
Novo NOX -...
31
497 TECHNISCHER ANHANG Normen und Technische Hinweise Inhaltsübersicht Novo NOX Seite Normen Normen, Allgemeines 498 Artikelbezeichnung für mechanische Verbindungselemente nach Normen 499 Konstruktionsnormen ISO-Passungen für Einheitsbohrung DIN 7154 500, 501 ISO-Passungen für Einheitswelle DIN 7155 502, 503 Freimaßtoleranzen DIN ISO 2768 T1 und T2 504 Oberflächenbeschaffenheit DIN ISO 1302 505 Senkungen, DIN 74-1 für Senkschrauben DIN 974-1 für Zylinderschrauben 506 Gewindeenden DIN 78; Druckzapfen DIN 6332 507 T-Nuten DIN 650 508 Nuten, Passfedern DIN 6885 509 Werkstoffe Überblick 510 Bezeichnungen 511 Kennzeichnung 512, 513 Mechanische Eigenschaften 514 Überblick 515 Chemische Beständigkeit 516 Anwendungsgebiete 517 Internationaler Stahlschlüssel 518 Einsatzhinweise Besondere Eigenschaften 519 Vorbohrwerte für gewindefurchende Schrauben 520 Kernlochdurchmesser für Blechschrauben 521 Zulässige Drehmomente für Schrauben 522 Reibungszahlen 523 Schraubensicherungen 524, 525 Korrosionsschutz 526, 527
Transcript of Novo NOX -...
497
tecHniScHeR AnHAnG
normen und technische HinweiseInhaltsübersicht
NovoNOX
Seite
normenNormen, Allgemeines 498Artikelbezeichnung für mechanische Verbindungselemente nach Normen 499
KonstruktionsnormenISO-Passungen für Einheitsbohrung DIN 7154 500, 501ISO-Passungen für Einheitswelle DIN 7155 502, 503Freimaßtoleranzen DIN ISO 2768 T1 und T2 504Oberflächenbeschaffenheit DIN ISO 1302 505Senkungen, DIN 74-1 für Senkschrauben DIN 974-1 für Zylinderschrauben 506Gewindeenden DIN 78; Druckzapfen DIN 6332 507T-Nuten DIN 650 508Nuten, Passfedern DIN 6885 509
Werkstoffe Überblick 510Bezeichnungen 511Kennzeichnung 512, 513Mechanische Eigenschaften 514Überblick 515Chemische Beständigkeit 516Anwendungsgebiete 517Internationaler Stahlschlüssel 518
einsatzhinweiseBesondere Eigenschaften 519Vorbohrwerte für gewindefurchende Schrauben 520Kernlochdurchmesser für Blechschrauben 521Zulässige Drehmomente für Schrauben 522Reibungszahlen 523Schraubensicherungen 524, 525Korrosionsschutz 526, 527
498
tecHniScHeR AnHAnG
Grundsätze der normenumstellung Die vorgesehene Vollendung des gemeinsamen europäischen Markts führt zu einer Harmonisierung der in Europa bestehenden nationalen Nomenwerke. In vielen Fällen bedeutet dies die Übernahme von für alle Länder verbindlichen Europäischen Normen (EN) in das jeweilige nationale Regelwerk. Im Gegensatz zu ISO-Normen müssen EN-Normen von allen EG- und EFTA-Ländern übernommen werden. Entsprechende nationale Normen (in Deutschland DIN und DIN-ISO-Normen) müssen bei der Veröffentlichung von EN-Normen zurückgezogen werden.
Nationale Normen (DIN) werden weitgehend durch europäische bzw. internationale Normen abgelöst. DIN-Normen wird es weiterhin nur für Produkte geben, für die es keine ISO- oder EN-Norm gibt.
normenartenDerzeit gibt es für mechanische Verbindungselemente sieben gültige Normenarten (nationale, europäische und internationale). Dabei kann es durchaus vorkommen, dass unter gleichen Nummern in den verschiedenen Normenarten unterschiedliche Produkte/Leistungen genormt sind (z.B. ISO 7380: Flachkopfschraube mit Innensechskant / DIN 7380 Formwalzen für Sickenmaschinen).
normen, Allgemeines
DINISOEN
499
tecHniScHeR AnHAnG
Originalnorm erklärung Artikelbezeich-nung erfolgt
nach
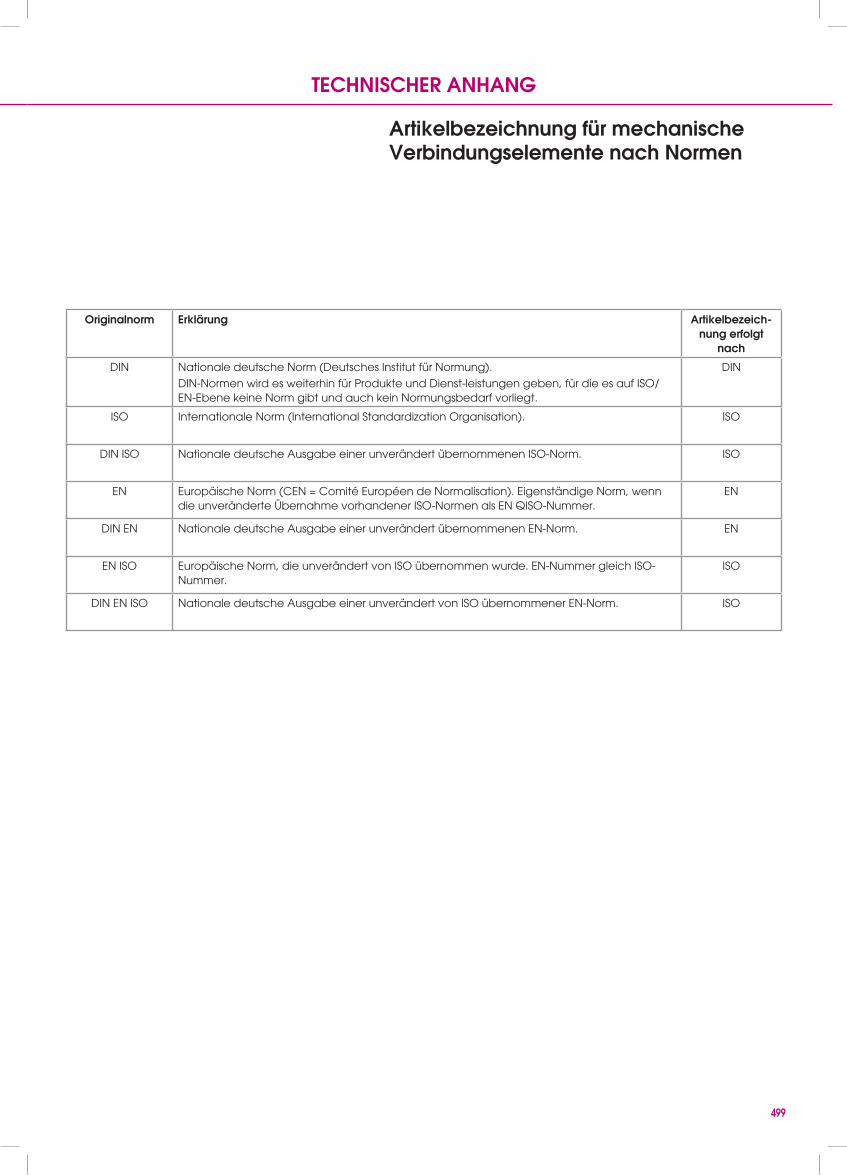
DIN Nationale deutsche Norm (Deutsches Institut für Normung).DIN-Normen wird es weiterhin für Produkte und Dienst-leistungen geben, für die es auf ISO/EN-Ebene keine Norm gibt und auch kein Normungsbedarf vorliegt.
DIN
ISO Internationale Norm (International Standardization Organisation). ISO
DIN ISO Nationale deutsche Ausgabe einer unverändert übernommenen ISO-Norm. ISO
EN Europäische Norm (CEN = Comité Européen de Normalisation). Eigenständige Norm, wenn die unveränderte Übernahme vorhandener ISO-Normen als EN QISO-Nummer.
EN
DIN EN Nationale deutsche Ausgabe einer unverändert übernommenen EN-Norm. EN
EN ISO Europäische Norm, die unverändert von ISO übernommen wurde. EN-Nummer gleich ISO-Nummer.
ISO
DIN EN ISO Nationale deutsche Ausgabe einer unverändert von ISO übernommener EN-Norm. ISO
Artikelbezeichnung für mechanische Verbindungselemente nach normen
500
+40
0
+30
0
+20
0
+10
0 0
-100
-200
-300
-400
1 3 3 6 6 10 10 14 14 18 18 24 24 30 30 40 40 50 50 65 65 80 80 100
100
120
+ 6
0
+ 2
2 +
18
+ 1
8 +
14
+ 1
4 +
10
+ 1
0 +
6
+ 1
7 +
12
+ 2
1 +
15
+ 2
6 +
18
+ 3
1 +
22
+ 3
7 +
26
+ 4
5 +
32
+ 5
2 +
37
+ 8
+
4
+ 1
3 +
8
+ 1
6 +
10
+ 2
0 +
12
+ 2
4 +
15
+ 2
8 +
17
+ 3
3 +
20
+ 3
8 +
23
+ 6
+
2
+ 9
+
4
+ 1
2 +
6
+ 1
5 +
7
+ 1
7 +
8
+ 2
0 +
9
+ 2
4 +
11
+ 2
8 +
13
+ 4 0 + 6
+ 1
+ 7
+ 1
+ 9
+ 1
+ 1
1+
2
+ 1
3+
2
+ 1
5+
2
+ 1
8+
3
+ 6
0 + 9
+
1
+ 1
0 +
1
+ 1
2 +
1
+ 1
5 +
2
+ 1
8 +
2
+ 2
1 +
2
+ 2
5 +
3
+ 2
-
2 +
3
- 2
+ 4
-
2
+ 5
-
3
+ 5
-
4
+ 6
-
5
+ 6 - 7
+ 6
-
9
+ 4
-
2 +
6
- 2
+ 7
-
2
+ 8
-
3
+ 9
-
4
+ 1
1 -
5
+ 1
2-
7
+ 1
3 -
9
0 - 4 0 - 5 0 - 6 0 - 8 0 - 9 0
- 11
0-
13 0-
15
- 2
- 6
- 4
- 9
- 5
- 1
1
- 6
- 14
- 7
- 1
6
- 9
- 20
+ 4
8 +
35
+ 5
9+
43
- 10
- 23
- 12
- 27
+ 1
00
+ 3
8+
32
+ 3
2+
26
+ 2
6+
20
+ 3
6+
28
+ 4
3+
34
+ 5
1+
40
+ 5
6+
45
+ 6
7+
54
+ 7
7+
64
+ 9
6+
80
+11
3+
97
+14
1+
122
+ 2
4+
18
+ 3
1+
23
+ 3
7+
28
+ 4
4+
33
+ 5
4+
41
+ 5
4+
41
+ 6
1+
48
+ 6
4+
48
+ 7
0+
54
+ 8
5+
66
+ 9
4+
75
+11
3+
91
+12
6+
104
+ 7
6+
60
+ 8
6+
70
+10
6+
87
+12
1+
102
+14
6+
124
+16
6+
144
+ 2
0+
14
+ 2
7+
19
+ 3
2+
23
+ 3
9+
28
+ 7
2+
53
+ 7
8+
59
+ 9
3+
71
+ 4
1 +
28
+ 5
0+
34
+ 1
6+
10
+ 2
3+
15
+ 2
8+
19
+ 3
4+
23
+ 3
5 +
22
+ 4
2+
26
+ 5
1 +
32
+ 5
9+
37
+ 1
2+
6
+ 2
0+
12
+ 2
4+
15
+ 2
9+
18
+ 2
8 +
15
+ 3
3+
17
+ 3
9 +
20
+ 4
5+
23
+ 1
0+
4
+ 1
6+
8
+ 1
9+
10
+ 2
3+
12
+ 2
1 +
8
+ 2
5+
9
+ 3
0 +
11
+ 3
5+
13
+ 8
+ 2
+ 1
2+
4
+ 1
5+
6
+ 1
8+
7
+ 1
5 +
2
+ 1
8+
2
+ 2
1 +
2
+ 2
5+
3
+ 6 0 + 9
+ 1
+ 1
0+
1
+ 1
2+
1
+ 9
-
4
+ 1
1-
5
+ 1
2 -
7
+ 1
3-
9
+ 4 - 2
+ 6 - 2
+ 7 - 2
+ 8 - 3
0 - 13 0 - 16 0 - 19 0 - 220 - 6 0 - 8 0 - 9 0 - 11
- 7
- 20
- 9
- 25
- 10
- 29
- 12
- 34
- 2
- 8
- 4
- 12
- 5
- 14
- 6
- 17
- 20
- 33
- 25
- 41
- 30
- 49
- 36
- 58
- 6
- 12
- 10
- 18
- 13
- 22
- 16
- 27
- 20
- 41
- 25
- 50
- 30
- 60
- 36
- 71
- 6
- 16
- 10
- 22
- 13
- 28
- 16
- 34
+ 3
30
+ 3
90
+ 4
60
+ 5
40
+ 1
40
+ 7
4+
60
+ 9
8+
80
+11
9+
97
+15
7+
130
+17
7+
150
+22
1+
188
+25
1+
218
+ 5
4+
40
+ 6
8+
50
+ 8
9+
67
+ 7
4+
52
+ 9
1+
64
+10
4+
77
+13
1+
98
+15
1+
118
+18
7+
148
+21
9+
180
+27
2+
226
+32
0+
274
+38
9+
335
+11
7+
90
+13
5+
108
+16
9+
136
+34
6+
300
+19
3+
160
+23
9+
200
+28
1+
242
+ 4
0+
26
+ 5
3+
35
+ 6
4+
42
+ 7
7+
50
+ 8
7+
60
+10
6+
73
+21
8+
172
+12
1+
88
+15
1+
112
+17
5+
136
+36
4+
310
+25
6+
210
+31
2+
258
+ 3
4+
20
+ 4
6+
28
+ 5
6+
34
+ 6
7+
40
+ 7
2+
45
+ 8
7+
54
+16
8+
122
+ 9
7+
64
+11
9+
80
+13
6+
97
+26
4+
210
+19
2+
146
+23
2+
178
+ 2
8+
14
+ 3
7+
19
+ 4
5+
23
+ 5
5+
28
+ 6
8+
35
+ 9
9+
53
+ 8
2+
43
0 - 14 0 - 18 0 - 22 0 - 27 0 - 33 0 - 39 0 - 46 0 - 54
0 - 25 0 - 30 0 - 36 0 - 43 0 - 52 0 - 62 0 - 74 0 - 87
- 6
- 16
- 10
- 22
- 13
- 28
- 16
- 34
- 20
- 41
- 25
- 50
- 30
- 60
- 36
- 71
- 6
- 20
- 10
- 28
- 13
- 35
- 16
- 43
- 20
- 53
- 25
- 64
- 30
- 76
- 36
- 90
- 14
- 28
- 20
- 38
- 25
- 47
- 32
- 59
- 40
- 73
- 50
- 89
- 60
-106
- 72
-126
- 20
- 45
- 30
- 60
- 40
- 76
- 50
- 93
- 65
-117
- 80
-142
-100
-174
-120
-207
+13
3+
79
+10
5+
59
+12
5+
71
- 60
- 85
- 70
-100
- 80
-116
- 95
-138
-110
-162
-140
-214
-180
-267
-150
-224
-120
-182
-130
-192
-170
-257
-140
-165
-140
-170
-150
-186
-150
-193
-160
-212
-190
-264
-240
-327
-200
-274
-170
-232
-180
-242
-220
-307
+13
3+
87
+ 8
1+
48
+ 9
9+
48
+10
9+
70
+19
8+
144
+15
8+
104
+14
8+
102
+17
8+
124
+ 1
80
+ 2
20
+ 2
70
+ 6
0+
41
+ 6
2+
43
+ 7
3+
51
+10
1+
79
+ 7
6+
54
+ 4
3+
35
+ 5
1+
42
+ 6
1+
50
+ 7
1+
60
+ 8
6+
73
+10
1+
88
+12
8+
112
+ 5
0+
42
+ 6
1+
52
+ 7
5+
64
+ 8
8+
77
+ 1
20
+ 1
5 0
+ 1
80
+ 2
1 0
+ 2
50
+ 3
00
+ 3
50
+ 2
0 +
15
+ 2
5 +
19
+ 3
1 +
23
+ 3
7 +
28
+ 4
5 +
34
+ 5
4 +
41
+ 5
6 +
43
+ 6
6 +
51
+ 6
9+
54
+ 2
4 +
19
+ 2
9 +
23
+ 3
6 +
28
+ 4
4 +
35
+ 5
4 +
43
+ 6
6 +
53
+ 7
2+
59
+ 8
6 +
71
+ 2
8 +
23
+ 3
4 +
28
+ 4
1 +
33
+ 5
0 +
41
+ 8
0 + 9
0
+ 1
1
0
+ 1
3 0 + 1
6 0 + 1
9 0 + 2
2 0
µm
H6H7
za6
z6x6
u6t6
s6r6
p6n6
m6
k6j6
h6g6
f6f7
H8zc
8zb
8za
8z8
x8u8
t8s8
h8h9
f7f8
e8d9
c9b9
u5t5
s5r5
p5n5
m5
k5k6
j5j6
h5g5
ISO
-Fits
for t
he h
ole
basi
s Sy
stem
. To
lera
nce
zone
s, de
viat
ions
Ajus
tem
ents
ISO
pou
r le
syst
ème
de l’
alés
age
norm
al.
Zone
s de
tolé
ranc
e, é
cart
s
DIN
7154
__ __ ____+
50
+ 4
1 +
59
+ 4
8 +
65
+ 5
4 +
79
+ 6
6
__ __
____________
__ ____
__ __
__ ______
__ __ __ __ __
__ __ ____
__
__
__ __
__________
__ __ ________ ______
DK 6
21.7
53.2
(100
)
Tole
ranz
feld
er d
arge
stel
lt fü
r Nen
nmaß
60
mm
Inne
nmaß
e(B
ohru
ngen
)Au
ßenm
aße
(Wel
len)
Ges
tric
helt
darg
este
llte
Tole
ranz
feld
ersi
nd fü
r Nen
nmaß
60
mm
nic
ht v
orha
nden
Reih
e 1
Reih
e 2
Tole
ranz
feld
erna
ch D
IN 7
157
1 )
ISO
- Pa
ssun
gen
für E
inhe
itsbo
hrun
gTo
lera
nzfe
lder
Abm
aße
in µ
mBl
att 1
von
bis
Tole
ranz
feld
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
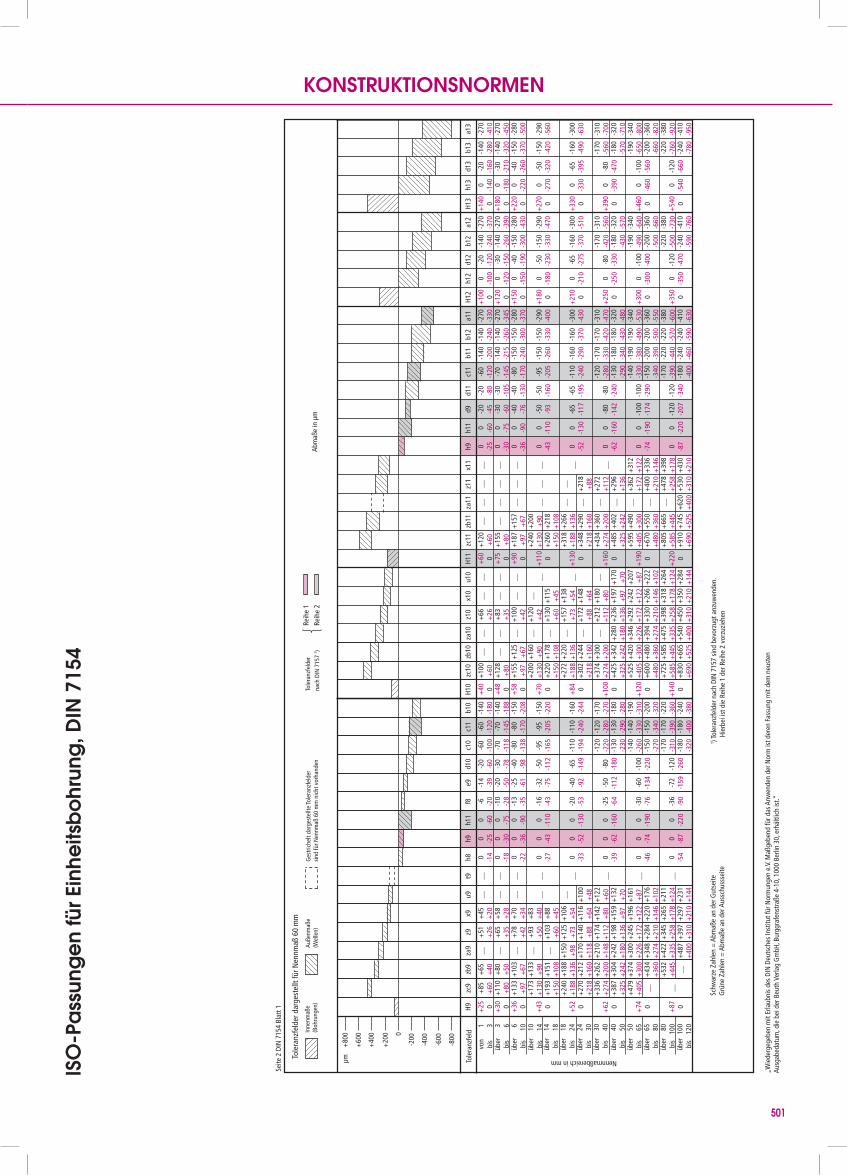
1 ) To
lera
nzfe
lder
nac
h DI
N 7
157
sind
bevo
rzug
t anz
uwen
den.
H
ierb
ei is
t die
Rei
he 1
der
Rei
he 2
vor
zuzi
ehen
Forts
etzu
ng S
eite
2Sc
hwar
ze Z
ahle
n =
Abm
aße
an d
er G
utse
iteG
rüne
Zah
len
= A
bmaß
e an
der
Aus
schu
ssse
itePa
ssun
gen
für E
inhe
itsbo
hrun
g, P
aßto
lera
nzen
(Spi
ele
und
Übe
rmaß
e) s
iehe
DIN
715
4 Bl
att 2
Pass
unge
n fü
r Ein
heits
wel
le s
iehe
DIN
715
5 Bl
att 1
und
Bla
tt 2
DEUT
SCHE
NO
RMEN
Augu
st 1
966
„Wie
derg
egeb
en m
it Er
laub
nis
des
DIN
Deu
tsch
es In
stitu
t für
Nor
mun
gen
e.V.
Maß
gebe
nd fü
r das
Anw
ende
n de
r Nor
m is
t der
en F
assu
ng m
it de
m n
eust
enAu
sgab
edat
um, d
ie b
ei d
er B
euth
Ver
lag
Gm
bH, B
urgg
rafe
nstra
ße 4
-10,
100
0 Be
rlin
30, e
rhäl
tlich
ist.“
Alle
inve
rkau
f der
Nor
mbl
ätte
r dur
ch B
euth
-Ver
trieb
Gm
bH, B
erlin
30
und
Köln
8.66
DIN
715
4 Bl
. 1 A
ug. 1
966
Prei
sgr.
7
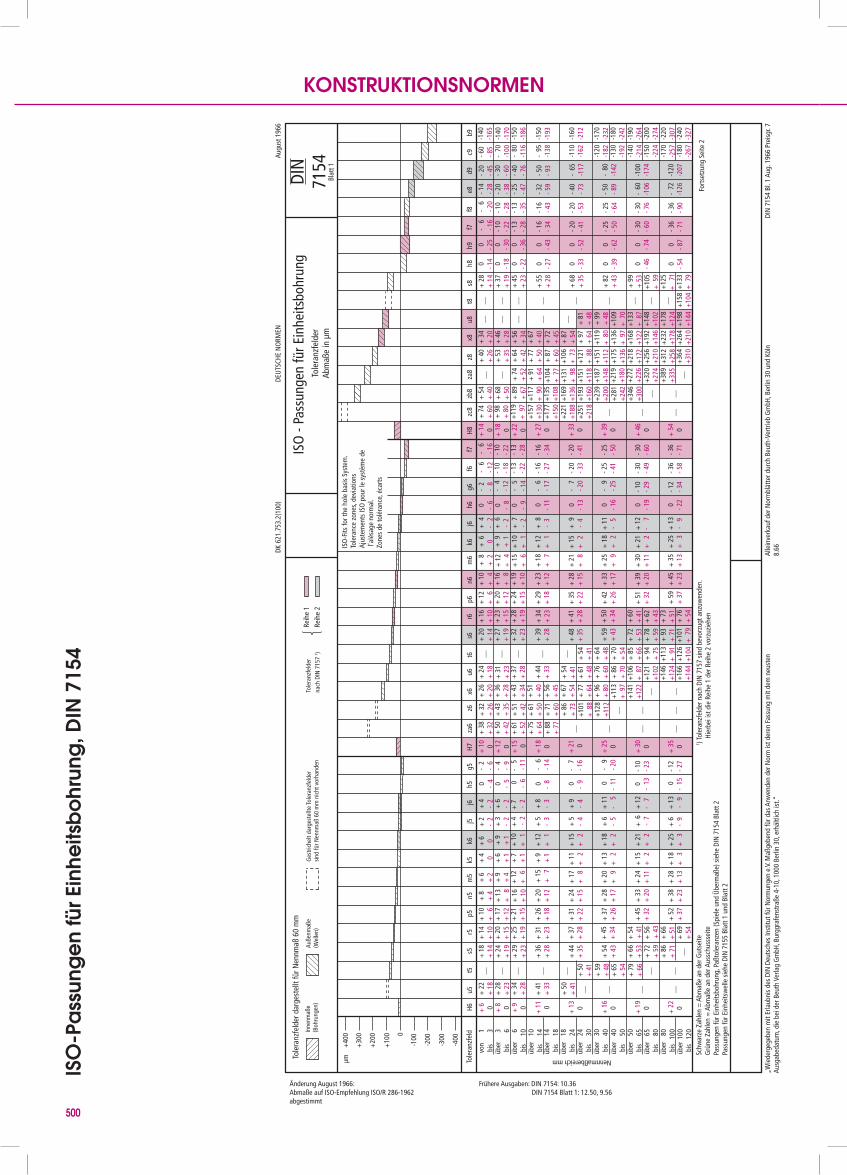
Änderung August 1966:Abmaße auf ISO-Empfehlung ISO/R 286-1962abgestimmt
Frühere Ausgaben: DIN 7154: 10.36 DIN 7154 Blatt 1: 12.50, 9.56
Nennmaßbereich mm
KOnStRUKtiOnSnORmeniS
O-P
ass
ung
en fü
r ein
heits
boh
rung
, din
715
4
501
+80
0
+60
0
+40
0
+20
0 0
-200
-400
-600
-800
1 3 3 6 6 10 10 14 14 18 18 24 24 30 30 40 40 50 50 65 65 80 80 100
100
120
µm
H9zc
9zb
9za
9z9
x9u9
t9h8
h9h1
1f8
e9d1
0c1
0c1
1b1
0H1
0zc
10zb
10za
10z1
0x1
0u1
0H1
1zc
11zb
11za
11z1
1x1
1h9
h11
d9d1
1c1
1b1
1b1
2a1
1H1
2h1
2d1
2b1
2a1
2H1
3h1
3d1
3b1
3a1
3
+25 0
+85
+60
+65
+40
__+
51+
26+
45+
20__
__0 -14
0 -25
0 -60
-6 -20
-14
-39
-20
-60
-60
-100
-60
-120
-140
-180
+40 0
+10
0+
60__
__+
66+
26__
__+
60 0+
120
+60
____
____
0 -25
0 -60
-20
-45
-20
-80
-60
-120
-140
-200
-140
-240
-270
-330
+10
00
0-1
00-2
0-1
20-1
40-2
40-2
70-3
70+
140
00
-140
-20
-160
-140
-280
-270
-410
+36 0
+13
3+
97+
103
+67
__+
78+
42+
70+
34__
__0 -22
0 -36
0 -90
-13
-35
-25
-61
-40
-98
-80
-138
-80
-170
-150
-208
+58 0
+15
5+
97+
125
+67
__+
100
+42
____
+90 0
+18
7+
97+
157
+67
____
__0 -36
0 -90
-40
-76
-40
-130
-80
-170
-150
-240
-150
-300
-280
-370
+15
00
0-1
50-4
0-1
90-1
50-3
00-2
80-4
30+
220
00
-220
-40
-260
-150
-370
-280
-500
+30 0
+11
0+
80+
80+
50__
+65
+35
+58
+28
____
0 -18
0 -30
0 -75
-10
-28
-20
-50
-30
-78
-70
-118
-70
-145
-140
-188
+48 0
+12
8+
80__
__+
83+
35__
__+
75 0+
155
+80
____
____
0 -30
0 -75
-30
-60
-30
-105
-70
-145
-140
-215
-140
-260
-270
-345
+12
00
0-1
20-3
0-1
50-1
40-2
60-2
70-3
90+
180
00
-180
-30
-210
-140
-320
-270
-450
+43 0
+17
3+
130
+13
3+
90__
+93
+50
+83
+40
____
0 -27
0 -43
0-1
10-1
6-4
3-3
2-7
5-5
0-1
12-9
5-1
65-9
5-2
05-1
50-2
20+
70 0
+20
0+
130
+16
0+
90__
+12
0+
42__
__+
110
0
+24
0+
130
+20
0+
90__
____
0 -43
0-1
10-5
0-9
3-5
0-1
60-9
5-2
05-1
50-2
60-1
50-3
30-2
90-4
00+
180
00
-180
-50
-230
-150
-330
-290
-470
+27
00
0-2
70-5
0-3
20-1
50-4
20-2
90-5
60+
193
+15
0+
151
+10
8__
+10
3+
60+
88+
45+
220
+15
0+
178
+10
8__
+13
0+
60+
115
+45
+26
0+
150
+21
8+
108
+52 0
+24
0+
188
+18
8+
136
+15
0+
98+
125
+73
+10
6+
54__
__0 -33
0 -52
0-1
30-2
0-5
3-4
0-9
2-6
5-1
49-1
10-1
94-1
10-2
40-1
60-2
44+
84 0
+27
2+
188
+22
0+
136
__+
157
+73
+13
8+
54__
+13
00
+31
8+
188
+26
6+
136
____
__0 -52
0-1
30-6
5-1
17-6
5-1
95-1
10-2
40-1
60-2
90-1
60-3
70-3
00-4
30+
210
00
-210
-65
-275
-160
-370
-300
-510
+33
00
0-3
30-6
5-3
95-1
60-4
90-3
00-6
30+
270
+21
8+
212
+16
0+
170
+11
8+
140
+88
+11
6+
64+
100
+48
+30
2+
218
+24
4+
160
__+
172
+88
+14
8+
64+
348
+21
8+
290
+16
0__
+21
8+
88
+62 0
+33
6+
274
+26
2+
200
+21
0+
148
+17
4+
112
+14
2+
80+
122
+60
__0 -39
0 -62
0-1
60-2
5-6
4-5
0-1
12-8
0-1
80
-120
-220
-120
-280
-170
-270
+10
00
+37
4+
274
+30
0+
200
__+
212
+11
2+
180
+80
__+
160
0
+43
4+
274
+36
0+
200
__+
272
+11
2__
0 -62
0-1
60-8
0-1
42-8
0-2
40
-170
-330
-170
-420
-310
-470
0-2
50-8
0-3
30
-310
-560
0-3
90-8
0-4
70
-310
-700
+38
7+
325
+30
4+
242
+24
2+
180
+19
8+
136
+15
9+
97+
132
+70
-130
-230
-130
-290
-180
-280
+42
5+
325
+34
2+
242
+28
0+
180
+23
6+
136
+19
7+
97+
170
+70
+48
5+
325
+40
2+
242
__+
296
+13
6-1
80-3
40
-120
-280
-130
-290
-180
-430
-320
-480
-320
-570
-320
-710
+74 0
+47
9+
405
+37
4+
300
+30
0+
226
+24
5+
172
+19
6+
122
+16
1+
87__
0 -46
0 -74
0-1
90-3
0-7
6-6
0-1
34-1
00-2
20
-140
-260
-140
-330
-190
-310
+12
00
+52
5+
405
+42
0+
300
+34
6+
226
+29
2+
172
+24
2+
122
+20
7+
87+
190
0
+59
5+
405
+49
0+
300
__+
362
+17
2+
312
+12
20 -74
0-1
90-1
00-1
74-1
00-2
90
-190
-380
-190
-490
-340
-530
0-3
00-1
00-4
00
-340
-640
0-4
60-1
00-5
60
-340
-800
__+
434
+36
0+
348
+27
4+
284
+21
0+
220
+14
6+
176
+10
2-1
50-2
70-1
50-3
40-2
00-3
20+
600
+48
0+
480
+36
0+
394
+27
4+
330
+21
0+
266
+14
6+
222
+10
2+
670
+48
0+
550
+36
0__
+40
0+
210
+33
6+
146
-200
-390
-200
-500
-360
-550
-360
-660
-360
-820
__+
487
+40
0+
397
+31
0+
297
+21
0+
231
+14
4-1
80-3
20-1
80-4
00-2
40-3
80+
830
+69
0+
665
+52
5+
540
+40
0+
450
+31
0+
350
+21
0+
284
+14
4+
910
+69
0+
745
+52
5+
620
+40
0+
530
+31
0+
430
+21
0-2
40-4
60-2
40-5
90-4
10-6
30-4
10-7
60-4
10-9
50
+87 0
__+
532
+44
5+
422
+33
5+
345
+25
8+
265
+17
8+
211
+12
4__
0 -54
0 -87
0-2
20-3
6-9
0-7
2-1
59-1
20-2
60
-170
-310
-170
-390
-220
-360
+14
00
+72
5+
585
+58
5+
445
+47
5+
335
+39
8+
258
+31
8+
178
+26
4+
124
+22
00
+80
5+
585
+66
5+
445
__+
478
+25
8+
398
+17
80 -87
0-2
20-1
20-2
07-1
20-3
40
-220
-440
-140
-330
-150
-340
-180
-400
-170
-390
-220
-570
-380
-600
0-3
50
+25
00
+30
00
+35
00
-120
-470
-380
-730
-170
-420
-180
-430
-190
-490
-200
-500
-240
-590
-220
-500
0-5
40
+39
00
+46
00
+54
00
-120
-660
-380
-920
-170
-560
-180
-570
-190
-650
-200
-660
-240
-780
-220
-760
Tole
ranz
feld
er d
arge
stel
lt fü
r Nen
nmaß
60
mm
Inne
nmaß
e(B
ohru
ngen
)Au
ßenm
aße
(Wel
len)
Ges
tric
helt
darg
este
llte
Tole
ranz
feld
ersi
nd fü
r Nen
nmaß
60
mm
nic
ht v
orha
nden
Reih
e 1
Reih
e 2
Tole
ranz
feld
erna
ch D
IN 7
157
1 )
Seite
2 D
IN 7
154
Blat
t 1
von
bis
Tole
ranz
feld
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
1 ) To
lera
nzfe
lder
nac
h DI
N 7
157
sind
bevo
rzug
t anz
uwen
den.
H
ierb
ei is
t die
Rei
he 1
der
Rei
he 2
vor
zuzi
ehen
Schw
arze
Zah
len
= A
bmaß
e an
der
Gut
seite
Grü
ne Z
ahle
n =
Abm
aße
an d
er A
ussc
huss
seite
„Wie
derg
egeb
en m
it Er
laub
nis
des
DIN
Deu
tsch
es In
stitu
t für
Nor
mun
gen
e.V.
Maß
gebe
nd fü
r das
Anw
ende
n de
r Nor
m is
t der
en F
assu
ng m
it de
m n
eust
enAu
sgab
edat
um, d
ie b
ei d
er B
euth
Ver
lag
Gm
bH, B
urgg
rafe
nstra
ße 4
-10,
100
0 Be
rlin
30, e
rhäl
tlich
ist.“
Abm
aße
in µ
m
Nennmaßbereich in mm
KOnStRUKtiOnSnORmeniS
O-P
ass
ung
en fü
r ein
heits
boh
rung
, din
715
4
502
+30
0
+20
0
+10
0 0
-100
-200
-300
1 3 3 6 6 10 10 14 14 18 18 24 24 30 30 40 40 50 50 65 65 80 80 100
100
120
µm
h5U
6T6
S6R6
P6N
6M
6K6
J6H
6G
6h6
ZA7
Z7X7
U7
T7S7
R7P7
N7
M7
K7J7
H7
G7
F7F8
h8ZC
8ZB
8ZA
8Z8
X8U
8T8
S8H
8H
9F7
F8E8
D9
C9B9
0 -4-1
8-2
4__
-14
-20
-10
-16
-6 -12
-4 -10
-2 -80 -6
+2 -4
+6 0
+8
+2
0 -6-3
2-4
2-2
6-3
6-2
0-3
0-1
8-2
8__
-14
-24
-10
-20
-6 -16
-4 -14
-2 -12
0 -10
+4 -6
+10 0
+12 +2
+16 +6
+20 +6
0 -14
-60
-74
-40
-54
__-2
6-4
0-2
0-3
4__
__-1
4-2
8+
14 0+
25 0+
16 +6
+20 +6
+28
+14
+45
+20
+85
+60
+16
5+
140
0 -6-2
5-3
4__
-20
-29
-16
-25
-12
-21
-7 -16
-3 -12
+2 -7
+5 -4
+9 0
+14 +5
0 -9-4
6-6
1-3
6-5
1-2
8-4
3-2
2-3
7__
-17
-32
-13
-28
-9 -24
-4 -19
0 -15
+5
-10
+8 -7
+15 0
+20 +5
+28
+13
+35
+13
0 -22
-97
-119
-67
-89
-52
-74
-42
-64
-34
-56
____
-23
-45
+22 0
+36 0
+28
+13
+35
+13
+47
+25
+76
+40
+11
6+
80+
186
+15
0
0 -5-2
0-2
8__
-16
-24
-12
-20
-9 -17
-5 -13
-1 -9+
2 -6+
5 -3+
8 0+
12 +4
0 -8-3
8-5
0-3
1-4
3-2
4-3
6-1
9-3
1__
-15
-27
-11
-23
-8 -20
-4 -16
0 -12
+3 -9
+6 -6
+12 0
+16 +4
+22
+10
+28
+10
0 -18
-80
-98
-50
-68
__-3
5-5
3-2
8-4
6
-130
-157
-90
-117
-64
-91
-50
-77
-40
-67
-188
-221
-136
-169
-98
-131
-73
-106
-54
-87
-218
-251
-160
-193
-118
-151
-88
-121
-64
-97
__ -48
-81
-150
-177
-108
-135
-77
-104
-60
-87
-45
-72
____
-19
-37
+18 0
+30 0
+22
+10
+28
+10
+38
+20
+60
+30
+10
0+
70+
170
+14
0
0 -8-9 -2
0-4 -1
5+
2 -9+
6 -5+
11 0+
17 +6
0 -11
-26
-44
__+
6-1
2+
10 -8+
18 0+
24 +6
+34
+16
+43
+16
0 -27
____
-28
-55
+27 0
+43 0
+34
+16
+43
+16
+59
+32
+93
+50
+13
8+
95+
193
+15
0
0 -9
-37
-50
__-4 -1
7+
2-1
1+
8 -5+
13 0+
20 +7
0 -13
__+
6-1
5+
12 -90 -33
__-3
5-6
8+
33 0+
52 0+
41+
20+
53+
20+
73+
40+
117
+65
+16
2+
110
+21
2+
160
__-3
7-5
0
0 -11
-43
-59
-4 -20
+3
-13
+10 -6
+16 0
+25 +9
0 -16
__-1
03-1
28-7
1-9
6-5
1-7
6+
14 -11
0 -39
__-6
0-9
9+
62 0+
50+
25-4
9-6
5__
-88
-113
-61
-86
-70
-109
-80
-119 -97
-136
0 -13
-60
-79
-47
-66
-35
-54
-5 -24
+4
-15
+13 -6
+19 0
+29
+10
0 -19
__-1
11-1
41-7
6-1
06-4
2-7
2-3
0-6
0+
18 -12
__-8
7-1
33__
-53
-99
+74 0
+60
+30
__-5
3-7
2-3
7-5
6__
-91
-121
-48
-78
-32
-62
-102
-148
__-5
9-1
05
__-4
7-6
9-1
31-1
66-6
6-1
01-4
1-7
6-1
44-1
98-1
04-1
58-7
9-1
33
0 -15
____ __
__-6
4-8
6-4
4-6
6-6 -2
8
-15
-26
-11
-24
-12
-28
-14
-33
-16
-38
-20
-31
-18
-31
-21
-37
-25
-36
-24
-37
-29
-45
__-3
0-4
1
-31
-44
-38
-54
-26
-45
-30
-52
+4
-18
+16 -6
+22 0
+34
+12
0 -22
__
__ ____
-111
-146
-39
-64
-80
-101
-56
-77
-40
-61
-33
-54
-65
-86
-46
-67
-53
-71
-38
-56
-43
-61
-70
-88
-57
-75
-33
-51
-33
-54
__ -45
-70
-55
-85
-64
-94
-91
-126-78
-113
-58
-93
-38
-73
+22 -13
__
0 -46 0 -54
+53
+20
+64
+25
+76
+30
+90
+36
+41
+20
+50
+25
+60
+30
+71
+36
+28 +7
+34 +9
+40
+10
+47
+12
+21 0 +25 0 +30 0 +35 0
-5 -23
0 -18
-7 -28
0 -21 0 -25 0 -30 0 -35
+7
-18
+9
-21
+10 -25
-16
-34
-11
-29
-20
-41
-14
-35
-17
-42
-21
-39
-27
-48
-25
-50
-34
-59
-21
-51
-24
-59
-8 -33 -9 -39
-10
-45
__-1
24-1
78
-122
-168
-146
-192
-210
-264
-178
-232
+23
2+
170
+24
2+
180
+18
2+
120
+19
2+
130
+26
4+
190
+27
4+
200
+32
7+
240
+30
7+
220
+21
4+
140
+22
4+
150
+26
7+
180
+25
7+
170
-112
-151
-136
-175
-148
-187
-180
-219
-172
-218
-210
-256
-310
-364
-285
-312
-226
-272
-274
-320
-200
-239
-242
-281
-300
-346 __
__-335
-389
__-7
1-1
25+
87 0
+39 0
-43
-82
__
+46 0 +54 0
+71
+36
+64
+25
+89
+50
+76
+30
+10
6+
60
+90
+36
+12
6+
72
+14
2+
80
+17
4+
100
+20
7+
120
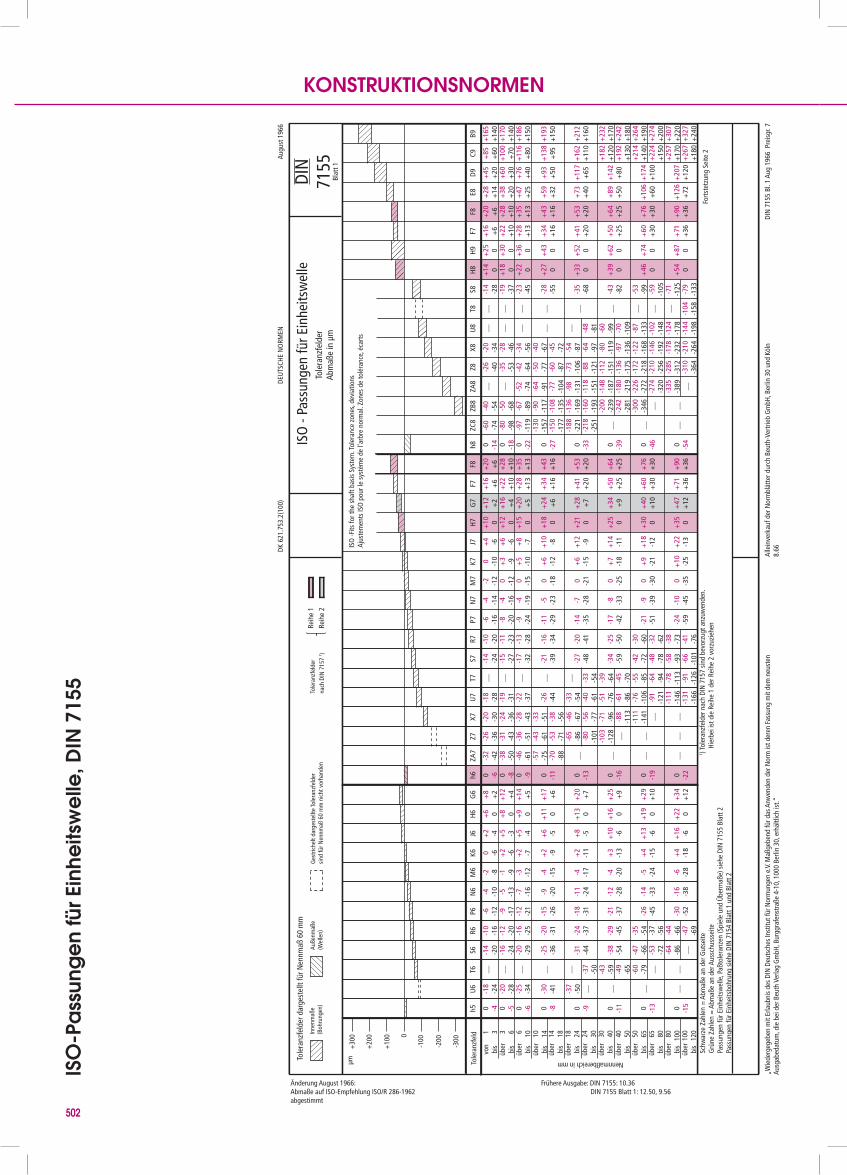
DIN
7155
ISO
-Fits
for t
he s
haft
basi
s Sy
stem
. Tol
eran
ce z
ones
, dev
iatio
nsAj
uste
men
ts IS
O p
our l
e sy
stèm
e de
l‘ar
bre
norm
al. Z
ones
de
tolé
ranc
e, é
cart
s
DK 6
21.7
53.2
(100
)
Tole
ranz
feld
er d
arge
stel
lt fü
r Nen
nmaß
60
mm
Inne
nmaß
e(B
ohru
ngen
)Au
ßenm
aße
(Wel
len)
Ges
tric
helt
darg
este
llte
Tole
ranz
feld
ersi
nd fü
r Nen
nmaß
60
mm
nic
ht v
orha
nden
Reih
e 1
Reih
e 2
Tole
ranz
feld
erna
ch D
IN 7
157
1 )
von
bis
Tole
ranz
feld
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
1 ) To
lera
nzfe
lder
nac
h DI
N 7
157
sind
bevo
rzug
t anz
uwen
den.
H
ierb
ei is
t die
Rei
he 1
der
Rei
he 2
vor
zuzi
ehen
Schw
arze
Zah
len
= A
bmaß
e an
der
Gut
seite
Grü
ne Z
ahle
n =
Abm
aße
an d
er A
ussc
huss
seite
Pass
unge
n fü
r Ein
heits
wel
le, P
aßto
lera
nzen
(Spi
ele
und
Übe
rmaß
e) s
iehe
DIN
715
5 Bl
att 2
Pass
unge
n fü
r Ein
heits
bohr
ung
sieh
e DI
N 7
154
Blat
t 1 u
nd B
latt
2
„Wie
derg
egeb
en m
it Er
laub
nis
des
DIN
Deu
tsch
es In
stitu
t für
Nor
mun
gen
e.V.
Maß
gebe
nd fü
r das
Anw
ende
n de
r Nor
m is
t der
en F
assu
ng m
it de
m n
eust
enAu
sgab
edat
um, d
ie b
ei d
er B
euth
Ver
lag
Gm
bH, B
urgg
rafe
nstra
ße 4
-10,
100
0 Be
rlin
30, e
rhäl
tlich
ist.“
Tole
ranz
feld
erAb
maß
e in
µm
Nennmaßbereich in mm
ISO
- Pa
ssun
gen
für E
inhe
itsw
elle
Blat
t 1
Augu
st 1
966
DEU
TSCH
E N
ORM
EN
Änderung August 1966:Abmaße auf ISO-Empfehlung ISO/R 286-1962abgestimmt
Frühere Ausgabe: DIN 7155: 10.36 DIN 7155 Blatt 1: 12.50, 9.56
Alle
inve
rkau
f der
Nor
mbl
ätte
r dur
ch B
euth
-Ver
trie
b G
mbH
, Ber
lin 3
0 un
d Kö
ln8.
66DI
N 7
155
Bl. 1
Aug
196
6 P
reis
gr. 7
Fort
stet
zung
Sei
te 2
KOnStRUKtiOnSnORmeniS
O-P
ass
ung
en fü
r ein
heits
wel
le, d
in 7
155
503
+80
0
+60
0
+40
0
+20
0 0
-200
-400
-600
1 3 3 6 6 10 10 14 14 18 18 24 24 30 30 40 40 50 50 65 65 80 80 100
100
120
µm
h9ZC
9ZB
9ZA
9Z9
X9U
9T9
H8H9
H11
F8E9
D10
C10
C11
B10
h10
ZC10
ZB10
ZA10
Z10
X10
U10
h11
ZC11
ZB11
ZA11
Z11
X11
H9H1
1D9
D10
D11
C11
B11
B12
A11
h12
H12
D12
B12
A12
h13
H13
D13
B13
A13
0 -25
-60
-85
-40
-65
__-2
6-5
1-2
0-4
5__
__+
14 0+
25 0+
60 0+
20 +6
+39
+14
+60
+20
+10
0+
60+
120
+60
+18
0+
140
0 -40
-60
-100
____
-26
-66
____
0 -60
-60
-120
____
____
+25 0
+60 0
+45
+20
+60
+20
+80
+20
+12
0+
60+
200
+14
0+
240
+14
0+
330
+27
00
-100
+10
00
+12
0+
20+
240
+14
0+
370
+27
00
-140
+14
00
+16
0+
20+
280
+14
0+
410
+27
0
0 -36
-97
-133
-67
-103
__-4
2-7
8-3
4-7
0__
__+
22 0+
36 0+
90 0+
35+
13+
61+
25+
98+
40+
138
+80
+17
0+
80+
208
+15
00 -58
-97
-155
-67
-125
__-4
2-1
00__
__0 -90
-97
-187
-67
-157
____
__+
36 0+
90 0+
76+
40+
98+
40+
130
+40
+17
0+
80+
240
+15
0+
300
+15
0+
370
+28
00
-150
+15
00
+19
040
+30
0+
150
+43
0+
280
0-2
20+
220
0+
260
+40
+37
0+
150
+50
0+
280
0 -30
-80
-110
-50
-80
__-3
5-6
5-2
8-5
8__
__+
18 0+
30 0+
75 0+
28+
10+
50+
20+
78+
30+
118
+70
+14
5+
70+
188
+14
00 -48
-80
-128
____
-35
-83
____
0 -75
-80
-155
____
____
+30 0
+75 0
+60
+30
+78
+30
+10
5+
30+
145
+70
+21
5+
140
+26
0+
140
+34
5+
270
0-1
20+
120
0+
150
+30
+26
0+
140
+39
0+
270
0-1
80+
180
0+
210
+30
+32
0+
140
+45
0+
270
0 -43
-130
-173
-90
-133
__-5
0-9
3-4
0-8
3__
__+
27 0+
43 0+
110
0+
43+
16+
75+
32+
120
+50
+16
5+
95+
205
+95
+22
0+
150
0 -70
-130
-200
-90
-160
__-5
0-1
20__
__0
-110
-130
-240
-90
-200
____
__+
43 0+
110
0+
93+
50+
120
+50
+16
0+
50+
205
+95
+26
0+
150
+33
0+
150
+40
0+
290
0-1
80+
180
0+
230
+50
+33
0+
150
+47
0+
290
0-2
70+
270
0+
320
+50
+42
0+
150
+56
0+
290
-150
-193
-108
-151
__-6
0-1
03-4
5-8
8-1
50-2
20-1
08-1
78__
-60
-130
-45
-115
-150
-260
-108
-218
0 -52
-188
-240
-136
-188
-98
-150
-73
-125
-54
-106
____
+33 0
+52 0
+13
00
+53
+20
+92
+40
+14
9+
65+
194
+11
0+
240
+11
0+
244
+16
00 -84
-188
-272
-136
-220
__-7
3-1
57-5
4-1
38__
0-1
30
-188
-318
-136
-266
____
__+
52 0+
130
0+
117
+65
+14
9+
65+
195
+65
+24
0+
110
+29
0+
160
+37
0+
160
+43
0+
300
0-2
10+
210
0+
275
+65
+37
0+
160
+51
0+
300
0-3
30+
330
0+
395
65+
490
+16
0+
630
+30
0-2
18-2
70-1
60-2
12-1
18-1
70-8
8-1
40-6
4-1
16-4
8-1
00-2
18-3
02-1
60-2
44__
-88
-172
-64
-148
-218
-348
-160
-290
__-8
8-2
18
0 -62
-274
-336
-200
-262
-148
-210
-112
-174
-80
-142
-60
-122
__+
39 0+
62 0+
160
0+
64+
25+
112
+50
+18
0+
80
+22
0+
120
+28
0+
120
+27
0+
170
0-1
00
-274
-374
-200
-300
__-1
12-2
12-8
0-1
80__
0-1
60
-274
-434
-200
-360
__-1
12-2
72__
+62 0
+16
00
+14
2+
80+
180
+80
+24
0+
80
+28
0+
120
+33
0+
170
+42
0+
170
+47
0+
310
0-2
50+
250
0+
330
+80
+42
0+
170
+56
0+
310
0-3
90+
390
0+
470
+80
+56
0+
170
+70
0+
310
-325
-387
-242
-304
-180
-242
-136
-198
-97
-159
-70
-132
+23
0+
130
+29
0+
130
+28
0+
180
-325
-425
-242
-342
-180
-280
-136
-236
-97
-197
-70
-170
-325
-485
-242
-402
__-1
36-2
96+
290
+13
0+
340
+18
0+
430
+18
0+
480
+32
0+
430
+18
0+
570
+32
0+
570
+18
0+
710
+32
0
0 -74
-405
-479
-300
-374
-226
-300
-172
-246
-122
-196
-87
-161
__+
46 0+
74 0+
190
0+
76+
30+
134
+60
+22
0+
100
+26
0+
140
+33
0+
140
+31
0+
190
0-1
20
-405
-525
-300
-420
-226
-346
-172
-292
-122
-242
-87
-207
0-1
90
-405
-595
-300
-490
__-1
72-3
62-1
22-3
12+
74 0+
190
0+
174
+10
0+
220
+10
0+
290
+10
0
+33
0+
140
+38
0+
190
+49
0+
190
+53
0+
340
0-3
00+
300
0+
400
+10
0
+49
0+
190
+64
0+
340
0-4
60+
460
0+
560
+10
0
+65
0+
190
+80
0+
340
__-3
60-4
34-2
74-3
48-2
10-2
84-1
46-2
20-1
02-1
79+
270
+15
0+
340
+15
0+
320
+20
0-4
80-6
00-3
60-4
80-2
74-3
94-2
10-3
30-1
46-2
66-1
02-2
22-4
80-6
70-3
60-5
50__
-210
-400
-146
-336
+34
0+
150
+39
0+
200
+50
0+
200
+55
0+
360
+50
0+
200
+66
0+
360
+66
0+
200
+82
0+
360
__-4
00-4
87-3
10-3
97-2
10-2
97-1
44-2
31+
320
+18
0+
400
+18
0+
380
+24
0-6
90-8
30-5
25-6
65-4
00-5
40-3
10-4
50-2
10-3
50-1
44-2
84-6
90-9
10-5
25-7
45-4
00-6
20-3
10-5
30-2
10-4
30+
400
+18
0+
460
+24
0+
590
+24
0+
630
+41
0+
590
+24
0+
760
+41
0+
780
+24
0+
950
+41
0
0 -87
__-4
45-5
32-3
35-4
22-2
58-3
45-1
78-2
65-1
24-2
11__
+54 0
+87 0
+22
00
+90
+36
+15
9+
72+
260
+12
0
+31
0+
170
+39
0+
170
+36
0+
220
0-1
40
-585
-725
-445
-585
-335
-475
-258
-398
-178
-318
-124
-264
0-2
20
-585
-805
-445
-665
__-2
58-4
78-1
78-3
98+
87 0+
220
0+
207
+12
0+
260
+12
0+
340
+12
0
+39
0+
170
+44
0+
220
+57
0+
220
+60
0+
380
0-3
50+
350
0+
470
+12
0
+57
0+
220
+73
0+
380
0-5
40+
540
0+
660
+12
0
+76
0+
220
+92
0+
380
Tole
ranz
feld
er d
arge
stel
lt fü
r Nen
nmaß
60
mm
Inne
nmaß
e(B
ohru
ngen
)Au
ßenm
aße
(Wel
len)
Ges
tric
helt
darg
este
llte
Tole
ranz
feld
ersi
nd fü
r Nen
nmaß
60
mm
nic
ht v
orha
nden
Reih
e 1
Reih
e 2
Tole
ranz
feld
erna
ch D
IN 7
157
1 )
Seite
2 D
IN 7
155
Blat
t 1
von
bis
Tole
ranz
feld
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
über
bis
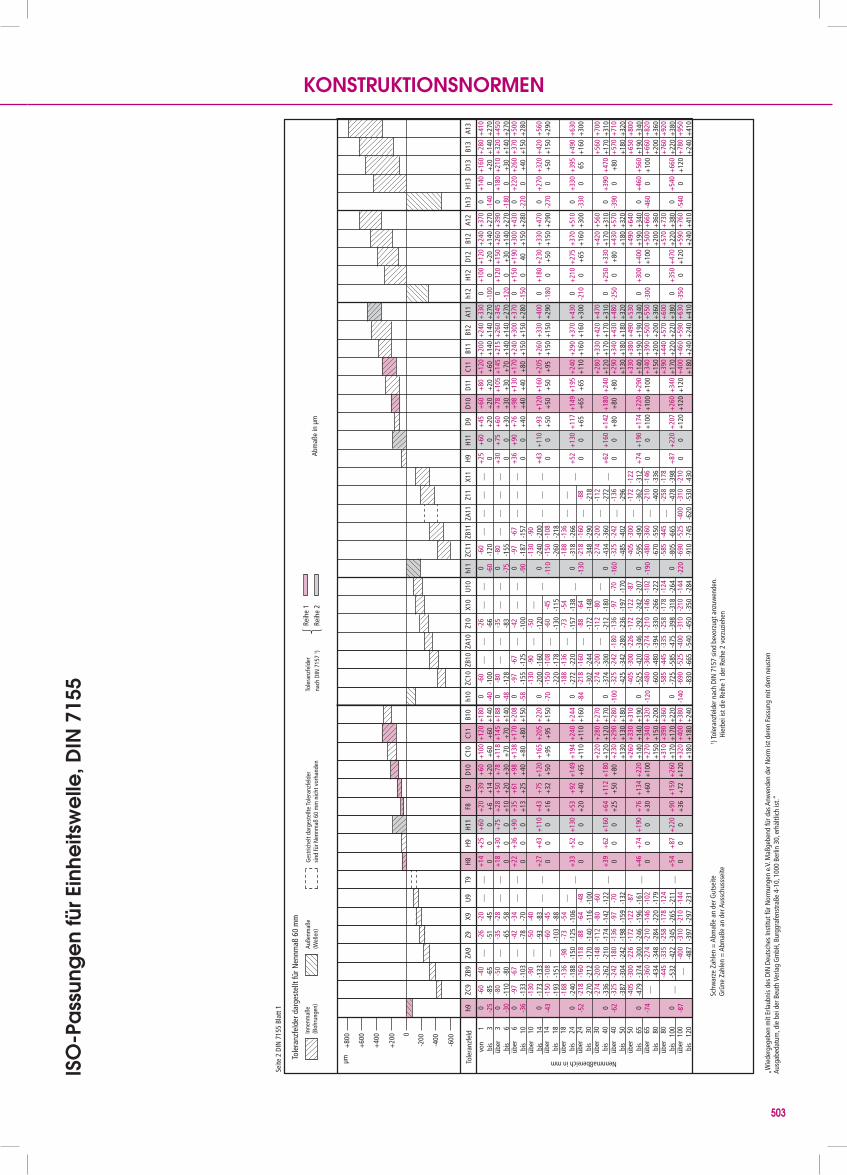
1 ) To
lera
nzfe
lder
nac
h DI
N 7
157
sind
bevo
rzug
t anz
uwen
den.
H
ierb
ei is
t die
Rei
he 1
der
Rei
he 2
vor
zuzi
ehen
Schw
arze
Zah
len
= A
bmaß
e an
der
Gut
seite
Grü
ne Z
ahle
n =
Abm
aße
an d
er A
ussc
huss
seite
„Wie
derg
egeb
en m
it Er
laub
nis
des
DIN
Deu
tsch
es In
stitu
t für
Nor
mun
gen
e.V.
Maß
gebe
nd fü
r das
Anw
ende
n de
r Nor
m is
t der
en F
assu
ng m
it de
m n
eust
enAu
sgab
edat
um, d
ie b
ei d
er B
euth
Ver
lag
Gm
bH, B
urgg
rafe
nstra
ße 4
-10,
100
0 Be
rlin
30, e
rhäl
tlich
ist.“
Abm
aße
in µ
m
Nennmaßbereich in mm
KOnStRUKtiOnSnORmeniS
O-P
ass
ung
en fü
r ein
heits
wel
le, d
in 7
155

