ITP ePaper Branchenspecial Automobilindustrie September 2018 · nicht mehr als ein Instrument,...
11
Das Industrie 4.0 Magazin www.it-production.com BRANCHENSPECIAL: AUTOMOBILINDUSTRIE Ausgabe September 2018 Bild: © Rainer Plendl - Fotolia.com
Transcript of ITP ePaper Branchenspecial Automobilindustrie September 2018 · nicht mehr als ein Instrument,...
DasIndustrie 4.0Magazin
www.it-production.com
BRANCHENSPECIAL:
AUTOMOBILINDUSTRIE
Ausgabe September 2018
Bild: © Rainer Plendl - Fotolia.com

AUTOMOBILINDUSTRIE |
EExperten gehen davon aus, dass bis
2020 weltweit etwa 250 Millionen
vernetzte PKW und LKW auf den
Straßen unterwegs sein werden. Im Jahr
2050 sollen sogar alle neuen Fahrzeuge
mit dem Internet of Things (IoT) verbunden
sein. Ein wichtiger Schritt in Richtung des
autonomen Fahrens. Doch ganz so einfach
umzusetzen ist das nicht. Herausforderun-
gen bestehen derzeit noch in der Anten-
nentechnik, den Steuergeräten dem
Schutz vor Cyberangriffen und der Akzep-
tanz neuer Geschäftsmodelle – sowohl auf
Seiten der Hersteller als auch der Kunden.
Connectivity-Lösungen gefragt
Erste Ansätze für intelligentes Auto gab
es schon in den 90er Jahren, die jedoch
meist an der Kostenfrage scheiterten. Die
Telematik-Lösungen waren zu teuer. Das
könnte sich mit der aktuellen Evolution
von reinen Telematik-Konzepten hin zu
immer weitreichenderen Verknüpfungs-
angeboten inklusive Domain Controllern
ändern. Vernetze Fahrzeuge müssen
Daten mit anderen Quellen in einer aus-
reichend hohen Geschwindigkeit austau-
schen können. Erst dann ist sogenanntes
Sensorsharing möglich, wobei Fahrzeuge
verschiedener Hersteller Sensordaten an-
derer Verkehrsteilnehmer nutzen und in-
terpretieren. Zum anderen benötigen
auch die Passagiere immer mehr Perfor-
mance im Auto, um mit der Außenwelt
verbunden zu sein. Deswegen wird eine
Domainzentrale benötigt, die über Mobil-
funkschnittstellen die Konnektivität des
Fahrzeugs sicherstellt. Die Fahrzeugkom-
munikation steht derzeit vor einem kriti-
schen Umbruch und muss sich diesen He-
rausforderungen stellen, um die Evolution
der Kommunikationstechnologien auf das
Auto zu übertragen.
Energieeffizienz im Auto
Energieeffizienz und die Anpassung der
Autos an die Umwelt werden in Zukunft
eine wichtige Rolle spielen. Momentan
werden Signale von Antennen auf dem
Dach eines Fahrzeugs mithilfe von Kabel-
verbindungen an die Bordelektronik über-
mittelt, die sich oft im Fahrercockpit befin-
det. Werden die Frequenzbänder von der-
zeit 6GHz auf bis zu 100GHz erweitert, um
die erforderlichen Datenvolumen übertra-
Passagiere im neuenmobilen Lebensraum
Technologie für das vernetzte Fahrzeug
Die Vision der Automobilindustrie ist schnell erklärt: Verkehrsteilnehmer vom Auto überLKW und Fahrräder bis hin zu Fußgängern sollen miteinander vernetzt sein. Fahrer werdenzu Passagieren in einem neuen mobilen Lebensraum. Bevor es soweit ist, müssen von derverbauten Antenne bis zur weltweiten IT-Infrastruktur technische Probleme gelöst werden.
Bild: Laird Technologies
ENGINEERING
34 IT&Production 9/2018

sen mit gerichteten Antennen ausgestattet
werden, um Signale an Geräte in vorbeifah-
renden Fahrzeugen zu übertragen.
IT-Sicherheit mitgedacht
Das Thema IT-Sicherheit betrifft Hersteller
und Zulieferer gleichermaßen. Da Benut-
zer künftig viel häufiger über ihr Auto
kommunizieren oder es durch Apps per-
sonalisieren dürften, steigt auch die Ge-
fahr durch Cyberkriminelle. Erste Angriffe
auf vernetzte Fahrzeuge gab es bereits.
Zwar wurde bei 5G die IT-Sicherheit von
Anfang an bedacht, sodass der Standard
als sicherer gilt als etwa WLAN, die Absi-
cherung der Luftschnittstelle reicht aber
bei weitem nicht aus, um Angriffe auf ein
Connected Car ganz zu verhindern. Viele
Steuergeräte und Kommunikationssys-
teme innerhalb des Fahrzeugs sind an-
greifbar. Besonders gefährdet sind Steu-
ergeräte wie eine TCU (Telematics Con-
trol Unit) oder eine Headunit, die über
viele drahtlose Schnittstellen verfügen
und somit als potentielles Einfallstor für
Angriffe dienen könnte. Solche Attacken
können durch Ausbreitung über die Fahr-
zeugbussysteme im schlimmsten Fall si-
cherheitsrelevante Funktionen stören.
