Einfгhrung
3
Click here to load reader
-
Upload
nedret-bajramovic -
Category
Documents
-
view
214 -
download
0
Transcript of Einfгhrung

7/23/2019 Einfгhrung
http://slidepdf.com/reader/full/einfhrung 1/3
1
1 Einführung
Die Aufgabe der Fertigungstechnik besteht in der
wirtschaftlichen Herstellung eines durch eine Zeich-nung oder einen anderen Informationsträger vorge-gebenen Werkstücks. In diesen »Konstruktionsun-terlagen« sind Anweisungen und Einzelheiten festge-legt, die die Fertigung des Werkstücks ermöglichen.Dazu gehören u. a. die Abmessungen, die Werkstof- fe, die erforderlichen Maßtoleranzen, die Oberä-chengüten sowie die Prüf- und Messmittel während
bzw. nach der Fertigung.
Damit sind schon weitgehend (zusammen mit den
betrieblichen Möglichkeiten) die zum Herstellendes Bauteils geeigneten Fertigungsverfahren vor-gegeben.
Die in der Zeiteinheit zu fertigenden Teile und derzeitliche, wirtschaftliche und (oder) personelle Auf-wand bestimmen den Automatisierungsgrad der Fer-tigung. Die Möglichkeiten reichen von handbedien-ten Universalmaschinen über nummerisch gesteuerteMaschinen, bei denen die Wirkinformationen in Form
von Programmen gespeichert sind, und über flexibleFertigungssysteme, bei denen mehrere CNC-gesteu-erte Fertigungssysteme (Bearbeitungszentren, Fer-tigungszellen, -inseln und Einzelmaschinen) durcheine übergeordnete Werkstück- und Werkzeugversor-gung sowie integrierte Auftragsablaufsteuerung mitAnschluss der Zellenrechner an übergeordnete Leit-rechner miteinander verbunden sind. Eine Folge derzunehmenden Automatisierung ist die kontinuierli-che Verschiebung der Tätigkeit der Menschen vonder handwerklich ausführenden zur geistig anspruchs-
vollen, planenden Arbeit.
Die Vielzahl der Fertigungsverfahren zwingt zurEinordnung der einzelnen Bereiche in ein überschau-
bares, widerspruchsfreies System, in dem die be-kannten und die in der Zukunft entwickelten Ver-fahren Platz nden.
Die Norm DIN 8580 enthält die systematische Ein-teilung der Fertigungsverfahren, Tabelle 1-1. Ein
wesentliches Ordnungsprinzip ist das Ändern desZusammenhalts. Es bezieht sich sowohl auf denZusammenhalt der Teilchen eines festen Körpersals auch auf den Zusammenhalt der Teile eineskomplexen Bauteils:
– Zusammenhalt schaffen (Hauptgruppe 1), – Zusammenhalt beibehalten (Hauptgruppe 2), – Zusammenhalt vermindern (Hauptgruppe 3), – Zusammenhalt vermehren (Hauptgr. 4 und 5).
Ein weiterer Gesichtspunkt ist die Unterscheidungzwischen Formgeben und Stoffeigenschaftsändern.Damit ergibt sich eine zweidimensionale Ordnungs-matrix der in sechs Hauptgruppen eingeteilten Fer-tigungsverfahren, Tabelle 1-1. In diesem Ordnungs-system wird jedes Fertigungsverfahren mit einermehrstelligen Ordnungsnummer (ON) bezeich-net:
– Hauptgruppen (1. Stelle der ON: Einteilung) – Gruppen (2. Stelle der ON: Unterteilung) – Untergruppen (3. Stelle der ON: Verfahren)
In Bezug auf die jeweilige Bearbeitungsaufgabe bieten sich in der Regel mehrere Fertigungsverfah-ren bzw. Kombinationen von Fertigungsverfahrenan. Von den zu bearbeitenden Formelementen, denformelementspezischen Abmessungen, Toleranzenund Oberächenmerkmalen, vom Werkstückstoffund von den Stoffeigenschaften ist es unter anderemabhängig, wie sich Anwendungsgrenzen von Ferti-gungsverfahren verschieben.
