
ENSINGER kompakt. Technisches Know-how für den Kunststoff ... · I TECATRON (PPS) Chemische...
28
ENSINGER kompakt. Technisches Know-how für den Kunststoff-Anwender.
Transcript of ENSINGER kompakt. Technisches Know-how für den Kunststoff ... · I TECATRON (PPS) Chemische...
ENSINGER kompakt.Technisches Know-how für den Kunststoff-Anwender.
2
Inhaltsangabe
Einteilung der Kunststoffe 3
Hochtemperaturkunststoffe 4
Konstruktionskunststoffe 5
Wasseraufnahme 6
Modifizierungsmöglichkeiten 6
Thermische Beständigkeit 7
Mechanische Kennwerte 8
Gleit- und Verschleißverhalten 9
Flammschutzklassifizierung 10
Strahlenbeständigkeit von Kunststoffen 11
Anwendungen in der Elektrotechnik 12
Anwendungen in der Lebensmittel- undMedizintechnik 13
Bearbeitung von Kunststoffen 14
Zerspanungsrichtlinien 14
Tempern 16
Schweißen 17
Kleben 17
Verfügbare Abmessungen für Halbzeuge 18
Haftungsausschluss 19
Werkstoffrichtwerte 19
Hinweise zu den Werkstoffrichtwerten 19
ENSINGER Hochtemperatur-Kunststoffe 20
ENSINGER Konstruktions-Kunststoffe 24
Chemikalienbeständigkeit 26
3
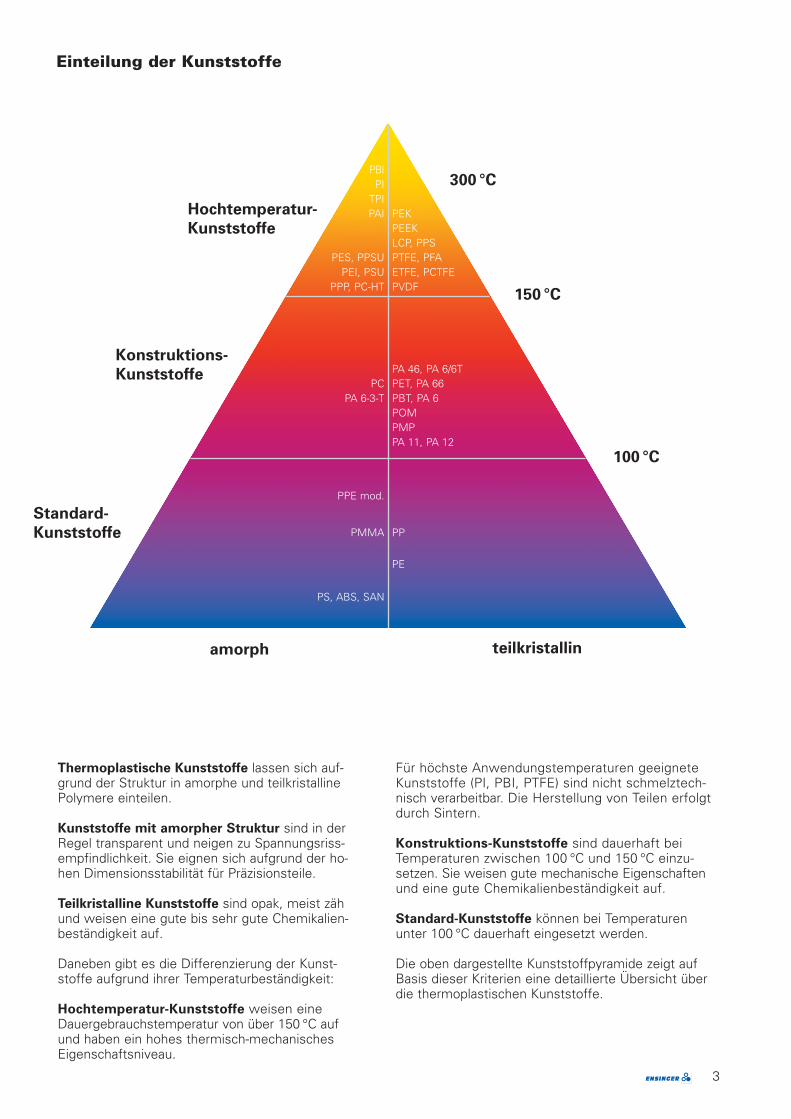
Thermoplastische Kunststoffe lassen sich auf-grund der Struktur in amorphe und teilkristallinePolymere einteilen.
Kunststoffe mit amorpher Struktur sind in derRegel transparent und neigen zu Spannungsriss-empfindlichkeit. Sie eignen sich aufgrund der ho-hen Dimensionsstabilität für Präzisionsteile.
Teilkristalline Kunststoffe sind opak, meist zäh und weisen eine gute bis sehr gute Chemikalien-beständigkeit auf.
Daneben gibt es die Differenzierung der Kunst-stoffe aufgrund ihrer Temperaturbeständigkeit:
Hochtemperatur-Kunststoffe weisen eineDauergebrauchstemperatur von über 150 °C auf und haben ein hohes thermisch-mechanischesEigenschaftsniveau.
Für höchste Anwendungstemperaturen geeigneteKunststoffe (PI, PBI, PTFE) sind nicht schmelztech-nisch verarbeitbar. Die Herstellung von Teilen erfolgtdurch Sintern.
Konstruktions-Kunststoffe sind dauerhaft beiTemperaturen zwischen 100 °C und 150 °C einzu-setzen. Sie weisen gute mechanische Eigenschaftenund eine gute Chemikalienbeständigkeit auf.
Standard-Kunststoffe können bei Temperaturenunter 100 °C dauerhaft eingesetzt werden.
Die oben dargestellte Kunststoffpyramide zeigt aufBasis dieser Kriterien eine detaillierte Übersicht überdie thermoplastischen Kunststoffe.
Einteilung der Kunststoffe
amorph teilkristallin
100 °C
150 °C
300 °C
PS, ABS, SAN
PE
PPPMMA
PPE mod.
PA 46, PA 6/6TPET, PA 66PBT, PA 6POMPMPPA 11, PA 12
PCPA 6-3-T
PEKPEEKLCP, PPSPTFE, PFAETFE, PCTFEPVDF
PBIPI
TPIPAI
PES, PPSUPEI, PSU
PPP, PC-HT
Hochtemperatur-
Kunststoffe
Konstruktions-
Kunststoffe
Standard-
Kunststoffe
4
I VESPEL® und SINTIMID (PI)Je nach Type hohe Festigkeit, ge-ringe Kriechneigung und gute Ver-schleißbeständigkeit bis 300 °Cim Dauereinsatz. Dimensionssta-bil, elektrisch isolierend, hohe Reinheit, ausgasungsarm. Für thermisch und mechanisch hochbeanspruchte Konstruktionsele-mente und Bauteile geeignet.Inhärent flammwidrig.
I TECATOR (PAI)Hohe mechanische Festigkeit,geringe Kriechneigung, hohe che-mische Beständigkeit. Zäh. GuteAbriebfestigkeit, geringe Wärme-dehnung, inhärent flammwidrig.
I TECAPEEK HT (PEK)Erhöhtes Eigenschaftsniveaugegenüber TECAPEEK. Sehr gutes Verschleißverhalten. Für hoch belastete Gleitanwen-dungen geeignet. Sehr gute chemische Beständigkeit. Inhärent flammwidrig.
I TECAPEEK (PEEK)Ausgewogenes Eigenschafts-profil; geringe Kriechneigung,hoher E-Modul-Wert. Hervor-ragende tribologische Eigen-schaften, insbesondere Abrieb-festigkeit. Sehr gute Medien-beständigkeit, FDA-konform und physiologisch unbedenklich.Sehr gut heißdampfsterilisierbar.Sehr gute chemische Bestän-digkeit. Inhärent flammwidrig.
I TECATRON (PPS)Chemische Beständigkeit, geringe Kriechneigung, hoheMaßhaltigkeit durch geringeFeuchtigkeitsaufnahme, hoher E-Modul, inhärent flammwidrig.
I TECASON E (PES)Inhärent flammwidrig, gute elektrische und dielektrischeEigenschaften und somit gut als elektrischer Isolator geeignet.Erfüllt die lebensmittelrechtlichenBestimmungen.
I TECASON P (PPSU)Gute Schlagzähigkeit, chemischeBeständigkeit und Hydrolysebe-ständigkeit. Inhärent flammwidrig.Erfüllt die lebensmittelrechtlichenBestimmungen.
I TECASON S (PSU)Hohe Festigkeit, Steifigkeit undHärte. Geringe Feuchtigkeitsauf-nahme und sehr gute Maßhaltigkeit.Sehr gut heißdampfsterilisierbar.Inhärent flammwidrig. Erfüllt dielebensmittelrechtlichen Bestim-mungen.
I TECAPEI (PEI)Sehr gute mechanische und elek-trische Eigenschaften. Inhärentflammwidrig. Erfüllt die lebensmit-telrechtlichen Bestimmungen.
I TECAMAX SRP (PPP)Härter und steifer als andereunverstärkte Thermoplaste. HoheKratzfestigkeit und gutes Abrieb-verhalten. Gute Resistenz gegenHeißdampf und Chemikalien.Außerordentliche mechanischeEigenschaften. Geringe Dichte.
I TECAFLON PTFE (PTFE)Höchste Chemikalienresistenz,Dauergebrauchstemperatur von260 °C. Ausgezeichnetes Gleit-verhalten sowie hervorragendeelektrische Eigenschaften. HoheZähigkeit auch bei tiefen Temp-eraturen und gute mechanischeEigenschaften. Inhärent flammwi-drig. Erfüllt die lebensmittelrechtli-chen Bestimmungen.
I TECAFLON ETFE (E/TFE)Gute Gleitreibeigenschaften, sehrgute Chemikalienbeständigkeit und sehr gute mechanische Eigen-schaften. Inhärent flammwidrig.Erfüllt die lebensmittelrechtlichenBestimmungen.
I TECAFLON PVDF (PVDF)Sehr gute Chemikalienbeständig-keit, gute elektrische und thermi-sche Eigenschaften. FDA konform.Inhärent flammwidrig.
Hochtemperatur - Kunststoffe

5
Konstruktions-Kunststoffe
I TECAMID 12 (PA 12)Sehr hohe Zähigkeit, gute chemi-sche Beständigkeit, geringste Was-seraufnahme unter den Polyamiden.Erfüllt die lebensmittelrechtlichenBestimmungen.
I TECAMID 46 (PA 46)Hitzestabilisiert, gute Wärmeiso-lation. Sehr gut für Gleit- und Ver-schleißteile geeignet, die erhöhtenTemperaturen ausgesetzt sind.Hohe Zähigkeit.
I TECAMID 66 (PA 66)Gute Steifigkeit, Härte, Abriebfe-stigkeit und Wärmeformbeständig-keit, gutes Gleitreibverhalten, FDA-konforme Typen möglich. Erfüllt dielebensmittelrechtlichen Bestim-mungen. Für höher belastete undwärmebeanspruchte Teile.
I TECAMID 6 (PA 6)Teilkristalliner Thermoplast mit gutem Dämpfungsvermögen, gute Schlagzähigkeit und hoheZähigkeit auch bei Kälte, guteAbriebfestigkeit, besonders ge-gen Gleitpartner mit rauer Oberfläche.
I TECAST 6 (PA 6 G)Polyamid-Guss mit Eigenschaftenähnlich TECAMID 6, Fertigung vonTeilen mit großem Volumen undWandstärken möglich.
I TECAST 12 (PA 12 G)Polyamid-Guss mit Eigenschaftenähnlich TECAMID 12, Fertigungvon Teilen mit großem Volumenund Wandstärken möglich.
I TECARIM (PA 6 G)Hochbelastbares Polyamid 6Block-Copolymer. Sehr guteFestigkeit bei äußerster Zähigkeitim Minustemperaturbereich.Schlagzäh, abriebfest und che-misch beständig. Anwendungs-spezifische Einstellbarkeit derMaterialeigenschaften.
I TECANAT (PC)Amorpher, transparenter Werk-stoff mit ausgezeichneter Schlag-festigkeit, Dauergebrauchstem-peratur bis 120 °C, gute mechani-sche Festigkeit, geringe Kriech-neigung und sehr gute Form-beständigkeit. Erfüllt die lebensmit-telrechtlichen Bestimmungen.
I TECAPET/TECADUR PET (PET)
Geringe Verschleißneigung infeuchter oder trockener Umge-bung, hohe Dimensionsstabilitätdurch geringe Wärmeausdehnung,geringe Feuchtigkeitsaufnahme,gute dielektrische Eigenschaften,gute Chemikalienbeständigkeit.Erfüllt die lebensmittelrechtlichenBestimmungen.
I TECADUR PBT (PBT)Hohe Festigkeit und Zähigkeit beiguter Wärmeformbeständigkeit,gutes Gleit- und Verschleißver-halten, hohe Präzision durch ge-ringe Wasseraufnahme, sehr hoheSteifigkeit sowie eine geringeWärmeausdehnung durch Glas-faserzusatz.
I TECAFORM AH (POM-C)Teilkristallines POM-Copolymer mit guten physikalischen Eigen-schaften. Geringfügige Feuchtig-keitsaufnahme, gute Biegewech-selfestigkeit und Steifigkeit, sehreinfache maschinelle Bearbeitung,gute Formbeständigkeit, Teile mitengen Toleranzen. Gutes Gleitreib-verhalten. Erfüllt die lebensmittel-rechtlichen Bestimmungen.
I TECAFORM AD (POM-H)Etwas höhere mechanische Werteim Vergleich zu TECAFORM AH,sehr gutes Rückstellvermögen undhohe Oberflächenhärte, sehr gutesGleitreibverhalten.
I TECAFINE (PE, PP)Hohe Chemikalienbeständigkeit,hohe Zähigkeit und Reißdehnung,geringe Anfälligkeit gegen Span-nungsrisskorrosion, sehr geringeWasseraufnahme, gutes Gleit-verhalten und geringer Abrieb.
6
Modifizierungsmöglichkeiten
Das Eigenschaftsprofil der Kunststoffe lässt sichdurch die gezielte Einarbeitung von Füllstoffen auf den gewünschten Anwendungsbereich anpassen.
I Verstärkungsfasern
Glasfasern werden hauptsächlich zur Erhöhung der Festigkeitswerte eingesetzt. Insbesonderedie Zugfestigkeit, aber auch andere Kennwertewie Druckfestigkeit und Wärmeformbeständig-keit werden hierdurch erhöht.
Kohlefasern können alternativ zu Glasfasern zurErhöhung der Festigkeit verwendet werden. Auf-grund der geringeren Dichte lassen sich bei glei-chem Gewichtsanteil höhere Festigkeitswerte er-reichen. Weiterhin bewirken die Kohlefasern einverbessertes Gleit- und Verschleißverhalten.
I FarbeDurch Einarbeitung von Pigmenten und Farbstof-fen können bei den technischen Kunststoffen indi-viduell maßgeschneiderte Farbeinstellungen (z.B. nach RAL, Pantone etc.) vorgenommen werden, bei den Hochtemperaturkunststoffen ist die Pigmentauswahl begrenzt.
I Lichtschutz
Bewitterung oder andauernd hohe Wärmebe-lastung führen bei vielen Kunststoffen zu Verfär-bungen oder zur Beeinträchtigung der mechanischen Eigenschaften. Mit dem Zusatz von UV-oder Wärme-Stabilisatoren lassen sich solche Effekte verringern.
I Reibungs- und verschleißmindernde Füllstoffe
Grafit ist reiner Kohlenstoff, der in fein gemah-lener Form eine hohe Schmierwirkung aufweist.Durch die gleichmäßige Einarbeitung in einenKunststoff wird der Reibungskoeffizient gesenkt.
PTFE ist ein hochtemperaturbeständiger Fluor-kunststoff. Typisch ist sein ausgeprägtes anti-adhäsives Verhalten. Der Abrieb aus mit PTFE gefüllten Kunststoffen bildet unter Druckbelastungeinen feinen gleitwirksamen Polymerfilm an derGegenlaufoberfläche aus.
Molybdändisulfid dient in erster Linie als Nukle-ierungsmittel und bildet bereits bei geringen Zu-gabemengen eine gleichmäßige feinkristallineStruktur, mit erhöhtem Verschleißwiderstand undreduzierter Reibung.
Stahl
5
2
TECAMID 46
TECAFORM AH
TECAMID 66 GF 30
STAHL
TECATRON GF 40 TECATRON
SINTIMID PUR HT
VESPEL® SP 1
TECASON P TECAPEI
TECADUR PET
TECANATTECADUR PBT
TECAPEEK
TECAPEEK GF 30
TECAMID 6 und 66
TECAFINE PE
TECAFLON PVDF
TECAFLON PTFE
1
0,5
0,2
0,1
0,05
0,02
0,01
0 2 4 6 8 10 12 14
TECATOR
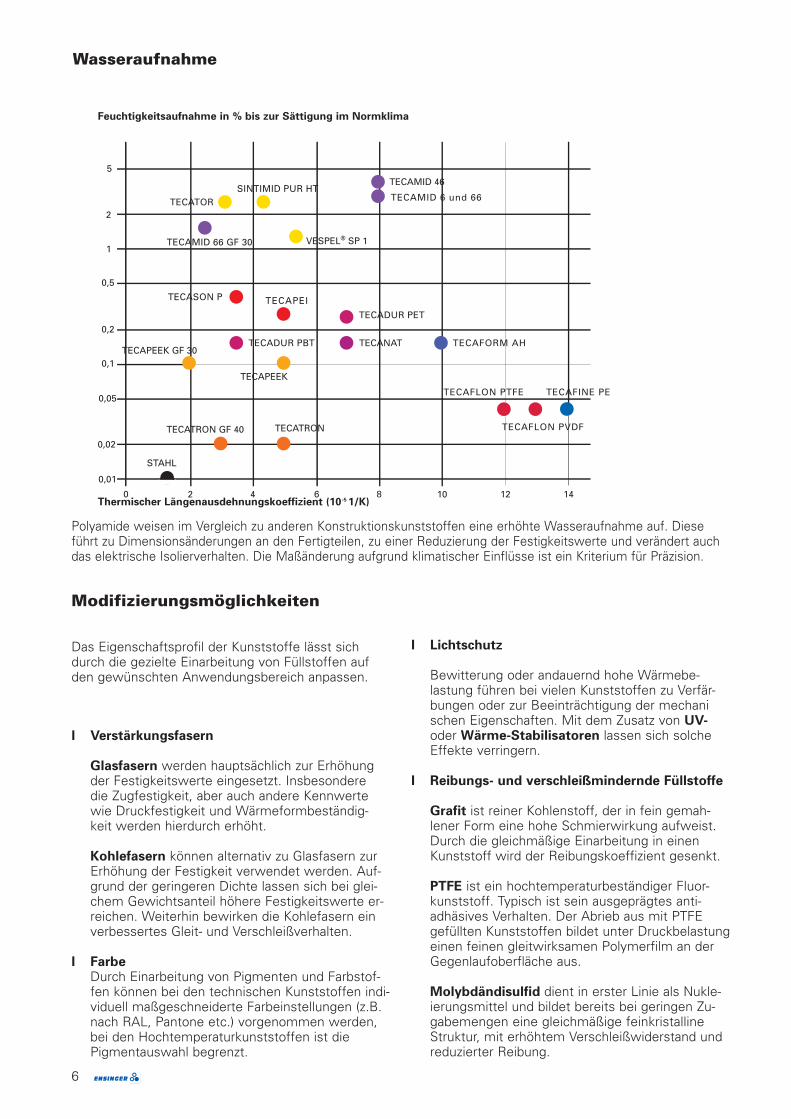
Wasseraufnahme
Polyamide weisen im Vergleich zu anderen Konstruktionskunststoffen eine erhöhte Wasseraufnahme auf. Diese führt zu Dimensionsänderungen an den Fertigteilen, zu einer Reduzierung der Festigkeitswerte und verändert auchdas elektrische Isolierverhalten. Die Maßänderung aufgrund klimatischer Einflüsse ist ein Kriterium für Präzision.
Feuchtigkeitsaufnahme in % bis zur Sättigung im Normklima
Thermischer Längenausdehnungskoeffizient (10-5 1/K)
7
Thermische Beständigkeit
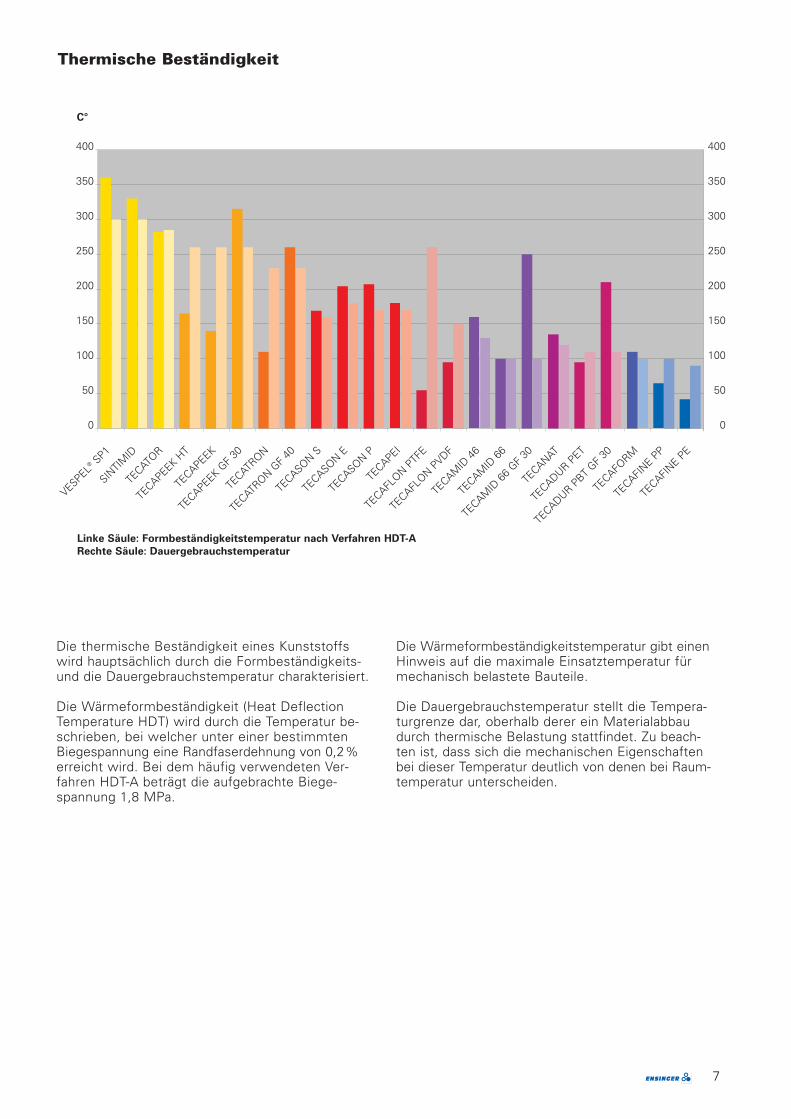
Die thermische Beständigkeit eines Kunststoffswird hauptsächlich durch die Formbeständigkeits- und die Dauergebrauchstemperatur charakterisiert.
