
Professur für Produktionsmanagement und Controlling · 2019-10-17 · 5. WS 19/20. MODUL...
66
PROFESSUR FÜR PRODUKTIONSMANAGEMENT UND CONTROLLING WS 2019/20 Prof. Dr. Stefan Betz PRODUKTIONSMANAGEMENT MODUL
Transcript of Professur für Produktionsmanagement und Controlling · 2019-10-17 · 5. WS 19/20. MODUL...

PROFESSUR FÜR PRODUKTIONSMANAGEMENT UND CONTROLLING
WS 2019/20Prof. Dr. Stefan Betz
PRODUKTIONSMANAGEMENTMODUL
1. Arbeitszeitbedarfsplanung
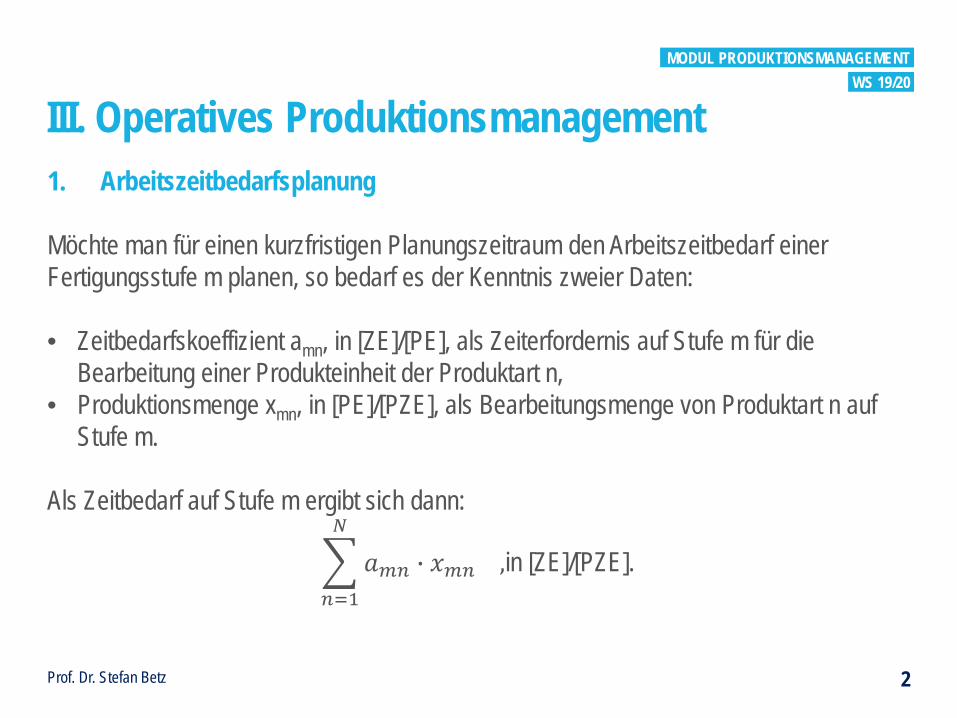
Möchte man für einen kurzfristigen Planungszeitraum den Arbeitszeitbedarf einer Fertigungsstufe m planen, so bedarf es der Kenntnis zweier Daten:
• Zeitbedarfskoeffizient amn, in [ZE]/[PE], als Zeiterfordernis auf Stufe m für die Bearbeitung einer Produkteinheit der Produktart n,
• Produktionsmenge xmn, in [PE]/[PZE], als Bearbeitungsmenge von Produktart n auf Stufe m.
Als Zeitbedarf auf Stufe m ergibt sich dann:
�𝑛𝑛=1
𝑁𝑁
𝑎𝑎𝑚𝑚𝑛𝑛 � 𝑥𝑥𝑚𝑚𝑛𝑛 ,in [ZE]/[PZE].
Prof. Dr. Stefan Betz 2
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
1.1. Verbrauchskoeffizienten nach Gutenberg
• Zeitbedarfskoeffizient amn kann auch als Kapazitätsbedarfs- oder Verbrauchskoeffizient (z.B. 4 Reifen pro PKW) interpretiert werden
• Nach Gutenberg: Verbrauch von Inputgüterart m bei Herstellung der Produktart n von der Intensität d abhängig.
