Mühlenüberwachung und -optimierung mit der „Chopin … · 340 Mühle + Mischfutter · 149....
4
340 Mühle + Mischfutter · 149. Jahrgang · Heft 11 · 7. Juni 2012 Prozessoptimierung in Algerien Mühlenüberwachung und -optimierung mit der „Chopin SDmatic“*) Von Ahmed Benamara, Azazga/Algerien, und Arnaud Dubat, Villeneuve la Garenne/Frankreich 1. Einleitung Algerien ist ein Land mit einem hohen Getreideverbrauch. Der jährliche Weizenverbrauch pro Einwohner wird auf 220 kg ge- schätzt. Im Vergleich dazu liegt der jährliche Verbrauch der französischen Bevölkerung, die für ihren hohen Brotkonsum be- kannt ist, bei 50 kg pro Einwohner. Durchschnittlich hat Alge- rien seit 2004 pro Jahr 2,3 Mio. t Weizen produziert und weitere 6 Mio. t importiert. Dies macht das Land zu einem der weltgröß- ten Weizenimporteure. 2. Die algerische Mühlenindustrie Der Preis des Weizens, der an Mühlen verkauft wird, ist subven- tioniert und per Erlass festgesetzt, was zu einem Preis von unge- fähr 172 USD pro Tonne (Preis des an Mühlen ausgelieferten Weizens im Jahr 2009) führt. Diese Festsetzung erklärt auch den Preis pro Tonne Mehl, der ebenfalls per Erlass begrenzt ist, und zwar auf 267 USD. Aus dem Verbot, diesen Verkaufspreis zu überschreiten, erklärt sich die Aufmerksamkeit, welche die al- gerische Mühlenindustrie auf die fortwährende Verbesserung ihres Managements richtet. Die Profitabilität einer Mühle ba- siert unter anderem auf der Fähigkeit des Müllers, die Produk- tionskosten zu kontrollieren und den Mühlenbetrieb zu op- timieren, um die bestmögliche Produktivität zu ermöglichen. Außerdem kann man in dem Land nicht einfach eine beliebige Menge Weizen kaufen. Jede Mühle erhält die Menge Weizen, die 50% ihrer installierten Kapazität für fünf Tage der Woche entspricht (Quoten-System). Dies entspricht etwa 35% der theo- retisch möglichen Produktion einer vollen Sieben-Tage-Woche. Das bedeutet, dass algerische Müller sehr auf die Produktions- kosten, insbesondere die fixen Kosten, achten müssen. Denn mit 35% des Weizens kann die Produktion nur mit einem strengen Management und einer extremen Wachsamkeit gegenüber al- len Betriebskosten profitabel sein. 3. Über die Neofar-Mühle Neofar ist ein Familienunternehmen, das im Jahre 2001 gegrün- det wurde. Die Mühle, die über eine Kapazität von 150 Tonnen pro Tag verfügt, liegt in der Azazga-Region, 130 km östlich der Hauptstadt Algier. Die Mühle nimmt eine Fläche von 14000 m² ein. Die Durchsatzrate des eingehenden Weizens liegt, einschließlich einer Vorreinigung, bei 100 t/h. Die Speicherkapazität liegt bei 10 000 t, die sich aus sechs Silos mit je 1 500 t Fassungsvermögen und vier Silos mit jeweils 250 t Inhalt zusammensetzen. Die Mühle ist mit italienischen Maschinen ausgestattet. Sie be- inhaltet vier Feinmühlen, drei Walzenstühle zur Grob- und sechs Walzenstühle zur Feinzerkleinerung. Das Labor ist so gut wie möglich ausgerüstet: „Nilemalitre“ zur Bestimmung des spezi- fischen Gewichtes, EM10 zur Messung des Wassergehaltes, Fall- zahl 1500 mit einer KT120-Feinmühle, die Untersuchung der Asche mit dem MLI1100-Ofen, „Alveoconsistograph“, „Rota- choc“-Sieber, Proteinmessung und die „SDmatic“. Die Mühle unterliegt dem ISO-22000-Compliance-Prozess. 3.1 Produktionskosten Es wurde eine sehr detaillierte Analyse der Produktionskosten vorgenommen. Abb. 1 zeigt, dass 45% der Kosten verbunden sind mit Abschreibungen, gefolgt von der Gehaltsabrechnung. *) Vortrag von Ahmed Benamara anlässlich des 10. Chopin-Technologie-Seminars in Paris 2009, übersetzt von Ralf-André Winopal Des Weiteren kann festgestellt werden, dass die Aufwendun- gen für die Elektrizität den drittgrößten Posten der Fixkosten darstellen. Es ist unbedingt erforderlich, den Energieverbrauch der Mühle sehr exakt zu überwachen. Innerhalb der Studie