Neue Mobilitätskonzepte
Vernetzte Autos können als Teilnehmer
in einem IoT neue Mobilitätskonzepte
ermöglichen. Aufgrund von Kosten- und
Platzproblemen erwarten beispielsweise
viele, dass zukünftig weniger Privatau-
tos auf den Straßen unterwegs sein
werden als bisher. Stattdessen könnten
Car-Sharing-Konzepte oder Pay-per-
Use-Modelle weiter an Aufschwung ge-
winnen. Auch der umwelttechnische As-
pekt wird in Zeiten der Klimaerwärmung
und verschmutzter Luft immer relevan-
ter. Neue Lösungen und Infrastruktur-
maßnahmen im Bereich der Elektromobi-
lität könnten helfen, diese Effekte in den
Griff zu bekommen.
Netze im mobilen Lebensraum
Der Ausbau der Datenraten ist auch im
Hinblick auf autonom fahrende Autos re-
levant: Fahrer werden immer mehr zu
Passagieren, die unterhalten werden
wollen und das Auto als erweiterten,
mobilen Lebensraum nutzen. Dazu ge-
hört auch eine gute Datenverbindung.
Allgemein werden die Mobilitätslösun-
gen der Zukunft den Spagat zwischen
Flexibilität und Freiheit sowie gleichzei-
tiger Kosten- und Platzreduzierung
schaffen müssen. ■
Der Autor Guido Dornbusch ist
Vice President Product Management bei
Laird Connected Vehicle Solutions.
www.lairdtech.com
| AUTOMOBILINDUSTRIEENGINEERING
gen zu können, reicht eine Kabelverbin-
dung von der Antenne zur Transceiver-
Elektronik nicht mehr aus. Zudem ist die
Verlegung der Antennenkabel aufgrund der
geringen Biegsamkeit alles andere als trivial
und erhöht durch die große Menge an be-
nötigten Leitungen zudem das Gewicht
des Fahrzeugs. Eine Lösung wäre es, die
Elektronik und damit die Signalverarbei-
tung möglichst nah an der Antenne anzu-
bringen. Also entweder direkt unter dem
Dach oder in der Antenne selbst. Doch die
schwankenden Witterungsbedingungen,
denen die Elektronik dann ausgesetzt ist,
könnten dann Probleme verursachen. Die
Temperaturen unter dem Dach und in der
Antenne sind oft sehr hoch und schwanken
zudem, was der Elektronik auf Dauer zu-
setzt. Nur wenige Hersteller können Elek-
tronik und Antenne unter solchen Bedin-
gungen zusammen bringen. Eine weitere
Herausforderung im Bereich der Antennen-
technologie entsteht durch die Auswei-
tung der Frequenzbänder von derzeit unter
6GHz auf bis zu 100GHz. Dies wird im Rah-
men der Einführung des Mobilfunkstan-
dards 5G stattfinden. Dadurch wird die
Dämpfung erhöht, sodass Signale nur noch
in geringerem Abstand übertragen werden
können. Ungerichtete Antennen können so
jedoch keine bzw. nur eingeschränkt Sig-
nale empfangen. Diese Strecke kann durch
eine gezielte Ausrichtung der Antennen
vergrößert werden. Dafür müssen Devices
mit verschiedenen Antennen bestückt
werden, von denen immer diejenige ge-
nutzt wird, die sich in der Richtung
des Senders befindet.
Auch Road-Side-
Units müs-
35IT&Production 9/2018
Die Vision künftiger Mobilität basiert auf der digitalen Vernetzung im und um das Fahrzeug herum.
Bild
: Lai
rd T
echn
olog
ies

AUTOMOBILINDUSTRIE |
SSouthco ist ein Hersteller von Ver-
schlusssystemen unterschiedlicher
Branchen, darunter die Automobilin-
dustrie, Luft- und Raumfahrt und die Medi-
zinbranche. Rund 2.000 Mitarbeiter beschäf-
tigt das Unternehmen in 20 Produktions-
stätten und Verkaufsniederlassungen in den
USA, Europa und China. Dabei setzt
Southco von jeher auf einen technologie-
orientierten Ansatz. Die Produktionslenkung
erfolgte dabei jedoch bislang in großen Tei-
len durch Papierprozesse. Das heißt, dass
die strengen Maßnahmen der Produktions-
lenkung mithilfe von manuellen Kontrollen
und Listen zum Abhaken durchgeführt wur-
den. Zwar war man sich bei Southco ob der
Effizienz der eigenen Fertigungsprozesse
sowie der Produktqualität sicher. Im Sinne
der kontinuierlichen Verbesserung wollte
das Unternehmen dennoch verschiedene
automatisierte Systeme zur Prozesslenkung
testen, um Qualität und Produktivität wei-
ter zu steigern. Das Unternehmen testete
drei unterschiedliche Manufacturing Execu-
tion Systems (MES). Am Ende fiel die Wahl
auf ein Echtzeit-Prozess- und Fertigungslen-
kungssystem von Epicor. „Anfangs wollten
wir vor allem ein System für die Prozesslen-
kung”, sagt Tony Ryder, Leiter für die Spritz-
gussfertigung bei Southco. „Nachdem wir
insgesamt drei Systeme getestet hatten, er-
kannten wir aber den Vorteil der Epicor-Lö-
sung, die die Prozess- und Fertigungslen-
kung in einer einzigen integrierten Software
kombiniert, sodass wir nun von den Vortei-
len beider Methoden profitieren.”