504
DIN ISO 2768 T1
f ± 0,05 ± 0,05 ± 0,1 ± 0,15 ± 0,2 ± 0,3 ± 0,5 –
m ± 0,10 ± 0,10 ± 0,2 ± 0,30 ± 0,5 ± 0,8 ± 1,2 ± 2
c ± 0,20 ± 0,30 ± 0,5 ± 0,80 ± 1,2 ± 2,0 ± 3,0 ± 4
v – ± 0,50 ± 1,0 ± 1,50 ± 2,5 ± 4,0 ± 6,0 ± 8
DIN ISO 2768 T2
10 30 100 300 1000 100 300 1000 100 300 1000 10 100 100 30 100 300 1000 3000 300 1000 3000 300 1000 3000
H 0,02 0,05 0,1 0,2 0,3 0,4 0,2 0,3 0,4 0,5 0,5 0,1
K 0,05 0,10 0,2 0,4 0,6 0,8 0,4 0,6 0,8 1,0 0,6 0,8 1 0,2
L 0,10 0,20 0,4 0,8 1,2 1,6 0,6 1,0 1,5 2,0 0,6 1,0 1,5 2 0,5
f ± 0,2 ± 0,5 ± 1 ± 1° ± 0°30‘ ± 0°20‘ ± 0°10‘ ± 0° 5‘
m
c ± 0,4 ± 1,0 ± 2
± 1°30‘ ± 1°30‘ ± 0°30‘ ± 0°15‘ ± 0°10‘
v ± 3°30‘ ± 2°30‘ ± 1°30‘ ± 0°30’ ± 0°20‘
fein
mittel
grob
sehr grob
Allgemeintoleranzen für Längen- und Winkelmaße
ToleranzklasseLängenmaße
Kurz- Benen-zeichen nung
Grenzabmaße in mm für Nennmaßbereiche0,5 über 3 über 6 über 30 über 120 über 400 über 1000 über 2000
bis 3 bis 6 bis 30 bis 120 bis 400 bis 1000 bis 2000 bis 4000
fein
mittel
grob
sehr grob
Rundungshalbmesser und Fasen Winkelmaße
Toleranzklasse Grenzabmaße in mm für Grenzabmaße in Grad und Minuten fürNennmaßbereiche Nennmaßbereiche (kürzerer Schenkel)
Kurz- Benen- 0,5 über 3 über 6 bis 10 über 10 über 50 über 120 über 400zeichen nung bis 3 bis 6 bis 50 bis 120 bis 400
Allgemeintoleranzen für Form und Lage
Toleranzen in mm fürToleranz- Geradheit und Ebenheit Rechtwinkligkeit Symmetrie Lauf
klasseNennmaßbereiche in mm Nennmaßbereiche in mm Nennmaßbereiche in mm
über über über über über über über über über über überbis bis bis
bis bis bis bis bis bis bis bis bis bis bis
KOnStRUKtiOnSnORmen
- Alle NovoNox-Teile sind dem allgemeinen Verwendungszweck bezüglich Werkstoffe und Ausführung angepasst und so bearbeitet, dass diese allen normal auftretenden Toleranzanforderungen entsprechen.
- Alle Maße sind in Millimeter angegeben.
- Alle Gewichte sind Circa-Angaben.
- Für die nach DIN bezeichneten Teile gilt jeweils die neueste Normblatt-Ausgabe.
- Abweichungen für Maße ohne Toleranzangabe nach „DIN ISO 2768-mk“.
Freimaßtoleranzen din iSO 2768 t1 und t2
Freimaßtoleranzen din iSO 2768 t1 und t2

