DACH-Jahrestagung 2008 in St.Gallen - Mi.2.A - ndt.net · Nachweis der Eignung der...
8
Vergleichsuntersuchungen mittels Ultraschallprüfung, Materialographie und mechanisch-technologischer Prüfverfahren an Widerstandspunktschweißungen unterschiedlicher Verbindungsqualität Inhalt • Einleitung • Verwendete Werkstoffe und Probengeometrie • Verwendete Werkstoffe und Probengeometrie • Untersuchte Verbindungsqualitäten der Widerstandspunktschweißungen • Durchgeführte Prüfungen DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 2 • Schlussfolgerungen DACH-Jahrestagung 2008 in St.Gallen - Mi.2.A.3 1
Transcript of DACH-Jahrestagung 2008 in St.Gallen - Mi.2.A - ndt.net · Nachweis der Eignung der...
Vergleichsuntersuchungen mittels Ultraschallprüfung, Materialographie und mechanisch-technologischer Prüfverfahren an Widerstandspunktschweißungen unterschiedlicher Verbindungsqualität
Inhalt
• Einleitung
• Verwendete Werkstoffe und Probengeometrie• Verwendete Werkstoffe und Probengeometrie
• Untersuchte Verbindungsqualitäten der Widerstandspunktschweißungen
• Durchgeführte Prüfungen
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 2
g g
• Schlussfolgerungen
DACH-Jahrestagung 2008 in St.Gallen - Mi.2.A.3
1
Einleitung
• Nachweisbarkeitsgrenzen und Eigenheiten der einzelnen Fehlerarten von Widerstandspunktschweißungen in Zusammenhang mit der Ultraschallprüfung
• Unterschiede der Widerstandspunktschweißungen unterschiedlicher p gVerbindungsqualität in den statischen Eigenschaften
• Unterschiede der Widerstandspunktschweißungen unterschiedlicher Verbindungsqualität in den dynamischen Eigenschaften
• Materialografische Untersuchung
• ZIEL:Nachweis der Eignung der Ultraschallprüfung zum Detektieren von
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 3
