Handbuch für Induktionsmotoren und Generatoren · Handbuch für Induktionsmotoren und Generatoren...
160
Handbuch für Induktionsmotoren und Generatoren
-
Upload
duongxuyen -
Category
Documents
-
view
241 -
download
0
Transcript of Handbuch für Induktionsmotoren und Generatoren · Handbuch für Induktionsmotoren und Generatoren...
Handbuch für Induktionsmotoren und Generatoren
Handbuch für Induktionsmotoren und Generatoren
SicherheitsanweisungenAMA, AMB, AMG, AMH, AMI, AMK, AMZ, HXR, M3BM, NMI, NXR
1. AllgemeinesDie allgemeinen Sicherheitsvorschriften, die für den Betriebsort spezifischenVorschriften und die in diesem Dokument beschriebenen Vorsichtsmaßnahmenmüssen zu allen Zeiten befolgt werden.
2. VerwendungsbestimmungElektrische Maschinen besitzen gefährliche spannungsführende und rotierende Teilesowie möglicherweise heiße Oberflächen. Es ist nicht erlaubt, auf die Maschine zusteigen. Alle Arbeiten in Bezug auf Transport, Lagerung, Installation, Anschluss,Inbetriebnahme, Betrieb und Wartung müssen durch verantwortungsvolle, qualifiziertePersonen durchgeführt werden (in Übereinstimmung mit EN 50 110-1 / DIN VDE 0105 /IEC 60364). Unsachgemäße Handhabung kann schwere Verletzungen undSachschäden verursachen. Gefahr!
Diese Maschinen sind für den Einsatz in Industrieanlagen gemäß der Richtlinie überMaschinensicherheit (MD) 98/37/EWG konzipiert. Die Inbetriebnahme ist untersagt, bisdas Endprodukt der Richtlinie entspricht (befolgen Sie insbesondere örtlicheSicherheits- und Installationsvorschriften wie z. B. EN 60204).
Diese Maschinen entsprechen der harmonisierten Normenreihe EN 60034 / DIN VDE0530. Der Einsatz in explosiven Atmosphären ist untersagt, wenn sie nicht explizit fürdiesen Zweck ausgelegt sind (weitere Anweisungen beachten).
Verwenden Sie unter keinen Umständen die Schutzart ≤ IP23 im Freien. LuftgekühlteModelle sind standardmäßig für Umgebungstemperaturen von -20 °C bis +40 °C undHöhen von ≤ 1000 m über dem Meeresspiegel geeignet. Die Umgebungstemperaturfür luft-/wassergekühlte Modelle darf nicht weniger als +5 °C betragen (für Maschinenmit Gleitlagern siehe Herstellerdokumentation). Beachten Sie abweichende Angabenauf dem Typenschild. Die Bedingungen am Betriebsort müssen mit allen Angaben aufdem Typenschild übereinstimmen.
3. Transport, LagerungMelden Sie nach der Lieferung festgestellte Schäden unverzüglich demTransportunternehmen. Setzen Sie die Inbetriebnahme nötigenfalls aus. DieHebeösen sind für das Gewicht der Maschine ausgelegt. Es darf daher keinezusätzliche Last angehängt werden. Stellen Sie sicher, dass die richtigen Hebeösenverwendet werden. Falls erforderlich, verwenden Sie angemessen dimensionierteTransportmittel (z. B. Seilführungen). Entfernen Sie vor der Inbetriebnahme dieTransportsicherung (z. B. Lagersicherungen, Schwingungsdämpfer), und bewahrenSie sie für eventuelle spätere Transporte auf.
Stellen Sie bei der Lagerung von Maschinen sicher, dass der Ort trocken, staub- undvibrationsfrei ist (aufgrund der Gefahr von Lagerschäden im Ruhezustand). MessenSie vor der Inbetriebnahme den Isolationswiderstand. Bei Werten von ≤ 1 kΩ je Volt
Sicherheitsvorschriften - 13BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Nennspannung die Wicklung trocknen. Folgen Sie den Anweisungen des Herstellers.Verfahren zur Langzeitlagerung müssen immer genau befolgt werden.
4. InstallationAchten Sie auf gleichmäßige Auflage, gute Basis- bzw. Flanschbefestigung undgenaue Ausrichtung. Vermeiden Sie Resonanzen mit Drehfrequenz und doppelterNetzfrequenz als Ergebnis der Montage. Drehen Sie den Rotor und achten Sie aufungewöhnliche Schleifgeräusche. Prüfen Sie die Drehrichtung im ungekuppeltenZustand.
Folgen Sie den Anweisungen des Herstellers bei der Montage oder Demontage vonKupplungen oder anderen Antriebselementen und decken Sie sie mit einemBerührungsschutz ab. Für den Probebetrieb im ungekuppelten Zustand sperren oderentfernen Sie die Passfeder am Wellenende. Vermeiden Sie übermäßige radiale undaxiale Belastung (siehe Dokumentation des Herstellers). Die Auswuchtung derMaschine wird mit H = Halbe und F = Volle Passfeder angegeben. Kupplungen mithalber Passfeder müssen mit halber Passfeder gewuchtet werden. Kupplungen mitvoller Passfeder müssen ohne Passfeder gewuchtet werden. Bei einemüberstehenden, sichtbaren Teil der Passfeder am Wellenende ist eine mechanischeAuswuchtung herzustellen.
Stellen Sie die erforderlichen Anschlüsse am Lüftungs- und Kühlsystem her. DieBelüftung darf nicht behindert werden und die Abluft, auch von benachbarten Sets, darfnicht direkt übernommen werden.
5. Elektrischer AnschlussAlle Arbeiten an Hochspannungsmaschinen dürfen nur von geschulten Fachkräften beiStillstand der Maschine durchgeführt werden. Vor dem Beginn der Arbeiten müssenunbedingt die folgenden Sicherheitsbestimmungen befolgt werden:
• Freischalten und erden!
• Gegen Wiedereinschalten sichern!
• Sichere Unterbrechung von der Stromversorgung gewährleisten!
• Mit Masse verbinden und kurzschließen!
• Gegen angrenzende stromführende Teile abdecken oder Barrieren bereitstellen!
• Schalten Sie die Hilfsstromkreise ab (z. B. Stillstandheizung)!
Ein Überschreiten der in Zone A in EN 60034-1 / DIN VDE 0530-1 angegebenTolerzanzen, d. h. Spannung ± 5%, Frequenz ± 2%, Wellenform und Symmetrie, führtzu erhöhter Erwärmung und beeinträchtigt die elektromagnetische Störfreiheit.Beachten Sie die Angaben auf dem Typenschild und dem Anschlussschema imKlemmenkasten.
Der Anschluss muss so hergestellt werden, dass eine sichere, dauerhafte elektrischeVerbindung besteht. Verwenden Sie geeignete Kabelklemmen. Stellen Sie einensicheren Äquipotentialanschluss her und erhalten Sie diesen aufrecht.
Die Mindestabstände zwischen nichtisolierten stromführenden Teilen sowie zwischendiesen Teilen und der Masse dürfen nicht unter in den geltenden Normen spezifiziertenWerten und den möglicherweise in der Dokumentation des Herstellers angegebenenWerten liegen.
2 - Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Das Innere des Klemmenkastens muss frei von Fremdobjekten, Schmutz oderFeuchtigkeit gehalten werden. Verschließen Sie unbenutzte Kabeleingangsöffnungenund den Kasten selbst staub- und wasserdicht. Fixieren Sie die Passfeder, wenn dieMaschine ohne Kupplung betrieben wird. Überprüfen Sie bei Maschinen mitZusatzeinrichtungen vor der Inbetriebnahme, dass die Zusatzeinrichtungenordnungsgemäß funktionieren.
Für die ordnungsgemäße Installation (z. B. Trennung der Signal- und Stromleitungen,abgeschirmte Kabel usw.) ist der Monteur verantwortlich.
6. BetriebSchwingungsstärke im Bereich "befriedigend" (Veff. ≤ 4,5 mm/s) gemäß ISO 3945 istbei gekuppelter Betriebsweise akzeptabel. (Kolbenmotorgeneratoren gemäß ISO8528-9). Bei Abweichungen vom Normalbetrieb, z.B. erhöhte Temperatur, Geräusche,Vibrationen, die Maschine im Zweifelsfall abtrennen. Stellen Sie die Ursache fest undwenden Sie sich ggf. an den Hersteller.
Entfernen Sie keine Schutzvorrichtungen, auch nicht bei Probeläufen. Falls erheblicheSchmutzansammlungen auftreten, reinigen Sie das Kühlsystem in regelmäßigenAbständen. Reinigen Sie gelegentlich eventuell verstopfteKondensationsabflussöffnungen.
Bei der Inbetriebnahme ist unbedingt sicherzustellen, dass die Lager vor demEinschalten geschmiert werden. Wälzlager werden bei laufender Maschinegeschmiert. Befolgen Sie dabei die Anweisungen auf dem Nachschmierschild, undverwenden Sie das richtige Schmiermittel. Beachten Sie bei Maschinen mit Gleitlagerdie maximalen Ölwechselintervalle, und stellen Sie sicher, dass dasÖlversorgungssystem der Maschine (sofern vorhanden) korrekt funktioniert.
7. Wartung und InstandhaltungBefolgen Sie die Betriebsanweisungen des Herstellers. Beachten Sie für nähereInformationen unser umfangreiches Bedienungshandbuch. Bewahren Sie dieseSicherheitsanweisungen gut auf!
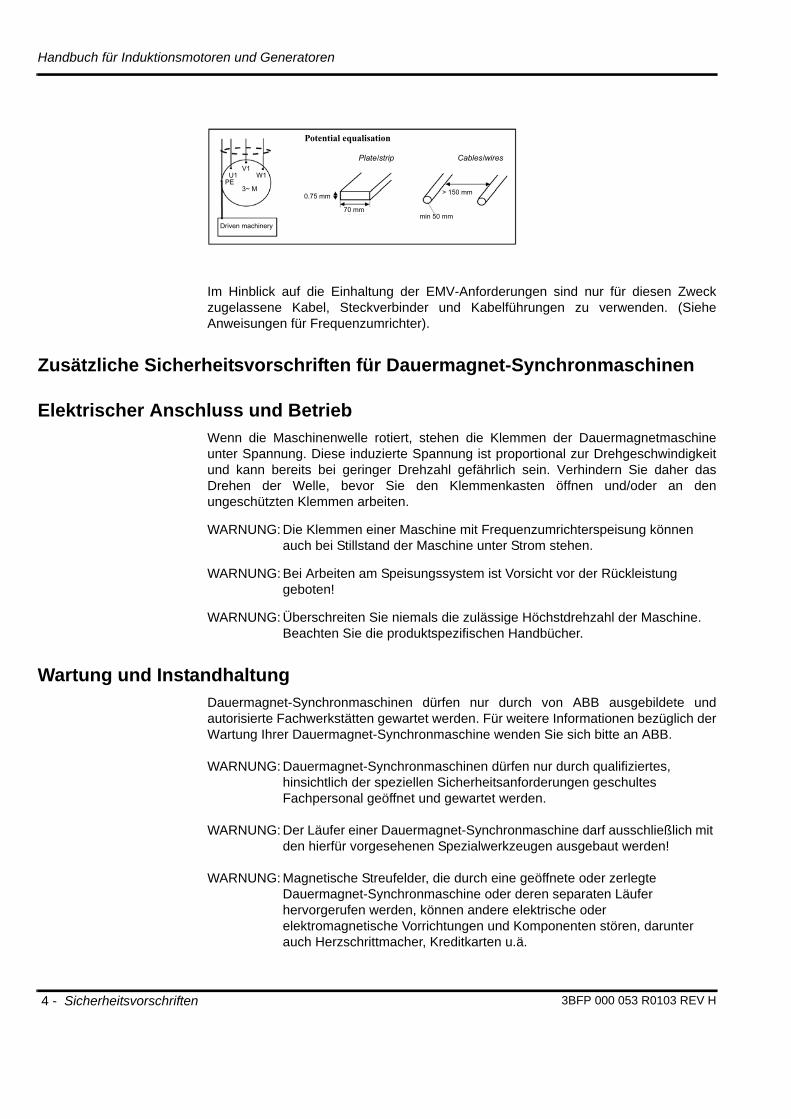
8. FrequenzumrichterBeim Betrieb an einem Frequenzumrichter muss über die außen am Motorgehäusevorgesehenen Erdungsvorrichtungen eine Potentialausgleichsverbindung zwischendem Motorgehäuse und der getriebenen Maschine hergestellt werden, sofern diebeiden Maschinen nicht auf einem gemeinsamen metallischen Unterbau montiert sind.Hierzu bei Motorbaugrößen über IEC 280 einen Flachleiter mit 0,75 x 70 mm odermindestens 2 Rundleiter mit 50 mm² verwenden. Der Abstand zwischen denRundleitern muss dabei mindestens 150 mm betragen.
Diese Verbindung dient nur dem Potentialausgleich. Sie hat keine elektrischeSicherheitsfunktion. Wenn Motor und Getriebe auf einem gemeinsamenStahlfundament montiert sind, wird kein Potentialausgleich benötigt.
Sicherheitsvorschriften - 33BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Im Hinblick auf die Einhaltung der EMV-Anforderungen sind nur für diesen Zweckzugelassene Kabel, Steckverbinder und Kabelführungen zu verwenden. (SieheAnweisungen für Frequenzumrichter).
Zusätzliche Sicherheitsvorschriften für Dauermagnet-Synchronmaschinen
Elektrischer Anschluss und BetriebWenn die Maschinenwelle rotiert, stehen die Klemmen der Dauermagnetmaschineunter Spannung. Diese induzierte Spannung ist proportional zur Drehgeschwindigkeitund kann bereits bei geringer Drehzahl gefährlich sein. Verhindern Sie daher dasDrehen der Welle, bevor Sie den Klemmenkasten öffnen und/oder an denungeschützten Klemmen arbeiten.
WARNUNG: Die Klemmen einer Maschine mit Frequenzumrichterspeisung können auch bei Stillstand der Maschine unter Strom stehen.
WARNUNG: Bei Arbeiten am Speisungssystem ist Vorsicht vor der Rückleistung geboten!
WARNUNG: Überschreiten Sie niemals die zulässige Höchstdrehzahl der Maschine. Beachten Sie die produktspezifischen Handbücher.
Wartung und InstandhaltungDauermagnet-Synchronmaschinen dürfen nur durch von ABB ausgebildete undautorisierte Fachwerkstätten gewartet werden. Für weitere Informationen bezüglich derWartung Ihrer Dauermagnet-Synchronmaschine wenden Sie sich bitte an ABB.
WARNUNG: Dauermagnet-Synchronmaschinen dürfen nur durch qualifiziertes, hinsichtlich der speziellen Sicherheitsanforderungen geschultes Fachpersonal geöffnet und gewartet werden.
WARNUNG: Der Läufer einer Dauermagnet-Synchronmaschine darf ausschließlich mit den hierfür vorgesehenen Spezialwerkzeugen ausgebaut werden!
WARNUNG: Magnetische Streufelder, die durch eine geöffnete oder zerlegte Dauermagnet-Synchronmaschine oder deren separaten Läufer hervorgerufen werden, können andere elektrische oder elektromagnetische Vorrichtungen und Komponenten stören, darunter auch Herzschrittmacher, Kreditkarten u.ä.
Potential equalisation
Plate/strip Cables/wires
Driven machinery
V1 U1 W1PE 3~ M
0.75 mm
70 mm
> 150 mm
min 50 mm
4 - Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
WARNUNG: Lose Metallteile und Abfälle dürfen nicht in das Innere der Dauermagnet-Synchronmaschine gelangen oder mit dem Läufer in Berührung kommen.
WARNUNG: Vor dem Schließen einer geöffneten Dauermagnet-Synchronmaschine ist sicherzustellen, dass keinerlei Fremdkörper oder Abfälle in der Maschine zurückbleiben.
BEMERKUNG:Vorsicht vor den magnetischen Streufeldern und eventuellen induzierten Spannungen, welche beim Drehen des separaten Läufers einer Dauermagnet-Synchronmaschine entstehen können, da diese in der Nähe befindliche Anlagen wie z. B. Drehbänke oder Auswuchtungsmaschinen beschädigen können.
Zusätzliche Sicherheitshinweise für den Einsatz von Elektromotorenin explosionsgefährdeter Umgebung
BEMERKUNG:Die nachstehenden Anweisungen sind genau zu befolgen, um die Sicherheit bei der Installation, beim Betrieb und bei der Wartung des Motors zu gewährleisten. Alle Personen, die mit diesen Aufgaben befasst sind, sind auf vorliegende Anleitung hinzuweisen. Die Nichtbefolgung der hierin enthaltenen Anweisungen kann den Verfall der Herstellerhaftung für Sachmängel zur Folge haben.
WARNUNG: Die Motoren für eine explosionsgefährdete Umgebung sind so konzipiert, dass sie den gesetzlichen Vorschriften bezüglich der Explosionsgefährdung entsprechen. Bei unsachgemäßer Bedienung, fehlerhaftem Anschluss oder jedweder Veränderung kann ihre Zuverlässigkeit beeinträchtigt werden.
Die Normen hinsichtlich Anschluss und Einsatz elektrischer Betriebsmittel in explosionsgefährdeten Bereichen, insbesondere nationale Normen, die sich mit deren Montage befassen, sind zu berücksichtigen (siehe die Normen: EN 60079-14, EN 60079-17, GOST-R 52350.14, GOST-R 52350.17, GB3836.15, IEC 60079-14, IEC 60079-17). Alle Reparaturen und Überholungen müssen gemäß den Normen IEC 60079-19, EN 60079-19, GOST-R 52350.19 und GB 3836.13 durchgeführt werden. Der Umgang mit solchen Betriebsmitteln ist nur entsprechend ausgebildetem Fachpersonal zu gestatten, das mit den einschlägigen Normen vertraut ist.
KonformitätserklärungAlle von ABB hergestellten explosionsgeschützen Maschinen für explosionsgefährdeteUmgebungen genügen der ATEX-Vorschrift 94/9/EC und besitzen ein CE-Zeichen aufihrem Typenschild.
GültigkeitDiese Betriebsanleitung gilt für die nachstehend aufgeführten Motortypen von ABB Oybeim Einsatz in explosionsgefährdeten Bereichen.
Sicherheitsvorschriften - 53BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Nicht funkende Motoren Ex nA, Klasse I Div 2, Klasse I Zone 2
- AMA Induktionsmaschinen, Baugrößen 315 bis 500
- AMI Induktionsmaschinen, Baugrößen 400 bis 630
- HXR Induktionsmaschinen, Baugrößen 315 bis 560
- AMZ Synchronmaschinen, Baugrößen 710 bis 2500
Motoren mit erhöhter Sicherheit Ex e
- AMA Induktionsmaschinen, Baugrößen 315 bis 500
- AMI Induktionsmaschinen, Baugrößen 400 bis 630
- HXR Induktionsmaschinen, Baugrößen 315 bis 560
Druckerzeugung Ex pxe, Ex pze, Ex px, Ex pz
- AMA Induktionsmaschinen, Baugrößen 315 bis 500
- AMI Induktionsmaschinen, Baugrößen 400 bis 630
- HXR Induktionsmaschinen, Baugrößen 315 bis 560
- AMZ Synchronmaschinen, Baugrößen 710 bis 2500
Staubexplosionsschutz (DIP), Ex tD, Klasse II Div 2, Klasse II Zone 22, Klasse III
- AMA Induktionsmaschinen, Baugrößen 315 bis 500
- AMI Induktionsmaschinen, Baugrößen 400 bis 630
- HXR Induktionsmaschinen, Baugrößen 315 bis 560
- M3GM Induktionsmaschinen, Baugrößen 315 bis 450
(Für Sonderausführungen oder spezielle Anwendungen werden gegebenenfallszusätzliche Hinweise benötigt.)
Einhaltung von NormenNeben den Normen für mechanische und elektrische Merkmale müssen fürexplosionsgefährdete Umgebungen vorgesehene Motoren auch die folgendeninternationalen/nationalen Normen erfüllen:
• Norm zu allgemeinen Anforderungen an explosionsfähige Atmosphären:
– EN 60079-0
– IEC 60079-0
– GB 3836.1
– GOST-R IEC 60079-0
• Norm zur Zündschutzart Ex p:
– EN 60079-2
– IEC 60079-2
– GB 3836.5
6 - Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
– GOST-R IEC 60079-2
• Norm zur Zündschutzart Ex e:
– EN 60079-7
– IEC 60079-7
– GB 3836.3
– GOST-R 52350.7
• Norm zur Zündschutzart Ex nA:
– EN 60079-15
– IEC 60079-15
– GB 3836.8
– GOST-R IEC 60079-15
• Norm zum Schutz vor brennbarem Staub:
– EN 61241-1; EN 60079-31
– IEC 61241-1; IEC 60079-31
– GB 12476.1
– GOST-R IEC 61241-0; GOST-R IEC 61241-1-1; GOST-R IEC 60079-31
• National Electric Code (NEC):
– NFPA 70
• Canadian Electrical Code, Part I (CE Code):
– C 22-1-98
ABB-Maschinen (nur Gruppe II) können in Bereichen mit folgender Kennzeichnungeingebaut werden:
Atmosphäre (EN);
G - Explosionsfähige Gasatmosphäre
D - Explosionsfähige Staubatmosphäre
Überprüfung nach Erhalt• Unmittelbar nach dem Empfang ist der Motor auf äußerliche Beschädigungen zu
untersuchen, im Schadenfall ist der Spediteur unverzüglich zu verständigen.
• Überprüfen Sie die auf dem Leistungsschild angegebenen Daten, insbesondere Spannung, Schaltung (Stern oder Dreieck), Kategorie, Zündschutzart und Temperatur.
Zone (IEC) Kategorie (EN) Kennzeichnung
1 2 Ex px, Ex pxe, Ex e
2 3 Ex nA, Ex N, Ex pz, Ex pze
Sicherheitsvorschriften - 73BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Folgende Regeln in allen Betriebszuständen beachten!
WARNUNG: Vor Beginn von Arbeiten am Motor oder an den angetriebenen Komponenten ist der Motor abzuschalten und zu blockieren. Bei Prüfung des Isolationswiderstandes ist sicherzustellen, dass keine explosionsfähige Atmosphäre vorhanden ist.
Starten und wiederholtes Starten
• Die maximale Anzahl aufeinanderfolgender Starts ist in der technischen Dokumentation der Maschine festgelegt.
• Die neue Startsequenz ist zulässig, nachdem die Maschine auf Umgebungstemperatur (-> Kaltstarts) bzw. auf Betriebstemperatur (-> Warmstarts) abgekühlt ist.
Erdung und Potentialausgleich
• Stellen Sie vor dem Start sicher, dass alle Erdungs- und Potentialausgleichkabel richtig verbunden sind.
• Entfernen Sie keine Erdungs- oder Potentialausgleichkabel, die vom Hersteller eingebaut wurden.
Freiräume, Kriechstrecken und Abstände
• Entfernen Sie nichts aus Klemmenkästen und nehmen Sie keine Veränderungen vor, durch die Freiräume oder Kriechstrecken zwischen Teilen verringert werden können.
• Bauen Sie keine neuen Komponenten in Klemmenkästen ein, ohne zuvor den Rat von ABB Oy einzuholen.
• Achten Sie darauf, dass der Luftspalt zwischen Rotor und Stator nach jeder Wartung am Rotor oder an den Lagern gemessen wird. Der Luftspalt zwischen Stator und Rotor muss an jedem Punkt gleich sein.
• Richten Sie den Lüfter nach jeder Wartung auf die Mitte der Lüfterhaube oder der Luftführung aus. Der Freiraum muss mindestens 1% des maximalen Durchmessers des Lüfters betragen und normgerecht sein.
Anschlüsse in Klemmenkästen
• Alle Verbindungen in Hauptklemmenkästen müssen mit Ex-zugelassenen Anschlüssen erfolgen, die vom Hersteller zusammen mit der Maschine geliefert werden. In anderen Fällen wenden Sie sich an ABB Oy.
• Alle Verbindungen in Zusatzklemmenkästen, die als eigensichere Stromkreise (Ex i) gekennzeichnet sind, müssen an passende Sicherheitsbarrieren angeschlossen werden.
• Energiebegrenzte Stromkreise (Ex nL) und eigensichere Stromkreise (Ex i) müssen von anderen elektrischen Schaltungen durch eine Trennplatte oder 50 mm Kriechstrecke voneinander getrennt sein. Nähere Informationen entnehmen Sie dem Anschlussschaltbild und den Klemmenkastenzeichnungen.
8 - Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Raumheizkörper
• Wenn eine Kondenswasserheizung ohne Selbstregulation sofort nach Ausschalten des Motors eingeschaltet wird, müssen Sie geeignete Maßnahmen treffen, um die Temperatur im Inneren des Motorgehäuses zu kontrollieren. Die Kondenswasserheizungen dürfen nur in einer temperaturgeregelten Umgebung betrieben werden.
Vor-Start-Belüftung
• Ex nA und Ex e- Maschinen können und müssen in bestimmten Fällen mit einer Vor-Start-Belüftung ausgestattet werden.
• Vor dem Starten überprüfen, ob das Maschinengehäuse ausgeblasen werden muss, um entflammbare Gase zu entfernen. Nach Abwägung des bestehenden Risikos treffen der Kunde und/oder die regionalen Behörden die Entscheidung, ob eine Vor-Start-Belüftung erforderlich ist.
BEMERKUNG:Wenn diese Sicherheitshinweise nicht mit dem Benutzerhandbuch übereinstimmen, gelten diese Sicherheitshinweise.
Sicherheitsvorschriften - 93BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Chapter 1 - Einleitung1.1 Allgemeine Informationen ........................................................................ 1
1.2 Wichtige Anmerkung ................................................................................ 1
1.3 Haftungsbeschränkung ............................................................................ 2
1.4 Dokumentation ......................................................................................... 21.4.1 Dokumentation der Maschine ......................................................... 21.4.2 Informationen, die nicht in der Dokumentation enthalten sind ........ 31.4.3 Einheiten, die in diesem Benutzerhandbuch verwendet werden .... 3
1.5 Identifikation der Maschine ...................................................................... 31.5.1 Seriennummer der Maschine .......................................................... 31.5.2 Typenschild ..................................................................................... 3
Chapter 2 - Transport und Verpackung2.1 Schutzmaßnahmen vor dem Transport.................................................... 6
2.1.1 Allgemeines..................................................................................... 62.1.2 Schmierungskennschild .................................................................. 6
2.2 Anheben der Maschine ............................................................................ 82.2.1 Heben einer Maschine in einer seetauglichen Verpackung ............ 92.2.2 Anheben einer Maschine auf einer Palette ................................... 102.2.3 Heben einer ausgepackten Maschine........................................... 10
2.3 Drehen einer vertikal montierten Maschine............................................ 11
2.4 Überprüfungen bei Empfang und beim Auspacken ............................... 122.4.1 Prüfung bei der Ankunft ................................................................ 122.4.2 Prüfung beim Auspacken .............................................................. 12
2.5 Installationsanweisungen für Hauptklemmkasten und
Kühlerkomponenten ............................................................................... 122.5.1 Installation des Hauptklemmkastens............................................. 132.5.2 Installation der Kühlerkomponenten.............................................. 13
2.6 Lagerung ................................................................................................ 142.6.1 Kurzzeitige Lagerung (weniger als 2 Monate)............................... 142.6.2 Langzeitlagerung (mehr als 2 Monate) ......................................... 152.6.3 Rollenlager .................................................................................... 162.6.6 Gleitlager....................................................................................... 172.6.8 Öffnungen ..................................................................................... 18
2.7 Inspektionen, Aufzeichnungen ............................................................... 18
Chapter 3 - Installation und Ausrichtung3.1 Allgemeines............................................................................................ 19
3.2 Konstruktion des Fundaments ............................................................... 193.2.1 Allgemeines................................................................................... 193.2.2 Fundamentkräfte ........................................................................... 203.2.3 Flansche für vertikal montierte Maschinen.................................... 20
3.3 Vorbereitungen der Maschine vor der Installation.................................. 203.3.1 Isolationswiderstandsmessungen ................................................. 213.3.2 Zerlegen der Transportsperre ....................................................... 213.3.3 Kühlungstyp .................................................................................. 213.3.4 Wuchtung der Kupplung................................................................ 22
3.3.4.1 Zusammenbau............................................................. 223.3.5 Riemenantrieb............................................................................... 22
i - 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
3.3.6 Ablassstopfen ............................................................................... 23
3.4 Installation auf Betonfundament ............................................................ 233.4.1 Lieferumfang ................................................................................. 233.4.2 Allgemeine Vorbereitungen........................................................... 233.4.3 Vorbereitungen des Fundaments.................................................. 24
3.4.3.1 Vorbereitungen des Fundaments und der Zementierungslöcher .......................................... 24
3.4.3.2 Vorbereitungen der Fundamentbolzen oder der Schwellenplatte ................................................... 24
3.4.4 Aufstellen der Maschine................................................................ 263.4.5 Ausrichtung ................................................................................... 263.4.6 Zementierung................................................................................ 263.4.7 Endgültige Installation und Prüfung .............................................. 27
3.4.7.1 Anbringung der Passstifte der Maschinenfüße............ 273.4.7.2 Abdeckungen und Gehäuse ........................................ 27
3.5 Installation auf Stahlfundament.............................................................. 273.5.1 Lieferumfang ................................................................................. 273.5.2 Prüfung des Fundaments.............................................................. 283.5.3 Aufstellen der Maschine................................................................ 283.5.4 Ausrichtung ................................................................................... 283.5.5 Endgültige Installation und Prüfung .............................................. 28
3.5.5.1 Einsetzen der Kegelstifte in die Maschinenfüße.......... 283.5.5.2 Abdeckungen und Gehäuse ........................................ 28
3.5.6 Installation von flanschmontierten Maschinen auf einem Stahlfundament ...................................................................... 29
3.6 Ausrichtung ............................................................................................ 293.6.1 Allgemeines .................................................................................. 293.6.2 Grobe Ausrichtung ........................................................................ 303.6.3 Grobe Einstellung ......................................................................... 303.6.4 Korrektur der Wärmedehnung ...................................................... 32
3.6.4.1 Allgemeines ................................................................. 323.6.4.2 Wärmedehnung nach oben ......................................... 333.6.4.3 Axiale Wärmedehnung ................................................ 33
3.6.5 Endgültige Ausrichtung ................................................................. 333.6.5.1 Allgemeines ................................................................. 333.6.5.2 Schlag der Kupplungshälften....................................... 343.6.5.3 Parallele, axiale und Winkelausrichtung...................... 343.6.5.4 Ausrichtung.................................................................. 353.6.5.5 Zulässiger Versatz ....................................................... 36
3.7 Maßnahmen nach der Installation.......................................................... 37
Chapter 4 - Mechanische und elektrische Anschlüsse4.1 Allgemeines ........................................................................................... 38
4.2 Mechanische Anschlüsse ...................................................................... 384.2.1 Kühlluftanschlüsse ........................................................................ 384.2.2 Kühlwasseranschlüsse ................................................................. 38
4.2.2.1 Luft-Wasser-Kühler...................................................... 384.2.2.2 Wassergekühlte Rahmen ............................................ 39
4.2.3 Ölversorgung der Gleitlager.......................................................... 394.2.4 Anschluss des Entleerungsluftventils............................................ 40
- ii3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
4.2.5 Einbau von Schwingungswandlern ............................................... 404.2.6 Vorrichtung für Spülluft.................................................................. 414.2.7 Rollenlager-Ölnebelzufuhr ............................................................ 43
4.3 Elektrische Installation ........................................................................... 444.3.1 Allgemeine Informationen ............................................................. 444.3.2 Sicherheit ...................................................................................... 444.3.3 Isolationswiderstandsmessungen ................................................. 454.3.4 Hauptklemmenkastenoptionen...................................................... 45
4.3.4.1 Lieferung ohne Hauptklemmenkasten ......................... 454.3.5 Isolierabstände der Hauptnetzanschlüsse .................................... 464.3.6 Hauptnetzkabel ............................................................................. 464.3.7 Sekundärkabel für Schleifringmaschinen...................................... 474.3.8 Zusatzklemmenkasten .................................................................. 47
4.3.8.1 Anschluss von Zusatzeinrichtungen und Instrumenten ....................................................... 48
4.3.8.2 Anschluss eines externen Gebläsemotors................... 484.3.9 Erdanschlüsse............................................................................... 484.3.10 Anforderungen für Maschinen, die von Frequenzumrichtern
versorgt werden ...................................................................... 484.3.10.1 Hauptkabel................................................................. 494.3.10.2 Erdung des Hauptkabels ........................................... 494.3.10.3 Nebenaggregatkabel ................................................. 49
Chapter 5 - Inbetriebnahme und Start5.1 Allgemeines............................................................................................ 50
5.2 Überprüfung der mechanischen Installation........................................... 50
5.3 Isolationswiderstandsmessungen .......................................................... 50
5.4 Überprüfung der elektrischen Installation............................................... 51
5.5 Steuerungs- und Schutzausrüstung....................................................... 515.5.1 Allgemeines................................................................................... 515.5.2 Statorwicklungstemperatur............................................................ 52
5.5.2.1 Allgemeines ................................................................. 525.5.2.2 Widerstand der Temperaturdetektoren........................ 525.5.2.3 Thermistoren................................................................ 52
5.5.3 Überwachung der Lagertemperatur .............................................. 525.5.3.1 Allgemeines ................................................................. 525.5.3.2 Widerstand der Temperaturdetektoren........................ 535.5.3.3 Thermistoren................................................................ 53
5.5.4 Schutzvorrichtungen ..................................................................... 53
5.6 Erster Prüfstart ....................................................................................... 535.6.1 Allgemeines................................................................................... 535.6.2 Vorsichtsmaßnahmen vor dem ersten Prüfstart............................ 535.6.3 Starten........................................................................................... 54
5.6.3.1 Drehrichtung ................................................................ 545.6.3.2 Starten von Maschinen mit Schleifringen..................... 555.6.3.3 Starten von Ex p-Maschinen........................................ 55
5.7 Erstmaliger Betrieb der Maschine .......................................................... 565.7.1 Überwachung während des ersten Betriebs ................................. 565.7.2 Überprüfungen bei laufender Maschine ........................................ 565.7.3 Lager ............................................................................................. 56
iii - 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
5.7.3.1 Maschinen mit Rollenlagern ........................................ 565.7.3.2 Maschinen mit Gleitlagern ........................................... 57
5.7.4 Vibrationen.................................................................................... 585.7.5 Temperaturpegel........................................................................... 585.7.6 Wärmetauscher............................................................................. 585.7.7 Schleifringe ................................................................................... 595.7.8 Abschalten .................................................................................... 59
Chapter 6 - Betrieb6.1 Allgemeines ........................................................................................... 60
6.2 Normale Betriebsbedingungen .............................................................. 60
6.3 Anzahl der Starts ................................................................................... 61
6.4 Überwachung......................................................................................... 616.4.1 Lager............................................................................................. 626.4.2 Vibrationen.................................................................................... 626.4.3 Temperaturen ............................................................................... 626.4.4 Wärmetauscher............................................................................. 626.4.5 Schleifringeinheit........................................................................... 62
6.5 Nachbearbeitung.................................................................................... 62
6.6 Abschalten ............................................................................................. 62
Chapter 7 - Wartung7.1 Vorbeugende Wartung........................................................................... 64
7.2 Sicherheitsvorkehrungen ....................................................................... 65
7.3 Wartungsprogramm ............................................................................... 667.3.1 Empfohlenes Wartungsprogramm ................................................ 68
7.3.1.1 Allgemeine Konstruktion.............................................. 687.3.1.2 Hauptstromversorgungsanschlüsse ............................ 697.3.1.3 Stator und Läufer ......................................................... 697.3.1.4 Zubehör ....................................................................... 707.3.1.5 Schleifringeinheit ......................................................... 707.3.1.6 Schmiersystem und Lager ........................................... 717.3.1.7 Kühlsystem .................................................................. 71
7.4 Wartung, allgemeine Konstruktion ......................................................... 727.4.1 Festigkeit der Schraubverbindungen ............................................ 737.4.3 Vibrationen und Lärm.................................................................... 737.4.4 Vibrationen des Lagergehäuses ................................................... 74
7.4.4.1 Messverfahren und Betriebsbedingungen................... 747.4.4.2 Klassifikation gemäß Flexibilität der Unterbaugruppe . 757.4.4.3 Bewertung ................................................................... 75
7.4.7 Vibrationen der Welle.................................................................... 77
7.5 Wartung der Lager und des Schmiersystems........................................ 777.5.1 Gleitlager....................................................................................... 77
7.5.1.1 Ölstand ........................................................................ 777.5.1.2 Lagertemperatur .......................................................... 77
7.5.2 Schmierung der Gleitlager ............................................................ 787.5.2.1 Schmieröltemperatur ................................................... 787.5.2.2 Schmiermittelkontrolle ................................................. 787.5.2.3 Empfohlene Kontrollwerte für das Schmieröl............... 78
- iv3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
7.5.2.4 Ölqualitäten.................................................................. 797.5.2.5 Ölwechselplan für Mineralöle....................................... 80
7.5.3 Rollenlager .................................................................................... 817.5.3.1 Lagerkonstruktion ........................................................ 817.5.3.2 Schmierungskennschild ............................................... 817.5.3.3 Nachschmierintervalle.................................................. 817.5.3.4 Nachschmierung.......................................................... 827.5.3.5 Lagerfett....................................................................... 837.5.3.6 Wartung der Lager ....................................................... 84
7.5.4 Überprüfung der Lagerisolation und des Isolationswiderstandes der Lager ................................................................................ 857.5.4.1 Verfahren ..................................................................... 857.5.4.2 Sauberkeit der Lagerisolierung.................................... 87
7.6 Wartung der Stator- und Läuferwicklungen............................................ 877.6.1 Besondere Sicherheitsanweisungen für die Wartung von
Wicklungen ............................................................................. 887.6.2 Zeitplanung der Wartung............................................................... 897.6.3 Die korrekte Betriebstemperatur ................................................... 897.6.4 Isolationswiderstandstest .............................................................. 89
7.6.4.1 Umrechnung der gemessenen Isolationswiderstandswerte ................................. 90
7.6.5.2 Allgemeine Hinweise.................................................... 917.6.5.3 Mindestwerte für den Isolationswiderstand.................. 917.6.5.4 Isolationswiderstandsmessung der Statorwicklung ..... 927.6.5.5 Isolationswiderstandsmessung der Läuferwicklung..... 93
7.6.6 Isolationswiderstandsmessung für Nebenaggregate .................... 947.6.7 Der Polarisationsindex .................................................................. 947.6.8 Sonstige Wartungsarbeiten........................................................... 94
7.7 Wartung der Schleifringe und der Bürstenanlage .................................. 957.7.1 Pflege der Schleifringe .................................................................. 95
7.7.1.1 Stillstandzeit................................................................. 957.7.1.2 Verschleiß.................................................................... 95
7.7.2 Pflege der Bürstenanlage.............................................................. 957.7.2.1 Druck der Bürste .......................................................... 96
7.8 Wartung der Kühleinheiten..................................................................... 967.8.1 Wartungsanweisungen für Maschinen mit offener Luftkühlung .... 97
7.8.1.1 Reinigung der Filter ..................................................... 977.8.2 Wartunganweisungen für Luft-Wasser-Wärmetauscher ............... 987.8.3 Wartunganweisungen für Luft-Luft-Wärmetauscher ..................... 98
7.8.3.1 Luftzirkulation............................................................... 987.8.3.2 Reinigung..................................................................... 99
7.8.4 Wartung der externen Gebläsemotoren........................................ 99
7.9 Reparatur, Zerlegung und Wiederzusammenbau .................................. 99
Chapter 8 - Fehlersuche8.1 Fehlersuche ......................................................................................... 100
8.1.1 Mechanische Leistung ................................................................ 1008.1.2 Schmiersystem und Lager .......................................................... 101
8.1.2.1 Schmiersystem und Rollenlager ................................ 1018.1.2.2 Schmiersystem und Gleitlager ................................... 102
v - 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
8.1.3 Wärmeentwicklung...................................................................... 1048.1.3.1 Wärmeentwicklung, offenes Kühlsystem................... 1048.1.3.2 Wärmeentwicklung, Luft-Luft-Kühlsystem ................. 1058.1.3.3 Wärmeentwicklung, Luft-Wasser-Kühlsystem ........... 1068.1.3.4 Wärmeentwicklung, Rippenkühlung .......................... 107
8.2 Ölleckagen bei Gleitlagern................................................................... 1088.2.1 Öl .............................................................................................. 1088.2.2 Gleitlager..................................................................................... 1098.2.3 Überprüfung der Lager................................................................ 1098.2.4 Ölbehälter und Ölleitungen ......................................................... 1108.2.5 Überprüfung des Ölbehälters und der Ölleitungen ..................... 1108.2.6 Verwendung................................................................................ 1118.2.7 Verwendungskontrolle ................................................................ 112
8.3 Elektrische Leistung, Kontrolle und Schutz.......................................... 1158.3.1 Auslösungen der Schutzvorrichtung ........................................... 1158.3.2 Pt-100 Widerstandstemperaturdetektoren .................................. 115
8.4 Schleifringe und Bürsten...................................................................... 1178.4.1 Bürstenverschleiß ....................................................................... 1178.4.2 Bürstenfunken............................................................................. 117
8.5 Thermische Leistung und Kühlsystem ................................................. 118
Chapter 9 - Kundendienst für Motoren und Generatoren9.1 Kundendienst ....................................................................................... 119
9.1.1 Kundendienstangebote ............................................................... 1199.1.2 Support und Gewährleistung ...................................................... 1199.1.3 Kontaktinformationen für Motoren- und Generatoren-Service .... 1209.1.4 Support für Service-Zentren........................................................ 1209.1.5 Kundendienst-Kontaktinformationen........................................... 121
9.2 Ersatzteile für Drehstrommaschinen.................................................... 1219.2.1 Allgemeine Hinweise zu den Ersatzteilen ................................... 1219.2.2 Regelmäßiger Teileaustausch .................................................... 1219.2.3 Ersatzteilbedarf ........................................................................... 1229.2.4 Auswahl des passenden Ersatzteilpakets................................... 1229.2.5 Typische empfohlene Ersatzteile in verschiedenen Sätzen........ 122
9.2.5.1 Ersatzteilpaket für den Maschinenbetrieb.................. 1239.2.5.2 Paket mit empfohlenen Ersatzteilen .......................... 1239.2.5.3 Hauptersatzteile......................................................... 1239.2.5.4 Paket mit Ersatzteilen für den Maschinenbetrieb ...... 1249.2.5.5 Paket mit empfohlenen Ersatzteilen .......................... 1249.2.5.6 Hauptersatzteile......................................................... 1249.2.5.7 Paket mit Ersatzteilen für den Maschinenbetrieb ...... 1259.2.5.8 Paket mit empfohlenen Ersatzteilen .......................... 1259.2.5.9 Hauptersatzteile......................................................... 126
9.2.6 Bestellinformationen ................................................................... 126
Chapter 10 - Recycling10.1 Einleitung ............................................................................................. 127
10.2 Durchschnittlicher Materialgehalt......................................................... 127
10.3 Recycling von Verpackungsmaterial.................................................... 127
10.4 Zerlegen der Maschine ........................................................................ 128
- vi3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
10.5 Trennung der unterschiedlichen Materialien ........................................ 12810.5.1 Rahmen, Lagergehäuse, Abdeckungen und Ventilator ............ 12810.5.2 Komponenten mit elektrischer Isolierung .................................. 12810.5.3 Dauermagneten ........................................................................ 12910.5.4 Sondermüll ................................................................................ 12910.5.5 Deponieabfälle .......................................................................... 129
INBETRIEBNAHMEBERICHT ........................................................................ 131
Typische Position der Kennschilder ............................................................... 141
Typische Hauptnetzkabelanschlüsse ............................................................. 143
vii - 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Chapter 1 Einleitung
1.1 Allgemeine InformationenDieses Benutzerhandbuch informiert über Transport, Lagerung, Installation,Inbetriebnahme, Betrieb und Wartung der von ABB hergestelltenDrehstrommaschinen.
Das Handbuch bietet Informationen zu allen Gesichtspunkten des Betriebs, derWartung und der Überwachung der Maschine. Dieses Handbuch und die anderenUnterlagen der Maschinendokumentation sind vor dem Umgang mit der Maschine zulesen, um eine reibungslose Funktion und eine lange Nutzungsdauer der Maschine zugewährleisten.
BEMERKUNG:Einige kundenspezifische Elemente sind möglicherweise nicht in diesem Benutzerhandbuch enthalten. Sie finden zusätzliche Dokumentation in der Projekt-Dokumentation.
Die Arbeiten, die in diesem Handbuch beschrieben sind, dürfen nur von geschultenFachkräften ausgeführt werden, die vom Betreiber autorisiert sind.
Dieses Dokument und Teile desselben dürfen nicht ohne ausdrückliche und schriftlicheGenehmigung von ABB vervielfältigt oder kopiert werden, und der Inhalt desselbendarf nicht an Dritte weitergegeben noch für unzulässige Zwecke verwendet werden.
ABB ist stets bestrebt, die Qualität der Informationen, die in diesem Benutzerhandbuchgeboten wird, zu verbessern und nimmt Verbesserungsvorschläge gern entgegen.Kontaktinformationen siehe Kapitel 9.1.5 Kundendienst-Kontaktinformationen.
BEMERKUNG:Die nachstehenden Anweisungen sind genau zu befolgen, um die Sicherheit bei der Installation, beim Betrieb und bei der Wartung der Maschine zu gewährleisten. Alle Personen, die mit diesen Aufgaben befasst sind, sind auf vorliegende Anleitung hinzuweisen. Die Nichtbefolgung der hierin enthaltenen Anweisungen hat den Verlust der Haftung für Sachmängel zur Folge.
1.2 Wichtige AnmerkungEinige der Informationen in diesem Dokument sind von allgemeiner Art und aufverschiedene Maschinen von ABB anwendbar.
In Fällen, in denen ein Widerspruch zwischen dem Inhalt dieses Handbuchs und dergelieferten Maschine besteht, muss der Benutzer entweder eine fachkundigeEntscheidung hinsichtlich der weiteren Vorgehensweise vornehmen oder imZweifelsfall ABB kontaktieren.
Die Sicherheitsmaßnahmen, die in Sicherheitsanweisungen am Anfang desHandbuchs aufgeführt sind, müssen jederzeit beachtet werden.
Die Sicherheit am Arbeitsplatz hängt von der Aufmerksamkeit, Vorsorge und Vernunftaller Personen ab, welche die Maschine bedienen und warten. Neben der Beachtungder hier empfohlenen Sicherheitsvorkehrungen ist grundsätzlich Vorsicht in der Nähe
Sicherheitsvorschriften Einleitung - 13BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
von Maschinen geboten: keine Liste kann vollständig sein, achten Sie stets auf IhreSicherheit!
BEMERKUNG:Zur Vermeidung von Unfällen müssen die Sicherheitsmaßnahmen und -vorrichtungen, die am Installationsort erforderlich sind, den Anweisungen und Vorschriften zur Arbeitssicherheit entsprechen. Dies gilt für allgemeine Sicherheitsvorschriften des jeweiligen Landes, spezifische Vereinbarungen, die für das jeweilige Werk gemacht wurden, Sicherheitsanweisungen, die in diesem Handbuch enthalten sind, und separate Sicherheitsanweisungen, die mit der Maschine geliefert wurden.
1.3 HaftungsbeschränkungABB ist unter keinen Umständen für direkte, indirekte, besondere, zufällige oder als inFolge entstandene Schäden gleich welcher Art haftbar, die sich aus der Anwendungdieses Dokuments ergeben, noch ist ABB für zufällige oder in Folge entstandeneSchäden haftbar, die sich aus der Verwendung von Software oder Hardware ergeben,die in diesem Dokument beschrieben sind.
Die Haftung erstreckt sich auf Herstellungs- und Materialfehler. Von der Haftungausgenommen sind durch unsachgemäße Lagerung, inkorrekte Installation oderinkorrekten Betrieb der Maschine verursachte Schäden an der Maschine, Verletzungendes Personals oder Schäden für Dritte. Die Gewährleistungsbedingungen sind gemäßden Geschäftbedingungen von Orgalime S2000 ausführlicher definiert.
BEMERKUNG:Die Geltendmachung des Gewährleistungsanspruchs ist ausgeschlossen, falls die Betriebsbedingungen der Maschine geändert wurden, Änderungen an der Konstruktion der Maschine vorgenommen wurden oder Reparaturarbeiten ohne vorheriges schriftliches Einverständnis des ABB-Werks, das die Maschine geliefert hat, an der Maschine vorgenommen wurden.
BEMERKUNG:Die in den Geschäfts- oder Haftungsbedingungen der örtlichen ABB-Vertretungen spezifizierten Haftungsbestimmungen können unter Umständen voneinander abweichen.
Kontaktinformationen siehe Rückseite dieses Benutzerhandbuchs. Bitte geben Sie beider Erörterung maschinenspezifischer Einzelheiten die Seriennummer der Maschine an.
1.4 Dokumentation
1.4.1 Dokumentation der MaschineEs wird empfohlen, die Dokumentation der Maschinen gründlich durchzulesen, bevorMaßnahmen ergriffen werden. Dieses Handbuch und die Sicherheitsanweisungenwerden mit jeder Maschine geliefert und sind in einer Kunststoffhülle amMaschinenrahmen befestigt.
BEMERKUNG:Diese Dokumentation wird an den Kunden geliefert, der die Bestellung aufgegeben hat. Für zusätzliche Kopien der Dokumente wenden Sie sich bitte an Ihre örtliche ABB-Vertretung oder die Kundendienstabteilung; siehe Kapitel 9.1.5 Kundendienst-Kontaktinformationen.
2 - Einleitung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Zusätzlich zu diesem Handbuch wird jede Maschine mit einer Zeichnung und einemelektrischen Anschlussplan sowie einem Datenblatt geliefert, die folgende Dingeangeben:
• Montage- und äußere Abmessungen der Maschine
• Maschinengewicht und Belastung des Fundaments
• Position der Hebeösen der Maschine
• Instrumentierung und Position der Zusatzeinrichtungen
• Anforderungen an Lageröl und Schmiermittel
• Haupt- und Nebenaggregatanschlüsse.
BEMERKUNG:Einige kundenspezifische Elemente sind möglicherweise nicht in diesem Benutzerhandbuch enthalten. Sie finden zusätzliche Dokumentation in der Projekt-Dokumentation. Wenn die Angaben in diesem Handbuch nicht mit denen in der ergänzenden Dokumentation übereinstimmen, gelten die Angaben der ergänzenden Dokumentation.
1.4.2 Informationen, die nicht in der Dokumentation enthalten sindDieses Benutzerhandbuch enthält keine Informationen über Start-, Schutz- oderDrehzahlregelungseinrichtungen. Diese Informationen finden Sie in denBenutzerhandbüchern der jeweiligen Vorrichtungen.
1.4.3 Einheiten, die in diesem Benutzerhandbuch verwendet werdenDie in diesem Benutzerhandbuch verwendeten Maßeinheiten basieren auf dem SI-System (metrisches System) und dem US-System.
1.5 Identifikation der Maschine
1.5.1 Seriennummer der MaschineJede Maschine ist mit einer siebenstelligen Seriennummer gekennzeichnet. Sie ist aufdem Typenschild der Maschine und am Maschinenrahmen eingeprägt.
Die Seriennummer ist in jeder zukünftigen Korrespondenz, die die Maschine betrifft,anzugeben, da sie die einzige eindeutige Information ist, die für die Identifikation derbetreffenden Maschine verwendet wird.
1.5.2 TypenschildEin Typenschild aus rostfreiem Stahl ist permanent am Maschinenrahmen angebrachtund darf nicht entfernt werden. Für den Anbringungsort des Typenschilds sieheAnhang Typische Position der Kennschilder.
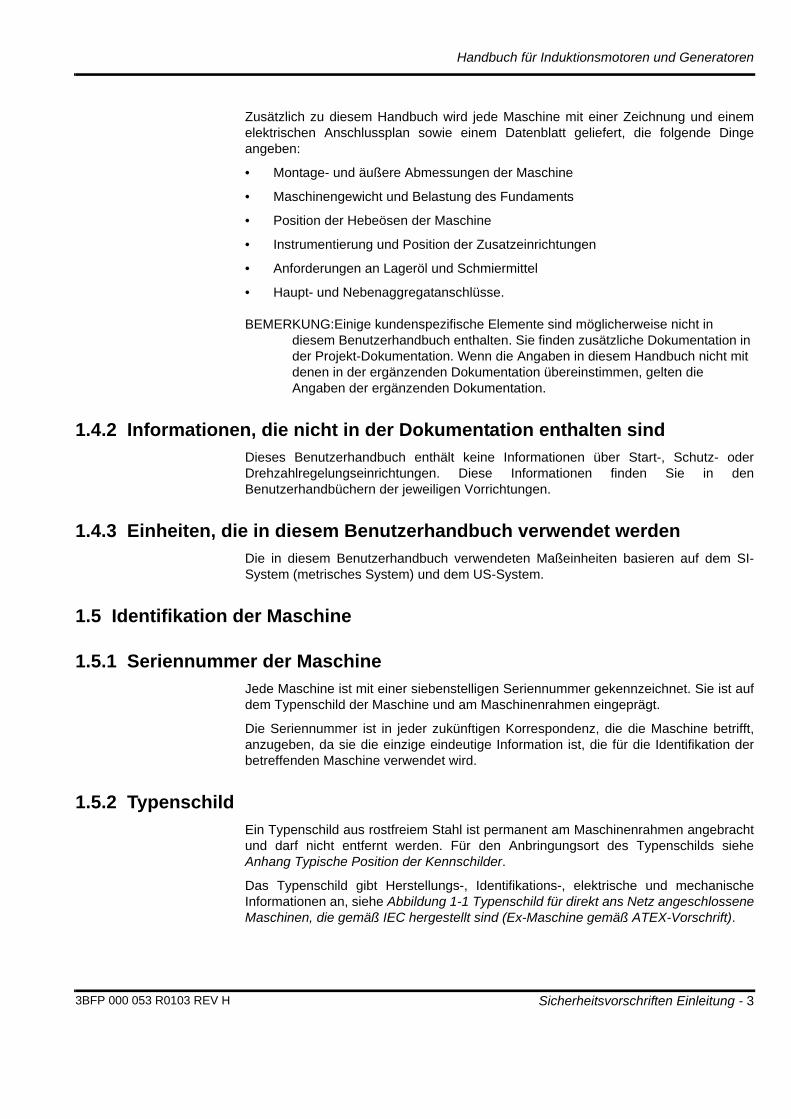
Das Typenschild gibt Herstellungs-, Identifikations-, elektrische und mechanischeInformationen an, siehe Abbildung 1-1 Typenschild für direkt ans Netz angeschlosseneMaschinen, die gemäß IEC hergestellt sind (Ex-Maschine gemäß ATEX-Vorschrift).
Sicherheitsvorschriften Einleitung - 33BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Figure 1-1 Typenschild für direkt ans Netz angeschlossene Maschinen, die gemäß IEC hergestellt sind (Ex-Maschine gemäß ATEX-Vorschrift)
Figure 1-2 Typenschild für Frequenzumrichtermaschinen, die gemäß IEC hergestellt sind
4 - Einleitung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
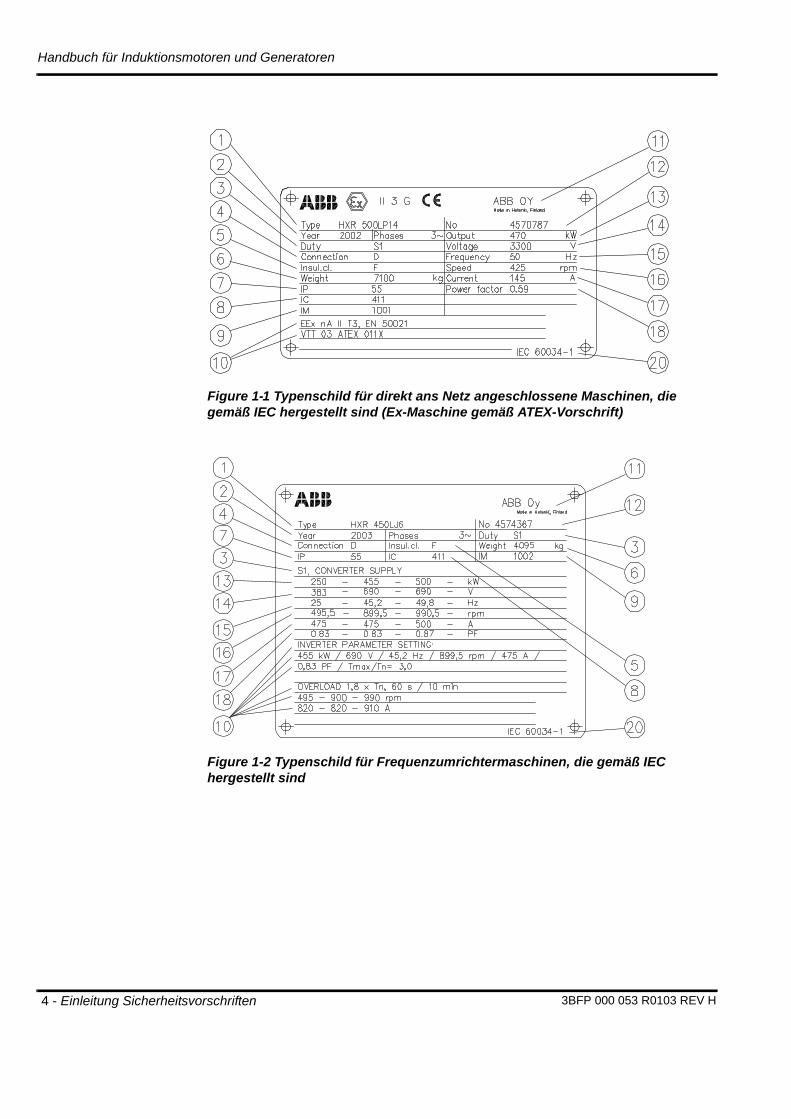
Figure 1-3 Typenschild für direkt ans Netz angeschlossene Maschinen, die gemäß NEMA hergestellt sind
1. Typenbezeichnung2. Baujahr3. Betriebsart4. Anschlussart5. Isolierungsklasse6. Maschinengewicht [kg] oder [lbs]7. Schutzgrad [IP-Klasse]8. Kühlungstyp [IC-Code]9. Montageanordnung [IM-Code] (IEC)10. Zusätzliche Informationen11. Hersteller12. Seriennummer13. Leistung [kW] oder [PS]14. Statorspannung [V]15. Frequenz [Hz]16. Drehzahl [U/min]17. Statorstrom [A]18. Leistungsfaktor [cos phi]19. CSA-Kennzeichnung20. Standard21. Bezeichnung für gesperrten Läufer kVA/ PS (NEMA)22. Umgebungstemperatur [°C] (NEMA)23. Servicefaktor (NEMA)
Sicherheitsvorschriften Einleitung - 53BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Chapter 2 Transport und Verpackung
2.1 Schutzmaßnahmen vor dem Transport
2.1.1 AllgemeinesFolgende Schutzmaßnahmen werden vor der Lieferung der Maschine vom Werkdurchgeführt. Falls die Maschine später bewegt wird, sind dieselbenSchutzmaßnahmen durchzuführen:
• Bei Maschinen mit Gleitlagern werden Transportsperren installiert.
Folgender Punkt betrifft den Lagertyp: Rollenlager
• Kugel- und Rollenlager sind mit einem Schmiermittel geschmiert, das auf dem am Maschinenrahmen befestigten Schmierungskennschild angegeben ist; siehe Kapitel 2.1.2 Schmierungskennschild
Folgender Punkt betrifft den Lagertyp: Gleitlager
• Gleitlager werden mit Öl geflutet und entleert. Alle Öleinlässe und Ölauslässe sowie Ölrohre werden verschlossen. Dies bietet einen ausreichenden Korrosionsschutz
Folgender Punkt betrifft das Kühlverfahren: Luft-Wasser
• Luft-Wasser-Kühler werden entleert und die Ein- und Auslässe des Kühlers werden verschlossen.
• Maschinell bearbeitete Oberflächen, wie z. B. die Wellenverlängerung, sind mit einer Anti-Korrosionsbeschichtung gegen Korrosion geschützt.
• Um die Maschine bei Seetransport während des Verladens, des Transports und des Entladens ausreichend gegen salzhaltige Wasserspritzer, Feuchtigkeit, Rost und Vibrationsschäden zu schützen, muss sie seetauglich verpackt werden.
2.1.2 SchmierungskennschildAm Maschinenrahmen ist ein Schmierungskennschild aus rostfreiem Stahl angebracht.Für den Anbringungsort des Schmierungskennschilds siehe Anhang Typische Positionder Kennschilder.
Das Schmierungskennschild zeigt den Typ der Lager und des zu verwendendenSchmieröls; siehe Abbildung 2-1 Schmierungskennschild für fettgeschmierteRollenlager und Abbildung 2-2 Schmierungskennschild für Gleitlager.
6 - Transport und Verpackung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
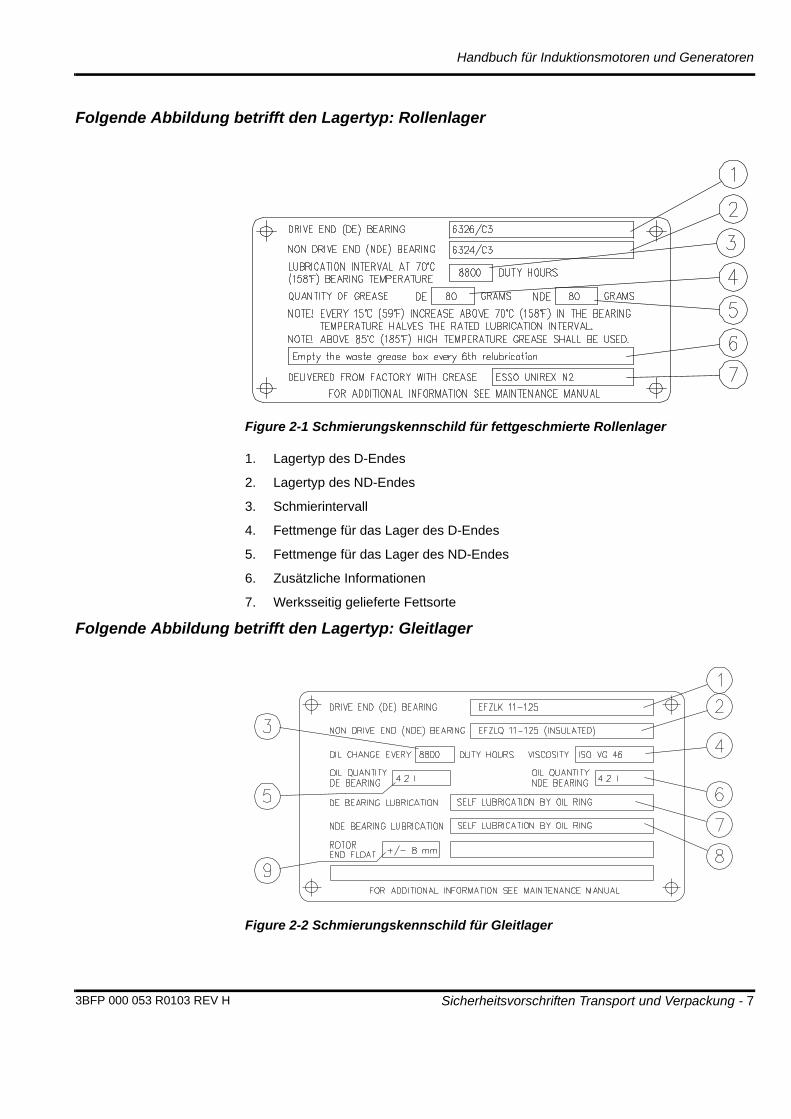
Folgende Abbildung betrifft den Lagertyp: Rollenlager
Figure 2-1 Schmierungskennschild für fettgeschmierte Rollenlager
1. Lagertyp des D-Endes
2. Lagertyp des ND-Endes
3. Schmierintervall
4. Fettmenge für das Lager des D-Endes
5. Fettmenge für das Lager des ND-Endes
6. Zusätzliche Informationen
7. Werksseitig gelieferte Fettsorte
Folgende Abbildung betrifft den Lagertyp: Gleitlager
Figure 2-2 Schmierungskennschild für Gleitlager
Sicherheitsvorschriften Transport und Verpackung - 73BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
1. Lagertyp des D-Endes
2. Lagertyp des ND-Endes
3. Ölwechselintervall
4. Viskosität
5. Ölmenge für Lager des D-Endes (selbstschmierend)
6. Ölmenge für Lager des ND-Endes (selbstschmierend)
7. Schmierverfahren für das Lager des D-Endes. Ölfluss und Öldruck für fremdgeschmierte Lager
8. Schmierverfahren für das Lager des ND-Endes. Ölfluss und Öldruck für fremdgeschmierte Lager
9. Axiales Spiel des Läufers
BEMERKUNG:Die auf dem Schmierungskennschild angegebenen Informationen sind unbedingt zu befolgen. Bei Nichtbeachtung erlischt der Gewährleistungsanspruch für die Lager.
2.2 Anheben der MaschineBevor die Maschine angehoben wird, stellen Sie sicher, dass eine geeigneteHebeausrüstung zur Verfügung steht und dass das Personal mit Hebearbeiten vertrautist. Das Gewicht der Maschine ist auf dem Typenschild, der Zeichnung und derPackliste angegeben.
