
EMAT-Ultraschallprüfung
17
OPTIMESS Engineering GmbH Tel. +49 (0) 365 / 4319459 Gewerbepark Keplerstr. 12 Fax +49 (0) 365 / 4319458 D-07549 Gera [email protected] Germany www.optimess.net EMAT – Technologie
-
Upload
kati-kamprath -
Category
Engineering
-
view
22 -
download
0
Transcript of EMAT-Ultraschallprüfung

OPTIMESS Engineering GmbH Tel. +49 (0) 365 / 4319459 Gewerbepark Keplerstr. 12 Fax +49 (0) 365 / 4319458 D-07549 Gera [email protected] Germany www.optimess.net
EMAT –
Technologie
EMAT – Prinzip
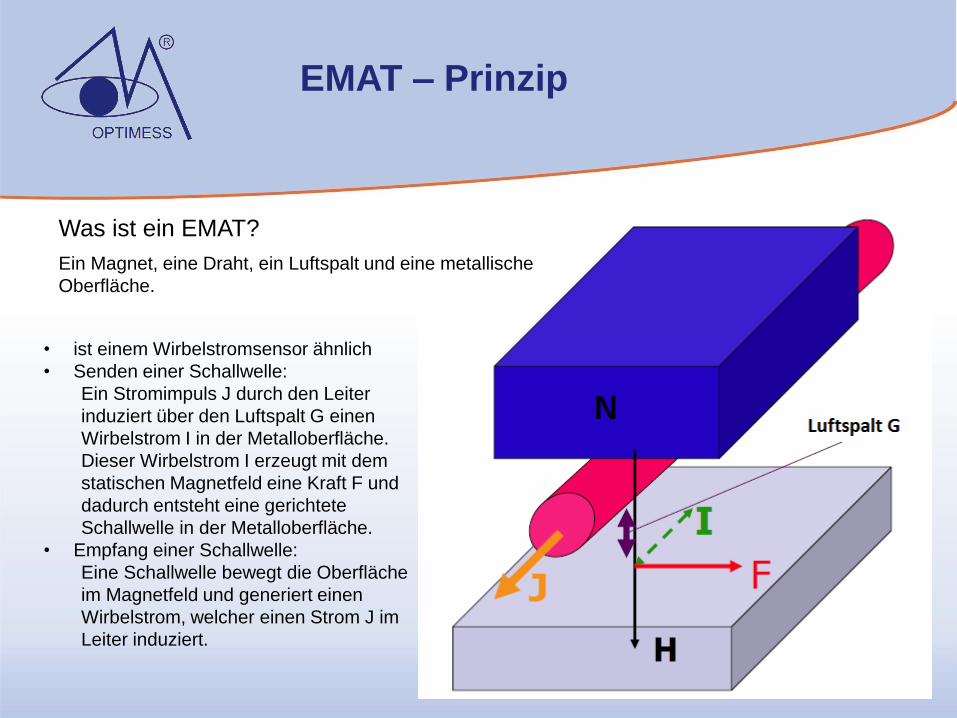
Was ist ein EMAT?
Ein Magnet, eine Draht, ein Luftspalt und eine metallische
Oberfläche.
• ist einem Wirbelstromsensor ähnlich
• Senden einer Schallwelle:
Ein Stromimpuls J durch den Leiter
induziert über den Luftspalt G einen
Wirbelstrom I in der Metalloberfläche.
Dieser Wirbelstrom I erzeugt mit dem
statischen Magnetfeld eine Kraft F und
dadurch entsteht eine gerichtete
Schallwelle in der Metalloberfläche.
• Empfang einer Schallwelle:
Eine Schallwelle bewegt die Oberfläche
im Magnetfeld und generiert einen
Wirbelstrom, welcher einen Strom J im
Leiter induziert.