505
6,3
25 12,5
3,2
0,8
6,3
1,6
a tOber�ächenangaben, R für die zulässige Rautiefe ROber�ächenzeichen Zuordnung nach DIN 3141 Bedeutung
nach DIN 3141 nach ISO 1302Reihe 1 Reihe 2
(Ober�äche ohne Zeichen) Ober�ächen, an die keine bestimmtenAnforderungen gestellt werden
Ober�ächen, an die nur die Forderungen größerer Gleichmäßigkeit
und besseren Aussehens gestelltwerden
glatt
Einzelne rohe Ober�ächen,an denen eine spanende Nacharbeit zulässig ist
roh
Saubere rohe Ober�ächenmit höheren Anforderungen
Ober�äche mit einer Rauheit,die den höchstzulässigen Mitten-rauwert nicht überschreiten darf
KOnStRUKtiOnSnORmen
- Alle NovoNox-Teile sind dem allgemeinen Verwendungszweck bezüglich Werkstoffe und Ausführung angepasst und so bearbeitet, dass diese allen normal auftretenden Toleranzanforderungen entsprechen.
- Alle Maße sind in Millimeter angegeben.
- Alle Gewichte sind Circa-Angaben.
- Für die nach DIN bezeichneten Teile gilt jeweils die neueste Normblatt-Ausgabe.
- Abweichungen für Maße ohne Toleranzangabe nach „DIN ISO 2768-mk“.
Oberflächenbeschaffenheit din iSO 1302
Oberflächenbeschaffenheit DIN ISO 1302
506
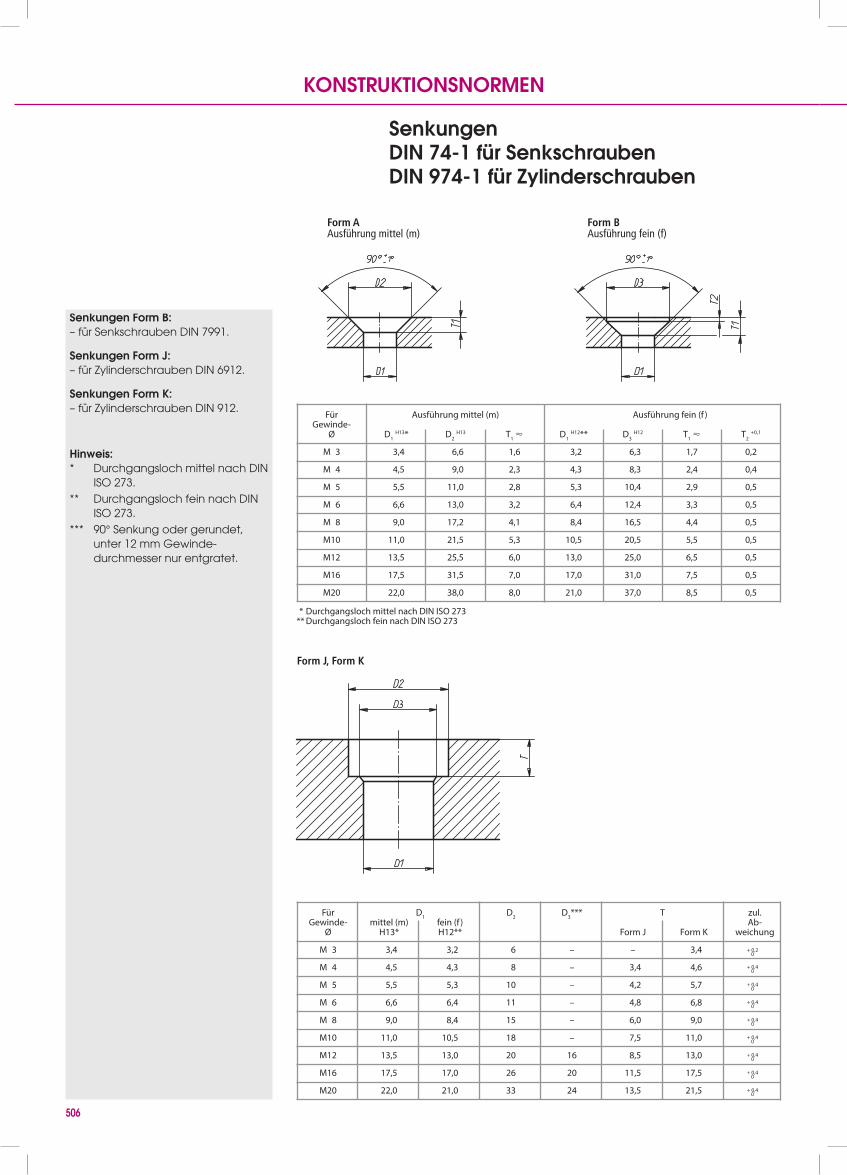
D1 H13* D2 H13 T1 < D1 H12** D3 H12 T1 < T2 +0,1
M 3 3,4 6,6 1,6 3,2 6,3 1,7 0,2
M 4 4,5 9,0 2,3 4,3 8,3 2,4 0,4
M 5 5,5 11,0 2,8 5,3 10,4 2,9 0,5
M 6 6,6 13,0 3,2 6,4 12,4 3,3 0,5
M 8 9,0 17,2 4,1 8,4 16,5 4,4 0,5
M10 11,0 21,5 5,3 10,5 20,5 5,5 0,5
M12 13,5 25,5 6,0 13,0 25,0 6,5 0,5
M16 17,5 31,5 7,0 17,0 31,0 7,5 0,5
M20 22,0 38,0 8,0 21,0 37,0 8,5 0,5
* **
D1 D2 D3
M 3 3,4 3,2 6 – – 3,4
M 4 4,5 4,3 8 – 3,4 4,6
M 5 5,5 5,3 10 – 4,2 5,7
M 6 6,6 6,4 11 – 4,8 6,8
M 8 9,0 8,4 15 – 6,0 9,0
M10 11,0 10,5 18 – 7,5 11,0
M12 13,5 13,0 20 16 8,5 13,0
M16 17,5 17,0 26 20 11,5 17,5
M20 22,0 21,0 33 24 13,5 21,5
+ 0,20
+ 0,40
+ 0,40
+ 0,40
+ 0,40
+ 0,40
+ 0,40
+ 0,40
+ 0,40
***
Form AAusführung mittel (m)
Form BAusführung fein (f)
Form J, Form K
Für Ausführung mittel (m) Ausführung fein (f )Gewinde-
Ø
Durchgangsloch mittel nach DIN ISO 273Durchgangsloch fein nach DIN ISO 273
Für T zul. Gewinde- mittel (m) fein (f ) Ab-
Ø H13* H12** Form J Form K weichung
KOnStRUKtiOnSnORmen
Senkungen Form B:– für Senkschrauben DIN 7991.
Senkungen Form J:– für Zylinderschrauben DIN 6912.
Senkungen Form K:– für Zylinderschrauben DIN 912.
Hinweis:* Durchgangsloch mittel nach DIN
ISO 273.** Durchgangsloch fein nach DIN
ISO 273.*** 90° Senkung oder gerundet,
unter 12 mm Gewinde-durchmesser nur entgratet.
Senkungen din 74-1 für Senkschrauben din 974-1 für Zylinderschrauben

