktiv Proline Promag 50W Flüssigkeiten SIL 2 x x ja, ohne nährere SpezifikationEndress+Hauser Flüssigkeitsanalyse Analysetransm., Memosens Liquiline M CM42 Stromausgang 4…20 mA SIL 2 x x Ex ia, Zone 1Endress+Hauser Flüssigkeitsanalyse pH Glas-Sensor, Memosens Orbisint CPS11D pH 0…14 SIL 2 x x Ex ia, Zone 0Endress+Hauser Systemkomponenten Prozessmessumformer RMA422 SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Systemkomponenten Prozessmessumf./Feldanz. RMA42 / RMA45 SIL 2 x x ja, ohne nährere SpezifikationEndress+Hauser Systemkomponenten Speisegeräte Speisetrenner RN221N SIL 2 x x x ja, ohne nährere Spezifikation
Endress+Hauser Systemkomponenten Überspannungsschutz HAW 562 / HAW 569 SIL 2 x x ja, ohne nährere SpezifikationEndress+Hauser Systemkomponenten Passiver Trenner RB 223 SIL 2 x x x ja, ohne nährere Spezifikation
Endress+Hauser Systemkomponenten Fieldgates Fieldgate FXA520 Fernabfrage von Hart-Geräten SIL 2 x x x ja, ohne nährere SpezifikationFesto Magnetventil VOFC / VOFD SIL 2 x x x Ex emb; Ex ia; Ex d, Zone 1Festo Magnetventil VSNB SIL 2 x xFesto Schwenkantrieb DFPB SIL 2 x x x ExIIGDc, Zone1Festo Schwenkantrieb DAPS SIL 2 x xFesto Ventilinsel CPV; VTSA, MPA SIL 2 x x Ex ia, Zone 1 (CPV), Zone 2General Monitors/Bernt Gaswarngerät Infrarot IR4000S, IR4000M CH4,Propan, Ethylen, 10 weitere SIL 2 x x Ex-d, Zone 1General Monitors/Bernt Gaswarngerät Infrarot Open Path IR5500 brennb. Gase UEG x m, ppm x m SIL 3 x x Ex-d, Zone 1General Monitors/Bernt Flammendetektor IR/UV FL3100H, FL3101H, FL4000 bis 70 meter SIL 3 x x Ex-d, Zone 1General Monitors/Bernt Gaswarngerät Pellistor katalytisch S4100C brennbare Gase 0-100 % UEG SIL 3 x x Ex-dem, Zone 1General Monitors/Bernt Gaswarngerät Halbleiter S4100T H2S 0-20, 0-50 und 0-100 pppm SIL 3 x x Ex-dem, Zone 1General Monitors/Bernt Gaswarngerät elektrochemisch TS400, TS420, TS4000H ppm SIL 2 x x Ex-i, Zone 1General Monitors/Bernt Gaswarngerät, Auswertezentrale MC600, 4802A, 2602A SIL 2 x xHima Ex-Speisetrenner H6200A 4-20mA HART SIL 3 x x x ATEX Zone 2 II 3 G Ex nA IIT4Höntzsch GmbH Durchflussmessgerät Vortex VA40 ZG7 / VA40 ZG8 (Sonden) Gase, Dämpfe, Stäube: 0,5 … 40 m/s SIL 2 x x ZG7: Zone 2,22/ZG8: Zone 0,20Höntzsch GmbH Durchflussmessgerät Vortex VA Di ZG1+int. UVA/Ex-d (Messrohre) Gase,Dämpfe,Stäube:0,7-1131m³/h SIL 2 x x Zone 2, 22 / Zone 0, 20ifm Induktive Sicherheitssensoren Induktiv GIGA-40…SIL3 / GIGA-40…SIL2 abhängig vom Sensortyp SIL 3 / SIL 2 x x xifm Sicherheits-Relais mit Not-Aus G1501S / G1502S / G1503S SIL 3 xifm Namur-Trennschaltverstärker Galvanische Trennung N05xxA SIL 2 xInvensys Foxboro Drucktransmitter IA-Serie Druck, Differenzdruck IAP-, IDP- , IMV- Serie Flüssigkeiten, Gase, Dämpfe, Stäübe SIL2 X X Ex,. ExdInvensys Eckardt Füllstand kontinuierlich Auftrieb 244LD Levelstar Flüssigkeiten, Grenzschicht, Dichte SIL2 X X X X Exi, ExdInvensys Eckardt Stellungsregler Elektropneumatisch SRD991, SRD960 SIL3 X X X Exi, ExdJumo Sicherheitstemperaturbegrenzer/
-wächterPt100, Pt1000 und Thermo-elemente / analog
Jumo safetyM STB/STW diverse bis 1500°C SIL 2 SIL 3 x x x Ex in Vorbereitung
Knick Temperaturmessumformer analog P32100P0 Widerstände, Thermoelemente SIL 2 xKnick DMS-Messumformer analog P32200P0 DMS-Vollbrücken SIL 2 xKnick Widerstandsmessumformer analog P32300P0, , 2-, 3- und 4-leiter Widerstände, Potentiometer SIL 2 xKnick Universalmessumformer analog P32000P0 Temperatur, DMS, Widerstand SIL 2 xKrohne Durchflussmessgerät Schwebekörper DK32/34/37M8M Flüss.: 0,2-170l/h,Gase: 2-5000 l/h SIL 2 x x II2G Ex-iKrohne Durchflussmessgerät Schwebekörper DK37M8E Flüss.: 0,2-170 l/h,Gase: 2-5000 l/h SIL 1 x x II2G Ex-iKrohne Durchflussmessgerät Schwebekörper H250/M9/K Flüssigkeiten: 10-120.000l/h,
Gase:0,7-2800 m3/hSIL 2 x x II2G Ex-i, II3G Ex-nA, II3D Ex-tD
Krohne Durchflussmessgerät Schwebekörper H250/M40/K Flüssigkeiten: 10-120.000l/h, Gase:0,7-2800 m3/h
SIL 2 x x II2G Ex-i/Ex-d, II3G Ex-nA, II2D Ex-tD, II3D Ex-tD
Krohne Durchflussmessgerät Schwebekörper H250/M40/ESK Flüssigkeiten: 10 bis 120.000 l/h, Gase: 0,7 bis 2800 m3/h
SIL 1 x x II2G Ex-i/Ex-d, II3G Ex-nA, II2D Ex-tD, II3D Ex-tD
Krohne Füllstandmessgerät Geführtes Radar (TDR) Optiflex 2200 C Abhängig von der Sonde SIL 2 x x x x II 1/2G Ex ia/Ex d[ia], II 1/2D Ex iaD/Ex tD[iaD]
Krohne Vibrationsschalter für Schüttgüter Schwinggabel Optiswitch 3000 C individueller Schaltpunkt SIL2 SIL 3 x x x Ex-i, Ex-dKrohne Vibrationsschalter für Flüssigk. Schwinggabel Optiswitch 5000 C individueller Schaltpunkt SIL2 SIL 3 x x x Ex-i, Ex-dKrohne Auswertgerät für Grenzschalter SU 501 Ex Abhängig vom Schalter SIL2 x x x Ex-iKrohne Temperaturtransmitter Thermoel. Widerstand Optitemp TT 51 Abhängig vom Sensorelement SIL 2 Ex ia, Ex nLKSR-Kuebler Grenzschalter optisch 720KSR-OPTO Grenzstand SIL1 x x Ex-i, Zone 0KSR-Kuebler Füllstandmesser, kont. magnetostriktiv FFG 4-20mA, HART SIL2 x x Ex-i, Zone 0Labom Druckmessumformer piezoresistiv Pascal CV 80mbar bis 400 bar SIL 2 x "Zündschutzart"Magnetrol Füllstand-, Dichte-, Trennschicht Verdränger EZ Modulevel 355 bar SIL 2 x Ex-i,Ex d Magnetrol Füllstand- Trennschicht Radar Messumformer Eclipse 705 100 mm bis 20 m; 430 bar/430 °C SIL 2 x Ex-i Ex d Magnetrol Füllstand, Durchfluss, Trennschicht Thermischer Grenzschalter Thermatel TD 0,003 bis 1,5 m/s für Flüssigkeiten SIL 2 x Ex-i,Ex dMagnetrol Grenzschalter Ultraschall Echotel Grenzstand SIL 2 x Ex-i Ex dMagnetrol Grenzschalter Mechanisch Schwimmer Grenzstand SIL 2 x Ex i Ex d Martens Elektronik Sicherheitstemperaturbegrenzer Pt100 und Thermoelemente STL50 und STL50Ex diverse, von -150 bis 1600 °C SIL 2 X x x ATEX II (1) GD [Ex ia] IIC/IIBMetso Partial Stroke Testgerät VG9000 SIL 3 x x Exia, Ex dMetso Schwenkantrieb pneumatisch BJ Betriebsbewährung x
MArktüBersicht siL-Geräte
cheMie technik · Special Prozessautomation 201254
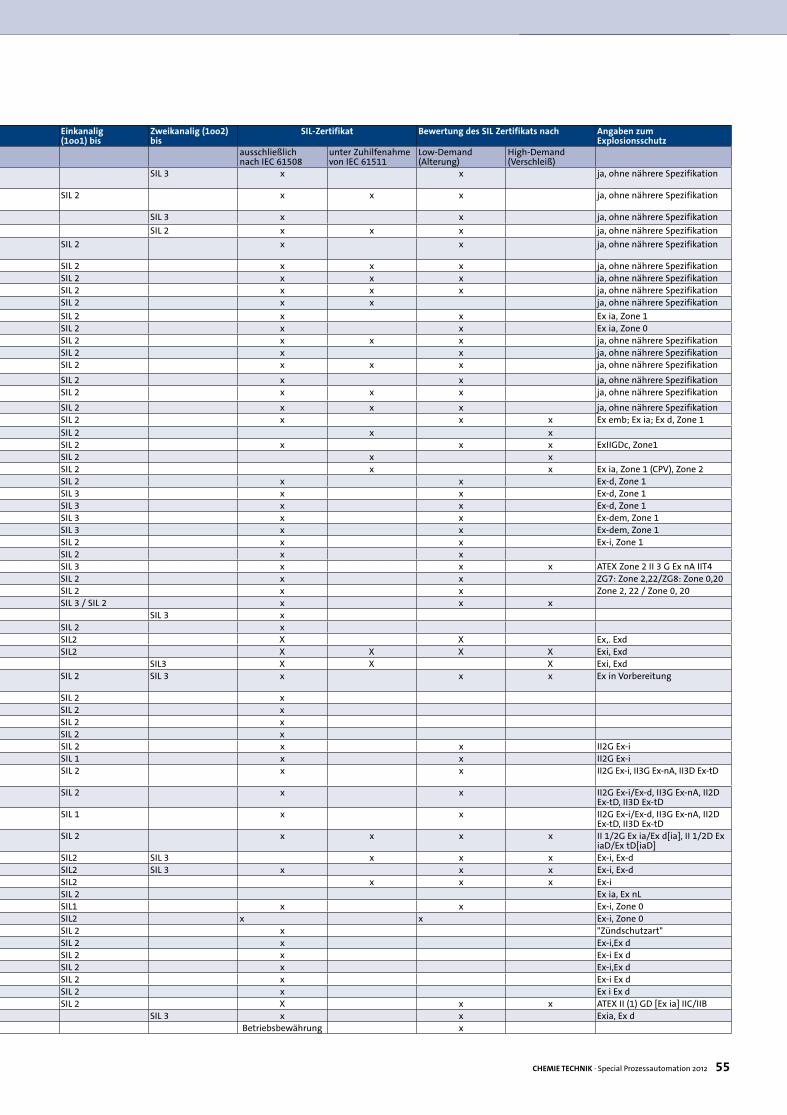
hersteller Gerätetyp Prinzip Modellbezeichnung Messbereich einkanalig (1oo1) bis
Zweikanalig (1oo2) bis
siL-Zertifikat Bewertung des siL Zertifikats nach Angaben zum explosionsschutz
ausschließlich nach IEC 61508
unter Zuhilfenahme von IEC 61511
Low-Demand (Alterung)
High-Demand (Verschleiß)
Endress+Hauser Prozessdruck Absolut,Überdr. / hydrostat. Cerabar S / Deltapilot S Flüssigkeien, Dämpfe, Gase, Stäube / flüssig, pastös