– Nachweis der Eignung der Ultraschallprüfung zum Detektieren von Widerstandspunktschweißungen unterschiedlicher Verbindungsqualität
– Abschätzung des Verhaltens von Widerstandspunktschweißungen unterschiedlicher Verbindungsqualität im statischen und dynamischen Versuch
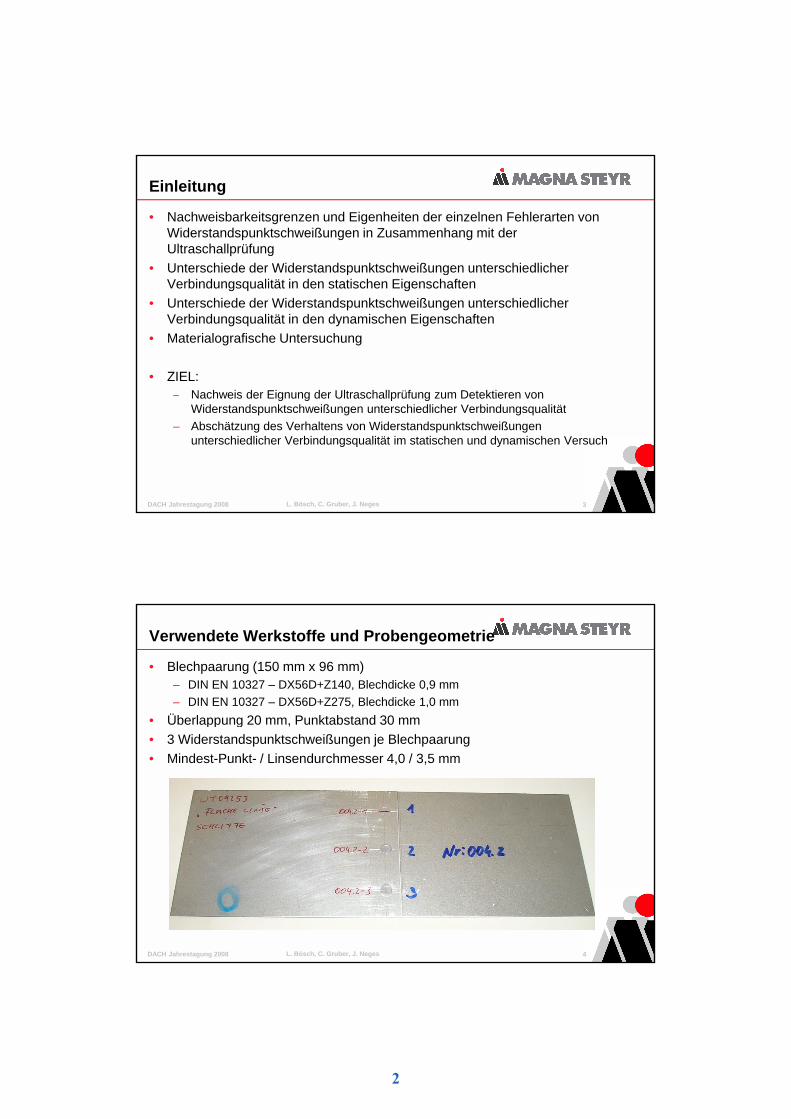
Verwendete Werkstoffe und Probengeometrie
• Blechpaarung (150 mm x 96 mm)– DIN EN 10327 – DX56D+Z140, Blechdicke 0,9 mm– DIN EN 10327 – DX56D+Z275, Blechdicke 1,0 mm
• Überlappung 20 mm, Punktabstand 30 mmÜberlappung 20 mm, Punktabstand 30 mm• 3 Widerstandspunktschweißungen je Blechpaarung• Mindest-Punkt- / Linsendurchmesser 4,0 / 3,5 mm
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 4
2
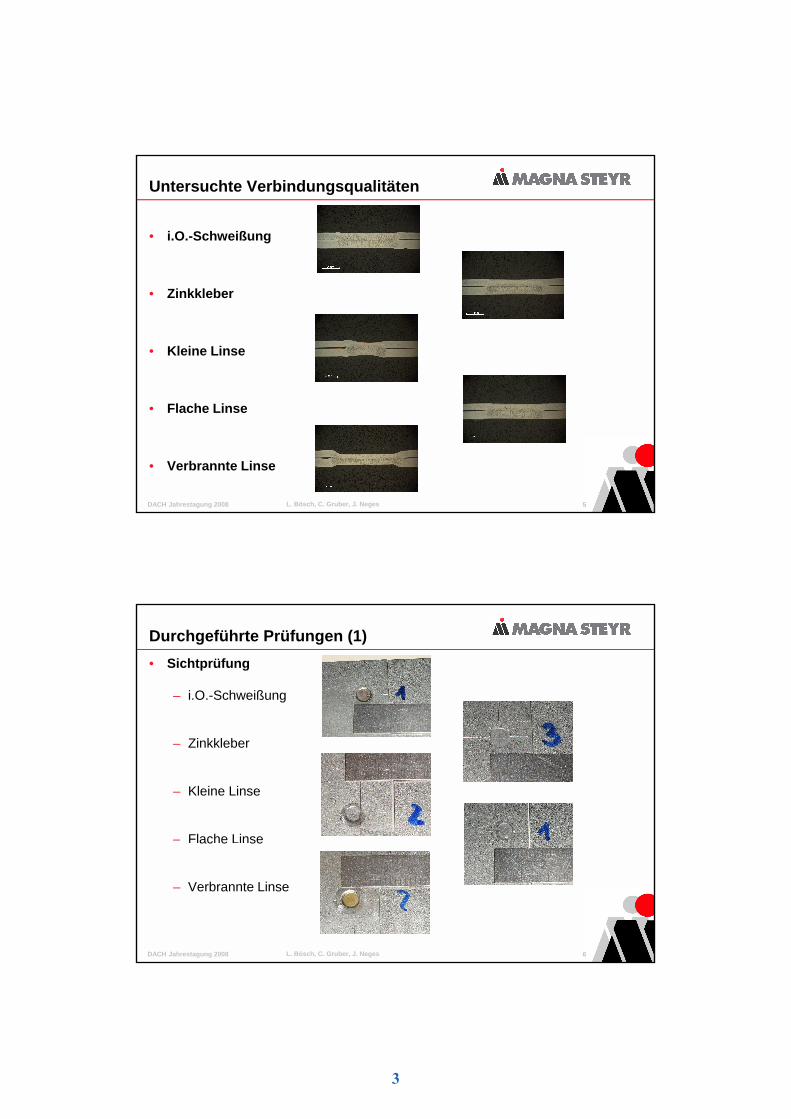
Untersuchte Verbindungsqualitäten
• i.O.-Schweißung
• Zinkkleber
• Kleine Linse
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 5
• Flache Linse
• Verbrannte Linse
Durchgeführte Prüfungen (1)• Sichtprüfung