507
K Kegelkuppe L Linsenkuppe Ka Kernansatz
Za Zapfen Sp Spitze
AK Ansatzkuppe Druckzapfen nach DIN 6332
Länge Länge
Länge
Länge
Länge
Länge
Länge
gerun
det
gerun
det
gerund
et
gerund
et
gerun
det
gerundet
Gew
inde
-Ke
rndu
rchm
esse
r
D Dp h13 Dt h16* Z1 + IT14 Z2 + IT14 Z3 + IT14 Z4 < D2 h11 D3 –0,1 L2 L3 R
M 4 2,5 – 1,00 2,0 1,00 0,50 – – – – –
M 5 3,5 – 1,25 2,5 1,25 0,60 – – – – –
M 6 4,0 1,5 1,50 3,0 1,50 0,70 4,5 4,0 6,0 2,5 3
M 8 5,5 2,0 2,00 4,0 2,00 1,00 6,0 5,4 7,5 3,0 5
M10 7,0 2,5 2,50 5,0 2,50 1,00 8,0 7,2 9,0 4,5 6
M12 8,5 3,0 3,00 6,0 3,00 1,25 8,0 7,2 10,0 4,5 6
M14 10,0 4,0 3,50 7,0 3,50 1,50 – – – – –
M16 12,0 4,0 4,00 8,0 4,00 1,75 12,0 11,0 12,0 5,0 9
M18 13,0 5,0 4,50 9,0 4,50 2,00 – – – – –
M20 15,0 5,0 5,00 10,0 5,00 2,00 15,5 14,4 14,0 5,5 13
M22 17,0 6,0 5,50 11,0 5,50 2,50 – – – – –
M24 18,0 6,0 6,00 12,0 6,00 2,50 – – – – –
M27 21,0 8,0 6,70 13,5 6,70 3,00 – – – – –
GewindeØ
Gewindeenden nach DIN 78 Gewindeende mit Druckzapfennach DIN 6332
KOnStRUKtiOnSnORmen
Gewindeenden din 78 druckzapfen din 6332
normalausführung:
Kegelkuppe nach din 78U = max. 2P unvollständiges Gewinde
* Spitze bis 5 mm Gewindedurchmesser leicht abgeflacht oder leicht gerundet

508
für Toleranzfeld H8 oder für Toleranzen H12
A* B C H N R1 R2 T zul. Abw. zul. Abw. max. min. max. max. max.
6 11,0 5 13 11
8 14,5 7 18 15 1,0 1,0
10 16,0 7 21 17 0,6
12 19,0 8 25 20 0,5
14 23,0 9 28 23 1,6
18 30,0 12 36 30 1,6
22 37,0 16 45 38 1,0
28 46,0 20 56 48 2,5
36 56,0 25 71 61 2,5
42 68,0 32 85 74 1,6 4,0 1,0
+ 1,5 0
+ 2 0
+ 3 0
+ 4 0
+ 1 0
+ 2 0
+ 3 0
KOnStRUKtiOnSnORmen
* Toleranzfeld H8 für Richt- und Spann-Nuten, H12 für Spann-Nuten.
t-nuten din 650