Anlageneffektivität offengelegt
Das System wurde zunächst in der Spritz-
gussfertigung des Unternehmens in Groß-
britannien eingesetzt. Die Anwendung legte
schnell die tatsächliche Effizienz der Ferti-
gungsanlagen von Southco offen: Die Ge-
samtanlageneffektivität (GAE) betrug ledig-
lich 52 Prozent, was weit unterhalb des an-
gestrebten Ziels und deutlich unterhalb der
Werte lag, die im Rahmen von manuellen
Lenkgruppen gemessen wurden. „Wir konn-
ten schnell sehen, wo die Probleme lagen”,
sagt Ryder. „Zum Beispiel fanden wir heraus,
dass ein großes Problem in Farbverunreini-
gungen bestand. Tatsächlich war dieses
Problem so groß, dass es die Investition in
ein komplett neues Trichtersystem rechtfer-
tigte, das dafür sorgt, dass der Fertigungs-
prozess absolut sauber abläuft.” Ein einziger
Tropfen der falschen Farbe könne zur Folge
haben, dass der Verschluss für das Hand-
schuhfach eines Autos nicht genau den
Vorgaben des Herstellers entspricht und ein
gesamtes Los somit wertlos sei, erklärt er.
„Wir profitieren nun von einer Transparenz,
die uns vorher schlichtweg fehlte”, sagt
Ryder weiter. Das Unternehmen ist nun in
der Lage, kritische Daten wie Temperatur
und Druck zu überwachen und den Ferti-
gungsprozess flexibel anzupassen. Vor Ein-
führung des Systems belief sich der interne
Ausschuss des Unternehmens zum Teil auf
15.000 bis 16.000 parts per million (ppm) –
einige der Ursachen dafür blieben wegen
der manuellen Systeme unentdeckt. Inner-
halb von nur vier Monaten nach Einführung
des ME-Systems sank diese Zahl um das
Vierfache. Inzwischen kann Southco meh-
rere Monate hintereinander mit 0ppm Aus-
schuss vorweisen. Das bedeutet auch, dass
Kleinste Fehler können dazu führen, dass Produkte nicht mehr den Vorgaben des Kundenentsprechen – sie sind somit wertlos. Beim Unternehmen Southco ist man dieser Problema-tik mit der Einführung eines Manufacturing Execution Systems (MES) entgegen getreten.
MANUFACTURING EXECUTION SYSTEME
36 IT&Production 9/2018
Weniger Ausschuss produziertMES-Einführung in der Spritzgussfertigung
Bild: Southco
das Unternehmen nun viel besser nachwei-
sen kann, wenn Produktionsfehler auf das
gelieferte Rohmaterial zurückzuführen sind.
„Wir sind jetzt in der Lage, die eigentlichen
Ursachen von Fehlern sehr schnell und si-
cher festzustellen. Auf diese Weise können
wir Kosten und Rufschädigung durch die
Lieferung fehlerhafter Teile an unsere Kun-
den vermeiden und Schadensbehebung
von unseren Lieferanten fordern, da wir nun
beweisen können, dass nicht unsere Pro-
zesse für die Mängel verantwortlich sind.”
Maschinen abgeschafft
Da die tatsächliche GAE jetzt bei knapp 85
Prozent liegt, kann Southco mit den vorhan-
denen Maschinen sogar so viel produzieren,
dass fünf Spritzgussmaschinen ersatzlos ab-
geschafft werden konnten. „Wir waren kurz
davor, zwei neue Maschinen anzuschaffen.
Bis wir feststellten, dass wir diese Maschi-
nen gar nicht brauchten. Stattdessen konn-
ten wir im Werk sogar Platz für eine neue
Fertigungsstraße schaffen”, berichtet Parker.
ERP-Integration
Southco will das System nun auch in sei-
nen Standorten in den USA und China ein-
führen. Langfristig soll es nicht nur im Be-
reich der Spritzgussfertigung, sondern auch
in der Produktmontage zum Einsatz kom-
men. Darüber hinaus arbeitet Southco ge-
meinsam mit Epicor an der Integration des
Systems in eine neue Enterprise-Resource-
Planning-Software von SAP, die das Unter-
nehmen derzeit international an seinen
Standorten einführt. „Durch die Verbindung
des Epicor-Systems in der Fertigung mit
der SAP-Anwendung im Back Office kön-
nen wir auch die noch verbliebenen Papier-
prozesse abschaffen”, erklärt Parker. „Epicor
wird Arbeitsaufträge von SAP erhalten und
die Fertigungsberichte direkt an das Pla-
nungsbüro senden.” Parker weiter: „Außer-
dem senden wir unsere technischen Doku-
mente aus unserem zentralen, zugangsbe-
schränkten System direkt an das MES, so-
dass aktuelle Änderungen und Anweisun-
gen jederzeit für die Maschinenführer ver-
fügbar sind, die in der Fertigung an den Be-
dienpulten stehen. Auf diese Weise können
wir sichergehen, dass alle Prozesse richtig
eingestellt sind.” Die Senkung des Papier-
bedarfs ist dabei enorm: In denjenigen Be-
reichen, in denen das neue System einge-
setzt wird,hat Southco seine Papierpro-
zesse komplett abgeschafft.
Enge Zusammenarbeit
Southco arbeitet eng mit Epicor zusammen,
um die Software weiterzuentwickeln und sie
an die sich verändernden Anforderungen an-
zupassen. Letzten Endes sei die Software aber
nicht mehr als ein Instrument, dessen Erfolg
davon abhänge, ob das System im gesamten
Unternehmen auch angenommen wird. „Und
um diese Akzeptanz zu erreichen, hat Epicor
uns nach Kräften unterstützt”, sagt Parker. ■
Der Text entstand nach Material der
Epicor Software Cooperation
www.epicor.com
| AUTOMOBILINDUSTRIEMANUFACTURING EXECUTION SYSTEME
AU T O M OT I V E / A E RO S PAC E / R A I LWAY / E N E RGY / L I F E S C I E N C E S / D I G I TA L / C O N S U LT I N G
H AV E B E C O M E
PASSIONWe are an engineering and technology
consulting group working for the world’s
largest industrial players.
