
EXTRUSIONSBLASFORMEN GLASHERSTELLUNG … · 10 Jahre Water for All in Deutschland Druckluft-Wiki &...
44
EXTRUSIONSBLASFORMEN Montagekonzept mit flexibler Zuführung von Druckluft, Kühlwasser und Strom GLASHERSTELLUNG Neue Station mit ZH-Turbokompressoren ist um 25 % effizienter als die alte AUTOMOBILZULIEFERER Zurückgewonnene Verdichtungswärme versorgt KTL-Bad und Teilereinigung REVOLUTION Der neue GA 90 + –160 (VSD + ): So effizient, zuverlässig und wartungsfreundlich war noch kein Kompressor Januar 2019 | 1
Transcript of EXTRUSIONSBLASFORMEN GLASHERSTELLUNG … · 10 Jahre Water for All in Deutschland Druckluft-Wiki &...

EXTRUSIONSBLASFORMENMontagekonzept mit flexibler Zuführungvon Druckluft, Kühlwasser und Strom
GLASHERSTELLUNG Neue Station mit ZH-Turbokompressorenist um 25 % effizienter als die alte
AUTOMOBILZULIEFERERZurückgewonnene Verdichtungswärmeversorgt KTL-Bad und Teilereinigung
REVOLUTIONDer neue GA 90+–160 (VSD+): So effizient, zuverlässig und wartungsfreundlich war noch kein Kompressor
Januar 2019 | 1
IMPRESSUM
DRUCKLUFTKOMMENTARE Lösungen der Druckluft- und Vakuumtechnik sowie Gaseversorgung für nachhaltige Produktivität
Herausgeber Atlas Copco Kompressoren und Drucklufttechnik GmbHMichael Gaar, Langemarckstraße 35, D-45141 EssenTel. +49(0)[email protected]
Redaktion Pressebüro Turmpresse Thomas Preuß (tp)Jägerstraße 5, D-53639 Königswinter Tel. +49(0)[email protected], www.turmpresse.de
Mitarbeit Stephanie Banse (sb) / Ulrike Preuß (up)
Grafik und Layout Astrid Beu
Nachdruck mit Quellenangabe und bei Einsendung von zwei Belegen an die Redaktion gestattet. Text- und Bilddateien stellen wir gern zur Verfügung. Mailen Sie an [email protected].
Erscheinungsweise Ab 2019: 4 x pro Jahr (Januar, März, Juni, September)
Liebe Leserin, lieber Leser!Zum Start in das Jahr 2019 bilden wir in dieser Ausgabe der Druck-luftkommentare eines der aufregendsten Events ab, das ich in vielen Jahren bei Atlas Copco erlebt und begleitet habe: In unserer Titel-geschichte berichten wir über unsere Händlertagung, die kurz vor Jahresende in Hannover stattfand (ab Seite 8). Dort haben wir zum einen die allerneueste Generation unserer GA-Kompressoren vor-gestellt – die unserer Überzeugung nach zum Besten gehören, das die Branche je gesehen hat. Zum anderen freue ich mich sehr, dass unsere Handelspartner das Format offenbar sehr schätzen und vor allem auch aus den Gesprächen viele gute Anregungen für ihr Tages-geschäft mitgenommen haben.
Fragen Sie Ihren Händler vor Ort oder Ihren direkten Atlas-Copco- Ansprechpartner nach den neuesten Kompressoren, Stickstoff- und Sauerstoffgeneratoren, Filtern oder Trocknern. Lassen Sie sich aus-rechnen, wie viel Energie Sie mit modernster Technik sparen kön-nen. Sie werden überrascht sein, wie schnell sich selbst eine kom-plett neue Station bezahlt macht – allein durch die hohe Effizienz!
Apropos Schnelligkeit: Sehr angetan waren unsere Vertriebspart-ner von einem neuen digitalen Tool, das ihnen die Kommunikation mit Ihnen als unseren gemeinsamen Kunden deutlich erleichtern wird: Auf einer Plattform stellen wir den Händlern alle Infor-mationen zur Verfügung, die der Berater Ihnen noch während des Gesprächs per E-Mail zustellen kann. Damit verknüpfen wir für alle Beteiligten die Geschwindigkeit, die man im digitalen Zeitalter erwartet, mit der Fundiertheit persönlicher Beratung, die aus meiner Sicht immer noch unerlässlich und von unschätz-barem Wert ist.
Verknüpfen auch Sie sich mit uns? Wenn Sie die Druckluftkommentare oder unseren monatlichen E-Mail-Newsletter abonnieren möchten, schicken Sie mir einfach eine Mail. Die Adresse finden Sie rechts.
Ich wünsche Ihnen ein gesundes neues Jahr und nach-haltigen Erfolg mit Ihren Projekten.
Ihr Michael GaarLeiter Unternehmenskommunikation Atlas Copco Kompressoren und Drucklufttechnik GmbH
02 Druckluftkommentare 1-2019

Druckluftkommentare 1-2019 03
60 JAHRE DRUCKLUFTKOMMENTARE60 JAHRE DRUCKLUFTKOMMENTARE
DAS HABEN WIR GERN GELESENDK 1/1990: Arlberg-Jet bringt Schnee auf die Hänge.
In Lech gebe es immer Schnee, meinten die alten Lecher, und nicht wenige von ihnen hielten die künstliche Beschneiung ihrer Skipisten lange Zeit für eine aus-gesprochene Schnapsidee. Nach dem Winter 1989/90 war dann wohl auch der letzte Widerstand gegen diese Art der „Schneesicherheit“ dahingeschmol-zen: Der von Ingenieur Michael Manhart erfundene „Arlberg-Jet“ wurde akzep-tiert – eine energiesparende Druckluft-kanone für die Erzeugung von Schnee, falls Petrus ihn versagt. Die Druckluft, die jede Schneekanone für einen bis zu 40 Meter weit reichenden Strahl benö-tigt, hilft mit, die ersten Eiskristalle zur kontinuierlichen Schneeproduktion zu vermehren. Das Wasser strömt bei einem durchschnittlichen Druck von 7 bar mit
maximal 400 Litern pro Minute gerad-linig durch die Kanone.
Die gesamte Beschneiungsanlage wird zentral mit Wasser und ölfreier Druck-luft versorgt. 3200 Meter Schlauchlei-tungen lassen sich zur Versorgung der 50 Arlberg-Jets mit Wasser und Druck-luft anschließen. Der schwerste Brocken der Schneeanlage Lech-Oberlech ist der größte der trockenlaufenden Atlas-Copco-Schraubenkompressoren aus der damaligen Z-Pack-Baureihe. Für den Mobilkran, der die über elf Tonnen schwere Maschine an den Haken nahm, musste eigens eine Straße gebaut wer-den. Ein größerer Kompressor dürfte nirgendwo in Europa auf größerer Höhe aufgestellt worden sein. up

04 Druckluftkommentare 1-2019
ONLINE & OFFLINE
DruckluftfilterInterview Christian Baer zur Aus-wahl des richtigen Filters
AntriebstechnikInterview Helmut Bacht spricht über die Vorteile von Synchronmotoren als Kompressorantrieb
BAFA-FörderungBis zu 30 % zurück Sparen Sie doppelt mit diesen Kompressoren
AnsprechpartnerDeutschlandweit Die Adressen von rund 70 Handelspartnern
28
33
15
40
HINTERGRUND
10 Jahre Water for Allin Deutschland
Druckluft-Wiki & Web-shop für Kompressoren
Druckluft-Revolutionist online
Video: Brauerei trocknet Etiketten mit Kompressoren-Abwärme
Rückkauf-Aktion: Sichern Sie sich bis zu 3.000 Euro für Ihren alten Kompressor
Kolumne und Cartoon
06
07
07
07
27
42
Extrusionsblasformen Kautex Maschinen-bau führt Druckluft, Strom und Kühlwasser flexibel zum Montage platz
20
34Automobilzulieferer Prevent TWB nutzt Verdichtungswärme für KTL-Bad
38Sägewerk Künzel-Holz spart mit neuer Druckluftversorgung viel Geld
Klicken Sie auf die Seitenzahlen oder Inhaltstexte, um zum jeweiligen Beitrag zu springen.

Druckluftkommentare 1-2019 05
PRAXIS
16Verallia DeutschlandBehälterglasherstellung:Turbokompressoren bringen25 % mehr Effizienz
24Nat-Ur-GasBiogasanlage:Sauerstoffgenerator entzieht dem Gas den Schwefel
30Funke MediengruppeDruckzentrum:30 % weniger Energie durch drehzahlgeregelte Kompressoren
TitelstoryKompressoren für die Pole-PositionWeltpremiere für die neuen Schrauben-kompressoren GA 90+ bis 160 (VSD+) in Hannover

10 Jahre „Water for All“ in Deutschland Seit 1984 helfen Atlas-Copco- Mitarbeiter mit der Initiative Water for All dabei, die Wasser-versorgung in Dürreregionen zu verbessern. Vor fast genau zehn Jahren, im November 2008, wurde in Deutschland ein eigener Verein gegründet.
65 % der Weltbevölkerung haben nicht ge-nug Wasser, 1,2 Milliarden Menschen steht überhaupt keine Versorgung mit sauberem Trinkwasser zur Verfügung. Einflüsse wie Bevölkerungswachstum, Kriege und der Klimawandel dürften die Ressource Wasser weiter verknappen.
Die Initiative Water for All (Wasser für alle) geht dagegen an. Sie wurde 1984 von Mitarbeitern des Atlas-Copco-Konzerns in Schweden ins Leben gerufen. Damals wurde nach einem Zusammenbruch der Trinkwas-serversorgung in Peru deren Wiederaufbau unterstützt. Nach dieser ersten Aktion folg-ten weitere Projekte zur Verbesserung der Wasserversorgung in verschiedenen Regio-nen der Welt. Insgesamt haben inzwischen mehr als zwei Millionen Menschen dank Water for All Zugang zu sauberem Trink-wasser erhalten – auch weil sich innerhalb des Konzerns immer mehr Länder ange-schlossen haben. So gibt es seit zehn Jahren auch in Deutschland eine eigene Organisati-on, den gemeinnützigen Verein Water for All Deutschland e. V.
Atlas Copco verdoppelt in Deutschland alle von Mitarbeitern geleisteten Spenden für den Verein. Zuletzt wurden mit 70.000 Euro über die Welthungerhilfe die Rohingya- Flüchtlinge in Bangladesch unterstützt – mit Nahrungsmitteln wie Linsen, Öl, Zucker und Salz, aber auch mit Hygienesets. Langfristig stehen Wasserversorgungs- und Hygiene-projekte vor allem in Afrika im Fokus.
Mitgliedschaft und Spenden sind nicht auf Atlas-Copco-Mitarbeiter beschränkt, son-dern stehen allen interessierten Privatperso-nen und Unternehmen offen: water4all.ngo.
tp
06 Druckluftkommentare 1-2019
Neues im NetzInformationen rund um die neuen GA-Kompressoren finden Sie hier:www.druckluft-revolution.de

Druckluft-Revolution bei Atlas Copco„Unsere neue Kompressorreihe GA 90+–160 (VSD+) finden wir so einzigartig, dass wir hierzu eine Druckluft-Revolution ausgerufen haben“, sagt Atlas-Copco-Geschäftsführer Dirk Villé. So zuverläs-sig, robust, wartungsarm und effizient sei noch keine Maschine zu-vor gewesen.
Auf der Seite www.druckluft-revolution.de finden Sie Antworten auf die Frage, was die neuen Modelle so einzigartig macht, sowie den jeweiligen Atlas-Copco-Ansprechpartner für Ihre Region.
Druckluft-WikiWas Sie schon immer über Kompressoren, Luftaufbereitung und Industriegase wissen wollten: Ein Blick in das Druckluft-Wiki von Atlas Copco hilft (möglicherweise) weiter. Hier erfahren Sie mehr über die unter schiedlichen Kompressortypen und deren Wirtschaft-lichkeit, über die Grundprinzipien der Verdichtung, über Druckluft-aufbereitung und viele weitere Themen. Per Stichwort können Sie nach einem konkreten Thema suchen, das Sie interessiert.
Das Wiki lebt und wird von Atlas-Copco-Experten laufend erweitert. Wenn Sie eine Frage rund um das Thema Druckluft haben, zu der Sie nicht genügend Informationen finden, schreiben Sie uns:
[email protected] freuen uns, wenn wir mit Ihrer Hilfe das Wiki immer besser machen können!
Hier geht es zum Druckluft-Wiki: www.atlascopco.com/de-de/compressors/wiki
Mit der LUFTPOST bleiben Sie immer auf dem Laufenden Kennen Sie schon die LUFTPOST? Der monatliche Atlas- Copco-Newsletter informiert exklusiv über Neuigkeiten und Trends aus der Druckluft- und Vakuumtechnik sowie zu Sauerstoff- und Stick-stofflösungen. Sichern Sie sich aktuelle Infos zu Sonderaktionen, Roadshows oder Messen – sowie kostenlose Eintrittskarten zu den großen Branchen-Events, auf denen Sie Atlas-Copco-Berater per-sönlich treffen und kennenlernen können. Wenn Sie in den Verteiler aufgenommen werden wollen, mailen Sie an Michael Gaar bei Atlas Copco: [email protected]
Brauerei trocknet Etiketten mit VerdichtungswärmeEin Bild sagt mehr als 1000 Worte, und viele, erst recht „bewegte“ Bilder erzählen ganze Geschichten. Auf Youtube finden Sie Videos von und mit Anwendern, die in wenigen Minuten ihre Erfahrungen mit Atlas Copco zusammenfassen.
Die Brauerei Püls-Bräu in Weismain zum Beispiel. Sie setzt in der Produktion und Flaschenabfüllung auf drehzahlgeregelte, ölfrei ver-dichtende ZT-Kompressoren von Atlas Copco. „Auch wenn wir die Luft nur als Steuerluft für Ventile sowie zum Abblasen nutzen, muss sie ölfrei sein. Sie kommt zwar nicht direkt mit unseren Produkten in Kontakt, aber mit den ZT-Kompressoren von Atlas Copco schließen wir jegliches Kontaminationsrisiko aus“, sagt Hans Püls, Inhaber und Geschäftsführer der Püls-Bräu KG in Weismain, der im Video auch die wichtigsten Druckluftanwendungen der Brauerei erklärt. Der Clou: Die energieeffizienten Kompressoren sind zentral in der Lagerhalle positioniert, so dass deren Abwärme die feuchten Etiket-ten vor Auslieferung der Flaschen trocknet. Schauen Sie einfach mal hinein:
Hier geht‘s zum Video mit ZT-Kompressoren bei Püls-Bräu: https://youtu.be/3VlODzLqiJc
Die Atlas-Copco-Initiative sammelt nicht nur Spenden für Menschen in Dürreregionen;
der Konzern hat auch die passende Ausrüs-tung, um Brunnen zu bohren.
Druckluftkommentare 1-2019 07

08 Druckluftkommentare 1-2019
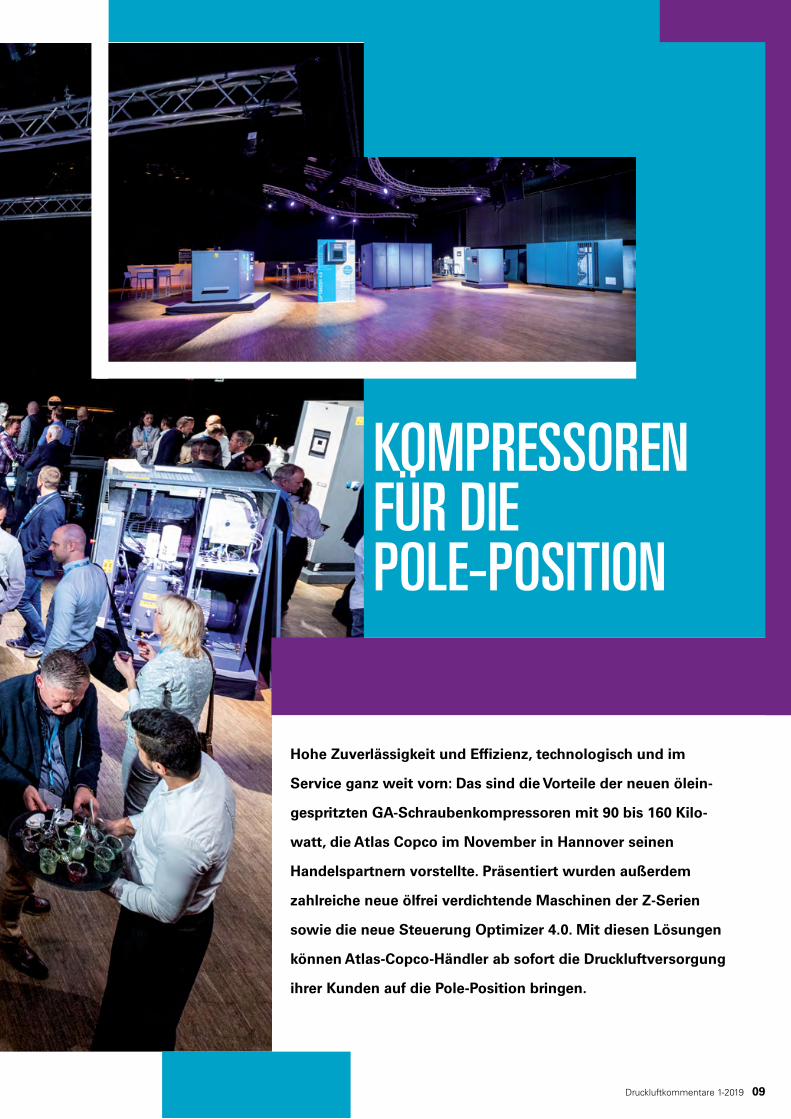
Etwa 100 Handelspartner tauschen sich mit über 70 Experten von Atlas Copco zu den neuen Kompressoren aus, um Anwender noch besser beraten zu können.
Druckluftkommentare 1-2019 09
Hohe Zuverlässigkeit und Effizienz, technologisch und im
Service ganz weit vorn: Das sind die Vorteile der neuen ölein-
gespritzten GA-Schraubenkompressoren mit 90 bis 160 Kilo-
watt, die Atlas Copco im November in Hannover seinen
Handelspartnern vorstellte. Präsentiert wurden außerdem
zahlreiche neue ölfrei verdichtende Maschinen der Z-Serien
sowie die neue Steuerung Optimizer 4.0. Mit diesen Lösungen
können Atlas-Copco-Händler ab sofort die Druckluftversorgung
ihrer Kunden auf die Pole-Position bringen.
KOMPRESSOREN FÜR DIE POLE-POSITION