SIL 3 x x ja, ohne nährere Spezifikation
Endress+Hauser Prozessdruck Absolut/Überdruck Cerabar M / T PMP131 / 135 / SPMD 230
Gase, Dämpfe, Flüssigkeiten, Stäube SIL 2 x x x ja, ohne nährere Spezifikation
Endress+Hauser Differenzdruck Differnzdruck Deltabar S PMD70 Flüssigkeiten, Dämpfe, Gase, Stäube SIL 3 x x ja, ohne nährere SpezifikationEndress+Hauser Temperatur Temperatur itemp TMT162 universal Temp.-Feld-Transmitter SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Temperatur Temperatur itemp HART TMT182 / 122 universal Temp.-Kopf-Transmitter /
DIN-Rail-TransmitterSIL 2 x x ja, ohne nährere Spezifikation
Endress+Hauser Temperatur Temperatur itemp HART TMT112 universal DIN-Rail-Temp.transmitter SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Durchflussmessung Coriolis-Masse Proline Promass 80/83 Flüssigkeiten, Gase SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Durchflussmessung Wirbelzählerdurchfluss Prowirl 72F Gase, Dampf, Flüssigkeiten SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Durchflussmessung Magnetisch-induktiv Proline Promag 50W Flüssigkeiten SIL 2 x x ja, ohne nährere SpezifikationEndress+Hauser Flüssigkeitsanalyse Analysetransm., Memosens Liquiline M CM42 Stromausgang 4…20 mA SIL 2 x x Ex ia, Zone 1Endress+Hauser Flüssigkeitsanalyse pH Glas-Sensor, Memosens Orbisint CPS11D pH 0…14 SIL 2 x x Ex ia, Zone 0Endress+Hauser Systemkomponenten Prozessmessumformer RMA422 SIL 2 x x x ja, ohne nährere SpezifikationEndress+Hauser Systemkomponenten Prozessmessumf./Feldanz. RMA42 / RMA45 SIL 2 x x ja, ohne nährere SpezifikationEndress+Hauser Systemkomponenten Speisegeräte Speisetrenner RN221N SIL 2 x x x ja, ohne nährere Spezifikation
Endress+Hauser Systemkomponenten Überspannungsschutz HAW 562 / HAW 569 SIL 2 x x ja, ohne nährere SpezifikationEndress+Hauser Systemkomponenten Passiver Trenner RB 223 SIL 2 x x x ja, ohne nährere Spezifikation
Endress+Hauser Systemkomponenten Fieldgates Fieldgate FXA520 Fernabfrage von Hart-Geräten SIL 2 x x x ja, ohne nährere SpezifikationFesto Magnetventil VOFC / VOFD SIL 2 x x x Ex emb; Ex ia; Ex d, Zone 1Festo Magnetventil VSNB SIL 2 x xFesto Schwenkantrieb DFPB SIL 2 x x x ExIIGDc, Zone1Festo Schwenkantrieb DAPS SIL 2 x xFesto Ventilinsel CPV; VTSA, MPA SIL 2 x x Ex ia, Zone 1 (CPV), Zone 2General Monitors/Bernt Gaswarngerät Infrarot IR4000S, IR4000M CH4,Propan, Ethylen, 10 weitere SIL 2 x x Ex-d, Zone 1General Monitors/Bernt Gaswarngerät Infrarot Open Path IR5500 brennb. Gase UEG x m, ppm x m SIL 3 x x Ex-d, Zone 1General Monitors/Bernt Flammendetektor IR/UV FL3100H, FL3101H, FL4000 bis 70 meter SIL 3 x x Ex-d, Zone 1General Monitors/Bernt Gaswarngerät Pellistor katalytisch S4100C brennbare Gase 0-100 % UEG SIL 3 x x Ex-dem, Zone 1General Monitors/Bernt Gaswarngerät Halbleiter S4100T H2S 0-20, 0-50 und 0-100 pppm SIL 3 x x Ex-dem, Zone 1General Monitors/Bernt Gaswarngerät elektrochemisch TS400, TS420, TS4000H ppm SIL 2 x x Ex-i, Zone 1General Monitors/Bernt Gaswarngerät, Auswertezentrale MC600, 4802A, 2602A SIL 2 x xHima Ex-Speisetrenner H6200A 4-20mA HART SIL 3 x x x ATEX Zone 2 II 3 G Ex nA IIT4Höntzsch GmbH Durchflussmessgerät Vortex VA40 ZG7 / VA40 ZG8 (Sonden) Gase, Dämpfe, Stäube: 0,5 … 40 m/s SIL 2 x x ZG7: Zone 2,22/ZG8: Zone 0,20Höntzsch GmbH Durchflussmessgerät Vortex VA Di ZG1+int. UVA/Ex-d (Messrohre) Gase,Dämpfe,Stäube:0,7-1131m³/h SIL 2 x x Zone 2, 22 / Zone 0, 20ifm Induktive Sicherheitssensoren Induktiv GIGA-40…SIL3 / GIGA-40…SIL2 abhängig vom Sensortyp SIL 3 / SIL 2 x x xifm Sicherheits-Relais mit Not-Aus G1501S / G1502S / G1503S SIL 3 xifm Namur-Trennschaltverstärker Galvanische Trennung N05xxA SIL 2 xInvensys Foxboro Drucktransmitter IA-Serie Druck, Differenzdruck IAP-, IDP- , IMV- Serie Flüssigkeiten, Gase, Dämpfe, Stäübe SIL2 X X Ex,. ExdInvensys Eckardt Füllstand kontinuierlich Auftrieb 244LD Levelstar Flüssigkeiten, Grenzschicht, Dichte SIL2 X X X X Exi, ExdInvensys Eckardt Stellungsregler Elektropneumatisch SRD991, SRD960 SIL3 X X X Exi, ExdJumo Sicherheitstemperaturbegrenzer/
-wächterPt100, Pt1000 und Thermo-elemente / analog
Jumo safetyM STB/STW diverse bis 1500°C SIL 2 SIL 3 x x x Ex in Vorbereitung
Knick Temperaturmessumformer analog P32100P0 Widerstände, Thermoelemente SIL 2 xKnick DMS-Messumformer analog P32200P0 DMS-Vollbrücken SIL 2 xKnick Widerstandsmessumformer analog P32300P0, , 2-, 3- und 4-leiter Widerstände, Potentiometer SIL 2 xKnick Universalmessumformer analog P32000P0 Temperatur, DMS, Widerstand SIL 2 xKrohne Durchflussmessgerät Schwebekörper DK32/34/37M8M Flüss.: 0,2-170l/h,Gase: 2-5000 l/h SIL 2 x x II2G Ex-iKrohne Durchflussmessgerät Schwebekörper DK37M8E Flüss.: 0,2-170 l/h,Gase: 2-5000 l/h SIL 1 x x II2G Ex-iKrohne Durchflussmessgerät Schwebekörper H250/M9/K Flüssigkeiten: 10-120.000l/h,
Gase:0,7-2800 m3/hSIL 2 x x II2G Ex-i, II3G Ex-nA, II3D Ex-tD
Krohne Durchflussmessgerät Schwebekörper H250/M40/K Flüssigkeiten: 10-120.000l/h, Gase:0,7-2800 m3/h
SIL 2 x x II2G Ex-i/Ex-d, II3G Ex-nA, II2D Ex-tD, II3D Ex-tD
Krohne Durchflussmessgerät Schwebekörper H250/M40/ESK Flüssigkeiten: 10 bis 120.000 l/h, Gase: 0,7 bis 2800 m3/h
SIL 1 x x II2G Ex-i/Ex-d, II3G Ex-nA, II2D Ex-tD, II3D Ex-tD
Krohne Füllstandmessgerät Geführtes Radar (TDR) Optiflex 2200 C Abhängig von der Sonde SIL 2 x x x x II 1/2G Ex ia/Ex d[ia], II 1/2D Ex iaD/Ex tD[iaD]
Krohne Vibrationsschalter für Schüttgüter Schwinggabel Optiswitch 3000 C individueller Schaltpunkt SIL2 SIL 3 x x x Ex-i, Ex-dKrohne Vibrationsschalter für Flüssigk. Schwinggabel Optiswitch 5000 C individueller Schaltpunkt SIL2 SIL 3 x x x Ex-i, Ex-dKrohne Auswertgerät für Grenzschalter SU 501 Ex Abhängig vom Schalter SIL2 x x x Ex-iKrohne Temperaturtransmitter Thermoel. Widerstand Optitemp TT 51 Abhängig vom Sensorelement SIL 2 Ex ia, Ex nLKSR-Kuebler Grenzschalter optisch 720KSR-OPTO Grenzstand SIL1 x x Ex-i, Zone 0KSR-Kuebler Füllstandmesser, kont. magnetostriktiv FFG 4-20mA, HART SIL2 x x Ex-i, Zone 0Labom Druckmessumformer piezoresistiv Pascal CV 80mbar bis 400 bar SIL 2 x "Zündschutzart"Magnetrol Füllstand-, Dichte-, Trennschicht Verdränger EZ Modulevel 355 bar SIL 2 x Ex-i,Ex d Magnetrol Füllstand- Trennschicht Radar Messumformer Eclipse 705 100 mm bis 20 m; 430 bar/430 °C SIL 2 x Ex-i Ex d Magnetrol Füllstand, Durchfluss, Trennschicht Thermischer Grenzschalter Thermatel TD 0,003 bis 1,5 m/s für Flüssigkeiten SIL 2 x Ex-i,Ex dMagnetrol Grenzschalter Ultraschall Echotel Grenzstand SIL 2 x Ex-i Ex dMagnetrol Grenzschalter Mechanisch Schwimmer Grenzstand SIL 2 x Ex i Ex d Martens Elektronik Sicherheitstemperaturbegrenzer Pt100 und Thermoelemente STL50 und STL50Ex diverse, von -150 bis 1600 °C SIL 2 X x x ATEX II (1) GD [Ex ia] IIC/IIBMetso Partial Stroke Testgerät VG9000 SIL 3 x x Exia, Ex dMetso Schwenkantrieb pneumatisch BJ Betriebsbewährung x
