Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350...
30
voestalpine Böhler Welding 19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative www.voestalpine.com/welding voestalpine Böhler Welding Günter Metting GAE Team Deutschland Tel: 0211 5378 277 E-Mail: [email protected] Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative 19.11.2015 DVS BV Gelsenkirchen
Transcript of Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350...
![Page 1: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/1.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
www.voestalpine.com/welding
voestalpine Böhler Welding
Günter Metting
GAE Team Deutschland
Tel: 0211 5378 277
E-Mail: [email protected]
Fülldrahtschweißen
von Dickblechen,
eine wirtschaftliche
Alternative
19.11.2015 DVS BV Gelsenkirchen
![Page 2: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/2.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Schweißzusatzmarkt Verbindungsschweißen
Stahl Deutschland 2014 (ohne Pulver)
2
4,9%
73,8%
6,0% 12,0%
3,3%
Inlandsversand nach SEV
Stabelektroden
MAG+WIG Draht
Fülldraht
UP Draht
Gasschweißstäbe
![Page 3: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/3.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Drähte zum MAG-Schweißen 2014
3
60775t; 92,5%
4893t; 7,5%
Massen-Verhältnis Massivdraht-Fülldraht
Massivdraht
Fülldraht
![Page 4: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/4.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Wirtschaftlichkeitsberechnung Kostenverteilung beim Schweißen
4
Erhöhung der Einschaltdauer
45%
Erhöhung der Abschmelzleistung
25%
Minimierung der Nebenzeiten
25%
Minimierung der Schweißzusatzkosten
5%
Der Einfluss der Schweißzusatzkosten
wird mit steigendem Legierungsgehalt größer
80%
9% 4%
7%
Lohn- und
Lohnnebenkosten
Schweißzusatz- und
Hilfskosten Maschinenkosten
Energiekosten
Zusammensetzung der Schweißkosten
![Page 5: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/5.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Fülldrahtelektroden zum
Schutzgasschweißen
schlackebildend schlackelos
B
Basisches
Pulver(136)
Rutiles
Pulver(136)
M
Metallpulver
(138)
R langsam erstarrende Schlacke
P schnell erstarrende Schlacke
5
Aufbau und Typen von Fülldrahtelektroden Fülldrahttypen
Selbstschützende
Fülldrahtelektroden
(114)
Z
Andere Typen
![Page 6: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/6.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Aufbau und Typen von Fülldrahtelektroden
Herstellung von Fülldrahtelektroden
6
Geschlossen Formgeschlossen
![Page 7: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/7.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Aufbau und Typen von Fülldrahtelektroden Aufgaben des metallischen Mantels
7
Formgeschlossen
Geschlossen
Übernimmt weitestgehend den Stromübergang
Legierungsbasis – entsprechend Kerndraht bei der Stabelektrode
Umhüllt den Füllstoff und gewährleistet die Förderbarkeit
![Page 8: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/8.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Aufbau und Typen von Fülldrahtelektroden Aufgaben der Pulverfüllung
8
Rutiler Fülldraht Gemisch oder Agglomerat aus metallischen und
oder mineralischen Bestandteilen
Enthält Lichtbogenstabilisatoren zur Erzielung
einer hohen Prozessstabilität
Kann Mikrolegierungselemente zur Verbesserung
der Güte des Schweißgutes enthalten
Enthält Legierungselemente und oder Metallpulver
Enthält Schlackebildner bei schlackeführenden
Fülldrahtelektroden
Beeinflusst die Schweißeigenschaften,
die Abschmelzleistung, die Positionseignung und
die mechanischen Eigenschaften des Schweißgutes
![Page 9: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/9.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Eigenschaften der verschiedenen Fülldrahttypen Fülldraht mit rutiler Schlacke (R- und P-Typ)
9
Die Füllung besteht im wesentlichen aus schlackebildenden Stoffen,
Metall-Legierungen, Eisenpulver und lichtbogenstabilisierenden
Elementen
Weicher sehr stabiler Lichtbogen
Feintropfiger spritzerarmer Werkstoffübergang unter Mischgasen und CO2
Kompakte meist selbstabhebende Schlacke
Schweißt nur im Sprühlichtbogen, Wurzelschweißung nur mit
Badsicherung
Fülldrahtelektroden mit schnell erstarrender Schlacke (P-Typ) sind in allen
Positionen mit einer Stromeinstellung (Vorsicht Fallnaht) verschweißbar.