Im November stellte Atlas Copco seinen Handelspartnern in Hannover die neuesten Kompressoren und Steuerungen vor. „Alles exzellente Produkte mit extrem effizienten Technologien“, fasst Jörg Schwittek, Leiter des Geschäftsbereichs Ölfreie Druckluft bei Atlas Copco in Essen, zusammen. „Und im Service können wir mit Schnelligkeit punk-ten, da wir die Maschinen in vielen Fällen warten können, ohne die Komponenten aus-bauen zu müssen.“
Technisches Highlight waren die neuen GA-SchraubenkompressorenDie Highlights der Veranstaltung waren laut einhelliger Meinung der Händler die neuen öleingespritzten Schraubenkompressoren der GA-Baureihe. Dazu zählen Modelle mit fester Drehzahl (GA 90+ sowie GA 110-160) sowie Varianten mit variabler Drehzahl (GA 110-160 VSD+). „Speziell bei den dreh-zahlgeregelten Kompressoren kann man mit Fug und Recht von einer Revolu tion in der Drucklufttechnik sprechen“, meint Schwit-tek; denn die Verdichterelemente wurden komplett neu entwickelt und auf noch bessere Leistung getrimmt. Und die wartungsfreien, drehzahlgeregelten Permanentmagnetmoto-ren der VSD-Maschinen erfüllen bezüglich ihrer Effizienz schon heute die künftige IE5-Norm, sind gemäß IP66 staubdicht und ge-gen starkes Strahlwasser geschützt. Damit arbeiten sie auch in anspruchsvollen Um-gebungen ausfallsicher (mehr zu der neuen Serie lesen Sie ausführlich auf Seite 14).
Handelspartner wollen die neue Technik ihren Kunden vorstellenNach einem Tag mit Diskussionen und Vorträgen zu den Neuheiten ging es an die Maschinen: Die rund 100 Händler, die nach Hannover gekommen waren, konnten die neuen Kompressoren, Gebläse und Steue-rungen aus der Nähe in Augenschein neh-men. Im Rampenlicht präsentierte Atlas Copco neben den „großen“ GA-Schrau-benkompressoren auch die Neuauflage der GA+-Baureihe für kleinere Luftbedarfe. „Die wird uns am Markt auf jeden Fall wei-ter nach vorne bringen“, ist sich Christian Kern, Geschäftsführer der Kern Druckluft-technik GmbH & Co. KG in Oelde, sicher. Denn die neuen GA 11+ bis GA 26+ und GA 30+ hätten durch neue Ausstattungsmerk-male auf der Effizienzleiter einige Stufen nach oben genommen, wie Atlas Copcos Produktmanager Helmut Bacht bestätigt: „Dazu gehören hocheffiziente Ventilato-ren und Eingangsfilter sowie IE4-Moto-ren, um nur einige zu nennen.“ Alle neuen Kompressoren der GA-Serie seien außer-dem mit Hightech-Elektronikon-Touch-
Con trollern ausgestattet, deren hoch auf- lösendes Farb display die Bedienung noch komfortabler mache. „Wir haben kurz nach der Tagung schon die erste Maschine mündlich verkauft“, freut sich Christian Kern, der von den Vorzügen der neuen Baureihe überzeugt ist. „Auch die technischen Neuerungen bei den Steuerun-gen kommen uns entgegen. Die einfache Be-dienung des Touch-Screens ist überall in der Industrie angekommen.“
10 Druckluftkommentare 1-2019
TITEL-STORY

Effiziente zentrale Steuerung auch für Kompressoren anderer Marken„Vor allem für Unternehmen, die ihre Fer-tigung zukunftssicher aufstellen wollen, ist unsere neue übergeordnete Steuerung inte-ressant, der Optimizer 4.0“, sagt Karsten Decker, Europäischer Energieberater bei Atlas Copco. Der Optimizer wählt die je-weils effizienteste Kombination unter den Kompressoren einer Druckluftstation aus. Dadurch wird die benötigte Druckluft jeder-zeit so energiesparend wie möglich erzeugt, und es werden aufseiten der Kompressoren ausgeglichene Betriebszeiten erzielt. Auch Drucklufttrockner kann der Optimizer ak-tiv steuern – sowie sogar mit Drehzahlre-gelung ausgestattete Fremdkompressoren. „Ein Allein stellungsmerkmal unserer Steue-rung“, wie Decker sagt. Über die intuitive Benutzeroberfläche können Bediener die Leistung und den Energieverbrauch jeder Maschine sowie des gesamten Systems ein-sehen – und die Station auch über PCs oder andere Endgeräte überwachen.
Auch im Geschäftsbereich Ölfreie Druck-luft präsentierte Atlas Copco zahlreiche Neuheiten, allen voran die Baureihe ZR 90-160 VSD+. „Diese drehzahlgeregelten Kompressoren eignen sich vor allem für die Lebensmittel- und Getränke branche, die Elektronik-, Automobil-, Textil- und Pharmaindustrie“, sagt Jörg Schwittek. „Sie verdichten die Druckluft ölfrei und um bis zu 35 Prozent effizienter als Volllast-Leer-lauf-Kompressoren.“ (Diese neue ZR-Bau-reihe wurde ausführlich in der Oktoberaus-gabe der Druckluftkommentare besprochen, Heft 2-2018. Fordern Sie gern Ihr persön-liches Exemplar bei Michael Gaar an.)
Als Komplettanbieter für effiziente Lösun-gen zeigte sich Atlas Copco auf der Tagung auch bei Niederdruckanwendungen bis 4 bar. Im Mittelpunkt standen die neuen Plug- and-play-Drehkolbengebläse des Typs ZL 2 mit fester und variabler Drehzahl sowie die Schraubengebläse der Reihe ZS 4 VSD+, die jeweils ölfrei verdichten, Luft mit einem leichten Überdruck liefern (ab 250 mbar beim ZL und bis 1,5 bar beim ZS) und sich speziell für die Belüftung von Kläranlagen eignen.
Druckluftkommentare 1-2019 11
Fachkundige Blicke in den Innenraum der neu-en GA-Kompressoren, die mit leistungsfähigen Verdichterelementen mit intelligenter Einspritz-technologie sowie hocheffizienten, ölgekühlten IE4- und IE5-Motoren aufwarten.
Die integrierten Permanent-magnetmotoren (blaue Komponente in der Bildmitte) der drehzahlgeregelten GA-VSD+-Kompressoren sind so effizient wie wartungsfrei.

Neues digitales Tool verbessert die Kommunikation mit den AnwendernAngeregt diskutierten die Teilnehmer unter anderem über das neue Tool „Showpad“, das sämtliche Produktinformationen der Atlas Copco Kompressoren und Druck-lufttechnik GmbH digital bündelt und ver-fügbar macht. „Mit dieser neuen Plattform können unsere Händler ab sofort arbeiten, um jedem Kunden schon im Gespräch ge-zielt die Daten zusammenzustellen, die für ihn relevant sind“, beschreibt Atlas Copcos Geschäftsführer Dirk Villé die Möglichkei-ten von „Showpad“. „Er kann sie direkt vom Tablet aus per Mail an den Kunden senden, was die Kommunikation deutlich erleichtern wird.“ Dass die Händler neben Datenblät-tern und Broschüren dort auch technische Zeichnungen, Animationen, Filme, Prä-sentationen, Apps und einiges mehr finden, gehört für Sven Vogel sogar zu den wichtigs-ten Informationen der Tagung. Vogel ist Ge-schäftsführer der Luft-Vogel Drucklufttech-nik GmbH aus Neunkirchen bei Bonn. Auch Händlerkollege Michael Weigel, Geschäfts-führer der Dr. Weigel Anlagenbau GmbH in Magdeburg, zeigte sich von den Möglichkei-ten des digitalen Tools sehr angetan.
Die Vorträge externer Experten, die Atlas Copco für die Tagung eingeladen hatte, wur-den von den Handelspartnern rege besucht, um aktuelle Informationen für ihre Kun-den mitzunehmen. So referierte Prof. Dr. Gerhard Kasper, der ehemalige Leiter des Instituts für Mechanische Verfahrenstech-nik und Mechanik am Karlsruher Institut für Technologie (KIT), über Filtertechniken für die Druckluftentölung. Er betrachtete Wirkungsgrade und Druckverluste ver schie-dener Filterbauarten, die Abscheideraten, die Sättigung sowie den Öltransport im Filterin-neren von der technisch-wissenschaftlichen Seite. Hintergrundwissen, das den Händlern im Gespräch mit ihren Kunden sehr dienlich sein kann. (Lesen Sie zum Thema „Filtereffi-zienz“ auch das Interview mit Christian Baer auf Seite 28, d. Red.) An eigenen Stationen informierten sich die Teilnehmer in kleinen Gruppen dann zu Industriedruckluft, ölfreier Druckluft und den Themen Wartung und In-standhaltung.
Verblüffende Zaubertricks und die Band „Follow me“ boten ein kurzweiliges Abend- programm, ein Fahrsimulator und ein Tou ren wagen des Schubert-Motorsport- Teams aus Oschersleben zogen neben den
Kompressoren die Aufmerksamkeit der Teil-nehmer auf sich. „Den BMW M6 hatten wir aber nicht nur zur Show da“, betonte Atlas-Copco-Geschäftsführer Dirk Villé. „Vielmehr nutzt Schubert unsere Vakuum-pumpen, um Carbonteile für die Renn-wagen auszubessern oder herzustellen. Und wir wollten damit symbolisieren, dass un-sere Handels- und Vertriebspartner mit den in Hannover vorgestellten Neuheiten ihre Kunden auf dem Weg zu mehr Produktivität sehr schnell nach vorne bringen.“ Die Vaku-um- und Druckluftstation bei Schubert hatte übrigens die Dr. Weigel Anlagenbau instal-liert. Trotzdem: „Bei den Maschinen war für mich eindeutig die neue Baureihe GA VSD+ das Highlight“, sagt Michael Weigel.
Thomas Preuß
12 Druckluftkommentare 1-2019
Prof. Dr. Gerhard Kasper erklärte den Wirkungsgrad unterschiedlicher Filter anhand von wissenschaftlichen Untersuchungen (Bild unten). Weitere Highlights waren die neuen Kom-pressoren, der M6 des Schubert-Motorsportteams (oben) und die musikalische Begleitung.
Video auf Youtube (hier verlinkt): Vakuumpumpen von Atlas Copco
bei Schubert Motorsport

Druckluftkommentare 1-2019 13
luftstation und macht zusätzlich die erreichte Effi zienz transparent – ganz im Sinne der ISO 50 001 und eines sys-tematischen Energiemanagements. Der Optimizer steuert auch drehzahlgeregelte Fremd kompressoren aktiv. So wird jede Druck luftstation Industrie-4.0-fähig.
Neue Gebläse belüften Kläranlagen noch effizienterFür Druckerhöhungen unter 450 mbar bieten sich die Drehkolbengebläse aus der Modellreihe ZL an, deren drehzahl-geregelte Motoren Klärbecken effizient belüften. In Hannover wurde das neue ZL 2 ausgestellt. Für Druck erhöhungen oberhalb von 450 mbar empfiehlt Atlas Copco die ZS-Schraubengebläse (Bild unten). Auch diese sehr kompakte Bau-reihe kam 2018 rund erneuert auf den Markt (mehr dazu finden Sie in unserer Ausgabe DK 2-2018, die Sie bei Michael Gaar kostenlos anfordern können).
Für hohe Bedarfe: Öleingespritzte SchraubenkompressorenDie neueste Generation der GA-Schrau-benkompressoren mit der extrem ef-fizienten VSD+-Technologie für die Drehzahlregelung steht nun auch für Leistungen bis zu 160 kW zur Verfügung. Mit modernsten Verdichterelementen, intelligenter Einspritztechnologie sowie hocheffizienten IE4- und IE5-Motoren, die keine Wartung erfordern. Alle Kom-ponenten sind für den Serviceeinsatz leicht zugänglich (mehr auf Seite 14).
Stickstoff selbst erzeugen mit schlüsselfertiger AnlageAtlas Copco bietet Anwendern ab sofort eine echte Alternative zum Einkauf von Flüssigstickstoff: Die Stickstoff-Skid-Anlage ist eine Plug-and-play-Lösung, mit der man Stickstoff effi-zient und kostengünstig selbst herstellen kann. Die Anlage kombiniert einen effi-zienten, drehzahlgeregelten Kompressor des Typs GA VSD+ mit einem Stickstoff-generator des Typs NGP+, Behältern für Druckluft und Stickstoff sowie einem Booster, Trockner und Filtern. Damit wird der Stickstoff unabhängig vom nor-malen Druckluftnetz erzeugt.
Im Überblick: Neue Gebläse, Kompressoren, Stickstoff-Skid und zentrale Steuerung
Absolut reine Druckluft mit maximaler EffizienzDie neuen drehzahlgeregelten Kompres-soren der Baureihe ZR 90-160 VSD+ verdichten die Luft ölfrei und um bis zu 35 % effizienter als Volllast-Leerlauf- Kompressoren. Gegenüber den bishe-rigen drehzahlgeregelten ZR-Maschi-nen arbeiten sie um noch einmal etwa 10 % sparsamer. Zudem sind alle ZR- Maschinen seit August 2018 BAFA-för-derfähig. Damit sparen Anwender gleich doppelt.
Optimizer 4.0: Übergeordnete Steuerung spart EnergieDer Optimizer 4.0 (im Bild hier oben an der Wand) hilft als übergeordnete Steuerung bei der optimalen Auslas-tung der Kompressoren einer Druck-
Informationen zu diesen Produkten erhalten Sie bei Michael Gaar:

Hohe Zuverlässigkeit und Effizienz sowie kurze Wartungszeiten sind die Vorteile der neuen öleinge-spritzten Schraubenkom-pressoren der GA-Baureihe,die Atlas Copco derzeit in den Markt einführt. Sie eignen sich für den Einsatz in anspruchsvollen Umge-bungen – etwa im Bergbau, in der Metallverarbeitung oder in Kraftwerken.
Die neuen öleingespritzten Schrauben-kompressoren der Baureihe GA 90+-160 (VSD+) von Atlas Copco zeichnen sich durch besonders niedrigen Energiever-brauch aus, sind leicht zu installieren und einfach zu warten. Die Serie um-fasst Varianten mit fester Drehzahl (GA 90+ und GA 110–160) sowie solche mit Drehzahlregelung (GA 110–160 VSD+) und wurde für Umgebungstemperatu-ren bis zu 55 °C konstruiert. Die Ma-schinen verfügen über neu entwickelte, besonders leistungsfähige Verdichterele-mente mit intelligenter Einspritztechno-logie sowie hocheffiziente, ölgekühlte und wartungsfreie Antriebe.Die drehzahlgeregelten Permanent-magnetmotoren der VSD+-Modelle
erfüllen bezüglich ihrer Effizienz schon heute die künftige IE5-Norm (IE4 bei Maschinen mit fester Drehzahl). Sie sind gemäß IP66 staubdicht und gegen starkes Strahlwasser geschützt. Damit arbeiten die Kompressoren auch in anspruchsvol-len, staubbelasteten Industrieumgebun-gen äußerst zuverlässig – zum Beispiel im Bergbau, in der Metallverarbeitung oder in Kraftwerken. Die neue Elek-tronikon-Touch-Steuerung senkt den Energieverbrauch aufgrund intelligenter Algorithmen weiter. Die Kompressoren sind in wasser- und luftgekühlten Versi-onen sowie auf Wunsch mit integriertem Trockner erhältlich („FF“-Modelle).
Schneller Service verkürzt die StillstandszeitenAlle Komponenten sind für schnellen Service und damit kurze Wartungszeiten ausgelegt. So brauchen viele Baugrup-pen bei der Wartung nicht mehr aufwen-dig demontiert zu werden, sondern die Ersatzteile lassen sich in wenigen Minu-ten wechseln. Die Portalbauweise der Kompressoren erleichtert zudem den Zu-griff auch auf alle anderen Komponen-ten, wenn dies erforderlich sein sollte. Laut Atlas Copco halbiert sich dadurch die Wartungsdauer im Vergleich zu bis-herigen Konstruktionen. Das Unterneh-men bietet seinen Kunden ein umfang-reiches 5-Jahres-Garantie-Programm für die komplette Maschine an (War ranty+),
14 Druckluftkommentare 1-2019
HOCHEFFIZIENT UND SEHR LEICHT ZU WARTEN
um den reibungslosen Betrieb auch un-ter rauen Bedingungen sicherzustellen. In dem Fall übernimmt Atlas Copco alle Wartungsarbeiten, Upgrades, Repara-turen und kümmert sich um eventuelle Ausfälle.
Die neue übergeordnete Steuerung Optimizer 4.0 optimiert das Druckluft-system, indem sie immer die effizientes-ten Maschinen-Kombinationen ansteuert – von Kompressoren, Sauerstoff- und Stickstoffgeneratoren über Trockner und Filter bis hin zu den Wärmerückge-winnungssystemen. Über eine intuitive Benutzeroberfläche kann der Bediener die Leistung und den Energieverbrauch jeder Maschine sowie des gesamten Sys-tems einsehen.
Anwender können ihre Installation und den Optimizer 4.0 auch via PC über LAN, ein Scada-System oder die Atlas- Copco-Software Smartlink überwachen. Der Optimizer ist vollständig Industrie- 4.0-kompatibel und ermöglicht die digi-tale Integration des Druckluftsystems in die Produktionsabläufe, um Geräte-leistungen zu verbessern, Termine der vorbeugenden Wartung effizienter zu planen und allgemein die Energieeffi-zienz im Unternehmen zu steigern.
Thomas Preuß
Blick unter die Schallhaube eines luft-gekühlten Kompressors der Baureihe GA 90+–160 (VSD+) von Atlas Copco. Links auf dem Rahmen der Ölabscheider, mittig die beiden Ventilatoren der Luft -kühlung, vorne rechts das Bedienfeld mit der Elektronikon-Touch-Steuerung.
WELT-NEUHEIT!