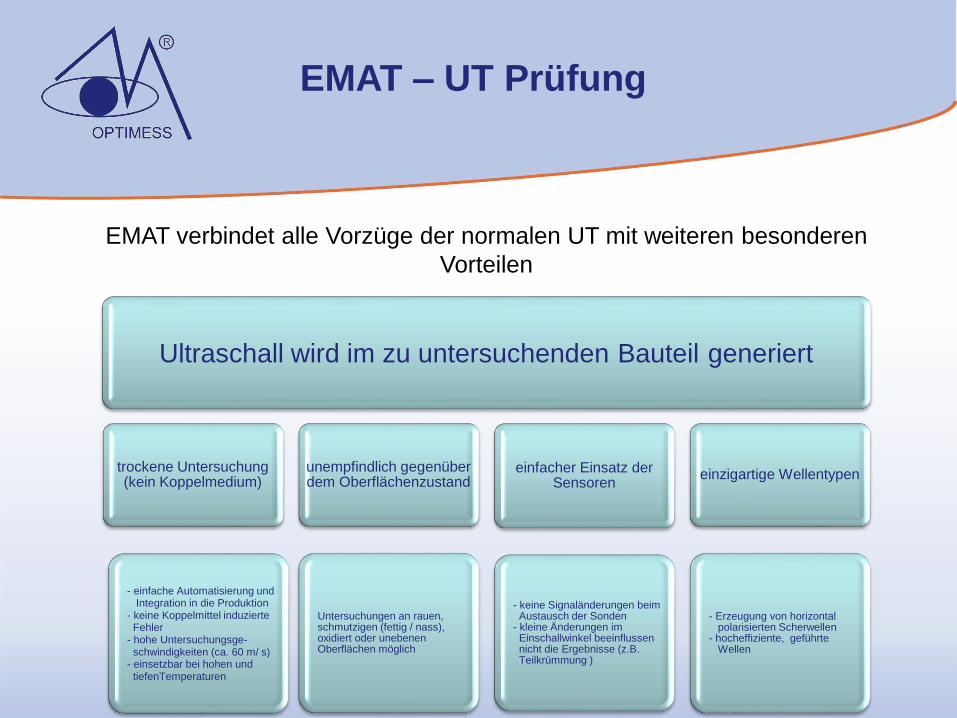
EMAT verbindet alle Vorzüge der normalen UT mit weiteren besonderen
Vorteilen
Ultraschall wird im zu untersuchenden Bauteil generiert
trockene Untersuchung (kein Koppelmedium)
- einfache Automatisierung und Integration in die Produktion - keine Koppelmittel induzierte Fehler - hohe Untersuchungsge- schwindigkeiten (ca. 60 m/ s) - einsetzbar bei hohen und tiefenTemperaturen
unempfindlich gegenüber dem Oberflächenzustand
Untersuchungen an rauen, schmutzigen (fettig / nass), oxidiert oder unebenen Oberflächen möglich
einfacher Einsatz der Sensoren
- keine Signaländerungen beim Austausch der Sonden - kleine Änderungen im Einschallwinkel beeinflussen nicht die Ergebnisse (z.B. Teilkrümmung )
einzigartige Wellentypen
- Erzeugung von horizontal polarisierten Scherwellen - hocheffiziente, geführte Wellen
EMAT – UT Prüfung
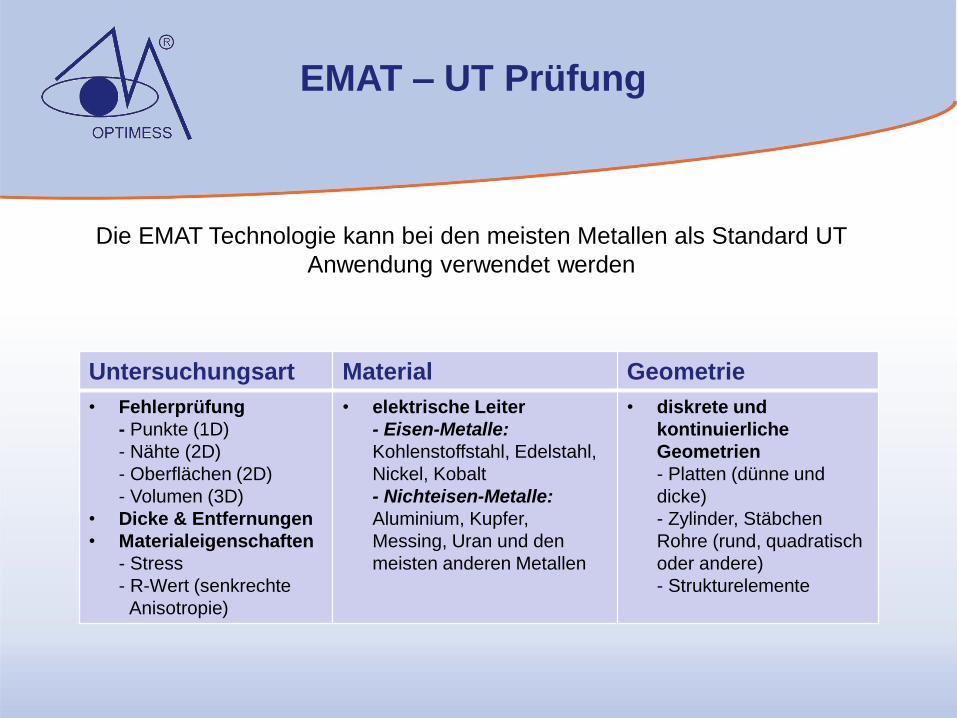
Die EMAT Technologie kann bei den meisten Metallen als Standard UT
Anwendung verwendet werden
Untersuchungsart Material Geometrie
• Fehlerprüfung
- Punkte (1D)
- Nähte (2D)
- Oberflächen (2D)
- Volumen (3D)
• Dicke & Entfernungen
• Materialeigenschaften
- Stress
- R-Wert (senkrechte
Anisotropie)
• elektrische Leiter
- Eisen-Metalle:
Kohlenstoffstahl, Edelstahl,
Nickel, Kobalt
- Nichteisen-Metalle:
Aluminium, Kupfer,
Messing, Uran und den
meisten anderen Metallen
• diskrete und
kontinuierliche
Geometrien
- Platten (dünne und
dicke)
- Zylinder, Stäbchen
Rohre (rund, quadratisch
oder andere)
- Strukturelemente
EMAT – UT Prüfung
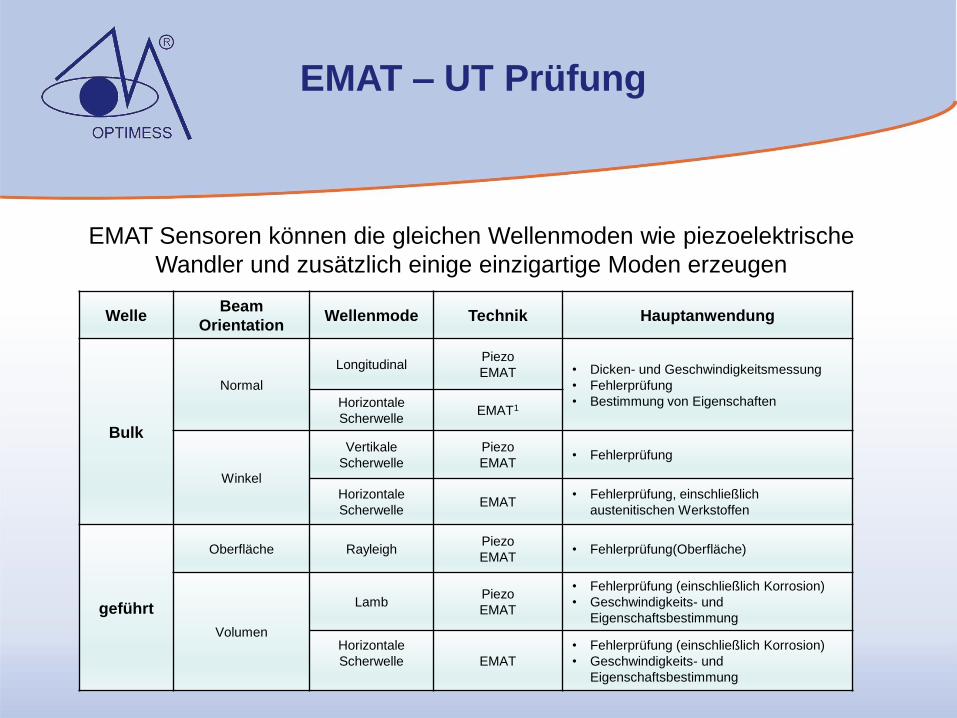
EMAT Sensoren können die gleichen Wellenmoden wie piezoelektrische
Wandler und zusätzlich einige einzigartige Moden erzeugen
Welle Beam
Orientation Wellenmode Technik Hauptanwendung
Bulk
Normal
Longitudinal Piezo
EMAT • Dicken- und Geschwindigkeitsmessung
• Fehlerprüfung
• Bestimmung von Eigenschaften Horizontale
Scherwelle EMAT1
Winkel
Vertikale
Scherwelle
Piezo
EMAT • Fehlerprüfung
Horizontale
Scherwelle EMAT
• Fehlerprüfung, einschließlich
austenitischen Werkstoffen
geführt
Oberfläche Rayleigh Piezo
EMAT • Fehlerprüfung(Oberfläche)
Volumen
Lamb Piezo
EMAT
• Fehlerprüfung (einschließlich Korrosion)
• Geschwindigkeits- und
Eigenschaftsbestimmung
Horizontale
Scherwelle
EMAT
• Fehlerprüfung (einschließlich Korrosion)
• Geschwindigkeits- und
Eigenschaftsbestimmung
EMAT – UT Prüfung
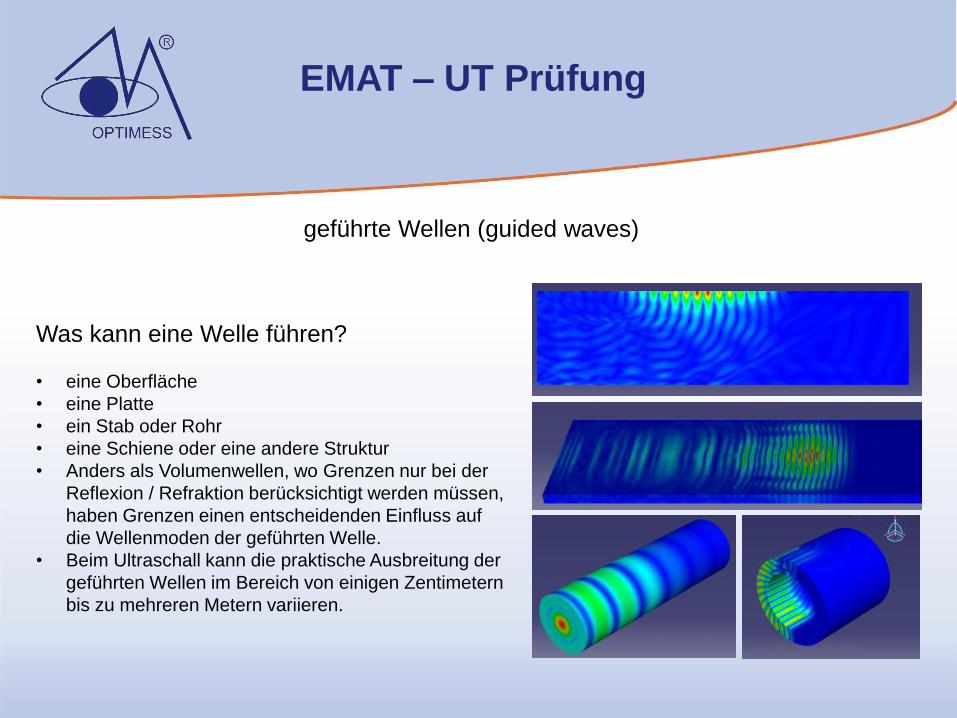
geführte Wellen (guided waves)
Was kann eine Welle führen?