wurden die Energiekosten in Algerien und Frankreich verglichen. In Alge- rien können die Kosten pro kWh um den Faktor 1 bis 7, abhän- gig von der Tageszeit (Spitzenzeit, Nachtzeit etc.), variieren. Wenn diese Perioden beachtet werden, lassen sich erhebliche Einsparungen erreichen. Zweitens ist die Wahl der Anschlussleis- tung durch die zuständige Organisation von Bedeutung. Schließlich ist ein dritter Posten von Ausgaben zu beachten, die mit Betriebsspitzen verbunden sind. Die durch diese Spitzen ver- ursachten Zusatzkosten können sehr einfach und pragmatisch minimiert werden. 3.2 Werkzeuge zur Bewertung Die Mühle Neofar wurde in einem guten wirtschaftlichen Um- feld aufgebaut, man stand aber dem Problem gegenüber, genü- gend erfahrene Müller anzuwerben. Das Unternehmen hat sich daher entschieden, junge Absolventen ohne direkte Erfahrun- gen in der Müllerei zu trainieren. Unter der Aufsicht von Mülle- reiexperten ermöglichte dies dem jungen Team, die grundle- genden Fähigkeiten zu entwickeln, um eine Mühle zu betreiben. Zur möglichst genauen Abbildung und Überwachung der Hand- lungen erfahrener Müller wurden auf diesem Wege auf allen Ebenen des Unternehmens Messwerkzeuge und elektronische Instrumente installiert. Zum Beispiel wurde die Siebanalyse zur Messung der Feinheit der Mahlprodukte in den täglichen Arbeitsablauf integriert: Das Amperemeter dient als Anhaltspunkt zur Einstellung der Wal- zen und zur Vermeidung potenzieller Probleme. Außerdem Abschreibung 45% Personalkosten 31% Strom 6% Versicherung 5% Andere 3% Finanzierungs- kosten 3% Kraftstoff 3% Ersatzteile 4% Abb. 1: Aufschlüsselung der fixen Produktionskosten
Transcript of Mühlenüberwachung und -optimierung mit der „Chopin … · 340 Mühle + Mischfutter · 149....

340 Mühle + Mischfutter · 149. Jahrgang · Heft 11 · 7. Juni 2012
Prozessoptimierung in Algerien
Mühlenüberwachung und -optimierung mit der „Chopin SDmatic“*)Von Ahmed Benamara, Azazga/Algerien, und Arnaud Dubat, Villeneuve la Garenne/Frankreich
1. EinleitungAlgerien ist ein Land mit einem hohen Getreideverbrauch. Der jährliche Weizenverbrauch pro Einwohner wird auf 220 kg geschätzt. Im Vergleich dazu liegt der jährliche Verbrauch der französischen Bevölkerung, die für ihren hohen Brotkonsum bekannt ist, bei 50 kg pro Einwohner. Durchschnittlich hat Algerien seit 2004 pro Jahr 2,3 Mio. t Weizen produziert und weitere 6 Mio. t importiert. Dies macht das Land zu einem der weltgrößten Weizenimporteure.
2. Die algerische MühlenindustrieDer Preis des Weizens, der an Mühlen verkauft wird, ist subventioniert und per Erlass festgesetzt, was zu einem Preis von ungefähr 172 USD pro Tonne (Preis des an Mühlen ausgelieferten Weizens im Jahr 2009) führt. Diese Festsetzung erklärt auch den Preis pro Tonne Mehl, der ebenfalls per Erlass begrenzt ist, und zwar auf 267 USD. Aus dem Verbot, diesen Verkaufspreis zu überschreiten, erklärt sich die Aufmerksamkeit, welche die algerische Mühlenindustrie auf die fortwährende Verbesserung ihres Managements richtet. Die Profitabilität einer Mühle basiert unter anderem auf der Fähigkeit des Müllers, die Produktionskosten zu kontrollieren und den Mühlenbetrieb zu optimieren, um die bestmögliche Produktivität zu ermöglichen.Außerdem kann man in dem Land nicht einfach eine beliebige Menge Weizen kaufen. Jede Mühle erhält die Menge Weizen, die 50% ihrer installierten Kapazität für fünf Tage der Woche entspricht (QuotenSystem). Dies entspricht etwa 35% der theoretisch möglichen Produktion einer vollen SiebenTageWoche. Das bedeutet, dass algerische Müller sehr auf die Produktionskosten, insbesondere die fixen Kosten, achten müssen. Denn mit 35% des Weizens kann die Produktion nur mit einem strengen Management und einer extremen Wachsamkeit gegenüber allen Betriebskosten profitabel sein.
