Mobile Anwendungen mit Faserlasern – So kommt das Laserwerkzeug zum Werkstück
3
STRAHLQUELLEN www.laser-journal.de LTJ 45 © 2006 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim Mobile Anwendungen mit Faserlasern So kommt das Laserwerkzeug zum Werkstück Im August 2004 wurde an der Schweißtechnischen Lehr- und Versuchs- anstalt Mecklenburg-Vorpommern GmbH (SLV M-V) der weltweit erste 10-kW-Fa- serlaser in Betrieb genommen. Damit er- reichte eine rasante Entwicklung bei der Leistungssteigerung im Bereich der Faser- laser eine neue Dimension. Seitdem wur- den an der SLV M-V mit dieser Laserquelle verschiedene Applikationsuntersuchun- gen für die Industrie durchgeführt. Faser- laser zeichnen sich durch die geringe Bau- größe, den hohen Steckdosenwirkungs- grad von über 25 %, geringe Wartungs- kosten, exzellente Strahlqualität und eine einfache Bedienung aus. Aufgrund dieser Vorteile und der nutzbaren Lichtleitfaser- längen bis zu 200 m sind sie geradezu für Anwendungen prädestiniert, die neben hoher Strahlleistung und flexibler Strahl- übertragung auch die Mobilität der Strahlquelle erfordern. Die Mobilität der Strahlquelle und die Über- tragbarkeit der Laserstrahlung mittels flexib- ler Lichtleitfasern ermöglichen somit eine leichte „Handhabung“ des Werkzeugs La- serstrahl. Wie bei der vorhandenen schweiß- technischen Ausstattung von Handwerk und Industrie heute üblich, kann damit das Werk- zeug zum Werkstück gebracht werden und unabhängig vom Bearbeitungsraum statio- närer Anlagen zum Einsatz kommen. Eine mobile Strahlquelle ist eine zwingende Voraussetzung für die Umsetzung mobiler Schneid- und Schweißaufgaben beispiels- weise im Schiffbau. Die zweite zwingende Voraussetzung sind Bearbeitungsköpfe und Führungssysteme, die es ermöglichen die Vorteile des Lasers auch unter nicht für die Laseranwendung optimierten Bedingungen sicherzustellen. Hierbei kommen hand- und traktorgeführte Bearbeitungssysteme zum Einsatz, die den Laser als Werkzeug auch unter Baustellenbedingungen nutzbar ma- chen. CHRISTIAN SCHMID Christian Schmid, geb. 1965, arbeitete bis 2000 beim Laser Zen- trum Hannover e.V. als Leiter der Fügetechnik und promovierte im Bereich handgeführter Lasermaterialbearbeitung. Im Jahr 2000 wurde er zusammen mit drei weiteren Wis- senschaftlern mit dem Wissenschaftspreis Lasertechnik der Universität Erlangen für seine Arbeiten zu handgeführten Lasern ausgezeichnet. Von 2001 bis 2005 war er Geschäftsführer der Mobil Laser Tec GmbH. Seit Mitte 2005 führt er sein eigenes Inge- nieurbüro und entwickelt innovative mobile DIE AUTOREN ●● Dr.-Ing. Christian Schmid Schmid Efficient Technologies Ingenierbüro Lange-Feld-Str. 48 30926 Seelze Tel.: +49 ( 0)172 238 6001 E-Mail: [email protected] ULF JASNAU Ulf Jasnau, geb. 1968, studierte Maschinenbau mit der Vertiefung Werk- stoff- und Schweißtech- nik an der Universität Rostock. Seit 2000 ist er als Projektingenieur in der Forschung und Entwicklung an der Schweißtechnischen Lehr- und Versuchs- anstalt Mecklenburg-Vorpommern tätig. Im Jahr 2004 übernahm er die Leitung der Forschung und Entwicklung. ●● Dipl.