
Prozessoptimierung mit RFID in der Bekleidungsindustrie · PDF fileUlm, 25.06.09...
43
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG 1 Quelle: http://www.sem-analytics.com/images/cloth_tag.jpg Prozessoptimierung mit RFID in der Bekleidungsindustrie
Transcript of Prozessoptimierung mit RFID in der Bekleidungsindustrie · PDF fileUlm, 25.06.09...

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
1
Que
lle: h
ttp://
ww
w.s
em-a
naly
tics.
com
/imag
es/c
loth
_tag
.jpg
Prozessoptimierung mit RFID in der Bekleidungsindustrie
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
2Agenda
Motivation und Ausgangssituation
Grundlagen der Radio Frequency Identification
Warum RFID?
Wie funktioniert RFID?
RFID in der Bekleidungsindustrie
RFID - Nutzenpotenzial
Ein Referenzprojekt
Potenzialanalyse in der Praxis – Fallbeispiel heute
Fazit und Ausblick

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
3
Motivation und Ausgangssituation
Quelle: http://www.sem-analytics.com/images/cloth_tag.jpg

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
4MotivationAusgangssituation
Großer Handlingsaufwand in der logistischen Abwicklung von Liegeware
Hohes Potenzial vorhanden
Problem: „RFID ist keine Plug-and-Play-Lösung“
Was ist unter aktuellen Rahmenbedingungen wirklich machbar?
http://www.gwa-netz.ch/tagung03/Theorie-Praxis-gr.gif

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
5
Grundlagen der Radio Frequency Identification
Quelle: http://www.sem-analytics.com/images/cloth_tag.jpg

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
6Warum RFID?
Identifikation ohne Sichtkontakt zwischen Datenträger und Lese-/Schreibgerät
Gleichzeitige Identifikation von mehreren Objekten (Pulkerfassung)
Unempfindlichkeit gegenüber Schmutz und optische Abdeckung
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
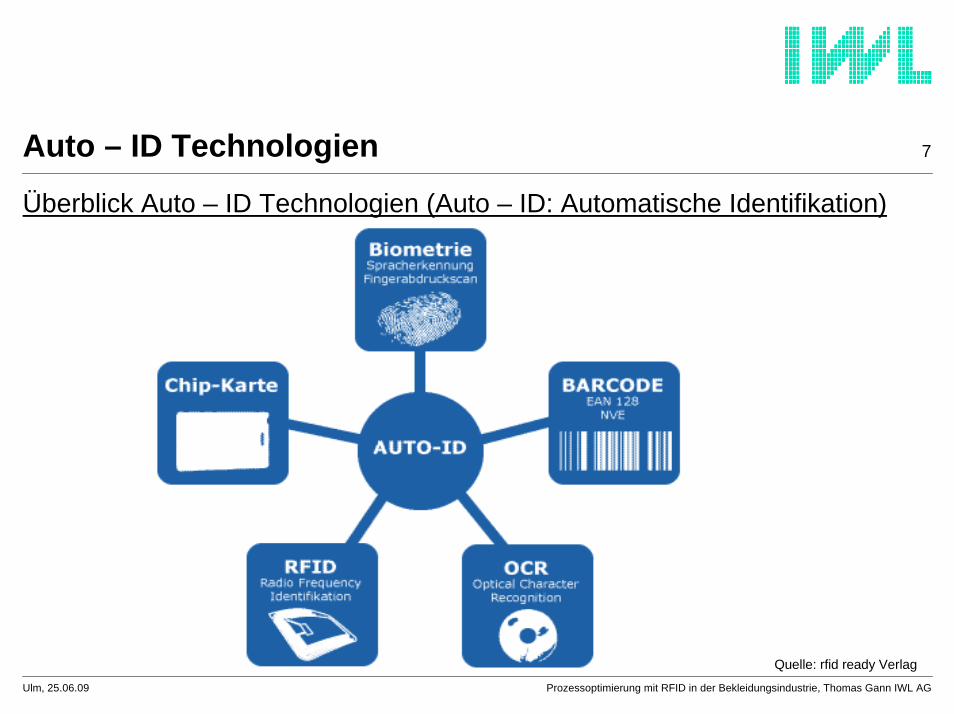
7Auto – ID Technologien
Überblick Auto – ID Technologien (Auto – ID: Automatische Identifikation)
Quelle: rfid ready Verlag