509
Für Wellen-Ø
Wellennut B* Nabennut B* H T1 T2 fester Sitz leichter Sitz fester Sitz leichter Sitz bei
Rückenspiel bei
Übermaß D1 P9 N9 P9 IS9 mit
Rückenspiel
über 8 bis 10 3 3 3 3 3 1,8 +0,1 1,4 +0,1 0,9 +0,1
über 10 bis 12 4 4 4 4 4 2,5 +0,1 1,8 +0,1 1,2 +0,1
über 12 bis 17 5 5 5 5 5 3,0 +0,1 2,3 +0,1 1,7 +0,1
über 17 bis 22 6 6 6 6 6 3,5 +0,1 2,8 +0,1 2,2 +0,1
über 22 bis 30 8 8 8 8 7 4,0 +0,2 3,3 +0,2 2,4 +0,2
über 30 bis 38 10 10 10 10 8 5,0 +0,2 3,3 +0,2 2,4 +0,2
über 38 bis 44 12 12 12 12 8 5,0 +0,2 3,3 +0,2 2,4 +0,2
über 44 bis 50 14 14 14 14 9 5,5 +0,2 3,8 +0,2 2,9 +0,2
über 50 bis 58 16 16 16 16 10 6,0 +0,2 4,3 +0,2 3,4 +0,2
Für Wellen-Ø
Wellennut B* Nabennut B* H T1 T2 fester Sitz leichter Sitz fester Sitz leichter Sitz D1 P9 N9 P9 IS9
über 10 bis 12 4 4 4 4 4 3,0 +0,1 1,1 +0,1
über 12 bis 17 5 5 5 5 5 3,8 +0,1 1,3 +0,1
über 17 bis 22 6 6 6 6 6 4,4 +0,1 1,7 +0,1
über 22 bis 30 8 8 8 8 7 5,4 +0,2 1,7 +0,2
über 30 bis 38 10 10 10 10 8 6,0 +0,2 2,1 +0,2
über 38 bis 44 12 12 12 12 8 6,0 +0,2 2,1 +0,2
über 44 bis 50 14 14 14 14 9 6,0 +0,2 2,6 +0,2
über 50 bis 58 16 16 16 16 10 7,5 +0,2 2,6 +0,2
KOnStRUKtiOnSnORmen
Hohe Form (Blatt 1)
Hohe Form für Werkzeugmaschinen (Blatt 2)
* Die angegebenen Toleranzfelder für die Nutbreiten gelten als Regelfall für gefräste Nuten. Für Breiten von geräumten Nuten wird die ISO-Qualität IT8 (also P8 statt P9, N8 statt N9 und IS8 statt IS9) empfohlen. Für Gleitsitze wird das Toleranzfeld H9 für Wellennut und D10 für Nabennut empfohlen.
nuten, Passfedern din 6885

510
STAHL
WeRKStOFFe
Überblick
Wodurch ist edelstahl so wider-standsfähig?Allen Edelstählen ist gemeinsam, dass der Stahllegierung ein mindestens 12%iger Chrom-Anteil beigefügt wird. Durch den Kontakt mit dem Sauerstoff aus den umgebenden Medien (Luft, Wasser, andere Stoffe) bildet sich auf der Stahloberfläche eine dünne, nur wenige Atomlagen dicke, transparente Schicht aus Chromoxid (Passivierung). Diese Schicht schützt den darunter liegenden Stahl vor weiteren chemischen Einflüssen.Bei einer Beschädigung der Oberfläche bildet sich diese Passivschicht unter dem Einfluss von Sauerstoff selbständig neu; daher kann man auch von einer „Selbstheilung“ oder einem „Selbstreparaturmechanismus“ sprechen.
Das Verständnis dieses Prozesses ist deshalb wichtig beim Einsatz von Edelstahl in sauerstoffarmen und sauerstofflosen Umgebungen; hier kann die nachträgliche Passivierung der Oberfläche nicht erfolgen und der Werkstoff ist den aggressiven Einflüssen ausgesetzt.
der Werkstoff „edelstahl“ im ÜberblickWas allgemein als Edelstahl, rostfreier Stahl oder als „nichtrostender und säurebe-ständiger Stahl“ bezeichnet wird, kann inzwischen auf eine fast 100-jährige Geschichte zurückblicken.
Seit 1950 hat sich daraus eine Werkstoffgruppe von über 120 Edelstahl-Sorten entwickelt, die weltweit in allen Bereichen eingesetzt werden.
Verwendung- Architektur und Bauwesen- Automobiltechnik und
Transportwesen- Chemischer Anlagenbau- Offshore-Technik und
Schiffsbau- Umwelttechnik und Wasser-
wirtschaft- Haushaltswaren und
Konsumgüter- Lebensmittelverarbeitung- Medizin und
Pharmatechnik
Immer mehr Verarbeiter und Anwender lernen die Vorteile der Edelstahl-Werkstoffe kennen und schätzen.
Vorteile- korrosionsbeständig- hochfest, verschleißfest- schweißbar- temperaturbeständig- hygienisch- leitfähig- wartungsarm- langlebig- wirtschaftlich
Die Zugabe von weiteren Legierungselementen verbessert die mechanischen und chemischen Eigenschaften von Edelstahl zusätzlich: Nickel erhöht die Säurebeständigkeit und ist in allen gängigen Edelstählen enthalten; Schwefel verbessert die Spanbarkeit (A 1); Titan, Niob oder Tantal stabilisieren das Werkstoffgefüge bei höheren Temperaturen; Mangan, Molybdän und Kupfer sind weitere gängige Legierungselemente, die die Beständigkeit gegenüber reduzierenden Säuren und Lochfraß erhöhen. (Details zu den chemischen Zusammensetzungen finden Sie in einer Übersicht weiter hinten im technischen Anhang.)Nach der richtigen Wahl der Edelstahlsorte, die für den individuellen Anwendungsfall benötigt wird, kann von einer hohen Lebensdauer der eingesetzten Verbindungs- und Maschinenelemente ausgegangen werden.
EDEL-

511
A1 A2 A3 A4 A5 C1 C4 C3 F1
50 70 80 50 70 110 50 70 80 45 60
025 035 040 025 035 055 025 035 040 020 030
Stahlgruppe Austenitisch Martensitisch Ferritisch
Stahlsorte
Niedrige Muttern
weich hochfest weich vergütet weich vergütet weich
FestigkeitsklassenSchrauben undMuttern Typ1
kaltver-festigt
kaltver-festigt
WeRKStOFFe
Bezeichnungen
A 3 Gleiche Eigenschaften wie A 2-Stähle, jedoch stabilisiert mit Titan, Niob oder Tantal. Hierdurch verbesserte Korrosionsbeständigkeit bei hohen Temperaturen.
A 4 Gleiche Eigenschaften wie A 2-Stähle, jedoch legiert mit 2-3% Molybdän. Hierdurch erheblich korrosionsbeständiger und säurebeständig. Geeignet für Temperaturen bis -60°C.
A 5 Gleiche Eigenschaften wie A 4-Stähle, jedoch stabilisiert mit Titan, Niob oder Tantal. Hierdurch auch bei hohen Temperaturen beständig.
Das Bezeichnungssystem für nichtrostende Stahlsorten und die Festigkeitsklassen von Schrauben und Muttern ist in der folgenden Übersicht dargestellt. Die Bezeichnung des Werkstoffs besteht aus zwei Blöcken, die durch einen Bindestrich getrennt sind.
Der erste Block bezeichnet die Stahlsorte, hierbei steht:
A für austenitischen Chrom-Nickel-Stahl mit einem Legierungsbestandteil von 15-20% Chrom und 5-15% Nickel. Er ist nicht durch Wärmebehandlung härtbar und in der Regel nicht magnetisierbar.
C für martensitischen Stahl, der durch Härten verfestigt werden kann und magnetisierbar ist. Er ist weniger korrosionsbeständig als austenitische Stähle.
F für ferritischen Stahl, der im Normalfall nicht gehärtet werden kann. Er ist magnetisierbar wird auch in Umgebungen mit höherem Chloridgehalt eingesetzt.
Ergänzt wird der Buchstabe um eine Ziffer, die den Bereich der chemischen Zusammensetzung innerhalb dieser Stahlgruppe angibt.
A 1 Die Stahlsorte A 1 ist speziell für die spanende Bearbeitung bestimmt (Drehteile). Durch den hohen Schwefelgehalt haben Stähle dieser Sorte eine geringere Korrosionsbeständigkeit als die übrigen Stahlsorten.
A 2 Die Stähle der Sorte A 2 sind die am häufigsten eingesetzten, sie sind jedoch nicht geeignet für die Verwendung in nicht-oxidierender Säure und chloridhaltigen Medien (z.B. Schwimmbäder, Meerwasser). Geeignet für Temperaturen bis -200°C.
Der zweite Block kennzeichnet die Festigkeitsklasse wobei die beiden Ziffern 1/10 der Mindestzugfestigkeit der Verbindungselemente angeben (in N/mm2).
A 2-70 = Austenitischer Stahl, kaltverfestigt, Zugfestigkeit mindestens 700 N/mm2
Abweichend von der oben genannten Regelung wird die Festigkeitsklasse bei niedrigen Muttern (Höhe = 0,5 - 0,8d, z.B. DIN 439, ISO 4035) mit drei Ziffern angegeben, wobei die vorangestellte 0 auf die geringere Belastbarkeit hinweist.
A 2-035 = Austenitischer Stahl, kaltverfestigt, Prüfspannung bis mindestens 350 N/mm2
Nichtrostende Stähle mit einem besonders niedrigen Kohlenstoffgehalt von höchstens 0,03% dürfen zusätzlich mit dem Buchstaben L gekennzeichnet werden (z.B. A 4L-80).
Zusammenfassung

512
XY Z A2-7 0
A2-7 0
A4
Sechskantschrauben
Zylinderschrauben mit Innensechskant undInnensechsrund
1) Herstellerzeichnung2) Stahlsorte3) Festigkeitsklasse
Kennzeichnung
WeRKStOFFe
Verbindungselemente dürfen nur dann nach dem vorbenannten Bezeichnungs-system gekennzeichnet werden und/oder beschrieben werden, wenn alle Anforderungen der DIN EN ISO 3506-1 erfüllt sind.
Schrauben:Alle Sechskantschrauben und Zylinderschrauben mit Innensechskant oder Innensechsrund und einem Gewindedurchmesser ≥ 5 mm sind wie neben dargestellt zu kennzeichnen. Diese Kennzeichnung ist verbindlich vorgeschrieben und muss die Stahlsorte und die Festigkeitsklasse und zusätzlich das Herstellerzeichen enthalten. Andere Schrauben können, wo dies möglich ist, in gleicher Weise gekennzeichnet werden (jedoch nur auf dem Schraubenkopf). Zusätzliche Kennzeichen dürfen angebracht werden, sofern dies nicht zu Verwechslungen führt.
Stiftschrauben:Stiftschrauben mit einem Gewindedurchmesser ≥ 5 mm sind ebenfalls wie neben dargestellt zu kennzeichnen. Die Kennzeichnung muss auf dem gewindefreien Teil der Stiftschraube erfolgen und Herkunftszeichen, Stahlsorte und Festigkeitsklasse enthalten. Falls eine Kennzeichnung auf dem gewindefreien Abschnitt nicht möglich ist, ist als Kennzeichnung die Angabe der Stahlsorte allein auf der Kuppe des mutternseitigen Endes zulässig.
513
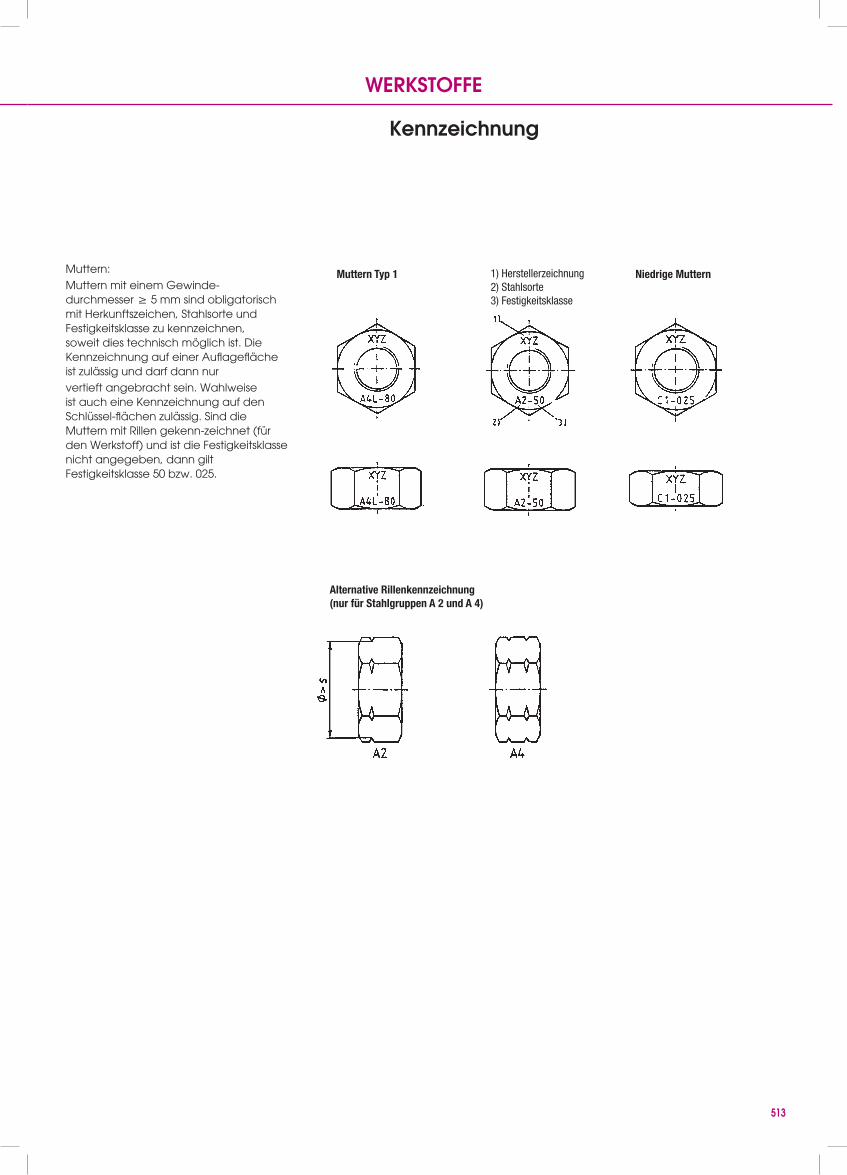
Muttern Typ 1 Niedrige Muttern1) Herstellerzeichnung2) Stahlsorte3) Festigkeitsklasse
Alternative Rillenkennzeichnung(nur für Stahlgruppen A 2 und A 4)
WeRKStOFFe
Kennzeichnung
Muttern:Muttern mit einem Gewinde-durchmesser ≥ 5 mm sind obligatorisch mit Herkunftszeichen, Stahlsorte und Festigkeitsklasse zu kennzeichnen, soweit dies technisch möglich ist. Die Kennzeichnung auf einer Auflagefläche ist zulässig und darf dann nur vertieft angebracht sein. Wahlweise ist auch eine Kennzeichnung auf den Schlüssel-flächen zulässig. Sind die Muttern mit Rillen gekenn-zeichnet (für den Werkstoff) und ist die Festigkeitsklasse nicht angegeben, dann gilt Festigkeitsklasse 50 bzw. 025.

514
A1, A2, A3, A4, A5
50 39 500 210
70 24
700 450
80 800 600
#
# 3)
A1, A2, A3, A4, A5
50 025 # 39 500 250
70 035 # 24 1)
700 350
80 040 800 400
PA 6 80-30 130-220 2700-1800 -40/+80-130
PA 66 85-50 40-170 3000-1900 -20/+80-140
POM 69 30 3000 -40/+100-130
PP 30-35 15 1000-1300 -10/+100-120
PA 12 55-48 150-350 1800-1300 -0/+100
PC 60 80-100 2100 -0/+130
PA 66 (gfv) 190-140 5 9500-8500 -40/+100-140
Kurzzeichen
Stahlgruppe Stahlsorte
Festigkeitsklasse
Austenitisch
Stahlgruppe Stahlsorte Festigkeitsklasse
Austenitisch
Tab. 1 Mechanische Eigenschaften von Schrauben - Austenitische Stahlsorten
Durchmesserbereich d in mm
ZugfestigkeitRm
1)
N/mm2 min.
0,2%-DehngrenzeRp0,2
1)
N/mm2 min.
BruchdehnungA 2)
mm min.
1) Die Zugspannung ist bezogen auf den Spannungsquerschnitt berechnet.2) Die Bruchdehnung ist an der jeweiligen Länge der Schraube und nicht an abgedrehten Proben zu bestimmen. d ist der Nenndurchmesser.3) Für Verbindungselemente mit Gewindenenndurchmesser d > 24 mm müssen die mechanischen Eigenschaften zwischen Anwender und Hersteller vereinbart werden. Sie müssen mit Stahlsorte und Festigkeitsklasse nach dieser Tabelle gekennzeichnet werden.
Tab. 2 Mechanische Eigenschaften von Muttern - Austenitische Stahlsorten
Durchmesserbereich d in mm
Prüfspannung SpN/mm2 min.
Mutter Typ 1m ≥ 0,8 d
Mutter Typ 1m ≥ 0,8 d
niedrige Mutter0,5 ≤ m <0,8 d
niedrige Mutter0,5 ≤ m <0,8 d
1) Für Verbindungselemente mit Gewindenenndurchmesser d > 24 mm müssen die mechanischen Eigenschaften zwischen Anwender und Hersteller vereinbart werden. Sie müssen mit Stahlsorte und Festigkeitsklasse nach dieser Tabelle gekennzeichnet werden.
Tab. 3 Mechanische Eigenschaften von Verbindungselementen aus Kunststo�en (Thermoplaste)
Rohsto�gruppe(Handelsname)
Dichteg/cm3
Streckspannungtrocken-luftfeucht
ca. N/mm2
Reißdehnungca. %
Elastizitäts-Modultrocken-luftfeucht
ca. N/mm2
Einsatztemperatur-/+ ca. °C
Lagerhaltige Verbindungselemente = PA 66 naturfarben/milchig weiß
Polyamid 6(Ultramid)
Polyamid 66(Ultramid A)
Polyacetal
Polypropylen(Hostalen)
Polyamid 12
Polycarbonat
Polyamid 66mit 35% Glasfaser
0,6 d
0,4 d
0,3 d
1,14
1,14
1,42
0,91
1,01
1,2
1,39
mechanische eigenschaften
WeRKStOFFe
Die mechanischen Eigenschaften von Schrauben und Muttern nach DIN EN ISO 3506 müssen den
angegebenen Werten der nachfolgenden Tabellen (Tab. 1 Schrauben und Tab. 2 Muttern) entsprechen.