55cheMie technik · Special Prozessautomation 2012
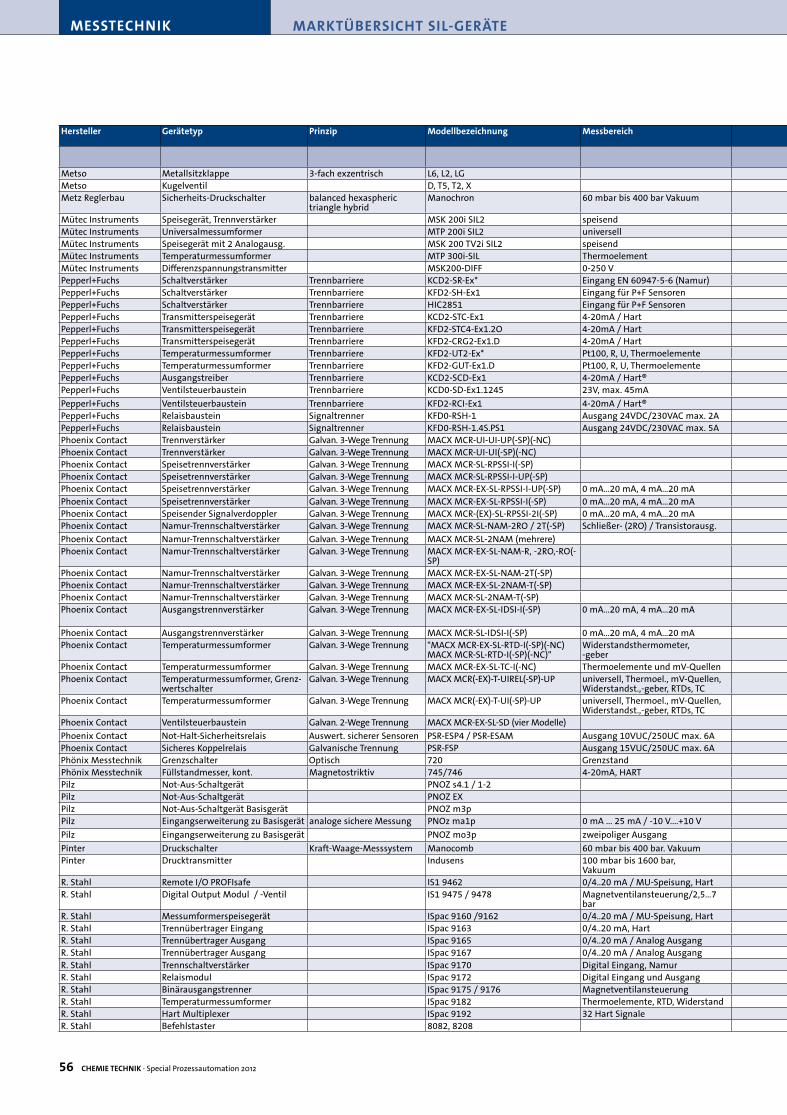
Messtechnik
hersteller Gerätetyp Prinzip Modellbezeichnung Messbereich einkanalig (1oo1) bis
Zweikanalig (1oo2) bis
siL-Zertifikat Bewertung des siL Zertifikats nach Angaben zum explosionsschutz
ausschließlich nach IEC 61508
unter Zuhilfenahme von IEC 61511
Low-Demand (Alterung)
High-Demand (Verschleiß)
Metso Metallsitzklappe 3-fach exzentrisch L6, L2, LG BetriebsbewährungMetso Kugelventil D, T5, T2, X BetriebsbewährungMetz Reglerbau Sicherheits-Druckschalter balanced hexaspheric
triangle hybrid Manochron 60 mbar bis 400 bar Vakuum SIL 2 Ex i, Ex d, pneumatisch
Mütec Instruments Speisegerät, Trennverstärker MSK 200i SIL2 speisend SIL 2 x x Ex-i, Zone 0Mütec Instruments Universalmessumformer MTP 200i SIL2 universell SIL 2 x x Ex-i, Zone 0Mütec Instruments Speisegerät mit 2 Analogausg. MSK 200 TV2i SIL2 speisend SIL 2 x x Ex-i, Zone 0Mütec Instruments Temperaturmessumformer MTP 300i-SIL Thermoelement SIL 2 x x Ex-i, Zone 0Mütec Instruments Differenzspannungstransmitter MSK200-DIFF 0-250 V SIL 2 x xPepperl+Fuchs Schaltverstärker Trennbarriere KCD2-SR-Ex* Eingang EN 60947-5-6 (Namur) SIL2 x x Ex-i, Zone 0Pepperl+Fuchs Schaltverstärker Trennbarriere KFD2-SH-Ex1 Eingang für P+F Sensoren x x Ex-i, Zone 1Pepperl+Fuchs Schaltverstärker Trennbarriere HIC2851 Eingang für P+F Sensoren x x Ex-i, Zone 0Pepperl+Fuchs Transmitterspeisegerät Trennbarriere KCD2-STC-Ex1 4-20mA / Hart SIL2 x x Ex-i, Zone 0Pepperl+Fuchs Transmitterspeisegerät Trennbarriere KFD2-STC4-Ex1.2O 4-20mA / Hart SIL2 SIL 3 x x Ex-i, Zone 0Pepperl+Fuchs Transmitterspeisegerät Trennbarriere KFD2-CRG2-Ex1.D 4-20mA / Hart SIL2 x x Ex-i, Zone 0Pepperl+Fuchs Temperaturmessumformer Trennbarriere KFD2-UT2-Ex* Pt100, R, U, Thermoelemente SIL2 x x Ex-i, Zone 0Pepperl+Fuchs Temperaturmessumformer Trennbarriere KFD2-GUT-Ex1.D Pt100, R, U, Thermoelemente SIL2 x x Ex-i, Zone 0Pepperl+Fuchs Ausgangstreiber Trennbarriere KCD2-SCD-Ex1 4-20mA / Hart® SIL2 x x Ex-i, Zone 0Pepperl+Fuchs Ventilsteuerbaustein Trennbarriere KCD0-SD-Ex1.1245 23V, max. 45mA x x Ex-i, Zone 0Pepperl+Fuchs Ventilsteuerbaustein Trennbarriere KFD2-RCI-Ex1 4-20mA / Hart® x x Ex-i, Zone 0Pepperl+Fuchs Relaisbaustein Signaltrenner KFD0-RSH-1 Ausgang 24VDC/230VAC max. 2A x x keinPepperl+Fuchs Relaisbaustein Signaltrenner KFD0-RSH-1.4S.PS1 Ausgang 24VDC/230VAC max. 5A x x keinPhoenix Contact Trennverstärker Galvan. 3-Wege Trennung MACX MCR-UI-UI-UP(-SP)(-NC) SIL 2 x x Ex-nPhoenix Contact Trennverstärker Galvan. 3-Wege Trennung MACX MCR-UI-UI(-SP)(-NC) SIL 2 x x En-nPhoenix Contact Speisetrennverstärker Galvan. 3-Wege Trennung MACX MCR-SL-RPSSI-I(-SP) SIL 2 x x Ex-nPhoenix Contact Speisetrennverstärker Galvan. 3-Wege Trennung MACX MCR-SL-RPSSI-I-UP(-SP) SIL 2 x x Ex-nPhoenix Contact Speisetrennverstärker Galvan. 3-Wege Trennung MACX MCR-EX-SL-RPSSI-I-UP(-SP) 0 mA…20 mA, 4 mA…20 mA SIL 2 x x Ex-i, Ex-n, Phoenix Contact Speisetrennverstärker Galvan. 3-Wege Trennung MACX MCR-EX-SL-RPSSI-I(-SP) 0 mA…20 mA, 4 mA…20 mA SIL 2 x x Ex-i, Ex-n, Phoenix Contact Speisender Signalverdoppler Galvan. 3-Wege Trennung MACX MCR-(EX)-SL-RPSSI-2I(-SP) 0 mA…20 mA, 4 mA…20 mA SIL 2 x x Ex-i (Vers. -EX), Ex-n Phoenix Contact Namur-Trennschaltverstärker Galvan. 3-Wege Trennung MACX MCR-SL-NAM-2RO / 2T(-SP) Schließer- (2RO) / Transistorausg. SIL 2 x x Ex-nPhoenix Contact Namur-Trennschaltverstärker Galvan. 3-Wege Trennung MACX MCR-SL-2NAM (mehrere) SIL 2 x x Ex-nPhoenix Contact Namur-Trennschaltverstärker Galvan. 3-Wege Trennung MACX MCR-EX-SL-NAM-R, -2RO,-RO(-
SP)SIL 2 x x Ex-i, Ex-n
Phoenix Contact Namur-Trennschaltverstärker Galvan. 3-Wege Trennung MACX MCR-EX-SL-NAM-2T(-SP) SIL 2 x x Ex-i, Ex-nPhoenix Contact Namur-Trennschaltverstärker Galvan. 3-Wege Trennung MACX MCR-EX-SL-2NAM-T(-SP) SIL 2 x x Ex-i, Ex-nPhoenix Contact Namur-Trennschaltverstärker Galvan. 3-Wege Trennung MACX MCR-SL-2NAM-T(-SP) SIL 2 x x Ex-nPhoenix Contact Ausgangstrennverstärker Galvan. 3-Wege Trennung MACX MCR-EX-SL-IDSI-I(-SP) 0 mA…20 mA, 4 mA…20 mA SIL 2 x x Ex-i, Ex-n
Phoenix Contact Ausgangstrennverstärker Galvan. 3-Wege Trennung MACX MCR-SL-IDSI-I(-SP) 0 mA…20 mA, 4 mA…20 mA SIL 2 x x Ex-nPhoenix Contact Temperaturmessumformer Galvan. 3-Wege Trennung "MACX MCR-EX-SL-RTD-I(-SP)(-NC)
MACX MCR-SL-RTD-I(-SP)(-NC)"Widerstandsthermometer, -geber
SIL 2 x x Ex-i, Ex-n
Phoenix Contact Temperaturmessumformer Galvan. 3-Wege Trennung MACX MCR-EX-SL-TC-I(-NC) Thermoelemente und mV-Quellen SIL 2 x x Ex-i, Ex-nPhoenix Contact Temperaturmessumformer, Grenz-
wertschalter Galvan. 3-Wege Trennung MACX MCR(-EX)-T-UIREL(-SP)-UP universell, Thermoel., mV-Quellen,
Widerstandst.,-geber, RTDs, TCSIL 2 x x Ex-i (Vers. -EX), Ex-n
Phoenix Contact Temperaturmessumformer Galvan. 3-Wege Trennung MACX MCR(-EX)-T-UI(-SP)-UP universell, Thermoel., mV-Quellen, Widerstandst.,-geber, RTDs, TC
SIL2 x x Ex-i (Vers. -EX), Ex-n
Phoenix Contact Ventilsteuerbaustein Galvan. 2-Wege Trennung MACX MCR-EX-SL-SD (vier Modelle) SIL 2 x x Ex-i, Ex-nPhoenix Contact Not-Halt-Sicherheitsrelais Auswert. sicherer Sensoren PSR-ESP4 / PSR-ESAM Ausgang 10VUC/250UC max. 6A SIL 3 x x xPhoenix Contact Sicheres Koppelrelais Galvanische Trennung PSR-FSP Ausgang 15VUC/250UC max. 6A SIL 3 x x xPhönix Messtechnik Grenzschalter Optisch 720 Grenzstand SIL1 x x Ex-i, Zone 0Phönix Messtechnik Füllstandmesser, kont. Magnetostriktiv 745/746 4-20mA, HART SIL2 x x Ex-i, Zone 0Pilz Not-Aus-Schaltgerät PNOZ s4.1 / 1-2 SIL 3 x xPilz Not-Aus-Schaltgerät PNOZ EX SIL 3 x x Ex-iPilz Not-Aus-Schaltgerät Basisgerät PNOZ m3p SIL2 SIL 3 x x x Nicht- Ex iPilz Eingangserweiterung zu Basisgerät analoge sichere Messung PNOz ma1p 0 mA ... 25 mA / -10 V....+10 V SIL 3 x x x Nicht- Ex iPilz Eingangserweiterung zu Basisgerät PNOZ mo3p zweipoliger Ausgang SIL 3 x x x Nicht- Ex iPinter Druckschalter Kraft-Waage-Messsystem Manocomb 60 mbar bis 400 bar. Vakuum SIL 3 EExi, EExd, pneumatischPinter Drucktransmitter Indusens 100 mbar bis 1600 bar,