Druckluftkommentare 1-2019 15
BAFA-FÖRDERPROGRAMM FÜR DRUCKLUFTERZEUGUNG
Beispielrechnung 30 % Förderung*
Investitionssumme für neuen Kompressor 12.759,00 €
Erstattung durch BAFA-Förderung – 3.827,70 €
Effektiver Anschaffungspreis = 8.931,30 €
* Unternehmen mit bis zu 250 Beschäftigten und einem Jahresumsatz bis 50 Mio. Euro (bzw. Jahresbilanz 43 Mio. Euro) können mit 30 % Förderung rechnen. Ab 500 Beschäftig-ten sind es immerhin noch 20 % Förderung.
7 bis 110 kW Leistung von Atlas Copco sind nach den Kriterien des BAFA förderfä-hig. Die Maschinen sind drehzahlgeregelt, wor auf das Kürzel „VSD“ (Variable Speed Drive) verweist. Die Motoren der neuesten Technologie (VSD+) erlauben Energieein-sparungen von bis zu 50 % im Vergleich zu einer schlecht ausgelasteten Drucklufterzeu-gung mit Volllast-Leerlauf-Regelung. Doch auch viele Modelle der GA-Reihe ohne Drehzahlregelung arbeiten so effizient, dass sie die BAFA-Anforderungen erfüllen: Die Modelle GA 15 bis GA 90 sowie GA 11+ bis GA 75+ für Drücke zwischen 7,5 und 13 bar gehören dazu.
Ölfreie AQ-Kompressoren mit DrehzahlregelungFür Anwendungen, die 100 % reine Druck-luft erfordern, eignen sich zum Beispiel die wassereingespritzten Schraubenkompres-soren der AQ-Reihe, die nach ISO 8573-1, Klasse 0 (2010) zertifiziert sind. Die Aus-führungen mit variabler Drehzahl, AQ 15 bis AQ 55 VSD, bieten Energieeinsparungen von bis zu 35 % durch die Beseitigung von Last-Leerlauf-Verlusten und sind ebenfalls BAFA- förder fähig.
Bei Fragen beraten wir Sie gerne!Helmut Bacht, Tel. 0201-2177-522, [email protected]
Das BAFA-FörderprogrammTipps zu Investitionszuschüssen und Vor-aussetzungen des BAFA finden Sie auf der Website von Atlas Copco (hier verlinkt). Oder scannen Sie den QR-Code.
Die Investition in eine energieeffiziente Druckluftstation lohnt sich für Betreiber doppelt: Sie profitieren vom geringeren Energieverbrauch und können sich die In-vestition unter bestimmten Voraussetzungen vom Bundesamt für Wirtschaft und Ausfuhr-kontrolle (BAFA) fördern lassen.
Wer eine übergeordnete Steuerung bei meh-reren Kompressoren nachrüsten lässt, um die Gesamteffizienz der Station zu erhöhen, oder eine Wärmerückgewinnung installiert, kann hierfür ebenfalls Fördergelder beantragen. Inzwischen gibt es übrigens keine Obergren-ze der Investitionssumme mehr. Allerdings liegt die maximale Standort-Zuwendung bei 30.000 Euro.
Welche Kompressoren bezuschusst das BAFA?Wer als Einzelmaßnahme einen Kompres-sor („Luftverdichter“) neu anschaffen oder seinen alten gegen ein effizienteres Modell tauschen will, sollte dar auf achten, dass der neue Kompressor die BAFA-Anforderungen erfüllt. Nur dann kann die Förderung in An-spruch genommen werden. Seit August 2018 gelten neue Richtlinien: Als Einzelmaßnah-men können nicht nur öleingespritzte, son-dern auch ölfrei verdichtende Kompressoren von 2,2 bis 500 kW und mit Druckerhöhun-gen von 4 bis 15 bar gefördert werden.
Öleingespritzte GA-SchraubenkompressorenAlle öleingespritzten Schraubenkompresso-ren der Typen GA VSD und GA VSD+ mit
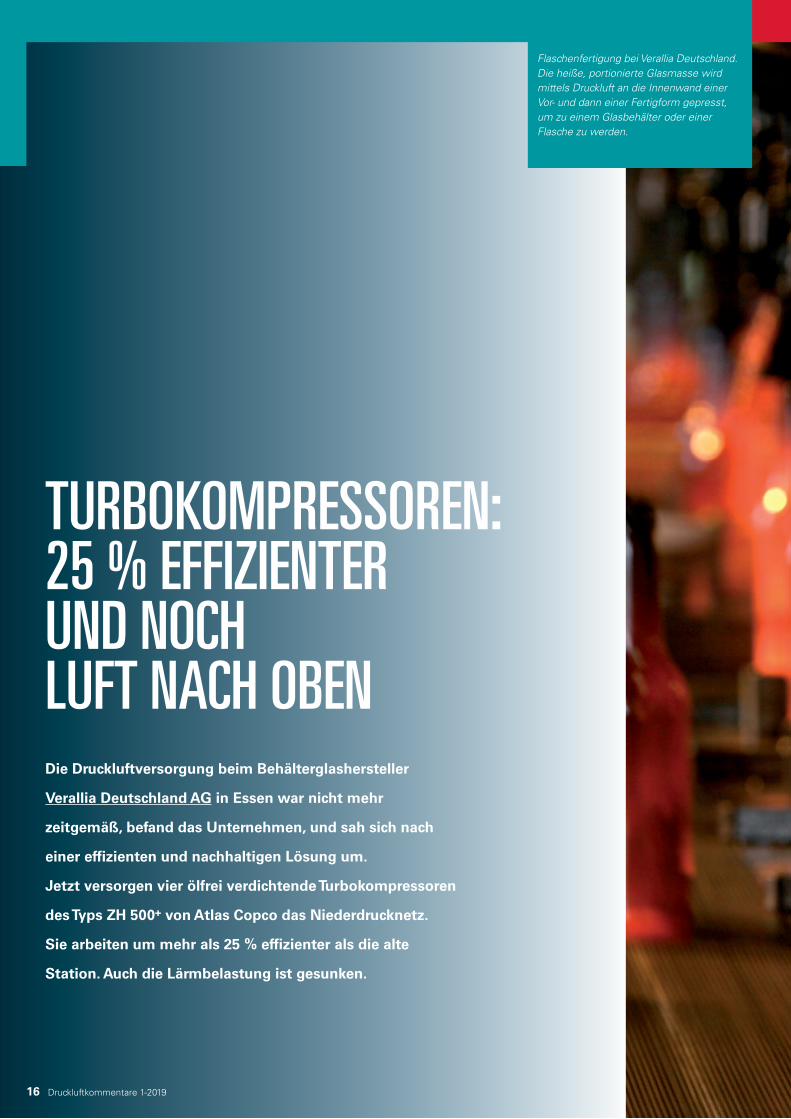
TURBOKOMPRESSOREN: 25 % EFFIZIENTER UND NOCH LUFT NACH OBEN
Flaschenfertigung bei Verallia Deutschland. Die heiße, portionierte Glasmasse wird mittels Druckluft an die Innenwand einer Vor- und dann einer Fertigform gepresst, um zu einem Glasbehälter oder einer Flasche zu werden.
Die Druckluftversorgung beim Behälterglashersteller
Verallia Deutschland AG in Essen war nicht mehr
zeitgemäß, befand das Unternehmen, und sah sich nach
einer effizienten und nachhaltigen Lösung um.
Jetzt versorgen vier ölfrei verdichtende Turbokompressoren
des Typs ZH 500+ von Atlas Copco das Niederdrucknetz.
Sie arbeiten um mehr als 25 % effizienter als die alte
Station. Auch die Lärmbelastung ist gesunken.
16 Druckluftkommentare 1-2019
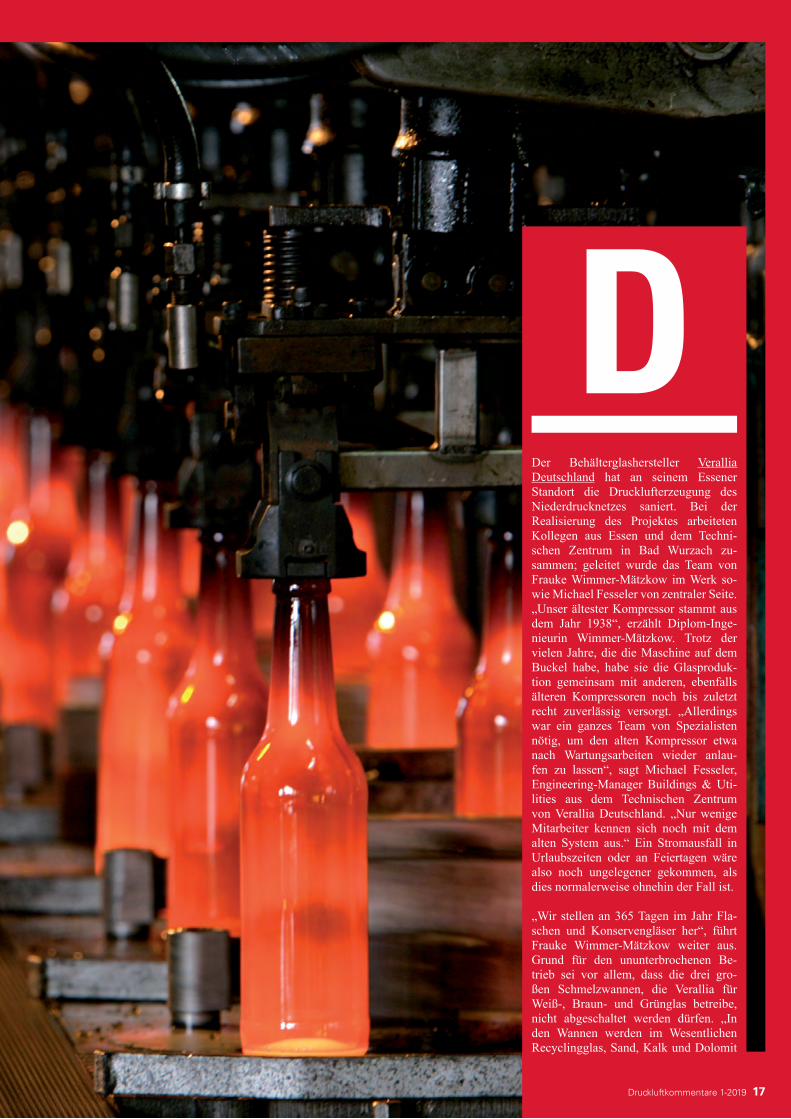
Der Behälterglashersteller Verallia Deutschland hat an seinem Essener Standort die Drucklufterzeugung des Niederdrucknetzes saniert. Bei der Reali sierung des Projektes arbeiteten Kollegen aus Essen und dem Techni-schen Zentrum in Bad Wurzach zu-sammen; geleitet wurde das Team von Frauke Wimmer-Mätzkow im Werk so-wie Michael Fesseler von zentraler Seite. „Unser ältester Kompressor stammt aus dem Jahr 1938“, erzählt Diplom-Inge-nieurin Wimmer-Mätzkow. Trotz der vielen Jahre, die die Maschine auf dem Buckel habe, habe sie die Glasproduk-tion gemeinsam mit anderen, ebenfalls älteren Kompressoren noch bis zuletzt recht zuverlässig versorgt. „Allerdings war ein ganzes Team von Spezialisten nötig, um den alten Kompressor etwa nach Wartungsarbeiten wieder anlau-fen zu lassen“, sagt Michael Fesseler, Engineering-Manager Buildings & Uti-lities aus dem Technischen Zentrum von Verallia Deutschland. „Nur wenige Mitarbeiter kennen sich noch mit dem alten System aus.“ Ein Stromausfall in Urlaubszeiten oder an Feiertagen wäre also noch ungelegener gekommen, als dies normalerweise ohnehin der Fall ist.
„Wir stellen an 365 Tagen im Jahr Fla-schen und Konservengläser her“, führt Frauke Wimmer-Mätzkow weiter aus. Grund für den ununterbrochenen Be-trieb sei vor allem, dass die drei gro-ßen Schmelzwannen, die Verallia für Weiß-, Braun- und Grünglas betreibe, nicht abgeschaltet werden dürfen. „In den Wannen werden im Wesentlichen Recyclingglas, Sand, Kalk und Dolomit
17
D
Druckluftkommentare 1-2019

den wichtig, da in unsere Glaserzeugnisse Lebensmittel abgefüllt werden“, betont der Projektleiter.
Drei der Kompressoren versorgen das 3,5-bar-Netz rund um die Uhr und sind damit zu 75 % ausgelastet. Ein vierter Kompressor steht als Backup in der Station. Eine über-geordnete Steuerung, das Energiesparsystem ES 16 von Atlas Copco, regelt die optimale Auslastung der drei Kompressoren, die ge-rade in Betrieb sind. Der Druckluftbedarf ist nahezu konstant, nur bei Produktwechseln gibt es kurzfristig sichtbare Ausschläge nach unten. Damit alle vier Kompressoren gleich-mäßig in Gebrauch sind, wird regelmäßig durchgewechselt.
Investition kann vom BAFA gefördert werdenEin weiteres Kriterium, das für die Turbos von Atlas Copco sprach, sei die dank Schall-dämmhaube und Ansauggeräuschdämpfer geringere Lärmemission der Kompressoren gewesen, sagt Frauke Wimmer-Mätzkow. „Durch die neuen Kompressoren ist unser Energiebedarf um über 25 Prozent gesun-ken.“ Außerdem konnte Verallia Deutsch-land die Investition aufgrund der höheren Effizienz der neuen Kompressoren vom Bundesamt für Wirtschaft und Ausfuhrkon-trolle (BAFA) als Maßnahme zur Energie-einsparung fördern lassen.
Für die Projektverantwortlichen war es aber auch aus anderen Gründen wichtig, den hö-heren Wirkungsgrad und Nutzen der neuen Anlage nachzuweisen: „In unserem Werk ist die Sanierung der Druckluftversorgung ein großes Projekt, das Pilotcharakter für unsere weiteren Werke in Deutschland ha-ben kann“, sagt die Ingenieurin. Verallia Deutschland hat insgesamt sieben Werke, davon vier in Deutschland, zwei in Russ-land und eines in der Ukraine, um bei der Lieferung der Glasprodukte möglichst kurze Wege zu den Kunden zu nutzen. Die Turbo-kompressoren unterstützten ebenfalls dabei, die hohen Umweltziele des Unternehmens zu erreichen. „Wir haben über mehrere Jah-re den Verbrauch gemessen“, blickt Fesseler zurück, „und bei der Planung der neuen Sta-tion haben wir noch etwas Kapazität einge-rechnet, um für die Zukunft gut aufgestellt zu sein.“
aufgeschmolzen. Wenn das Material dort erstarrt, kann es nicht wieder verflüssigt werden; umfangreiche Reparaturen wären die Folge“, erklärt sie. Um die Wannen am „Leben“ zu erhalten, gebe es zwar ein Not-stromaggregat. Ohne Druckluft könne al-lerdings die Produktion nicht weiterlaufen. „Wir produzieren ununterbrochen, um den Bedarf unserer Kunden an Verpackungen für Lebensmittel zu decken“, sagt Wim-mer-Mätzkow. Für etwa 1000 verschiedene Glasprodukte – standardisierte und indivi-duelle – hält Verallia Deutschland in Essen die Formen vorrätig; rund 2,5 Millionen Fla-schen und Glaskonserven verlassen täglich das Gelände.
Druckluft zur Formgebung, zur Steuerung und Lkw-EntladungSelbst bei Revisionen muss die Druckluft-versorgung also sichergestellt sein. Zwei Netze sind am Standort installiert: ein Hoch-drucknetz mit 6 bar Betriebsüberdruck für die Steuerungsluft sowie ein Niederdruck-netz mit 3,5 bar, das nun modernisiert wur-de. Die Luft, die die Kompressoren in das 3,5-bar-Netz einspeisen, benötigt Verallia vor allem für Formungsprozesse, zum Ent-laden der Lkw und um die Gemengeanlage zu schalten, in der die für die Glasprodukti-on notwendigen Materialien (Gemenge) aus den verschiedenen Silos nach Rezepturen gemischt werden. In den Schmelzwannen wird Druckluft für Schaltvorgänge sowie als Kühlluft für die Brenner genutzt.
Um die Glasprodukte mit Druckluft in Form zu bringen, läuft die heiße Glasmas-se zunächst über sogenannte Feeder Rich-tung Produktion. Der dabei entstehende Glasstrang wird in portionierte Tropfen
geschnitten, die in einer Form aufgefangen werden. Mittels Druckluft wird das Material an die Innenwand der Vor- und dann der Fer-tigform gepresst, um so zu einem Glasbehäl-ter oder einer Flasche zu werden.
Bei der Entscheidung für die Modernisie-rung des Niederdrucknetzes spielte neben dem Faktor Zuverlässigkeit die Wirtschaft-lichkeit eine große Rolle: Nicht nur für die Maschine aus den 1930ern, auch für die weiteren Kompressoren hätte eine Gene-ralüberholung angestanden, die aber nicht wirtschaftlich gewesen wäre. Möglicherwei-se hätten Ersatzteile für Kompressoren extra hergestellt werden müssen, so dass die Re-vision ähnliche Kosten verursacht hätte wie die Anschaffung neuer Maschinen. Abgese-hen davon hätte man die Vorteile der moder-nen Technik nicht nutzen können.
Turbokompressoren für konstant hohen Bedarf am effizientestenNach Analyse von Kosten und Nutzen legte sich das Planungsteam auf die Turbotech-nologie für die neuen Kompressoren fest. „Wir brauchen im Niederdrucknetz regelmä-ßig circa 22 000 Kubikmeter Druckluft pro Stunde“, sagt Michael Fesseler. „Die Turbos sind für unsere Anforderungen am effizien-testen.“ Ganz konkret fiel die Wahl auf vier Turbokompressoren des Typs ZH 500+ von Atlas Copco. Die Maschinen verdichten ab-solut ölfrei und liefern hochreine Luft nach ISO 8573-1:2010, Klasse 0, wofür sie auch zertifiziert sind. „Das ist für unsere Kun-
Mit vier effizienten Turbokompressoren des Typs ZH 500+ von Atlas Copco hat Verallia sein Niederdrucknetz modernisiert. Der Druckluftbedarf ist in der Glasfertigung sehr konstant und rund um die Uhr vorhanden.
18 Druckluftkommentare 1-2019