Durch die gute Stützwirkung der Schlacke ist die Verwendung höherer
Stromstärken möglich. Die Schweißgeschwindigkeit erhöht sich (70-80%)
![Page 10: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/10.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Vergleich Massivdraht - Fülldraht Lichtbogen Massivdraht - Fülldraht
10
Tropfenübergang
mehr diffus
Lichtbogen
glockenförmig
Tropfenübergang
mehr axial
Lichtbogen
kegelförmig
Besserer Flankeneinbrand,
dadurch weniger Bindefehler
Bessere Ausgasung, dadurch
geringere Porenneigung
Massivdraht Fülldraht
![Page 11: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/11.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Gute Stützwirkung durch schnell erstarrende Rutilschlacke des P-Types,
dadurch bedingt die Möglichkeit der Verwendung höherer Stromstärken
In allen Positionen verschweissbar:
- Vorsicht bei Fallnaht: Schlackeneinschluß möglich
70 - 80 % höhere Schweißgeschwindigkeiten möglich
keine Impulsstromquelle notwendig
Feintropfiger, spritzerarmer, intensiver Sprühlichtbogen
Flache, gut benetzte Nahtausbildung
Gute mechanische Gütewerte - Kerbschlagwerte höher als beim R-Typ
Eine Parametereinstellung für alle Positionen (z.B.160 A/25 V/8,5 m/min.)
Eigenschaften der Fülldrahttypen Fülldrahtelektroden für die Zwangslagenschweißung
11
![Page 12: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/12.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
45o
45o
-
10° Steigend auch ohne
Pendeln möglich
10°
Wurzel Füll- und
Decklagen
Brennerhaltung nur schleppend sonst Schlackenvorlauf
Kontaktrohrabstand 15-20 mm
Eigenschaften der verschiedenen Fülldrahttypen Rutil (P- und R- Typ): Position und Brennerhaltung
12
Position PF (nur P-Typ)
Wurzel nur mit Badsicherung
Position PA (P- und R-Typ)
Wurzel nur mit Badsicherung
Position PB (P- und R-Typ)
45°
90°
![Page 13: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/13.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Vergleich Massivdraht - Fülldraht Parameterfenster Massivdraht – Fülldraht unlegiert rutil
13
Massivdraht 1,0 mm
G3Si 1
14
18
22
26
30
34
38
42
50 150 250 350
Stromstärke (A)
Sp
an
nu
ng
(V
)
Fülldraht 1,2 mm
T46 4 PM 1 H10
Massivdraht 1,2 mm
G3Si 1
KLB
ÜLB
SLB
Schutzgas M21
Kontaktrohrabstand Fülldraht: 15 mm
![Page 14: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/14.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Wirtschaftlichkeitsberechnung
erreichbare Nahtlänge in Position PF
14
Entscheidende Vorteile des P-Fülldrahtes gegenüber dem Massivdraht:
Höhere Abschmelzleistung
Höhere Schweißgeschwindigkeit
Daraus resultierend ist es möglich eine mehr als doppelt so lange Schweißnaht in der gleichen Zeit zu schweißen.