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
8Wie funktioniert RFID? - FunktionTransponder (am Objekt angebracht)
Lese-/ Schreibeinheit (stationär oder mobil)
Übertragung durch magnetisches Feld oder elektromagnetische Wellen
Quelle: Finkenzeller08
http://www.rotil.nl/communications/products/images/rfid_transponder1.jpg
[1]
[1]http://www.rfid-ready.de/images/stories/news2/intermec-rfid-reader-ip30.jpg
[2]
[2]
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
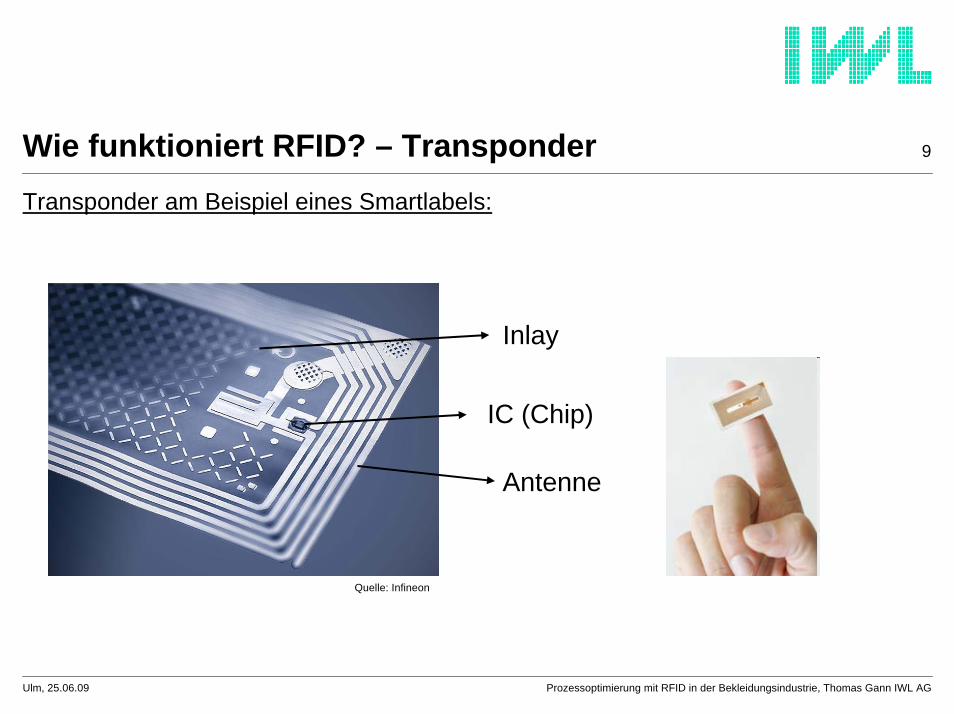
9Wie funktioniert RFID? – TransponderTransponder am Beispiel eines Smartlabels:
Inlay
IC (Chip)
Antenne
Quelle: Infineon

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
10Wie funktioniert RFID? – TransponderTransponderbauformen:
LF –Glastransponder (125 kHz)
- Tieridentifikation, Wegfahrsperre
HF – Smartlabel (13,56 MHz)
-Logistik und Handel, Ticketing,
Item - Tagging
UHF – Transponder (868 MHz)
- Logistik und Handel, Palettenidentifikation,
Unit- und Item-Tagging
MW – Transponder (2,45 GHz; 5,8 GHz)
-Identifikation von Waggons in Bahnhöfen,
Fahrzeuge an Mautstationen
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
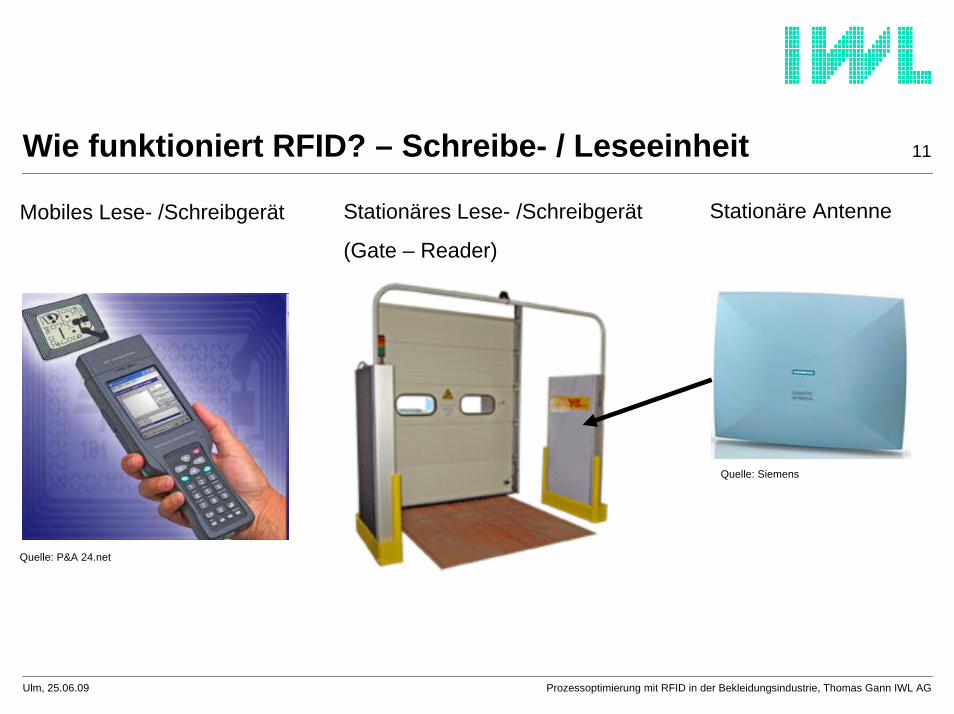
11Wie funktioniert RFID? – Schreibe- / Leseeinheit
Stationäre Antenne Stationäres Lese- /Schreibgerät
(Gate – Reader)
Mobiles Lese- /Schreibgerät
Quelle: Siemens
Quelle: P&A 24.net