BEMERKUNG:Verwenden Sie ausschließlich die Hebelaschen oder -ösen, die zum Heben der kompletten Maschine vorgesehen sind. Verwenden Sie keine der kleinen zusätzlichen Hebelaschen oder -ösen, da diese nur zu Wartungszwecken dienen.
BEMERKUNG:Der Schwerpunkt der Maschinen mit demselben Rahmen kann aufgrund von unterschiedlichen Ausgängen, Montageanordnungen und Nebenaggregaten variieren.
BEMERKUNG:Stellen Sie vor dem Anheben sicher, dass die Ringschrauben oder die im Maschinenrahmen integrierten Hebelaschen unbeschädigt sind. Beschädigte Hebelaschen dürfen nicht verwendet werden.
BEMERKUNG:Heberingschrauben sind vor dem Anheben anzuziehen. Falls erforderlich, ist die Position der Ringschraube mit entsprechenden Beilagscheiben einzustellen.
BEMERKUNG:Verwenden Sie beim Anheben der Maschine vom Boden nur Hebepunkte, die mit der Kennzeichnung gemäß der Norm ISO 7000-0625 versehen sind, siehe Abbildung 2-3 Anschlagen hier - Kennzeichnung (ISO 7000-0625).
8 - Transport und Verpackung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Figure 2-3 Anschlagen hier - Kennzeichnung (ISO 7000-0625)
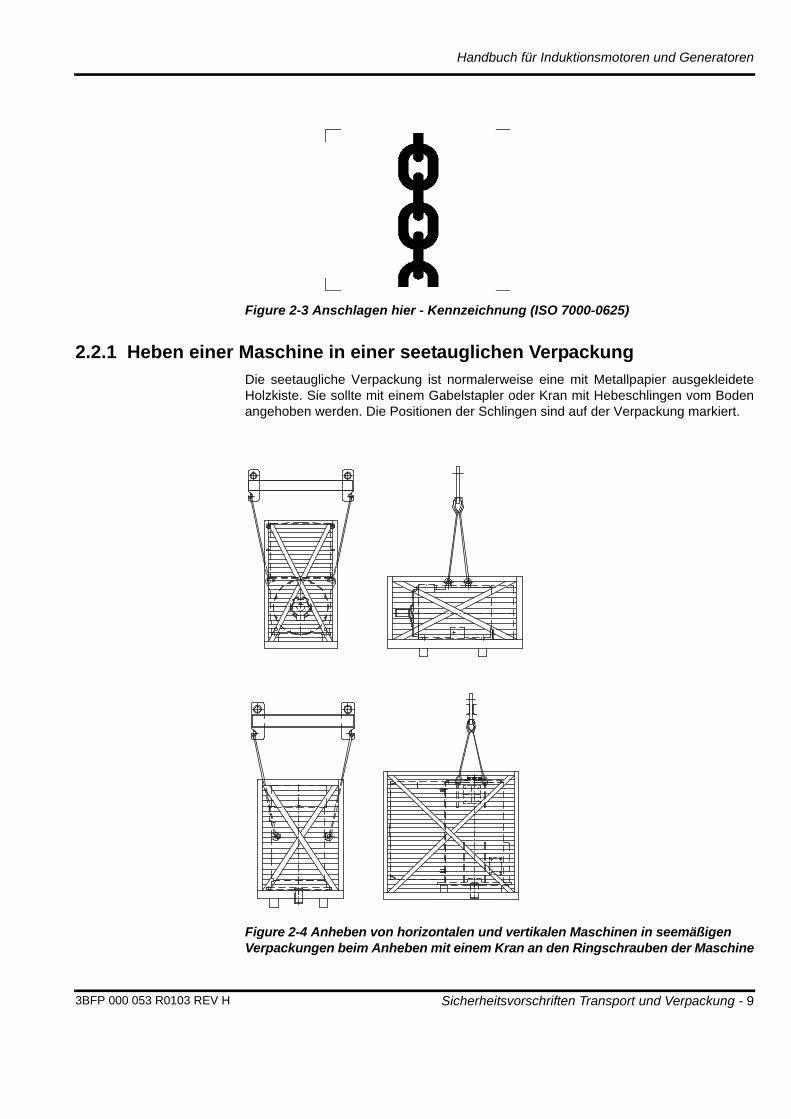
2.2.1 Heben einer Maschine in einer seetauglichen VerpackungDie seetaugliche Verpackung ist normalerweise eine mit Metallpapier ausgekleideteHolzkiste. Sie sollte mit einem Gabelstapler oder Kran mit Hebeschlingen vom Bodenangehoben werden. Die Positionen der Schlingen sind auf der Verpackung markiert.
Figure 2-4 Anheben von horizontalen und vertikalen Maschinen in seemäßigen Verpackungen beim Anheben mit einem Kran an den Ringschrauben der Maschine
Sicherheitsvorschriften Transport und Verpackung - 93BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
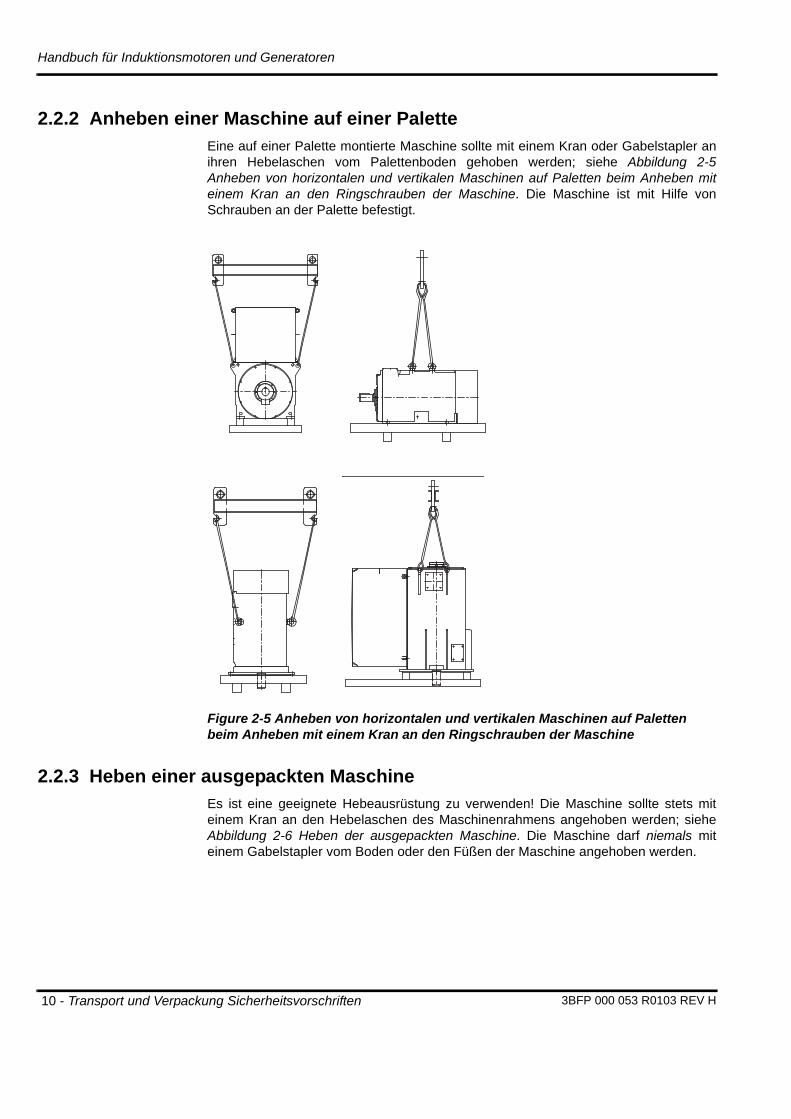
2.2.2 Anheben einer Maschine auf einer PaletteEine auf einer Palette montierte Maschine sollte mit einem Kran oder Gabelstapler anihren Hebelaschen vom Palettenboden gehoben werden; siehe Abbildung 2-5Anheben von horizontalen und vertikalen Maschinen auf Paletten beim Anheben miteinem Kran an den Ringschrauben der Maschine. Die Maschine ist mit Hilfe vonSchrauben an der Palette befestigt.
Figure 2-5 Anheben von horizontalen und vertikalen Maschinen auf Paletten beim Anheben mit einem Kran an den Ringschrauben der Maschine
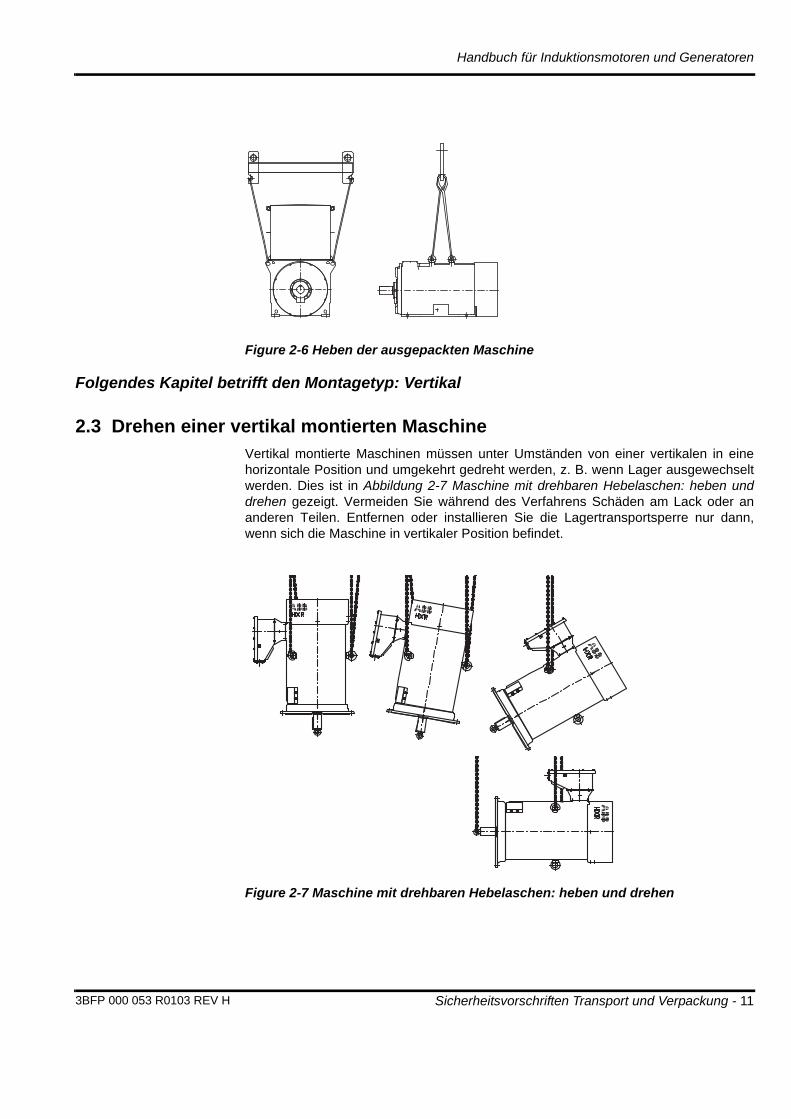
2.2.3 Heben einer ausgepackten MaschineEs ist eine geeignete Hebeausrüstung zu verwenden! Die Maschine sollte stets miteinem Kran an den Hebelaschen des Maschinenrahmens angehoben werden; sieheAbbildung 2-6 Heben der ausgepackten Maschine. Die Maschine darf niemals miteinem Gabelstapler vom Boden oder den Füßen der Maschine angehoben werden.
10 - Transport und Verpackung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Figure 2-6 Heben der ausgepackten Maschine
Folgendes Kapitel betrifft den Montagetyp: Vertikal
2.3 Drehen einer vertikal montierten MaschineVertikal montierte Maschinen müssen unter Umständen von einer vertikalen in einehorizontale Position und umgekehrt gedreht werden, z. B. wenn Lager ausgewechseltwerden. Dies ist in Abbildung 2-7 Maschine mit drehbaren Hebelaschen: heben unddrehen gezeigt. Vermeiden Sie während des Verfahrens Schäden am Lack oder ananderen Teilen. Entfernen oder installieren Sie die Lagertransportsperre nur dann,wenn sich die Maschine in vertikaler Position befindet.
Figure 2-7 Maschine mit drehbaren Hebelaschen: heben und drehen
Sicherheitsvorschriften Transport und Verpackung - 113BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
2.4 Überprüfungen bei Empfang und beim Auspacken
2.4.1 Prüfung bei der AnkunftDie Maschine und das Paket müssen unmittelbar bei der Ankunft überprüft werden.Jeder Transportschaden muss fotografiert und umgehend, d. h. innerhalb von wenigerals einer (1) Woche nach der Ankunft, gemeldet werden, wenn eineTransportversicherung in Anspruch genommen werden soll. Daher ist es wichtig, dassNachweise über unsachgemäße Handhabung überprüft und demTransportunternehmen sowie dem Zulieferer unmittelbar berichtet werden. Dazu dieChecklisten unter Anhang INBETRIEBNAHMEBERICHT verwenden.
Eine Maschine, die nicht sofort nach der Ankunft installiert werden soll, darf nicht ohneAufsicht oder ohne Schutzvorkehrungen stehen gelassen werden. Für weitereEinzelheiten, siehe Kapitel 2.6 Lagerung.
2.4.2 Prüfung beim AuspackenStellen Sie die Maschine so auf einer ebenen und vibrationsfreien Fläche auf, dass dieHandhabung von anderen Gegenständen nicht behindert wird.
Nach dem Entfernen der Verpackung ist sicherzustellen, dass die Maschine nichtbeschädigt ist und dass alle Zusatzeinrichtungen vorhanden sind. Haken Sie dieZusatzeinrichtungen auf der beigefügten Packliste ab. Wenn eine Beschädigungvermutet wird oder Zusatzeinrichtungen fehlen, fertigen Sie aussagekräftige Fotos an,und wenden Sie sich sofort an den Zulieferer. Dazu die Checklisten unter AnhangINBETRIEBNAHMEBERICHT verwenden.
Für die korrekte Entsorgung und das Recycling der Verpackungsmaterialien sieheKapitel 10.3 Recycling von Verpackungsmaterial.
2.5 Installationsanweisungen für Hauptklemmkasten und Kühlerkomponenten
Diese Anweisungen gelten für den Fall, dass die Maschine mit zerlegtenHauptkomponenten wie Hauptklemmkasten oder Kühlerkomponenten geliefert wird.Die korrekte Position dieser Teile entnehmen Sie der in der Projektdokumentationenthaltenen Maßzeichnung. Alle benötigten Schrauben, Muttern und Unterlegscheibensind im Lieferumfang enthalten.
Die mechanische Montage darf nur durch erfahrenes Fachpersonal ausgeführtwerden. Elektrisch aktive Teile wie z. B. Statorkabel dürfen nur von entsprechendqualifiziertem Fachpersonal installiert werden.
Die Sicherheitsanweisungen müssen stets eingehalten werden. Weitere Informationensiehe Sicherheitsanweisungen am Anfang des Handbuchs.
Um die Aufrechterhaltung der im Liefervertrag des Projekts vereinbartenGewährleistungsansprüche sicherzustellen, sind die folgenden Anweisungen genau zubefolgen.
12 - Transport und Verpackung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
2.5.1 Installation des HauptklemmkastensDer Hauptklemmkasten wird zusammen mit der Maschine in einer separatenTransportverpackung geliefert. Seine Installation ist gemäß den folgendenAnweisungen durchzuführen.
1. Öffnen Sie die Verpackung und heben Sie den Hauptklemmkasten mit einer geeigneten Hebevorrichtung (z. B. Kran) an den Hebeösen aus dem Transportbehältnis.
2. Vergewissern Sie sich, dass alle Anschlusskomponenten staub- und schmutzfrei sind.
3. Legen Sie die mitgelieferten Schrauben und Muttern am Montageort bereit.
4. Heben Sie den Hauptklemmkasten an der dafür vorgesehenen Stelle (siehe Maßzeichnung in der Projektdokumentation) direkt auf den Maschinenrahmen.
5. Nur für NEMA-Hauptklemmkasten: Ziehen Sie die Statorkabel durch die Deckenmembran.
6. Befestigen Sie den Hauptklemmkasten mit den mitgelieferten Schrauben am Maschinenrahmen. Stellen Sie sicher, dass die Isolierdichtung auf der Rahmenoberfläche aufliegt.
7. Ziehen Sie alle Schrauben mit max. 200 Nm an (siehe Tabelle 7-2 Allgemeine Anzugsmomente).
Nur für NEMA-Hauptklemmkasten: Nach der Anbringung des Hauptklemmkastens amMaschinenrahmen werden die Statorkabel wie folgt an die Klemmen angeschlossen:
1. Überprüfen Sie die Markierungen der Statorkabel und Klemmen.
2. Schließen Sie die Statorkabel den Markierungen (U1, V1, W1 oder L1, L2, L3) gemäß an die entsprechenden Klemmen an. Weitere Informationen dazu finden Sie im elektrischen Anschlussplan der Maschine.
3. Ziehen Sie die vormontierten Schrauben mit max. 80 Nm an (siehe Anhang Typische Hauptnetzkabelanschlüsse).
2.5.2 Installation der KühlerkomponentenFalls der Kühler oder Teile des Kühlsystems (z. B. Schalldämpfer, Luftkanal) separatgeliefert werden, müssen sie am Montageort gemäß der folgenden Anweisungeninstalliert werden:
1. Öffnen Sie die Verpackung und heben Sie den Kühler bzw. die Einzelteile mit einer geeigneten Hebevorrichtung (z. B. Kran) an den Hebeösen aus dem Transportbehältnis.
2. Vergewissern Sie sich, dass alle Anschlusskomponenten staub- und schmutzfrei sind.
3. Die korrekten Installationspositionen entnehmen Sie der Maßzeichnung in der Projektdokumentation.
4. Vergewissern Sie sich, dass alle Anschlussteile, Schrauben, Muttern und Unterlegscheiben in der Lieferung enthalten sind.
Sicherheitsvorschriften Transport und Verpackung - 133BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
5. Heben Sie die Kühlerteile an die vorgesehene Stelle und befestigen Sie diese mit den mitgelieferten Montageteilen. Stellen Sie sicher, dass alle Dichtungen korrekt angebracht sind.
6. Ziehen Sie alle Schrauben mit max. 80 Nm an (siehe Tabelle 7-2 Allgemeine Anzugsmomente).
2.6 Lagerung
2.6.1 Kurzzeitige Lagerung (weniger als 2 Monate)Die Maschine ist einem geeigneten Lagerraum mit kontrollierbarenUmgebungsbedingungen aufzubewahren. Voraussetzungen für die Eignung desLagerraums sind:
• Stabile Temperaturverhältnisse im Bereich von 10 ºC (50 ºF) bis 50 ºC (120 ºF). Falls die Antikondensationsheizungen eingeschaltet sind und die Temperatur der Umgebungsluft über 50 ºC liegt, ist darauf zu achten, dass die Maschine sich nicht zu stark aufheizt
• Geringe Luftfeuchtigkeit (vorzugsweise unter 75%). Die Maschinentemperatur sollte oberhalb des Taupunkts gehalten werden, um Feuchtigkeitskondensation in der Maschine zu verhindern. Falls die Maschine über Antikondensationsheizungen verfügt, sollten diese eingeschaltet und ihre Funktion regelmäßig kontrolliert werden. Sind keine Antikondensationsheizungen vorhanden, ist eine Alternativmethode anzuwenden, um die Maschine vor Kondensation zu schützen.
• Ein stabiler, möglichst schwingungsfreier und vor Stößen geschützter Untergrund. Falls mit starken Vibrationen zu rechnen ist, muss die Maschine isoliert werden, indem geeignete Gummiblöcke und die Maschinenfüße gelegt werden.
• Die Umgebungsluft muss sauber und frei von Staub und korrodierenden Gasen sein
• Schutz vor Insekten und anderen Kleintieren.
Bei Lagerung im Freien darf die Maschine nicht ungeschützt in derTransportverpackung belassen werden. Folgende Maßnahmen sind zu ergreifen:
• Maschine von der Plastikverpackung befreien
• Maschine abdecken, so dass sie vollkommen vor Regen geschützt ist. Die Abdeckung muss eine Luftzirkulation im Bereich der Maschine erlauben.
• Maschine auf stabile Ständer mit einer Mindesthöhe von 100 mm (4”) aufbocken, so dass keine Feuchtigkeit von unten an die Maschine dringen kann.
• Für gute Belüftung der Maschine sorgen. Wenn die Maschine in der Transportverpackung belassen wird, müssen Belüftungsöffnungen in die Verpackung gebohrt werden.
• Schützen Sie die Maschine vor Insekten und anderen Kleintieren.
Dazu die Checklisten unter Kapitel 2 Lagerung in AnhangINBETRIEBNAHMEBERICHT verwenden.
14 - Transport und Verpackung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
2.6.2 Langzeitlagerung (mehr als 2 Monate)Zusätzlich zu den oben beschriebenen Maßnahmen für die kurzzeitige Lagerung istFolgendes zu beachten:
Messen Sie den Isolationswiderstand und die Temperatur der Wicklungen alle dreiMonate; siehe Kapitel 7.6 Wartung der Stator- und Läuferwicklungen.
Überprüfen Sie den Zustand der lackierten Flächen alle drei Monate. Wenn Korrosionfestgestellt wird, entfernen Sie sie und tragen Sie eine Schicht Lack auf.
Überprüfen Sie den Zustand der Anti-Korrosionsbeschichtung auf blankenMetallflächen (z. B. Wellenverlängerungen) alle drei Monate. Wenn Korrosionfestgestellt wird, entfernen Sie sie mit feinem Schmirgelpapier und führen Sie eineerneute Anti-Korrosionsbehandlung durch.
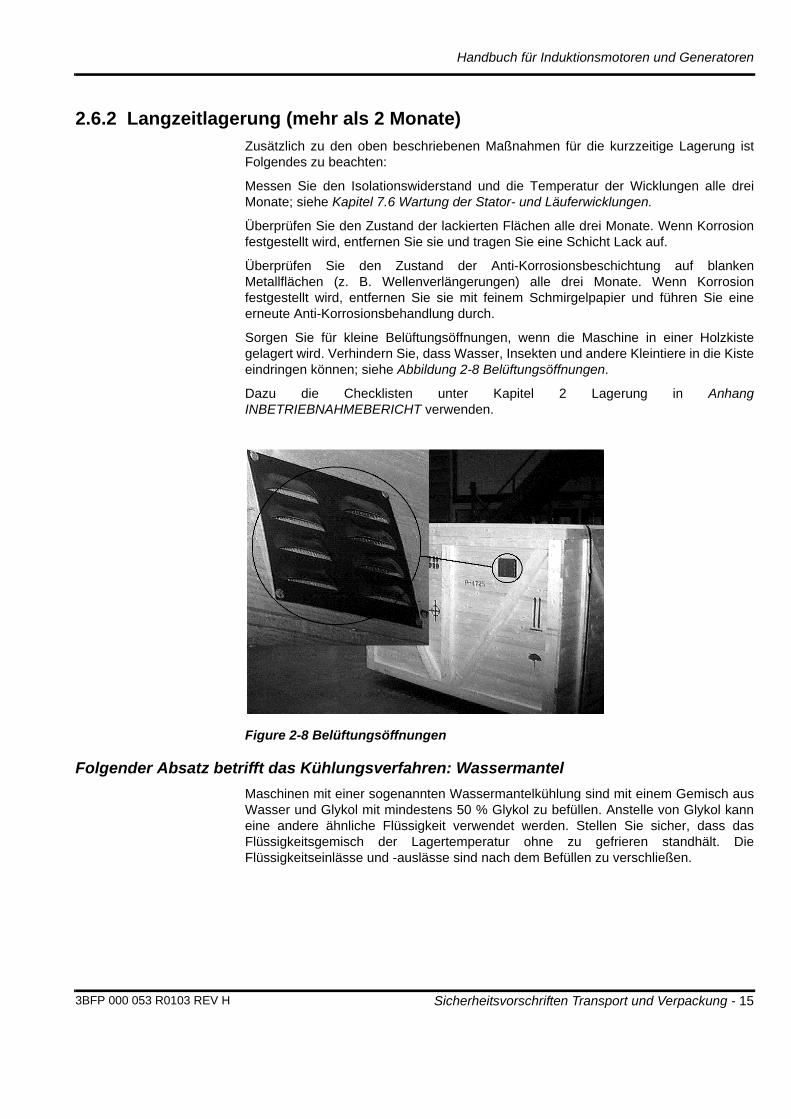
Sorgen Sie für kleine Belüftungsöffnungen, wenn die Maschine in einer Holzkistegelagert wird. Verhindern Sie, dass Wasser, Insekten und andere Kleintiere in die Kisteeindringen können; siehe Abbildung 2-8 Belüftungsöffnungen.
Dazu die Checklisten unter Kapitel 2 Lagerung in AnhangINBETRIEBNAHMEBERICHT verwenden.
Figure 2-8 Belüftungsöffnungen
Folgender Absatz betrifft das Kühlungsverfahren: Wassermantel
Maschinen mit einer sogenannten Wassermantelkühlung sind mit einem Gemisch ausWasser und Glykol mit mindestens 50 % Glykol zu befüllen. Anstelle von Glykol kanneine andere ähnliche Flüssigkeit verwendet werden. Stellen Sie sicher, dass dasFlüssigkeitsgemisch der Lagertemperatur ohne zu gefrieren standhält. DieFlüssigkeitseinlässe und -auslässe sind nach dem Befüllen zu verschließen.
Sicherheitsvorschriften Transport und Verpackung - 153BFP 000 053 R0103 REV H

Handbuch für Induktionsmotoren und Generatoren
Folgendes Kapitel betrifft den Lagertyp: Rollenlager
2.6.3 RollenlagerTreffen Sie folgende Maßnahmen:
• Rollenlager müssen während der Lagerung gut geschmiert sein. Zulässige Fettsorten finden Sie unter Kapitel 2.1.2 Schmierungskennschild
• Drehen Sie den Läufer alle 3 Monate etwa 10 Umdrehungen, um die Lager in gutem Zustand zu halten. Zum Drehen des Läufers muss die Transportsperre entfernt werden (sofern vorhanden).
• Die Maschinen können mit einer Transportsperre versehen sein, um die Lager während des Transports und der Lagerung vor Schäden zu schützen. Überprüfen Sie die Lagertransportsperre regelmäßig. Ziehen Sie die Transportsperre gemäß dem Axialpositionierungslagertyp an; siehe Tabelle 2-4 Anzugsmoment für horizontale Maschinen (geschmierte Schraube).
BEMERKUNG:Wenn die Transportsperre mit einem zu großen Moment festgezogen wird, wird das Lager beschädigt.
BEMERKUNG:Der verwendete Lagertyp ist auf dem Schmierungskennschild angegeben, siehe Kapitel 2.1.2 Schmierungskennschild, Informationen zum Axialpositionierungslager finden Sie in der Zeichnung.
Folgende Tabelle betrifft den Montagetyp: Horizontal
Table 2-4. Anzugsmoment für horizontale Maschinen (geschmierte Schraube)
Axialpositionierungslagertyp
Anzugsmoment [Nm] Anzugsmoment [Pfund pro Fuß]
6316 45 33
6317 50 37
6319 60 44
6322 120 90
6324 140 100
6326 160 120
6330 240 180
6334 300 220
6034 140 100
6038 160 120
6044 230 170
16 - Transport und Verpackung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
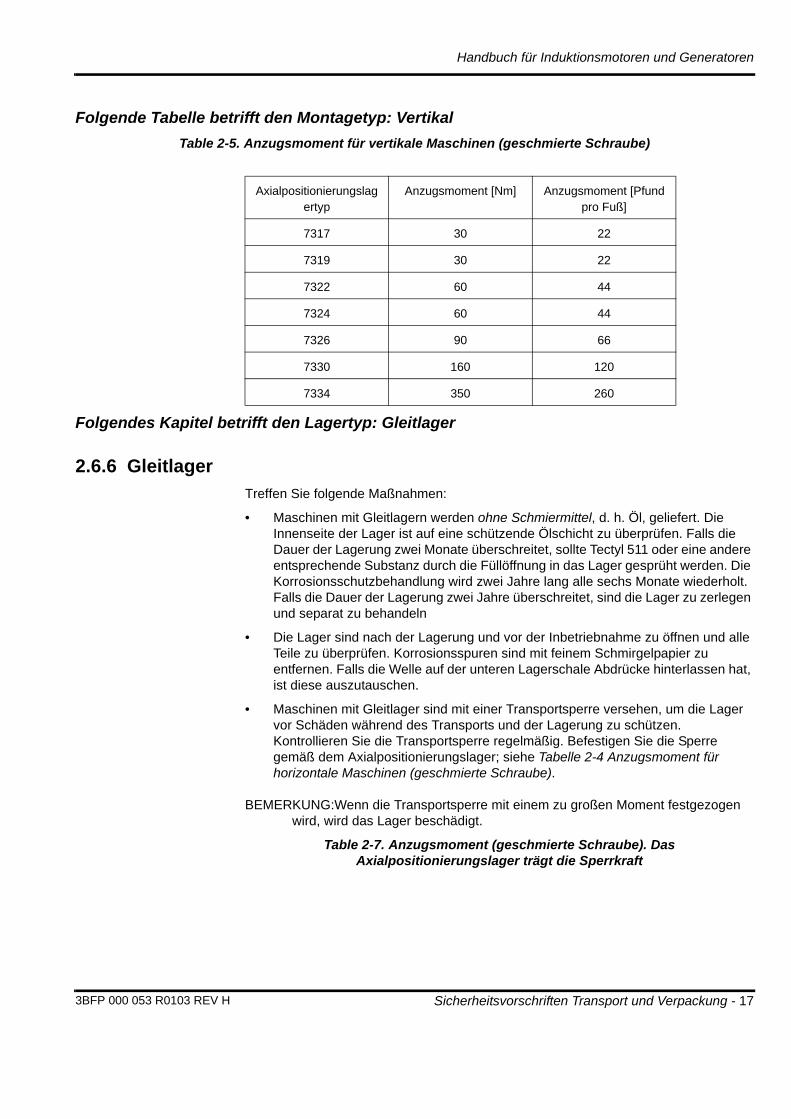
Folgende Tabelle betrifft den Montagetyp: Vertikal
Table 2-5. Anzugsmoment für vertikale Maschinen (geschmierte Schraube)
Folgendes Kapitel betrifft den Lagertyp: Gleitlager
2.6.6 GleitlagerTreffen Sie folgende Maßnahmen:
• Maschinen mit Gleitlagern werden ohne Schmiermittel, d. h. Öl, geliefert. Die Innenseite der Lager ist auf eine schützende Ölschicht zu überprüfen. Falls die Dauer der Lagerung zwei Monate überschreitet, sollte Tectyl 511 oder eine andere entsprechende Substanz durch die Füllöffnung in das Lager gesprüht werden. Die Korrosionsschutzbehandlung wird zwei Jahre lang alle sechs Monate wiederholt. Falls die Dauer der Lagerung zwei Jahre überschreitet, sind die Lager zu zerlegen und separat zu behandeln
• Die Lager sind nach der Lagerung und vor der Inbetriebnahme zu öffnen und alle Teile zu überprüfen. Korrosionsspuren sind mit feinem Schmirgelpapier zu entfernen. Falls die Welle auf der unteren Lagerschale Abdrücke hinterlassen hat, ist diese auszutauschen.
• Maschinen mit Gleitlager sind mit einer Transportsperre versehen, um die Lager vor Schäden während des Transports und der Lagerung zu schützen. Kontrollieren Sie die Transportsperre regelmäßig. Befestigen Sie die Sperre gemäß dem Axialpositionierungslager; siehe Tabelle 2-4 Anzugsmoment für horizontale Maschinen (geschmierte Schraube).
BEMERKUNG:Wenn die Transportsperre mit einem zu großen Moment festgezogen wird, wird das Lager beschädigt.
Table 2-7. Anzugsmoment (geschmierte Schraube). Das Axialpositionierungslager trägt die Sperrkraft
Axialpositionierungslagertyp
Anzugsmoment [Nm] Anzugsmoment [Pfund pro Fuß]
7317 30 22
7319 30 22
7322 60 44
7324 60 44
7326 90 66
7330 160 120
7334 350 260
Sicherheitsvorschriften Transport und Verpackung - 173BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
2.6.8 ÖffnungenÖffnungen, durch die keine Kabel mit Klemmenkästen oder keine Flansche mit Rohrenverbunden sind, sind zu verschließen. Kühler und Rohre in der Maschine sind vor demVerschließen zu reinigen und zu trocknen. Zur Trocknung wird warme, trockene Luftdurch die Rohre geblasen.
2.7 Inspektionen, AufzeichnungenDie Dauer der Lagerung und die diesbezüglichen Vorbereitungsmaßnahmen sind mitDatum aufzuzeichnen. Die hierfür vorgesehenen Checklisten finden Sie im AnhangINBETRIEBNAHMEBERICHT.
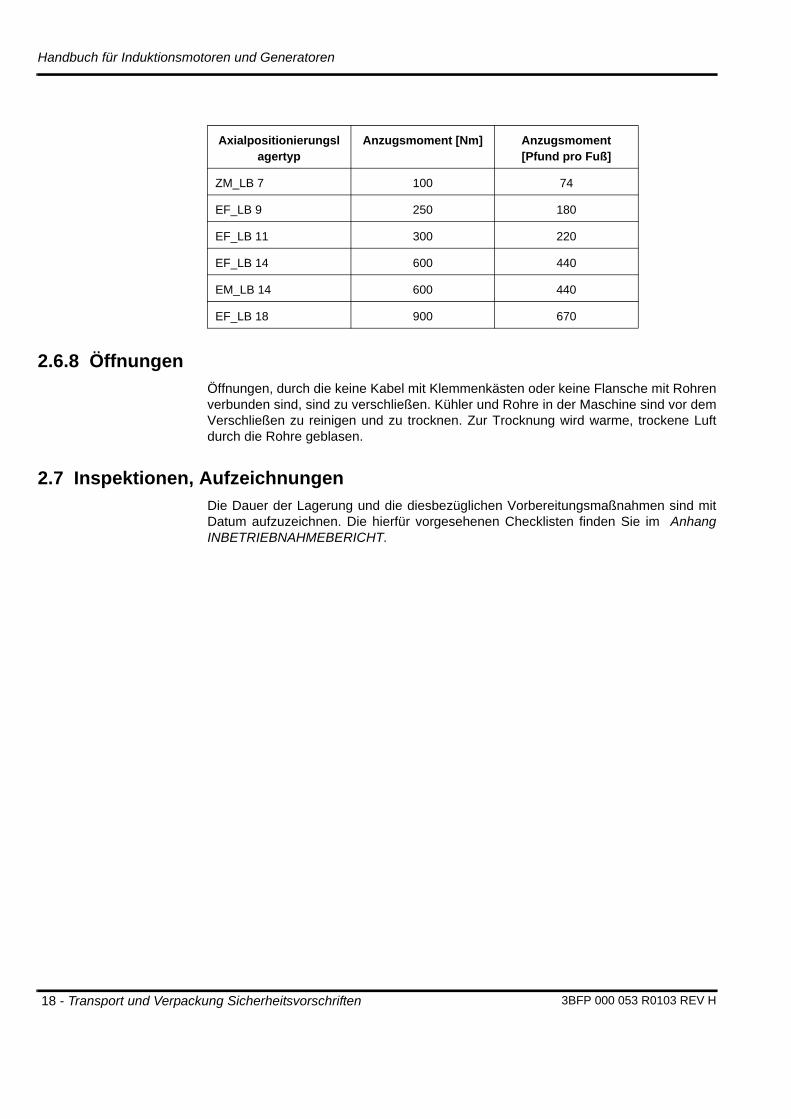
Axialpositionierungslagertyp
Anzugsmoment [Nm] Anzugsmoment [Pfund pro Fuß]
ZM_LB 7 100 74
EF_LB 9 250 180
EF_LB 11 300 220
EF_LB 14 600 440
EM_LB 14 600 440
EF_LB 18 900 670
18 - Transport und Verpackung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Chapter 3 Installation und Ausrichtung
3.1 AllgemeinesGute Planung und Vorbereitung resultieren in einfacher und korrekter Installation undsind der beste Garant für sichere Betriebsbedingungen und maximale Zugänglichkeitder Maschine.
Folgender Absatz betrifft die Schutzart: Alle Maschinen für Gefahrenbereiche
Die Normen hinsichtlich Anschluss und Einsatz elektrischer Betriebsmittel inexplosionsgefährdeten Bereichen, insbesondere nationale Normen, die sich mit derenMontage befassen, sind zu berücksichtigen (siehe Norm IEC 60079-14).
BEMERKUNG:Während der Installation müssen sowohl allgemeine als auch lokale Arbeitssicherheitsanweisungen befolgt werden.
BEMERKUNG:Bei Arbeiten in der Umgebung muss die Maschine gesichert werden.
BEMERKUNG:Die Maschine darf beim Schweißen nicht als Erde verwendet werden.
3.2 Konstruktion des Fundaments
3.2.1 AllgemeinesDie Konstruktion des Fundaments muss sichere Betriebsbedingungen bei höchsterZugänglichkeit gewährleisten. Um die Maschine herum muss genügend Freiraumvorhanden sein, um einen leichten Zugang für die Wartung und Überwachungsicherzustellen. Die Kühlluft muss ungehindert zur Maschine hin und von ihr wegströmen können. Es ist sicherzustellen, dass andere in der Nähe befindlicheMaschinen oder Ausrüstungen die Kühlluft der Maschine oder Anbauteile, wiebeispielsweise Lager, nicht erwärmen.
Das Fundament muss stabil, steif, flach und frei von externen Vibrationen sein. DieMöglichkeit einer Maschinenresonanz mit dem Fundament ist zu untersuchen. UmResonanzvibrationen mit der Maschine zu vermeiden, darf die natürliche Frequenz desFundaments zusammen mit der Maschine nicht innerhalb eines ±20%-Bereichs derBetriebsdrehzahlfrequenz liegen.
Es wird ein Betonfundament bevorzugt, jedoch ist eine korrekt konstruierteStahlkonstruktion ebenfalls akzeptabel. Vor der Konstruktion sind die Verankerung desFundaments, die Bereitstellung von Luft-, Wasser-, Öl- und Kabelkanälen sowie diePosition der Zementierungslöcher zu bedenken. Die Position der Zementierungslöcherund das Gewicht des Fundaments müssen mit den entsprechenden Abmessungen derbeigefügten Zeichnung übereinstimmen.
Das Fundament muss so ausgelegt sein, dass Unterlegbleche von 2 mm (0,08 Zoll)unter dem Maschinenfuß angebracht werden können, um eine Einstellungstoleranzsicherzustellen und eine mögliche Installation einer Ersatzmaschine in der Zukunft zuerleichtern. Die Maschinenwellenhöhe und die Position der Fundamentfüße weisen
Sicherheitsvorschriften Installation und Ausrichtung - 193BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
eine bestimmte Herstellungstoleranz auf, die mit dem Unterlegblech von 2 mm (0,08Zoll) ausgeglichen wird.
BEMERKUNG:Die Berechnung und Konstruktion des Fundaments gehört nicht zum Lieferumfang von ABB, daher ist der Kunde oder eine Drittpartei hierfür verantwortlich. Auch die Zementierung liegt normalerweise außerhalb des Verantwortlichkeitsbereichs von ABB.
3.2.2 FundamentkräfteDas Fundament und die Befestigungsschrauben müssen so dimensioniert sein, dasssie plötzlichen mechanischen Momenten standhalten, die bei jedem Maschinenstartsowie bei Kurzschlüssen auftreten. Die Kurzschlusskraft ist eine stufenweisegedämpfte Sinuswelle, die ihre Richtung ändert. Die Stärke dieser Kräfte ist auf derZeichnung der Maschine angegeben.
Folgendes Kapitel betrifft den Montagetyp: Vertikal
3.2.3 Flansche für vertikal montierte MaschinenVertikal montierte Maschinen sind mit einem Montageflansch gemäß IEC-Standardwerk 60072 ausgerüstet. Der Flansch der Maschine sollte stets an einemgegenüberliegenden Flansch des Fundaments montiert werden.
Es wird ein Montageadapter empfohlen, um eine einfache Kopplungsverbindung undInspektion während des Betriebs zu ermöglichen.
3.3 Vorbereitungen der Maschine vor der InstallationBereiten Sie die Maschine wie folgt auf die Installation vor:
• Bevor andere Vorbereitungen getroffen werden, messen Sie den Isolationswiderstand der Wicklung gemäß der Beschreibung in Kapitel 3.3.1 Isolationswiderstandsmessungen
• Entfernen Sie ggf. die Transportsperre. Bewahren Sie sie für eine zukünftige Verwendung auf. Siehe Kapitel 3.3.2 Zerlegen der Transportsperre für weitere Anweisungen
• Stellen Sie sicher, dass das verfügbare Fett der Spezifikation auf dem Schmierungskennschild entspricht; siehe Kapitel 2.1.2 Schmierungskennschild. Weitere empfohlene Fette finden Sie in Kapitel 7.5.3.5 Lagerfett
Folgender Punkt und Hinweis betrifft den Lagertyp: Gleitlager
• Füllen Sie die Gleitlager mit einem geeigneten Öl. Für empfohlene Öle siehe Kapitel 7.5.2.4 Ölqualitäten
BEMERKUNG:Gleitlager werden stets ohne Öl geliefert!
• Entfernen Sie die Anti-Korrosionsbeschichtung von der Wellenverlängerung und den Maschinenfüßen mit Lösungsbenzin
• Installieren Sie die Kupplungshälfte gemäß der Beschreibung in Kapitel Die Konstruktion des Gleitlagers ermöglicht eine axiale Bewegung des Rotors zwischen den mechanischen Gleitbegrenzungen. Standardlager können den Axialkräften
20 - Installation und Ausrichtung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
einer getriebenen Anlage nicht standhalten. Jegliche von einer Last ausgehende Axialkraft wird Lagerschäden verursachen. Daher müssen alle Axialkräfte von der getriebenen Anlage übernommen werden und die Verbindung muss über ein Gleitlager mit Gleitbegrenzung erfolgen. Zusammenbau der Kupplungshälfte
• Stellen Sie sicher, dass die Ablassstopfen am untersten Teil beider Enden der Maschine offen sind; siehe Kapitel 3.3.6 Ablassstopfen.
3.3.1 IsolationswiderstandsmessungenBevor eine Maschine zum ersten Mal, nach einem langen Stillstand oder innerhalballgemeiner Wartungsarbeiten gestartet wird, ist ihr Isolationswiderstand zu messen.Dies umfasst die Messung der Statorwicklungen und aller Nebenaggregate. FürMaschinen, die mit Schleifring ausgestattet sind, umfasst die Messung auch dieLäuferwicklungen; siehe Kapitel 7.6.4 Isolationswiderstandstest.
3.3.2 Zerlegen der TransportsperreBei Maschinen mit Gleitlagern oder Rollenlagern sind Transportsperren installiert. BeiMaschinen mit Gleitlagern oder zylindrischen Rollenlagern besteht die Transportsperreaus einer Stahlstange, die sowohl am Lagerschild am D-Ende als auch am Ende derWellenverlängerung angebracht ist.
Vor der Installation ist die Transportsperre zu entfernen. Die Wellenverlängerung mussvon ihrer Anti-Korrosionsbeschichtung gereinigt werden. Die Transportsperre sollte füreine zukünftige Verwendung aufbewahrt werden.
BEMERKUNG:Um Lagerschäden zu vermeiden, muss die Transportsperre immer dann an der Maschine angebracht werden, wenn die Maschine bewegt, an einen anderen Ort transportiert oder gelagert wird. Siehe Kapitel 2.1 Schutzmaßnahmen vor dem Transport.
3.3.3 Kühlungstyp
Folgender Absatz betrifft den Lagertyp: Rollenlager
Maschinen mit Rollenlagern müssen an die Abtriebsmaschine mit elastischenKupplungen, z. B. Stiftkupplungen oder Getriebekupplungen, angeschlossen werden.
Wenn sich das axial gesperrte Lager am N-Ende befindet (siehe Zeichnung), istsicherzustellen, dass zwischen den Kupplungshälften eine kontinuierliche freie axialeBewegung möglich ist, um eine Wärmedehnung der Maschinenwelle ohneLagerbeschädigung zu ermöglichen. Die zu erwartende axiale Wärmedehnung desLäufers kann gemäß der Beschreibung in Kapitel 3.6.4 Korrektur der Wärmedehnungberechnet werden.
Folgender Absatz betrifft den Montagetyp: Vertikal
Vertikale Maschinen können dafür ausgelegt sein, einen Teil der Last derAbtriebsmaschinenwelle zu tragen. Wenn dies der Fall ist, sind die Kupplungshälftenmit Hilfe einer Sperrplatte am Wellenende gegen Gleiten in axialer Richtung zusichern.
Sicherheitsvorschriften Installation und Ausrichtung - 213BFP 000 053 R0103 REV H

Handbuch für Induktionsmotoren und Generatoren
BEMERKUNG:Die Maschine ist nicht für eine Riemen-, Ketten- oder Getriebeverbindung geeignet, es sei denn, sie ist speziell dafür ausgelegt. Dasselbe gilt für Anwendungen mit hohem axialem Druck.
Folgender Absatz betrifft den Lagertyp: Gleitlager mit axialem Seitenspiel
Die Konstruktion des Gleitlagers ermöglicht eine axiale Bewegung des Rotorszwischen den mechanischen Gleitbegrenzungen. Standardlager können denAxialkräften einer getriebenen Anlage nicht standhalten. Jegliche von einer Lastausgehende Axialkraft wird Lagerschäden verursachen. Daher müssen alle Axialkräftevon der getriebenen Anlage übernommen werden und die Verbindung muss über einGleitlager mit Gleitbegrenzung erfolgen. Zusammenbau der Kupplungshälfte
3.3.4 Wuchtung der KupplungDer Läufer ist standardmäßig bei halber Passfeder dynamisch ausgewuchtet. Die Artder Wuchtung ist im Wellenende eingeprägt:
• H = Halbe Passfeder und
• F = Ganze Passfeder
Die Kupplungshälfte ist entsprechend auszuwuchten.
3.3.4.1 Zusammenbau
Folgende Anweisungen sind beim Zusammenbau der Kupplungshälfte zu beachten.
• Beachten Sie die allgemeinen Anweisungen des Kupplungsherstellers
• Die Kupplungshälfte kann ein beachtliches Gewicht aufweisen. Unter Umständen ist eine geeignete Hebevorrichtung erforderlich
• Reinigen Sie die Wellenverlängerung von ihrer Anti-Korrosionsbeschichtung und vergleichen Sie die Abmessungen der Wellenverlängerung und der Kupplung mit den beigefügten Zeichnungen. Stellen Sie ebenfalls sicher, dass die Passfedernuten in der Kupplung und der Wellenverlängerung sauber und gratfrei sind
• Bestreichen Sie die Wellenverlängerung und die Nabenbohrung mit einer dünnen Ölschicht, um die Montage der Kupplungshälfte zu erleichtern. Bestreichen Sie passende Flächen niemals mit Molybdändisulfid (Molykote) oder ähnlichen Produkten
• Die Kupplung ist mit einer Berührschutzvorrichtung abzudecken.
BEMERKUNG:Um die Lager nicht zu beschädigen , dürfen beim Zusammenbau der Kupplungshälfte keine zusätzlichen Kräfte auf die Lager ausgeübt werden.
3.3.5 RiemenantriebMaschinen, die für Riemenantrieb ausgelegt sind, sind stets mit zylindrischenRollenlagern im D-Ende ausgestattet. Wenn ein Riemenantrieb verwendet wird, stellenSie sicher, dass die Antriebs- und Abtriebsriemenscheibe korrekt ausgerichtet sind.
22 - Installation und Ausrichtung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
BEMERKUNG:Vor Gebrauch ist die Eignung des Wellenendes und der Lager für den Riemenantrieb stets zu überprüfen. Überschreiten Sie nicht die in den Auftragsdefinitionen angegebene Radialkraft.
3.3.6 AblassstopfenDie Maschinen sind im untersten Teil der Maschine mit Ablassschrauben ausgestattet.Die Ablassschraube ist so konstruiert, dass Staub aus der Maschine ferngehalten wirdund Kondenswasser ablaufen kann. Die Ablassschrauben müssen immer offen sein,d.h. die Hälfte der Schraube ist eingedreht und die andere Hälfte befindet sich außen.Die Ablassschraube wird durch Herausziehen aus dem Rahmen geöffnet. BeiAMA/AMI 560-630 Maschinen wird der Ablassstopfen (M12-Schraube) um 6 - 12 mm(0,2" - 0,5") geöffnet.
Folgender Absatz betrifft den Montagetyp: Horizontal
Bei horizontalen Maschinen sind zwei Ablassstopfen an beiden Enden der Maschinevorgesehen.
Folgender Absatz betrifft den Montagetyp: Vertikal
Bei vertikalen Maschinen sind zwei Ablassstopfen am unteren Endschild vorgesehen.
Der Hauptklemmenkasten weist einen Ablassstopfen am untersten Teil des Kastensauf, der während des Betriebs zu schließen ist.
Folgendes Kapitel betrifft den Montagetyp: Horizontal mit Betonfundament
3.4 Installation auf Betonfundament
3.4.1 LieferumfangNicht im normalen Lieferumfang der Maschine inbegriffen sind Installation,Unterlegbleche, Befestigungsschrauben und Fundament- bzw. Schwellenplattensatz.Diese werden auf besondere Bestellung geliefert.
Wenn neue Befestigungslöcher gebohrt werden müssen, wenden Sie sich bezüglichder Eignung an ABB.
3.4.2 Allgemeine VorbereitungenBerücksichtigen Sie vor Beginn des Installationsverfahrens folgende Gesichtspunkte:
• Legen Sie Bleche bereit, um die Maschine zu unterfüttern. Für evtl. Ausrichtungsanpassungen sind Bleche mit einer Stärke von 1, 0,5, 0,2, 0,1 und 0,05 mm (40, 20, 8, 4, 2 Mil) erforderlich
• Legen Sie einen Vorschlaghammer, Ausrichtungsschrauben oder einen Hydraulikheber für die axiale und horizontale Ausrichtung bereit.
• Legen Sie Messuhren oder vorzugsweise ein laseroptisches Analysegerät bereit, um eine genaue und präzise Ausrichtung der Maschine zu erreichen
• Halten Sie einen einfachen Hebelarm bereit, um den Läufer während der Ausrichtung zu drehen
Sicherheitsvorschriften Installation und Ausrichtung - 233BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
• Stellen Sie bei Installationen im Freien einen Sonnen- und Regenschutz bereit, um Messfehler während der Installation zu vermeiden.
BEMERKUNG:Die Maschinen werden an jedem Fuß mit Hebeschrauben für die vertikale Ausrichtung geliefert.
3.4.3 Vorbereitungen des Fundaments
3.4.3.1 Vorbereitungen des Fundaments und der Zementierungslöcher
Zur Verankerung der Maschine in einem Betonfundament werden Fundamentbolzenoder Schwellenplatten verwendet.
Berücksichtigen Sie folgende Gesichtspunkte bei der Vorbereitung des Fundaments:
• Der obere Teil des Fundaments ist mit Besen oder Staubsauger zu reinigen
• Die Wände der Zementierungslöcher müssen rauhe Oberflächen aufweisen, um einen guten Halt zu bieten. Aus demselben Grund sind sie zu waschen und durchzuspülen, damit sie frei von Verunreinigungen und Staub sind. Öl oder Fett muss entfernt werden, indem Schichten der Betonoberflächen abgemeißelt werden
• Vergleichen Sie die Position der Zementierungslöcher und die Höhe des Fundaments mit den entsprechenden Maßen auf der beigefügten Zeichnung
• Befestigen Sie einen Stahldraht am Fundament, um die Mittellinie der Maschine anzuzeigen. Markieren Sie auch die axiale Position der Maschine.
3.4.3.2 Vorbereitungen der Fundamentbolzen oder der Schwellenplatte
Falls Unterlegbleche und Fundamentbolzen im Lieferumfang enthalten sind, werdensie als separate Teile geliefert und vor Ort montiert.
BEMERKUNG:Um den festen Sitz der Fundamentbolzen im Beton zu gewährleisten, müssen diese unlackiert und schmutz- und staubfrei sein.
24 - Installation und Ausrichtung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
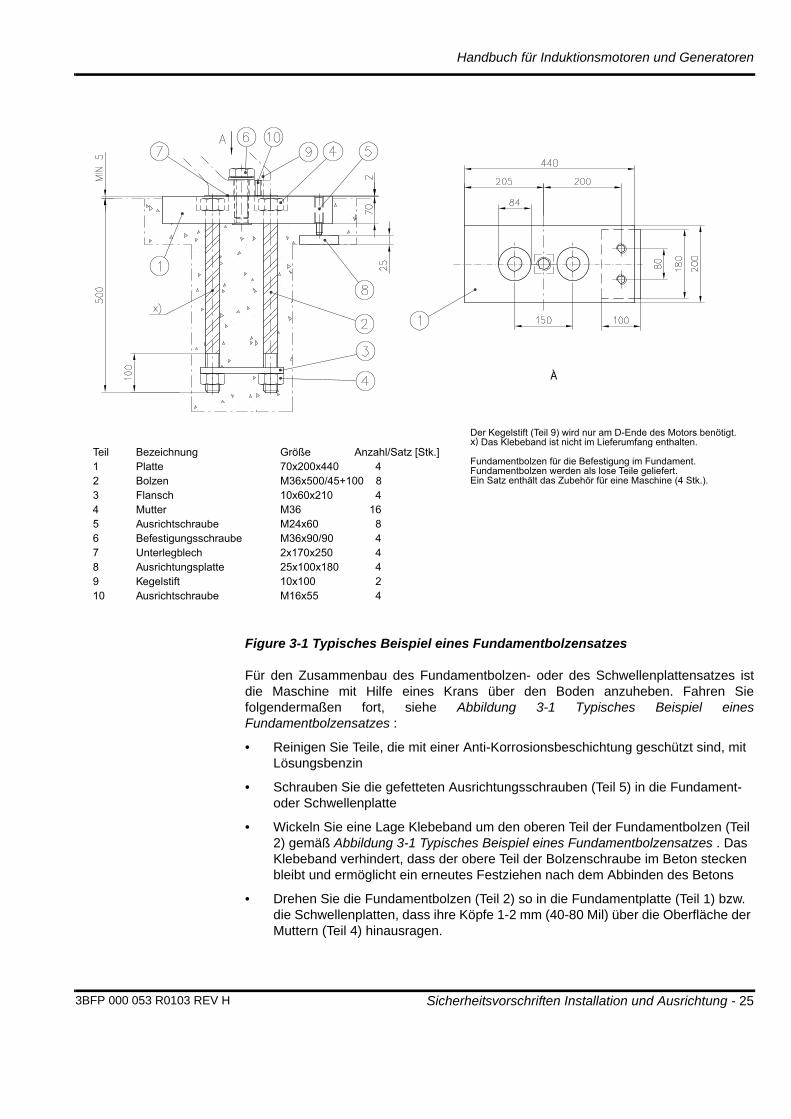
Handbuch für Induktionsmotoren und Generatoren
Figure 3-1 Typisches Beispiel eines Fundamentbolzensatzes
Für den Zusammenbau des Fundamentbolzen- oder des Schwellenplattensatzes istdie Maschine mit Hilfe eines Krans über den Boden anzuheben. Fahren Siefolgendermaßen fort, siehe Abbildung 3-1 Typisches Beispiel einesFundamentbolzensatzes :
• Reinigen Sie Teile, die mit einer Anti-Korrosionsbeschichtung geschützt sind, mit Lösungsbenzin
• Schrauben Sie die gefetteten Ausrichtungsschrauben (Teil 5) in die Fundament- oder Schwellenplatte
• Wickeln Sie eine Lage Klebeband um den oberen Teil der Fundamentbolzen (Teil 2) gemäß Abbildung 3-1 Typisches Beispiel eines Fundamentbolzensatzes . Das Klebeband verhindert, dass der obere Teil der Bolzenschraube im Beton stecken bleibt und ermöglicht ein erneutes Festziehen nach dem Abbinden des Betons
• Drehen Sie die Fundamentbolzen (Teil 2) so in die Fundamentplatte (Teil 1) bzw. die Schwellenplatten, dass ihre Köpfe 1-2 mm (40-80 Mil) über die Oberfläche der Muttern (Teil 4) hinausragen.
À
Teil Bezeichnung Größe Anzahl/Satz [Stk.] 1 Platte 70x200x440 42 Bolzen M36x500/45+100 8 3 Flansch 10x60x210 44 Mutter M36 165 Ausrichtschraube M24x60 86 Befestigungsschraube M36x90/90 47 Unterlegblech 2x170x250 48 Ausrichtungsplatte 25x100x180 49 Kegelstift 10x100 210 Ausrichtschraube M16x55 4
x)Der Kegelstift (Teil 9) wird nur am D-Ende des Motors benötigt. Das Klebeband ist nicht im Lieferumfang enthalten.
Fundamentbolzen für die Befestigung im Fundament.Fundamentbolzen werden als lose Teile geliefert.Ein Satz enthält das Zubehör für eine Maschine (4 Stk.).
Sicherheitsvorschriften Installation und Ausrichtung - 253BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
• Bringen Sie den Verankerungsflansch (Teil 3) und die untere Mutter (Teil 4) an den Fundamentschrauben (Teil 2) an. Verbinden Sie den Verankerungsflansch (Teil 3) mit den Schrauben durch Festschweißen und ziehen Sie die Muttern fest. Wenn die Verbindung nicht hergestellt werden kann, befestigen Sie den Verankerungsflansch zwischen zwei Kontermuttern
• Nach dem Zusammenbau der Fundamentplatten wird die Maschine angehoben und über dem Boden gehalten. Die Maschinenfüße, die Seiten- und Bodenflächen der Fundamentplatten sowie die Fundamentbolzen sind mit Lösungsbenzin zu reinigen
• Bringen Sie die zusammengebauten Fundamentbolzen oder Schwellenplatten mit der Befestigungsschraube (Teil 6) und der Beilagscheibe (Teil 11) unter den Maschinenfüßen an. Zentrieren Sie die Befestigungsschraube (Teil 6) in dem Loch der Maschine, indem Sie z. B. Papier, Pappe oder Klebeband um den oberen Teil der Schraube wickeln
• Schieben Sie ein Unterlegblech mit einer Stärke von 2 mm (0,08 Zoll) (Teil 7) zwischen den Fuß und die Platte (Teil 1). Befestigen Sie die Platte mittels der Befestigungsschraube (Teil 6) fest am Fuß
• Legen Sie die Ausrichtungsplatte (Teil 8) unter die Ausrichtschraube (Teil 5)
• Stellen Sie sicher, dass kein Zwischenraum zwischen der Platte (Teil 1) und dem Kopf des Fundamentbolzens (Teil 2) bleibt. Falls Beton durch diesen Zwischenraum an die Mutter gelangt, ist das Anziehen der Bolzenschraube nicht möglich.
BEMERKUNG:Klebeband und Stahlplatte sind nicht im Lieferumfang der Fundamentbolzen enthalten.
3.4.4 Aufstellen der MaschineDie Maschine wird vorsichtig angehoben und auf das Fundament gestellt. Eine grobehorizontale Ausrichtung erfolgt mit Hilfe des zuvor installierten Stahldrahts und denMarkierungen der axialen Position. Eine vertikale Ausrichtung erfolgt mit Hilfe derAusgleichsschrauben. Die erforderliche Positionierungsgenauigkeit beträgt 2 mm (80 Mil).
3.4.5 AusrichtungDie Ausrichtung erfolgt gemäß Kapitel 3.6 Ausrichtung.
3.4.6 ZementierungDie Zementierung der Maschine in das Fundament ist ein sehr wichtiger Bestandteilder Installation. Die Anweisungen des Betonherstellers sind zu beachten.
Bitte verwenden Sie nichtschrumpfenden Qualitätsbeton, um Probleme bei derZementierung zu vermeiden. Risse im Beton oder eine schlechte Befestigung amBetonfundament können nicht akzeptiert werden.
26 - Installation und Ausrichtung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
3.4.7 Endgültige Installation und PrüfungNach dem Abbinden des Betons heben Sie die Maschine vom Fundament ab undziehen Sie die Fundamentbolzen nach. Sichern Sie die Muttern, indem Sie eineVerbindung herstellen oder ausreichend stark mit einem Zentrierkörner daraufeinschlagen. Senken Sie die Maschine wieder auf das Fundament ab und ziehen Siedie Befestigungsschrauben fest.
Überprüfen Sie die Ausrichtung, um sicherzustellen, dass die Maschine mit denzulässigen Vibrationen läuft. Falls nötig, nehmen Sie mit Hilfe der UnterlegblecheKorrekturen vor und vervollständigen Sie die Anbringung der Passstifte wie durch dieLöcher im Maschinenfuß am D-Ende vorgegeben.
3.4.7.1 Anbringung der Passstifte der Maschinenfüße
Die Maschine weist am D-Ende ein Passstiftloch pro Fuß auf. Verlängern Sie dieLöcher, indem Sie durch das Stahlfundament bohren. Danach wird den Löchern miteinem Reibwerkzeug eine Kegelform verliehen. Geeignete Kegelstifte werden in dieLöcher eingesetzt, um eine exakte Ausrichtung zu gewährleisten und eine einfachereNeu-Installation nach einer evtl. Entfernung der Maschine zu ermöglichen.
3.4.7.2 Abdeckungen und Gehäuse
Zum Abschluss der Kupplungsmontage werden die beiden Kupplungshälften gemäßden Anweisungen des Kupplungsherstellers zusammengefügt.
BEMERKUNG:Die Kupplung ist mit einer Berührschutzvorrichtung abzudecken.
Vergewissern Sie sich nach dem Aufstellen und Ausrichten der Maschine und derMontage der Zusatzeinrichtungen, dass sich keine Werkzeuge oder Fremdkörper mehrim Innern der Gehäuse befinden. Entfernen Sie auch Staub und Schmutz.
Stellen Sie bei der Montage der Abdeckungen sicher, dass alle Dichtungen intakt sind.
Bewahren Sie die Ausrichtungs- und Montageausrüstung zusammen mit denTransportsperren für zukünftigen Gebrauch auf.
Folgendes Kapitel betrifft den Montagetyp: Horizontal mit Stahlfundament
3.5 Installation auf Stahlfundament
3.5.1 LieferumfangNicht im normalen Lieferumfang der Maschine inbegriffen sind Installation,Unterlegbleche oder Befestigungsschrauben. Diese werden auf besondere Bestellunggeliefert.
Wenn neue Befestigungslöcher gebohrt werden müssen, wenden Sie sich bezüglichder Eignung an ABB.
Sicherheitsvorschriften Installation und Ausrichtung - 273BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
3.5.2 Prüfung des FundamentsVor dem Absenken der Maschine auf das Fundament sind folgende Maßnahmen undKontrollen durchzuführen.
• Reinigen Sie das Fundament gründlich
• Das Fundament muss flach und eben sein (parallele Abweichung höchstens 0,1 mm/4,0 Mil)
• Das Fundament muss frei von externen Vibrationen sein.
3.5.3 Aufstellen der MaschineDie Maschine wird vorsichtig angehoben und auf das Fundament gestellt.
3.5.4 AusrichtungDie Ausrichtung erfolgt gemäß Kapitel 3.6 Ausrichtung.
3.5.5 Endgültige Installation und Prüfung
3.5.5.1 Einsetzen der Kegelstifte in die Maschinenfüße
Die Maschine weist am D-Ende ein Passstiftloch pro Fuß auf. Verlängern Sie dieLöcher, indem Sie durch das Stahlfundament bohren. Danach wird den Löchern miteinem Reibwerkzeug eine Kegelform verliehen. Geeignete Kegelstifte werden in dieLöcher eingesetzt, um eine exakte Ausrichtung zu gewährleisten und eine einfachereNeu-Installation nach einer evtl. Entfernung der Maschine zu ermöglichen.
3.5.5.2 Abdeckungen und Gehäuse
Zum Abschluss der Kupplungsmontage werden die beiden Kupplungshälften gemäßden Anweisungen des Kupplungsherstellers zusammengefügt.
BEMERKUNG:Die Kupplung ist mit einer Berührschutzvorrichtung abzudecken.
Vergewissern Sie sich nach dem Aufstellen und Ausrichten der Maschine und derMontage der Zusatzeinrichtungen, dass sich keine Werkzeuge oder Fremdkörper mehrim Innern der Gehäuse befinden. Entfernen Sie auch Staub und Schmutz.
Stellen Sie bei der Montage der Abdeckungen sicher, dass alle Dichtungen intakt sind.
Bewahren Sie die Ausrichtungs- und Montageausrüstung zusammen mit denTransportsperren für zukünftigen Gebrauch auf.