Für die Installation der großen Turbos waren bauliche Veränderungen nötigDie Unterbringung der neuen Maschinen war übrigens eine bauliche Herausforde-rung. Das Glaswerk in Essen wurde 1923 als Teil einer Zeche gegründet. Energie liefer-te die Kokerei, Sand war in der Nähe ver-fügbar. Die Kompressorenstation war von Beginn an in einer Halle untergebracht, die sich innerhalb eines alten Gebäudes befin-det. Durch den extrem engen Rangierbereich war die Halle in dem alten Gebäude für die großen Turbokompressoren schwer zugäng-lich. Verallia musste eine Wand öffnen und anschließend wieder verschließen, um die ZHs in der Halle unterzubringen. In dieser ist nun noch Platz für zwei bis drei weitere Kompressoren; drei Kältetrockner bereiten die Druckluft auf und speisen sie direkt in eine Sammelleitung.
Für die Anlage hat Verallia Deutschland mit Atlas Copco einen 5-Jahres-Servicevertrag abgeschlossen, auch wenn die ZHs insge-samt nicht sehr wartungsintensiv sind, weil die ölfreie Turbotechnologie ohne Filter- oder Ölwechsel auskommt. An der Betriebs-sicherheit will das Unternehmen keine Ab-striche machen. Die Projektverantwortlichen finden es gut, dass Atlas Copco auch räum-lich in der Nähe ist. „Neben harten Kriteri-en wie den Investitions- und Betriebskosten spielten bei der Kompressorenauswahl auch weiche Faktoren eine Rolle“, sagen sie. „Un-sere Erfahrungen mit Atlas Copco von an-deren Standorten waren durchweg positiv.“ Der Kompressorenhersteller habe neben seinem Sitz in Essen ein gutes Servicenetz. „Wir brauchten jemanden, der uns berät, das Projekt begleitet und schlüsselfertig liefern kann.“ Atlas Copco hat diese Voraussetzun-gen erfüllt.
Ulrike Preuß Thomas Preuß; Verallia
Um die neuen Kompressoren (Bild) in die Halle zu bekommen, musste in dem alten Gebäude vorübergehend eine Wand geöffnet werden. Einige der Maschinen in der ersetzten Druckluftstation waren gut achtzig Jahre alt.
19 Druckluftkommentare 1-2019

20
FLEXIBLES MONTAGEKONZEPT FÜR EXTRUSIONS-BLASFORMMASCHINEN
Druckluftkommentare 1-2019
„Unsere neue Druckluftstation mit den neuesten GA-Schraubenkompressoren von Atlas Copco ist hocheffizient und konnte daher durch das Bundesamt für Wirtschaft und Ausfuhrkontrolle
gefördert werden.“
Guido LangenkampProjektleiter bei Kautex Maschinenbau

der Projektleiter. Die Flächen für die insgesamt neun Endmontageplätze sind großzügig bemessen – und jeder Platz verfügt über eine separate Versorgung mit den notwendigen Prozessenergien. Druckluft, Kühlwasser und 630-A-Strom werden über große, um 180° schwenkba-re Ausleger zugeführt. „Das ist eine Be-sonderheit der neuen Halle“, sagt Lan-genkamp. Sie ist nicht nur Montagehalle, sondern hier werden die Maschinen auch getestet und eingestellt. „Unsere Kunden nehmen die Maschinen bei uns vor Ort ab. Dabei bringen viele die eigene Werk-zeugform mit, mit der wir Tests unter re-ellen Bedingungen durchführen können. Zuweilen optimieren wir den Artikel auch gleich für den Kunden.“ Hierzu sei die Versorgung mit den Prozessenergien unerlässlich.
Hoher Bedarf an Druckluft zum Aufblasen und NachkühlenEin besonderes Augenmerk lag bei der Auslegung der Maschinenversorgung auf der Druckluft, die für den Blas-Pro-zess in ausreichender Menge und Quali-tät vorhanden sein muss. „Beim Extru-sionsblasformen sind Druck, Volumen und Schnelligkeit relevante Parameter für das Produktergebnis“, stellt Guido Langenkamp heraus. Im Prozess wird das Kunststoffgranulat zunächst im Ex-truder aufgeschmolzen und über eine Förderschnecke in den sogenannten Kopf gepresst. Hier werden die einzel-nen Kunststoffschichten zusammenge-führt und zu einem Schlauch geformt, der an das Formwerkzeug übergeben und mittels Druckluft in der Form auf-geblasen wird. Zum Aushärten wird das Werkzeug mit Wasser gekühlt. Danach wird der fertige Kunststoff-Hohlkör-per wieder mittels Druckluft nachge-kühlt. Der Luftbedarf ist also immens.
Das Geheimnis liegt in kurzen Taktzeiten„Je kürzer die Taktzeiten sind, umso effizienter ist der ganze Prozess“, sagt Langenkamp. „Das Geheimnis besteht darin, die Produkte schnell aufzublasen, gut zu kühlen und schnell zu entspan-nen.“ Durch die vollelektrische Maschi-ne ist der Prozess wesentlich effizienter und besser reproduzierbar als bei hy-draulisch betriebenen Maschinentypen.
Bei der Einrichtung der Druckluftsta-tion ließ sich Kautex von Sven Vogel unterstützen, dem Geschäftsführer der Luft-Vogel Drucklufttechnik GmbH in Neunkirchen. Der Handels partner von Atlas Copco betreut die Bonner schon seit über 20 Jahren in Sachen Druckluft. Trotzdem war das neue Projekt auch für
21 Druckluftkommentare 1-2019
Kautex Maschinenbau entwickelt und fertigt in Bonn Extrusionsblasform-maschinen für die Industrie. Kürzlich erweiterte das Unternehmen seinen Produktionsbereich um eine neue Halle, in der an neun Endmontageplätzen Maschi-nen der KBB-Serie aufgebaut, getestet und optimiert werden. Die erforderliche Druckluft wird von drei Atlas-Copco-Kompressoren erzeugt und über schwenk-bare Ausleger flexibel zu den Maschinen geleitet.
„Unsere neue Halle haben wir 2017 auf der sprichwörtlichen grünen Wiese gebaut“, sagt Guido Langenkamp, der bei der Kautex Maschinenbau GmbH in Bonn die Projektierung und den Bau von Halle 3 betreut. Das neue Gebäude entstand auf der letzten freien Fläche am Firmensitz in Bonn und beherbergt die Produktion der vollelektrischen Extru-sionsblasformmaschinen des Typs KBB. Die Maschinenserie ist seit 2013 auf dem Markt, eignet sich vor allem für die Pro-duktion von Verpackungen wie Flaschen und Kanistern und kommt gut an. „Wir sind in den letzten Jahren stark gewach-sen“, sagt Langenkamp. Kautex Maschi-nenbau beschäftigt in Bonn heute 550 Mitarbeiter, 750 sind es weltweit.
Auf KBB-Maschinen entstehen bis zu 20 Artikel gleichzeitig Auf den Maschinen der KBB-Baureihe können mehrere Artikel mit Volumina von etwa 50 ml bis zu 30 l produziert werden, von kleinen Artikeln bis zu 20 gleichzeitig. In dem Marktsegment In-dustrial und Consumer Packaging, auf das die Serie zielt, ist die Nachfrage in den letzten Jahren stark gestiegen. „Das war für uns Anlass, die Produktionsflä-chen für die KBB-Maschinen zu erwei-tern“, erklärt Guido Langenkamp.
Die neue Halle bietet eine zusätzliche Montagefläche von 3300 m2 sowie reich-lich Platz für Büros, Technik- und Sozi-alräume. „Wir haben hier ein modernes Montagekonzept installiert, das für unsere Anforderungen ideal ist“, betont

den Experten etwas Besonderes: „Zum einen planen wir nicht jeden Tag eine komplett neue Peripherie, zum ande-ren erforderte die flexible Zuführung aller Medien zu den Maschinenplätzen eine individuelle Lösung – und nichts von der Stange.“ In der Halle verlegte Vogel eine Ringleitung aus fast 200 m AirNet-Komponenten von Atlas Copco. Das Druckluftleitungssystem aus elo-xiertem Aluminium ist dicht, strömungs-optimiert, korrosionsfest und schnell zu montieren. Von der Ringleitung aus wer-den die KBB-Maschinen über weitere 40 m AirNet-Leitungen und Schläuche mit Druckluft beschickt. „Für die Pla-nung der Druckluftkapazität haben wir angenommen, dass maximal drei der größten KBB-Maschinen gleichzeitig laufen“, erklärt der Druckluftexperte. Hierfür habe man als Wert einen Volu-
menstrom von 27 m3/min bei 8 bar er-rechnet. Solche Lastspitzen entstünden allerdings nur an wenigen Tagen, wenn mehrere Maschinen getestet werden.
Drehzahlregelung derneuesten GenerationDie Druckluft liefern drei öleingespritz-te Schraubenkompressoren der neuesten Generation von Atlas Copco. Sie sind im Technikraum unter dem Dach der Hal-le untergebracht: zwei GA 55+ FF und ein drehzahlgeregelter GA 75 VSD+ FF. Alle drei sind mit Kältetrocknern aus-gestattet, worauf das Kürzel FF, „Full Feature“, verweist. Der Zusatz VSD bedeutet „Variable Speed Drive“. „Die neue VSD+-Technologie reguliert die Drehzahl des Motors automatisch und ist noch sparsamer als die erste Generation der Drehzahlregelung von Atlas Copco“,
Über 200 m blaue AirNet-Leitungsrohre durchziehen die Halle 3 von Kautex Maschi-nenbau in Bonn. Über schwenkbare Kragarme werden die Medien Druckluft, Kühlwasser und Starkstrom flexibel den Montageplätzen der KBB-Maschinen zugeführt.
sagt Vogel. „Die erzeugte Druckluft-menge entspricht exakt dem Bedarf.“ In-tegrierte Permanentmagnet motoren und neuartige Verdichtungselemente mach-ten die Kompressoren herausragend effizient. „Gegenüber einer schlecht ausgelasteten Drucklufterzeugung mit Volllast-Leerlauf-Regelung können An-wender mit dieser neuen Technologie ihre Energiekosten um bis zu 50 Prozent senken“, streicht Vogel heraus.
Energiesparsystem lastet Kompressoren gleichmäßig ausDas Energiesparsystem ES 6, ebenfalls von Atlas Copco, steuert die Auslastung der Kompressoren. Ein 4000-l-Druck-luftbehälter trägt dazu bei, Lastspitzen abzufangen. „Den Kessel in den Tech-nikraum einzubringen, war kein leich-tes Unterfangen“, blickt Vogel zurück. „Da er für gelegentliche Dichtigkeits-tests mit Wasser gefüllt werden muss, konnte er nur an einer bestimmten Stelle des Raums stehen, die über die nötige Tragkraft verfügt. Und hier passte er nur knapp unter die Decke.“
Ergänzt wird die Druckluftstation durch einen Öl-Wasser-Abscheider OSC 600 und UD+-Filter. Diese Filter erreichen durch eine spezielle Technik dieselbe Luftreinheit, für die normalerweise zwei herkömmliche Ölfilter in Reihe benötigt werden – und sind damit um etwa 40 % energieeffizienter, weil der Druckabfall wesentlich geringer ist. „Die Druckluft ist weitgehend öl- und partikelfrei sowie trocken. Die Qualitätsklasse reicht für unsere Produkttests und -optimierungen aus“, sagt Langenkamp.
Effiziente Produktion von Teilen mit bis zu sieben SchichtenWelche Druckluftqualität die Kunden benötigen, richte sich wiederum danach, wofür das Endprodukt verwendet werde. In der Lebensmittelindustrie ist zum Bei-spiel häufig reine Druckluft der Klasse 0 (nach ISO 8573-1) gefragt. „Unser Ver-trieb berät unsere Kunden auch bei der Aus legung der notwendigen Peripherie“, sagt Langenkamp. Neben der Druckluft-versorgung betreffe dies auch die Kälte-technik sowie Versorgungs- und Abfuhr-bänder für Material und Produkte. „Die
22 Druckluftkommentare 1-2019

23 Druckluftkommentare 2-2018 Druckluftkommentare 1-2019
Anforderungen, die die Artikel unserer Kunden erfüllen müssen, steigen konti-nuierlich. Das stellt auch uns vor immer neue verfahrenstechnische Herausfor-derungen, die wir gemeinsam mit dem Kunden lösen“, betont der Projektleiter. So bestehe ein moderner Kraftstofftank aus bis zu sieben Kunststoffschichten, und es würden immer mehr Bauteile noch vor der eigent lichen Formung des Tanks in diesen eingebracht.
Auch das Thema Abfallvermeidung sei für Kautex-Kunden wichtig. „Heutzu-tage können wir bei mehrschichtigem Aufbau in bestimmten Schichten auch recycelte Kunststoffe wiederverwenden. Durch die Rückführung der prozessbe-dingt abgeschlagenen Kunststoffreste wird somit schon bei der Produktion Ab-fall vermieden. Ziel unserer Kunden ist es, die Produktion ökologisch und öko-nomisch zu optimieren.“
Neue Druckluftstation konnte vom BAFA gefördert werdenMit der nun ebenfalls ökonomisch und ökologisch optimal ausgelegten Halle ist Kautex sehr zufrieden. „Die neue Druck-luftstation mit den neuesten GA-Schrau-benkompressoren von Atlas Copco ist hocheffizient und konnte daher durch das BAFA – das Bundesamt für Wirtschaft und Ausfuhrkontrolle – gefördert wer-den“, sagt Langenkamp. Atlas- Copco-Kompressoren stellten die Druckluft-versorgung im Unternehmen schon seit langem sicher, und mit der Zusammen-arbeit habe man bisher gute Erfahrun-gen gemacht. „Auch die gemeinsame Projektumsetzung mit Sven Vogel hat reibungslos funktioniert.“ Dieser ist nun eventuell bald wieder gefordert. Denn als nächster Schritt steht laut Kautex nun ein ähnliches Konzept für Halle 1 an – für die Maschinenserien, die sich etwa für die Fertigung großer Kraftstofftanks oder IBC-Container eignen.
Ulrike Preuß Thomas Preuß
Informationen zu den GA-Kompressoren erhalten Sie bei Michael Gaar:[email protected]
„Die optimale Lösung finden wir vor Ort beim Kunden“
1982 wurde die Luft-Vogel Drucklufttechnik GmbH in Neunkirchen gegründet, die ich seit 1989 führe. Mit unserem Team aus qualifizierten Monteuren bieten wir neben der Wartung und Reparatur von Kompressoren auch die komplette Planung und Errichtung von Druckluftanlagen an – von der Erzeugung bis zur Entnahmestelle. Wir verarbeiten fast alle gängigen Rohrmaterialien, planen, liefern und montieren Abluftkanäle und erstellen mit einem Partner auch die elektrischen Anschlüsse. So haben unsere Kunden nur noch einen Ansprechpartner für die komplette Anlage. Eine unserer besonderen Stärken liegt in der schnellen Einsatzfähigkeit bei Störungen. Um auch in Ausnahmesituationen helfen zu können, halten wir eine breite Auswahl an Leihmaschinen vorrätig.
Als Diplomingenieur für Verfahrenstechnik lege ich besonderen Wert darauf, unsere Kunden in Bezug auf die Technik optimal zu beraten. Wir möchten jedem die jeweils beste Lösung bieten und bestehen daher darauf, die Situation vor Ort anzuschauen und zu besprechen, bevor wir ein Angebot unterbreiten. Uns liegt viel an einer langfristigen, vertrauensvollen Zusammenarbeit – daher stehen für uns ehrliche Beratung, qualifizierte Arbeiten und marktgerechte Preise im Vordergrund.
Immer öfter werde ich von meinen Kunden auch in anderen Bereichen nach Lösungen gefragt. So kommt es, dass wir in den letzten Jahren auch Kühlwasser-anlagen, Vakuumsysteme sowie Anlagen für Betriebsgase geplant und ausgeführt haben. Noch Fragen? Rufen Sie uns einfach an: Tel. 02247-300920
Sven Vogel Geschäftsführer der Luft-Vogel Drucklufttechnik GmbH in Neunkirchen
Über flexible Schläuche statt feste Rohre werden die KBB-Maschinen zur Endabnahme an Druckluft, Kühl-wasser und Strom angeschlossen.