Die Wärmeformbeständigkeit (Heat DeflectionTemperature HDT) wird durch die Temperatur be-schrieben, bei welcher unter einer bestimmtenBiegespannung eine Randfaserdehnung von 0,2%erreicht wird. Bei dem häufig verwendeten Ver-fahren HDT-A beträgt die aufgebrachte Biege-spannung 1,8 MPa.
Die Wärmeformbeständigkeitstemperatur gibt einenHinweis auf die maximale Einsatztemperatur fürmechanisch belastete Bauteile.
Die Dauergebrauchstemperatur stellt die Tempera-turgrenze dar, oberhalb derer ein Materialabbaudurch thermische Belastung stattfindet. Zu beach-ten ist, dass sich die mechanischen Eigenschaftenbei dieser Temperatur deutlich von denen bei Raum-temperatur unterscheiden.
C°
Linke Säule: Formbeständigkeitstemperatur nach Verfahren HDT-A
Rechte Säule: Dauergebrauchstemperatur
VESPEL® SP1
SINTIM
ID
TECAT
OR
TECAPEEK H
T
TECAPEEK
TECAPEEK G
F 30
TECAT
RON
TECAT
RON GF
40
TECASON S
TECASON E
TECASON P
TECAPEI
TECAFL
ON PTF
E
TECAFL
ON PVDF
TECAM
ID 4
6
TECAM
ID 6
6
TECAM
ID 6
6 GF
30
TECANAT
TECADUR P
ET
TECADUR P
BT GF
30
TECAFO
RM
TECAFIN
E PP
TECAFIN
E PE
400
350
300
250
200
150
100
50
0
400
350
300
250
200
150
100
50
0
8
Mechanische Kennwerte
"
"
σB HöchstspannungσR ReißfestigkeitσS Streckspannung
∈B Dehnung bei Höchstspannung
∈R Reißdehnung∈S Streckdehnung
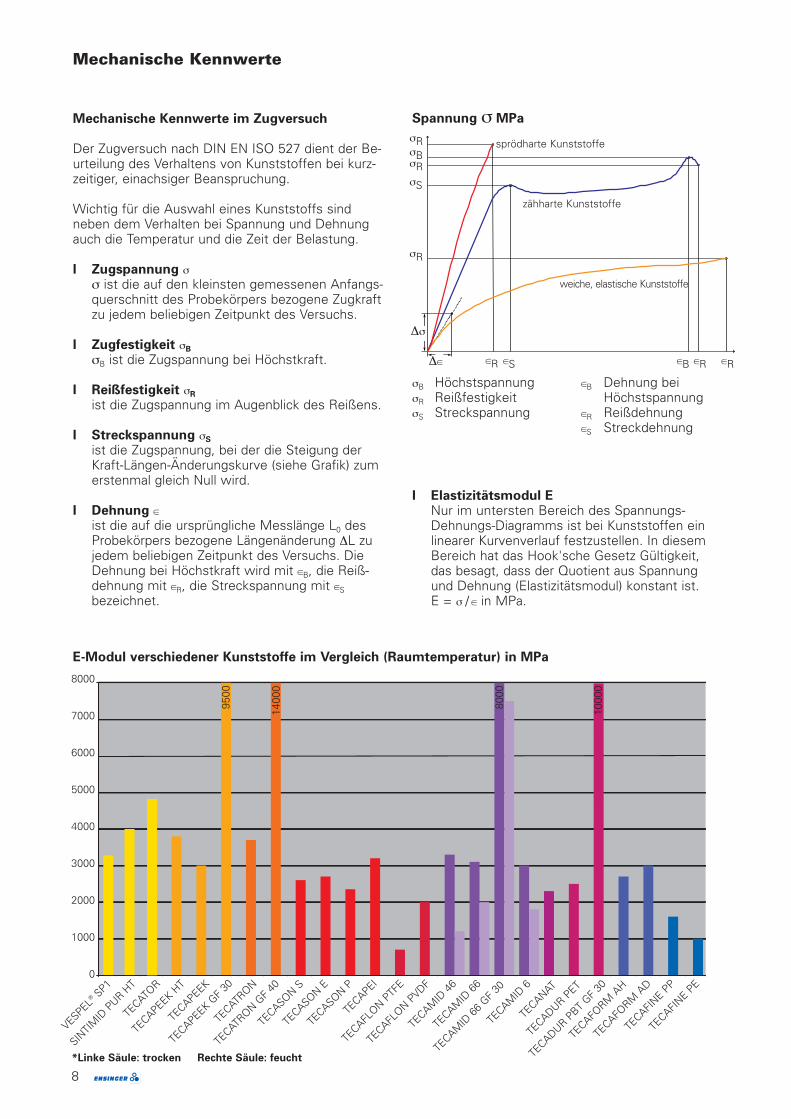
E-Modul verschiedener Kunststoffe im Vergleich (Raumtemperatur) in MPa
0
1000
2000
3000
4000
5000
6000
7000
8000
Mechanische Kennwerte im Zugversuch
Der Zugversuch nach DIN EN ISO 527 dient der Be-urteilung des Verhaltens von Kunststoffen bei kurz-zeitiger, einachsiger Beanspruchung.
Wichtig für die Auswahl eines Kunststoffs sind neben dem Verhalten bei Spannung und Dehnungauch die Temperatur und die Zeit der Belastung.
I Zugspannung σ
σ ist die auf den kleinsten gemessenen Anfangs-querschnitt des Probekörpers bezogene Zugkraft zu jedem beliebigen Zeitpunkt des Versuchs.
I Zugfestigkeit σB
σB ist die Zugspannung bei Höchstkraft.
I Reißfestigkeit σR
ist die Zugspannung im Augenblick des Reißens.
I Streckspannung σS
ist die Zugspannung, bei der die Steigung der Kraft-Längen-Änderungskurve (siehe Grafik) zum erstenmal gleich Null wird.
I Dehnung ∈
ist die auf die ursprüngliche Messlänge L0 desProbekörpers bezogene Längenänderung ∆L zujedem beliebigen Zeitpunkt des Versuchs. DieDehnung bei Höchstkraft wird mit ∈B, die Reiß-dehnung mit ∈R, die Streckspannung mit ∈S
bezeichnet.
I Elastizitätsmodul ENur im untersten Bereich des Spannungs-Dehnungs-Diagramms ist bei Kunststoffen ein linearer Kurvenverlauf festzustellen. In diesem Bereich hat das Hook'sche Gesetz Gültigkeit, das besagt, dass der Quotient aus Spannung und Dehnung (Elastizitätsmodul) konstant ist. E = σ / ∈ in MPa.
Spannung σ MPa
sprödharte Kunststoffe
zähharte Kunststoffe
weiche, elastische Kunststoffe
σR
σRσS
σR
∆σ
∆∈ ∈S ∈R∈R∈B
σB
*Linke Säule: trocken Rechte Säule: feucht
9500
1400
0
8000
1000
0
∈R
VESPEL® SP1
SINTIM
ID P
URHT
TECAT
OR
TECAPEEK H
T
TECAPEEK
TECAPEEK G
F 30
TECAT
RON
TECAT
RON GF
40
TECASON S
TECASON E
TECASON P
TECAPEI
TECAFL
ON PTF
E
TECAFL
ON PVDF
TECAM
ID 4
6
TECAM
ID 6
6
TECAM
ID 6
6 GF
30
TECANAT
TECADUR P
ET
TECADUR P
BT GF
30
TECAFO
RM A
D
TECAFIN
E PP
TECAFIN
E PE
TECAM
ID 6
TECAFO
RM A
H
8000
7000
6000
5000
4000
3000
2000
1000
0
9
Gleit- und Verschleißverhalten
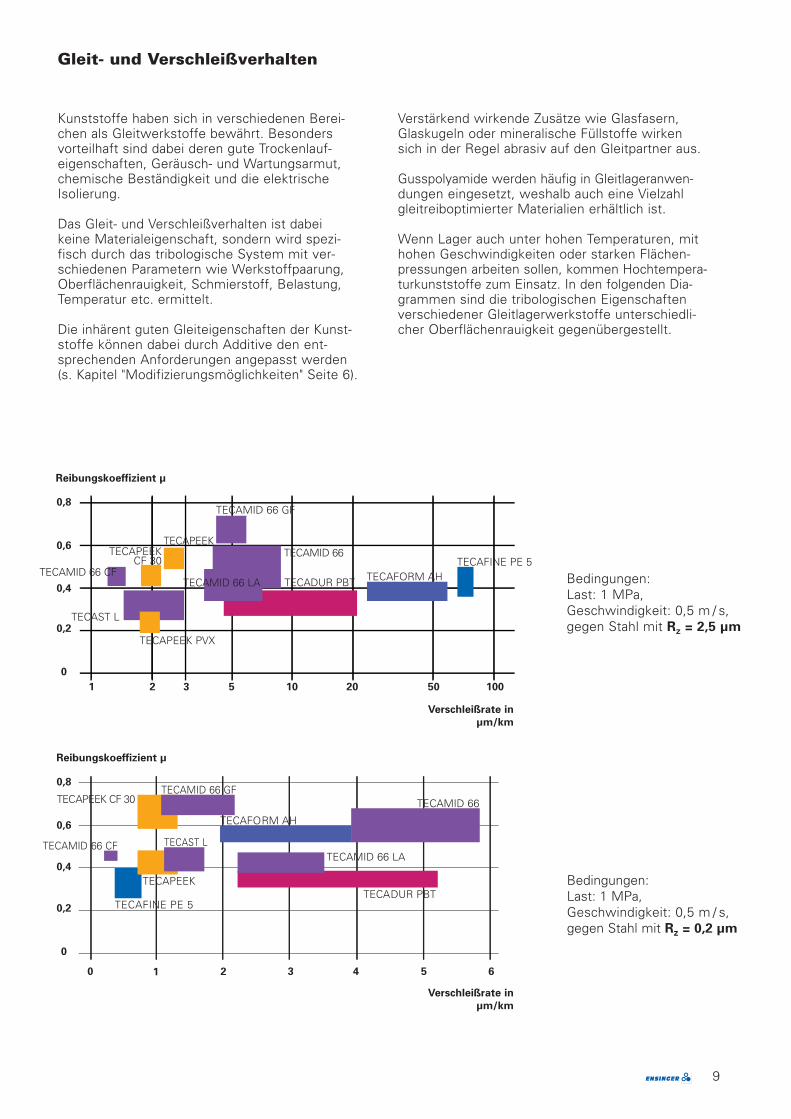
Bedingungen: Last: 1 MPa, Geschwindigkeit: 0,5 m / s,gegen Stahl mit Rz = 2,5 µm
Bedingungen: Last: 1 MPa,Geschwindigkeit: 0,5 m / s,gegen Stahl mit Rz = 0,2 µm
TECAST L
TECAMID 66 CF
TECAPEEK PVX
TECAMID 66
TECADUR PBT TECAFORM AHTECAFINE PE 5
TECAMID 66 GF
TECAFORM AH
TECAPEEK CF 30
TECAPEEK
TECAFINE PE 5
TECAST LTECAMID 66 LA
TECADUR PBT
TECAMID 66TECAMID 66 GF
TECAMID 66 CF
Reibungskoeffizient µ
Verschleißrate in
µm/km
0,8
0,6
0,4
0,2
0
1 2 3 5 10 20 50 100
Reibungskoeffizient µ
Verschleißrate in
µm/km
0 1 2 3 4 5 6
Kunststoffe haben sich in verschiedenen Berei-chen als Gleitwerkstoffe bewährt. Besonders vorteilhaft sind dabei deren gute Trockenlauf-eigenschaften, Geräusch- und Wartungsarmut,chemische Beständigkeit und die elektrischeIsolierung.
Das Gleit- und Verschleißverhalten ist dabei keine Materialeigenschaft, sondern wird spezi-fisch durch das tribologische System mit ver-schiedenen Parametern wie Werkstoffpaarung,Oberflächenrauigkeit, Schmierstoff, Belastung,Temperatur etc. ermittelt.
Die inhärent guten Gleiteigenschaften der Kunst-stoffe können dabei durch Additive den ent-sprechenden Anforderungen angepasst werden(s. Kapitel "Modifizierungsmöglichkeiten" Seite 6).
Verstärkend wirkende Zusätze wie Glasfasern, Glaskugeln oder mineralische Füllstoffe wirken sich in der Regel abrasiv auf den Gleitpartner aus.
Gusspolyamide werden häufig in Gleitlageranwen-dungen eingesetzt, weshalb auch eine Vielzahlgleitreiboptimierter Materialien erhältlich ist.
Wenn Lager auch unter hohen Temperaturen, mithohen Geschwindigkeiten oder starken Flächen-pressungen arbeiten sollen, kommen Hochtempera-turkunststoffe zum Einsatz. In den folgenden Dia-grammen sind die tribologischen Eigenschaften verschiedener Gleitlagerwerkstoffe unterschiedli-cher Oberflächenrauigkeit gegenübergestellt.
0,8
0,6
0,4
0,2
0
TECAPEEKTECAPEEK
CF 30
TECAMID 66 LA
10
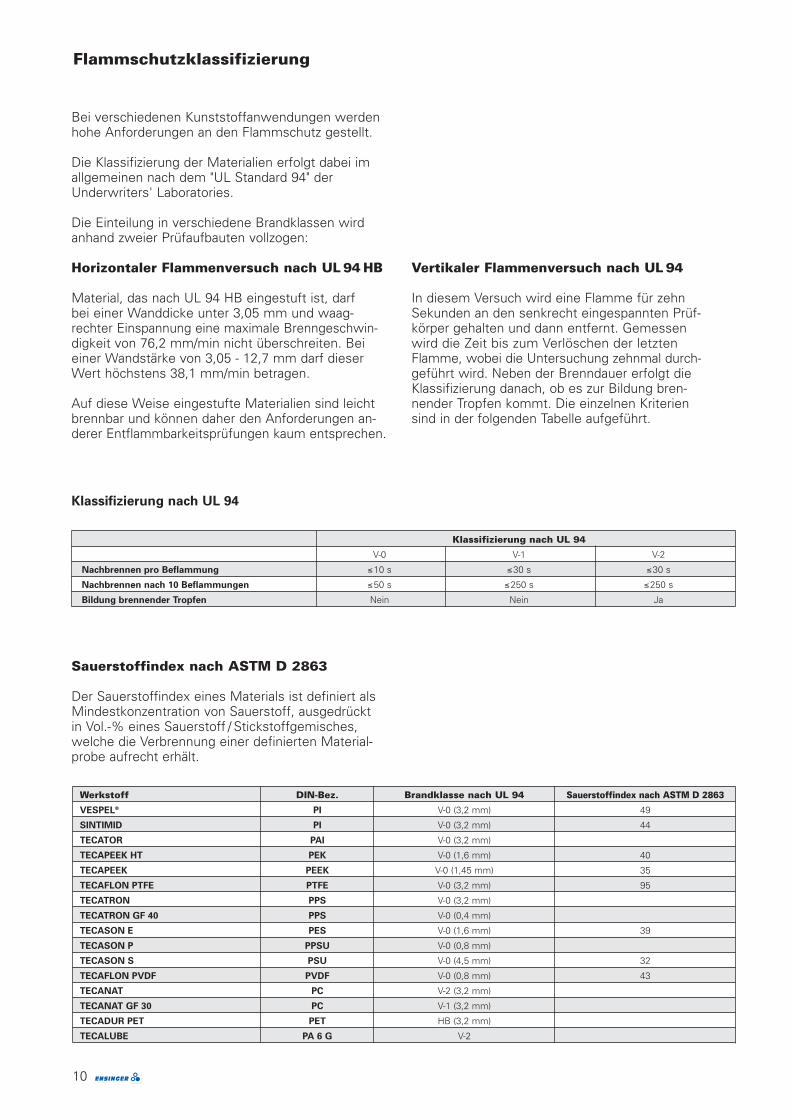
Werkstoff DIN-Bez. Brandklasse nach UL 94 Sauerstoffindex nach ASTM D 2863
VESPEL® PI V-0 (3,2 mm) 49
SINTIMID PI V-0 (3,2 mm) 44
TECATOR PAI V-0 (3,2 mm)
TECAPEEK HT PEK V-0 (1,6 mm) 40
TECAPEEK PEEK V-0 (1,45 mm) 35
TECAFLON PTFE PTFE V-0 (3,2 mm) 95
TECATRON PPS V-0 (3,2 mm)
TECATRON GF 40 PPS V-0 (0,4 mm)
TECASON E PES V-0 (1,6 mm) 39
TECASON P PPSU V-0 (0,8 mm)
TECASON S PSU V-0 (4,5 mm) 32
TECAFLON PVDF PVDF V-0 (0,8 mm) 43
TECANAT PC V-2 (3,2 mm)
TECANAT GF 30 PC V-1 (3,2 mm)
TECADUR PET PET HB (3,2 mm)
TECALUBE PA 6 G V-2
Klassifizierung nach UL 94
V-0 V-1 V-2
Nachbrennen pro Beflammung ≤10 s ≤30 s ≤30 s
Nachbrennen nach 10 Beflammungen ≤50 s ≤250 s ≤250 s
Bildung brennender Tropfen Nein Nein Ja
Flammschutzklassifizierung
Bei verschiedenen Kunststoffanwendungen werdenhohe Anforderungen an den Flammschutz gestellt.
Die Klassifizierung der Materialien erfolgt dabei im allgemeinen nach dem "UL Standard 94" derUnderwriters' Laboratories.
Die Einteilung in verschiedene Brandklassen wird anhand zweier Prüfaufbauten vollzogen:
Horizontaler Flammenversuch nach UL 94 HB
Material, das nach UL 94 HB eingestuft ist, darf bei einer Wanddicke unter 3,05 mm und waag-rechter Einspannung eine maximale Brenngeschwin-digkeit von 76,2 mm/min nicht überschreiten. Beieiner Wandstärke von 3,05 - 12,7 mm darf dieserWert höchstens 38,1 mm/min betragen.
Auf diese Weise eingestufte Materialien sind leichtbrennbar und können daher den Anforderungen an-derer Entflammbarkeitsprüfungen kaum entsprechen.
Vertikaler Flammenversuch nach UL 94
In diesem Versuch wird eine Flamme für zehn Sekunden an den senkrecht eingespannten Prüf-körper gehalten und dann entfernt. Gemessen wird die Zeit bis zum Verlöschen der letztenFlamme, wobei die Untersuchung zehnmal durch-geführt wird. Neben der Brenndauer erfolgt dieKlassifizierung danach, ob es zur Bildung bren-nender Tropfen kommt. Die einzelnen Kriterien sind in der folgenden Tabelle aufgeführt.
Klassifizierung nach UL 94
Sauerstoffindex nach ASTM D 2863
Der Sauerstoffindex eines Materials ist definiert alsMindestkonzentration von Sauerstoff, ausgedrückt in Vol.-% eines Sauerstoff / Stickstoffgemisches, welche die Verbrennung einer definierten Material-probe aufrecht erhält.
11
Kunststoffe kommen je nach Einsatzbereich mit verschiedenen Strahlungen in Kontakt, die gegebe-nenfalls die Struktur der Kunststoffe beeinflussen.
Das Spektrum der elektromagnetischen Wellenreicht von Rundfunkwellen mit großer Wellenlängeüber das normale Tageslicht mit kurzwelligen UV-Strahlen, bis zu den sehr kurzwelligen Röntgen- und Gammastrahlen.Je kurzwelliger eine Strahlung ist, umso mehr kannder Kunststoff geschädigt werden.
Wichtige Kenngröße im Zusammenhang mit elek-tromagnetischen Wellen ist der dielektrische Ver-lustfaktor, der den Energieanteil beschreibt, welchervom Kunststoff aufgenommen wird.
Kunststoffe mit hohen dielektrischen Verlustfaktorenerwärmen sich im elektrischen Wechselfeld stark und sind daher nicht als Hochfrequenz- und Mikro-wellenisolierwerkstoff geeignet.
Strahlenbeständigkeit von Kunststoffen
0
200
400
600
800
000
200
400
600
SINTIM
ID
TECAPEEK
ECATRON
ONPVDF
AFINE
PE
DURPET
CASONS
TECANAT
ADURPBT
ECAMID
6
FORM
AH
CAFINE
PP
LON
PTFE
2000040000
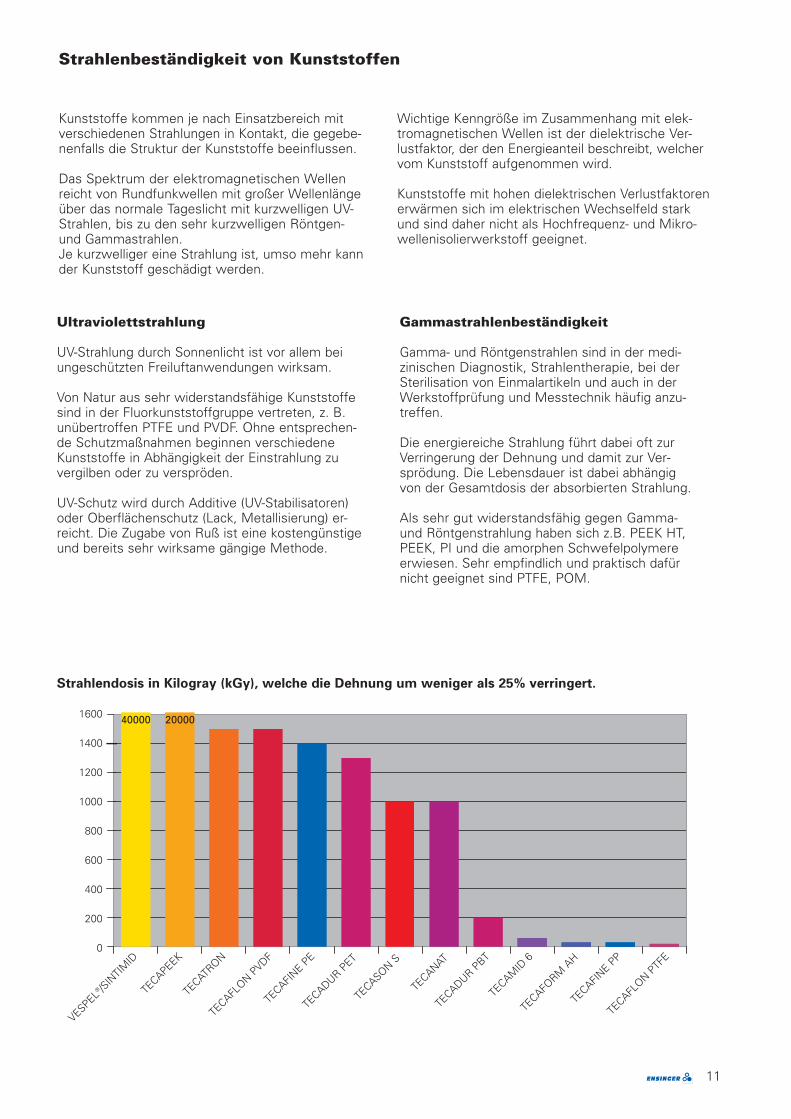
Strahlendosis in Kilogray (kGy), welche die Dehnung um weniger als 25% verringert.
Ultraviolettstrahlung
UV-Strahlung durch Sonnenlicht ist vor allem bei ungeschützten Freiluftanwendungen wirksam.
Von Natur aus sehr widerstandsfähige Kunststoffe sind in der Fluorkunststoffgruppe vertreten, z. B. unübertroffen PTFE und PVDF. Ohne entsprechen-de Schutzmaßnahmen beginnen verschiedeneKunststoffe in Abhängigkeit der Einstrahlung zu vergilben oder zu verspröden.