• eine Oberfläche
• eine Platte
• ein Stab oder Rohr
• eine Schiene oder eine andere Struktur
• Anders als Volumenwellen, wo Grenzen nur bei der
Reflexion / Refraktion berücksichtigt werden müssen,
haben Grenzen einen entscheidenden Einfluss auf
die Wellenmoden der geführten Welle.
• Beim Ultraschall kann die praktische Ausbreitung der
geführten Wellen im Bereich von einigen Zentimetern
bis zu mehreren Metern variieren.
EMAT – UT Prüfung
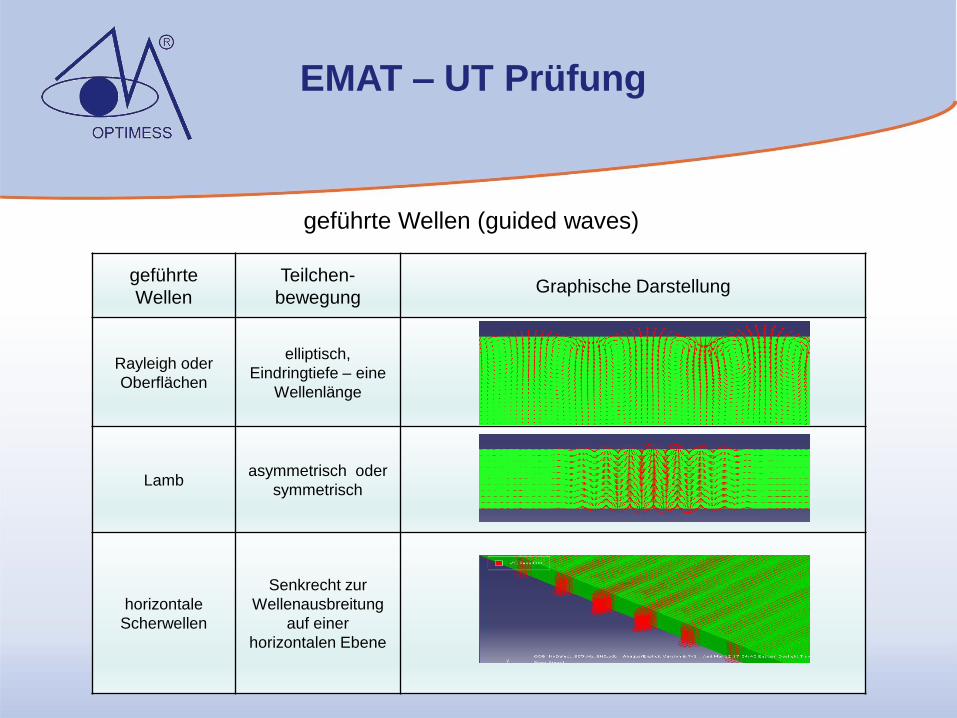
geführte
Wellen
Teilchen-
bewegung Graphische Darstellung
Rayleigh oder
Oberflächen
elliptisch,
Eindringtiefe – eine
Wellenlänge
Lamb asymmetrisch oder
symmetrisch
horizontale
Scherwellen
Senkrecht zur
Wellenausbreitung
auf einer
horizontalen Ebene
geführte Wellen (guided waves)
EMAT – UT Prüfung
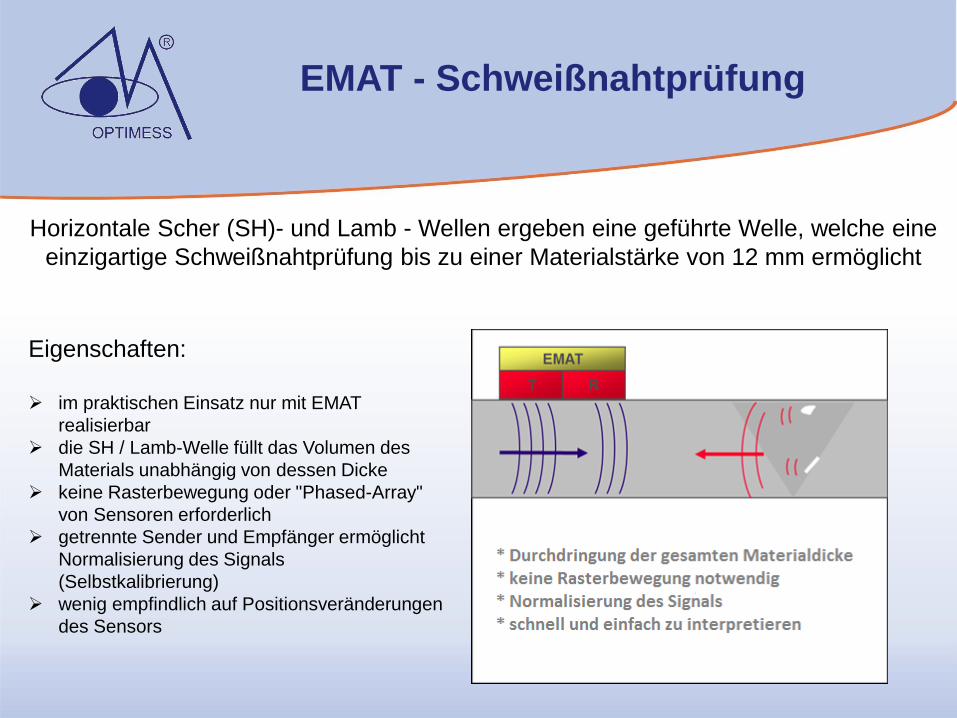
Horizontale Scher (SH)- und Lamb - Wellen ergeben eine geführte Welle, welche eine
einzigartige Schweißnahtprüfung bis zu einer Materialstärke von 12 mm ermöglicht
Eigenschaften:
im praktischen Einsatz nur mit EMAT
realisierbar
die SH / Lamb-Welle füllt das Volumen des