tinuierlich auf einen Methangehalt von 94 % konzentriert. „Stündlich speisen wir 700 Kubikmeter Biomethan ins Gasnetz ein“, bilanziert Klawitter. „Hier vor Ort haben wir ein sogenanntes Low-Gas-Netz mit einem Methangehalt von 89 Prozent. Unser Einspeiser, die Firma Avacon, muss das Gas deshalb auf Netz-qualität bringen und vor dem Einspeisen praktisch wieder ‚verschlechtern‘.“
Anlage muss unabhängig von Fördergeldern rentabel arbeiten Das Biogas wird an den Münchner Ener-gieversorger BayWa ver kauft. „Wir sind eine der wenigen Bio gas anlagen, die einen langfristigen Abnahmevertrag ha-ben“, sagt Klawitter. „Außerdem sind wir nicht an das EEG angelehnt, bekommen aus diesem Topf also keine Zuschüsse.“ Während der relativ langen Planungs-phase habe man verfolgen können, dass sich die Poli tik in Deutschland von einer EEG-Förderung wegbewege. Deshalb sollte die Anlage unabhängig von För-der geldern rentabel arbeiten können.
Effizienz entlang der gesamten ProzessketteDie Voraussetzung für einen EEG-un-abhängigen Betrieb war neben der ge-sicherten Gasabnahme auch ein hohes Maß an Effizienz entlang der gesam-ten Prozesskette. Im Bereich der Bio-gas-Entschwefelung trägt Atlas Copco mit einem Sauerstoffgenerator und einem drehzahlgeregelten Schraubenkompres-sor dazu bei. „Das größte Problem bei der Herstellung von Biogas ist der ent-stehende Schwefelwasserstoff“, erläutert Klawitter. „Der verklebt zum einen die Filter in der Aufbereitungsanlage. Zum anderen wird er bei der Verbrennung des Biogases in Schwefeldioxid umgewan-delt und führt zu Korrosion in Armaturen und Motoren. Deshalb müssen wir ver-suchen, so viel Schwefelwasserstoff wie möglich aus dem Gas zu eliminieren.“
An diesem Spätsommermorgen hat Heinrich Schaper eigentlich keinen Kopf für ein Interview. Ein Radlader ist aus-gefallen, und der Biogasanlagenbetrei-ber und Geschäftsführer der Nat-Ur-Gas Solschen GmbH & Co. KG ist schon seit Stunden dabei, ein Ersatzteil aufzutrei-ben. Denn die Anlage will kontinuierlich mit Substrat beschickt werden. „Sonst bekommen die Bakterien schlechte Lau-ne, und die Biogasqualität sinkt“, erklärt Schaper. „Deshalb muss man darauf achten, dass 365 Tage im Jahr möglichst die gleiche Substanz in der gleichen Mischung und Tonnage gefüttert wird.“
3,5 Tonnen frische Biomasse benötigen jeder der beiden Fermenter pro Stunde. Das Substrat, das in Solschen „gefüt-tert“ wird, besteht zur Hälfte aus Mais, zu rund 30 % aus Zuckerrüben, zu 15 % aus Ganzpflanzensilage und zu 5 % aus Puten mist. Dazu kommen pro Fermenter und Stunde etwa 0,5 m3 Zuckerrübensaft. „Mit dieser Mischung sind die Bakterien sehr zufrieden“, sagt Schaper. „Der Saft ist reine Energie. Damit können wir zur Not auch kompensieren, wenn mal nicht genügend Substrat zur Verfügung steht.“
Zentrales Pumpwerk ermöglicht flexibles AnlagenkonzeptDurchschnittlich 90 Tage verbleibt das Substrat in den Fermentern, wo Bakterien die organische Substanz bei etwa 50 °C so weit wie möglich in Methan und CO2 umwandeln. Dafür wird das Material zunächst zerkleinert, von Steinen und Schmutz befreit und durch Zugabe von Rezirkulat aus der Vergärung verflüs-sigt und vortemperiert. Die pumpfähige Brühe gelangt in die beiden 6000 m3 großen Hochfermenter. „Die komplette Verfahrenstechnik läuft über Pumpen“, erklärt Michael Klawitter. Er betreibt die Biogasanlage gemeinsam mit Heinrich Schaper, der sich inzwischen wieder auf die Suche nach dem fehlenden Ersatzteil begeben hat. „Wir haben ein zentrales Pumpwerk, über das alle Pumpen be-dient werden“, erläutert Klawitter. „Da-mit können wir flexibel jeden einzelnen Behälter befüllen und wieder entladen.“
1 t Biomasse ergibt derzeit 200 m3 Biogas – Ziel sind 220 m3
Mit der Konzeption und dem Bau der Biogasanlage haben Heinrich Schaper und Michael Klawitter 2016 die Biocon-struct GmbH mit Sitz in Melle als Ge-neralunternehmer beauftragt. „Mit Bio-construct sind wir sehr zufrieden“, lobt Klawitter. „Das Unternehmen ist flexibel genug, um fremde Ideen zu verwirkli-chen, und baut nicht nur Anlagen nach ‚Schema F‘. Wir sind schon sehr lange in diesem Geschäft und wollten daher viele eigene Ideen einbringen.“ Zurzeit erzeugt die Anlage stündlich 1500 m3 Biogas mit einem durchschnittlichen Methangehalt von 53 %. „Jetzt, nach einer Betriebszeit von rund einem Jahr, gewinnen wir aus jeder Tonne Substrat rund 200 Kubikmeter Biogas“, rechnet Klawitter. Ziel sei es, auf 220 m3, den Richtwert aus der Literatur, zu kommen. Das erzeugte Biogas wird in einer Auf-bereitungsanlage über Membranen kon-
BIOGASANLAGE: HOHE EFFIZIENZ DURCH SAUERSTOFFGENERATOR
Dass eine Biogasanlage unabhängig von jeglicher Förderung durch das Erneuerbare-Energien-Gesetz (EEG) erfolgreich sein kann, zeigt das Beispiel Nat-Ur-Gas Solschen. Mit langfristigen Abnahmeverträgen für das erzeugte Gas und hoher Effizienz arbeitet die Anlage wirtschaftlich. Dazu trägt ein Sauerstoffgenerator von Atlas Copco maßgeblich bei. Mit ihm wird das Gas ent-schwefelt.
24 Druckluftkommentare 1-2019

Druckluftkommentare 1-2019
Die Biogasanlage im niedersächsischen Solschen erzeugte kurz vor Redaktions-schluss dieser Ausgabe stündlich 1500 m3 Biogas mit einem durchschnittlichen Methangehalt von 53 %. Nach der Aufbereitung werden pro Stunde 700 m3 Biomethan mit einem CH4-Gehalt von 89 % ins örtliche Gasnetz eingespeist. Das Herzstück der Anlage bilden zwei 20 m hohe Fermenter mit einem Volu-men von jeweils 6000 m3 sowie insgesamt fünf Zwischenlager für das Biogas und den Gärrest mit der typischen Halbkugelform.
„Wir haben uns bewusst für eine Ent-schwefelung mit reinem Sauerstoff ent-
schieden. Denn den O2-Generator können
wir exakt steuern. So haben wir unsere Prozesse besser im Griff.“
Michael Klawitterbetreibt zusammen mit Heinrich Schaper
die Biogasanlage derNat-Ur-Gas Solschen GmbH & Co. KG
25
Informationen zu den OGP-Sauerstoff-generatoren erhalten Sie bei Ronny Toepke:[email protected]

in einen Speicherbehälter. Von dem aus wird der O2-Generator gespeist, der die Luft auf einen Sauerstoffgehalt von 94 % anreichert. Über einen weiteren Puffer-tank und zwei Durchflussmesser gelangt der Sauerstoff in die Fermenter. Die OGP-Generatoren von Atlas Copco ba-sieren auf dem Prinzip der Druckwech-seladsorption und liefern kosteneffizient hochreinen Sauerstoff für vielfältige An-wendungen.
Drehzahlgeregelter Kompressor für flexible Sauerstofferzeugung„Momentan blasen wir im Schnitt pro Stunde neun Kubikmeter Sauerstoff in die Fermenter ein“, sagt Klawitter. „Die Schwankungen liegen zwischen sechs und elf Kubikmetern, denn wenn wir wenig Gas im System haben, müssen wir die O2-Menge aufgrund der Explosions-gefahr herunterregeln.“ Man versuche immer, mit dem empfohlenen Sauerstoff-gehalt von 0,5 bis 0,6 % zu fahren. Da-für müsse auch die Druckluftversorgung flexibel sein – ein Grund, warum man sich für die drehzahlgeregelte Maschine von Atlas Copco entschieden habe. Der zweite große Vorteil der Drehzahlrege-lung ist der geringe Energieverbrauch, und „je effizienter der Kompressor ar-beitet, umso sparsamer wird auch der Sauer stoff erzeugt“, weiß Klawitter.
Einweisung in die Anlage als Service mit dabeiAuch den Service von Atlas Copco hebt Michael Klawitter positiv hervor: Bei einem selbstverschuldeten Ausfall des Generators sei der Servicetechniker in kürzester Zeit vor Ort gewesen und habe die Maschine sehr schnell wieder zum Laufen gebracht. Im Zuge der letzten Wartung sei man zudem – ohne dar-um gebeten zu haben – komplett in die Anlagentechnik eingewiesen worden. „Denn als Anlagenbetreiber müssen wir wissen, wann wir einen Servicetechni-ker brauchen und was wir selber machen können“, ergänzt Heinrich Schaper, der nun wieder ganz entspannt am Bespre-chungstisch sitzt. Das passende Ersatz-teil wurde in Süddeutschland gefunden und ist bereits auf dem Weg nach Sol-schen.
Stephanie Banse
Schwefelwasserstoff wird von Bakterien zersetztIn Solschen hat man sich für die soge-nannte biologische Entschwefelung ent-schieden. Bei diesem Verfahren wird der Schwefelwasserstoff unter Zugabe von Luft oder reinem Sauerstoff von speziel-len Bakterien im Fermenter zu elemen-tarem Schwefel und Wasser umgesetzt. Der Schwefel verbleibt im Gärrest und erhöht dessen Düngewert, während das gereinigte Gas die weiteren Aufberei-tungsstufen durchlaufen kann.
„Wir haben uns bewusst für eine Ent-schwefelung mit reinem Sauerstoff entschieden“, erklärt Klawitter. „Denn anders als bei der Entschwefelung mit Umgebungsluft können wir unseren O2-Generator genau steuern. Dadurch haben wir unter anderem in puncto Ex-plosionsschutz die volle Kontrolle. Wir wissen, dass wir einen O2-Gehalt von 94 Prozent haben und können die Sauer-stoffzugabe so dosieren, dass wir defini-tiv immer unter der unteren Explosions-grenze von 2,3 Prozent liegen.“
Sehr gute Abscheideleistung für SchwefelgehaltMit der Abscheideleistung des Verfah-rens ist Michael Klawitter sehr zufrie-den. „Wir fahren hier mit sehr geringen Schwefelanteilen“, sagt der Fachmann. „Vor der Aufbereitungsanlage durch-läuft das Gas noch einen großen Aktiv-kohlefilter. Dort kommen wir mit einem Schwefelgehalt von 10 ppm an, was sehr
gering ist. Nach dem Filter messen wir 0 ppm Schwefel.“ (ppm = parts per mil-lion.) Ohne die biologische Entschwefe-lung, so Klawitter, träte das Gas mit 200 ppm in den Filter ein. Die insgesamt 3 t Aktiv kohle müssten dann alle drei Mo-nate ausgetauscht werden. So rechne man mit einer Standzeit von einem Jahr.
„Außerdem braucht die Aktivkohle min-destens 0,4 bis 0,5 Prozent Sauerstoff, um ihre volle Wirksamkeit zu entfal-ten“, erklärt Klawitter. „Deshalb muss der O2-Generator permanent laufen und ist praktisch ein Nadelöhr im Prozess.“ Wenn vor der Gasaufbereitung Schwefel gemessen werde, schalte sich die Anlage augenblicklich ab. Und da jede Stunde Stillstand den Umsatz drücke, sei eine Redundanz an dieser Stelle bereits in Planung.
Sauerstoffgeneratoren arbeiten mit DruckwechseladsorptionDie Anlage zur Sauerstoffversorgung wurde von Atlas Copcos Handelspartner D & N Drucklufttechnik GmbH & Co. KG, ebenfalls mit Sitz in Melle, geplant und realisiert. Sie besteht zurzeit aus einem öleingespritzten drehzahlgeregel-ten Schraubenkompressor GA 11 VSD+, einem O2-Generator vom Typ OGP 8, je-weils einem Speicher für Druckluft und Sauerstoff sowie den Filterstufen für die Druckluft- und O2-Aufbereitung. Die Druckluft gelangt mit einem Druck von 10 bar über einen Aktivkohlefilter, einen Ölabscheider und einen Schmutzfang
26 Druckluftkommentare 1-2019
Die Druckluft aus dem Kompressor gelangt mit einem Druck von 10 bar über einen Aktivkohlefilter, einen Ölabscheider und einen Schmutzfang in einen Speicherbehälter (links im Bild). Von diesem aus wird der Sauerstoffgenerator gespeist.
den Luftbedarf angepasst. Im Ergebnis können Sie so im Schnitt 35 % Energie einsparen. Über die gesamte Lebens-dauer eines Kompressors lassen sich die Kosten um etwa 22 % senken.
Doch die neue, innovative Antriebstech-nologie wirkt sich nicht nur vorteilhaft auf Ihren Verbrauch aus, sondern wird auch noch bezuschusst. Mit dem aktuel-len Förderprogramm des BAFA belohnt die Bundesregierung Ihren Beitrag zu einer umweltfreundlichen Produktion.
Welche Kompressoren und Technolo-gien im Einzelnen förderfähig sind, haben wir in diesen Druckluftkommen-taren auf Seite 15 ausführlich für Sie zu-sammengestellt.
Unser Angebot gilt das ganze Jahr, bis zum 31. Dezember 2019! Die Gutschrift erfolgt nach Wareneingang und Prüfung des alten Kompressors auf seine Leis-tungsfähigkeit. Rücktransport und wei-tere Kosten werden nicht übernommen. Machen Sie sich frische Luft mit einem Neuen!
RÜCKKAUF-AKTION:BIS ZU 3.000 EURO FÜR IHREN ALTKOMPRESSOR
Druckluftkommentare 1-2019 27
Wenn Ihr alter Kompressor zu viel Ener-gie verbraucht, wird es Zeit für einen neuen. Mit unserer Rückkauf-Aktion unterstützen wir jetzt Ihr Vorhaben: Wer seinen alten Schraubenkompressor, Baujahr 2012 oder früher, gegen einen Atlas-Copco-Kompressor äquivalenter Größe austauschen möchte, dem schrei-ben wir bis zu 3.000 Euro hierfür gut. Vor aussetzung ist, dass der alte Kom-pressor – gleich welchen Herstellers – gemäß seiner Bestimmung funktions-tüchtig ist. Die genaue Höhe der Gut-schrift entnehmen Sie der Tabelle unten.
Wenn Sie noch mehr sparen möchten, empfehlen wir die Anschaffung eines Kompressors mit Drehzahlregelung (VSD), wie etwa eines der abgebildeten Schraubenkompressoren der Baureihe GA VSD+. Durch die VSD-Technologie wird die Motordrehzahl automatisch an
Ihr alter Kompressor läuft noch? Ist aber wirtschaftlich und energetisch unrentabel? Und Sie haben schon über eine Neuanschaffung nach-gedacht? Dann ist unsere Rückkauf-Aktion genau richtig für Sie! Wir schreiben Ihnen bis zu 3.000 Euro* für Ihren „Alten“ gut – beim Kauf eines neuen Atlas- Copco-Kompressors!
*Das ist uns Ihr „Alter“ noch wert:
Kompressor[kW]
Gutschrift[€]
Kompressor[kW]
Gutschrift[€]
5,5 300,– 37 1.200,–7,5 420,– 45 1.500,–11 540,– 55 1.800,–15 660,– 75 2.400,–18,5 780,– 90 2.700,–22 900,– 110 3.000,–30 1.020,–
Informationen zu dieser Aktion erhalten Sie bei Michael Gaar:

Sprich, dieser scheinbar kleine Unter-schied von nur 0,1 bar beim Druckver-lust bedeutet schon 780 Euro mehr an Energiekosten im Jahr.
Gibt es bei Filtern Qualitätsunter-schiede, die zu beachten sind?Bei der Auswahl eines Filters sind Effi-zienz, Differenzdruck, Standzeit bis zum nächsten Service und die Wartungs-freundlichkeit wichtige Parameter. Es gibt gewickelte und plissierte Filter. Atlas Copco verwendet gewickelte Filter. Der Vorteil dieser Konstruktion ist die größe-re Filterfläche und die höhere Filtereffi-zienz. Besonders wichtig ist aber auch, dass man vor Produktpiraterie auf der Hut ist. Denn wenn ein Filter nicht die versprochene ISO-Klasse erreicht, kann darunter die Qualität der Druckluft lei-den – mit allen negativen Konsequenzen bis hin zur Produkthaftung.
Insgesamt raten wir Anwendern, sich im Sinne der Energieeffizienz jedenfalls auch die Filter anzusehen und nicht nur die Leistungsdaten des Kompressors. Denn ein undurchdachtes Filterkonzept, Billigware oder zugesetzte Filter können den Druckverlust durchaus erhöhen – oder sogar das Produkt gefährden, wenn die erforderliche Luftqualität nicht er-reicht wird.
Thomas Preuß Christoph Landler
Wer eine Druckluftstation plant, legt möglicherweise nicht genug Wert auf die Filtertechnik, meint Atlas Copcos Produktmanager Christian Baer. Denn diese beeinflusse nicht nur die Druckluftqualität, sondern auch die Energieeffizienz der Anlage: Schlechte Filter kön-nen schnell ins Geld gehen!
Wie finde ich den richtigen Filter für meine Anforderung?Je nach Anwendung im Unterneh-men gibt es laut ISO 8573-1:2010 fünf Reinheitsklassen für Druckluft, die eingehalten werden müssen. Wenn die Anforderung an die Druckluftqualität beispielsweise 2-4-1 lautet, bedeutet das: Klasse 2 für Partikel, Klasse 4 bei der Feuchtigkeit und Klasse 1 für Öl. Wenn absolut reine Luft gefordert ist, wie etwa bei der Verwendung als Atemluft, wird für Öl die Klasse 0 gefordert. Für nahezu jede Reinheitsklasse jeder Kategorie gibt es Filter. Unter Umständen müssen meh-rere vor die Anwendung gesetzt werden.
Welche Verunreinigungen sind am häufigsten herauszufiltern und welche Filter eignen sich dafür?Feuchte Druckluft wird mit Kältetrock-nern getrocknet, die wir in unsere Kom-pressoren mit dem Kürzel „FF“ (Full Feature) schon ab Werk integrieren. Wenn Adsorptionstrockner verwen-det werden, filtert ein nachgeschalteter Feinstaubfilter die beim Trocknen mit Adsorptionsmittel entstehenden Partikel heraus. Eine spezielle Herausforderung ist immer die Filterung von Öldämpfen. Diese bewältigen wir mit unseren Aktiv-kohleadsorbern (QDT) aber sicher.
Öl-Aerosole, Nassstaub und Wassertrop-fen werden aus der Druckluft von unse-ren Grob- und Feinfiltern DD+ und PD+ abgeschieden. Kürzlich haben wir einen ganz neuen Filter entwickelt – den UD+.
Dieser vereinigt Fein- und Grobfilter in einem, arbeitet somit effizienter, hat eine hohe Standzeit und ist in der Wartung kostengünstiger als zwei einzelne.
Wie hoch ist denn der Druckverlust durch einen Filter? Und wie oft sollte ich ihn wechseln?Der Druckverlust etwa bei unserem UD+ liegt anfangs bei 0 bar. Dieser Wert steigt jedoch relativ schnell auf einen stabilen Druckverlust zwischen 0,185 und 0,245 bar an. An unseren Filtern sitzt oben ein Indikator für den Differenzdruck. Wenn dieser über eine bestimmte Marke steigt und damit der Druckverlust zu hoch ist, muss der Filter gewechselt werden – das ist nach etwa 4000 Betriebsstunden der Fall oder spätestens nach 12 Monaten. In sehr feuchtem und staubigen Um-feld häufiger. Denn jedes Bar Druck, das mehr aufgewendet wird, schlägt mit einem um sechs bis sieben Prozent höhe-ren Energieverbrauch zu Buche.
Wie hoch können denn die Kosten durch einen verstopften Filter sein?Wenn wir einen typischen öleingespritz-ten Kompressor wie unsere GA-Bau-reihe mit 90 Kilowatt Leistung und 10 bar Druck nehmen, so ergeben sich pro Jahr Energiekosten in Höhe von 128.160 Euro, wenn der Kompressor 8000 Betriebsstunden läuft und die Kilo-wattstunde Strom 0,15 Euro kostet. Bei einem Druckverlust von 0,25 bar durch einen recht guten Filter liegen die Kosten bei 129.948 Euro. Mit einem Filter, der einen höheren Druckverlust von etwa 0,35 bar aufweist, liegen die jährlichen Energiekosten schon bei 130.728 Euro.
28 Druckluftkommentare 1-2019