3. Über die Neofar-Mühle Neofar ist ein Familienunternehmen, das im Jahre 2001 gegründet wurde. Die Mühle, die über eine Kapazität von 150 Tonnen pro Tag verfügt, liegt in der AzazgaRegion, 130 km östlich der Hauptstadt Algier. Die Mühle nimmt eine Fläche von 14000 m² ein.Die Durchsatzrate des eingehenden Weizens liegt, einschließlich einer Vorreinigung, bei 100 t/h. Die Speicherkapazität liegt bei 10000 t, die sich aus sechs Silos mit je 1500 t Fassungsvermögen und vier Silos mit jeweils 250 t Inhalt zusammensetzen.Die Mühle ist mit italienischen Maschinen ausgestattet. Sie be inhaltet vier Feinmühlen, drei Walzenstühle zur Grob und sechs Walzenstühle zur Feinzerkleinerung. Das Labor ist so gut wie möglich ausgerüstet: „Nilemalitre“ zur Bestimmung des spezifischen Gewichtes, EM10 zur Messung des Wassergehaltes, Fallzahl 1500 mit einer KT120Feinmühle, die Untersuchung der Asche mit dem MLI1100Ofen, „Alveoconsistograph“, „Rotachoc“Sieber, Proteinmessung und die „SDmatic“.Die Mühle unterliegt dem ISO22000ComplianceProzess.
3.1 ProduktionskostenEs wurde eine sehr detaillierte Analyse der Produktionskosten vorgenommen. Abb. 1 zeigt, dass 45% der Kosten verbunden sind mit Abschreibungen, gefolgt von der Gehaltsabrechnung.
*) Vortrag von Ahmed Benamara anlässlich des 10. ChopinTechnologieSeminars in Paris 2009, übersetzt von RalfAndré Winopal
Des Weiteren kann festgestellt werden, dass die Aufwendungen für die Elektrizität den drittgrößten Posten der Fixkosten darstellen.
Es ist unbedingt erforderlich, den Energieverbrauch der Mühle sehr exakt zu überwachen. Innerhalb der Studie wurden die Energiekosten in Algerien und Frankreich verglichen. In Algerien können die Kosten pro kWh um den Faktor 1 bis 7, abhängig von der Tageszeit (Spitzenzeit, Nachtzeit etc.), variieren. Wenn diese Perioden beachtet werden, lassen sich erhebliche Einsparungen erreichen. Zweitens ist die Wahl der Anschlussleistung durch die zuständige Organisation von Bedeutung. Schließlich ist ein dritter Posten von Ausgaben zu beachten, die mit Betriebsspitzen verbunden sind. Die durch diese Spitzen verursachten Zusatzkosten können sehr einfach und pragmatisch minimiert werden.
3.2 Werkzeuge zur BewertungDie Mühle Neofar wurde in einem guten wirtschaftlichen Umfeld aufgebaut, man stand aber dem Problem gegenüber, genügend erfahrene Müller anzuwerben. Das Unternehmen hat sich daher entschieden, junge Absolventen ohne direkte Erfahrungen in der Müllerei zu trainieren. Unter der Aufsicht von Müllereiexperten ermöglichte dies dem jungen Team, die grundlegenden Fähigkeiten zu entwickeln, um eine Mühle zu betreiben.Zur möglichst genauen Abbildung und Überwachung der Handlungen erfahrener Müller wurden auf diesem Wege auf allen Ebenen des Unternehmens Messwerkzeuge und elektronische Instrumente installiert.Zum Beispiel wurde die Siebanalyse zur Messung der Feinheit der Mahlprodukte in den täglichen Arbeitsablauf integriert: Das Amperemeter dient als Anhaltspunkt zur Einstellung der Walzen und zur Vermeidung potenzieller Probleme. Außerdem
Abschreibung45%
Personalkosten31%
Strom6%
Versicherung5%
Andere3%Finanzierungs-
kosten 3%
Kraftstoff 3%
Ersatzteile4%
Abb. 1: Aufschlüsselung der fixen Produktionskosten
Mühle + Mischfutter · 149. Jahrgang · Heft 11 · 7. Juni 2012 341
Mühlenüberwachung mit einem Laborgerät
wird die Walzentemperatur mit einem Infrarotthermometer gemessen.Zur Vervollständigung dieses Anspruches hat man sich entschlossen, das Labormessgerät „SDmatic“ direkt in die Produktionsüberwachung zu integrieren.