28 - Installation und Ausrichtung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
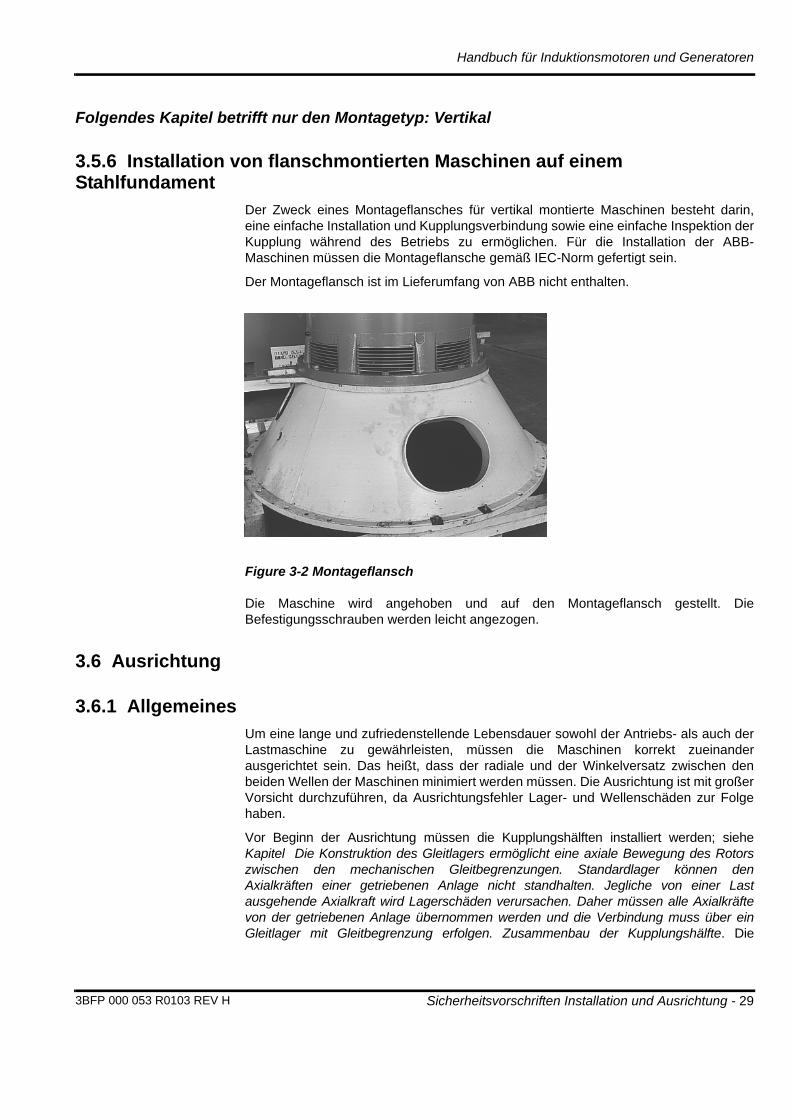
Handbuch für Induktionsmotoren und Generatoren
Folgendes Kapitel betrifft nur den Montagetyp: Vertikal
3.5.6 Installation von flanschmontierten Maschinen auf einem Stahlfundament
Der Zweck eines Montageflansches für vertikal montierte Maschinen besteht darin,eine einfache Installation und Kupplungsverbindung sowie eine einfache Inspektion derKupplung während des Betriebs zu ermöglichen. Für die Installation der ABB-Maschinen müssen die Montageflansche gemäß IEC-Norm gefertigt sein.
Der Montageflansch ist im Lieferumfang von ABB nicht enthalten.
Figure 3-2 Montageflansch
Die Maschine wird angehoben und auf den Montageflansch gestellt. DieBefestigungsschrauben werden leicht angezogen.
3.6 Ausrichtung
3.6.1 AllgemeinesUm eine lange und zufriedenstellende Lebensdauer sowohl der Antriebs- als auch derLastmaschine zu gewährleisten, müssen die Maschinen korrekt zueinanderausgerichtet sein. Das heißt, dass der radiale und der Winkelversatz zwischen denbeiden Wellen der Maschinen minimiert werden müssen. Die Ausrichtung ist mit großerVorsicht durchzuführen, da Ausrichtungsfehler Lager- und Wellenschäden zur Folgehaben.
Vor Beginn der Ausrichtung müssen die Kupplungshälften installiert werden; sieheKapitel Die Konstruktion des Gleitlagers ermöglicht eine axiale Bewegung des Rotorszwischen den mechanischen Gleitbegrenzungen. Standardlager können denAxialkräften einer getriebenen Anlage nicht standhalten. Jegliche von einer Lastausgehende Axialkraft wird Lagerschäden verursachen. Daher müssen alle Axialkräftevon der getriebenen Anlage übernommen werden und die Verbindung muss über einGleitlager mit Gleitbegrenzung erfolgen. Zusammenbau der Kupplungshälfte. Die
Sicherheitsvorschriften Installation und Ausrichtung - 293BFP 000 053 R0103 REV H
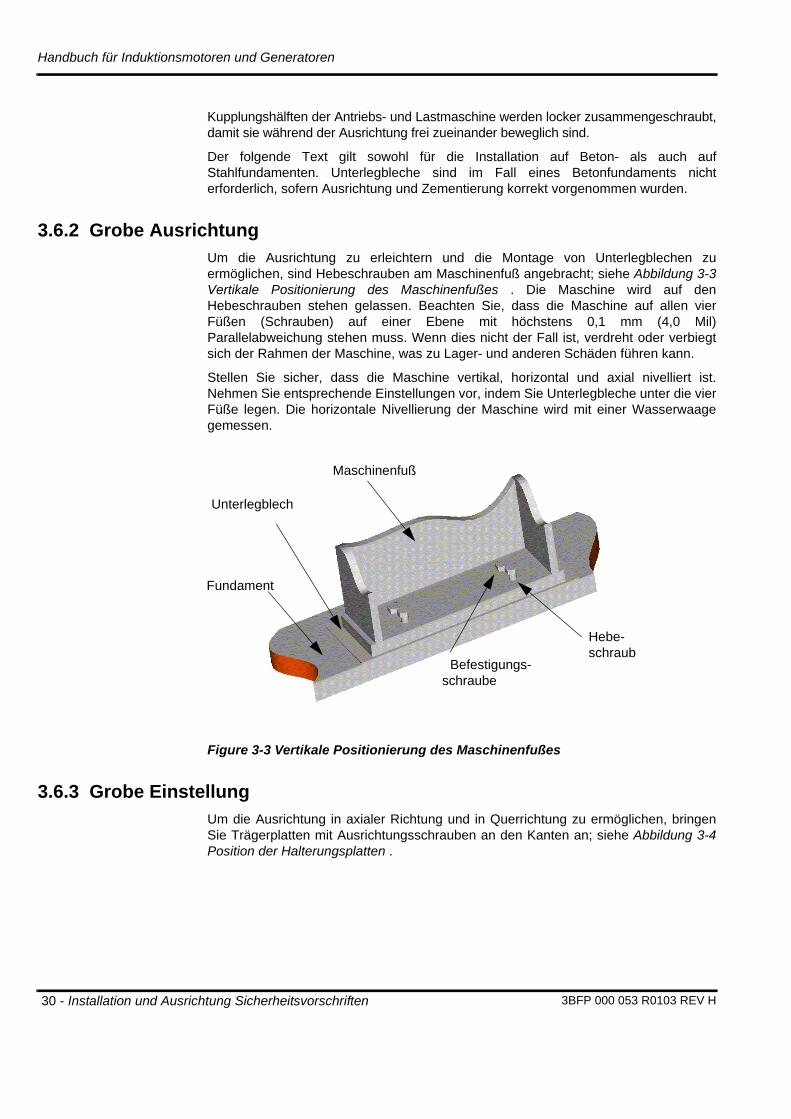
Handbuch für Induktionsmotoren und Generatoren
Kupplungshälften der Antriebs- und Lastmaschine werden locker zusammengeschraubt,damit sie während der Ausrichtung frei zueinander beweglich sind.
Der folgende Text gilt sowohl für die Installation auf Beton- als auch aufStahlfundamenten. Unterlegbleche sind im Fall eines Betonfundaments nichterforderlich, sofern Ausrichtung und Zementierung korrekt vorgenommen wurden.
3.6.2 Grobe AusrichtungUm die Ausrichtung zu erleichtern und die Montage von Unterlegblechen zuermöglichen, sind Hebeschrauben am Maschinenfuß angebracht; siehe Abbildung 3-3Vertikale Positionierung des Maschinenfußes . Die Maschine wird auf denHebeschrauben stehen gelassen. Beachten Sie, dass die Maschine auf allen vierFüßen (Schrauben) auf einer Ebene mit höchstens 0,1 mm (4,0 Mil)Parallelabweichung stehen muss. Wenn dies nicht der Fall ist, verdreht oder verbiegtsich der Rahmen der Maschine, was zu Lager- und anderen Schäden führen kann.
Stellen Sie sicher, dass die Maschine vertikal, horizontal und axial nivelliert ist.Nehmen Sie entsprechende Einstellungen vor, indem Sie Unterlegbleche unter die vierFüße legen. Die horizontale Nivellierung der Maschine wird mit einer Wasserwaagegemessen.
Figure 3-3 Vertikale Positionierung des Maschinenfußes
3.6.3 Grobe EinstellungUm die Ausrichtung in axialer Richtung und in Querrichtung zu ermöglichen, bringenSie Trägerplatten mit Ausrichtungsschrauben an den Kanten an; siehe Abbildung 3-4Position der Halterungsplatten .
Maschinenfuß
Hebe-schraub
Befestigungs-schraube
Unterlegblech
Fundament
30 - Installation und Ausrichtung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
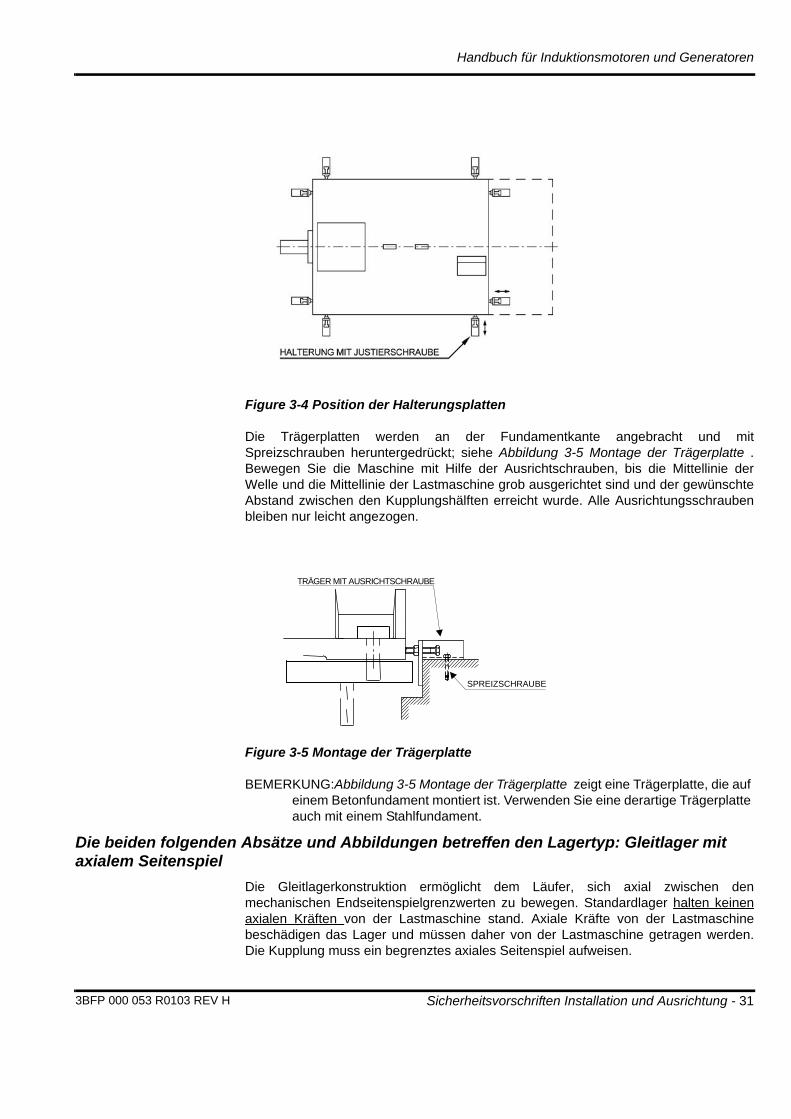
Handbuch für Induktionsmotoren und Generatoren
Figure 3-4 Position der Halterungsplatten
Die Trägerplatten werden an der Fundamentkante angebracht und mitSpreizschrauben heruntergedrückt; siehe Abbildung 3-5 Montage der Trägerplatte .Bewegen Sie die Maschine mit Hilfe der Ausrichtschrauben, bis die Mittellinie derWelle und die Mittellinie der Lastmaschine grob ausgerichtet sind und der gewünschteAbstand zwischen den Kupplungshälften erreicht wurde. Alle Ausrichtungsschraubenbleiben nur leicht angezogen.
Figure 3-5 Montage der Trägerplatte
BEMERKUNG:Abbildung 3-5 Montage der Trägerplatte zeigt eine Trägerplatte, die auf einem Betonfundament montiert ist. Verwenden Sie eine derartige Trägerplatte auch mit einem Stahlfundament.
Die beiden folgenden Absätze und Abbildungen betreffen den Lagertyp: Gleitlager mit axialem Seitenspiel
Die Gleitlagerkonstruktion ermöglicht dem Läufer, sich axial zwischen denmechanischen Endseitenspielgrenzwerten zu bewegen. Standardlager halten keinenaxialen Kräften von der Lastmaschine stand. Axiale Kräfte von der Lastmaschinebeschädigen das Lager und müssen daher von der Lastmaschine getragen werden.Die Kupplung muss ein begrenztes axiales Seitenspiel aufweisen.
TRÄGER MIT AUSRICHTSCHRAUBE
SPREIZSCHRAUBE
Sicherheitsvorschriften Installation und Ausrichtung - 313BFP 000 053 R0103 REV H
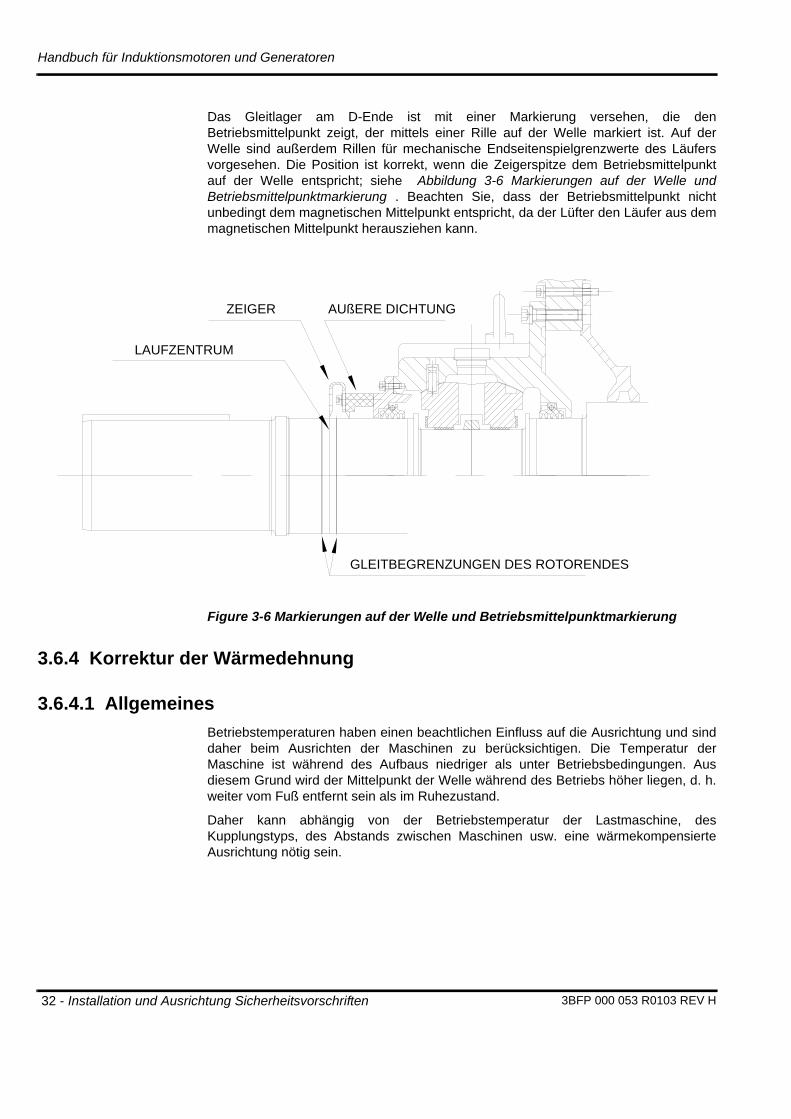
Handbuch für Induktionsmotoren und Generatoren
Das Gleitlager am D-Ende ist mit einer Markierung versehen, die denBetriebsmittelpunkt zeigt, der mittels einer Rille auf der Welle markiert ist. Auf derWelle sind außerdem Rillen für mechanische Endseitenspielgrenzwerte des Läufersvorgesehen. Die Position ist korrekt, wenn die Zeigerspitze dem Betriebsmittelpunktauf der Welle entspricht; siehe Abbildung 3-6 Markierungen auf der Welle undBetriebsmittelpunktmarkierung . Beachten Sie, dass der Betriebsmittelpunkt nichtunbedingt dem magnetischen Mittelpunkt entspricht, da der Lüfter den Läufer aus demmagnetischen Mittelpunkt herausziehen kann.
Figure 3-6 Markierungen auf der Welle und Betriebsmittelpunktmarkierung
3.6.4 Korrektur der Wärmedehnung
3.6.4.1 Allgemeines
Betriebstemperaturen haben einen beachtlichen Einfluss auf die Ausrichtung und sinddaher beim Ausrichten der Maschinen zu berücksichtigen. Die Temperatur derMaschine ist während des Aufbaus niedriger als unter Betriebsbedingungen. Ausdiesem Grund wird der Mittelpunkt der Welle während des Betriebs höher liegen, d. h.weiter vom Fuß entfernt sein als im Ruhezustand.
Daher kann abhängig von der Betriebstemperatur der Lastmaschine, desKupplungstyps, des Abstands zwischen Maschinen usw. eine wärmekompensierteAusrichtung nötig sein.
ZEIGER AUßERE DICHTUNG
LAUFZENTRUM
GLEITBEGRENZUNGEN DES ROTORENDES
32 - Installation und Ausrichtung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
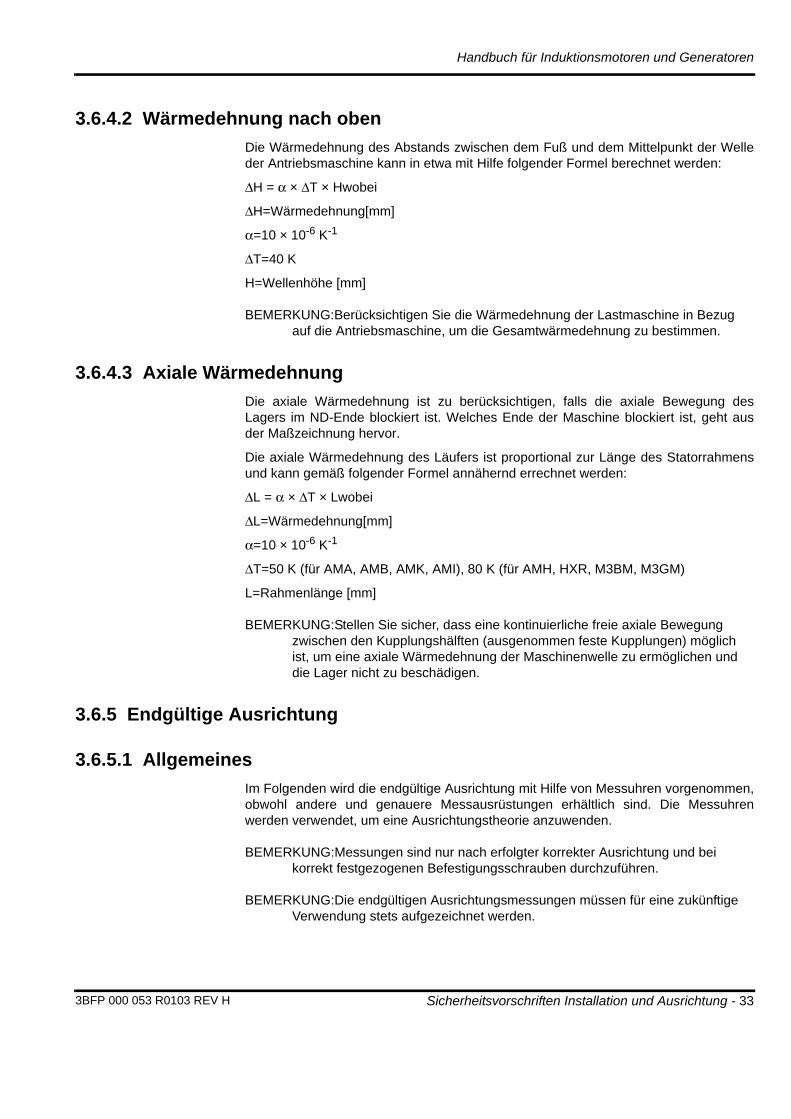
Handbuch für Induktionsmotoren und Generatoren
3.6.4.2 Wärmedehnung nach oben
Die Wärmedehnung des Abstands zwischen dem Fuß und dem Mittelpunkt der Welleder Antriebsmaschine kann in etwa mit Hilfe folgender Formel berechnet werden:
ΔH = α × ΔT × Hwobei
ΔH=Wärmedehnung[mm]
α=10 × 10-6 K-1
ΔT=40 K
H=Wellenhöhe [mm]
BEMERKUNG:Berücksichtigen Sie die Wärmedehnung der Lastmaschine in Bezug auf die Antriebsmaschine, um die Gesamtwärmedehnung zu bestimmen.
3.6.4.3 Axiale Wärmedehnung
Die axiale Wärmedehnung ist zu berücksichtigen, falls die axiale Bewegung desLagers im ND-Ende blockiert ist. Welches Ende der Maschine blockiert ist, geht ausder Maßzeichnung hervor.
Die axiale Wärmedehnung des Läufers ist proportional zur Länge des Statorrahmensund kann gemäß folgender Formel annähernd errechnet werden:
ΔL = α × ΔT × Lwobei
ΔL=Wärmedehnung[mm]
α=10 × 10-6 K-1
ΔT=50 K (für AMA, AMB, AMK, AMI), 80 K (für AMH, HXR, M3BM, M3GM)
L=Rahmenlänge [mm]
BEMERKUNG:Stellen Sie sicher, dass eine kontinuierliche freie axiale Bewegung zwischen den Kupplungshälften (ausgenommen feste Kupplungen) möglich ist, um eine axiale Wärmedehnung der Maschinenwelle zu ermöglichen und die Lager nicht zu beschädigen.
3.6.5 Endgültige Ausrichtung
3.6.5.1 Allgemeines
Im Folgenden wird die endgültige Ausrichtung mit Hilfe von Messuhren vorgenommen,obwohl andere und genauere Messausrüstungen erhältlich sind. Die Messuhrenwerden verwendet, um eine Ausrichtungstheorie anzuwenden.
BEMERKUNG:Messungen sind nur nach erfolgter korrekter Ausrichtung und bei korrekt festgezogenen Befestigungsschrauben durchzuführen.
BEMERKUNG:Die endgültigen Ausrichtungsmessungen müssen für eine zukünftige Verwendung stets aufgezeichnet werden.
Sicherheitsvorschriften Installation und Ausrichtung - 333BFP 000 053 R0103 REV H
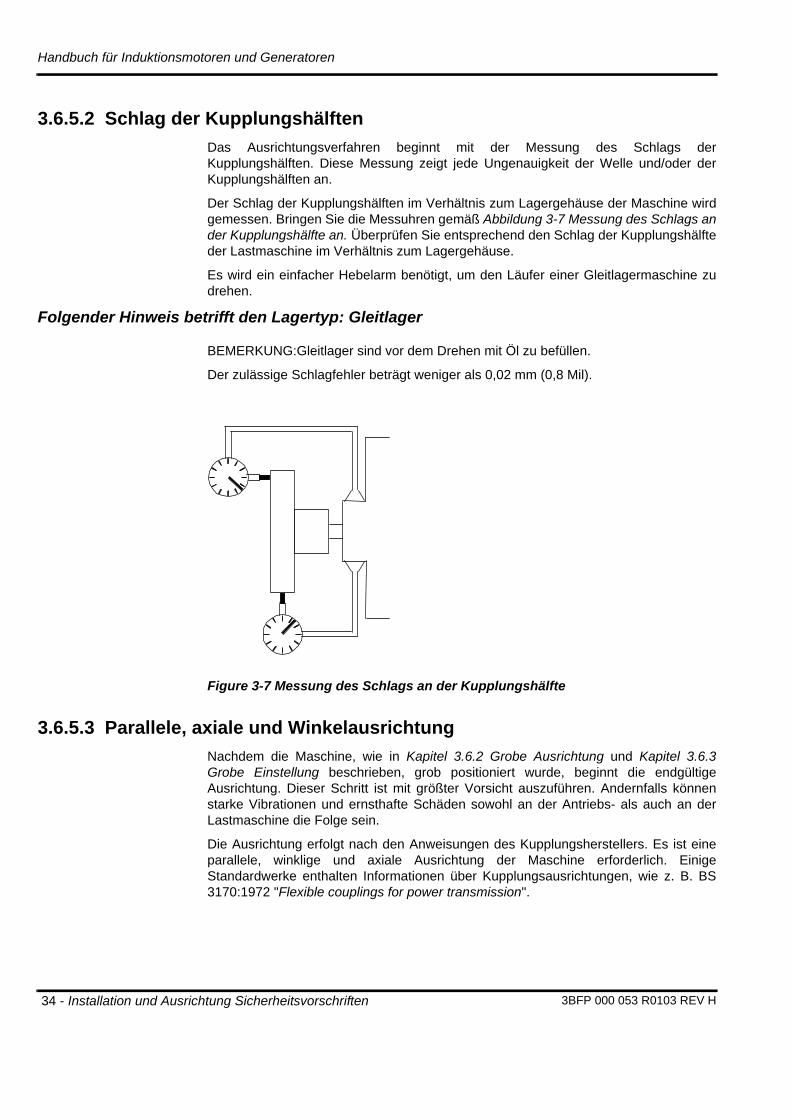
Handbuch für Induktionsmotoren und Generatoren
3.6.5.2 Schlag der Kupplungshälften
Das Ausrichtungsverfahren beginnt mit der Messung des Schlags derKupplungshälften. Diese Messung zeigt jede Ungenauigkeit der Welle und/oder derKupplungshälften an.
Der Schlag der Kupplungshälften im Verhältnis zum Lagergehäuse der Maschine wirdgemessen. Bringen Sie die Messuhren gemäß Abbildung 3-7 Messung des Schlags ander Kupplungshälfte an. Überprüfen Sie entsprechend den Schlag der Kupplungshälfteder Lastmaschine im Verhältnis zum Lagergehäuse.
Es wird ein einfacher Hebelarm benötigt, um den Läufer einer Gleitlagermaschine zudrehen.
Folgender Hinweis betrifft den Lagertyp: Gleitlager
BEMERKUNG:Gleitlager sind vor dem Drehen mit Öl zu befüllen.
Der zulässige Schlagfehler beträgt weniger als 0,02 mm (0,8 Mil).
Figure 3-7 Messung des Schlags an der Kupplungshälfte
3.6.5.3 Parallele, axiale und Winkelausrichtung
Nachdem die Maschine, wie in Kapitel 3.6.2 Grobe Ausrichtung und Kapitel 3.6.3Grobe Einstellung beschrieben, grob positioniert wurde, beginnt die endgültigeAusrichtung. Dieser Schritt ist mit größter Vorsicht auszuführen. Andernfalls könnenstarke Vibrationen und ernsthafte Schäden sowohl an der Antriebs- als auch an derLastmaschine die Folge sein.
Die Ausrichtung erfolgt nach den Anweisungen des Kupplungsherstellers. Es ist eineparallele, winklige und axiale Ausrichtung der Maschine erforderlich. EinigeStandardwerke enthalten Informationen über Kupplungsausrichtungen, wie z. B. BS3170:1972 "Flexible couplings for power transmission".
34 - Installation und Ausrichtung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Normalerweise dürfen Parallel- und Winkelversatz nicht mehr als 0,05-0,10 mm undder Axialversatz nicht mehr als 0,10 mm betragen, siehe Abbildung 3-8 Definition derVersätze . Der entsprechende Schlag beträgt 0,10-0,20 mm für Parallel- undWinkelversatz.
Figure 3-8 Definition der Versätze
3.6.5.4 Ausrichtung
Die Ausrichtung der Maschine erfolgt gemäß den folgenden Anweisungen.
1. Die Maschine muss auf ihren Hebeschrauben stehen.
2. Drehen Sie den Läufer und prüfen Sie das axiale Spiel, siehe Kapitel 3.6.3 Grobe Einstellung.
Folgender Hinweis betrifft den Lagertyp: Gleitlager
BEMERKUNG:Gleitlager sind vor dem Drehen mit Öl zu befüllen.
3. Montieren Sie die Ausrichtungsausrüstung. Wenn Messuhren verwendet werden, sollte deren Skala so eingestellt werden, dass in beiden Richtungen etwa die Hälfte der Skala zur Verfügung steht. Prüfen Sie die Festigkeit der Messuhrhalter, um die Möglichkeit einer Durchbiegung zu vermeiden, siehe Abbildung 3-9 Ausrichtungsprüfung mit Messuhren .
Par
alle
lver
satz
Winkelversatz Axialversatz
Sicherheitsvorschriften Installation und Ausrichtung - 353BFP 000 053 R0103 REV H
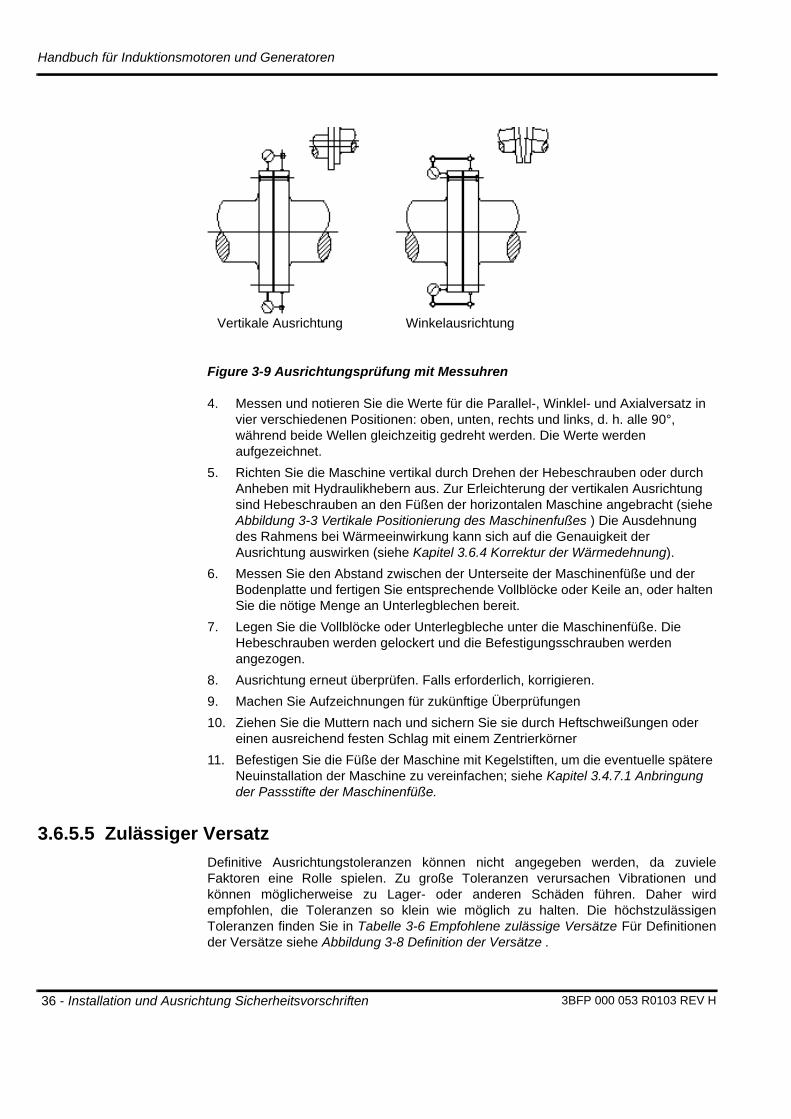
Handbuch für Induktionsmotoren und Generatoren
Figure 3-9 Ausrichtungsprüfung mit Messuhren
4. Messen und notieren Sie die Werte für die Parallel-, Winklel- und Axialversatz in vier verschiedenen Positionen: oben, unten, rechts und links, d. h. alle 90°, während beide Wellen gleichzeitig gedreht werden. Die Werte werden aufgezeichnet.
5. Richten Sie die Maschine vertikal durch Drehen der Hebeschrauben oder durch Anheben mit Hydraulikhebern aus. Zur Erleichterung der vertikalen Ausrichtung sind Hebeschrauben an den Füßen der horizontalen Maschine angebracht (siehe Abbildung 3-3 Vertikale Positionierung des Maschinenfußes ) Die Ausdehnung des Rahmens bei Wärmeeinwirkung kann sich auf die Genauigkeit der Ausrichtung auswirken (siehe Kapitel 3.6.4 Korrektur der Wärmedehnung).
6. Messen Sie den Abstand zwischen der Unterseite der Maschinenfüße und der Bodenplatte und fertigen Sie entsprechende Vollblöcke oder Keile an, oder halten Sie die nötige Menge an Unterlegblechen bereit.
7. Legen Sie die Vollblöcke oder Unterlegbleche unter die Maschinenfüße. Die Hebeschrauben werden gelockert und die Befestigungsschrauben werden angezogen.
8. Ausrichtung erneut überprüfen. Falls erforderlich, korrigieren.
9. Machen Sie Aufzeichnungen für zukünftige Überprüfungen
10. Ziehen Sie die Muttern nach und sichern Sie sie durch Heftschweißungen oder einen ausreichend festen Schlag mit einem Zentrierkörner
11. Befestigen Sie die Füße der Maschine mit Kegelstiften, um die eventuelle spätere Neuinstallation der Maschine zu vereinfachen; siehe Kapitel 3.4.7.1 Anbringung der Passstifte der Maschinenfüße.
3.6.5.5 Zulässiger Versatz
Definitive Ausrichtungstoleranzen können nicht angegeben werden, da zuvieleFaktoren eine Rolle spielen. Zu große Toleranzen verursachen Vibrationen undkönnen möglicherweise zu Lager- oder anderen Schäden führen. Daher wirdempfohlen, die Toleranzen so klein wie möglich zu halten. Die höchstzulässigenToleranzen finden Sie in Tabelle 3-6 Empfohlene zulässige Versätze Für Definitionender Versätze siehe Abbildung 3-8 Definition der Versätze .
Vertikale Ausrichtung Winkelausrichtung
36 - Installation und Ausrichtung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
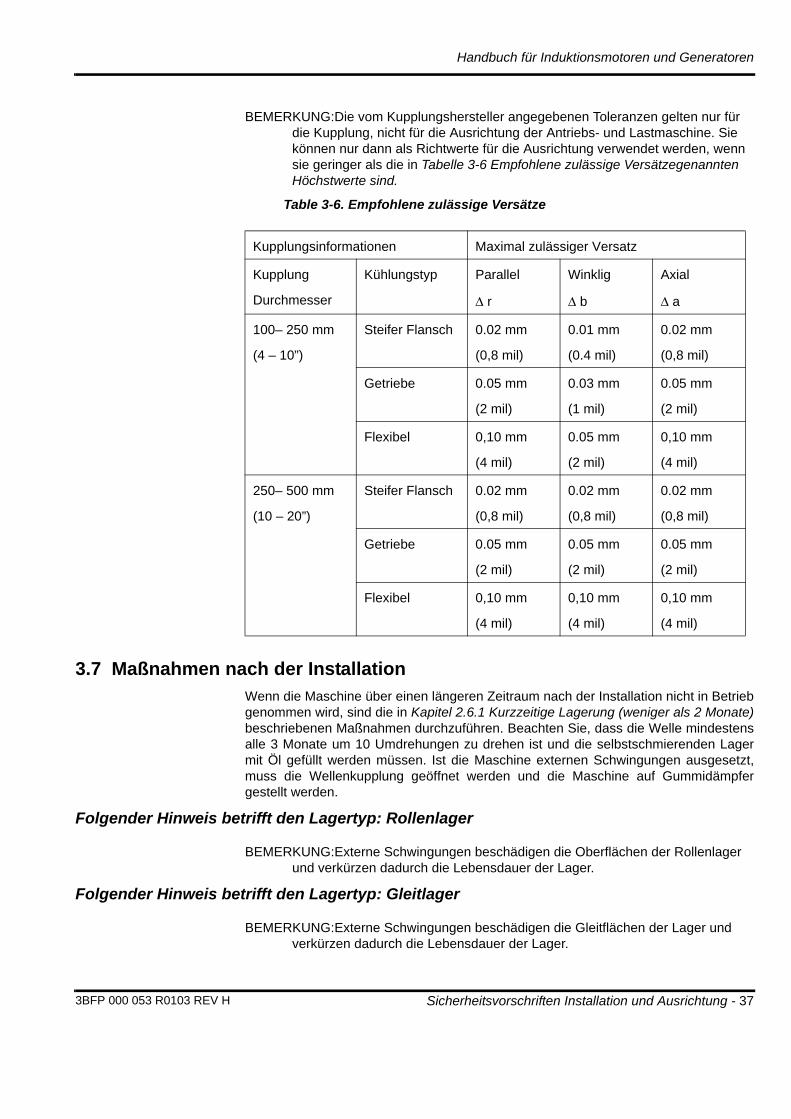
Handbuch für Induktionsmotoren und Generatoren
BEMERKUNG:Die vom Kupplungshersteller angegebenen Toleranzen gelten nur für die Kupplung, nicht für die Ausrichtung der Antriebs- und Lastmaschine. Sie können nur dann als Richtwerte für die Ausrichtung verwendet werden, wenn sie geringer als die in Tabelle 3-6 Empfohlene zulässige Versätzegenannten Höchstwerte sind.
Table 3-6. Empfohlene zulässige Versätze
3.7 Maßnahmen nach der InstallationWenn die Maschine über einen längeren Zeitraum nach der Installation nicht in Betriebgenommen wird, sind die in Kapitel 2.6.1 Kurzzeitige Lagerung (weniger als 2 Monate)beschriebenen Maßnahmen durchzuführen. Beachten Sie, dass die Welle mindestensalle 3 Monate um 10 Umdrehungen zu drehen ist und die selbstschmierenden Lagermit Öl gefüllt werden müssen. Ist die Maschine externen Schwingungen ausgesetzt,muss die Wellenkupplung geöffnet werden und die Maschine auf Gummidämpfergestellt werden.
Folgender Hinweis betrifft den Lagertyp: Rollenlager
BEMERKUNG:Externe Schwingungen beschädigen die Oberflächen der Rollenlager und verkürzen dadurch die Lebensdauer der Lager.
Folgender Hinweis betrifft den Lagertyp: Gleitlager
BEMERKUNG:Externe Schwingungen beschädigen die Gleitflächen der Lager und verkürzen dadurch die Lebensdauer der Lager.
Kupplungsinformationen Maximal zulässiger Versatz
Kupplung
Durchmesser
Kühlungstyp Parallel
Δ r
Winklig
Δ b
Axial
Δ a
100– 250 mm
(4 – 10”)
Steifer Flansch 0.02 mm
(0,8 mil)
0.01 mm
(0.4 mil)
0.02 mm
(0,8 mil)
Getriebe 0.05 mm
(2 mil)
0.03 mm
(1 mil)
0.05 mm
(2 mil)
Flexibel 0,10 mm
(4 mil)
0.05 mm
(2 mil)
0,10 mm
(4 mil)
250– 500 mm
(10 – 20”)
Steifer Flansch 0.02 mm
(0,8 mil)
0.02 mm
(0,8 mil)
0.02 mm
(0,8 mil)
Getriebe 0.05 mm
(2 mil)
0.05 mm
(2 mil)
0.05 mm
(2 mil)
Flexibel 0,10 mm
(4 mil)
0,10 mm
(4 mil)
0,10 mm
(4 mil)
Sicherheitsvorschriften Installation und Ausrichtung - 373BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Chapter 4 Mechanische und elektrische Anschlüsse
4.1 AllgemeinesDie mechanischen und elektrischen Anschlüsse werden nach der Durchführung vonInstallation und Ausrichtung vorgenommen. Die mechanischen Anschlüsse umfasseneventuell den Anschluss von Luftkanälen, Wasserrohren und/oder einesÖlversorgungssystems.
Die elektrischen Anschlüsse umfassen den Anschluss von Netz- und Zusatzkabeln,Erdungskabeln und möglicherweise externen Gebläsemotoren.
Um festzustellen, welche Maßnahmen für Ihre Maschine erforderlich sind, lesen Siedie Zeichnung, den Anschlussplan und das Datenblatt, die mit der Maschine geliefertwerden.
BEMERKUNG:Zusätzliche Installationslöcher oder -gewinde dürfen nie durch den Rahmen gebohrt werden, da hierdurch die Maschine beschädigt werden kann.
4.2 Mechanische Anschlüsse
Folgendes Kapitel betrifft das Kühlungsverfahren: Kanalisierte Luft
4.2.1 KühlluftanschlüsseMaschinen, die für einen Kühlluftstrom zum eventuellen Anschluss von Luftkanälenausgelegt sind, verfügen über Anschlussflansche, wie in der Zeichnung angegeben.
Reinigen Sie die Luftkanäle gründlich, bevor Sie sie an die Maschine anschließen, undvergewissern Sie sich, dass sich keine Hindernisse in den Kanälen befinden. DichtenSie die Fugen mit geeigneten Dichtungen ab. Stellen Sie nach dem Anschließen derLuftkanäle sicher, dass diese keine Lecks aufweisen.
Folgendes Kapitel betrifft das Kühlungsverfahren: Luft-Wasser und Wassermantel
4.2.2 Kühlwasseranschlüsse
Folgendes Kapitel betrifft das Kühlungsverfahren: Luft-Wasser
4.2.2.1 Luft-Wasser-Kühler
Maschinen, die mit einem Luft-Wasser-Wärmetauscher ausgerüstet sind, verfügenüber Flanschenach DIN 633 oder ANSI B 16.5. Schließen Sie die Flansche an unddichten Sie die Fugen mit geeigneten Dichtungen ab. Vor dem Start der Maschine istder Wasserkreislauf zu öffnen.
38 - Mechanische und elektrische Anschlüsse Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Folgendes Kapitel betrifft das Kühlungsverfahren: Wassermantel
4.2.2.2 Wassergekühlte Rahmen
Eine wassergekühlte Stahlrahmen-Konstruktion darf nur mit einem geschlossenenFrischwasserkreislauf verwendet werden. Die Flansche für den Anschluss desKühlwasserkreises werden nach Angaben des Kunden angefertigt und sind auf derZeichnung angegeben.
Das Kühlwasser zirkuliert in Kanälen, die im Maschinenrahmen integriert sind. DasMaterial des Rahmens und der Kanäle ist unlegierter Stahl gemäß Norm EN 10025:S235 JRG2, äquivalent zu DIN 17100 - RSt 37-2. Dieses Material neigt bei salzigemoder verschmutztem Wasser zu Korrosion. Die Korrosionsprodukte undSchmutzablagerungen können den Wasserfluss in den Kanälen behindern. Daher istes wichtig, reines und korrosionshemmendes Wasser im Kühlsystem zu verwenden.
Standardwerte für das Kühlwasser, das im Kühlsystem zu verwenden ist:
• pH 7,0 - 9,0
• Alkalität (CaCO3) > 1 mmol/kg
• Chlorid (Cl) < 20 mg/kg
• Sulfat < 100 mg/kg
• KMnO4-Konzentration < 20 mg/kg
• Al-Konzentration < 0,3 mg/kg
• Mn-Konzentration < 0,05 mg/kg
In den meisten Fällen erfüllt normales, für den Haushaltsgebrauch vorgesehenesLeitungswasser diese Anforderungen.
Dem Kühlwasser muss ein korrosionshemmendes Mittel zugesetzt werden, welchesdas Kühlsystem gegen Korrosion, Verschmutzung und ggf. gegen Frost schützt. Beider Wahl des Korrosionshemmers müssen alle Materialien berücksichtigt werden, diemit dem Kühlwasser in Kontakt kommen (Rohre, Wärmetauscher usw.).
Empfohlener Korrosionshemmer
Hersteller ASHLAND
Produkt RD-25
geeignet für Stahl, Kupfer, Aluminium und viele andere Materialien.
Verwenden Sie zum Anschluss der Maschine an den Wasserkreislauf nur geeigneteQualitätsverschraubungen und -dichtungen. Stellen Sie sicher, dass keine Leckagenvorhanden sind, nachdem die Rohre und Verbindungen angeschlossen wurden.
Folgendes Kapitel betrifft den Lagertyp: Gleitlager
4.2.3 Ölversorgung der GleitlagerMaschinen mit Spülschmiersystem sind mit Ölleitungsflanschen und eventuell mitManometern und Durchflussanzeigen ausgestattet. Installieren Sie alle erforderlichenÖlleitungen und schließen Sie die Ölzirkulationsvorrichtungen an.
Sicherheitsvorschriften Mechanische und elektrische Anschlüsse - 393BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Installieren Sie das Ölversorgungssystem nah an der Maschine und in gleicherEntfernung von jedem Lager. Testen Sie vor dem Anschließen der Leitungen an dieLager das Ölversorgungssystem, indem Sie es mit Öl durchspülen. Entfernen Siedanach den Ölfilter und reinigen Sie ihn.
Der Ölbehälter sollten so beschaffen sein, dass vom Behälter her kein Druck auf dieÖlrückführleitung in Richtung des Lagers entstehen kann.
Montieren Sie die Ölzuleitungen zu den Lagern und schließen Sie sie an. InstallierenSie die Ölauslassrohre von den Lagern nach unten mit einen Winkel von mindestens15°, was einer Neigung von 250 - 300 mm/m (3 - 3½ inch/ft) entspricht. Der Ölstand imInneren des Lagers erhöht sich, wenn die Neigung der Rohre zu gering ist; das Öl fließtdann zu langsam aus dem Lager in den Ölbehälter, was zu Öllecks oder Störungen imÖlfluss führen kann.
BEMERKUNG:Bohren Sie während der Installation der Rohre oder anderer Aggregate keine Löcher durch den Rahmen, da die Maschine dadurch schwer beschädigt werden kann.
Befüllen Sie das Ölversorgungssystem mit dem geeigneten Öl mit der korrektenViskosität. Die korrekte Ölsorte und Viskosität ist in der Zeichnung angegeben. WennZweifel an der Sauberkeit des Öls bestehen, verwenden Sie ein 0,01 mm (0,4 Mil)-Gewebe, um Schmutz aus dem Öl zu filtern.
Schalten Sie die Ölversorgung ein und überprüfen Sie den Ölkreislauf vor dem Startder Maschine auf eventuelle Leckagen. Der normale Ölstand ist erreicht, wenn dieHälfte des Ölschauglases bedeckt ist.
BEMERKUNG:Die Lager werden ohne Schmiermittel geliefert.
BEMERKUNG:Wenn die Maschine ohne Schmiermittel betrieben wird, ist ein unmittelbarer Lagerschaden die Folge!
Folgendes Kapitel betrifft den Gehäusetyp: Ex p
4.2.4 Anschluss des EntleerungsluftventilsDie EEx p- oder Ex p-Maschine ist durch Druckluft explosionsgeschützt. Sie ist miteinem Steuersystem ausgerüstet, das eine Luftsteuereinheit und ein Ablassventilumfasst. Das System verwendet reine Druckluft als Schutzgas. Vor dem Anlauf werdenalle gefährlichen Gase aus der Maschine herausgeblasen. Während des Betriebsherrscht in der Maschine Überdruck, so dass keine gefährlichen Gase eindringenkönnen.
Die Druckluftversorgung wird an den Flansch an der Luftsteuereinheit angeschlossen.Der Luftversorgungsdruck muss zwischen 4 und 8 bar betragen. Die erforderlicheStrömungsgeschwindigkeit während des Spülens und der Druckbeaufschlagung ist aufdem Ex-Zertifikat angegeben. Für weitere ausführliche Informationen desSteuersystems siehe Betriebsanweisung des Herstellers.
4.2.5 Einbau von SchwingungswandlernFalls die installierten Schwingungswandler aus dem Maschinenrahmen herausragen,werden sie im nicht installierten Zustand geliefert, um Schäden während desTransports zu vermeiden.
40 - Mechanische und elektrische Anschlüsse Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
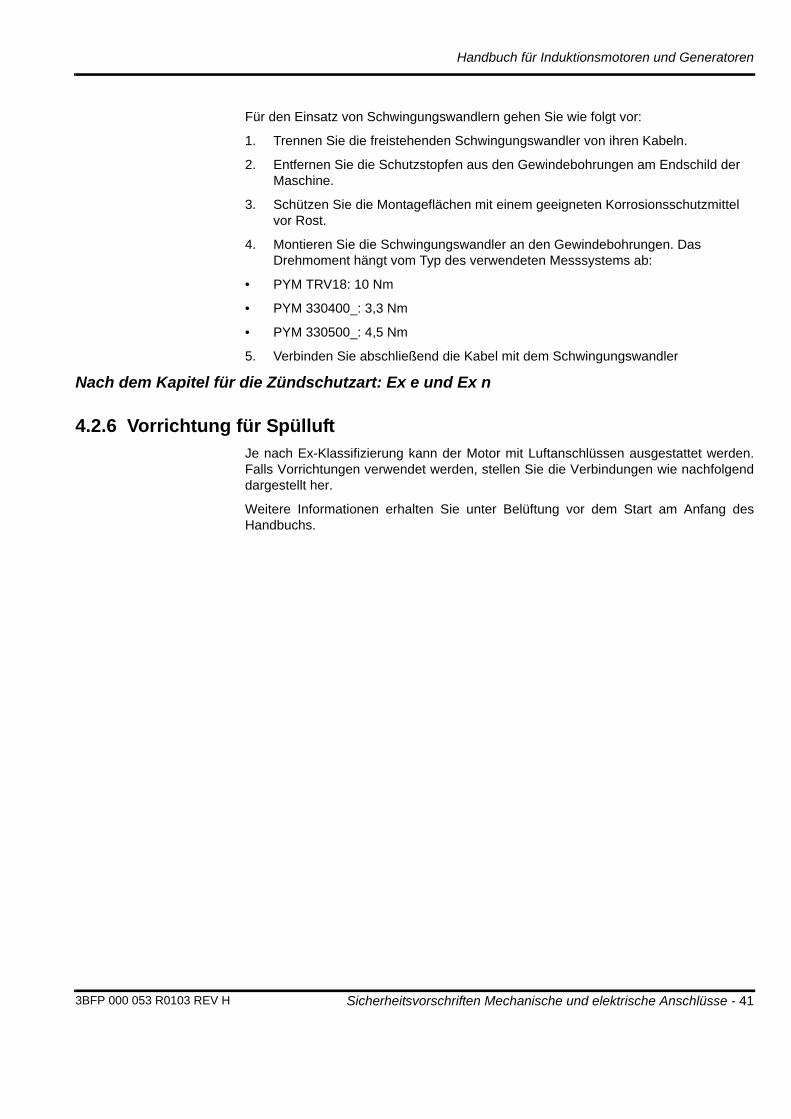
Handbuch für Induktionsmotoren und Generatoren
Für den Einsatz von Schwingungswandlern gehen Sie wie folgt vor:
1. Trennen Sie die freistehenden Schwingungswandler von ihren Kabeln.
2. Entfernen Sie die Schutzstopfen aus den Gewindebohrungen am Endschild der Maschine.
3. Schützen Sie die Montageflächen mit einem geeigneten Korrosionsschutzmittel vor Rost.
4. Montieren Sie die Schwingungswandler an den Gewindebohrungen. Das Drehmoment hängt vom Typ des verwendeten Messsystems ab:
• PYM TRV18: 10 Nm
• PYM 330400_: 3,3 Nm
• PYM 330500_: 4,5 Nm
5. Verbinden Sie abschließend die Kabel mit dem Schwingungswandler
Nach dem Kapitel für die Zündschutzart: Ex e und Ex n
4.2.6 Vorrichtung für SpülluftJe nach Ex-Klassifizierung kann der Motor mit Luftanschlüssen ausgestattet werden.Falls Vorrichtungen verwendet werden, stellen Sie die Verbindungen wie nachfolgenddargestellt her.
Weitere Informationen erhalten Sie unter Belüftung vor dem Start am Anfang desHandbuchs.
Sicherheitsvorschriften Mechanische und elektrische Anschlüsse - 413BFP 000 053 R0103 REV H
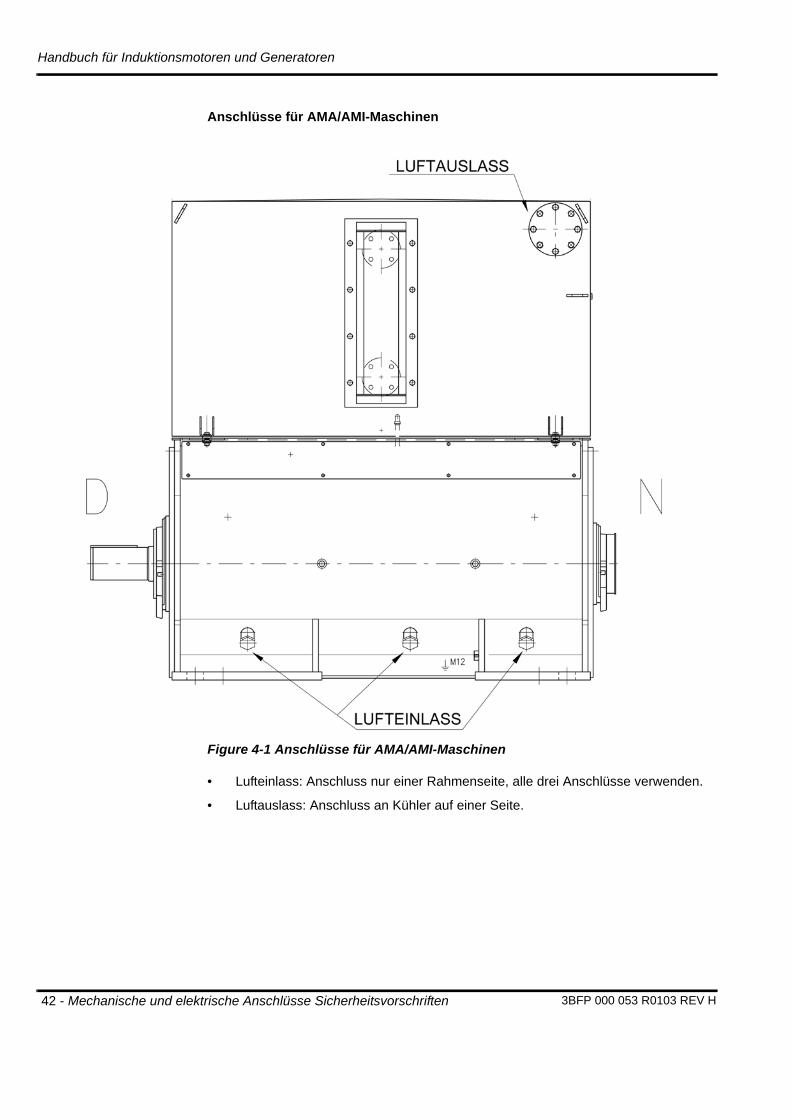
Handbuch für Induktionsmotoren und Generatoren
Anschlüsse für AMA/AMI-Maschinen
Figure 4-1 Anschlüsse für AMA/AMI-Maschinen
• Lufteinlass: Anschluss nur einer Rahmenseite, alle drei Anschlüsse verwenden.
• Luftauslass: Anschluss an Kühler auf einer Seite.
42 - Mechanische und elektrische Anschlüsse Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Anschlüsse für HXR-Maschinen
Lufteinlass und Luftauslass müssen an der gegenüberliegenden Seite und an denentgegengesetzten Enden des Motors angeschlossen werden.
Figure 4-2 Anschlüsse für Lufteinlass und Luftauslass für HXR-Maschinen
Nach dem Kapitel für die Lagerart: Wälzlager mit Ölnebelschmierung
4.2.7 Rollenlager-ÖlnebelzufuhrMaschinen mit Ölnebelschmierung sind mit Leitungsanschlüssen ausgestattet.Schließen Sie die Ölzirkulationsvorrichtungen an.
Installieren Sie das Ölversorgungssystem nah an der Maschine. Testen Sie vor demAnschließen der Leitungen an die Lager das Ölversorgungssystem, indem Sie es mitÖl durchspülen. Entfernen Sie danach den Ölfilter und reinigen Sie ihn.
Montieren Sie die Ölzuleitungen und -ableitungen zu den Lagern und schließen Sie siean.
BEMERKUNG:Bohren Sie bei der Installation der Leitungen oder anderen Geräte keine Löcher durch den Rahmen, da dies schwere Schäden an der Maschine verursachen kann.
Füllen Sie das Ölversorgungssystem mit geeigneten Öl mit der richtigen Viskosität. Dierichtige Ölsorte und Viskosität sind in der Maßzeichnung angegeben. Wenn Sie nichtsicher sind, dass das Öl sauber ist, verwenden Sie einen Filter mit Maschen von0,01 mm (0,4 mil), um Verschmutzungen aus dem Öl zu entfernen.
Schalten Sie vor dem Start der Maschine die Ölversorgung an und überprüfen Sie denÖlkreislauf auf mögliche Lecks.
Sicherheitsvorschriften Mechanische und elektrische Anschlüsse - 433BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
BEMERKUNG:Die Lager werden ohne Schmiermittel geliefert.
BEMERKUNG:Betreiben Sie die Maschine nicht ohne Schmiermittel, da hierdurch die Lager beschädigt werden.
4.3 Elektrische Installation
4.3.1 Allgemeine InformationenDie Sicherheitsinformationen in den Sicherheitsanweisungen am Anfang desHandbuchs müssen jederzeit beachtet werden.
Die elektrische Installation sollte vor der Durchführung gründlich geplant werden.Anschlusspläne, die mit der Maschine geliefert wurden, müssen vor Beginn derInstallationsarbeiten gründlich durchgelesen werden. Es ist wichtig, dass dieVersorgungsspannung und die Frequenz den Werten entspricht, die auf demTypenschild der Maschine angegeben sind.
Die Netzspannung und die Frequenz müssen innerhalb der durch die zutreffende Normvorgegebenen Grenzwerte liegen. Beachten Sie die Angaben auf dem Typenschildund dem Anschlussschema im Klemmenkasten. Zusätzliche Informationen sind aufdem Leistungsdatenblatt der Maschine angegeben.
BEMERKUNG:Vor der Installation muss sichergestellt werden, dass die Versorgungskabel vom Stromnetz getrennt sind. Die Kabel müssen geerdet sein.
BEMERKUNG:Überprüfen Sie alle Daten des Typenschilds, insbesondere Spannung und Wicklungsanschluss.
Folgender Absatz betrifft den Läufertyp: Dauermagnet
Die Maschinen sind nur für Antriebe mit variabler Geschwindigkeit vorgesehen(Frequenzumrichter). Der Frequenzumrichter muss so gebaut sein, dass er mit einerDauermagnet-Synchronmaschine betrieben werden kann. Sollte bezüglich derKompatibilität der Dauermagnet-Synchronmaschine mit dem FrequenzumrichterUnsicherheit bestehen, wenden Sie sich an den ABB-Kundendienst.
4.3.2 SicherheitElektrische Arbeiten dürfen nur von qualifiziertem Fachpersonal durchgeführt werden.Folgende Sicherheitsvorschriften sind zu beachten:
• Schalten Sie alle Aggregate einschließlich der Zusatzgeräte aus
• Sorgen Sie für Schutzvorrichtungen gegen versehentliches Wiedereinschalten
• Stellen Sie sicher, dass alle Teile von ihrer jeweiligen Stromversorgung getrennt sind
• Schließen Sie alle Teile an Schutzerdung an und schließen Sie die Schaltkreise kurz
• Bedecken Sie stromführende Teile und sperren Sie den umgebenden Bereich ab
• Wenn der Sekundärstromkreis des Stromwandlers erweitert wird, muss sichergestellt
44 - Mechanische und elektrische Anschlüsse Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
sein, dass er bei der Benutzung nicht zu einem offenen Stromkreis wird.
Folgender Punkt betrifft den Läufertyp: Dauermagnetläufer
• Die Dauermagnet-Synchronmaschine erzeugt Spannung, wenn die Welle rotiert. Verhindern Sie das Drehen der Welle, bevor Sie den Klemmenkasten öffnen. Niemals den Klemmenkasten öffnen oder die ungeschützten Klemmen berühren, während die Welle der Maschine sich dreht. Befolgen Sie die Sicherheitsanweisungen am Anfang des Handbuchs.
4.3.3 IsolationswiderstandsmessungenBevor eine Maschine zum ersten Mal, nach einem langen Stillstand oder innerhalballgemeiner Wartungsarbeiten gestartet wird, ist ihr Isolationswiderstand zu messen,siehe Kapitel 7.6.4 Isolationswiderstandstest.
4.3.4 HauptklemmenkastenoptionenDie Innenseite des Hauptklemmenkastens muss frei von Schmutz, Feuchtigkeit undFremdkörpern sein. Der Kasten selbst, die Kabelverschraubungen und unbenutzteKabeleingangslöcher müssen staub- und wasserdicht verschlossen werden.
Am untersten Teil des Hauptklemmenkasten befindet sich ein Ablassstopfen. DerStopfen muss während des Transports und während der Lagerung in geöffneterPosition sein, so dass sich die eine Hälfte des Stopfens im Inneren des Gehäuses unddie andere auf der Außenseite befindet. Während des Betriebs der Maschine sollte derStopfen verschlossen sein, jedoch von Zeit zu Zeit geöffnet werden. Wenn der Kastennach der Lieferung umgedreht wird, muss die Funktion des Ablassstopfens überprüftund seine Position ggf. korrigiert werden.
Einige Hauptklemmenkästen können in 90-Grad-Schritten gedreht werden. Stellen Siesicher, dass die Länge der Kabel zwischen der Statorwicklung und demKlemmenkasten ausreicht, bevor Sie den Kasten drehen.
4.3.4.1 Lieferung ohne Hauptklemmenkasten
Wenn die Maschine ohne einen Hauptklemmenkasten geliefert wird, müssen dieStatorverbindungsklemmen vor der Inbetriebnahme mit einer geerdeten Schutzstrukturabgedeckt werden. Die Struktur muss die gleiche oder eine höhereGehäuseklassifizierung und Zertifikationen für explosionsgefährdete Bereiche habenwie die Maschine.
Um Kabelausfälle zu vermeiden, müssen die Statorverbindungskabel gekürzt werden,um so ihre freie Beweglichkeit zu minimieren. Der Lieferant der Anschlusseinrichtungist dafür verantwortlich, dass die korrekten Stützen für die Statorverbindungskabelverwendet werden. Die Einrichtung der Statorkabelverbindung muss geräumig sein,um ein Überhitzen der Kabel zu verhindern. Die Statorverbindungskabel dürfen nichtmit scharfen Kanten in Berührung kommen. Der Mindestbiegeradius derStatorverbindungskabel beträgt das Sechsfache des äußeren Kabeldurchmessers.
Sicherheitsvorschriften Mechanische und elektrische Anschlüsse - 453BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
4.3.5 Isolierabstände der HauptnetzanschlüsseDie Anschlüsse der Hauptnetzkabel müssen für anspruchsvolle Betriebsbedingungenausgelegt sein, bei denen die Isolatoren Schmutz, Feuchtigkeit und Stoßspannungenausgesetzt sein können. Um einen dauerhaften und störungsfreien Betriebsicherzustellen, ist es wichtig, dass die Länge der Isolierungsabstände und dieKriechwegabstände ausreichend bemessen sind. Die Mindestisolierungsabstände und-kriechwegabstände sollten Anforderungen entsprechen oder übertreffen, diefestgelegt werden von:
• lokalen Vorschriften
• Normen
• Klassifikationsvorschriften
• Gefahrenbereichsklassifikation.
Die Isolierungs- und Kriechwegabstände gelten sowohl für Isolierabstände zwischenzwei verschiedenen Phasen als auch für Isolierabstände zwischen einer Phase undMasse. Der Luftisolierabstand ist der kürzeste Luftweg zwischen zwei Punkten mitunterschiedlichem elektrischem Potential (Spannung). DerOberflächenkriechwegabstand ist der kürzeste Weg über angrenzende Oberflächenzwischen zwei Punkten mit unterschiedlichem elektrischem Potential (Spannung).
4.3.6 HauptnetzkabelDie Stärken der Versorgungskabel müssen für den Höchstlaststrom ausgelegt seinund den örtlichen Normen entsprechen. Die Kabelendverschlüsse müssen vomgeeigneten Typ sein und die korrekte Größe aufweisen. Die Anschlüsse aller Gerätesind zu überprüfen.
Die Hauptnetzkabelanschlüsse sind korrekt zu befestigen, um einen zuverlässigenBetrieb zu gewährleisten. Für Einzelheiten, siehe Anhang TypischeHauptnetzkabelanschlüsse.
Folgender Hinweis betrifft die Schutzart: Alle Gefahrenbereiche
BEMERKUNG:Bei Ex-Maschinen müssen Kabelverschraubungen oder Kabelbuchsen für Versorgungskabel Ex-zertifiziert sein. Kabelverschraubungen und Buchsen sind nicht im Lieferumfang des Herstellers enthalten.
BEMERKUNG:Vor der Installation muss sichergestellt werden, dass die Versorgungskabel vom Versorgungsnetz getrennt sind und dass die Kabel an Schutzerdung angeschlossen sind.
Die Statorklemmen sind gemäß IEC 60034-8 mit den Buchstaben U, V und Wgekennzeichnet oder gemäß NEMA MG-1 mit T1, T2 und T3. Die neutrale Klemme istmit N (IEC) oder mit T0 (NEMA) gekennzeichnet. Das Abisolieren, Spleißen undIsolieren der Hochspannungskabel muss nach den Anweisungen der Kabelherstellerdurchgeführt werden.
Die Kabel müssen so befestigt werden, dass die Sammelschienen im Klemmenkastennicht belastet werden.
BEMERKUNG:Vergleichen Sie die Phasenfolge mit dem Anschlussplan.