AKKA-TECHNOLOGIES.COM
DRIVESUS ALL.
- Anzeige -

DDie Elwema Automotive GmbH aus
Ellwangen und Monschau reali-
siert Fertigungslösungen in der
Reinigungs-, Prüf- und Montagetechnik,
insbesondere für die Bereiche Motoren,
Lenkung und Getriebe vornehmlich für die
Automobilindustrie. Entsprechend an-
spruchsvoll sind die gefertigten Anlagen
und die Anforderungen an das Daten- und
Programmmanagement für Steuerungen,
Human Machine Interfaces, Robotik und
Konfigurationsdaten. Die Versions- und Da-
tenmanagementlösung Versiondog des IT-
Herstellers Auvesy hilft dem Maschinen-
bauer Elwema im Engineering und in der
Anlagenfertigung dabei, die Programme im
Blick zu behalten.
Auf Projektarbeit ausgelegt
Vor dem Einsatz des Tools kam es immer
wieder zu Missverständnissen beim Um-
gang mit Daten. „Es war keine klare File-
struktur vorhanden. Simple Dinge wie die
Namensgebung von Files wurden unter-
schiedlich gehandhabt, oder Modifikatio-
nen wurden nicht abgeglichen. Das alles
führte zu Suchvorgängen und verur-
sachte unnötigen Zeitaufwand“, berich-
tet Karl-Heinz Büchel, Leiter der Steue-
rungstechnik und der Automatisierung
bei Elwema. Auf der Suche nach einer
Lösung stieß man auf Versiondog, das in
einer dreimonatigen Testphase überzeu-
gen konnte. Seit rund drei Jahren setzt
der Maschinenbauer projektspezifische
Versionen der Anwendung für die Anla-
gensteuerung ein. Diese beinhalten bei-
spielsweise Netzwerk- oder EA-Listen.
Etwa 35 Mitarbeiter haben Zugriff auf
diese Daten. Die Lösung versioniert und
dokumentiert Änderungen und verwaltet
Projektdaten im Sinn eines Lifecycle Ma-
nagements. Das aktuell geladene Pro-
gramm, die verwendeten Parameter und
Sollwerte, wie auch die eindeutige Ver-
sionszuordnung sind stets aktuell abruf-
bar. „Durch das Arbeiten mit Versiondog
haben wir uns weiterentwickelt und Pro-
zesse standardisiert“, sagt Büchel. „Wir
haben jetzt eine zentrale Stelle für die
Datenablage, eine klare Rechtestruktur,
die Änderungsgründe sind ersichtlich, die
Transparenz wer, wo, wann, was geän-
dert hat, die Source-Code-Verwaltung
ist möglich und der Versionsvergleich
nützt der Standardisierung. Änderungen
folgen einem einheitlichen Muster: Datei
auschecken, Sperrstatus setzen, ändern,
einchecken. Alles ist dokumentiert und
jederzeit nachvollziehbar.“
Die Anlage lebt weiter
Der Versionierungsprozess ist jedoch
nicht mit der Fertigstellung einer Anlage
beendet. Nach der Montage und Inbe-
triebnahme erfolgt vor Auslieferung zu-
nächst die Vorabnahme durch den Kun-
den. Dann wird sie demontiert und vor
Ort beim Kunden wieder aufgebaut.
Dabei ist die Integration der Komponen-
ten nach einer CNC-Maschine keine Sel-
tenheit. Denn nach der Bearbeitung (z.B.
eines Kurbelwellengehäuses) erfolgen
die Reinigung der gefertigten Teile, die
Montage und anschließend die Prüfung
auf Dichtheit, z.B. der Öl- und Wasser-
räume. Damit diese Integration funktio-
Anlagensoftware versioniertund protokolliert
Verzahnte Entwicklung bei Elwema Automotive
Bild
: Auv
esy
Gm
bH
SPS-Programmierung, Human Machine Interfaces, Konnek-tivität – die Softwareentwicklung für moderne Anlagenwird immer aufwendiger. Um diese Arbeiten zu unterstüt-zen und abzusichern, nutzt der Zulieferer Elwema Automo-tive speziell angepasste Versionierungsanwendungen vonAuvesy. Bei der Produktion behalten die Mitarbeiter so alleArbeitsfortschritte und Änderungen im Blick. Doch auchnach der Inbetriebnahme protokollieren die ProgrammeAnlagenänderungen sicher und nachvollziehbar.
38 IT&Production 9/2018
AUTOMOBILINDUSTRIE | ANLAGENBAU
niert, müssen die jeweiligen Daten- Und Pro-
grammstände versioniert werden. Dieser
Auslieferungsstand wird auch an den Kunden
übermittelt. Nach der Auslieferung kann die
Anlage weiter überarbeitet, umgebaut oder
erweitert werden. Bei allem muss die aktu-
elle Daten- und Software-Version festgehal-
ten und abgeglichen werden, was mit Versi-
ondog recht einfach fällt. Es ist unter techni-
schen sowie Sicherheits- und Gewährleis-
tungsaspekten wichtig, dass alle Beteiligten
auf dem gleichen Informationsstand sind und
mit gleichen Programmversionen arbeiten.