• d entspricht der Produktionsgeschwindigkeit, d.h. der Anzahl an Faktoreinheiten (z.B. Reifen), die benötigt werden, um eine Produkteinheit (z.B. PKW) herzustellen, gemessen in [FE]/[PE].
Prof. Dr. Stefan Betz 3
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Prof. Dr. Stefan Betz 4
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
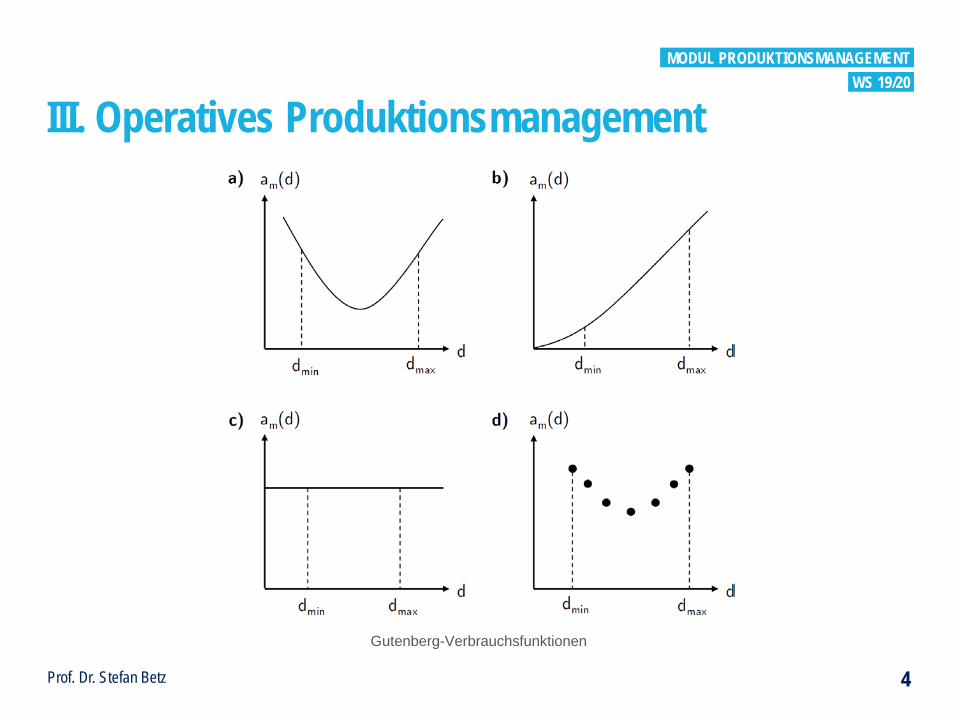
Gutenberg-Verbrauchsfunktionen
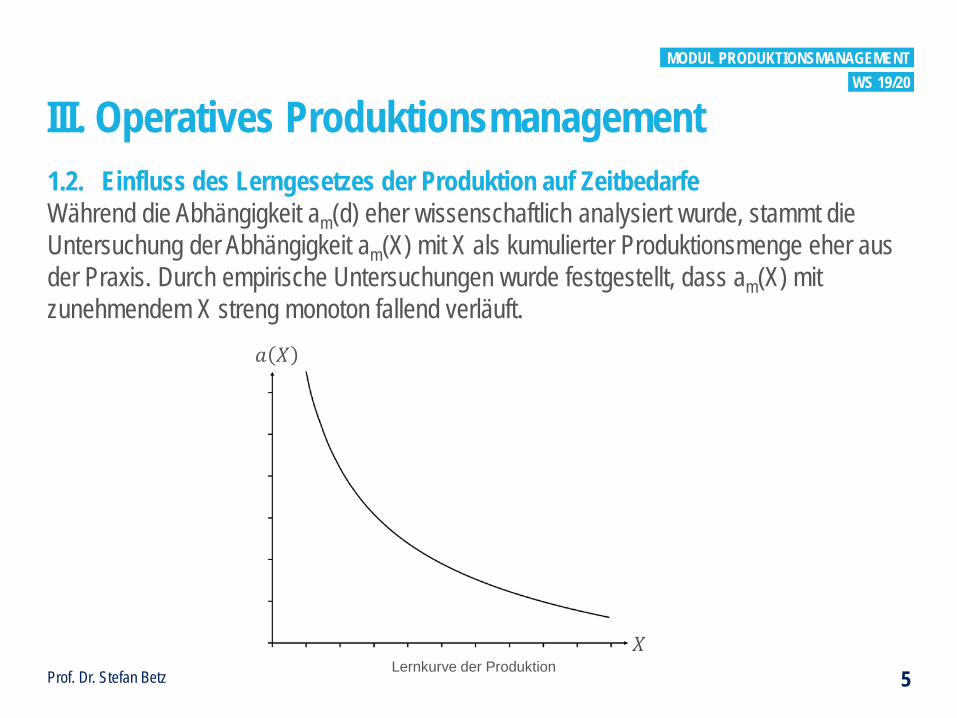
1.2. Einfluss des Lerngesetzes der Produktion auf ZeitbedarfeWährend die Abhängigkeit am(d) eher wissenschaftlich analysiert wurde, stammt die Untersuchung der Abhängigkeit am(X) mit X als kumulierter Produktionsmenge eher aus der Praxis. Durch empirische Untersuchungen wurde festgestellt, dass am(X) mit zunehmendem X streng monoton fallend verläuft.