46 - Mechanische und elektrische Anschlüsse Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
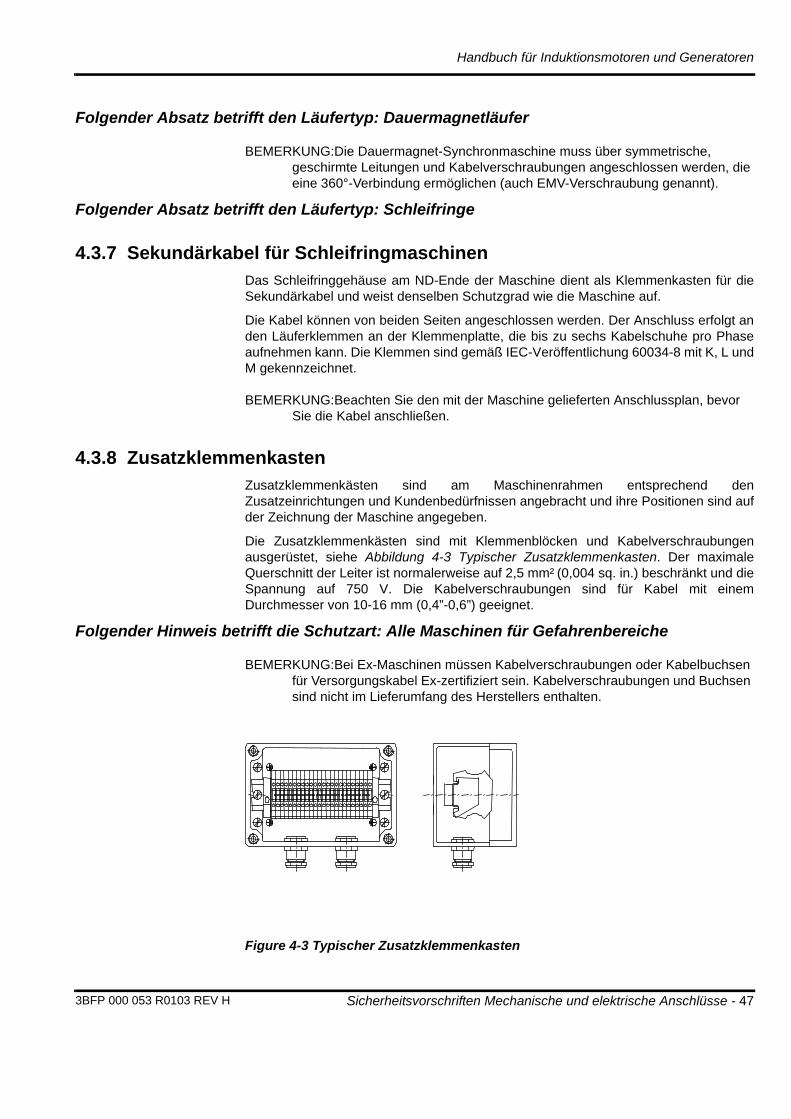
Handbuch für Induktionsmotoren und Generatoren
Folgender Absatz betrifft den Läufertyp: Dauermagnetläufer
BEMERKUNG:Die Dauermagnet-Synchronmaschine muss über symmetrische, geschirmte Leitungen und Kabelverschraubungen angeschlossen werden, die eine 360°-Verbindung ermöglichen (auch EMV-Verschraubung genannt).
Folgender Absatz betrifft den Läufertyp: Schleifringe
4.3.7 Sekundärkabel für SchleifringmaschinenDas Schleifringgehäuse am ND-Ende der Maschine dient als Klemmenkasten für dieSekundärkabel und weist denselben Schutzgrad wie die Maschine auf.
Die Kabel können von beiden Seiten angeschlossen werden. Der Anschluss erfolgt anden Läuferklemmen an der Klemmenplatte, die bis zu sechs Kabelschuhe pro Phaseaufnehmen kann. Die Klemmen sind gemäß IEC-Veröffentlichung 60034-8 mit K, L undM gekennzeichnet.
BEMERKUNG:Beachten Sie den mit der Maschine gelieferten Anschlussplan, bevor Sie die Kabel anschließen.
4.3.8 ZusatzklemmenkastenZusatzklemmenkästen sind am Maschinenrahmen entsprechend denZusatzeinrichtungen und Kundenbedürfnissen angebracht und ihre Positionen sind aufder Zeichnung der Maschine angegeben.
Die Zusatzklemmenkästen sind mit Klemmenblöcken und Kabelverschraubungenausgerüstet, siehe Abbildung 4-3 Typischer Zusatzklemmenkasten. Der maximaleQuerschnitt der Leiter ist normalerweise auf 2,5 mm² (0,004 sq. in.) beschränkt und dieSpannung auf 750 V. Die Kabelverschraubungen sind für Kabel mit einemDurchmesser von 10-16 mm (0,4”-0,6”) geeignet.
Folgender Hinweis betrifft die Schutzart: Alle Maschinen für Gefahrenbereiche
BEMERKUNG:Bei Ex-Maschinen müssen Kabelverschraubungen oder Kabelbuchsen für Versorgungskabel Ex-zertifiziert sein. Kabelverschraubungen und Buchsen sind nicht im Lieferumfang des Herstellers enthalten.
Figure 4-3 Typischer Zusatzklemmenkasten
Sicherheitsvorschriften Mechanische und elektrische Anschlüsse - 473BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
4.3.8.1 Anschluss von Zusatzeinrichtungen und Instrumenten
Schließen Sie die Instrumente und die Zusatzausrüstung gemäß dem Anschlussplan an.
BEMERKUNG:Beachten Sie den mit der Maschine gelieferten Anschlussplan, bevor Sie die Kabel anschließen. Anschluss und Funktion der Zusatzeinrichtungen sind vor Inbetriebnahme zu überprüfen.
BEMERKUNG:Kennzeichnen Sie Klemmen von Zusatzeinrichtungen entsprechend, falls sie unter Spannung stehen, während die Maschine selbst ausgeschaltet ist.
4.3.8.2 Anschluss eines externen Gebläsemotors
Der externe Gebläsemotor ist normalerweise ein asynchroner Drehstrommotor. DerAnschlusskasten befindet sich normalerweise am Gehäuse des Gebläsemotors. DasTypenschild des externen Gebläsemotors zeigt die zu verwendende Spannung undFrequenz. Die Drehrichtung des Lüfters ist mit einem Pfeil auf dem Flansch desMaschinenrahmens angegeben.
BEMERKUNG:Überprüfen Sie die Drehrichtung des externen Gebläsemotors (Lüfters) visuell, bevor Sie die Hauptmaschine starten. Wenn der Gebläsemotor in der falschen Richtung läuft, muss seine Phasenfolge geändert werden.
4.3.9 ErdanschlüsseDer Maschinenrahmen, der Hauptklemmenkasten, die Zusatzklemmenkästen undzugehörige Aggregate müssen an Schutzerde angeschlossen werden. Die Anschlüssean Schutzerde und Stromversorgung müssen in der Lage sein, den Maschinenrahmengegen schädliche oder gefährliche elektrische Potenziale (Spannung) zu schützen.
BEMERKUNG:Die Erdung ist gemäß den lokalen Vorschriften durchzuführen, bevor die Maschine an die Versorgungsspannung angeschlossen wird.
BEMERKUNG:Die Haftung des Herstellers erstreckt sich nicht auf infolge inkorrekter Erdung oder Verkabelung zerstörte Lager.
Kennzeichnen Sie die Maschine und die Klemmenkästen gemäß den relevantennationalen Normen mit Erdungssymbolen.
Folgendes Kapitel betrifft den Anwendungstyp: Regelbarer Antrieb
4.3.10 Anforderungen für Maschinen, die von Frequenzumrichtern versorgt werden
Laut EMC-Vorschrift (89/336/ EEC, geändert durch 93/68/EEC) müssen von einemFrequenzumrichter versorgte Wechselstrommaschinen den nachstehendenSpezifikationen entsprechend mit abgeschirmten Kabeln installiert werden. FürInformationen zu anderen äquivalenten Kabeln wenden Sie sich bitte an Ihre örtlicheABB-Vertretung.
48 - Mechanische und elektrische Anschlüsse Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
4.3.10.1 Hauptkabel
Das Hauptstromkabel zwischen Maschine und Frequenzumrichter muss einsymmetrisches dreiadriges abgeschirmtes Kabel sein, damit es die Anforderungen fürStöraussendungen für den Industriebereich laut Fachgrundnorm Störaussendung, EN50081-2, erfüllt. Weitere Informationen finden Sie im ABB-Handbuch Erdung undVerkabelung des Antriebssystems (3AFY 61201998 REV C).
4.3.10.2 Erdung des Hauptkabels
Zur Erfüllung der EMC-Vorschrift ist eine Hochfrequenzerdung des Hauptkabelserforderlich. Dies wird durch eine 360°-Erdung der Kabelabschirmungen an denKabeleingängen sowohl in der Maschine als auch im Frequenzumrichter erreicht. DieErdung an der Maschine wird beispielsweise mit Hilfe von EMC ROX SYSTEM-Kabelwegen für abgeschirmte Installationen implementiert.
BEMERKUNG:Die 360°-Hochfrequenzerdung der Kabeleingänge dient zur Unterdrückung elektromagnetischer Störungen. Zusätzlich müssen die Kabelabschirmungen an Schutzerde (PE) angeschlossen werden, um die Sicherheitsbestimmungen zu erfüllen.
4.3.10.3 Nebenaggregatkabel
Die Nebenaggregatkabel müssen abgeschirmt sein, um die EMC-Vorschriften zuerfüllen. An den Kabeleingängen müssen Spezialkabelverschraubungen für die 360°-Erdung der Kabelabschirmungen verwendet werden.
Sicherheitsvorschriften Mechanische und elektrische Anschlüsse - 493BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Chapter 5 Inbetriebnahme und Start
5.1 AllgemeinesDer Inbetriebnahmebericht ist ein wichtiges Instrument im Hinblick auf die zukünftigeWartung und Instandhaltung der Maschine sowie auf die eventuelleStörungsbehebung.
Die Inbetriebnahme kann erst als abgeschlossen gelten, wenn ein ausreichenderInbetriebnahmebericht erstellt und archiviert wurde.
Der Inbetriebnahmebericht muss bei Anmeldung von Garantieansprüchen unbedingtvorgelegt werden. Kontaktinformationen siehe Kapitel 9.1.5 Kundendienst-Kontaktinformationen.
Das empfohlene Formular für den Inbetriebnahmebericht finden Sie unter AnhangINBETRIEBNAHMEBERICHT.
5.2 Überprüfung der mechanischen InstallationÜberprüfen Sie vor der Inbetriebnahme die Ausrichtung der Maschine:
• Gehen Sie den Ausrichtungsbericht durch und stellen Sie sicher, dass die Maschine gemäß den Ausrichtungsspezifikationen von ABB ausgerichtet ist (siehe Kapitel 3.6 Ausrichtung
• Das Ausrichtungsprotokoll sollte dem Inbetriebnahmebericht stets beigefügt werden.
Stellen Sie sicher, dass die Maschine korrekt am Fundament verankert ist:
• Überprüfen Sie das Fundament auf Risse und den allgemeinen Zustand
• Stellen Sie sicher, dass die Befestigungsbolzen festgezogen sind.
Zusätzliche Überprüfungen, soweit erforderlich:
• Stellen Sie sicher, dass das Schmiersystem betriebsbereit ist und läuft, bevor der Läufer gedreht wird.
• Wenn möglich, drehen Sie den Läufer von Hand und stellen Sie sicher, dass er frei rotiert und keine anormalen Geräusche zu hören sind.
• Kontrollieren Sie die Montage des Hauptklemmenkastens und des Kühlsystems.
• Überprüfen Sie die Anschlüsse der Öl- und Kühlwasserleitungen und prüfen Sie diese während des Betriebs auf Leckagen.
• Prüfen Sie den Druck und die Strömung von Öl und Kühlwasser.
5.3 IsolationswiderstandsmessungenBevor eine Maschine zum ersten Mal, nach einem langen Stillstand oder innerhalballgemeiner Wartungsarbeiten gestartet wird, ist ihr Isolationswiderstand zu messen,siehe Kapitel 7.6.4 Isolationswiderstandstest.
50 - Inbetriebnahme und Start Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
5.4 Überprüfung der elektrischen InstallationDie Stromkabel können permanent an den Klemmen im Hauptklemmenkastenangeschlossen sein, wenn der Isolationswiderstand des Stators gemessen wurde,siehe Kapitel 7.6.4 Isolationswiderstandstest.
Prüfen Sie den Anschluss der Stromkabel:
• Stellen Sie sicher, dass die Kabelösenbolzen mit dem richtigen Drehmoment angezogen sind
• Stellen Sie sicher, dass die Stromkabel korrekt verlegt sind
• Prüfen Sie, ob die Stromkabel korrekt mechanisch entlastet sind
• Prüfen Sie die Anschlüsse der Zusatzausrüstung.
BEMERKUNG:Wenn die Maschine ohne einen Hauptklemmenkasten geliefert wird, siehe Kapitel 4.3.4.1 Lieferung ohne Hauptklemmenkasten.
Folgender Hinweis betrifft die Schutzart: Alle Maschinen für Gefahrenbereiche
BEMERKUNG:Wenn eine Antikondensationsheizung ohne Selbstregulation sofort nach Ausschalten des Motors eingeschaltet wird, müssen Sie geeignete Maßnahmen treffen, um die Temperatur im Inneren des Motorgehäuses zu regeln. Die Kondenswasserheizungen dürfen nur in einer temperaturgeregelten Umgebung betrieben werden.
5.5 Steuerungs- und Schutzausrüstung
5.5.1 AllgemeinesDie Maschine ist mit Temperaturdetektoren ausgerüstet, die an einTemperaturüberwachungs- und Schutzsystem angeschlossen werden. Position, Typund Einstellungen für diese Detektoren finden Sie in der Zeichnung und imAnschlussplan der Maschine.
Der Temperaturalarmpegel für Widerstandstemperaturdetektoren (RTD, Pt-100) sollteso niedrig wie möglich eingestellt werden. Der Pegel kann basierend aufTestergebnissen oder der festgestellten Betriebstemperatur bestimmt werden. DerTemperaturalarm kann 10 K (20 °F) höher als die Betriebstemperatur der Maschinewährend Höchstlast bei der höchstmöglichen Umgebungstemperatur eingestelltwerden.
Wenn ein Temperaturüberwachungssystem mit zwei Funktionen verwendet wird, wirdder untere Pegel normalerweise als Alarmpegel und der höhere Pegel alsAbschaltepegel verwendet.
BEMERKUNG:Falls sich die Maschine abschaltet, muss der Grund dafür gefunden und beseitigt werden, bevor die Maschine neu gestartet wird. Im Fall eines Alarms ist der Grund zu finden und die Situation zu korrigieren. Gehen Sie dabei nach dem Leitfaden zur Fehlersuche vor; siehe Kapitel 8.1 Fehlersuche.
Sicherheitsvorschriften Inbetriebnahme und Start - 513BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Folgender Hinweis betrifft den Läufertyp: Dauermagnetläufer
BEMERKUNG:Die Dauermagnet-Synchronmaschinen sind mit Pt-100-Widerstandselementen und/oder Thermistoren ausgestattet. Die Verwendung dieser Schutzelemente ist obligatorisch, um eine Überlastung der Maschine zu vermeiden.
5.5.2 Statorwicklungstemperatur
5.5.2.1 Allgemeines
Die Statorwicklungen werden gemäß Temperaturanstiegsklasse F hergestellt, dieeinen Temperaturgrenzwert von 155 °C (300 °F) aufweist. Eine hohe Temperatur hatzur Folge, dass die Isolierung altert und die Lebensdauer der Wicklungen verkürztwird. Dieser Umstand ist beim Festlegen der Grenzwerte für Alarmauslösung undTemperaturabschaltung in Erwägung zu ziehen.
5.5.2.2 Widerstand der Temperaturdetektoren
Empfohlene Höchsttemperatureinstellungen:
Die zur Bestimmung der korrekten Temperatureinstellungen erforderlichen Datengehen aus dem Anschlussplan hervor, der mit der Maschine geliefert wurde. Es wirdempfohlen, bei der Einstellung des Temperaturalarms das in Kapitel 5.5.1 Allgemeinesbeschriebene Verfahren anzuwenden.
5.5.2.3 Thermistoren
Wenn die Maschine mit Thermistoren (PTC) ausgerüstet ist, finden Sie dieBetriebstemperatur der Thermistoren im Anschlussplan. Sie können wählen, ob dieBetriebsfunktion ein Alarmsignal oder ein Abschaltungssignal sein soll. Wenn dieMaschine mit sechs Thermistoren ausgerüstet ist, kann jeweils sowohl ein Alarm- alsauch ein Abschaltungssignal verwendet werden.
5.5.3 Überwachung der Lagertemperatur
5.5.3.1 Allgemeines
Zur Überwachung der Lagertemperaturen können die Lager mit Temperaturdetektorenausgerüstet sein. Die Viskosität des verwendeten Fetts oder Öls wird mit höhererTemperatur geringer. Wenn die Viskosität unter einen bestimmten Grenzwert fällt,kann im Lager kein Schmierfilm mehr gebildet werden und es folgt ein Lagerversagen,was schließlich in einer Beschädigung der Welle resultiert.
Wenn die Maschine mit Widerstandstemperaturdetektoren ausgerüstet ist, sollte dieTemperatur der Lager vorzugsweise kontinuierlich überwacht werden. Wenn dieTemperatur eines Lagers unerwartet anzusteigen beginnt, sollte die Maschine sofortabgeschaltet werden, da der Temperaturanstieg auf einen Lagerausfall hinweisenkann.
52 - Inbetriebnahme und Start Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
5.5.3.2 Widerstand der Temperaturdetektoren
Empfohlene Höchsttemperatureinstellungen:
Die zur Bestimmung der korrekten Temperatureinstellungen erforderlichen Datengehen aus dem Anschlussplan hervor, der mit der Maschine geliefert wurde. Es wirdempfohlen, bei der Einstellung des Temperaturalarms das in Kapitel 5.5.1 Allgemeinesbeschriebene Verfahren anzuwenden.
5.5.3.3 Thermistoren
Wenn die Rollenlager mit Thermistoren (PTC) ausgerüstet sind, finden Sie dieBetriebstemperatur der Thermistoren im Anschlussplan. Sie können wählen, ob dieBetriebsfunktion ein Alarmsignal oder ein Abschaltungssignal sein soll. Wenn dieRollenlager mit zwei Thermistoren ausgerüstet sind, kann jeweils sowohl ein Alarm- alsauch ein Abschaltsignal verwendet werden.
5.5.4 SchutzvorrichtungenDie Maschine muss gegen Störungen, Ausfälle und Überlast geschützt sein, welchedie Maschine beschädigen können. Der Schutz muss den Anweisungen undVorschriften für jedes Land entsprechen, in dem die Maschine benutzt wird.
Die Maschinenparameterwerte für Relaiseinstellungen finden Sie im Dokument"Leistungsdaten der Maschine", das in der Dokumentation, die mit der Maschinegeliefert wurde, enthalten ist.
BEMERKUNG:Der Hersteller der Maschine ist nicht für die Einstellung der Schutzvorrichtungen vor Ort verantwortlich.
5.6 Erster Prüfstart
5.6.1 AllgemeinesDer erste Prüfstart ist ein Standardverfahren nach Abschluss des Installations- undAusrichtungsverfahren, der Herstellung der mechanischen und elektrischenAnschlüsse, des Inbetriebnahmeverfahrens und Aktivierung der Schutzvorrichtungen.
BEMERKUNG:Sofern möglich, wird der erste Start bei ausgekuppelter Kupplung zwischen der Antriebs- und der Lastmaschine vorgenommen. Die Last der Maschine muss in jedem Fall so gering wie möglich sein.
5.6.2 Vorsichtsmaßnahmen vor dem ersten PrüfstartVor dem ersten Prüfstart wird eine Sichtprüfung der Maschine und ihrer Ausrüstungvorgenommen. Es ist sicherzustellen, dass alle notwendigen Arbeiten, Kontrollen undEinstellungen durchgeführt wurden.
Vor dem ersten Prüfstart sind folgende Überprüfungen und Maßnahmen vorzunehmen:
• Falls die Kupplungshälfte nicht zusammengebaut ist, wird die Passfeder der Wellenverlängerung entweder gesperrt oder ausgebaut.
Sicherheitsvorschriften Inbetriebnahme und Start - 533BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Folgender Punkt betrifft den Lagertyp: Gleitlager
• Die Ölbehälter der Gleitlager und ggf. die Ölversorgungssysteme werden mit dem empfohlenen Öl auf den korrekten Ölstand aufgefüllt. Danach das Ölversorgungssystem einschalten.
Folgender Punkt betrifft den Lagertyp: Rollenlager
• Der Rotor wird von Hand gedreht und es wird überprüft, dass keine ungewöhnlichen Geräusche von den Lagern zu hören sind. Um einen Rotor mit Gleitlagern zu drehen wird ein einfacher Hebel benötigt.
Folgender Punkt betrifft den Lagertyp: Rollenlager mit Ölnebel
• Die Ölversorgungssysteme sind bis zum korrekten Stand mit dem empfohlenen Öl gefüllt. Das Ölversorgungssystem ist eingeschaltet.
Folgender Punkt betrifft das Kühlverfahren: Luft-Wasser
• Bei wassergekühlten Maschinen wird das Kühlwasser eingeschaltet. Kontrollieren Sie die Dichtigkeit der Flansche und der Kühleinheit.
• Die Verkabelung und die Sammelschienenverbindungen werden mit dem Anschlussplan verglichen
• Erdungsanschlüsse und -vorrichtungen verifizieren
• Start-, Steuerungs-, Schutz- und Alarmrelais jeder Vorrichtung überprüfen
• Den Isolationswiderstand der Wicklungen und anderer Ausrüstungen überprüfen
• Die Abdeckungen der Maschine montieren und die Wellendichtungen dicht abschließend einsetzen
• Maschine und Umgebung reinigen
Folgender Punkt betrifft den Gehäusetyp: Ex p
• Nach dem Ausblasen wird das Ex-Maschinengehäuse unter Druck gesetzt. Siehe hierzu die separaten Anweisungen für Ausblasung und Druckaufbau des Systems.
5.6.3 StartenDer erste Start sollte nur etwa eine (1) Sekunde lang dauern, wobei die Drehrichtungder Maschine überprüft wird. Die Drehrichtung der externen Gebläsemotoren, sofernvorhanden, muss ebenfalls überprüft werden. Außerdem ist sicherzustellen, dass dierotierenden Teile keine festmontierten Komponenten berühren.
BEMERKUNG:Wenn die Maschine nicht über ein Axialpositionierungslager verfügt und die Maschine ungekuppelt gestartet wird, ist es normal, dass sich die Welle axial bewegt, bevor sie sich stabilisiert.
5.6.3.1 Drehrichtung
Der Zweck des ersten Starts besteht darin, die Drehrichtung der Maschine zuüberprüfen. Die Maschine muss sich in die Richtung drehen, in welche der auf demRahmen (oder auf der Lüfterabdeckung) abgebildete Pfeil zeigt. Die Drehrichtung des
54 - Inbetriebnahme und Start Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
externen Gebläsemotors ist durch einen Pfeil in der Nähe des Gebläsemotorsangegeben. Die Maschine darf nur in der auf dem Kennzeichnungsschildangegebenen Drehrichtung betrieben werden, siehe Anhang Typische Position derKennschilder.
Maschinen, die für einen Betrieb in zweifacher Richtung geeignet sind, sind mit einemDoppelpfeil auf dem Typenschild sowie auf dem Rahmen gekennzeichnet.
Wenn die gewünschte Drehrichtung aus irgendeinem Grund von der spezifiziertenDrehrichtung der Maschine abweicht, müssen die Kühllüfter und der innere und/oderäußere Kühlkreislauf sowie die Kennzeichnung auf dem Typenschild geändert werden.
Die Drehrichtung ändert sich, wenn die Phasen der Stromversorgung vertauschtwerden.
Folgendes Kapitel betrifft den Läufertyp: Schleifringe
5.6.3.2 Starten von Maschinen mit Schleifringen
Maschinen mit Schleifringen können nicht ohne Starter betrieben werden. Der Starterist im Normalfall ein regelbarer Widerstand, der an jede Läuferphase über dieSchleifringe angeschlossen ist. Die Auswahl des Starters erfolgt gemäß demerforderlichen Startdrehmoment und dem Strom. Der Startvorgang erfolgt in der Regelmit Nennstrom und Nenndrehmoment.
Während des Starts verringert sich der Startwiderstand, und die Drehzahl desDurchschlagdrehmoments wird erhöht. Die Drehzahl der Maschine muss stetszwischen der Drehzahl des tatsächlichen Durchschlagdrehmoments und derSynchrondrehzahl liegen. Der Betrieb im Bereich zwischen Stillstand- undDurchschlagdrehmoment oder ein Stillstand während des Starts ist untersagt.
BEMERKUNG:Falls die Maschine ohne vorherige Kontrolle sämtlicher Einstellungen der Schleifringanlage gestartet wird, können schwere Schäden entstehen! Die Anschlüsse am Starter und ihre Funktionen sind ebenfalls zu überprüfen.
BEMERKUNG:Die Bürstenhebevorrichtung muss sich in Startposition befinden, bevor die Maschine gestartet wird.
Folgendes Kapitel betrifft den Gehäusetyp: Ex p
5.6.3.3 Starten von Ex p-Maschinen
Das Gehäuse von Ex p-Maschinen ist während des Betriebs durch Überdruckexplosionsgeschützt. Vor dem Druckaufbau ist das Maschinengehäuse mit reiner Luftauszublasen. Ausführliche Inbetriebnahmeanweisungen zur Ausblas- undDruckaufbauausrüstung werden in einem separaten Handbuch gegeben. Wennmöglicherweise Luft aus dem Maschinengehäuse austritt, müssen die undichtenVerbindungsstellen korrekt abgedichtet werden.
Das Ausblas- und Druckaufbausystem muss durch Anschließen der Alarm- undStatussignale der Einheit in die Steuerung des Startblockiersystems mit einbezogenwerden, so dass es nicht möglich ist, die Maschine zu starten, bevor derAusblasvorgang abgeschlossen ist und das Maschinengehäuse unter Druck steht.
Sicherheitsvorschriften Inbetriebnahme und Start - 553BFP 000 053 R0103 REV H
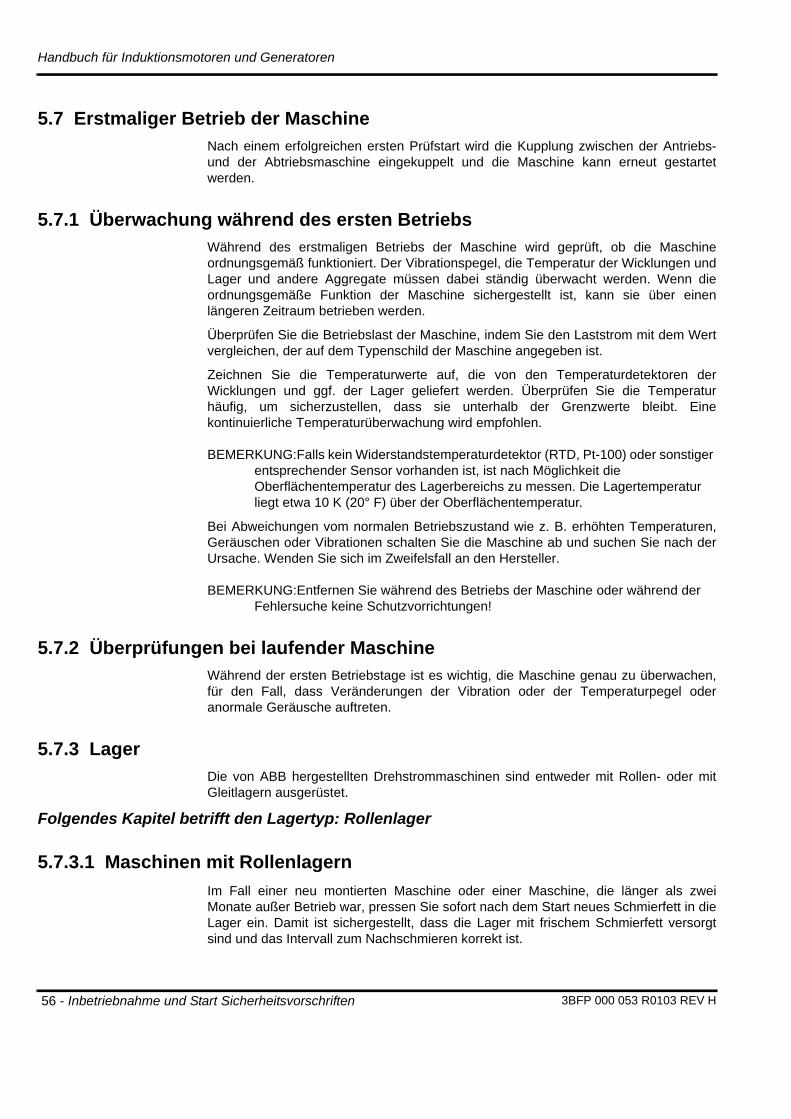
Handbuch für Induktionsmotoren und Generatoren
5.7 Erstmaliger Betrieb der MaschineNach einem erfolgreichen ersten Prüfstart wird die Kupplung zwischen der Antriebs-und der Abtriebsmaschine eingekuppelt und die Maschine kann erneut gestartetwerden.
5.7.1 Überwachung während des ersten BetriebsWährend des erstmaligen Betriebs der Maschine wird geprüft, ob die Maschineordnungsgemäß funktioniert. Der Vibrationspegel, die Temperatur der Wicklungen undLager und andere Aggregate müssen dabei ständig überwacht werden. Wenn dieordnungsgemäße Funktion der Maschine sichergestellt ist, kann sie über einenlängeren Zeitraum betrieben werden.
Überprüfen Sie die Betriebslast der Maschine, indem Sie den Laststrom mit dem Wertvergleichen, der auf dem Typenschild der Maschine angegeben ist.
Zeichnen Sie die Temperaturwerte auf, die von den Temperaturdetektoren derWicklungen und ggf. der Lager geliefert werden. Überprüfen Sie die Temperaturhäufig, um sicherzustellen, dass sie unterhalb der Grenzwerte bleibt. Einekontinuierliche Temperaturüberwachung wird empfohlen.
BEMERKUNG:Falls kein Widerstandstemperaturdetektor (RTD, Pt-100) oder sonstiger entsprechender Sensor vorhanden ist, ist nach Möglichkeit die Oberflächentemperatur des Lagerbereichs zu messen. Die Lagertemperatur liegt etwa 10 K (20° F) über der Oberflächentemperatur.
Bei Abweichungen vom normalen Betriebszustand wie z. B. erhöhten Temperaturen,Geräuschen oder Vibrationen schalten Sie die Maschine ab und suchen Sie nach derUrsache. Wenden Sie sich im Zweifelsfall an den Hersteller.
BEMERKUNG:Entfernen Sie während des Betriebs der Maschine oder während der Fehlersuche keine Schutzvorrichtungen!
5.7.2 Überprüfungen bei laufender MaschineWährend der ersten Betriebstage ist es wichtig, die Maschine genau zu überwachen,für den Fall, dass Veränderungen der Vibration oder der Temperaturpegel oderanormale Geräusche auftreten.
5.7.3 LagerDie von ABB hergestellten Drehstrommaschinen sind entweder mit Rollen- oder mitGleitlagern ausgerüstet.
Folgendes Kapitel betrifft den Lagertyp: Rollenlager
5.7.3.1 Maschinen mit Rollenlagern
Im Fall einer neu montierten Maschine oder einer Maschine, die länger als zweiMonate außer Betrieb war, pressen Sie sofort nach dem Start neues Schmierfett in dieLager ein. Damit ist sichergestellt, dass die Lager mit frischem Schmierfett versorgtsind und das Intervall zum Nachschmieren korrekt ist.
56 - Inbetriebnahme und Start Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Neues Schmierfett muss während die Maschine läuft so lange eingepresst werden, bisaltes Schmierfett oder überschüssiges neues Schmierfett durch den Schmierkanal ander Unterseite des Lagergehäuses austritt (siehe Anhang 5-1Beispiel einesSchmierkanals durch Lageranordnung einer horizontalen Maschine).
Abbildung 5-1 Beispiel eines Schmierkanals durch Lageranordnung einer horizontalen Maschine
BEMERKUNG:Die Anfangsschmierung kann mehrere Schmierfettportionen erfordern (bis zu 3- bis 10fache Menge der Angabe auf dem Informationsschild für Schmierung).
BEMERKUNG:Das Intervall für die Nachschmierung beträgt nie mehr als 12 Monate.
Das ursprünglich verwendete Schmiermittel wird auf dem Lagerkennschild an derMaschine angegeben. Zulässige Arten an Schmiermittel finden Sie in Kapitel 7.5.3Rollenlager.
BEMERKUNG:Mischen Sie keine Schmiermittel! Das Lager darf nur ein einziges Schmiermittel enthalten - keine Mischung aus zwei oder mehr Schmiermitteln.
Die Temperatur der Lager steigt anfangs aufgrund des überschüssigen Schmiermittels.Nach wenigen Stunden wird das überschüssige Schmierfett durch das Fett-Auslassventil abgegeben und das Lager erhält seine normale Betriebstemperatur.
Nachdem die Maschine mehrere Stunden in Betrieb war, messen Sie, falls verfügbar,die Schwingungen oder SPM-Werte an den SPM-Nippeln und notieren Sie die Werteals zukünftige Referenz.
Folgendes Kapitel betrifft den Lagertyp: Gleitlager
5.7.3.2 Maschinen mit Gleitlagern
Stellen Sie sicher, dass keine rotierenden Teile an festen Teilen reiben. KontrollierenSie durch das Ölschauglas, dass der Ölstand im Lager korrekt ist. Er sollte generell in
Sicherheitsvorschriften Inbetriebnahme und Start - 573BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
der Mitte des Ölschauglases liegen, doch solange der Ölstand innerhalb desÖlschauglases liegt, ist der Stand akzeptabel.
Überprüfen Sie die Temperatur und den Ölstand der Lager zu Beginn kontinuierlich.Dies ist insbesondere bei selbstschmierenden Lagern wichtig. Wenn die Temperaturdes Lagers plötzlich ansteigt, ist die Maschine sofort zu stoppen und die Ursache fürden Temperaturanstieg zu beseitigen, bevor die Maschine erneut gestartet wird. Wennmit der Messausrüstung keine logische Ursache gefunden wird, sollten Sie die Lageröffnen und deren Zustand überprüfen. Innerhalb der Gewährleistungsfrist ist stets derHersteller zu informieren, bevor Maßnahmen getroffen werden.
Bei selbstschmierenden Lagern wird die Rotation des Ölschmierrings durch dasInspektionsfenster an der Oberseite des Lagers kontrolliert. Falls sich derÖlschmierring nicht dreht, ist die Maschine sofort zu stoppen, da der Stillstand desÖlschmierrings den Ausfall des Lagers zur Folge hat.
Bei Maschinen mit Druckschmierung wird der Ölversorgungsdruck mit Hilfe desDruckventils und der Öffnung eingestellt. Der normale Versorgungsdruck beträgt 125kPa ± 25 kPa (18 psi ± 4 psi). Dadurch wird die korrekte Strömung des Öls zum Lagerermöglicht. Die Verwendung höherer Versorgungsdrücke bringt keine zusätzlichenVorteile und kann zu Leckagen führen. Die Ölflussgeschwindigkeit ist ebenfalls in derZeichnung angegeben.
BEMERKUNG:Das Schmierungssystem sollte so konstruiert sein, dass der Druck im Lager dem atmosphärischen Druck (Außendruck) entspricht. Luftdruck, der durch das Einlass- oder Auslassrohr in das Lager eintritt, führt zu Ölleckagen.
5.7.4 VibrationenEine ausführliche Erörterung der Vibrationen finden Sie in Kapitel 7.4.3 Vibrationenund Lärm.
5.7.5 TemperaturpegelDie Temperaturen der Lager, Statorwicklungen und Kühlluft werden bei laufenderMaschine überprüft.
Die Wicklungs- und Lagertemperatur erreicht möglicherweise erst nach mehreren (4-8)Stunden bei Höchstlast eine stabile Temperatur.
Die Temperatur der Statorwicklung hängt von der Last der Maschine ab. Wennwährend oder kurz nach der Inbetriebnahme keine volle Last erreicht werden kann,sollten die aktuellen Last- und Temperaturwerte aufgezeichnet und imInbetriebnahmebericht vermerkt werden.
Die empfohlenen Einstellungen für Alarm- und Auslösungsstufen finden Sie imHauptanschlussschaltbild.
Folgendes Kapitel betrifft den Kühlungstyp: Luft-Luft und Luft-Wasser
5.7.6 WärmetauscherStellen Sie vor dem Start sicher, dass die Anschlüsse fest sitzen und das System keineLeckagen aufweist. Nachdem die Maschine für einige Zeit gelaufen ist, muss das
58 - Inbetriebnahme und Start Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Kühlsystem kontrolliert werden. Stellen Sie sicher, dass das Kühlmittel und ggf. die Luftohne Behinderung zirkulieren können.
Folgendes Kapitel betrifft den Läufertyp: Schleifringe
5.7.7 SchleifringeStellen Sie sicher, dass die Bürsten auf den Schleifringen keine Funken erzeugen.
5.7.8 AbschaltenDer Abschaltvorgang der Maschine hängt von der Anwendung ab, die Hauptrichtliniensind jedoch:
• Verringern Sie ggf. die Last der Lastanlage
• Schalten Sie den Hauptschalter aus
• Schalten Sie evtl. vorhandene Antikondensationsheizungen ein, sofern diese nicht automatisch von der Schaltanlage eingeschaltet werden
Folgender Punkt betrifft den Kühlungstyp: Luft-Wasser und Wassermantel
• Unterbrechen Sie bei wassergekühlten Maschinen den Kühlwasserfluss, um Kondensation im Innern der Maschine zu vermeiden.
Sicherheitsvorschriften Inbetriebnahme und Start - 593BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Chapter 6 Betrieb
6.1 AllgemeinesUm einen störungsfreien Betrieb zu gewährleisten, muss die Maschine sorgfältiggepflegt und überwacht werden.
Vor jedem Start der Maschine ist Folgendes sicherzustellen:
• Die Lager sind gemäß den technischen Daten und den Daten der Maßzeichnungen auf den korrekten Ölstand befüllt
• Das Kühlsystem funktioniert
• Das Maschinengehäuse wurde ausgeblasen und steht ggf. unter Druck
• Es werden keine Wartungsarbeiten durchgeführt
• Das Maschinenpersonal und die Anlage sind für den Maschinenstart bereit.
Zum Inbetriebnahmeverfahren siehe Kapitel 5.6.3 Starten.
Bei Abweichungen vom normalen Betriebszustand wie z. B. bei erhöhtenTemperaturen, Geräuschen oder Vibrationen, schalten Sie die Maschine ab undsuchen Sie nach der Ursache. Wenden Sie sich im Zweifelsfall an den Hersteller.
BEMERKUNG:Die Außenflächen der Maschine können heiß sein, wenn sie unter Last betrieben wird.
Folgender Hinweis betrifft den Läufertyp: Dauermagnetläufer
BEMERKUNG:Eine Überlastung der Maschine kann eine Entmagnetisierung der Dauermagneten und Wicklungsschäden verursachen.
6.2 Normale BetriebsbedingungenDie von ABB hergestellten Maschinen sind individuell für den Betrieb unter normalenBetriebsbedingungen gemäß IEC-Norm oder NEMA-Norm, Kundenspezifikationen undinternen ABB-Normen ausgelegt.
Die Betriebsbedingungen, wie beispielsweise die maximale Umgebungstemperaturund die maximale Aufstellungshöhe, sind im Leistungsdatenblatt angegeben, welchesals Bestandteil der Projektdokumentation geliefert wurde. Das Fundament darf keinenexternen Vibrationen sein und die umgebende Luft muss frei von Staub, Salz undkorrodierenden Gasen oder Substanzen sein.
BEMERKUNG:Die in den Sicherheitsanweisungen am Anfang des Handbuchs genannten Sicherheitsvorkehrungen müssen bei jedem Betrieb getroffen werden.
60 - Betrieb Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
6.3 Anzahl der StartsDie Anzahl der zulässigen aufeinanderfolgenden Starts von direkt ans Netzangeschlossenen Maschinen hängt im Wesentlichen von den Lastkennlinien(Drehmomentkurve im Verhältnis zur Drehzahl, Trägheit), dem Maschinentyp und derMaschinenkonstruktion ab. Zu viele und/oder zu schwere Starts verursachenüberhöhte Temperaturen und Belastungen der Maschine, was die Alterung derMaschine beschleunigt und die Verkürzung der Lebensdauer oder garMaschinenausfälle zur Folge haben kann.
Informationen bezüglich der zulässigen aufeinanderfolgenden oder jährlichen Startserfahren Sie aus dem Leistungsdatenblatt oder vom Hersteller der Maschine. ZurBestimmung der Starthäufigkeit werden die Lastkennlinien der Anwendung benötigt.Als Richtlinie gilt eine Höchstanzahl von 1000 Starts pro Jahr bei einer typischenAnwendung.
Es sollte ein Zählersystem zur Kontrolle der Anzahl der Starts verwendet werden unddie Wartungsintervalle sollten auf den entsprechenden Betriebsstunden basieren,siehe Kapitel 7.3 Wartungsprogramm.
BEMERKUNG:Die in den Sicherheitsanweisungen am Anfang des Handbuchs genannten Sicherheitsvorkehrungen müssen bei jedem Betrieb getroffen werden.
6.4 ÜberwachungDas Betriebspersonal sollte die Maschine in regelmäßigen Abständen inspizieren undein bewusstes Gespür für die im normalen Betriebszustand wahrnehmbarenGeräusche, Temperaturen, Gerüche usw. der Maschine und der zugehörigen Anlageentwickeln.
Das Ziel der Überwachungsinspektion besteht darin, das Personal eingehend mit derAnlage vertraut zu machen. Dies ist für die rechtzeitige Wahrnehmung und Behebungvon Abweichungen und Störungen von wesentlicher Bedeutung.
Der Unterschied zwischen Überwachung und Wartung ist nicht genau abgegrenzt. Dienormale Betriebsüberwachung umfasst die Protokollierung der Betriebsdaten wiebeispielsweise Last, Temperaturen und Vibrationen. Diese Daten stellen eine nützlicheBasis für die Wartung und Instandhaltung dar.
• Während der ersten Betriebszeit (bis 200 Stunden) sollte die Maschine besonders intensiv überwacht werden. Die Temperatur der Lager und Wicklungen, die Last, der Strom, die Kühlung, die Schmierung und Vibration sind mehrmals täglich zu überprüfen.
• In den folgenden Wochen und Monaten (200-1000 Stunden) ist eine tägliche Kontrolle ausreichend. Die Kontrollergebnisse sollten in Inspektionsberichten festgehalten und beim Betreiber archiviert werden. Später kann der Zeitraum zwischen den Inspektionen weiter verlängert werden, sofern der Betrieb kontinuierlich und stabil ist.
Checklisten für die Inspektion finden Sie im Anhang INBETRIEBNAHMEBERICHT.
Sicherheitsvorschriften Betrieb - 613BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
6.4.1 LagerDie Lagertemperaturen und die Schmierung sollten sorgfältig überwacht werden; sieheKapitel 5.7.3 Lager.
6.4.2 VibrationenDie Vibrationspegel der Antriebs- und Lastmaschine sind ebenfalls zu überwachen;siehe Kapitel 7.4.4 Vibrationen des Lagergehäuses.
6.4.3 TemperaturenDie Temperaturen von Lagern, Statorwicklungen und Kühlluft werden bei laufenderMaschine kontrolliert, siehe Kapitel 5.7.5 Temperaturpegel.
Folgendes Kapitel betrifft den Kühlungstyp: Luft-Luft und Luft-Wasser
6.4.4 WärmetauscherVergewissern Sie sich, dass die Anschlüsse fest sitzen und das System keineLeckagen aufweist. Stellen Sie sicher, dass das Kühlmittel und ggf. die Luft ohneBehinderung zirkulieren können.
Folgendes Kapitel betrifft den Läufertyp: Schleifringe
6.4.5 SchleifringeinheitBeobachten Sie den Verschleiß der Kohlebürsten und tauschen Sie sie aus, bevor dieVerschleißgrenze erreicht ist. Stellen Sie sicher, dass die Bürsten keine Funkenschlagen.
Vergewissern Sie sich, dass die Schleifringflächen glatt und eben sind. Falls nicht,müssen die Schleifringe auf einer Drehbank geglättet werden. Unter idealenBedingungen bildet sich auf den Schleifringen während der ersten Betriebsstundeneine gleichmäßige Schicht brauner Patina.
Überprüfen Sie die Dichtigkeit des Schleifringgehäuses. Wasser, Fett, Öl oder Staubdürfen nicht in das Gehäuse gelangen.
6.5 NachbearbeitungDie Nachbearbeitung des Betriebs umfasst die Protokollierung der Betriebsdaten,darunter Last, Temperaturen und Vibrationen. Diese Daten stellen eine nützliche Basisfür die Wartung und Instandhaltung dar.
6.6 AbschaltenWenn die Maschine nicht in Betrieb ist, sind ggf. Antikondensationsheizungeneinzuschalten. Sie dienen dazu, Kondensation im Inneren der Maschine zu vermeiden.
Folgender Absatz betrifft das Kühlungsverfahren: Luft-Wasser und Wassermantel
62 - Betrieb Sicherheitsvorschriften 3BFP 000 053 R0103 REV H

Handbuch für Induktionsmotoren und Generatoren
Bei Maschinen mit Wasserkühlung muss die Kühlwasserversorgung abgeschaltetwerden, um Kondensation im Inneren der Maschine zu vermeiden.
BEMERKUNG:Für das Heizelement kann im Klemmenkasten Spannung anliegen.
Sicherheitsvorschriften Betrieb - 633BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Chapter 7 Wartung
7.1 Vorbeugende WartungEine Drehstrommaschine ist häufig wichtiger Bestandteil einer größeren Installation.Wenn sie korrekt überwacht und gewartet wird, funktioniert sie lange und zuverlässig.
Der Zweck der Wartung besteht daher darin, dass:
• sichergestellt wird, dass die Maschine zuverlässig und ohne Unregelmäßigkeiten oder Unterbrechungen arbeitet
• nötige Instandhaltungsmaßnahmen im Voraus abgesehen und geplant werden können, um Ausfallzeiten zu minieren.
Der Unterschied zwischen Überwachung und Wartung ist nicht genau abgegrenzt. Dienormale Betriebsüberwachung umfasst das Aufzeichnen von Betriebsdaten, wie z. B.Last, Temperatur und Vibrationen sowie eine Überprüfung der korrekten Schmierungund eine Messung der Isolierwiderstände.
In den ersten Tagen und Wochen nach der Inbetriebnahme oder der Durchführung vonInstandhaltungsmaßnahmen muss die Maschine intensiv überwacht werden. DieTemperatur der Lager und Wicklungen, die Last, der Strom, die Kühlung, dieSchmierung und Vibration sind häufig zu kontrollieren.
Dieses Kapitel bietet Empfehlungen hinsichtlich eines Wartungsprogramms sowieAnweisungen für übliche Wartungsarbeiten. Diese Anweisungen und Empfehlungensind aufmerksam zu lesen und bei der Planung des Wartungsprogramms alsGrundlage zu verwenden. Bitte beachten Sie, dass die in diesem Kapitel genanntenWartungsempfehlungen das Mindestmaß darstellen. Intensivere Wartung undÜberwachung erhöhen Zuverlässigkeit und Lebensdauer der Maschine.
Die während der Überwachung und Wartung aufgezeichneten Daten erleichtern dasVoraussehen und Planen weiterer Maßnahmen. Falls Sie in diesen DatenUnregelmäßigkeiten feststellen, helfen Ihnen die Anweisungen in Kapitel 8Fehlersuche beim Lokalisieren der Ursachen.
ABB empfiehlt, die Erstellung von Wartungsprogrammen, die Durchführung dereigentlichen Wartung sowie mögliche Fehleranalysen von Experten ausführen zulassen. Der ABB Motoren- und Generatoren-Service hilft Ihnen gerne bei diesenAufgaben. Die Kontaktinformationen zum ABB Kundendienst finden Sie in Kapitel 9.1.3Kontaktinformationen für Motoren- und Generatoren-Service.
Ein wesentlicher Teil der vorbeugenden Wartung besteht in der Verfügbarkeit einerAuswahl geeigneter Ersatzteile. Um im Bedarfsfall schnellen Zugriff auf entscheidendeErsatzteile zu haben, sollten Sie eine Grundausstattung davon auf Lager halten. Fertigzusammengestellte Ersatzteilpakete sind beim ABB-Kundendienst erhältlich; sieheKapitel 9.1.3 Kontaktinformationen für Motoren- und Generatoren-Service.
Sicherheitsvorschriften Wartung - 643BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
7.2 SicherheitsvorkehrungenVor Beginn jeglicher Arbeiten an elektrischen Anlagen sind allgemeine elektrischeSicherheitsvorkehrungen zu treffen und lokale Vorschriften zu berücksichtigen, umPersonenschäden zu vermeiden. Dies sollte nach den Anweisungen desSicherheitspersonals des Betreibers erfolgen.
Mit der Wartung der elektrischen Anlage und der Installationen ist qualifiziertes, in denerforderlichen Wartungsverfahren und Tests geschultes Fachpersonal zu beauftragen.
Die folgenden drei Absätze betreffen die Schutzart: Alle Maschinen für Gefahrenbereiche
Maschinen in explosionsgefährdeten Bereichen werden gemäß den geltendenVorschriften für das jeweilige Explosionsrisiko ausgelegt. Bei unsachgemäßerBedienung, fehlerhaftem Anschluss oder jedweder Veränderung kann ihreZuverlässigkeit beeinträchtigt werden.
Die Normen hinsichtlich Anschluss und Einsatz elektrischer Betriebsmittel inexplosionsgefährdeten Bereichen, insbesondere nationale Normen, die sich mit derenMontage befassen, sind zu berücksichtigen (siehe folgende Normen: IEC 60079-14,IEC 6000-17 und IEC 6007-19). Der Umgang mit solchen Betriebsmitteln ist nurentsprechend ausgebildetem Fachpersonal zu gestatten, das mit den einschlägigenNormen vertraut ist.
Vor Beginn von Arbeiten am Motor oder an den angetriebenen Komponenten ist derMotor abzuschalten und zu blockieren. Während der Arbeiten ist sicherzustellen, dasskeine explosionsfähige Atmosphäre vorhanden ist.
Für allgemeine Sicherheitsanweisungen siehe Sicherheitsanweisungen am Anfangdes Handbuchs.
Folgender Hinweis betrifft den Läufertyp: Dauermagnetläufer
Folgender Hinweis betrifft den Anwendungstyp: Regelbarer Antrieb
BEMERKUNG:Die Klemmen einer Maschine mit Frequenzumrichterversorgung können unter Strom stehen, auch wenn die Maschine still steht.
BEMERKUNG:Die Dauermagnetmaschine erzeugt beim Drehen der Welle eine Spannung. Verhindern Sie das Drehen der Welle, bevor Sie den Klemmenkasten öffnen. Niemals den Klemmenkasten öffnen oder die ungeschützten Klemmen berühren, während die Welle der Maschine sich dreht. Sicherheitsanweisungen am Anfang des Handbuchs befolgen.
65 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
7.3 WartungsprogrammDieses Kapitel stellt ein empfohlenes Wartungsprogramm für ABB-Maschinen vor.Dieses Wartungsprogramm ist von allgemeiner Art und ist als Mindestwartungsniveauanzusehen. Die Wartung sollte intensiviert werden, wenn lokale Bedingungen mithohen Anforderungen bestehen oder extreme Zuverlässigkeit gefordert ist. Weiterhinwird darauf hingewiesen, dass auch bei Befolgung dieses Wartungsprogramms dienormale Überwachung und Beobachtung des Zustands der Maschine erforderlich ist.
Bitte beachten Sie, dass in den nachstehenden Wartungsprogrammen Zubehörteileerwähnt sein können, die nicht bei allen Maschinen vorgesehen sind, obwohl dieProgramme an diese Maschine angepasst wurden.
Das Wartungsprogramm basiert auf vier Wartungsniveaus, deren jeweilige Intervallevon der Betriebstundenzahl abhängig sind. Der Arbeitsaufwand und die Ausfallzeitenvariieren: Niveau 1 umfasst hauptsächlich schnelle Sichtprüfungen, während Niveau 4anspruchsvollere Maßnahmen und das Auswechseln von Verschleißteilen vorsieht.Weitere Informationen über die für diese Wartungsarbeiten empfohlenenErsatzteilpakete finden Sie unter Kapitel 9.2 Ersatzteile für Drehstrommaschinen. Dieempfohlenen Wartungsintervalle finden Sie in Tabelle 7-2. DieBetriebsstundenempfehlungen in diesem Kapitel sind in äquivalenten Betriebsstunden(Äq. h) angegeben, die mit Hilfe folgender Formel berechnet werden können:
Folgender Absatz betrifft den Anwendungstyp: Regelbarer Antrieb
Äquivalente Betriebsstunden (Äq. h) = Tatsächliche Betriebsstunden
Folgender Absatz betrifft den Anwendungstyp: Antrieb mit konstanter Drehzahl
Äquivalente Betriebsstunden (Äq. h) = Tatsächliche Betriebsstunden + Anzahl derStarts x 20
Wartungsniveau 1 (L1)
Wartungsniveau 1 (W1) umfasst Sichtprüfungen und leichte Wartungsarbeiten. DerZweck dieser Wartung besteht in einer schnellen Überprüfung, ob sich Problemeentwickeln, bevor diese zu Ausfällen und außerplanmäßigenWartungsunterbrechungen führen. Sie macht auch auf Maßnahmen aufmerksam, diebei der nächsten größeren Überholung fällig sind.
Die Wartung dauert etwa 4-8 Stunden, abhängig von Typ und der Installation derMaschine sowie der Ausführlichkeit der Inspektion. Die Werkzeuge für dieseWartungsarbeiten sind normale Wartungswerkzeuge, d. h. Schraubenschlüssel undSchraubendreher. Die Vorbereitungen bestehen im Öffnen derInspektionsabdeckungen. Es wird empfohlen, dass bei Wartungsbeginn zumindest dasPaket für Ersatzteile für den Maschinenbetrieb vorhanden ist. Die Pakete werden imKapitel 9.2.5 Typische empfohlene Ersatzteile in verschiedenen Sätzen gezeigt.
Die W1-Wartung ist nach 4.000 äquivalenten Betriebsstunden oder sechs Monatenach Inbetriebnahme durchzuführen. Danach ist die Wartung von Niveau 1 jährlichzwischen den Wartungen von Niveau 2 durchzuführen; siehe Tabelle 7-2.
Wartungsniveau 2 (W2)
Das Wartungsniveau 2 (W2)oder L2 besteht hauptsächlich aus Inspektionen, Testsund kleinen Wartungsarbeiten. Der Zweck dieser Wartung besteht darin,
Sicherheitsvorschriften Wartung - 663BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
herauszufinden, ob es Probleme beim Betrieb der Maschine gibt, und kleineReparaturen vorzunehmen, um einen ununterbrochenen Betrieb sicherzustellen.
Die Wartung dauert etwa 8-16 Stunden, abhängig von Typ und Installation derMaschine sowie vom Aufwand der Wartung. Die Werkzeuge für diese Wartung sindnormale Wartungswerkzeuge, Multimeter, Momentschlüssel undIsolationswiderstandsmessgerät. Die Vorbereitungen bestehen im Öffnen derInspektionsabdeckungen und ggf. der Lager. Geeignete Ersatzteile für diesesWartungsniveau sind im Paket für Ersatzteile für den Maschinenbetrieb enthalten.Diese Pakete werden im Kapitel 9.2.5 Typische empfohlene Ersatzteile inverschiedenen Sätzen gezeigt.
Die W2-Wartung ist nach 8000 äquivalenten Betriebsstunden oder ein Jahr nach derInbetriebnahme durchzuführen. Danach ist sie jährlich oder jeweils nach 8.000äquivalenten Betriebsstunden fällig; siehe Tabelle 7-2.
Wartungsniveau 3 (W3)
Wartungsniveau 3 (W3) umfasst ausführlichere Inspektionen, Tests sowie größereWartungsarbeiten, die sich bei den Wartungen gemäß W1 und W2 als notwendigherausgestellt haben. Der Zweck dieser Wartung besteht in der Reparatur eventuellaufgetretener Probleme und dem Austausch von Verschleißteilen.
Die Wartung dauert etwa 16-40 Stunden, abhängig von Typ und Installation derMaschine vom Aufwand der durchzuführenden Reparaturen und Austauscharbeiten.Die Werkzeuge für diese Wartung sind dieselben wie für W2 und umfassen zusätzlichein Endoskop und ein Oszilloskop. Die Vorbereitungen bestehen im Öffnen derInspektionsabdeckungen, der Lager und ggf. des Wasserkühlers. PassendeErsatzteile für dieses Wartungsniveau befinden sich im Paket der empfohlenenErsatzteile. Diese Pakete werden im Kapitel 9.2.5 Typische empfohlene Ersatzteile inverschiedenen Sätzen gezeigt.
Die W3-Wartung ist nach jeweils 24.000 äquivalenten Betriebsstunden oder in einemdrei- bis fünfjährigen Intervall durchzuführen. Sie ersetzt die zu diesem Zeitpunktfälligen Wartungsarbeiten des Niveaus 1 und 2, beeinflusst deren Rotationsplan jedochansonsten nicht; siehe Tabelle 7-2.
Wartungsniveau 4 (W4)
Wartungsniveau 4 (W4) besteht aus ausführlichen Inspektionen undWartungsarbeiten. Der Zweck dieser Wartung besteht darin, die Maschine wieder ineinen zuverlässigen Betriebszustand zu versetzen.
Die Wartung dauert etwa 40-80 Stunden, abhängig hauptsächlich vom Zustand derMaschine und den erforderlichen Instandsetzungsmaßnahmen. Die Werkzeuge fürdiese Wartung sind dieselben Werkzeuge wie für W3 sowie die zum Ausbau desLäufers erforderliche Ausrüstung. Die Vorbereitungen bestehen aus dem Öffnen derInspektionsabdeckungen, der Lager und falls erforderlich des Wasserkühlers, sowiedem Entfernen des Rotors.
Vor diesem Wartungslevel muss die Menge der erforderlichen Ersatzteile bestimmtwerden. Es werden mindestens die empfohlenen Ersatzteile benötigt. Die Ersatzteileim Hauptersatzteilpaket würden eine schnelle und erfolgreiche Durchführung dieserWartung gewährleisten.
67 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
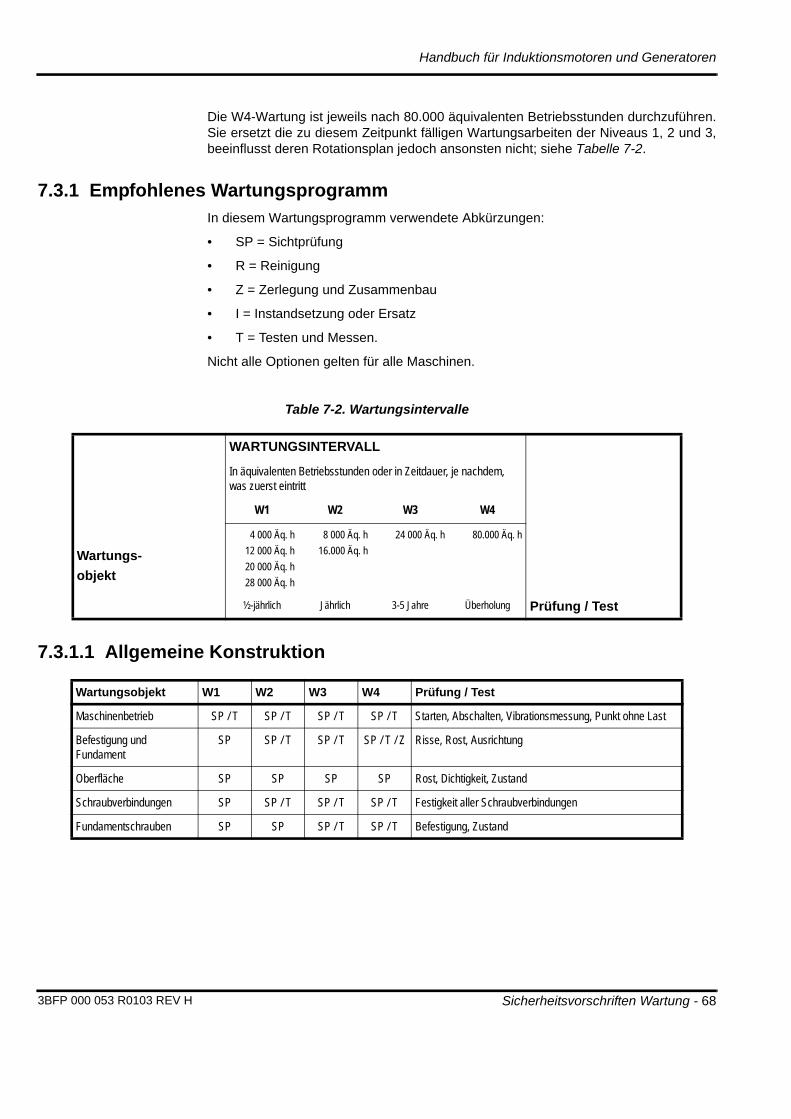
Handbuch für Induktionsmotoren und Generatoren
Die W4-Wartung ist jeweils nach 80.000 äquivalenten Betriebsstunden durchzuführen.Sie ersetzt die zu diesem Zeitpunkt fälligen Wartungsarbeiten der Niveaus 1, 2 und 3,beeinflusst deren Rotationsplan jedoch ansonsten nicht; siehe Tabelle 7-2.
7.3.1 Empfohlenes WartungsprogrammIn diesem Wartungsprogramm verwendete Abkürzungen:
• SP = Sichtprüfung
• R = Reinigung
• Z = Zerlegung und Zusammenbau
• I = Instandsetzung oder Ersatz
• T = Testen und Messen.
Nicht alle Optionen gelten für alle Maschinen.
Table 7-2. Wartungsintervalle
7.3.1.1 Allgemeine Konstruktion
WARTUNGSINTERVALL
In äquivalenten Betriebsstunden oder in Zeitdauer, je nachdem, was zuerst eintritt
W1 W2 W3 W4
Wartungs-
objekt
4 000 Äq. h
12 000 Äq. h
20 000 Äq. h
28 000 Äq. h
8 000 Äq. h
16.000 Äq. h
24 000 Äq. h 80.000 Äq. h
½-jährlich Jährlich 3-5 Jahre Überholung Prüfung / Test
Wartungsobjekt W1 W2 W3 W4 Prüfung / Test
Maschinenbetrieb SP / T SP / T SP / T SP / T Starten, Abschalten, Vibrationsmessung, Punkt ohne Last
Befestigung und Fundament
SP SP / T SP / T SP / T / Z Risse, Rost, Ausrichtung
Oberfläche SP SP SP SP Rost, Dichtigkeit, Zustand
Schraubverbindungen SP SP / T SP / T SP / T Festigkeit aller Schraubverbindungen
Fundamentschrauben SP SP SP / T SP / T Befestigung, Zustand
Sicherheitsvorschriften Wartung - 683BFP 000 053 R0103 REV H
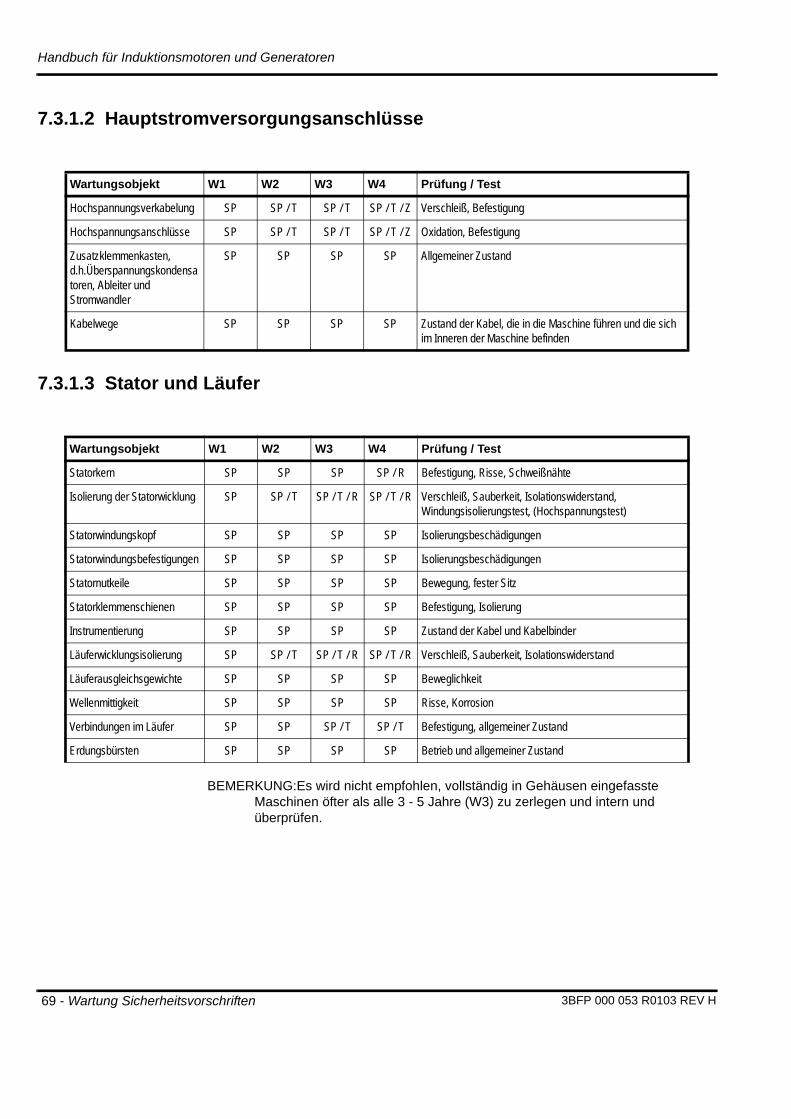
Handbuch für Induktionsmotoren und Generatoren
7.3.1.2 Hauptstromversorgungsanschlüsse
7.3.1.3 Stator und Läufer
BEMERKUNG:Es wird nicht empfohlen, vollständig in Gehäusen eingefasste Maschinen öfter als alle 3 - 5 Jahre (W3) zu zerlegen und intern und überprüfen.