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
12
RFID in der Bekleidungsindustrie
Quelle: http://www.sem-analytics.com/images/cloth_tag.jpg
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
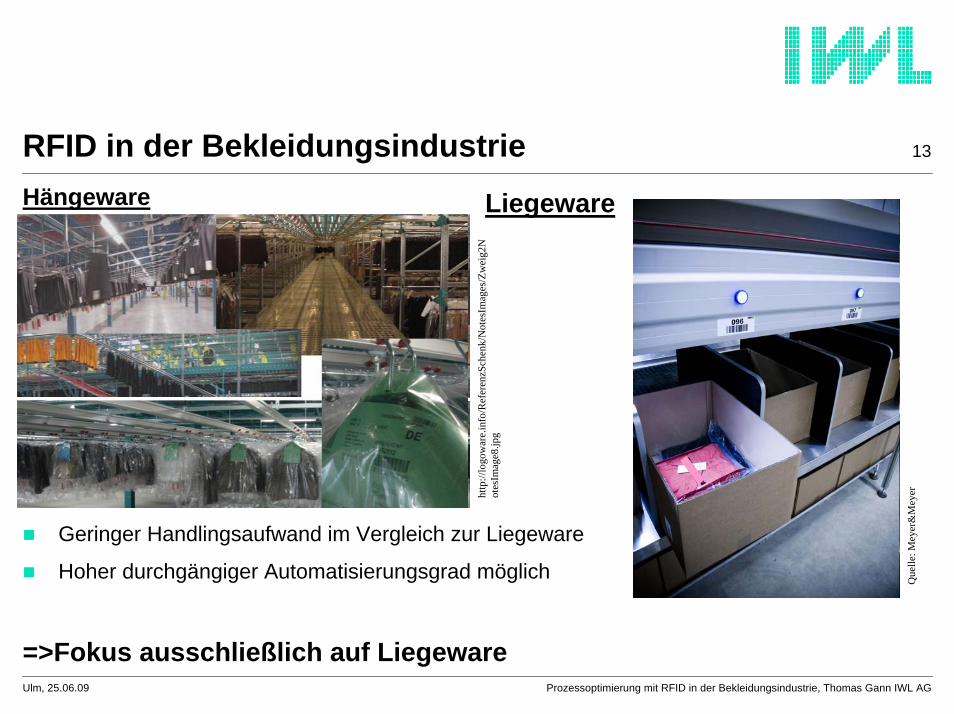
13RFID in der BekleidungsindustrieHängeware
Geringer Handlingsaufwand im Vergleich zur Liegeware
Hoher durchgängiger Automatisierungsgrad möglich
=>Fokus ausschließlich auf Liegeware
Liegeware
http
://lo
gow
are.
info
/Ref
eren
zSch
enk/
Not
esIm
ages
/Zw
eig2
Not
esIm
age8
.jpg
Que
lle:M
eyer
&M
eyer
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
14RFID in der Bekleidungsindustrie
RFID – Nutzenpotenzial
Logistiksicht:
Erhöhung der Transparenz in logistischen Abläufen
Verbesserung der Auslieferqualität => Retourenkosten
Steigerung der Prozessgeschwindigkeit
Erhöhung des Automatisierungsgrades
Vertriebssicht:
Vereinfachung von Inventur- und Auszeichnungsvorgängen
Optimierung von Bezahlungsvorgängen
Einfachere Handhabung der Warensicherung