Druckluftkommentare 1-2019 29
CHRISTIAN BAER
Produktmanager der Atlas Copco Kompressoren
und Drucklufttechnik GmbH in Essen
„DER RICHTIGE FILTER FÜR HÖCHSTE EFFIZIENZ“
Ölfilter vor den Maschinen in der Plattenherstellung.
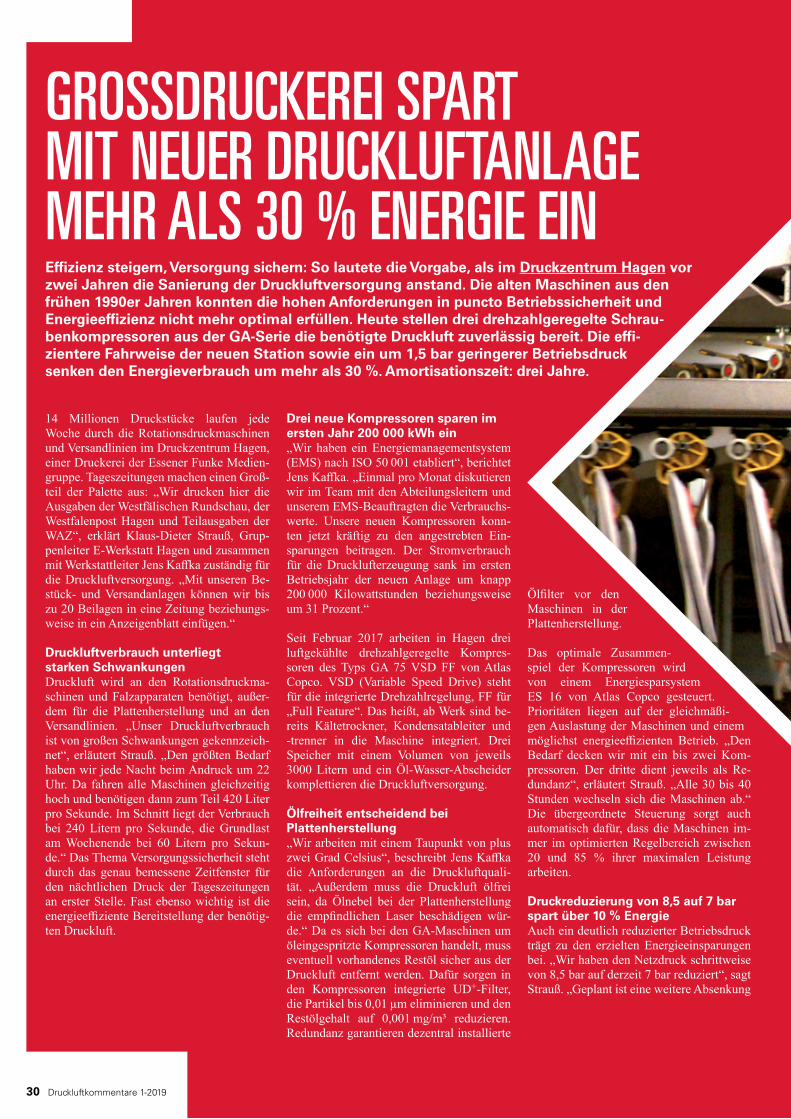
Das optimale Zusammen-spiel der Kompressoren wird von einem Energiesparsystem ES 16 von Atlas Copco gesteuert. Prioritäten liegen auf der gleichmäßi-gen Auslastung der Maschinen und einem möglichst energieeffizienten Betrieb. „Den Bedarf decken wir mit ein bis zwei Kom-pressoren. Der dritte dient jeweils als Re-dundanz“, erläutert Strauß. „Alle 30 bis 40 Stunden wechseln sich die Maschinen ab.“ Die übergeordnete Steuerung sorgt auch auto matisch dafür, dass die Maschinen im-mer im optimierten Regelbereich zwischen 20 und 85 % ihrer maximalen Leistung arbeiten.
Druckreduzierung von 8,5 auf 7 bar spart über 10 % EnergieAuch ein deutlich reduzierter Betriebsdruck trägt zu den erzielten Energieeinsparungen bei. „Wir haben den Netzdruck schrittweise von 8,5 bar auf derzeit 7 bar reduziert“, sagt Strauß. „Geplant ist eine weitere Absenkung
14 Millionen Druckstücke laufen jede Woche durch die Rotationsdruckmaschinen und Versandlinien im Druckzentrum Hagen, einer Druckerei der Essener Funke Medien-gruppe. Tageszeitungen machen einen Groß-teil der Palette aus: „Wir drucken hier die Ausgaben der Westfälischen Rundschau, der Westfalenpost Hagen und Teilausgaben der WAZ“, erklärt Klaus- Dieter Strauß, Grup-penleiter E-Werkstatt Hagen und zusammen mit Werkstattleiter Jens Kaffka zuständig für die Druckluftversorgung. „Mit unseren Be-stück- und Versandanlagen können wir bis zu 20 Beilagen in eine Zeitung beziehungs-weise in ein Anzeigenblatt einfügen.“
Druckluftverbrauch unterliegt starken SchwankungenDruckluft wird an den Rotationsdruckma-schinen und Falzapparaten be nötigt, außer-dem für die Plattenherstellung und an den Versandlinien. „Unser Druckluftverbrauch ist von großen Schwankungen gekennzeich-net“, erläutert Strauß. „Den größten Bedarf haben wir jede Nacht beim Andruck um 22 Uhr. Da fahren alle Maschinen gleichzeitig hoch und benötigen dann zum Teil 420 Liter pro Sekunde. Im Schnitt liegt der Verbrauch bei 240 Litern pro Sekunde, die Grundlast am Wochenende bei 60 Litern pro Sekun-de.“ Das Thema Versorgungssicherheit steht durch das genau bemessene Zeitfenster für den nächtlichen Druck der Tageszeitungen an erster Stelle. Fast ebenso wichtig ist die energieeffiziente Bereitstellung der benötig-ten Druckluft.
Drei neue Kompressoren sparen im ersten Jahr 200 000 kWh ein„Wir haben ein Energiemanagementsystem (EMS) nach ISO 50 001 etabliert“, berichtet Jens Kaffka. „Einmal pro Monat diskutieren wir im Team mit den Abteilungsleitern und unserem EMS-Beauftragten die Verbrauchs-werte. Unsere neuen Kompressoren konn-ten jetzt kräftig zu den angestrebten Ein-sparungen beitragen. Der Stromverbrauch für die Drucklufterzeugung sank im ersten Betriebsjahr der neuen Anlage um knapp 200 000 Kilowattstunden beziehungsweise um 31 Prozent.“
Seit Februar 2017 arbeiten in Hagen drei luftgekühlte drehzahlgeregelte Kompres-soren des Typs GA 75 VSD FF von Atlas Copco. VSD (Variable Speed Drive) steht für die integrierte Drehzahlregelung, FF für „Full Feature“. Das heißt, ab Werk sind be-reits Kältetrockner, Kondensatableiter und -trenner in die Maschine integriert. Drei Speicher mit einem Volumen von jeweils 3000 Litern und ein Öl-Wasser-Abscheider komplettieren die Druckluftversorgung.
Ölfreiheit entscheidend bei Plattenherstellung„Wir arbeiten mit einem Taupunkt von plus zwei Grad Celsius“, beschreibt Jens Kaffka die Anforderungen an die Druckluftquali-tät. „Außerdem muss die Druckluft ölfrei sein, da Ölnebel bei der Plattenherstellung die empfindlichen Laser beschädigen wür-de.“ Da es sich bei den GA-Maschinen um öleingespritzte Kompressoren handelt, muss eventuell vorhandenes Restöl sicher aus der Druckluft entfernt werden. Dafür sorgen in den Kompressoren integrierte UD+-Filter, die Partikel bis 0,01 µm eliminieren und den Restölgehalt auf 0,001 mg/m³ reduzieren. Redundanz garan tieren dezentral installierte
30 Druckluftkommentare 1-2019
GROSSDRUCKEREI SPART MIT NEUER DRUCKLUFTANLAGE MEHR ALS 30 % ENERGIE EINEffizienz steigern, Versorgung sichern: So lautete die Vorgabe, als im Druckzentrum Hagen vor zwei Jahren die Sanierung der Druckluftversorgung anstand. Die alten Maschinen aus den frühen 1990er Jahren konnten die hohen Anforderungen in puncto Betriebssicherheit und Energieeffizienz nicht mehr optimal erfüllen. Heute stellen drei drehzahlgeregelte Schrau-benkompressoren aus der GA-Serie die benötigte Druckluft zuverlässig bereit. Die effi-zientere Fahrweise der neuen Station sowie ein um 1,5 bar geringerer Betriebsdruck senken den Energieverbrauch um mehr als 30 %. Amortisationszeit: drei Jahre.

Druckluftkommentare 1-2019 31
Seit Februar 2017 arbeiten im Druckzentrum Hagen drei luftgekühlte drehzahlgeregelte Kompressoren des Typs GA 75 VSD FF von Atlas Copco. In die Gehäuse der FF-Varianten (für „Full Feature“) sind Kältetrockner, Kondensat-ableiter und -trenner bereits ab Werk integriert.
14 Millionen Druckstücke laufen jede Woche durch die neun Versandlinien im Druckzentrum Hagen.

32 Druckluftkommentare 1-2019
auf 6,8 bar, das würde für die Druckmaschi-nen noch ausreichen. Das Profil haben wir in der Steuerung bereits angelegt. Wir brau-chen nur noch umzuschalten.“ Rechnet man mit der Faustformel, die von sechs bis sieben Prozent geringeren Energiekosten pro Bar ausgeht, konnte das Druckzentrum Hagen seinen Stromverbrauch allein durch diese Maßnahme um mehr als 10 % reduzieren.
Möglich wurde die Senkung des Netzdrucks durch den Umstieg auf drehzahlgeregelte Kompressoren, mit denen eine Regel lücke der alten Station geschlossen, der Betriebs-druck gesenkt und Leerlaufstunden elimi-niert wurden. In Summe ergeben sich die genannten Einsparungen von mehr als 30 %.
Verbesserte Betriebssicherheit bei höherer EffizienzVor der Erneuerung der Druckluftstation lie-fen in Hagen zwei Schraubenkompressoren vom Typ GA 375, ein GA 75 und ein dreh-zahlgeregelter GA 50 VSD von Atlas Copco. Der Betrieb der Kompressoren erfolgte über eine Vorrangschaltung, eine übergeordne-
Eine Förderung aufgrund ihrer hohen Effi-zienz erhielt die neue Druckluftstation auch ohne diese zusätzliche Maßnahme. „Das Förderprogramm des Bundesamtes für Wirt-schaft und Ausfuhrkontrolle (BAFA), über das der Antrag lief, nennt sich ‚Effiziente Querschnitts-Technologien im Mittelstand‘“, erklärt Bernd Wälter. „Im Förderkatalog des BAFA sind unsere GA-VSD-Maschinen als förderfähige Einzelmaßnahme gelistet und werden bei einer Betriebsgröße wie hier in Hagen mit 20 Prozent des Kaufpreises be-zuschusst. Durch die Förderung und die jährlichen Energieeinsparungen wird sich die neue Druckluftanlage bereits in rund drei Jahren amortisiert haben.“
Zusammen mit den neuen Kompresso-ren entschied man sich in Hagen für den Atlas-Copco-Service „Xtended Warranty+“. Dieser verlängert die Standardgarantie auf fünf Jahre und deckt alle Reparaturkosten ab, die nicht auf Fahrlässigkeit des Kunden oder ungeeignete Standortbedingungen zu-rückzuführen sind. Darüber hinaus umfasst der Service auch die proaktive Wartung der Maschinen durch erfahrene Service-Techni-ker von Atlas Copco.
Smartlink Energy dokumentiert kontinuierlich die EffizienzparameterDer optimale Zeitpunkt für die Wartung wird über das Atlas-Copco-Fernüberwachungs-system Smartlink ermittelt. In Hagen kommt die erweiterte Variante Smartlink Energy zum Einsatz. Diese liefert eine monat liche Übersicht über die Betriebsstunden der Kompressoren und die verbleibende Zeit bis zum nächsten Servicetermin. Darüber hinaus überwacht das System die komplet-te Druckluftstation und schickt im Notfall eine Warnmeldung per E-Mail oder SMS an den Betreiber. Last but not least erhält der Anwender alle notwendigen Werkzeuge, um die Anforderungen eines Energiemanage-mentsystems gemäß ISO 50 001 zu erfüllen. Alle Effizienzparameter können einfach und kontinuierlich verfolgt und dokumentiert werden.
Mit der neuen Anlage und dem Service durch Atlas Copco ist man in Hagen mehr als zufrieden. „Effizienztechnisch haben wir mehr erreicht als gedacht“, lobt Klaus-Dieter Strauß. „Alle Versprechen wurden eingehal-ten und unsere Vorgaben optimal umgesetzt. Alles läuft einwandfrei.“
Stephanie Banse
te Steuerung gab es nicht. Zum Zeitpunkt des Umbaus waren die Maschinen bereits zwischen 20 und 30 Jahre alt. „Wir wollten Energie einsparen und die Betriebssicherheit gewährleisten“, erläutert Jens Kaffka die Be-weggründe für den Austausch.
Im Frühjahr 2016 begann Jens Kaffkas Team gemeinsam mit Atlas Copco damit, ein Kon-zept zu erstellen. „Wir haben zunächst über eine Woche die Verbräuche an den einzelnen Kompressoren gemessen“, beschreibt Bernd Wälter, technischer Berater bei Atlas Copco, die Vorgehensweise. „Die Messergebnisse gaben Aufschluss über den durchschnittli-chen Druckluftbedarf und die vorliegenden Schwankungen und lieferten uns die Grund-lage für die Auslegung der aktuellen Station. Bereits zu diesem Zeitpunkt stand fest, dass der Energiebedarf deutlich sinken würde.“
20 % BAFA-Förderung verkürzt Amortisationszeit auf drei JahreIm Herbst 2016 wurden die drei Kompresso-ren und die ES-16-Steuerung geliefert. Eine angedachte Wärmerückgewinnung erwies sich aufgrund der großen Entfernung zwi-schen Kompressorstation und potenziellen Abnehmern als technisch sehr aufwendig und wurde deshalb verworfen.
Offset-Drucker Harald Zupke kontrolliert an einem der Rotationsleitstände dieQualität der Drucksachen.

Druckluftkommentare 1-2019 33
Regelbarkeit, der sehr hohen Effizienz und dem hohen Start moment. Letzteres ermöglichst es uns, auch gegen Druck anzufahren und un nötige Druckluftver-luste zu vermeiden. Für Hybrid formen sehen wir derzeit keine Notwendigkeit.
Eine dritte Variante des Kompressor-antriebs sind Synchron-Reluktanz-motoren. Welche Vor- und Nachteile weist dieses Motorkonzept auf?Der Synchron-Reluktanzmotor ist zwar einfach aufgebaut, aber wegen seiner Drehmomentkennlinie als Kompressor-antrieb nicht so gut geeignet wie der Per-manentmagnetmotor.
Würde eine weitere Verschärfung der Anforderungen an den Mindestwir-kungsgrad in Richtung IE4 oder gar IE5, wie sie die IEC 60034-30 Ed. 2 bereits andeutet, nicht zwangsläufig zu einem technologischen Wandel hin zu Synchronmotoren beziehungsweise Synchron-Reluktanzmotoren führen? Der technologische Wandel findet zur-zeit ohnehin statt, da der Markt immer höhere Effizienz anforderungen stellt. Die Steigerungen des Wirkungsgrades auf dem Weg in die jeweils nächsthöhere Klasse werden immer kleiner. Die Effi-zienzsteigerung von IE4 nach IE5 wird nur dann kommen, wenn sich die Anfor-derungen mit Drehstrom-Asynchronmo-toren erfüllen lassen.
Welche Möglichkeiten bieten inte-grierte Antriebe aus Motor, Frequenz-umrichter und einem Mikrorechner zur Steuerung und Regelung als alter-natives Konzept für Kompressoren? Integrierte Antriebe aus Motor, Fre-quenz umrichter und einem Mikrorech-ner werden insbesondere bei kleineren Leistungen in Zukunft häufiger anzutref-fen sein.
Welche Rolle spielt der Ex-Schutz bei Motorkonzepten für Kompressoren?
Atlas Copco setzt in seinen neuen Kompressoren-Bau-reihen bei Leistungen bis 110 kW ölgekühlte Synchron-motoren mit integrierten Permanentmagneten ein. Hauptvorteile sind ihre gute Regelbarkeit, die sehr hohe Effizienz und das hohe Startmoment. Sieben kurze Fragen an Helmut Bacht.
Der Asynchronmotor ist mit einer Marktdurchdringung von fast 90 % der Pumpenantrieb schlechthin. Woran liegt das? Die Motoren sind einfach aufgebaut und robust, und der Markt hält ein breit ge-fächertes Angebot bereit. Zudem können Drehstrom-Asynchron motoren leicht ge-wartet und instandgesetzt werden.
Ein Schwachpunkt ist aber gegenüber geregelten Synchronmaschinen die schlechtere Energieeffizienz. Wären diese ein alternatives Motorkonzept für Pumpen und Kompressoren? Synchronmotoren gewinnen aufgrund der hohen Effizienz und der guten Regel-barkeit eine immer größere Marktdurch-dringung. Für den Grundlastbetrieb wer-den jedoch Asynchronmotoren weiterhin zum Einsatz kommen. Auf absehbare Zeit werden wohl beide Antriebskonzep-te nebeneinander bestehen bleiben.
Synchronmotoren benötigen Magnete und stehen wegen der Seltenen Erden in der Diskussion. Zudem gelten sie ab 10 kW Leistung als teuer. Sind Hybridformen aus Asynchron- und Synchronprinzip ein Weg, die Vorteile beider Motorprinzipien zu vereinen? Wir setzen ölgekühlte Synchronmoto-ren mit integrierten Permanentmagneten bis zu einer Leistung von 110 kW ein. Den Hauptvorteil sehen wir in der guten
„Der Permanentmagnetmotor ist als Kompressorantrieb nahezu unschlagbar“
Helmut Bacht ist Produktmanager für öleingespritzte Kompressoren
bei Atlas Copco in Essen
Nur eine untergeordnete. Einerseits er-füllt Druckluft per se die Ex-Schutz-An-forderungen. Andererseits wird die Druckluftstation in der Regel außerhalb des explosionsgeschützten Bereichs platziert. Eine isolierte Betrachtung des Antriebsmotors in Hinblick auf den Ex-Schutz ist auch nicht zielführend, da die gesamte Maschine die entsprechenden Anforderungen erfüllen muss.
Ein Video der FH Osnabrück zum Vergleich Reluktanz- versus Permanent-mag netmotor sehen Sie hier:
AUTOMOBILZULIEFERER:WÄRMERÜCKGEWINNUNG VERSORGT KTL-BAD UND TEILEREINIGUNG
34 Druckluftkommentare 1-2019
Prevent TWB hat seine neue Kompressorstation
mit einer Wärmerückgewinnung ausgestattet.
Fünf öleingespritzte Schraubenkompressoren
von Atlas Copco liefern nun zuverlässig die
Druckluft für die Fertigung, heizen Produktions-
halle sowie Sozialräume und versorgen mehrere
Prozesse mit heißem Wasser. Der Automobil-
zulieferer spart jetzt 395 000 kWh Strom sowie
2,2 Millionen kWh an Wärmeenergie pro Jahr ein.
Auf einer 13 500-kN-Transferpresse (um-gerechnet 1350 Tonnen) werden in Hagen Türinnenteile für Pkw gefertigt. Rechts: Timo Möller, geschäftsführender Gesellschafter von Indrutec (links), hat Rüdiger Schmidt unter anderem auch zur Finanzierung der neuen Anlage und der BAFA-Förderung beraten.