Vergleich der geschweißten Nahtlänge bei jeweils
100 sec. reiner Schweißzeit
Stabelektrode 3,2 mm 90 A / 26 V
Massivdraht 1,0 mm
100 A / 18,8 V 5,5 m/min / Puls
Fülldraht 1,2 mm
180 A / 27,2 V 8,3 m/min
85 mm 135 mm 295 mm Stabelektrode | Massivdraht | Fülldraht
0
50
100
150
200
250
300
Stabelektrode Massivdraht Fülldraht
Sc
hw
eiß
nah
tlä
ng
e in
[m
m]
![Page 15: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/15.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Wirtschaftlichkeitsberechnung Kalkulation am Praxisbeispiel Kehlnaht steigend Position PF
15
Variablen Einheiten Massivdraht Fülldraht Variablen Einheiten
Drahtdurchmesser [mm] 1,0 1,2 Abschmelzleistung [kg/h]
Legierung [-] Gasverbrauch [l/kg SG]
Fülldrahttyp [-] – P Gaskosten [€/kg SG] 13% 12,09 7% 4,50
Stromstärke [A] 115 155 Stromkosten [€/kg SG] 1% 0,69 1% 0,52
Spannung [U] 25 25 Zusatzwerkstoffkosten [€/kg SG] 11% 10,20 37% 23,26
Drahtvorschub [m/min] 6,4 8,2 Fertigungskosten [€/kg SG] 75% 67,15 55% 35,13
Lohn- u. Gemeinkosten [€/h] 42 42
Nacharbeiten [min/h] 20 15
Einschaltdauer [%] 35 40
Preis Zusatzwerkstoff [€/kg] 10,00 20,00
Gaspreis [€/l] 0,014 0,007
Gasdurchsatz [l/min] 12 16
Strompreis [€/kWh]
Zusatzbedarf [kg]
Vergleich: Massivdraht ↔ Fülldraht
Variable Werte ErgebnisseMassivdraht Fülldraht
Gesamtkostenersparnis Fülldraht
2,4 3,7
863,41 642,31
Gesamtkosten [€/kg SG] 90,14 63,40
2.673,82 €0,200
100 created by Tobias Hausen
![Page 16: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/16.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
16
Die Füllung besteht im wesentlichen aus Metall-Legierungen,
Eisenpulver und lichtbogenstabilisierenden Elementen
Schlackefrei, vereinzelte Silikatinseln in Abhängigkeit von Schutzgas und
Grundwerkstoff möglich
Feintropfiger, spritzerarmer Werkstoffübergang
Hohe Strombelastbarkeit und Abschmelzleistung
Breiter stabiler Lichtbogen
Sehr gute Spaltüberbrückbarkeit
Schweißt im Sprüh-, Kurz- und Impulslichtbogen
Sehr gute Verarbeitbarkeit auch im Kurzlichtbogen (Wurzel ohne Bads.)
Sehr gut geeignet für automatische Schweißprozesse
Eigenschaften der Fülldrahttypen Metallpulver Fülldrahtelektrode
![Page 17: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/17.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
45º 45°
90°
45º
90°
10°
Wurzel, Füll-
und Decklage
10°
Brennerhaltung vorwiegend stechend - neutral und schleppend
je nach Anwendung möglich - Kontaktrohrabstand in der Regel 15-20 mm
Eigenschaften der Fülldrahttypen Metallpulver: Position und Brennerhaltung
17
Position PF
Kurz- bzw. Impulslichtbogen
Position PA
Position PB
![Page 18: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/18.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Eigenschaften der Fülldrahttypen Fülldraht mit basischer Schlacke
18
Die Füllung besteht im wesentlichen aus schlackebildenden
Stoffen, Metall-Legierungen, Eisenpulver und
lichtbogenstabilisierenden Elementen
stabiler Lichtbogen
fein- bis mitteltropfiger spritzerarmer Werkstoffübergang
dünnflüssige, leicht entfernbare Schlacke
rißsicheres, zähes Schweißgut, für unbegrenzte Wanddicken
Zwangslagen geeignet im Kurz- oder Impulslichtbogen
Wurzelschweißung mit und ohne Badsicherung möglich
![Page 19: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/19.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Praktische Hinweise
19
Fülldrahtelektroden schmelzen wegen ihrer höheren Stromdichte schneller ab als
Massivdrähte, der Drahtvorschub muss daher um 1-2 m/min. erhöht und der Brenner
schneller gezogen werden.