Deshalb wird der Prozess über den gesamten
Lebenszyklus einer Anlage hindurch geführt.
So ist dokumentiert, was der Kunde nach der
Übergabe der Anlage mit ihr gemacht hat.
Durch den Zeitstempel ist auch festgehalten,
wann etwas verändert wurde.
Mitarbeiter geschult
Um das Bewusstsein bei den Mitarbeitern zu
verankern, dass Anlass, Zeitpunkt und Verant-
wortlichkeit für jede Anpassung von Program-
men und Daten dokumentiert werden muss,
setzte der Maschinenbauer Schulungen für
die rund 35 Nutzer an. Denn wie so häufig
steht und fällt der Nutzen leistungsfähiger
Anwendungen mit der Bereitschaft der Beleg-
schaft, die Programme konsequent und wie
vorgesehen zu benutzen. ■
Die Autoren sind Karl-Heinz Büchel, Leiter
Steuerungstechnik & Automatisierung bei
Elwema sowie Silke Glasstetter, Head of
Marketing bei Auvesy GmbH.
www.elwema.de
ANLAGENBAU
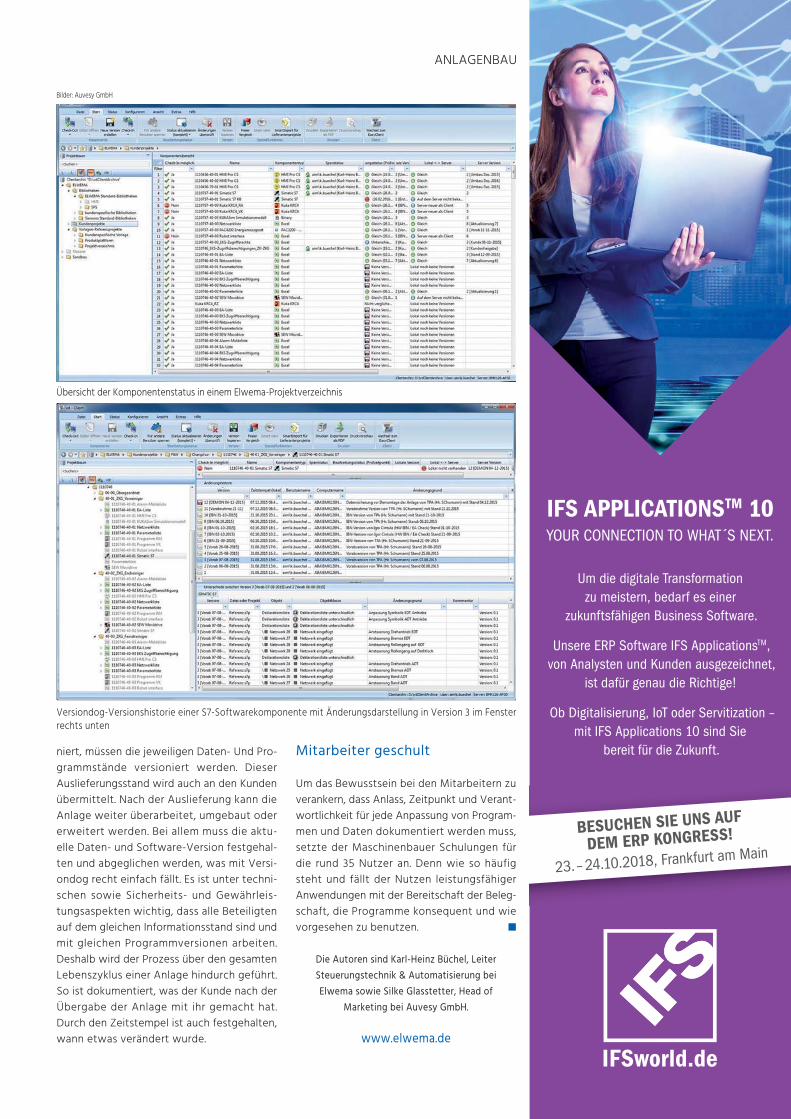
Versiondog-Versionshistorie einer S7-Softwarekomponente mit Änderungsdarstellung in Version 3 im Fensterrechts unten
IFS APPLICATIONSTM 10YOUR CONNECTION TO WHAT´S NEXT.
Um die digitale Transformation zu meistern, bedarf es einer
zukunftsfähigen Business Software.
Unsere ERP Software IFS ApplicationsTM, von Analysten und Kunden ausgezeichnet,
ist dafür genau die Richtige!
Ob Digitalisierung, IoT oder Servitization –mit IFS Applications 10 sind Sie
bereit für die Zukunft.
BESUCHEN SIE UNS AUF
DEM ERP KONGRESS!
23.– 24.10.2018, Frankfurt am Main
Übersicht der Komponentenstatus in einem Elwema-Projektverzeichnis
Bilder: Auvesy GmbH

BBeim Automobil- und Industriezulie-
ferer Schaeffler stehen Optimie-
rungsprojekte praktisch auf der Ta-
gesordnung. Ein aktuelles Projekt galt der
Logistik in der Industriesparte des Unterneh-
mens, die dabei völlig neu aufgestellt wurde.