515
C Si Mn P S Cr Mo Ni Cu
A1 1 16-19 5-10 2), 3) ,4)
A2 1 2 15-20 5) 8-19 4 5), 6), 7)
A3 1 2 17-19 5) 9-12 1 5)
A4 1 2 2-3 10-15 1 7)
A5 1 2 2-3 1
Nichtrostende Stähle - Chemische Zusammensetzung
Stahlgruppe StahlsorteChemische Zusammensetzung (Massenanteil in %) 1) Anmer-
kungen
Austenitisch
6,5 0,2 0,15-0,35 0,7 1,75-2,25
0,1 0,05 0,03
0,08 0,045 0,03
0,08 0,045 0,03 16-18,5
0,08 0,045 0,03 16-18,5 10,5-14
0,12
1) Maximalwerte, soweit nicht andere Angaben gemacht sind.
2) Schwefel darf durch Selen ersetzt werden.
3) Falls der Massenanteil an Nickel unter 8% liegt, muss der Massenanteil an Mangan mindestens 5% betragen.
4) Für den Massenanteil an Kupfer gibt es keine Mindestgrenze, sofern der Massenanteil an Nickel mehr als 8% beträgt.
5) Molybdän ist nach Wahl des Herstellers zulässig. Falls dennoch für bestimmte Anwendungen eine Einschränkung des Molybdängehalts notwendig ist, muss dies vom Kunden bei der Bestellung festgelegt werden.
6) Falls der Massenanteil an Chrom unter 17% liegt, sollte der Massenanteil an Nickel mindestens 12% betragen.
7) Bei austenitischen Stählen mit einem Massenanteil an Kohlensto� von max. 0,03% darf Sticksto� bis max. 0,22% enthalten sein.
WeRKStOFFe
Überblick
Die chemische Zusammen-setzung der nichtrostenden Stähle, die für Verbindungselemente nach DIN EN ISO 3506 geeignet sind, ist in der folgenden Tabelle angegeben. Sofern zwischen Kunde und Hersteller keine andere Vereinbarung getroffen wird, bleibt die Wahl der chemischen Zusammensetzung innerhalb der vereinbarten Stahlsorte dem Hersteller überlassen.
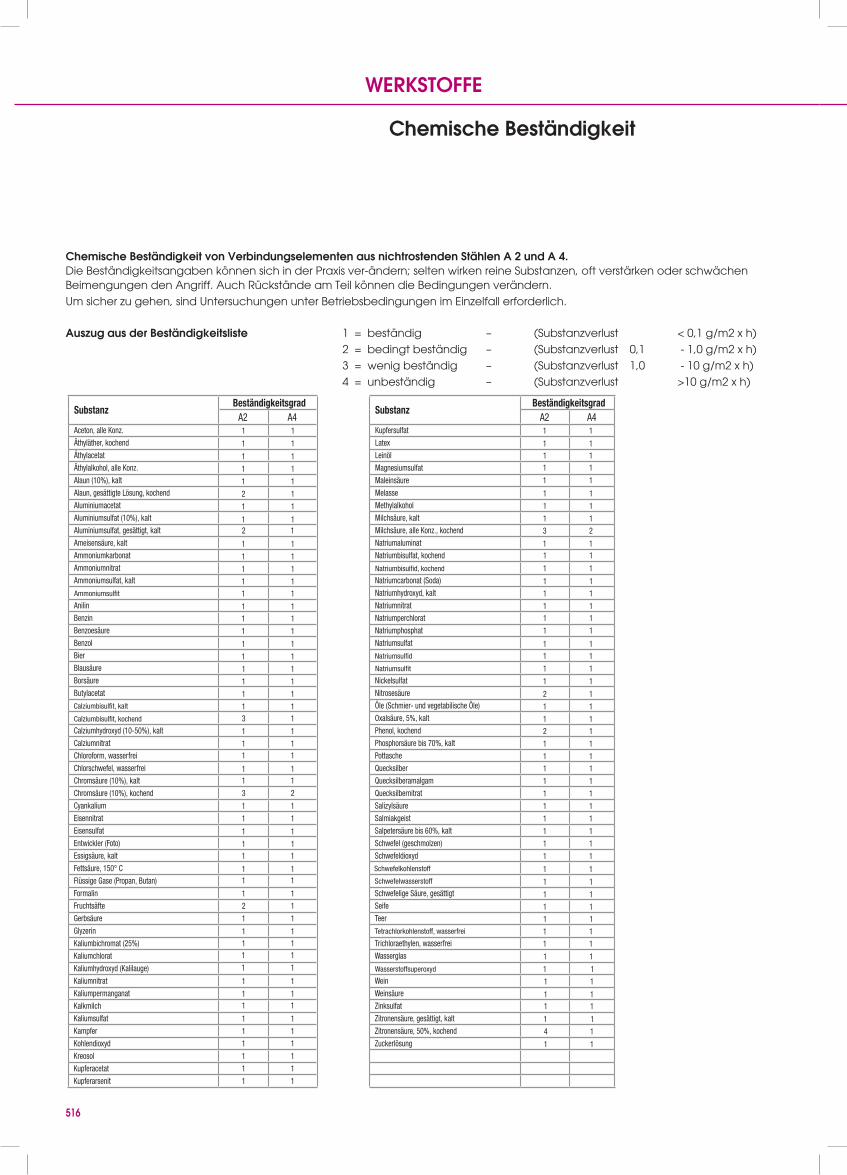
516
A2 A4 A2 A4Substanz
Beständigkeitsgrad
Aceton, alle Konz.Äthyläther, kochendÄthylacetatÄthylalkohol, alle Konz.Alaun (10%), kaltAlaun, gesättigte Lösung, kochendAluminiumacetatAluminiumsulfat (10%), kaltAluminiumsulfat, gesättigt, kaltAmeisensäure, kaltAmmoniumkarbonatAmmoniumnitratAmmoniumsulfat, kalt
AnilinBenzinBenzoesäureBenzolBierBlausäureBorsäureButylacetat
Calziumhydroxyd (10-50%), kaltCalziumnitratChloroform, wasserfreiChlorschwefel, wasserfreiChromsäure (10%), kaltChromsäure (10%), kochendCyankaliumEisennitratEisensulfatEntwickler (Foto)Essigsäure, kaltFettsäure, 150° CFlüssige Gase (Propan, Butan)FormalinFruchtsäfteGerbsäureGlyzerinKaliumbichromat (25%)KaliumchloratKaliumhydroxyd (Kalilauge)KaliumnitratKaliumpermanganatKalkmilchKaliumsulfatKampferKohlendioxydKreosolKupferacetatKupferarsenit
SubstanzBeständigkeitsgrad
KupfersulfatLatexLeinölMagnesiumsulfatMaleinsäureMelasseMethylalkoholMilchsäure, kaltMilchsäure, alle Konz., kochendNatriumaluminatNatriumbisulfat, kochend
Natriumcarbonat (Soda)Natriumhydroxyd, kaltNatriumnitratNatriumperchloratNatriumphosphatNatriumsulfat
NickelsulfatNitrosesäureÖle (Schmier- und vegetabilische Öle)Oxalsäure, 5%, kaltPhenol, kochendPhosphorsäure bis 70%, kaltPottascheQuecksilberQuecksilberamalgamQuecksilbernitratSalizylsäureSalmiakgeistSalpetersäure bis 60%, kaltSchwefel (geschmolzen)Schwefeldioxyd
Schwefelige Säure, gesättigtSeifeTeer
Trichloraethylen, wasserfreiWasserglas
WeinWeinsäureZinksulfatZitronensäure, gesättigt, kaltZitronensäure, 50%, kochendZuckerlösung
Ammoniumsulfit
Calziumbisulfit, kalt
Calziumbisulfit, kochend
Natriumbisulfid, kochend
Natriumsulfid
Natriumsulfit
Schwefelkohlensto�
Schwefelwassersto�
Tetrachlorkohlensto�, wasserfrei
Wassersto�superoxyd
1
1
21
11121
1
1
1111
11
11
1
111111
1
1
13
11
1
1
1
1
1
1
31
1
11
1
1
11
11111
1
1
1111
11
11
1
111111
1
1
12
11
1
1
1
1
1
1
11
1
11
1
11
2
1
1
1
1
11
1
11
1
1
1
1
1
11
1
1
1
1
1
211
1
2
1
1
1
1
1
111
1
1
1
1
11
1
3
11111111
111
1
11111
1
111
1
1
11
1
1
1
1
1
4
1
1
1
1
1
11
1
2
11111111
111
1
11111
1
111
1
1
11
1
1
1
1
1
1
1
1
1
chemische Beständigkeit
WeRKStOFFe
chemische Beständigkeit von Verbindungselementen aus nichtrostenden Stählen A 2 und A 4.Die Beständigkeitsangaben können sich in der Praxis ver-ändern; selten wirken reine Substanzen, oft verstärken oder schwächen Beimengungen den Angriff. Auch Rückstände am Teil können die Bedingungen verändern. Um sicher zu gehen, sind Untersuchungen unter Betriebsbedingungen im Einzelfall erforderlich.
Auszug aus der Beständigkeitsliste 1 = beständig – (Substanzverlust < 0,1 g/m2 x h)2 = bedingt beständig – (Substanzverlust 0,1 - 1,0 g/m2 x h)3 = wenig beständig – (Substanzverlust 1,0 - 10 g/m2 x h)4 = unbeständig – (Substanzverlust >10 g/m2 x h)
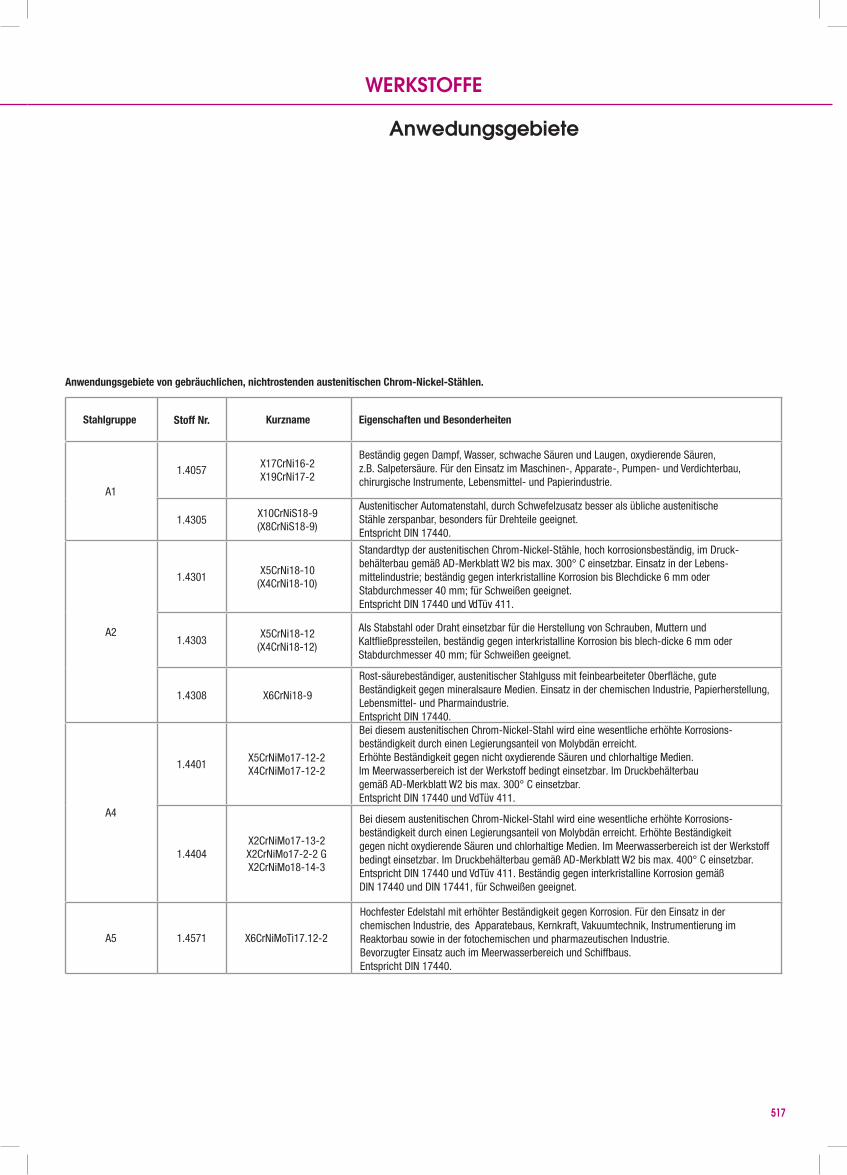
517
A1
1.4057 X17CrNi16-2X19CrNi17-2
1.4305 X10CrNiS18-9(X8CrNiS18-9)
A2
1.4301 X5CrNi18-10(X4CrNi18-10)
1.4303 X5CrNi18-12(X4CrNi18-12)
1.4308 X6CrNi18-9
A4
1.4401 X5CrNiMo17-12-2X4CrNiMo17-12-2
1.4404X2CrNiMo17-13-2X2CrNiMo17-2-2 GX2CrNiMo18-14-3
A5 1.4571 X6CrNiMoTi17.12-2
Anwendungsgebiete von gebräuchlichen, nichtrostenden austenitischen Chrom-Nickel-Stählen.
Stahlgruppe Kurzname Eigenschaften und BesonderheitenSto� Nr.
Beständig gegen Dampf, Wasser, schwache Säuren und Laugen, oxydierende Säuren, z.B. Salpetersäure. Für den Einsatz im Maschinen-, Apparate-, Pumpen- und Verdichterbau, chirurgische Instrumente, Lebensmittel- und Papierindustrie.
Austenitischer Automatenstahl, durch Schwefelzusatz besser als übliche austenitische Stähle zerspanbar, besonders für Drehteile geeignet. Entspricht DIN 17440.
Standardtyp der austenitischen Chrom-Nickel-Stähle, hoch korrosionsbeständig, im Druck-behälterbau gemäß AD-Merkblatt W2 bis max. 300° C einsetzbar. Einsatz in der Lebens-mittelindustrie; beständig gegen interkristalline Korrosion bis Blechdicke 6 mm oder Stabdurchmesser 40 mm; für Schweißen geeignet. Entspricht DIN 17440 und VdTüv 411.
Als Stabstahl oder Draht einsetzbar für die Herstellung von Schrauben, Muttern und Kaltfließpressteilen, beständig gegen interkristalline Korrosion bis blech-dicke 6 mm oder Stabdurchmesser 40 mm; für Schweißen geeignet.
Rost-säurebeständiger, austenitischer Stahlguss mit feinbearbeiteter Oberfläche, gute Beständigkeit gegen mineralsaure Medien. Einsatz in der chemischen Industrie, Papierherstellung, Lebensmittel- und Pharmaindustrie. Entspricht DIN 17440.Bei diesem austenitischen Chrom-Nickel-Stahl wird eine wesentliche erhöhte Korrosions-beständigkeit durch einen Legierungsanteil von Molybdän erreicht. Erhöhte Beständigkeit gegen nicht oxydierende Säuren und chlorhaltige Medien. Im Meerwasserbereich ist der Werksto£ bedingt einsetzbar. Im Druckbehälterbau gemäß AD-Merkblatt W2 bis max. 300° C einsetzbar. Entspricht DIN 17440 und VdTüv 411.
Bei diesem austenitischen Chrom-Nickel-Stahl wird eine wesentliche erhöhte Korrosions-beständigkeit durch einen Legierungsanteil von Molybdän erreicht. Erhöhte Beständigkeit gegen nicht oxydierende Säuren und chlorhaltige Medien. Im Meerwasserbereich ist der Werksto£ bedingt einsetzbar. Im Druckbehälterbau gemäß AD-Merkblatt W2 bis max. 400° C einsetzbar. Entspricht DIN 17440 und VdTüv 411. Beständig gegen interkristalline Korrosion gemäß DIN 17440 und DIN 17441, für Schweißen geeignet.
Hochfester Edelstahl mit erhöhter Beständigkeit gegen Korrosion. Für den Einsatz in der chemischen Industrie, des Apparatebaus, Kernkraft, Vakuumtechnik, Instrumentierung im Reaktorbau sowie in der fotochemischen und pharmazeutischen Industrie. Bevorzugter Einsatz auch im Meerwasserbereich und Schi£baus.Entspricht DIN 17440.
Anwedungsgebiete
WeRKStOFFe
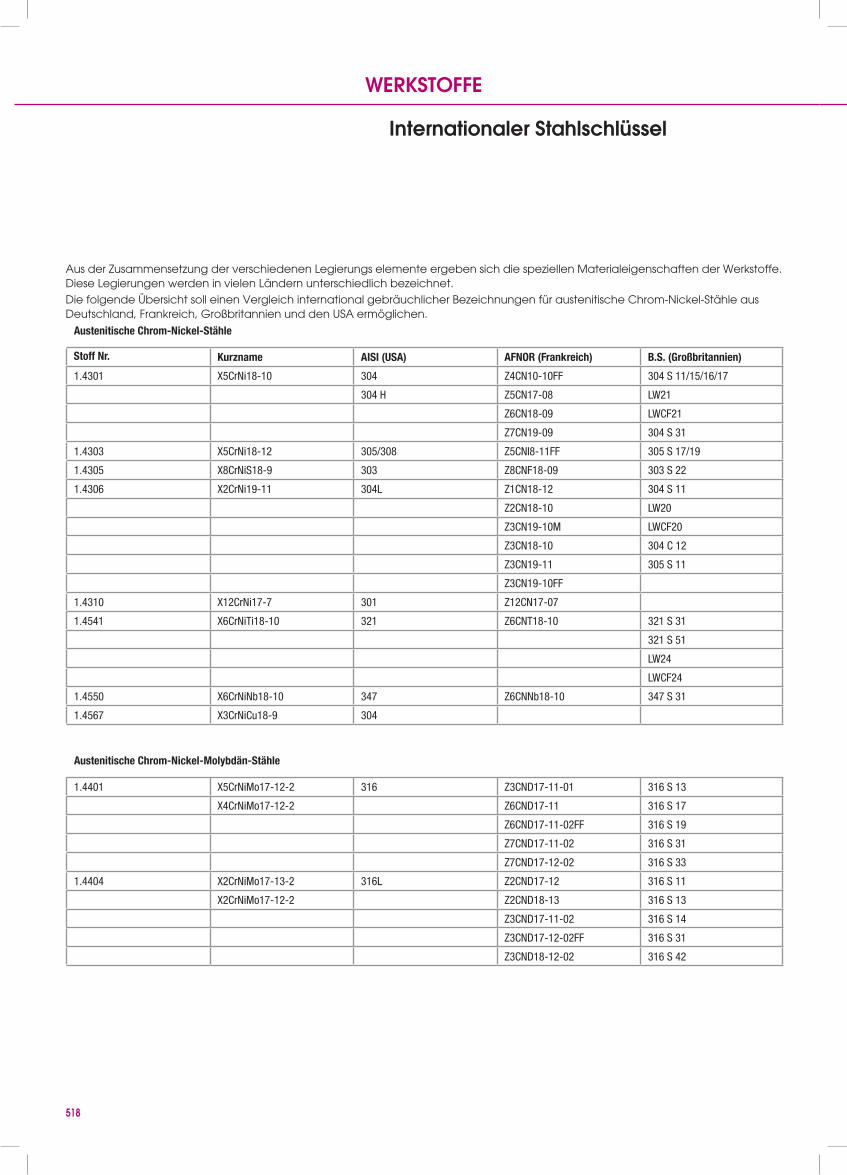
518
1.4301 X5CrNi18-10 304 Z4CN10-10FF 304 S 11/15/16/17
304 H Z5CN17-08 LW21
Z6CN18-09 LWCF21
Z7CN19-09 304 S 31
1.4303 X5CrNi18-12 305/308 Z5CNI8-11FF 305 S 17/19
1.4305 X8CrNiS18-9 303 Z8CNF18-09 303 S 22
1.4306 X2CrNi19-11 304L Z1CN18-12 304 S 11
Z2CN18-10 LW20
Z3CN19-10M LWCF20
Z3CN18-10 304 C 12
Z3CN19-11 305 S 11
Z3CN19-10FF
1.4310 X12CrNi17-7 301 Z12CN17-07
1.4541 X6CrNiTi18-10 321 Z6CNT18-10 321 S 31
321 S 51
LW24
LWCF24
1.4550 X6CrNiNb18-10 347 Z6CNNb18-10 347 S 31
1.4567 X3CrNiCu18-9 304
1.4401 X5CrNiMo17-12-2 316 Z3CND17-11-01 316 S 13
X4CrNiMo17-12-2 Z6CND17-11 316 S 17
Z6CND17-11-02FF 316 S 19
Z7CND17-11-02 316 S 31
Z7CND17-12-02 316 S 33
1.4404 X2CrNiMo17-13-2 316L Z2CND17-12 316 S 11
X2CrNiMo17-12-2 Z2CND18-13 316 S 13
Z3CND17-11-02 316 S 14
Z3CND17-12-02FF 316 S 31
Z3CND18-12-02 316 S 42
Austenitische Chrom-Nickel-Stähle
Kurzname AISI (USA) AFNOR (Frankreich) B.S. (Großbritannien)
Austenitische Chrom-Nickel-Molybdän-Stähle
Sto Nr.
internationaler Stahlschlüssel
WeRKStOFFe
Aus der Zusammensetzung der verschiedenen Legierungs elemente ergeben sich die speziellen Materialeigenschaften der Werkstoffe. Diese Legierungen werden in vielen Ländern unterschiedlich bezeichnet.Die folgende Übersicht soll einen Vergleich international gebräuchlicher Bezeichnungen für austenitische Chrom-Nickel-Stähle aus Deutschland, Frankreich, Großbritannien und den USA ermöglichen.
519
einSAtZHinWeiSe
Besondere eigenschaften
Härtbarkeit:Austenitischer Edelstahl (A 1 – A 4) ist nicht durch Wärmebehandlung härtbar (die Festigkeit wird ausschließlich über die bei der Herstellung verwendeten Pressdrücke erzielt). Daher haben Verbindungselemente aus diesen Werkstoffen ein abweichendes Montageverhalten gegenüber solchen aus vergütetem Stahl. Unsachgemäße Montage kann zum Versagen der sachgerechten Verbindung führen. Insbesondere bei Verschraubungen gleicher Werkstoffpaarungen besteht die Gefahr der Kaltverschweißung („Fressen“).
magnetische eigenschaften:Im Allgemeinen sind Verbindungselemente aus austenitischem Stahl (A 1 – A 4) nicht magnetisierbar. Da jedoch die höheren Festigkeitsklassen 70 und 80 durch die Pressdrücke bei der Kaltumformung erreicht werden, kann der Werkstoff hierdurch schwach magnetisch werden.
Besondere eigenschaften von edelstählen:Wir möchten unseren Kunden nicht nur Informationen über die Eigenschaften von Schrauben, Muttern und Zubehörteilen vermitteln, sondern auch Hinweise über eine sachgerechte Verwendung geben.
Im Folgenden haben wir wesentliche Angaben über Materialeigenschaften, Vorbohrwerte, Lochdurchmesser, Drehmomente und Schraubensicherungen zusammengestellt.
Diese Informationen sollen helfen, die genannten Verbindungselemente technisch korrekt und wirtschaftlich einzusetzen. Im Zweifelsfall sollten Sie die Werte für den konkreten Anwendungsfall durch Versuche ermitteln.
temperaturbereiche:Edelstähle sind kaltzäh und somit gut geeignet für die Verwendung auch bei tiefen Temperaturen:A 2 bis -200° C, A 4 bis -60° C.
Festigkeit:Bei Sechskant-, Innensechskant-, Innensechsrund-, Schlitz-, Kreuzschlitz- und Stiftschrauben ist die Festigkeitsklasse 70 der Regelfall.

