das FacHmagazin Für den werkzeug- und Formenbau · e.k. und ulrike keller von der tebis ag, vor...
4
HIGHTECH Drahtschneiden mit neuer Maschine und neuer Software WWW.SPECIAL-TOOLING.DE DAS FACHMAGAZIN FÜR DEN WERKZEUG- UND FORMENBAU SONDERDRUCK AUS HEFT 6, NOVEMBER 2006
Transcript of das FacHmagazin Für den werkzeug- und Formenbau · e.k. und ulrike keller von der tebis ag, vor...
HigHtecH Drahtschneiden mit neuer Maschine und neuer Software
www.special-tooling.de
das FacHmagazin Für den werkzeug- und Formenbau
sonderdruck aus HeFt 6, november 2006

Drahtschneiden mit neuer Maschine und neuer Soft-ware
HigHtecH-PaketBei engen Gewinnspannen gleichzeitig eine hohe Produktivität und Qualität zu ge-währleisten, ist für jeden Dienstleister in der Fertigungsindustrie heute die Realität. Dabei müssen breitgefächerte Anforderungen abgedeckt werden. Eine Möglichkeit, sein Angebot durch innovative Technologien sinnvoll abzurunden, bietet die Investi-tion in eine neue Drahtschneid-Maschine und die entsprechende Software.
der Kosten- und Termindruck im Zu-lieferwettbewerb ist nach wie vor groß. Gerade in solchen Zeiten zö-
gern Unternehmer häufig, in neue Tech-nologien und die Ausbildung ihrer Mitar-beiter zu investieren – und riskieren da-mit, den Anschluss zu verpassen. Das aber möchte Björn Alber, Inhaber der Firma Karl Alber Werkzeugbau e.K. in Lein-felden-Echterdingen, unbedingt vermei-den.
Seit bald 45 Jahren ist die Firma mit ihren mittlerweile elf Mitarbeitern haupt-sächlich in der Lohnfertigung für die Be-reiche Werkzeug- und Formenbau sowie Prototypen- und Maschinenbau tätig. Das Angebot reicht von der 2D- und 3D-Programmierung bis hin zur kompletten Fertigung von Präzisionseinzelteilen. Ent-sprechend umfassend ist der Leistungska-talog: Das Technologie-Spektrum umfasst das Fünfachsfräsen genauso wie das HSC-
erodiertecHnik
björn alber, inhaber der Firma karl alber werkzeugbau e.k. und ulrike keller von der tebis ag, vor der neuen drahtschneid-maschine mitsubishi Fa20-vs in der haus-eigenen maschinenhalle.
sowohl die innenkontur als auch die passungen dieses beschnittwerkzeugs werden erodiert.
Fräsen und die Hartbearbeitung. Versorgt werden die Automobil- und die Automo-bil-Zulieferindustrie, die Luftfahrtbran-che und mehrere bekannte deutsche Ma-schinenbauer. Die Maschinenhalle kann sich sehen lassen: Das Herzstück bilden die 5-Achs-HSC-Fräsmaschinen Deckel Maho DMU 200 P in Portalbauweise sowie die 6 m Mecof HSC Fahrständer-fräsmaschine. Neben beiden Maschinen befinden sich Tebis CAD/CAM Program-mierplätze, an denen die Maschinenbe-diener ihre Programme selbst erstellen. Somit sind papierlose Fertigungsaufträge, ausgehend von 2D- und 3D-Daten, pro-blemlos abzuwickeln. An einem dritten Tebis CAD/CAM Arbeitsplatz werden die Fertigungsdaten im Büro vorbereitet sowie auch die Programmierung für die restlichen CNC-Maschinen bewältigt.
Ende Juli diesen Jahres wurde der Ma-schinenpark des etablierten mittelstän-dischen Unternehmens um die CNC-ge-steuerte Wasserbad-Drahterodier-Anlage Mitsubishi FA20-VS erweitert. Die Ma-schine fährt eine Abtragsleistung von über 500mm2/min und garantiert dabei ein hohes Maß an Qualität und Geometrie-Genauigkeit. Die Verfahrwege, die sich in X/Y/Z auf 500 x 350 x 250 mm belaufen, gewährleisten ein breit gefächertes Ein-satzgebiet.
Aber dennoch: Rentiert sich denn die Anschaffung einer solchen Maschine, gerade unter dem Gesichtspunkt des zu-nehmenden Konkurrenzdrucks aus dem In- und Ausland?
„Aber ja“, erklärt Björn Alber voller Überzeugung: „Dadurch, dass wir unsere Angebots-Palette um das Drahtschneiden erweitert haben, konnten wir die verschie-densten Fertigungsaufgaben in unser Un-
ternehmen zurückholen. So umgehen wir Lieferengpässe, Qualitätsprobleme oder Zusatzkosten, die durch die Verlagerung nach Außen manchmal entstehen. Insge-samt können wir viel flexibler auf Kun-denwünsche reagieren“. Seit die Maschine Ende Juli diesen Jahres angeschafft wurde, ist sie fast rund um die Uhr im Einsatz: sieben Tage die Woche, 24 Stunden am Tag. „Wir wollen nun einen zweiten Mit-arbeiter für das Drahtschneiden mit Tebis ausbilden“, erklärt uns Björn Alber.