Im neu gebauten Distributionszentrum in
Carisio (Italien) sollte eine besondere He-
rausforderung gelöst werden: „Die Aufgabe
bestand darin, die Betriebssicherheit eines
SAP-EWM-Systems im Rechenzentrum Her-
zogenaurach mit den Echtzeitanforderun-
gen eines automatisierten Logistiksystems
am Standort in Italien zu verbinden“, erläu-
tert Hans-Peter Rösch, Teilprojektleiter Lo-
gistische Prozesse und IT der Schaeffler-
Gruppe. Beides ließ sich mit dem Einsatz
eines Materialflussrechners als gekapselte
selbständige Einheit lösen. An der Lösung
des Projektes waren der Systemintegrator
Aberle und Softwarespezialist Sysmat betei-
ligt. Der Materialfluss kann durch die indivi-
duell konfigurierte Software nun so gesteu-
ert werden, dass die Fördertechnikprozesse
und Warenflüsse reibungslos laufen. Auch
die Aus- und Einlagerungen von Regalbe-
diengeräten und Automatikkränen werden
nun per Software optimiert. Eine Visualisie-
rung der Anlage in der Anwendung hilft,
Störungen zu lokalisieren. Schon während
der Implementierung der Anlage hat das
Modul ‘Anlagenemulation’ die Entwicklungs-
und Aufbauphase unterstützt, indem sie ein
virtuelles Abbild der Anlage bereit gestellt
hat. So ließen sich mit dem Tool bereits vor
der Inbetriebnahme das Zusammenspiel
zwischen Materialflussrechner, SAP-Soft-
ware und Anlage testen.
Zwei Systeme nebeneinander
Im neuen Distributionszentrum in Carisio
übernimmt der grafische Materialflussrech-
ner die Steuerung der Anlage auf der Basis
von Transporten aus dem SAP-System.
Doppelpack für effiziente Distribution
Lagerverwaltung bei Schaeffler Technologies
Bild
: Abe
rle G
mbH
Schaeffler Technologies aus Herzogenaurach arbeitet laufend daran, die eigenen Produk-tions- und Intralogistikprozesse zu verbessern. Beim Neubau eines Distributionszentrumswaren die Ansprüche gerade an das Zusammenspiel von Automation und Software ent-sprechend hoch. Umgesetzt haben das Projekt der Generalunternehmer Aberle und derSoftwarehersteller Sysmat.
40 IT&Production 9/2018
AUTOMOBILINDUSTRIE | DISTRIBUTION

| AUTOMOBILINDUSTRIE
Durch die Trennung von Funktionen und
Hierarchien nutzen beide Systeme ihre im
Standard vorhandenen Funktionen. Somit
entfallen projektspezifische Programmierun-
gen und Tests ebenso wie Schnittstellen
zwischen den Systemen. Der grafische Ma-
terialflussrechner steuert beispielsweise ein
automatisches Kleinteillager, zwei Sequen-
zer und Behälterfördertechnik. Die Waren-
ausgangs- und Wareneingangszone, ein ma-
nuelles Palettenlager, Arbeitsplatzdialoge
und das Staplerleitsystem werden über ein
Enterprise Warehouse Management-System
von SAP gesteuert. Im Zusammenspiel von
SAP-Software und dem Materialflussrechner
werden Lagerprozesse, Dialoge und Materi-
alfluss synchronisiert. Auch im Ablauf blei-
ben die Systeme getrennt: Während das
Entladen, Warenein- und -ausgang, Dekon-
solidierung, Versandvorbereitung und die
Auftragssteuerung via SAP gesteuert sind,
erfolgt der Putaway, das Auslagern von Be-
hältern, Behältersequenzierung nach Ge-
wichtsklassen, Andienen und Rücklagern
durch den Materialflussrechner.
45.000 Behälterplätze
Das Programm MFR Matcontrol von Sys-
mat übernimmt die Verwaltung der Lager-
fächer für das vierfach tiefe Behälterlager
und die Warteschlangenverwaltung. Die
Lagersoftware kennt hingegen die Behäl-
ter, die Bestände in den Behältern und
sämtliche Artikel- und Kundendaten. Soll
ein Behälter eingelagert werden, sendet
die SAP-Lagersoftware einen Transport an
den Materialflussrechner und sorgt für Ab-
transport, Lagerfachsuche und Einlage-
rung in das viergas-
sige automatische
Kleinteillager mit
45.000 Behälter-
stellplätzen. Die Re-
gale sind für eine
zweifach tiefe La-
gerung bei großen
Behältern oder vier-
fach tiefe Lagerung
bei kleinen Behäl-
tern konzipiert. Für
die Pufferung vor
der Kommissionie-
rung gibt es zwei
Sequenzer mit ins-
gesamt 1.800 Stell-
plätzen, zweifach
tief. Diese Sequenzer versorgen die zwölf
Pick- und Packarbeitsplätze mit Behältern
in der vom SAP-System vorgegebenen
Reihenfolge. Dort kommissionieren Mitar-
beiter über SAP-Dialoge die Ware, indem
sie sie wiegen, bestätigen, verschließen
und mit Versandpapieren versehen.
Echtzeitaufgabenausgelagert
Die Sysmate-Anwendun-
gen nehmen dem Sys-
mat-Anwendungen viele
komplexe Steuerungs-
funktionen ab. So hat die
Unternehmensgruppe
die Möglichkeit, ver-
schiedene Prozesse zu
optimieren, da die Koor-
dination der Material-
flusslogik sich in einer
Hand befindet und die
Echtzeitanforderungen
aus dem Lagerverwal-
tungssystem ausgelagert
sind. Es existiert eine
Trennung von Funktio-
nen und Verantwortung
für Leistungsmerkmale
des SAP-Systems. Eine
Neuentwicklung der
Standardfunktionen des
Mater ia l f lussrechners
war nicht notwendig.
