
Integrierter Umweltschutz in Gießereien · S. 12 Reduzierung von Emissionen aus...
36
– Strategie und Forschungsprogramm Integrierter Umweltschutz in Gießereien Verein Deutscher Giessereifachleute e.V.
Transcript of Integrierter Umweltschutz in Gießereien · S. 12 Reduzierung von Emissionen aus...
– Strategie und Forschungsprogramm
Integrierter Umweltschutz in Gießereien
Verein Deutscher Giessereifachleute e.V.
RZ_36 Seiter_060603.QX 10.06.2003 12:11 Uhr Seite 1

| IN-GUSS 20032
Herausgeber:VDG – Verein Deutscher Giessereifachleute e. V.
Redaktion:Dipl.-Geol. Horst Wolff
Kontakt:Postfach 10 51 44, 40042 DüsseldorfSohnstraße 70, 40237 DüsseldorfTelefon: +49 (0) 211 / 6871 - 337Telefax: +49 (0) 211 / 6871 - 109e-mail: [email protected]
Gestaltung:Weusthoff & Rosecommunication group I Köln I Hamburgwww.wundr.net
Druck:Druck + Logistik Rösen, Bocholt
Bildnachweise:Wir danken den projektbeteiligten Firmenund der Firma Oskar Frech GmbH & Co KG,Schorndorf-Weiler
Redaktionsschluss:Mai 2003
Impressum
Verein Deutscher Giessereifachleute e.V.
RZ_36 Seiter_060603.QX 10.06.2003 12:11 Uhr Seite 2

IN-GUSS 2003 | 3
INHALT
S. 4 Vorwort
S. 5 Das Förderprogramm des Bundes-ministeriums für Bildung und Forschung
S. 6 Entwicklung geruchsarmer Bindersysteme für die Kernherstellung in einer Aluminium-GießereiHüttenes Albertus Chemische Werke GmbH,Düsseldorf
S. 8 Entwicklung emissionsreduzierter Polyurethan-Cold-Box-BinderIfG – Institut für Gießereitechnik gGmbH, Düsseldorf
S. 10 Entwicklung und Einführung einer umwelt-verträglichen Formtechnologie mit Form-stoffrückgewinnung zur Fertigung von hochwertigen Gussteilen aus Kupfer- und GusseisenlegierungenTU Bergakademie Freiberg, Gießerei-Institut, Freiberg/Sachsen
S. 12 Reduzierung von Emissionen aus bentonit-gebundenen Formstoffsystemen durch Design benzolarmer GlanzkohlenstoffbildnerIfG – Institut für Gießereitechnik gGmbH, Düsseldorf
S. 14 Ökologisch und ökonomisch optimierter Trennstoffeinsatz beim Aluminium-Druck-gussTechnische Universität Braunschweig, Institut für Füge- und Schweißtechnik und Institut für ökologische Chemie
S. 16 Recycling füllstoffhaltiger Modellwachse aus Feingießereien zur produktionsintegrier-ten AbfallreduktionFraunhofer Institut für Verfahrenstechnik und Verpackung, Freising
S. 18 Magnetische Kontrolle des Alu-Feinguss-ProzessesForschungszentrum Rossendorf, Dresden
S. 20 Schmelzen verzinkter Blechpakete in einer MittelfrequenzschmelzanlageGeorg Fischer GmbH, Leipzig
S. 22 Erfahrungen mit Erdgas/Sauerstoff-Brennern an einem Kupolofen– Forschungsvorhaben „KUPOLOPT“Air Products GmbH, Hattingen
S. 24 Geruchsminderung an KupolöfenIfG – Institut für Gießereitechnik gGmbH, Düsseldorf
S. 26 Umwelt- und werkstoffgerechte MagnesiumschmelzehandhabungInstitut für Werkstoffkunde, Universität Hannover
S. 28 Innovatives Schrottcleaning für Kupfer-legierungen zur Erweiterung des Einsatzspektrums von SchrottenMecklenburger Metallguss GmbH, Waren
S. 30 Einführung von Bildauswertung und adapti-ven Verfahren zur Realisierung einer fle-xiblen, automatischen Gussputzeinrichtung mit Kapselung zur Verbesserung der Umweltverträglichkeit des ProzessesFlender Guss, Wittgensdorf
S. 32 Entwicklungswerkzeuge zum ökologischen und ökonomischen Gestalten von Guss-stückenHalberg Guss GmbH, Saarbrücken
S. 34 Förderung der Umsetzung von integrierten Umweltschutzmaßnahmen sowie Erhöhung und Sicherung der Effizienz im Förder-schwerpunkt „Integrierter Umweltschutz in der Gießereiindustrie“VDG Verein Deutscher Giessereifachleute e.V., Düsseldorf
Verein Deutscher Giessereifachleute
RZ_36 Seiter_060603.QX 10.06.2003 12:11 Uhr Seite 3

VORWORT
| IN-GUSS 20034
Unsere moderne Welt ist ohne Gussproduktenicht denkbar. Viele Produkte aus dem tägli-chen Leben enthalten Gussteile bzw. werdenmit Hilfe von gegossenen Komponenten her-gestellt. Das Gießen hat sich hierbei zu einemwettbewerbsfähigen, hoch technisierten Ver-fahren entwickelt, das auf kürzestem Weg auseinem Werkstoff ein fertiges Produkt generiert.
Wichtigste Partner der deutschen Gießereiin-dustrie sind der Fahrzeug- und Maschinenbausowie die Bauindustrie. In diese Abnehmer-bereiche werden rund 70 % aller Gussproduk-te geliefert.
Zahlreiche Innovationen haben dazu beigetra-gen, dass aus einem Jahrtausende alten Hand-werk ein modernes, industrielles Fertigungs-verfahren wurde. Durch die Integration mo-dernster Konstruktionsmöglichkeiten produ-zieren unsere Gießereien heute zunehmendhoch komplexe, endabmessungsnahe Guss-komponenten.
Als flexible mittelständische Branche beschäf-tigen wir in rund 700 Eisen-, Stahl- und Nicht-eisen-Metallgießereien rund 80.000 Mitarbei-ter.
Mit dem Fertigungsverfahren „Gießen“ ist einnahezu vollständiges Metall-Recycling möglichund als endkonturnahes Fertigungsverfahrenist es auch vergleichsweise energiesparend. Jedoch steigen die Anforderungen hinsichtlich
des Umweltschutzes stetig weiter: Nachbar-schaft und Umfeld von Gießereien erwarten eine weitere Reduzierung der Emissionen, dieVerknappung von Deponieraum fordert nochintensiveres Recycling und die Automobilindu-strie fordert Guss als kraftstoffverbrauchsre-duzierende Leichtbauteile.
Nachdem inzwischen deutlich geworden ist,dass „klassische“ Umweltschutzmaßnahmen,wie Abluftreinigung, die gestellten Anforderun-gen nicht mehr erfüllen können, wird der „Integrierte Umweltschutz“ zur Strategie:
Die Fertigungsprozesse und Einsatzstoffe müs-sen so gestaltet werden, daß Emissionen mög-lichst minimiert werden oder gar nicht entste-hen.
Dabei wird der Begriff des integrierten Um-weltschutzes heute deutlich weiter gefaßt: DerEinfluss der Produkte auf die Umwelt wird indie Betrachtung mit einbezogen („produktinte-grierter Umweltschutz“).
Die Strategie des integrierten Umweltschutzesin unserer Branche wird vom Bundesministeri-um für Bildung und Forschung (BMBF) mit demFörderprogramm „Integrierter Umweltschutz inder Gießereiindustrie“ unterstützt. In den Ver-bundprojekten werden interessante neue An-sätze für Umweltschutzmaßnahmen entwickelt,die später allen Gießereien zur Verfügung ste-hen werden.
Die Sonderausstellung „in-Guss“ auf der Gieß-ereifachmesse GIFA 2003 stellt Ihnen dieseProjekte vor und zeigt erste Ergebnisse aus denProjekten.
Der Verein Deutscher Giessereifachleute möch-te sich hierfür im Namen der Gießereiindustriebeim Bundesministerium für Bildung und For-schung und dem Projektträger DLR Umwelt-forschung und -technik für die geleistete Un-terstützung bedanken.
Der Dank gilt auch den Projektpartnern, diezum Entstehen dieser Schrift und der Ausrich-tung des Messestandes „in-Guss“ beigetragenhaben.
VDG Verein Deutscher Giessereifachleute e. V.Der Hauptgeschäftsführer
Dr.-Ing. Gotthard Wolf
Dr.-Ing. Gotthard Wolf, Hauptgeschäftsführer des Vereins Deutscher Giessereifachleute (VDG)
„Fortschritt mit integriertemUmweltschutz“
RZ_36 Seiter_060603.QX 10.06.2003 12:12 Uhr Seite 4

IN-GUSS 2003 | 5
BMBF-FÖRDERPROGRAMM
men, auch bei der Vielfältigkeit an Werkstoffenund Verfahren in der Gießereiindustrie, ab (Grafiken).
Die meisten Vorhaben laufen noch, wenn im Ju-ni 2003 in Düsseldorf auf dem Messestand „in-Guss“ (steht für „integrierte Gießerei-Umwelt-schutz Strategie“) auf der GießereifachmesseGIFA 2003 ein Überblick über die erarbeitetenund noch zu erwartenden Projektergebnissegegeben wird.Im Folgenden werden alle Projekte des BMBF-Förderprogramms in zusammengefasster Formvorgestellt. Interessenten an einzelnen Projek-ten oder speziellen Themen finden Ansprech-partner genannt.
Verbundvorhaben im BMBF-Förderprogramm„Integrierter Umweltschutz in der Gießereiindustrie“
Das Förderprogramm des Bundesministeriums für Bildung und Forschung
Verbundvorhaben
■ Entwicklung geruchsarmer Bindersyste-me für die Kernherstellung in einer Al-Gießerei
■ Entwicklung emissionsreduzierter Polyurethan-Cold-Box-Kernbinder
■ Entwicklung und Einführung einerumweltverträglichen Formtechnologie mit Formstoffrückgewinnung zur Fertigung hochwertiger Gussteile
■ Reduzierung von Emissionen aus bentonitgebundenen Formstoffen durchDesign optimaler Glankohlenstoffbildner
■ Ökologisch und ökonomisch optimierterTrennstoffeinsatz beim Aluminium-Druckguss
■ Recycling füllstoffhaltiger Modellwachseaus Feingießereien zur produktionsinte-grierten Abfallreduktion
■ Magnetische Kontrolle von Alu-Feinguss:Modelluntersuchungen und Prototypent-wicklung für das Feingussverfahren zurReduzierung der Flussgeschwindigkeitdes in die keramische Formschale ein-strömenden Metalls
■ Schmelzen verzinkter Blechpakete ineiner Mittelfrequenzschmelzanlage
■ Ökologische und ökonomische Optimie-rung des Kupolofen-Schmelzprozessesdurch den Einsatz von Erdgas-Sauerstoff-Brennern bei gleichzeitig möglicher Fest-stoffinjektion
■ Geruchsminderung an Kupolöfen■ Umwelt- und werkstoffgerechte Magnesi-
umschmelzbehandlung■ Innovatives Schrottcleaning für Kupferle-
gierungen zur Erweiterung des Einsatz-spektrums von Schrotten
■ Einführung von Bildauswertung und adap-tiven Verfahren zur Realisierung einer flexiblen, automatischen Gussputzein-richtung mit Kapselung zur Verbesserungder Umweltverträglichkeit des Prozesses
■ Entwicklungswerkzeuge zum ökologi-schen und ökonomischen Gestalten vonGussstücken
■ Förderung der Umsetzung von integrier-ten Umweltschutzmaßnahmen sowieErhöhung und Sicherung der Effizienz imFörderschwerpunkt „Integrierter Umwelt-schutz in der Gießereiindustrie“
Grafiken: Die Projekte im Förderprogramm
Im Jahre 2001 ist in 15 Projektgruppen von rund70 Projektpartnern begonnen worden, für dieGießereiindustrie wichtige Aufgabenfelder zubearbeiten. Der Gesamtaufwand der Projektebeträgt rund 12,5 Mio €, die Arbeiten werdenvom BMBF mit rund 7,5 Mio € gefördert.
Die Projektthemen sind sortiert nach den Fer-tigungsbereichen „Kern- und Formherstellung“,„Gießverfahren“, „Schmelztechnik“, „Guss-nachbehandlung und -prüfung“ sowie als Ab-schluss, das VDG-Vorhaben. In dieser Reihen-folge werden die Projekte vorgestellt (Kasten).
Die Themen und Ziele der Projekte decken weit-gehend den Bedarf an Umweltschutzmaßnah-
„Integrierter Umweltschutz“ ist nicht nur zu ei-nem verbreiteten umwelttechnischen und ge-sellschaftlichen Schlüsselbegriff geworden, son-dern er steht seit 2001 auch für eine eigeneForschungsrichtung in der Gießereitechnik.
Die strategische Richtung, Umweltschutz in denFertigungsprozess („prozessintegrierter Um-weltschutz“) oder in die Produkte/Gussteile(„produktintegrierter Umweltschutz“ – wieLeichtbau) zu integrieren, wird dankenswerter-weise vom Bundesministerium für Bildung undForschung (BMBF) durch sein Förderprogramm„Integrierter Umweltschutz in der Gießereiin-dustrie“ maßgeblich gestützt.
RZ_36 Seiter_060603.QX 10.06.2003 12:12 Uhr Seite 5
| IN-GUSS 20036
KERN- UND FORMHERSTELLUNG 1
Formanlagen, die unter Verwendung harzge-bundener Kerne produzieren, sind die bedeut-samsten Geruchsquellen in Gießereien. Auf-grund der heute üblichen Widerstände in derBevölkerung gegen Belästigungen aus indust-riellen Tätigkeiten ist die Minderung solcherEmissionen ein wichtiger Aspekt der Standort-sicherung.Als Primärmaßnahme hat die Weiterentwick-lung der Kernbinderchemie immer den Vorteilgegenüber der Abluftbehandlung, keine zu-sätzlichen Ressourcen zu verbrauchen und kei-ne aufwendigen Investitions- und Betriebskos-ten auszulösen. So gesehen ist jeder geruchs-arme Binder sinnvoll und ein wirtschaftlicherVorteil, der von Beschaffung und Verarbeitungher deutlich weniger kostet als das Bündel ansonst eventuell notwendigen Sekundärmaß-nahmen.
Hüttenes Albertus ChemischeWerke GmbH, Düsseldorf(Projektleitung)
IfG – Institut für GießereitechnikgGmbH, Düsseldorf
VW Nutzfahrzeuge AG – Gießerei, Hannover
Ziele des Projektes:
■ Geruchsarme Binder sollen – exemplarischfür eine Aluminiumgießerei – bis zur Ein-satzreife in der Fertigung entwickelt und allgemein in den Markt gebracht werden,und es sollen
■ grundlegende methodische Ansätze undgrundlegendes chemisches Wissen überdas Design emissionsarmer organischerMaterialien gewonnen werden.
Das Forschungsprojektgliedert sich in vierAbschnitte:
1. Ermittlung des Emissionszustandes derAluminiumgießerei vor Änderung derKernbinder
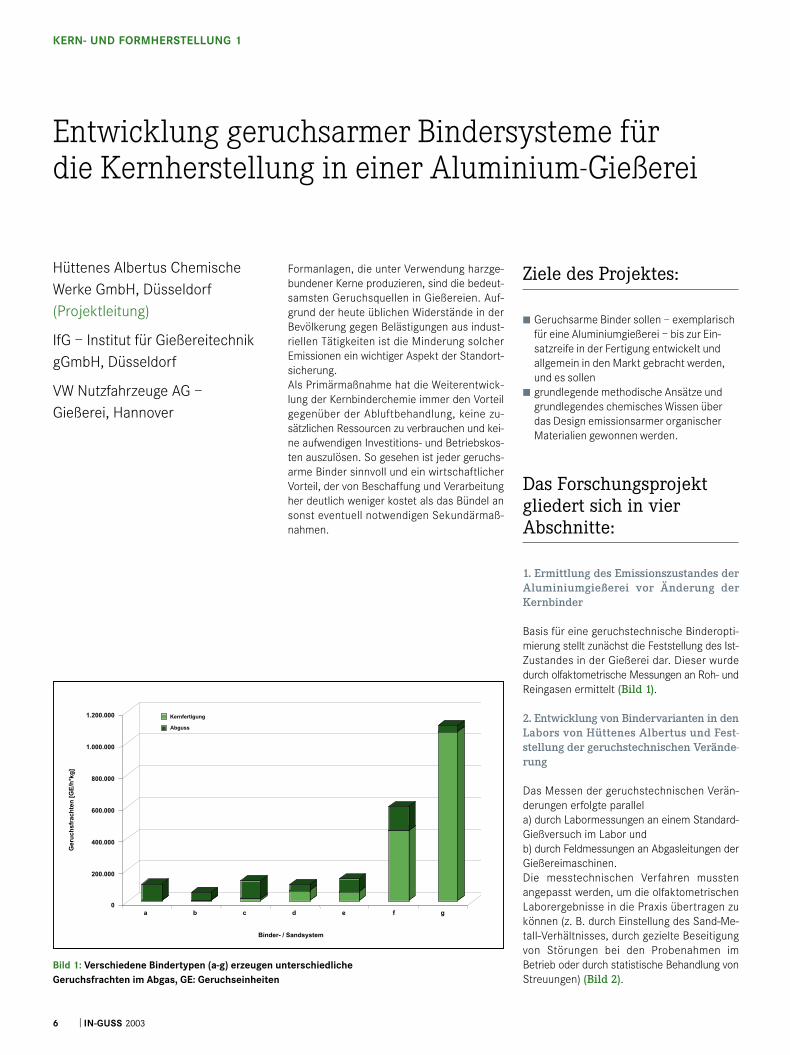
Basis für eine geruchstechnische Binderopti-mierung stellt zunächst die Feststellung des Ist-Zustandes in der Gießerei dar. Dieser wurdedurch olfaktometrische Messungen an Roh- undReingasen ermittelt (Bild 1).