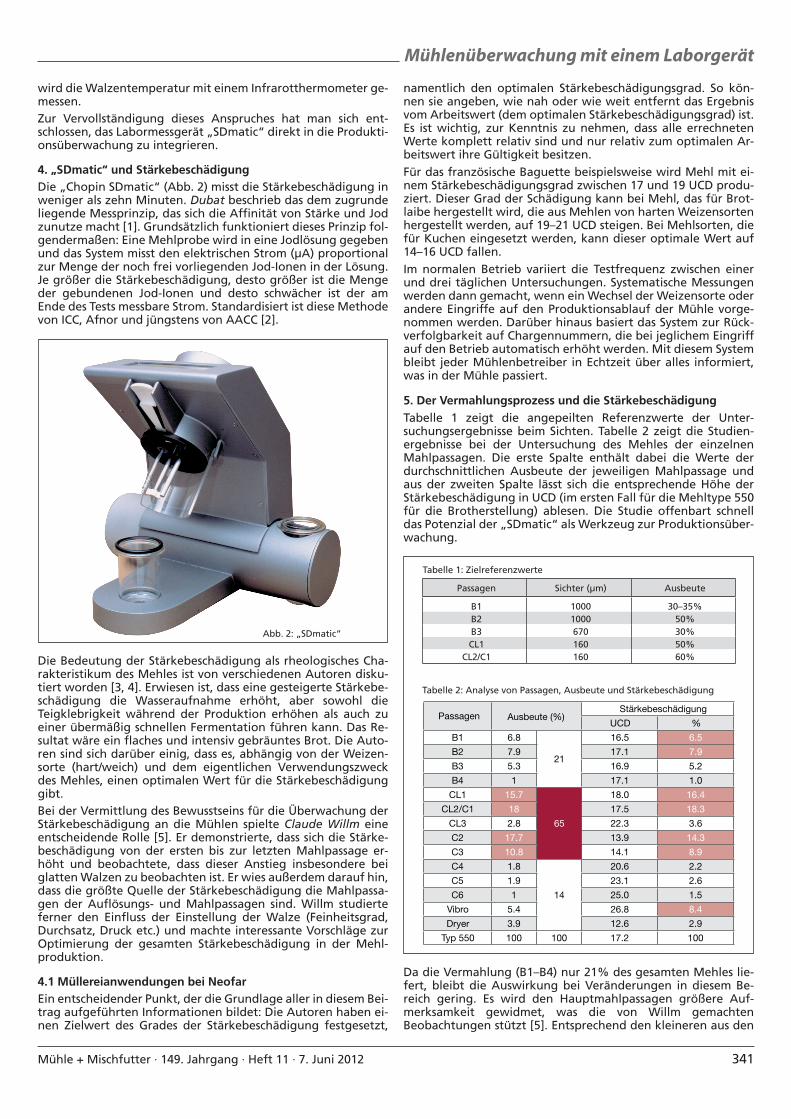
4. „SDmatic“ und StärkebeschädigungDie „Chopin SDmatic“ (Abb. 2) misst die Stärkebeschädigung in weniger als zehn Minuten. Dubat beschrieb das dem zugrunde liegende Messprinzip, das sich die Affinität von Stärke und Jod zunutze macht [1]. Grundsätzlich funktioniert dieses Prinzip folgendermaßen: Eine Mehlprobe wird in eine Jodlösung gegeben und das System misst den elektrischen Strom (µA) proportional zur Menge der noch frei vorliegenden JodIonen in der Lösung. Je größer die Stärkebeschädigung, desto größer ist die Menge der gebundenen JodIonen und desto schwächer ist der am Ende des Tests messbare Strom. Standardisiert ist diese Methode von ICC, Afnor und jüngstens von AACC [2].
Die Bedeutung der Stärkebeschädigung als rheologisches Charakteristikum des Mehles ist von verschiedenen Autoren diskutiert worden [3, 4]. Erwiesen ist, dass eine gesteigerte Stärkebeschädigung die Wasseraufnahme erhöht, aber sowohl die Teigklebrigkeit während der Produktion erhöhen als auch zu einer übermäßig schnellen Fermentation führen kann. Das Resultat wäre ein flaches und intensiv gebräuntes Brot. Die Autoren sind sich darüber einig, dass es, abhängig von der Weizensorte (hart/weich) und dem eigentlichen Verwendungszweck des Mehles, einen optimalen Wert für die Stärkebeschädigung gibt.Bei der Vermittlung des Bewusstseins für die Überwachung der Stärkebeschädigung an die Mühlen spielte Claude Willm eine entscheidende Rolle [5]. Er demonstrierte, dass sich die Stärkebeschädigung von der ersten bis zur letzten Mahlpassage erhöht und beobachtete, dass dieser Anstieg insbesondere bei glatten Walzen zu beobachten ist. Er wies außerdem darauf hin, dass die größte Quelle der Stärkebeschädigung die Mahlpassagen der Auflösungs und Mahlpassagen sind. Willm studierte ferner den Einfluss der Einstellung der Walze (Feinheitsgrad, Durchsatz, Druck etc.) und machte interessante Vorschläge zur Optimierung der gesamten Stärkebeschädigung in der Mehlproduktion.