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
15
Ein Referenzprojekt
Quelle: Yanko Design
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
16Ein Referenzprojekt
Ziel: Durchgängiger Einsatz von RFID zur Abbildung des gesamten Distributionsweges Herstellung bis Kunden (Bekleidungsindustrie)
Wann: 2004
Technische Ergebnisse: - Anteil erfolgreich ausgelesener Transponder bei Liegewaren 99%
- Mindestabstand Transponder voneinander 0,5 cm, bei 100% Überdeckung Transponder zu Transponder 1,5 – 3 cm
- Beeinflussung durch Metall: 2-Cent-Münzen, Knöpfe oder Reißverschlüsse kein Problem. Bei Größe einer Gürtelschnalle min. 0,5 cm Abstand Transponderzu Metall

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
17Ein ReferenzprojektErkenntnis:
Zu Beginn des Projektes (2004) existierte nur ein Standard (ISO 15693)
Deswegen: Einsatz von HF – Transponder (passiv, 13,56 MHz, Einweg)mit beschränkter Lesereichweite
Ersterfassung der Ware im Warenausgang des Logistikdienstleisters
WA LogistikdienstleisterKeine Nutzung (RFID) Nutzung (RFID)
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
18Ein Referenzprojekt Stand heute:
EPC Class 1 Gen 2 Standard im UHF – Bereich vorhanden
Verbesserter Datenschutz (Kill-Befehl, 32 – Bit Passwort)Bessere Lesbarkeit („dense reader mode“)Schnellerer Datentransfer Durch UHF – Bereich hohe Lesereichweite (Laden)
⇒ Weitere Untersuchungen unter aktuellen Rahmenbedingungen sind sinnvoll
⇒ Berücksichtigung vorgelagerter Prozesse wie z.B. WE bis WA des Logistikdienstleisters
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
19
Potenzialanalyse in der Praxis Fallbeispiel
Quelle: http://www.sem-analytics.com/images/cloth_tag.jpg