Fülldrahtelektroden benötigen mehr Schutzgas, Durchflussmenge ca. 15-18 l/min.
Brenner bei Metallpulver-Fülldrahtelektroden schleppend, stechend oder neutral,
stechendes Schweißen ergibt flachere Nähte und etwas geringeren Einbrand.
Schlackeführende Fülldrahtelektroden werden grundsätzlich schleppend verschweißt.
Die Stromquelle sollte ausreichend dimensioniert sein, um Leistungsvorteile zu nutzen
Das Drahtvorschubgerät sollte glatte Antriebsrollen aufweisen, möglichst 4-Rollenantrieb,
den Anpressdruck nicht zu hoch einstellen, da der Fülldraht leicht verformbar ist.
Die Änderung der freien Drahtlänge (Stick out) auf das Schweißverhalten ist sehr gering,
eine Leistungssteigerung durch eine größere freie Drahtlänge ist in Abhängigkeit vom
Grundwerkstoff und dem Fülldraht möglich.
Für Absaugung sorgen, die Rauchentwicklung ist bei rutilen Fülldrahtelektroden größer
als beim Massivdraht, beim Metallpulverfülldraht ist sie ähnlich wie beim Massivdraht
![Page 20: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/20.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Zusammenfassung Vorteile von Fülldrahtelektroden
20
Sichere Flankenerfassung, unempfindlich gegen Bindefehler
Großer Arbeitsbereich und einfaches Einstellen der Schweißdaten (Parameterbox)
Gute Benetzung, kerbfreie Übergänge, glatte Oberfläche
Spritzerarmer Tropfenübergang, Hohe Prozessstabilität
Hohe Rißsicherheit, hohe Porensicherheit, gute Modellierfähigkeit
Hohe Leistung in der Zwangslage bei Rutil-Fülldrähten mit schnell erstarrender Schlacke
Hohe Leistung und sehr gute Spaltüberbrückbarkeit sowie hohe Schweißgeschwindigkeit
auch im Dünnblechbereich bei Metallpulver-Fülldrahtelektroden
Zusätzlicher Schutz des Tropfenübergangs und der Schweißnaht sowie verminderter
Putz- und Beizaufwand bei schlackeführenden nichtrostenden Drähten
zusätzliche Vorteile geschlossener Fülldrahtelektroden
absolut unempfindlich gegen Feuchtigkeitsaufnahme: HD < 5ml/100g, daher kein
Rücktrocknen auch nach langer Lagerung
Verkupferte Oberfläche - daher besserer Stromübergang
Gute Formstabilität, keine Drahtförderprobleme, geringer Kontaktrohrverschleiß, daher
sehr gut für Roboterschweißungen geeignet
![Page 21: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/21.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Anwendungsbeispiele Rutiler und Metallpulver-Fülldraht unlegiert
21