UV-Schutz wird durch Additive (UV-Stabilisatoren) oder Oberflächenschutz (Lack, Metallisierung) er-reicht. Die Zugabe von Ruß ist eine kostengünstigeund bereits sehr wirksame gängige Methode.
Gammastrahlenbeständigkeit
Gamma- und Röntgenstrahlen sind in der medi-zinischen Diagnostik, Strahlentherapie, bei derSterilisation von Einmalartikeln und auch in derWerkstoffprüfung und Messtechnik häufig anzu-treffen.
Die energiereiche Strahlung führt dabei oft zurVerringerung der Dehnung und damit zur Ver-sprödung. Die Lebensdauer ist dabei abhängig von der Gesamtdosis der absorbierten Strahlung.
Als sehr gut widerstandsfähig gegen Gamma- und Röntgenstrahlung haben sich z.B. PEEK HT,PEEK, PI und die amorphen Schwefelpolymereerwiesen. Sehr empfindlich und praktisch dafür nicht geeignet sind PTFE, POM.
1600
1400
1200
1000
800
600
400
200
0
VESPEL® /S
INTIM
ID
TECAPEEK
TECAT
RON
TECAFL
ON PVDF
TECADUR P
ET
TECAFL
ONPTF
E
TECAFIN
E PP
TECAFIN
E PE
TECAM
ID 6
TECAFO
RM A
H
TECASON S
TECANAT
TECADUR P
BT
12
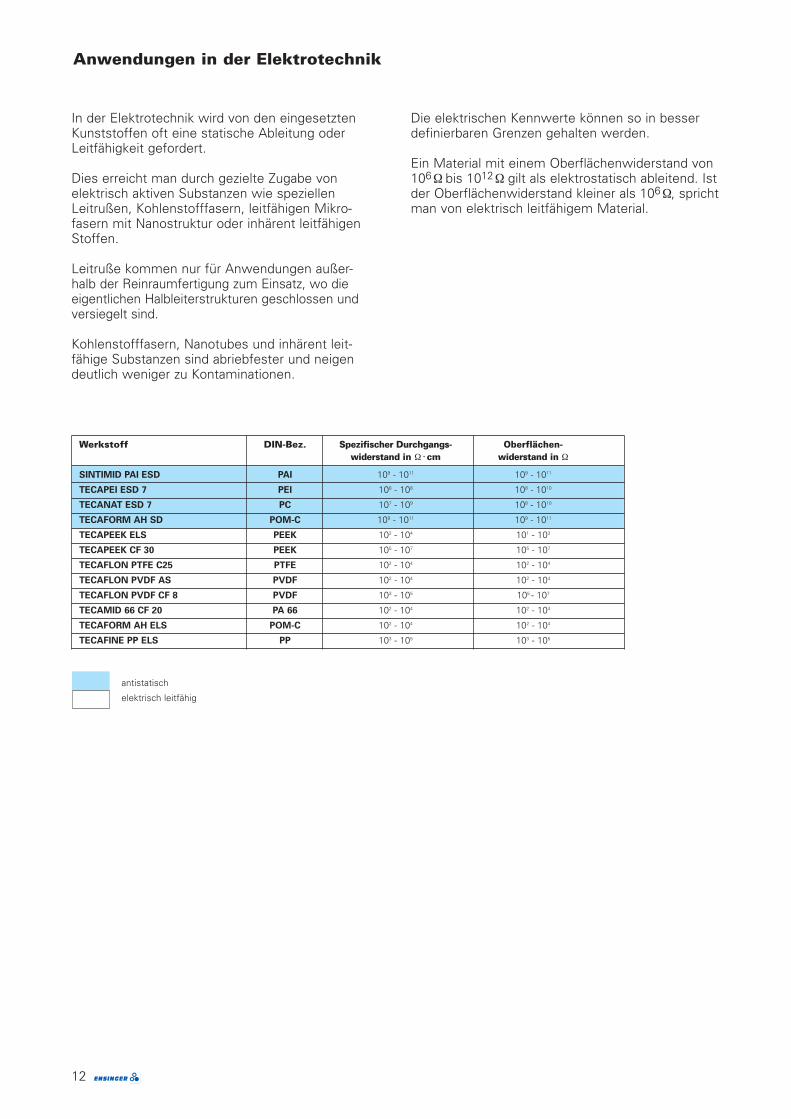
Werkstoff DIN-Bez. Spezifischer Durchgangs- Oberflächen- widerstand in Ω • cm widerstand in Ω
SINTIMID PAI ESD PAI 109 - 1011 109 - 1011
TECAPEI ESD 7 PEI 106 - 108 108 - 1010
TECANAT ESD 7 PC 107 - 109 108 - 1010
TECAFORM AH SD POM-C 109 - 1011 109 - 1011
TECAPEEK ELS PEEK 102 - 104 101 - 103
TECAPEEK CF 30 PEEK 105 - 107 105 - 107
TECAFLON PTFE C25 PTFE 102 - 104 102 - 104
TECAFLON PVDF AS PVDF 102 - 104 102 - 104
TECAFLON PVDF CF 8 PVDF 103 - 105 105 - 107
TECAMID 66 CF 20 PA 66 102 - 104 102 - 104
TECAFORM AH ELS POM-C 102 - 104 102 - 104
TECAFINE PP ELS PP 103 - 105 103 - 105
Anwendungen in der Elektrotechnik
In der Elektrotechnik wird von den eingesetztenKunststoffen oft eine statische Ableitung oder Leitfähigkeit gefordert.
Dies erreicht man durch gezielte Zugabe von elektrisch aktiven Substanzen wie speziellen Leitrußen, Kohlenstofffasern, leitfähigen Mikro-fasern mit Nanostruktur oder inhärent leitfähigenStoffen.
Leitruße kommen nur für Anwendungen außer-halb der Reinraumfertigung zum Einsatz, wo die eigentlichen Halbleiterstrukturen geschlossen und versiegelt sind.
Kohlenstofffasern, Nanotubes und inhärent leit-fähige Substanzen sind abriebfester und neigen deutlich weniger zu Kontaminationen.
Die elektrischen Kennwerte können so in besser definierbaren Grenzen gehalten werden.
Ein Material mit einem Oberflächenwiderstand von106 Ω bis 1012 Ω gilt als elektrostatisch ableitend. Istder Oberflächenwiderstand kleiner als 106 Ω, sprichtman von elektrisch leitfähigem Material.
antistatisch
elektrisch leitfähig
13
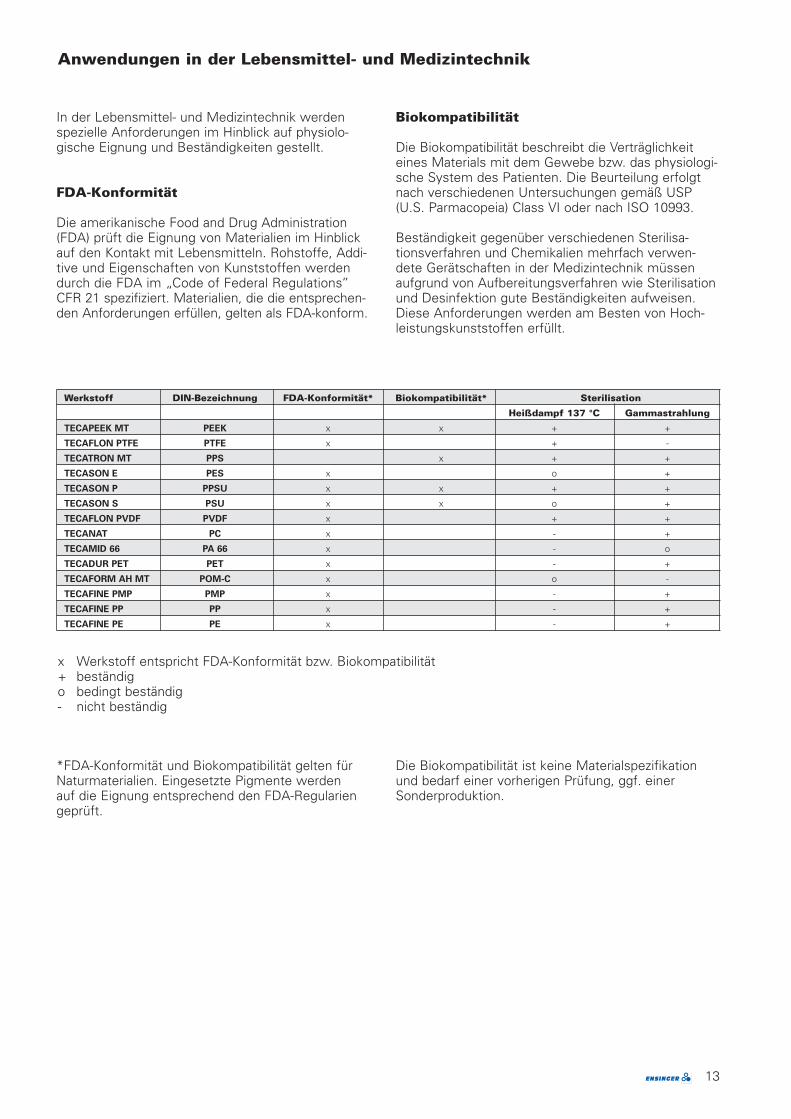
Werkstoff DIN-Bezeichnung FDA-Konformität* Biokompatibilität* Sterilisation
Heißdampf 137 °C Gammastrahlung
TECAPEEK MT PEEK x x + +
TECAFLON PTFE PTFE x + -
TECATRON MT PPS x + +
TECASON E PES x o +
TECASON P PPSU x x + +
TECASON S PSU x x o +
TECAFLON PVDF PVDF x + +
TECANAT PC x - +
TECAMID 66 PA 66 x - o
TECADUR PET PET x - +
TECAFORM AH MT POM-C x o -
TECAFINE PMP PMP x - +
TECAFINE PP PP x - +
TECAFINE PE PE x - +
Anwendungen in der Lebensmittel- und Medizintechnik
In der Lebensmittel- und Medizintechnik werden spezielle Anforderungen im Hinblick auf physiolo-gische Eignung und Beständigkeiten gestellt.
FDA-Konformität
Die amerikanische Food and Drug Administration(FDA) prüft die Eignung von Materialien im Hinblick auf den Kontakt mit Lebensmitteln. Rohstoffe, Addi-tive und Eigenschaften von Kunststoffen werdendurch die FDA im “Code of Federal Regulations” CFR 21 spezifiziert. Materialien, die die entsprechen-den Anforderungen erfüllen, gelten als FDA-konform.
Biokompatibilität
Die Biokompatibilität beschreibt die Verträglichkeiteines Materials mit dem Gewebe bzw. das physiologi-sche System des Patienten. Die Beurteilung erfolgtnach verschiedenen Untersuchungen gemäß USP(U.S. Parmacopeia) Class VI oder nach ISO 10993.
Beständigkeit gegenüber verschiedenen Sterilisa-tionsverfahren und Chemikalien mehrfach verwen-dete Gerätschaften in der Medizintechnik müssenaufgrund von Aufbereitungsverfahren wie Sterilisationund Desinfektion gute Beständigkeiten aufweisen.Diese Anforderungen werden am Besten von Hoch-leistungskunststoffen erfüllt.
*FDA-Konformität und Biokompatibilität gelten fürNaturmaterialien. Eingesetzte Pigmente werden auf die Eignung entsprechend den FDA-Regulariengeprüft.
Die Biokompatibilität ist keine Materialspezifikationund bedarf einer vorherigen Prüfung, ggf. einerSonderproduktion.
x Werkstoff entspricht FDA-Konformität bzw. Biokompatibilität+ beständigo bedingt beständig- nicht beständig
14
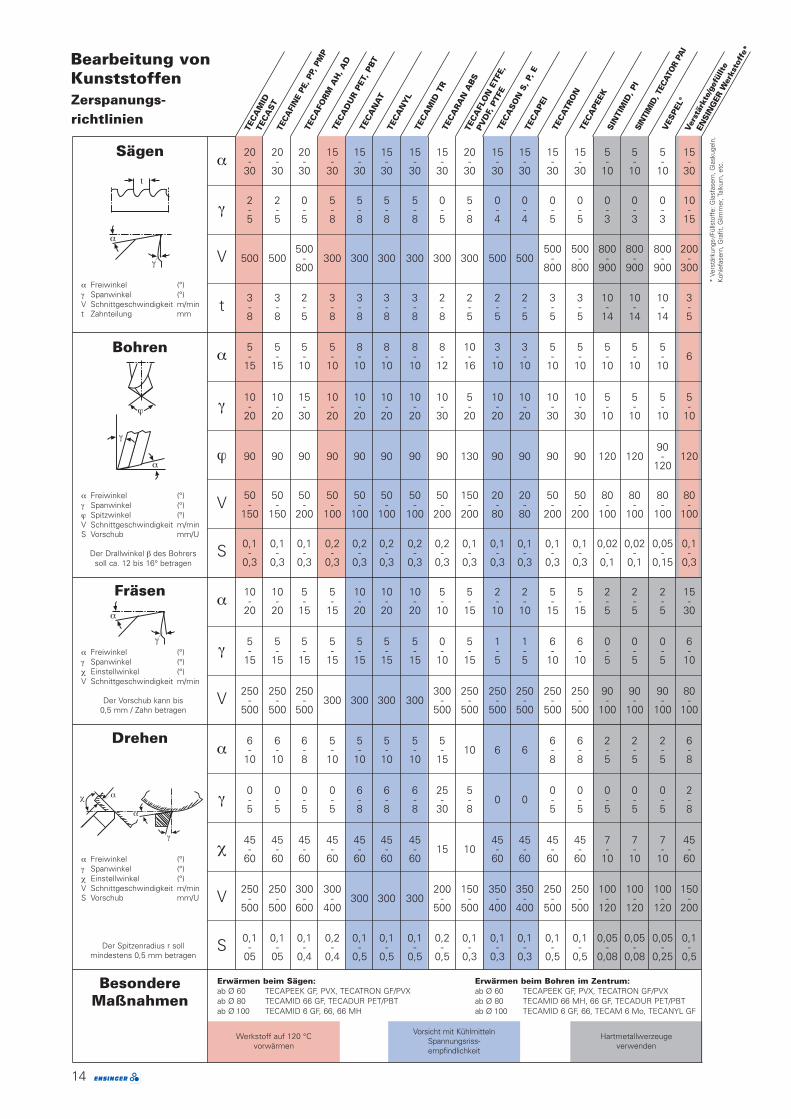
Sägen
Bohren
Fräsen
Drehen
BesondereMaßnahmen
Zerspanungs-richtlinien
Bearbeitung vonKunststoffen
Erwärmen beim Sägen:ab Ø 60 TECAPEEK GF, PVX, TECATRON GF/PVXab Ø 80 TECAMID 66 GF, TECADUR PET/PBTab Ø 100 TECAMID 6 GF, 66, 66 MH
Werkstoff auf 120 °Cvorwärmen
Vorsicht mit KühlmittelnSpannungsriss-empfindlichkeit
Hartmetallwerzeuge verwenden
* Ve
rstä
rkun
gs-/F
ülls
toff
e: G
lasf
aser
n, G
lask
ugel
n,Ko
hlef
aser
n, G
rafit
, Glim
mer
, Tal
kum
, etc
.
Erwärmen beim Bohren im Zentrum:ab Ø 60 TECAPEEK GF, PVX, TECATRON GF/PVXab Ø 80 TECAMID 66 MH, 66 GF, TECADUR PET/PBTab Ø 100 TECAMID 6 GF, 66, TECAM 6 Mo, TECANYL GF
t
α
γ
ϕ
α
γ
α
γ
α
α
γ
χ
α Freiwinkel (°)γ Spanwinkel (°)V Schnittgeschwindigkeit m/mint Zahnteilung mm
α Freiwinkel (°)γ Spanwinkel (°)ϕ Spitzwinkel (°)V Schnittgeschwindigkeit m/minS Vorschub mm/U
Der Drallwinkel β des Bohrers soll ca. 12 bis 16° betragen
α Freiwinkel (°)γ Spanwinkel (°)χ Einstellwinkel (°)V Schnittgeschwindigkeit m/min
Der Vorschub kann bis 0,5 mm / Zahn betragen
α Freiwinkel (°)γ Spanwinkel (°)χ Einstellwinkel (°)V Schnittgeschwindigkeit m/minS Vorschub mm/U
Der Spitzenradius r soll mindestens 0,5 mm betragen
20 20 20 15 15 15 15 15 20 15 15 15 15 5 5 5 15α - - - - - - - - - - - - - - - - -
30 30 30 30 30 30 30 30 30 30 30 30 30 10 10 10 30
2 2 0 5 5 5 5 0 5 0 0 0 0 0 0 0 10γ - - - - - - - - - - - - - - - - -
5 5 5 8 8 8 8 5 8 4 4 5 5 3 3 3 15
500 500 500 800 800 800 200V 500 500 - 300 300 300 300 300 300 500 500 - - - - - -800 800 800 900 900 900 300
3 3 2 3 3 3 3 2 2 2 2 3 3 10 10 10 3t - - - - - - - - - - - - - - - - -8 8 5 8 8 8 8 8 5 5 5 5 5 14 14 14 5
5 5 5 5 8 8 8 8 10 3 3 5 5 5 5 5α - - - - - - - - - - - - - - - - 6
15 15 10 10 10 10 10 12 16 10 10 10 10 10 10 10
10 10 15 10 10 10 10 10 5 10 10 10 10 5 5 5 5γ - - - - - - - - - - - - - - - - -
20 20 30 20 20 20 20 30 20 20 20 30 30 10 10 10 10
90ϕ 90 90 90 90 90 90 90 90 130 90 90 90 90 120 120 - 120
120
50 50 50 50 50 50 50 50 150 20 20 50 50 80 80 80 80V - - - - - - - - - - - - - - - - -150 150 200 100 100 100 100 200 200 80 80 200 200 100 100 100 100
0,1 0,1 0,1 0,2 0,2 0,2 0,2 0,2 0,1 0,1 0,1 0,1 0,1 0,02 0,02 0,05 0,1S - - - - - - - - - - - - - - - - -0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,3 0,1 0,1 0,15 0,3
10 10 5 5 10 10 10 5 5 2 2 5 5 2 2 2 15α - - - - - - - - - - - - - - - - -
20 20 15 15 20 20 20 10 15 10 10 15 15 5 5 5 30
5 5 5 5 5 5 5 0 5 1 1 6 6 0 0 0 6γ - - - - - - - - - - - - - - - - -
15 15 15 15 15 15 15 10 15 5 5 10 10 5 5 5 10
250 250 250 300 250 250 250 250 250 90 90 90 80V - - - 300 300 300 300 - - - - - - - - - -500 500 500 500 500 500 500 500 500 100 100 100 100
6 6 6 5 5 5 5 5 6 6 2 2 2 6α - - - - - - - - 10 6 6 - - - - - -
10 10 8 10 10 10 10 15 8 8 5 5 5 8
0 0 0 0 6 6 6 25 5 0 0 0 0 0 2γ - - - - - - - - - 0 0 - - - - - -
5 5 5 5 8 8 8 30 8 5 5 5 5 5 8
45 45 45 45 45 45 45 45 45 45 45 7 7 7 45χ - - - - - - - 15 10 - - - - - - - -
60 60 60 60 60 60 60 60 60 60 60 10 10 10 60
250 250 300 300 200 150 350 350 250 250 100 100 100 150V - - - - 300 300 300 - - - - - - - - - -500 500 600 400 500 500 400 400 500 500 120 120 120 200
0,1 0,1 0,1 0,2 0,1 0,1 0,1 0,2 0,1 0,1 0,1 0,1 0,1 0,05 0,05 0,05 0,1S - - - - - - - - - - - - - - - - -05 05 0,4 0,4 0,5 0,5 0,5 0,5 0,3 0,3 0,3 0,5 0,5 0,08 0,08 0,25 0,5
TEC
AM
ID
TEC
AST
TEC
AFI
NE
PE, P
P, P
MP
TEC
AFO
RM
AH
, AD
TEC
AD
UR P
ET, P
BT
TEC
AN
AT
TEC
AN
YL
TEC
AM
ID T
RTE
CA
RA
N A
BS
TEC
AFL
ON
ETF
E,
PV
DF,
PTF
ETE
CA
SO
N S
, P, E
TEC
APEI
TEC
ATR
ON
TEC
APEE
KSIN
TIM
ID, P
ISI
NTI
MID
, TEC
ATO
R PA
I
VES
PEL
®
Vers
tärk
te/g
efül
lte
ENSI
NG
ER W
erks
toff
e*
15
|2. FräsenFür plane Flächen ist das Stirnfräsen wirtschaftlicher als dasUmfangsfräsen. Beim Umfangs- und Formfräsen sollten dieWerkzeuge nicht mehr als zwei Schneiden haben, damitSchwingungen auf Grund der Schneidenzahl klein bleiben unddie Spanräume genügend groß sind.
Optimale Schnittleistungen und Oberflächengüten ergebensich bei Einschneidewerkzeugen.
3. Bohren Im Allgemeinen lassen sich Spiralbohrer verwenden; diesesollten einen Drallwinkel von 12° bis 16° und sehr glatteSpiralnuten zur guten Spanabfuhr besitzen.
Größere Durchmesser sind vorzubohren bzw. mittels Hohl-bohrer oder durch Ausstechen herzustellen. Beim Bohren insvolle Material ist besonders auf einwandfrei geschärfte Boh-rer zu achten, da sonst die entstehende Druckspannung biszum Reißen des Materials anwachsen kann.
Verstärkte Kunststoffe besitzen höhere Verarbeitungsrest-spannungen bei geringer Schlagzähigkeit als unverstärkte undsind daher besonders rissempfindlich. Sie sollten nach Mög-lichkeit vor dem Bohren auf etwa 120 °C erwärmt werden(Erwärmungszeit ca. 1 Std. pro 10 mm Querschnitt). Auch beiPolyamid 66 sowie Polyester empfiehlt sich dieses Verfahren.
4. SägenUnnötige Wärmebildung durch Reibung ist zu vermeiden, dabeim Sägen meist dickwandige Teile mit relativ dünnen Werk-zeugen getrennt werden. Zweckmäßig sind daher gutgeschärfte und stark geschränkte Sägeblätter.
5. GewindeherstellenGewinde werden am besten durch Strehlen hergestellt; Grat-bildung lässt sich durch zweizahnige Strehler vermeiden.
Schneideisen sind nicht zu empfehlen, da beim Rücklauf miteinem Nachschneiden zu rechnen ist.
Gewindebohrer müssen häufig mit einem Aufmaß (material-und durchmesserabhängig, Richtwert: 0,1 mm) versehenwerden.
6. SicherheitsvorkehrungenBei Nichteinhaltung der Zerspanungs-richtwerte kann es zu örtlichen Überhit-zungen kommen, die bis zur Werk-stoffzersetzung führen können. Diedabei frei werdenden Zersetzungs-produkte , u.a. aus PTFE-Füllstoffen,sind durch Absaugeinrichtungen auf-zufangen. Tabakwaren sind in diesemZusammenhang wegen möglicherVergiftungserscheinungen aus denArbeitsräumen fernzuhalten.