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
20Potenzialanalyse in der Praxis
Praktisches Fallbeispiel heute
Logistikdienstleister für einen Bekleidungshersteller
Komplettes Lager- und Logistikmanagement Liege- und Hängeware
WEKommissionierungKundenspezifische AufarbeitungWA Q
uelle
: Mey
er&
Mey
er
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
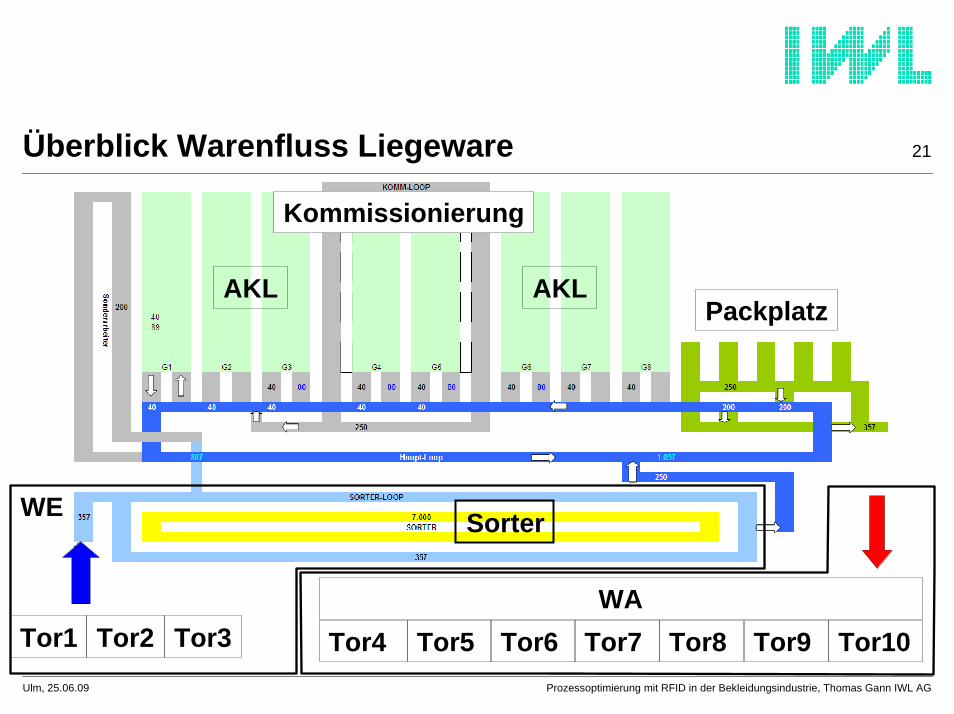
21Überblick Warenfluss Liegeware
Packplatz
WE
WATor1 Tor2 Tor3 Tor4
Sorter
Kommissionierung
AKLAKL
Tor7Tor5 Tor6 Tor8 Tor9 Tor10
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
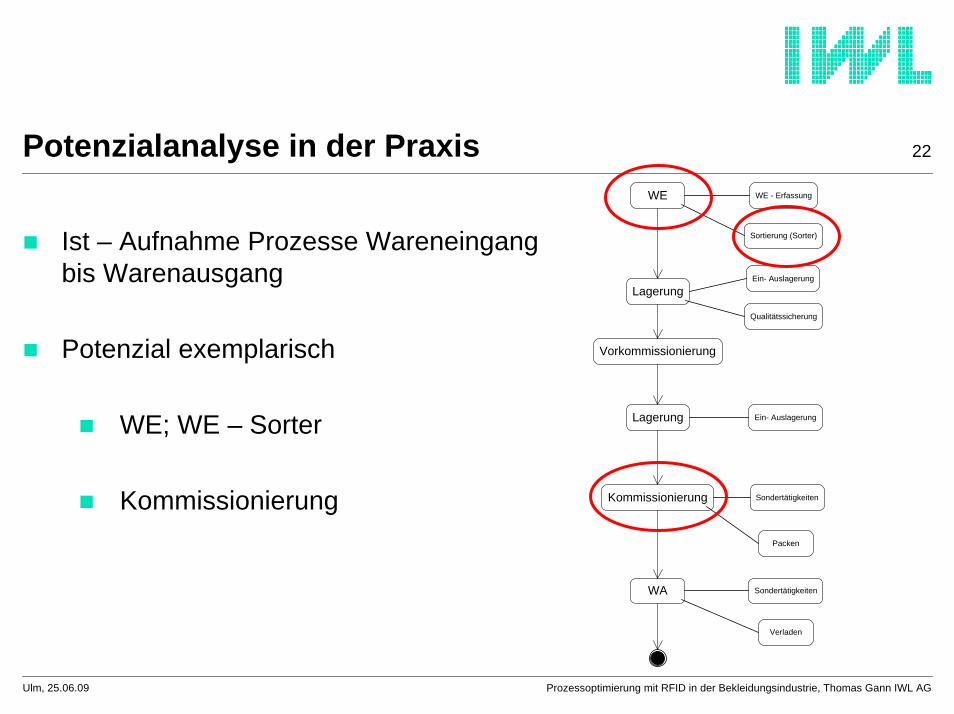
22Potenzialanalyse in der PraxisWE
Lagerung
Vorkommissionierung
WA
WE - Erfassung
Sortierung (Sorter)
Ein- Auslagerung
Kommissionierung Sondertätigkeiten
Lagerung
Qualitätssicherung
Ein- Auslagerung
Packen
Sondertätigkeiten
Verladen
Ist – Aufnahme Prozesse Wareneingang bis Warenausgang
Potenzial exemplarisch
WE; WE – Sorter
Kommissionierung
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