-Ing. (IWE) Ulf Jasnau Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH Forschung und Entwicklung Alter Hafen Süd 4, 18069 Rostock Tel.: +49 (0)381 811-5026 Fax: +49 (0)381 811-5099 E-Mail: [email protected] Web: www.slv-rostock.de Anlagenkonzepte Moderne Ytterbium-Faserlaser haben einen hohen Steckdosenwirkungsgrad von mehr als 25 % (Nd:YAG-Laser ungefähr 3 bis 6 %) und stehen inzwischen mit Strahlleistungen von bis zu 20 kW zur Verfügung. Die beson- ders kompakten Strahlquellen sind unkom- pliziert bei Inbetriebnahme und Bedienung. Sie verlangen nur nach einem Kühlwasser- und einem Drehstromanschluss mit Stan- dard-Industriestecker. Die Anwendbarkeit dieser in ihrer Grund- konzeption durch geringe Größe und große Flexibilität gekennzeichneten Lasersysteme wird durch eine Integration in mobile Ein- heiten in Form von Containern oder Trans- portrahmen deutlich vergrößert. Für eine mobile Anwendung sind neben einer mo- bilen Laserstrahlquelle auch entsprechend flexible Werkzeuge zur Bearbeitung des je- weiligen Werkstückes notwendig. Konventi- onelle Systemtechnik stößt hier sehr schnell an ihre Grenzen. Anforderungen wie Mobilität, einfache, schnelle Einrichtung auf das Werkstück so- wie manuelle Bedienung und Handhabung sind von herkömmlichen Systemen, die zu- meist auf Portal- oder Knickarmrobotersys- temen basieren, nicht umsetzbar. Ähnlich wie in der konventionellen Schweißtechnik sind variable und trotzdem in der Ausfüh- rungsqualität hochwertige Systeme gefragt.
-
Upload
christian-schmid -
Category
Documents
-
view
215 -
download
0
Transcript of Mobile Anwendungen mit Faserlasern – So kommt das Laserwerkzeug zum Werkstück

STRAHLQUELLEN
www.laser-journal.de LTJ 45 © 2006 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Mobile Anwendungen mit FaserlasernSo kommt das Laserwerkzeug zum Werkstück
Im August 2004 wurde an der Schweißtechnischen Lehr- und Versuchs-anstalt Mecklenburg-Vorpommern GmbH (SLV M-V) der weltweit erste 10-kW-Fa-serlaser in Betrieb genommen. Damit er-reichte eine rasante Entwicklung bei der Leistungssteigerung im Bereich der Faser-laser eine neue Dimension. Seitdem wur-den an der SLV M-V mit dieser Laserquelle verschiedene Applikationsuntersuchun-gen für die Industrie durchgeführt. Faser-laser zeichnen sich durch die geringe Bau-größe, den hohen Steckdosenwirkungs- grad von über 25 %, geringe Wartungs- kosten, exzellente Strahlqualität und eine einfache Bedienung aus. Aufgrund dieser Vorteile und der nutzbaren Lichtleitfaser-längen bis zu 200 m sind sie geradezu für Anwendungen prädestiniert, die neben hoher Strahlleistung und flexibler Strahl-übertragung auch die Mobilität der Strahlquelle erfordern.
Die Mobilität der Strahlquelle und die Über-tragbarkeit der Laserstrahlung mittels flexib-ler Lichtleitfasern ermöglichen somit eine leichte „Handhabung“ des Werkzeugs La-serstrahl. Wie bei der vorhandenen schweiß-technischen Ausstattung von Handwerk und Industrie heute üblich, kann damit das Werk-zeug zum Werkstück gebracht werden und unabhängig vom Bearbeitungsraum statio-närer Anlagen zum Einsatz kommen.Eine mobile Strahlquelle ist eine zwingende Voraussetzung für die Umsetzung mobiler Schneid- und Schweißaufgaben beispiels-weise im Schiffbau. Die zweite zwingende Voraussetzung sind Bearbeitungsköpfe und Führungssysteme, die es ermöglichen die Vorteile des Lasers auch unter nicht für die Laseranwendung optimierten Bedingungen sicherzustellen. Hierbei kommen hand- und traktorgeführte Bearbeitungssysteme zum Einsatz, die den Laser als Werkzeug auch unter Baustellenbedingungen nutzbar ma-chen.