* Unsere anwendungstechnische Beratung inWort und Schrift soll Ihre eigene Arbeit unter-stützen. Sie gilt als unverbindliche Empfehlung,auch im Bezug auf etwaige Schutzrechte Dritter. Eine Haftung für mögliche Schäden, die bei derBearbeitung auftreten, können wir nicht überneh-men.
Allgemeine Hinweise *Unverstärkte thermoplastische Kunststoffe lassen sich mitWerkzeugen aus Schnellarbeitsstahl bearbeiten. Bei ver-stärkten Materialien sind Hartmetallwerkzeuge erforder-lich.
In jedem Fall dürfen nur einwandfreie geschärfte Werkzeu-ge verwendet werden.
Wegen der schlechten Wärmeleitfähigkeit der Kunststoffemuss für eine gute Wärmeabfuhr gesorgt werden. Diebeste Kühlung ist die Wärmeabfuhr über den Span.
MaßhaltigkeitMaßgenaue Teile setzen spannungsarm getempertesHalbzeug voraus. Die Zerspanungswärme führt sonstunweigerlich zum Freiwerden von Verarbeitungsspannun-gen und einem Verziehen des Teils. Treten hohe Zerspa-nungsvolumen auf, so ist nach der Hauptzerspanung evtl.zwischenzutempern, um die entstandenen Wärmespan-nungen wieder abzubauen. Die einzustellenden Tempera-turen und Zeiten können Sie werkstoffspezifisch bei unserfragen.
Werkstoffe mit hoher Wasseraufnahme (z.B. Polyamide)müssen gegebenenfalls vor der Bearbeitung konditioniertwerden.
Kunststoffe erfordern größere Fertigungstoleranzen alsMetalle. Außerdem ist die um ein Vielfaches größere Wärmeausdehnung zu berücksichtigen.
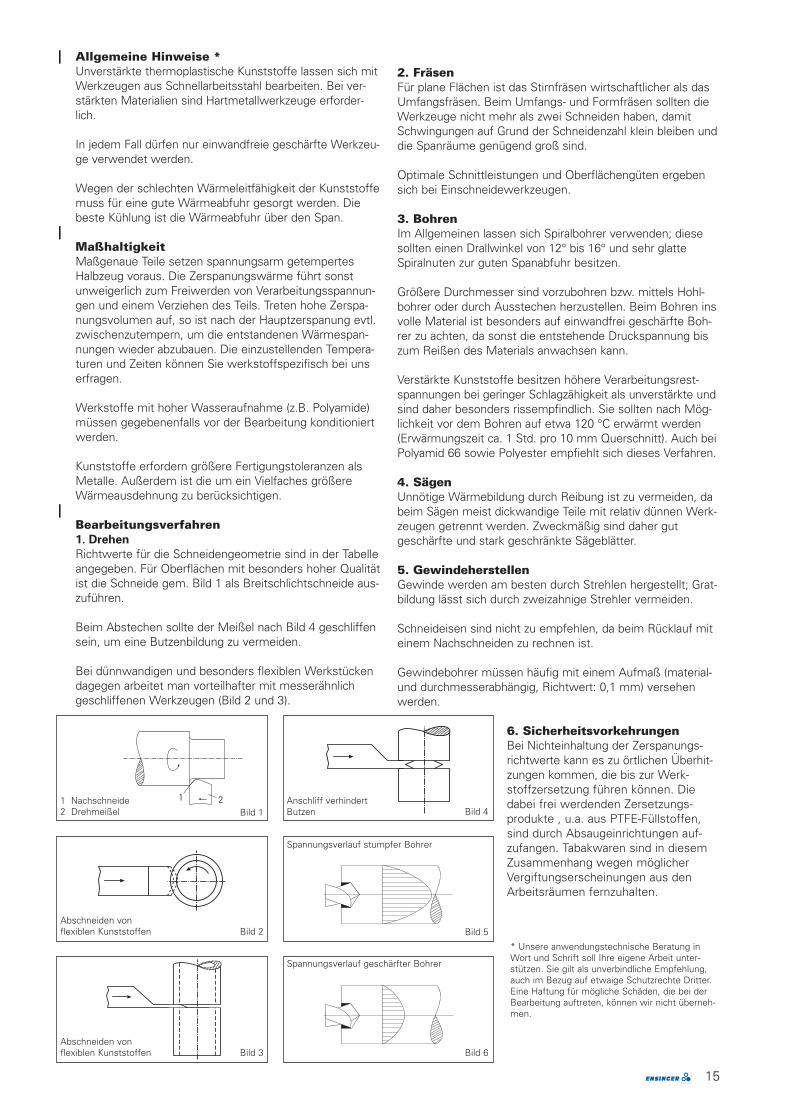
Bearbeitungsverfahren1. Drehen
Richtwerte für die Schneidengeometrie sind in der Tabelleangegeben. Für Oberflächen mit besonders hoher Qualitätist die Schneide gem. Bild 1 als Breitschlichtschneide aus-zuführen.
Beim Abstechen sollte der Meißel nach Bild 4 geschliffensein, um eine Butzenbildung zu vermeiden.
Bei dünnwandigen und besonders flexiblen Werkstückendagegen arbeitet man vorteilhafter mit messerähnlichgeschliffenen Werkzeugen (Bild 2 und 3).
|
|
1 Nachschneide2 Drehmeißel
Spannungsverlauf stumpfer Bohrer
Spannungsverlauf geschärfter Bohrer
Bild 4
Bild 5
Bild 6
Anschliff verhindertButzen
Abschneiden von flexiblen Kunststoffen
Abschneiden von flexiblen Kunststoffen
Bild 2
Bild 1
Bild 3
16
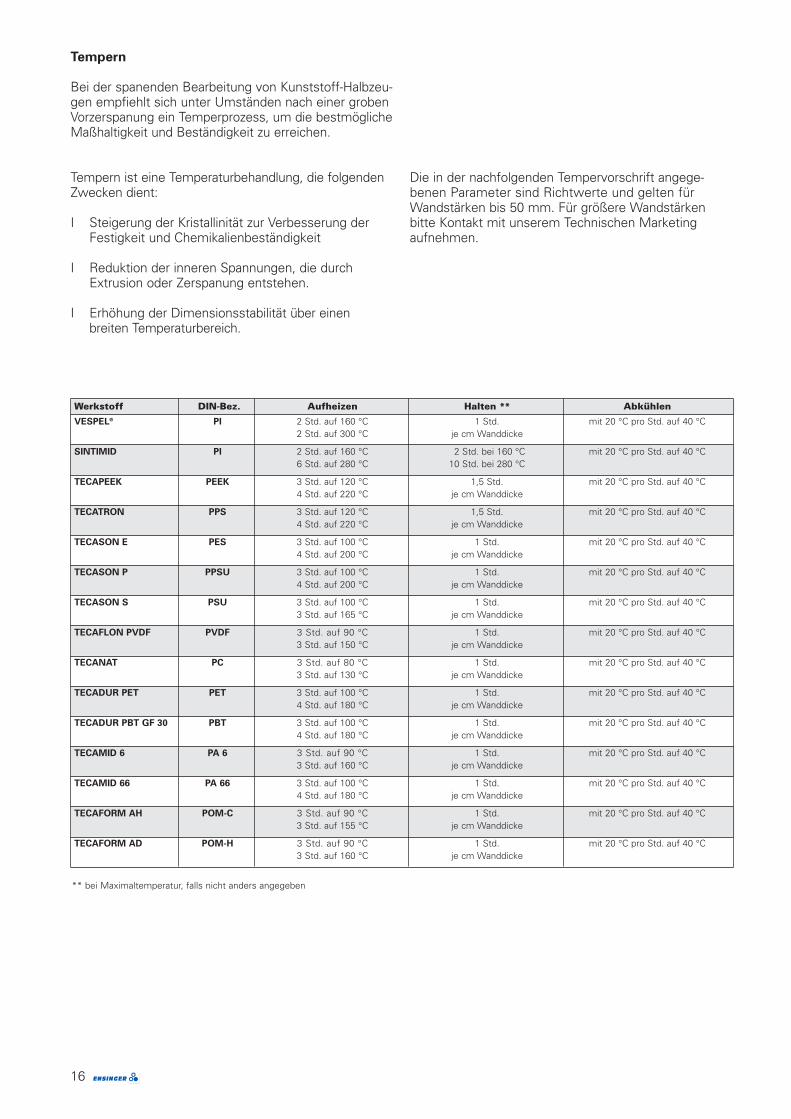
Tempern
Bei der spanenden Bearbeitung von Kunststoff-Halbzeu-gen empfiehlt sich unter Umständen nach einer grobenVorzerspanung ein Temperprozess, um die bestmöglicheMaßhaltigkeit und Beständigkeit zu erreichen.
Tempern ist eine Temperaturbehandlung, die folgendenZwecken dient:
I Steigerung der Kristallinität zur Verbesserung der Festigkeit und Chemikalienbeständigkeit
I Reduktion der inneren Spannungen, die durch Extrusion oder Zerspanung entstehen.
I Erhöhung der Dimensionsstabilität über einen breiten Temperaturbereich.
Die in der nachfolgenden Tempervorschrift angege-benen Parameter sind Richtwerte und gelten fürWandstärken bis 50 mm. Für größere Wandstärkenbitte Kontakt mit unserem Technischen Marketing aufnehmen.
** bei Maximaltemperatur, falls nicht anders angegeben
Werkstoff DIN-Bez. Aufheizen Halten ** Abkühlen
VESPEL® PI 2 Std. auf 160 °C 1 Std. mit 20 °C pro Std. auf 40 °C2 Std. auf 300 °C je cm Wanddicke
SINTIMID PI 2 Std. auf 160 °C 02 Std. bei 160 °C mit 20 °C pro Std. auf 40 °C6 Std. auf 280 °C 10 Std. bei 280 °C
TECAPEEK PEEK 3 Std. auf 120 °C 1,5 Std. mit 20 °C pro Std. auf 40 °C 4 Std. auf 220 °C je cm Wanddicke
TECATRON PPS 3 Std. auf 120 °C 1,5 Std. mit 20 °C pro Std. auf 40 °C4 Std. auf 220 °C je cm Wanddicke
TECASON E PES 3 Std. auf 100 °C 1 Std. mit 20 °C pro Std. auf 40 °C 4 Std. auf 200 °C je cm Wanddicke
TECASON P PPSU 3 Std. auf 100 °C 1 Std. mit 20 °C pro Std. auf 40 °C4 Std. auf 200 °C je cm Wanddicke
TECASON S PSU 3 Std. auf 100 °C 1 Std. mit 20 °C pro Std. auf 40 °C 3 Std. auf 165 °C je cm Wanddicke
TECAFLON PVDF PVDF 3 Std. auf 90 °C 1 Std. mit 20 °C pro Std. auf 40 °C3 Std. auf 150 °C je cm Wanddicke
TECANAT PC 3 Std. auf 80 °C 1 Std. mit 20 °C pro Std. auf 40 °C3 Std. auf 130 °C je cm Wanddicke
TECADUR PET PET 3 Std. auf 100 °C 1 Std. mit 20 °C pro Std. auf 40 °C4 Std. auf 180 °C je cm Wanddicke
TECADUR PBT GF 30 PBT 3 Std. auf 100 °C 1 Std. mit 20 °C pro Std. auf 40 °C4 Std. auf 180 °C je cm Wanddicke
TECAMID 6 PA 6 3 Std. auf 90 °C 1 Std. mit 20 °C pro Std. auf 40 °C3 Std. auf 160 °C je cm Wanddicke
TECAMID 66 PA 66 3 Std. auf 100 °C 1 Std. mit 20 °C pro Std. auf 40 °C4 Std. auf 180 °C je cm Wanddicke
TECAFORM AH POM-C 3 Std. auf 90 °C 1 Std. mit 20 °C pro Std. auf 40 °C 3 Std. auf 155 °C je cm Wanddicke
TECAFORM AD POM-H 3 Std. auf 90 °C 1 Std. mit 20 °C pro Std. auf 40 °C3 Std. auf 160 °C je cm Wanddicke
17
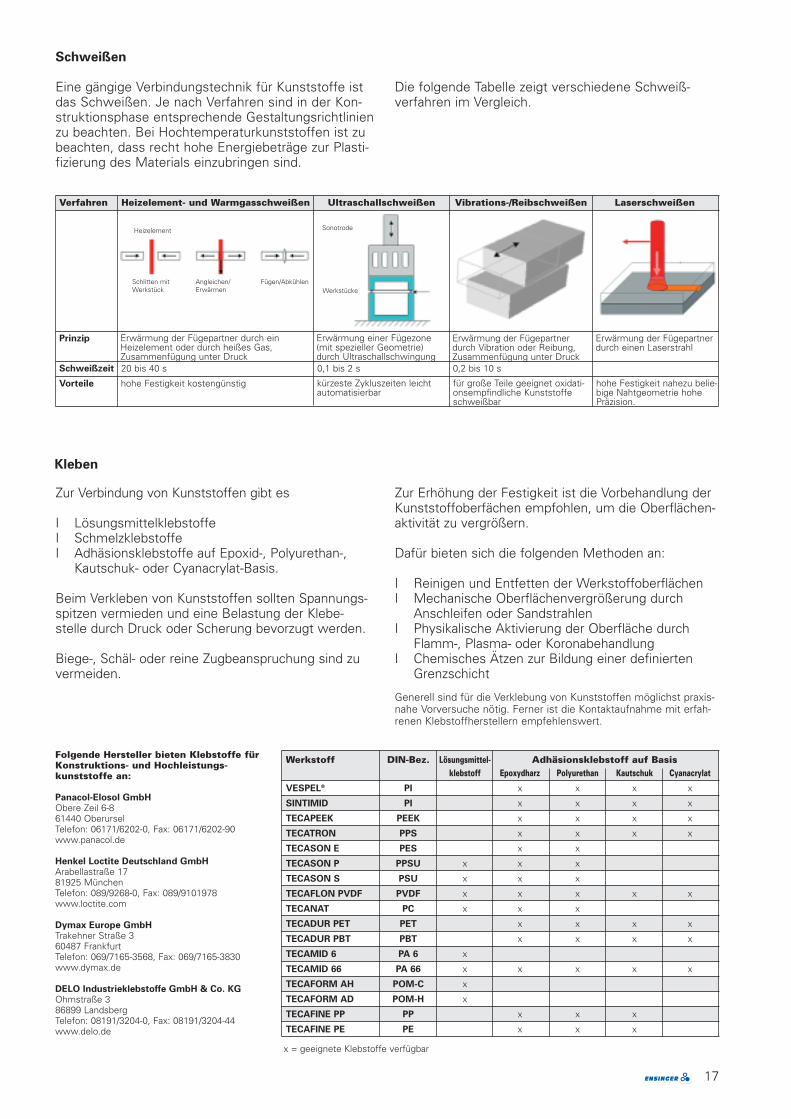
Verfahren Heizelement- und Warmgasschweißen Ultraschallschweißen Vibrations-/Reibschweißen Laserschweißen
Prinzip
Schweißzeit
Vorteile
Schweißen
Eine gängige Verbindungstechnik für Kunststoffe istdas Schweißen. Je nach Verfahren sind in der Kon-struktionsphase entsprechende Gestaltungsrichtlinienzu beachten. Bei Hochtemperaturkunststoffen ist zubeachten, dass recht hohe Energiebeträge zur Plasti-fizierung des Materials einzubringen sind.
Die folgende Tabelle zeigt verschiedene Schweiß-verfahren im Vergleich.
Erwärmung der Fügepartner durch einHeizelement oder durch heißes Gas,Zusammenfügung unter Druck
Erwärmung einer Fügezone(mit spezieller Geometrie)durch Ultraschallschwingung
Erwärmung der Fügepartnerdurch Vibration oder Reibung,Zusammenfügung unter Druck
Erwärmung der Fügepartnerdurch einen Laserstrahl
20 bis 40 s 0,1 bis 2 s 0,2 bis 10 s
hohe Festigkeit kostengünstig kürzeste Zykluszeiten leichtautomatisierbar
für große Teile geeignet oxidati-onsempfindliche Kunststoffeschweißbar
hohe Festigkeit nahezu belie-bige Nahtgeometrie hohePräzision.
Folgende Hersteller bieten Klebstoffe fürKonstruktions- und Hochleistungs-kunststoffe an:
Panacol-Elosol GmbHObere Zeil 6-861440 OberurselTelefon: 06171/6202-0, Fax: 06171/6202-90www.panacol.de
Henkel Loctite Deutschland GmbHArabellastraße 1781925 MünchenTelefon: 089/9268-0, Fax: 089/9101978www.loctite.com
Dymax Europe GmbHTrakehner Straße 360487 FrankfurtTelefon: 069/7165-3568, Fax: 069/7165-3830www.dymax.de
DELO Industrieklebstoffe GmbH & Co. KGOhmstraße 386899 LandsbergTelefon: 08191/3204-0, Fax: 08191/3204-44www.delo.de
Werkstoff DIN-Bez. Lösungsmittel- Adhäsionsklebstoff auf Basisklebstoff Epoxydharz Polyurethan Kautschuk Cyanacrylat
VESPEL® PI x x x x
SINTIMID PI x x x x
TECAPEEK PEEK x x x x
TECATRON PPS x x x x
TECASON E PES x x
TECASON P PPSU x x x
TECASON S PSU x x x
TECAFLON PVDF PVDF x x x x x
TECANAT PC x x x
TECADUR PET PET x x x x
TECADUR PBT PBT x x x x
TECAMID 6 PA 6 x
TECAMID 66 PA 66 x x x x x
TECAFORM AH POM-C x
TECAFORM AD POM-H x
TECAFINE PP PP x x x
TECAFINE PE PE x x x
Zur Verbindung von Kunststoffen gibt es
I Lösungsmittelklebstoffe I Schmelzklebstoffe I Adhäsionsklebstoffe auf Epoxid-, Polyurethan-,
Kautschuk- oder Cyanacrylat-Basis.
Beim Verkleben von Kunststoffen sollten Spannungs-spitzen vermieden und eine Belastung der Klebe-stelle durch Druck oder Scherung bevorzugt werden.
Biege-, Schäl- oder reine Zugbeanspruchung sind zuvermeiden.
Zur Erhöhung der Festigkeit ist die Vorbehandlung derKunststoffoberfächen empfohlen, um die Oberflächen-aktivität zu vergrößern.
Dafür bieten sich die folgenden Methoden an:
I Reinigen und Entfetten der WerkstoffoberflächenI Mechanische Oberflächenvergrößerung durch
Anschleifen oder SandstrahlenI Physikalische Aktivierung der Oberfläche durch
Flamm-, Plasma- oder KoronabehandlungI Chemisches Ätzen zur Bildung einer definierten
Grenzschicht
Generell sind für die Verklebung von Kunststoffen möglichst praxis-nahe Vorversuche nötig. Ferner ist die Kontaktaufnahme mit erfah-renen Klebstoffherstellern empfehlenswert.
Kleben
Sonotrode
Werkstücke
Heizelement
Schlitten mitWerkstück
Angleichen/Erwärmen
Fügen/Abkühlen
x = geeignete Klebstoffe verfügbar
18
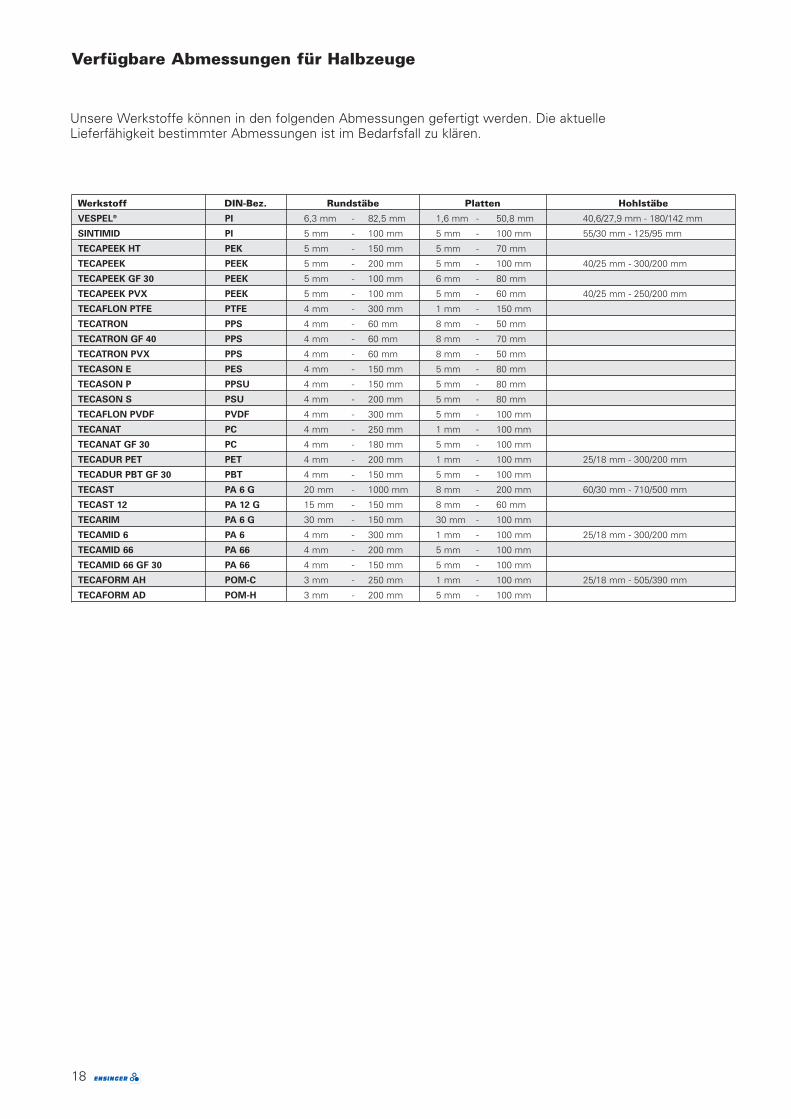
Unsere Werkstoffe können in den folgenden Abmessungen gefertigt werden. Die aktuelleLieferfähigkeit bestimmter Abmessungen ist im Bedarfsfall zu klären.