Wartungsobjekt W1 W2 W3 W4 Prüfung / Test
Hochspannungsverkabelung SP SP / T SP / T SP / T / Z Verschleiß, Befestigung
Hochspannungsanschlüsse SP SP / T SP / T SP / T / Z Oxidation, Befestigung
Zusatzklemmenkasten, d.h.Überspannungskondensatoren, Ableiter und Stromwandler
SP SP SP SP Allgemeiner Zustand
Kabelwege SP SP SP SP Zustand der Kabel, die in die Maschine führen und die sich im Inneren der Maschine befinden
Wartungsobjekt W1 W2 W3 W4 Prüfung / Test
Statorkern SP SP SP SP / R Befestigung, Risse, Schweißnähte
Isolierung der Statorwicklung SP SP / T SP / T / R SP / T / R Verschleiß, Sauberkeit, Isolationswiderstand, Windungsisolierungstest, (Hochspannungstest)
Statorwindungskopf SP SP SP SP Isolierungsbeschädigungen
Statorwindungsbefestigungen SP SP SP SP Isolierungsbeschädigungen
Statornutkeile SP SP SP SP Bewegung, fester Sitz
Statorklemmenschienen SP SP SP SP Befestigung, Isolierung
Instrumentierung SP SP SP SP Zustand der Kabel und Kabelbinder
Läuferwicklungsisolierung SP SP / T SP / T / R SP / T / R Verschleiß, Sauberkeit, Isolationswiderstand
Läuferausgleichsgewichte SP SP SP SP Beweglichkeit
Wellenmittigkeit SP SP SP SP Risse, Korrosion
Verbindungen im Läufer SP SP SP / T SP / T Befestigung, allgemeiner Zustand
Erdungsbürsten SP SP SP SP Betrieb und allgemeiner Zustand
69 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
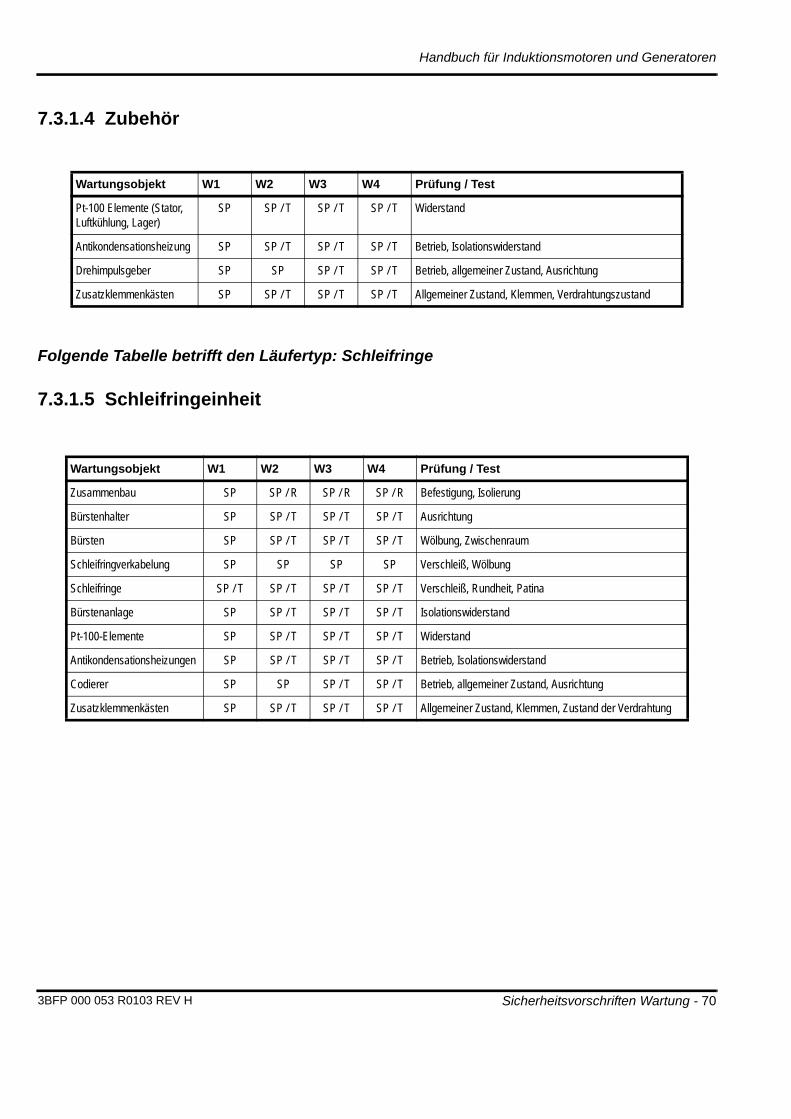
Handbuch für Induktionsmotoren und Generatoren
7.3.1.4 Zubehör
Folgende Tabelle betrifft den Läufertyp: Schleifringe
7.3.1.5 Schleifringeinheit
Wartungsobjekt W1 W2 W3 W4 Prüfung / Test
Pt-100 Elemente (Stator, Luftkühlung, Lager)
SP SP / T SP / T SP / T Widerstand
Antikondensationsheizung SP SP / T SP / T SP / T Betrieb, Isolationswiderstand
Drehimpulsgeber SP SP SP / T SP / T Betrieb, allgemeiner Zustand, Ausrichtung
Zusatzklemmenkästen SP SP / T SP / T SP / T Allgemeiner Zustand, Klemmen, Verdrahtungszustand
Wartungsobjekt W1 W2 W3 W4 Prüfung / Test
Zusammenbau SP SP / R SP / R SP / R Befestigung, Isolierung
Bürstenhalter SP SP / T SP / T SP / T Ausrichtung
Bürsten SP SP / T SP / T SP / T Wölbung, Zwischenraum
Schleifringverkabelung SP SP SP SP Verschleiß, Wölbung
Schleifringe SP / T SP / T SP / T SP / T Verschleiß, Rundheit, Patina
Bürstenanlage SP SP / T SP / T SP / T Isolationswiderstand
Pt-100-Elemente SP SP / T SP / T SP / T Widerstand
Antikondensationsheizungen SP SP / T SP / T SP / T Betrieb, Isolationswiderstand
Codierer SP SP SP / T SP / T Betrieb, allgemeiner Zustand, Ausrichtung
Zusatzklemmenkästen SP SP / T SP / T SP / T Allgemeiner Zustand, Klemmen, Zustand der Verdrahtung
Sicherheitsvorschriften Wartung - 703BFP 000 053 R0103 REV H
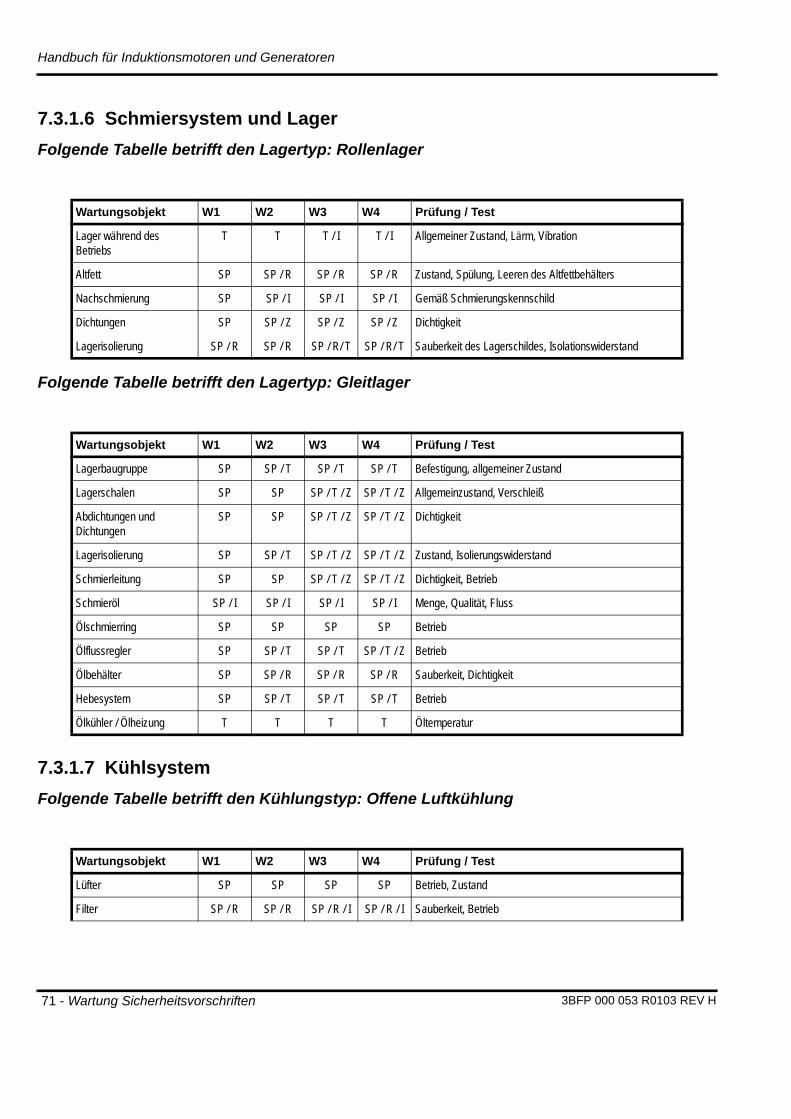
Handbuch für Induktionsmotoren und Generatoren
7.3.1.6 Schmiersystem und Lager
Folgende Tabelle betrifft den Lagertyp: Rollenlager
Folgende Tabelle betrifft den Lagertyp: Gleitlager
7.3.1.7 Kühlsystem
Folgende Tabelle betrifft den Kühlungstyp: Offene Luftkühlung
Wartungsobjekt W1 W2 W3 W4 Prüfung / Test
Lager während des Betriebs
T T T / I T / I Allgemeiner Zustand, Lärm, Vibration
Altfett SP SP / R SP / R SP / R Zustand, Spülung, Leeren des Altfettbehälters
Nachschmierung SP SP / I SP / I SP / I Gemäß Schmierungskennschild
Dichtungen SP SP / Z SP / Z SP / Z Dichtigkeit
Lagerisolierung SP / R SP / R SP / R/ T SP / R/ T Sauberkeit des Lagerschildes, Isolationswiderstand
Wartungsobjekt W1 W2 W3 W4 Prüfung / Test
Lagerbaugruppe SP SP / T SP / T SP / T Befestigung, allgemeiner Zustand
Lagerschalen SP SP SP / T / Z SP / T / Z Allgemeinzustand, Verschleiß
Abdichtungen und Dichtungen
SP SP SP / T / Z SP / T / Z Dichtigkeit
Lagerisolierung SP SP / T SP / T / Z SP / T / Z Zustand, Isolierungswiderstand
Schmierleitung SP SP SP / T / Z SP / T / Z Dichtigkeit, Betrieb
Schmieröl SP / I SP / I SP / I SP / I Menge, Qualität, Fluss
Ölschmierring SP SP SP SP Betrieb
Ölflussregler SP SP / T SP / T SP / T / Z Betrieb
Ölbehälter SP SP / R SP / R SP / R Sauberkeit, Dichtigkeit
Hebesystem SP SP / T SP / T SP / T Betrieb
Ölkühler / Ölheizung T T T T Öltemperatur
Wartungsobjekt W1 W2 W3 W4 Prüfung / Test
Lüfter SP SP SP SP Betrieb, Zustand
Filter SP / R SP / R SP / R / I SP / R / I Sauberkeit, Betrieb
71 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
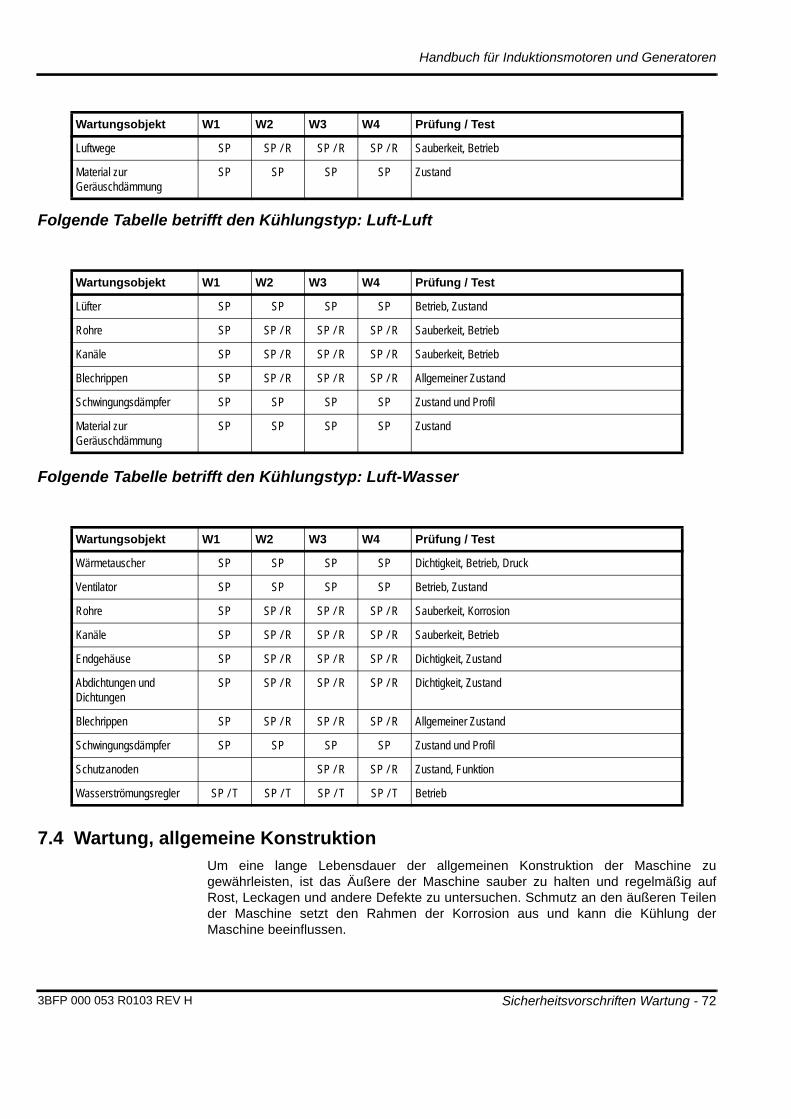
Handbuch für Induktionsmotoren und Generatoren
Folgende Tabelle betrifft den Kühlungstyp: Luft-Luft
Folgende Tabelle betrifft den Kühlungstyp: Luft-Wasser
7.4 Wartung, allgemeine KonstruktionUm eine lange Lebensdauer der allgemeinen Konstruktion der Maschine zugewährleisten, ist das Äußere der Maschine sauber zu halten und regelmäßig aufRost, Leckagen und andere Defekte zu untersuchen. Schmutz an den äußeren Teilender Maschine setzt den Rahmen der Korrosion aus und kann die Kühlung derMaschine beeinflussen.
Luftwege SP SP / R SP / R SP / R Sauberkeit, Betrieb
Material zur Geräuschdämmung
SP SP SP SP Zustand
Wartungsobjekt W1 W2 W3 W4 Prüfung / Test
Lüfter SP SP SP SP Betrieb, Zustand
Rohre SP SP / R SP / R SP / R Sauberkeit, Betrieb
Kanäle SP SP / R SP / R SP / R Sauberkeit, Betrieb
Blechrippen SP SP / R SP / R SP / R Allgemeiner Zustand
Schwingungsdämpfer SP SP SP SP Zustand und Profil
Material zur Geräuschdämmung
SP SP SP SP Zustand
Wartungsobjekt W1 W2 W3 W4 Prüfung / Test
Wärmetauscher SP SP SP SP Dichtigkeit, Betrieb, Druck
Ventilator SP SP SP SP Betrieb, Zustand
Rohre SP SP / R SP / R SP / R Sauberkeit, Korrosion
Kanäle SP SP / R SP / R SP / R Sauberkeit, Betrieb
Endgehäuse SP SP / R SP / R SP / R Dichtigkeit, Zustand
Abdichtungen und Dichtungen
SP SP / R SP / R SP / R Dichtigkeit, Zustand
Blechrippen SP SP / R SP / R SP / R Allgemeiner Zustand
Schwingungsdämpfer SP SP SP SP Zustand und Profil
Schutzanoden SP / R SP / R Zustand, Funktion
Wasserströmungsregler SP / T SP / T SP / T SP / T Betrieb
Wartungsobjekt W1 W2 W3 W4 Prüfung / Test
Sicherheitsvorschriften Wartung - 723BFP 000 053 R0103 REV H
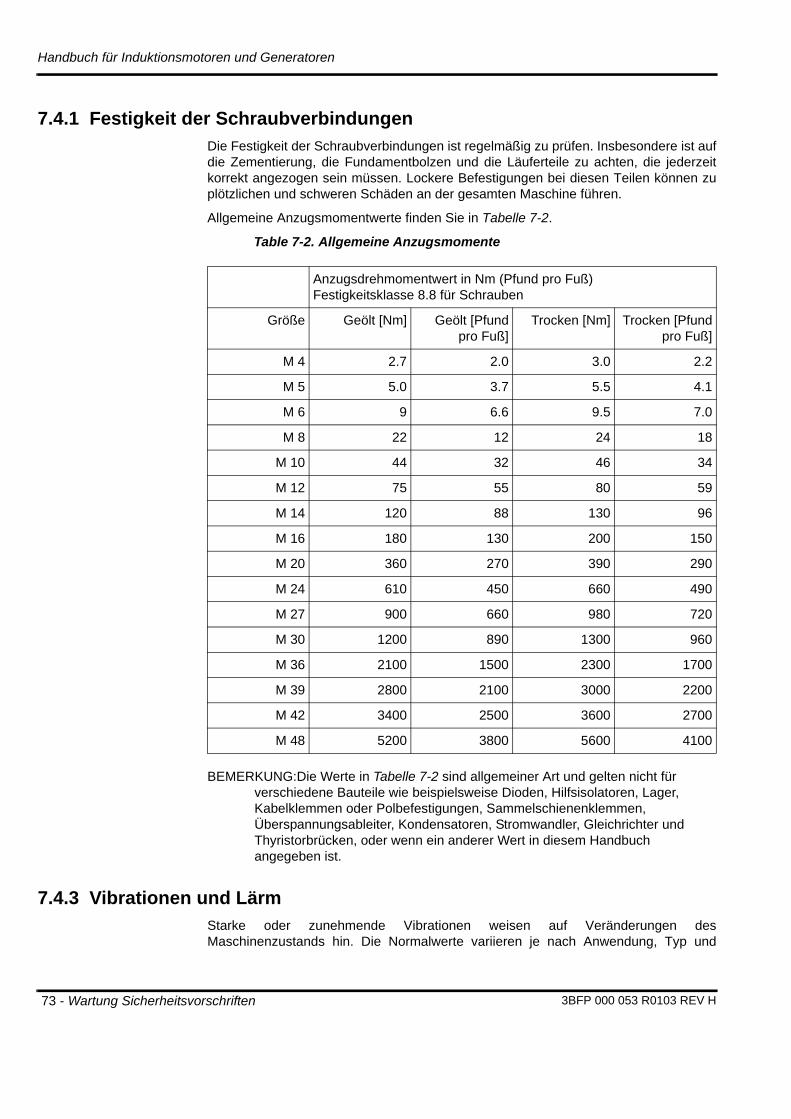
Handbuch für Induktionsmotoren und Generatoren
7.4.1 Festigkeit der SchraubverbindungenDie Festigkeit der Schraubverbindungen ist regelmäßig zu prüfen. Insbesondere ist aufdie Zementierung, die Fundamentbolzen und die Läuferteile zu achten, die jederzeitkorrekt angezogen sein müssen. Lockere Befestigungen bei diesen Teilen können zuplötzlichen und schweren Schäden an der gesamten Maschine führen.
Allgemeine Anzugsmomentwerte finden Sie in Tabelle 7-2.
Table 7-2. Allgemeine Anzugsmomente
BEMERKUNG:Die Werte in Tabelle 7-2 sind allgemeiner Art und gelten nicht für verschiedene Bauteile wie beispielsweise Dioden, Hilfsisolatoren, Lager, Kabelklemmen oder Polbefestigungen, Sammelschienenklemmen, Überspannungsableiter, Kondensatoren, Stromwandler, Gleichrichter und Thyristorbrücken, oder wenn ein anderer Wert in diesem Handbuch angegeben ist.
7.4.3 Vibrationen und LärmStarke oder zunehmende Vibrationen weisen auf Veränderungen desMaschinenzustands hin. Die Normalwerte variieren je nach Anwendung, Typ und
Anzugsdrehmomentwert in Nm (Pfund pro Fuß)Festigkeitsklasse 8.8 für Schrauben
Größe Geölt [Nm] Geölt [Pfundpro Fuß]
Trocken [Nm] Trocken [Pfundpro Fuß]
M 4 2.7 2.0 3.0 2.2
M 5 5.0 3.7 5.5 4.1
M 6 9 6.6 9.5 7.0
M 8 22 12 24 18
M 10 44 32 46 34
M 12 75 55 80 59
M 14 120 88 130 96
M 16 180 130 200 150
M 20 360 270 390 290
M 24 610 450 660 490
M 27 900 660 980 720
M 30 1200 890 1300 960
M 36 2100 1500 2300 1700
M 39 2800 2100 3000 2200
M 42 3400 2500 3600 2700
M 48 5200 3800 5600 4100
73 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
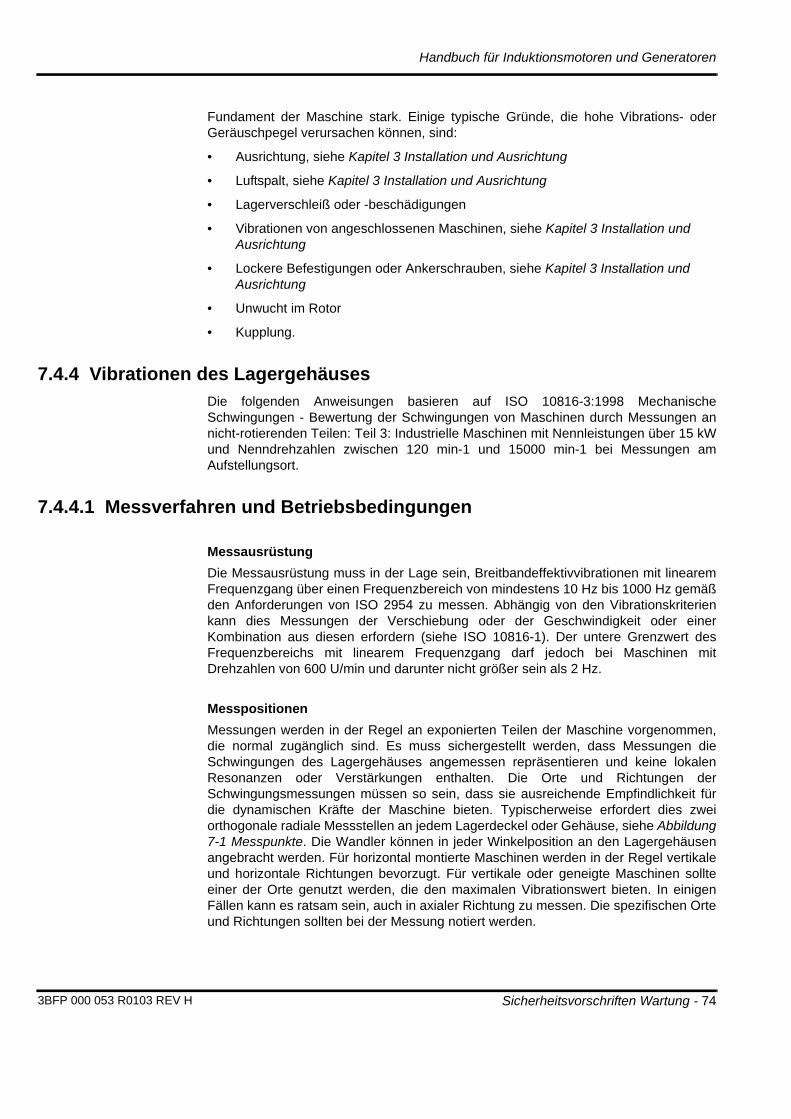
Handbuch für Induktionsmotoren und Generatoren
Fundament der Maschine stark. Einige typische Gründe, die hohe Vibrations- oderGeräuschpegel verursachen können, sind:
• Ausrichtung, siehe Kapitel 3 Installation und Ausrichtung
• Luftspalt, siehe Kapitel 3 Installation und Ausrichtung
• Lagerverschleiß oder -beschädigungen
• Vibrationen von angeschlossenen Maschinen, siehe Kapitel 3 Installation und Ausrichtung
• Lockere Befestigungen oder Ankerschrauben, siehe Kapitel 3 Installation und Ausrichtung
• Unwucht im Rotor
• Kupplung.
7.4.4 Vibrationen des LagergehäusesDie folgenden Anweisungen basieren auf ISO 10816-3:1998 MechanischeSchwingungen - Bewertung der Schwingungen von Maschinen durch Messungen annicht-rotierenden Teilen: Teil 3: Industrielle Maschinen mit Nennleistungen über 15 kWund Nenndrehzahlen zwischen 120 min-1 und 15000 min-1 bei Messungen amAufstellungsort.
7.4.4.1 Messverfahren und Betriebsbedingungen
Messausrüstung
Die Messausrüstung muss in der Lage sein, Breitbandeffektivvibrationen mit linearemFrequenzgang über einen Frequenzbereich von mindestens 10 Hz bis 1000 Hz gemäßden Anforderungen von ISO 2954 zu messen. Abhängig von den Vibrationskriterienkann dies Messungen der Verschiebung oder der Geschwindigkeit oder einerKombination aus diesen erfordern (siehe ISO 10816-1). Der untere Grenzwert desFrequenzbereichs mit linearem Frequenzgang darf jedoch bei Maschinen mitDrehzahlen von 600 U/min und darunter nicht größer sein als 2 Hz.
Messpositionen
Messungen werden in der Regel an exponierten Teilen der Maschine vorgenommen,die normal zugänglich sind. Es muss sichergestellt werden, dass Messungen dieSchwingungen des Lagergehäuses angemessen repräsentieren und keine lokalenResonanzen oder Verstärkungen enthalten. Die Orte und Richtungen derSchwingungsmessungen müssen so sein, dass sie ausreichende Empfindlichkeit fürdie dynamischen Kräfte der Maschine bieten. Typischerweise erfordert dies zweiorthogonale radiale Messstellen an jedem Lagerdeckel oder Gehäuse, siehe Abbildung7-1 Messpunkte. Die Wandler können in jeder Winkelposition an den Lagergehäusenangebracht werden. Für horizontal montierte Maschinen werden in der Regel vertikaleund horizontale Richtungen bevorzugt. Für vertikale oder geneigte Maschinen sollteeiner der Orte genutzt werden, die den maximalen Vibrationswert bieten. In einigenFällen kann es ratsam sein, auch in axialer Richtung zu messen. Die spezifischen Orteund Richtungen sollten bei der Messung notiert werden.
Sicherheitsvorschriften Wartung - 743BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
.
Figure 7-1 Messpunkte
7.4.4.2 Klassifikation gemäß Flexibilität der Unterbaugruppe
Zur Klassifizierung der Flexibilität der Unterbaugruppe in spezifizierten Richtungenwerden zwei Zustände verwendet:
• starre Unterbauten
• flexible Unterbauten
Diese Unterstützungsbedingungen werden durch die Beziehung der Flexibilitätzwischen Maschine und Fundament bestimmt. Wenn die niedrigste Eigenfrequenz derKombination aus Maschine und Unterstützungssystem in Richtung der Messung höherals dessen Hauptanregungsfrequenz ist (in den meisten Fällen die Rotationsfrequenz),und zwar um mindestens 25%, dann kann das Stützsystem als stabil in diese Richtungangesehen werden. Alle anderen Unterstützungssysteme können als flexibelangesehen werden.
Wenn die Klasse eines Maschinenunterstützungssystems nicht ohne Weiteres ausZeichnungen und Berechnung ermittelt werden kann, sind Tests zur Ermittlungmöglich. Große und mittlere elektrische Maschinen mit geringer Geschwindigkeithaben normalerweise stabile Stützen.
7.4.4.3 Bewertung
ISO 10816 -1 bietet eine allgemeine Beschreibung der beiden Bewertungskriterien zurBestimmung der Vibrationsstärke bei verschiedenen Maschinenklassen. Ein Kriteriumberücksichtigt die Größe der beobachteten Breitbandvibration, das zweiteberücksichtigt Größenveränderungen (sowohl Zu- als auch Abnahmen).
75 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
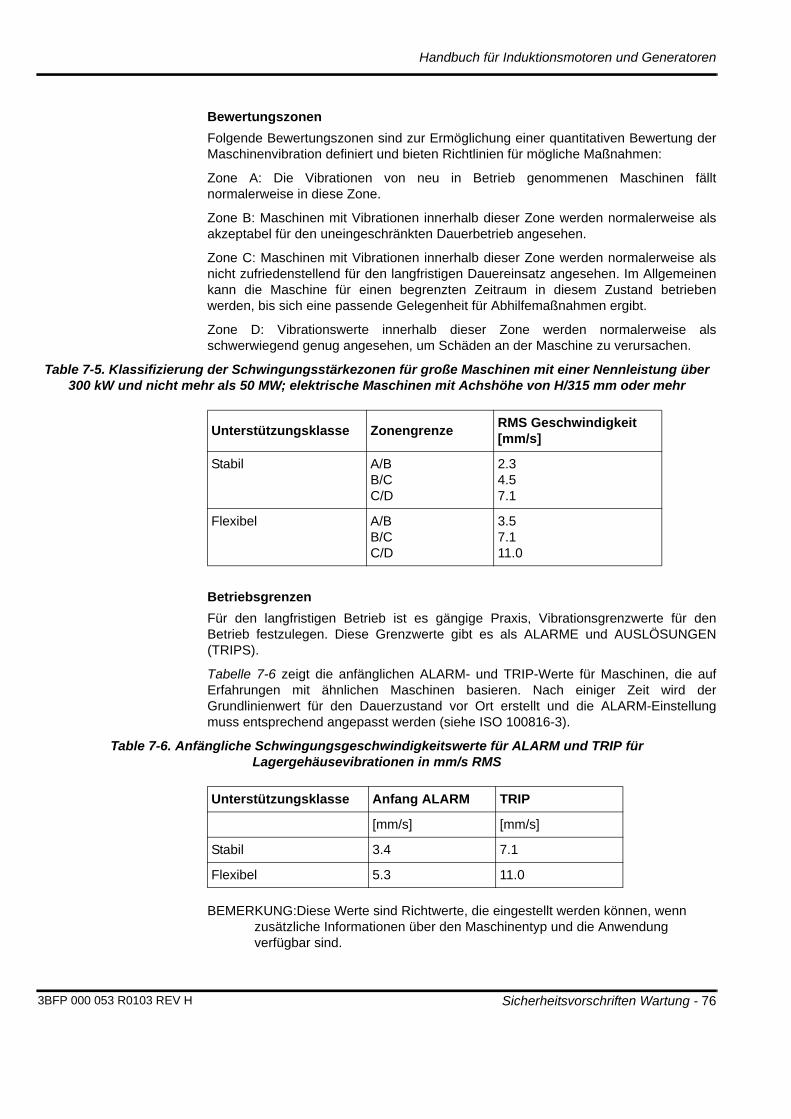
Handbuch für Induktionsmotoren und Generatoren
Bewertungszonen
Folgende Bewertungszonen sind zur Ermöglichung einer quantitativen Bewertung derMaschinenvibration definiert und bieten Richtlinien für mögliche Maßnahmen:
Zone A: Die Vibrationen von neu in Betrieb genommenen Maschinen fälltnormalerweise in diese Zone.
Zone B: Maschinen mit Vibrationen innerhalb dieser Zone werden normalerweise alsakzeptabel für den uneingeschränkten Dauerbetrieb angesehen.
Zone C: Maschinen mit Vibrationen innerhalb dieser Zone werden normalerweise alsnicht zufriedenstellend für den langfristigen Dauereinsatz angesehen. Im Allgemeinenkann die Maschine für einen begrenzten Zeitraum in diesem Zustand betriebenwerden, bis sich eine passende Gelegenheit für Abhilfemaßnahmen ergibt.
Zone D: Vibrationswerte innerhalb dieser Zone werden normalerweise alsschwerwiegend genug angesehen, um Schäden an der Maschine zu verursachen.
Table 7-5. Klassifizierung der Schwingungsstärkezonen für große Maschinen mit einer Nennleistung über 300 kW und nicht mehr als 50 MW; elektrische Maschinen mit Achshöhe von H/315 mm oder mehr
Betriebsgrenzen
Für den langfristigen Betrieb ist es gängige Praxis, Vibrationsgrenzwerte für denBetrieb festzulegen. Diese Grenzwerte gibt es als ALARME und AUSLÖSUNGEN(TRIPS).
Tabelle 7-6 zeigt die anfänglichen ALARM- und TRIP-Werte für Maschinen, die aufErfahrungen mit ähnlichen Maschinen basieren. Nach einiger Zeit wird derGrundlinienwert für den Dauerzustand vor Ort erstellt und die ALARM-Einstellungmuss entsprechend angepasst werden (siehe ISO 100816-3).
Table 7-6. Anfängliche Schwingungsgeschwindigkeitswerte für ALARM und TRIP für Lagergehäusevibrationen in mm/s RMS
BEMERKUNG:Diese Werte sind Richtwerte, die eingestellt werden können, wenn zusätzliche Informationen über den Maschinentyp und die Anwendung verfügbar sind.
Unterstützungsklasse ZonengrenzeRMS Geschwindigkeit [mm/s]
Stabil A/BB/CC/D
2.34.57.1
Flexibel A/BB/CC/D
3.57.111.0
Unterstützungsklasse Anfang ALARM TRIP
[mm/s] [mm/s]
Stabil 3.4 7.1
Flexibel 5.3 11.0
Sicherheitsvorschriften Wartung - 763BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
7.4.7 Vibrationen der WelleWeitere Anweisungen zu relativen Wellenschwingungen enthalten die Normen ISO7919-1:1996 Mechanische Schwingungen von Maschinen mit Ausnahme vonKolbenmaschinen. Messung und Bewertung von Wellenschwingungen: Teil 1:Allgemeine Anleitungen und Teil 3: Gekuppelte industrielle Maschinen. AnfangALARM- und TRIP-Werte für Wellenschwingungen variieren zwischenMaschinentypen und sollten beim Hersteller erfragt werden.
7.5 Wartung der Lager und des SchmiersystemsDieses Kapitel behandelt die wichtigsten Wartungsarbeiten an den Lagern und amSchmiersystem.
Folgende Kapitel betreffen den Lagertyp: Gleitlager
7.5.1 GleitlagerBei normalen Betriebsbedingungen benötigen Gleitlager nur wenig Wartung. Um einenzuverlässigen Betrieb sicherzustellen, ist der Ölstand und die Dichtigkeit des Lagersregelmäßig zu überprüfen.
7.5.1.1 Ölstand
Der Ölstand eines selbstschmierenden Gleitlagers muss regelmäßig geprüft werden.Er sollte generell in der Mitte des Ölschauglases liegen, doch solange der Ölstandinnerhalb des Ölschauglases liegt, ist der Stand akzeptabel.
Falls nötig, füllen Sie Schmiermittel nach; siehe Kapitel 7.5.2.4 Ölqualitäten.
Der korrekte Ölstand eines fremdgeschmierten Gleitlagers ist derselbe wie bei einemselbstschmierenden Lager. Bei fremdgeschmierten Gleitlagern ist das Ölschauglasmöglicherweise durch einen Ölauslassflansch ersetzt.
7.5.1.2 Lagertemperatur
Die Lagertemperaturen werden mit einem Widerstandstemperaturdetektor Pt-100gemessen. Da ein Temperaturanstieg über den Alarmgrenzwert entweder durcherhöhte Verluste in den Lagern oder durch eine verminderte Kühlkapazität verursachtwerden kann, weist dies oft auf ein Problem der Maschine oder des Schmiersystemshin und ist daher genau zu überwachen.
Bei Temperaturabweichungen können verschiedene Ursachen vorliegen, von deneneinige unter Kapitel 7.5.2 Schmierung der Gleitlager oder Kapitel 8.1.2Schmiersystem und Lager genannt sind. Wenn auf den Temperaturanstieg einerhöhter Vibrationspegel folgt, kann das Problem auch mit der Ausrichtung derMaschine, siehe Kapitel 3 Installation und Ausrichtung, oder mit einem Schaden derLagerschalen im Zusammenhang stehen, wobei das Lager in diesem Fall zerlegt undüberprüft werden muss.
77 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
7.5.2 Schmierung der GleitlagerDie Maschinen sind mit Gleitlagern ausgerüstet, die sich durch sehr langeLebensdauer auszeichnen, vorausgesetzt, dass die Schmierung kontinuierlichfunktioniert, die Ölsorte und -qualität den Empfehlungen von ABB entspricht und dieÖlwechselanweisungen befolgt werden.
7.5.2.1 Schmieröltemperatur
Die korrekte Schmieröltemperatur ist von wesentlicher Bedeutung, um die Lager beider korrekten Betriebstemperatur zu halten und um sicherzustellen, dass eineausreichende Schmierwirkung und die korrekte Viskosität des Schmieröls vorliegen.Bei Maschinen, die mit Ölversorgung ausgerüstet sind, können eine mangelhafteFunktion des Ölkühlers oder der Ölheizung und ein fehlerhafter ÖlflussTemperaturprobleme hervorrufen. Für alle Lager muss die korrekte Ölqualität und -menge überprüft werden, wenn Temperaturprobleme auftauchen. Für weitereInformationen siehe Kapitel 7.5.2.3 Empfohlene Kontrollwerte für das Schmieröl undKapitel 7.5.2.4 Ölqualitäten.
BEMERKUNG:Beim Start (ohne Ölheizelement) muss die Umgebungstemperatur mindestens 0°C betragen.
7.5.2.2 Schmiermittelkontrolle
Während des ersten Betriebsjahrs wird empfohlen, nach etwa 1.000, 2.000 und 4.000Betriebsstunden Proben des Schmieröls zu entnehmen. Die Proben sollten zurAnalyse an den Öllieferanten gesendet werden. Auf der Grundlage der Ergebnisselässt sich das optimale Ölwechselintervall bestimmen.
Nach dem ersten Ölwechsel kann das Öl etwa in der Mitte und gegen Ende desÖlwechselintervalls analysiert werden.
7.5.2.3 Empfohlene Kontrollwerte für das Schmieröl
Das Schmieröl ist unter folgenden Gesichtspunkten zu untersuchen:
• Führen Sie in einer Prüfflasche eine Sichtprüfung des Öls auf Farbe, Trübheit und Ablagerungen durch. Das Öl muss klar oder vernachlässigbar trüb sein. Die Trübheit darf nicht durch Wasser verursacht werden
• Der Wassergehalt darf 0,2 % nicht überschreiten
• Die Originalviskosität muss innerhalb einer Toleranz von ±15% gehalten werden.
• Das Öl darf keine Schmutzstoffe aufweisen. Seine Reinheit muss ISO 4406 Klasse 18/15 oder NAS 1638 Klasse 9 entsprechen.
• Die Menge an Metallverunreinigungen muss unter 100 PPM liegen. Ein Ansteigen des Werts ist ein Anzeichen für Lagerverschleiß.
• Die Gesamtsäurezahl (TAN) darf 1 mg KOH pro Gramm Öl nicht überschreiten. Bitte beachten Sie, dass der TAN-Wert nicht dem TBN-Wert (Gesamtbasenzahl) entspricht
• Prüfen Sie den Geruch des Öls. Ein stark saurer oder verbrannter Geruch ist nicht
Sicherheitsvorschriften Wartung - 783BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
akzeptabel.
Kurz vor dem ersten Ölwechsel einige Tage nach dem ersten Probelauf der Maschineist eine Ölprüfung durchzuführen.. Wenn das Öl unmittelbar nach der erstenInbetriebnahme gewechselt wird, kann es nach Entfernung der Verschleißpartikeldurch Filtern oder Zentrifugieren wieder verwendet werden.
In Zweifelsfällen kann eine Ölprobe ins Labor gesendet werden, um die Viskosität, dieSäurezahl, die Schäumungsneigung usw. zu bestimmen.
7.5.2.4 Ölqualitäten
Die Lager sind für eine der unten aufgeführten Ölqualitäten ausgelegt.
Die unten aufgeführten Öle enthalten folgende Additive:
• Antioxidations- und Antirostmittel
• Schaumverhüter
• Anti-Verschleißadditiv.
BEMERKUNG:Überprüfen Sie die korrekte Ölqualität mit Hilfe des Schmierungskennschilds und der Zeichnung.
79 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
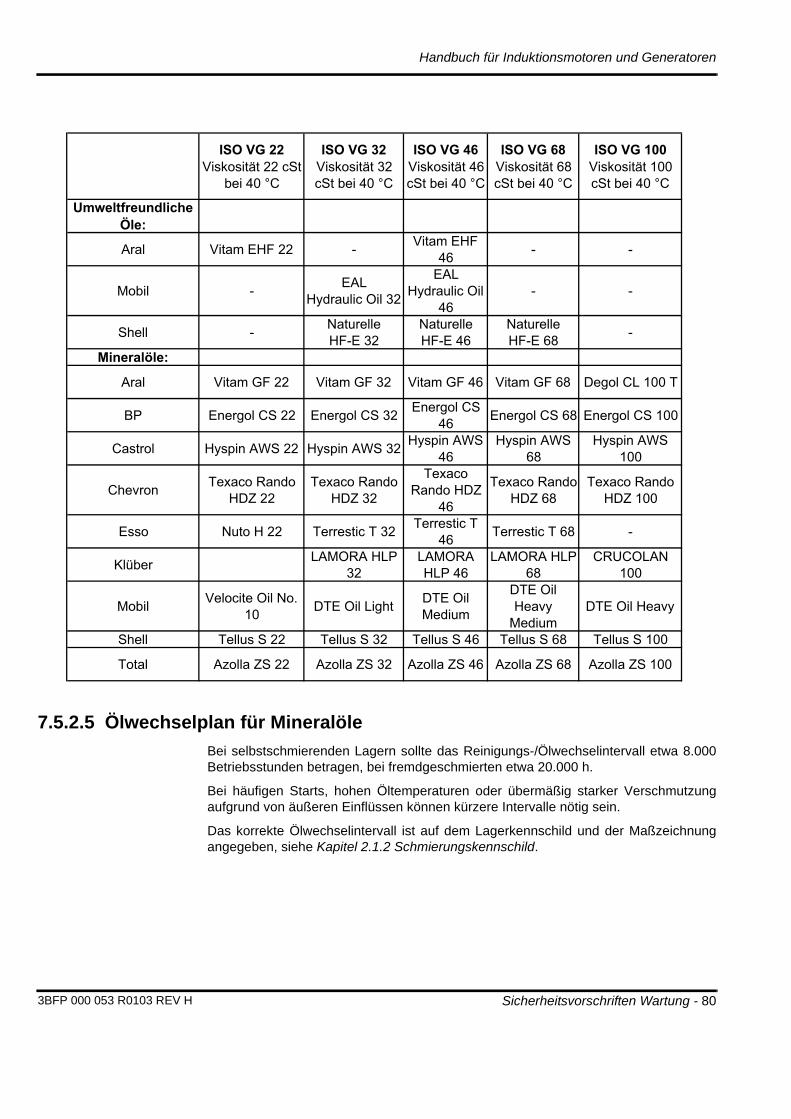
Handbuch für Induktionsmotoren und Generatoren
7.5.2.5 Ölwechselplan für Mineralöle
Bei selbstschmierenden Lagern sollte das Reinigungs-/Ölwechselintervall etwa 8.000Betriebsstunden betragen, bei fremdgeschmierten etwa 20.000 h.
Bei häufigen Starts, hohen Öltemperaturen oder übermäßig starker Verschmutzungaufgrund von äußeren Einflüssen können kürzere Intervalle nötig sein.
Das korrekte Ölwechselintervall ist auf dem Lagerkennschild und der Maßzeichnungangegeben, siehe Kapitel 2.1.2 Schmierungskennschild.
ISO VG 22Viskosität 22 cSt
bei 40 °C
ISO VG 32Viskosität 32 cSt bei 40 °C
ISO VG 46Viskosität 46 cSt bei 40 °C
ISO VG 68Viskosität 68 cSt bei 40 °C
ISO VG 100Viskosität 100 cSt bei 40 °C
UmweltfreundlicheÖle:
Aral Vitam EHF 22 - Vitam EHF 46 - -
Mobil - EALHydraulic Oil 32
EALHydraulic Oil
46- -
Shell - NaturelleHF-E 32
NaturelleHF-E 46
NaturelleHF-E 68 -
Mineralöle:
Aral Vitam GF 22 Vitam GF 32 Vitam GF 46 Vitam GF 68 Degol CL 100 T
BP Energol CS 22 Energol CS 32 Energol CS 46 Energol CS 68 Energol CS 100
Castrol Hyspin AWS 22 Hyspin AWS 32 Hyspin AWS 46
Hyspin AWS 68
Hyspin AWS 100
Chevron Texaco Rando HDZ 22
Texaco Rando HDZ 32
TexacoRando HDZ
46
Texaco Rando HDZ 68
Texaco Rando HDZ 100
Esso Nuto H 22 Terrestic T 32 Terrestic T 46 Terrestic T 68 -
Klüber LAMORA HLP 32
LAMORAHLP 46
LAMORA HLP 68
CRUCOLAN100
Mobil Velocite Oil No. 10 DTE Oil Light DTE Oil
Medium
DTE Oil Heavy
MediumDTE Oil Heavy
Shell Tellus S 22 Tellus S 32 Tellus S 46 Tellus S 68 Tellus S 100
Total Azolla ZS 22 Azolla ZS 32 Azolla ZS 46 Azolla ZS 68 Azolla ZS 100
Sicherheitsvorschriften Wartung - 803BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Folgendes Kapitel betrifft den Lagertyp: Rollenlager
7.5.3 Rollenlager
7.5.3.1 Lagerkonstruktion
Bei normalen Betriebsbedingungen benötigen Rollenlager nur wenig Wartung. Umeinen zuverlässigen Betrieb zu gewährleisten, sind die Lager regelmäßig mit einemQualitätsrollenlagerfett neu zu schmieren.
7.5.3.2 Schmierungskennschild
Alle Maschinen werden mit Schmierungskennschildern geliefert, die amMaschinenrahmen angebracht sind. Die Schmierungskennschilder bietenInformationen zu den Lagern wie beispielsweise:
• Lagertyp
• verwendetes Schmiermittel
• Schmierintervall und
• Schmiermittelmenge.
Für weitere Informationen zum Schmierungskennschild siehe Kapitel 2.1.2Schmierungskennschild.
BEMERKUNG: Die auf dem Schmierungskennschild angegebenen Informationen sind bei Betrieb und Wartung der Maschine unbedingt zu berücksichtigen.
7.5.3.3 Nachschmierintervalle
Rollenlager von elektrischen Maschinen müssen in regelmäßigen Abständengeschmiert werden. Das Schmierintervall finden Sie auf dem Schmierungskennschild.
BEMERKUNG:Ungeachtet des Schmierintervalls sind die Lager mindestens einmal jährlich neu zu schmieren.
Die Nachschmierintervalle werden für eine Betriebstemperatur von 70 °C (160 °F)berechnet. Liegt die tatsächliche Temperatur niedriger oder höher, ist das Intervallentsprechend zu ändern. Bei höherer Betriebstemperatur muss das Lager häufigernachgeschmiert werden.
BEMERKUNG:Ein Zunahme der Umgebungstemperatur erhöht die Lagertemperatur entsprechend. Die Werte für das Nachschmierintervall sind bei einer Erhöhung der Lagertemperatur von je 15 °C (30 °F) zu halbieren und bei einer Verringerung der Lagertemperatur von je 15 °C (30 °F) zu verdoppeln.
Nachschmierintervalle für Frequenzumrichterantriebe
Höhere Drehzahlen, z. B. bei Frequenzumrichterbetrieb, oder niedrige Drehzahlenunter hoher Belastung erfordern kürzere Nachschmierintervalle oder ein speziellesSchmiermittel. Wenden Sie sich in solchen Fällen an den ABB Motoren- undGeneratoren-Service.
81 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
BEMERKUNG:Die konstruktionsbedingte Höchstdrehzahl der Maschine darf nicht überschritten werden. Es ist zu überprüfen, ob die Lager für einen Betrieb mit hoher Drehzahl geeignet sind.
7.5.3.4 Nachschmierung
Alle Rollenlager von rotierenden elektrischen Maschinen müssen regelmäßignachgeschmiert werden, siehe Kapitel 7.5.3.3 Nachschmierintervalle. Die Schmierungkann entweder manuell oder mit Hilfe eines automatischen Systems erfolgen. Inbeiden Fällen ist sicherzustellen, dass jeweils in den vorgesehenen Abständen eineangemessene Menge des richtigen Fetts in das Lager gelangt.
BEMERKUNG:Schmierfett kann Hautreizungen und Augenentzündungen hervorrufen. Beachten Sie alle Sicherheitsmaßnahmen, die der Fetthersteller angibt.
Manuelle Nachschmierung der Lager
Maschinen, die für eine manuelle Schmierung geeignet sind, sind mit Schmiernippelnversehen. Damit kein Schmutz in die Lager eintritt, sind die Schmiernippel und ihreUmgebung vor der Schmierung gründlich zu reinigen.
Manuelle Nachschmierung bei laufender Maschine
Nachschmierung bei laufender Maschine:
• Stellen Sie sicher, dass Sie ein geeignetes Fett verwenden
• Reinigen Sie die Schmiernippel und ihre Umgebung
• Stellen Sie sicher, dass der Schmierkanal offen ist. Öffnen, falls Griff vorhanden.
• Pressen Sie die angegebene Menge der angegebenen Fettsorte in das Lager
• Lassen Sie die Maschine 1-2 Stunden lang laufen, um sicherzustellen, dass das überschüssige Fett aus dem Lager gedrückt wird. Die Lagertemperatur kann während dieser Zeit vorübergehend ansteigen.
• Schließen, falls Griff vorhanden.
BEMERKUNG:Achten Sie während der Schmierung auf alle rotierenden Teile.
Manuelle Nachschmierung bei stehender Maschine
Schmieren Sie die Maschine vorzugsweise während des Betriebs. Falls diesunmöglich oder gefährlich ist, ist die Schmierung bei stehender Maschinedurchzuführen. In diesem Fall:
• Stellen Sie sicher, dass Sie ein geeignetes Fett verwenden
• Stoppen Sie die Maschine
• Reinigen Sie die Schmiernippel und ihre Umgebung
• Stellen Sie sicher, dass der Schmierkanal offen ist. Öffnen, falls Griff vorhanden.
• Pressen Sie nur die halbe Menge der angegebenen Fettsorte in das Lager
• Lassen Sie die Maschine einige Minuten bei Höchstdrehzahl laufen
Sicherheitsvorschriften Wartung - 823BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
• Stoppen Sie die Maschine
• Wenn die Maschine stillsteht, pressen Sie die gesamte angegebene Fettmenge in das Lager.
• Lassen Sie die Maschine 1-2 Stunden lang laufen, um sicherzustellen, dass das überschüssige Fett aus dem Lager gedrückt wird. Die Lagertemperatur kann während dieser Zeit vorübergehend ansteigen.
• Schließen, falls Griff vorhanden.
Automatische Schmierung
Auf dem Markt sind eine Vielzahl von automatischen Schmierungssystemen erhältlich.ABB empfiehlt jedoch ausschließlich die Verwendung elektromechanischerSchmierungssysteme. Die Qualität des in die Lager eintretenden Fetts ist mindestenseinmal jährlich zu überprüfen: das Fett muss wie neu aussehen und sich auch soanfühlen. Eine Trennung des Basisöls von der Seife ist nicht akzeptabel.
BEMERKUNG:Wenn ein automatisches Schmierungssystem verwendet wird, verdoppeln Sie die auf dem Schmierungskennschild angegebene Fettmenge.
7.5.3.5 Lagerfett
Es ist von wesentlicher Bedeutung, Qualitätsfett mit der korrekten Basisseife zuverwenden. Dadurch wird eine lange und problemlose Lebensdauer der Lagergewährleistet.
Das für die Schmierung verwendete Fett sollte folgende Eigenschaften aufweisen:
• Spezielles Rollenlagerfett
• Hochwertiges Fett mit Lithiumkomplexseife und Mineral- oder PAO-Öl
• Basisölviskosität von 100 bis 160 cSt bei 40 °C (105 °F)
• Konsistenz-NLGI-Klasse zwischen 1,5 und 3. Für vertikal oder in heißen Umgebungen installierte Maschinen wird NLGI-Klasse 2 oder 3 empfohlen.
• Kontinuierlicher Temperaturbereich zwischen -30 °C (-20 °F) und +120 °C (250 °F)
Geeignete Fette mit den geforderten Eigenschaften sind bei allen größerenSchmiermittelherstellern erhältlich. Wenn sich die Fettmarke ändert und Unsicherheitüber die Kompatibilität besteht, wenden Sie sich bitte an ABB, siehe Kapitel 9.1.3Kontaktinformationen für Motoren- und Generatoren-Service.
BEMERKUNG:Mischen Sie keine Schmiermittel!! Das Lager darf nur ein einziges Schmiermittel enthalten – keine Mischung aus zwei oder mehr Schmiermitteln.
BEMERKUNG:Die Verwendung von Fettadditiven wird empfohlen. Hinsichtlich der empfohlenen Fettzusätze sollte grundsätzlich vom Schmiermittelhersteller eine schriftliche Gewährleistungszusage angefordert werden, welche besagt, dass die Zusätze weder die Lager schädigen noch die Eigenschaften des Fetts im Betriebstemperaturbereich beeinträchtigen. Dies gilt insbesondere für EP-Additive.
83 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
BEMERKUNG:Schmiermittel, die EP-Beimischungen enthalten, werden nicht empfohlen.
Empfohlenes Rollenlagerfett
ABB empfiehlt die Verwendung eines der folgenden Hochleistungsfette:
Mineralölbasis:
• Esso Unirex N2, N3 (Lithiumkomplex-Basis)
Synthetikölbasis:
• FAG Arcanol Temp 110 (Lithiumkomplex-Basis)
• Klüber Klüberplex BEM 41-132 (Spezielle Lithiumbasis)
• Lubcon Turmogrease Li 802 EP (Lithiumbasis)
• Mobil Mobilith SHC 100 (Lithiumkomplex-Basis)
• Shell Gadus S5 V100 2 (Lithiumkomplex-Basis)
• Total Multiplex S 2 A (Lithiumkomplex-Basis)
Wenn zum Nachschmieren andere Fette als die oben genannten verwendet werden,welche jedoch die geforderten Eigenschaften erfüllen, sollten dieNachschmierintervalllängen halbiert werden.
Rollenlagerfett für extreme Temperaturen
Wenn die Lagerbetriebstemperatur oberhalb 100 °C (210 °F) liegt, fragen Sie bitte dasABB Werk nach geeigneten Fetten.
7.5.3.6 Wartung der Lager
Die Lager haben in der Regel eine kürzere Lebensdauer als die Maschine selbst. Siemüssen daher von Zeit zu Zeit ausgetauscht werden.
Die Wartung von Rollenlagern erfordert besondere Sorgfalt, Spezialwerkzeuge undsachgemäße Vorbereitung, um eine lange Lebensdauer der neu eingebauten Lager zugewährleisten.
Stellen Sie während der Wartung der Lager sicher, dass:
• während der Wartung zu keinem Zeitpunkt Schmutz oder Fremdpartikel in die Lager eindringen können
• die Lager vor dem Zusammenbau gewaschen, getrocknet und mit geeignetem Qualitätsrollenlagerfett vorgefettet werden
• die Lager bei der Zerlegung und dem Zusammenbau der Lager nicht beschädigt werden. Der Ausbau muss mit Abziehern erfolgen, der Wiedereinbau mit Hilfe von Erwärmung oder Spezialwerkzeugen.
Falls Lager ausgetauscht werden müssen, wenden Sie sich bitte an den ABB Motoren-und Generatoren-Service. Entsprechende Kontaktinformationen finden Sie in Kapitel9.1.3 Kontaktinformationen für Motoren- und Generatoren-Service.
Sicherheitsvorschriften Wartung - 843BFP 000 053 R0103 REV H
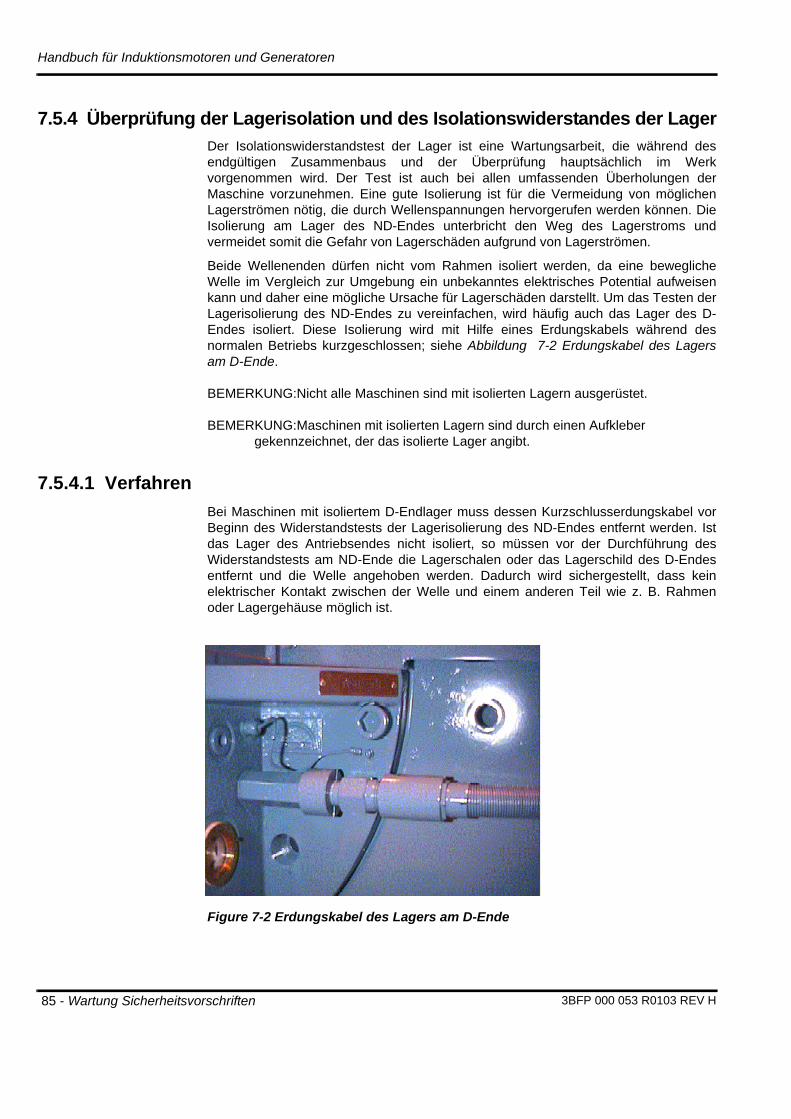
Handbuch für Induktionsmotoren und Generatoren
7.5.4 Überprüfung der Lagerisolation und des Isolationswiderstandes der LagerDer Isolationswiderstandstest der Lager ist eine Wartungsarbeit, die während desendgültigen Zusammenbaus und der Überprüfung hauptsächlich im Werkvorgenommen wird. Der Test ist auch bei allen umfassenden Überholungen derMaschine vorzunehmen. Eine gute Isolierung ist für die Vermeidung von möglichenLagerströmen nötig, die durch Wellenspannungen hervorgerufen werden können. DieIsolierung am Lager des ND-Endes unterbricht den Weg des Lagerstroms undvermeidet somit die Gefahr von Lagerschäden aufgrund von Lagerströmen.
Beide Wellenenden dürfen nicht vom Rahmen isoliert werden, da eine beweglicheWelle im Vergleich zur Umgebung ein unbekanntes elektrisches Potential aufweisenkann und daher eine mögliche Ursache für Lagerschäden darstellt. Um das Testen derLagerisolierung des ND-Endes zu vereinfachen, wird häufig auch das Lager des D-Endes isoliert. Diese Isolierung wird mit Hilfe eines Erdungskabels während desnormalen Betriebs kurzgeschlossen; siehe Abbildung 7-2 Erdungskabel des Lagersam D-Ende.
BEMERKUNG:Nicht alle Maschinen sind mit isolierten Lagern ausgerüstet.
BEMERKUNG:Maschinen mit isolierten Lagern sind durch einen Aufkleber gekennzeichnet, der das isolierte Lager angibt.
7.5.4.1 Verfahren
Bei Maschinen mit isoliertem D-Endlager muss dessen Kurzschlusserdungskabel vorBeginn des Widerstandstests der Lagerisolierung des ND-Endes entfernt werden. Istdas Lager des Antriebsendes nicht isoliert, so müssen vor der Durchführung desWiderstandstests am ND-Ende die Lagerschalen oder das Lagerschild des D-Endesentfernt und die Welle angehoben werden. Dadurch wird sichergestellt, dass keinelektrischer Kontakt zwischen der Welle und einem anderen Teil wie z. B. Rahmenoder Lagergehäuse möglich ist.
Figure 7-2 Erdungskabel des Lagers am D-Ende
85 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
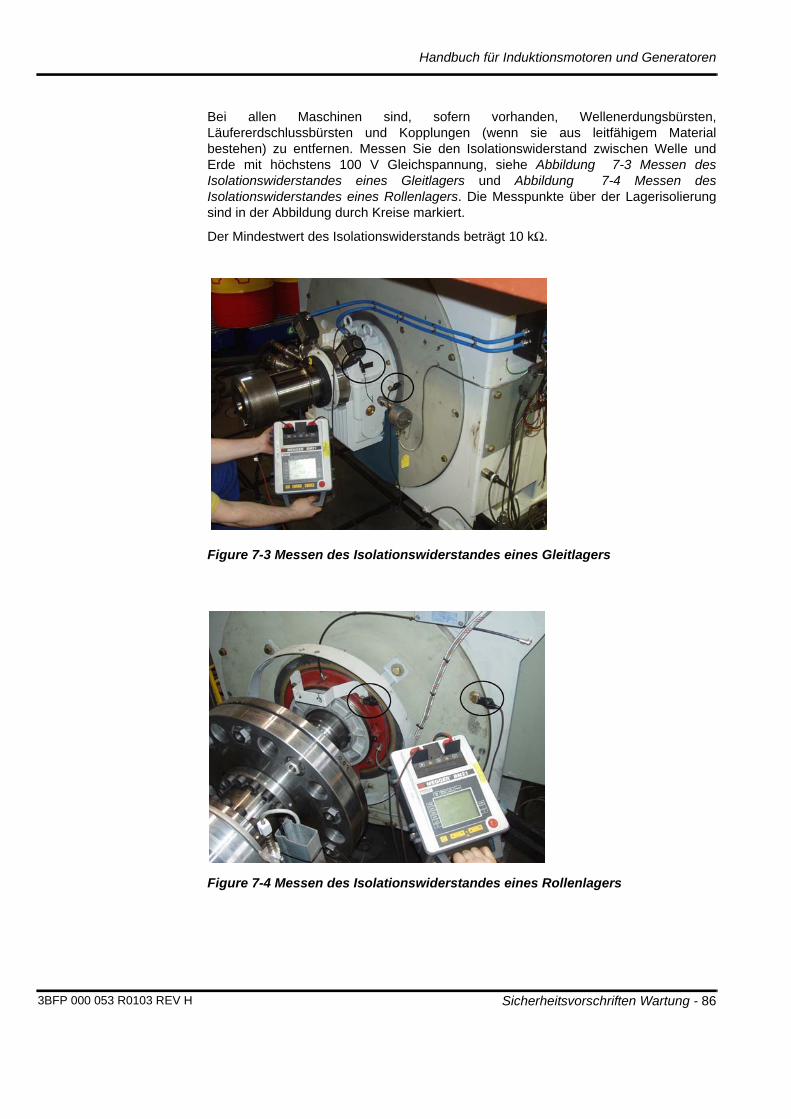
Handbuch für Induktionsmotoren und Generatoren
Bei allen Maschinen sind, sofern vorhanden, Wellenerdungsbürsten,Läufererdschlussbürsten und Kopplungen (wenn sie aus leitfähigem Materialbestehen) zu entfernen. Messen Sie den Isolationswiderstand zwischen Welle undErde mit höchstens 100 V Gleichspannung, siehe Abbildung 7-3 Messen desIsolationswiderstandes eines Gleitlagers und Abbildung 7-4 Messen desIsolationswiderstandes eines Rollenlagers. Die Messpunkte über der Lagerisolierungsind in der Abbildung durch Kreise markiert.
Der Mindestwert des Isolationswiderstands beträgt 10 kΩ.