CHRISTIAN SCHMIDChristian Schmid, geb. 1965, arbeitete bis 2000 beim Laser Zen-trum Hannover e.V. als Leiter der Fügetechnik und promovierte im Bereich handgeführter Lasermaterialbearbeitung. Im Jahr 2000 wurde er zusammen mit drei weiteren Wis-senschaftlern mit dem Wissenschaftspreis Lasertechnik der Universität Erlangen für seine Arbeiten zu handgeführten Lasern ausgezeichnet. Von 2001 bis 2005 war er Geschäftsführer der Mobil Laser Tec GmbH. Seit Mitte 2005 führt er sein eigenes Inge-nieurbüro und entwickelt innovative mobile
DIE AUTOREN
●●Dr.-Ing. Christian Schmid
Schmid Efficient TechnologiesIngenierbüro
Lange-Feld-Str. 4830926 Seelze
Tel.: +49 ( 0)172 238 6001E-Mail: [email protected]
ULF JASNAUUlf Jasnau, geb. 1968, studierte Maschinenbau mit der Vertiefung Werk-stoff- und Schweißtech-nik an der Universität Rostock. Seit 2000 ist er als Projektingenieur in der Forschung und Entwicklung an der Schweißtechnischen Lehr- und Versuchs-anstalt Mecklenburg-Vorpommern tätig. Im Jahr 2004 übernahm er die Leitung der Forschung und Entwicklung.
●●Dipl.-Ing. (IWE) Ulf Jasnau
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbH
Forschung und EntwicklungAlter Hafen Süd 4, 18069 Rostock
Tel.: +49 (0)381 811-5026Fax: +49 (0)381 811-5099
E-Mail: [email protected]: www.slv-rostock.de
Anlagenkonzepte
Moderne Ytterbium-Faserlaser haben einen hohen Steckdosenwirkungsgrad von mehr als 25 % (Nd:YAG-Laser ungefähr 3 bis 6 %) und stehen inzwischen mit Strahlleistungen von bis zu 20 kW zur Verfügung. Die beson-ders kompakten Strahlquellen sind unkom-pliziert bei Inbetriebnahme und Bedienung. Sie verlangen nur nach einem Kühlwasser- und einem Drehstromanschluss mit Stan-dard-Industriestecker.Die Anwendbarkeit dieser in ihrer Grund-konzeption durch geringe Größe und große Flexibilität gekennzeichneten Lasersysteme wird durch eine Integration in mobile Ein-heiten in Form von Containern oder Trans-
portrahmen deutlich vergrößert. Für eine mobile Anwendung sind neben einer mo-bilen Laserstrahlquelle auch entsprechend flexible Werkzeuge zur Bearbeitung des je-weiligen Werkstückes notwendig. Konventi-onelle Systemtechnik stößt hier sehr schnell an ihre Grenzen. Anforderungen wie Mobilität, einfache, schnelle Einrichtung auf das Werkstück so-wie manuelle Bedienung und Handhabung sind von herkömmlichen Systemen, die zu-meist auf Portal- oder Knickarmrobotersys-temen basieren, nicht umsetzbar. Ähnlich wie in der konventionellen Schweißtechnik sind variable und trotzdem in der Ausfüh-rungsqualität hochwertige Systeme gefragt.

STRAHLQUELLEN
46 LTJ März 2006 Nr. 2 © 2006 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Dabei wird an die als Bearbeitungsköpfe be-zeichneten Geräte eine Reihe hoher Anfor-derungen gestellt:● Erzeugung qualitativ hochwertiger Bear- beitungsergebnisse – vergleichbar mit automatisierter Anwendung● Prozesssicherheit● Hohe Wirtschaftlichkeit● Einfache Bedienung und Handhabung● Durchführung verschiedener Bearbeitungsverfahren● Hohe Arbeitssicherheit Konzeptionell lassen sich prinzipiell drei Arten mobiler Lasersysteme unterscheiden: Freihandgeführte Systeme – ohne Antriebs-elemente, Teilmechanisierte Systeme und Vollmechanisierte Systeme.Freihandgeführte Systeme bestehen aus ei-ner Laseroptik mit zusätzlichen Hilfsmitteln zur Sicherstellung konstanter Fokusabstän-de, Gewährleistung hoher Arbeitssicherheit und einfacher Führung an Bauteilgeome-trien. Die Erzeugung der Vorschubbewe-gung wird dabei nicht unterstützt sondern ist Aufgabe des Bearbeiters. Teilmechani-sierte Lasersysteme hingegen stellen neben den oben dargestellten Hilfsmitteln auch einen äußeren oder inneren Antrieb zur Ver-fügung, sodass lediglich die Positionierung bzw. Lenkung des Kopfes durch den Bear-beiter erfolgen muss. In der letzten Stufe erfolgt die Durchführung der Bearbeitung ohne direkten Eingriff des Bearbeiters durch ein Traktorsystem, das sowohl die Funktion der Vorschubbewegung, der Einhaltung der für den Prozess relevanten Prozessparameter als auch der Führung während des Prozesses ausführt.