Prof. Dr. Stefan Betz 5
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Lernkurve der Produktion
𝑎𝑎 𝑋𝑋
𝑋𝑋
Lerngesetz der Produktion:Mit jeder Verdopplung der kumulierten Produktionsmenge sinken die Ausführungszeiten je Stück um einen konstanten Prozentsatz (x %). Den Wert (100-x) % bezeichnet man als „Lernrate der Produktion“.
Formale Gleichung der Lernkurve:
𝑎𝑎 𝑋𝑋 = 𝑎𝑎 1 � 𝑋𝑋−𝑏𝑏 mit 𝑏𝑏 = − log 𝑟𝑟log 2
und
Problem: Die Lernkurve unterstellt, dass man nur häufig genug üben muss – irgendwann (d.h. 𝑋𝑋 ↦ +∞) wird der Zeitbedarf gleich 0 sein.
Prof. Dr. Stefan Betz 6
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
𝑟𝑟 =100 − 𝑥𝑥 %
100%
Berücksichtigung von Mindestausführungszeiten: Generell gibt es eine Mindestausführungszeit �𝑎𝑎, die auch bei größter Übung nicht unterschritten werden kann. Berücksichtigt man diese in der Lernkurve, so erhält man die folgende modifizierte Funktion:
a X = �𝑎𝑎 + [𝑎𝑎 1 − �𝑎𝑎] � 𝑋𝑋−𝑏𝑏
Ökonomische Interpretation:Mit jeder Verdopplung der kumulierten Produktionsmenge sinkt die Differenz zwischen a(X) und �𝑎𝑎 um (1-r) � 100% bezogen auf die Ausführungszeitdifferenz vor der Verdopplung.
Prof. Dr. Stefan Betz 7
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Prof. Dr. Stefan Betz 8
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
BEISPIEL
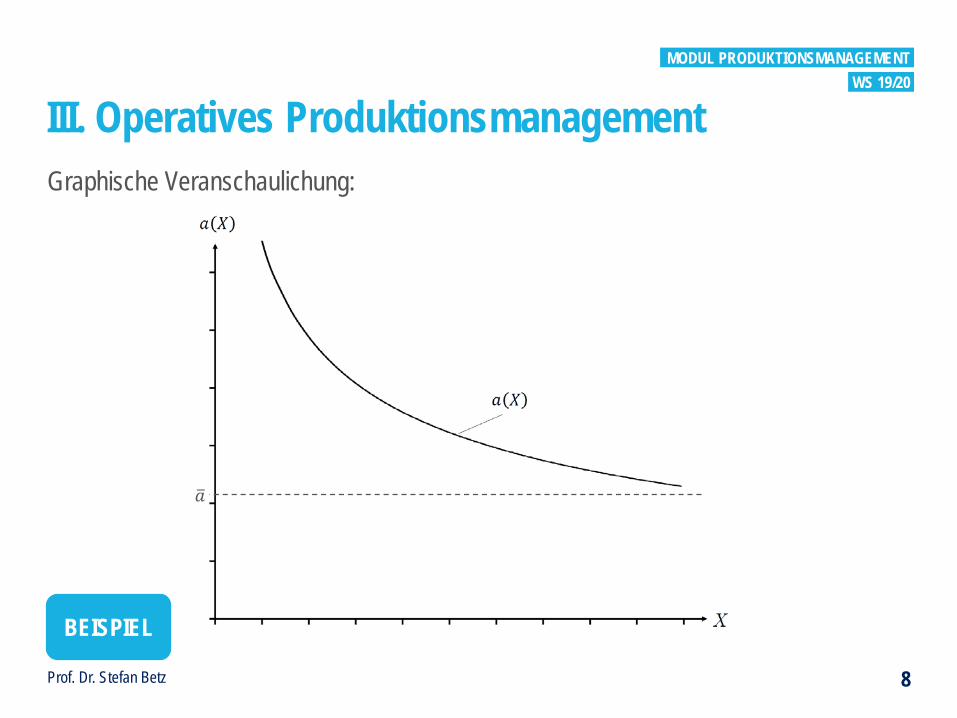
Graphische Veranschaulichung:
�𝑎𝑎
Beurteilung der Lernkurve:
+ einfaches Verfahren+ empirisch überprüftes Konzept+ individuelle Einsetzbarkeit (branchen- und unternehmensindividuell)
- Unsicherheit zukünftiger Daten- nur begrenzt gültiges Grundmodell- kein Selbstläufer
Prof. Dr. Stefan Betz 9
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
2. Produktionskostenplanung2.1. Starre PlankostenrechnungPlanbeschäftigung (xP) und Plankosten (KP) sind fest vorgegebene Größen, die während der laufenden Ist-Periode nicht an Beschäftigungsschwankungen angepasst werden.Ablauf:
(1) Festlegung von xP
(2) Ermittlung von KP
(3) Bestimmung des Plankostenverrechnungssatzes: ℎ𝑃𝑃 = 𝐾𝐾𝑃𝑃
𝑥𝑥𝑃𝑃(4) Berechnung der verrechneten Plankosten:
𝐾𝐾𝑣𝑣𝑣𝑣 = ℎ𝑃𝑃 � xi = 𝐾𝐾𝑃𝑃 � 𝑥𝑥𝑖𝑖
𝑥𝑥𝑃𝑃(5) Abweichungsanalyse
Gegenüberstellung von 𝐾𝐾𝑖𝑖und 𝐾𝐾𝑣𝑣𝑣𝑣
Δ𝐺𝐺 = 𝐾𝐾𝑖𝑖 − 𝐾𝐾𝑣𝑣𝑣𝑣 = 𝐾𝐾𝑖𝑖 − 𝐾𝐾𝑃𝑃 � 𝑥𝑥𝑖𝑖
𝑥𝑥𝑃𝑃
Prof. Dr. Stefan Betz 10
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Prof. Dr. Stefan Betz 11
WS 19/20MODUL PRODUKTIONSMANAGEMENT
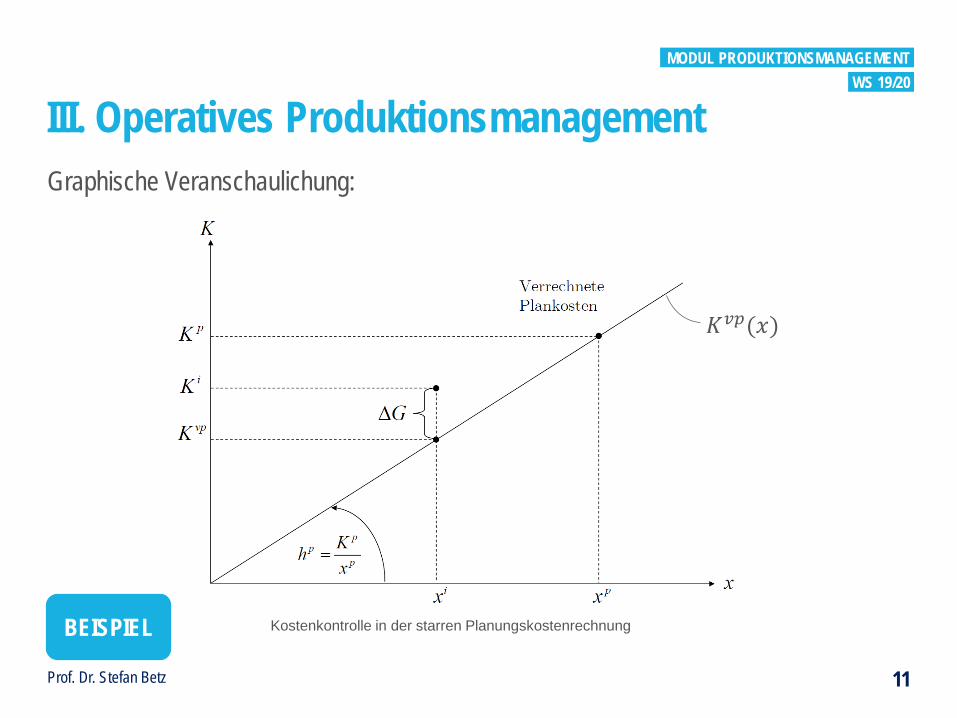
III. Operatives ProduktionsmanagementGraphische Veranschaulichung:
Kostenkontrolle in der starren Planungskostenrechnung
𝐾𝐾𝑣𝑣𝑣𝑣(𝑥𝑥)
BEISPIEL
Beurteilung der starren Plankostenrechnung:
+ einfaches Verfahren+ sinnvolle Planungs- und Kontrollmöglichkeit bei vernachlässigbar geringen Fixkosten+ sinnvolle Planungs- und Kontrollmöglichkeit bei vernachlässigbar geringen
Abweichungen zwischen xi und xP
- Proportionalisierung von Fixkosten bei Nutzung des Plankostenverrechnungssatzes- fehlende Kostenauflösung in der Kostenstellenrechnung keine Eignung der starren