4.1 Müllereianwendungen bei Neofar Ein entscheidender Punkt, der die Grundlage aller in diesem Beitrag aufgeführten Informationen bildet: Die Autoren haben einen Zielwert des Grades der Stärkebeschädigung festgesetzt,
namentlich den optimalen Stärkebeschädigungsgrad. So können sie angeben, wie nah oder wie weit entfernt das Ergebnis vom Arbeitswert (dem optimalen Stärkebeschädigungsgrad) ist. Es ist wichtig, zur Kenntnis zu nehmen, dass alle errechneten Werte komplett relativ sind und nur relativ zum optimalen Arbeitswert ihre Gültigkeit besitzen.Für das französische Baguette beispielsweise wird Mehl mit einem Stärkebeschädigungsgrad zwischen 17 und 19 UCD produziert. Dieser Grad der Schädigung kann bei Mehl, das für Brotlaibe hergestellt wird, die aus Mehlen von harten Weizensorten hergestellt werden, auf 19–21 UCD steigen. Bei Mehlsorten, die für Kuchen eingesetzt werden, kann dieser optimale Wert auf 14–16 UCD fallen.Im normalen Betrieb variiert die Testfrequenz zwischen einer und drei täglichen Untersuchungen. Systematische Messungen werden dann gemacht, wenn ein Wechsel der Weizensorte oder andere Eingriffe auf den Produktionsablauf der Mühle vorgenommen werden. Darüber hinaus basiert das System zur Rückverfolgbarkeit auf Chargennummern, die bei jeglichem Eingriff auf den Betrieb automatisch erhöht werden. Mit diesem System bleibt jeder Mühlenbetreiber in Echtzeit über alles informiert, was in der Mühle passiert.
5. Der Vermahlungsprozess und die StärkebeschädigungTabelle 1 zeigt die angepeilten Referenzwerte der Untersuchungsergebnisse beim Sichten. Tabelle 2 zeigt die Studienergebnisse bei der Untersuchung des Mehles der einzelnen Mahlpassagen. Die erste Spalte enthält dabei die Werte der durchschnittlichen Ausbeute der jeweiligen Mahlpassage und aus der zweiten Spalte lässt sich die entsprechende Höhe der Stärkebeschädigung in UCD (im ersten Fall für die Mehltype 550 für die Brotherstellung) ablesen. Die Studie offenbart schnell das Potenzial der „SDmatic“ als Werkzeug zur Produktionsüberwachung.
Da die Vermahlung (B1–B4) nur 21% des gesamten Mehles liefert, bleibt die Auswirkung bei Veränderungen in diesem Bereich gering. Es wird den Hauptmahlpassagen größere Aufmerksamkeit gewidmet, was die von Willm gemachten Beobachtungen stützt [5]. Entsprechend den kleineren aus den
Abb. 2: „SDmatic“
Tabelle 2: Analyse von Passagen, Ausbeute und Stärkebeschädigung
Passagen Ausbeute (%)Stärkebeschädigung
UCD %
B1 6.8
21
16.5 6.5
B2 7.9 17.1 7.9
B3 5.3 16.9 5.2
B4 1 17.1 1.0
CL1 15.7
65
18.0 16.4
CL2/C1 18 17.5 18.3
CL3 2.8 22.3 3.6
C2 17.7 13.9 14.3
C3 10.8 14.1 8.9
C4 1.8
14
20.6 2.2
C5 1.9 23.1 2.6
C6 1 25.0 1.5
Vibro 5.4 26.8 8.4
Dryer 3.9 12.6 2.9
Typ 550 100 100 17.2 100
Tabelle 1: Zielreferenzwerte
Passagen Sichter (µm) Ausbeute
B1 1000 30–35%B2 1000 50%B3 670 30%CL1 160 50%
CL2/C1 160 60%
342 Mühle + Mischfutter · 149. Jahrgang · Heft 11 · 7. Juni 2012
Prozessoptimierung in Algerien
Mahlpassagen C5 und C6 hervorgehenden Mengen konzentriert man sich auch nicht auf diese Passagen.Dem gegenüber sind die Passagen beim Beginn der Auflösungs und Mahlpassagen (CL1, CL2/C1, C2, C3) sehr genau zu betrachten, da diese für die Kontrolle des Grades der Stärkebeschädigung am wichtigsten sind.
Man hat außerdem bemerkt, dass die Stärkebeschädigung dem Mischungsgesetz zu folgen scheint. Es ist möglich, den Beitrag jeder einzelnen Mahlpassage zum gesamten Grad der Stärkebeschädigung zu berechnen, indem man den Grad der Schädigung jeder einzelnen Mahlpassage mit der Ausbeute dieser Passage multipliziert. Die arithmetische Summe macht es möglich, den Wert der gesamten Schädigung des gesamten Mehles als 17,1 UCD vorherzusagen. Dies kommt sehr nahe an den aktuellen Messwert von 17,2 UCD heran. Diese Analyse demonstriert ganz deutlich, dass 80% der gesamten Stärkebeschädigung größtenteils auf die sechs Hauptmahlpassagen (B1, B2, CL1, CL2/C1, C2, C3) zurückzuführen sind (Abb. 3).