VakuumSIL 2 EExi
R. Stahl Remote I/O PROFIsafe IS1 9462 0/4..20 mA / MU-Speisung, Hart SIL 2 x Ex iR. Stahl Digital Output Modul / -Ventil IS1 9475 / 9478 Magnetventilansteuerung/2,5…7
barSIL 2 x Ex i
R. Stahl Messumformerspeisegerät ISpac 9160 /9162 0/4..20 mA / MU-Speisung, Hart SIL 2 x x Ex i, Nicht- Ex iR. Stahl Trennübertrager Eingang ISpac 9163 0/4..20 mA, Hart SIL 2 x x Ex i, Nicht- Ex iR. Stahl Trennübertrager Ausgang ISpac 9165 0/4..20 mA / Analog Ausgang SIL 2 x x Ex i, Nicht- Ex iR. Stahl Trennübertrager Ausgang ISpac 9167 0/4..20 mA / Analog Ausgang SIL 3 x x Ex i, Nicht- Ex iR. Stahl Trennschaltverstärker ISpac 9170 Digital Eingang, Namur SIL 3 x x Ex iR. Stahl Relaismodul ISpac 9172 Digital Eingang und Ausgang SIL 2 x x Ex i, Nicht- Ex iR. Stahl Binärausgangstrenner ISpac 9175 / 9176 Magnetventilansteuerung SIL 3 x x Ex i, Nicht- Ex iR. Stahl Temperaturmessumformer ISpac 9182 Thermoelemente, RTD, Widerstand SIL 2 x x Ex i, Nicht- Ex iR. Stahl Hart Multiplexer ISpac 9192 32 Hart Signale SIL 3 x x Ex nR. Stahl Befehlstaster 8082, 8208 SIL2 x x Ex de
MArktüBersicht siL-Geräte
cheMie technik · Special Prozessautomation 201256
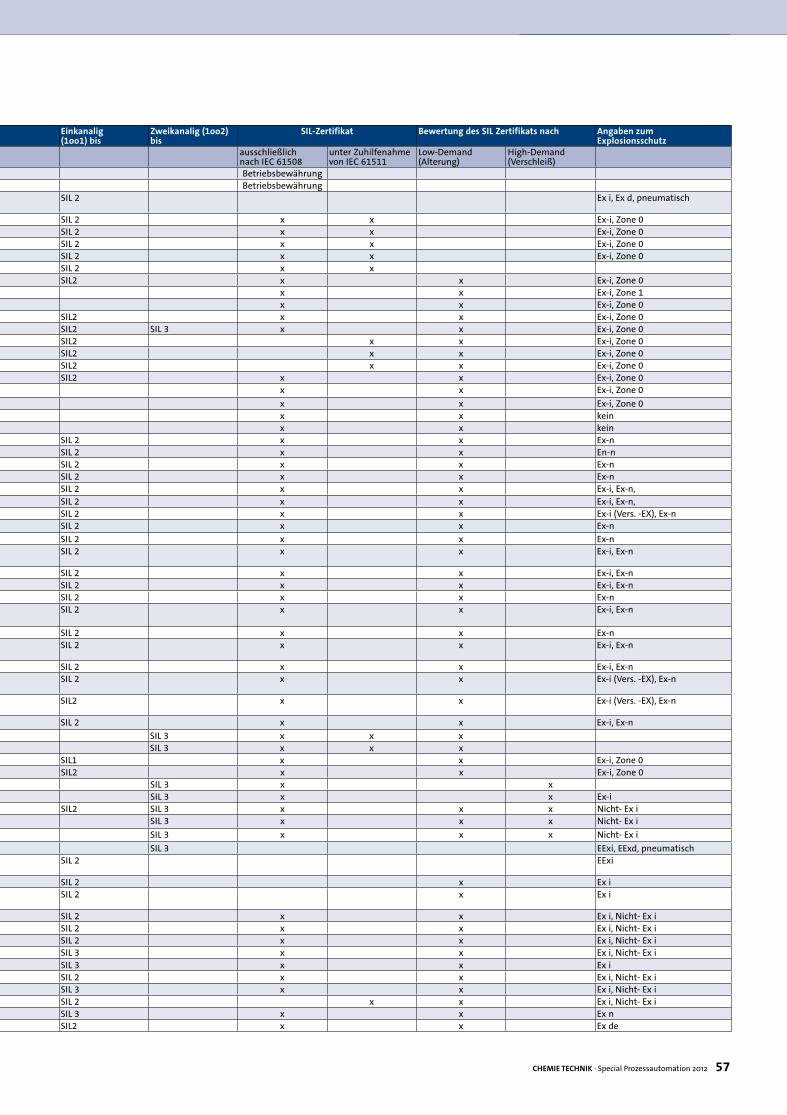
hersteller Gerätetyp Prinzip Modellbezeichnung Messbereich einkanalig (1oo1) bis
Zweikanalig (1oo2) bis
siL-Zertifikat Bewertung des siL Zertifikats nach Angaben zum explosionsschutz
ausschließlich nach IEC 61508
unter Zuhilfenahme von IEC 61511
Low-Demand (Alterung)
High-Demand (Verschleiß)
Metso Metallsitzklappe 3-fach exzentrisch L6, L2, LG BetriebsbewährungMetso Kugelventil D, T5, T2, X BetriebsbewährungMetz Reglerbau Sicherheits-Druckschalter balanced hexaspheric
triangle hybrid Manochron 60 mbar bis 400 bar Vakuum SIL 2 Ex i, Ex d, pneumatisch
Mütec Instruments Speisegerät, Trennverstärker MSK 200i SIL2 speisend SIL 2 x x Ex-i, Zone 0Mütec Instruments Universalmessumformer MTP 200i SIL2 universell SIL 2 x x Ex-i, Zone 0Mütec Instruments Speisegerät mit 2 Analogausg. MSK 200 TV2i SIL2 speisend SIL 2 x x Ex-i, Zone 0Mütec Instruments Temperaturmessumformer MTP 300i-SIL Thermoelement SIL 2 x x Ex-i, Zone 0Mütec Instruments Differenzspannungstransmitter MSK200-DIFF 0-250 V SIL 2 x xPepperl+Fuchs Schaltverstärker Trennbarriere KCD2-SR-Ex* Eingang EN 60947-5-6 (Namur) SIL2 x x Ex-i, Zone 0Pepperl+Fuchs Schaltverstärker Trennbarriere KFD2-SH-Ex1 Eingang für P+F Sensoren x x Ex-i, Zone 1Pepperl+Fuchs Schaltverstärker Trennbarriere HIC2851 Eingang für P+F Sensoren x x Ex-i, Zone 0Pepperl+Fuchs Transmitterspeisegerät Trennbarriere KCD2-STC-Ex1 4-20mA / Hart SIL2 x x Ex-i, Zone 0Pepperl+Fuchs Transmitterspeisegerät Trennbarriere KFD2-STC4-Ex1.2O 4-20mA / Hart SIL2 SIL 3 x x Ex-i, Zone 0Pepperl+Fuchs Transmitterspeisegerät Trennbarriere KFD2-CRG2-Ex1.D 4-20mA / Hart SIL2 x x Ex-i, Zone 0Pepperl+Fuchs Temperaturmessumformer Trennbarriere KFD2-UT2-Ex* Pt100, R, U, Thermoelemente SIL2 x x Ex-i, Zone 0Pepperl+Fuchs Temperaturmessumformer Trennbarriere KFD2-GUT-Ex1.D Pt100, R, U, Thermoelemente SIL2 x x Ex-i, Zone 0Pepperl+Fuchs Ausgangstreiber Trennbarriere KCD2-SCD-Ex1 4-20mA / Hart® SIL2 x x Ex-i, Zone 0Pepperl+Fuchs Ventilsteuerbaustein Trennbarriere KCD0-SD-Ex1.1245 23V, max. 45mA x x Ex-i, Zone 0Pepperl+Fuchs Ventilsteuerbaustein Trennbarriere KFD2-RCI-Ex1 4-20mA / Hart® x x Ex-i, Zone 0Pepperl+Fuchs Relaisbaustein Signaltrenner KFD0-RSH-1 Ausgang 24VDC/230VAC max. 2A x x keinPepperl+Fuchs Relaisbaustein Signaltrenner KFD0-RSH-1.4S.PS1 Ausgang 24VDC/230VAC max. 5A x x keinPhoenix Contact Trennverstärker Galvan. 3-Wege Trennung MACX MCR-UI-UI-UP(-SP)(-NC) SIL 2 x x Ex-nPhoenix Contact Trennverstärker Galvan. 3-Wege Trennung MACX MCR-UI-UI(-SP)(-NC) SIL 2 x x En-nPhoenix Contact Speisetrennverstärker Galvan. 3-Wege Trennung MACX MCR-SL-RPSSI-I(-SP) SIL 2 x x Ex-nPhoenix Contact Speisetrennverstärker Galvan. 3-Wege Trennung MACX MCR-SL-RPSSI-I-UP(-SP) SIL 2 x x Ex-nPhoenix Contact Speisetrennverstärker Galvan. 3-Wege Trennung MACX MCR-EX-SL-RPSSI-I-UP(-SP) 0 mA…20 mA, 4 mA…20 mA SIL 2 x x Ex-i, Ex-n, Phoenix Contact Speisetrennverstärker Galvan. 3-Wege Trennung MACX MCR-EX-SL-RPSSI-I(-SP) 0 mA…20 mA, 4 mA…20 mA SIL 2 x x Ex-i, Ex-n, Phoenix Contact Speisender Signalverdoppler Galvan. 3-Wege Trennung MACX MCR-(EX)-SL-RPSSI-2I(-SP) 0 mA…20 mA, 4 mA…20 mA SIL 2 x x Ex-i (Vers. -EX), Ex-n Phoenix Contact Namur-Trennschaltverstärker Galvan. 3-Wege Trennung MACX MCR-SL-NAM-2RO / 2T(-SP) Schließer- (2RO) / Transistorausg. SIL 2 x x Ex-nPhoenix Contact Namur-Trennschaltverstärker Galvan. 3-Wege Trennung MACX MCR-SL-2NAM (mehrere) SIL 2 x x Ex-nPhoenix Contact Namur-Trennschaltverstärker Galvan. 3-Wege Trennung MACX MCR-EX-SL-NAM-R, -2RO,-RO(-
SP)SIL 2 x x Ex-i, Ex-n
Phoenix Contact Namur-Trennschaltverstärker Galvan. 3-Wege Trennung MACX MCR-EX-SL-NAM-2T(-SP) SIL 2 x x Ex-i, Ex-nPhoenix Contact Namur-Trennschaltverstärker Galvan. 3-Wege Trennung MACX MCR-EX-SL-2NAM-T(-SP) SIL 2 x x Ex-i, Ex-nPhoenix Contact Namur-Trennschaltverstärker Galvan. 3-Wege Trennung MACX MCR-SL-2NAM-T(-SP) SIL 2 x x Ex-nPhoenix Contact Ausgangstrennverstärker Galvan. 3-Wege Trennung MACX MCR-EX-SL-IDSI-I(-SP) 0 mA…20 mA, 4 mA…20 mA SIL 2 x x Ex-i, Ex-n
Phoenix Contact Ausgangstrennverstärker Galvan. 3-Wege Trennung MACX MCR-SL-IDSI-I(-SP) 0 mA…20 mA, 4 mA…20 mA SIL 2 x x Ex-nPhoenix Contact Temperaturmessumformer Galvan. 3-Wege Trennung "MACX MCR-EX-SL-RTD-I(-SP)(-NC)
MACX MCR-SL-RTD-I(-SP)(-NC)"Widerstandsthermometer, -geber
SIL 2 x x Ex-i, Ex-n
Phoenix Contact Temperaturmessumformer Galvan. 3-Wege Trennung MACX MCR-EX-SL-TC-I(-NC) Thermoelemente und mV-Quellen SIL 2 x x Ex-i, Ex-nPhoenix Contact Temperaturmessumformer, Grenz-
wertschalter Galvan. 3-Wege Trennung MACX MCR(-EX)-T-UIREL(-SP)-UP universell, Thermoel., mV-Quellen,
Widerstandst.,-geber, RTDs, TCSIL 2 x x Ex-i (Vers. -EX), Ex-n
Phoenix Contact Temperaturmessumformer Galvan. 3-Wege Trennung MACX MCR(-EX)-T-UI(-SP)-UP universell, Thermoel., mV-Quellen, Widerstandst.,-geber, RTDs, TC
SIL2 x x Ex-i (Vers. -EX), Ex-n