Autobahnbrücke Nuttlar – Weiterführung A 46: Böhler Ti 52 T-FD/HL 51 T-MC
![Page 22: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/22.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Anwendungsbeispiele Rutiler und Metallpulver-Fülldraht unlegiert
22
Eisenbahnbrücke Nijmegen – Querung Waal: Böhler Ti 52 T-FD/HL 51 T-MC
![Page 23: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/23.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
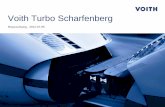
23
Francis-Laufrad Wasserkraftkraftwerk Grundwerkstoff 1.4313
Durchmesser 2000 mm, Gewicht: 10 t
Elektrische Leistung 15 MW
Schweißzusatz CN 13/4-MC 1,2 mm
Schweißposition PA (Wannenlage)
Schweißzusatzbedarf 350 kg
Voith Siemens Hydro, Heidenheim
Anwendungsbeispiele Metallpulver-Fülldraht hochlegiert
![Page 24: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/24.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Rührwerksbehälter
24
Rührwerksbehälter Grundwerkstoff 1.4571
Schweißzusatz EAS 4 M-FD 1,2 mm
Schutzgas M21, Schweißposition PA
Apparatebau Kapfenberg, Austria
Anwendungsbeispiele Rutiler und Metallpulver Fülldraht hochlegiert
Rührwerksbehälter Grundwerkstoff 1.4571
Schweißzusatz EAS 4 M-MC 1,2 mm
Schutzgas M12, Schweißpos. PG (30°)
Apparatebau Crimmitschau
![Page 25: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/25.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Bezeichnung Einstufung nach DIN EN ISO 17632-A Einstufung nach AWS A5.36
HL 51-FD T 46 4 M M 1 H5 E70T15-M21A4-CS1-H4
HL 51 T-MC T 46 6 M M 1 H5 / T 42 5 M C 1 H5 E70T15-M21A8-CS1-H4 / E70T15-C1A6-CS1H4
HL 46-MC T 46 2 M M 1 H5 E70T15-M21A2-CS1-H4
HL 46 GS T-MC T 46 6 M M 1 H5 E70T15-M21A8-CS1-H4
Kb 52 T-FD T 46 4 B M 3 H5 / T 42 4 B C 3 H5 E70T5-M21A4-CS1-H4 / E70T5-C1A4-CS1-H4
Kb 46 T-FD T 42 4 B M 1 H5 / T 42 4 B C 1 H5 E70T5-M21A4-CS1-H4 / E70T5-C1A4-CS1-H4
Ti 52-FD T 46 4 P M 1 H10 / T 42 2 P C 1 H5 E71T1-M21A4-CS1-H8 / E71T1-C1A2-CS1-H4
Ti 52 W-FD T 46 4 P M 1 H10 / T 42 2 P C 1 H5 E71T1-M21A4-CS1-H8 / E71T1-C1A2-CS1-H4
Ti 52 T-FD T 46 4 P M 1 H5 / T 46 2 P C 1 H5 E71T1-M21A4-CS1-H4 / E71T1-C1A2-CS1-H4
Ti 52 T-FD (CO2) T 46 3 P C 1 H5 E71T1-C1A2-CS1-H4
Ti 52 T-FD SR (CO2) T 42 4 P C 1 H5 E71T12-C1AP4-CS1-H4
Ti 52 T-FD (HP) T 46 4 P M 1 H5 / T 42 2 P C 1 H5 E71T1-M21A4-CS1-H4 / E71T1-C1A0-CS1H4
Ti 52 NG T-FD T 46 Z Y N 1 (selbstschützend) E71T11-AZ-CS3-H8 (selbstschützend)