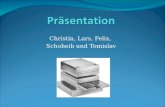
Handgeführte LaserköpfeFür eine Fülle von Problemstellungen aus den Bereichen Formenbau, Rückbau Kern-technischer Anlagen, Maschinen- und An-lagenbau, Fahrzeugbau etc. sind mobile Lösungen umgesetzt worden. Für die spe-zifischen Anforderungen der Aufgabenstel-lung können dabei unterschiedliche Systeme zur Anwendung kommen.Insbesondere komplexere Geometrien wie sie z. B. an Karosseriebauteilen Anwendung finden, können mit handgeführten ange-triebenen Köpfen ausgeführt werden. Laser-leistungen ab 2 kW sind für die Herstellung von qualitativ hochwertigen Schweißungen im Überlappstoß geeignet (Abb. 1). Dabei liegen die Vorschubgeschwindigkeiten bei typischen maximalen Einschweißtiefen bis 5 mm zwischen 0,5 und 2,5 m/min. Das Schneiden ist mit diesen Systemen durch Wechsel des Bearbeitungsmoduls ebenso problemlos möglich (Abb. 2). Die Vorteile dieses Verfahrens liegen in der hohen Pro-zessgeschwindigkeit, der geringen Ener-gieeinbringung sowie der einfachen Um-setzbarkeit auch an großen Bauteilen oder Einzelstücken.
Schweißen und Schneiden mit Traktoren
Größere Produktivität und Reproduzier-barkeit bei der Nutzung von Werkzeugen zur thermischen Materialbearbeitung wird durch Mechanisierung erreicht. Dies trifft in vollem Umfang auch auf mobile Lasersys-teme zu. Sowohl das laserbasierte Fügen als auch das Laserschneiden lassen sich mit
den in der herkömmlichen Schweiß- und Schneidtechnik bekannten Traktoren für die Führung der eigentlichen Werkzeuge verbinden. Im europäischen Forschungs-projekt Dock-Laser (www.docklaser.com) wurde das traktorgeführte Laser-MSG-Hy-bridschweißen mit dem 10-kW-Faserlaser entwickelt. Sowohl Stumpf- als auch T-Stöße ließen sich mit einem im Projekt ent-wickelten Prototypen schweißen (Abb. 3). Zudem wurde das Verfahren im Projekt durch eine Klassifikationsgesellschaft ge-prüft und zugelassen.
ABBILDUNG 1: Schweißen mit angetriebenem Hand bearbeitungskopf. Laserleistungen ab 2 kW sind für die Herstellung von qualitativ hochwertigen Schweißungen im Überlappstoß geeignet.
ABBILDUNG 2: Schneiden mit angetriebenem Hand-bearbeitungskopf. Ein einfacher Wechsel des Bearbeitungsmoduls macht aus einem Schweiß- ein Schneidegerät.