2. Entwicklung von Bindervarianten in denLabors von Hüttenes Albertus und Fest-stellung der geruchstechnischen Verände-rung
Das Messen der geruchstechnischen Verän-derungen erfolgte parallela) durch Labormessungen an einem Standard-Gießversuch im Labor und b) durch Feldmessungen an Abgasleitungen derGießereimaschinen.Die messtechnischen Verfahren mussten angepasst werden, um die olfaktometrischenLaborergebnisse in die Praxis übertragen zukönnen (z. B. durch Einstellung des Sand-Me-tall-Verhältnisses, durch gezielte Beseitigungvon Störungen bei den Probenahmen im Betrieb oder durch statistische Behandlung vonStreuungen) (Bild 2).
Kernfertigung
Abguss
1.200.000
1.000.000
800.000
600.000
400.000
200.000
0
a b c d e f g
Binder- / Sandsystem
Geru
ch
sfr
ach
ten
[G
E/h
*kg
]
Entwicklung geruchsarmer Bindersysteme für die Kernherstellung in einer Aluminium-Gießerei
Bild 1: Verschiedene Bindertypen (a-g) erzeugen unterschiedlicheGeruchsfrachten im Abgas, GE: Geruchseinheiten
RZ_36 Seiter_060603.QX 10.06.2003 12:12 Uhr Seite 6
IN-GUSS 2003 | 7
KERN- UND FORMHERSTELLUNG 1
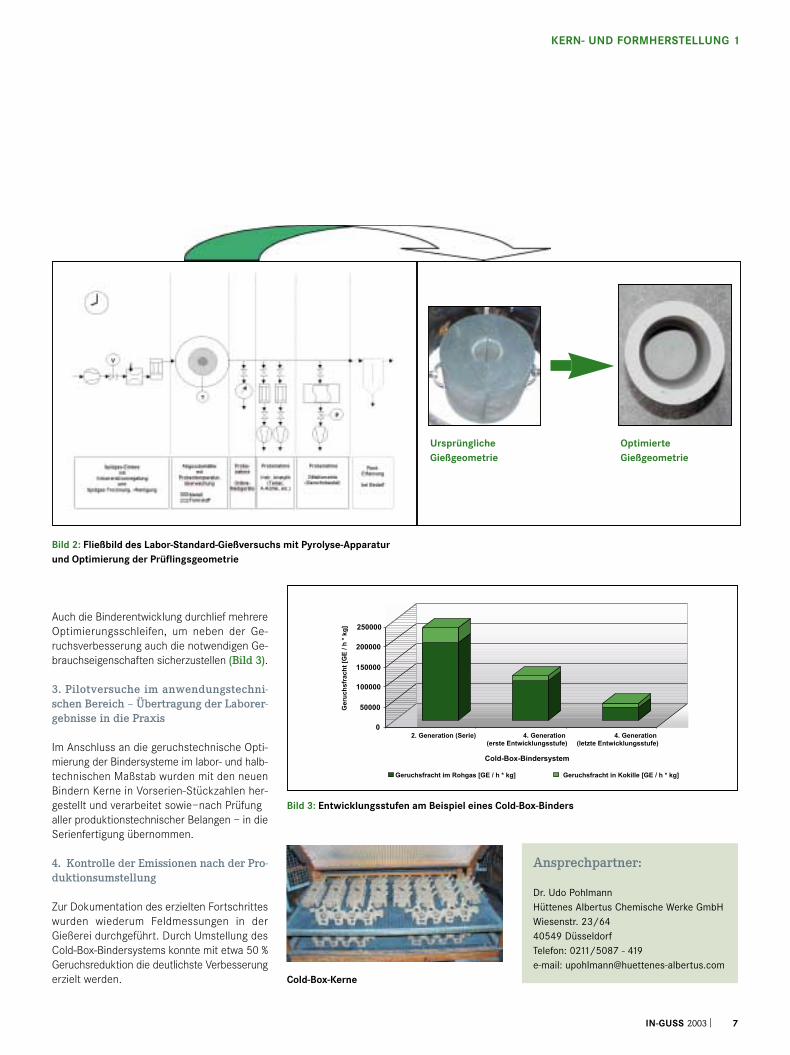
Auch die Binderentwicklung durchlief mehrereOptimierungsschleifen, um neben der Ge-ruchsverbesserung auch die notwendigen Ge-brauchseigenschaften sicherzustellen (Bild 3).
3. Pilotversuche im anwendungstechni-schen Bereich – Übertragung der Laborer-gebnisse in die Praxis
Im Anschluss an die geruchstechnische Opti-mierung der Bindersysteme im labor- und halb-technischen Maßstab wurden mit den neuenBindern Kerne in Vorserien-Stückzahlen her-gestellt und verarbeitet sowie – nach Prüfungaller produktionstechnischer Belangen – in dieSerienfertigung übernommen.
4. Kontrolle der Emissionen nach der Pro-duktionsumstellung
Zur Dokumentation des erzielten Fortschritteswurden wiederum Feldmessungen in derGießerei durchgeführt. Durch Umstellung desCold-Box-Bindersystems konnte mit etwa 50 %Geruchsreduktion die deutlichste Verbesserungerzielt werden.
0
50000
100000
150000
200000
250000
2. Generation (Serie) 4. Generation
(erste Entwicklungsstufe)
4. Generation
(letzte Entwicklungsstufe)
Cold-Box-Bindersystem
Ge
ruc
hs
fra
ch
t [G
E / h
* k
g]
Geruchsfracht im Rohgas [GE / h * kg] Geruchsfracht in Kokille [GE / h * kg]
Ansprechpartner:
Dr. Udo PohlmannHüttenes Albertus Chemische Werke GmbHWiesenstr. 23/6440549 DüsseldorfTelefon: 0211/5087 - 419e-mail: [email protected]
Cold-Box-Kerne
Bild 2: Fließbild des Labor-Standard-Gießversuchs mit Pyrolyse-Apparaturund Optimierung der Prüflingsgeometrie
Bild 3: Entwicklungsstufen am Beispiel eines Cold-Box-Binders
UrsprünglicheGießgeometrie
OptimierteGießgeometrie
RZ_36 Seiter_060603.QX 10.06.2003 12:12 Uhr Seite 7
KERN- UND FORMHERSTELLUNG 2
| IN-GUSS 20038
IfG – Institut für GießereitechnikgGmbH, Düsseldorf (Projektkoordination)
Ashland-Südchemie-KernfestGmbH, Hilden
Hydro Aluminium DeutschlandGmbH, Bonn
MAGMA GießereitechnologieGmbH, Aachen
Entwicklung emissionsreduzierter Polyurethan-Cold-Box-Binder
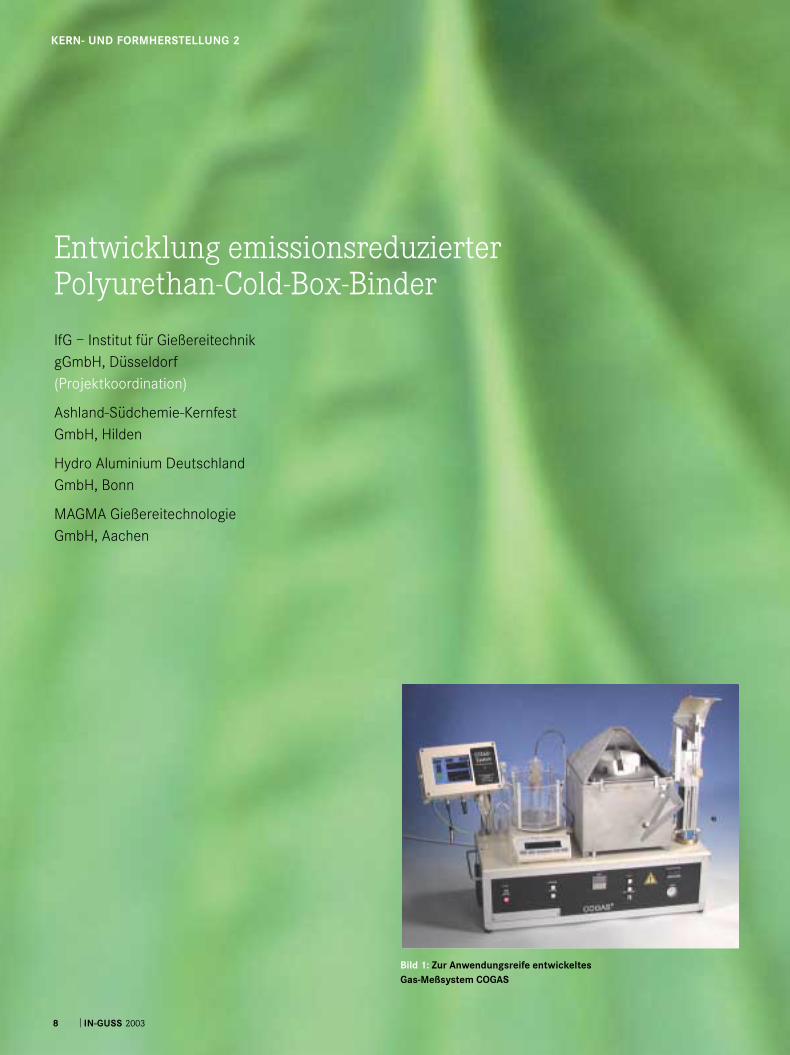
Bild 1: Zur Anwendungsreife entwickeltesGas-Meßsystem COGAS
RZ_36 Seiter_060603.QX 10.06.2003 12:13 Uhr Seite 8

IN-GUSS 2003 | 9
KERN- UND FORMHERSTELLUNG 2
Innenkonturen und Hohlräume von Gussteilenwerden durch sogenannte „Kerne“ hergestellt,indem Quarzsand mit meist organischen Binde-mitteln auf Phenolharzbasis vermischt undanschließend nach der Formgebung in Kern-schießmaschinen ausgehärtet wird. Das Binde-mittel wird beim Gießen weitgehend zerstört,so dass der dann rieselfähige Sand auch austieferen Hohlräumen leicht zu entfernen ist.Diese Pyrolyse der Kernbindemittel verläuft un-ter Gasentwicklung, die zu Metall/Gas-Reak-tionen führen kann, wenn das Gasaufkommenzu hoch ist oder die Kerngase nicht aus derForm abgeführt werden können.
Aus ökologischer Sicht ist neben der Entwick-lung möglichst emissionsarmer Systeme vonBedeutung, dass die unvermeidlich freiwer-denden Gase und die sich aus diesen Gasenteilweise niederschlagenden Kondensate arman umweltbelastenden Bestandteilen sind.
Ein weiteres Problem bei Verwendung von Polyurethan-Cold-Box-Kernen in Gießformen istdie Entstehung von kernformstoffbedingtenGussporositäten infolge eingeschlossener Pyrolysegase und Lösemitteldämpfe. Vielfachsind Kerne mit großer Oberfläche und dünnemQuerschnitt allseitig von flüssigem Metall um-schlossen. Aus fertigungstechnischen und wirt-schaftlichen Gründen ist es wichtig, Kernbin-der mit möglichst geringer Gesamtgasent-wicklung wie auch einem vorzugsweise niedri-gem Gasstoß anwenden zu können.
Ziele des Projektes:
■ Entwicklung eines Gas-Meß- undBestimmungssystems
Die Enwicklung emissionsreduzierterBindemittel bedarf eines hochauflösendenLabor-Messsystems zur qualitativen undquantitativen Bestimmung von Zerset-zungsprodukten aus Polyurethan-Cold-Box-Bindern, das mit hoher Wiederholgenauig-keit arbeitet und die Verhältnisse in derGießform während des Gießprozesses mitgeringem apparativem Aufwand praxisnahnachbildet (Bild 1).
Das Messsystem kann bei der Formulierungneuartiger, emissionreduzierter Bindersys-teme verwendet werden,... um die aus ingenieur- und umwelttechni-scher Sicht wichtigen quantitativen Kern-gasbestimmungen (Gasstoß, zeitlicher Gas-druckverlauf, Gesamtgasmenge) zum Zeit-punkt der Vorserienentwicklung zu bestim-men und... um durch Erfassung der entstehendenGase und Kondensate eine analytischeUntersuchung dieser Stoffe zu ermögli-chen.
■ Simulation und Prognose von Emissionen
Mit den Ergebnissen der qualitativen undquantitativen Bestimmung der Sandkern-Emissionen wird eine vorhandene gießerei-spezifische Simulationssoftware zur Vor-hersage der Gussteilerstarrung um einModul erweitert, welches den Zerfall derKernbinder quantitativ beschreiben soll.Damit wird der Anwender in die Lage ver-
setzt, gießereitechnische Optimierungen zur Vermeidung von Gussporositäten undKondensatbildung durch Kerngase durch-führen zu können.
■ Emissionsreduzierte Bindemittel fürdie Gießerei-Praxis
Schwerpunkt des Projektes ist die Entwick-lung emissionsreduzierter Binder mit verrin-gerten Phenol-, Formaldehyd-, Benzol-,Toluol- und Xylolgehalten bzw. die Erfor-schung alternativer Lösemittel mit geringe-rer Volumenausdehnung bei der Erwär-mung.
Zielrichtungen im Einzelnen sind:
■ Die Erarbeitung von High-Solid-Syste-men mit weniger Lösemittel und VOC-Frei-heit■ Bessere Vernetzung des Systems durch einen höheren Kondensationsgrad■ Erzielung einer vollständigeren Reaktionvon Binderkomponente 1 (Polyol) und Bin-derkomponente 2 (Polyisocyanat)
Um die neuentwickelten Systeme umfassendzu bewerten, werden neben der Freisetzungvon Gasen und dem Emissionsverhalten auchandere wichtige Eigenschaften, wie Biegefes-tigkeit, Fließfähigkeit, Verarbeitungszeit und an-dere Größen bestimmt. Ein zukünftiger breiterEinsatz neuer optimierter Binder in der be-trieblichen Praxis ist nur möglich, wenn alle re-levanten Anforderungen erfüllt werden.
Ansprechpartner:
Dr.-Ing. Alexander SchreyIfG – Institut für Gießereitechnik gGmbHSohnstrasse 7040237 DüsseldorfTelefon: 0211/ 6871 - 239Telefax: 0211/ 6871 - 317e-mail: [email protected]
Organik-Bilanz eines untersuchtenKernbindemittels
48%
42%
10%
Gas
Kondensat
Rückstand
46%
36%
18%
Gas
Kondensat
Rückstand
Probe II■ 380 mg Binder im Prüfkörper=138 mg Kondensat+ 68 mg Rest-Glühverlust+174 mg Gas (48 ml)
Probe I■ 380 mg Binder im Prüfkörper =160 mg Kondensat+ 38 mg Rest-Glühverlust+182 mg Gas (57 ml)
Ermittlung einer Organik-Bilanz
RZ_36 Seiter_060603.QX 10.06.2003 12:13 Uhr Seite 9
KERN- UND FORMHERSTELLUNG 3
| IN-GUSS 200310
TU Bergakademie Freiberg, Gießerei-Institut,Freiberg/Sachsen (Projektleitung)
Eisenwerke F.W.Düker AG & Co., KG a A, Laufach
Mecklenburger Metallguss Waren GmbH, Waren
PQ Germany GmbH, Wurzen
Entwicklung und Einführung einer umweltverträgli-chen Formtechnologie mit Formstoffrückgewinnungzur Fertigung von hochwertigen Gussteilen ausKupfer- und Gusseisenlegierungen
Umweltfreundliches Wasserglasverfahren –Kern für Schaufelrad
RZ_36 Seiter_060603.QX 10.06.2003 12:13 Uhr Seite 10
IN-GUSS 2003 | 11
KERN- UND FORMHERSTELLUNG 3
ren verbinden möchte. Dabei kann die gesam-te Palette der Gusswerkstoffe realisiert werden.Es ist heute möglich, durch angepasste Bin-dersysteme einen weiten Bereich von Formtei-len verschiedener Schwierigkeitsgrade herzu-stellen. Es sind sowohl die Forderungen nachmaschineller Verarbeitung von Formstoffen aufSchießmaschinen, nach notwendigen techno-logischen Eigenschaften beim Verarbeiten,Gießen und Auspacken sowie nach der Rege-nerierung anfallender Altsande in vielen Fällenlösbar.