Fertigungsverfahren und Fertigungssysteme sind sozu wählen, dass die Werkstücke in ausreichenderAusbringung und Qualität bei minimalen Kostensowie unter ergonomischen und umweltverträgli-chen Bedingungen gefertigt werden können.
Die fortwährende Verbesserung der bestehendenFertigungsverfahren vollzieht sich i. Allg. als kom-plexer Prozess. So werden die in der industriellenFertigung erreichbaren Genauigkeiten urformend
oder umformend vorgefertigter Werkstücke zuneh-mend größer, und in vielen Fällen wird nur noch einspanendes Fertigungsverfahren für die Endbearbei-tung erforderlich sein. Die Forderungen nach kürze-ren Durchlaufzeiten und geringerer Kapitalbindungverlangen zudem, dass die klassischen Fertigungs-folgen mit dem Ziel der Kostensenkung und mit teil-weise erhöhten Anforderungen an die Qualität dergefertigten Werkstücke neu überdacht werden. Zu-kunftsorientierte Fertigungsstrategien haben neben
den bekannten Forderungen nach höherer Produk-tivität auch verstärkt die Flexibilität und Zuverläs-sigkeit der Fertigung zu berücksichtigen. Es wirdkünftig weniger darum gehen, die einzelnen Ar-beitsvorgänge selbst zu optimieren. Technologische

7/23/2019 Einfгhrung
http://slidepdf.com/reader/full/einfhrung 2/3
2 1 Einführung
Kombinationen zwischen den Gruppen sind möglich
5.9
aus dem ionisiertenZustand(Galvanisieren)
4.9
Textiles Fügen
1.9
aus dem ionisiertenZustand (elektrolyti-sches Abscheiden,Galvanoplastik)
5.8
aus dem gas- oderdampfförmigen Zu-stand (Vakuum-bedampfen)
4.8
Kleben1.8
aus dem gas- oderdampfförmigenZustand
6.7
PhotochemischeVerfahren(Belichten)
5.7
durch Löten(Auftrag-weichlöten)
4.7
Fügen durch Löten(Weichlöten,Hartlöten)
6.6
Bestrahlen5.6
durch Schweißen
(Schmelzauftrag-schweißen)
4.6
Fügen durch Schwei-
ßen(Schmelzverbin-dungsschweißen)
3.6
Reinigen
(Reinigungsstrahlen)
6.5
Magnetisieren4.5
Fügen durch Umfor-men(Nieten, Bördeln)
3.5
Zerlegen(Lösen vonVerbindungen)
2.5
Schubumformen(Verdrehen)
1.5
aus dem span- oderfaserförmigenZustand
6.4
Sintern,Brennen
5.4
aus dem körnigenoder pulverförmigenZustand(Wirbelsintern)
4.4
Fügen durch Urfor-men (Ausgießen,Umgießen mitKunststoff)
3.4
Abtragen(thermisches Trennen,chem. Abtragen)
2.4
Biegeumformen(mit drehenderWerkzeugbewegung)
1.4
aus dem körnigenoder pulverförmigenZustand(Pressen, Sintern)
6.3
ThermomechanischesBehandeln
5.3
aus dem breiigenZustand (Verputzen)
4.3
An- und Einpressen(Schrumpfen)
3.3
unbestimm-ten (Schlei-
fen, Honen,Läppen)
2.3
Zugumformen(Längen, Weiten,Tiefen)
1.3
aus dem breiigen Zu-stand (Gießen vonKeramik)
6.2
Wärmebehandeln(Glühen, Härten)
5.2
aus dem plastischenZustand(Spachteln)
4.2
Füllen(Einfüllen)
3.2
bestimmten(Drehen,Bohren,Fräsen)
2.2
Zugdruckumformen(Drahtziehen,Tiefziehen)
1.2
aus dem plastischenZustand(Spritzgießen)
6.1
Verfestigen durchUmformen(Schmieden)
5.1
aus dem flüssigenZustand(Lackieren)
4.1
Zusammensetzen(Einlegen)
3.1
Zerteilen(Scherschneiden)
2.1
Druckumformen(Walzen, Fließpres-sen, Schmieden)
1.1
aus dem flüssigenZustand(Gießen)
2. Stelle der ON Gruppen (mit Beispielen)
vermehrtvermindert oder aufge-hoben
beibehaltengeschaffen
Zusammenhalt der Teilchen bzw. Bestandteile wird
Ändern der Eigenschaftendes Werkstoffes, z. B. durchDiffusion, chem. Reaktion,Gitterversetzungen
Aufbringen einerfest haftendenSchicht aus formlo-sem Stoff
Zusammenbringenvon Werkstückenauch mit formlosemStoff
Formändern eines fes-ten Körpers durch örtli-ches Aufheben desZusammenhaltes
Plastisches Ändernder Form eines festenKörpers
Fertigen eines festenKörpers aus formlo-sem Stoff
Definitionen
6 Stoffeigenschaft
ändern
5 Beschichten4 Fügen3 Trennen2 Umformen1 Urformen
1. Stelle der ON Hauptgruppen
Spanenmitgeometrisch
Schneiden
Tabelle 1-1. Einteilung der Fertigungsverfahren (nach DIN 8580). In Klammern: Beispiele.