Figure 7-3 Messen des Isolationswiderstandes eines Gleitlagers
Figure 7-4 Messen des Isolationswiderstandes eines Rollenlagers
Sicherheitsvorschriften Wartung - 863BFP 000 053 R0103 REV H
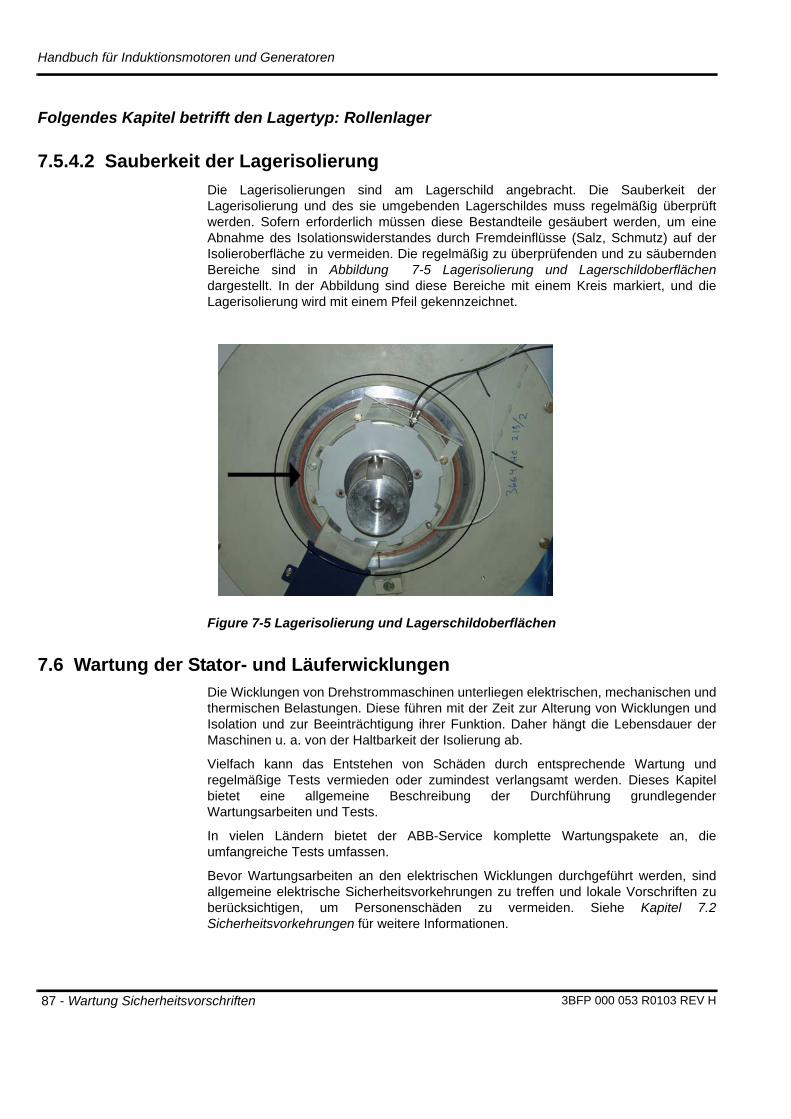
Handbuch für Induktionsmotoren und Generatoren
Folgendes Kapitel betrifft den Lagertyp: Rollenlager
7.5.4.2 Sauberkeit der Lagerisolierung
Die Lagerisolierungen sind am Lagerschild angebracht. Die Sauberkeit derLagerisolierung und des sie umgebenden Lagerschildes muss regelmäßig überprüftwerden. Sofern erforderlich müssen diese Bestandteile gesäubert werden, um eineAbnahme des Isolationswiderstandes durch Fremdeinflüsse (Salz, Schmutz) auf derIsolieroberfläche zu vermeiden. Die regelmäßig zu überprüfenden und zu säuberndenBereiche sind in Abbildung 7-5 Lagerisolierung und Lagerschildoberflächendargestellt. In der Abbildung sind diese Bereiche mit einem Kreis markiert, und dieLagerisolierung wird mit einem Pfeil gekennzeichnet.
Figure 7-5 Lagerisolierung und Lagerschildoberflächen
7.6 Wartung der Stator- und LäuferwicklungenDie Wicklungen von Drehstrommaschinen unterliegen elektrischen, mechanischen undthermischen Belastungen. Diese führen mit der Zeit zur Alterung von Wicklungen undIsolation und zur Beeinträchtigung ihrer Funktion. Daher hängt die Lebensdauer derMaschinen u. a. von der Haltbarkeit der Isolierung ab.
Vielfach kann das Entstehen von Schäden durch entsprechende Wartung undregelmäßige Tests vermieden oder zumindest verlangsamt werden. Dieses Kapitelbietet eine allgemeine Beschreibung der Durchführung grundlegenderWartungsarbeiten und Tests.
In vielen Ländern bietet der ABB-Service komplette Wartungspakete an, dieumfangreiche Tests umfassen.
Bevor Wartungsarbeiten an den elektrischen Wicklungen durchgeführt werden, sindallgemeine elektrische Sicherheitsvorkehrungen zu treffen und lokale Vorschriften zuberücksichtigen, um Personenschäden zu vermeiden. Siehe Kapitel 7.2Sicherheitsvorkehrungen für weitere Informationen.
87 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
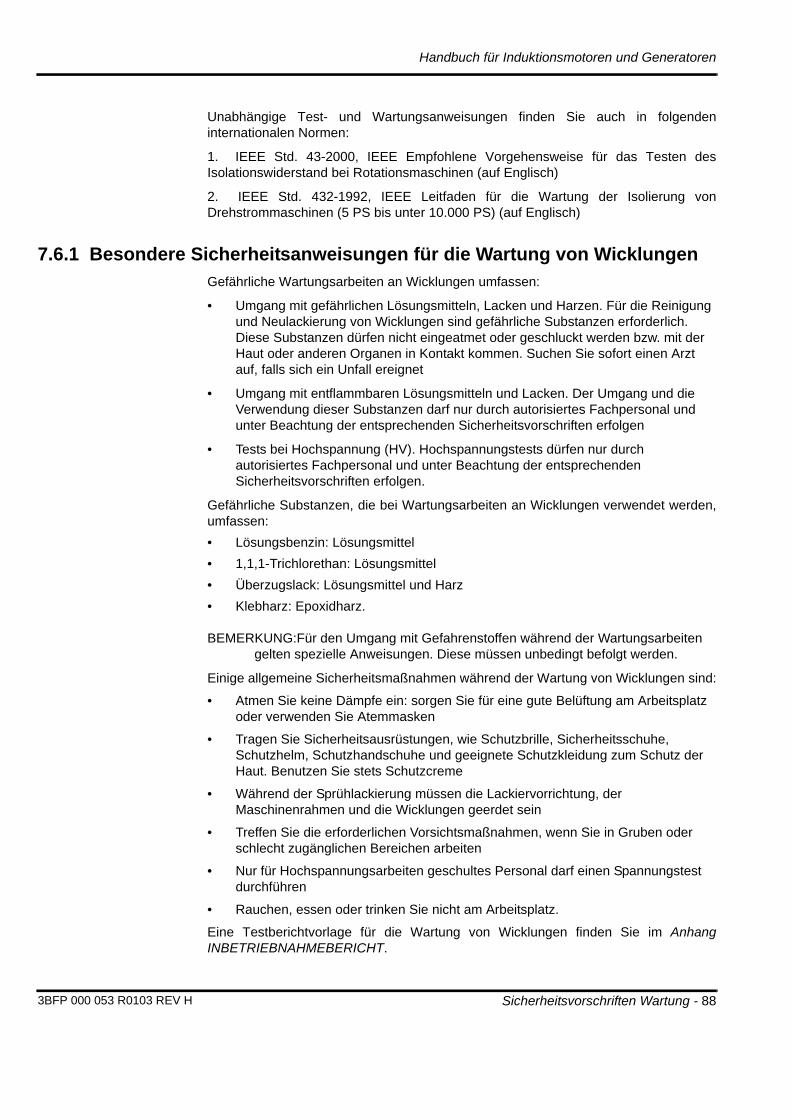
Handbuch für Induktionsmotoren und Generatoren
Unabhängige Test- und Wartungsanweisungen finden Sie auch in folgendeninternationalen Normen:
1. IEEE Std. 43-2000, IEEE Empfohlene Vorgehensweise für das Testen desIsolationswiderstand bei Rotationsmaschinen (auf Englisch)
2. IEEE Std. 432-1992, IEEE Leitfaden für die Wartung der Isolierung vonDrehstrommaschinen (5 PS bis unter 10.000 PS) (auf Englisch)
7.6.1 Besondere Sicherheitsanweisungen für die Wartung von WicklungenGefährliche Wartungsarbeiten an Wicklungen umfassen:
• Umgang mit gefährlichen Lösungsmitteln, Lacken und Harzen. Für die Reinigung und Neulackierung von Wicklungen sind gefährliche Substanzen erforderlich. Diese Substanzen dürfen nicht eingeatmet oder geschluckt werden bzw. mit der Haut oder anderen Organen in Kontakt kommen. Suchen Sie sofort einen Arzt auf, falls sich ein Unfall ereignet
• Umgang mit entflammbaren Lösungsmitteln und Lacken. Der Umgang und die Verwendung dieser Substanzen darf nur durch autorisiertes Fachpersonal und unter Beachtung der entsprechenden Sicherheitsvorschriften erfolgen
• Tests bei Hochspannung (HV). Hochspannungstests dürfen nur durch autorisiertes Fachpersonal und unter Beachtung der entsprechenden Sicherheitsvorschriften erfolgen.
Gefährliche Substanzen, die bei Wartungsarbeiten an Wicklungen verwendet werden,umfassen:
• Lösungsbenzin: Lösungsmittel
• 1,1,1-Trichlorethan: Lösungsmittel
• Überzugslack: Lösungsmittel und Harz
• Klebharz: Epoxidharz.
BEMERKUNG:Für den Umgang mit Gefahrenstoffen während der Wartungsarbeiten gelten spezielle Anweisungen. Diese müssen unbedingt befolgt werden.
Einige allgemeine Sicherheitsmaßnahmen während der Wartung von Wicklungen sind:
• Atmen Sie keine Dämpfe ein: sorgen Sie für eine gute Belüftung am Arbeitsplatz oder verwenden Sie Atemmasken
• Tragen Sie Sicherheitsausrüstungen, wie Schutzbrille, Sicherheitsschuhe, Schutzhelm, Schutzhandschuhe und geeignete Schutzkleidung zum Schutz der Haut. Benutzen Sie stets Schutzcreme
• Während der Sprühlackierung müssen die Lackiervorrichtung, der Maschinenrahmen und die Wicklungen geerdet sein
• Treffen Sie die erforderlichen Vorsichtsmaßnahmen, wenn Sie in Gruben oder schlecht zugänglichen Bereichen arbeiten
• Nur für Hochspannungsarbeiten geschultes Personal darf einen Spannungstest durchführen
• Rauchen, essen oder trinken Sie nicht am Arbeitsplatz.
Eine Testberichtvorlage für die Wartung von Wicklungen finden Sie im AnhangINBETRIEBNAHMEBERICHT.
Sicherheitsvorschriften Wartung - 883BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
7.6.2 Zeitplanung der WartungFür die Zeitplanung der Wicklungswartung gelten drei Hauptprinzipien:
• Die Wartung der Wicklungen sollte mit der sonstigen Wartung der Maschine abgestimmt werden
• Die Wartung sollte nur durchgeführt werden, wenn es nötig ist
• Wichtige Maschinen sollten öfter gewartet werden als weniger wichtige Maschinen. Das Gleiche gilt für Wicklungen und Antriebe, die besonders schnell verschmutzen.
BEMERKUNG:Als Faustregel gilt, dass der Isolationswiderstandstest einmal jährlich durchgeführt werden sollte. Dies genügt für die meisten Maschinen unter den meisten Betriebsbedingungen. Zusätzliche Tests sollten nur dann durchgeführt werden, wenn Probleme auftauchen.
Ein Wartungsprogramm für die komplette Maschine einschließlich der Wicklungenfinden Sie unter Kapitel 7.3 Wartungsprogramm. Dieses Wartungsprogramm sollte –im Rahmen der empfohlenen Wartungsintervalle – an die individuellen Umstände desKunden angepasst werden, d. h. an die Wartung anderer Maschinen und dieallgemeinen Betriebsbedingungen.
7.6.3 Die korrekte BetriebstemperaturDie korrekte Temperatur der Wicklungen wird sichergestellt, indem die Außenflächender Maschine sauber gehalten werden, der korrekte Betrieb des Kühlsystems überprüftwird und die Temperatur des Kühlmittels überwacht wird. Wenn das Kühlmittel zu kaltist, kondensiert möglicherweise Wasser im Inneren der Maschine. Dadurch können dieWicklung feucht werden, wodurch sich der Isolationswiderstand verschlechtert.
Folgender Absatz betrifft den Kühlungstyp: Offene Luftkühlung
Bei luftgekühlten Maschinen ist es wichtig, die Sauberkeit der Luftfilter zu überwachen.Das Reinigungs- und Wechselintervall der Luftfilter ist gemäß der lokalenBetriebsumgebung zu planen.
Die Betriebstemperaturen des Stators müssen mit Temperaturdetektoren überwachtwerden. Große Unterschiede zwischen den Detektorwerten können ein Hinweis aufeinen Schaden in den Wicklungen sein. Stellen Sie jedoch sicher, dass dieÄnderungen nicht durch eine Verlagerung des Detektors verursacht wurde.
7.6.4 IsolationswiderstandstestWährend der allgemeinen Wartungsarbeiten und bevor die Maschine erstmalig odernach langem Stillstand gestartet wird, ist der Isolationswiderstand der Stator- und derLäuferwicklungen zu messen.
Die Messung des Isolationswiderstands bietet Informationen über die Feuchtigkeit undVerschmutzung der Isolierung. Basierend auf diesen Informationen könnenentsprechende Reinigungs- und Trocknungsmaßnahmen festgelegt werden.
Bei neuen Maschinen mit trockenen Wicklungen ist der Isolationswiderstand sehrhoch. Er kann jedoch extrem niedrig sein, wenn die Maschine unsachgemäßenTransport- und Lagerbedingungen sowie Feuchtigkeit ausgesetzt oder inkorrektbetrieben wird.
89 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
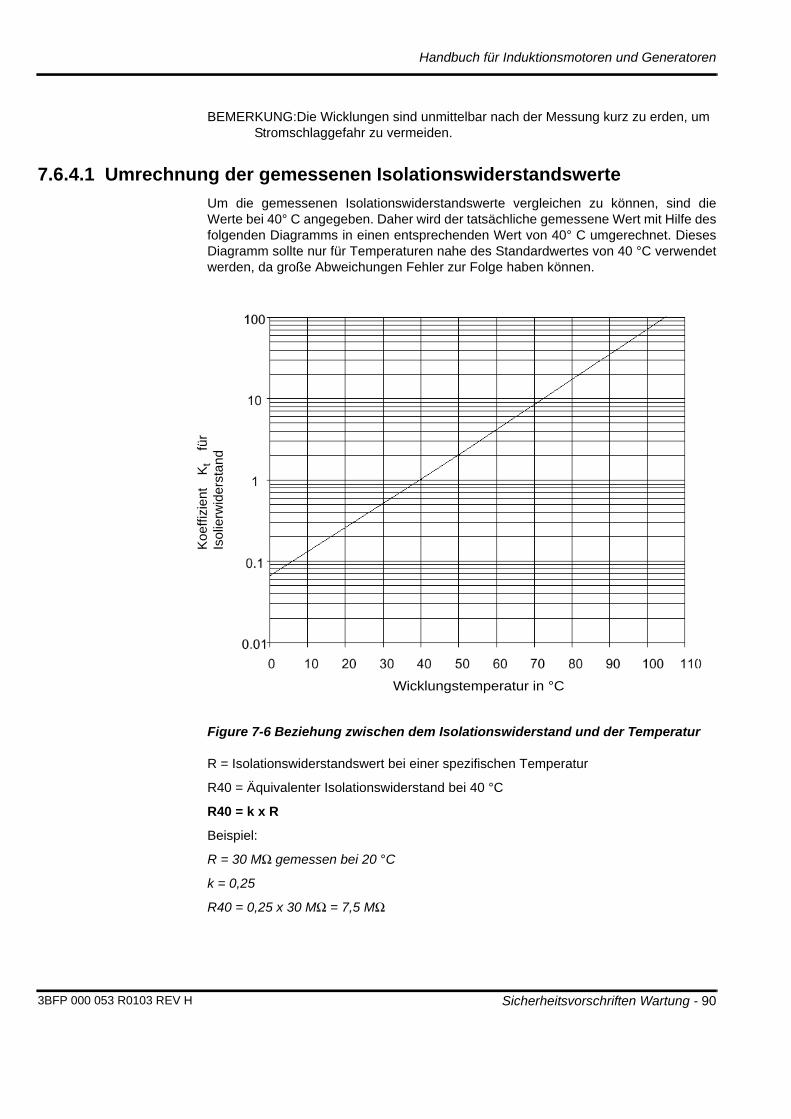
Handbuch für Induktionsmotoren und Generatoren
BEMERKUNG:Die Wicklungen sind unmittelbar nach der Messung kurz zu erden, um Stromschlaggefahr zu vermeiden.
7.6.4.1 Umrechnung der gemessenen Isolationswiderstandswerte
Um die gemessenen Isolationswiderstandswerte vergleichen zu können, sind dieWerte bei 40° C angegeben. Daher wird der tatsächliche gemessene Wert mit Hilfe desfolgenden Diagramms in einen entsprechenden Wert von 40° C umgerechnet. DiesesDiagramm sollte nur für Temperaturen nahe des Standardwertes von 40 °C verwendetwerden, da große Abweichungen Fehler zur Folge haben können.
Figure 7-6 Beziehung zwischen dem Isolationswiderstand und der Temperatur
R = Isolationswiderstandswert bei einer spezifischen Temperatur
R40 = Äquivalenter Isolationswiderstand bei 40 °C
R40 = k x R
Beispiel:
R = 30 MΩ gemessen bei 20 °C
k = 0,25
R40 = 0,25 x 30 MΩ = 7,5 MΩ
Koe
ffiz
ient
K
t fü
rIs
olie
rwid
erst
and
Wicklungstemperatur in °C
Sicherheitsvorschriften Wartung - 903BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Table 7-5. Temperaturwerte in Celsius (°C) und Fahrenheit (°F)
7.6.5.2 Allgemeine Hinweise
Die folgenden Hinweise sollten beachtet werden, bevor über Maßnahmen entschiedenwird, die auf diesen Isolationswiderstandstests basieren:
• Wenn der gemessene Wert zu niedrig ist, müssen die Wicklungen gereinigt und/oder getrocknet werden. Wenn diese Messungen nicht ausreichen, ist der Rat von Sachverständigen heranzuziehen
• Maschinen, bei denen ein Feuchtigkeitsproblem vermutet wird, sollten unabhängig vom gemessenen Isolationswiderstandswert sorgfältig getrocknet werden
• Der Isolationswiderstandswert nimmt bei zunehmender Wicklungstemperatur ab
• Der Widerstand halbiert sich mit jedem Temperaturanstieg von 10-15 K.
BEMERKUNG:Der im Testbericht angegebene Isolationswiderstand ist normalerweise deutlich höher als der am Ort gemessene.
7.6.5.3 Mindestwerte für den Isolationswiderstand
Wicklungskriterien bei Normalbedingungen:
Im Allgemeinen sollten die Isolationswiderstandswerte für trockene Wicklungen dieMindestwerte erheblich überschreiten. Es ist unmöglich, definitive Werte anzugeben, dader Widerstand abhängig vom Maschinentyp und den örtlichen Bedingungen variiert.Zusätzlich wird der Isolationswiderstand vom Alter und der Verwendung der Maschinebeeinflusst. Daher können folgende Werte nur als Richtlinien angesehen werden.
Die unten angegebenen Isolationswiderstandsgrenzwerte, gelten bei 40 °C und wenndie Testspannung 1 Minute lang oder länger angelegt wurde.
• Läufer
Für Induktionsmaschinen mit gewickelten Läufern: R(1-10 min bei 40 °C) > 5 MΩ
BEMERKUNG:Kohlestaub auf den Schleifringen und blanke Kupferflächen senken die Isolationswiderstandswerte des Läufers.
• Stator
Für neue Statoren: R(1-10 min bei 40 °C) > 1000 MΩ Bei extrem warmen und feuchtenMessbedingungen können Werte von R (1-10 min bei 40 °C) oberhalb 100 MΩ akzeptiertwerden.
Für gebrauchte Statoren: R(1-10 min bei 40 °C) > 100 MΩ
BEMERKUNG:Wenn die obigen Werte nicht erreicht werden, ist die Ursache für den niedrigen Isolationswiderstand zu ermitteln. Ein niedriger Widerstandswert wird oft durch übermäßige Feuchtigkeit oder durch Schmutz verursacht, obwohl die eigentliche Isolierung intakt ist.
°C 0 10 20 30 40 50 60 70 80 90 100 110
°F 32 50 68 86 104 122 140 158 176 194 212 230
91 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
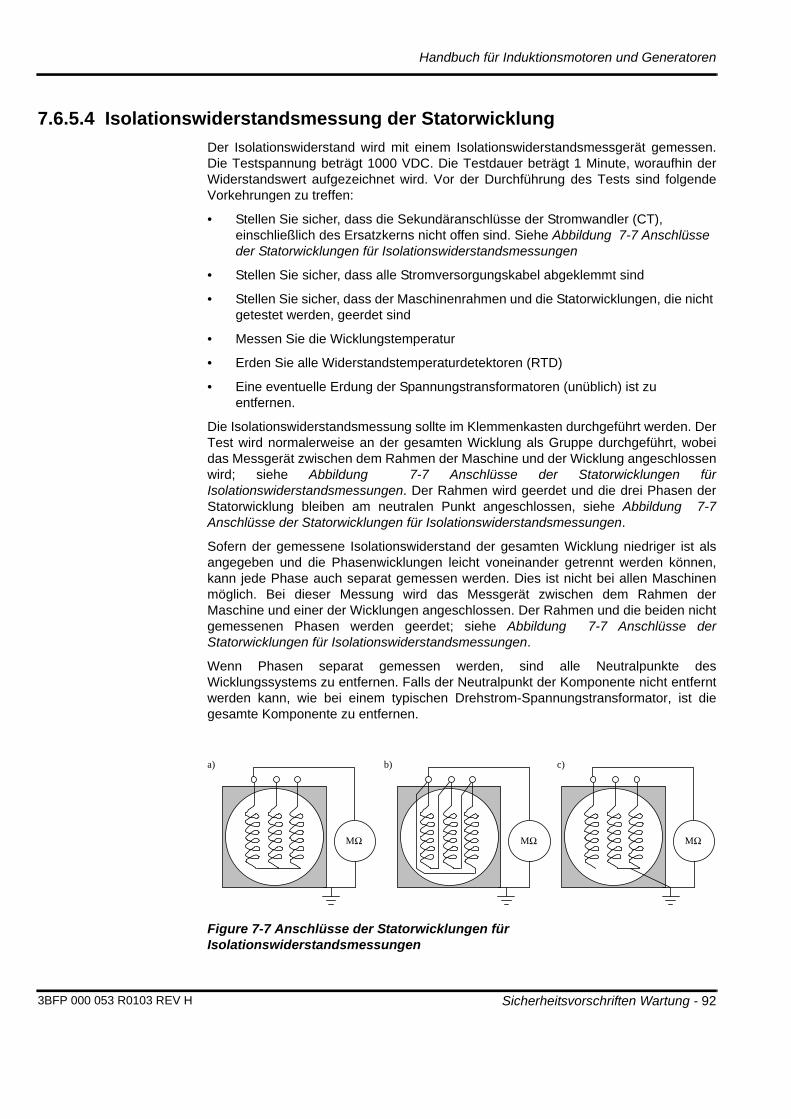
Handbuch für Induktionsmotoren und Generatoren
7.6.5.4 Isolationswiderstandsmessung der Statorwicklung
Der Isolationswiderstand wird mit einem Isolationswiderstandsmessgerät gemessen.Die Testspannung beträgt 1000 VDC. Die Testdauer beträgt 1 Minute, woraufhin derWiderstandswert aufgezeichnet wird. Vor der Durchführung des Tests sind folgendeVorkehrungen zu treffen:
• Stellen Sie sicher, dass die Sekundäranschlüsse der Stromwandler (CT), einschließlich des Ersatzkerns nicht offen sind. Siehe Abbildung 7-7 Anschlüsse der Statorwicklungen für Isolationswiderstandsmessungen
• Stellen Sie sicher, dass alle Stromversorgungskabel abgeklemmt sind
• Stellen Sie sicher, dass der Maschinenrahmen und die Statorwicklungen, die nicht getestet werden, geerdet sind
• Messen Sie die Wicklungstemperatur
• Erden Sie alle Widerstandstemperaturdetektoren (RTD)
• Eine eventuelle Erdung der Spannungstransformatoren (unüblich) ist zu entfernen.
Die Isolationswiderstandsmessung sollte im Klemmenkasten durchgeführt werden. DerTest wird normalerweise an der gesamten Wicklung als Gruppe durchgeführt, wobeidas Messgerät zwischen dem Rahmen der Maschine und der Wicklung angeschlossenwird; siehe Abbildung 7-7 Anschlüsse der Statorwicklungen fürIsolationswiderstandsmessungen. Der Rahmen wird geerdet und die drei Phasen derStatorwicklung bleiben am neutralen Punkt angeschlossen, siehe Abbildung 7-7Anschlüsse der Statorwicklungen für Isolationswiderstandsmessungen.
Sofern der gemessene Isolationswiderstand der gesamten Wicklung niedriger ist alsangegeben und die Phasenwicklungen leicht voneinander getrennt werden können,kann jede Phase auch separat gemessen werden. Dies ist nicht bei allen Maschinenmöglich. Bei dieser Messung wird das Messgerät zwischen dem Rahmen derMaschine und einer der Wicklungen angeschlossen. Der Rahmen und die beiden nichtgemessenen Phasen werden geerdet; siehe Abbildung 7-7 Anschlüsse derStatorwicklungen für Isolationswiderstandsmessungen.
Wenn Phasen separat gemessen werden, sind alle Neutralpunkte desWicklungssystems zu entfernen. Falls der Neutralpunkt der Komponente nicht entferntwerden kann, wie bei einem typischen Drehstrom-Spannungstransformator, ist diegesamte Komponente zu entfernen.
Figure 7-7 Anschlüsse der Statorwicklungen für Isolationswiderstandsmessungen
MΩ MΩ MΩ
a) c)b)
Sicherheitsvorschriften Wartung - 923BFP 000 053 R0103 REV H
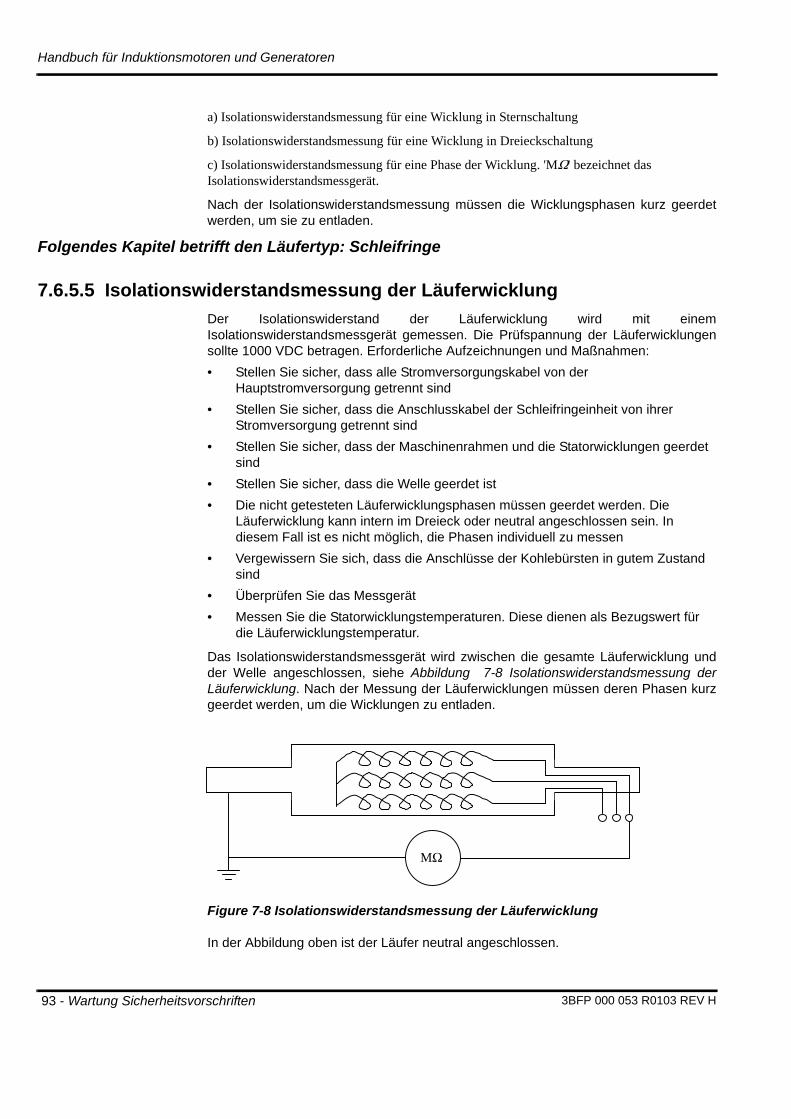
Handbuch für Induktionsmotoren und Generatoren
a) Isolationswiderstandsmessung für eine Wicklung in Sternschaltung
b) Isolationswiderstandsmessung für eine Wicklung in Dreieckschaltung
c) Isolationswiderstandsmessung für eine Phase der Wicklung. 'MΩ' bezeichnet das Isolationswiderstandsmessgerät.
Nach der Isolationswiderstandsmessung müssen die Wicklungsphasen kurz geerdetwerden, um sie zu entladen.
Folgendes Kapitel betrifft den Läufertyp: Schleifringe
7.6.5.5 Isolationswiderstandsmessung der Läuferwicklung
Der Isolationswiderstand der Läuferwicklung wird mit einemIsolationswiderstandsmessgerät gemessen. Die Prüfspannung der Läuferwicklungensollte 1000 VDC betragen. Erforderliche Aufzeichnungen und Maßnahmen:
• Stellen Sie sicher, dass alle Stromversorgungskabel von der Hauptstromversorgung getrennt sind
• Stellen Sie sicher, dass die Anschlusskabel der Schleifringeinheit von ihrer Stromversorgung getrennt sind
• Stellen Sie sicher, dass der Maschinenrahmen und die Statorwicklungen geerdet sind
• Stellen Sie sicher, dass die Welle geerdet ist
• Die nicht getesteten Läuferwicklungsphasen müssen geerdet werden. Die Läuferwicklung kann intern im Dreieck oder neutral angeschlossen sein. In diesem Fall ist es nicht möglich, die Phasen individuell zu messen
• Vergewissern Sie sich, dass die Anschlüsse der Kohlebürsten in gutem Zustand sind
• Überprüfen Sie das Messgerät
• Messen Sie die Statorwicklungstemperaturen. Diese dienen als Bezugswert für die Läuferwicklungstemperatur.
Das Isolationswiderstandsmessgerät wird zwischen die gesamte Läuferwicklung undder Welle angeschlossen, siehe Abbildung 7-8 Isolationswiderstandsmessung derLäuferwicklung. Nach der Messung der Läuferwicklungen müssen deren Phasen kurzgeerdet werden, um die Wicklungen zu entladen.
Figure 7-8 Isolationswiderstandsmessung der Läuferwicklung
In der Abbildung oben ist der Läufer neutral angeschlossen.
MΩ
93 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
7.6.6 Isolationswiderstandsmessung für NebenaggregateUm den ordnungsgemäßen Betrieb der Maschinenschutzvorrichtungen und andererHilfsmittel zu gewährleisten, kann ihr Zustand durch eine Isolationswiderstandsprüfungbestimmt werden. Das Verfahren wird im Detail beschrieben in Kapitel 7.6 Wartung derStator- und Läuferwicklungen. Die Prüfspannung für die Stillstandsheizung sollte 500 VDC und für andere Hilfsmittel 100 V DC betragen. Die Isolationswiderstandsmessungfür Pt-100-Detektoren oder Näherungssensoren wird nicht empfohlen.
7.6.7 Der PolarisationsindexFür den Polarisationsindextest wird der Isolationswiderstand gemessen, nachdem dieSpannung 15 Sekunden und 1 Minute (oder 1 Minute und 10 Minuten) angelegt wurde.Der Polarisationsindex hängt weniger von der Temperatur ab als vomIsolationswiderstand. Wenn die Wicklungstemperatur unter 50 °C (122 °F) liegt, kanner als temperaturunabhängig angesehen werden. Hohe Temperaturen könnenunvorhersehbare Änderungen des Polarisationsindex verursachen, daher ist eineVerwendung bei über 50 °C (122 °F) nicht zu empfehlen.
Schmutz und Feuchtigkeit in den Wicklungen verringern normalerweise denIsolationswiderstand und den Polarisationsindex sowie derenTemperaturabhängigkeit.. Daher wird die Kurve in Abbildung 7-6 Beziehung zwischendem Isolationswiderstand und der Temperatur weniger steil. Wicklungen mit offenenKriechwegen reagieren sehr empfindlich auf Schmutz und Feuchtigkeit.
Es gibt mehrere Regeln zur Bestimmung des niedrigsten akzeptablen Wertes, bei demdie Maschine sicher gestartet werden kann. Die Werte des Polarisationsindex (PI)liegen normalerweise zwischen 1 und 4. Werte nahe 1 lassen darauf schließen, dassdie Wicklungen feucht und verschmutzt sind.
Der Mindest-PI-Wert für Statorwicklungen der Klasse F beträgt mehr als 2.
BEMERKUNG:Wenn der Isolationswiderstand der Wicklungen im Bereich von mehreren tausend MΩ liegt, stellt der Polarisationsindex kein bedeutendes Kriterium für den Zustand der Isolierung dar und kann außer Acht gelassen werden.
7.6.8 Sonstige WartungsarbeitenNormalerweise sind ABB-Wicklungen problemlos und erfordern neben der obenbeschriebenen regelmäßigen Überwachung nur gelegentliches Reinigen undTrocknen. Falls außergewöhnliche Bedingungen zusätzliche Wartungsmaßnahmenerforderlich machen, sollten Sie dazu Expertenrat einholen. Der ABB-Kundendiensthilft Ihnen in allen Fragen zur Wartung, siehe Kapitel 9.1.5 Kundendienst-Kontaktinformationen.
=
min1
min10
15
min1
RRor
RRPI
s
Sicherheitsvorschriften Wartung - 943BFP 000 053 R0103 REV H
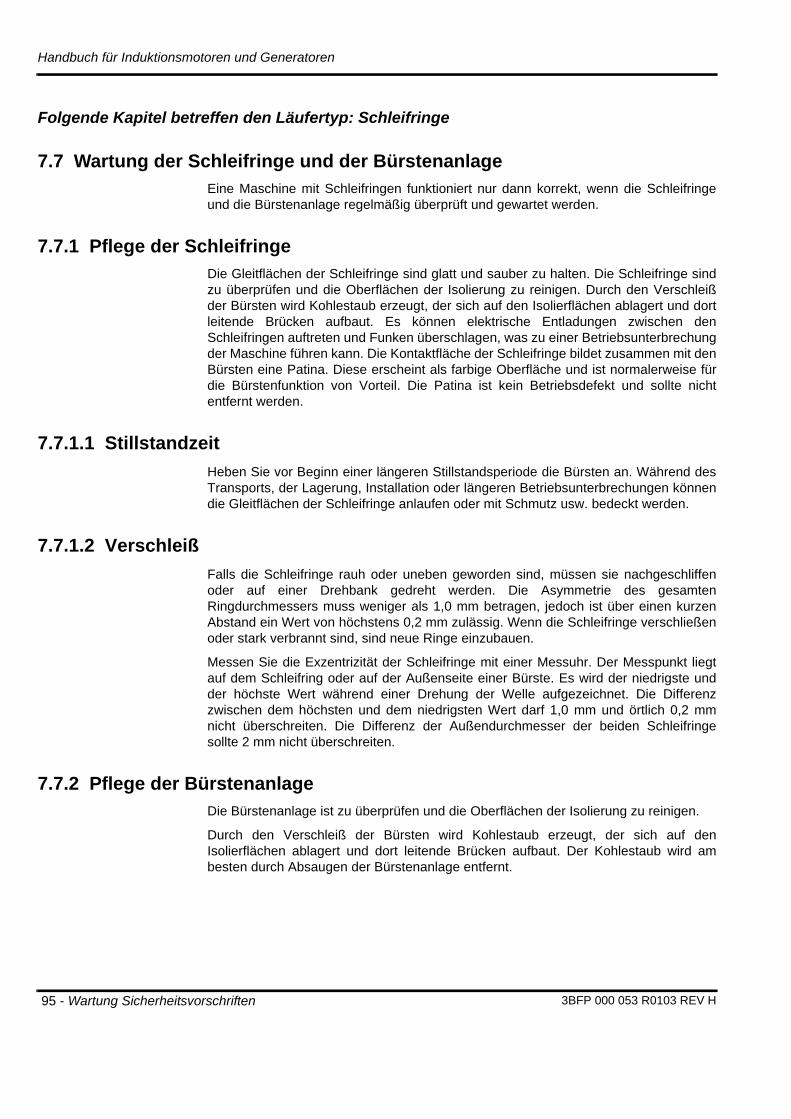
Handbuch für Induktionsmotoren und Generatoren
Folgende Kapitel betreffen den Läufertyp: Schleifringe
7.7 Wartung der Schleifringe und der BürstenanlageEine Maschine mit Schleifringen funktioniert nur dann korrekt, wenn die Schleifringeund die Bürstenanlage regelmäßig überprüft und gewartet werden.
7.7.1 Pflege der SchleifringeDie Gleitflächen der Schleifringe sind glatt und sauber zu halten. Die Schleifringe sindzu überprüfen und die Oberflächen der Isolierung zu reinigen. Durch den Verschleißder Bürsten wird Kohlestaub erzeugt, der sich auf den Isolierflächen ablagert und dortleitende Brücken aufbaut. Es können elektrische Entladungen zwischen denSchleifringen auftreten und Funken überschlagen, was zu einer Betriebsunterbrechungder Maschine führen kann. Die Kontaktfläche der Schleifringe bildet zusammen mit denBürsten eine Patina. Diese erscheint als farbige Oberfläche und ist normalerweise fürdie Bürstenfunktion von Vorteil. Die Patina ist kein Betriebsdefekt und sollte nichtentfernt werden.
7.7.1.1 Stillstandzeit
Heben Sie vor Beginn einer längeren Stillstandsperiode die Bürsten an. Während desTransports, der Lagerung, Installation oder längeren Betriebsunterbrechungen könnendie Gleitflächen der Schleifringe anlaufen oder mit Schmutz usw. bedeckt werden.
7.7.1.2 Verschleiß
Falls die Schleifringe rauh oder uneben geworden sind, müssen sie nachgeschliffenoder auf einer Drehbank gedreht werden. Die Asymmetrie des gesamtenRingdurchmessers muss weniger als 1,0 mm betragen, jedoch ist über einen kurzenAbstand ein Wert von höchstens 0,2 mm zulässig. Wenn die Schleifringe verschließenoder stark verbrannt sind, sind neue Ringe einzubauen.
Messen Sie die Exzentrizität der Schleifringe mit einer Messuhr. Der Messpunkt liegtauf dem Schleifring oder auf der Außenseite einer Bürste. Es wird der niedrigste undder höchste Wert während einer Drehung der Welle aufgezeichnet. Die Differenzzwischen dem höchsten und dem niedrigsten Wert darf 1,0 mm und örtlich 0,2 mmnicht überschreiten. Die Differenz der Außendurchmesser der beiden Schleifringesollte 2 mm nicht überschreiten.
7.7.2 Pflege der BürstenanlageDie Bürstenanlage ist zu überprüfen und die Oberflächen der Isolierung zu reinigen.
Durch den Verschleiß der Bürsten wird Kohlestaub erzeugt, der sich auf denIsolierflächen ablagert und dort leitende Brücken aufbaut. Der Kohlestaub wird ambesten durch Absaugen der Bürstenanlage entfernt.
95 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
7.7.2.1 Druck der Bürste
Der Bürstendruck muss auf der gesamten Kontaktfläche gleichmäßig verteilt sein, d. h.die Bürste muss sich an die Krümmung des Schleifrings anpassen. Der Bürstendruckist einer der wichtigsten Einzelfaktoren für den Betrieb der Bürste. Der Druck sollte 18-20 mN/mm2(180-200 g/cm2) betragen. Verwenden Sie zur Messung desBürstendrucks eine Federwaage. Bringen Sie eine Federwaage an der Spitze desHebels an, indem Sie die Bürste drücken, und ziehen Sie in radialer Richtung, bis dieBürste entlastet ist. Halten Sie ein Stück Papier zwischen der Bürste und demDruckhebel, um festzustellen, wann die Entlastung eintritt. Siehe Abbildung 7-9Prüfung des Bürstendrucks mit einer Federwaage.
Figure 7-9 Prüfung des Bürstendrucks mit einer Federwaage
Folgende Kapitel betreffen den Kühlungstyp: Offene Luftkühlung, Luft-Wasser und Luft-Luft
7.8 Wartung der KühleinheitenDie Kühleinheiten benötigen normalerweise kaum Wartung, es wird jedoch wirdempfohlen, ihren Zustand regelmäßig zu überprüfen, um einen problemlosen Betriebsicherzustellen.
Der Zustand des Materials zur Geräuschdämmung in Wärmetauschern undLuftschalldämpfern sollte regelmäßig überprüft werden. Falls das Material porösaussieht oder bereits Risse aufweist, muss es ausgetauscht werden und derWärmetauscher muss von allen losen Partikeln befreit werden, die die Luftzufuhrverstopfen könnten.
Sicherheitsvorschriften Wartung - 963BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Folgendes Kapitel betrifft den Kühlungstyp: Offene Luftkühlung
7.8.1 Wartungsanweisungen für Maschinen mit offener LuftkühlungDie Kühlluft wird normalerweise mit Hilfe eines externen Lüfters und/oder desLäuferlüfters zirkuliert. Der Lüfter kann auf der Welle angeordnet sein oder von einemseparaten Motor angetrieben werden. Es ist auch der Anschluss an ein externesKühlluftsystem möglich. Abhängig von der Auslegung der Maschine kann dieZirkulation axial symmetrisch oder asymmetrisch sein. Die Kühlluft muss so sauber wiemöglich sein, da in die Maschine eindringender Schmutz Verunreinigungen verursachtund die Kühlleistung reduziert.
Die oberen Abdeckungen der standardmäßig witterungsgeschützten Maschinenwerden gemäß der Spezifikation mit oder ohne Filter geliefert. Auf besondereBestellung wird die obere Abdeckung mit einem Differenzialdruckschalter zurÜberwachung des Filterzustandes versehen.
Wenn die Wicklungs- oder die Kühllufttemperaturdetektoren eine anormal hoheTemperatur anzeigen, muss das Kühlsystem überprüft werden. Kontrollieren Sie dabeiden Luftfilterzustand sowie die Luftzirkulation in der Maschine. Reinigen undkontrollieren Sie das Innere der Maschine routinemäßig bei Wartungsarbeiten und fallsProbleme auftreten.
Andere mögliche Ursachen für eine schlechte Leistung des Kühlsystems können ineiner erhöhten Umgebungstemperatur oder einer hohen Ansauglufttemperaturbestehen. Zusätzlich führen Funktionsstörungen des Schmierungssystems oder derLager zu hohen Lagertemperaturen.
Eine scheinbar hohe Temperatur kann auch durch ein Problem derTemperaturmessgeräte verursacht werden, siehe Kapitel 8.3.2 Pt-100Widerstandstemperaturdetektoren.
7.8.1.1 Reinigung der Filter
Die Filter sind regelmäßig zu reinigen. Das Reinigungsintervall hängt von derSauberkeit der Umgebungsluft ab. Wenn die Temperaturdetektoren in der Wicklungeine anormale Temperatur anzeigen, die sich dem Alarmpegel nähert, müssen dieFilter gereinigt werden.
Wenn ein Überwachungssystem für den Filterdifferenzialdruck verwendet wird, sind dieFilter im Falle eines Druckalarms auszutauschen. Der Alarm wird ausgelöst, wenn 50%der Luftfilteroberfläche verstopft sind. Das Bedienungspersonal sollte die Filter auchmanuell häufig untersuchen.
Bauen Sie die Luftfilter für die Reinigung aus. Wenn die Umgebungsluft ausreichendsauber ist, können die Filter während des Betriebs gewechselt werden. Sie müssenregelmäßig gereinigt werden, indem sie zuerst von der Einlass- und danach von derAuslassseite her abgesaugt werden. Zusätzlich sollten Sie regelmäßig mit klaremWasser gewaschen werden, um Schmutz zu beseitigen, der durch das Absaugen nichtentfernt wurde. Bei starken Fettkonzentrationen müssen die Filter mit einerWaschmittellösung gewaschen werden. Diese Lösung muss gründlich ausgespültwerden, bevor der Filter wieder in Betrieb genommen wird. Achten Sie darauf, dieLuftfilter richtig herum einzubauen, so dass die Pfeile auf dem Luftfilterrahmen dieLuftströmungsrichtung anzeigen. Manche Filter können in beiden Richtungeneingebaut werden. Siehe auch Informationen des Luftfilterherstellers.
97 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
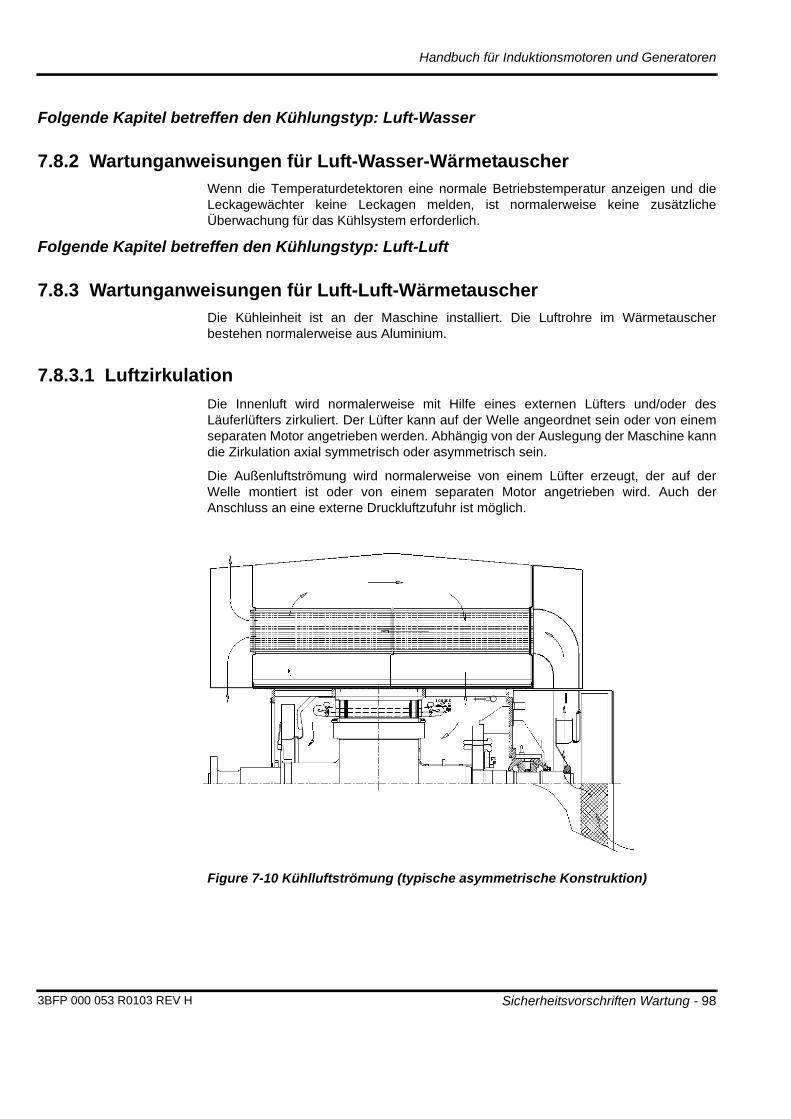
Handbuch für Induktionsmotoren und Generatoren
Folgende Kapitel betreffen den Kühlungstyp: Luft-Wasser
7.8.2 Wartunganweisungen für Luft-Wasser-WärmetauscherWenn die Temperaturdetektoren eine normale Betriebstemperatur anzeigen und dieLeckagewächter keine Leckagen melden, ist normalerweise keine zusätzlicheÜberwachung für das Kühlsystem erforderlich.
Folgende Kapitel betreffen den Kühlungstyp: Luft-Luft
7.8.3 Wartunganweisungen für Luft-Luft-WärmetauscherDie Kühleinheit ist an der Maschine installiert. Die Luftrohre im Wärmetauscherbestehen normalerweise aus Aluminium.
7.8.3.1 Luftzirkulation
Die Innenluft wird normalerweise mit Hilfe eines externen Lüfters und/oder desLäuferlüfters zirkuliert. Der Lüfter kann auf der Welle angeordnet sein oder von einemseparaten Motor angetrieben werden. Abhängig von der Auslegung der Maschine kanndie Zirkulation axial symmetrisch oder asymmetrisch sein.
Die Außenluftströmung wird normalerweise von einem Lüfter erzeugt, der auf derWelle montiert ist oder von einem separaten Motor angetrieben wird. Auch derAnschluss an eine externe Druckluftzufuhr ist möglich.
Figure 7-10 Kühlluftströmung (typische asymmetrische Konstruktion)
Sicherheitsvorschriften Wartung - 983BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Die Maschine kann mit einem oder mehreren Temperaturdetektoren zu Überwachungder internen Kühlluft ausgestattet sein. Solange die Temperaturdetektoren einenormale Temperatur anzeigen, ist normalerweise keine Wartung außer derregelmäßigen Inspektion des Kühlsystems erforderlich.
Sollten die Temperaturdetektoren eine anormale oder nahe beim Alarmpegel liegendeWicklungs- oder Kühllufttemperatur anzeigen, so muss das Kühlsystem geprüftwerden. Falls die Kühler gereinigt werden müssen, befolgen Sie bitte dienachstehenden Anweisungen.
7.8.3.2 Reinigung
Mit der Zeit tritt eine gewisse Verschmutzung der Kühlfläche und der Rohrwand auf,wodurch sich die Kühlleistung verringert. Der Wärmetauscher muss daher inregelmäßigen Abständen, die abhängig von den Lufteigenschaften von Fall zu Fallfestgelegt werden, gereinigt werden. Während der anfänglichen Betriebszeit ist derWärmetauscher häufig zu kontrollieren.
Blasen Sie den Wärmetauscher mit Druckluft sauber oder reinigen Sie ihn mit einergeeigneten Bürste. Verwenden Sie in Aluminiumrohren keine Stahlbürste, da diese dieRohre beschädigen kann; eine weiche runde Messingdrahtbürste kann stattdessenverwendet werden.
7.8.4 Wartung der externen GebläsemotorenDie externen Gebläsemotoren sind wartungsfreie Einheiten, d. h. ihre Lager sind aufLebenszeit geschmiert. Es empfiehlt sich jedoch, einen Gebläsemotor als Ersatzteil aufLager zu halten. Die Wartung des Gebläsemotors erfolgt gemäß dem Motorhandbuch.
7.9 Reparatur, Zerlegung und WiederzusammenbauAlle mit Reparatur, Demontage und Montage verbundenen Arbeiten sollten vonspeziell geschultem Fachpersonal durchgeführt werden. Wenden Sie sich für weitereInformationen an den Kundendienst, siehe Kapitel 9.1.3 Kontaktinformationen fürMotoren- und Generatoren-Service.
Folgender Hinweis betrifft die Schutzart: Alle Maschinen für Gefahrenbereiche
BEMERKUNG:Machines in hazardous areas must only be serviced by repair shops qualified and authorized by ABB.
Nach dem Hinweis für den Rotortyp: Permanentmagnet
BEMERKUNG:Wenden Sie sich bei der Demontage einer Synchronmaschine mit Permanentmagnet immer für weitere Anweisungen an den ABB Motoren- und Generatoren-Service.
99 - Wartung Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
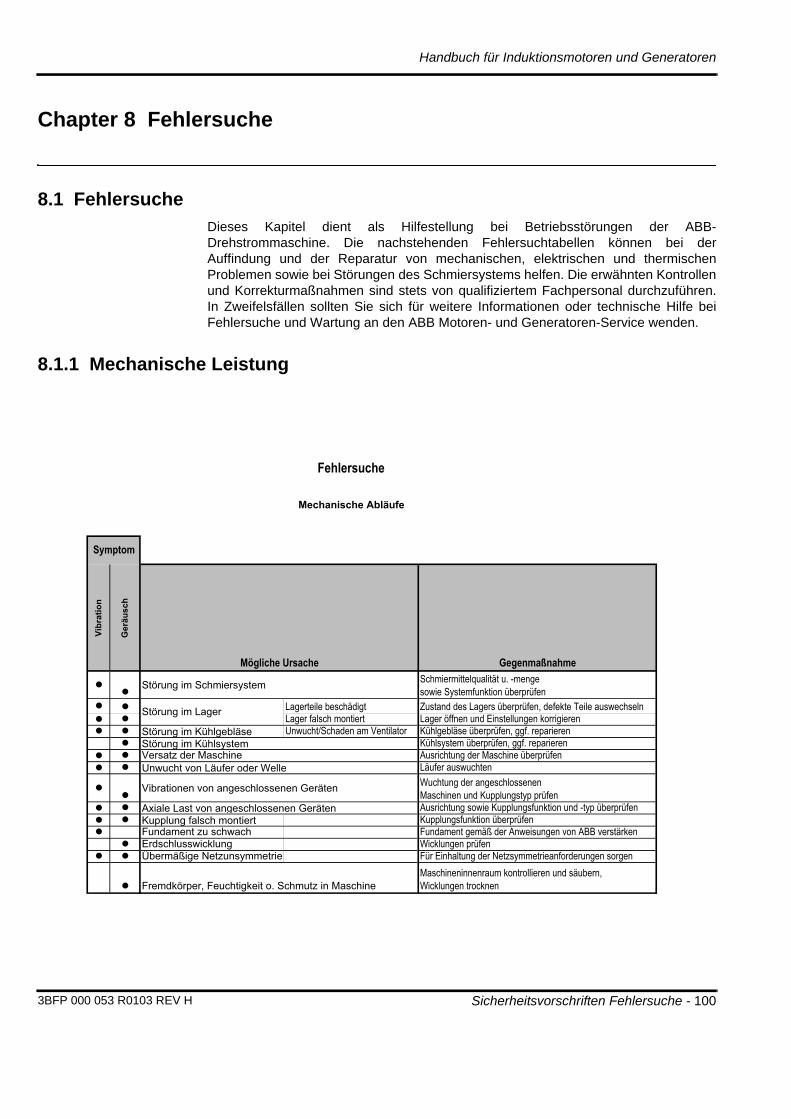
Handbuch für Induktionsmotoren und Generatoren
Chapter 8 Fehlersuche
8.1 FehlersucheDieses Kapitel dient als Hilfestellung bei Betriebsstörungen der ABB-Drehstrommaschine. Die nachstehenden Fehlersuchtabellen können bei derAuffindung und der Reparatur von mechanischen, elektrischen und thermischenProblemen sowie bei Störungen des Schmiersystems helfen. Die erwähnten Kontrollenund Korrekturmaßnahmen sind stets von qualifiziertem Fachpersonal durchzuführen.In Zweifelsfällen sollten Sie sich für weitere Informationen oder technische Hilfe beiFehlersuche und Wartung an den ABB Motoren- und Generatoren-Service wenden.
8.1.1 Mechanische Leistung
Fehlersuche
Mechanische Abläufe
Vibr
atio
n
Ger
äusc
h
Störung im Schmiersystem
Lagerteile beschädigt Zustand des Lagers überprüfen, defekte Teile auswechselnLager falsch montiert Lager öffnen und Einstellungen korrigieren
Störung im Kühlgebläse Unwucht/Schaden am Ventilator Kühlgebläse überprüfen, ggf. reparierenStörung im Kühlsystem Kühlsystem überprüfen, ggf. reparierenVersatz der Maschine Ausrichtung der Maschine überprüfenUnwucht von Läufer oder Welle Läufer auswuchten
Vibrationen von angeschlossenen Geräten
Axiale Last von angeschlossenen Geräten Ausrichtung sowie Kupplungsfunktion und -typ überprüfenKupplung falsch montiert Kupplungsfunktion überprüfenFundament zu schwach Fundament gemäß der Anweisungen von ABB verstärkenErdschlusswicklung Wicklungen prüfenÜbermäßige Netzunsymmetrie Für Einhaltung der Netzsymmetrieanforderungen sorgen
Fremdkörper, Feuchtigkeit o. Schmutz in Maschine
Wuchtung der angeschlossenenMaschinen und Kupplungstyp prüfen
Maschineninnenraum kontrollieren und säubern, Wicklungen trocknen
Symptom
Gegenmaßnahme
Störung im Lager
Mögliche UrsacheSchmiermittelqualität u. -menge sowie Systemfunktion überprüfen
Sicherheitsvorschriften Fehlersuche - 1003BFP 000 053 R0103 REV H
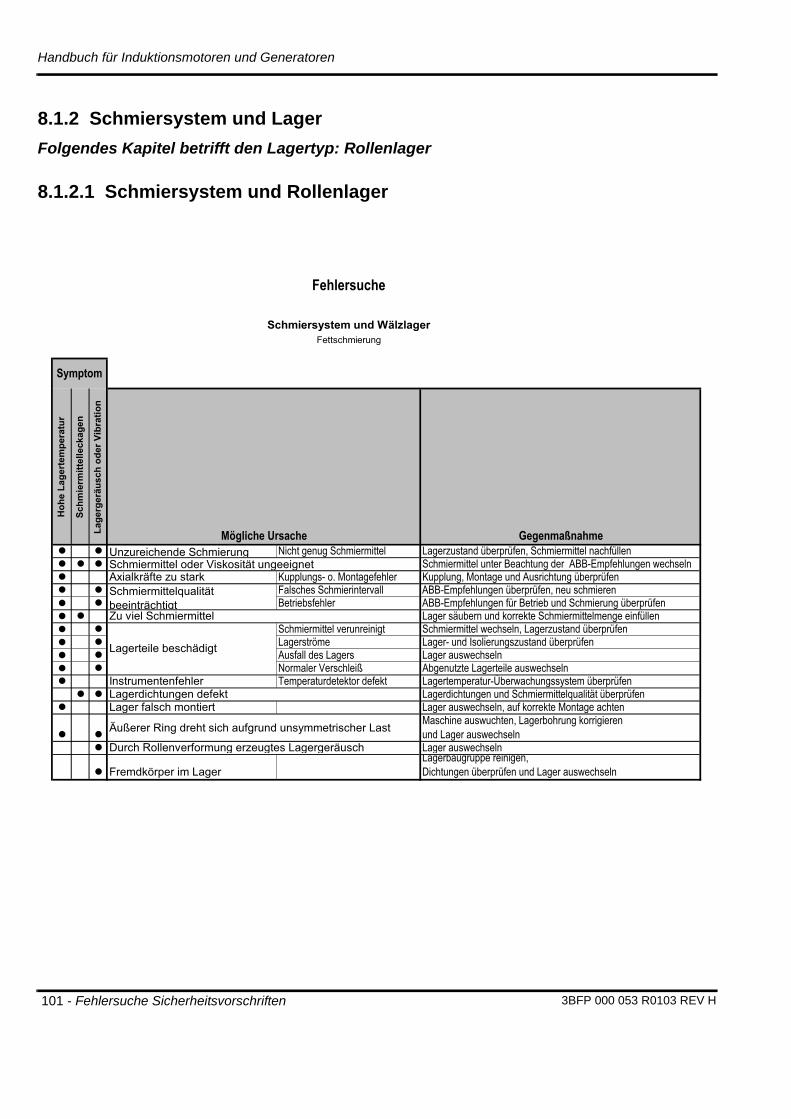
Handbuch für Induktionsmotoren und Generatoren
8.1.2 Schmiersystem und Lager
Folgendes Kapitel betrifft den Lagertyp: Rollenlager
8.1.2.1 Schmiersystem und Rollenlager
Fehlersuche
Schmiersystem und WälzlagerFettschmierung
Hoh
e La
gert
empe
ratu
r
Schm
ierm
ittel
leck
agen
Lage
rger
äusc
h od
er V
ibra
tion
� � Unzureichende Schmierung Nicht genug Schmiermittel Lagerzustand überprüfen, Schmiermittel nachfüllen� � � Schmiermittel oder Viskosität ungeeignet Schmiermittel unter Beachtung der ABB-Empfehlungen wechseln� Axialkräfte zu stark Kupplungs- o. Montagefehler Kupplung, Montage und Ausrichtung überprüfen� � Falsches Schmierintervall ABB-Empfehlungen überprüfen, neu schmieren� � Betriebsfehler ABB-Empfehlungen für Betrieb und Schmierung überprüfen� � Zu viel Schmiermittel Lager säubern und korrekte Schmiermittelmenge einfüllen� � Schmiermittel verunreinigt Schmiermittel wechseln, Lagerzustand überprüfen� � Lagerströme Lager- und Isolierungszustand überprüfen� � Ausfall des Lagers Lager auswechseln� � Normaler Verschleiß Abgenutzte Lagerteile auswechseln� Instrumentenfehler Temperaturdetektor defekt Lagertemperatur-Überwachungssystem überprüfen
� � Lagerdichtungen defekt Lagerdichtungen und Schmiermittelqualität überprüfen� Lager falsch montiert Lager auswechseln, auf korrekte Montage achten
� �Äußerer Ring dreht sich aufgrund unsymmetrischer Last
� Durch Rollenverformung erzeugtes Lagergeräusch Lager auswechseln
� Fremdkörper im Lager
Maschine auswuchten, Lagerbohrung korrigierenund Lager auswechseln
Lagerbaugruppe reinigen,Dichtungen überprüfen und Lager auswechseln
Symptom
Mögliche Ursache Gegenmaßnahme
Lagerteile beschädigt
Schmiermittelqualität beeinträchtigt
101 - Fehlersuche Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
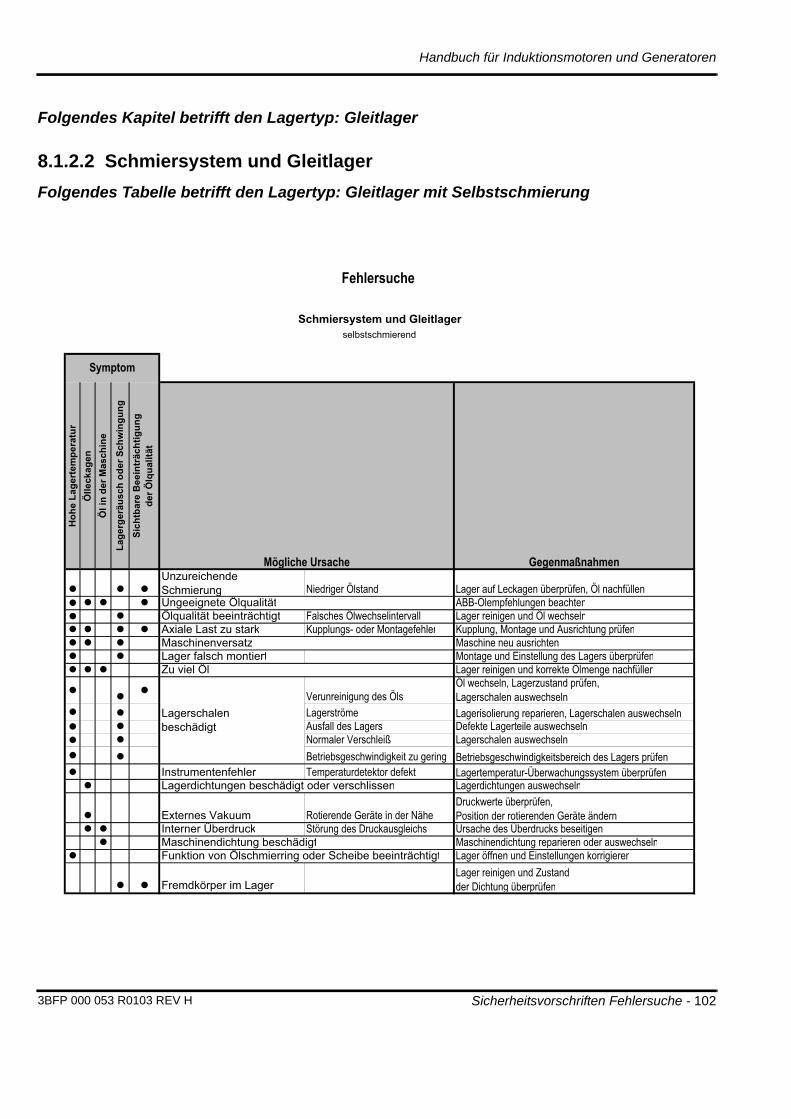
Handbuch für Induktionsmotoren und Generatoren
Folgendes Kapitel betrifft den Lagertyp: Gleitlager
8.1.2.2 Schmiersystem und Gleitlager
Folgendes Tabelle betrifft den Lagertyp: Gleitlager mit Selbstschmierung
Fehlersuche
Schmiersystem und Gleitlagerselbstschmierend
Hoh
e La
gert
empe
ratu
rÖ
lleck
agen
Öl i
n de
r Mas
chin
e
Lage
rger
äusc
h od
er S
chw
ingu
ng
Sich
tbar
e B
eein
träc
htig
ung
der Ö
lqua
lität
UnzureichendeSchmierung Niedriger Ölstand Lager auf Leckagen überprüfen, Öl nachfüllenUngeeignete Ölqualität ABB-Ölempfehlungen beachtenÖlqualität beeinträchtigt Falsches Ölwechselintervall Lager reinigen und Öl wechselnAxiale Last zu stark Kupplungs- oder Montagefehler Kupplung, Montage und Ausrichtung prüfenMaschinenversatz Maschine neu ausrichtenLager falsch montiert Montage und Einstellung des Lagers überprüfenZu viel Öl Lager reinigen und korrekte Ölmenge nachfüllen
Verunreinigung des ÖlsLagerströmeAusfall des Lagers Defekte Lagerteile auswechselnNormaler Verschleiß Lagerschalen auswechselnBetriebsgeschwindigkeit zu gering
Instrumentenfehler Temperaturdetektor defektLagerdichtungen beschädigt oder verschlissen Lagerdichtungen auswechseln
Externes Vakuum Rotierende Geräte in der NäheInterner Überdruck Störung des Druckausgleichs Ursache des Überdrucks beseitigenMaschinendichtung beschädigt Maschinendichtung reparieren oder auswechselnFunktion von Ölschmierring oder Scheibe beeinträchtigt Lager öffnen und Einstellungen korrigieren
Fremdkörper im LagerLager reinigen und Zustandder Dichtung überprüfen
Druckwerte überprüfen, Position der rotierenden Geräte ändern
Lagerschalenbeschädigt
Symptom
GegenmaßnahmenMögliche Ursache
Öl wechseln, Lagerzustand prüfen,Lagerschalen auswechselnLagerisolierung reparieren, Lagerschalen auswechseln
Betriebsgeschwindigkeitsbereich des Lagers prüfenLagertemperatur-Überwachungssystem überprüfen
Sicherheitsvorschriften Fehlersuche - 1023BFP 000 053 R0103 REV H
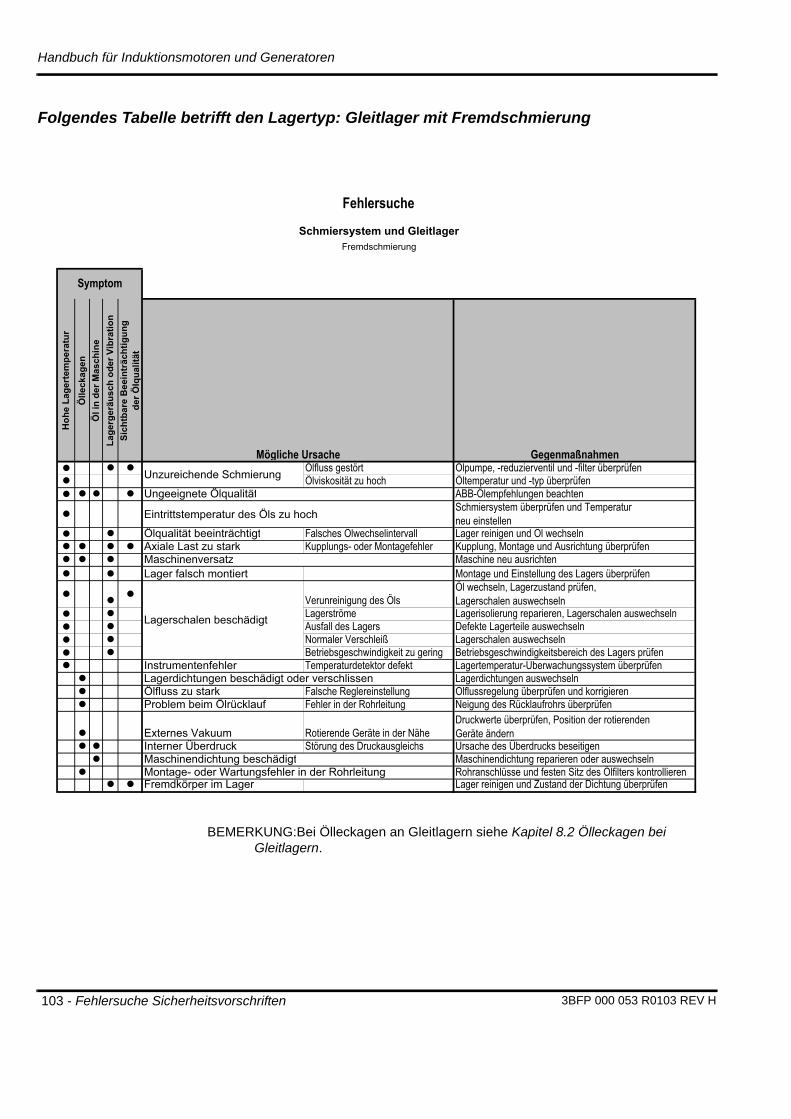
Handbuch für Induktionsmotoren und Generatoren
Folgendes Tabelle betrifft den Lagertyp: Gleitlager mit Fremdschmierung
BEMERKUNG:Bei Ölleckagen an Gleitlagern siehe Kapitel 8.2 Ölleckagen bei Gleitlagern.