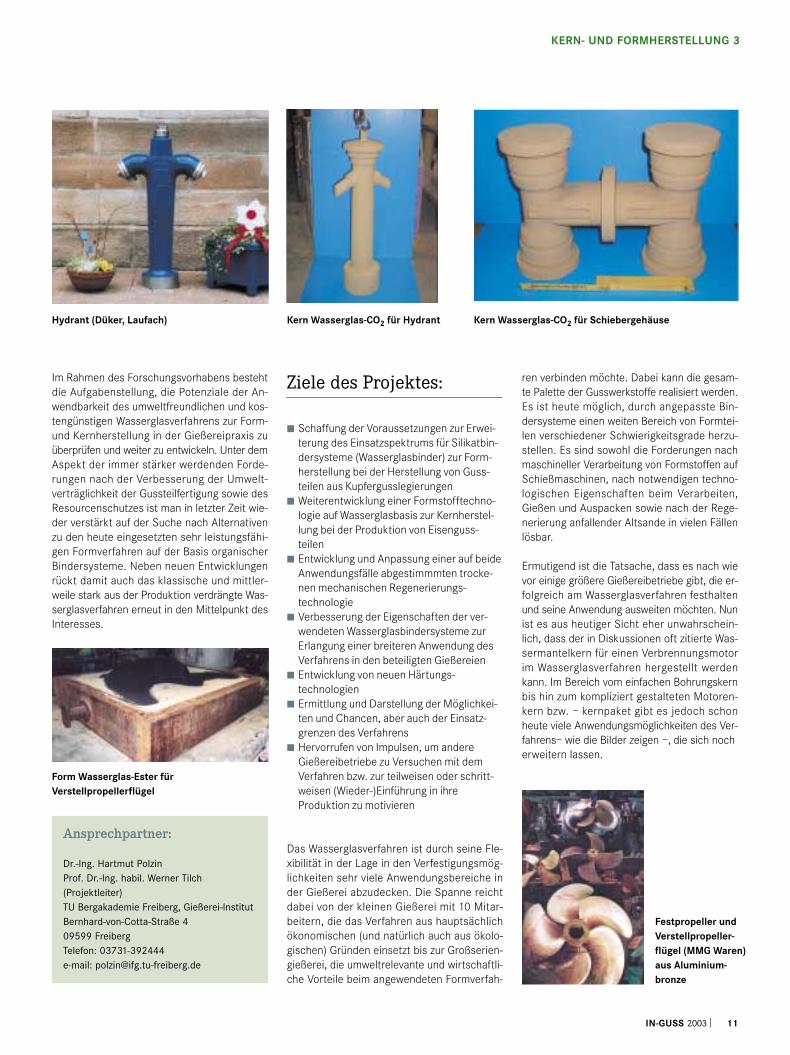
Ermutigend ist die Tatsache, dass es nach wievor einige größere Gießereibetriebe gibt, die er-folgreich am Wasserglasverfahren festhaltenund seine Anwendung ausweiten möchten. Nunist es aus heutiger Sicht eher unwahrschein-lich, dass der in Diskussionen oft zitierte Was-sermantelkern für einen Verbrennungsmotorim Wasserglasverfahren hergestellt werdenkann. Im Bereich vom einfachen Bohrungskernbis hin zum kompliziert gestalteten Motoren-kern bzw. – kernpaket gibt es jedoch schonheute viele Anwendungsmöglichkeiten des Ver-fahrens – wie die Bilder zeigen –, die sich nocherweitern lassen.
Ziele des Projektes:
■ Schaffung der Voraussetzungen zur Erwei-terung des Einsatzspektrums für Silikatbin-dersysteme (Wasserglasbinder) zur Form-herstellung bei der Herstellung von Guss-teilen aus Kupfergusslegierungen
■ Weiterentwicklung einer Formstofftechno-logie auf Wasserglasbasis zur Kernherstel-lung bei der Produktion von Eisenguss-teilen
■ Entwicklung und Anpassung einer auf beideAnwendungsfälle abgestimmmten trocke-nen mechanischen Regenerierungs-technologie
■ Verbesserung der Eigenschaften der ver-wendeten Wasserglasbindersysteme zurErlangung einer breiteren Anwendung desVerfahrens in den beteiligten Gießereien
■ Entwicklung von neuen Härtungs-technologien
■ Ermittlung und Darstellung der Möglichkei-ten und Chancen, aber auch der Einsatz-grenzen des Verfahrens
■ Hervorrufen von Impulsen, um andereGießereibetriebe zu Versuchen mit demVerfahren bzw. zur teilweisen oder schritt-weisen (Wieder-)Einführung in ihre Produktion zu motivieren
Das Wasserglasverfahren ist durch seine Fle-xibilität in der Lage in den Verfestigungsmög-lichkeiten sehr viele Anwendungsbereiche inder Gießerei abzudecken. Die Spanne reichtdabei von der kleinen Gießerei mit 10 Mitar-beitern, die das Verfahren aus hauptsächlichökonomischen (und natürlich auch aus ökolo-gischen) Gründen einsetzt bis zur Großserien-gießerei, die umweltrelevante und wirtschaftli-che Vorteile beim angewendeten Formverfah-
Ansprechpartner:
Dr.-Ing. Hartmut Polzin Prof. Dr.-Ing. habil. Werner Tilch(Projektleiter)TU Bergakademie Freiberg, Gießerei-InstitutBernhard-von-Cotta-Straße 409599 FreibergTelefon: 03731-392444e-mail: [email protected]
Festpropeller undVerstellpropeller-flügel (MMG Waren)aus Aluminium-bronze
Form Wasserglas-Ester fürVerstellpropellerflügel
Kern Wasserglas-CO2 für SchiebergehäuseKern Wasserglas-CO2 für HydrantHydrant (Düker, Laufach)
Im Rahmen des Forschungsvorhabens bestehtdie Aufgabenstellung, die Potenziale der An-wendbarkeit des umweltfreundlichen und kos-tengünstigen Wasserglasverfahrens zur Form-und Kernherstellung in der Gießereipraxis zuüberprüfen und weiter zu entwickeln. Unter demAspekt der immer stärker werdenden Forde-rungen nach der Verbesserung der Umwelt-verträglichkeit der Gussteilfertigung sowie desResourcenschutzes ist man in letzter Zeit wie-der verstärkt auf der Suche nach Alternativenzu den heute eingesetzten sehr leistungsfähi-gen Formverfahren auf der Basis organischerBindersysteme. Neben neuen Entwicklungenrückt damit auch das klassische und mittler-weile stark aus der Produktion verdrängte Was-serglasverfahren erneut in den Mittelpunkt desInteresses.
RZ_36 Seiter_060603.QX 10.06.2003 12:14 Uhr Seite 11
| IN-GUSS 200312
KERN- UND FORMHERSTELLUNG 4
IfG - Institut für GießereitechnikgGmbH, Düsseldorf
MAGMA GießereitechnologieGmbH, Aachen
Süd-Chemie AG, Moosburg
Reduzierung von Emissionen aus bentonitgebunde-nen Formstoffsystemen durch Design benzolarmerGlanzkohlenstoffbildner
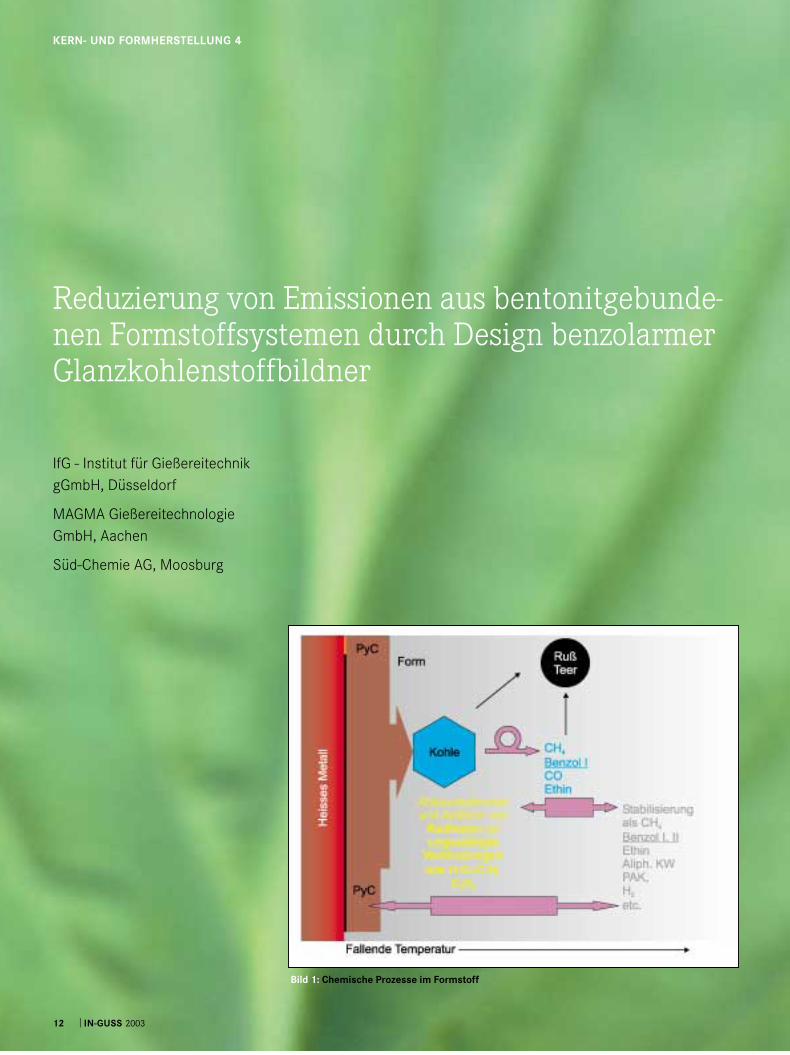
Bild 1: Chemische Prozesse im Formstoff
RZ_36 Seiter_060603.QX 10.06.2003 12:15 Uhr Seite 12
IN-GUSS 2003 | 13
KERN- UND FORMHERSTELLUNG 4
Bentonitgebundene Formstoffe enthalten alsfunktionelle Komponente einen Glanzkohlen-stoffbildner, auch C-Träger genannt. Die Auf-gaben dieses Additivs sind vielfältig. Unter an-derem soll es beim Gießen für eine reduzie-rende Atmosphäre sorgen. Dazu muss derGlanzkohlenstoffbildner mit dem Luftsauerstoff(aus den Formhohlräumen) im günstigen Fallzu Kohlenmonoxid reagieren können. Dies ge-lingt am besten dadurch, dass der C-Träger beithermischer Belastung flüchtige Kohlenwas-serstoffe abspaltet. Diese reagieren dann beihohen Temperaturen weiter zu Glanzkohle (a-Pyrokohlenstoff), Wasserstoff, Ruß, Kohlen-dioxid (das sich über die Boudouard-Reaktionmit dem Ruß weitgehend zu CO umsetzt) aberin untergeordnetem Maße leider auch zu aro-matischen Kohlenwasserstoffen wie Benzol undToluol. Besonders Benzol unterliegt aufgrundseiner krebserregenden Wirkung seitens derArbeitshygiene wie auch von Seiten des Im-missionsschutzes einer strengen Konzentrati-onsbegrenzung. Die unerwünschte Bildung dieses Stoffes in Form einer Nebenreaktion soll-te daher möglichst unterdrückt werden (Bild 1).
Ziele des Projektes:
■ Das Forschungsvorhaben hat es sich zurAufgabe gemacht, die Bildungsmechanis-men der Benzolentstehung in der abgegos-senen Form aufzuklären und mit Hilfe die-ser Erfahrung nach Wegen zu deren Unter-drückung zu suchen
■ Mit dem theoretischen Rüstzeug soll einneuer technischer Glanzkohlenstoffbildnerentwickelt und zunächst labortechnischund danach in Vorserienversuchen praktisch getestet werden
■ Parallel hierzu sollen die Ergebnisse genutztwerden, um ein chemisch-physikalischesModell zu entwickeln, das geeignet ist, diekomplexen Bildungs- und Transportvorgän-ge am Beispiel des Benzols im Gießgasangenähert zu simulieren, solange es sich in der Form aufhält
Ergebnisse:
Die Vorgänge, die in der heißen Gießform zuPyrokohlenstoff, Benzol und anderen Gießgas-bestandteilen führen, konnten in ihren Grund-zügen aufgeklärt werden. Nach Abschluss derArbeiten wird in Publikationen darüber aus-führlich berichtet. Aus diesen Ergebnissen konn-te eine Reihe an Vorgaben zum Design einesbenzolreduzierten Glanzkohlenstoffbildners ent-wickelt werden. Diese Vorgaben werden zurZeit vom Projektpartner Süd-Chemie kritischgeprüft und in gezielte Materialentwicklungenumgesetzt.
Für die Computersimulation von Gießgasfrei-setzungen nach stofflichen Einzelkomponen-ten werden über Versuchsreihen Parameter wieBildungsraten bestimmt (Bild 2). Diese werden sodann vom Projektpartner MAG-MA in ein Simulationsprogramm übernommen.Das Simulationsprogramm gestattet es, Reak-tions-, Transport- und Kondensationsvorgängeim Formstoff graphisch in zeitlicher Abfolge dar-zustellen und stoffliche Emissionen in Abhän-gigkeit von der Gussteilgeometrie zu berech-nen. In weiteren Entwicklungsschritten soll dar-aus ein Instrument entstehen, mit dessen Hil-fe Gussfehler, die durch Formstoffreaktionenbedingt sind, vorherzusehen und damit zu ver-meiden.
Ansprechpartner:
Dr. Joachim HelberIfG – Institut für Giessereitechnik gGmbHSohnstr. 7040237 DüsseldorfTelefon: 0211/6871 - 259Telefax: 0211/6871 - 317e-mail: [email protected]
Bild 2: Bildung und Verbrauch von Wasserstoff(2.00), Methan (15.80), Kohlenmonoxid(28.00), Kohlendioxid (44.00), Benzol (77.00),Toluol (90.00) und Wasser (18.00) bei 1200 °Cin einem bentonitgebundenen Sand mit C-Träger, simuliert im Labor unter praxis-ähnlichen Bedingungen
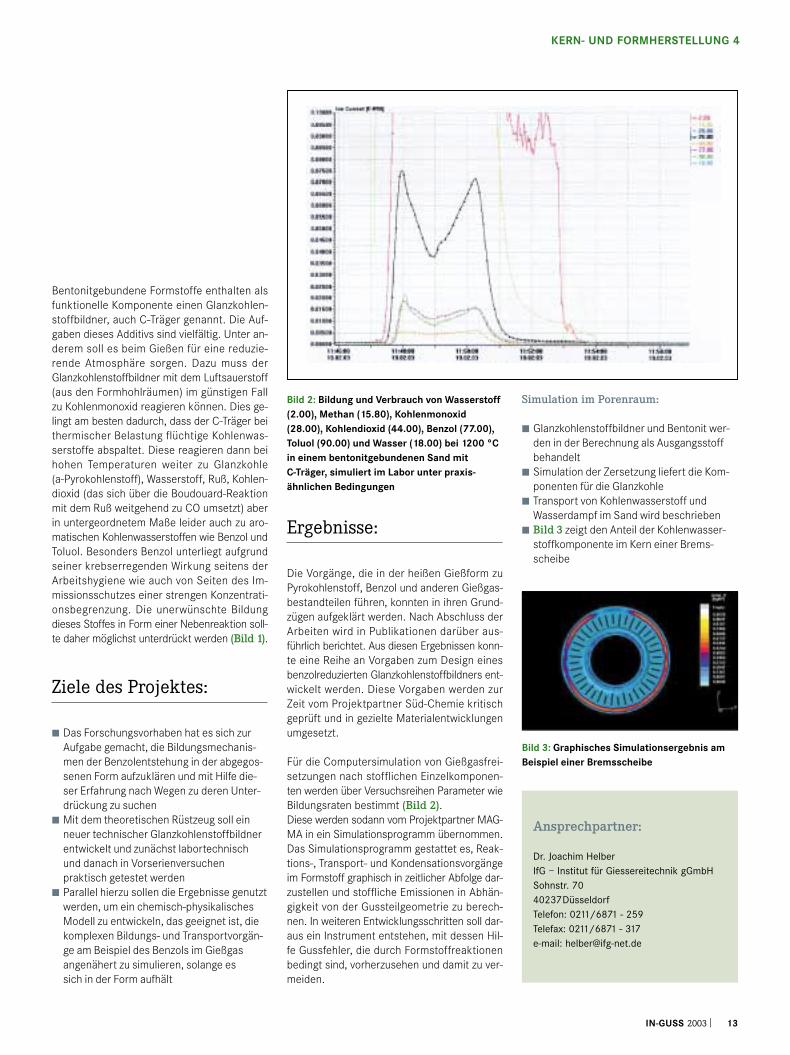
Bild 3: Graphisches Simulationsergebnis amBeispiel einer Bremsscheibe
Simulation im Porenraum:
■ Glanzkohlenstoffbildner und Bentonit wer-den in der Berechnung als Ausgangsstoffbehandelt
■ Simulation der Zersetzung liefert die Kom-ponenten für die Glanzkohle
■ Transport von Kohlenwasserstoff und Wasserdampf im Sand wird beschrieben
■ Bild 3 zeigt den Anteil der Kohlenwasser-stoffkomponente im Kern einer Brems-scheibe
RZ_36 Seiter_060603.QX 10.06.2003 12:15 Uhr Seite 13
| IN-GUSS 200314
DRUCKGUSS
Technische Universität Braun-schweig, Institut für Füge- undSchweißtechnik und Institut für ökologische Chemie (Projektleitung)
G.A. Röders GmbH & Co. KG, Soltau
DRM Löffler Druckguss GmbH & Co. KG, Bebra
Wollin GmbH, Lorch
Chem-Trend GmbH, Norderstedt
Ziel des Projektes:
Für jedem Gießzyklus beim Aluminium-Druck-gießen ist es erforderlich Formtrennstoffe auf-zutragen, um einerseits die Form zu kühlen undandererseits eine Verbindung zwischen dem zuvergießenden Aluminium und dem Formstahl,also ein „Kleben“ der Druckgussteile in derForm, zu verhindern. Durch die Anwendung derTrennmittel entstehen bei diesem technischenProzess Emissionen in die Luft und in das Ab-wasser.Ziel des Vorhabens ist es, durch eine intelli-gente Auftragtechnik und durch eine Optimie-rung der Trennstoffkomponenten unter ökolo-gischen Aspekten, zu einem optimierten Form-trennstoffeinsatz zu gelangen. Auf diese Weisesollen die erforderlichen Auftragmengen unddie entstehenden Emissionen deutlich redu-ziert werden. Außerdem sind Untersuchungenzu den chemischen Reaktionen und eventuel-len Schadstoffbildungen durch die thermischeBelastung der Trennmittel-Komponenten ge-plant, um daraus resultierende Empfehlungenzur Modifikation der Trennmittel, d.h. Ersatzeinzelner Komponenten, zu geben.