Verfügbare Abmessungen für Halbzeuge
Werkstoff DIN-Bez. Rundstäbe Platten Hohlstäbe
VESPEL® PI 6,3 mm - 82,5 mm 1,6 mm - 50,8 mm 40,6/27,9 mm - 180/142 mm
SINTIMID PI 5 mm - 100 mm 5 mm - 100 mm 55/30 mm - 125/95 mm
TECAPEEK HT PEK 5 mm - 150 mm 5 mm - 70 mm
TECAPEEK PEEK 5 mm - 200 mm 5 mm - 100 mm 40/25 mm - 300/200 mm
TECAPEEK GF 30 PEEK 5 mm - 100 mm 6 mm - 80 mm
TECAPEEK PVX PEEK 5 mm - 100 mm 5 mm - 60 mm 40/25 mm - 250/200 mm
TECAFLON PTFE PTFE 4 mm - 300 mm 1 mm - 150 mm
TECATRON PPS 4 mm - 60 mm 8 mm - 50 mm
TECATRON GF 40 PPS 4 mm - 60 mm 8 mm - 70 mm
TECATRON PVX PPS 4 mm - 60 mm 8 mm - 50 mm
TECASON E PES 4 mm - 150 mm 5 mm - 80 mm
TECASON P PPSU 4 mm - 150 mm 5 mm - 80 mm
TECASON S PSU 4 mm - 200 mm 5 mm - 80 mm
TECAFLON PVDF PVDF 4 mm - 300 mm 5 mm - 100 mm
TECANAT PC 4 mm - 250 mm 1 mm - 100 mm
TECANAT GF 30 PC 4 mm - 180 mm 5 mm - 100 mm
TECADUR PET PET 4 mm - 200 mm 1 mm - 100 mm 25/18 mm - 300/200 mm
TECADUR PBT GF 30 PBT 4 mm - 150 mm 5 mm - 100 mm
TECAST PA 6 G 20 mm - 1000 mm 8 mm - 200 mm 60/30 mm - 710/500 mm
TECAST 12 PA 12 G 15 mm - 150 mm 8 mm - 60 mm
TECARIM PA 6 G 30 mm - 150 mm 30 mm - 100 mm
TECAMID 6 PA 6 4 mm - 300 mm 1 mm - 100 mm 25/18 mm - 300/200 mm
TECAMID 66 PA 66 4 mm - 200 mm 5 mm - 100 mm
TECAMID 66 GF 30 PA 66 4 mm - 150 mm 5 mm - 100 mm
TECAFORM AH POM-C 3 mm - 250 mm 1 mm - 100 mm 25/18 mm - 505/390 mm
TECAFORM AD POM-H 3 mm - 200 mm 5 mm - 100 mm

19
Haftungsausschluss
Unsere Informationen und Angaben stellenkeine Zusicherung oder Garantie dar, seien sieausdrücklich oder stillschweigend. Sie ent-sprechen dem heutigen Stand unsererKenntnisse und sollen über unsere Produkteund deren Anwendungsmöglichkeiten infor-mieren. Sie haben somit nicht die Bedeutung,die chemische Beständigkeit, die Beschaffen-heit der Produkte und die Handelsfähigkeitrechtlich verbindlich zuzusichern oder zu ga-rantieren.
Die Eigenschaften der Liefergegenständewerden durch verschiedene Faktoren wie bei-spielsweise Materialauswahl, Zusätze zumMaterial, Formteil- und Werkzeugauslegung,Verarbeitungs- oder Umweltbedingungenbeeinflusst. Soweit nicht anders angegeben,sind die aufgeführten Messwerte Richtwerte,die auf Laborversuchen unter standardisiertenBedingungen basieren. Die genanntenAngaben bilden allein keine ausreichendeGrundlage für eine Bauteil- oder Werkzeug-auslegung. Die Entscheidung über die Eig-nung eines bestimmten Materials, Verfahrensund einer bestimmten Bauteil- und Werkzeug-auslegung für einen konkreten Einsatzzweckobliegt ausschließlich dem jeweiligen Kunden.Die Eignung für einen konkreten Einsatz-zweck oder eine bestimmte Verwendung wirdrechtlich verbindlich nicht zugesichert odergarantiert, es sei denn, uns wurde der konkre-te Einsatzzweck oder die geplante Verwen-dung schriftlich mitgeteilt und wir haben dar-aufhin schriftlich bestätigt, dass unser Produktgerade auch für den vom Kunden schriftlichmitgeteilten konkreten Einsatzzweck oder diegeplante Verwendung geeignet ist.
Die Beschaffenheit unserer Produkte be-stimmt sich nach den zur Zeit des Gefahr-übergangs in Deutschland geltenden gesetz-lichen Vorschriften, soweit diese gesetzlichenVorschriften Regelungen über die Beschaf-fenheit gerade der Produkte enthalten. Nur
wenn der Kunde uns ausdrücklich schriftlichdarauf hinweist, dass er unsere Produkte –eventuell nach Verarbeitung oder Einbau –exportieren wird, und nur wenn wir dann dieEignung für den Export ausdrücklich schrift-lich bestätigen, werden wir auch für die Einhaltung der im Fall des Exports geltendenVorschriften der europäischen Union, ihrerMitgliedstaaten, der anderen Vertragsstaatendes Abkommens über den europäischenWirtschaftsraum (Norwegen, Island, Lichten-stein) sowie der Schweiz und der USA sor-gen. Wir sind nicht verpflichtet, für die Ein-haltung der gesetzlichen Vorschriften andererStaaten Vorsorge zu treffen.
Wir tragen dafür Sorge, dass unsere Produktefrei von Rechten oder Ansprüchen Drittersind, die auf gewerblichem oder anderem gei-stigen Eigentum (Patente, Gebrauchsmuster,Geschmacksmuster, Urheberrechte oderanderer Rechte) beruhen. Diese Verpflichtunggilt für Deutschland; sie gilt für die anderenMitgliedstaaten der europäischen Union, deranderen Vertragsstaaten des Abkommensüber den europäischen Wirtschaftsraumsowie die Schweiz und die USA nur dann,wenn der Kunde uns ausdrücklich schriftlichdarauf hinweist, dass er unsere Produkte –eventuell nach Verarbeitung oder Einbau -exportieren wird und wir ausdrücklich schrift-lich bestätigen, dass die Produkte exportiertwerden können. Eine Haftung für andere alsdie genannten Staaten übernehmen wir nicht.
Konstruktions- oder Formänderungen, Ab-weichungen im Farbton sowie Änderungendes Liefer- oder Leistungsumfanges bleibenvorbehalten, sofern die Änderungen oderAbweichungen unter Berücksichtigung unse-rer Interessen für den Kunden zumutbar sind.
Unsere Produkte sind nicht für eine Verwen-dung in medizinischen oder zahnmedizini-schen Implantaten bestimmt.
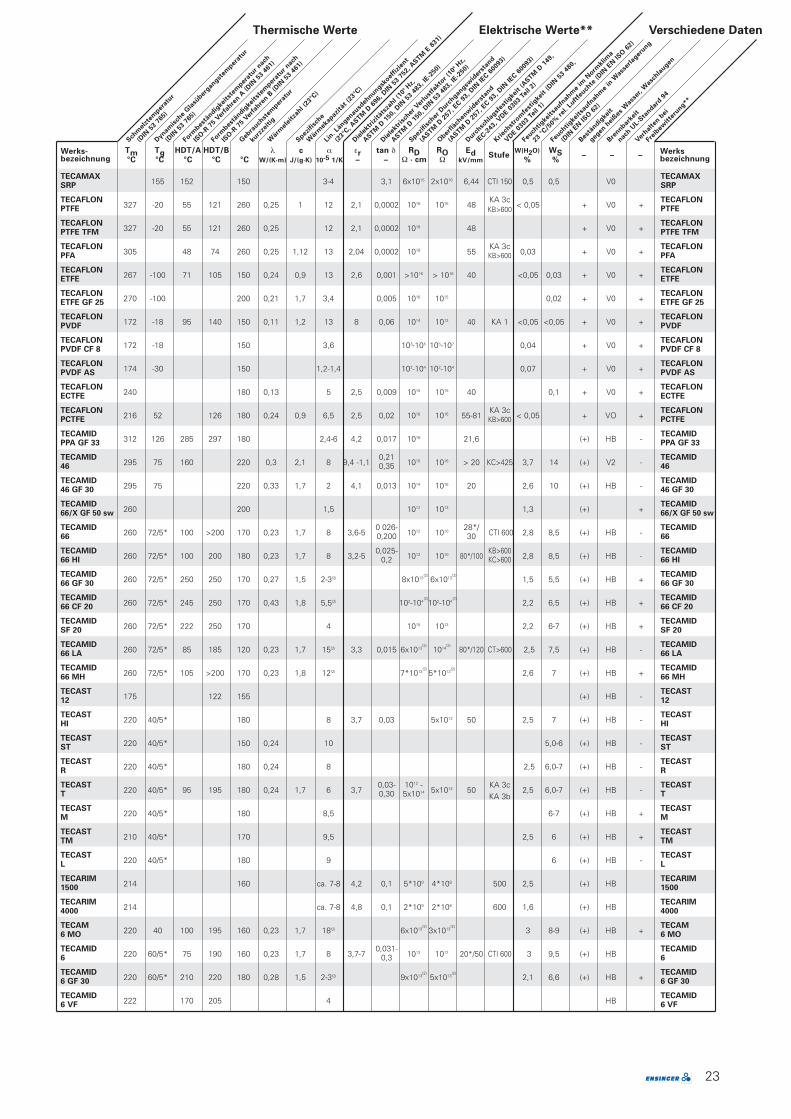
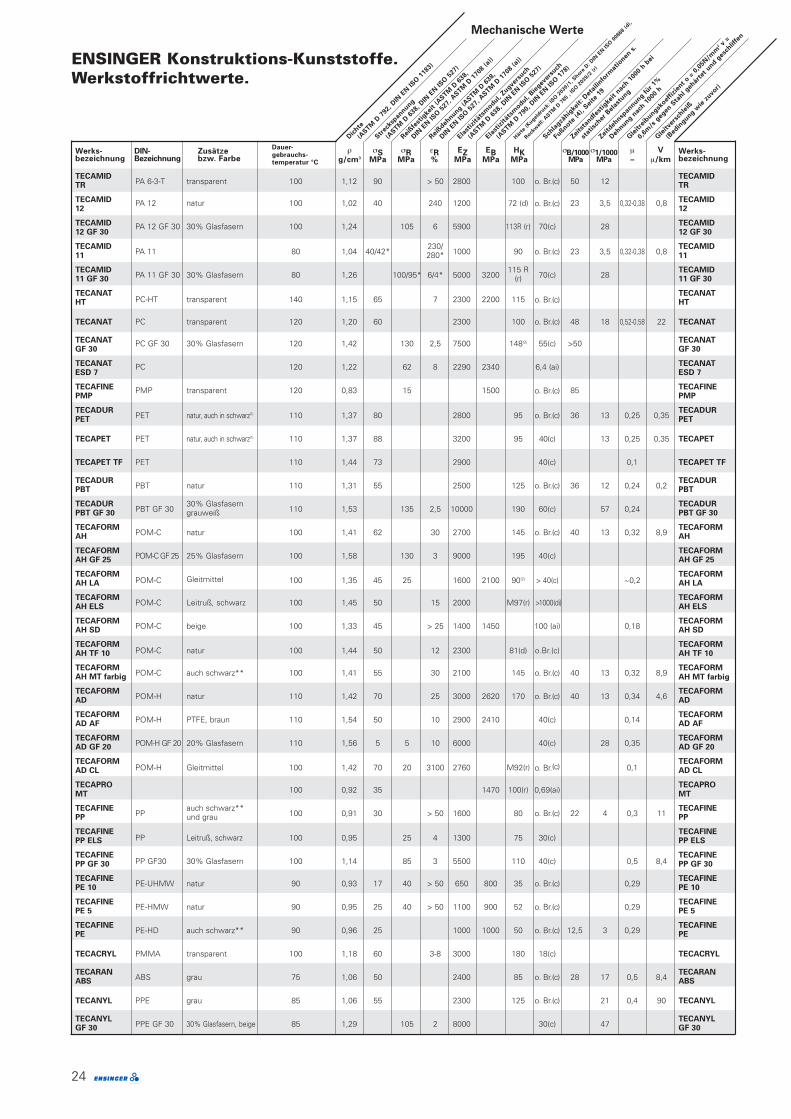
Diese Angaben entsprechen dem heutigen Stand unserer Kenntnisse undsollen über unsere Produkte und deren Anwendungsmöglichkeiten infor-mieren. Sie haben somit nicht die Bedeutung, bestimmte Eigenschaftender Produkte oder deren Eignung für einen konkreten Einsatzzweck recht-lich verbindlich zuzusichern. Etwa bestehende gewerbliche Schutzrechtesind zu berücksichtigen.Eine einwandfreie Qualität gewährleisten wir im Rahmen unsererAllgemeinen Verkaufsbedingungen.Normprüfungen erfolgen im Normalklima 23/50 nach DIN 50 014. Technische Änderungen vorbehalten.
Die Werte sind Durchschnittswerte aus vielen Einzelmessungen, sofernnicht anders vermerkt, aus Prüfungen an spritzgegossenen Probekörpern.
Bemerkung: Bei Polyamiden sind die Werte stark vom Feuchtigkeitsgehalt abhängig.
* feucht, nach Lagerung im Normalklima 23/50 (DIN 50 014) bis zur Sättigung.
+ = beständig(+) = bedingt beständig– = unbeständig
(abhängig von Konzentration, Zeit und Temperatur)
Hinweise zu den Werkstoffrichtwerten auf Seite 20 bis 25
Vespel® ist registriertes Warenzeichen von du Pont de Nemours and Company. (1) Bei Kunststoffen, die unter »Zusätze bzw. Farbe« alternativ auch in Schwarz angegeben sind, gelten die elektrischen Werte nicht für die schwarze Variante.
(2) Geprüft an Halbzeug.(3) Erwartete Werte.(4) Die Schlagzähigkeit wird nach verschiedenen Methoden gemessen. Die
Werte in der folgenden Tabelle sind für jeweilige Messmethoden mit Buchstaben markiert(c) Charpy: DIN EN ISO 179: an kJ/m2
(ai) Izod: ASTM D 256: an J/m(di) Izod: DIN EN ISO 180, an kJ/m2
(k) Kerbschlagzähigkeit DIN EN ISO 179: an kJ/m2
20
VESPEL®
PI braun 300 1,43 86 (a) 7,5 (a) 3275 3100 0,35VESPEL®
SP1 SP1
VESPEL®
PI CS 15 schwarz 300 1,51 66 (a) 4,5 (a) 3790 0,30VESPEL®
SP21 SP21
VESPEL®
PIMolybdändisulfid,
300 1,6 59 (a) 4 (a) 3280VESPEL®
SP3 anthrazit SP3
SINTIMIDPI schwarz 300 1,35 116 9 4000 4000 75(c) 12 0,8
SINTIMIDPUR HT PUR HT
SINTIMIDPI CS 15 15% Grafit, schwarz 300 1,42 97 2,8 4000 4000 88(d) 26(ai) 0,27
SINTIMID15 G 15 G
SINTIMIDPI TF 30 30% PTFE 260 1,51 82 4,1 84(d) 23(ai) 0,45
SINTIMID30 P 30 P
SINTIMIDPTFE + PI Polyimid P84, braun 250 1,85 15 200 65(d) o. Br.(c) 0,15-0,2
SINTIMID8000 8000
SINTIMIDPAI schwarz 300 1,54 85 4 4500 93(d) 21(ai)
SINTIMIDPAI ESD PAI ESD
SINTIMIDPAI braun 300 1,38 110 5,5 4500 4240 91(d) 23(ai)
SINTIMIDPAI PUR PAI PUR
TECATOR PAI gelbbraun 260 1,42 192 15 4900 5000 E 86 TECATOR
TECATOR PAI CS 12 TF 3 Grafit, PTFE, schwarz 260 1,46 164 7 6600 6900 E 72
TECATORPVX 1 PVX 1
TECAPEEKPEK 260 1,32 110 20 3800 4100 108(r) 52 (ai)
TECAPEEKHT HT
TECAPEEKPEEK weiß 260 1,38 95 >25 4200 7,6 (d)
TECAPEEKCLASSIX
(TM)
CLASSIX(TM)
TECAPEEK PEEK auch schwarz(1) 260 1,30 95 25 3000 4100 M99 o. Br.(c) 0,30-0,38 TECAPEEK
TECAPEEKPEEK GF 30 30% Glasfasern 260 1,51 180 2,5 9500 10000 M103 60(c) 36 0,38-0,46
TECAPEEKGF 30 GF 30
TECAPEEKPEEK CF 30
30% Kohlefasern,260 1,40 215 1,5 18500 20000 255(2) 35(c)
TECAPEEKCF 30 schwarz CF 30
TECAPEEKPEEK
10% Kohlefasern,260 1,48 130 1,5 9500 8100 208(2) 30(c) 0,11
TECAPEETPVX Grafit, PTFE, schwarz PVX
TECAPEEKPEEK farbig, auch schwarz(1) 260 1,30 95 20 3000 4100 M99(r) o. Br.(c) 0,30-0,38
TECAPEEKMT MT
TECAPEEKPEEK CF Kohlefaser, schwarz 260 1,44 175 1 15500 M105 30(c)
TECAPEEKELS ELS
TECAPEEKPEEK TF 10 PTFE 260 1,35 80 15 3000 o. Br.(c)
TECAPEEKTF 10 TF 10
TECATRON PPS 230 1,35 75 4 3700 3600 190 50(c) TECATRON
TECATRONPPS schwarz 230 1,35 75 4 3700 3600 190 50(c)
TECATRONMT sw MT sw
TECATRONPPS GF 40 40% Glasfasern 230 1,64 185 1,9 14000 13000 320 45(c)
TECATRONGF 40 GF 40
TECATRONPPS
10% Kohlefasern,230 1,47 115 1,5 10000 203(2) 20(c) 0,21 0,69
TECATRONPVX Grafit, PTFE, schwarz PVX
TECATRONPPS 230 1,35 90 8 1900
TECATRONLAM VF LAM VF
TECATRONPPS 15% Glasfasern 230 1,44 120 2 7700 7500 32(c)
TECATRONGF 15 VF GF 15 VF
TECATRONPPS 30% Glasfasern 230 1,58 160 2 11000
TECATRONGF 30 VF GF 30 VF
TECATRONPPS 40% Glasfasern 230 1,65 185 1,9 14000 14000 320 45(c)
TECATRONGF 40 VF GF 40 VF
TECASONPSU transluzent 160 1,24 80 6 > 50 2600 147 o. Br.(c) 42 22 0,4
TECASONS S
TECASONPSU GF 30 30% Glasfaser 160 1,49 125 1,8 9900 202 20 (di)
TECASONS GF 30 S GF 30
TECASONPES transluzent 180 1,37 90 6 6,5 2700 148 o. Br.(c) 20
TECASONE E
TECASONPES 180 1,60 140 2,0 10200 221 35(c)
TECASONE GF 30 E GF 30
TECASONPPSU farbig 170 1,29 70 > 50 2350 2600
TECASONP, P MT P, P MT
TECASONPPSU 170 1,29 70 > 50 2350 2600
TECASONP VF P VF
TECAPEIPEI transluzent, farbig 170 1,27 105 > 50 3200 3300 140 4(c)
TECAPEITECAPEI MT TECAPEI MT
TECAPEIPEI GF 30 30% Glasfasern 170 1,51 165 2 9500 9000 165 40(c)
TECAPEIGF 30 GF 30
TECAPEIPEI ESD 7 schwarz 170 1,26 65 4 2760 2920 123 (r) 7,5 (ai)
TECAPEIESD 7 ESD 7
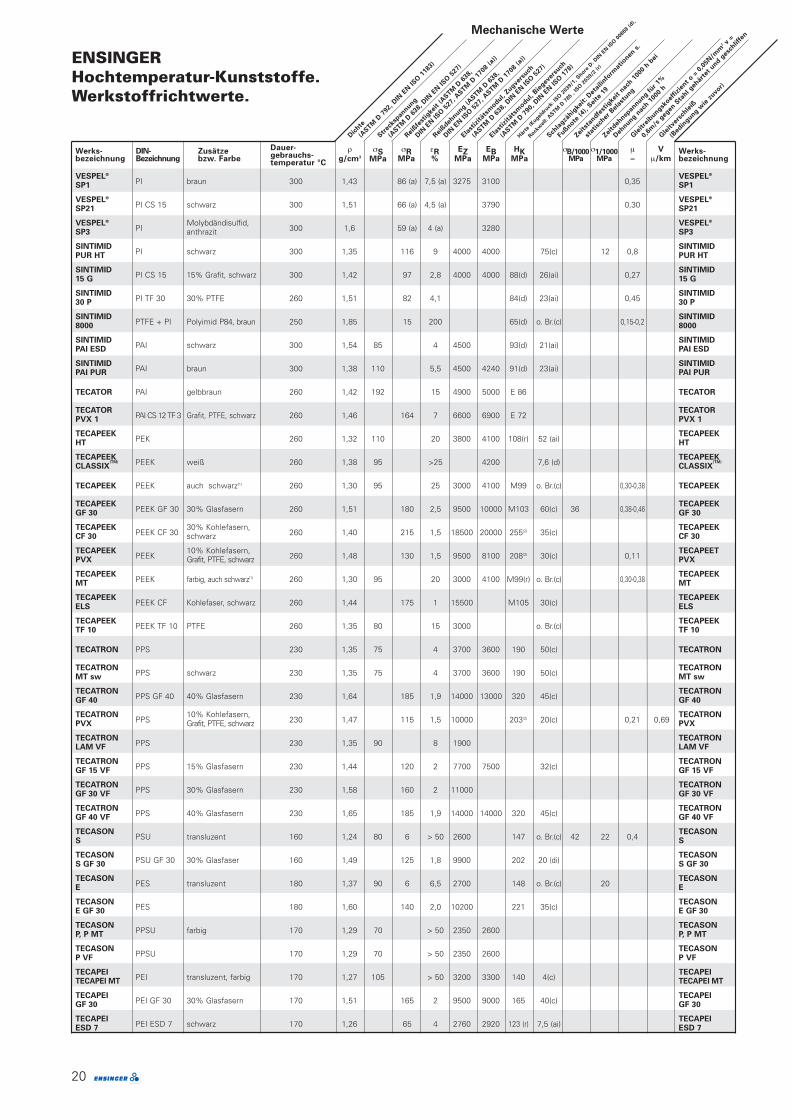
ENSINGER Hochtemperatur-Kunststoffe.Werkstoffrichtwerte.
Werks-bezeichnung
Werks-bezeichnung
DIN-Bezeichnung
Zusätzebzw. Farbe
Mechanische Werte
ρg/cm3
σSMPa
σRMPa
εR%
EZMPa
EBMPa
HKMPa
σB/1000MPa
σ1/1000MPa
µ–
V
µ/km
Dic
hte
(ASTM
D 7
92, D
IN E
N IS
O 1
183)
Str
ecks
pannung
(ASTM
D 6
38, D
IN E
N IS
O 5
27)
Rei
ßfe
stig
keit (ASTM
D 6
38,
DIN
EN
ISO
527
, ASTM
D 1
708
(a))
Rei
ßdeh
nung (ASTM
D 6
38,
DIN
EN
ISO
527
, ASTM
D 1
708
(a))
Elast
izität
smodul,
Zugvers
uch
(ASTM
D 6
38, D
IN E
N IS
O 5
27)
Elast
izität
smodul,
Bie
gever
such
(ASTM
D 7
90, D
IN E
N IS
O 1
78)
Här
te (Kugel
druck
: ISO
203
9/1,
Shore
D: D
IN E
NIS
O 0
0868
(d),
Rock
wel
l: ASTM
D 7
85 ,
ISO
203
9/2
(r)
Sch
lagzä
higke
it: D
etai
linfo
rmat
ionen
s.