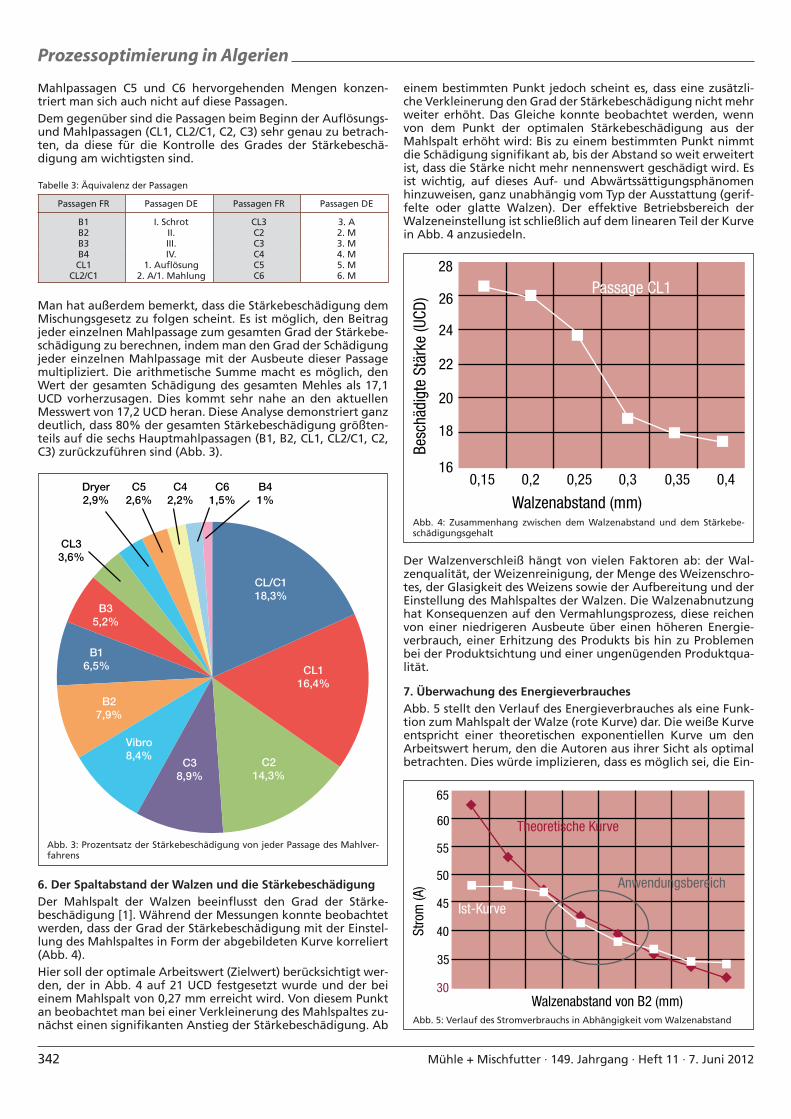
6. Der Spaltabstand der Walzen und die StärkebeschädigungDer Mahlspalt der Walzen beeinflusst den Grad der Stärkebeschädigung [1]. Während der Messungen konnte beobachtet werden, dass der Grad der Stärkebeschädigung mit der Einstellung des Mahlspaltes in Form der abgebildeten Kurve korreliert (Abb. 4).Hier soll der optimale Arbeitswert (Zielwert) berücksichtigt werden, der in Abb. 4 auf 21 UCD festgesetzt wurde und der bei einem Mahlspalt von 0,27 mm erreicht wird. Von diesem Punkt an beobachtet man bei einer Verkleinerung des Mahlspaltes zunächst einen signifikanten Anstieg der Stärkebeschädigung. Ab
einem bestimmten Punkt jedoch scheint es, dass eine zusätzliche Verkleinerung den Grad der Stärkebeschädigung nicht mehr weiter erhöht. Das Gleiche konnte beobachtet werden, wenn von dem Punkt der optimalen Stärkebeschädigung aus der Mahlspalt erhöht wird: Bis zu einem bestimmten Punkt nimmt die Schädigung signifikant ab, bis der Abstand so weit erweitert ist, dass die Stärke nicht mehr nennenswert geschädigt wird. Es ist wichtig, auf dieses Auf und Abwärtssättigungsphänomen hinzuweisen, ganz unabhängig vom Typ der Ausstattung (geriffelte oder glatte Walzen). Der effektive Betriebsbereich der Walzeneinstellung ist schließlich auf dem linearen Teil der Kurve in Abb. 4 anzusiedeln.