Ergebnisse:
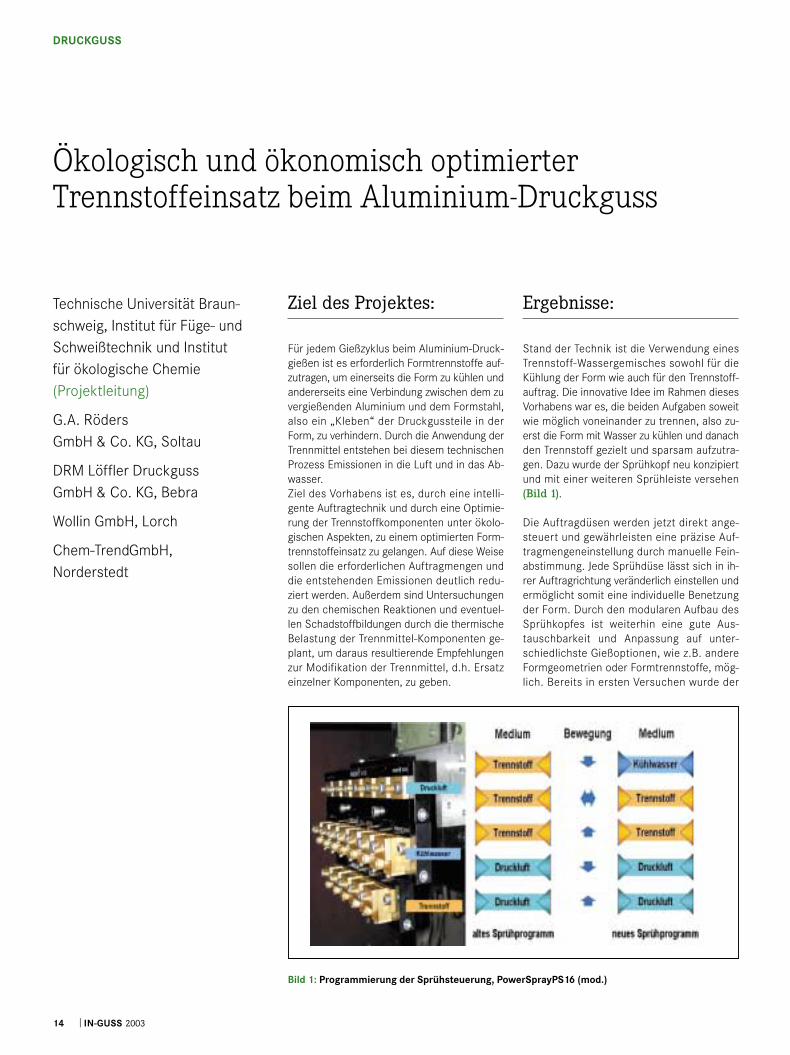
Stand der Technik ist die Verwendung einesTrennstoff-Wassergemisches sowohl für dieKühlung der Form wie auch für den Trennstoff-auftrag. Die innovative Idee im Rahmen diesesVorhabens war es, die beiden Aufgaben soweitwie möglich voneinander zu trennen, also zu-erst die Form mit Wasser zu kühlen und danachden Trennstoff gezielt und sparsam aufzutra-gen. Dazu wurde der Sprühkopf neu konzipiertund mit einer weiteren Sprühleiste versehen(Bild 1).
Die Auftragdüsen werden jetzt direkt ange-steuert und gewährleisten eine präzise Auf-tragmengeneinstellung durch manuelle Fein-abstimmung. Jede Sprühdüse lässt sich in ih-rer Auftragrichtung veränderlich einstellen undermöglicht somit eine individuelle Benetzungder Form. Durch den modularen Aufbau desSprühkopfes ist weiterhin eine gute Aus-tauschbarkeit und Anpassung auf unter-schiedlichste Gießoptionen, wie z.B. andereFormgeometrien oder Formtrennstoffe, mög-lich. Bereits in ersten Versuchen wurde der
Ökologisch und ökonomisch optimierterTrennstoffeinsatz beim Aluminium-Druckguss
Bild 1: Programmierung der Sprühsteuerung, PowerSprayPS16 (mod.)
RZ_36 Seiter_060603.QX 10.06.2003 12:15 Uhr Seite 14
IN-GUSS 2003 | 15
DRUCKGUSS
Trennmittelverbrauch ohne Einschränkung derTrennwirkung deutlich reduziert.
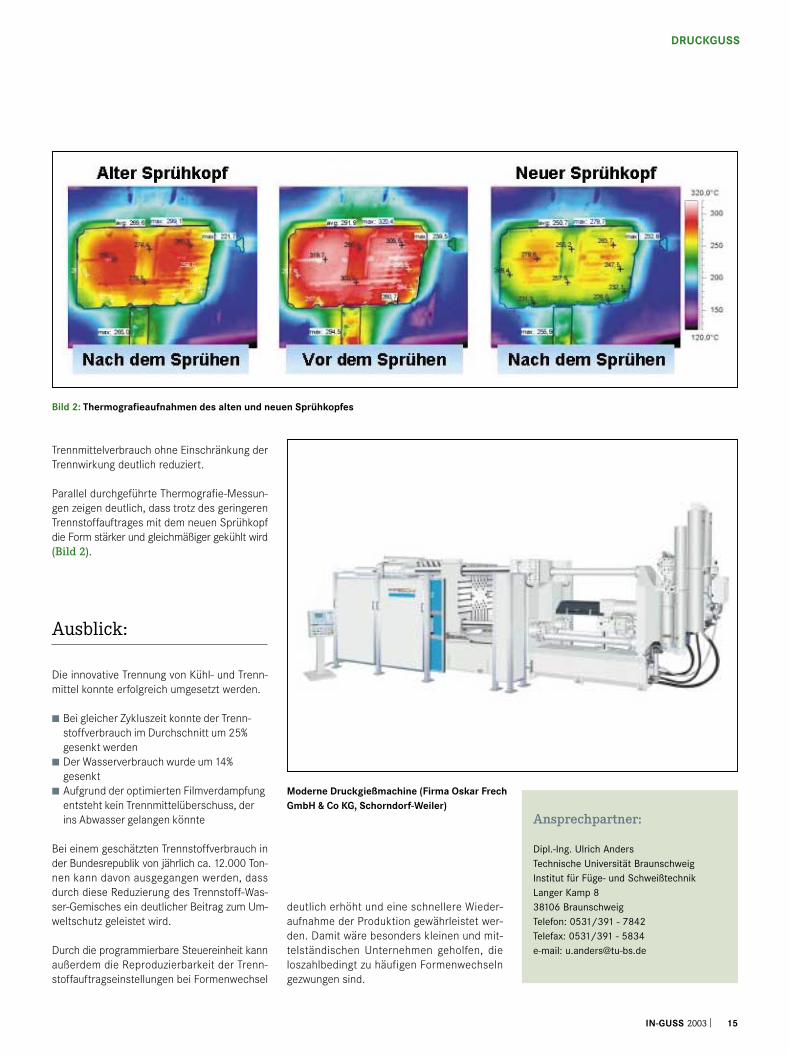
Parallel durchgeführte Thermografie-Messun-gen zeigen deutlich, dass trotz des geringerenTrennstoffauftrages mit dem neuen Sprühkopfdie Form stärker und gleichmäßiger gekühlt wird(Bild 2).
Ausblick:
Die innovative Trennung von Kühl- und Trenn-mittel konnte erfolgreich umgesetzt werden.
■ Bei gleicher Zykluszeit konnte der Trenn-stoffverbrauch im Durchschnitt um 25%gesenkt werden
■ Der Wasserverbrauch wurde um 14%gesenkt
■ Aufgrund der optimierten Filmverdampfungentsteht kein Trennmittelüberschuss, derins Abwasser gelangen könnte
Bei einem geschätzten Trennstoffverbrauch inder Bundesrepublik von jährlich ca. 12.000 Ton-nen kann davon ausgegangen werden, dassdurch diese Reduzierung des Trennstoff-Was-ser-Gemisches ein deutlicher Beitrag zum Um-weltschutz geleistet wird.
Durch die programmierbare Steuereinheit kannaußerdem die Reproduzierbarkeit der Trenn-stoffauftragseinstellungen bei Formenwechsel
deutlich erhöht und eine schnellere Wieder-aufnahme der Produktion gewährleistet wer-den. Damit wäre besonders kleinen und mit-telständischen Unternehmen geholfen, die loszahlbedingt zu häufigen Formenwechselngezwungen sind.
Bild 2: Thermografieaufnahmen des alten und neuen Sprühkopfes
Moderne Druckgießmachine (Firma Oskar FrechGmbH & Co KG, Schorndorf-Weiler)
Ansprechpartner:
Dipl.-Ing. Ulrich AndersTechnische Universität Braunschweig Institut für Füge- und Schweißtechnik Langer Kamp 838106 BraunschweigTelefon: 0531/391 - 7842Telefax: 0531/391 - 5834e-mail: [email protected]
RZ_36 Seiter_060603.QX 10.06.2003 12:15 Uhr Seite 15
| IN-GUSS 200316
FEINGUSS 1
Fraunhofer Institut fürVerfahrenstechnik undVerpackung, Freising(Projektleitung)
Feinguss Blank GmbH, Riedlingen
Zollern GmbH & Co, Sigmaringen
Tital GmbH, Bestwig
IMCA GmbH, Nürnberg
Pfeiffer GmbH, Pforzheim
Ziel des Projektes:
In Feingießereien fallen beim Auswachsen derkeramischen Formschalen sogenannte Abfall-wachse an. Mit ca. 30 % bilden sie die größteAbfallfraktion. Sie bestehen aus einer Wachs/Harz-Matrix, Wassereinschlüssen, hochpreisi-gen polymeren Füllern und keramischen Ver-unreinigungen. Die Abtrennung des Wassersist Stand der Technik. Der erneute Einsatz derentwässerten Wachse als Modellwachs schei-terte bislang an den zu hohen Aschegehaltender Regenerate. Ziel des Vorhabens ist es, Abfallwachse zu Mo-dellwachsen aufzubereiten, um die Abfälle indiesem Industriebereich nachhaltig zu senken.Parallel zur Entwicklung des Recyclingverfah-rens sind neue analytische Methoden zu ent-wickeln, welche die Feingießereien in die Lageversetzen, eine Qualitätskontrolle der Wachs-Recyclate vorzunehmen.
Ergebnisse:
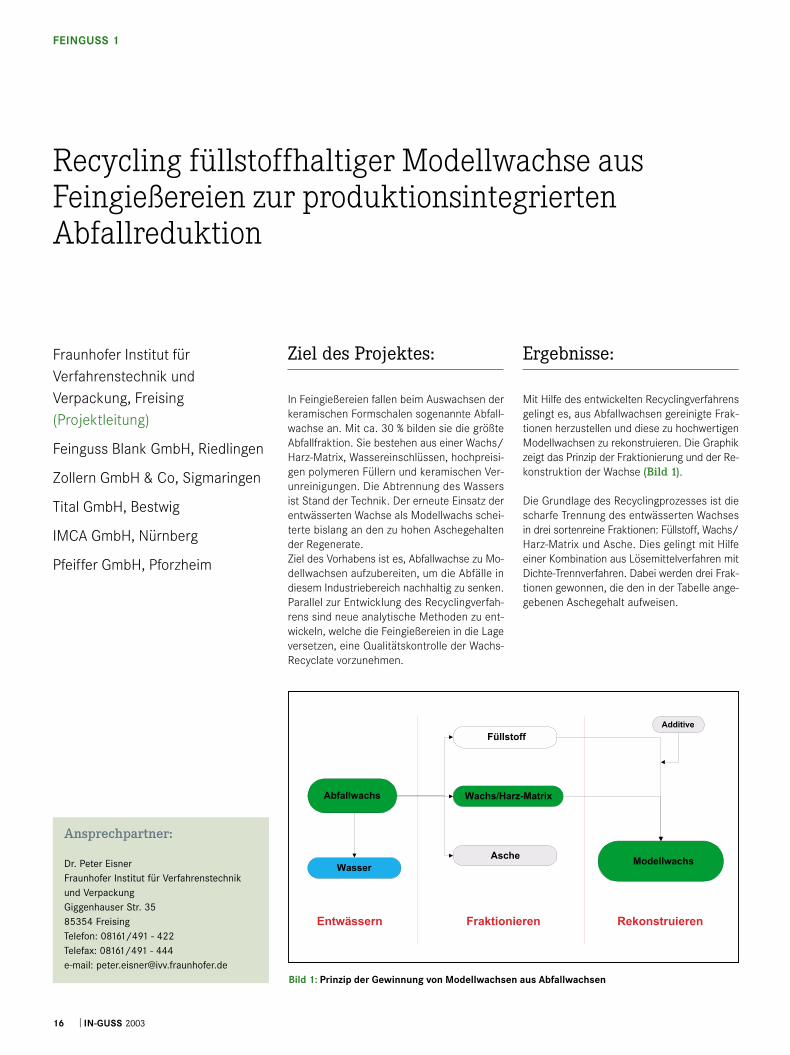
Mit Hilfe des entwickelten Recyclingverfahrensgelingt es, aus Abfallwachsen gereinigte Frak-tionen herzustellen und diese zu hochwertigenModellwachsen zu rekonstruieren. Die Graphikzeigt das Prinzip der Fraktionierung und der Re-konstruktion der Wachse (Bild 1).
Die Grundlage des Recyclingprozesses ist diescharfe Trennung des entwässerten Wachsesin drei sortenreine Fraktionen: Füllstoff, Wachs/Harz-Matrix und Asche. Dies gelingt mit Hilfeeiner Kombination aus Lösemittelverfahren mitDichte-Trennverfahren. Dabei werden drei Frak-tionen gewonnen, die den in der Tabelle ange-gebenen Aschegehalt aufweisen.
Recycling füllstoffhaltiger Modellwachse ausFeingießereien zur produktionsintegriertenAbfallreduktion
Ansprechpartner:
Dr. Peter Eisner Fraunhofer Institut für Verfahrenstechnik und VerpackungGiggenhauser Str. 3585354 Freising Telefon: 08161/491 - 422Telefax: 08161/491 - 444 e-mail: [email protected]
Bild 1: Prinzip der Gewinnung von Modellwachsen aus Abfallwachsen
Wasser
Wachs/Harz-Matrix
Füllstoff
Modellwachs
Additive
Asche
Entwässern Fraktionieren Rekonstruieren
Abfallwachs
RZ_36 Seiter_060603.QX 10.06.2003 12:15 Uhr Seite 16

IN-GUSS 2003 | 17
FEINGUSS 1
REM-Aufnahmen des entwässerten Wachsesund von der aufgereinigten Füllstofffraktion dar-gestellt. Mit dem Verfahren gelingt es, sehr rei-ne Füllstoffpartikel zu gewinnen (Bild 2).
Die Durchführbarkeit der Rekonstruktion dergereinigten Fraktionen zu Modellwachsen konn-te ebenfalls nachgewiesen werden. Zur Rege-neration der gereinigten Wachsfraktionen zueinem verwertbaren Modellwachs-Regenerat
Um die Effekte der Alterung von Wachsen zuuntersuchen und messtechnisch zu quantifi-zieren, wurden Modellwachse in Versuchsrei-hen bis zu einer Woche Temperaturen von biszu 200 °C ausgesetzt. Eine irreversible Ände-rung des Parameters Viskosität stellt sich beiden untersuchten Wachsen erst bei sehr großerTemperatur-Zeit-Belastung ein. Daraus lässtsich ableiten, dass die Wachse geeignet sind,mehrere Recyclingschritte bei 100 °C unbe-schadet zu überstehen. Hinsichtlich der Vis-kosität zeigen die von den verschiedenen Fein-gießereien eingesetzten Wachse unterschied-liche Eigenschaften. Während einzelne Wach-se nach thermischer Behandlung eine niedri-gere Viskosität aufweisen, ist bei anderenWachsen eine Viskositätserhöhung zu beo-bachten.
Auf Grundlage dieser Messdaten wurde ein pra-xisrelevanter Schnelltest für Modellwachse ent-wickelt. Mit Hilfe der Analysenmethode „DSC“können Änderungen des Schmelz- und Erstar-rungsverhaltens von Modellwachsen und da-mit auch Alterungseffekte in nur wenigen Mi-nuten nachgewiesen werden. Dies versetzt dieFeingießer in die Lage, die Wachseigenschaf-ten während der Produktion zu kontrollierenund frühzeitig geeignete qualitätssicherndeMaßnahmen zu ergreifen.
Auf Basis der bisherigen Ergebnisse ist davonauszugehen, dass das Vorhaben Anfang 2004mit einem positiven Ergebnis abgeschlossenwerden wird. Die wirtschaftlichen Auswirkun-gen des neuartigen Verfahrens auf die Pro-duktion werden in den kommenden Monatenermittelt.