520
M 4 M 5 M 6
St Al Cu St Al Cu St Al Cu
Alle Angaben in mm
1,5 3,6 4,5
1,6 3,6 4,5
1,7 3,6 4,5
1,8 3,6 4,5
2 3,6 4,5 5,4
2,2 3,6 4,5 5,4
2,5 3,65 3,6 3,6 4,5 5,4
3 3,65 3,6 3,6 4,5 5,45
3,2 3,65 3,6 3,6 4,55 4,5 4,5 5,45
3,5 3,65 4,55 5,45
4 3,65 4,55 5,5 5,45 5,45
5 3,7 3,65 3,65 4,6 5,5 5,45 5,45
5,5 3,7 3,65 3,65 4,6 5,5
6 3,7 3,65 3,65 4,6 5,5
6,3 3,7 4,65 5,5
6,5 3,7 4,65 5,5
7 3,7 4,65 5,5 5,5 5,5
7,5 3,7 4,65 5,5 5,5 5,5
8 bis ≤ 10 4,65 5,5
Werksto�dicke oderEinschraublänge
Lochdurchmesser d h (Toleranzfeld H11)
St = St 12, St 37-2Al = Al99.5F13, AlMnF10Cu = E-Cu57F30, E-Cu58F30, CuZnF38
Vorbohrwerte für gewindefurchende Schrauben
einSAtZHinWeiSe
Diese Norm legt den Lochdurchmesser für gewindefurchende Schrauben nach DIN 7500 (Teil 1) fest. Die Lochdurchmesser haben sich durch praktische Versuche bei Herstellern und Anwendern ergeben. Sie gelten als Richtwerte und sind verschiedenen Werkstoffen und Einschraublängen zugeordnet.Auch im Hinblick auf die unterschiedlichen Ausführungen bei gewindefurchenden Schrauben (deren Furch-bereich in der Norm nur durch eine maximale Länge definiert ist) ist es zweckmäßig, die festgelegten Lochdurchmesser besonders in der Massenfertigung durch eigene Versuche zu überprüfen. Verfahren, die bei der Lochherstellung zu einer Verfestigung der Lochwand führen (z.B. Stanzen), können größere Lochdurchmesser erfordern, als die in der Norm aufgeführten Richtwerte. Dies kann wegen der Gusshaut auch für gegossene Löcher gelten.Löcher mit speziellen Formen (dreieckig, achteckig etc.) sind in der Norm nicht berücksichtigt.
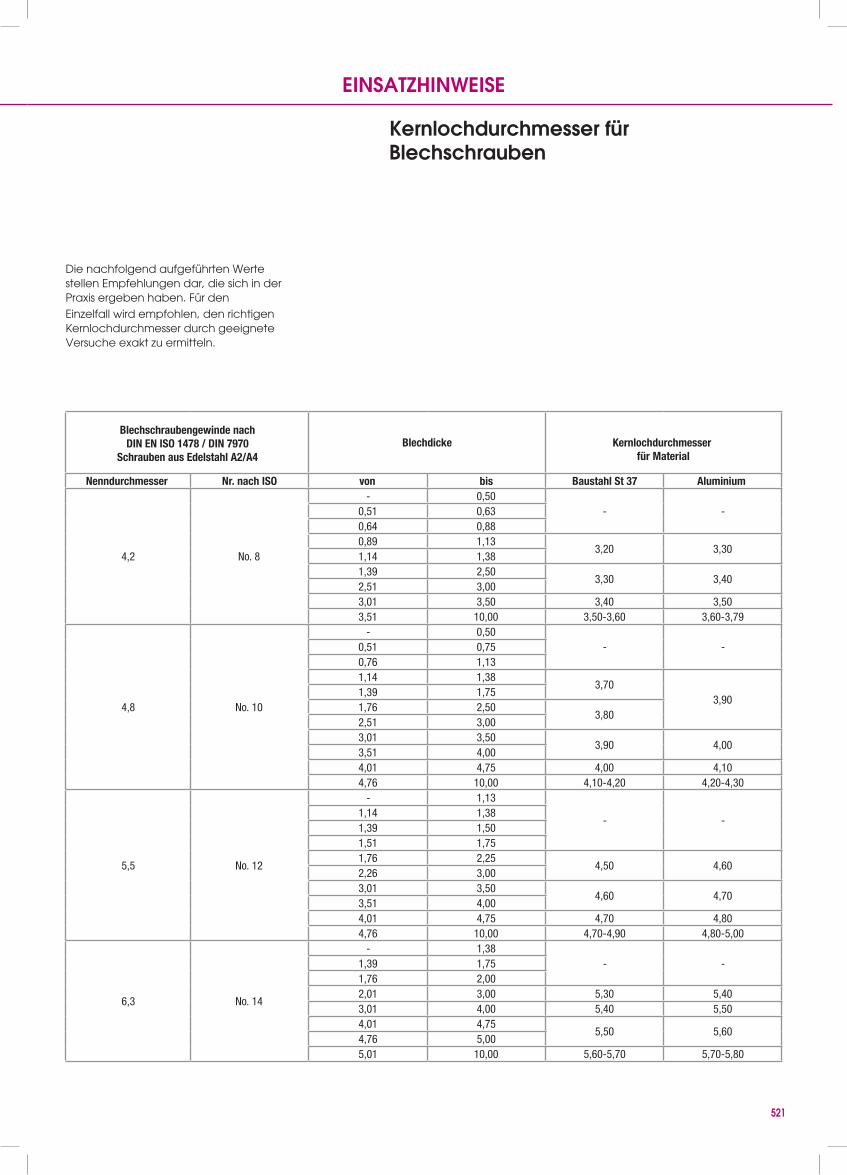
521
No. 8
-- -
No. 10
-- -
No. 12
-
- -
No. 14
-- -
Blechschraubengewinde nachDIN EN ISO 1478 / DIN 7970
Schrauben aus Edelstahl A2/A4Blechdicke Kernlochdurchmesser
für Material
Nenndurchmesser Nr. nach ISO von bis Baustahl St 37 Aluminium
4,2
0,500,51 0,630,64 0,880,89 1,13
3,20 3,301,14 1,381,39 2,50
3,30 3,402,51 3,003,01 3,50 3,40 3,503,51 10,00 3,50-3,60 3,60-3,79
4,8
0,500,51 0,750,76 1,131,14 1,38
3,703,90
1,39 1,751,76 2,50
3,802,51 3,003,01 3,50
3,90 4,003,51 4,004,01 4,75 4,00 4,104,76 10,00 4,10-4,20 4,20-4,30
5,5
1,131,14 1,381,39 1,501,51 1,751,76 2,25
4,50 4,602,26 3,003,01 3,50
4,60 4,703,51 4,004,01 4,75 4,70 4,804,76 10,00 4,70-4,90 4,80-5,00
6,3
1,381,39 1,751,76 2,002,01 3,00 5,30 5,403,01 4,00 5,40 5,504,01 4,75
5,50 5,604,76 5,005,01 10,00 5,60-5,70 5,70-5,80
Kernlochdurchmesser für Blechschrauben
einSAtZHinWeiSe
Die nachfolgend aufgeführten Werte stellen Empfehlungen dar, die sich in der Praxis ergeben haben. Für den Einzelfall wird empfohlen, den richtigen Kernlochdurchmesser durch geeignete Versuche exakt zu ermitteln.
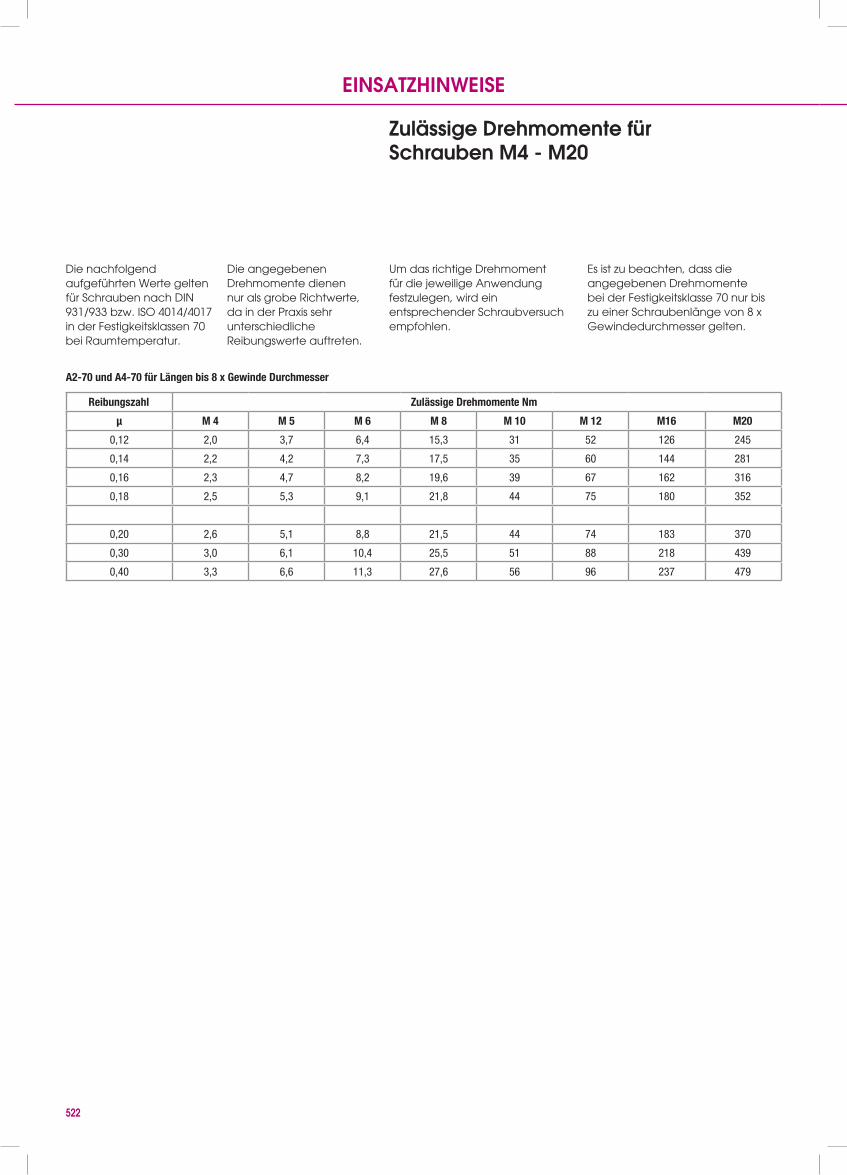
522
μ M 4 M 5 M 6 M 8 M 10 M 12 M16 M20
31 52 126 245
35 60 144 281
39 67 162 316
44 75 180 352
44 74 183 370
51 88 218 439
56 96 237 479
A2-70 und A4-70 für Längen bis 8 x Gewinde Durchmesser
Reibungszahl Zulässige Drehmomente Nm
0,12 2,0 3,7 6,4 15,3
0,14 2,2 4,2 7,3 17,5
0,16 2,3 4,7 8,2 19,6
0,18 2,5 5,3 9,1 21,8
0,20 2,6 5,1 8,8 21,5
0,30 3,0 6,1 10,4 25,5
0,40 3,3 6,6 11,3 27,6
Zulässige drehmomente für Schrauben m4 - m20
einSAtZHinWeiSe
Um das richtige Drehmoment für die jeweilige Anwendung festzulegen, wird ein entsprechender Schraubversuch empfohlen.
Die nachfolgend aufgeführten Werte gelten für Schrauben nach DIN 931/933 bzw. ISO 4014/4017 in der Festigkeitsklassen 70 bei Raumtemperatur.
Die angegebenen Drehmomente dienen nur als grobe Richtwerte, da in der Praxis sehr unterschiedliche Reibungswerte auftreten.
Es ist zu beachten, dass die angegebenen Drehmomente bei der Festigkeitsklasse 70 nur bis zu einer Schraubenlänge von 8 x Gewindedurchmesser gelten.