Der Walzenverschleiß hängt von vielen Faktoren ab: der Walzenqualität, der Weizenreinigung, der Menge des Weizenschrotes, der Glasigkeit des Weizens sowie der Aufbereitung und der Einstellung des Mahlspaltes der Walzen. Die Walzenabnutzung hat Konsequenzen auf den Vermahlungsprozess, diese reichen von einer niedrigeren Ausbeute über einen höheren Energieverbrauch, einer Erhitzung des Produkts bis hin zu Problemen bei der Produktsichtung und einer ungenügenden Produktqualität.
7. Überwachung des EnergieverbrauchesAbb. 5 stellt den Verlauf des Energieverbrauches als eine Funktion zum Mahlspalt der Walze (rote Kurve) dar. Die weiße Kurve entspricht einer theoretischen exponentiellen Kurve um den Arbeitswert herum, den die Autoren aus ihrer Sicht als optimal betrachten. Dies würde implizieren, dass es möglich sei, die Ein
Passage CL1
Besc
hädi
gte
Stär
ke (U
CD)
Walzenabstand (mm)
28
26
24
22
20
18
160,15 0,2 0,25 0,3 0,35 0,4
CL/C118,3%
CL116,4%
C214,3%
C38,9%
Vibro8,4%
B27,9%
B16,5%
B35,2%
CL33,6%
Dryer2,9%
C52,6%
C42,2%
C61,5%
B41%
Abb. 3: Prozentsatz der Stärkebeschädigung von jeder Passage des Mahlverfahrens
Abb. 4: Zusammenhang zwischen dem Walzenabstand und dem Stärkebeschädigungsgehalt
Tabelle 3: Äquivalenz der Passagen
Passagen FR Passagen DE Passagen FR Passagen DE
B1 I. Schrot CL3 3. AB2 II. C2 2. MB3 III. C3 3. MB4 IV. C4 4. MCL1 1. Auflösung C5 5. M
CL2/C1 2. A/1. Mahlung C6 6. M
65
60
55
50
45
40
35
30
Theoretische Kurve
Ist-Kurve
Anwendungsbereich
Stro
m (A
)
Walzenabstand von B2 (mm)Abb. 5: Verlauf des Stromverbrauchs in Abhängigkeit vom Walzenabstand

Mühle + Mischfutter · 149. Jahrgang · Heft 11 · 7. Juni 2012 343
Mühlenüberwachung mit einem Laborgerät
stellung des Walzenabstandes mit einem Amperemeter vorzunehmen. Es ist trotzdem notwendig, zur Kenntnis zu nehmen, dass die hier gezeigten Werte Durchschnittswerte sind. Zum Beispiel schwankt die Messung für einen Punkt, der mit 40 A angegeben ist, leicht zwischen 35 und 43 A, abhängig vom eingehenden Materialfluss.Um eine kalkulierbare Analyse zu ermöglichen, hat man den wirtschaftlichen Einfluss einer falschen Einstellung auf eine B2Mahlpassage, bei einer mit 22 kW, dem Standard dieser Mühle, bemessenen Leistung analysiert. Unter Bezugnahme auf Abb. 5 sieht man, dass es schnell zu einer „falschen Einstellung“ kommen kann, und diese einen signifikanten Einfluss auf den Stromverbrauch haben könnte. Eine Verkleinerung des Walzenabstandes um einen Schritt erhöht die durchschnittliche Strom stärke um 6 A (von 37 auf 43 A). Was wäre, wenn diese falsche Einstellung ein Jahr lang ignoriert würde, basierend auf einem Preis pro kWh, der in Algerien bei bis zu 840 USD liegen würde? Dies entspricht in Frankreich 3250 Euro, bei einem Strompreis von 0,125 Euro pro kWh.
Abb. 6 zeigt die Überwachungskurven für B2 über längere Zeit hinweg. Man hat die Sichtung (Zielwert = durchschnittlicher Extraktionswert bei einem 1000MikrometerSichter), die Stromstärke (Zielwert = 37 A) und die Stärkebeschädigung (Zielwert = 17,1 UCD) überwacht. Die ersten beiden Methoden, die konventionell in der Mühlenindustrie angewandt werden, sind in der Lage, eine falsche Walzeneinstellung von der 11. Woche an zu erkennen. Bei der Überwachung mit der „SDmatic“ lässt sich diese Information von der 9. Woche an aufspüren. Diese Messung zeigt somit eine überlegene Empfindlichkeit, die sich in leicht zu errechnenden Einsparungen niederschlägt. In diesem Beispiel verhindert der Vorteil von zwei Wochen 175 Euro zusätzliche Kosten für eine einzige Mahlpassage. Die Walzenabnutzung und der Verlust der Extraktionsrate verhalten sich sy nonym dazu. Ein Verlust von 1% Ausbeute beispielsweise, er rechnet anhand algerischer Referenzpreise, summiert sich in einer 15TagePeriode zu einem Verlust von 2640 USD.