Dazu zählen u.a. unter-
schiedliche Einlagerungs-
strategien und die Ver-
waltung der Lagerfächer.
Virtuelle Inbetriebnahme
In der Entwicklungs- und Testphase trug
die Software ‘Anlagenemulation’ von Sys-
mat dazu bei, das Projekt zügig voranzu-
bringen. Das Programm kommuniziert mit
SAP EWM und erlaubt Entwicklung, Funk-
tions- sowie Integrationstest von EWM-
Komponenten. So lassen sich viele Fehler
etwa in den Schnittstellenprogrammen
und der Kommunikationslogik erkennen,
bevor die physikalische Anlage gekoppelt
ist. Typisches Beispiel für einen Test ist die
Integration weiterer logistischer Arbeits-
plätze, wie beispielsweise für Dekonsoli-
dierung und Kommissionierung, die im
EWM mit der Fördertechnik zur Andie-
nung und Abförderung von Ladungsträ-
gern geführt werden. „Durch den Einsatz
des Materialflussrechners und der Emula-
tion wurde die Projektlaufzeit enorm ver-
kürzt. Wir konnten mit der Emulation be-
reits parallel zum Aufbau von Mechanik
und Steuerungstechnik alle EWM-Funk-
tionen erstellen und testen“, so Rösch.
DISTRIBUTION
41IT&Production 9/2018
Das Softwaregespann unterstützt die Mitarbeiter beimKommissionieren.
Bild
: Abe
rle G
mbH
für .
Insight Control PanelInstandhaltungsportal
www.gis-systemhaus.de
Mobile
Map
X-Ray
Planning
Explorer
Dashboard
- Anzeige -

AUTOMOBILINDUSTRIE |
auch bei dem angestrebten SOP-Datum,
also der ersten Kundenlieferung. ■
Der Autor Rainer Schulz ist
Geschäftsführer bei der Sysmat GmbH.
www.sysmat.de
42 IT&Production 9/2018
Wie viel Zeit das spart, wird bei der Ge-
genüberstellung von konventioneller Me-
thode und Materialflussrechner inklusive
Emulationsfunktion deutlich. Der konven-
tionelle Weg sieht einen sequentiellen
Ablauf vor. Das heißt, die Integration der
SAP-Lagerverwaltung mit der Anlage er-
folgt vor Ort. Dazu testet der Anwender
im ersten Schritt die Schnittstellenpro-
gramme und überprüft die Syntax. Die Se-
mantik, also die Nachrichtenlogik, testet
er im nächsten Schritt. Der dritte Schritt
widmet sich den Nachrichtensequenzen,
das heißt, es erfolgt eine Überprüfung der
Logik- und Statusübergänge. Alleine diese
Tests dauern mit der physikalischen An-
lage circa vier bis sechs Wochen. Im letz-
ten Schritt finden Tests zu den logisti-
schen Prozessen statt. Im Gegensatz dazu
benötigen die Tests der Logik- und Sta-
tusübergänge mit einer Kombination aus
Materialflussrechner und Emulation nur
zwei Wochen. Voraussetzung dafür ist,
dass sich die Echtanlage identisch mit der
Simulation verhält. Auch hier erfolgt am
Ende ein Prozesstest der logistischen Vor-
gänge. Dort konnte die Software
ihre Stärke zeigen. „Die Inbe-
triebnahme wurde wesentlich
verkürzt, da die Module bereits
getestet in die Phase‚ 'Integrati-
onstest und Inbetriebnahme' ein-
fließen konnten“, schildert Rösch.
Lieferung wie geplant
Darüber hinaus wird ein durch-
gängiges Qualitätssicherungs-
system für Schulungen und
Tests durch Key User aufgebaut
und genutzt. Durch die Emulati-
onsfunktionen ist eine Schulung der Be-
nutzer in den Prozessen direkt am Sys-
tem möglich. Auch bei künftigen Funkti-
onserweiterungen und Upgrades steht
die Testumgebung zur Verfügung, um
Systemfehler auf der produktiven Anlage
minimieren zu helfen. Am Ende des Pro-
jekts verzeichnete Schaeffler eine insge-
samt stark verkürzte Projektlaufzeit. Das
Unternehmen erreichte die angestrebten
Ziele sowohl auf funktionaler Ebene als
DISTRIBUTION
Virtuelle Inbetriebnahme: Bevor Mitarbeiter dieLager nutzen, wird das Zusammenspiel von Anlageund Software per Emulation getestet.
Bild: Aberle GmbH
KontaktBE-terna Industry Solutions GmbHObere Vorstadt 1671063 Sindelfingen - DeutschlandTel.: +49 7031 7078 0www.be-terna.com/be-automotive • [email protected]
Neben den hohen Ansprüchen
der Hersteller stellt auch die
zunehmende Globalisierung der
Produktion sowie die Abbildung
komplexer Logistikkonzepte die
Zulieferer der Automobilin dustrie
vor große Herausfor derungen.
Man arbeitet nach Rahmenauf-
trägen und -bestellungen, wobei
die Abwicklung über Liefer- und
Feinabrufe erfolgt. Lieferscheine,
Transport daten, Rechnungen sowie das Gutschriftver fahren
werden in Höchstgeschwindigkeit über EDI ausgetauscht.
Unsere Lösung BE-AutomotiveUnsere Branchenlösung BE-Automotive bildet alle gängigen
Geschäftsprozesse von Zulieferern ab – sowohl zwischen
Zulieferern und Herstellern als auch zwischen den Zulieferern
untereinander (1, 2, 3-Tier). Je nach Anforderung können Module
für die Auftragsabwicklung, Produktion, Logistik und Beschaf-
fung eingesetzt werden.