PKR zu Kontrollzwecken- fehlende Kostenauflösung in der Kostenträger(stück)rechnung keine Eignung der
starren PKR zu Kalkulationszwecken
Prof. Dr. Stefan Betz 12
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
2.2. Flexible PlankostenrechnungDie ursprünglich festgesetzten Plankosten werden nach Ablauf der Abrechnungsperiode an die tatsächliche Ist-Beschäftigung angepasst, d.h. die Plankosten werden auf die Ist-Beschäftigung umgerechnet.
2.2.1. Vollkostenbasis:Ablauf:
(1) Festlegung der Planbeschäftigung xP
(2) Ermittlung der Plankosten KP:𝐾𝐾𝑃𝑃 = 𝐾𝐾𝑓𝑓𝑖𝑖𝑥𝑥𝑃𝑃 + 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃 � 𝑥𝑥𝑃𝑃
(3) Formulierung der Sollkostenfunktion KS:𝐾𝐾𝑆𝑆 = 𝐾𝐾𝑓𝑓𝑖𝑖𝑥𝑥𝑃𝑃 + 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃 � 𝑥𝑥𝑖𝑖
Prof. Dr. Stefan Betz 13
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
(4) Berechnung von 𝐾𝐾𝑣𝑣𝑣𝑣
𝐾𝐾𝑣𝑣𝑣𝑣 = 𝐾𝐾𝑃𝑃 � 𝑥𝑥𝑖𝑖
𝑥𝑥𝑃𝑃
(5) Abweichungsanalyse
Δ𝐺𝐺 = 𝐾𝐾𝑖𝑖 − 𝐾𝐾𝑣𝑣𝑣𝑣 = 𝐾𝐾𝑖𝑖 − 𝐾𝐾𝑃𝑃 � 𝑥𝑥𝑖𝑖
𝑥𝑥𝑃𝑃als Gesamtabweichung
Δ𝑉𝑉 = 𝐾𝐾𝑖𝑖 − 𝐾𝐾𝑠𝑠 = 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑖𝑖 − 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃 � 𝑥𝑥𝑖𝑖 als Verbrauchsabweichung
Δ𝐵𝐵 = 𝐾𝐾𝑠𝑠 − 𝐾𝐾𝑣𝑣𝑣𝑣 = 𝐾𝐾𝑓𝑓𝑖𝑖𝑥𝑥𝑃𝑃 � (1 − 𝑥𝑥𝑖𝑖
𝑥𝑥𝑃𝑃) als Beschäftigungsabweichung
Prof. Dr. Stefan Betz 14
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Prof. Dr. Stefan Betz 15
WS 19/20MODUL PRODUKTIONSMANAGEMENT