– i.O.-Schweißung
– Zinkkleber
– Kleine Linse
– Flache Linse
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 6
ac e se
– Verbrannte Linse
3
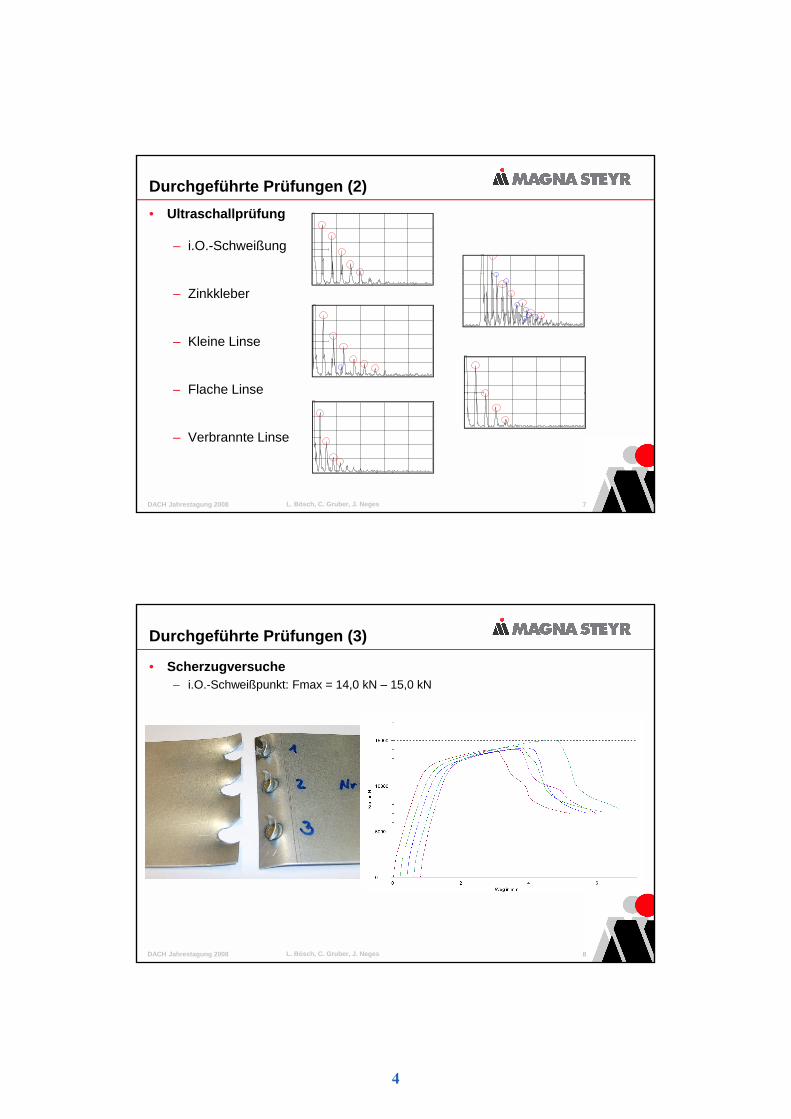
Durchgeführte Prüfungen (2)• Ultraschallprüfung
– i.O.-Schweißung
– Zinkkleber
– Kleine Linse
– Flache Linse
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 7
ac e se
– Verbrannte Linse
Durchgeführte Prüfungen (3)
• Scherzugversuche– i.O.-Schweißpunkt: Fmax = 14,0 kN – 15,0 kN
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 8
4
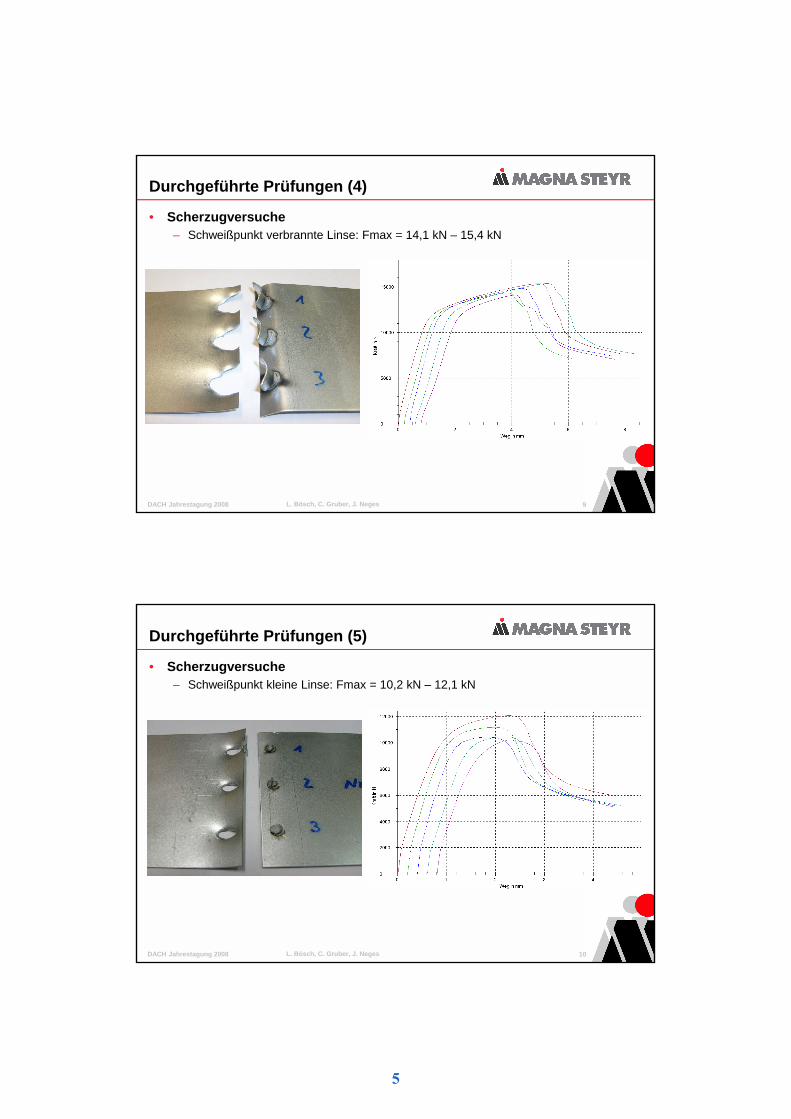
Durchgeführte Prüfungen (4)
• Scherzugversuche– Schweißpunkt verbrannte Linse: Fmax = 14,1 kN – 15,4 kN
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 9
Durchgeführte Prüfungen (5)
• Scherzugversuche– Schweißpunkt kleine Linse: Fmax = 10,2 kN – 12,1 kN
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 10
5