Ti 46-FD T 46 2 P M 1 H10 E71T1-M21A0-CS1-H8
NiCu1 T-MC T 46 6 Z M M 1 H5 E80T15-M21A8-G-H4
Kb NiCu1 T-FD T 46 6 Z B M 3 H5 E80T5-M21A8-G-H4
NiCu1 Ti T-FD T 46 4 Z P M 1 H5 E81T1-M21A4-G-H4
Produktprogramm Unlegierte und wetterfeste Stähle
25
Fülldraht-Bezeichnung mit T = geschlossenes Röhrchen, ohne T = formgeschlossen (gefalzt)
![Page 26: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/26.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Bezeichnung Einstufung nach DIN EN ISO 17632-A / 18276-A Einstufung nach AWS A5.36 / 5.29
HL 53 T-MC T 50 6 1Ni M M 1 H5 E80T15-M21A8-Ni1-H4
Kb 60 T-FD T 50 6 1Ni B M 3 H5 E80T5-M21P8-Ni1-H4
Ti 60-FD T 50 6 1Ni P M 1 H5 E81T1-M21A8-Ni1-H4
Ti 60 T-FD T 50 6 1Ni P M 1 H5 / T 46 4 1Ni P C 1 H5 E81T1-M21A8-Ni1-H4 / E81T1-C1A4-Ni1-H4
Ti 60 T-FD (CO2) T 46 4 1Ni P C 1 H5 E81T1-C1A4-Ni1-H4
Ti 60 T-FD SR T 50 6 1Ni P m 1 H5 E81T1-M21AP8-Ni1-H4
Ti 2 Ni T-FD T 46 6 2Ni P M 1 H5 E81T1-M21A8-Ni2-H4
Kb 63 T-FD T 55 4 Z B M 3 H5 E90T5-M21A4-G-H4
HL 65 T-MC T 55 4 1NiMo M M 1 H5 E90T15-M21A4-K1-H4
Kb 65 T-FD T 55 4 1NiMo B M 3 H5 E90T5-M21A4-G-H4
HL 75 T-MC T 62 4 Mn1NiMo M M 2 H5 E101T15-M21A4-G-H4
Ti 75 T-FD T 62 4 Mn1,5Ni P M 1 H5 E91T1-M21A4-K2-H4
Ti 80 T-FD T 69 6 Z P M 1 H5 E111T1-M21A8-G-H4
Kb 85 T-FD T 69 6 Mn2NiCrMo B M 3 H5 E110T5-M21A8-K4-H4
Kb 90 T-FD T 89 4 Mn2Ni1CrMo B M 3 H5 A5.29: E120T5-GM-H4
Produktprogramm Hochfeste Stähle
26
Fülldraht-Bezeichnung mit T = geschlossenes Röhrchen, ohne T = formgeschlossen (gefalzt)
![Page 27: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/27.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Bezeichnung Einstufung nach DIN EN ISO 18276-A Einstufung nach AWS A5.36 / 5.28
alform ® 700-MC T 69 5 Mn2NiCrMo M M 1 H5 E110C-K4H4
700 T-MC T 69 6 Mn2NiCrMo M M 1 H5 E110T15-M21A8-K4-H4
alform ® 900-MC T 89 2 ZMn2NiCrMo M M 1 H5 E120C-GH4
900 T-MC T 89 6 Z M M 1 H5 E120C-GH4
alform ® 960-MC T 89 4 ZMn2NiCrMo M M 1 H5 E120C-GH4
HL 60 Pipe T-MC T46 6 Z M M 1 H5 E80T15-M21A8-K6-H4
Ti 70 Pipe-FD T 55 4 Mn1Ni P M 1 H5 E91T1-M21A4-G-H4
Ti 70 Pipe T-FD T 55 5 Mn1Ni P M 1 H5 E91T1-M21A6-K2-H4
Ti 80 Pipe-FD T 69 4 Z P M 1 H5 E111T1-M21A4-G-H4
Ti 80 Pipe T-FD T 69 4 Z P M 1 H5 E111T1-GMH4
PIPESHIELD 71 T8-FD - (selbstschützend) E71T8-A4-K6 (selbstschützend)
PIPESHIELD 71 T8 W2-FD - (selbstschützend) E71T8-A4-W2 (selbstschützend)
PIPESHIELD 71.1 T8-FD - (selbstschützend) E71T8-A4-Ni1 (selbstschützend)