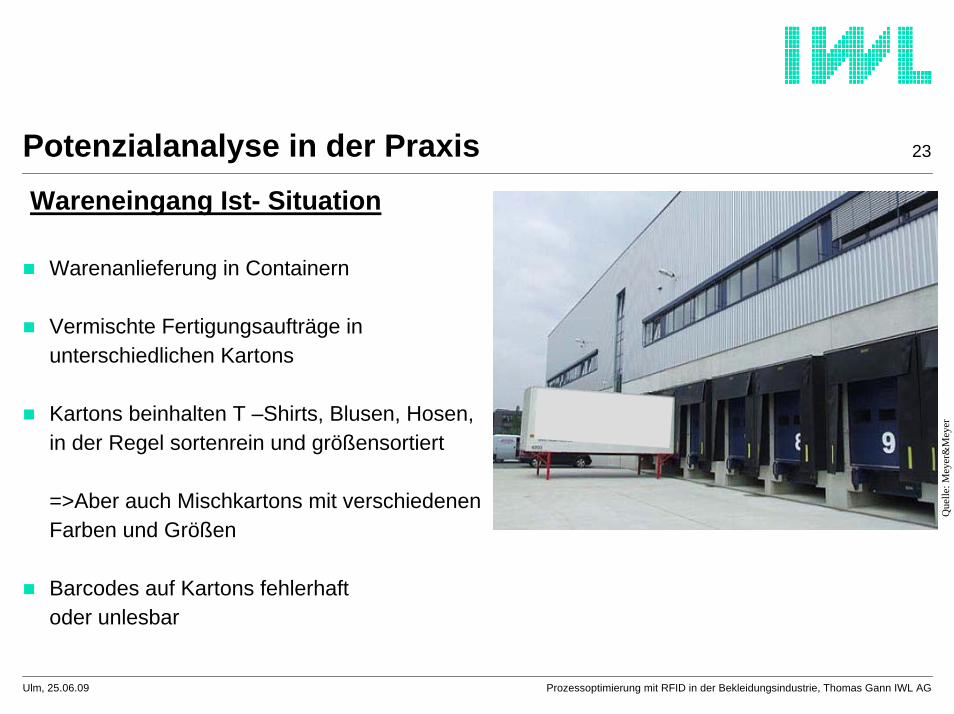
23Potenzialanalyse in der PraxisWareneingang Ist- Situation
Warenanlieferung in Containern
Vermischte Fertigungsaufträge in unterschiedlichen Kartons
Kartons beinhalten T –Shirts, Blusen, Hosen, in der Regel sortenrein und größensortiert
=>Aber auch Mischkartons mit verschiedenen Farben und Größen
Barcodes auf Kartons fehlerhaftoder unlesbar
Que
lle: M
eyer
&M
eyer
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
24Potenzialanalyse in der Praxis
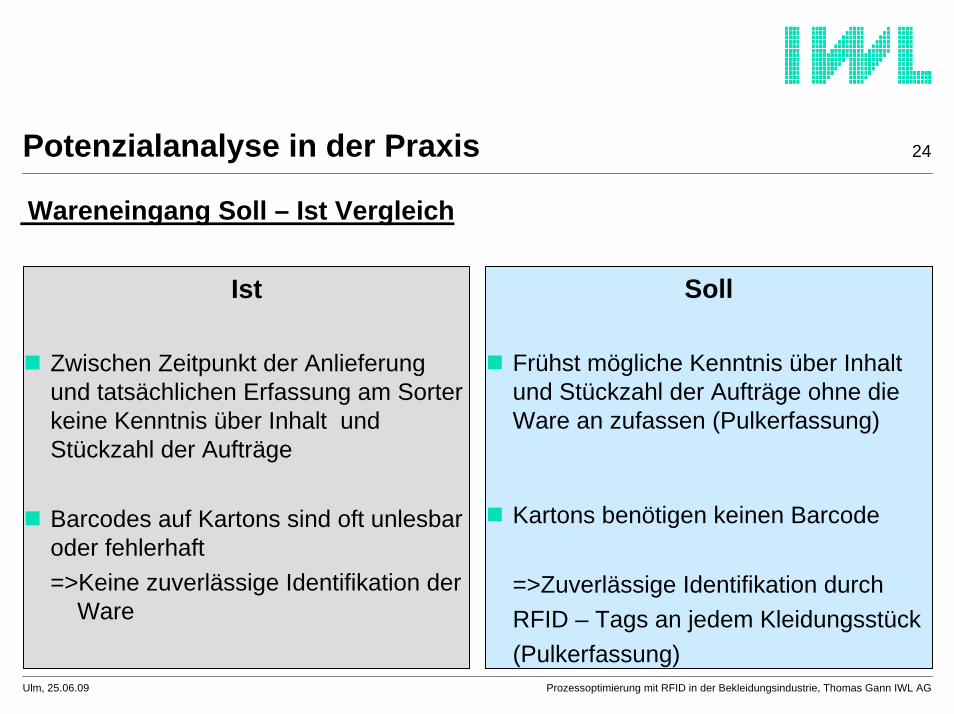
Wareneingang Soll – Ist Vergleich
Ist
Zwischen Zeitpunkt der Anlieferung und tatsächlichen Erfassung am Sorter keine Kenntnis über Inhalt und Stückzahl der Aufträge
Barcodes auf Kartons sind oft unlesbar oder fehlerhaft =>Keine zuverlässige Identifikation der
Ware
Soll
Frühst mögliche Kenntnis über Inhalt und Stückzahl der Aufträge ohne die Ware an zufassen (Pulkerfassung)
Kartons benötigen keinen Barcode
=>Zuverlässige Identifikation durchRFID – Tags an jedem Kleidungsstück(Pulkerfassung)