Dass zuverlässige Routinen für ein solches Leistungs-Spektrum unabdingbar sind, versteht sich von selbst. Mit die wich-tigste Voraussetzung: das Zusammenspiel mit der Software, in der die Drahtschneid-Programme erstellt werden, muss ein-wandfrei funktionieren.
Warum er sich beim Drahtschneiden für Tebis entschieden habe, fragen wir. „Seit über 16 Jahren erstellen wir un-sere Fräs-Programme mit Tebis“, erzählt Björn Alber. „Die guten Ergebnisse, die wir beim Fräsen erzielt haben und die Vorteile, durchgängig mit einem System zu arbeiten, spielten dabei natürlich eine große Rolle“. Doch die bisherige Zufrie-denheit mit dem System war nicht der einzige Grund für die Anschaffung. So wird beispielsweise das automatische Kontrollsystem Power-Master PM4, über das während der Bearbeitung die optima-len Generatoreinstellungen ermittelt und angepasst werden können, komplett vom System unterstützt. Und auch sonstige Maschinen-Parameter lassen sich, wie für alle marktgängigen Steuerungen, direkt im Programm individuell konfigurieren. Vor allem überzeugt die Software aber insgesamt durch ihren hohen Automati-sierungsgrad und den Leistungsumfang.
„Das ist genau das, was ich brauche, um meine Drahtschneid-Prozesse zu optimie-ren“, so Björn Alber. Und tatsächlich: Die Vorlagen-Technik gewährleistet ein hohes Maß an Prozesssicherheit. Alle Kontur-Ei-genschaften wie An- und Abfahrt, Inter-polation oder Verrundung lassen sich zu komplexen Vorlagen zusammenfassen. Einmal festgelegt, müssen in der Regel nur noch Bohrloch und Kontur definiert werden – den Rest erledigt Tebis. „Schnel-le Programme und kurze Maschinenlauf-zeiten bei hoher Qualität und Präzision sind ein absolutes Muss“, sagt Björn Alber. Auch die von Tebis vorgegebenen Strate-gien sind sehr hilfreich: „Wir greifen in der Regel auf zwei der vorgegebenen Bearbei-tungsstrategien zurück, die wir gegebe-nenfalls geringfügig anpassen“, wird uns erklärt. Das Schöne daran: Es bleiben ge-nügend Eingriffsmöglichkeiten, um spezi-elle Kundenwünsche zu berücksichtigen. Ein besonderes Plus der Tebis Software: die Qualitätsdatenbanken sind direkt im System hinterlegt. Die Programme, die an die Maschine ausgegeben werden, sind folglich bereits mit Qualitäten in belie-bigen Höhen und Qualitätsstufen ausge-stattet. Der große Vorteil: Nachträgliches Editieren der Programme an der Maschine entfällt völlig. Praktisch ist dabei natürlich auch, dass sich konische und zylindrische Schnitte mit unterschiedlichen Schnittfol-gen in einem einzigen Programm zusam-menfassen lassen.
Und wie sieht es mit der Bedienfreund-lichkeit des Systems aus? „Der Kollege war begeistert, als er bereits nach kurzer Einarbeitungszeit bei Präzisionsformtei-len genau die richtige Passgenauigkeit erzielen konnte und das Ergebnis auch gleich in der Praxis gesehen hat – und
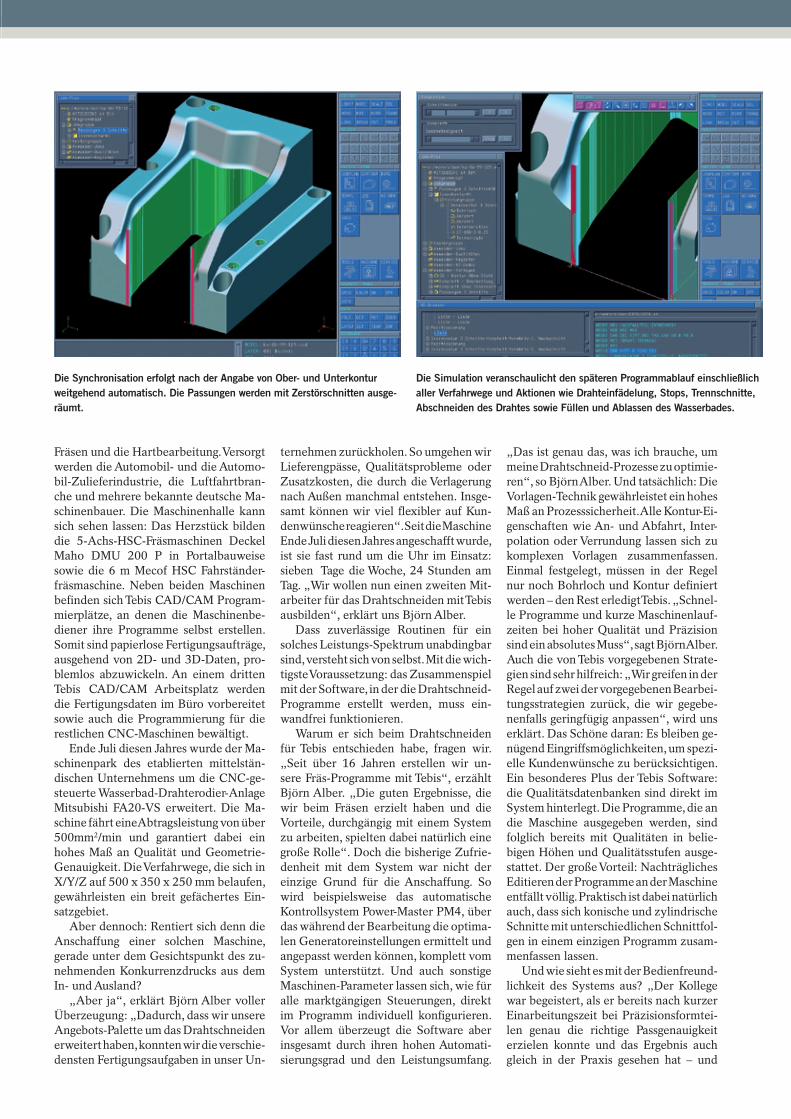