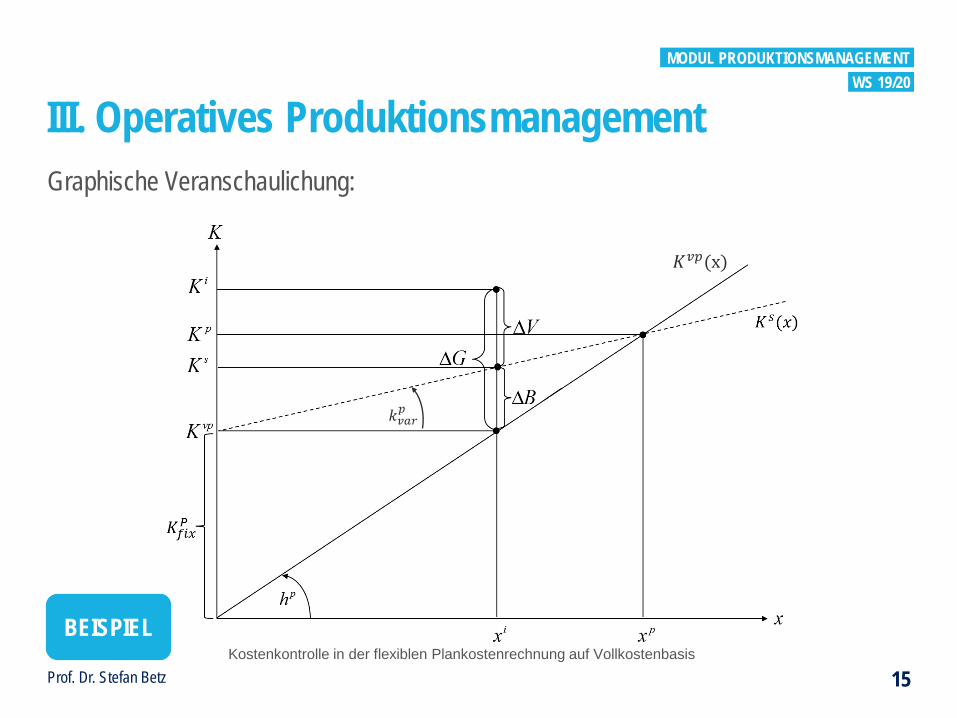
III. Operatives ProduktionsmanagementGraphische Veranschaulichung:
BEISPIELKostenkontrolle in der flexiblen Plankostenrechnung auf Vollkostenbasis
𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑣𝑣
𝐾𝐾𝑣𝑣𝑣𝑣(x)
Beurteilung der flexiblen Plankostenrechnung auf Vollkostenbasis:
+ einfaches Vorgehen+ größerer Anwendungsbereich als im Fall der starren PKR, bei der xi ≈xP und/oder
𝐾𝐾𝑓𝑓𝑖𝑖𝑥𝑥𝑃𝑃 ≈ 0 unterstellt wurde+ wirksame Kostenkontrolle möglich, weil Kostenauflösung in der
Kostenstellenrechnung erfolgt
- Proportionalisierung von Fixkosten bei Nutzung der verrechneten Plankosten- fehlende Kostenauflösung in der Kostenträger(stück)rechnung keine Eignung zu
Kalkulationszwecken- Gefahr einer fehlerhaften Lösung kurzfristiger Entscheidungsprobleme
Prof. Dr. Stefan Betz 16
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
2.2.2. TeilkostenbasisAblauf:
(1) Festlegung der Planbeschäftigung xP
(2) Bestimmung der zu xP gehörenden variablen Plankosten 𝐾𝐾𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃
𝐾𝐾𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃 = 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃 � 𝑥𝑥𝑃𝑃(3) Formulierung der Sollkostenfunktion
𝐾𝐾𝑣𝑣𝑣𝑣𝑟𝑟𝑆𝑆 = 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃 � 𝑥𝑥𝑖𝑖(4) Ermittlung der variablen verrechneten Plankosten
𝐾𝐾𝑣𝑣𝑣𝑣𝑟𝑟𝑣𝑣𝑣𝑣 = 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃 � 𝑥𝑥𝑖𝑖 (= 𝐾𝐾𝑣𝑣𝑣𝑣𝑟𝑟𝑆𝑆 )