7/23/2019 Einfгhrung
http://slidepdf.com/reader/full/einfhrung 3/3
1 Einführung 3
Bild 1-2
Gewichtung der Zielsetzungen zur Entwicklung von wettbe-
werbsfähigen Produktionskonzepten (nach Westkämper).
Prozesse lassen sich deshalb nicht mehr isoliert be-trachten, sondern müssen als Kette von vor- und
nachgelagerten Teilvorgängen beurteilt werden. Ei-ne zentrale Forderung in der Produktion ist die Redu-zierung der Anzahl notwendiger Fertigungsschrit-te. Unter Ausnutzung der größer werdenden Anwen-dungsbreite und Formgebungsmöglichkeiten vonFertigungsver fahren und bei weitgehender An nä-herung der Ausgangsform (Rohteil) an das Fertig-teil (»Near-Net-Shape«-Technologie) konnten durchSubstitution, Integration und Elimination von Ferti-gungsverfahren Kosten und Durchlaufzeiten inner-halb von Prozessketten insgesamt verringert und die
Qualität von Produktion und Produkt erhöht wer-den.
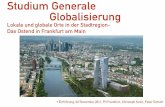
Bild 1-1 gibt eine Übersicht der erreichbaren Genau-igkeiten wichtiger Fertigungsverfahren. Durch dieErweiterung der Leistungsbereiche urformender undumformender Fertigungsverfahren werden sich da-bei zugleich Möglichkeiten ergeben, die Bearbei-tungszugaben und damit auch den Anteil der Nach-bearbeitung erheblich zu reduzieren.
Neben der Einhaltung vorgegebener Maß-, Form-,Lage- und Rauheitstoleranzen bestimmen jedochnoch eine Vielzahl von weiteren Kriterien die Ver-fahrensauswahl. So wird diese unter Umweltverträg-
lichkeitsgesichtspunkten zunehmend von Fragender Entsorgung, z. B. von Spänen und Kühlschmier-
stoffen, beeinusst.
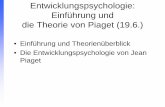
Waren früher vor allem Kostensenkung und Produk-tivitätserhöhung die Zielsetzungen, so geht es heu-te und zukünftig in der industriellen Produktion da-rum, zusätzlich die Bestände zu senken, die Flexibi-lität und Qualität zu erhöhen und die human- und um-weltzentrierten Aspekte in der Zielsetzung höher zugewichten, Bild 1-2.
Bild 1-1
Erreichbare Genauigkeiten bei verschiedenen Fertigungsverfahren.
5 6 7 8 9 10 11 12 13 14 15 16 0,25 1 2,5 4 10 16 63 250 1000
Fertigungsverfahren erreichbare Genauigkeiten
IT - Qualitäten Rautiefe Rz
[ m]
Gießen
Sintern
Gesenkschmieden
Präzisionsschmieden
Kaltfließpressen
Walzen
Schneiden
Drehen
Bohren
Planfräsen
Hobeln
Räumen
Rundschleifen
normal erreichbar durch Sondermaßnahmen erreichbar
Zeiten
Produktivität
Bestände
FlexibilitätKosten
Umweltverträglichkeit
QualitätArbeitsschutz
heutigeGewichtung
der Ziel-setzungen
zukünftigeGewichtung