Materials unabhängig von dessen Dicke
keine Rasterbewegung oder "Phased-Array"
von Sensoren erforderlich
getrennte Sender und Empfänger ermöglicht
Normalisierung des Signals
(Selbstkalibrierung)
wenig empfindlich auf Positionsveränderungen
des Sensors
EMAT - Schweißnahtprüfung
EMAT - Schweißnahtprüfung
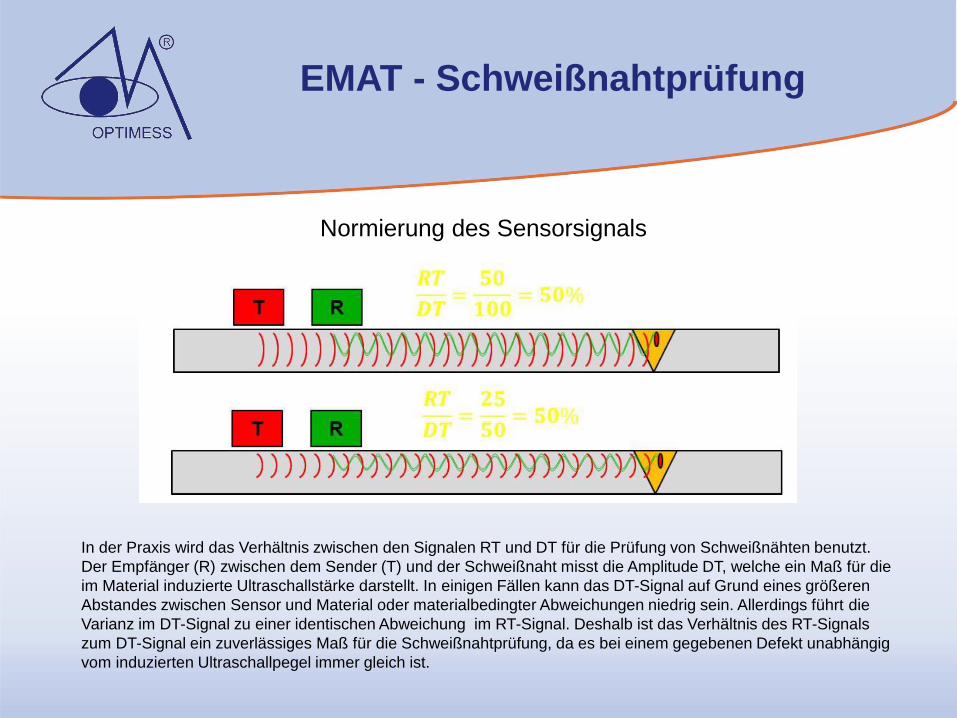
Normierung des Sensorsignals
In der Praxis wird das Verhältnis zwischen den Signalen RT und DT für die Prüfung von Schweißnähten benutzt.
Der Empfänger (R) zwischen dem Sender (T) und der Schweißnaht misst die Amplitude DT, welche ein Maß für die
im Material induzierte Ultraschallstärke darstellt. In einigen Fällen kann das DT-Signal auf Grund eines größeren
Abstandes zwischen Sensor und Material oder materialbedingter Abweichungen niedrig sein. Allerdings führt die
Varianz im DT-Signal zu einer identischen Abweichung im RT-Signal. Deshalb ist das Verhältnis des RT-Signals
zum DT-Signal ein zuverlässiges Maß für die Schweißnahtprüfung, da es bei einem gegebenen Defekt unabhängig
vom induzierten Ultraschallpegel immer gleich ist.