Phoenix Contact Ventilsteuerbaustein Galvan. 2-Wege Trennung MACX MCR-EX-SL-SD (vier Modelle) SIL 2 x x Ex-i, Ex-nPhoenix Contact Not-Halt-Sicherheitsrelais Auswert. sicherer Sensoren PSR-ESP4 / PSR-ESAM Ausgang 10VUC/250UC max. 6A SIL 3 x x xPhoenix Contact Sicheres Koppelrelais Galvanische Trennung PSR-FSP Ausgang 15VUC/250UC max. 6A SIL 3 x x xPhönix Messtechnik Grenzschalter Optisch 720 Grenzstand SIL1 x x Ex-i, Zone 0Phönix Messtechnik Füllstandmesser, kont. Magnetostriktiv 745/746 4-20mA, HART SIL2 x x Ex-i, Zone 0Pilz Not-Aus-Schaltgerät PNOZ s4.1 / 1-2 SIL 3 x xPilz Not-Aus-Schaltgerät PNOZ EX SIL 3 x x Ex-iPilz Not-Aus-Schaltgerät Basisgerät PNOZ m3p SIL2 SIL 3 x x x Nicht- Ex iPilz Eingangserweiterung zu Basisgerät analoge sichere Messung PNOz ma1p 0 mA ... 25 mA / -10 V....+10 V SIL 3 x x x Nicht- Ex iPilz Eingangserweiterung zu Basisgerät PNOZ mo3p zweipoliger Ausgang SIL 3 x x x Nicht- Ex iPinter Druckschalter Kraft-Waage-Messsystem Manocomb 60 mbar bis 400 bar. Vakuum SIL 3 EExi, EExd, pneumatischPinter Drucktransmitter Indusens 100 mbar bis 1600 bar,
VakuumSIL 2 EExi
R. Stahl Remote I/O PROFIsafe IS1 9462 0/4..20 mA / MU-Speisung, Hart SIL 2 x Ex iR. Stahl Digital Output Modul / -Ventil IS1 9475 / 9478 Magnetventilansteuerung/2,5…7
barSIL 2 x Ex i
R. Stahl Messumformerspeisegerät ISpac 9160 /9162 0/4..20 mA / MU-Speisung, Hart SIL 2 x x Ex i, Nicht- Ex iR. Stahl Trennübertrager Eingang ISpac 9163 0/4..20 mA, Hart SIL 2 x x Ex i, Nicht- Ex iR. Stahl Trennübertrager Ausgang ISpac 9165 0/4..20 mA / Analog Ausgang SIL 2 x x Ex i, Nicht- Ex iR. Stahl Trennübertrager Ausgang ISpac 9167 0/4..20 mA / Analog Ausgang SIL 3 x x Ex i, Nicht- Ex iR. Stahl Trennschaltverstärker ISpac 9170 Digital Eingang, Namur SIL 3 x x Ex iR. Stahl Relaismodul ISpac 9172 Digital Eingang und Ausgang SIL 2 x x Ex i, Nicht- Ex iR. Stahl Binärausgangstrenner ISpac 9175 / 9176 Magnetventilansteuerung SIL 3 x x Ex i, Nicht- Ex iR. Stahl Temperaturmessumformer ISpac 9182 Thermoelemente, RTD, Widerstand SIL 2 x x Ex i, Nicht- Ex iR. Stahl Hart Multiplexer ISpac 9192 32 Hart Signale SIL 3 x x Ex nR. Stahl Befehlstaster 8082, 8208 SIL2 x x Ex de
57cheMie technik · Special Prozessautomation 2012
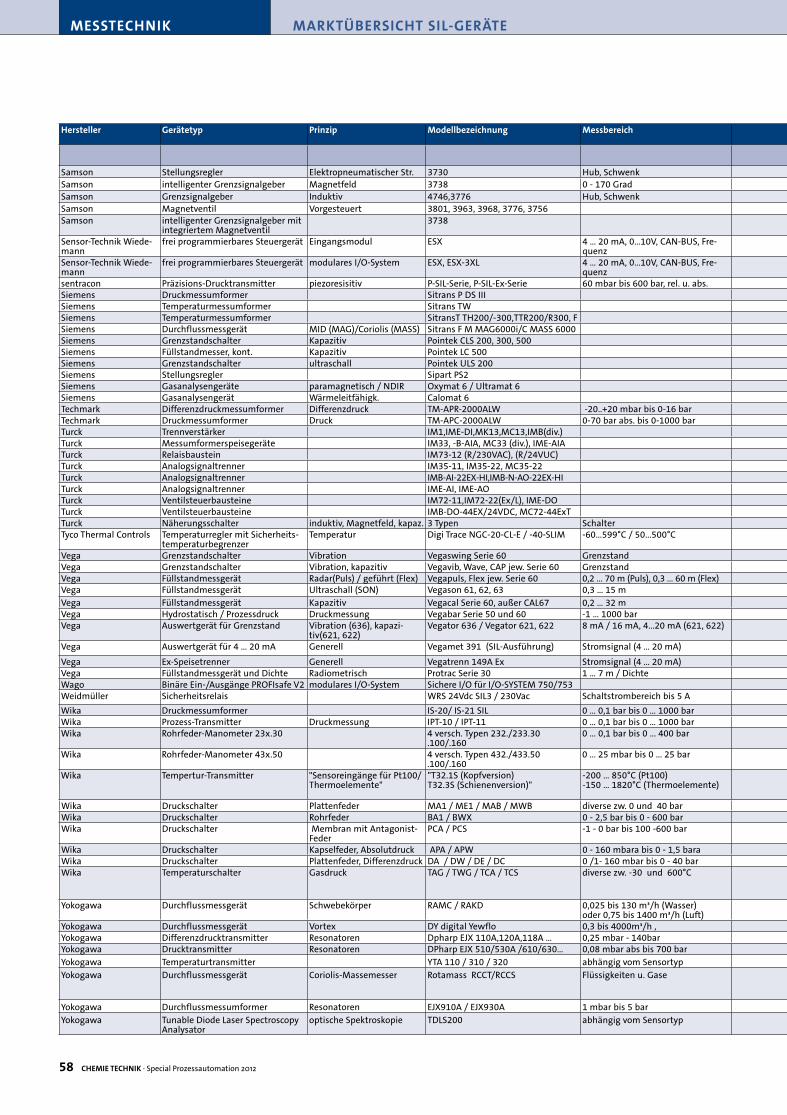
Messtechnik
hersteller Gerätetyp Prinzip Modellbezeichnung Messbereich einkanalig (1oo1) bis
Zweikanalig (1oo2) bis
siL-Zertifikat Bewertung des siL Zertifikats nach Angaben zum explosionsschutz
ausschließlich nach IEC 61508
unter Zuhilfenahme von IEC 61511
Low-Demand (Alterung)
High-Demand (Verschleiß)
Samson Stellungsregler Elektropneumatischer Str. 3730 Hub, Schwenk SIL 2 SIL 3 x x EEx ia, EEx nA/nL, EEx-dSamson intelligenter Grenzsignalgeber Magnetfeld 3738 0 - 170 Grad SIL 2 SIL 3 x x Ex iaSamson Grenzsignalgeber Induktiv 4746,3776 Hub, Schwenk SIL 2 SIL 3 x x Ex iaSamson Magnetventil Vorgesteuert 3801, 3963, 3968, 3776, 3756 SIL 2 SIL 3 x x Ex ia, Ex nLSamson intelligenter Grenzsignalgeber mit
integriertem Magnetventil3738 SIL 2 SIL 3 x x Ex ia
Sensor-Technik Wiede-mann
frei programmierbares Steuergerät Eingangsmodul ESX 4 … 20 mA, 0…10V, CAN-BUS, Fre-quenz
SIL 2, PL d x x x Ex II 3G Eex nA T3 X, -40°C-85°C, IP65
Sensor-Technik Wiede-mann
frei programmierbares Steuergerät modulares I/O-System ESX, ESX-3XL 4 … 20 mA, 0…10V, CAN-BUS, Fre-quenz
SIL 2, PL d x x x nein
sentracon Präzisions-Drucktransmitter piezoresisitiv P-SIL-Serie, P-SIL-Ex-Serie 60 mbar bis 600 bar, rel. u. abs. SIL 2 x x x Ex-i, Zone 1Siemens Druckmessumformer Sitrans P DS III SIL 2Siemens Temperaturmessumformer Sitrans TW SIL 1Siemens Temperaturmessumformer SitransT TH200/-300,TTR200/R300, F SIL 2Siemens Durchflussmessgerät MID (MAG)/Coriolis (MASS) Sitrans F M MAG6000i/C MASS 6000 SIL 1Siemens Grenzstandschalter Kapazitiv Pointek CLS 200, 300, 500 SIL 2 /CLS 500:1Siemens Füllstandmesser, kont. Kapazitiv Pointek LC 500 SIL 1Siemens Grenzstandschalter ultraschall Pointek ULS 200 SIL 1Siemens Stellungsregler Sipart PS2 SIL 2Siemens Gasanalysengeräte paramagnetisch / NDIR Oxymat 6 / Ultramat 6 SIL 1Siemens Gasanalysengerät Wärmeleitfähigk. Calomat 6 SIL 1Techmark Differenzdruckmessumformer Differenzdruck TM-APR-2000ALW -20..+20 mbar bis 0-16 bar SIL 2 x x ja, Ex iaTechmark Druckmessumformer Druck TM-APC-2000ALW 0-70 bar abs. bis 0-1000 bar SIL 2 x x ja, Ex iaTurck Trennverstärker IM1,IME-DI,MK13,MC13,IMB(div.) SIL 2 x Ex-i,Zone 0,zTl. Montage Zone 2Turck Messumformerspeisegeräte IM33, -B-AIA, MC33 (div.), IME-AIA SIL 2 x Ex-i, Zone 0Turck Relaisbaustein IM73-12 (R/230VAC), (R/24VUC) SIL 3 xTurck Analogsignaltrenner IM35-11, IM35-22, MC35-22 SIL 2 x Ex-i, Zone 0Turck Analogsignaltrenner IMB-AI-22EX-HI,IMB-N-AO-22EX-HI SIL 3 x Ex-i, Zone 0Turck Analogsignaltrenner IME-AI, IME-AO SIL 2 x Ex-i, Zone 0, Montage in Zone 2Turck Ventilsteuerbausteine IM72-11,IM72-22(Ex/L), IME-DO SIL 3 x Ex-i, Zone 0, Montage in Zone 2Turck Ventilsteuerbausteine IMB-DO-44EX/24VDC, MC72-44ExT SIL 3 x Ex-i, Zone 0Turck Näherungsschalter induktiv, Magnetfeld, kapaz. 3 Typen Schalter SIL 2 TÜV V 85 2005 E2 x x Ex-i, Zone 0 bzw. Zone 1Tyco Thermal Controls Temperaturregler mit Sicherheits-
temperaturbegrenzerTemperatur Digi Trace NGC-20-CL-E / -40-SLIM -60...599°C / 50...500°C SIL 2 x x Ex e / --
Vega Grenzstandschalter Vibration Vegaswing Serie 60 Grenzstand SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Vega Grenzstandschalter Vibration, kapazitiv Vegavib, Wave, CAP jew. Serie 60 Grenzstand SIL 2 SIL 3 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Vega Füllstandmessgerät Radar(Puls) / geführt (Flex) Vegapuls, Flex jew. Serie 60 0,2 … 70 m (Puls), 0,3 … 60 m (Flex) SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Vega Füllstandmessgerät Ultraschall (SON) Vegason 61, 62, 63 0,3 … 15 m SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Vega Füllstandmessgerät Kapazitiv Vegacal Serie 60, außer CAL67 0,2 … 32 m SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Vega Hydrostatisch / Prozessdruck Druckmessung Vegabar Serie 50 und 60 -1 … 1000 bar SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Vega Auswertgerät für Grenzstand Vibration (636), kapazi-
tiv(621, 622)Vegator 636 / Vegator 621, 622 8 mA / 16 mA, 4...20 mA (621, 622) SIL 2 x x x Ex ia und Ex d ia und StaubEx