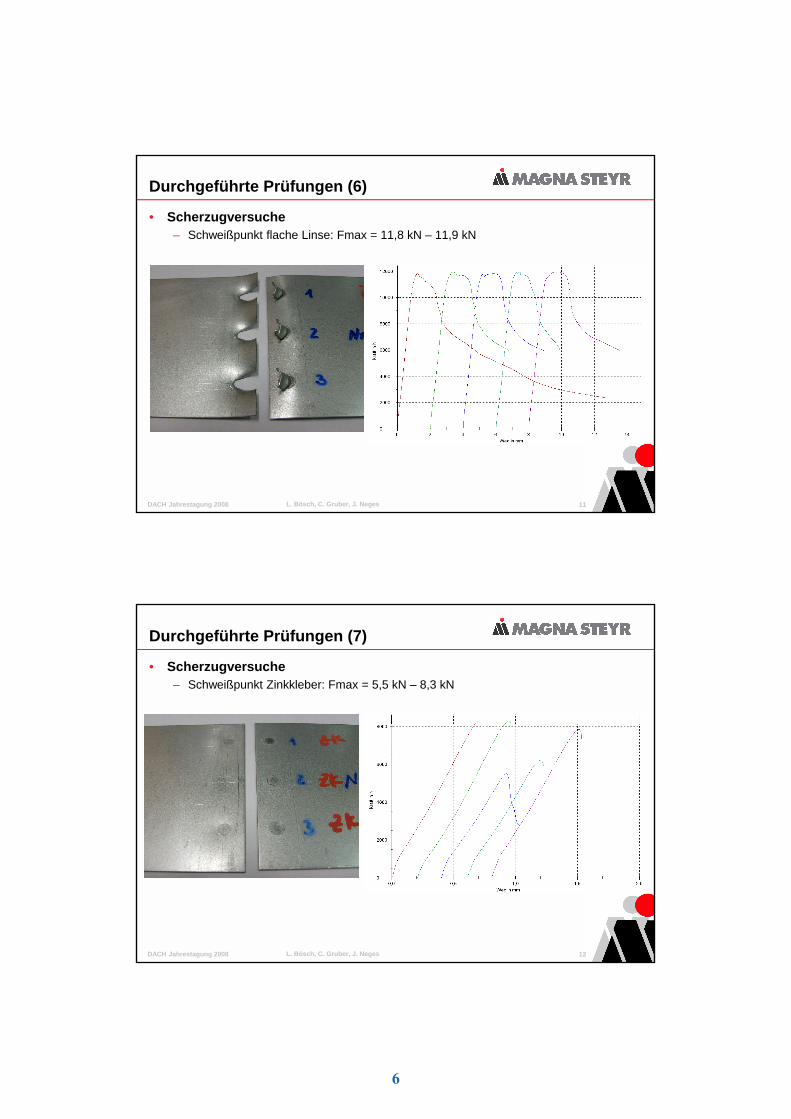
Durchgeführte Prüfungen (6)
• Scherzugversuche– Schweißpunkt flache Linse: Fmax = 11,8 kN – 11,9 kN
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 11
Durchgeführte Prüfungen (7)
• Scherzugversuche– Schweißpunkt Zinkkleber: Fmax = 5,5 kN – 8,3 kN
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 12
6
Durchgeführte Prüfungen (8)
• Scherzugversuche Zusammenfassung
16 000
18.000
6.000
8.000
10.000
12.000
14.000
16.000
Kra
ft [N
]
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 13
0
2.000
4.000
iO flache Linse verbrannte L. kleine Linse Zinkkleber
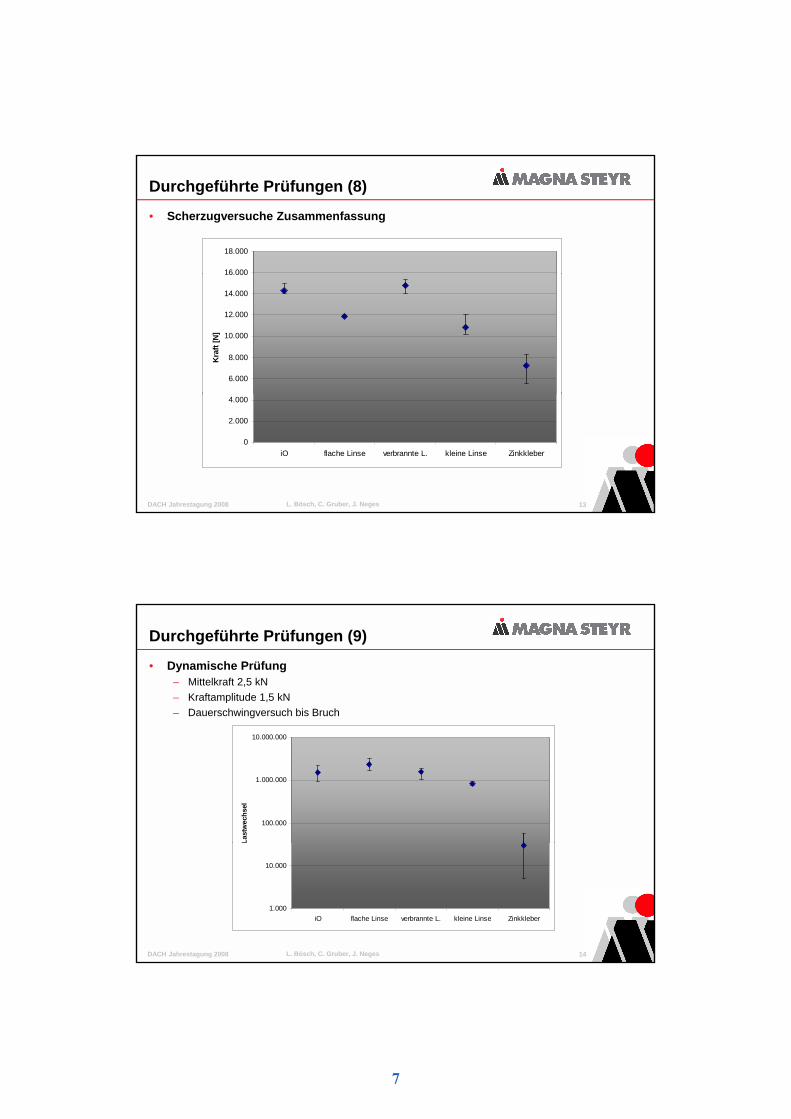
Durchgeführte Prüfungen (9)
• Dynamische Prüfung– Mittelkraft 2,5 kN– Kraftamplitude 1,5 kN– Dauerschwingversuch bis Bruch
100.000
1.000.000
10.000.000
Last
wec
hsel
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 14
1.000
10.000