die synchronisation erfolgt nach der angabe von ober- und unterkontur weitgehend automatisch. die passungen werden mit zerstörschnitten ausge-räumt.
die simulation veranschaulicht den späteren programmablauf einschließlich aller verfahrwege und aktionen wie drahteinfädelung, stops, trennschnitte, abschneiden des drahtes sowie Füllen und ablassen des wasserbades.

dies bei engsten Toleranzen!“, erzählt uns der Jungunternehmer. Dies ist natürlich nicht zuletzt auf den logischen Aufbau der Software zurückzuführen: auch der weni-ger erfahrenen Anwender wird sicher und strukturiert durch die einzelnen Schritte der Prozesskette geführt, bis hin zu effek-tiven NC-Programmen. „Schön ist, dass wir direkt auf dem 3D-Datensatz fertigen können. Tebis erkennt bekanntlich kom-plexe Konturen und nutzt dabei sämtliche Flächeninformationen“. Die Grenzen des Systems sind dabei allerdings noch lange nicht ausgeschöpft: Die Mitarbeiter der Firma sind gespannt, was sie auf ihrer nächsten Schulung bei der Tebis-Tochter Tebicon alles über den Umfang der Soft-ware erfahren werden.
Als besonders vorteilhaft erweist sich auch, dass der Programmierer jederzeit auf ein komfortables CAD-System zugrei-
fen kann: „Die Tebis-Drahtschneid-Stati-on ist bei uns direkt neben der Maschine aufgestellt. Der Programmierer liest die Kundendaten ein und kann dank der umfassenden Analysefunktionen alle notwendigen Informationen direkt am Bauteil abgreifen. Anschließend erstellt er das Drahtschneid-Programm selbst-ständig und gibt es direkt an die Maschine aus.“ Und der Datenaustausch mit ande-ren Systemen? „Verläuft reibungslos“, so Herr Alber, „CATIA V5-Daten zum Beispiel können wir problemlos einlesen und weiterverarbeiten“. Und: die für das Drahtschneiden ausgegebenen Geome-trien stehen für weitere Konstruktions- und Fertigungs-Prozesse zur Verfügung.
Abgesehen vom hohen Leistungsver-mögen der Tebis Drahtschneid-Software ist natürlich die Möglichkeit, sämtliche Schritte der Prozesskette innerhalb eines
Systems durchführen zu können, für Kun-den und Unternehmer gleichermaßen von größtem Nutzen. „Immer wieder machen wir die Erfahrung, dass unsere Kunden mit der Arbeit ihrer Partner im Ausland nicht zufrieden sind und die Aufträge kurzfris-tig zurück nach Deutschland verlagert werden. Der zeitliche Spielraum ist dann natürlich sehr eng“, erklärt Herr Alber. Ein breites Spektrum bei gleichzeitiger Fertigungseffizienz ist dabei wichtiger denn je. Zusammen mit seinem hoch-motivierten Team kann Björn Alber nun noch flexibler und schneller auf komplexe Anforderungen reagieren: „Wir sind jetzt auch auf kombinierte Fräs- und Erodier-aufgaben bestens vorbereitet“.
www.ka-alber.de www.tebis.de
erodiertecHnik
das auf der maschine aufgespannte bauteil.
tebis technische informationssysteme ag
Einsteinstr. 9 D-82152 Martinsried/München Tel.: 089/81803-0 Fax: 089/81803-8200
e-Mail: [email protected] Internet: www.tebis.de