Vega Auswertgerät für 4 … 20 mA Generell Vegamet 391 (SIL-Ausführung) Stromsignal (4 … 20 mA) SIL 2 x x x Ex ia und Ex d ia und StaubEx
Vega Ex-Speisetrenner Generell Vegatrenn 149A Ex Stromsignal (4 … 20 mA) SIL 2 x x x Ex ia und Ex d ia und StaubExVega Füllstandmessgerät und Dichte Radiometrisch Protrac Serie 30 1 … 7 m / Dichte SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Wago Binäre Ein-/Ausgänge PROFIsafe V2 modulares I/O-System Sichere I/O für I/O-SYSTEM 750/753 SIL 2 / PL d SIL 3 x x x Ex-i, Zone 2Weidmüller Sicherheitsrelais WRS 24Vdc SIL3 / 230Vac Schaltstrombereich bis 5 A SIL 3 x xWika Druckmessumformer IS-20/ IS-21 SIL 0 … 0,1 bar bis 0 … 1000 bar SIL 2 x x Ex iaWika Prozess-Transmitter Druckmessung IPT-10 / IPT-11 0 … 0,1 bar bis 0 … 1000 bar SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Wika Rohrfeder-Manometer 23x.30 4 versch. Typen 232./233.30
.100/.1600 ... 0,1 bar bis 0 ... 400 bar SIL 2 Ex ia
Wika Rohrfeder-Manometer 43x.50 4 versch. Typen 432./433.50 .100/.160
0 ... 25 mbar bis 0 ... 25 bar SIL 2 Ex ia
Wika Tempertur-Transmitter "Sensoreingänge für Pt100/ Thermoelemente"
"T32.1S (Kopfversion) T32.3S (Schienenversion)"
-200 … 850°C (Pt100) -150 … 1820°C (Thermoelemente)
SIL 2, SIL 3 x x x ATEX: II 1G Ex ia IIC T4/T5/T6 II 1D Ex iaD T120 IECEx, CSA, FM, Inmetro
Wika Druckschalter Plattenfeder MA1 / ME1 / MAB / MWB diverse zw. 0 und 40 bar SIL 2 x Ex-d / Ex ia / Ex-d / Ex-iaWika Druckschalter Rohrfeder BA1 / BWX 0 - 2,5 bar bis 0 - 600 bar SIL 2 x Ex-d / Ex-iaWika Druckschalter Membran mit Antagonist-
FederPCA / PCS -1 - 0 bar bis 100 -600 bar SIL 2 x Ex-d / Ex-ia
Wika Druckschalter Kapselfeder, Absolutdruck APA / APW 0 - 160 mbara bis 0 - 1,5 bara SIL 2 x Ex-d / Ex-iaWika Druckschalter Plattenfeder, Differenzdruck DA / DW / DE / DC 0 /1- 160 mbar bis 0 - 40 bar SIL 2 x Ex-d / Ex-ia / Ex -d / Ex-iaWika Temperaturschalter Gasdruck TAG / TWG / TCA / TCS diverse zw. -30 und 600°C SIL 2 x Ex-d / Ex-ia / Ex -d / Ex-ia
Yokogawa Durchflussmessgerät Schwebekörper RAMC / RAKD 0,025 bis 130 m³/h (Wasser) oder 0,75 bis 1400 m³/h (Luft)
SIL 2, SIL1 4..20mA x x x Ja, Ex ia
Yokogawa Durchflussmessgerät Vortex DY digital Yewflo 0,3 bis 4000m³/h , SIL 2 x x Ja, Ex iaYokogawa Differenzdrucktransmitter Resonatoren Dpharp EJX 110A,120A,118A … 0,25 mbar - 140bar SIL 2 x Ex ia; Ex-d; Gas- und Staub-ExYokogawa Drucktransmitter Resonatoren DPharp EJX 510/530A /610/630… 0,08 mbar abs bis 700 bar SIL 2 x Ex ia; Ex-d; Gas- und Staub-ExYokogawa Temperaturtransmitter YTA 110 / 310 / 320 abhängig vom Sensortyp SIL 2 x Ex ia; Ex-d; Gas- und Staub-ExYokogawa Durchflussmessgerät Coriolis-Massemesser Rotamass RCCT/RCCS Flüssigkeiten u. Gase SIL 2 SIL3 x x II 2 G Ex ib IIC/IIB T1…T6 und II
2 D Ex ibD 21 IP 6X T150 -T350°C
Yokogawa Durchflussmessumformer Resonatoren EJX910A / EJX930A 1 mbar bis 5 bar SIL 2 x Ex ia; Ex-d; Gas- und Staub-ExYokogawa Tunable Diode Laser Spectroscopy
Analysatoroptische Spektroskopie TDLS200 abhängig vom Sensortyp SIL 1 x Ex p, Zone 1 + 2
MArktüBersicht siL-Geräte
cheMie technik · Special Prozessautomation 201258
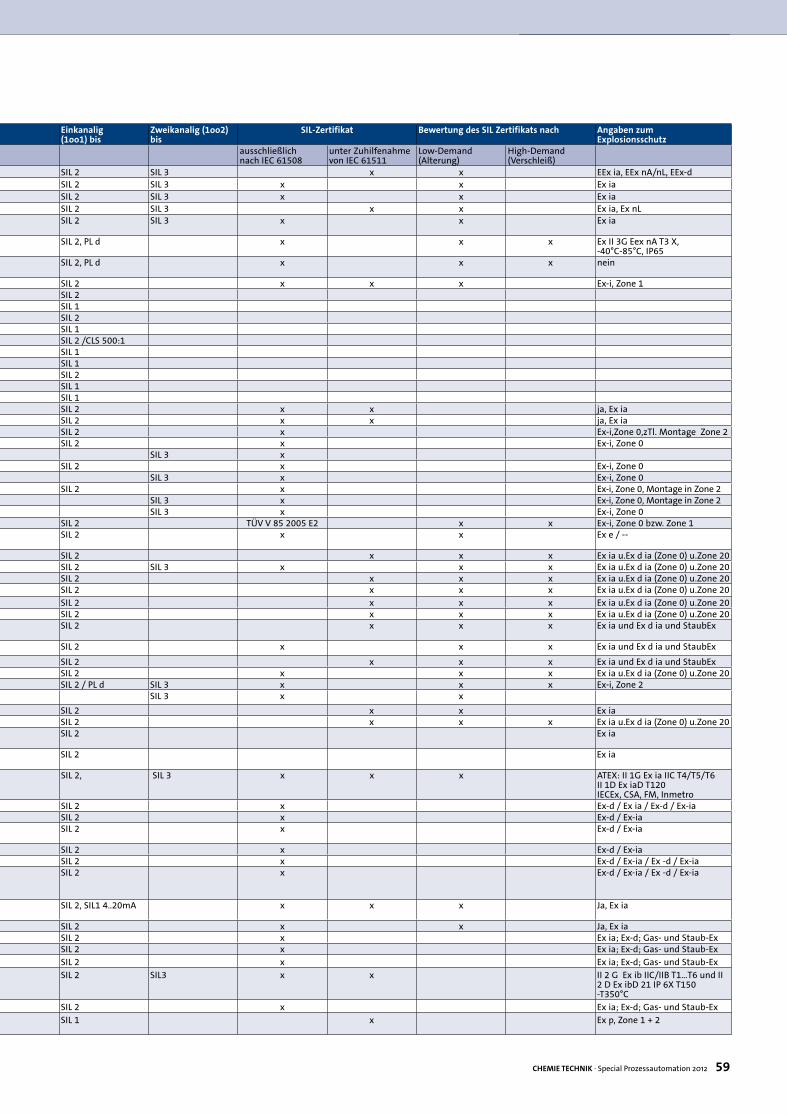
hersteller Gerätetyp Prinzip Modellbezeichnung Messbereich einkanalig (1oo1) bis
Zweikanalig (1oo2) bis
siL-Zertifikat Bewertung des siL Zertifikats nach Angaben zum explosionsschutz
ausschließlich nach IEC 61508
unter Zuhilfenahme von IEC 61511
Low-Demand (Alterung)
High-Demand (Verschleiß)
Samson Stellungsregler Elektropneumatischer Str. 3730 Hub, Schwenk SIL 2 SIL 3 x x EEx ia, EEx nA/nL, EEx-dSamson intelligenter Grenzsignalgeber Magnetfeld 3738 0 - 170 Grad SIL 2 SIL 3 x x Ex iaSamson Grenzsignalgeber Induktiv 4746,3776 Hub, Schwenk SIL 2 SIL 3 x x Ex iaSamson Magnetventil Vorgesteuert 3801, 3963, 3968, 3776, 3756 SIL 2 SIL 3 x x Ex ia, Ex nLSamson intelligenter Grenzsignalgeber mit
integriertem Magnetventil3738 SIL 2 SIL 3 x x Ex ia
Sensor-Technik Wiede-mann
frei programmierbares Steuergerät Eingangsmodul ESX 4 … 20 mA, 0…10V, CAN-BUS, Fre-quenz
SIL 2, PL d x x x Ex II 3G Eex nA T3 X, -40°C-85°C, IP65
Sensor-Technik Wiede-mann
frei programmierbares Steuergerät modulares I/O-System ESX, ESX-3XL 4 … 20 mA, 0…10V, CAN-BUS, Fre-quenz
SIL 2, PL d x x x nein
sentracon Präzisions-Drucktransmitter piezoresisitiv P-SIL-Serie, P-SIL-Ex-Serie 60 mbar bis 600 bar, rel. u. abs. SIL 2 x x x Ex-i, Zone 1Siemens Druckmessumformer Sitrans P DS III SIL 2Siemens Temperaturmessumformer Sitrans TW SIL 1Siemens Temperaturmessumformer SitransT TH200/-300,TTR200/R300, F SIL 2Siemens Durchflussmessgerät MID (MAG)/Coriolis (MASS) Sitrans F M MAG6000i/C MASS 6000 SIL 1Siemens Grenzstandschalter Kapazitiv Pointek CLS 200, 300, 500 SIL 2 /CLS 500:1Siemens Füllstandmesser, kont. Kapazitiv Pointek LC 500 SIL 1Siemens Grenzstandschalter ultraschall Pointek ULS 200 SIL 1Siemens Stellungsregler Sipart PS2 SIL 2Siemens Gasanalysengeräte paramagnetisch / NDIR Oxymat 6 / Ultramat 6 SIL 1Siemens Gasanalysengerät Wärmeleitfähigk. Calomat 6 SIL 1Techmark Differenzdruckmessumformer Differenzdruck TM-APR-2000ALW -20..+20 mbar bis 0-16 bar SIL 2 x x ja, Ex iaTechmark Druckmessumformer Druck TM-APC-2000ALW 0-70 bar abs. bis 0-1000 bar SIL 2 x x ja, Ex iaTurck Trennverstärker IM1,IME-DI,MK13,MC13,IMB(div.) SIL 2 x Ex-i,Zone 0,zTl. Montage Zone 2Turck Messumformerspeisegeräte IM33, -B-AIA, MC33 (div.), IME-AIA SIL 2 x Ex-i, Zone 0Turck Relaisbaustein IM73-12 (R/230VAC), (R/24VUC) SIL 3 xTurck Analogsignaltrenner IM35-11, IM35-22, MC35-22 SIL 2 x Ex-i, Zone 0Turck Analogsignaltrenner IMB-AI-22EX-HI,IMB-N-AO-22EX-HI SIL 3 x Ex-i, Zone 0Turck Analogsignaltrenner IME-AI, IME-AO SIL 2 x Ex-i, Zone 0, Montage in Zone 2Turck Ventilsteuerbausteine IM72-11,IM72-22(Ex/L), IME-DO SIL 3 x Ex-i, Zone 0, Montage in Zone 2Turck Ventilsteuerbausteine IMB-DO-44EX/24VDC, MC72-44ExT SIL 3 x Ex-i, Zone 0Turck Näherungsschalter induktiv, Magnetfeld, kapaz. 3 Typen Schalter SIL 2 TÜV V 85 2005 E2 x x Ex-i, Zone 0 bzw. Zone 1Tyco Thermal Controls Temperaturregler mit Sicherheits-
temperaturbegrenzerTemperatur Digi Trace NGC-20-CL-E / -40-SLIM -60...599°C / 50...500°C SIL 2 x x Ex e / --