Bild 2: Entwässertes Wachs (links) und Füllstofffraktion nach der Behandlung (rechts)
Tabelle 1
Bild 3: Pilotanlage zur Herstellung vonModellwachs-Produktmustern (25 kg/d)
Bild 4: Temperaturverlauf im Extruder bei der Rekonstruktion von Modellwachs
Anteile und Zusammensetzung der drei Wachsfraktionen nach der Behandlung
Fraktion Anteil im Aschegehalteentwässerten Wachs nach Behandlung
Wachs/Harz-Matrix 65 % bis 80 % <0,01 %Füllstoff 20 % bis 35 % 0,1 % bis 0,2 %Asche <1 % >50 %
kam der dargestellte Extruder (Bild 4) zum Ein-satz. Sowohl Füllstoff- als auch Aschegehalt lie-gen nach der Rekonstruktion in der Größen-ordnung, die von den Feingießereien gefordertwird. Die Eigenschaften der Recyclate sind, be-zogen auf die im Labor ermittelten Parameter,mit den Eigenschaften von Neuware vergleich-bar.
Zur Zeit werden größere Produktmuster mit ei-ner speziell für das Vorhaben entwickelten Pi-lotanlage hergestellt. Die Anlage (Bild 3) hateine Kapazität von 25 kg Wachs pro Tag. Eswurden erste Produktmustermengen herge-stellt. Die Aschegehalte der Fraktionen liegenauch im Pilotmaßstab in der Tabelle angege-benen Größenordnung. (Tabelle 1)
RZ_36 Seiter_060603.QX 10.06.2003 12:16 Uhr Seite 17
| IN-GUSS 200318
FEINGUSS 2
Forschungszentrum Rossendorf,Dresden (Projektleitung)
Titan-Aluminium-Feinguss GmbH,Bestwig
Magnetische Kontrolle des Alu-Feinguss-Prozesses
RZ_36 Seiter_060603.QX 10.06.2003 12:16 Uhr Seite 18
IN-GUSS 2003 | 19
FEINGUSS 2
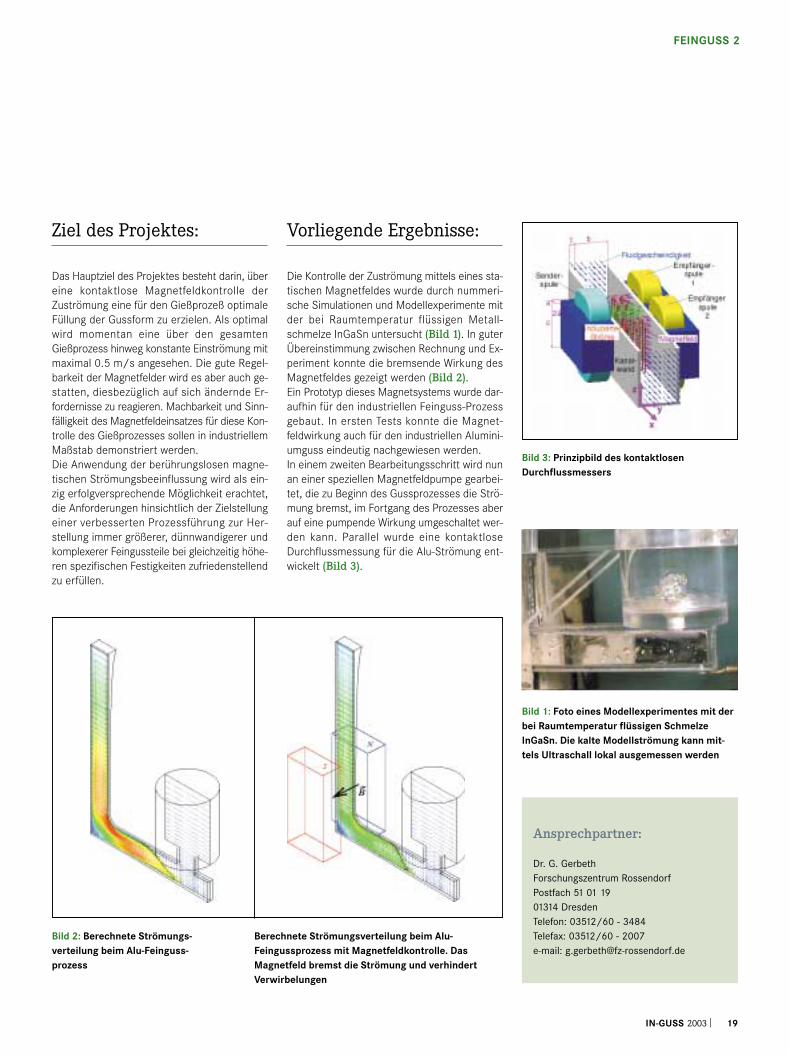
Ziel des Projektes:
Das Hauptziel des Projektes besteht darin, übereine kontaktlose Magnetfeldkontrolle der Zuströmung eine für den Gießprozeß optimaleFüllung der Gussform zu erzielen. Als optimalwird momentan eine über den gesamtenGießprozess hinweg konstante Einströmung mitmaximal 0.5 m/s angesehen. Die gute Regel-barkeit der Magnetfelder wird es aber auch ge-statten, diesbezüglich auf sich ändernde Er-fordernisse zu reagieren. Machbarkeit und Sinn-fälligkeit des Magnetfeldeinsatzes für diese Kon-trolle des Gießprozesses sollen in industriellemMaßstab demonstriert werden.Die Anwendung der berührungslosen magne-tischen Strömungsbeeinflussung wird als ein-zig erfolgversprechende Möglichkeit erachtet,die Anforderungen hinsichtlich der Zielstellungeiner verbesserten Prozessführung zur Her-stellung immer größerer, dünnwandigerer undkomplexerer Feingussteile bei gleichzeitig höhe-ren spezifischen Festigkeiten zufriedenstellendzu erfüllen.
Vorliegende Ergebnisse:
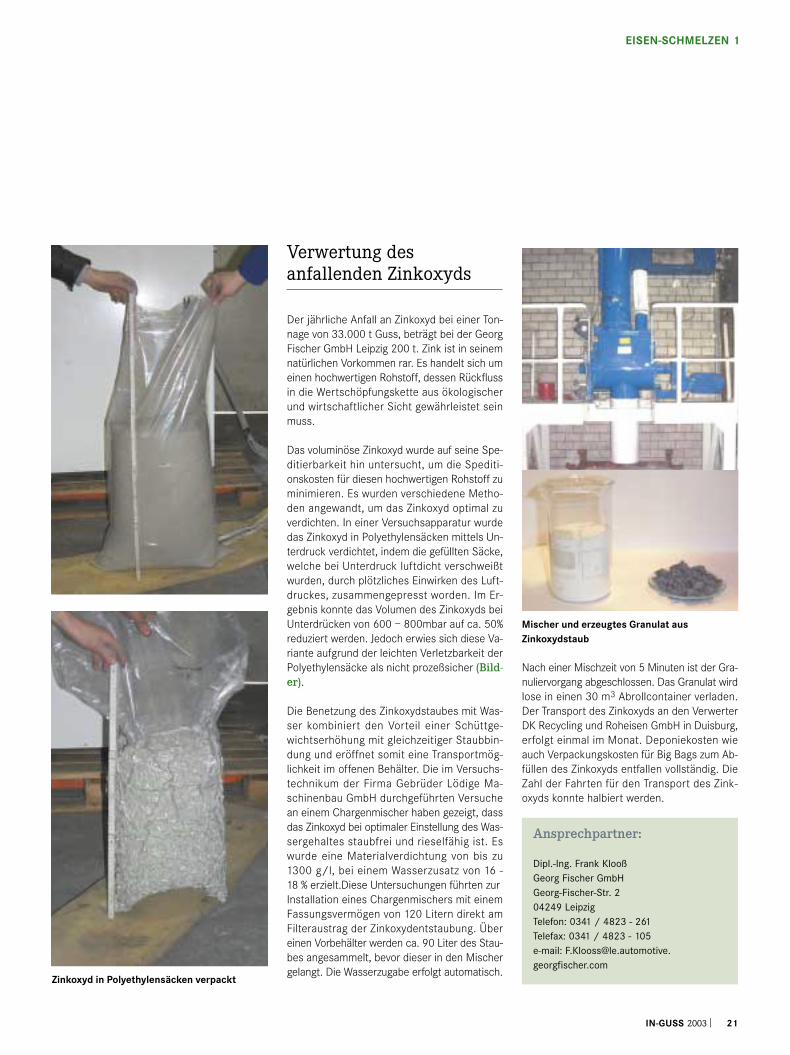
Die Kontrolle der Zuströmung mittels eines sta-tischen Magnetfeldes wurde durch nummeri-sche Simulationen und Modellexperimente mitder bei Raumtemperatur flüssigen Metall-schmelze InGaSn untersucht (Bild 1). In guterÜbereinstimmung zwischen Rechnung und Ex-periment konnte die bremsende Wirkung desMagnetfeldes gezeigt werden (Bild 2). Ein Prototyp dieses Magnetsystems wurde dar-aufhin für den industriellen Feinguss-Prozessgebaut. In ersten Tests konnte die Magnet-feldwirkung auch für den industriellen Alumini-umguss eindeutig nachgewiesen werden.In einem zweiten Bearbeitungsschritt wird nunan einer speziellen Magnetfeldpumpe gearbei-tet, die zu Beginn des Gussprozesses die Strö-mung bremst, im Fortgang des Prozesses aberauf eine pumpende Wirkung umgeschaltet wer-den kann. Parallel wurde eine kontaktloseDurchflussmessung für die Alu-Strömung ent-wickelt (Bild 3).
Ansprechpartner:
Dr. G. Gerbeth Forschungszentrum RossendorfPostfach 51 01 1901314 DresdenTelefon: 03512/60 - 3484Telefax: 03512/60 - 2007e-mail: [email protected]
Berechnete Strömungsverteilung beim Alu-Feingussprozess mit Magnetfeldkontrolle. DasMagnetfeld bremst die Strömung und verhindertVerwirbelungen
Bild 2: Berechnete Strömungs-verteilung beim Alu-Feinguss-prozess
Bild 1: Foto eines Modellexperimentes mit derbei Raumtemperatur flüssigen SchmelzeInGaSn. Die kalte Modellströmung kann mit-tels Ultraschall lokal ausgemessen werden
Bild 3: Prinzipbild des kontaktlosenDurchflussmessers
RZ_36 Seiter_060603.QX 10.06.2003 12:17 Uhr Seite 19

| IN-GUSS 200320
EISEN-SCHMELZEN 1
Georg Fischer GmbH, Leipzig, F. Klooß (Projektleitung)
Inductotherm Deutschland GmbH,Simmerath, H. Jagdfeld
Dörentrup FeuerfestprodukteGmbH & Co.KG, Bendorf/Rhein,Dr. O. Krause
Gebrüder Lödige MaschinenbauGmbH, Paderborn, F. J. Zellerhoff
Ziel des Projektes:
Seit Beginn der neunziger Jahre führt die Ent-wicklung in der Automobilindustrie zu einemstetig steigenden Einsatz von verzinkten Stahl-blechen für den Karosseriebau. Demzufolge se-hen sich vielen Grau- und Sphärogussgießer-einen mit dem Problem konfrontiert, die aufdem Schrottmarkt angebotenen verzinkten Ble-che zum Einsatz zu bringen. Der verzinkte Stahl-schrott, der im Kupolofenbetrieb unproblema-tisch eingesetzt werden kann, stellt sich für einen Induktionsofenbetrieb als problematischdar. Dieses Problem zu lösen, setzte sich dieGeorg Fischer GmbH Leipzig mit dem Bau ei-nes neuen Schmelzbetriebes im Jahr 2000 zumZiel. Die drei 12-t -Mittelfrequenzöfen mit einerLeistung von 7 MW wurden mit einer Ab-saugleistung von 40.000 m3/h ausgestattet –eine dringende Voraussetzung, um verzinktesBlech überhaupt im Induktionsofen schmelzenzu können.
ProzesssicheresSchmelzen verzinkterBleche im Induktions-tiegelofen
Die Performance der Feuerfestauskleidung vonInduktionsöfen beim Schmelzen verzinkter Ble-che ist einer der Schwerpunkte der Untersu-chungen im Rahmen dieses Projektes. Die Dif-fusion von Zinkdämpfen in die feuerfeste Aus-kleidung des Induktionsofens bietet die Gefahrder Kondensation von metallischem Zink an derWirkspule des Induktionsofens. Hier kann eszu den gefürchteten Kurzschlüssen an den Spu-lenwindungen kommen, welche zum Totalaus-fall des Tiegelofens führen. Die Öfen wurden mit einem Chargenanteil ver-zinkter Pakete am frischen Kalten Satz von 25%bis 37% gefahren. Hierdurch stellt sich in derfertigen Schmelze ein Zinkgehalt von 0,2% ein.An den Ausbruchstücken der Feuerfestaus-kleidung der Mittelfrequenzöfen wurden che-mische und mineralogische Untersuchungendurchgeführt. Von der Quarzit-Trockenstampf-masse mit einem Boranhydridanteil von 0,8%wurden nach der Ofenreisen Probestücke aus
der Ofenwand entnommen. Eine typische Ver-teilung des Zinks in der Ofenwand zeigt das Dia-gramm (Grafik 1).
Es wurden ergänzende Untersuchungen an denAusbruchstücken des 320 kW Induktors, einesden Tiegelöfen nachgelagerten Vergießofensdurchgeführt. In dem Vergießofen wurdeSphärogussschmelze mit einem Zinkrestgehaltvon 0,04% gespeichert. Die Eindringtiefe desZinks in das MgO-Futter des Induktors war zugering, als dass es sich schädlich auf die In-duktorstandzeit auswirken konnte. In einerWandtiefe von 50 - 70 mm wurden Zinkoxyd-gehalte von bis zu 0,24% festgestellt. In kälte-ren Bereichen einer Tiefe von 70 - 90 mm liegen die Zinkoxydgehalte lediglich bei 0,01%. Als Ergebnis der Untersuchungen an der Feu-erfestauskleidung konnte festgestellt werden,dass das Schmelzen verzinkter Bleche im Induktionsofen mit einer sauren Quarzitaus-kleidung beherrschbar ist. Von entscheiden-dem Einfluss für die Standzeit des Ofenfuttersist das Einhalten von Sinterchargen mit unbe-schichtetem Stahlschrott. Der zu Beginn desProjektes angedachte Einsatz unterschiedlicherFeuerfestmassen erwies sich als nicht not-wendig, da die Performance der Quarzitmasseausreichend hoch ist. Die erreichte Ofen-standzeit beträgt 300 Chargen im Durchschnitt.
Schmelzen verzinkter Blechpakete in einerMittelfrequenzschmelzanlage
Verteilung des Zinkgehaltes in der Ofenwand
0,060,04
0,64
0,39
0,28
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0-18 18-27 27-72 72-102 102-117
Zin
kg
eh
alt
Bereich der Eindringtiefe [mm]
Grafik 1
RZ_36 Seiter_060603.QX 10.06.2003 12:17 Uhr Seite 20
IN-GUSS 2003 | 21
EISEN-SCHMELZEN 1
Verwertung des anfallenden Zinkoxyds
Der jährliche Anfall an Zinkoxyd bei einer Ton-nage von 33.000 t Guss, beträgt bei der GeorgFischer GmbH Leipzig 200 t. Zink ist in seinemnatürlichen Vorkommen rar. Es handelt sich umeinen hochwertigen Rohstoff, dessen Rückflussin die Wertschöpfungskette aus ökologischerund wirtschaftlicher Sicht gewährleistet seinmuss.
Das voluminöse Zinkoxyd wurde auf seine Spe-ditierbarkeit hin untersucht, um die Spediti-onskosten für diesen hochwertigen Rohstoff zuminimieren. Es wurden verschiedene Metho-den angewandt, um das Zinkoxyd optimal zuverdichten. In einer Versuchsapparatur wurdedas Zinkoxyd in Polyethylensäcken mittels Un-terdruck verdichtet, indem die gefüllten Säcke,welche bei Unterdruck luftdicht verschweißtwurden, durch plötzliches Einwirken des Luft-druckes, zusammengepresst worden. Im Er-gebnis konnte das Volumen des Zinkoxyds beiUnterdrücken von 600 – 800mbar auf ca. 50%reduziert werden. Jedoch erwies sich diese Va-riante aufgrund der leichten Verletzbarkeit derPolyethylensäcke als nicht prozeßsicher (Bild-er).
Die Benetzung des Zinkoxydstaubes mit Was-ser kombiniert den Vorteil einer Schüttge-wichtserhöhung mit gleichzeitiger Staubbin-dung und eröffnet somit eine Transportmög-lichkeit im offenen Behälter. Die im Versuchs-technikum der Firma Gebrüder Lödige Ma-schinenbau GmbH durchgeführten Versuchean einem Chargenmischer haben gezeigt, dassdas Zinkoxyd bei optimaler Einstellung des Was-sergehaltes staubfrei und rieselfähig ist. Es wurde eine Materialverdichtung von bis zu 1300 g/l, bei einem Wasserzusatz von 16 - 18 % erzielt. Diese Untersuchungen führten zurInstallation eines Chargenmischers mit einemFassungsvermögen von 120 Litern direkt amFilteraustrag der Zinkoxydentstaubung. Übereinen Vorbehälter werden ca. 90 Liter des Stau-bes angesammelt, bevor dieser in den Mischergelangt. Die Wasserzugabe erfolgt automatisch.