PIPESHIELD 81 T8-FD - (selbstschützend) E81T8-A4-Ni2 (selbstschützend)
Produktprogramm Hochfeste (alform-) und Pipelinestähle
27
Fülldraht-Bezeichnung mit T = geschlossenes Röhrchen, ohne T = formgeschlossen (gefalzt)
![Page 28: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/28.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Bezeichnung Einstufung nach DIN EN ISO 17634-A / 17633-A Einstufung nach AWS A5.36 / 5.28 / 5.22
DMO T-MC T MoL M M 1 H5 E80T15-M21P0-A1-H4
DMO Kb T-FD T Mo B M 3 H5 E80T5-M21P8-A1-H4
DMO Ti-FD T MoL P M 1 H10 E81T1-M21PY-A1-H8
DCMS T-MC T CrMo1 M M 1 H5 E80T15-M21PY-B2-H4
DCMS Kb T-FD T CrMo1 B M 3 H5 E80T5-M21PY-B2-H4
DCMS Ti-FD T CrMo1 P M 1 H10 E81T1-M21PY-B2-H8
DCMV Kb T-FD T Z B M 3 H5 E90T5-M21PY-G-H4
CM 2 T-MC T CrMo2 M M 1 H5 E90T15-M21PY-B3-H4
CM 2 Kb T-FD T CrMo2 B M 4 H5 E90T5-M21PY-B3-H4
CM 2 Ti-FD T CrMo2 P M 1 H10 E91T1-M21PY-B3-H8
CM 5 Kb T-FD T CrMo5 B M 3 H5 E80T5-M21PY-B6-H4
C 9 MV-MC 17634-B: T69T15-1G-9C1MV A5.28: E90C-B9
C 9 MV Ti-FD T ZCrMo9VNb P M 1 E91T1-M21PY-B91
P 92 Ti-FD T ZCrWMo9VNb P M 1 E91T1-M21PZ-B92
CB 2 Ti-FD T ZCrMoCo9VNbNB P M 1 E91T1-M21PY-G
E 308 H-FD T Z19 9 H R M21 3 / T Z19 9 H R C1 3 E308HT0-4 / E308HT0-1
E 308 H PW-FD T Z19 9 H P M21 1 / T Z19 9 H P C1 1 E308HT1-4 / E308HT1-1
Produktprogramm Warmfeste und hochwarmfeste Stähle
28
Fülldraht-Bezeichnung mit T = geschlossenes Röhrchen, ohne T = formgeschlossen (gefalzt)
![Page 29: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/29.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Produktprogramm Nichtrostende Stähle
29
Bezeichnung Einstufung nach DIN EN ISO 17633-A Einstufung nach AWS A5.22
CAT 430 L Cb Ti-MC T Z17 Nb Ti L M M12 1 EC430G
CAT 430 L Cb-MC T Z17 Nb L M M12 1 EC439Nb
CN 13/4-MC T 13 4 M M12 2 EC410NiMo (mod.)
CN 13/4-MC (F) T 13 4 M M12 2 EC410NiMo (mod.)
EAS 2-MC T 19 9 L M M12 2 EC308L
EAS 2-FD T 19 9 L R M21 3 / T 19 9 L R C1 3 E308LT0-4 / E308LT0-1
EAS 2 PW-FD T 19 9 L P M21 1 / T 19 9 L P C1 1 E308LT1-4 / E308LT1-1
EAS 2 PW-FD (LF) T 19 9 L P M21 1 / T 19 9 L P C1 1 E308LT1-4 / E308LT1-1
SAS 2-FD T 19 9 Nb R M21 3 / T 19 9 Nb C1 3 E347T0-4 / E347T0-1
SAS 2 PW-FD T 19 9 Nb P M21 1 / T 19 9 Nb P C1 1 E347T1-4 / E347T1-1
SAS 2 PW-FD (LF) T 19 9 Nb P M21 1 / T 19 9 Nb P C1 1 E347T1-4 / E347T1-1
E 347L H-FD T 19 9 Nb R M21 3 / T 19 9 Nb R C1 3 E347T0-4 / E347T0-1