Vega Grenzstandschalter Vibration Vegaswing Serie 60 Grenzstand SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Vega Grenzstandschalter Vibration, kapazitiv Vegavib, Wave, CAP jew. Serie 60 Grenzstand SIL 2 SIL 3 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Vega Füllstandmessgerät Radar(Puls) / geführt (Flex) Vegapuls, Flex jew. Serie 60 0,2 … 70 m (Puls), 0,3 … 60 m (Flex) SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Vega Füllstandmessgerät Ultraschall (SON) Vegason 61, 62, 63 0,3 … 15 m SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Vega Füllstandmessgerät Kapazitiv Vegacal Serie 60, außer CAL67 0,2 … 32 m SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Vega Hydrostatisch / Prozessdruck Druckmessung Vegabar Serie 50 und 60 -1 … 1000 bar SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Vega Auswertgerät für Grenzstand Vibration (636), kapazi-
tiv(621, 622)Vegator 636 / Vegator 621, 622 8 mA / 16 mA, 4...20 mA (621, 622) SIL 2 x x x Ex ia und Ex d ia und StaubEx
Vega Auswertgerät für 4 … 20 mA Generell Vegamet 391 (SIL-Ausführung) Stromsignal (4 … 20 mA) SIL 2 x x x Ex ia und Ex d ia und StaubEx
Vega Ex-Speisetrenner Generell Vegatrenn 149A Ex Stromsignal (4 … 20 mA) SIL 2 x x x Ex ia und Ex d ia und StaubExVega Füllstandmessgerät und Dichte Radiometrisch Protrac Serie 30 1 … 7 m / Dichte SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Wago Binäre Ein-/Ausgänge PROFIsafe V2 modulares I/O-System Sichere I/O für I/O-SYSTEM 750/753 SIL 2 / PL d SIL 3 x x x Ex-i, Zone 2Weidmüller Sicherheitsrelais WRS 24Vdc SIL3 / 230Vac Schaltstrombereich bis 5 A SIL 3 x xWika Druckmessumformer IS-20/ IS-21 SIL 0 … 0,1 bar bis 0 … 1000 bar SIL 2 x x Ex iaWika Prozess-Transmitter Druckmessung IPT-10 / IPT-11 0 … 0,1 bar bis 0 … 1000 bar SIL 2 x x x Ex ia u.Ex d ia (Zone 0) u.Zone 20Wika Rohrfeder-Manometer 23x.30 4 versch. Typen 232./233.30
.100/.1600 ... 0,1 bar bis 0 ... 400 bar SIL 2 Ex ia
Wika Rohrfeder-Manometer 43x.50 4 versch. Typen 432./433.50 .100/.160
0 ... 25 mbar bis 0 ... 25 bar SIL 2 Ex ia
Wika Tempertur-Transmitter "Sensoreingänge für Pt100/ Thermoelemente"
"T32.1S (Kopfversion) T32.3S (Schienenversion)"
-200 … 850°C (Pt100) -150 … 1820°C (Thermoelemente)
SIL 2, SIL 3 x x x ATEX: II 1G Ex ia IIC T4/T5/T6 II 1D Ex iaD T120 IECEx, CSA, FM, Inmetro
Wika Druckschalter Plattenfeder MA1 / ME1 / MAB / MWB diverse zw. 0 und 40 bar SIL 2 x Ex-d / Ex ia / Ex-d / Ex-iaWika Druckschalter Rohrfeder BA1 / BWX 0 - 2,5 bar bis 0 - 600 bar SIL 2 x Ex-d / Ex-iaWika Druckschalter Membran mit Antagonist-
FederPCA / PCS -1 - 0 bar bis 100 -600 bar SIL 2 x Ex-d / Ex-ia
Wika Druckschalter Kapselfeder, Absolutdruck APA / APW 0 - 160 mbara bis 0 - 1,5 bara SIL 2 x Ex-d / Ex-iaWika Druckschalter Plattenfeder, Differenzdruck DA / DW / DE / DC 0 /1- 160 mbar bis 0 - 40 bar SIL 2 x Ex-d / Ex-ia / Ex -d / Ex-iaWika Temperaturschalter Gasdruck TAG / TWG / TCA / TCS diverse zw. -30 und 600°C SIL 2 x Ex-d / Ex-ia / Ex -d / Ex-ia
Yokogawa Durchflussmessgerät Schwebekörper RAMC / RAKD 0,025 bis 130 m³/h (Wasser) oder 0,75 bis 1400 m³/h (Luft)
SIL 2, SIL1 4..20mA x x x Ja, Ex ia
Yokogawa Durchflussmessgerät Vortex DY digital Yewflo 0,3 bis 4000m³/h , SIL 2 x x Ja, Ex iaYokogawa Differenzdrucktransmitter Resonatoren Dpharp EJX 110A,120A,118A … 0,25 mbar - 140bar SIL 2 x Ex ia; Ex-d; Gas- und Staub-ExYokogawa Drucktransmitter Resonatoren DPharp EJX 510/530A /610/630… 0,08 mbar abs bis 700 bar SIL 2 x Ex ia; Ex-d; Gas- und Staub-ExYokogawa Temperaturtransmitter YTA 110 / 310 / 320 abhängig vom Sensortyp SIL 2 x Ex ia; Ex-d; Gas- und Staub-ExYokogawa Durchflussmessgerät Coriolis-Massemesser Rotamass RCCT/RCCS Flüssigkeiten u. Gase SIL 2 SIL3 x x II 2 G Ex ib IIC/IIB T1…T6 und II
2 D Ex ibD 21 IP 6X T150 -T350°C
Yokogawa Durchflussmessumformer Resonatoren EJX910A / EJX930A 1 mbar bis 5 bar SIL 2 x Ex ia; Ex-d; Gas- und Staub-ExYokogawa Tunable Diode Laser Spectroscopy
Analysatoroptische Spektroskopie TDLS200 abhängig vom Sensortyp SIL 1 x Ex p, Zone 1 + 2
59cheMie technik · Special Prozessautomation 2012

Messtechnik
Verfügbarkeit sichernWeshalb die SIL-Berechnung mit Typicals Prüfintervalle ver-schlechtert Die Aufregung um den SIL-Nachweis von PLT-Schutzeinrichtungen hat sich mit den Vorschlägen der NE 130 gelegt. Doch das Verwenden von Typicals zur Berech-nung, bei denen die Ausfallraten auch der „schlechtesten“ Geräte einer Gattung abgedeckt werden, hat einen Haken: Sie negiert die Tatsache, dass mit besseren Geräten längere Prüfintervalle möglich sind und dadurch eine höhere Anla-genverfügbarkeit erreichbar wäre.
Bild
er: V
ega
Anlagenbau chemie Pharma Ausrüster✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
Planer Betreiber einkäufer Manager✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔ ✔
AutorArmin scheuermann, Redaktion
cheMie technik · Special Prozessautomation 201260

Messtechnik
Mit Einführung der Safety Inte-grity Levels (SIL) über die DIN/EN 61511 im Jahr 2001
wurde in die Sicherheitstechnik eine neue Betrachtungsweise eingeführt: Nicht mehr die einzelne Komponente eines Sicherheitskreises steht im Mittel-punkt der Betrachtung, sondern das komplette sicherheitsinstrumentierte System (SIS). Um die Sicherheit quan-titativ bewerten zu können, muss die Zuverlässigkeit der Schutzfunktion be-wertet werden. Deshalb steht die Funk-tionssicherheit der Schutzfunktion – das ist die Wahrscheinlichkeit, dass die-se im Anforderungsfall nicht funktio-niert (Probability of Dangerous Failure on Demand, PFD) – im Zentrum der SIL-Betrachtung.
An der Frage, wie der quantitative Nachweis der Funktionssicherheit einer Schutzfunktion in der betrieblichen und planerischen Praxis geführt wer-den kann, schieden sich in den vergan-genen Jahren die Geister. Fordert die Norm etwa, dass die seit Jahrzehnten in der Chemie praktizierte Methode der Betriebsbewährung aufgegeben wird? Und: Wie kann ein rechnerischer Nach-weis der PFD geführt werden? Klarheit brachte die 2009 veröffentlichte Na-mur-Empfehlung NE 130, in der Anfor-derungen an die Betriebsbewährung konkretisiert und Geräteklassen defi-niert werden, die für Betriebs-, Über-wachungs- und Schutzeinrichtungen in prozesstechnischen Anlagen geeignet und einsetzbar sind. Dort heißt es: „Ein derart qualifiziertes Gerät ist einkanalig bis SIL 2 – und in mindestens 1oo2-Redundanz für SIL 3-Anwendungen einsetzbar, und es darf ein vereinfachter rechnerischer SIL-Nachweis angewen-
det werden“ – Letzterer ist in der NE 130 ausführlich beschrieben.