iO flache Linse verbrannte L. kleine Linse Zinkkleber
7
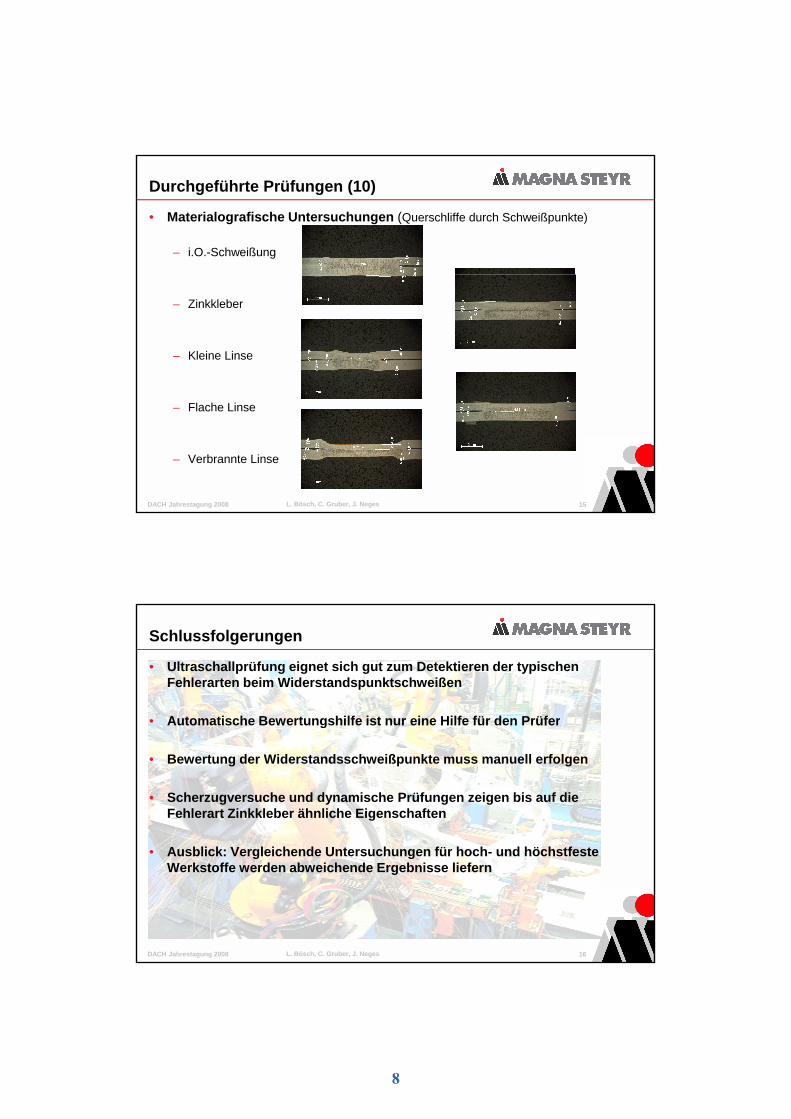
Durchgeführte Prüfungen (10)
• Materialografische Untersuchungen (Querschliffe durch Schweißpunkte)
– i.O.-Schweißung
– Zinkkleber
– Kleine Linse
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 15
– Flache Linse
– Verbrannte Linse
Schlussfolgerungen
• Ultraschallprüfung eignet sich gut zum Detektieren der typischen Fehlerarten beim Widerstandspunktschweißen
• Automatische Bewertungshilfe ist nur eine Hilfe für den PrüferAutomatische Bewertungshilfe ist nur eine Hilfe für den Prüfer
• Bewertung der Widerstandsschweißpunkte muss manuell erfolgen
• Scherzugversuche und dynamische Prüfungen zeigen bis auf die Fehlerart Zinkkleber ähnliche Eigenschaften
DACH Jahrestagung 2008 L. Bösch, C. Gruber, J. Neges 16
• Ausblick: Vergleichende Untersuchungen für hoch- und höchstfeste Werkstoffe werden abweichende Ergebnisse liefern
8