Fehlersuche
Schmiersystem und GleitlagerFremdschmierung
Hoh
e La
gert
empe
ratu
r
Ölle
ckag
enÖ
l in
der M
asch
ine
Lage
rger
äusc
h od
er V
ibra
tion
Sich
tbar
e B
eein
träc
htig
ung
der Ö
lqua
lität
Ölfluss gestört Ölpumpe, -reduzierventil und -filter überprüfenÖlviskosität zu hoch Öltemperatur und -typ überprüfen
Ungeeignete Ölqualität ABB-Ölempfehlungen beachten
Eintrittstemperatur des Öls zu hoch
Ölqualität beeinträchtigt Falsches Ölwechselintervall Lager reinigen und Öl wechselnAxiale Last zu stark Kupplungs- oder Montagefehler Kupplung, Montage und Ausrichtung überprüfenMaschinenversatz Maschine neu ausrichtenLager falsch montiert Montage und Einstellung des Lagers überprüfen
Verunreinigung des ÖlsLagerströme Lagerisolierung reparieren, Lagerschalen auswechselnAusfall des Lagers Defekte Lagerteile auswechselnNormaler Verschleiß Lagerschalen auswechselnBetriebsgeschwindigkeit zu gering Betriebsgeschwindigkeitsbereich des Lagers prüfen
Instrumentenfehler Temperaturdetektor defekt Lagertemperatur-Überwachungssystem überprüfenLagerdichtungen beschädigt oder verschlissen Lagerdichtungen auswechselnÖlfluss zu stark Falsche Reglereinstellung Ölflussregelung überprüfen und korrigierenProblem beim Ölrücklauf Fehler in der Rohrleitung Neigung des Rücklaufrohrs überprüfen
Externes Vakuum Rotierende Geräte in der NäheInterner Überdruck Störung des Druckausgleichs Ursache des Überdrucks beseitigenMaschinendichtung beschädigt Maschinendichtung reparieren oder auswechselnMontage- oder Wartungsfehler in der Rohrleitung Rohranschlüsse und festen Sitz des Ölfilters kontrollierenFremdkörper im Lager Lager reinigen und Zustand der Dichtung überprüfen
Druckwerte überprüfen, Position der rotierenden Geräte ändern
Lagerschalen beschädigt
Symptom
GegenmaßnahmenMögliche UrsacheUnzureichende Schmierung
Schmiersystem überprüfen und Temperatur neu einstellen
Öl wechseln, Lagerzustand prüfen, Lagerschalen auswechseln
103 - Fehlersuche Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
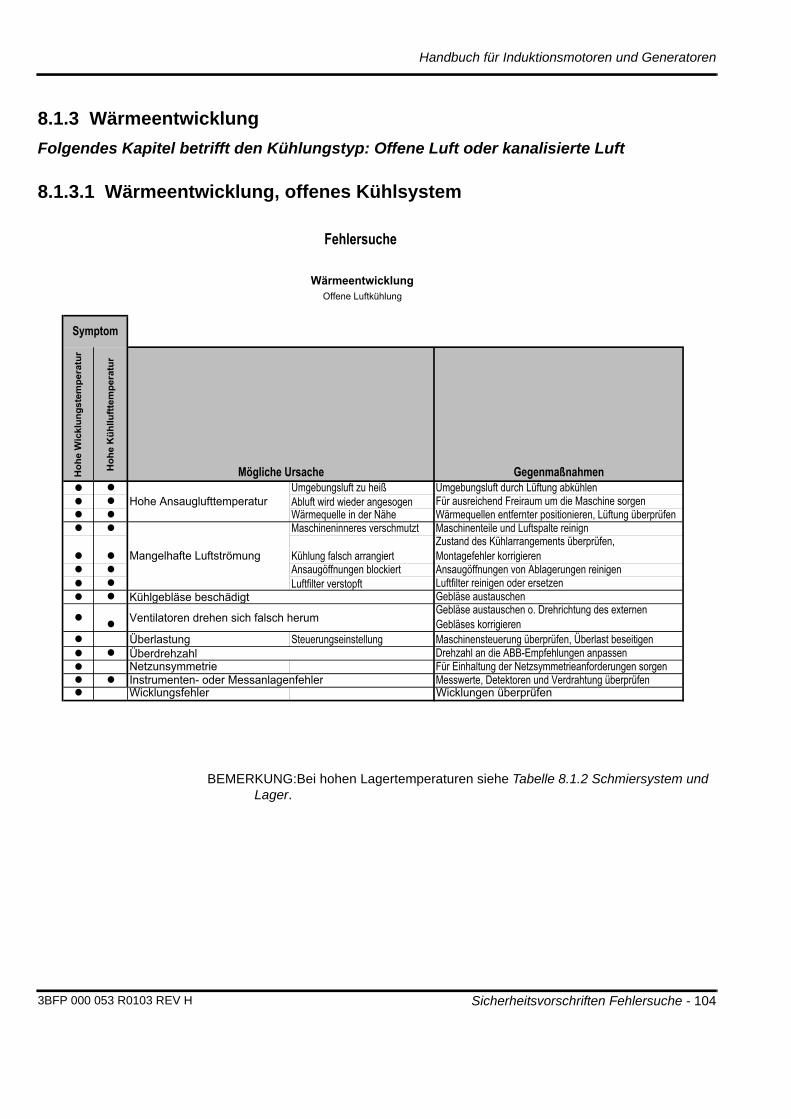
Handbuch für Induktionsmotoren und Generatoren
8.1.3 Wärmeentwicklung
Folgendes Kapitel betrifft den Kühlungstyp: Offene Luft oder kanalisierte Luft
8.1.3.1 Wärmeentwicklung, offenes Kühlsystem
BEMERKUNG:Bei hohen Lagertemperaturen siehe Tabelle 8.1.2 Schmiersystem und Lager.
Fehlersuche
WärmeentwicklungOffene Luftkühlung
Hoh
e W
ickl
ungs
tem
pera
tur
Hoh
e K
ühllu
fttem
pera
tur
Umgebungsluft zu heiß Umgebungsluft durch Lüftung abkühlenAbluft wird wieder angesogen Für ausreichend Freiraum um die Maschine sorgenWärmequelle in der Nähe Wärmequellen entfernter positionieren, Lüftung überprüfenMaschineninneres verschmutzt Maschinenteile und Luftspalte reinign
Kühlung falsch arrangiertAnsaugöffnungen blockiert Ansaugöffnungen von Ablagerungen reinigenLuftfilter verstopft Luftfilter reinigen oder ersetzen
Kühlgebläse beschädigt Gebläse austauschen
Ventilatoren drehen sich falsch herum
Überlastung Steuerungseinstellung Maschinensteuerung überprüfen, Überlast beseitigenÜberdrehzahl Drehzahl an die ABB-Empfehlungen anpassenNetzunsymmetrie Für Einhaltung der Netzsymmetrieanforderungen sorgenInstrumenten- oder Messanlagenfehler Messwerte, Detektoren und Verdrahtung überprüfenWicklungsfehler Wicklungen überprüfen
Gebläse austauschen o. Drehrichtung des externen Gebläses korrigieren
Mangelhafte Luftströmung
Symptom
Mögliche Ursache Gegenmaßnahmen
Hohe Ansauglufttemperatur
Zustand des Kühlarrangements überprüfen, Montagefehler korrigieren
Sicherheitsvorschriften Fehlersuche - 1043BFP 000 053 R0103 REV H
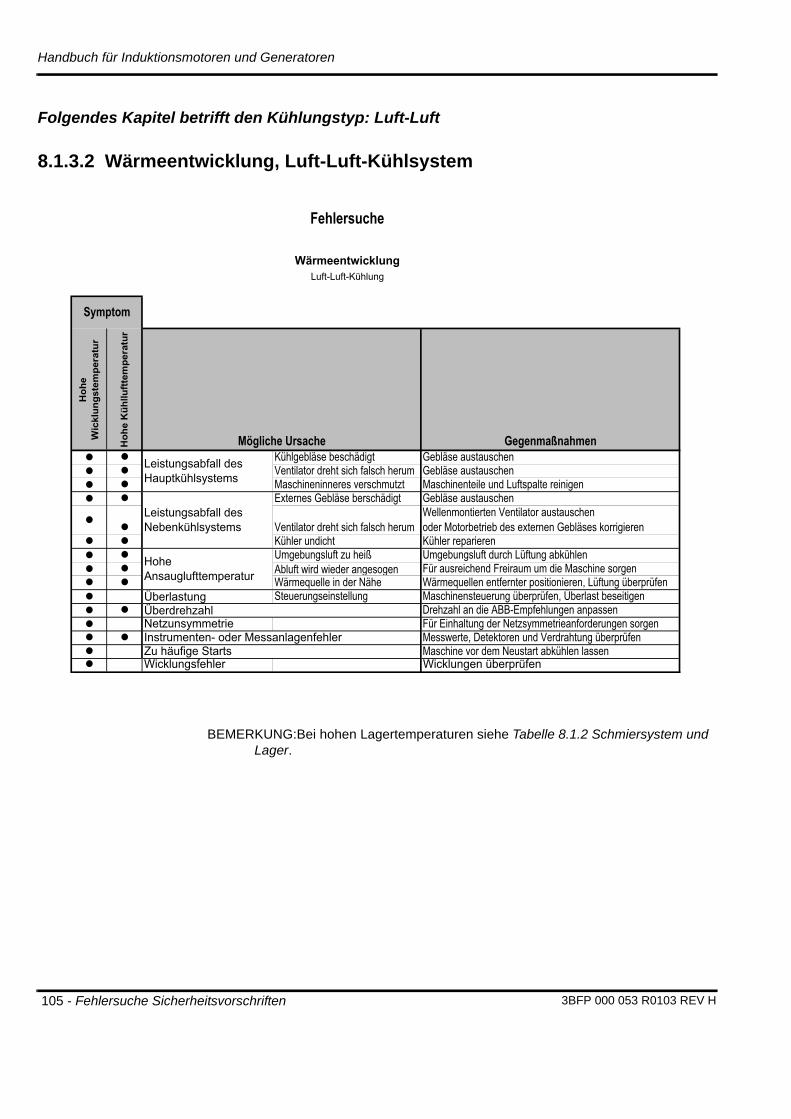
Handbuch für Induktionsmotoren und Generatoren
Folgendes Kapitel betrifft den Kühlungstyp: Luft-Luft
8.1.3.2 Wärmeentwicklung, Luft-Luft-Kühlsystem
BEMERKUNG:Bei hohen Lagertemperaturen siehe Tabelle 8.1.2 Schmiersystem und Lager.
Fehlersuche
WärmeentwicklungLuft-Luft-Kühlung
Hoh
e W
ickl
ungs
tem
pera
tur
Hoh
e K
ühllu
fttem
pera
tur
Kühlgebläse beschädigt Gebläse austauschenVentilator dreht sich falsch herum Gebläse austauschenMaschineninneres verschmutzt Maschinenteile und Luftspalte reinigenExternes Gebläse berschädigt Gebläse austauschen
Ventilator dreht sich falsch herumKühler undicht Kühler reparierenUmgebungsluft zu heiß Umgebungsluft durch Lüftung abkühlenAbluft wird wieder angesogen Für ausreichend Freiraum um die Maschine sorgenWärmequelle in der Nähe Wärmequellen entfernter positionieren, Lüftung überprüfen
Überlastung Steuerungseinstellung Maschinensteuerung überprüfen, Überlast beseitigenÜberdrehzahl Drehzahl an die ABB-Empfehlungen anpassenNetzunsymmetrie Für Einhaltung der Netzsymmetrieanforderungen sorgenInstrumenten- oder Messanlagenfehler Messwerte, Detektoren und Verdrahtung überprüfenZu häufige Starts Maschine vor dem Neustart abkühlen lassenWicklungsfehler Wicklungen überprüfen
HoheAnsauglufttemperatur
Leistungsabfall des Nebenkühlsystems
Gegenmaßnahmen
Symptom
Leistungsabfall des Hauptkühlsystems
Mögliche Ursache
Wellenmontierten Ventilator austauschen oder Motorbetrieb des externen Gebläses korrigieren
105 - Fehlersuche Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
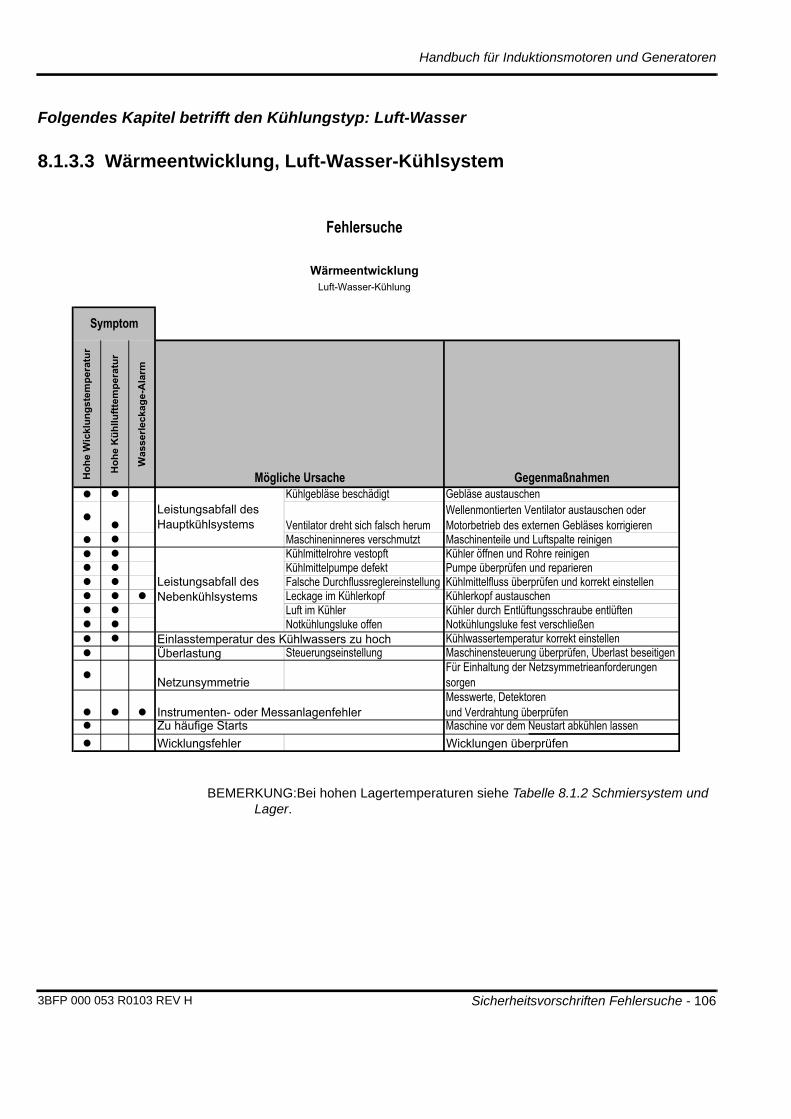
Handbuch für Induktionsmotoren und Generatoren
Folgendes Kapitel betrifft den Kühlungstyp: Luft-Wasser
8.1.3.3 Wärmeentwicklung, Luft-Wasser-Kühlsystem
BEMERKUNG:Bei hohen Lagertemperaturen siehe Tabelle 8.1.2 Schmiersystem und Lager.
Fehlersuche
WärmeentwicklungLuft-Wasser-Kühlung
Hoh
e W
ickl
ungs
tem
pera
tur
Hoh
e K
ühllu
fttem
pera
tur
Was
serle
ckag
e-A
larm
Kühlgebläse beschädigt Gebläse austauschen
Ventilator dreht sich falsch herumMaschineninneres verschmutzt Maschinenteile und Luftspalte reinigenKühlmittelrohre vestopft Kühler öffnen und Rohre reinigenKühlmittelpumpe defekt Pumpe überprüfen und reparierenFalsche Durchflussreglereinstellung Kühlmittelfluss überprüfen und korrekt einstellenLeckage im Kühlerkopf Kühlerkopf austauschenLuft im Kühler Kühler durch Entlüftungsschraube entlüftenNotkühlungsluke offen Notkühlungsluke fest verschließen
Einlasstemperatur des Kühlwassers zu hoch Kühlwassertemperatur korrekt einstellenÜberlastung Steuerungseinstellung Maschinensteuerung überprüfen, Überlast beseitigen
Netzunsymmetrie
Instrumenten- oder MessanlagenfehlerZu häufige Starts Maschine vor dem Neustart abkühlen lassenWicklungsfehler Wicklungen überprüfen
Messwerte, Detektoren und Verdrahtung überprüfen
Für Einhaltung der Netzsymmetrieanforderungen sorgen
Leistungsabfall des Nebenkühlsystems
Symptom
Gegenmaßnahmen
Leistungsabfall des Hauptkühlsystems
Mögliche Ursache
Wellenmontierten Ventilator austauschen oderMotorbetrieb des externen Gebläses korrigieren
Sicherheitsvorschriften Fehlersuche - 1063BFP 000 053 R0103 REV H
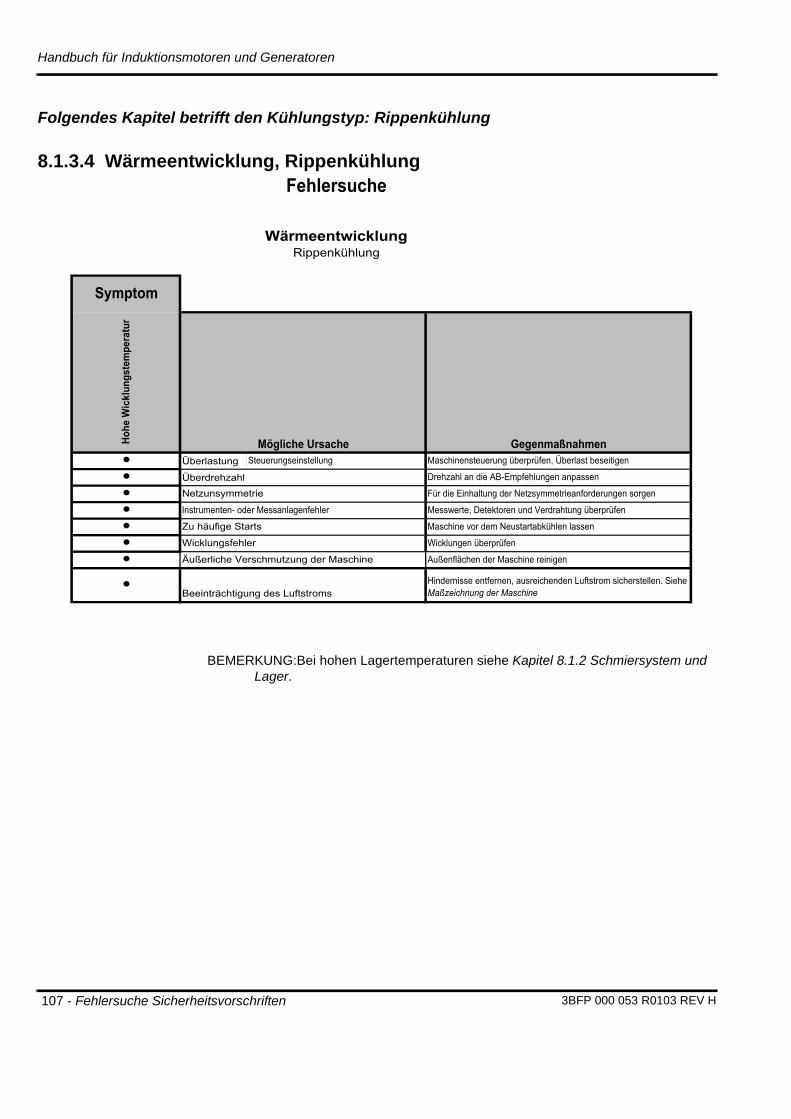
Handbuch für Induktionsmotoren und Generatoren
Folgendes Kapitel betrifft den Kühlungstyp: Rippenkühlung
8.1.3.4 Wärmeentwicklung, Rippenkühlung
BEMERKUNG:Bei hohen Lagertemperaturen siehe Kapitel 8.1.2 Schmiersystem und Lager.
Fehlersuche
WärmeentwicklungRippenkühlung
Überlastung Steuerungseinstellung Maschinensteuerung überprüfen, Überlast beseitigen
Überdrehzahl Drehzahl an die AB-Empfehlungen anpassenNetzunsymmetrie Für die Einhaltung der Netzsymmetrieanforderungen sorgenInstrumenten- oder Messanlagenfehler Messwerte, Detektoren und Verdrahtung überprüfenZu häufige Starts Maschine vor dem Neustartabkühlen lassen
Wicklungen überprüfenÄußerliche Verschmutzung der Maschine Außenflächen der Maschine reinigen
Beeinträchtigung des LuftstromsHindernisse entfernen, ausreichenden Luftstrom sicherstellen. Siehe Maßzeichnung der Maschine
Wicklungsfehler
Symptom
Hohe
Wic
klun
gste
mpe
ratu
r
Mögliche Ursache Gegenmaßnahmen
107 - Fehlersuche Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Folgende Kapitel betreffen den Lagertyp: Gleitlager
8.2 Ölleckagen bei GleitlagernDie Konstruktion eines Gleitlagers ist so beschaffen, dass es äußerst schwierig ist,Ölleckagen völlig zu vermeiden. In geringem Umfang auftretende Leckagen könnendaher toleriert werden.
Ölleckagen können jedoch auch aus Gründen auftreten, die nicht mit derLagerkonstruktion zusammenhängen, wie z. B. inkorrekte Ölviskosität, Überdruck imLager, Unterdruck außerhalb des Lagers oder starke Vibrationen am Lager.
Bei übermäßigen Leckagen überprüfen Sie bitte folgende Dinge:
• Vergewissern Sie sich, dass das verwendete Öl den Spezifikationen entspricht
• Ziehen Sie die Lagergehäusehälften und den Labyrinthdichtungsdeckel fest. Dies ist besonders nach einem längeren Stillstand der Maschine wichtig.
• Messen Sie die Vibrationen des undichten Lagers in drei Richtungen unter voller Last. Wenn der Vibrationspegel hoch ist, kann sich das Lagergehäuse weit genug öffnen, dass Öl das Dichtmittel zwischen den Gehäusehälften wegspülen kann
• Öffnen Sie das Lager, reinigen Sie die Kontaktoberflächen und tragen Sie neues Dichtmittel zwischen den Lagergehäusehälften auf.
• Eliminieren Sie eventuelle Niederdruckursachen in der Nähe des Lagers. Beispielsweise kann eine Wellen- oder Kupplungsabdeckung so beschaffen sein, dass sie einen niedrigen Druck in der Nähe des Lagers verursacht
• Stellen Sie sicher, dass im Inneren des Lagers kein Überdruck herrscht. Überdruck kann durch die Ölauslassleitung von der Schmierungseinheit in das Lager gelangen. Sorgen Sie für Entlüftungen am Lagergehäuse, um den Überdruck aus dem Lager abzulassen
• Prüfen Sie im Fall eines Fremdschmiersystems, ob das Gefälle der Ölauslassleitungen ausreicht.
Falls das Leckagenproblem durch keinen der obigen Punkte behoben werden kannund die nachfolgenden Punkte geprüft wurden, füllen Sie bitte dasLeckagenmeldeformular der Fa. RENK Gleitlager aus und senden Sie es an denzuständigen Motoren- und Generatoren-Service.
8.2.1 ÖlDamit die Lager ordnungsgemäß funktionieren, muss das Öl bestimmte Kriterienerfüllen, darunter Viskosität und Sauberkeit. Siehe Kapitel 7.5.2.2Schmiermittelkontrolle und Kapitel 7.5.2.3 Empfohlene Kontrollwerte für dasSchmieröl.
Viskosität
Die Lager sind dafür ausgelegt, mit einem Öl der in der Maschinendokumentationangegebenen Viskosität zu laufen.
Inkorrekte Viskosität führt zu Schmierungsausfällen und kann die Lager und die Wellebeschädigen.
Sicherheitsvorschriften Fehlersuche - 1083BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
8.2.2 GleitlagerDie in Drehstrommaschinen verwendeten Gleitlager sind oft "Standardlager", die fürzahlreiche Anwendungen verwendet werden. Die Ursache für eventuelle Leckagen istdaher gewöhnlich nicht in der Lagerkonstruktion selbst zu suchen.
Das Lager besteht allerdings aus mehreren Teilen, und die Verbindungsflächenzwischen diesen können aufgrund fehlerhaften Zusammenbaus oder mangelndenDichtmittels undicht sein.
Lagergehäuse
Das Lagergehäuse ist aus einer oberen und einer unteren Hälfte zusammengesetzt.Zusätzlich sind Labyrinthdichtungen am Welleneingang des Lagergehäusesangebracht. Diese Konstruktion ist nicht vollständig hermetisch dicht, weshalb sehrgeringe Leckagen toleriert werden müssen.
Das Ausmaß der Leckage für selbstschmierende Lager ist tolerabel, solange keineNachfüllung vor Ablauf des normalen Ölwechselintervalls benötigt wird.
Das Öl kann auf zwei Wegen aus dem Lager austreten:
• Durch die Labyrinthdichtungen
• Durch die Trennlinie des Lagergehäuses.
Dichtmittel
Um zu verhindern, dass das Öl durch die Trennlinie aus dem Lager austritt, wirdentlang der Linie ein Dichtmittel aufgetragen. ABB empfiehlt hierfür Hylomar BlueHeavy. Curil T oder äquivalente Mittel können ebenfalls verwendet werden.
8.2.3 Überprüfung der LagerFalls vermutet wird, dass das Lagergehäuse selbst undicht ist, können folgendeSchritte unternommen werden:
1. Festziehen des Lagergehäuses
Dies ist besonders während der Inbetriebnahme der Maschine oder nach längeremStillstand wichtig, da sich die Teile gelockert haben können.
Wenn die Lagergehäusehälften nicht fest zusammengefügt sind, kann das Öl dasDichtmittel aus der Trennlinie wegspülen, da sich die Teile gelockert haben.
2. Öffnen Sie das Lagergehäuse
Sie können das Lagergehäuse öffnen und neues Dichtmittel auf die Trennlinienauftragen. Achten Sie hierbei darauf, dass kein Schmutz oder Fremdkörper in dasLager eindringt. Die Trennlinien müssen vollständig entfettet werden, bevor eine dünneSchicht Dichtmittel aufgetragen wird.
109 - Fehlersuche Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Folgendes Kapitel betrifft den Lagertyp: Gleitlager mit Fremdschmierung
8.2.4 Ölbehälter und ÖlleitungenEin separater Ölbehälter und separate Ölleitungen werden nur bei fremdgeschmiertenLagern verwendet.
Ölbehälter
Der Ölbehälter kann entweder ein separater Behälter sein oder aus demKurbelgehäuse eines Dieselmotors bestehen. In beiden Fällen muss der Behälterdeutlich unterhalb der Lager angeordnet sein, damit das Öl von den Lagern zumBehälter fließen kann.
Der Ölbehälter muss so konstruiert sein, dass kein Druck vom Behälter in dieÖlrückleitung zum Lager eintreten kann.
Ölleitungen
Die Ölrückleitung dient zum Rückleiten des Öls zum Ölbehälter mit geringstmöglichemWiderstand. Dies wird normalerweise erreicht, indem ein Rohr mit einem ausreichendgroßen Durchmesser verwendet wird, so dass basierend auf dem Rohrquerschnitt dieStrömung des Öls in der Rückleitung 0,15 m/s (6 Zoll/s) nicht überschreitet.
Installieren Sie die Ölauslassleitungen unterhalb der Lager mit einem Mindestwinkelvon 15°, was einer Neigung von 250 - 300 mm/m (3 – 3½ Zoll/Fuß) entspricht.
Das Zusammensetzen der Leitung muss so erfolgen, dass die oben genannte Neigungan allen Stellen der Leitung vorliegt.
Folgendes Kapitel betrifft den Lagertyp: Gleitlager mit Fremdschmierung
8.2.5 Überprüfung des Ölbehälters und der ÖlleitungenFalls vermutet wird, dass die Leckage durch die Konstruktion des Ölbehälters oder derÖlleitungen bedingt ist, können folgende Schritte unternommen werden:
Druck im Ölbehälter
Der atmosphärische Druck im Ölbehälter ist zu überprüfen. Der Druck darf nicht größersein als der Druck außerhalb des Lagers. Bei Überdruck ist eine Entlüftung amÖlbehälter anzubringen.
Ölleitungen
Stellen Sie sicher, dass die Leitung einen ausreichenden Durchmesser aufweist, nichtverstopft ist und dass die gesamte Ölrückleitung ausreichend abwärts geneigt ist.
Sicherheitsvorschriften Fehlersuche - 1103BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
8.2.6 VerwendungNeben installations- sind auch verwendungsbedingte Leckagen möglich.
Folgende Absätze betreffen den Lagertyp: Gleitlager mit Fremdschmierung
Öldruck
Der Einlassöldruck wird für jedes Lager gemäß dem gewünschten Ölfluss berechnetund muss während der Inbetriebnahme entsprechend eingestellt werden.
Der spezifische Öldruckwert der Maschine geht aus der mitgelieferten Dokumentationhervor.
Folgender Absatz betrifft den Lagertyp: Gleitlager mit Selbstschmierung
Ölstand
Der Ölstand eines selbstschmierenden Gleitlagers muss regelmäßig geprüft werden;siehe Kapitel 7.5.1.1 Ölstand.
Öltemperatur
Die korrekte Schmieröltemperatur ist von wesentlicher Bedeutung, um die Lager beider korrekten Betriebstemperatur zu halten und um ausreichende Schmierwirkung undkorrekte Viskosität des Schmieröls sicherzustellen; siehe Kapitel 7.5.2.1Schmieröltemperatur.
Vibrationen
Alle Maschinen sind Vibrationen ausgesetzt und dafür ausgelegt, diesenstandzuhalten. Massive Vibrationen können jedoch Funktionsprobleme derLagerkomponenten zur Folge haben.
Starke Vibrationen können unterschiedliche Auswirkungen auf den Ölfilm zwischen derWelle und dem Weißmetall haben, die jedoch eher zu Lagerausfällen führen als zuÖlleckagen.
Bei starken Vibrationen kann es passieren, dass sich die Teile des Lagergehäuses soweit voneinander lösen, dass das Öl in den Zwischenraum zwischen der oberen undder unteren Lagergehäusehälfte eindringt. Die Vibrationen bewirken außerdem, dasssich die Lagergehäuseteile im Verhältnis zueinander bewegen. Dies kann einenPumpeffekt zur Folge haben, der Öl in den Zwischenraum hinein- und wiederherauspumpt. Dadurch wird schließlich das Dichtmittel entfernt und das Lager wirdundicht.
Luftdruck im Lager
Das Lagergehäuse ist keine hermetische Einheit, weshalb Überdruck imLagergehäuse über die Labyrinthdichtungen entweicht. Beim Entweichen führt die LuftÖldampf mit sich, wodurch das Lager undicht wird.
Überdruck im Lager wird normalerweise durch andere Komponenten verursacht, nichtdurch das Lager selbst. Der häufigste Grund für Überdruck im Lager ist Überdruck inder Ölrückleitung.
111 - Fehlersuche Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Luftdruck außerhalb des Lagers
Ähnlich wie beim Überdruck im Lager hat Unterdruck außerhalb des Lagers zur Folge,dass ölhaltige Luft aus dem Innern des Lagers gesaugt wird, wodurch das Lager Ölverliert.
Unterdruck im Lager wird normalerweise nicht durch das Lager selbst verursacht,sondern durch Teile außerhalb des Lagers.
Unterdruck nahe dem Lagergehäuse wird durch rotierende Teile verursacht, welchedie Luft in ihrer Nähe so bewegen, dass sich beim Wellenausgang des Lagers einlokaler Unterdruck bildet.
8.2.7 Verwendungskontrolle
Öl
Vergewissern Sie sich, dass die richtige Ölqualität verwendet wird.
Folgende Absätze betreffen den Lagertyp: Gleitlager mit Fremdschmierung
Kontrollieren Sie den Einlassdruck des Öls.
Der normale Wert des Öldrucks beträgt 125 kPa ± 25 kPa (1,25 bar ± 0,25 bar), dochder spezifische Öldruckwert muss in jedem Fall mit der Dokumentation verglichenwerden, die mit der Maschine geliefert wurde.
Folgende Absätze betreffen den Lagertyp: Gleitlager mit Selbstschmierung
Kontrollieren Sie den Ölstand im Lager.
Kontrollieren Sie die Temperatur des Öls. Eine zu hohe Temperatur hat eine Senkungder Viskosität des Öls zur Folge, wodurch das Öl leichter aus dem Lager entweichenkann.
BEMERKUNG:Lager mit nur einem Pt-100-Temperaturdetektor erfassen normalerweise die Temperatur des Lagers, nicht diejenige des Öls. Die Öltemperatur liegt etwa 10° C (20° F) unterhalb der Lagertemperatur.
Nach dem Abschnitt für die Lagerart: Gleitlager mit Spülschmierung
Die normale Öleintrittstemperatur beträgt 45 °C, muss aber anhand der mit derMaschine gelieferten Dokumentation überprüft werden.
Vibrationen
Vibrationswerte der Lagergehäuse sind in drei Richtungen vorzunehmen: axial, quer(horizontal) und vertikal, siehe Kapitel 7.4.4 Vibrationen des Lagergehäuses.
Luftdruck im Lager
Kontrollieren Sie den Luftdruck innerhalb und außerhalb der Lager.
Überdruck wird, wie oben erwähnt, normalerweise durch Überdruck im Ölbehälterverursacht, welcher über die Ölrückleitung zum Lager übertragen wird.
Der beste Ort zur Messung des Druck im Lager ist am Öleinfüllstutzen oder amInspektionsglas auf der Oberseite des Lagers.
Sicherheitsvorschriften Fehlersuche - 1123BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Bei Überdruck innerhalb des Lagers sind folgende Maßnahmen in der nachstehendenReihenfolge vorzunehmen:
• Bringen Sie, falls möglich, eine Entlüftung am Ölbehälter an. Dies ist für Kurbelgehäuse von Dieselmotoren nicht empfehlenswert
• Stellen Sie sicher, dass die Ölrückleitung unterhalb des Ölstands in den Ölbehälter eintritt. Dies ist für Kurbelgehäuse von Dieselmotoren von wesentlicher Bedeutung
• Fertigen Sie eine U-förmige "Ölsperre" (Siphon) in der Ölrückleitung an
• Installieren Sie eine Entlüftung an der Oberseite des Lagergehäuses.
Luftdruck außerhalb des Lagers
Kontrollieren Sie den Luftdruck in der Nähe des Wellenausgangs vom Lager. Dies istinsbesondere dann wichtig, falls das Lager mit Hilfe eines Flansches an der Maschinemontiert ist oder wenn die Welle innerhalb einer Abdeckung oder einer anderenKonstruktion montiert ist, welche zusammen mit der Welle einenZentrifugalverdichterlüfter darstellen kann.
Flanschlager weisen zwei Kanäle zwischen dem Lagergehäuse und dem Flansch auf,die normalerweise für den Ausgleich eines Unterdrucks in der Nähe des Ausgangs derWelle aus dem Lagergehäuse ausreichen. Falls jedoch aus irgendeinem Grund einsehr hoher Unterdruck in der Nähe dieses Bereichs vorliegt, kann es sein, dass diebeiden Kanäle nicht ausreichen und zusätzlich Luft aus dem Lager gesaugt wird. Dieskann insbesondere bei Axialgegengleitlagern auftreten, da der Ölfluss in diesen Lagerngrößer als in reinen Radiallagern ist.
Wenn ein großer Unterdruck festgestellt oder vermutet wird, ist der Luftdruck in derNähe des Ausgangs der Welle aus dem Lagergehäuse zu messen.
Um Gewissheit darüber zu erhalten, dass Unterdruck außerhalb des Lagers Ursachefür die Leckage sein kann, müssen der Druck außerhalb des Lagers (p0), der Druck indem Lager (p2) und der Druck in dem Bereich zwischen dem Endschild und derMaschinendichtung (p1) ebenfalls gemessen werden. Während des Messens (p1) istdas Rohr so tief wie möglich einzuführen und die Kanäle müssen vorübergehendverschlossen werden; siehe Abbildung 8-1 Kontrolle des Luftdrucks innerhalb undaußerhalb eines Gleitlagers.
Um die Situation zu analysieren, werden p1 und p2 mit p0 verglichen, wobei p0 frei vonStörungen oder Turbulenzen in der Nähe der Maschine zu messen ist. FolgendeSituationen können auftreten:
• p0 = p1 = p2. Wenn alle Druckwerte gleich sind, wird die Leckage nicht durch Druckunterschiede verursacht. Bedenken Sie jedoch, was weiter oben über Dieselmotoren gesagt wurde
• p2 > p1(= p0). Wenn der Druck in dem Lager höher als der Außendruck ist, liegt nur eine Überdrucksituation im Lager vor
• p2 (= p0) > p1. Wenn der Druck außerhalb des Lagers geringer als der Druck an anderen Stellen ist, liegt in der Nähe des Lagers Unterdruck vor
• p2 > p0 > p1. Wenn alle Druckwerte unterschiedlich sind, kann eine Situation vorliegen, in der sowohl Überdruck im Lager und Unterdruck außerhalb des Lagers vorliegt.
113 - Fehlersuche Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
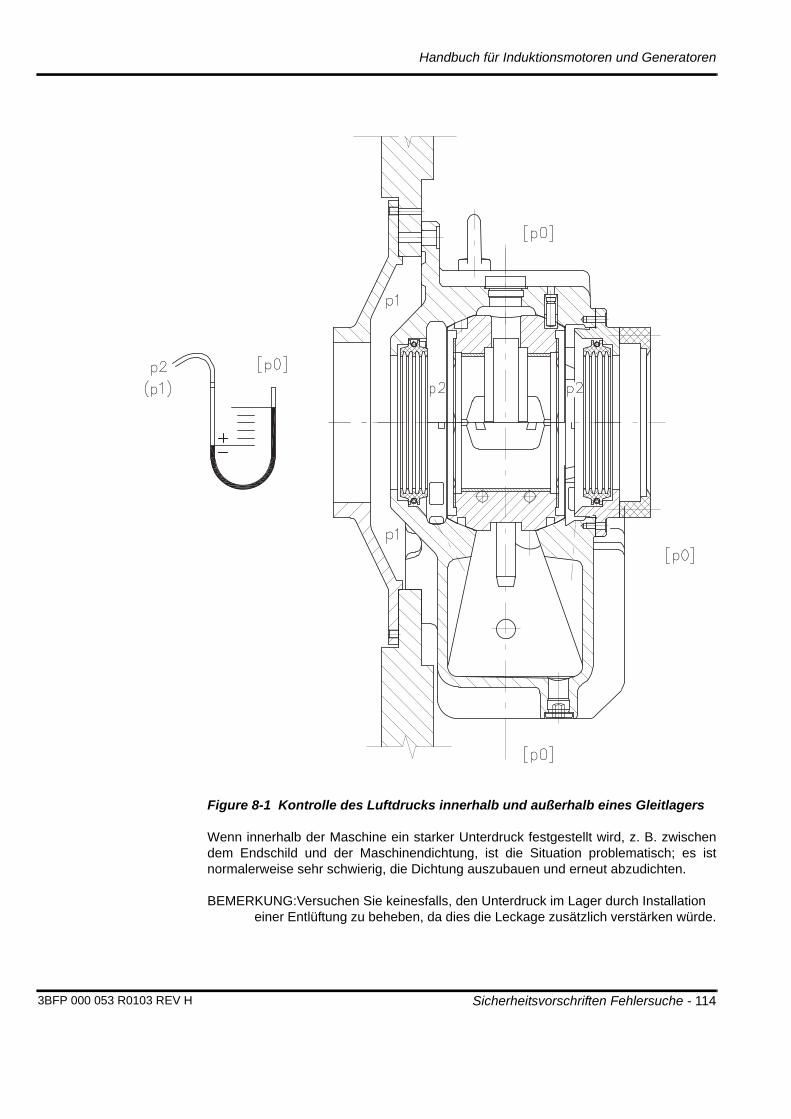
Handbuch für Induktionsmotoren und Generatoren
Figure 8-1 Kontrolle des Luftdrucks innerhalb und außerhalb eines Gleitlagers
Wenn innerhalb der Maschine ein starker Unterdruck festgestellt wird, z. B. zwischendem Endschild und der Maschinendichtung, ist die Situation problematisch; es istnormalerweise sehr schwierig, die Dichtung auszubauen und erneut abzudichten.
BEMERKUNG:Versuchen Sie keinesfalls, den Unterdruck im Lager durch Installation einer Entlüftung zu beheben, da dies die Leckage zusätzlich verstärken würde.
Sicherheitsvorschriften Fehlersuche - 1143BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
8.3 Elektrische Leistung, Kontrolle und SchutzDie elektrische Leistung einer rotierenden elektrischen Maschine wird hauptsächlichdurch die Beschaffenheit der Rotor- und Statorwicklungen bestimmt. Die Wartung derMaschinewicklungen ist beschrieben im Kapitel 7.6 Wartung der Stator- undLäuferwicklungen. In diesem Kapitel liegt der Schwerpunkt auf der Fehlerbehebungder Steuerungs- und Schutzsysteme.
8.3.1 Auslösungen der SchutzvorrichtungDie Maschine muss durch Alarme und Auslösungen (Trips) bei abnormalenBetriebsbedingungen, sowohl elektrischer als auch mechanischer Art, geschütztwerden. Einige dieser Schutzmaßnahmen können zurückgesetzt werden und dieMaschine kann sofort neu gestartet werden, wenn der Fehler gefunden wurde.
Beispiele für Schutzmaßnahmen, die genauer zu untersuchen sind, wenn sie zu einemAlarm oder einer Auslösung (Trip) führen.
• Hohe Temperatur im Lager, siehe Kapitel 7.5 Wartung der Lager und des Schmiersystems
• Hohe Temperatur in der Wicklung oder der Kühlluft, siehe Kapitel 7.6 Wartung der Stator- und Läuferwicklungen und Kapitel 8.5 Thermische Leistung und Kühlsystem
• Überstrom, Strom- und Spannungsasymmetrie, Überspannung
• Vibrationsschutz, Kapitel 7.4.3 Vibrationen und Lärm.
8.3.2 Pt-100 WiderstandstemperaturdetektorenPt-100 Widerstandstemperaturdetektoren stellen einen wesentlichen Teil desÜberwachungs- und Schutzsystems der Maschine dar. Sie werden zum Messen derTemperatur in den Wicklungen, in den Lagern und in der Kühlluft verwendet. DerDetektor Pt-100 weist einen feinen Platinfaden für die Temperaturmessung auf, der z.B. durch unsachgemäße Behandlung oder übermäßige Vibrationen beschädigt werdenkann.
Folgende Symptome können auf ein Problem in einem Pt-100-Detektor hinweisen:
• Unendlicher Widerstand oder Nullwiderstand im Detektor
• Verschwinden des Messsignals während oder nach dem Einschalten
• Ein stark abweichender Widerstandswert in einem einzelnen Detektor.
Wenn ein Ausfall eines Pt-100 vermutet wird, sollten die Feststellungen stets amAnschlusskasten überprüft werden, indem der Widerstand am Detektor mitabgeklemmten Kabeln gemessen wird. Die Feststellungen müssen registriert werden.Den korrekten Messstrom finden Sie am entsprechenden Pt-100-Detektor. FürWiderstandswerte bei unterschiedlichen Temperaturen siehe Tabelle 8-3Temperaturwerte für Pt-100-Elemente.
115 - Fehlersuche Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
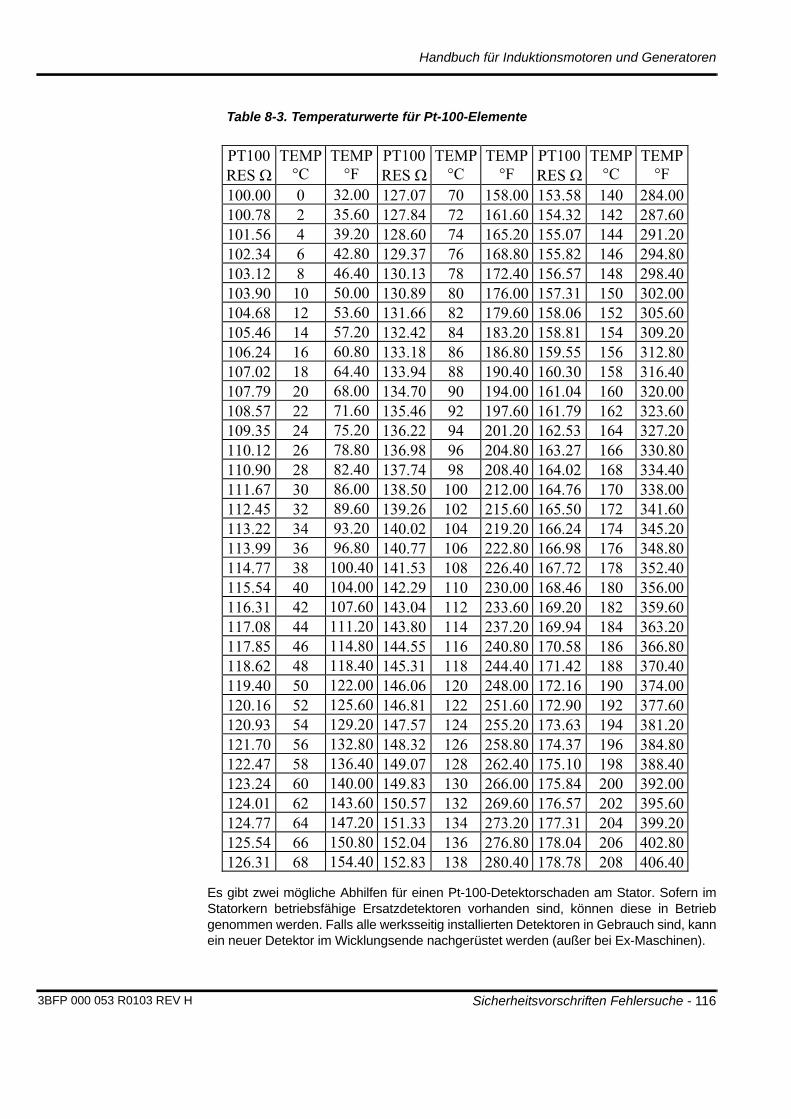
Handbuch für Induktionsmotoren und Generatoren
Table 8-3. Temperaturwerte für Pt-100-Elemente
Es gibt zwei mögliche Abhilfen für einen Pt-100-Detektorschaden am Stator. Sofern imStatorkern betriebsfähige Ersatzdetektoren vorhanden sind, können diese in Betriebgenommen werden. Falls alle werksseitig installierten Detektoren in Gebrauch sind, kannein neuer Detektor im Wicklungsende nachgerüstet werden (außer bei Ex-Maschinen).
PT100 RES
TEMP °C
TEMP°F
PT100 RES
TEMP°C
TEMP°F
PT100RES
TEMP°C
TEMP°F
100.00 0 32.00 127.07 70 158.00 153.58 140 284.00100.78 2 35.60 127.84 72 161.60 154.32 142 287.60101.56 4 39.20 128.60 74 165.20 155.07 144 291.20102.34 6 42.80 129.37 76 168.80 155.82 146 294.80103.12 8 46.40 130.13 78 172.40 156.57 148 298.40103.90 10 50.00 130.89 80 176.00 157.31 150 302.00104.68 12 53.60 131.66 82 179.60 158.06 152 305.60105.46 14 57.20 132.42 84 183.20 158.81 154 309.20106.24 16 60.80 133.18 86 186.80 159.55 156 312.80107.02 18 64.40 133.94 88 190.40 160.30 158 316.40107.79 20 68.00 134.70 90 194.00 161.04 160 320.00108.57 22 71.60 135.46 92 197.60 161.79 162 323.60109.35 24 75.20 136.22 94 201.20 162.53 164 327.20110.12 26 78.80 136.98 96 204.80 163.27 166 330.80110.90 28 82.40 137.74 98 208.40 164.02 168 334.40111.67 30 86.00 138.50 100 212.00 164.76 170 338.00112.45 32 89.60 139.26 102 215.60 165.50 172 341.60113.22 34 93.20 140.02 104 219.20 166.24 174 345.20113.99 36 96.80 140.77 106 222.80 166.98 176 348.80114.77 38 100.40 141.53 108 226.40 167.72 178 352.40115.54 40 104.00 142.29 110 230.00 168.46 180 356.00116.31 42 107.60 143.04 112 233.60 169.20 182 359.60117.08 44 111.20 143.80 114 237.20 169.94 184 363.20117.85 46 114.80 144.55 116 240.80 170.58 186 366.80118.62 48 118.40 145.31 118 244.40 171.42 188 370.40119.40 50 122.00 146.06 120 248.00 172.16 190 374.00120.16 52 125.60 146.81 122 251.60 172.90 192 377.60120.93 54 129.20 147.57 124 255.20 173.63 194 381.20121.70 56 132.80 148.32 126 258.80 174.37 196 384.80122.47 58 136.40 149.07 128 262.40 175.10 198 388.40123.24 60 140.00 149.83 130 266.00 175.84 200 392.00124.01 62 143.60 150.57 132 269.60 176.57 202 395.60124.77 64 147.20 151.33 134 273.20 177.31 204 399.20125.54 66 150.80 152.04 136 276.80 178.04 206 402.80126.31 68 154.40 152.83 138 280.40 178.78 208 406.40
Sicherheitsvorschriften Fehlersuche - 1163BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Folgendes Kapitel betrifft den Läufertyp: Schleifringe
8.4 Schleifringe und Bürsten
8.4.1 BürstenverschleißFalls die Bürsten schnell oder ungleichmäßig verschleißen, sind folgende Punkte zuüberprüfen:
• Liegt der Bürstendruck im angegebenen Bereich? Siehe Kapitel 7.7.2.1 Druck der Bürste.
• Sind alle Anschlusslitzen der Bürsten zuverlässig angeschlossen?
• Sind die Gleitflächen der Schleifringe abgenutzt?
• Besteht die Wahrscheinlichkeit, dass die Kohlebürsten Öl oder Feuchtigkeit aufgesaugt haben?
• Entspricht die Bürstenqualität den für die Synchronmaschine angegebenen Spezifikationen?
Kontrollieren Sie bei jeder geeigneten Gelegenheit,
• ob die Bürsten in gutem Zustand sind und sich frei im Bürstenhalterkasten bewegen können.
• ob die Anschlusslitzen der Bürsten in Ordnung und zuverlässig angeschlossen sind.
• Entfernen Sie Kohlestaub mit einem Staubsauger.
8.4.2 BürstenfunkenMöglicher Funkenüberschlag der Bürsten ist durch ein Fenster im Schleifringgehäusesichtbar. Da Funkenüberschlag oft durch Betriebsfehler verursacht wird, müssenunverzüglich die Ursache geklärt und Gegenmaßnahmen ergriffen werden, um denstörungsfreien Betrieb wiederherzustellen. Mögliche Ursachen für Funken:
• Unangemessene Lastbedingung
• Bürsten klemmen in den Haltern
• Bürsten sitzen zu locker in den Haltern
• Lockere Verbindung der Bürstenklemmen
• Inkorrektes Einschleifen der Bürsten
• Inkorrekter und ungleichmäßiger Bürstendruck
• Gleitflächen der Schleifringe abgenutzt
• Typ der Kohlebürsten ist für die Betriebsbedingungen nicht geeignet
• Versatz der Wellenkupplungen
• Unwucht in der Maschine
• Ungleichmäßige Luftspalte infolge verschlissener Lager.
117 - Fehlersuche Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
8.5 Thermische Leistung und KühlsystemEs gibt zwei Hauptgründe, die einen Temperaturanstieg der Maschine verursachenkönnen:
• Die Wirkung des Kühlsystems hat abgenommen
• Die Maschine selbst erzeugt übermäßig viel Wärme.
Wenn die Temperatur der Maschine die normalen Werte überschreitet, könnenMaßnahmen ergriffen werden, um zu bestimmen, welcher der beiden oben genanntenGründe in einem bestimmten Fall die Hauptursache darstellt.
BEMERKUNG:Eine übermäßige Wärmeproduktion kann durch Wicklungsfehler oder Netzunsymmetrie verursacht werden; in diesen Fällen sind Korrekturmaßnahmen am Kühlsystem wirkungslos oder schädlich.
Wenn die Wicklungs- oder die Kühllufttemperaturdetektoren eine anormal hoheTemperatur anzeigen, muss das Kühlsystem überprüft werden. Bei der Wartung desKühlsystems sind besonders zwei Dinge zu beachten. Der erste, offensichtliche Punktliegt in der Sicherstellung des ununterbrochenen und fehlerfreienWärmetauscherbetriebs. Die Zuverlässigkeit des Wärmetauschers wird durchregelmäßige Reinigung und Funktionskontrolle gewährleistet.
Die Luft- oder Wasserströmung durch den Wärmetauscher ist ebenfalls zu überprüfen.Falls der Kühler mit einem externen Gebläse ausgerüstet ist, ist dessen Betriebebenfalls zu überprüfen.
Der weniger offensichtliche, jedoch ebenso wichtige Punkt besteht darin, eine guteLuftzirkulation im Primärkühlkreis in der Maschine sicherzustellen. Dies geschiehtdurch Reinigen und Überprüfen des Maschineninneren im Rahmen der normalenWartungsarbeiten oder beim Auftauchen von Problemen.
Andere mögliche Ursachen für eine schlechte Wärmetauscherleistung sind erhöhteUmgebungstemperatur, hohe Ansaugluft- oder Ansaugwassertemperatur und geringeLuft- oder Wasserströmung.
Zusätzlich führen Funktionsstörungen des Schmierungssystems oder der Lager zuhohen Lagertemperaturen. Eine scheinbar hohe Temperatur kann auch durch einProblem der Temperaturmessgeräte verursacht werden, siehe Kapitel 8.3.2 Pt-100Widerstandstemperaturdetektoren.
Sicherheitsvorschriften Fehlersuche - 1183BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Chapter 9 Kundendienst für Motoren und Generatoren
9.1 KundendienstVon der Installation und Inbetriebnahme über Ersatzteile und Wartung bis hin zuAktualisierungen und Austausch: der ABB Motoren- und Generatoren-Service bietetalle Dienstleistungen an. Mit unserer 120-jährigen Erfahrung im Bau von Motoren undGeneratoren bieten wir Dienstleistungen, mit deren Hilfe Anlagenbetreiber einenMehrwert erzielen und ihre Betriebskosten optimieren können.
Mit dem weltweit breitesten Service-Netzwerk des Marktes und zertifiziertenKundendiensttechnikern, die Reparaturen vor Ort oder in zugelassenen Werkstättenausführen können, bieten wir auf Ihre Anforderungen zugeschnittene Service-Optionen.
9.1.1 KundendienstangeboteWir können für Motoren und Generatoren die folgenden Dienstleistungen anbieten:
• Installation und Inbetriebnahme der Maschine
• Ersatzteile
• Wartung
– Vorbeugende Wartung
– Vorausschauende Wartung
– Zustandsüberwachung
• Reparaturen
– Vor Ort und Werkstätten
– Ferndiagnose und Fehlerbehebung
– Technischer Support
• Engineering und Beratung
• Erweiterungen, Aktualisierungen und Nachrüstungen
• Austausch
• Schulung
• Servicevereinbarungen.
Weitere Informationen erhalten Sie unter www.abb.com/motors&generators oder beimzuständigen ABB Motoren- und Generatoren-Service.
9.1.2 Support und GewährleistungSämtliche Motoren und Generatoren sind durch eine Werksgewährleistung geschützt,die Defekte von Komponenten, Design, Verarbeitung und Herstellung abdeckt.Gewährleistungsbedingungen und -fristen sind im Kaufvertrag definiert.
119 - Kundendienst für Motoren und Generatoren Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Reklamationen werden in der Regel über den offiziellen ABB-Vertriebskanal derMaschine abgewickelt. Eine Reklamation ist stets schriftlich einzureichen und solltemindestens folgende Angaben enthalten:
• Seriennummer der Maschine
• Standort der Maschine
• Möglichst genaue Beschreibung des Problems
– Bilder, Messwerte oder Berichte, die bei der Problemanalyse helfen
• Erwartungen des Kunden
• Kontaktinformationen des Kunden.
Kontaktinformationen für den technischen Support und Gewährleistung finden Sie imnächsten Kapitel. Weitere Informationen finden Sie unterwww.abb.com/motors&generators.
9.1.3 Kontaktinformationen für Motoren- und Generatoren-ServiceDie Kontaktinformationen des für Sie zuständigen Kundendienstes finden Sie unterwww.abb.com/motors&generators
Das globale Technische Support-Center in Finnland erreichen Sie:
• Telefonisch zwischen 7 und 17 Uhr (WZ +2): +358 (0)10 22 11
• 24-Stunden-Unterstützung: +358 (0)10 22 21999
• E-Mail für Vertrieb: [email protected]
• E-Mail für Garantie und technischen Support: [email protected]
• Fax: +358 (0)10 22 22544
BEMERKUNG:Falls verfügbar, geben Sie bitte die Seriennummer der Maschine (sieben Ziffern, beginnend mit 46#####) in Ihrer E-Mail zu Referenzzwecken an.
9.1.4 Support für Service-ZentrenDer Service-Zenter Support bietet autorisierten Service-Zentern Hilfe bei Fragen überdie mechanische Konstruktion sowie bei Fragen zu elektromagnetischen undisolationstechnischen Themen.
Sicherheitsvorschriften Kundendienst für Motoren und Generatoren - 1203BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
9.1.5 Kundendienst-KontaktinformationenSie erreichen die Kundendienstabteilung unter:
• Telefon 7.00 Uhr - 17.00 Uhr (WZ+2) +358 (0)10 22 11
• 24-Stunden Unterstützung: +358 (0)10 22 27100
• Fax: +358 (0)10 22 22544
• E-Mail für Ersatzteile: [email protected]
• E-Mail für Service vor Ort: [email protected]
• E-Mail für Gewährleistungsfragen
und technischen Support: [email protected]
BEMERKUNG:Falls verfügbar, geben Sie bitte die Seriennummer der Maschine (sieben Ziffern, beginnend mit 45#####) in Ihrer E-mail zu Referenzzwecken an.
9.2 Ersatzteile für Drehstrommaschinen
9.2.1 Allgemeine Hinweise zu den ErsatzteilenDie von ABB hergestellten Maschinen sind für einen jahrzehntelangen zuverlässigenund problemlosen Betrieb ausgelegt und konstruiert. Voraussetzung für ihreStörungsfreiheit sind jedoch korrekte Wartung und sachgerechter Betrieb. DieseWartung umfasst den Austausch von Teilen, die einem normalen Verschleißausgesetzt sind.
Der Umfang des Verschleißes lässt sich nie mit absoluter Genauigkeit voraussagen.Die Verschleißraten der einzelnen Komponenten variieren stark je nach Anwendung,Umgebung und individuellen Bedingungen. Daher sollten Sie den Zustand dieser Teileregelmäßig kontrollieren und eine ausreichende Anzahl an Ersatzteilen auf Lagerhalten. Diese Ersatzteile helfen, die Ausfallzeit zu minimieren, wenn sie benötigtwerden. Der Umfang der Lagerhaltung sollte basierend auf der Wichtigkeit derAnwendung, der Verfügbarkeit des jeweiligen Ersatzteils und der Empfehlung desHerstellers entschieden werden.
9.2.2 Regelmäßiger TeileaustauschWenn zwei sich bewegende Oberflächen miteinander in Kontakt stehen, nutzen siesich mit der Zeit ab. Bei elektrischen Maschinen tritt der größte Teil des mechanischenVerschleißes zwischen der rotierenden Welle und den festen Teilen auf. Die Lagerteile,z. B. die Rollenlager oder die Lagerschalen und Ölschmierringe in Gleitlagern,verschleißen mit der Zeit und müssen trotz korrekter Schmierung gelegentlichausgetauscht werden. Weitere Verschleißteile sind Dichtungen, die fortwährend mitder rotierenden Welle in Kontakt sind, sowie Bürsten, Bürstenanlagen und dieSchleifringe der Schleifringeinheit.
Die oben genannten Teile stellen eine umfassende, jedoch nicht vollständige Liste dermechanischen Verschleißteile dar. Ihre tatsächliche Lebensdauer kann deutlich vonder geschätzten abweichen. Aus diesem Grund sollten mindestens diese Teile aufLager gehalten werden. Bitte beachten Sie, dass der Austausch von Teilen aufgrundvon normalem Verschleiß von der Gewährleistung ausgeschlossen ist.
121 - Kundendienst für Motoren und Generatoren Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
9.2.3 ErsatzteilbedarfAndere Verschleißarten treten bei erhöhten Temperaturen, elektrischen Störungen undchemischen Reaktionen auf.