Ansprechpartner:
Dipl.-Ing. Frank Klooß Georg Fischer GmbH Georg-Fischer-Str. 204249 LeipzigTelefon: 0341 / 4823 - 261Telefax: 0341 / 4823 - 105e-mail: [email protected]
Zinkoxyd in Polyethylensäcken verpackt
Mischer und erzeugtes Granulat ausZinkoxydstaub
Nach einer Mischzeit von 5 Minuten ist der Gra-nuliervorgang abgeschlossen. Das Granulat wirdlose in einen 30 m3 Abrollcontainer verladen.Der Transport des Zinkoxyds an den VerwerterDK Recycling und Roheisen GmbH in Duisburg,erfolgt einmal im Monat. Deponiekosten wieauch Verpackungskosten für Big Bags zum Ab-füllen des Zinkoxyds entfallen vollständig. DieZahl der Fahrten für den Transport des Zink-oxyds konnte halbiert werden.
RZ_36 Seiter_060603.QX 10.06.2003 12:17 Uhr Seite 21
| IN-GUSS 200322
EISEN-SCHMELZEN 2
Air Products GmbH, Hattingen, O. Frielingsdorf (Projektleitung)
Fraunhofer Institut UMSICHT,Oberhausen, M. Wilcze
Institut für Eisenhüttenkunde,RWTH Aachen, T. Wieting
Fritz Winter Eisengießerei GmbH & Co KG, Stadtallendorf, H. Strüning
Ruhrgas AG, Essen, Dr. J. Schäfer
Küttner GmbH, Essen, Dr. M. Lemperle
Erfahrungen mit Erdgas/Sauerstoff-Brennern an einem Kupolofen – Forschungsvorhaben „KUPOLOPT“
RZ_36 Seiter_060603.QX 10.06.2003 12:18 Uhr Seite 22
IN-GUSS 2003 | 23
EISEN-SCHMELZEN 2
Ziel des Projektes:
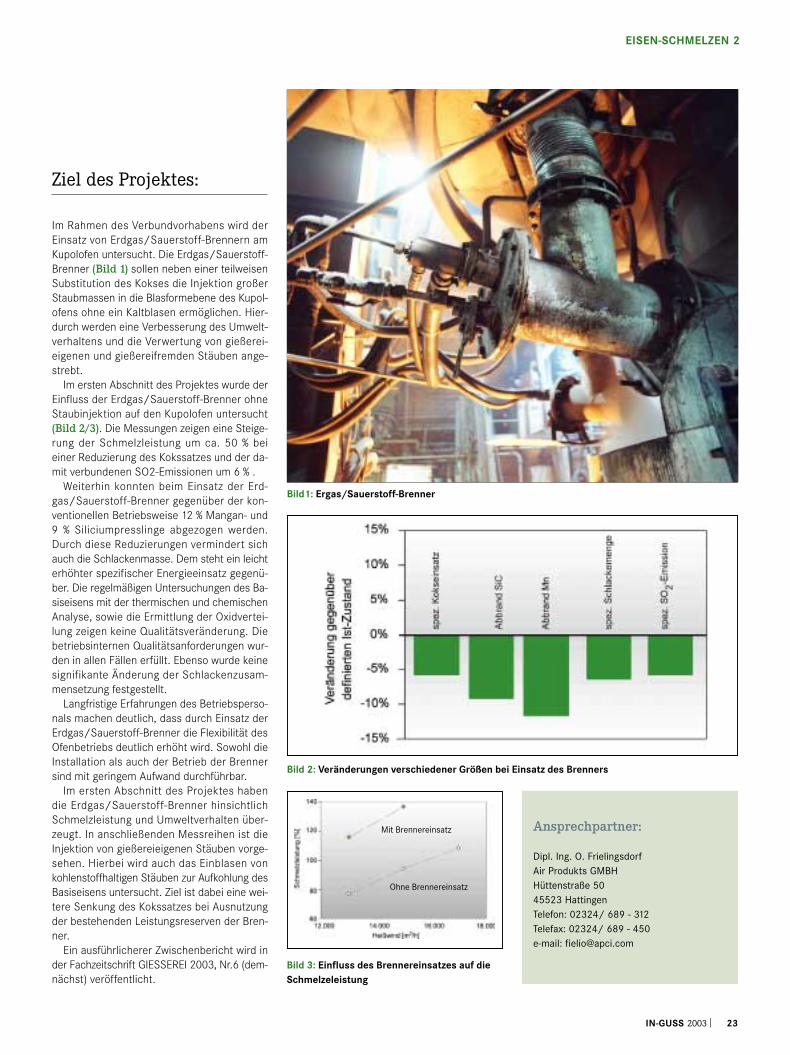
Im Rahmen des Verbundvorhabens wird derEinsatz von Erdgas/Sauerstoff-Brennern amKupolofen untersucht. Die Erdgas/Sauerstoff-Brenner (Bild 1) sollen neben einer teilweisenSubstitution des Kokses die Injektion großerStaubmassen in die Blasformebene des Kupol-ofens ohne ein Kaltblasen ermöglichen. Hier-durch werden eine Verbesserung des Umwelt-verhaltens und die Verwertung von gießerei-eigenen und gießereifremden Stäuben ange-strebt.
Im ersten Abschnitt des Projektes wurde derEinfluss der Erdgas/Sauerstoff-Brenner ohneStaubinjektion auf den Kupolofen untersucht(Bild 2/3). Die Messungen zeigen eine Steige-rung der Schmelzleistung um ca. 50 % bei einer Reduzierung des Kokssatzes und der da-mit verbundenen SO2-Emissionen um 6 % .
Weiterhin konnten beim Einsatz der Erd-gas/Sauerstoff-Brenner gegenüber der kon-ventionellen Betriebsweise 12 % Mangan- und9 % Siliciumpresslinge abgezogen werden.Durch diese Reduzierungen vermindert sichauch die Schlackenmasse. Dem steht ein leichterhöhter spezifischer Energieeinsatz gegenü-ber. Die regelmäßigen Untersuchungen des Ba-siseisens mit der thermischen und chemischenAnalyse, sowie die Ermittlung der Oxidvertei-lung zeigen keine Qualitätsveränderung. Diebetriebsinternen Qualitätsanforderungen wur-den in allen Fällen erfüllt. Ebenso wurde keinesignifikante Änderung der Schlackenzusam-mensetzung festgestellt.
Langfristige Erfahrungen des Betriebsperso-nals machen deutlich, dass durch Einsatz derErdgas/Sauerstoff-Brenner die Flexibilität desOfenbetriebs deutlich erhöht wird. Sowohl dieInstallation als auch der Betrieb der Brennersind mit geringem Aufwand durchführbar.
Im ersten Abschnitt des Projektes haben die Erdgas/Sauerstoff-Brenner hinsichtlichSchmelzleistung und Umweltverhalten über-zeugt. In anschließenden Messreihen ist die Injektion von gießereieigenen Stäuben vorge-sehen. Hierbei wird auch das Einblasen vonkohlenstoffhaltigen Stäuben zur Aufkohlung desBasiseisens untersucht. Ziel ist dabei eine wei-tere Senkung des Kokssatzes bei Ausnutzungder bestehenden Leistungsreserven der Bren-ner.
Ein ausführlicherer Zwischenbericht wird inder Fachzeitschrift GIESSEREI 2003, Nr.6 (dem-nächst) veröffentlicht.
Bild1: Ergas/Sauerstoff-Brenner
Bild 3: Einfluss des Brennereinsatzes auf dieSchmelzeleistung
Mit Brennereinsatz
Ohne Brennereinsatz
Bild 2: Veränderungen verschiedener Größen bei Einsatz des Brenners
Ansprechpartner:
Dipl. Ing. O. FrielingsdorfAir Produkts GMBHHüttenstraße 5045523 HattingenTelefon: 02324/ 689 - 312Telefax: 02324/ 689 - 450e-mail: [email protected]
RZ_36 Seiter_060603.QX 10.06.2003 12:19 Uhr Seite 23
| IN-GUSS 200324
EISEN-SCHMELZEN 3
IfG – Institut für Gießereitechnik gGmbH,Düsseldorf (Projektleitung)
Küttner GmbH & Co. KG, Essen
Buderus Kanalguss GmbH, Limburg
Eisenwerke Düker, Karlstadt
Georg Fischer GmbH & Co.KG, Mettmann
Georg Funk GmbH & Co. KG, Aalen
Isselguss GmbH, Isselburg
Metallwerk Franz Kleinken, Wulfen
Geruchsminderung an Kupolöfen
RZ_36 Seiter_060603.QX 10.06.2003 12:20 Uhr Seite 24
IN-GUSS 2003 | 25
um Versuche ansetzen, die den Zweck verfol-gen, die Geruchsemissionen zu verringern.
■ Die Vorgänge der Geruchsbildung sind sehrkomplex und Grundlagenkenntnisse sindkaum vorhanden.
■ Die Geruchsbildung kann von den metalli-schen Einsatzmaterialien, dem Brennstoff,dem Aufbau und der Fahrweise der Ofen-anlage abhängen.
■ Es ist nicht möglich, diese komplexen Ver-hältnisse im Labor nachzubilden. Versuchezur Klärung der Zusammenhänge und derWirkung der Einflussgrößen können dahernur an Praxisanlagen durchgeführt werden,bei denen allerdings die Parameter nichtbeliebig variiert werden können.
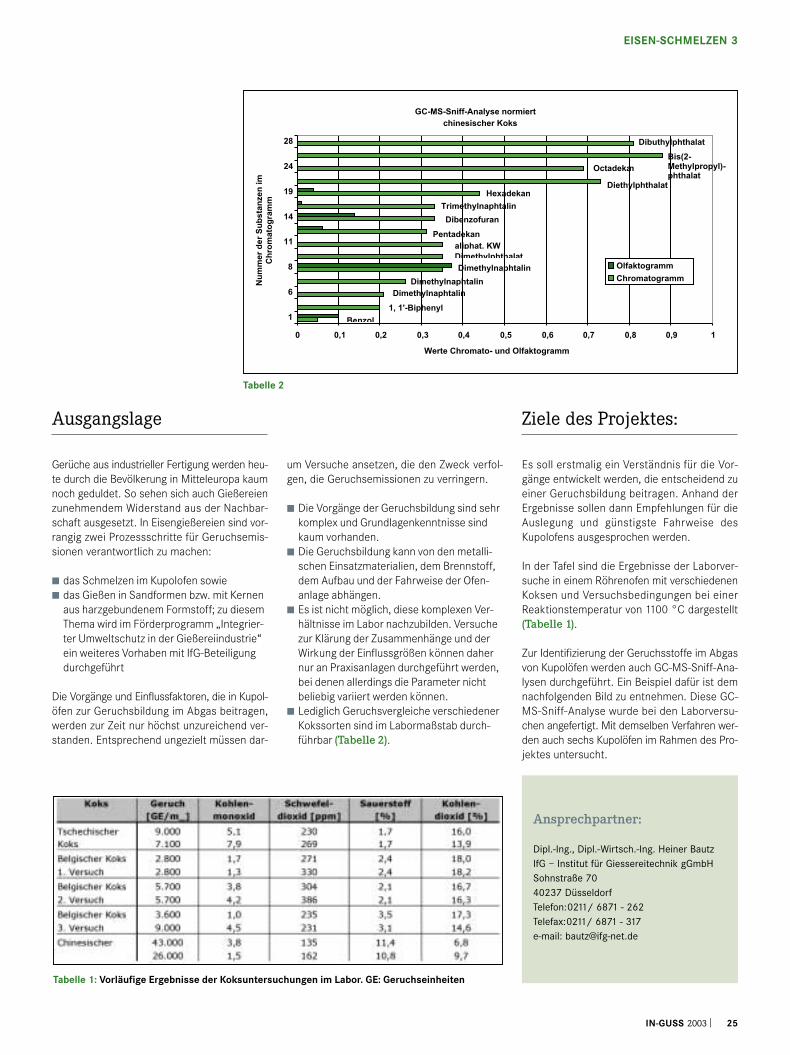
■ Lediglich Geruchsvergleiche verschiedenerKokssorten sind im Labormaßstab durch-führbar (Tabelle 2).
EISEN-SCHMELZEN 3
Ausgangslage
Gerüche aus industrieller Fertigung werden heu-te durch die Bevölkerung in Mitteleuropa kaumnoch geduldet. So sehen sich auch Gießereienzunehmendem Widerstand aus der Nachbar-schaft ausgesetzt. In Eisengießereien sind vor-rangig zwei Prozessschritte für Geruchsemis-sionen verantwortlich zu machen:
■ das Schmelzen im Kupolofen sowie■ das Gießen in Sandformen bzw. mit Kernen
aus harzgebundenem Formstoff; zu diesemThema wird im Förderprogramm „Integrier-ter Umweltschutz in der Gießereiindustrie“ein weiteres Vorhaben mit IfG-Beteiligungdurchgeführt
Die Vorgänge und Einflussfaktoren, die in Kupol-öfen zur Geruchsbildung im Abgas beitragen,werden zur Zeit nur höchst unzureichend ver-standen. Entsprechend ungezielt müssen dar-
GC-MS-Sniff-Analyse normiert
chinesischer Koks
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
1
6
8
11
14
19
24
28
Nummer der Substanzen im
Chromatogramm
Werte Chromato- und Olfaktogramm
Olfaktogramm
Chromatogramm
1, 1'-Biphenyl
Dimethylnaphtalin
Dimethylnaphtalin
Dimethylnaphtalin
Dimethylphthalat
aliphat. KW
Pentadekan
Dibenzofuran
Trimethylnaphtalin
HexadekanDiethylphthalat
Octadekan
Bis(2-
Methylpropyl)-phthalat
Dibuthylphthalat
Benzol
Nu
mm
er
der
Su
bsta
nzen
im
Ch
rom
ato
gra
mm
Ansprechpartner:
Dipl.-Ing., Dipl.-Wirtsch.-Ing. Heiner Bautz IfG – Institut für Giessereitechnik gGmbHSohnstraße 7040237 DüsseldorfTelefon: 0211/ 6871 - 262Telefax: 0211/ 6871 - 317e-mail: [email protected]
Tabelle 1: Vorläufige Ergebnisse der Koksuntersuchungen im Labor. GE: Geruchseinheiten
Tabelle 2
Ziele des Projektes:
Es soll erstmalig ein Verständnis für die Vor-gänge entwickelt werden, die entscheidend zueiner Geruchsbildung beitragen. Anhand derErgebnisse sollen dann Empfehlungen für dieAuslegung und günstigste Fahrweise des Kupolofens ausgesprochen werden.
In der Tafel sind die Ergebnisse der Laborver-suche in einem Röhrenofen mit verschiedenenKoksen und Versuchsbedingungen bei einer Reaktionstemperatur von 1100 °C dargestellt(Tabelle 1).
Zur Identifizierung der Geruchsstoffe im Abgasvon Kupolöfen werden auch GC-MS-Sniff-Ana-lysen durchgeführt. Ein Beispiel dafür ist demnachfolgenden Bild zu entnehmen. Diese GC-MS-Sniff-Analyse wurde bei den Laborversu-chen angefertigt. Mit demselben Verfahren wer-den auch sechs Kupolöfen im Rahmen des Pro-jektes untersucht.
RZ_36 Seiter_060603.QX 10.06.2003 12:20 Uhr Seite 25

| IN-GUSS 200326
MAGNESIUM-SCHMELZEN
Institut für Werkstoffkunde,Universität Hannover, AlexanderKarger (Projektleitung)
Linde AG, Gas and Engineering,Linde Gas Division, Unterschleiß-heim, Dr.-Ing. Christoph Pelz
Audi AG, Audi-Versuchsgießerei,I/PG-64, Ingolstadt, Dr. Roman Viets
Laukötter Gusstechnik GmbH,Wadersloh, Michael Laukötter (FH)
Umwelt- und werkstoffgerechteMagnesiumschmelzehandhabung
Bild 1: Links Versuchsanlage, rechts Schneerohr
RZ_36 Seiter_060603.QX 10.06.2003 12:20 Uhr Seite 26

IN-GUSS 2003 | 27
MAGNESIUM-SCHMELZEN
(Bild 2) kommt es 25 mm unterhalb derSchmelzbadoberfläche zu einer Abkühlung derSchmelze bis auf 675 °C, die Temperatur derOfenatmosphäre sinkt zeitgleich von 550 °Cbis auf ca. 400 °C je nach Dauer der Be-schneiung.
Da die Abkühlung der Schmelzbadoberflächemittels Thermoelementen nicht hinreichend ge-nau messbar war, wurden statt dessen Ther-mographieaufnahmen der Schmelzbadober-fläche angefertigt. Die Aufnahmen mit der In-frarotkamera (Bild 3) zeigen die Abkühlung derOberfläche durch den CO2-Schnee, partiell bisunter 600 °C.
Die ersten Ergebnisse zeigen die prinzipielleEignung der Abdeckung von Magnesium-schmelzen mit CO2-Schnee. Die weiteren Un-tersuchungen sind für die Implementierung desVerfahrens notwendig.Das neu entwickelte System zur Abdeckungvon Magnesiumschmelzen durch die Einbrin-gung von festem CO2 stellt eine umwelt-freundliche Alternative zur Verwendung von SF6dar.
Ausgangslage:
Bei der Verarbeitung von Magnesiumlegierun-gen steht die Verhinderung der Oxidation desflüssigen Metalls an erster Stelle, da das flüs-sige Magnesium sehr heftig mit dem Sauerstoffder Luft reagiert. Das derzeit industriell ver-wendete Schutzgas Schwefelhexafluorid (SF6)hat ein hohes GWP (Global Warming Potential,d.h. Beitrag zur Erwärmung der Erdatmosphä-re). Die einzige zur Zeit industriell einsetzbareAlternative stellt Schwefeldioxid (SO2), ein toxisches Gas, dar.