Fußnote
(4)
, Sei
te 1
9
Zeits
tandfe
stig
keit n
ach 1
000
h bei
stat
isch
er B
elas
tung
Zeitd
ehnsp
annung f
ür 1%
Deh
nung nac
h 100
0 h
Gle
itre
ibungsk
oeffiz
ient
o = 0
,05N
/mm
2 v =
0,6m
/s g
egen
Sta
hl geh
ärte
t und g
esch
liffe
n
Gle
itve
rsch
leiß
(Bed
ingung w
ie z
uvor)
Dauer-gebrauchs-temperatur °C
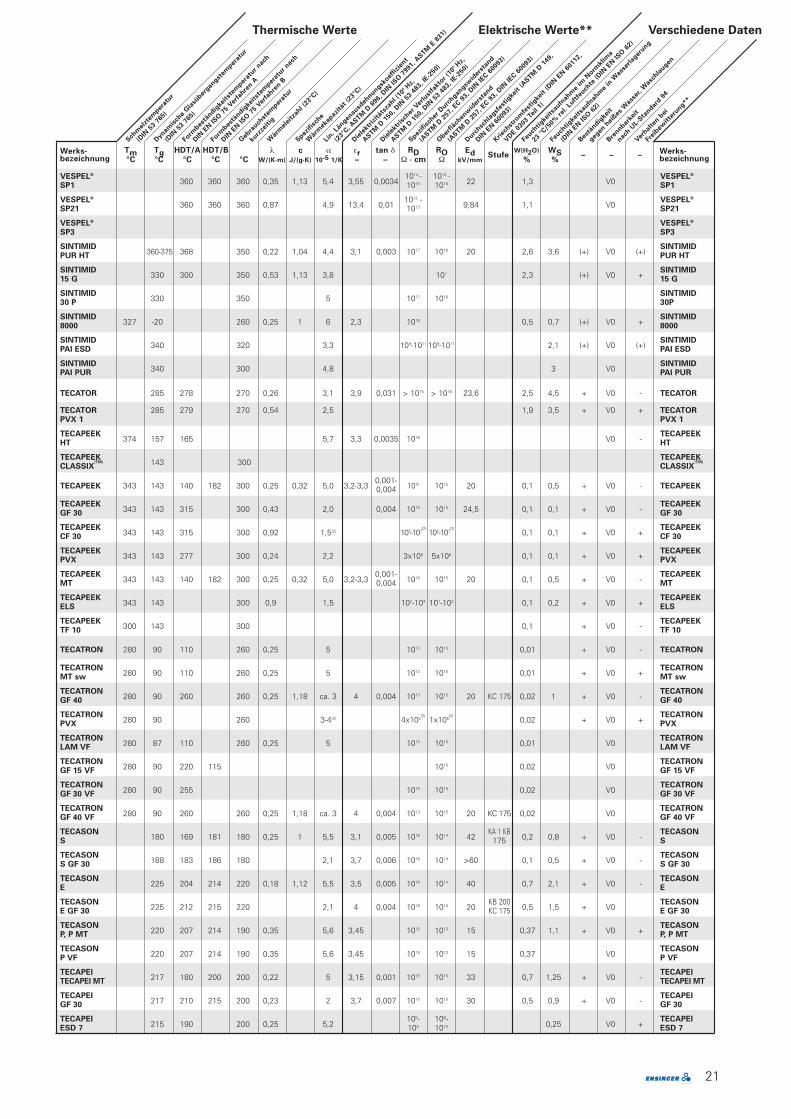
21
Sch
mel
ztem
perat
ur
(DIN
53
765)
Dyn
amis
che
Gla
süber
gangst
emper
atur
(DIN
53
765)
Form
bestä
ndigke
itst
emper
atur
nach
DIN
ENIS
O 7
5 Ver
fahre
n A
Form
bestä
ndigke
itst
emper
atur
nach
DIN
ENIS
O 7
5 Ver
fahre
n B
Geb
rauch
stem
perat
ur
kurz
zeitig
Wär
mel
eitz
ahl (
23°C
)
Spez
ifisc
he
Wär
mek
apaz
ität
(23
°C)
Lin. L
ängen
ausd
ehnungsk
oeffiz
ient
(23°
C, A
STM
D 6
96, D
INIS
O79
91, A
STM
E 8
31)
Die
lekt
rizi
täts
zahl (
106 H
z,
ASTM
D 1
50, D
IN 5
3 48
3, IE
-250
)
Die
lekt
risc
her V
erlu
stfa
ktor
(106 H
z,
ASTM
D 1
50, D
IN 5
3 48
3, IE
-250
)
Spez
ifisc
her D
urchgan
gswid
erst
and
(ASTM
D 2
57, E
C 9
3, D
IN IE
C 6
0093
)
Ober
fläch
enw
ider
stan
d
(ASTM
D 2
57, E
C 9
3, D
IN IE
C 6
0093
)
Werks-bezeichnung
Werks-bezeichnung
Tm°C
Tg°C
HDT/A
°C
HDT/B
°C °C
λW/(K·m)
c
J/(g·K)
α10-5 1/K
ROΩ
εr–
tan δ–
RDΩ · cm
Thermische Werte Elektrische Werte** Verschiedene Daten
Durc
hschla
gsfes
tigke
it (ASTM
D 1
49,
DIN
EN
600
93)
Kriec
hstro
mfe
stig
keit (DIN
EN
601
12,
VDE 0
303
Teil
1)
Feuch
tigke
itsa
ufnah
me
im N
ormkl
ima
23 °C/5
0% rel
. Luft
feuch
te (DIN
EN
ISO
62)
Feuch
tigke
itsa
ufnah
me
in W
asse
rlag
erung
(DIN
EN
ISO
62)
Bes
tändig
keit
gegen
hei
ßes
Was
ser,
Was
chla
ugen
Bre
nnbarke
it
nach U
L-Sta
ndard 9
4
Ver
halte
n bei
Frei
bewitte
rung**
EdkV/mm
Stufe – – –W(H2O)
%
WS%
VESPEL®
360 360 360 0,35 1,13 5,4 3,55 0,00341014 - 1015 -
22 1,3 V0VESPEL®
SP1 1015 1016 SP1
VESPEL®
360 360 360 0,87 4,9 13,4 0,011012 -
9,84 1,1 V0VESPEL®
SP21 1013 SP21
VESPEL® VESPEL®
SP3 SP3
SINTIMID360-375 368 350 0,22 1,04 4,4 3,1 0,003 1017 1016 20 2,6 3,6 (+) V0 (+)
SINTIMIDPUR HT PUR HT
SINTIMID330 300 350 0,53 1,13 3,8 107 2,3 (+) V0 +
SINTIMID15 G 15 G
SINTIMID330 350 5 1017 1016
SINTIMID30 P 30P
SINTIMID327 -20 260 0,25 1 6 2,3 1018 0,5 0,7 (+) V0 +
SINTIMID8000 8000
SINTIMID340 320 3,3 109-1011 109-1011 2,1 (+) V0 (+)
SINTIMIDPAI ESD PAI ESD
SINTIMID340 300 4,8 3 V0
SINTIMIDPAI PUR PAI PUR
TECATOR 285 278 270 0,26 3,1 3,9 0,031 > 1015 > 1018 23,6 2,5 4,5 + V0 - TECATOR
TECATOR 285 279 270 0,54 2,5 1,9 3,5 + V0 + TECATORPVX 1 PVX 1
TECAPEEK374 157 165 5,7 3,3 0,0035 1016 V0 -
TECAPEEKHT HT
TECAPEEK143 300
TECAPEEKCLASSIX
(TM)
CLASSIX(TM)
TECAPEEK 343 143 140 182 300 0,25 0,32 5,0 3,2-3,30,001-
1016 1015 20 0,1 0,5 + V0 - TECAPEEK0,004
TECAPEEK343 143 315 300 0,43 2,0 0,004 1015 1015 24,5 0,1 0,1 + V0 -
TECAPEEKGF 30 GF 30
TECAPEEK343 143 315 300 0,92 1,5(2) 105-107
(2)105-107
(2)0,1 0,1 + V0 +
TECAPEEKCF 30 CF 30
TECAPEEK343 143 277 300 0,24 2,2 3x106 5x106 0,1 0,1 + V0 +
TECAPEEKPVX PVX
TECAPEEK343 143 140 182 300 0,25 0,32 5,0 3,2-3,3
0,001-1016 1015 20 0,1 0,5 + V0 -
TECAPEEKMT 0,004 MT
TECAPEEK343 143 300 0,9 1,5 102-104 101-103 0,1 0,2 + V0 +
TECAPEEKELS ELS
TECAPEEK 300 143 300 0,1 + V0 -
TECAPEEK TF 10 TF 10
TECATRON 280 90 110 260 0,25 5 1013 1015 0,01 + V0 - TECATRON
TECATRON280 90 110 260 0,25 5 1013 1015 0,01 + V0 +
TECATRONMT sw MT sw
TECATRON280 90 260 260 0,25 1,18 ca. 3 4 0,004 1013 1015 20 KC 175 0,02 1 + V0 -
TECATRONGF 40 GF 40
TECATRON280 90 260 3-4(2) 4x105
(2)1x106
(2)0,02 + V0 +
TECATRONPVX PVX
TECATRON280 87 110 260 0,25 5 1013 1015 0,01 V0
TECATRONLAM VF LAM VF
TECATRON280 90 220 115 1015 0,02 V0
TECATRONGF 15 VF GF 15 VF
TECATRON280 90 255 1015 1015 0,02 V0
TECATRONGF 30 VF GF 30 VF
TECATRON280 90 260 260 0,25 1,18 ca. 3 4 0,004 1013 1015 20 KC 175 0,02 V0
TECATRONGF 40 VF GF 40 VF
TECASON180 169 181 180 0,25 1 5,5 3,1 0,005 1016 1014 42
KA 1 KB0,2 0,8 + V0 -
TECASONS 175 S
TECASON188 183 186 180 2,1 3,7 0,006 1016 1014 >60 0,1 0,5 + V0 -
TECASONS GF 30 S GF 30
TECASON 225 204 214 220 0,18 1,12 5,5 3,5 0,005 1016 1014 40 0,7 2,1 + V0 -
TECASONE E
TECASON 225 212 215 220 2,1 4 0,004 1016 1014 20
KB 2000,5 1,5 + V0
TECASONE GF 30 KC 175 E GF 30
TECASON 220 207 214 190 0,35 5,6 3,45 1015 1013 15 0,37 1,1 + V0 +
TECASONP, P MT P, P MT
TECASON 220 207 214 190 0,35 5,6 3,45 1015 1013 15 0,37 V0
TECASONP VF P VF
TECAPEI 217 180 200 200 0,22 5 3,15 0,001 1015 1015 33 0,7 1,25 + V0 -
TECAPEI TECAPEI MT TECAPEI MT
TECAPEI 217 210 215 200 0,23 2 3,7 0,007 1015 1015 30 0,5 0,9 + V0 -
TECAPEI GF 30 GF 30
TECAPEI 215 190 200 0,25 5,2
106- 108-0,25 V0 +
TECAPEI ESD 7 108 1010 ESD 7
22
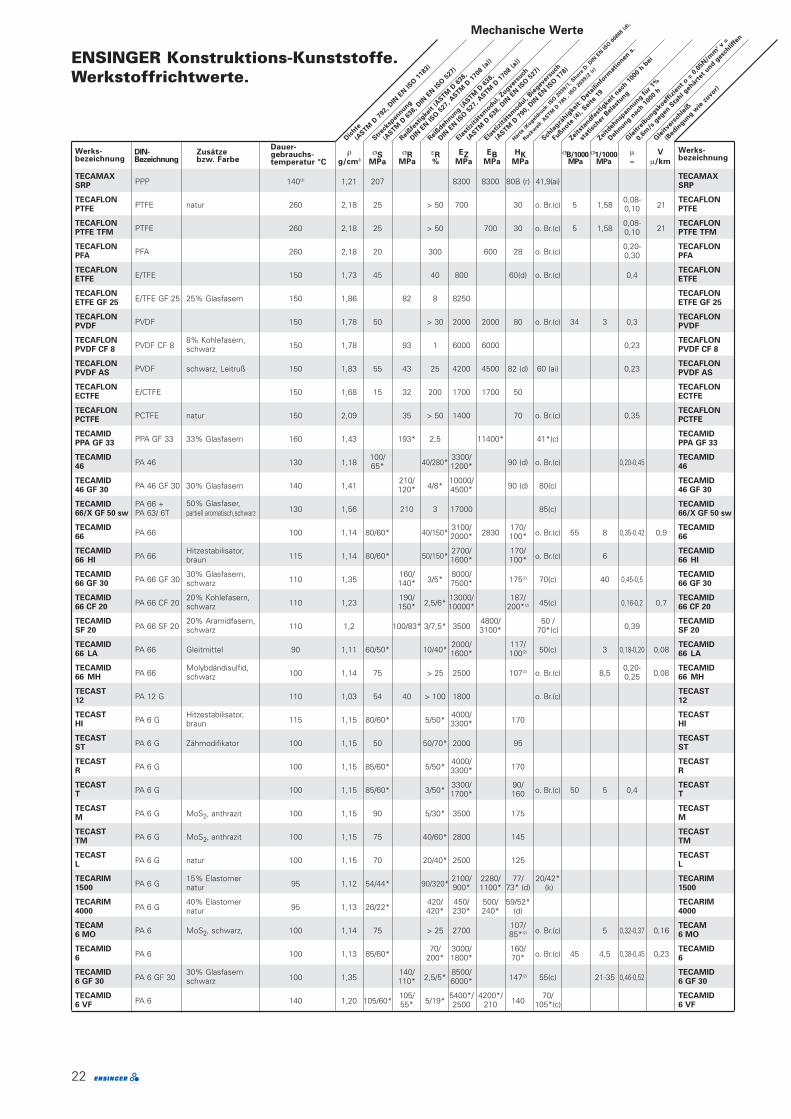
Werks-bezeichnung
ENSINGER Konstruktions-Kunststoffe.Werkstoffrichtwerte.
Werks-bezeichnung
Mechanische Werte
ρg/cm3
σSMPa
σRMPa
εR%
EZMPa
EBMPa
HKMPa
σB/1000MPa
σ1/1000MPa
µ–
TECAMAXPPP 140(3) 1,21 207 8300 8300 80B (r) 41,9(ai)
TECAMAXSRP SRP
TECAFLONPTFE natur 260 2,18 25 > 50 700 30 o. Br.(c) 5 1,58
0,08-21
TECAFLONPTFE 0,10 PTFE
TECAFLONPTFE 260 2,18 25 > 50 700 30 o. Br.(c) 5 1,58
0,08-21
TECAFLONPTFE TFM 0,10 PTFE TFM
TECAFLONPFA 260 2,18 20 300 600 28 o. Br.(c)
0,20- TECAFLONPFA 0,30 PFA
TECAFLONE/TFE 150 1,73 45 40 800 60(d) o. Br.(c) 0,4
TECAFLONETFE ETFE
TECAFLONE/TFE GF 25 25% Glasfasern 150 1,86 82 8 8250
TECAFLONETFE GF 25 ETFE GF 25
TECAFLONPVDF 150 1,78 50 > 30 2000 2000 80 o. Br.(c) 34 3 0,3
TECAFLONPVDF PVDF
TECAFLONPVDF CF 8
8% Kohlefasern,150 1,78 93 1 6000 6000 0,23
TECAFLONPVDF CF 8 schwarz PVDF CF 8
TECAFLONPVDF schwarz, Leitruß 150 1,83 55 43 25 4200 4500 82 (d) 60 (ai) 0,23
TECAFLONPVDF AS PVDF AS
TECAFLONE/CTFE 150 1,68 15 32 200 1700 1700 50
TECAFLONECTFE ECTFE
TECAFLONPCTFE natur 150 2,09 35 > 50 1400 70 o. Br.(c) 0,35
TECAFLONPCTFE PCTFE
TECAMIDPPA GF 33 33% Glasfasern 160 1,43 193* 2,5 11400* 41*(c)
TECAMIDPPA GF 33 PPA GF 33
TECAMIDPA 46 130 1,18
100/40/280*
3300/90 (d) o. Br.(c) 0,20-0,45
TECAMID46 65* 1200* 46
TECAMIDPA 46 GF 30 30% Glasfasern 140 1,41
210/4/8*
10000/90 (d) 80(c)
TECAMID46 GF 30 120* 4500* 46 GF 30
TECAMID PA 66 + 50% Glasfaser,130 1,56 210 3 17000 85(c)
TECAMID66/X GF 50 sw PA 63/ 6T partiell aromatisch,schwarz 66/X GF 50 sw
TECAMIDPA 66 100 1,14 80/60* 40/150*
3100/2830
170/o. Br.(c) 55 8 0,35-0,42 0,9
TECAMID66 2000* 100* 66
TECAMIDPA 66
Hitzestabilisator,115 1,14 80/60* 50/150*
2700/ 170/o. Br.(c) 6
TECAMID66 HI braun 1600* 100* 66 HI
TECAMIDPA 66 GF 30
30% Glasfasern,110 1,35
160/3/5*
8000/175(2) 70(c) 40 0,45-0,5
TECAMID66 GF 30 schwarz 140* 7500* 66 GF 30
TECAMIDPA 66 CF 20
20% Kohlefasern,110 1,23
190/2,5/6*
13000/ 187/45(c) 0,16-0,2 0,7
TECAMID66 CF 20 schwarz 150* 10000* 200*(2) 66 CF 20
TECAMIDPA 66 SF 20
20% Aramidfasern,110 1,2 100/83* 3/7,5* 3500
4800/ 50 /0,39
TECAMIDSF 20 schwarz 3100* 70*(c) SF 20
TECAMIDPA 66 Gleitmittel 90 1,11 60/50* 10/40*
2000/ 117/50(c) 3 0,18-0,20 0,08
TECAMID66 LA 1600* 100(2) 66 LA
TECAMIDPA 66
Molybdändisulfid,100 1,14 75 > 25 2500 107(2) o. Br.(c) 8,5
0,20-0,08
TECAMID66 MH schwarz 0,25 66 MH
TECASTPA 12 G 110 1,03 54 40 > 100 1800 o. Br.(c)
TECAST12 12
TECASTPA 6 G
Hitzestabilisator,115 1,15 80/60* 5/50*
4000/170
TECASTHI braun 3300* HI
TECASTPA 6 G Zähmodifikator 100 1,15 50 50/70* 2000 95
TECASTST ST
TECASTPA 6 G 100 1,15 85/60* 5/50*
4000/170
TECASTR 3300* R
TECASTPA 6 G 100 1,15 85/60* 3/50*
3300/ 90/o. Br.(c) 50 5 0,4
TECASTT 1700* 160 T
TECASTPA 6 G MoS2, anthrazit 100 1,15 90 5/30* 3500 175
TECASTM M
TECASTPA 6 G MoS2, anthrazit 100 1,15 75 40/60* 2800 145
TECASTTM TM
TECASTPA 6 G natur 100 1,15 70 20/40* 2500 125
TECASTL L
TECARIMPA 6 G
15% Elastomer95 1,12 54/44* 90/320*
2100/ 2280/ 77/ 20/42* TECARIM1500 natur 900* 1100* 73* (d) (k) 1500
TECARIMPA 6 G
40% Elastomer95 1,13 26/22*
420/ 450/ 500/ 59/52* TECARIM4000 natur 420* 230* 240* (d) 4000
TECAMPA 6 MoS2, schwarz, 100 1,14 75 > 25 2700
107/o. Br.(c) 5 0,32-0,37 0,16
TECAM6 MO 85*(2) 6 MO
TECAMIDPA 6 100 1,13 85/60*
70/ 3000/ 160/o. Br.(c) 45 4,5 0,38-0,45 0,23
TECAMID6 200* 1800* 70* 6
TECAMID PA 6 GF 30
30% Glasfasern100 1,35
140/2,5/5*
8500/147(2) 55(c) 21-35 0,46-0,52
TECAMID6 GF 30 schwarz 110* 6000* 6 GF 30
TECAMID PA 6 140 1,20 105/60*
105/5/19*
5400*/ 4200*/140
70/ TECAMID6 VF 55* 2500 210 105*(c) 6 VF
V
µ/km
DIN-Bezeichnung
Zusätzebzw. Farbe
Dic
hte
(ASTM
D 7
92, D
IN E
N IS
O 1
183)
Str
ecks
pannung
(ASTM
D 6
38, D
IN E
N IS
O 5
27)
Rei
ßfe
stig
keit (ASTM
D 6
38,
DIN
EN
ISO
527
, ASTM
D 1
708
(a))
Rei
ßdeh
nung (ASTM
D 6
38,
DIN
EN
ISO
527
, ASTM
D 1
708
(a))
Elast
izität
smodul,
Zugvers
uch
(ASTM
D 6
38, D
IN E
N IS
O 5
27)
Elast
izität
smodul,
Bie
gever
such
(ASTM
D 7
90, D
IN E
N IS
O 1
78)
Här
te (Kugel
druck
: ISO
203
9/1,
Shore
D: D
IN E
NIS
O 0
0868
(d),
Rock
wel
l: ASTM
D 7
85 ,
ISO
203
9/2
(r)
Sch
lagzä
higke
it: D
etai
linfo
rmat
ionen
s.