In der Praxis haben sich für den Nachweis deshalb zwei grundlegende Methoden etabliert: Die klassische Be-triebsbewährung, wie sie zum Beispiel von einigen Unternehmen der deut-schen Großchemie praktiziert wird, und der rechnerische Nachweis. Für einka-nalige Systeme lautet die Berechnungs-formel PFD = ½ · L
DU · T
i.
PFD bezeichnet darin die Wahr-scheinlichkeit eines passiven Fehlers bei Anforderung, L
DU ist die Fehlerrate ge-
fährlicher, unentdeckter Fehler, und Ti steht für das Prüfintervall in Stunden (8760 h/a). Der Lambda-Wert L
DU ist
dabei ein Indikator für die Qualität ei-nes Gerätes. Je größer der Wert für Lambda
DU, desto höher ist die Wahr-
scheinlichkeit, dass das Gerät dann ge-fährlich ausfällt, wenn es benötigt wird (passiver Fehler). Und hier beginnen die Schwierigkeiten mit der Annahme von Typicals: Um den rechnerischen Nachweis zu vereinfachen und den Lambda
DU-Wert für jedes möglicherwei-
se einzusetzende Gerät nicht mühsam einzeln recherchieren zu müssen, wur-den unter anderem in der NE 130 für jede Geräteklasse Typicals festgelegt, bei denen in der Regel Werte herangezogen werden, die alle verfügbaren Geräte abdecken.
„Bei diesem Ansatz werden aufwen-dig entwickelte gute Geräte mit den Schlechtesten in einen Topf geworfen“, kritisiert Wolfgang Perenthaler, Pro-duktmanager beim Füllstand- und Druckmessgerätespezialisten Vega, den Ansatz: „Typicals sind kein Ansporn für die Hersteller, einen hohen Entwick-lungsaufwand zu betreiben.“ Was im Planungsprozess und im Engineering den Rechercheaufwand senkt, hat im Betrieb negative Konsequenzen: Denn nach der Berechnungsformel für den PFD des SIS lässt sich ein schlechter Lambda
DU-Wert nur durch kürzere
Prüfintervalle ausgleichen. In der Praxis
kann dies aufwendige Prozeduren wie das Befüllen und Entleeren von Behäl-tern und entsprechende Produktions-unterbrechungen nach sich ziehen.
Längere Prüfintervalle mit hochwertigen Geräten„Die Werte unserer Geräte sind zum Teil um den Faktor zehn besser als die in den Typicals angenommenen Werte“, erläutert Perenthaler und verdeutlicht an einem Beispiel: „ Ein großer Ölkon-zern in Holland geht davon aus, dass aufgrund der niedrigen Lambda
DU-Wer-
te unserer Vegaswing-Vibrationsgrenz-schalter über deren Lebenszeit über-haupt nicht geprüft werden muss. Nach Typicals-Berechnung und Selbstrestrik-tion in Teilen der Namur werden aber Prüfintervalle von einem Jahr gefor-dert.“ Dabei geht der Trend auch in Konti-Anlagen der Chemie hin zu Revi-sions- und Prüfzyklen von fünf und mehr Jahren. Und: Hatte nicht die Wei-terentwicklung der Sicherheitsnormen gerade zum Ziel, die Prüfzyklen zu fle-xibilisieren?
Perenthaler plädiert deshalb für eine differenzierte Betrachtung der tatsäch-lich eingesetzten Geräte: „Der Blick auf die Prüf- und Revisionszyklen zeigt, dass sich der Einsatz hochwertiger Ge-räte im Betrieb auszahlt.“ An der NE 130 kritisiert er, dass diese die aufwen-dige Geräteentwicklung nach IEC 61508 nur mit einem halben Jahr kürzerer Erprobungsphase berücksichtigt und die Proven-in-use-Geräte der Hersteller gar nicht berücksichtigt.
Die Entwicklung nach IEC 61508 sowie das Konzept der Betriebsbewährt-heit sollen sicherstellen, dass systemati-sche Fehler im Entwicklungsprozess der Geräte vermieden werden und verblei-bende Fehler möglichst in ersten An-wendungsversuchen entdeckt werden.
Allerdings macht die NE 130 keine Aussagen über die Nutzungsdauer von Sicherheitseinrichtungen. Dabei folgt die Ausfallwahrscheinlichkeit eines Ge-
siL-nAchweis
Lambda-wert – was ist das?Lambda-Werte sind ein Maß für die Zuver-lässigkeit von Sicherheitseinrichtungen. Sie werden als „Failure In Time“ (FIT) ange-geben. Ein FIT entspricht einer Ausfall-wahrscheinlichkeit von einem Fehler in 1.000.000.000 Stunden, d.h. im Umkehr-schluss 10–9 Fehler pro Stunde. Je höher der FIT-Wert ist, desto höher ist die Aus-fallwahrscheinlichkeit. Für die Bewertung der Zuverlässigkeit eines Gesamtsystems werden die FIT-Werte aller Einzelkompo-nenten zu einem Gesamtwert des SIS be-rechnet.
„Beim siL-nachweis mit typicals werden aufwendig entwickelte gute Geräte mit den schlechtesten in einen topf geworfen“wolfgang Perenthaler ist Produktmanager bei Vega
61cheMie technik · Special Prozessautomation 2012

Messtechnik
fizierten Geräten und ausgefeilten Test-prozeduren für SIL-qualifizierte Geräte für die Anwender nicht zum Nulltarif zu haben ist, dürfte kaum verwundern. Bislang bietet der Hersteller seine SIL-qualifizierten Geräte mit der Option an, dass der Anwender selbst die SIL-Funk-tion per Schalter aktivieren kann. Doch dies birgt Risiken für Handhabungsfeh-ler. Deshalb sollen SIL-qualifizierte Ge-räte künftig nur noch als solche bestell-bar sein. „Aufgrund der Sicherheit und des Mehraufwandes wird die SIL-Qua-lifikation in Zukunft mit einem Auf-preis belegt werden müssen“, erklärt Perenthaler und verdeutlicht, dass man bei Vega in Zukunft zunächst bewerten wird, ob sich der Aufwand einer Ent-wicklung nach IEC 61508 für bestimm-te Gerätefamilien überhaupt rechtfer-tigt: „Es gibt Messprinzipien, von denen wir glauben, dass sie keine SIL-Eignung brauchen. Dazu gehört zum Beispiel die kontinuierliche kapazitive Füllstand-messung.“
Fazit: Der SIL-Nachweis mit Typi-cals, wie sie in NE 130 definiert sind, hat seine Tücken. Einerseits vereinfacht die Methode den Aufwand im Enginee-ring, andererseits führt sie aufgrund der Annahme schlechterer Zuverlässigkeits-werte zu kürzeren Prüfintervallen, was zu Lasten der Anlagenverfügbarkeit geht. Hier kann sich der Einsatz hoch-wertiger Geräte und die Nachweis-Rechnung mit den tatsächlichen Lamb-da
DU-Werten auszahlen. n
http://www.vega.com
Mikrowelle) und Vegapuls (Radar) kann nun ein „wiederkehrender Funk-tionstest“ für SIL-Applikationen durch-geführt werden, ohne den laufenden Prozess zu beeinflussen. Dadurch wer-den Prüfaufwand und -kosten deutlich reduziert. Laut Hersteller beträgt der Anteil der, bei der Prüfung unentdeck-ten Fehler, lediglich 13 FIT. Dies ent-spricht einer prozentualen Fehleraufde-ckungsrate von 92 % bzw. 96 %. Be-rechnet man den gefährlichen Ausfall eines SIL-2-SIS, so erhält man bei jähr-licher Prüfung einen Maximalwert von ca. 2.800 FIT. Der ungeprüfte, verblei-bende gefährliche Fehler von 13 FIT entspricht somit weniger als 0,5 % des gesamten SIS. Die Methode der Funkti-onsprüfung besteht im Wesentlichen aus
einem Neustart des Sensors ■der Simulation von 4 mA und 20 mA ■der Überprüfung der Parametrierung ■
und Echodatendem Verfolgen einer undefinierten ■
Befüllung oder Entleerung.
siL in Zukunft gegen BaresAußerdem will der Hersteller im kom-menden Jahr erste kontinuierlich mes-sende SIL-2-Geräte zur Marktreife ent-wickeln, die über per Software gestarte-te Checksysteme verfügen. Die Prüfer-gebnisse werden dann intern protokolliert (verifying and lock) und können vom Gerät ausgegeben und so einfach den Prüfberichten für das SIS beigefügt werden.
Dass die Entwicklung von SIL-quali-
rätes der typischen Badewannenkurve: Danach ist die Wahrscheinlichkeit eines Ausfalls in der Planungs- und Inbetrieb-nahmephase deutlich höher, als in der Betriebsphase, in der es allenfalls zu Zufallsausfällen kommen kann. „Die IEC geht von einer Minderung des PFD nach acht bis zwölf Jahren aus, danach steigt theoretisch die Ausfallwahr-scheinlichkeit aufgrund von Alterung und Verschleiß wieder an“, konkreti-siert Perenthaler. Doch erreicht wird diese Lebensdauer nur dann mit hoher Wahrscheinlichkeit, wenn qualitativ hochwertige Geräte (niedrige Lamb-da
DU-Werte) eingesetzt werden.
Um den Anlagenbetreibern den Be-trieb von Sicherheitseinrichtungen zu erleichtern, hat sich der Hersteller auf die Fahnen geschrieben, den Funkti-onstest zu vereinfachen. In der Regel muss zum Nachweis der Funktion in einer solchen Anwendung der Sensor mit Medium angefahren oder ausge-baut werden. Ein Prozess, der bei lau-fender Produktion meist nicht möglich ist. Zudem ist diese Art der Prüfung oft sehr kostenintensiv, und eine Befüllung bis zum Überfüllsicherungspunkt zum Nachweis der Sensorfunktion birgt zu-dem Risiken. Während die Prüfung per Knopfdruck für Vibrations-Grenzschal-ter bereits etabliert ist, war dies für kontinuierlich messende Füllstandsen-soren bis vor Kurzem nicht ohne Ein-fluss auf den laufenden Prozess und ohne Referenzmessung möglich. Mit der neuen Prüfmethode für die SIL 2 qualifizierten Geräte Vegaflex (Geführte
Der siL-nachweis mit typicals vereinfacht den Aufwand im engineering, andererseits führt er aufgrund der Annahme schlechterer Zuverläs-sigkeitswerte zu kürzeren Prüfintervallen
cheMie technik · Special Prozessautomation 201262
Ob aktuelle Ausgabe oder Website:
Stecken Sie die CHEMIE TECHNIK in die Tasche!Mit CHEMIE TECHNIK und www.chemietechnik.de bleiben Sie als Entscheider stets auf der Höhe der Zeit. Tagesaktuelle Nachrichten, fundiert recherchierte und kompetent aufb ereitete Fachinformationen, das bietet Ihnen die CHEMIE TECHNIK. Und dies auch auf Ihrem Tablet-PC oder iPad: Einfach www.chemietechnik.de in Ihrem Browser aufrufen und lossurfen. Natürlich auch mit Multi-Fingerzoom und schicker Umblätter-Funktion. Die CHEMIE TECHNIK kommt entweder als Online-Ausgabe oder als pdf – zum Beispiel via iBooks – auf Ihr Tablet. Probieren Sie’s aus!
CHEMIE TECHNIK – Fachinformationen für Entscheider auf den Punkt.
Die CHEMIE TECHNIK auf Ihrem iPad
Hüthig GmbHIm Weiher ������� Heidelberg
Tel.: � �� ��/���-�Fax: � �� ��/���-���www.huethig.de
Bild
: ag
visu
ell/
foto
lia.co
m