EMAT - Schweißnahtprüfung
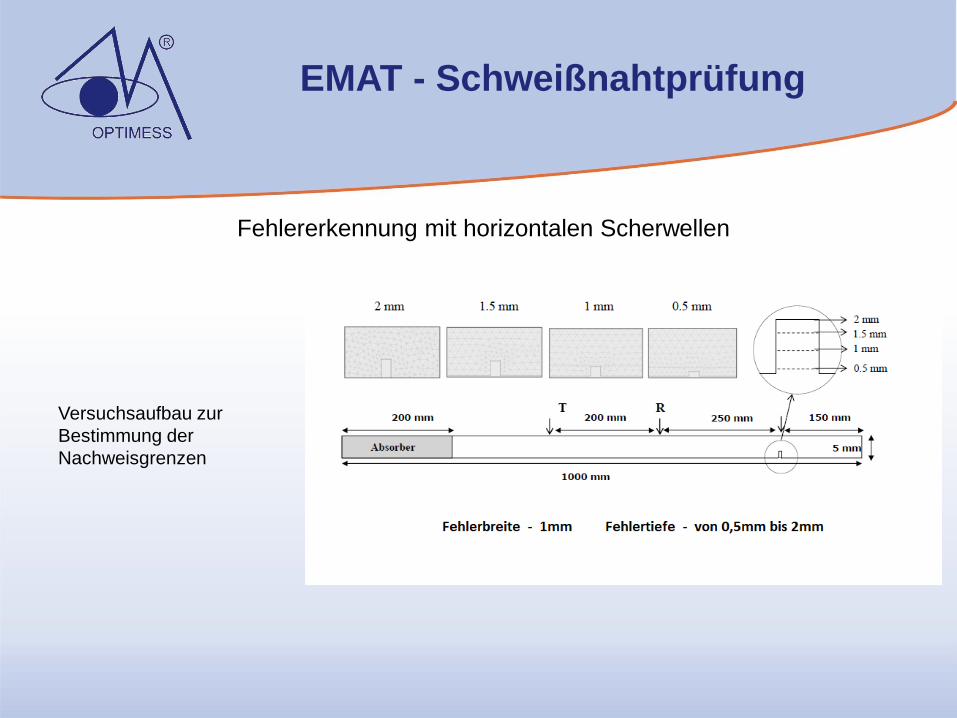
Fehlererkennung mit horizontalen Scherwellen
Versuchsaufbau zur
Bestimmung der
Nachweisgrenzen
EMAT - Schweißnahtprüfung
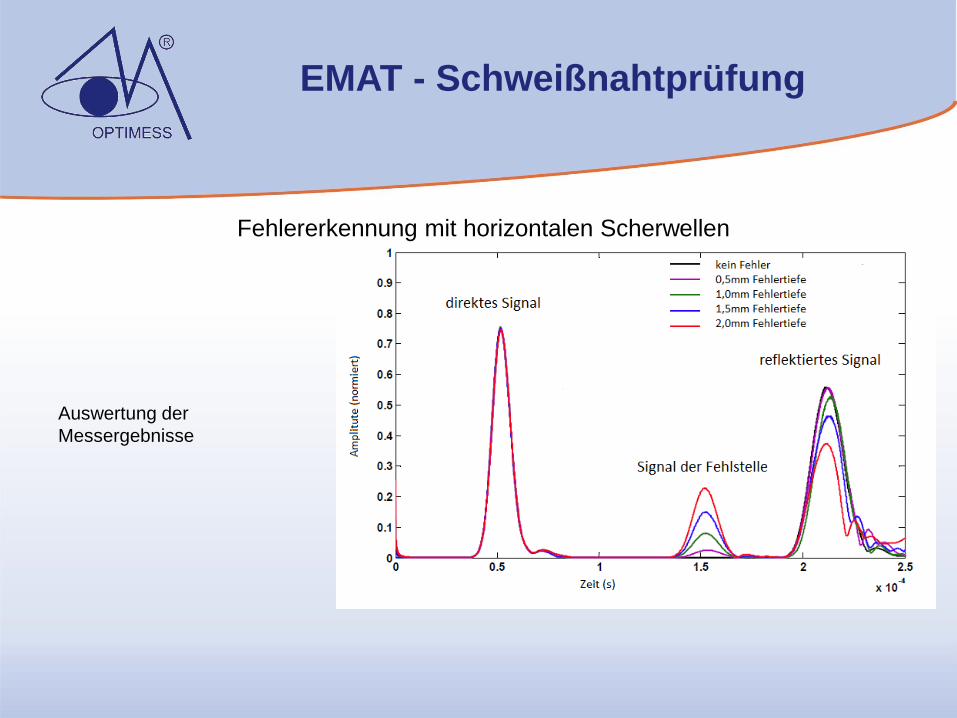
Fehlererkennung mit horizontalen Scherwellen
Auswertung der
Messergebnisse
EMAT - Schweißnahtprüfung
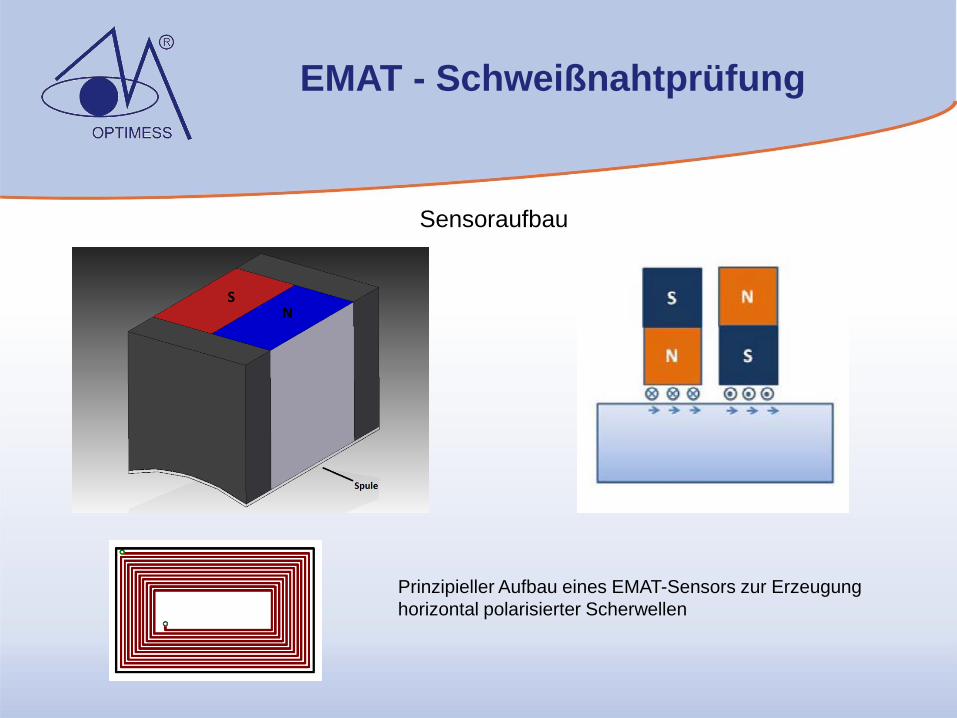
Sensoraufbau
Prinzipieller Aufbau eines EMAT-Sensors zur Erzeugung
horizontal polarisierter Scherwellen
EMAT - Schweißnahtprüfung
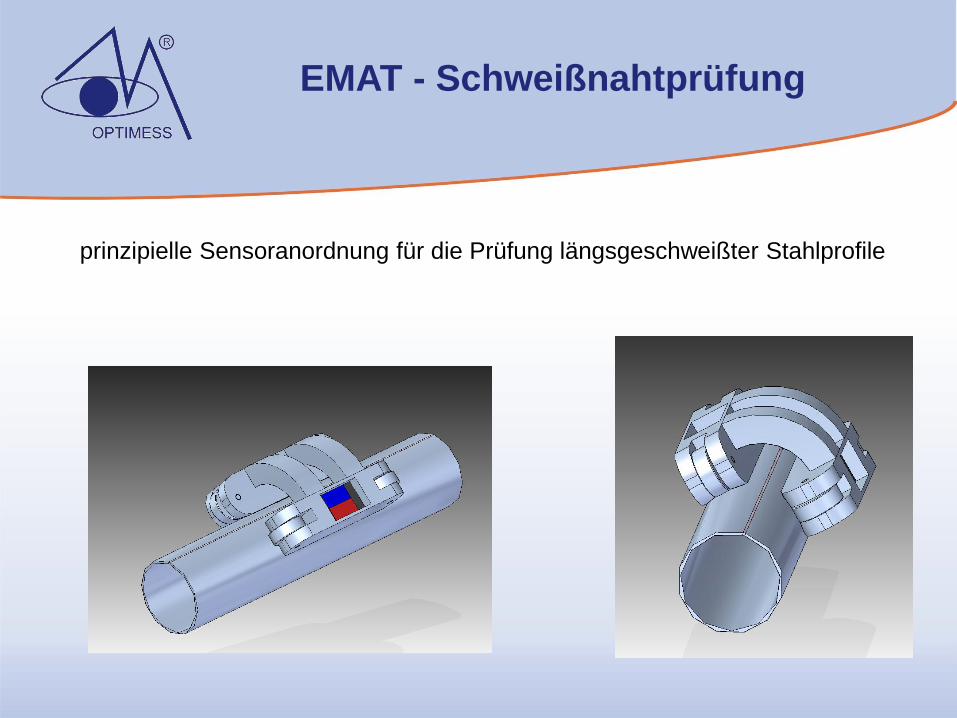