(5) AbweichungsanalyseΔ𝐺𝐺 = 𝐾𝐾𝑣𝑣𝑣𝑣𝑟𝑟𝑖𝑖 − 𝐾𝐾𝑣𝑣𝑣𝑣𝑟𝑟
𝑣𝑣𝑣𝑣 = 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑖𝑖 − 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃 � 𝑥𝑥𝑖𝑖
Δ𝑉𝑉 = 𝐾𝐾𝑣𝑣𝑣𝑣𝑟𝑟𝑖𝑖 − 𝐾𝐾𝑣𝑣𝑣𝑣𝑟𝑟𝑆𝑆 = 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑖𝑖 − 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃 � 𝑥𝑥𝑖𝑖 = Δ𝐺𝐺Δ𝐵𝐵 = 𝐾𝐾𝑣𝑣𝑣𝑣𝑟𝑟𝑆𝑆 − 𝐾𝐾𝑣𝑣𝑣𝑣𝑟𝑟
𝑣𝑣𝑣𝑣 = 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃 − 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃 � 𝑥𝑥𝑖𝑖 = 0
Prof. Dr. Stefan Betz 17
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Prof. Dr. Stefan Betz 18
WS 19/20MODUL PRODUKTIONSMANAGEMENT
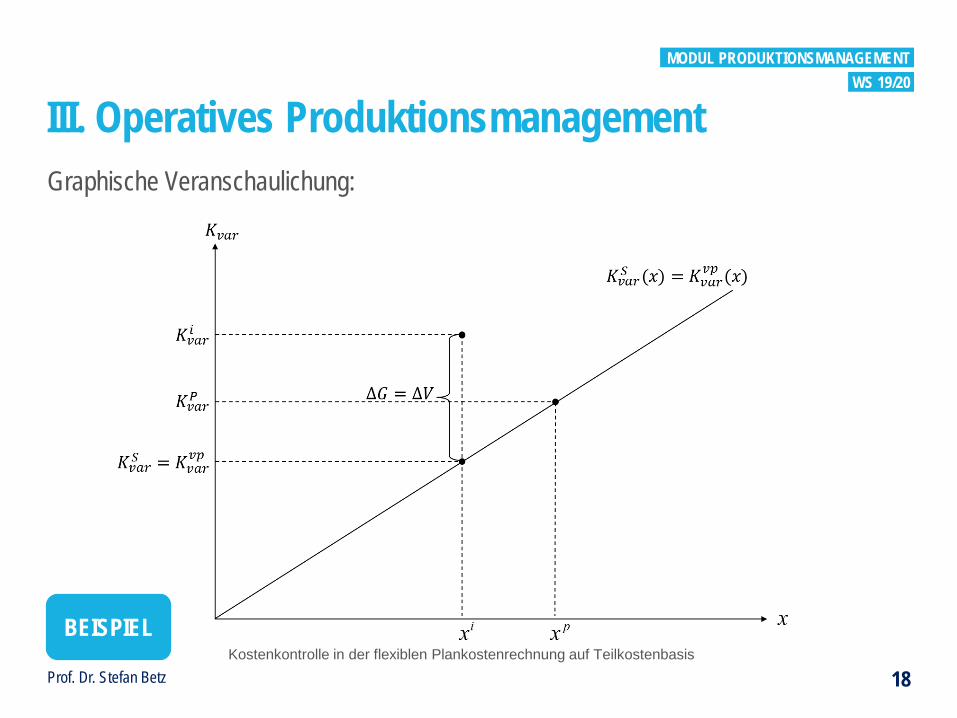
III. Operatives ProduktionsmanagementGraphische Veranschaulichung:
BEISPIELKostenkontrolle in der flexiblen Plankostenrechnung auf Teilkostenbasis
Beurteilung der flexiblen Plankostenrechnung auf Teilkostenbasis:
+ einfaches Vorgehen+ Eignung zu Kontrollzwecken, weil in der Kostenstellenrechnung eine Kostenauflösung
erfolgt+ Eignung zu Kalkulationszwecken, weil auch in der Kostenträger(stück)rechnung eine
Kostenauflösung erfolgt
- Aussagen über Auslastung der Kostenstelle sind nicht möglich, weil Δ𝐵𝐵 = 0 gilt - die flexible PKR auf Teilkostenbasis ist nur dann zu empfehlen, wenn sich 𝐾𝐾𝑓𝑓𝑖𝑖𝑥𝑥𝑃𝑃 als
entscheidungsirrelevant herausstellt- zur Ermittlung von 𝑘𝑘𝑣𝑣𝑣𝑣𝑟𝑟𝑃𝑃 bedarf es der Kenntnis mehrerer Faktorpreise qm und
Faktorverbräuche am. Oft liegt allerdings Datenunkenntnis vor.