Fußnote
(4)
, Sei
te 1
9
Zeits
tandfe
stig
keit n
ach 1
000
h bei
stat
isch
er B
elas
tung
Zeitd
ehnsp
annung f
ür 1%
Deh
nung nac
h 100
0 h
Gle
itre
ibungsk
oeffiz
ient
o = 0
,05N
/mm
2 v =
0,6m
/s g
egen
Sta
hl geh
ärte
t und g
esch
liffe
n
Gle
itve
rsch
leiß
(Bed
ingung w
ie z
uvor)
Dauer-gebrauchs-temperatur °C
23
TECAMAX155 152 150 3-4 3,1 6x1015 2x1016 6,44 CTI 150 0,5 0,5 V0
TECAMAXSRP SRP
TECAFLON327 -20 55 121 260 0,25 1 12 2,1 0,0002 1016 1016 48
KA 3c< 0,05 + V0 +
TECAFLONPTFE KB>600 PTFE
TECAFLON327 -20 55 121 260 0,25 12 2,1 0,0002 1018 48 + V0 +
TECAFLONPTFE TFM PTFE TFM
TECAFLON305 48 74 260 0,25 1,12 13 2,04 0,0002 1018 55
KA 3c0,03 + V0 +
TECAFLONPFA KB>600 PFA
TECAFLON267 -100 71 105 150 0,24 0,9 13 2,6 0,001 >1016 > 1016 40 <0,05 0,03 + V0 +
TECAFLONETFE ETFE
TECAFLON270 -100 200 0,21 1,7 3,4 0,005 1016 1015 0,02 + V0 +
TECAFLONETFE GF 25 ETFE GF 25
TECAFLON172 -18 95 140 150 0,11 1,2 13 8 0,06 1014 1013 40 KA 1 <0,05 <0,05 + V0 +
TECAFLONPVDF PVDF
TECAFLON 172 -18 150 3,6 103-105 105-107 0,04 + V0 +
TECAFLON PVDF CF 8 PVDF CF 8
TECAFLON 174 -30 150 1,2-1,4 102-104 102-104 0,07 + V0 +
TECAFLON PVDF AS PVDF AS
TECAFLON240 180 0,13 5 2,5 0,009 1015 1015 40 0,1 + V0 +
TECAFLONECTFE ECTFE
TECAFLON216 52 126 180 0,24 0,9 6,5 2,5 0,02 1016 1016 55-81
KA 3c< 0,05 + VO +
TECAFLONPCTFE KB>600 PCTFE
TECAMID312 126 285 297 180 2,4-6 4,2 0,017 1016 21,6 (+) HB -
TECAMIDPPA GF 33 PPA GF 33
TECAMID295 75 160 220 0,3 2,1 8 9,4 -1,1
0,211015 1016 > 20 KC>425 3,7 14 (+) V2 -
TECAMID46 0,35 46
TECAMID295 75 220 0,33 1,7 2 4,1 0,013 1014 1016 20 2,6 10 (+) HB -
TECAMID46 GF 30 46 GF 30
TECAMID 260 200 1,5 1012 1013 1,3 (+) +
TECAMID66/X GF 50 sw 66/X GF 50 sw
TECAMID260 72/5* 100 >200 170 0,23 1,7 8 3,6-5
0,026-
1012 101028*/
CTI 600 2,8 8,5 (+) HB -TECAMID
66 0,200 30 66
TECAMID 260 72/5* 100 200 180 0,23 1,7 8 3,2-5
0,025-1012 1010 80*/100
KB>6002,8 8,5 (+) HB -
TECAMID66 HI 0,2 KC>600 66 HI
TECAMID260 72/5* 250 250 170 0,27 1,5 2-3(2) 8x1013
(2)6x1013
(2)1,5 5,5 (+) HB +
TECAMID66 GF 30 66 GF 30
TECAMID260 72/5* 245 250 170 0,43 1,8 5,5(2) 102-104
(2)102-104
(2)2,2 6,5 (+) HB +
TECAMID66 CF 20 66 CF 20
TECAMID260 72/5* 222 250 170 4 1015 1013 2,2 6-7 (+) HB +
TECAMIDSF 20 SF 20
TECAMID260 72/5* 85 185 120 0,23 1,7 15(2) 3,3 0,015 6x1013
(2)1014
(2)80*/120 CT>600 2,5 7,5 (+) HB -
TECAMID66 LA 66 LA
TECAMID 260 72/5* 105 >200 170 0,23 1,8 12(2) 7*1013
(2)5*1013
(2)2,6 7 (+) HB +
TECAMID66 MH 66 MH
TECAST175 122 155 (+) HB -
TECAST12 12
TECAST220 40/5* 180 8 3,7 0,03 5x1012 50 2,5 7 (+) HB -
TECASTHI HI
TECAST220 40/5* 150 0,24 10 5,0-6 (+) HB -
TECASTST ST
TECAST220 40/5* 180 0,24 8 2,5 6,0-7 (+) HB -
TECASTR R
TECAST220 40/5* 95 195 180 0,24 1,7 6 3,7
0,03- 1012 - 5x1012 50
KA 3c2,5 6,0-7 (+) HB -
TECASTT 0,30 5x1014
KA 3b T
TECAST220 40/5* 180 8,5 6-7 (+) HB +
TECASTM M
TECAST210 40/5* 170 9,5 2,5 6 (+) HB +
TECASTTM TM
TECAST220 40/5* 180 9 6 (+) HB -
TECASTL L
TECARIM214 160 ca. 7-8 4,2 0,1 5*109 4*108 500 2,5 (+) HB
TECARIM1500 1500
TECARIM214 ca. 7-8 4,8 0,1 2*109 2*108 600 1,6 (+) HB
TECARIM4000 4000
TECAM220 40 100 195 160 0,23 1,7 18(2) 6x1013
(2)3x1013
(2)3 8-9 (+) HB +
TECAM6 MO 6 MO
TECAMID220 60/5* 75 190 160 0,23 1,7 8 3,7-7
0,031-1013 1012 20*/50 CTI 600 3 9,5 (+) HB
TECAMID6 0,3 6
TECAMID 220 60/5* 210 220 180 0,28 1,5 2-3(2) 9x1013
(2)5x1013
(2)2,1 6,6 (+) HB +
TECAMID 6 GF 30 6 GF 30
TECAMID 222 170 205 4 HB
TECAMID 6 VF 6 VF
Sch
mel
ztem
perat
ur
(DIN
53
765)
Dyn
amis
che
Gla
süber
gangst
emper
atur
(DIN
53
765)
Form
bestä
ndigke
itst
emper
atur
nach
ISO
-R 7
5 Ver
fahre
n A (DIN
53
461)
Form
bestä
ndigke
itst
emper
atur
nach
ISO
-R 7
5 Ver
fahre
n B (DIN
53
461)
Geb
rauch
stem
perat
ur
kurz
zeitig
Wär
mel
eitz
ahl (
23°C
)
Spez
ifisc
he
Wär
mek
apaz
ität
(23
°C)
Lin. L
ängen
ausd
ehnungsk
oeffiz
ient
(23°
C, A
STM
D 6
96, D
IN 5
3 75
2, A
STM
E 8
31)
Die
lekt
rizi
täts
zahl (
106 H
z,
ASTM
D 1
50, D
IN 5
3 48
3, IE
-250
)
Die
lekt
risc
her V
erlu
stfa
ktor
(106 H
z,
ASTM
D 1
50, D
IN 5
3 48
3, IE
-250
)
Spez
ifisc
her D
urchgan
gswid
erst
and
(ASTM
D 2
57, E
C 9
3, D
IN IE
C 6
0093
)
Ober
fläch
enw
ider
stan
d
(ASTM
D 2
57, E
C 9
3, D
IN IE
C 6
0093
)
Thermische Werte Elektrische Werte** Verschiedene Daten
Durc
hschla
gsfes
tigke
it (ASTM
D 1
49,
IEC-2
43, V
DE 0
303
Teil
2)
Kriec
hstro
mfe
stig
keit (DIN
53
480,
VDE 0
303
Teil
1)
Feuch
tigke
itsa
ufnah
me
im N
ormkl
ima
23 °C/5
0% rel
. Luft
feuch
te (DIN
EN
ISO
62)
Feuch
tigke
itsa
ufnah
me
in W
asse
rlag
erung
(DIN
EN
ISO
62)
Bes
tändig
keit
gegen
hei
ßes
Was
ser,
Was
chla
ugen
Bre
nnbarke
it
nach U
L-Sta
ndard 9
4
Ver
halte
n bei
Frei
bewitte
rung**
Werksbezeichnung
Tm°C
Tg°C
HDT/A
°C
HDT/B
°C °C
λW/(K·m)
c
J/(g·K)
α10-5 1/K
ROΩ
εr–
tan δ–
RDΩ · cm
EdkV/mm
Stufe – – –W(H2O)
%
WS%
Werks-bezeichnung
24
ENSINGER Konstruktions-Kunststoffe.Werkstoffrichtwerte.
Mechanische Werte
Dauer-gebrauchs-temperatur °C
Werks-bezeichnung
Werks-bezeichnung
DIN-Bezeichnung
Zusätzebzw. Farbe
ρg/cm3
σSMPa
σRMPa
εR%
EZMPa
EBMPa
HKMPa
V
µ/km
σB/1000MPa
σ1/1000MPa
µ–
TECAMIDPA 6-3-T transparent 100 1,12 90 > 50 2800 100 o. Br.(c) 50 12
TECAMIDTR TR
TECAMID o. Br.(c) TECAMID12
PA 12 natur 100 1,02 40 240 1200 72 (d) 23 3,5 0,32-0,38 0,812
TECAMID TECAMID12 GF 30
PA 12 GF 30 30% Glasfasern 100 1,24 105 6 5900 113R (r) 70(c) 2812 GF 30
TECAMIDPA 11 80 1,04 40/42*
230/1000 90 o. Br.(c) 23 3,5 0,32-0,38 0,8
TECAMID11 280* 11
TECAMIDPA 11 GF 30 30% Glasfasern 80 1,26 100/95* 6/4* 5000 3200
115 R70(c) 28
TECAMID11 GF 30 (r) 11 GF 30
TECANATo. Br.(c)
TECANAT HT PC-HT transparent 140 1,15 65 7 2300 2200 115 HT
TECANAT PC transparent 120 1,20 60 2300 100 o. Br.(c) 48 18 0,52-0,58 22 TECANAT
TECANAT TECANATGF 30
PC GF 30 30% Glasfasern 120 1,42 130 2,5 7500 148(2) 55(c) >50GF 30
TECANAT TECANATESD 7
PC 120 1,22 62 8 2290 2340 6,4 (ai)ESD 7
TECAFINE o. Br.(c) TECAFINEPMP
PMP transparent 120 0,83 15 1500 85PMP
TECADURPET natur, auch in schwarz(1) 110 1,37 80 2800 95 o. Br.(c) 36 13 0,25 0,35
TECADURPET PET
TECAPET PET natur, auch in schwarz(1) 110 1,37 88 3200 95 40(c) 13 0,25 0,35 TECAPET
TECAPET TF PET 110 1,44 73 2900 40(c) 0,1 TECAPET TF
TECADURPBT natur 110 1,31 55 2500 125 o. Br.(c) 36 12 0,24 0,2
TECADURPBT PBT
TECADURPBT GF 30
30% Glasfasern110 1,53 135 2,5 10000 190 60(c) 57 0,24
TECADURPBT GF 30 grauweiß PBT GF 30
TECAFORMPOM-C natur 100 1,41 62 30 2700 145 o. Br.(c) 40 13 0,32 8,9
TECAFORMAH AH
TECAFORMPOM-C GF 25 25% Glasfasern 100 1,58 130 3 9000 195 40(c)
TECAFORMAH GF 25 AH GF 25
TECAFORMGleitmittel
TECAFORM AH LA POM-C 100 1,35 45 25 1600 2100 90(2) > 40(c) ~0,2 AH LA
TECAFORMPOM-C Leitruß, schwarz 100 1,45 50 15 2000 M97(r) >1000(di)
TECAFORMAH ELS AH ELS
TECAFORM POM-C beige 100 1,33 45 > 25 1400 1450 100 (ai) 0,18
TECAFORMAH SD AH SD
TECAFORM TECAFORM AH TF 10 POM-C natur 100 1,44 50 12 2300 81(d) o.Br.(c) AH TF 10
TECAFORMPOM-C auch schwarz** 100 1,41 55 30 2100 145 o. Br.(c) 40 13 0,32 8,9
TECAFORMAH MT farbig AH MT farbig
TECAFORMPOM-H natur 110 1,42 70 25 3000 2620 170 o. Br.(c) 40 13 0,34 4,6
TECAFORMAD AD
TECAFORMPOM-H PTFE, braun 110 1,54 50 10 2900 2410 40(c) 0,14
TECAFORMAD AF AD AF
TECAFORMPOM-H GF 20 20% Glasfasern 110 1,56 5 5 10 6000 40(c) 28 0,35
TECAFORMAD GF 20 AD GF 20
TECAFORMo. Br.(c)
TECAFORMAD CL POM-H Gleitmittel 100 1,42 70 20 3100 2760 M92(r) 0,1 AD CL
TECAPRO100 0,92 35 1470 100(r) 0,69(ai)
TECAPRO
MT MT
TECAFINEPP
auch schwarz**100 0,91 30 > 50 1600 80 o. Br.(c) 22 4 0,3 11
TECAFINEPP und grau PP
TECAFINE TECAFINEPP ELS PP Leitruß, schwarz 100 0,95 25 4 1300 75 30(c) PP ELS
TECAFINE TECAFINEPP GF 30 PP GF30 30% Glasfasern 100 1,14 85 3 5500 110 40(c) 0,5 8,4 PP GF 30
TECAFINEPE-UHMW natur 90 0,93 17 40 > 50 650 800 35 o. Br.(c) 0,29
TECAFINEPE 10 PE 10
TECAFINEPE-HMW natur 90 0,95 25 40 > 50 1100 900 52 o. Br.(c) 0,29
TECAFINEPE 5 PE 5
TECAFINEPE-HD auch schwarz** 90 0,96 25 1000 1000 50 o. Br.(c) 12,5 3 0,29
TECAFINEPE PE
TECACRYL PMMA transparent 100 1,18 60 3-8 3000 180 18(c) TECACRYL
TECARANABS grau 75 1,06 50 2400 85 o. Br.(c) 28 17 0,5 8,4
TECARANABS ABS
TECANYL PPE grau 85 1,06 55 2300 125 o. Br.(c) 21 0,4 90 TECANYL
TECANYLPPE GF 30 30% Glasfasern, beige 85 1,29 105 2 8000 30(c) 47
TECANYLGF 30 GF 30
Dic
hte
(ASTM
D 7
92, D
IN E
N IS
O 1
183)
Str
ecks
pannung
(ASTM
D 6
38, D
IN E
N IS
O 5
27)
Rei
ßfe
stig
keit (ASTM
D 6
38,
DIN
EN
ISO
527
, ASTM
D 1
708
(a))
Rei
ßdeh
nung (ASTM
D 6
38,
DIN
EN
ISO
527
, ASTM
D 1
708
(a))
Elast
izität
smodul,
Zugvers
uch
(ASTM
D 6
38, D
IN E
N IS
O 5
27)
Elast
izität
smodul,
Bie
gever
such
(ASTM
D 7
90, D
IN E
N IS
O 1
78)
Här
te (Kugel
druck
: ISO
203
9/1,
Shore
D: D
IN E
NIS
O 0
0868
(d),
Rock
wel
l: ASTM
D 7
85 ,
ISO
203
9/2
(r)
Sch
lagzä
higke
it: D
etai
linfo
rmat
ionen
s.
Fußnote
(4)
, Sei
te 1
9
Zeits
tandfe
stig
keit n
ach 1
000
h bei
stat
isch
er B
elas
tung
Zeitd
ehnsp
annung f
ür 1%
Deh
nung nac
h 100
0 h
Gle
itre
ibungsk
oeffiz
ient
o = 0
,05N
/mm
2 v =
0,6m
/s g
egen
Sta
hl geh
ärte
t und g
esch
liffe
n
Gle
itve
rsch
leiß
(Bed
ingung w
ie z
uvor)
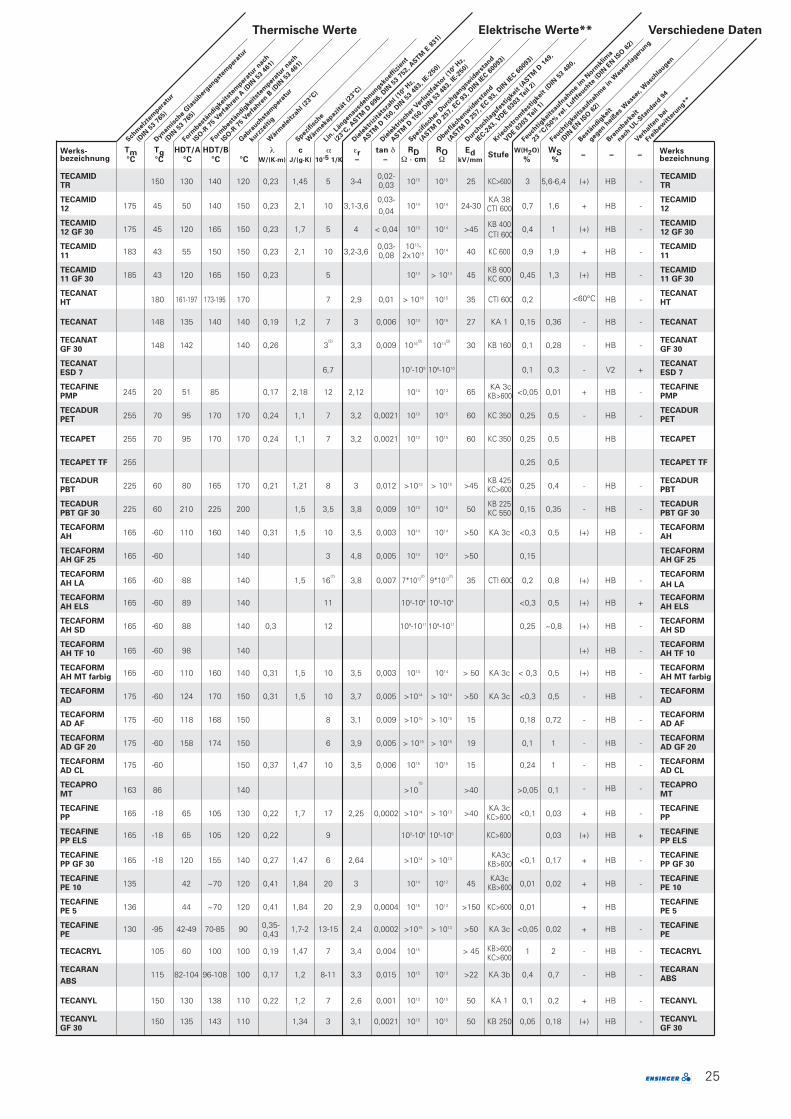
25
TECAMID150 130 140 120 0,23 1,45 5 3-4
0,02-1015 1015 25 KC>600 3 5,6-6,4 (+) HB -
TECAMIDTR 0,03 TR
TECAMID 0,03- KA 38 TECAMID12 175 45 50 140 150 0,23 2,1 10 3,1-3,6
0,041014 1014 24-30 CTI 600 0,7 1,6 + HB - 12
TECAMID KB 400 TECAMID 12 GF 30 175 45 120 165 150 0,23 1,7 5 4 < 0,04 1013 1014 >45
CTI 6000,4 1 (+) HB - 12 GF 30
TECAMID183 43 55 150 150 0,23 2,1 10 3,2-3,6
0,03- 1013-1014 40 KC 600 0,9 1,9 + HB -
TECAMID11 0,08 2x1015 11
TECAMID185 43 120 165 150 0,23 5 1014 > 1014 45
KB 6000,45 1,3 (+) HB -
TECAMID11 GF 30 KC 600 11 GF 30
TECANAT<60°C
TECANATHT 180 161-197 173-195 170 7 2,9 0,01 > 1016 1015 35 CTI 600 0,2 HB - HT
TECANAT 148 135 140 140 0,19 1,2 7 3 0,006 1013 1015 27 KA 1 0,15 0,36 - HB - TECANAT
TECANAT148 142 140 0,26 3
(2)3,3 0,009 1016
(2)1014
(2)30 KB 160 0,1 0,28 - HB -
TECANATGF 30 GF 30
TECANAT TECANATESD 7 6,7 107-109 108-1010 0,1 0,3 - V2 + ESD 7
TECAFINE245 20 51 85 0,17 2,18 12 2,12 1014 1013 65
KA 3c<0,05 0,01 + HB -
TECAFINEPMP KB>600 PMP
TECADUR255 70 95 170 170 0,24 1,1 7 3,2 0,0021 1013 1015 60 KC 350 0,25 0,5 - HB -
TECADURPET PET
TECAPET 255 70 95 170 170 0,24 1,1 7 3,2 0,0021 1013 1015 60 KC 350 0,25 0,5 HB TECAPET
TECAPET TF 255 0,25 0,5 TECAPET TF
TECADUR225 60 80 165 170 0,21 1,21 8 3 0,012 >1013 > 1015 >45
KB 4250,25 0,4 - HB -
TECADURPBT KC>600 PBT
TECADUR225 60 210 225 200 1,5 3,5 3,8 0,009 1013 1015 50
KB 2250,15 0,35 - HB -
TECADURPBT GF 30 KC 550 PBT GF 30
TECAFORM165 -60 110 160 140 0,31 1,5 10 3,5 0,003 1014 1014 >50 KA 3c <0,3 0,5 (+) HB -
TECAFORMAH AH
TECAFORM165 -60 140 3 4,8 0,005 1014 1012 >50 0,15
TECAFORMAH GF 25 AH GF 25
TECAFORM TECAFORMAH LA 165 -60 88 140 1,5 16
(2)3,8 0,007 7*1013
(2)9*1013
(2)35 CTI 600 0,2 0,8 (+) HB -
AH LA
TECAFORM 165 -60 89 140 11 102-104 102-104 <0,3 0,5 (+) HB +
TECAFORM AH ELS AH ELS
TECAFORM 165 -60 88 140 0,3 12 109-1011 109-1011 0,25 ~0,8 (+) HB -
TECAFORMAH SD AH SD
TECAFORM TECAFORMAH TF 10 165 -60 98 140 (+) HB - AH TF 10
TECAFORM 165 -60 110 160 140 0,31 1,5 10 3,5 0,003 1014 1014 > 50 KA 3c < 0,3 0,5 (+) HB -
TECAFORM AH MT farbig AH MT farbig
TECAFORM175 -60 124 170 150 0,31 1,5 10 3,7 0,005 >1014 > 1014 >50 KA 3c <0,3 0,5 - HB -
TECAFORMAD AD
TECAFORM175 -60 118 168 150 8 3,1 0,009 >1015 > 1015 15 0,18 0,72 - HB -
TECAFORMAD AF AD AF
TECAFORM175 -60 158 174 150 6 3,9 0,005 > 1015 > 1015 19 0,1 1 - HB -
TECAFORMAD GF 20 AD GF 20
TECAFORM TECAFORMAD CL
175 -60 150 0,37 1,47 10 3,5 0,006 1015 1015 15 0,24 1 - HB -AD CL
TECAPRO163 86 140 >10
15
>40 >0,05 0,1TECAPRO
MT- HB -
MT
TECAFINE165 -18 65 105 130 0,22 1,7 17 2,25 0,0002 >1014 > 1013 >40
KA 3c<0,1 0,03 + HB -
TECAFINEPP PP
TECAFINE TECAFINEPP ELS
165 -18 65 105 120 0,22 9 103-105 103-105 0,03 (+) HB +PP ELS
TECAFINE165 -18 120 155 140 0,27 1,47 6 2,64 >1014 > 1013
KA3c <0,1 0,17 + HB -
TECAFINEPP GF 30 KB>600 PP GF 30
TECAFINE 135 42 ~70 120 0,41 1,84 20 3 1014 1012 45
KA3c 0,01 0,02 + HB -
TECAFINE PE 10 KB>600 PE 10
TECAFINE136 44 ~70 120 0,41 1,84 20 2,9 0,0004 1015 1013 >150 KC>600 0,01 + HB
TECAFINEPE 5 PE 5
TECAFINE 130 -95 42-49 70-85 90 0,35- 1,7-2 13-15 2,4 0,0002 >1015 > 1013 >50 KA 3c <0,05 0,02 + HB - TECAFINEPE 0,43 PE
TECACRYL 105 60 100 100 0,19 1,47 7 3,4 0,004 1015 > 45 KB>600 1 2 - HB - TECACRYLKC>600
TECARAN 115 82-104 96-108 100 0,17 1,2 8-11 3,3 0,015 1015 1013 >22 KA 3b 0,4 0,7 - HB -
TECARAN
ABS ABS
TECANYL 150 130 138 110 0,22 1,2 7 2,6 0,001 1013 1015 50 KA 1 0,1 0,2 + HB - TECANYL
TECANYL 150 135 143 110 1,34 3 3,1 0,0021 1015 1015 50 KB 250 0,05 0,18 (+) HB - TECANYLGF 30 GF 30
Sch
mel
ztem
perat
ur
(DIN
53
765)
Dyn
amis
che
Gla
süber
gangst
emper
atur
(DIN
53
765)
Form
bestä
ndigke
itst
emper
atur
nach
ISO
-R 7
5 Ver
fahre
n A (DIN
53
461)
Form
bestä
ndigke
itst
emper
atur
nach
ISO
-R 7
5 Ver
fahre
n B (DIN
53
461)
Geb
rauch
stem
perat
ur
kurz
zeitig
Wär
mel
eitz
ahl (
23°C
)
Spez
ifisc
he
Wär
mek
apaz
ität
(23
°C)
Lin. L
ängen
ausd
ehnungsk
oeffiz
ient
(23°
C, A
STM
D 6
96, D
IN 5
3 75
2, A
STM
E 8
31)
Die
lekt
rizi
täts
zahl (
106 H
z,
ASTM
D 1
50, D
IN 5
3 48
3, IE
-250
)
Die
lekt
risc
her V
erlu
stfa
ktor
(106 H
z,
ASTM
D 1
50, D
IN 5
3 48
3, IE
-250
)
Spez
ifisc
her D
urchgan
gswid
erst
and
(ASTM
D 2
57, E
C 9
3, D
IN IE
C 6
0093
)
Ober
fläch
enw
ider
stan
d
(ASTM
D 2
57, E
C 9
3, D
IN IE
C 6
0093
)
Thermische Werte Elektrische Werte** Verschiedene Daten
Durc
hschla
gsfes
tigke
it (ASTM
D 1
49,
IEC-2
43, V
DE 0
303
Teil
2)
Kriec
hstro
mfe
stig
keit (DIN
53
480,
VDE 0
303
Teil
1)
Feuch
tigke
itsa
ufnah
me
im N
ormkl
ima
23 °C/5
0% rel
. Luft
feuch
te (DIN
EN
ISO
62)
Feuch
tigke
itsa
ufnah
me
in W
asse
rlag
erung
(DIN
EN
ISO
62)
Bes
tändig
keit
gegen
hei
ßes
Was
ser,
Was
chla
ugen
Bre
nnbarke
it
nach U
L-Sta
ndard 9
4
Ver
halte
n bei
Frei
bewitte
rung**
Werks-bezeichnung
Werksbezeichnung
Tm°C
Tg°C
HDT/A
°C
HDT/B
°C °C
λW/(K·m)
c
J/(g·K)
α10-5 1/K
ROΩ
εr–
tan δ–
RDΩ · cm
EdkV/mm
Stufe – – –W(H2O)
%
WS%
KC>600
KC>600
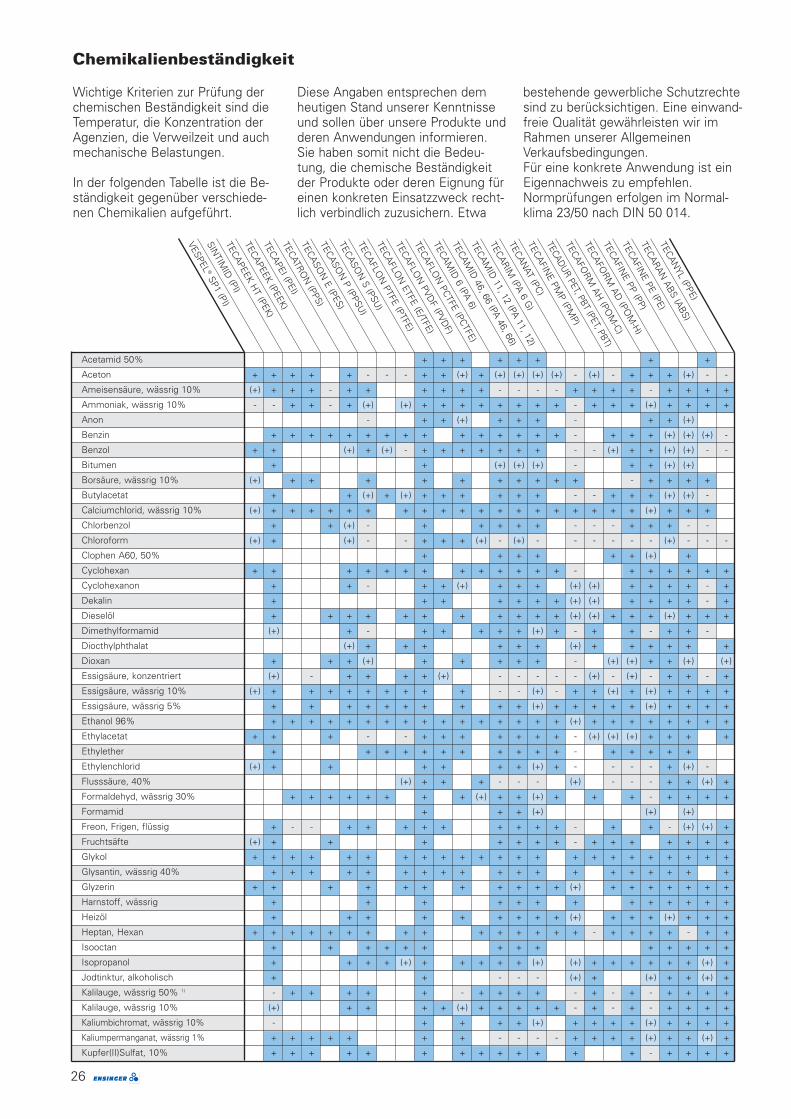
26
TECANYL (PPE)
TECARAN ABS (ABS)
TECAFINE PE (PE)
TECAFINE PP (PP)
TECAFORM
AD (PO
M-H
)
TECAFORM
AH (PO
M-C)
TECADUR PET, PBT (PET, PBT)
TECAFINE PM
P (PMP)
TECANAT (PC)
TECARIM (PA 6 G
)
TECAMID
11, 12 (PA 11, 12)
TECAMID
46, 66 (PA 46, 66)
TECAMID
6 (PA 6)
TECAFLON
PCTFE (PCTFE)
TECAFLON
PVDF (PVD
F)
TECAFLON
ETFE (E/TFE)
TECAFLON
PTFE (PTFE)
TECASON
S (PSU)
TECASON
P (PPSU)
TECASON
E (PES)
TECATRON
(PPS)
TECAPEI (PEI)
TECAPEEK (PEEK)
TECAPEEK HT (PEK)
SINTIM
ID (PI)
VESPEL®
SP1 (PI)
Wichtige Kriterien zur Prüfung derchemischen Beständigkeit sind dieTemperatur, die Konzentration derAgenzien, die Verweilzeit und auchmechanische Belastungen.