An einem Freitag im November 2016, um 9 Uhr morgens, brennt die Kompres-sorstation bei der Prevent TWB GmbH & Co. KG in Hagen. Mitten in der Pro-duktionshalle, oberhalb von Pressen und Schweißmaschinen, wird im Feuerwehr-einsatz so schnell wie möglich gelöscht.
Alle Kompressoren waren nach dem Feuer unbrauchbarDoch gegen 11 Uhr steht fest: Es müs-sen nicht nur ein paar Filter ausgetauscht werden, wie Rüdiger Schmidt, Leiter der Instandhaltung und der Produktion des Presswerks, zunächst gehofft hatte: „Alle Maschinen waren komplett unbrauchbar, ob Kompressoren oder Trockner.“ Der älteste Kompressor, der seit der Installa-tion der Anlage 1996 hier stand, ebenso wie die neueste Anschaffung, ein erst zwei Jahre alter Atlas-Copco-Kompres-sor. Jetzt galt es, so schnell wie möglich die Druckluftversorgung wieder herzu-stellen, damit die Produktion weiterlau-fen konnte.
Prevent TWB stellt in Hagen Bodenplat-ten, Gitterroste und Schubkarrenmulden her. Vor allem aber Hintersitzlehnen für die Automobilindus trie: Dafür werden
Blech-Coils geteilt, die Zuschnitte ge-presst, geschweißt und tauchlackiert. Einige Endmontagetätigkeiten nimmt TWB ebenfalls am Standort vor. Allein 42 000 solcher Metallteile nimmt der VW-Konzern pro Woche für seinen modularen Querbaukasten ab.
Servicepartner liefert binnen Stunden fünf Ersatzmaschinen Schmidt setzte sofort alle Hebel in Be-wegung, um Druckluft für die Produk-tion heranzuschaffen. Möglichst noch am selben Tag. Er rief den Kompresso-renhändler Indrutec an, den Servicepart-ner, der die Station schon seit etwa zehn Jahren betreut. „Ich fuhr sofort hin“, sagt Timo Möller, geschäftsführender Indru-tec-Gesellschafter. „Und Herr Schmidt schickte inzwischen einen 40-Tonner zu meinen Kollegen nach Dortmund, die ihn mit Kompressoren aus unserem Mietpark beluden.“ Binnen kürzester Zeit hatte TWB fünf Ersatzmaschinen mit Leistungen zwischen 55 und 132 kW auf dem Hof. „Während die aufgestellt und verrohrt wurden, waren weitere Kol-legen mit Kernbohrern dabei, Löcher in die Wände für provisorische Leitun-gen zu bohren“, erinnert sich Rüdiger Schmidt. Abends um 19 Uhr war die Druckluftversorgung zu 90 % für die Noteinspeisung wiederhergestellt.
Allen Beteiligten war klar: So konnte die Installation nicht bleiben. Eine komplett
Druckluftkommentare 1-2019 35
A

als Kühlwasser zuführen, womit sich idea-lerweise ein Kreislauf schließt.“
Hallenheizung wird von Kompressoren-Abluft unterstütztFür die Beheizung der Halle im Winter nut-zen die Hagener die warme Abluft der Kom-pressoren. Diese wird, statt sie nach draußen abzublasen, direkt in die Produktionshalle geleitet. Eine eigene Steuerung regelt den Temperaturausgleich. „Wenn die Tempera-tur im Kompressorraum einen vorgegebenen Wert überschreitet, werden normalerweise Abluftklappen geöffnet, um die erwärmte Luft nach draußen abzublasen. Um im Win-ter die Produktion zu beheizen, wird die war-me Abluft mit Frischluft gemischt und Rich-tung Halle geführt“, sagt Rüdiger Schmidt. Hierzu sind zwei Ventilatoren im Kompres-sorraum installiert, die insgesamt 40 000 m3 Luft pro Stunde umwälzen können.
Effizientes Rohrleitungssystem AirNet senkt Druckverluste Die Druckluft selbst strömt vom Kompres-sorraum aus durch Rohrleitungen in die Halle. „Wir verwenden das AirNet-System
neue Station wieder mit Indrutec und Atlas Copco geplant. Insgesamt habe man jetzt 35 kW mehr Leistung zur Verfügung als vor-her. Trotzdem seien die Beträge der monat-lichen Stromrechnungen deutlich gesunken.
Wärmerückgewinnung versorgt KTL-Bad und demnächst Teilereinigung Das liegt einerseits an der Effizienz der neu-en Kompressoren und der ausgeklügelten Regelung, vor allem aber an der umfas-senden Wärmerückgewinnung, mit der das Unternehmen jedes Joule an Verdichtungs-energie ausnutzt. So verwenden die Hagener die Wärme des Kompressoren-Kühlwassers einerseits in ihren Prozessen und beheizen andererseits mit der warmen Abluft die Pro-duktionshalle. „Wir hatten schon in der alten Station die Kompressoren mit Systemen zur Wärmerückgewinnung ausgestattet“, erklärt Rüdiger Schmidt, „jetzt nutzen wir die Mög-lichkeiten noch konsequenter.“
Alle neuen GA-Kompressoren sind ab Werk mit Wärmetauschern ausgestattet, die Instal-lation der Wärmerückgewinnung war daher sehr einfach. Das auf etwa 85 bis 90 °C er-wärmte Kühlwasser verlässt die Kompresso-ren über isolierte Außenleitungen oberirdisch in Richtung Produktion, um in der Lackier-anlage das KTL-Bad (kathodische Tauchla-ckierung) aufzuheizen. Über Wärmetauscher gibt es einen Teil seiner Energie ab, so dass das Wasser im Rücklauf nach dem KTL-Bad noch etwa 70 °C warm ist. Rüdiger Schmidts Ziel ist es nun, diese Wärme noch weiter zu nutzen, und zwar um Pressteile zu reinigen. Eine Teilewaschanlage soll demnächst an-geschafft werden. Dafür wird etwa 50 bis 60 °C heißes Wasser benötigt. Das noch 70 °C warme Kühlwasser könnte hier also noch weitere Energie abgeben. „Vielleicht genug, damit wir das Teilereinigungsbad nicht über eine weitere Wärmequelle be-heizen müssen“, hofft Schmidt. „Nach Auf-heizung des Teilebads wollen wir das dann lauwarme Wasser den Kompressoren wieder
neue Druckluftstation musste her, musste geplant und an anderer Stelle auf dem Ge-lände errichtet werden. Denn neben den Ge-fahren eines Brandes mitten zwischen den Presswerken sei die frühere Lösung ohnehin nicht ideal gewesen, weil die Kompressoren die Luft aus der Umgebung der Produktions-maschinen angesaugt hatten, meint Rüdiger Schmidt. Staubpartikel und Ölnebel inklu-sive. „Auch wenn unsere Prozesse keine ölfreie Druckluft benötigen, so ist der Ver-schleiß der Kompressoren doch höher, und die Filter setzen sich schneller zu.“
Fünf Kompressoren in eigenem Gebäude, zwei mit DrehzahlregelungDie Hagener und ihr Druckluftberater kon -zipierten eine Station aus fünf neuen Kom-pressoren, allesamt öleingespritzte GA- Schraubenkompressoren von Atlas Copco mit jeweils 90 kW Leistung, davon zwei drehzahlgeregelte. Diese brachten sie in einer ehemaligen Maschinenhalle unter, etwa 50 m entfernt von der Produktion, die zum Kompressorenraum ausgebaut wurde. Die drei Volllast-Leerlauf-Kompressoren des Typs GA 90 FF laufen nahezu rund um die Uhr, denn das Presswerk arbeitet im Dreischichtbetrieb an fünf bis sechs Tagen die Woche. Jeweils einer der drehzahlgere-gelten Kompressoren – Typ GA 90 VSD FF – wird nach Bedarf über die übergeordnete Steuerung ES 16 zugeschaltet, der andere dient als Redundanz, sollte einer gewartet werden oder ausfallen. In alle Kompresso-ren ist ein Kältetrockner ab Werk eingebaut, worauf das Kürzel FF (Full Feature) ver-weist.
„Mit den Atlas-Copco-Kompressoren und dem Service von Indrutec hatten wir in un-serer vorherigen Station gute Erfahrungen gemacht“, sagt Schmidt. „Immerhin haben die Kompressoren jahrelang den schlech-ten Bedingungen getrotzt. Und dass sie bei einem Brand versagen, kann man ihnen nun wirklich nicht anlasten.“ Daher wurde die
36 Druckluftkommentare 1-2019
Auf der Rückseite der Kompressoren sind die Leitungen des Wärmerückgewinnungssystems zu sehen. Das auf etwa 85 bis 90 °C erwärmte Kühlwasser heizt über Wärmetauscher in der Lackieranlage das KTL-Bad auf. Im Rücklauf ist es dann noch etwa 70 °C warm. Auch diese Wärme soll künftig noch genutzt werden, und zwar um Pressteile zu reinigen.
Die Druckluftstation besteht aus fünf neuen, öleingespritzten GA-Schraubenkompressoren von Atlas Copco mit jeweils 90 kW Leistung (vier im Bild). Zwei Maschinen arbeiten dreh-zahlgeregelt (GA 90 VSD FF).

von Atlas Copco: 158-Millimeter-Alumini-umrohre, die etwa 180 Meter weit durch die Halle führen“, sagt Schmidt. AirNet zeichnet sich durch einen nur sehr geringen Innen-widerstand aus, was den Druckverlust senkt. Für den Druckausgleich stehen zudem drei Druckluftbehälter in der Produktionshalle, ein 6000-l-Druckluftkessel ist im Kompres-sorraum untergebracht. „Das Druckband ist sehr stabil und schwankt nur um etwa 0,15 bar“, freut sich Schmidt. Im nächsten Schritt will man noch den Druck insgesamt reduzieren, weil das neben der Wärmerück-gewinnung die meisten Einsparungen brin-ge, ergänzt Timo Möller.
Neue Anlage spart 12 % Strom und 2,2 Millionen kWh WärmeenergieJe GA-90-Kompressor könne Prevent TWB 70 kW für Heizzwecke zurückgewinnen, bei fünf Maschinen insgesamt also 350 kW an Wärme energie, rechnet Timo Möller vor. 80 bis 90 % davon würden in der Lackier-anlage genutzt. „Für die Finanzierung der neuen Anlage konnte TWB aufgrund der Energieeffizienz die Maximalförderung des BAFA in Anspruch nehmen“, sagt Möller. „Wir konnten zwar nur mit Schätzwerten operieren, aber Atlas Copco hat uns einen spezifischen Energiebedarf genannt, der auf jeden Fall eingehalten wird.“ Demnach spa-re die neue Anlage 7600 kWh pro Woche ein – satte 395 000 kWh pro Jahr. Gegenüber der
früheren Station, die 3,3 Millionen kWh im Jahr verschlang, macht das 12 % aus. Hin-zu kommen jährliche Einsparungen in Höhe von 2,2 Millionen kWh an Wärmeenergie durch die Wärmerückgewinnung, so dass auch die Gasrechnung niedriger ausfällt.
Steuerung liefert Energie bericht für ISO-50 001-DokumentationAuch von der neuen übergeordneten Steue-rung versprechen sich die Hagener einiges. Denn die ES 16, ein Energiesparsystem von Atlas Copco, schaltet nicht nur die Kom-pressoren nach Bedarf zu oder ab, sondern misst auch alle relevanten Verbrauchsdaten und speichert diese für spätere Auswertun-gen. Der Instandhaltungsleiter kann daher erstmals etwa den täglichen Energiebedarf und andere Leistungsdaten der Kompresso-ren direkt an seinem PC ablesen. „Über die Smartlink-Software von Atlas Copco schickt mir die Steuerung alle wichtigen Daten auf mein Tablet und meldet auch Ungereimthei-ten“, sagt Schmidt. Zudem laufen alle Mel-dungen auch in der Servicezentrale von In-drutec auf, die schnell reagieren können, so dass Ausfälle vermieden werden. „Am Jah-resende ziehe ich mir einen Energiebericht über das gesamte Jahr aus der Software, womit wir unseren Dokumentationspflichten gemäß der ISO 50 001 nachkommen und die geforderten Einsparungen auch nachweisen können“, betont Schmidt.
Brandschutz-Vorkehrungen für den ErnstfallAls gebranntes Kind hat TWB übrigens Vor-kehrungen für den Ernstfall getroffen. Es wurden mehrere Rauchmelder installiert: zwei externe in der Station; zudem hat jeder Kompressor seinen eigenen Rauchmelder, und im Brandfall kann die komplette Sta-tion lüftungstechnisch von der Produktion getrennt werden. „Vor allem muss die Luft-versorgung der Halle unterbrochen werden, damit kein Rauch in die Produktion geleitet wird“, betont Schmidt. Als Reservekompres-sor steht ein älterer GA 90 von Atlas Copco im Keller unter der Produktion. Der kann bei einem Ausfall der Druckluftstation erst mal ans Netz gehen. Aber dieser Ernstfall dürf-te kaum eintreten, schließlich hat TWB mit Indrutec einen fünfjährigen „Rundum-sorg-los“-Wartungsvertrag abgeschlossen. Auch der schützt im Zweifel zwar nicht vor einem Brand. Aber er deckt alles Erwartbare ab. Und zwar zum Festpreis.
Ulrike Preuß
Thomas Preuß; Prevent TWB (Aufmacher)
„Zuverlässiger Partner im Ruhrgebiet“
Die Indrutec GmbH ist seit über 30 Jahren zuverlässiger Druck-luftpartner vieler Firmen im Großraum Ruhrgebiet und mit 30 Mitarbeitern auf ganzheitliche Lösungen spezialisiert: Beratung, Planung, Vertrieb, Montage und Service bilden die Grundlage unseres Leistungsspektrums, das von Kompressoren und Druckluft-aufbereitung über Kältetechnik und Wärmerückgewinnung bis hin zu Druckluftwerkzeugen reicht.
Zu den Dienstleistungen zählen Bedarfsanalysen, Energieaudits, Leckagesuchen und die Erstellung von Optimierungskonzepten. Wir halten zahlreiche Ersatzteile unterschiedlicher Hersteller auf Lager, um im Reparaturfall schnell reagieren zu können. Mit unserem echten 24/7-Service garantieren wir unseren Kunden jederzeit schnelle Hilfe vor Ort. Wir sind Gründungsmitglied im Fachverband Airgroup, dessen Mitglieder überregional hohe Standards und gleiche Konditionen anbieten.
Indrutec ist zertifiziert nach DIN EN ISO 9001:2008, DIN EN ISO 14001:2009 und BS OHSAS 18001:2007.
Timo MöllerGeschäftsführender Gesellschafter der Indrutec GmbH in Dortmund
Druckluftkommentare 1-2019 37
Informationen zu den Atlas-Copco- Produkten erhalten Sie bei Michael Gaar:

„Die Druckluftversorgung stand bei uns nicht gerade im Fokus, als uns Atlas Copcos Vertriebsberater Özkan Demir anbot, unse-re damalige Druckluftsituation kostenlos unter die Lupe zu nehmen“, sagt Jürgen Künzel, Geschäftsführer des Sägewerks Künzel-Holz im bayerischen Issigau. „Aber den Vorschlag fanden wir gut.“ Der Holz-verarbeiter sei modern aufgestellt und neuen Ideen gegenüber grundsätzlich aufgeschlos-sen. Obwohl Künzel-Holz von der Technik her mit den ‚ganz Großen‘ mithalten könne, arbeite man im Gegensatz zum Wettbewerb mit nur einer Schicht – die im Sommer nach Bedarf verlängert wird. Das genüge an Fle-xibilität und sichere die Arbeitsplätze.
Das Sägewerk beliefert vor allem langjäh-rige Stammkunden deutschlandweit, wie Zimmereien, Holzhändler, Verpacker oder KVH-Produzenten (KVH = Konstruktions-vollholz), ein kleiner Teil wird exportiert. Etwa 170 000 Festmeter Holz werden jähr-lich geschnitten. „Statt großer Liefermengen setzen wir vor allem auf Qualität und zufrie-dene Kunden“, beschreibt Jürgen Künzel die Philosophie des Familienunternehmens.
Zwei Kompressoren-Stationen versorgten drei DruckluftnetzeAls Özkan Demir mit Produktionsleiter Thomas Helmbold die einzelnen Stationen der Druckluftversorgung im Werk abschritt, gab es bei Künzel drei Druckluftnetze, die von zwei Kompressoren-Stationen ausgin-gen und Hobelhalle, Werkstatt, die Sägelinie und die Lattenfertigung mit jeweiliger Pake-tierung versorgten. Insbesondere beim Sägen der Baumstämme wird viel Luft verbraucht, etwa um die Lichtschranken freizublasen.
Ein Netz verband die Hobelhalle und die Werkstatt und wurde von einem Kompres-sor gespeist, der mit 11 kW Leistung einen Druck von 10 bar lieferte. Für die Hobel-halle mehr als ausreichend, für die Werkstatt zu wenig. „Diese Lösung war ein ständiger Kompromiss, denn die Reifenbefüllung für die zahlreichen Stapler und Bagger auf dem Hof sowie für die Schlagschrauber zum Rad-wechsel und andere Druckluftwerkzeuge in
38 Druckluftkommentare 1-2019
NEUER KOMPRESSOR RECHNET SICH IN GUT DREI JAHREN
der Werkstatt brauchten idealerweise einen Fließdruck von bis zu 13 bar. Die Hobel halle kommt dagegen mit weniger aus“, räumt Thomas Helmbold ein.
Özkan Demir schlug vor, das Druckluftnetz in zwei aufzuteilen und einen zusätzlichen Kompressor anzuschaffen. Dieser G7 FF/270 von Atlas Copco versorgt nun die Werkstatt mit 13 bar. Die Kompaktanlage besteht aus dem Kompressor, einem Kältetrockner und einem Druckluftbehälter mit 270 l Fassungs-vermögen, so dass immer ausreichend Luft zur Verfügung steht. „Den Druck für die Hobelhalle konnten wir von 10 auf 8 bar reduzieren und haben damit rund 14 Pro-zent Energie gespart“, freut sich Helmbold. Außerdem laufe der 11-kW-Kompressor jetzt nur bei Bedarf in der Hobelhalle – und damit um 45 % weniger.
Zusammenlegung der Säge- und Lattenlinie rechnet sichDie beiden anderen Netze, die von Atlas Copco geprüft wurden, gingen von einer ge-meinsamen Kompressorstation aus: Ein 37- und ein 18,5-kW-Kompressor versorgten die Sägelinie, ein 15-kW-Kompressor die Lat-tenfertigung mit Druckluft. Alle drei Kom-pressoren liefen mit fester Drehzahl. Nach Einzelmessungen an beiden Netzen wurden für eine weitere Messung die Netze zusam-mengeschaltet, was durch einen Bypass möglich war. Analyse und Simulation mit neuesten Kompressortechniken ergaben, dass die Auslastung der Anlage alles ande-re als ideal war. Als Lösung wurden beide Netze standardmäßig miteinander verbun-den und ein drehzahlgeregelter Schrauben-kompressor des Typs GA 30 VSD+ von Atlas
Das Sägewerk Künzel-Holz in Issigau hat seine Druckluftversorgung neu strukturiert – Leitungen wurden getrennt, andere zusammengelegt und zwei neue Kompressoren von Atlas Copco angeschafft. Einer arbeitet drehzahlgeregelt. Mit den Maßnahmen konnte das Unternehmen den Druck in zwei Netzen um jeweils 2 bar senken, ein drittes liefert jetzt den für die Werkstatt erforderlichen Druck von 13 statt 10 bar. Daneben spart Künzel-Holz durch die modernere Technologie deutlich Energie ein, so dass sich die Investition in spätestens drei Jahren amortisiert.
Die Lattenfertigung benötigt für ihre Greifer, Saugnäpfe und Kettenspanner viel Druckluft.
Der drehzahlgeregelte Schraubenkompres-sor des Typs GA 30 VSD+ von Atlas Copco ersetzt mit seinen 30 kW Leistung den bisherigen 37-kW-Kompressor mit fester Drehzahl. Er holt aus weniger Strom mehr Luft heraus. Künzel spart mit dieser Maß-nahme über 3.400 Euro im Jahr.
Druckluftkommentare 1-2019 39
„Unser Berater von Atlas Copco hat sich viel Arbeit gemacht und sich intensiv
gekümmert. Seine Ergebnisse haben uns überzeugt, dass wir Geld verdienen können, wenn wir etwas ändern“.
Jürgen KünzelGeschäftsführer der Künzel-Holz GmbH
Copco angeschafft, der den bisherigen 37-kW-Kompressor mit fester Drehzahl ersetzt und aus weniger Strom mehr Luft her ausholt. „Der Clou: Die Investition macht sich allein durch die eingesparte Energie in gut drei Jahren bezahlt“, sagt Jürgen Künzel. Ersten Rechnungen zu-folge spart das Sägewerk bei den Strom-kosten nun etwa 3.400 Euro jährlich ein. Drehzahlregelung ermöglicht Einsparungen von bis zu 50 %Für die Wirtschaftlichkeit entscheidend ist vor allem die variable Drehzahl des VSD-Kompressors (VSD = Variable Speed Drive). Durch den einen dreh-zahlgeregelten Kompressor in der Sta-tion, der jetzt beide Netze versorgt, werden die Laufzeiten und Lastspiele der anderen beiden Kompressoren deut-lich verringert. Sie schalten nur noch bei hohem Bedarf zu. Mit der neuen GA-VSD+-Baureihe sind im Vergleich zu schlecht ausgelasteten Maschinen mit Volllast-Leerlauf-Regelung sogar Ein-sparungen von bis zu 50 % möglich.
In der Regel stellt der GA 30 VSD+ die Versorgung allein sicher. Bei sehr hohen Lastspitzen kann einer der beiden klei-nen Kompressoren die Grundlast über-nehmen. Dann liefert der VSD-Kom-
pressor die benötigte Differenz. Durch das bessere Anlaufverhalten des Kom-pressors konnte Künzel-Holz außerdem den Luftdruck für Sägelinie und Latten-fertigung von 10 bar auf etwa 7,8 bar senken. „Wenn man rechnet, dass man pro eingespartem Bar etwa sieben Pro-zent Energie gewinnt, ist das sehr okay“, findet Jürgen Künzel.
Umstellung war „beste Investition des Jahres 2018“„Wir hatten uns bisher über die Druckluft keine großen Gedanken gemacht“, gibt der Firmenchef zu. „Die Kompressoren funktionierten ja. Die Wirtschaftlichkeit hatten wir nicht so sehr im Blick.“ Beim Nachrechnen habe sich aber schlicht die betriebswirtschaftliche Notwendig-keit ergeben, einen Kompressor auszu-tauschen, auch wenn die alte Maschine technisch noch einwandfrei funktioniere. „Unser Berater von Atlas Copco hat sich viel Arbeit gemacht und sich intensiv ge-kümmert“, resümiert Künzel. „Das hat uns davon überzeugt, dass wir Geld ver-dienen können, wenn wir etwas ändern.“ Für ihn seien die neuen Kompressoren und die Umstellung der Druckluftversor-gung „die beste Investition des Jahres“.
Ulrike Preuß Thomas Preuß

40
PLZ 0-1-2Hantsche Druckluft Dresden AG01099 Dresdenwww.druckluft-dresden.de
Hantsche Drucklufttechnik Elstertal GmbH01920 Elstra-Prietitzwww.hantschedruckluft.de
EG Druckluft GmbH01936 Laußnitz, www.eg-druckluft.de
Förster Drucklufttechnik GmbH01968 Senftenbergwww.nutzen-mit-luft.com
Thiele Druckluft02747 Herrnhut, www.thiele-dl.de
Wiewald GmbH04205 Leipzig, www.wiewald.com
Räcklebe & Totz Industrieservice GmbH06886 Lutherstadt Wittenberg
Jenpneumatik & Schlauchtechnik GmbH07745 Jena, www.jenpneumatik.de
Drucklufttechnik Steffen Todt GmbH08132 Mülsenwww.druckluftkompressoren.de
SAMAD Industrietechnik GmbH09468 Geyer, www.samad.de
Kawalek-Kompressoren14163 Berlinwww.kawalek-kompressoren.de
airkom Druckluft GmbH15745 Wildau, www.airkom24.de
Isenthal Industrieausrüstung GmbH18107 Rostock, www.isenthal.com
Mecklenburger Drucklufttechnik19061 Schwerinwww.mecklenburger-drucklufttechnik.de
Druckluft Evers GmbH22926 Ahrensburgwww.druckluft-evers.de
Friede Kompressoren GmbH28832 Achim www.friede-kompressoren.de
PLZ 3-4AS-Drucklufttechnik GmbH30916 Isernhagenwww.as-drucklufttechnik.de
DeTec GmbH32758 Detmold, www.de-tec.net
DEUTSCHLAND-WEIT 70 HANDELSPARTNEREinige unserer Handelspartner und ihre Projekte stel-len wir in dieser Ausgabe vor: Luft-Vogel Druckluft-technik, Indrutec sowie die D & N Drucklufttechnik. Wofür die Händler stehen und welche Projekte sie umgesetzt haben, finden Sie auf folgenden Seiten:
Hamburg
Köln
Berlin
München
Frankfurt
S. 37
Druckluftkommentare 1-2019
S. 23
S. 26

Engelhardt Hydraulik & Maschinenservice GmbH & Co. KG 59955 Winterberg-Siedlinghausenwww.engelhardt-group.de
Heilos GmbH Technischer Industriebedarfshandel63741 Aschaffenburg, www.heilos.de
AIRCO SystemDruckluft GmbH65933 Frankfurt am Mainwww.airco-druckluft.de
Jacob Drucklufttechnik Vertriebs GmbH66740 Saarlouis, www.jacobdruckluft.de
G. Wegener GmbH67454 Haßloch, www.wegener-druckluft.de
Tautz Druckluft- und Sandstrahltechnik GmbH68229 Mannheim, www.tautz-druckluft.de
PLZ 7 Baisch Druckluftanlagen GmbH & Co. KG72770 Reutlingen, www.baisch-druckluft.de
hb Kompressoren74321 Bietigheim-Bissingenwww.hb-kompressoren.de
Kessler Druckluft75305 Neuenbürgwww.kessler-air.de
Merz GmbH Drucklufttechnik76437 Rastattwww.merz-drucklufttechnik.de
Dieth Drucklufttechnik GmbH & Co. KG78600 Kolbingenwww.dieth-drucklufttechnik.de
Albiez GmbH & Co. KG79331 Teningen www.albiez.de
PLZ 8-9Drucklufttechnik Frick82278 Althegnenbergwww.druckluft-frick.de
Dureder Automatisierung GmbH84323 Massingwww.dureder-automatisierung.de
EHM Mechanik GmbH84359 Simbach am Innwww.ehm-mechanik.de
dt druckluft technik gmbh85123 Karlskronwww.druckluft-technik.de
Krinner Drucklufttechnik GmbH85662 Hohenbrunn bei Münchenwww.krinner-dlt.de
Landesberger Maschinenvertrieb GmbH85748 Garching-Hochbrückwww.landesberger.de
WEKA Kompressoren Druckluft & Kältetechnik86551 Aichach
Radler & Ruf Sandstrahl- und Druckluftbedarf GmbH86733 Alerheim, www.radler-ruf.de
Nold Hydraulik + Pneumatik GmbH88339 Bad Waldseewww.nold.de
Gebr. Kunst GmbH Drucklufttechnik89155 Erbachwww.kunst-druckluft.de
BEG Bau- und Industriemaschinen Handels GmbH90427 Nürnbergwww.beg-online.de
Pressluft Stölzel GmbH & Co. KG90429 Nürnbergwww.pressluft-stoelzel.de
MB Kompressoren & Drucklufttechnik GmbH93055 Regensburgwww.mb-drucklufttechnik.de
Ebner Druckluft GmbH94469 Deggendorfwww.ebner-druckluft.de
Spörrer Kompressoren95704 Pullenreuthwww.spoerrer-kompressoren.de
KRAUSSER Druckluft e.K.96486 Lautertalwww.krausser-druckluft.de
A. Vornberger KT Techn. Gase & Schweißtechnik97318 Kitzingenwww.vornberger.de
Galek & Kowald GmbH (Niederlassung)98574 Schmalkaldenwww.galek-kowald.de
mdd Druckluft GmbH 99510 Apoldawww.mdd-druckluft.de
Galek & Kowald GmbH (Hauptsitz)99974 Mühlhausenwww.galek-kowald.de
41
FLACO-Geräte GmbH33334 Gütersloh, www.flaco.de
Gross GmbH35435 Wettenberg, www.gross-gmbh.eu
DK Druckluft- und Kompressorensysteme GmbH38122 Braunschweig, www.dk-systeme.com
Dr. Weigel Anlagenbau GmbH39124 Magdeburg, www.weigel-anlagenbau.de
Druckluft-Anlagen Heckhoff GmbH42279 Wuppertal, www.heckhoff.de
AMAZU GmbH42551 Velbert, www.amazu.de
Indrutec GmbH44369 Dortmund, www.indrutec.de
Druweko GmbH44807 Bochum, www.druweko.de
Atlas Copco Kompressoren undDrucklufttechnik GmbH45141 Essen, www.atlascopco.com
Rico Druckluftanlagenbau GmbH47918 Tönisvorst, www.rico-werk.com
Anton Uhlenbrock GmbH48565 Steinfurt, www.uhlenbrock.org
D & N – Drucklufttechnik GmbH & Co. KG
49328 Mellewww.dn-drucklufttechnik.de
PLZ 5-6Dr. Gustav Gail Drucklufttechnik GmbH50677 Köln, www.gail-druckluft.de
Günter Finders GmbH52134 Herzogenrathwww.finders-gmbh.com
Industriebedarf Blaschke GmbH & Co. KG53359 Rheinbachwww.blaschke-industriebedarf.de
Luft-Vogel Drucklufttechnik GmbH53819 Neunkirchen, www.luft-vogel.de
Druckluft-Industrie-Service Keul GmbH56566 Neuwied, www.druckluft-keul.de
Schäfer Drucklufttechnik GmbH57074 Siegen, www.schaefer-druckluft.de
Kern Drucklufttechnik GmbH & Co. KG59302 Oelde, www.kerndrucklufttechnik.de
Druckluftkommentare 1-2019
42 Druckluftkommentare 1-2019
Luft ist manchmal unberechenbarEine kleine Kompressorenstation am Strand wäre fein, dachte ich im letzten Hollandurlaub. Luftmatratzen und Schlauchboote füllen für 50 Cent. Eine Marktlücke. Da wir zwecks sportlicher Ertüchtigung der handyverzogenen Brut mit den Fahrrädern unterwegs waren, hatten wir die aufblasbaren Varianten von Bällen, Frisbeescheiben und Surfbrettern im Gepäck. Für eine ordentliche Pumpe fehlte der Platz in den Radtaschen. Pro Atemzug atmet der Mensch einen halben Liter Luft ein und aus … Nach dem Aufblasen des ersten Gummi-Surfbretts lenkten wir die Kinder mit spendierten Eis-bechern ab.
Nicht einmal eine ordentliche Luftpumpe braucht hingegen, wer ein Luftsofa (Discounter nennen es „Air Lounger“) bei sich hat. Ganz einfach soll es gehen: Der Schlauchsack aus Polyester wird ein paar Mal durch die Luft geschwenkt, mit der er sich sozusagen im „Hand-umdrehen“ füllt. Danach heißt es nur noch: zurücklehnen und den Ausblick aufs Meer genießen. Soweit die Theorie.
Vom sicheren Handtuch aus konnte ich beobachten, wie Familien-väter mit erhobenen Armen am Strand entlangrannten, in den Händen knallbunte Schlauchsäcke, den Schweiß auf der Stirn, die anspornen-den Zurufe der Familie im Nacken. Nach Spaß sah das nicht aus. Einer, der es geschafft hat, den Sack zu füllen und zu verschließen, ließ sich erleichtert auf das Sofa plumpsen – um prompt abgeworfen zu werden. Luft ist unberechenbar. Da liege ich lieber direkt im weichen Sand und lasse mir den Wind um die Nase pusten.
Ulrike Preuß ist Journalistin in Hennef. [email protected]
Cartoon: Erik Liebermann

10.501 EURO * ... Einsparpotenzial sind hier ver-steckt. Wir decken es für Sie auf!
Und zwar mit unserem AIRScan-Leckagemanagement.Das ist das Atlas-Copco-rundum-sorglos-Paket – von der Leckage ortung bis zur -beseitigung. Bei einer Leckageortung lokalisieren und markieren wir die Leckagen entlang der gesamten Druckluftkette. Sie werden mit einer speziellen Software erfasst und ökologisch und ökonomisch bewertet.
Mit der Beseitigung der Leckagen reduzieren Sie sofort Ihren Druckluftverbrauch und sparen bares Geld. Gerne übernehmen wir für Sie das gesamte Leckagemanagement.
Ihre Vorteile:• Leckageortung bei laufender Produktion• Durch die Beseitigung der Leckagen senken Sie schnell Ihren Druckluft- verbrauch und die Energiekosten• Sie entlasten Ihre Druckluftstation, da Ihre Kompressoren den durch die Leckagen entstehenden Druckluftverlust nicht mehr durch Mehrleistung kompensieren müssen• Höhere Ausfallsicherheit Ihrer Druckluftstation• Durch den Leckageortungsbericht erhalten Sie einen Überblick über die Leckagekosten und das Einsparpotenzial
Sie wollen noch mehr sparen?Kein Problem: Mit einem Leckage-Wartungs vertrag senken Sie Ihre Druckluftkosten dauerhaft. In regelmäßigen Intervallen führen wir eine Leckageortung in Ihrem gesamten Druckluftsystem durch. Erweitern Sie einfach Ihren bestehenden Servicevertrag um die Leckageortung und sparen damit langfristig Energie.
Interessiert? Dann sprechen Sie uns gern an. Unsere Kontaktdaten und weitere Informationen finden Sie unter: www.atlascopco.com/de-de/ compressors/leckagemanagement. Oder scannen Sie den QR-Code.
Wir checken Ihr Druckluftsystem gründlich – und das Sparen kann beginnen!
* Berechnungsgrundlage: ein Druckluftsystem mit ...... einem Betriebsdruck von 6 bar... 8760 Betriebsstunden pro Jahr... Gesamtbetriebskosten von 0,03 Euro pro Kubikmeter Druckluft (inkl. Investitionen, Wartung und Energie)

Da fliegt dir glatt das Blech weg!Die Druckluft-Revolution von Atlas Copco: Die komplett überarbeiteten GA-Kompressoren sind maximal effizient. Sie sparen mit ihren IE5-Motoren, Drehzahlregelung und intelligenten Algorithmen bis zu 35 % Energie. Gebaut für den harten Industrieeinsatz mit Feuchtigkeit, Staub und Umgebungstemperaturen bis zu 55 °C.
Wie Sie Ihre CO2-Bilanz verbessern, erfahren Sie hier: www.druckluft-revolution.de


