Ergebnisse des Projektes:
Aktuelle Untersuchungen am Institut für Werk-stoffkunde im Rahmen eines BMBF-geförder-ten Projektes (UMaS) mit den Partnern LindeAG, Audi AG und Laukötter Gusstechnik habendie Eignung von CO2 als Abdeckgas belegt. DerFunktionsmechanismus beruht auf der Reduk-tion des CO2 durch das flüssige Magnesium ander Schmelzbadoberfläche im Temperaturbe-reich oberhalb 630°C verbunden mit der Bil-dung einer dünnen MgO-Schicht an der Bad-oberfäche, die die Abdampfung von Magnesi-um aus dem Schmelzbad teilweise behindert.Mit zunehmender Temperatur der Magnesium-schmelze verschiebt sich das Boudouard-Gleichgewicht, was zu unerwünschten Effek-ten führt. Es entstehen zum einen größere Men-gen des hochgiftigen Kohlenmonoxids, zum an-deren scheidet sich auch elementarer Kohlen-stoff auf der Badoberfläche ab und kann in dieSchmelze einsinken, wobei das Korrosionsver-halten der gießtechnisch gefertigten Endpro-dukte durch Lokalelementbildung stark nega-tiv beeinflusst wird.Zur Vermeidung dieser Nachteile wurde im Rah-men der hier dargestellten Untersuchungenfestes CO2 zum Schutz der Magnesium-schmelzen eingesetzt.
Nach dem erfolgreichen Abschluss der Vor-versuche mit den trockenen CO2-Pellets wur-de eine Düse konstruiert, die aus flüssigem CO2festen CO2-Schnee (= agglomerierte Partikelaus festem CO2) erzeugt, um eine praxisge-rechte Beschickungsmöglichkeit der Schmelz-badoberfläche mit festem CO2 zu erhalten. DieDüse der CO2-Schneeanlage wurde so ausge-legt, dass die Expansion des CO2 unterhalb desTripelpunktes bei 5,18 bar (hier bei 1 bar) amDüsenaustritt erfolgt. Findet diese Expansioninnerhalb der Düse statt, beginnt die Schnee-bildung des CO2 ebenfalls innerhalb der Düse,was eine Durchsatzverminderung bis hin zurvölligen Verstopfung der Düse zur Folge hat.Bei Einleitung von flüssigem CO2 unter hohemDruck wird durch Gasexpansion an einer ent-sprechenden Düse festes CO2 im Ofenraum er-zeugt. Die Austrittsgeschwindigkeit aus der Dü-se ist auf Grund des großen Gasanfalls meistnahe der Schallgeschwindigkeit. Da der ent-sprechend hohe Impuls eines solchenGas/Feststoffstrahls auf eine Magnesium-schmelze unerwünscht ist, muss der Zweipha-senstrahl, der aus der Düse austritt, in einemnachgeschalteten „Schneerohr“ (Bild 1) abge-bremst werden. Hier kann der feine, kristallineSchnee zu Partikeln agglomerieren.
Dieser CO2-Schnee scheidet sich auf demSchmelzbad ab und senkt die Oberflächen-temperatur der Schmelze (Sublimationstem-peratur CO2 fest: –78,5 °C bei 1,013 bar; Kühl-leistung: 573 KJ/kg), was zu einer Verringerungder Abdampfgeschwindigkeit des Magnesiumsführt. Andererseits erfolgt durch die Sublima-tion des CO2-Schnees eine Gasexpansion, wo-durch jeglicher Sauerstoff von der Badober-fläche verdrängt wird.
Die Schmelze wurde auf eine Temperatur vonca. 700 °C aufgeheizt. Bei der Beschneiung
Ansprechpartner:
Dipl.-Chem. Alexander KargerUniversität Hannover, Institut fürWerkstoffkundeAppelstraße 11A30167 HannoverTelefon: 0511/762 - 5876Telefax: 0511/762 - 5245e-mail: [email protected]
Bild 2: Die Abdeckung der Mg-Schmelze mitCO2-Schnee bei 700 °C (Beschneiung)
Bild 3: Thermografische Aufnahme derSchmelzbadoberfläche während derBeschneiung
RZ_36 Seiter_060603.QX 10.06.2003 12:20 Uhr Seite 27

KUPFER-SCHMELZEN
| IN-GUSS 200328
Mecklenburger Metallguss GmbH,Waren (Projektleitung)
TU Bergakademie Freiberg,Institut für NE-Metallurgie undReinststoffe
Schäfer Chemische Fabrik GmbH
Dörentrup Lüngen FeuerfestGmbH
Ziel des Projektes:
Erweiterung des Anteils des direkten Einsatzesvon Schrotten aus Kupfer- und Kupferlegierun-gen ohne vorgeschalteten Verhüttungsprozess
Schwerpunkte: ■ Wirtschaftlichkeit des Verfahrens■ Umweltverträglichkeit des Verfahrens■ Sicherung der Qualität
Die Untersuchungen beschränkten sich weitest-gehend auf Cu-AL-Legierungen
Arbeitsinhalte:
■ Schaffung von Voraussetzungen zurErhöhung des Schrottanteils am Gesamt-einsatz (Bild 1)
Qualifizierung der Analysentechnik;Erweiterung des Spektrums der nachzuwei-senden Beimengungen und Festlegung von Be-grenzungen
Untersuchung der Möglichkeiten der Ent-fernung von Beimengungen durch Vorbe-handlung;Schreddern von Schotten, Magnetscheidung,Trennung von organischen Anhaftungen
Untersuchung der Möglichkeiten der se-lektiven Entfernung von Beimengungenaus der Schmelze;Untersuchungen über Beimengungen, die imSchrott häufig in unzulässiger Höhe auftreten
Untersuchung von angebotenen Schrott-arten auf Möglichkeiten des Direkteinsat-zes;Durchführung von Versuchen
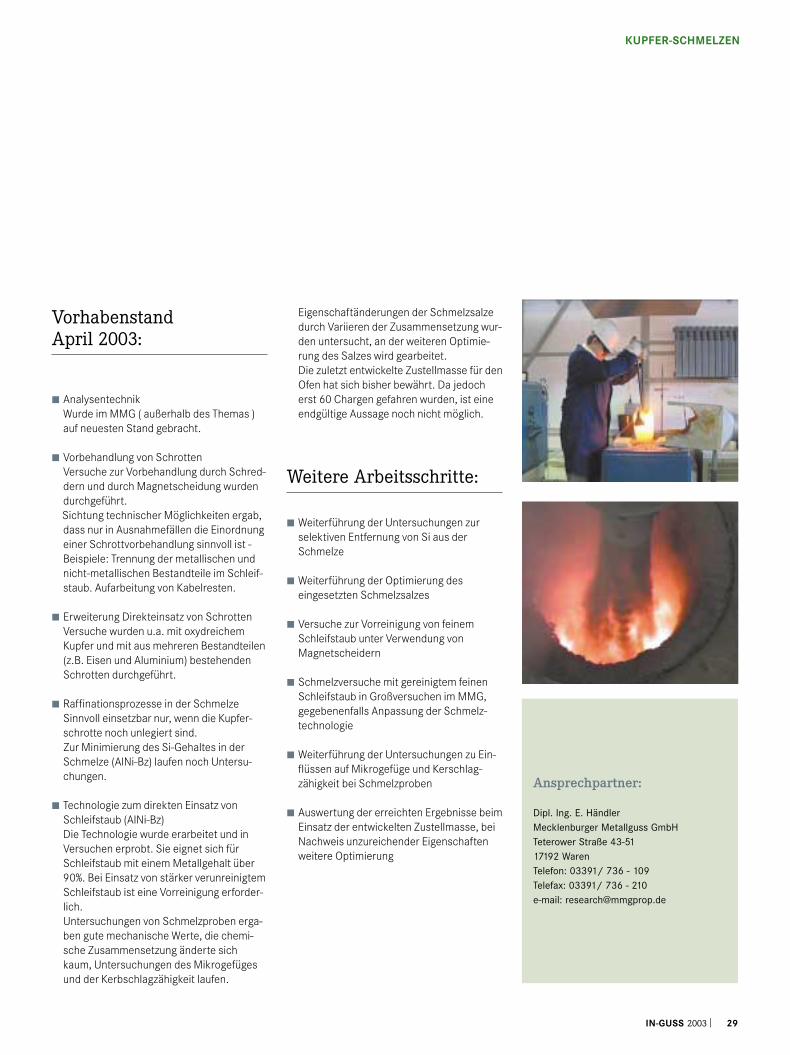
■ Erarbeitung einer Technologie für den direk-ten Einsatz von Schleifstaub (AlNi-Bz) (Bild 2 und 3)
Entwicklung und Erprobung der Schmelz-technologie;Festlegung der Grundtechnologie und der op-timalen Parameter
Sicherung der Qualität der Schmelze durchUntersuchung und Beeinflussung der me-chanischen Eigenschaften, der chemischenZusammensetzung und des Mikrogefüges;Durch Schleifmittelrückstände oder durch denEinsatz der Schmelzsalze bei gleichzeitig ho-her Belastung der Zustellung könnte es zu Quali-tätsminderung kommen. Die Schmelztechno-
logie muss so festgelegt sein, dass solche Pro-bleme ausgeschlossen sind.
Ermittlung des optimalen SchmelzsalzesForderungen: Gute Ablösung von Aluminium-oxyd, geringe Neigung zur Lösung von Si ausder Austellung, positiver Einfluß auf mechani-sche Eigenschaften
Anpassung der Ofenzustellung an die Er-fordernisse;Geschmolzen wird mit hoher Leistung, es tre-ten erheblicher mechanische Belastungen fürdas Futter auf, hinzu kommt der Einsatz derSchmelzsalze.
Innovatives Schrottcleaning für Kupferlegierungenzur Erweiterung des Einsatzspektrums vonSchrotten
Bild 2 und 3: Einbringen von Staub inSchmelzofen
Bild 1: Anlage für Versuche
RZ_36 Seiter_060603.QX 10.06.2003 12:21 Uhr Seite 28
IN-GUSS 2003 | 29
KUPFER-SCHMELZEN
Vorhabenstand April 2003:
■ AnalysentechnikWurde im MMG ( außerhalb des Themas )auf neuesten Stand gebracht.
■ Vorbehandlung von Schrotten Versuche zur Vorbehandlung durch Schred-dern und durch Magnetscheidung wurdendurchgeführt.Sichtung technischer Möglichkeiten ergab,dass nur in Ausnahmefällen die Einordnungeiner Schrottvorbehandlung sinnvoll ist -Beispiele: Trennung der metallischen undnicht-metallischen Bestandteile im Schleif-staub. Aufarbeitung von Kabelresten.
■ Erweiterung Direkteinsatz von SchrottenVersuche wurden u.a. mit oxydreichemKupfer und mit aus mehreren Bestandteilen(z.B. Eisen und Aluminium) bestehendenSchrotten durchgeführt.
■ Raffinationsprozesse in der SchmelzeSinnvoll einsetzbar nur, wenn die Kupfer-schrotte noch unlegiert sind.Zur Minimierung des Si-Gehaltes in derSchmelze (AlNi-Bz) laufen noch Untersu-chungen.
■ Technologie zum direkten Einsatz vonSchleifstaub (AlNi-Bz)Die Technologie wurde erarbeitet und inVersuchen erprobt. Sie eignet sich fürSchleifstaub mit einem Metallgehalt über90%. Bei Einsatz von stärker verunreinigtemSchleifstaub ist eine Vorreinigung erforder-lich.Untersuchungen von Schmelzproben erga-ben gute mechanische Werte, die chemi-sche Zusammensetzung änderte sichkaum, Untersuchungen des Mikrogefügesund der Kerbschlagzähigkeit laufen.
Ansprechpartner:
Dipl. Ing. E. HändlerMecklenburger Metallguss GmbHTeterower Straße 43-5117192 WarenTelefon: 03391/ 736 - 109Telefax: 03391/ 736 - 210e-mail: [email protected]
Eigenschaftänderungen der Schmelzsalzedurch Variieren der Zusammensetzung wur-den untersucht, an der weiteren Optimie-rung des Salzes wird gearbeitet.Die zuletzt entwickelte Zustellmasse für denOfen hat sich bisher bewährt. Da jedocherst 60 Chargen gefahren wurden, ist eineendgültige Aussage noch nicht möglich.
Weitere Arbeitsschritte:
■ Weiterführung der Untersuchungen zurselektiven Entfernung von Si aus derSchmelze
■ Weiterführung der Optimierung des eingesetzten Schmelzsalzes
■ Versuche zur Vorreinigung von feinemSchleifstaub unter Verwendung vonMagnetscheidern
■ Schmelzversuche mit gereinigtem feinenSchleifstaub in Großversuchen im MMG,gegebenenfalls Anpassung der Schmelz-technologie
■ Weiterführung der Untersuchungen zu Ein-flüssen auf Mikrogefüge und Kerschlag-zähigkeit bei Schmelzproben
■ Auswertung der erreichten Ergebnisse beimEinsatz der entwickelten Zustellmasse, beiNachweis unzureichender Eigenschaftenweitere Optimierung
RZ_36 Seiter_060603.QX 10.06.2003 12:21 Uhr Seite 29

Einführung von Bildauswertung und adaptivenVerfahren zur Realisierung einer flexiblen, auto-matischen Gussputzeinrichtung mit Kapselung zur Verbesserung der Umweltverträglichkeit des Prozesses
GUSS-NACHBEHANDLUNG
| IN-GUSS 200330
Flender Guss, Wittgensdorf(Projektleitung)
Partec GmbH, Chemnitz
Otto GmbH, Jena-Maua
RZ_36 Seiter_060603.QX 10.06.2003 12:22 Uhr Seite 30

IN-GUSS 2003 | 31
GUSS-NACHBEHANDLUNG
Ermittlung der Aufspannposition durchAntasten, Scannen oder andere Bild-erkennungstechniken gestattet
■ adaptive CNC-Steuerung für Kleinstserienzur automatischen Bearbeitung desTeilungsgrades bis zur Endposition mitFührung aus den Ergebnissen der Informationsverarbeitung
■ Minimierung der Gussputzzeit und Vermei-dung von Kollisionen bei wechselnder Grat-form und -größe durch schnelle Bildverar-beitung mit Schnittaufteilung und optima-len Übergängen Eilgang/Vorschub sowieadaptiver Vorschubkraftregelung
■ Verrundung nicht maßlich tolerierterFlächen zu einer erwünschten Erhöhungder ästhetischen Qualität der Gussteile
■ Einbeziehung vorhandener CAD-Daten derRohteilgeometrie in den Gussputzprozesszwecks Verbesserung der Geometrietreuebei Verzugserscheinungen
Die wissenschaftlich/technischen Ziele bein-halten Grundlagenforschung zur Informations-
Ansprechpartner:
Dipl. Ing. T. ZeibigFLENDER GUSSObere Hauptstraße 228-23009228 Chemnitz (Wittgensdorf)Telefon: 03722/ 64 - 3247Telefax: 03722/ 64 - 2228e-mail: [email protected]
Tests in der Entwicklungsphase einer automatisierten, flexiblen Gussputzeinrichtung
Ziel des Projektes:
Ziel des Vorhabens ist die Entwicklung einerEinrichtung zum flexiblen automatischen Guss-putzen, die durch geringen Vorbereitungsauf-wand auch bei kleinen Stückzahlen effizienteinsetzbar ist. Die Ausstattung beinhaltet einbildauswertendes adaptives Verfahren der Kon-turfindung und eine Kapselung zum umwelt-freundlichen Betrieb.Die grundsätzliche Notwendigkeit des Putzensder Gussteile ist durch die unvermeidbare Ent-stehung von Gussgrat während des Gießpro-zesses erforderlich.
Weitere wesentliche Ziele:
■ Verringerung der Umweltbeeinträchtigungdurch Staubentwicklung
■ Verringerung des großen Energieaufwandeszur Erfassung der Abluft
■ Aufbereitung der Stäube
■ Vermeidung des lärmintensiven manuellenSchleifens und Meißelns
■ Entlastung der Putzer von körperlichschwerer, gesundheitsschädlicher Arbeit
■ Verbesserung der sortenreinen Erfassungder Stäube in der Kabine zur Verwertung
Innovative Komponenten sind
■ alternative Verfahren zur schnellen Online-Gewinnung der Daten des jeweiligen Roh-teiles
■ flexible Aufspann-/Positioniereinheit für dieverschiedensten Rohteile, die eine genaue
verarbeitung von Geometriedaten aus un-scharfen Informationen der Bilderkennung vonräumlichen Objekten und zur 5D-Regelung derBewegung von Werkzeug zu Gussteil zum Ab-tragen.
Mit der Entwicklung und Fertigung einer ge-eigneten Bearbeitungseinheit als Prototyp/De-monstrator und deren Aufstellung und Inbe-triebnahme wird über Funktions- und techno-logische Tests eine prozesssichere, automati-sierte flexible Gussputzeinrichtung mit innova-tiver Software und Kapselung bereitgestellt.