In der folgenden Tabelle ist die Be-ständigkeit gegenüber verschiede-nen Chemikalien aufgeführt.
Diese Angaben entsprechen demheutigen Stand unserer Kenntnisseund sollen über unsere Produkte undderen Anwendungen informieren.Sie haben somit nicht die Bedeu-tung, die chemische Beständigkeitder Produkte oder deren Eignung füreinen konkreten Einsatzzweck recht-lich verbindlich zuzusichern. Etwa
bestehende gewerbliche Schutzrechtesind zu berücksichtigen. Eine einwand-freie Qualität gewährleisten wir imRahmen unserer AllgemeinenVerkaufsbedingungen.Für eine konkrete Anwendung ist einEigennachweis zu empfehlen.Normprüfungen erfolgen im Normal-klima 23/50 nach DIN 50 014.
Chemikalienbeständigkeit
Acetamid 50% + + + + + + + +
Aceton + + + + + - - - + + (+) + (+) (+) (+) (+) - (+) - + + + (+) - -
Ameisensäure, wässrig 10% (+) + + + - + + + + + + - - - - + + + + - + + + +
Ammoniak, wässrig 10% - - + + - + (+) (+) + + + + + + + + - + + + (+) + + + +
Anon - + + (+) + + + - + + (+)
Benzin + + + + + + + + + + + + + + + - + + + (+) (+) (+) -
Benzol + + (+) + (+) - + + + + + + + - - (+) + + (+) (+) - -
Bitumen + + (+) (+) (+) - + + (+) (+)
Borsäure, wässrig 10% (+) + + + + + + + + + + - + + + +
Butylacetat + + (+) + (+) + + + + + + - - + + + (+) (+) -
Calciumchlorid, wässrig 10% (+) + + + + + + + + + + + + + + + + + + + (+) + + +
Chlorbenzol + + (+) - + + + + + - - - + + + - -
Chloroform (+) + (+) - - + + + (+) - (+) - - - - - - (+) - - -
Clophen A60, 50% + + + + + + (+) +
Cyclohexan + + + + + + + + + + + + + - + + + + + +
Cyclohexanon + + - + + (+) + + + (+) (+) + + + + - +
Dekalin + + + + + + + (+) (+) + + + + - +
Dieselöl + + + + + + + + + + + (+) (+) + + + (+) + + +
Dimethylformamid (+) + - + + + + + (+) + - + + - + + -
Diocthylphthalat (+) + + + + + + (+) + + + + + +
Dioxan + + + (+) + + + + + - (+) (+) + + (+) (+)
Essigsäure, konzentriert (+) - + + + + (+) - - - - - (+) - (+) - + + - +
Essigsäure, wässrig 10% (+) + + + + + + + + + - - (+) - + + (+) + (+) + + + +
Essigsäure, wässrig 5% + + + + + + + + + + (+) + + + + + (+) + + + +
Ethanol 96% + + + + + + + + + + + + + + + + (+) + + + + + + + +
Ethylacetat + + + - - + + + + + + + - (+) (+) (+) + + + +
Ethylether + + + + + + + + + + + - + + + + +
Ethylenchlorid (+) + + + + + + (+) + - - - - + (+) -
Flusssäure, 40% (+) + + + - - - (+) - - - + + (+) +
Formaldehyd, wässrig 30% + + + + + + + + (+) + + (+) + + + - + + + +
Formamid + + + (+) (+) (+)
Freon, Frigen, flüssig + - - + + + + + + + + + - + + - (+) (+) +
Fruchtsäfte (+) + + + + + + + - + + + + + + +
Glykol + + + + + + + + + + + + + + + + + + + + + + +
Glysantin, wässrig 40% + + + + + + + + + + + + + + + + + + +
Glyzerin + + + + + + + + + + + (+) + + + + + + +
Harnstoff, wässrig + + + + + + + + + + + + +
Heizöl + + + + + + + + + (+) + + + (+) + + +
Heptan, Hexan + + + + + + + + + + + + + + + - + + + + - + +
Isooctan + + + + + + + + + + + + + +
Isopropanol + + + + (+) + + + + + (+) (+) + + + + + + (+) +
Jodtinktur, alkoholisch + + - - - (+) + (+) + + (+) +
Kalilauge, wässrig 50% 1) - + + + + + - + + + + - + - + - + + + +
Kalilauge, wässrig 10% (+) + + + + (+) + + + + + - + - + - + + + +
Kaliumbichromat, wässrig 10% - + + + + (+) + + + + (+) + + + +
Kaliumpermanganat, wässrig 1% + + + + + + + - - - - + + + + (+) + + (+) +
Kupfer(II)Sulfat, 10% + + + + + + + + + + + + + - + + + +
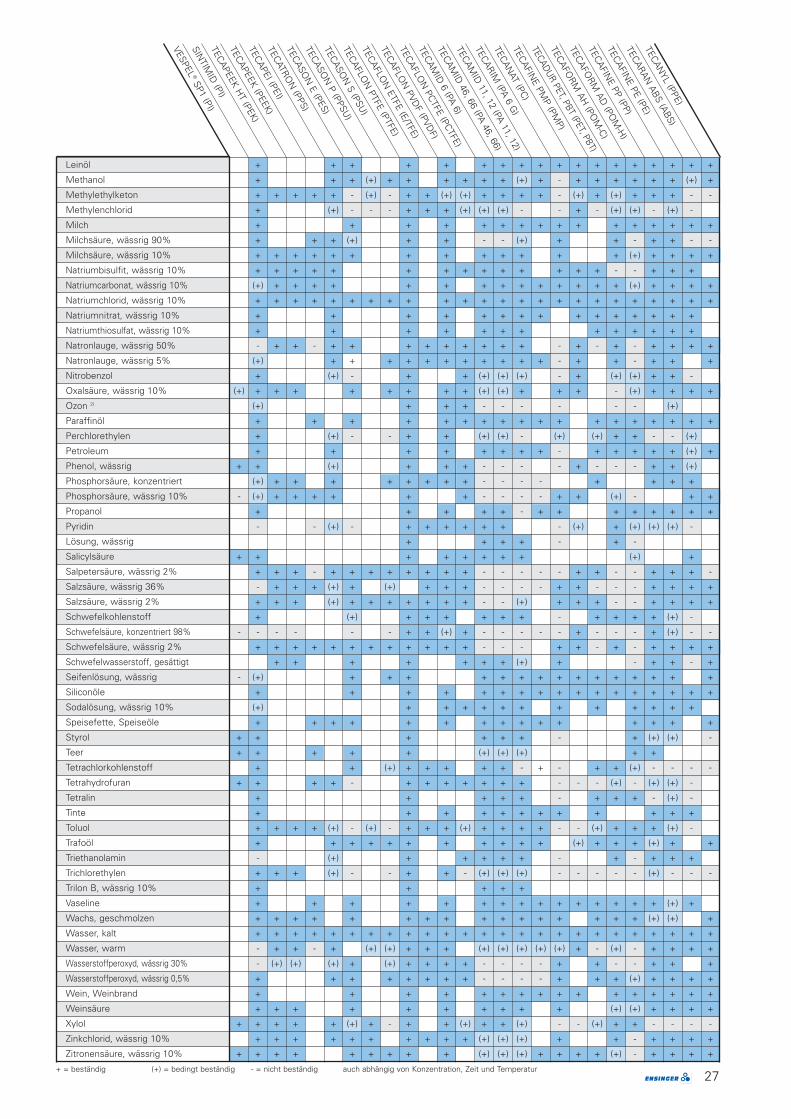
TECANYL (PPE)
TECARAN ABS (ABS)
TECAFINE PE (PE)
TECAFINE PP (PP)
TECAFORM
AD (PO
M-H
)
TECAFORM
AH (PO
M-C)
TECADUR PET, PBT (PET, PBT)
TECAFINE PM
P (PMP)
TECANAT (PC)
TECARIM (PA 6 G
)
TECAMID
11, 12 (PA 11, 12)
TECAMID
46, 66 (PA 46, 66)
TECAMID
6 (PA 6)
TECAFLON
PCTFE (PCTFE)
TECAFLON
PVDF (PVD
F)
TECAFLON
ETFE (E/TFE)
TECAFLON
PTFE (PTFE)
TECASON
S (PSU)
TECASON
P (PPSU)
TECASON
E (PES)
TECATRON
(PPS)
TECAPEI (PEI)
TECAPEEK (PEEK)
TECAPEEK HT (PEK)
SINTIM
ID (PI)
VESPEL®
SP1 (PI)
27+ = beständig (+) = bedingt beständig - = nicht beständig auch abhängig von Konzentration, Zeit und Temperatur
Leinöl + + + + + + + + + + + + + + + + + +
Methanol + + + (+) + + + + + + (+) + - + + + + + + (+) +
Methylethylketon + + + + + - (+) - + + (+) (+) + + + + - (+) + (+) + + + - -
Methylenchlorid + (+) - - - + + + (+) (+) (+) - - + - (+) (+) - (+) -
Milch + + + + + + + + + + + + + + + +
Milchsäure, wässrig 90% + + + (+) + + - - (+) + + - + + - -
Milchsäure, wässrig 10% + + + + + + + + + + + + + (+) + + + +
Natriumbisulfit, wässrig 10% + + + + + + + + + + + + + + - - + + +
Natriumcarbonat, wässrig 10% (+) + + + + + + + + + + + + + + (+) + + + +
Natriumchlorid, wässrig 10% + + + + + + + + + + + + + + + + + + + + + + + +
Natriumnitrat, wässrig 10% + + + + + + + + + + + + + + +
Natriumthiosulfat, wässrig 10% + + + + + + + + + + + + +
Natronlauge, wässrig 50% - + + - + + + + + + + + + - + - + - + + + +
Natronlauge, wässrig 5% (+) + + + + + + + + + + + - + + - + + +
Nitrobenzol + (+) - + + (+) (+) (+) - + (+) (+) + + -
Oxalsäure, wässrig 10% (+) + + + + + + + + (+) (+) + + + - (+) + + + +
Ozon 2) (+) + + + - - - - - - (+)
Paraffinöl + + + + + + + + + + + + + + + + + +
Perchlorethylen + (+) - - + + (+) (+) - (+) (+) + + - - (+)
Petroleum + + + + + + + + - + + + + + (+) +
Phenol, wässrig + + (+) + + + - - - - + - - - + + (+)
Phosphorsäure, konzentriert (+) + + + + + + + + - - - - + + + +
Phosphorsäure, wässrig 10% - (+) + + + + + + - - - - + + (+) - + +
Propanol + + + + + - + + + + + + + +
Pyridin - - (+) - + + + + + + - (+) + (+) (+) (+) -
Lösung, wässrig + + + + - + -
Salicylsäure + + + + + + + + (+) +
Salpetersäure, wässrig 2% + + + - + + + + + + + + - - - - - + + - - + + + -
Salzsäure, wässrig 36% - + + + (+) + (+) + + + - - - - + + - - - + + + +
Salzsäure, wässrig 2% + + + (+) + + + + + + + - - (+) + + + - - + + + +
Schwefelkohlenstoff + (+) + + + + + + - + + + + (+) -
Schwefelsäure, konzentriert 98% - - - - - - + + (+) + - - - - - + - - - + (+) - -
Schwefelsäure, wässrig 2% + + + + + + + + + + + + - - - + + - + - + + + +
Schwefelwasserstoff, gesättigt + + + + + + + (+) + - + + - +
Seifenlösung, wässrig - (+) + + + + + + + + + + + + + + +
Siliconöle + + + + + + + + + + + + + + + + +
Sodalösung, wässrig 10% (+) + + + + + + + + + + + +
Speisefette, Speiseöle + + + + + + + + + + + + + + +
Styrol + + + + + + - + (+) (+) -
Teer + + + + + (+) (+) (+) + +
Tetrachlorkohlenstoff + + (+) + + + + + - + - + + (+) - - - -
Tetrahydrofuran + + + + - + + + + + + + - - - (+) - (+) (+) -
Tetralin + + + + + - + + + - (+) -
Tinte + + + + + + + + + + + +
Toluol + + + + (+) - (+) - + + + (+) + + + + - - (+) + + + (+) -
Trafoöl + + + + + + + + + + + (+) + + + (+) + +
Triethanolamin - (+) + + + + + - + - + + +
Trichlorethylen + + + (+) - - + + - (+) (+) (+) - - - - - (+) - - -
Trilon B, wässrig 10% + + + + +
Vaseline + + + + + + + + + + + + + + + (+) +
Wachs, geschmolzen + + + + + + + + + + + + + + + + (+) (+) +
Wasser, kalt + + + + + + + + + + + + + + + + + + + + + + + + +
Wasser, warm - + + - + (+) (+) + + + (+) (+) (+) (+) (+) + - (+) - + + + +
Wasserstoffperoxyd, wässrig 30% - (+) (+) (+) + (+) + + + + - - - - + + - - + + +
Wasserstoffperoxyd, wässrig 0,5% + + + + + + + + - - - - + + + (+) + + + +
Wein, Weinbrand + + + + + + + + + + + + + + + +
Weinsäure + + + + + + + + + + (+) (+) + + + +
Xylol + + + + + (+) + - + + (+) + + (+) - - (+) + + - - - -
Zinkchlorid, wässrig 10% + + + + + + + + + + (+) (+) (+) + + - + + + +
Zitronensäure, wässrig 10% + + + + + + + + + (+) (+) (+) + + + + (+) - + + + +
Ihr Fachhändler:
08/0
5 16
7
| Zentrale und Europa-LagerENSINGER GmbHPostfach 11 61 · PLZ 71150Rudolf-Diesel-Straße 871154 NufringenTelefon +49 (0) 70 32 / 8 19 -0Telefax +49 (0) 70 32 / 8 19 [email protected] +49 (0) 1 80 / 3 81 98 19
| BrasilienENSINGER Ltda.Av. São Borja 318593.032-000 São Leopoldo-RSTelefon +55 (0) 51 / 5 79 88 00Telefax +55 (0) 51 / 5 88 28 [email protected]
| ChinaENSINGER International GmbHRm 2301.23/F Nanzheng building No. 580Nanjing Road (W)Shanghai 200041Telefon +86-21-52 28 51 11Telefax +86-21-52 28 52 [email protected]
| DeutschlandENSINGER GmbHPostfach 15 24 · PLZ 93405Thierlsteiner Straße 1493413 ChamTelefon +49 (0) 99 71 / 3 96-0Telefax +49 (0) 99 71 / 3 96-5 [email protected]
| ENSINGER GmbHPostfach 11 54 · PLZ 59603Borsigstraße 759609 AnröchteTelefon +49 (0) 29 47 / 97 22-0Telefax +49 (0) 29 47 / 97 [email protected]
| ENSINGER GmbHMooswiesen 1388214 RavensburgTelefon +49 (0) 7 51 / 3 54 52-0Telefax +49 (0) 7 51 / 3 54 [email protected]
| FrankreichENSINGER France SARL3, Chemin de la ViergeB.P. 61495196 GoussainvilleTelefon +33 (0) 1 / 39 33 92 50Telefax +33 (0) 1 / 39 88 45 [email protected]
| GroßbritannienENSINGER Limited Llantrisant Business ParkLlantrisant, PontyclunMid Glamorgan CF72 8LFTelefon +44 (0) 14 43 / 23 74 00Telefax +44 (0) 14 43 / 23 73 [email protected]
| ItalienENSINGER Italia S.R.L.Via Franco Tosi 1/320020 Olcella di Busto GarolfoTelefon +39 - 03 31 / 56 83 48Telefax +39 - 03 31 / 56 78 [email protected]
| JapanENSINGER Japan Co., Ltd.Shibakoen Denki Bldg. 7F1-1-12, Shibakoen, Minato-kuTokyo 105-0011Telefon +81 (0) 3 - 54 02 - 44 91Telefax +81 (0) 3 - 54 02 - 44 [email protected]
| ÖsterreichENSINGER Sintimid GmbHWerkstraße 34860 LenzingTelefon +43 (0) 76 72 / 7 01 28 00Telefax +43 (0) 76 72 / 9 68 [email protected]
| ENSINGER TECARIM GmbHFloetzerweg 1844030 LinzTelefon +43 (0) 7 32 / 38 63 84-0Telefax +43 (0) 7 32 / 38 63 [email protected]
| PolenENSINGER Polska Sp. z o.o.ul. Spóldzielcza 2a64-100 LesznoTelefon +48 (0) 65 / 5 29 58 10Telefax +48 (0) 65 / 5 29 58 [email protected]
| SchwedenENSINGER Sweden ABBox 185Kvartsgatan 2C74 523 EndköpingTelefon +46 (0)1 71 47 70 50Telefax +46 (0)1 71 44 04 [email protected]
| SingapurENSINGER International GmbH(Singapore Branch)63 Hillview Avenue # 04-07Lam Soon Industrial BuildingSingapore 669569Telefon +65-65 52 4177Telefax +65-65 52 [email protected]
| SpanienENSINGER S.A.Girona, 21-2708120 La Llagosta BarcelonaTelefon +34 9 35 74 57 26Telefax +34 9 35 74 27 [email protected]
| TschechienENSINGER s.r.o.Prumyslovºá 991P.O. Box 1533 441 DobranyTelefon +420 (0) 37 / 7 97 20 56Telefax +420 (0) 37 / 7 97 20 [email protected]
| USAENSINGER Inc.365 Meadowlands BoulevardWashington, PA 15301Telefon +1 (7 24) 7 46-60 50Telefax +1 (7 24) 7 46-92 [email protected]






![advisera.com · [Name der Organisation] Geringe Wahrscheinlichkeit, dass der Ausfall entdeckt wird. Überprüfungen und/oder 8-9 eines Ausfalls entdecken. Sehr geringe (Oder null)](https://static.fdokument.com/doc/165x107/5e09c11c88191f0fea697d02/name-der-organisation-geringe-wahrscheinlichkeit-dass-der-ausfall-entdeckt-wird.jpg)