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
25Potenzialanalyse in der Praxis
Que
lle: M
eyer
& M
eyer
WE - Erfassung (Sorteranlage)
Kartonzuteilung auf 2 Arbeitsplätze mit je 3 Rutschen
Sortierung nach Modell, Farbe und Größe über Sorteranlage
Genaue Erfassung der Mengen, so wiesie an das LVS übergeben werden

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
26Potenzialanalyse in der Praxis
Sorterleistung direkt abhängig von der Qualität der Etiketten (Barcodes)Hohe „No Reading“ - Quote
Barcode wird verdeckt durch:
Reserveknöpfe
Barcode wird verdeckt durch:
a) Aufdruck
b) Einschlagpapier

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
27Potenzialanalyse in der Praxis
WE – Erfassung (Sorteranlage) Soll – Ist Vergleich
Ist
Barcode – Etiketten schlecht lesbar, Anteil „No Reading“ Ware sehr hoch
Sorterleistung ca. 3500 – 4000 Teile / h
Soll
RFID – Tag ersetzt Barcode Reduzieren der „No Reading“- Quote
Theoretische Leistung 6000 - 7000 Teile / h (bei konformer Ware )
Vermeidung von 50 % Blindleistung des Sorters auf Grund zuverlässiger Warenerfassung!

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
28Potenzialanalyse in der Praxis
Kommissionierung - Ist
Mehrere Pick - Zonen „Pick-by-Light“
2 Kommissionierkreisläufe
Keine Kommissionierkontrolle
Manuelle Folgebearbeitung amPackplatz
http://www.logistik-bilder.de/data/media/27/KNAPP_Pick_to_Light_Juvena.jpg
http://img.directindustry.fr/images_di/photo-g/solution-pick-to-light-60438.jpg
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
29Potenzialanalyse in der Praxis
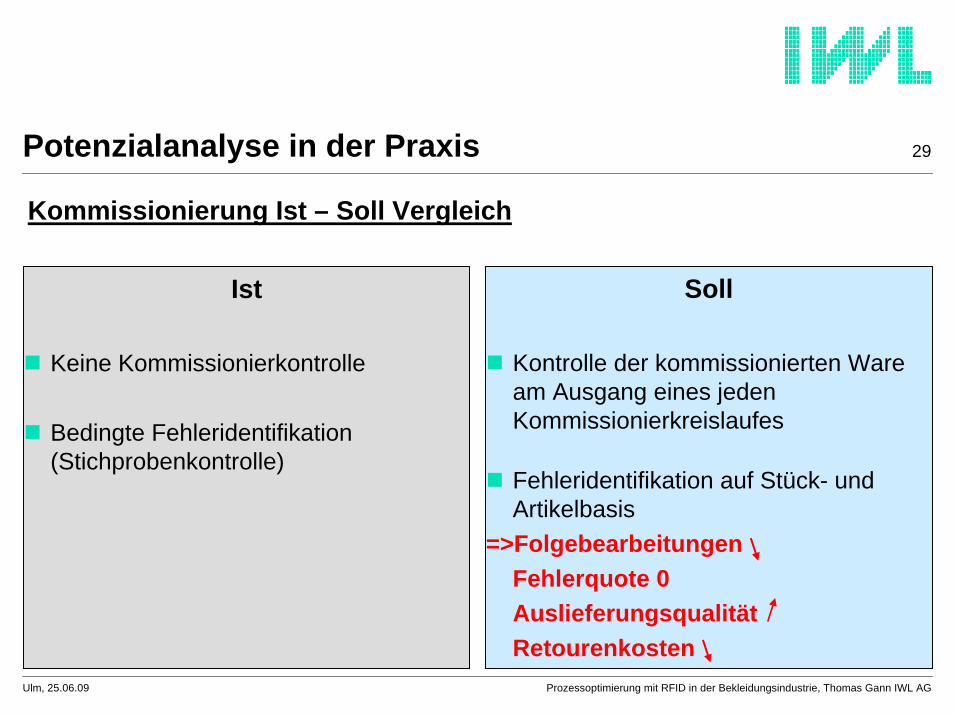
Kommissionierung Ist – Soll Vergleich
Ist
Keine Kommissionierkontrolle
Bedingte Fehleridentifikation (Stichprobenkontrolle)
Soll
Kontrolle der kommissionierten Ware am Ausgang eines jeden Kommissionierkreislaufes
Fehleridentifikation auf Stück- und Artikelbasis
=>Folgebearbeitungen Fehlerquote 0AuslieferungsqualitätRetourenkosten

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
30Potenzialanalyse in der Praxis
http://www.tompkinsinc.com/images/RFID_tunnel.jpg
Kommissionierung - QS - Soll
Erfassung von mehreren Transpondernin Karton durch „Tunnel-Reader“
Abgleich mit hinterlegten Kommissionieraufträgen
Identifikation von Kommissionierfehlern
Ausschleusen der betroffenen Kartonsmöglichst früh