prinzipielle Sensoranordnung für die Prüfung längsgeschweißter Stahlprofile
EMAT - Schweißnahtprüfung
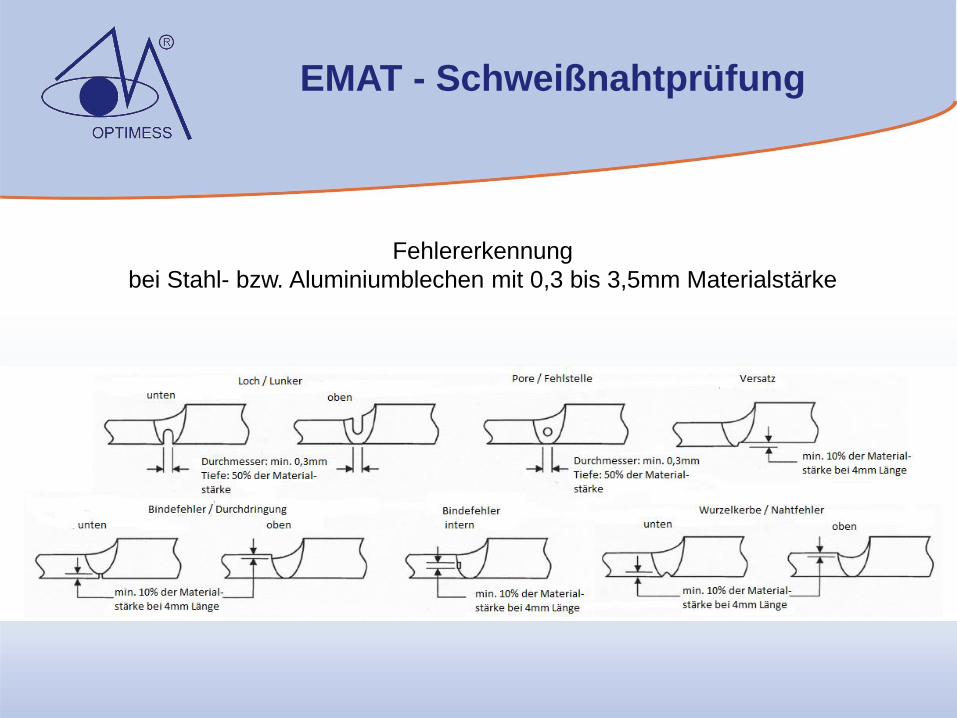
Fehlererkennung
bei Stahl- bzw. Aluminiumblechen mit 0,3 bis 3,5mm Materialstärke
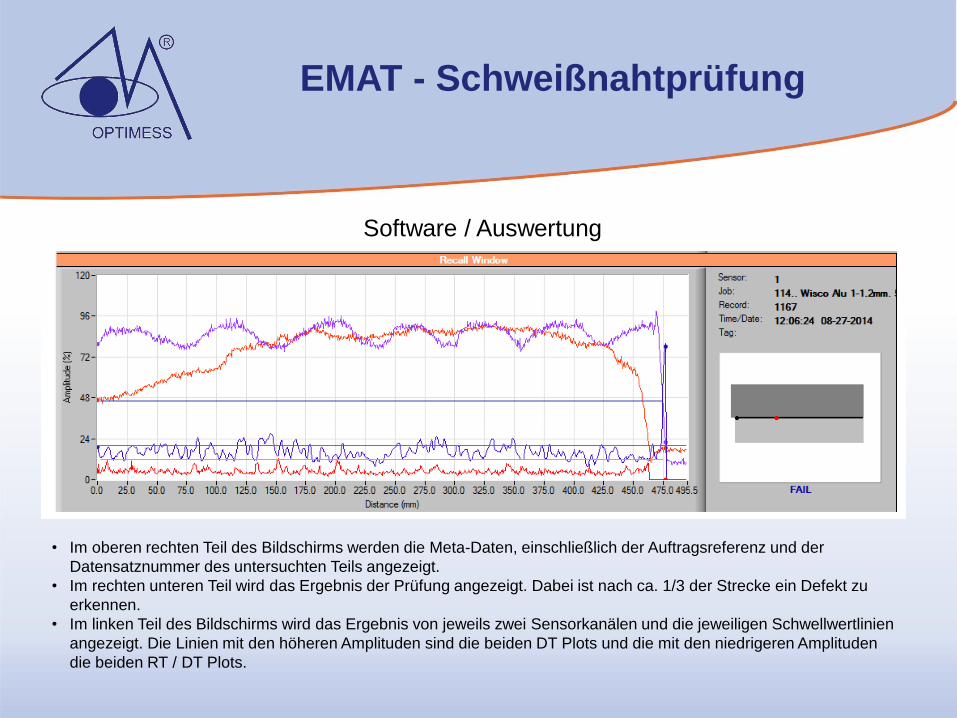
• Im oberen rechten Teil des Bildschirms werden die Meta-Daten, einschließlich der Auftragsreferenz und der
Datensatznummer des untersuchten Teils angezeigt.
• Im rechten unteren Teil wird das Ergebnis der Prüfung angezeigt. Dabei ist nach ca. 1/3 der Strecke ein Defekt zu
erkennen.
• Im linken Teil des Bildschirms wird das Ergebnis von jeweils zwei Sensorkanälen und die jeweiligen Schwellwertlinien
angezeigt. Die Linien mit den höheren Amplituden sind die beiden DT Plots und die mit den niedrigeren Amplituden
die beiden RT / DT Plots.
Software / Auswertung
EMAT - Schweißnahtprüfung

EMAT - Schweißnahtprüfung
Prüfaufbauten zur Schweißnahtprüfung an dünnen Materialien
Vielen Dank für Ihre Aufmerksamkeit
OPTIMESS Engineering GmbH
Gewerbepark Keplerstraße 10-12
D-07549 Gera
Tel +49 365 4319459
Fax. +49 365 4319458
www.optimess.net


