523
A2(~ A4)
A2(~ A4)
AlMgSi
Reibungszahlen µG und µK für Schrauben/Muttern* aus nichtrostendem Stahl
Schraube undGegenlage aus
Spezialschmiermittel(Chlorpara�n-Basis)
Spezialschmiermittel(Chlorpara�n-Basis)
Spezialschmiermittel(Chlorpara�n-Basis)
Nachgiebigkeitder
Verbindung
* Die Richtwerte gelten für Schrauben/Muttern mit Standard-Auflageflächen z. B. nach DIN 912, 931, 933, 934 / ISO 4762, 4014, 4017, 4032
Mutter aus
Schmiermittel Reibungszahl
im Gewinde unter Kopf
ohne ohne
sehr groß
0,26 - 0,50 0,35 - 0,50
0,12 - 0,23 0,08 - 0,12
Korrosionsschutzfett 0,26 - 0,45 0,25 - 0,35
ohne ohne
klein
0,23 - 0,35 0,08 - 0,12
0,10 - 0,16 0,08 - 0,12
ohne
sehr groß
0,32 - 0,43 0,08 - 0,11
0,32 - 0,43 0,08 - 0,11
0,28 - 0,35 0,08 - 0,11
im GewindeµG
unter KopfµK
Reibungszahlen
einSAtZHinWeiSe
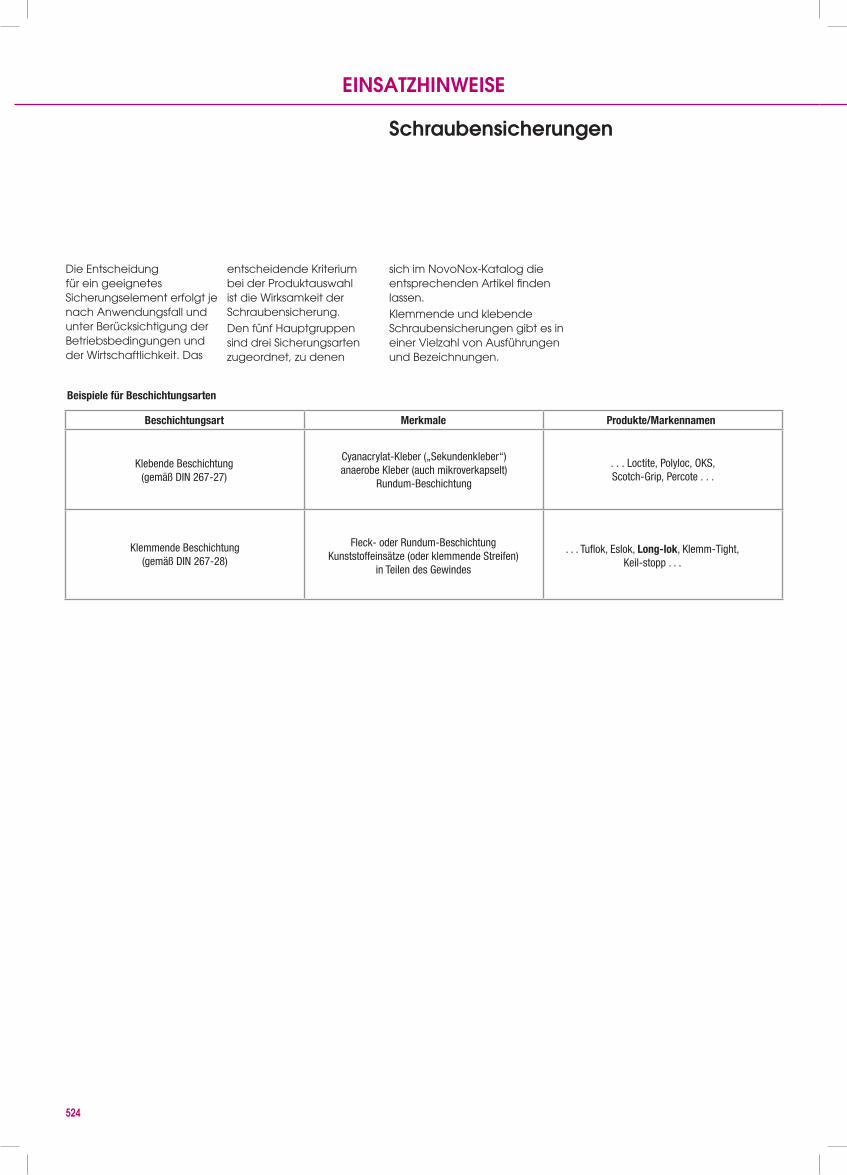
524
Beispiele für Beschichtungsarten
Beschichtungsart Merkmale Produkte/Markennamen
Klebende Beschichtung(gemäß DIN 267-27)
Klemmende Beschichtung(gemäß DIN 267-28)
Cyanacrylat-Kleber („Sekundenkleber“)anaerobe Kleber (auch mikroverkapselt)
Rundum-Beschichtung
Fleck- oder Rundum-BeschichtungKunststo�einsätze (oder klemmende Streifen)
in Teilen des Gewindes
. . . Loctite, Polyloc, OKS,Scotch-Grip, Percote . . .
. . . Tuflok, Eslok, Long-lok, Klemm-Tight,Keil-stopp . . .
Schraubensicherungen
einSAtZHinWeiSe
sich im NovoNox-Katalog die entsprechenden Artikel finden lassen.Klemmende und klebende Schraubensicherungen gibt es in einer Vielzahl von Ausführungen und Bezeichnungen.
Die Entscheidung für ein geeignetes Sicherungselement erfolgt je nach Anwendungsfall und unter Berücksichtigung der Betriebsbedingungen und der Wirtschaftlichkeit. Das
entscheidende Kriterium bei der Produktauswahl ist die Wirksamkeit der Schraubensicherung. Den fünf Hauptgruppen sind drei Sicherungsarten zugeordnet, zu denen
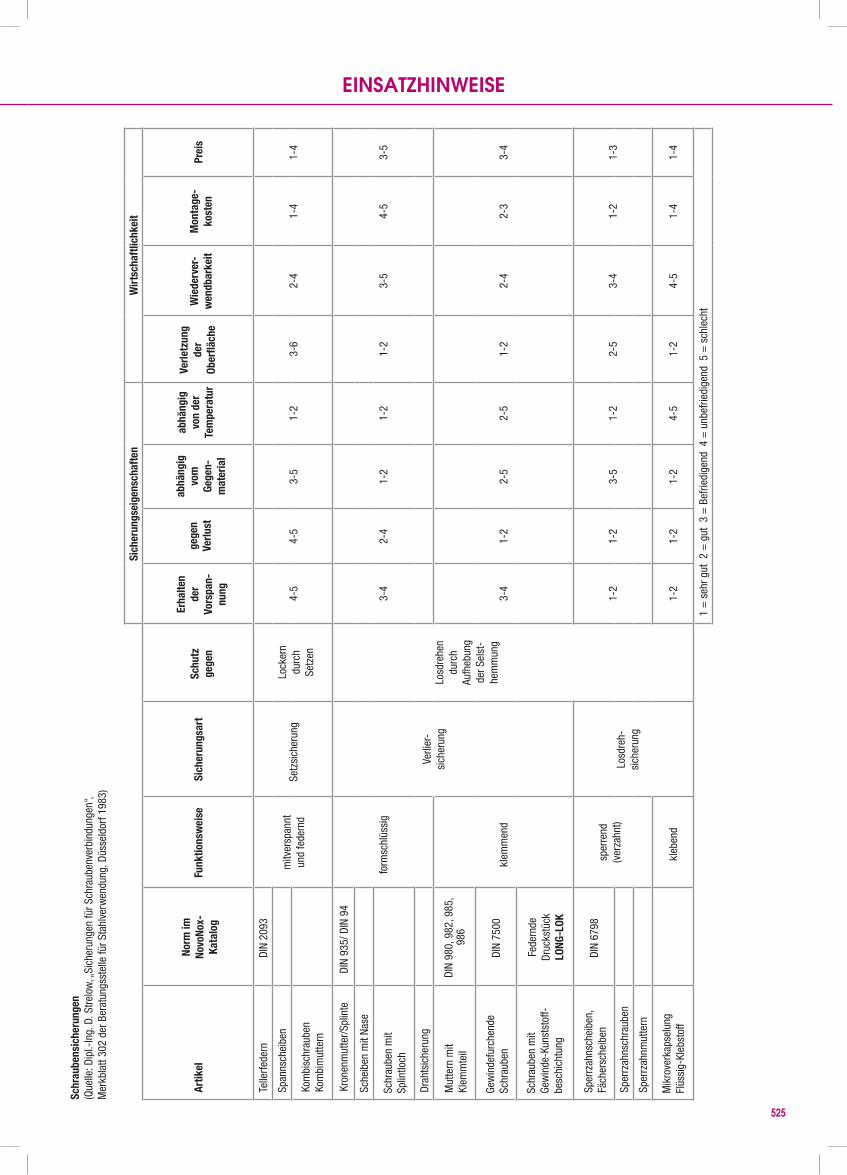
525
DIN
2093
4-5
4-5
3-5
1-2
3-6
2-4
1-4
1-4
DIN
935/
DIN
94
3-4
2-4
1-2
1-2
1-2
3-5
4-5
3-5
DIN
980,
982
, 985
,
3-4
1-2
2-5
2-5
1-2
2-4
2-3
3-4
DIN
7500
DIN
6798
1-2
1-2
3-5
1-2
2-5
3-4
1-2
1-3
1-2
1-2
1-2
4-5
1-2
4-5
1-4
1-4
986
Schr
aube
nsic
heru
ngen
(Q
uelle
: Dip
l.-In
g. D
. Stre
low
, „Si
cher
unge
n fü
r Sch
raub
enve
rbin
dung
en“,
Mer
kbla
tt 30
2 de
r Ber
atun
gsst
elle
für S
tahl
verw
endu
ng, D
üsse
ldor
f 198
3)
Sich
erun
gsei
gens
chaf
ten
Wirt
scha
ftlic
hkei
t
Artik
elFu
nktio
nsw
eise
Sich
erun
gsar
tPr
eis
Telle
rfede
rn
Setz
sich
erun
gSp
anns
chei
ben
form
schl
üssi
g
Drah
tsic
heru
ng
klem
men
d
kleb
end
1 =
seh
r gut
2 =
gut
3 =
Bef
riedi
gend
4 =
unb
efrie
dige
nd 5
= s
chle
cht
Sche
iben
mit
Nase
Sper
rzah
nsch
raub
en
Sper
rzah
nmut
tern
Norm
imNo
voNo
x-Ka
talo
g
Schu
tzge
gen
Erha
lten
der
Vors
pan-
nung
gege
nVe
rlust
abhä
ngig
vom
Gege
n-m
ater
ial
abhä
ngig
von
der
Tem
pera
tur
Verle
tzun
gde
rOb
erflä
che
Wie
derv
er-
wen
dbar
keit
Mon
tage
-ko
sten
mitv
ersp
annt
und
fede
rnd
Lock
ern
durc
hSe
tzen
sper
rend
(ver
zahn
t)
Verli
er-
sich
erun
gLo
sdre
hen
durc
hAu
fheb
ung
der S
elst
-he
mm
ung
Losd
reh-
sich
erun
g
Kom
bisc
hrau
ben
Kom
bim
utte
rn
Kron
enm
utte
r/Spl
inte
Schr
aube
n m
itSp
lintlo
ch
Mut
tern
mit
Klem
mte
il
Gew
inde
furc
hend
eSc
hrau
ben
Schr
aube
n m
itGe
win
de-K
unst
sto�
-be
schi
chtu
ng
Sper
rzah
nsch
eibe
n,Fä
cher
sche
iben
Mik
rove
rkap
selu
ngFl
üssi
g-Kl
ebst
o�
Fede
rnde
Druc
kstü
ckLO
NG-L
OK
einSAtZHinWeiSe
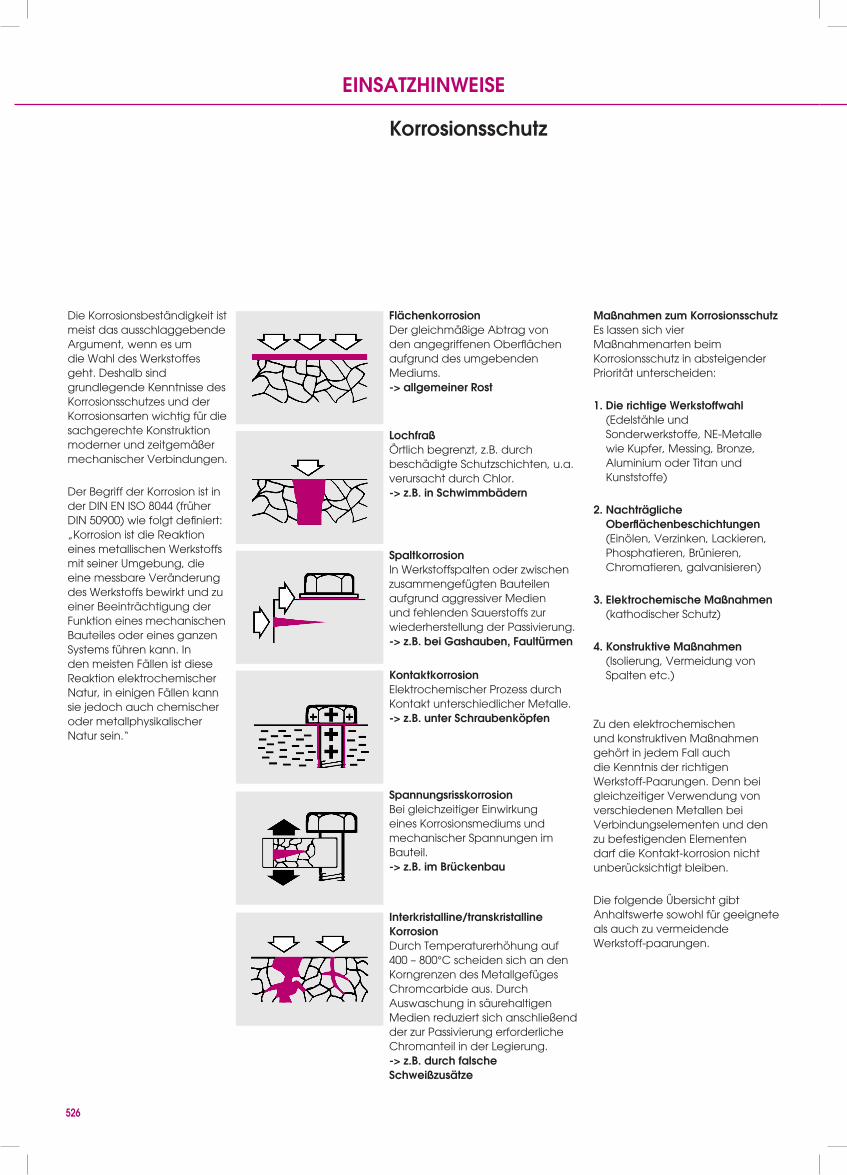
526
Die Korrosionsbeständigkeit ist meist das ausschlaggebende Argument, wenn es um die Wahl des Werkstoffes geht. Deshalb sind grundlegende Kenntnisse des Korrosionsschutzes und der Korrosionsarten wichtig für die sachgerechte Konstruktion moderner und zeitgemäßer mechanischer Verbindungen.
Der Begriff der Korrosion ist in der DIN EN ISO 8044 (früher DIN 50900) wie folgt definiert: „Korrosion ist die Reaktion eines metallischen Werkstoffs mit seiner Umgebung, die eine messbare Veränderung des Werkstoffs bewirkt und zu einer Beeinträchtigung der Funktion eines mechanischen Bauteiles oder eines ganzen Systems führen kann. In den meisten Fällen ist diese Reaktion elektrochemischer Natur, in einigen Fällen kann sie jedoch auch chemischer oder metallphysikalischer Natur sein.“
Flächenkorrosion Der gleichmäßige Abtrag von den angegriffenen Oberflächen aufgrund des umgebenden Mediums. -> allgemeiner Rost
maßnahmen zum Korrosionsschutz Es lassen sich vier Maßnahmenarten beim Korrosionsschutz in absteigender Priorität unterscheiden:
1. die richtige Werkstoffwahl (Edelstähle und Sonderwerkstoffe, NE-Metalle wie Kupfer, Messing, Bronze, Aluminium oder Titan und Kunststoffe)
2. nachträgliche Oberflächenbeschichtungen (Einölen, Verzinken, Lackieren, Phosphatieren, Brünieren, Chromatieren, galvanisieren)
3. elektrochemische maßnahmen (kathodischer Schutz)
4. Konstruktive maßnahmen (Isolierung, Vermeidung von Spalten etc.)
Zu den elektrochemischen und konstruktiven Maßnahmen gehört in jedem Fall auch die Kenntnis der richtigen Werkstoff-Paarungen. Denn bei gleichzeitiger Verwendung von verschiedenen Metallen bei Verbindungselementen und den zu befestigenden Elementen darf die Kontakt-korrosion nicht unberücksichtigt bleiben.
Die folgende Übersicht gibt Anhaltswerte sowohl für geeignete als auch zu vermeidende Werkstoff-paarungen.
lochfraß Örtlich begrenzt, z.B. durch beschädigte Schutzschichten, u.a. verursacht durch Chlor. -> z.B. in Schwimmbädern
Spaltkorrosion In Werkstoffspalten oder zwischen zusammengefügten Bauteilen aufgrund aggressiver Medien und fehlenden Sauerstoffs zur wiederherstellung der Passivierung. -> z.B. bei Gashauben, Faultürmen
Kontaktkorrosion Elektrochemischer Prozess durch Kontakt unterschiedlicher Metalle. -> z.B. unter Schraubenköpfen
Spannungsrisskorrosion Bei gleichzeitiger Einwirkung eines Korrosionsmediums und mechanischer Spannungen im Bauteil. -> z.B. im Brückenbau
interkristalline/transkristalline Korrosion Durch Temperaturerhöhung auf 400 – 800°C scheiden sich an den Korngrenzen des Metallgefüges Chromcarbide aus. Durch Auswaschung in säurehaltigen Medien reduziert sich anschließend der zur Passivierung erforderliche Chromanteil in der Legierung. -> z.B. durch falsche Schweißzusätze
Korrosionsschutz
einSAtZHinWeiSe

527
+ + + + + + + + +
+ o o o + + + + + o + +
- o o + + + + + + +
+ o + + + + + + + + +
+ + + + + + + + +
+ o + + + + + + + +
+ + + + + + + + + + +
+ + + o + + + + + + +
- - o o + + + + + + +
+ + + + + + + + + +
- - - - - o + + + + + +
+ + + + + + + + + +
- - - - - + + + + + + +
+ + + + + + + + + + + +
- - - - - - o + + + + +
+ + + + + + + + + + + +
- - - - - - - - + + + +
+ + + + + + + + + o + o
- - - - o + + + o
- - - o o + + + o o +
- - - - - - - - o o + o
+ + + + + + + + + + + +
- - - - - - - - o o + o
+ + + + + + + + + + + +
- - - - - - - - - - - -
- - - - - - - - o o o o
o
Fläc
hen-
verh
ältn
is z
u*
Edel
stah
l
Kupf
er
Zinn
Blei
Chro
mst
ahl
Stah
lgus
s
Nied
rig le
gier
ter
Stah
l
Baus
tahl
Saue
r ver
zinkt
erSt
ahl
Alum
iniu
m-
Legi
erun
g
Feue
rver
zinkt
erSt
ahl
Zink
Mag
nesi
um-
Legi
erun
g
Edelstahlklein
groß
Kupferklein
groß
Zinnklein
groß
Bleiklein
groß
Chromstahlklein
groß
Stahlgussklein
groß
Niedrig legierter Stahlklein
groß
Baustahlklein
groß
Sauer verzinkter Stahlklein
groß
Aluminium-Legierungklein
groß
Feuerverzinkter Stahlklein
groß
Zinkklein
groß
Magnesium-Legierungklein
groß
Quelle: Beratungsstelle Feuerverzinken
Betrachteter Werksto� hinsichtlich Kontakt-Korrosion
* Verhältnis der Oberfläche des betrachteten Werksto�s (Spalte) zur Oberfläche des 2. Werksto�s (Zeiile)- = Starke Korrosion des betrachteten Werksto�so = mäßige Korrosion des betrachteten Werksto�s+ = geringfügige oder keine Korrosion des betrachteten Werksto�s
einSAtZHinWeiSe










![ExzEntErprEssEn in dEr MassivuMforMung · PDF filepro Stufe [kN] 200 375 375 375 375 600 (400) 600 (400) 600 (400) 600 (400) Tischauswerferweg [mm] 100 200 200 200 200 200 200 200](https://static.fdokument.com/doc/165x107/5a788c637f8b9aa2448d8e18/exzenterpressen-in-der-massivumformung-stufe-kn-200-375-375-375-375-600-400.jpg)



![PRODUKTPROGRAMM ALLROUNDER - arburg.com · 680651_DE_092018 · Änderungen vorbehalten 350 - 5.000 600 - 2.000 5 30 70 100 170 290 400 800 1300 2100 3200 4600 Säulenabstände [mm]](https://static.fdokument.com/doc/165x107/5e1243cfb5bd1936d22b2db7/produktprogramm-allrounder-680651de092018-nderungen-vorbehalten-350-5000.jpg)



![PDFC- - OSNA-Pumpen · 2018. 9. 20. · 1 1000 600 400 300 200 = 400M 3 [0/0] cos - 30[0C] 0.85 20 30 40 60 80 100 200 300 400 600 800 1000 2000](https://static.fdokument.com/doc/165x107/5fdde248b78c8d7fe43356de/pdfc-osna-pumpen-2018-9-20-1-1000-600-400-300-200-400m-3-00-cos-300c.jpg)