E 347 H PW-FD T 19 9 Nb P M21 1 / T 19 9 Nb P C1 1 E347T1-4 / E347T1-1
EAS 4 M-MC T 19 12 3 L M M21 12 2 EC316L
EAS 4 M-FD T 19 12 3 L R M21 3 / T 19 12 3 L R C1 3 E316LT0-4 / E316LT0-1
EAS 4 PW-FD T 19 12 3 L P M21 1 / T 19 12 3 L P C1 1 E316LT1-4 / E316LT1-1
EAS 4 PW-FD (LF) T Z19 12 3 L P M21 1 / T 19 12 3 L P C1 1 E316LT1-4 / E316LT1-1
SAS 4-FD T 13 12 3 Nb R M21 3 / T 19 12 3 Nb R C1 3 -
SAS 4 PW-FD T 13 12 3 Nb P M21 1 / T 19 12 3 Nb P C1 1 -
E 317 L-FD T Z19 13 4 L R M21 3 / T Z19 13 4 L R C1 3 E317LT0-4 / E317LT0-1
E 317 L PW-FD T Z19 13 4 L P M21 1 / T Z19 13 4 L P C1 1 E317LT0-4 / E317LT0-1
![Page 30: Fülldrahtschweißen von Dickblechen, eine … · Spannung [U] 25 25 ... Schweißzusatzbedarf 350 kg Voith Siemens Hydro, Heidenheim Anwendungsbeispiele ... E71T11-AZ-CS3-H8 (selbstschützend)](https://reader043.fdokument.com/reader043/viewer/2022032614/5b845e257f8b9aec488c13f4/html5/page/30.jpg)
voestalpine Böhler Welding
19.11. Gelsenkirchen Fülldrahtschweißen von Dickblechen, eine wirtschaftliche Alternative
Produktprogramm Duplex Stähle, SW-Verbindungen und Ni-Basis-Legierungen
30
Bezeichnung Einstufung nach DIN EN ISO 17633-A / 12153 Einstufung nach AWS A5.22 / 5.34
CN 22/9 N-FD T 22 9 3 N L R M21 3 / T 22 9 3 N L R C1 3 E2209T0-4 / E2209T0-1
CN 22/9 PW-FD T 22 9 3 N L P M21 1 / T 22 9 3 N L P C1 1 E2209T1-4 / E2209T1-1
CN 24/9 LDX-FD T 23 7 N L R M21 3 / T 23 7 N L R C1 3 E2307T0-4 / E2307T0-1
CN 24/9 LDX PW-FD T 23 7 N L P M21 1 / T 23 7 N L P C1 1 E2307T1-4 / E2307T1-1
CN 25/9 PW-FD T 25 9 4 N L P M21 2 / T 25 9 4 N L P C1 2 E2594T1-4 / E2594T1-1
A 7-MC T 18 8 Mn M M12 1 EC307 (mod.)
A 7-FD T 18 8 Mn R M21 3 / T 18 8 Mn R C1 3 E307T0-G (mod.)
A 7 PW-FD T 18 8 Mn P M21 2 / T 18 8 Mn P C1 2 E307T1-G (mod.)
CN 23/12-MC T 23 12 L M M12 1 EC309L
CN 23/12-FD T 23 12 L R M21 3 / T 23 12 L R C1 3 E309LT0-4 / E309LT0-1
CN 23/12 PW-FD T 23 12 L P M21 1 / T 23 12 L P C1 1 E309LT1-4 / E309LT1-1
CN 23/12 Mo-FD T 23 12 2 L R M21 3 / T 23 12 2 L R C1 3 E309LMoT0-4 / E309LMoT0-1
CN 23/12 Mo PW-FD T 23 12 2 L P M21 1 / T 23 12 2 L P C1 1 E309LMoT1-4 / E309LMoT1-1
E 309L H-FD T 23 12 L R M21 3 / T 23 12 L R C1 3 E309LT0-4 / E309LT0-1
E 309L H PW-FD T 23 12 L P M21 1 / T 23 12 L P C1 1 E309LT1-4 / E309LT1-1
NIBAS 70/20-FD T Ni 6082 R M21 3 ENiCr3T0-4
NIBAS 70/20 Mn-FD T Ni 6083 R M21 3 ENiCr3T0-4 (mod.)
NIBAS 625 PW-FD T Ni 6625 P M21 2 ENiCrMo3T1-4