DIE FIRMA
Schweißtechnische Lehr- und Versuchsanstalt Mecklenburg-Vorpommern GmbHRostock
Die Schweißtechnische Lehr- und Ver-suchsanstalt Mecklenburg-Vorpommern GmbH (SLV M-V) realisiert individuell die Einführung und Weiterentwicklung von Schweißverfahren bzw. -technologien sowie anderer thermischer Verfahren aus Sicht des Kunden. Neben den konven-tionellen Verfahren stehen laserbasierte Verfahren im Mittelpunkt der Arbeiten. Kurz- und mittelfristig bilden das Laser-strahlhybridschweißen und die mobile Anwendung von Lasertechnologien den Schwerpunkt der Tätigkeiten. Durch die Kombination der Kompetenzen aller Be-reiche der SLV M-V erhält der Kunde ein individuelles Nutzenbündel, das einen hohen praktischen Wert hinsichtlich der Qualitätsverbesserung von Prozessen und Produkten sowie der Kostensenkung in der Produktion verspricht. Weitere In-fos unter: www.slv-rostock.de oder www.mv-laser.de

STRAHLQUELLEN
www.laser-journal.de LTJ 47 © 2006 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
abzubauen und neben den technischen Vor-aussetzungen auch verstärkt ganzheitliche Konzeptionen für den Einsatz solcher inno-vativen Technologien zu erarbeiten. Unter anderem mit diesem Ziel wurde an der SLV M-V ein durch das BMBF gefördertes In-novationsforum durchgeführt. Unter dem Label „MV Laser – Mobile und Variable La-sersysteme“ konnten in mehreren Work-shops und Veranstaltungen mit Entwicklern, Herstellern und Anwendern die neuen Mög-lichkeiten vorgestellt und diskutiert werden (www.mv-laser.de). Es entstand eine Reihe von Ideen, die in den kommenden Monaten umgesetzt werden sollen und neue Felder für die mobile Lasertechnik erschließen und somit dem Nutzer eine weitere Möglichkeit der zukunftsorientierten Fertigungstechnik geben.In vielen Branchen besteht ein großes An-wendungspotenzial sowohl für die Lasertech-nik an stationären Bearbeitungsanlagen, als auch für den Einsatz mobiler Laserschweiß- und -schneidtechnik. Selbst in den bisher durch die klassischen Füge- und Trenntech-niken beherrschten Arbeitsbereichen von Handwerk und Industrie bietet der Einsatz von Lasertechnik viele Vorteile.
Was für das Schweißen möglich ist das kann auch für das Laserschneiden eingesetzt wer-den. Zusammen mit einem im Kraftwerks-rückbau tätigen Unternehmen aus Meck-lenburg-Vorpommern wurde das traktorge-führte Laserschneiden entwickelt (Abb. 4). Bleche bis zu 30 mm Dicke wurden mit einem minimalen Schnittspalt zur Minimie-rung von entstehenden Rückständen aus dem Schneidprozess getrennt. Auch hier kam der Faserlaser der SLV M-V zum Einsatz. Mit 8 kW Leistung wurden unter Anwen-dung einer adaptierten Optik an 30 mm di-cken Blechen Schnittgeschwindigkeiten von 0,5 bis zu 0,7 m/min erreicht. Die Ergebnisse machen deutlich, dass auch das Werkzeug Laserstrahl mit einfachen Mit-teln mechanisierbar ist und dass die dem Laserstrahl innewohnenden Vorteile mit mobilen Systemen in einem weiten Rahmen nutzbar gemacht werden können.
Fazit und Ausblick
Die grundlegenden technischen Vorausset-zungen für den mobilen Lasereinsatz in vie-len Bereichen sind bereits vorhanden. Dies sollte helfen, noch bestehende Vorurteile
ABBILDUNG 3: Traktor für das Laser-MSG-Hybridschweißen während der Werfterprobung. Sowohl Stumpf- (links) als auch T-Stöße (rechts) lassen sich mit einem Prototypen problemlos schweißen.
ABBILDUNG 4: Adaptierter Schneidkopf mit herkömm lichen Traktor aus der Schweißtechnik. Mit 8 kW Leistung wurden unter An wen dung einer adaptierten Optik an 30 mm dicken Blechen Schnittgeschwindigkeiten von 0,5 bis zu 0,7 m/min erreicht (links). Ansicht der Schnittflanke an 30 mm dickem Blech (rechts).
Maybachstraße 11, D-73760 OstfildernTelefon +49(0)711/3416 96-0, Fax [email protected], www.mikropack.de
QE65000Spektrometer
USB 2.016 bitback-thinned DetektorS/N 1200:1, 200 - 950nmQuanteneffizienz 90%
High Power Xenonlichtquelle35W
Xenon-LampeStabilität � 1%
TTL-ShutterintegrierterFilterhalter
185 -2000nm
Monoscan 2000300 -700nm
FWHM =4...9nm
Genauigkeit� 0,2nm
2. Sieger beim Baden-WürttembergischenFörderpreis für junge Unternehmer 2004
Besuchen Sie uns!LOB 2006DPG 2006Stand 39