8. SchlussfolgerungenDie „SDmatic“ ist ein für den Laboreinsatz designtes System, sie lässt sich aber auch zur Überwachung des Produktionsprozesses und insbesondere zur Vermeidung der Walzenabnutzung einsetzen. Die Erfahrungen haben gezeigt, dass die „SDmatic“ in der Lage ist, diesen Verschleiß fast zwei Wochen früher als andere, üblicherweise in der Mehlvermahlung genutzte Methoden zu erkennen. Diese Investition war (deshalb) nach schätzungsweise etwa 23 Monaten amortisiert, was beachtlich ist. Eine Untersuchung dieser Situation bei einer ähnlichen Mühle in Frankreich ergibt eine Amortisation der Investition in eine „SDmatic“ nach nur elf Monaten.
9. Literatur1. Dubat, A.: Importance de l’endommagement de l’amidon et évolution des méthodes de mesure. – Industrie des Céréales 137 (2004), p. 2–8
2. Dubat, A.: Collaborative study concerned with measuring damaged starch using and antropometric method. – Cereal Foods World 52 (2010) 6, p. 319–323
3. Dubois, M.: Incidences du réglage de la mouture sur les propiétés des farines. – Bulletin EFM 113 (1949), p. 170–187
4. Viot, D.: Amidons endommagés ni trop, ni trop peu. – Industrie des Céréales 76 (1992), p. 25–28
5. Willm, C.: Contribution à l’étude de l’endommagement de l’amidon en mouture de blé tendre. – Bulletin EFM 277 (1977), p. 13–25
Die Jahrhunderte der WassermühlenVon Christian MeyerHermann. Hameln, 2011: Verlag CW Niemeyer. 216 Seiten mit zahlreichen farbigen Abbildungen, Format 17 x 24 cm, kartoniert. Preis 19,90 Euro.
Hamelns Mühlen waren für die wirtschaftliche Entwicklung und damit für das gesamte Wachstum der Stadt im Weserbergland und ihrer Bürger von herausragender Bedeutung. Deshalb wird in dem vorliegenden Buch zum ersten Mal die Geschichte der Hamelner Wassermühlen von ihren Ursprüngen bis zu ihrem Ende im 20. Jahrhundert beschrieben. Dabei fließen durchaus auch eigene Betrachtungen und Interpretationen des Autors Christian MeyerHermann ein. Die Getreidemühlen werden bevorzugt behandelt. Nicht nur der geschichtliche
Rahmen wird ausführlich geschildert, sondern die technische Ausstattung wird auch in ihren Grundzügen dargestellt.Seltsame, oft düstere Geschichten, Sagen und Märchen ranken sich um das Mühlenwesen. Auch Gedichte und Lieder um die Mühlen, die Müller und nicht zuletzt die Müllerin geben einen Eindruck davon, was die Menschen in der vergangenen Zeit bewegte. Bilder aus alten Zeiten bis heute illustrieren das Mühlenwesen bis in die Gegenwart. Deshalb wurde auch diesem Teil der Mühlengeschichte hier Platz eingeräumt.Der Blick geht über den Hamelner Raum hinaus. Auch das Wesergebiet oberhalb und unterhalb Hamelns findet hier und da seinen Niederschlag. Schließlich wird noch der Frachtschiffsverkehr kurz behandelt, da sich die Weser für den Getreide und Mehltransport vor allem für die Hamelner Mühlen als einstmals wichtigster und sicherer Transportweg anbot. Ein weiteres Kapitel gibt Aufschluss über zwei „Nachfolger“ ehemaliger Mühlenstandorte, die Wasserkraftwerke.Es ist so ein ansprechend gestaltetes, ausführliches Werk über die Geschichte der Hamelner Mühlen bis in die Neuzeit ent standen, das einen guten Einblick in die faszinierende Welt der Wassermühlen ermöglicht und sicherlich auch überregional Beachtung finden wird. Sm
Die Windmühle von Es Mercadal auf Menorcaüberstrahlt mit ihrem Weiß den kleinen Ort auf Menorca. Wie so viele andere Mühlen, wurde auch sie in ein beliebtes Restaurant mit großer weißer Terrasse umgestaltet. E.W.
1 2 34 56 78 91 01 11 2Woche
Siebausbeute (%)
Stromaufnahme (A)
UCD Alarmsignal2 Wochen früherStärkebeschädigung (UCD)
Vergleich von 3 Überwachungsmethoden
Abb. 6: B2Überwachungskurve mit drei Geräten: Sieben, Amperemeter und „SDmatic“
Neue Bücher – für Sie gelesen