Bild: © AntonMatveev / Istock.com
Der Motor für Ihren Geschäftserfolg
OEM-spezifische Prozesse als ErfolgskriteriumGrundlage für den Datenaustausch von BE-Automotive bilden die
Empfehlungen des Verbands der Automobilindustrie (VDA).
Die Besonderheiten der Automobilhersteller beim Datenaus-
tausch der Formate, seien es VDA, Odette oder EDIFACT,
sind ebenfalls berücksichtigt.
Die Basis: Microsoft Dynamics NAVMicrosoft Dynamics NAV, das Herzstück von BE-Automotive,
steht als Business-Software weltweit für unternehmerischen
Erfolg. Profitieren Sie von unserer jahrzehntelangen Erfahrung aus
vielen erfolgreichen Installationen bei namhaften Zuliefer-, Indus-
trie- und Handelsunternehmen und sichern Sie sich Wett -
bewerbsvorteile, indem Sie über unser Partnernetzwerk auf eine
breite Palette weiterer branchenspezifischer Lösungen zugreifen.
- Anzeige -
BE-terna Industry Solutions GmbH
- Anzeige -
- Anzeige -
Pickert & Partner GmbH | AUTOMOBILINDUSTRIE
Mit S/4HANA legt SAP die techni-
sche Grundlage, um Geschäfts-
prozesse zu digitalisieren und
neue Geschäfts modelle zu
ermöglichen.
Viele Unternehmen haben
bereits Projekte gestartet
oder sind in Planung. Doch
wie gelingt der Wandel am
besten, ohne die Orientierung
zu verlieren?
Konkrete Vorarbeiten und bereits heute aufgebautes Wissen
um S/4HANA gestalten das Transition-Projekt schlanker und
unkompliziert.
Auch wenn vermeintlich noch Zeit ist.
Investitionsentscheidungen müssen unter
Berücksichtigung von Möglichkeiten und
Erfordernissen von S/4HANA rechtzeitig
getroffen werden.
S/4HANA Transition richtig umsetzenDas S/4HANA Transition Programm der it-motive AG besteht aus
kompakten Workshops, die genau auf die individuellen Anfor -
derungen der Unternehmen zugeschnitten sind. Zu den Inhalten
gehören u.a. die Wissensvermittlung rund um S/4HANA, die
Reflektion der IST-Situation oder die S/4HANA Einsatzevaluierung.
Die erarbeiteten Ergebnisse ermöglichen den Teams, passgenaue
Vorarbeiten zu definieren und die S/4HANA Transition zu planen.
Lernen Sie unsere individuelle Workshop-Reihe ““S/4HANA –
Erfolgreich den Wandel vollziehen“ kennen und nehmen Sie
Kontakt mit uns auf.
it-motive AG
Kontaktit-motive AGZum Walkmüller 647269 Duisburg, DeutschlandTel.: + 49 203 60878-0 • Fax: + 49 203 [email protected] • www.it-motive.de
43IT&Production 9/2018
S/4HANA – Erfolgreich den Wandel vollziehen
Bild
: it-
mot
ive
AG
KontaktPickert & Partner GmbHHändelstr. 10 • 76327 PfinztalTel.: +49 721 6652-0 • www.pickert.de
Beinahe täglich ist von Produktrückrufen in allen Lebensberei-
chen zu lesen. Häufig stellt man fest, dass es insbesondere das
Lernen aus Fehlern ist, das nicht konsequent umgesetzt ist.
Durch eine ganzheitliche Betrachtung von Qualität und
Produktion wird eine Rundumsicht möglich, die Abhängigkeiten
der Prozesse zueinander transparent macht und bekannte Fehler
verhindert. Hierfür müssen Informationen erfasst, kategorisiert,
analysiert und zur richtigen Zeit an die richtige Person übermittelt
werden. Die so gewonnenen Erkenntnisse können unbekannte
Fehler zu bekannten Fehlern machen. Diese Strategie wird durch
integrationsfähige IT-Lösungenermöglicht.
Ihre Vorteile durch unsere modulare Softwarelösung RQM für MES,
CAQ und Traceability:
Verhinderung von Fehlern durch proaktive Steuerung der Prozesse•
Senkung der Kosten durch Reduzierung der Ausschussrate•
Steigerung der Kundenzufriedenheit durch höheres Qualitäts-•
niveau
Lückenlose Rückverfolgbarkeit durch automatisierte Erfassung•
von Qualitäts-, Produktions-, und Prozessdaten.
Stell Dir eine Welt vor, in der alle Produkte wie erwartet funktionieren.
Bild
: Pic
kert
& P
artn
er G
mbH
Vorausschauende Qualitätssicherung -
Unbekannte Fehler zu bekannten Fehlern machen!
Nur eine Null-Fehler-Produktion kann für ein pro-
duzierendes Unternehmen langfristig betrachtet
tragfähig und nachhaltig sein.






![) [Schreibgesch tzt] - roteskreuz.at · ITP- Immunthrombozytopenie Autoimmunerkrankung Verminderung der Thrombozytenzahlen (TZ) im ... .Kopfschmerzen, Müdigkeit, Schwindel .Muskel-](https://static.fdokument.com/doc/165x107/5b9f2dd709d3f2fc778d02da/-schreibgesch-tzt-itp-immunthrombozytopenie-autoimmunerkrankung-verminderung.jpg)