Luftfilter, die das Innere der Maschine vor Verschmutzung schützen, werden selbst mitLuftverunreinigungen gesättigt und müssen ersetzt werden, um den korrekten Betriebder Kühleinheit und den fortwährenden Schutz empfindlicher Maschinenteile zugewährleisten.
Die elektrischen Wicklungen der ABB-Maschinen weisen einen gutenVerschleißschutz auf, sofern die Wartungs- und Betriebsanweisungen sorgfältigbeachtet werden. Die korrekte Betriebstemperatur darf nicht überschritten werden unddie Wicklungen sind regelmäßig von Schmutz zu reinigen. Wicklungsverschleiß kannauch eine Folge elektrischer Störungen sein.
In den Statorkernschlitzen befinden sich Temperaturdetektoren vom Typ Pt-100 für dieStatorwicklungen, die nicht ersetzt werden können. Daher baut ABB zusätzliche Pt-100-Detektoren in den Statorkern ein. Diese Detektoren sind nicht als normaleErsatzteile anzusehen, da sie dazu gedacht sind, bei Ausfall eines Pt-100-Statorelements während der Inbetriebnahme als Ersatz zu dienen. Sie können jedochauch während des Betriebs verwendet werden, falls der Primärdetektor ausfällt. Wennauch das Ersatzelement ausfällt, besteht die mögliche Korrekturmaßnahme imAnbringen eines Pt-100-Elements am Statorwicklungsende.
9.2.4 Auswahl des passenden ErsatzteilpaketsABB bietet fertig zusammengestellte Ersatzteilpakete in drei Ausstattungsumfängenan. Die Wahl des geeigneten Pakets basiert auf der Wichtigkeit der Anwendung undauf dem Umfang des finanziellen Risikos durch mögliche Stillstände undProduktionsausfälle.
Ersatzteilpaket für den Maschinenbetrieb für die Inbetriebnahme und Gewährleistungder Nutzbarkeit:
• Diese sind die wichtigsten Teile, die stets verfügbar sein sollten.
Empfohlenes Ersatzteilpaket zur Fehlerbehebung und und Sicherstellen derVerfügbarkeit:
• Diese Teile sollten für die Wartung des Zwischenintervalls zur Verfügung stehen. Sie ermöglichen auch die schnelle Instandsetzung beim Ausfall von Zusatzeinrichtungen.
Hauptersatzteile zur Reduzierung der Reparaturzeit bei ernsthaften Schäden:
• Diese Ersatzteile werden empfohlen, wenn die Maschine Bestandteil eines Prozesses von wesentlicher Bedeutung ist. Diese Ersatzteile ermöglichen sogar bei einem ernsthaften Schaden eine schnelle Instandsetzung.
9.2.5 Typische empfohlene Ersatzteile in verschiedenen SätzenUnten finden Sie eine allgemeine Empfehlung der typischen Ersatzteile fürverschiedene Pakete. Für Preise zu bestimmten Teilen einer bestimmten Maschinewenden Sie sich bitte an den ABB Motoren- und Generatoren-Service.
Beachten Sie, dass die Ersatzteile zwar von ABB passend für die Maschinezusammengestellt wurden, sie aber dennoch Verweise auf Zubehör enthalten können,das nicht an allen Maschinen vorhanden ist.
Sicherheitsvorschriften Kundendienst für Motoren und Generatoren - 1223BFP 000 053 R0103 REV H
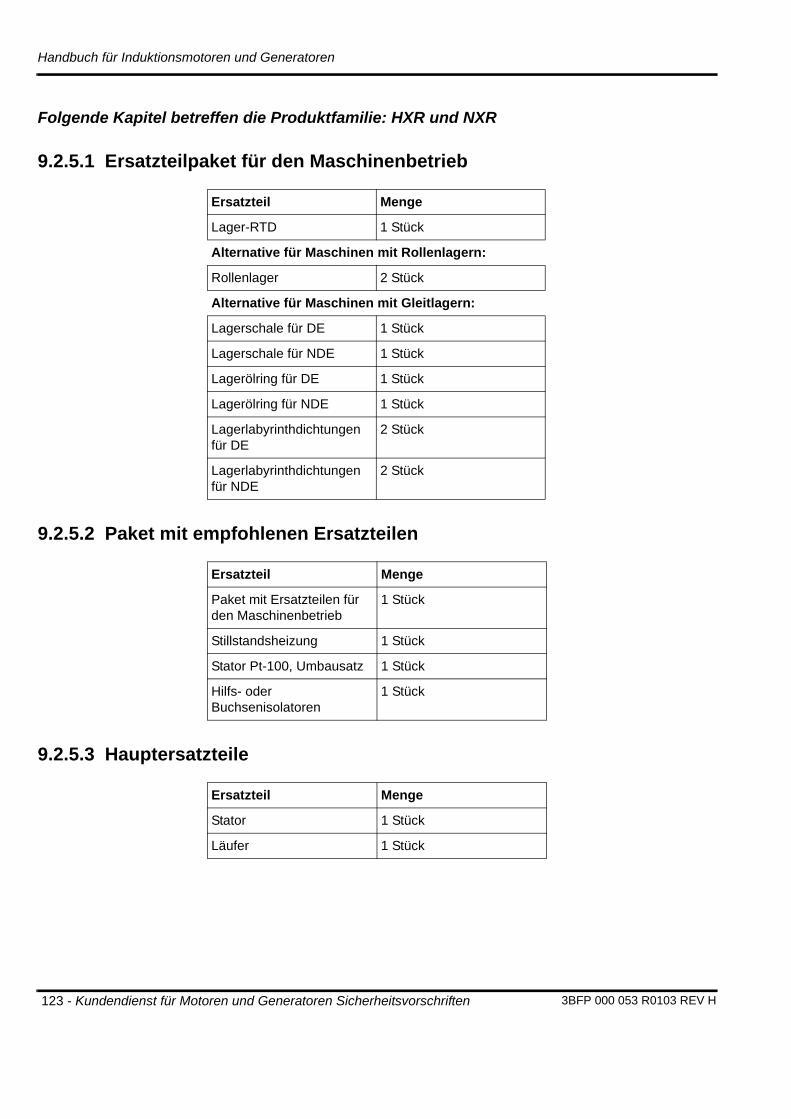
Handbuch für Induktionsmotoren und Generatoren
Folgende Kapitel betreffen die Produktfamilie: HXR und NXR
9.2.5.1 Ersatzteilpaket für den Maschinenbetrieb
9.2.5.2 Paket mit empfohlenen Ersatzteilen
9.2.5.3 Hauptersatzteile
Ersatzteil Menge
Lager-RTD 1 Stück
Alternative für Maschinen mit Rollenlagern:
Rollenlager 2 Stück
Alternative für Maschinen mit Gleitlagern:
Lagerschale für DE 1 Stück
Lagerschale für NDE 1 Stück
Lagerölring für DE 1 Stück
Lagerölring für NDE 1 Stück
Lagerlabyrinthdichtungen für DE
2 Stück
Lagerlabyrinthdichtungen für NDE
2 Stück
Ersatzteil Menge
Paket mit Ersatzteilen für den Maschinenbetrieb
1 Stück
Stillstandsheizung 1 Stück
Stator Pt-100, Umbausatz 1 Stück
Hilfs- oder Buchsenisolatoren
1 Stück
Ersatzteil Menge
Stator 1 Stück
Läufer 1 Stück
123 - Kundendienst für Motoren und Generatoren Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
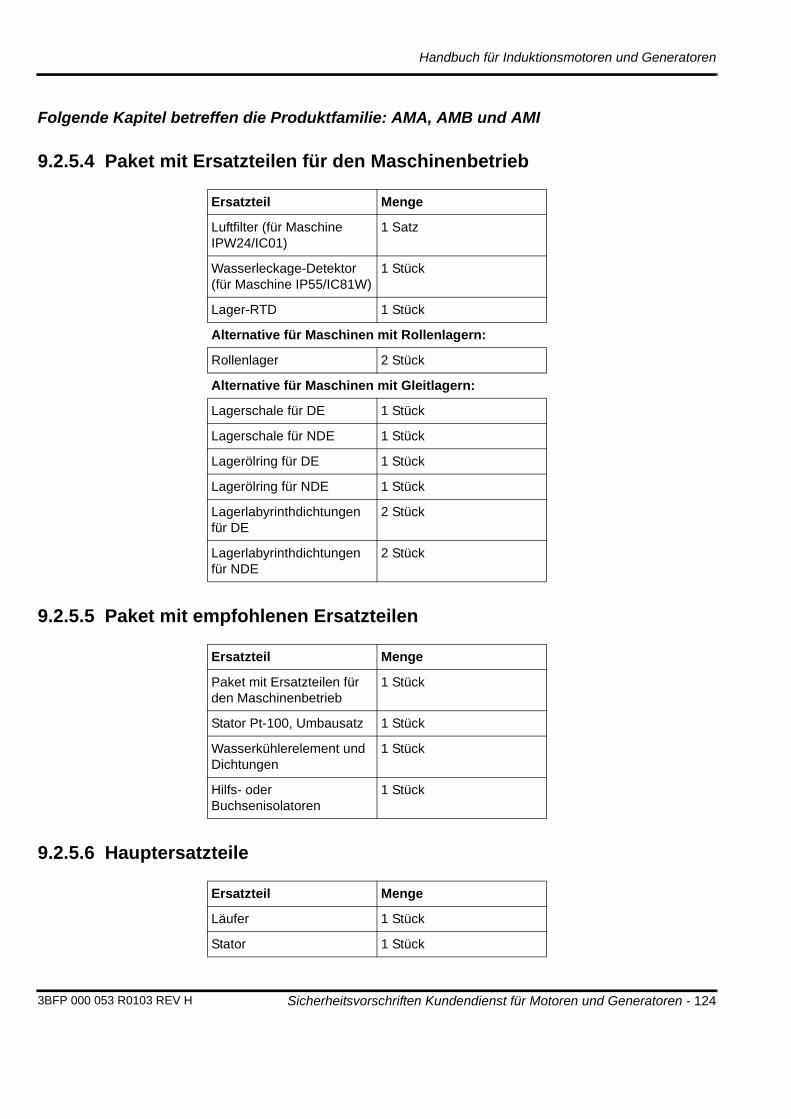
Handbuch für Induktionsmotoren und Generatoren
Folgende Kapitel betreffen die Produktfamilie: AMA, AMB und AMI
9.2.5.4 Paket mit Ersatzteilen für den Maschinenbetrieb
9.2.5.5 Paket mit empfohlenen Ersatzteilen
9.2.5.6 Hauptersatzteile
Ersatzteil Menge
Luftfilter (für Maschine IPW24/IC01)
1 Satz
Wasserleckage-Detektor (für Maschine IP55/IC81W)
1 Stück
Lager-RTD 1 Stück
Alternative für Maschinen mit Rollenlagern:
Rollenlager 2 Stück
Alternative für Maschinen mit Gleitlagern:
Lagerschale für DE 1 Stück
Lagerschale für NDE 1 Stück
Lagerölring für DE 1 Stück
Lagerölring für NDE 1 Stück
Lagerlabyrinthdichtungen für DE
2 Stück
Lagerlabyrinthdichtungen für NDE
2 Stück
Ersatzteil Menge
Paket mit Ersatzteilen für den Maschinenbetrieb
1 Stück
Stator Pt-100, Umbausatz 1 Stück
Wasserkühlerelement und Dichtungen
1 Stück
Hilfs- oder Buchsenisolatoren
1 Stück
Ersatzteil Menge
Läufer 1 Stück
Stator 1 Stück
Sicherheitsvorschriften Kundendienst für Motoren und Generatoren - 1243BFP 000 053 R0103 REV H
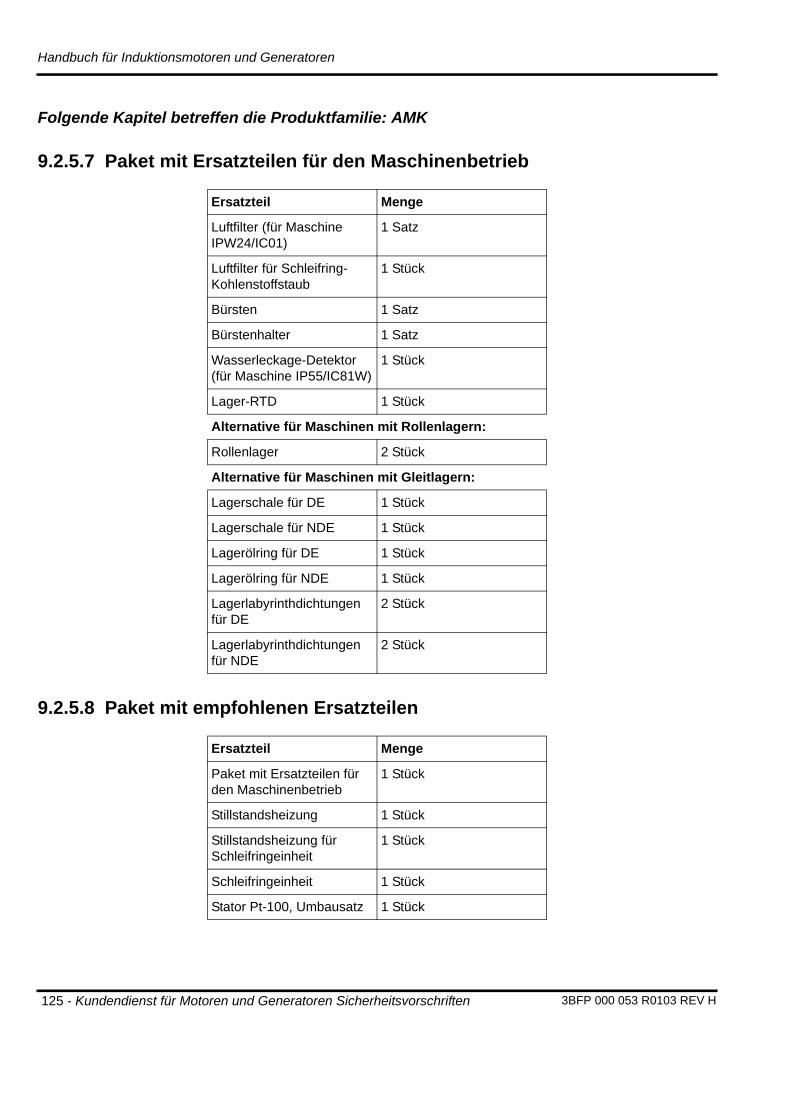
Handbuch für Induktionsmotoren und Generatoren
Folgende Kapitel betreffen die Produktfamilie: AMK
9.2.5.7 Paket mit Ersatzteilen für den Maschinenbetrieb
9.2.5.8 Paket mit empfohlenen Ersatzteilen
Ersatzteil Menge
Luftfilter (für Maschine IPW24/IC01)
1 Satz
Luftfilter für Schleifring-Kohlenstoffstaub
1 Stück
Bürsten 1 Satz
Bürstenhalter 1 Satz
Wasserleckage-Detektor (für Maschine IP55/IC81W)
1 Stück
Lager-RTD 1 Stück
Alternative für Maschinen mit Rollenlagern:
Rollenlager 2 Stück
Alternative für Maschinen mit Gleitlagern:
Lagerschale für DE 1 Stück
Lagerschale für NDE 1 Stück
Lagerölring für DE 1 Stück
Lagerölring für NDE 1 Stück
Lagerlabyrinthdichtungen für DE
2 Stück
Lagerlabyrinthdichtungen für NDE
2 Stück
Ersatzteil Menge
Paket mit Ersatzteilen für den Maschinenbetrieb
1 Stück
Stillstandsheizung 1 Stück
Stillstandsheizung für Schleifringeinheit
1 Stück
Schleifringeinheit 1 Stück
Stator Pt-100, Umbausatz 1 Stück
125 - Kundendienst für Motoren und Generatoren Sicherheitsvorschriften 3BFP 000 053 R0103 REV H

Handbuch für Induktionsmotoren und Generatoren
9.2.5.9 Hauptersatzteile
9.2.6 BestellinformationenUm eine schnelle und korrekte Bestellung und Lieferung der Ersatzteile zugewährleisten, teilen Sie unserem Kundendienstpersonal bitte die Seriennummer derbetreffenden Maschine mit. Die Seriennummer istentweder auf dem amMaschinenrahmen angebrachten Typenschild angegeben oder in denMaschinenrahmen eingeprägt. Geben Sie darüber hinaus auch spezifischeDetailinformationen zu den bestellten Ersatzteilen an.
Die benötigten Kontaktinformationen finden Sie in Kapitel 9.1.3 Kontaktinformationenfür Motoren- und Generatoren-Service.
Druckschalter zur Überwachung des Bürstenstaubfilters
1 Stück
Wasserkühlerelement 1 Stück
Hilfs- oder Buchsenisolatoren
1 Stück
Ersatzteil Menge
Läufer 1 Stück
Stator 1 Stück
Ersatzteil Menge
Sicherheitsvorschriften Kundendienst für Motoren und Generatoren - 1263BFP 000 053 R0103 REV H
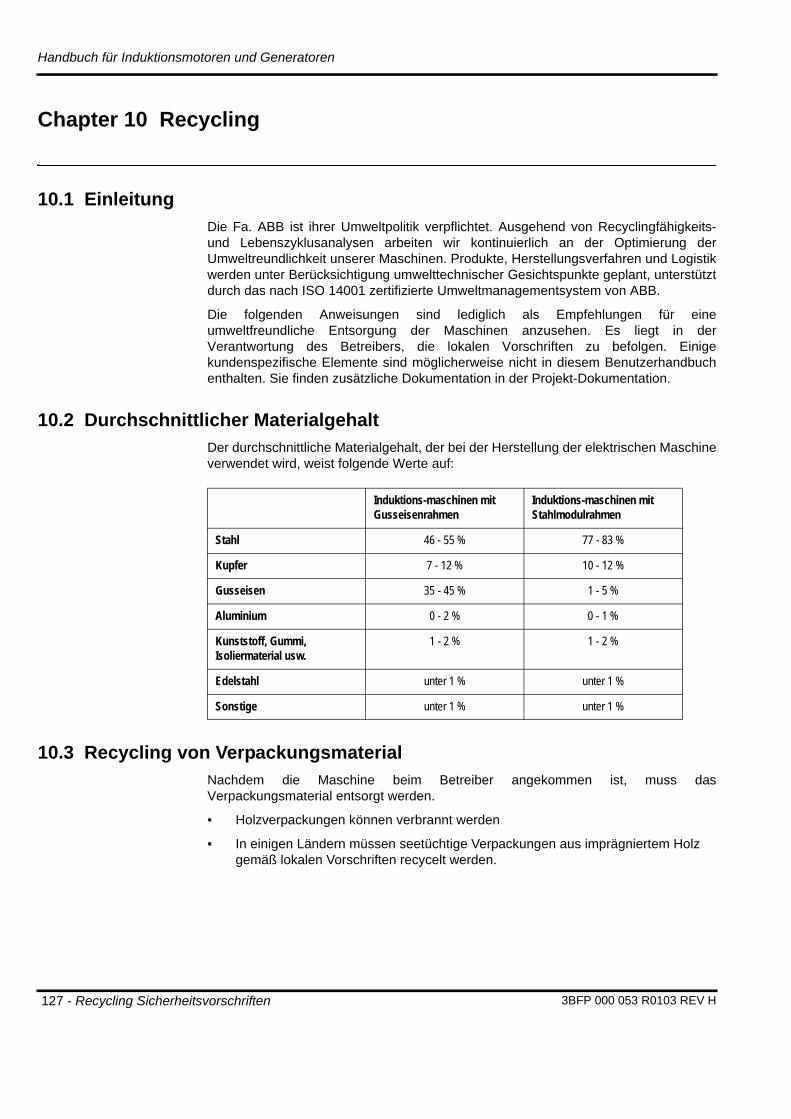
Handbuch für Induktionsmotoren und Generatoren
Chapter 10 Recycling
10.1 EinleitungDie Fa. ABB ist ihrer Umweltpolitik verpflichtet. Ausgehend von Recyclingfähigkeits-und Lebenszyklusanalysen arbeiten wir kontinuierlich an der Optimierung derUmweltreundlichkeit unserer Maschinen. Produkte, Herstellungsverfahren und Logistikwerden unter Berücksichtigung umwelttechnischer Gesichtspunkte geplant, unterstütztdurch das nach ISO 14001 zertifizierte Umweltmanagementsystem von ABB.
Die folgenden Anweisungen sind lediglich als Empfehlungen für eineumweltfreundliche Entsorgung der Maschinen anzusehen. Es liegt in derVerantwortung des Betreibers, die lokalen Vorschriften zu befolgen. Einigekundenspezifische Elemente sind möglicherweise nicht in diesem Benutzerhandbuchenthalten. Sie finden zusätzliche Dokumentation in der Projekt-Dokumentation.
10.2 Durchschnittlicher MaterialgehaltDer durchschnittliche Materialgehalt, der bei der Herstellung der elektrischen Maschineverwendet wird, weist folgende Werte auf:
10.3 Recycling von VerpackungsmaterialNachdem die Maschine beim Betreiber angekommen ist, muss dasVerpackungsmaterial entsorgt werden.
• Holzverpackungen können verbrannt werden
• In einigen Ländern müssen seetüchtige Verpackungen aus imprägniertem Holz gemäß lokalen Vorschriften recycelt werden.
Induktions-maschinen mit Gusseisenrahmen
Induktions-maschinen mit Stahlmodulrahmen
Stahl 46 - 55 % 77 - 83 %
Kupfer 7 - 12 % 10 - 12 %
Gusseisen 35 - 45 % 1 - 5 %
Aluminium 0 - 2 % 0 - 1 %
Kunststoff, Gummi, Isoliermaterial usw.
1 - 2 % 1 - 2 %
Edelstahl unter 1 % unter 1 %
Sonstige unter 1 % unter 1 %
127 - Recycling Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
• Das Kunststoffmaterial, das die Maschine umgibt, ist recyclingfähig.
• Anti-Korrosionsmittel, die die Maschinenoberfläche bedecken, können mit einem auf Benzin basierenden Reinigungsmittel und einem Lappen gereinigt werden. Der Lappen ist gemäß den lokalen Vorschriften zu entsorgen.
10.4 Zerlegen der MaschineDie Demontage erfolgt nach allgemeinen Vorgehensweisen, da die Maschine mitSchrauben zusammengebaut ist. Ihr hohes Gewicht erfordert jedoch die Anwesenheiteiner im Umgang mit schweren Komponenten geschulten Fachkraft, um gefährlicheSituationen zu vermeiden.
10.5 Trennung der unterschiedlichen Materialien
10.5.1 Rahmen, Lagergehäuse, Abdeckungen und VentilatorDiese Teile bestehen aus Baustahl, der gemäß lokalen Bestimmungen recycelt werdenkann. Alle Zusatzausrüstungen, Kabel und Lager sind vor dem Einschmelzen desMaterials zu entfernen.
10.5.2 Komponenten mit elektrischer IsolierungDer Stator und der Läufer sind die Hauptkomponenten, die elektrischeIsoliermaterialien enthalten. Einige Zusatzkomponenten sind jedoch aus ähnlichenMaterialien hergestellt und daher in gleicher Weise zu behandeln. Bei diesen handeltes sich um verschiedene Isolatoren, die im Klemmenkasten verwendet werden, denErreger, die Spannungs- und Stromwandler, Stromkabel, Instrumentverdrahtungen,Überspannungsableiter sowie Kondensatoren. Manche dieser Komponenten werdennur in Synchronmaschinen verwendet und einige werden nur in einer sehr begrenztenAnzahl von Maschinen verwendet.
Alle diese Komponenten befinden sich nach der Herstellung der Maschine in eineminerten Stadium. Einige Komponenten, inbesondere der Stator und der Läufer,enthalten einen beträchtlichen Kupfergehalt, der in einem geeignetenWärmebehandlungsverfahren durch Vergasung der organischen Bindematerialien derelektrischen Isolierung abgeschieden werden kann. Um eine korrekte Verbrennung derDämpfe zu gewährleisten, muss der Ofen eine geeignete Nachbrenneinheit aufweisen.Folgende Bedingungen werden für Wärmebehandlung und Nachverbrennungempfohlen, um die Emissionen aus dem Verfahren zu minimieren:
Wärmebehandlung
Temperatur: 380-420° C (716...788° F)
Dauer: Nach Erhalt von 90% der Zieltemperatur muss das Objektmindestens fünf Stunden lang bei dieser Temperatur gehaltenwerden
Nachverbrennung der Bindemitteldämpfe
Temperatur: 850-920° C (1562-1688° F)
Sicherheitsvorschriften Recycling - 1283BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Strömungsgeschwindigkeit:Die Bindemitteldämpfe müssen mindestens drei Sekunden lang in der
Brennkammer verbleiben
BEMERKUNG:Die Emissionen bestehen hauptsächlich aus O2-, CO-, CO2-, NOx-, CxHy-Gasen und mikroskopischen Partikeln. Es liegt in der Verantwortung des Benutzers, sicherzustellen, dass das Verfahren der lokalen Gesetzgebung entspricht.
BEMERKUNG:Das Wärmebehandlungsverfahren und die Wartung der Wärmebehandlungsanlage erfordern besondere Aufmerksamkeit, um Brand- und Explosionsgefahr zu vermeiden. Aufgrund der Verschiedenheit der zu diesem Zweck verwendeten Anlagen kann ABB keine spezifischen Anweisungen zum Wärmebehandlungsverfahren oder zur Wartung der Wärmebehandlungsanlage geben; für diese Aspekte hat der Betreiber Sorge zu tragen.
10.5.3 DauermagnetenWenn die Dauermagnet-Synchronmaschine im Ganzen eingeschmolzen wird, müssendie Dauermagneten nicht gesondert behandelt werden.
Wenn die Maschine zwecks verbessertem Recycling demontiert wird und wenn derLäufer danach noch transportiert werden muss, wird empfohlen, die Dauermagnetenzu entmagnetisieren. Die Entmagnetisierung erfolgt durch Erhitzung des Läufers imOfen, bis die Dauermagneten eine Temperatur von +300 °C erreicht haben.
WARNUNG: Magnetische Streufelder, die durch eine geöffnete oder zerlegte Dauermagnet-Synchronmaschine oder deren separaten Läufer hervorgerufen werden, können andere elektrische oder elektromagnetische Vorrichtungen und Komponenten stören, darunter auch Herzschrittmacher, Kreditkarten u.ä.
10.5.4 SondermüllDas Öl des Schmiersystems ist Sondermüll und gemäß lokalen Bestimmungen zuentsorgen.
10.5.5 DeponieabfälleSämtliche Isoliermaterialien können als Deponieabfall entsorgt werden.
129 - Recycling Sicherheitsvorschriften 3BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
INBETRIEBNAHMEBERICHTTypenschildinformationen:
Serien-Nr.
Hersteller: ABB Oy
Adresse:
Telefon:
Fax:
P.O. Box 186 FIN-00381 HELSINKI FINNLAND
+358 (0) 10 22 11
+358 (0) 10 22 22544
Kunde:
Kundenadresse:
Kontaktperson:
Telefon:
Mobiltelefon:
Fax:
e-Mail:
- 1313BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
1 Transport
Allgemeines:
Ankunftsdatum der Maschine:
Inspektionsdatum und Aufstellort:
Unterschrift des Lieferanten:
Inspektion bei geöffneter Verpackung:
Schäden:
Packliste:
Maschine:
Verpackung:
Zusatzeinrichtungen:
Ersatzteile + Werkzeuge:
Im Schadensfall unternommene Maßnahmen:
Fotografiert:
Dem Transportunternehmen berichtet:
Dem Lieferanten berichtet:
Dem Versicherungsunternehmen berichtet:
Transportart:
Bemerkungen:
Bahn PostLuftfracht Seetransport durch M/S________LKW Sonstige:
nein ja, fehlende Teile:
nein ja, Art:
nein ja, Art:
nein ja, Art:
nein ja, Datum:
nein ja, an wen: Datum:
nein ja, an wen: Datum:
nein ja, Art:
nein ja, an wen: Datum:
nein ja, ausgeführt von:
- 1323BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
2 Lagerung
Allgemeines:
Lagerung:
Lagerungszeit länger als 6 Monate:
Für die Lagerung verantwortliche Person:
Lagerort:
Lagerungsmaßnahmen:
Transportpaket ist belüftet:
Externe Heizung/Ventilator wird verwendet:
Stillstandsheizungen werden verwendet:
Lager wurden gespült:
Lagerschalen wurden ausgebaut:
Korrosionsschutz für Wellenende wurde überprüft:
Korrosionsschutz für Wellenende wurde erneuert:
Läufer wird alle zwei Monate um 10 Umdrehungen gedreht:
Vibrationen am Lagerort:
Korrodierende Gase in der Luft:
Bürsten sind angehoben:
Maschinendokumente sind aufbewahrt und für zukünftigen Gebrauch geschützt:
Bemerkungen:
nein ja, Beginn:_____________Ende:__________________
nein ja
in Verpackung wasserdicht abgedeckt
Tägliche Temperatur: min/max._____ - _____ºCFeuchtigkeit:_____%
im Innenraum im Freien
nein ja
nein ja, Typ:______________________________________
nein ja, Spannung:_________________________________
nein ja, Ölsorte:____________________________________
nein ja, Typ:______________________________________
nein ja
nein ja
nein ja, Ort:_____________________________________
nein ja, __________mm/s, Effektivwert
nein ja, Art:__________________________________
nein ja, Datum:____________________________________
nein ja, Datum:____________________________________
- 1333BFP 000 053 R0103 REV H
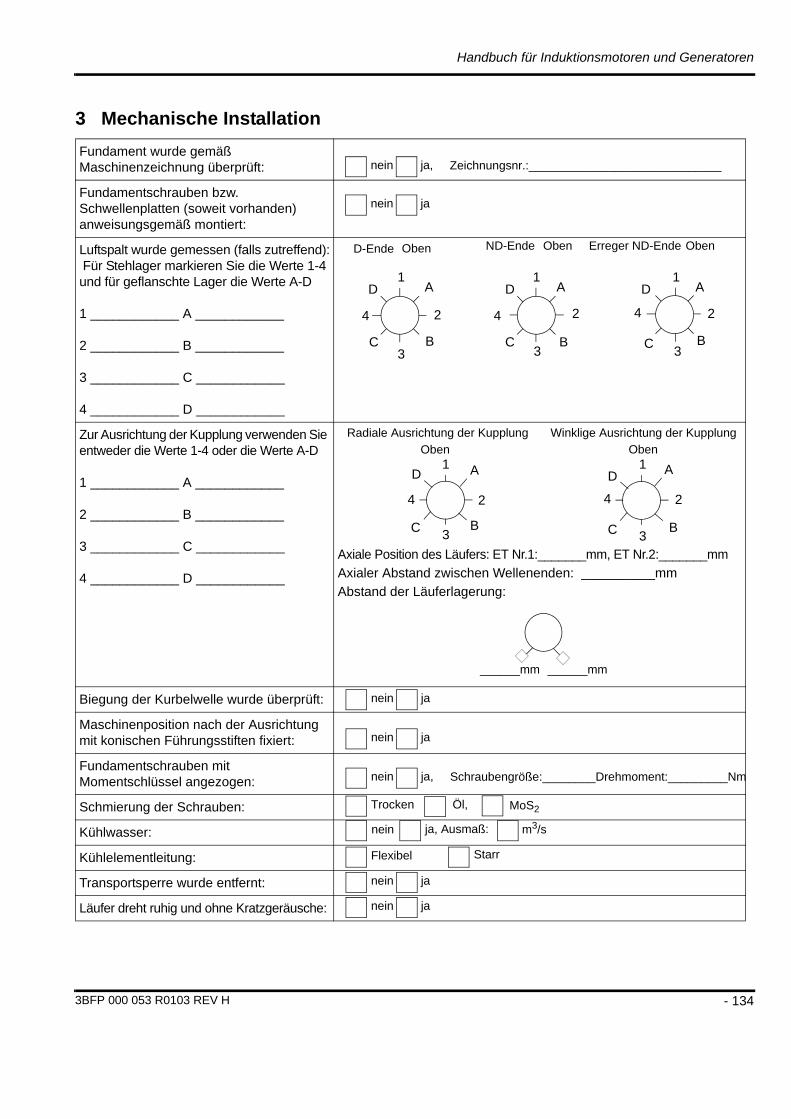
Handbuch für Induktionsmotoren und Generatoren
3 Mechanische Installation
Fundament wurde gemäß Maschinenzeichnung überprüft:
Fundamentschrauben bzw. Schwellenplatten (soweit vorhanden) anweisungsgemäß montiert:
Luftspalt wurde gemessen (falls zutreffend): Für Stehlager markieren Sie die Werte 1-4 und für geflanschte Lager die Werte A-D
1 ____________ A ____________
2 ____________ B ____________
3 ____________ C ____________
4 ____________ D ____________
Zur Ausrichtung der Kupplung verwenden Sie entweder die Werte 1-4 oder die Werte A-D
1 ____________ A ____________
2 ____________ B ____________
3 ____________ C ____________
4 ____________ D ____________
Axiale Position des Läufers: ET Nr.1:_______mm, ET Nr.2:_______mm
Axialer Abstand zwischen Wellenenden: __________mm
Abstand der Läuferlagerung:
Biegung der Kurbelwelle wurde überprüft:
Maschinenposition nach der Ausrichtung mit konischen Führungsstiften fixiert:
Fundamentschrauben mit Momentschlüssel angezogen:
Schmierung der Schrauben:
Kühlwasser:
Kühlelementleitung:
Transportsperre wurde entfernt:
Läufer dreht ruhig und ohne Kratzgeräusche:
nein ja, Schraubengröße:________Drehmoment:_________Nm
nein ja, Zeichnungsnr.:_____________________________
nein ja
nein ja
nein ja
Trocken
nein ja
Oben
Radiale Ausrichtung der Kupplung
D-Ende Oben
ObenWinklige Ausrichtung der Kupplung
ND-Ende Oben Erreger ND-Ende Oben
nein ja
______mm ______mm
Flexibel Starr
ja, Ausmaß:nein m3/s
Öl, MoS2
1
2
3
4
A
BC
D1
A
2
B3
C
4
D1
2
3
4
A
BC
D
1
2
3
4
A
BC
D1
2
3
4
A
BC
D
- 1343BFP 000 053 R0103 REV H
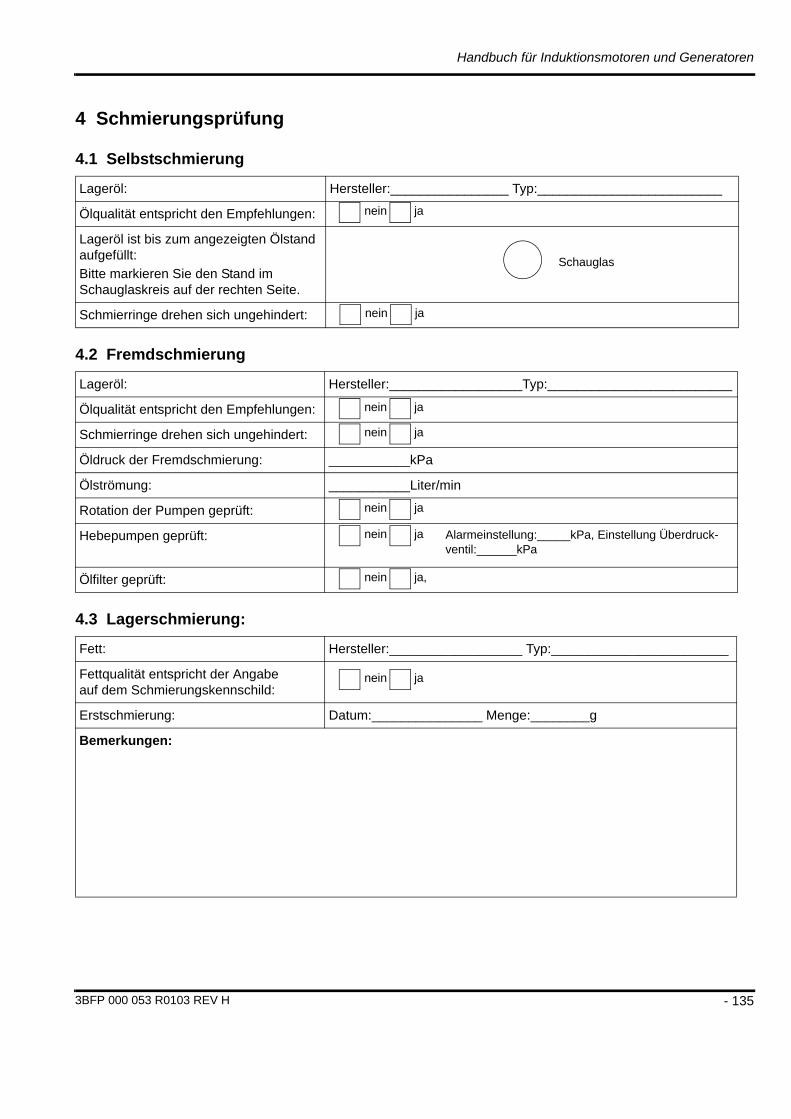
Handbuch für Induktionsmotoren und Generatoren
4 Schmierungsprüfung
4.1 Selbstschmierung
4.2 Fremdschmierung
4.3 Lagerschmierung:
Lageröl: Hersteller:________________ Typ:_________________________
Ölqualität entspricht den Empfehlungen:
Lageröl ist bis zum angezeigten Ölstand aufgefüllt:
Bitte markieren Sie den Stand im Schauglaskreis auf der rechten Seite.
Schmierringe drehen sich ungehindert:
Lageröl: Hersteller:__________________Typ:_________________________
Ölqualität entspricht den Empfehlungen:
Schmierringe drehen sich ungehindert:
Öldruck der Fremdschmierung: ___________kPa
Ölströmung: ___________Liter/min
Rotation der Pumpen geprüft:
Hebepumpen geprüft:
Ölfilter geprüft:
Fett: Hersteller:__________________ Typ:________________________
Fettqualität entspricht der Angabe auf dem Schmierungskennschild:
Erstschmierung: Datum:_______________ Menge:________g
Bemerkungen:
nein ja
Schauglas
nein ja
nein ja
nein ja,
nein ja
nein ja
Alarmeinstellung:_____kPa, Einstellung Überdruck-ventil:______kPa
nein ja
nein ja
- 1353BFP 000 053 R0103 REV H
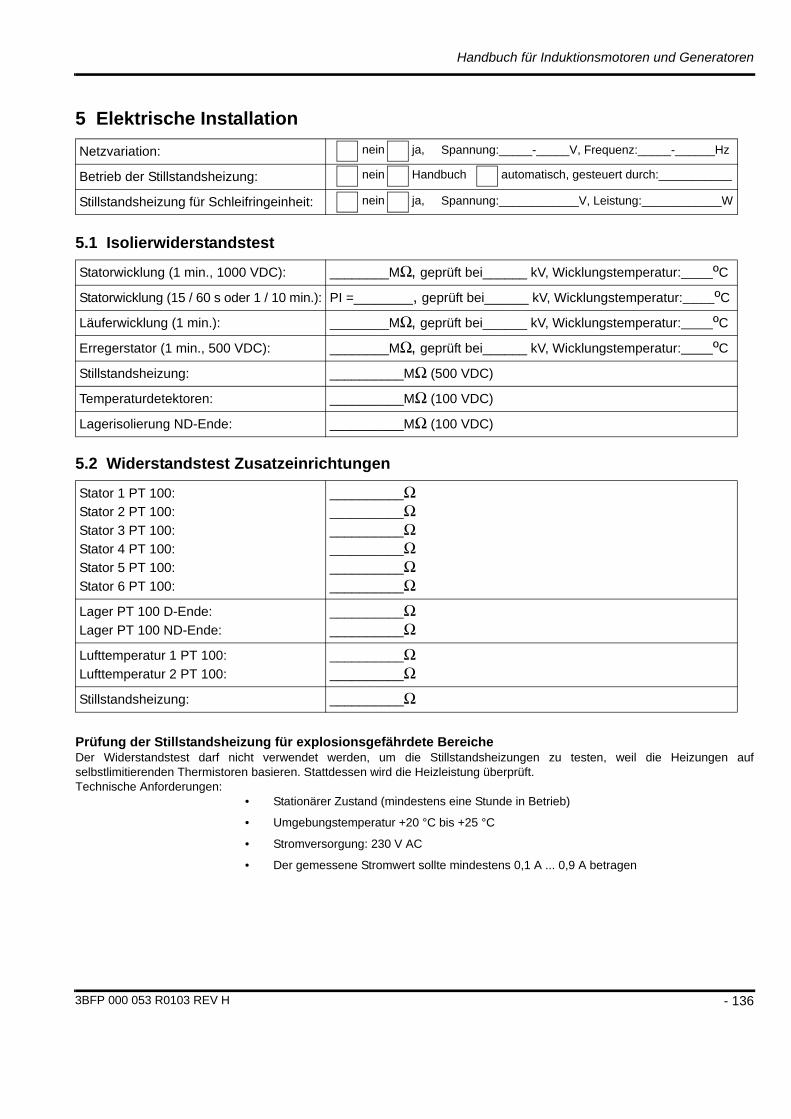
Handbuch für Induktionsmotoren und Generatoren
5 Elektrische Installation
5.1 Isolierwiderstandstest
5.2 Widerstandstest Zusatzeinrichtungen
Prüfung der Stillstandsheizung für explosionsgefährdete BereicheDer Widerstandstest darf nicht verwendet werden, um die Stillstandsheizungen zu testen, weil die Heizungen aufselbstlimitierenden Thermistoren basieren. Stattdessen wird die Heizleistung überprüft.Technische Anforderungen:
• Stationärer Zustand (mindestens eine Stunde in Betrieb)
• Umgebungstemperatur +20 °C bis +25 °C
• Stromversorgung: 230 V AC
• Der gemessene Stromwert sollte mindestens 0,1 A ... 0,9 A betragen
Netzvariation:
Betrieb der Stillstandsheizung:
Stillstandsheizung für Schleifringeinheit:
Statorwicklung (1 min., 1000 VDC): ________MΩ, geprüft bei______ kV, Wicklungstemperatur:____ºC
Statorwicklung (15 / 60 s oder 1 / 10 min.): PI =________, geprüft bei______ kV, Wicklungstemperatur:____ºC
Läuferwicklung (1 min.): ________MΩ, geprüft bei______ kV, Wicklungstemperatur:____ºC
Erregerstator (1 min., 500 VDC): ________MΩ, geprüft bei______ kV, Wicklungstemperatur:____ºC
Stillstandsheizung: __________MΩ (500 VDC)
Temperaturdetektoren: __________MΩ (100 VDC)
Lagerisolierung ND-Ende: __________MΩ (100 VDC)
Stator 1 PT 100:
Stator 2 PT 100:
Stator 3 PT 100:
Stator 4 PT 100:
Stator 5 PT 100:
Stator 6 PT 100:
__________Ω__________Ω__________Ω__________Ω__________Ω__________Ω
Lager PT 100 D-Ende:
Lager PT 100 ND-Ende:
__________Ω__________Ω
Lufttemperatur 1 PT 100:
Lufttemperatur 2 PT 100:
__________Ω__________Ω
Stillstandsheizung: __________Ω
nein ja, Spannung:_____-_____V, Frequenz:_____-______Hz
nein Handbuch automatisch, gesteuert durch:___________
nein ja, Spannung:____________V, Leistung:____________W
- 1363BFP 000 053 R0103 REV H
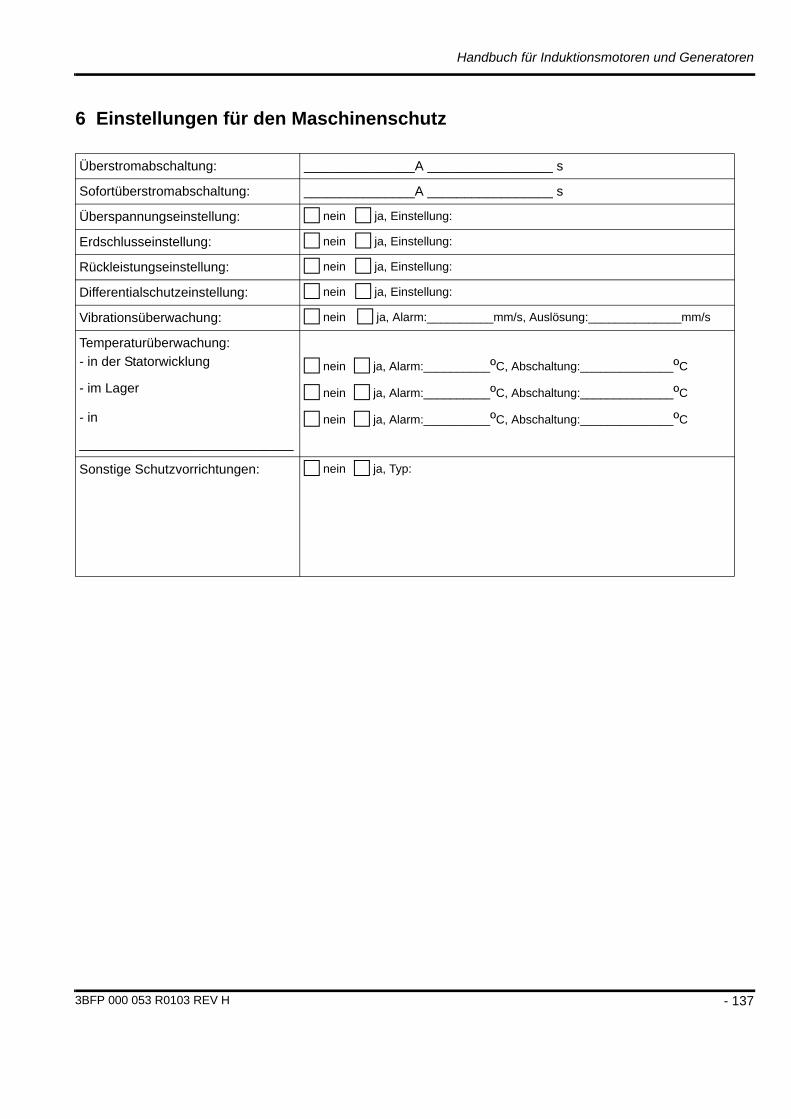
Handbuch für Induktionsmotoren und Generatoren
6 Einstellungen für den Maschinenschutz
Überstromabschaltung: _______________A _________________ s
Sofortüberstromabschaltung: _______________A _________________ s
Überspannungseinstellung: nein ja, Einstellung:
Erdschlusseinstellung: nein ja, Einstellung:
Rückleistungseinstellung: nein ja, Einstellung:
Differentialschutzeinstellung: nein ja, Einstellung:
Vibrationsüberwachung: nein ja, Alarm:__________mm/s, Auslösung:______________mm/s
Temperaturüberwachung:
- in der Statorwicklung
- im Lager
- in
_____________________________
nein ja, Alarm:__________ºC, Abschaltung:______________ºC
nein ja, Alarm:__________ºC, Abschaltung:______________ºC
nein ja, Alarm:__________ºC, Abschaltung:______________ºC
Sonstige Schutzvorrichtungen: nein ja, Typ:
- 1373BFP 000 053 R0103 REV H
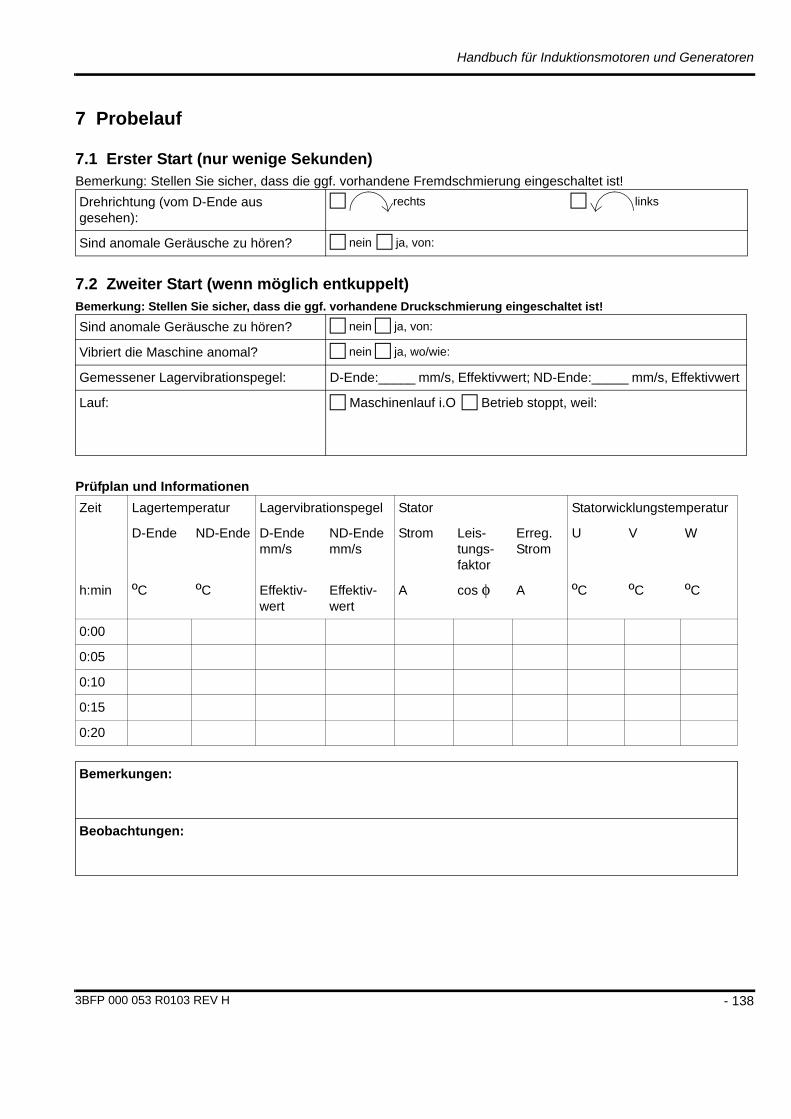
Handbuch für Induktionsmotoren und Generatoren
7 Probelauf
7.1 Erster Start (nur wenige Sekunden)Bemerkung: Stellen Sie sicher, dass die ggf. vorhandene Fremdschmierung eingeschaltet ist!
7.2 Zweiter Start (wenn möglich entkuppelt)Bemerkung: Stellen Sie sicher, dass die ggf. vorhandene Druckschmierung eingeschaltet ist!
Prüfplan und Informationen
Drehrichtung (vom D-Ende aus gesehen):
rechts links
Sind anomale Geräusche zu hören? nein ja, von:
Sind anomale Geräusche zu hören? nein ja, von:
Vibriert die Maschine anomal? nein ja, wo/wie:
Gemessener Lagervibrationspegel: D-Ende:_____ mm/s, Effektivwert; ND-Ende:_____ mm/s, Effektivwert
Lauf: Maschinenlauf i.O Betrieb stoppt, weil:
Zeit Lagertemperatur Lagervibrationspegel Stator Statorwicklungstemperatur
D-Ende ND-Ende D-Endemm/s
ND-Endemm/s
Strom Leis-tungs-faktor
Erreg. Strom
U V W
h:min ºC ºC Effektiv-wert
Effektiv-wert
A cos φ A ºC ºC ºC
0:00
0:05
0:10
0:15
0:20
Bemerkungen:
Beobachtungen:
- 1383BFP 000 053 R0103 REV H
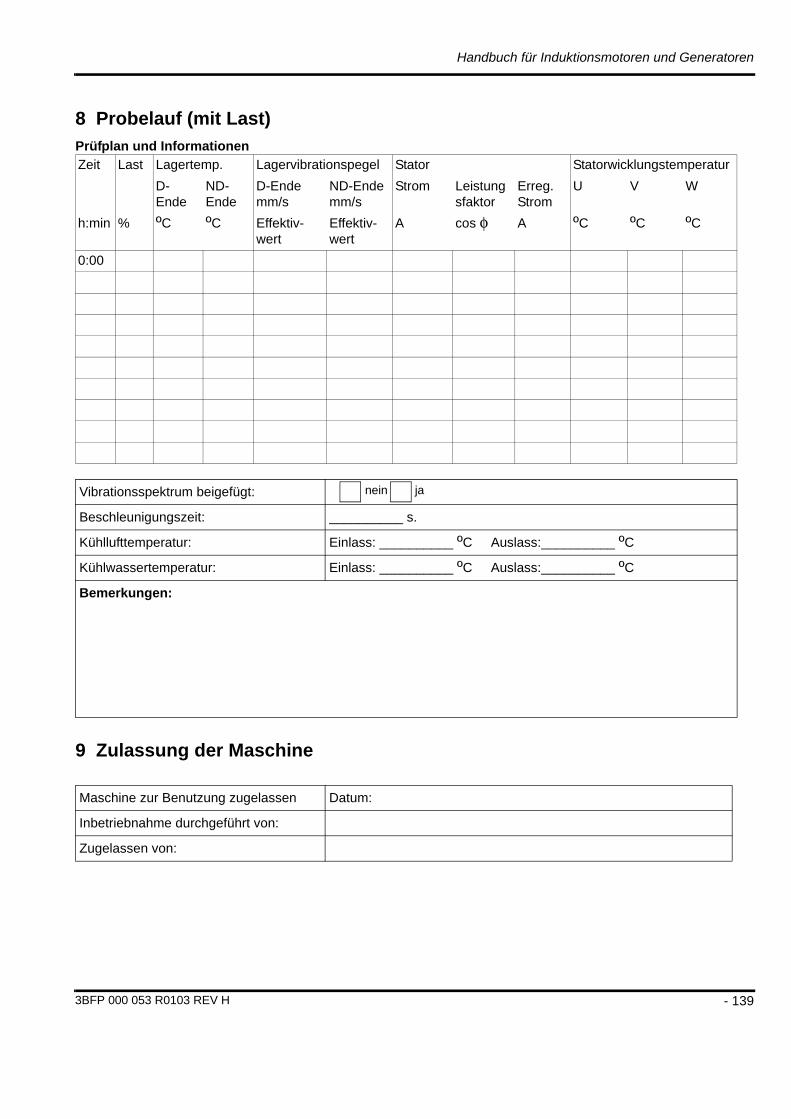
Handbuch für Induktionsmotoren und Generatoren
8 Probelauf (mit Last)Prüfplan und Informationen
9 Zulassung der Maschine
Zeit Last Lagertemp. Lagervibrationspegel Stator Statorwicklungstemperatur
D-Ende
ND-Ende
D-Endemm/s
ND-Endemm/s
Strom Leistungsfaktor
Erreg. Strom
U V W
h:min % ºC ºC Effektiv-wert
Effektiv-wert
A cos φ A ºC ºC ºC
0:00
Vibrationsspektrum beigefügt:
Beschleunigungszeit: __________ s.
Kühllufttemperatur: Einlass: __________ ºC Auslass:__________ ºC
Kühlwassertemperatur: Einlass: __________ ºC Auslass:__________ ºC
Bemerkungen:
Maschine zur Benutzung zugelassen Datum:
Inbetriebnahme durchgeführt von:
Zugelassen von:
nein ja
- 1393BFP 000 053 R0103 REV H
Handbuch für Induktionsmotoren und Generatoren
Fax-Deckblatt
Datum:
An: ABB OyTelefax: +358 (0) 10 22 22544
Von:
Fax-Nr.:
Telefon-Nr.:
e-Mail:
Anzahl der Seiten: 1 + 9 + _________
Mitteilung:
- 1403BFP 000 053 R0103 REV H
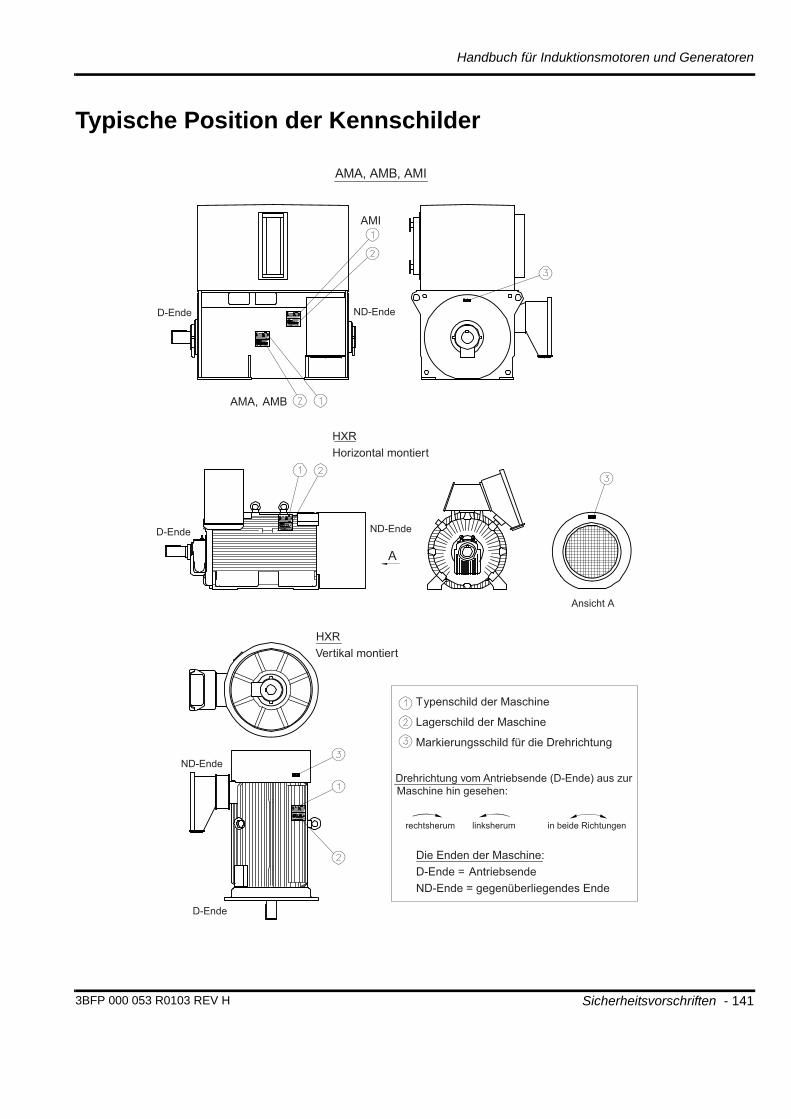
Handbuch für Induktionsmotoren und Generatoren
Typische Position der Kennschilder
Typenschild der Maschine
Lagerschild der Maschine
Markierungsschild für die Drehrichtung
Drehrichtung vom Antriebsende (D-Ende) aus zurMaschine hin gesehen:
rechtsherum linksherum in beide Richtungen
Die Enden der Maschine:D-Ende = AntriebsendeND-Ende = gegenüberliegendes Ende
ND-Ende
D-Ende
HXRVertikal montiert
HXRHorizontal montiert
D-Ende ND-Ende
Ansicht A
A
AMA, AMB, AMI
D-Ende ND-Ende
AMA, AMB
AMI
Sicherheitsvorschriften - 1413BFP 000 053 R0103 REV H
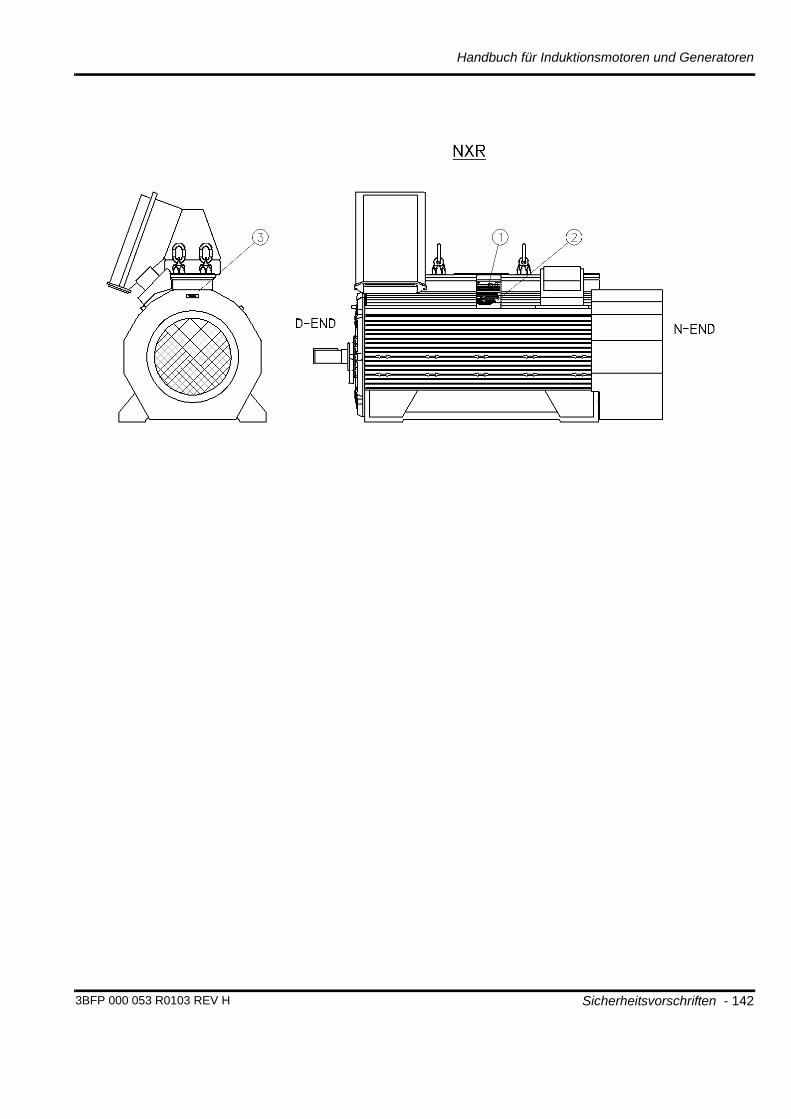
Handbuch für Induktionsmotoren und Generatoren
Sicherheitsvorschriften - 1423BFP 000 053 R0103 REV H
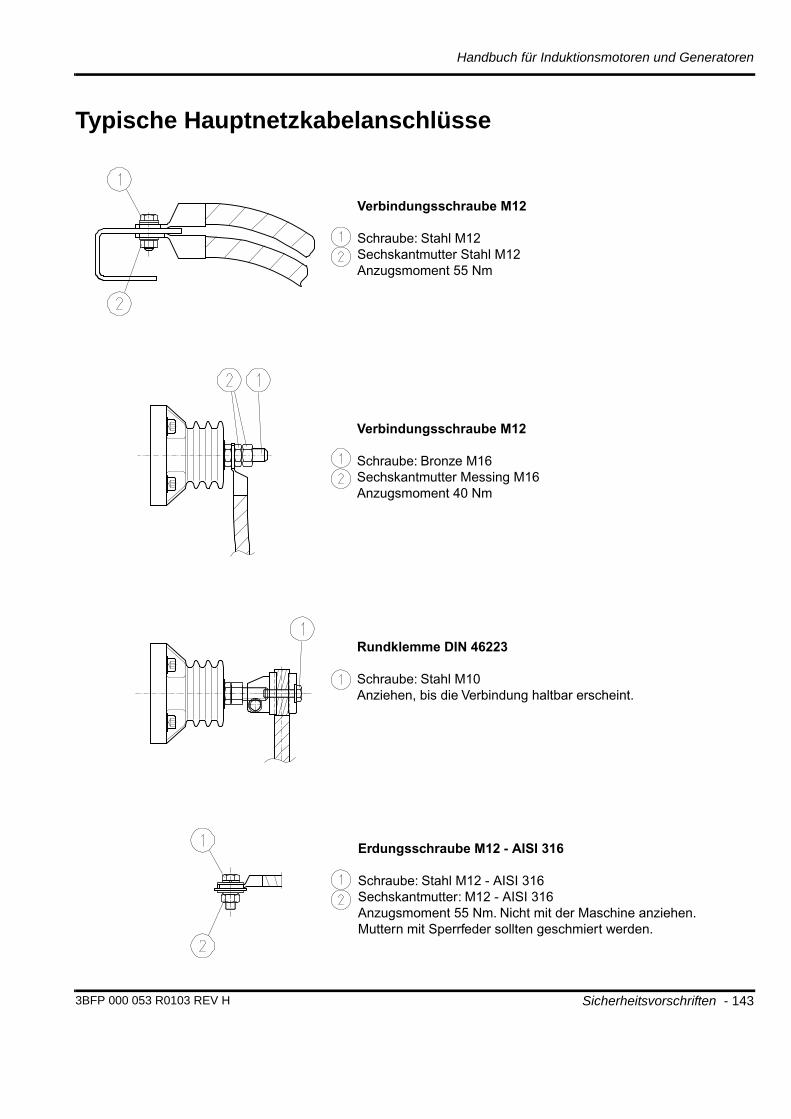
Handbuch für Induktionsmotoren und Generatoren
Sicherheitsvorschriften - 1433BFP 000 053 R0103 REV H
Typische Hauptnetzkabelanschlüsse
Verbindungsschraube M12
Schraube: Bronze M16Sechskantmutter Messing M16Anzugsmoment 40 Nm
Erdungsschraube M12 - AISI 316
Schraube: Stahl M12 - AISI 316Sechskantmutter: M12 - AISI 316Anzugsmoment 55 Nm. Nicht mit der Maschine anziehen.Muttern mit Sperrfeder sollten geschmiert werden.
Rundklemme DIN 46223
Schraube: Stahl M10Anziehen, bis die Verbindung haltbar erscheint.
Verbindungsschraube M12
Schraube: Stahl M12Sechskantmutter Stahl M12Anzugsmoment 55 Nm

ABB OyMotors and Generators
P.O. Box 186
00381 Helsinki, Finland
Phone: + 358 (0)10 2211
Fax: + 358 (0)10 22 22141
www.abb.com/motors&generators
3BFP
000
053
R01
03 R
EV
H
Kontakt