RZ_36 Seiter_060603.QX 10.06.2003 12:22 Uhr Seite 31
| IN-GUSS 200332
ÖKOLOGISCHER GUSS
Halberg Guss GmbH,Saarbrücken, Dr. A. Kleine(Projektleitung)
MAGMA GießereitechnologieGmbH, Aachen, Dr. A. Egner-Walter
Fraunhofer Institut fürzerstörungsfreie PrüfverfahrenIZFP, Saarbrücken, Dr. I. Altpeter
Ziel des Projektes:
Zentrales Ziel des Projektes ist die Bereitstel-lung von Entwicklungswerkzeugen zur Gestal-tung von Leichtbau-Zylinderkurbelgehäusen ausGusseisen mit Lamellengraphit GJL und Guss-eisen mit Vermiculargraphit GJV. Hierbei ist dieThematik der Eigenspannungen von zentralerBedeutung, da durch diese die Belastbarkeitdes Zylinderkurbelgehäuses in starkem Maßebeeinflusst wird. Konkret sollen nachstehendeEntwicklungswerkzeuge erarbeitet werden:
■ Optimierung und Fertigung von dünnwandi-gen Gussbauteilen aus GJL und GJV
■ Unterstützung der Optimierung durch gießtechnische Simulation
■ Fertigungs- und Designrichtlinien zur Her-stellung spannungsarmer Leichtbau-Zylin-derkurbelgehäuse
■ Überwachung der Produkteigenschaften,insbesondere des Eigenspannungszustan-des durch Einsatz eines zerstörungsfreienelektromagnetischen Prüfverfahrens
Bisherige Ergebnisse:
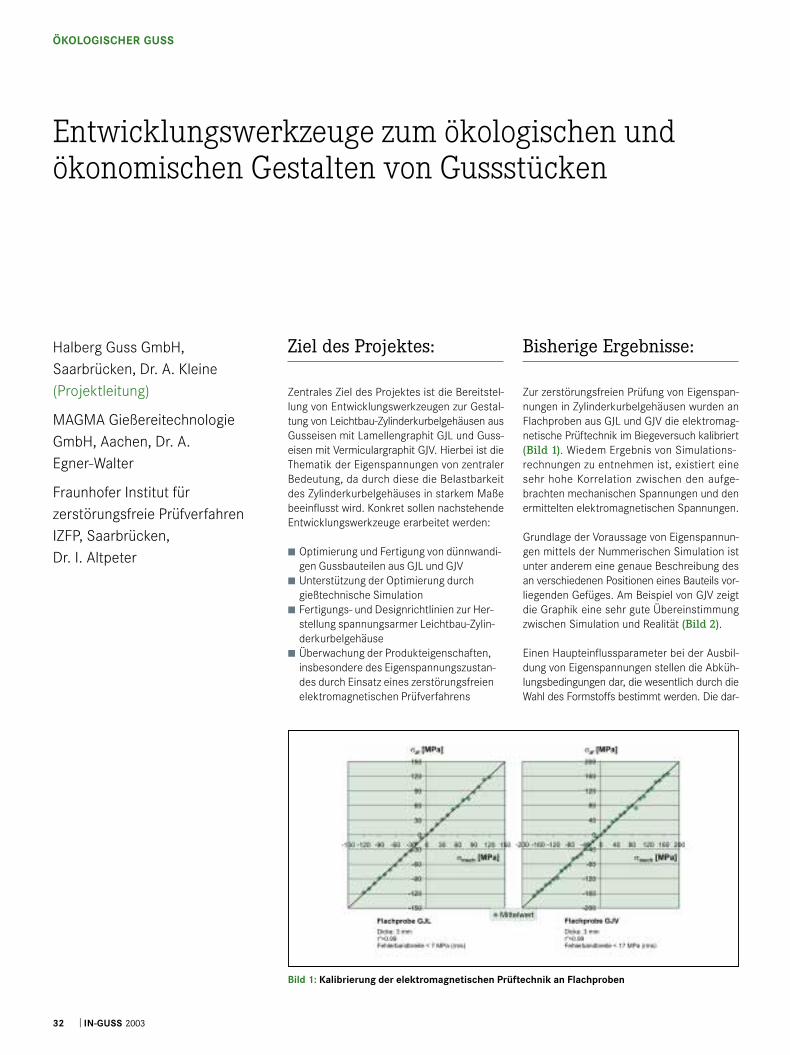
Zur zerstörungsfreien Prüfung von Eigenspan-nungen in Zylinderkurbelgehäusen wurden anFlachproben aus GJL und GJV die elektromag-netische Prüftechnik im Biegeversuch kalibriert(Bild 1). Wie dem Ergebnis von Simulations-rechnungen zu entnehmen ist, existiert einesehr hohe Korrelation zwischen den aufge-brachten mechanischen Spannungen und denermittelten elektromagnetischen Spannungen.
Grundlage der Voraussage von Eigenspannun-gen mittels der Nummerischen Simulation istunter anderem eine genaue Beschreibung desan verschiedenen Positionen eines Bauteils vor-liegenden Gefüges. Am Beispiel von GJV zeigtdie Graphik eine sehr gute Übereinstimmungzwischen Simulation und Realität (Bild 2).
Einen Haupteinflussparameter bei der Ausbil-dung von Eigenspannungen stellen die Abküh-lungsbedingungen dar, die wesentlich durch dieWahl des Formstoffs bestimmt werden. Die dar-
Entwicklungswerkzeuge zum ökologischen und ökonomischen Gestalten von Gussstücken
Bild 1: Kalibrierung der elektromagnetischen Prüftechnik an Flachproben
RZ_36 Seiter_060603.QX 10.06.2003 12:22 Uhr Seite 32
IN-GUSS 2003 | 33
ÖKOLOGISCHER GUSS
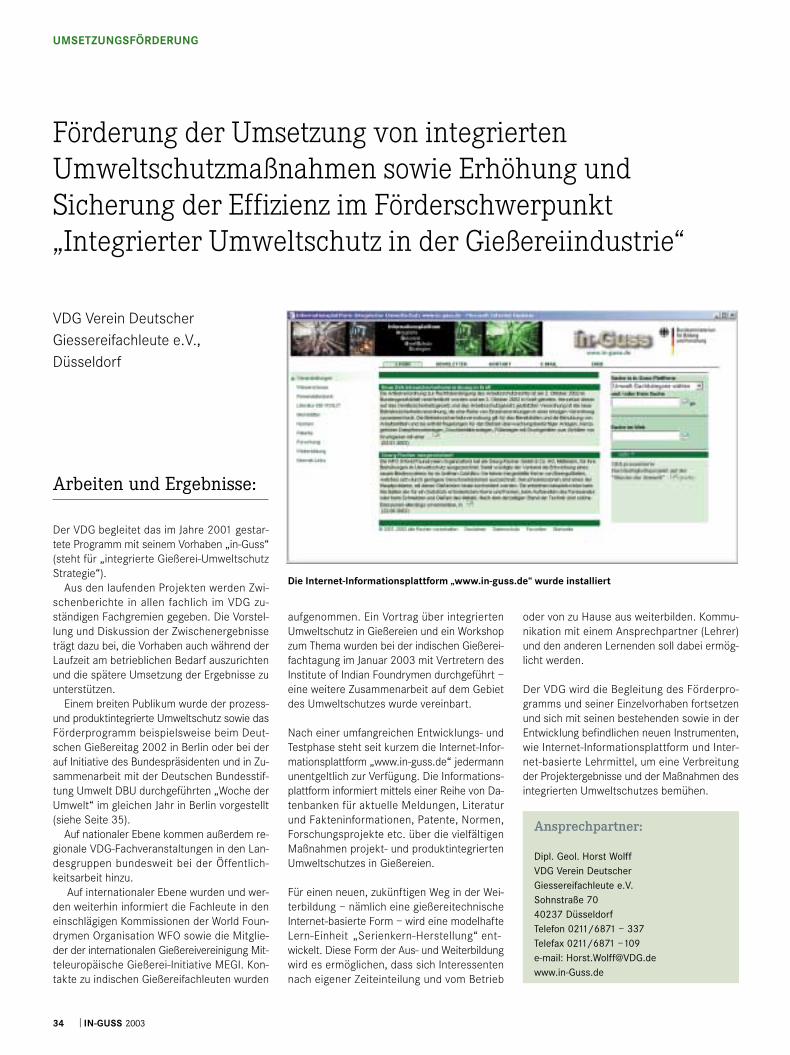
gestellten sechs Härteprofile machen den Ein-fluss unterschiedlicher Formmaterialkombina-tionen deutlich (Bild 3).
Ökologische, technische und wirtschaftli-che Vorteile im Vergleich zur Situation beiProjektbeginn:
Die Fertigung von dünnwandigen Bauteilen fürdie Automobilindustrie ermöglicht eine Ge-wichtsreduzierung und dadurch einen geringe-ren Kraftstoffverbrauch sowie weniger Schad-stoffemissionen.
Eine solche dünnwandige Auslegung der Guss-bauteile impliziert vielfältige Abkühlbedingun-gen im Bauteil, die zu einem sehr inhomoge-nen Eigenspannungszustand im Bauteil führen.Durch Eigenspannungen bedingt kann es zurRissbildung oder zum Bruch des Bauteils kom-men.
Die Nutzung von Simulationsmodellen ermög-licht es, schon beim Konstruieren das Entste-hungsrisiko von Eigenspannungen quantitativzu bewerten und kritische Bauteilbereiche vor-herzusagen.
Zerstörungsfreie Prüfverfahren versetzen denAnwender in die Lage, eine schnelle Prüfungder Bauteilqualität sowohl in der Entwick-
lungsphase neuer Produkte als auch in der Se-rienproduktion durchzuführen. Damit wird zumeinen die Entwicklungsphase von neuen dünn-wandigen Gussbauteilen entscheidend redu-ziert und Ausschuss eingespart, was wiederumumweltentlastend ist. Zum anderen wird die Inbetriebnahmephase für neue Produktserienverkürzt und dadurch die Wettbewerbsfähigkeitgesteigert.
Darüber hinaus führt die Entwicklung eines sol-chen Prüfverfahrens zur Reduzierung einer energieaufwendigen Spannungsarmglühbe-handlung.
Bislang werden zur experimentellen Validierungder Simulationsergebnisse zerstörende Ver-fahren wie das Bohrloch-, Ringkern- und Zerle-geverfahren eingesetzt. Diese Verfahren sindjedoch sehr zeit- und kostenintensiv.Der Einsatz eines zerstörungsfreien Prüfver-fahrens zur Eigenspannungsmessung ist weni-ger zeit- und kostenintensiv.
Durch das Zusammenwirken von neuenGießverfahren zur Herstellung von Zylinder-kurbelgehäusen aus Grauguss oder Gusseisenmit Vermikulargraphit, Simulationsmodellenund zerstörungsfreien Prüfverfahren bestehtdie Möglichkeit zur Fertigung von kostengün-stigen, leistungsgesteigerten, robusten und lang-lebigen Motoren.
Ansprechpartner:
Dr.-Ing. Andreas Kleine Halberg Guss GmbHKirchstraße 1666130 Saarbrücken Telefon: 0681/ 8705 - 932Telefax: 0681 / 8705 - 604e-mail: [email protected]
Bild 3: Einfluss unterschiedlicher Formstoffe auf die Härteprofile inProben aus Gusseisen mit Vermiculargraphit
Bild 2: Simulationsrechnung zurGefügebeschreibung und Gussgefüge
RZ_36 Seiter_060603.QX 10.06.2003 12:22 Uhr Seite 33
| IN-GUSS 200334
UMSETZUNGSFÖRDERUNG
VDG Verein DeutscherGiessereifachleute e.V.,Düsseldorf
Arbeiten und Ergebnisse:
Der VDG begleitet das im Jahre 2001 gestar-tete Programm mit seinem Vorhaben „in-Guss“(steht für „integrierte Gießerei-UmweltschutzStrategie“).
Aus den laufenden Projekten werden Zwi-schenberichte in allen fachlich im VDG zu-ständigen Fachgremien gegeben. Die Vorstel-lung und Diskussion der Zwischenergebnisseträgt dazu bei, die Vorhaben auch während derLaufzeit am betrieblichen Bedarf auszurichtenund die spätere Umsetzung der Ergebnisse zuunterstützen.
Einem breiten Publikum wurde der prozess-und produktintegrierte Umweltschutz sowie dasFörderprogramm beispielsweise beim Deut-schen Gießereitag 2002 in Berlin oder bei derauf Initiative des Bundespräsidenten und in Zu-sammenarbeit mit der Deutschen Bundesstif-tung Umwelt DBU durchgeführten „Woche derUmwelt“ im gleichen Jahr in Berlin vorgestellt(siehe Seite 35).
Auf nationaler Ebene kommen außerdem re-gionale VDG-Fachveranstaltungen in den Lan-desgruppen bundesweit bei der Öffentlich-keitsarbeit hinzu.
Auf internationaler Ebene wurden und wer-den weiterhin informiert die Fachleute in deneinschlägigen Kommissionen der World Foun-drymen Organisation WFO sowie die Mitglie-der der internationalen Gießereivereinigung Mit-teleuropäische Gießerei-Initiative MEGI. Kon-takte zu indischen Gießereifachleuten wurden
aufgenommen. Ein Vortrag über integriertenUmweltschutz in Gießereien und ein Workshopzum Thema wurden bei der indischen Gießerei-fachtagung im Januar 2003 mit Vertretern desInstitute of Indian Foundrymen durchgeführt –eine weitere Zusammenarbeit auf dem Gebietdes Umweltschutzes wurde vereinbart.
Nach einer umfangreichen Entwicklungs- undTestphase steht seit kurzem die Internet-Infor-mationsplattform „www.in-guss.de“ jedermannunentgeltlich zur Verfügung. Die Informations-plattform informiert mittels einer Reihe von Da-tenbanken für aktuelle Meldungen, Literaturund Fakteninformationen, Patente, Normen,Forschungsprojekte etc. über die vielfältigenMaßnahmen projekt- und produktintegriertenUmweltschutzes in Gießereien.
Für einen neuen, zukünftigen Weg in der Wei-terbildung – nämlich eine gießereitechnischeInternet-basierte Form – wird eine modelhafteLern-Einheit „Serienkern-Herstellung“ ent-wickelt. Diese Form der Aus- und Weiterbildungwird es ermöglichen, dass sich Interessentennach eigener Zeiteinteilung und vom Betrieb
Förderung der Umsetzung von integriertenUmweltschutzmaßnahmen sowie Erhöhung undSicherung der Effizienz im Förderschwerpunkt„Integrierter Umweltschutz in der Gießereiindustrie“
Die Internet-Informationsplattform „www.in-guss.de“ wurde installiert
Ansprechpartner:
Dipl. Geol. Horst WolffVDG Verein Deutscher Giessereifachleute e.V.Sohnstraße 7040237 DüsseldorfTelefon 0211/6871 – 337Telefax 0211/6871 –109e-mail: [email protected]
oder von zu Hause aus weiterbilden. Kommu-nikation mit einem Ansprechpartner (Lehrer)und den anderen Lernenden soll dabei ermög-licht werden.
Der VDG wird die Begleitung des Förderpro-gramms und seiner Einzelvorhaben fortsetzenund sich mit seinen bestehenden sowie in derEntwicklung befindlichen neuen Instrumenten,wie Internet-Informationsplattform und Inter-net-basierte Lehrmittel, um eine Verbreitungder Projektergebnisse und der Maßnahmen desintegrierten Umweltschutzes bemühen.
RZ_36 Seiter_060603.QX 10.06.2003 12:23 Uhr Seite 34

UMSETZUNGSFÖRDERUNG
An konkreten Bauteilen (hier: Feingussteilen)wird deutlich: Das endabmessungsnahe Ferti-gungsverfahren „Gießen“ ist energiesparenderals andere Fertigungsverfahren (Bild 1).
Neue höherfeste Gusswerkstoffe und intelli-gente Konstruktionen führen zu Leichtbau, z.B.in Fahrzeugen, und dies ist zweifach ernergie-sparend:
■ leichtere Gussteile werden aus wenigerflüssigem Metall, das bei hohem Energie-aufwand geschmolzen wurde, hergestellt
■ leichtere Gussteile führen zu leichterenFahrzeugen, die weniger Kraftstoff verbren-nen bzw. Energie verbrauchen (Bild 2)
Zwei Beispiele aus der Fertigung:
Das „kalte“ Urethan-Cold-Box-Kernherstel-lungsverfahren ist im Vergleich zu den früherdominierenden „heißen“ Verfahren deutlich energieeinsparender; es nimmt heute einen An-teil von rund 60% an der Kernherstellung ein(Bild 3).
Fortschritte in der Ofenentwicklung haben denEnergieaufwand beim Schmelzen deutlich ver-mindert:
■ früher: Kaltwindkupolofen alter Bauart –ca. 140 kg Koks je Tonne Flüssigeisen
■ heute: Heißwindkupolofen neuer Bauart(Bild 4) – ca. 100 kg Koks je Tonne Flüssigeisen
Thematischer Schwerpunkt bei der „Woche der Umwelt“ im Juni2002 in Berlin war neben Ergebnissen aus den laufenden Vorhabendes BMBF-Förderprogramms das Thema „ Energieeinsparung inGießereien und Verminderung der CO2-Freisetzung“
Bild 2: ICE-BremsscheibeBild 1: Vergleich von Energiebilanzen
Bild 3: Motorblock mit KernBild 4: Heisswindkupolofen
IN-GUSS 2003 | 35
RZ_36 Seiter_060603.QX 10.06.2003 12:23 Uhr Seite 35
Informationen überMaßnahmen des integriertenUmweltschutzes in Gießereienerhalten Sie im Internet unter:www.in-Guss.de
VDG – Verein Deutscher Giessereifachleute e.V.Postfach 10 51 44 40042 DüsseldorfSohnstraße 70, 40237 DüsseldorfTelefon: +49 (0) 211 / 6871 - 337Telefax: +49 (0) 211 / 6871 - 109e-mail: [email protected]
oder bei:
Projektträger des BMBF – Umweltforschung und -technikGodesberger Allee 11953175 BonnTelefon: +49 (0) 228 / 81 996 - 11Telefon: +49 (0) 228 / 81 996 - 40e-mail: [email protected]
RZ_36 Seiter_060603.QX 10.06.2003 12:24 Uhr Seite 36


