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
31
Fazit und Ausblick
Quelle: http://www.sem-analytics.com/images/cloth_tag.jpg
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
32Fazit
Deutliches Potenzial zur Prozessoptimierung in der Bekleidungsindustrie
vorhanden => Prozessoptimierung theoretisch möglich
Aber Verifikation der Prozesssicherheit anhand Feldversuche zunächst nachzuweisen
Stand heute: Große Kluft zwischen Theorie und Praxis
In den meisten Einsatzgebieten noch keine Massentechnologie; Instabilität der neu
möglichen RFID-Prozesse führen nicht zu Wettbewerbsfähigkeit gegenüber eingeführten
Barcode-Prozessen
Problem: - Reife und Zuverlässigkeit der RFID – Technologie insbesondere
Lese- / Schreibgeräte
- Integration in bestehende IT-Landschaften
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
33Ausblick
RFID wird automatisches Identifikationssystem
in der Zukunft !
http
://w
ww
.bin
g.co
m/im
ages
/sea
rch,
NFC
+Han
dy+&
FOR
M=B
IFD
.jpg
http
://w
ww
.bau
links
.de/
web
plug
in/2
007/
i/149
3-oe
-a.jp
g

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
34
Vielen Dank!
Quelle: http://www.sem-analytics.com/images/cloth_tag.jpg

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
35
http://www.upmraflatac.com/europe/eng/images/51_63623.pdf
Que
lle: h
ttp://
ww
w.s
em-
anal
ytic
s.co
m/im
ages
/clo
th_t
ag.jp
g

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
36
Versuchsdurchführung
Quelle: Yanko Design

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
37Versuchsdurchführung
RFID – Labor am Forschungszentrum Garching, TU – München
Quelle: www.fml.mw.tu-muenchen.de

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
38Versuchsdurchführung - KonzeptRFID – Labor am Forschungszentrum Garching, TU – München
Objekte: Kleidungsstücke (T-Shirts, Hosen, Blusen) einzeln eingetütet, mehrere in einem Karton.
Ware in Kartons paletiert und unpaletiert
Tags: UHF, Class 1 Gen 2 (UPM Raflatec Web) der an jedem Kleidungsstück angebracht wird (Item - Tagging)
HF Transponder 13,56 MHz als vergleichbarer Tag
Untersuchung:Leseraten bei unterschiedlichen Auslesewinkeln
Störeinfluss von Materialien und elektromagn. Wellen

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
39Versuchsdurchführung Versuche WE: a) Erfassung Kartons mit mehreren eingetüteten
Kleidungsstücken auf Förderstrecke (Pulkerfassung – Tunnelreader)
b) Pulkerfassung Kartons auf Palette (Lese - Gate)
Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
40Versuchsdurchführung Versuch WE – Sorter: Erfassung 1 - 2 Kleidungsstücke auf metallischer
Sorter - Kipp - Schale bei relativ hoher Fördergeschwindigkeit 1 m/s

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
41
Ausgeblendet
AnhangEPC GobalEPCglobal ist ein Joint Venture zwischen GS1 und GS1 US Die Organisation entwickelt globale Standards und ermöglicht die Anwendung der Radiofrequenztechnologie zu Identifikationszwecken(RFID) in den heutigen schnelllebigen informationsreichen Handelsbeziehungen.
Der EPCWeltweit überschneidungsfreie Ziffernfolge, mit deren Hilfe jedes Produkt auf der ganzen Welt eindeutig gekennzeichnet und somit jederzeitidentifiziert werden kann.

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
42
Ausgeblendet
AnhangAufbau des EPC
Der EPC besteht aus mehreren Komponenten, die international vereinbart wurden:
Header (Datenkopf) – klassifiziert, welche EPC-Version genutzt wird und welche Informationsart verschlüsselt ist, z. B. SGTIN, SSCC, GRAI, etc
Filter – wird zum schnelleren Filtern von Einheiten wie z. B. Produkten,Umverpackungen, Paletten eingesetzt
Partition – gibt an, wo der EPC-Manager aufhört und die Objektklasse beginnt (der EPC-Manager kann zwischen 6 und 12 Stellen variieren)
EPC-Manager – stellt die zugeteilte EPC Mitgliedsnummer des Nummerngebers, z. B. des Herstellers dar
Object Class – bezeichnet die Objektnummer, z. B. eine Artikelnummer
Serial Number – dient der Identifikation eines einzelnen Objekts

Ulm, 25.06.09 Prozessoptimierung mit RFID in der Bekleidungsindustrie, Thomas Gann IWL AG
43
Ausgeblendet
AnhangAufbau des EPC am Beispiel der Artikelnummer:


