Prof. Dr. Stefan Betz 19
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
3. Kapazitätsnutzungsplanung3.1. Qualitative Kapazitätsnutzungsplanung
• Determinanten der qualitativen Kapazität einer Arbeitskraft sind:Leistungsfähigkeit und Leistungsbereitschaft
• Erstellung eines Fähigkeitsprofils zur quantitativen Erfassung und Abbildung der Fähigkeiten einer Arbeitskraft, bestimmte Arbeitsaufgaben zu erfüllen
• Instrument der Profilmethode: Gegenüberstellung des Fähigkeitsprofils einer Arbeitskraft mit dem Anforderungsprofil eines Arbeitsplatzes
Prof. Dr. Stefan Betz 20
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Schritte der Profilmethode:
(1) Ermittlung der relevanten Fähigkeitsarten(2) Messung des Ausmaßes, in dem die Arbeitskraft i die Fähigkeitsart k im
Zeitpunkt t besitzt, als Merkmalsausprägung ekit(3) Normierung der Fähigkeitsausprägungen auf einer 10-Punkte-Skala(4) Aufstellung eines Vektors 𝑒𝑒𝑖𝑖𝑖𝑖 der Fähigkeiten von Arbeitskraft i im
Zeitpunkt t:
𝑒𝑒𝑖𝑖𝑖𝑖 =
𝑒𝑒1𝑖𝑖𝑖𝑖𝑒𝑒2𝑖𝑖𝑖𝑖⋮𝑒𝑒𝐾𝐾𝑖𝑖𝑖𝑖
Prof. Dr. Stefan Betz 21
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
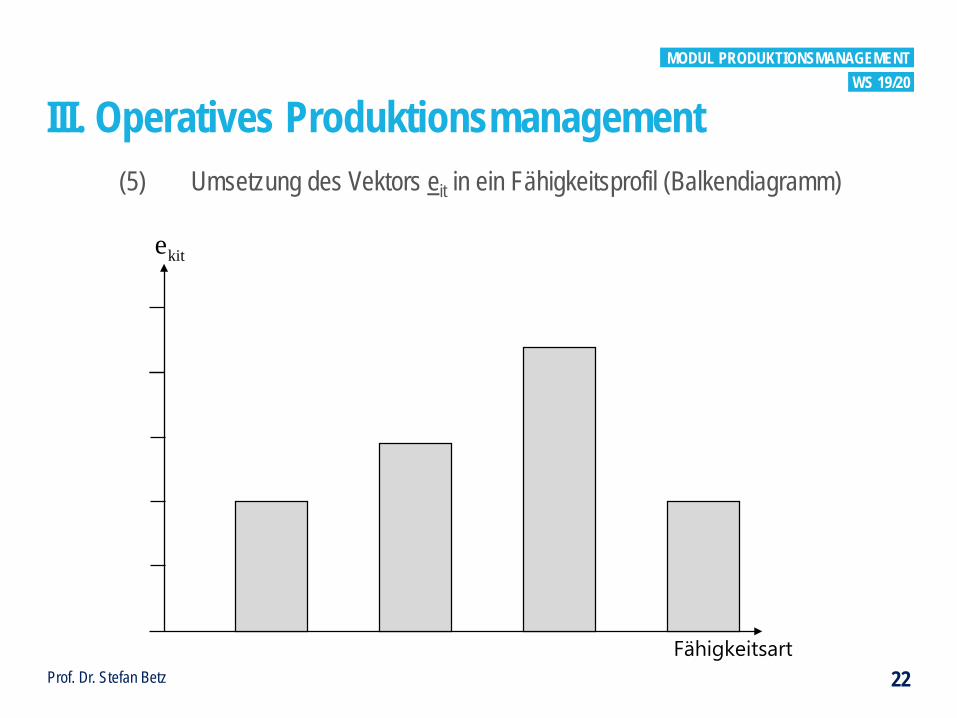
(5) Umsetzung des Vektors eit in ein Fähigkeitsprofil (Balkendiagramm)
Prof. Dr. Stefan Betz 22
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Fähigkeitsart
kite
(6) Vergleich des Fähigkeitsprofils von Arbeitskraft i im Zeitpunkt t mit dem Anforderungsprofil von Arbeitsplatz m im Zeitpunkt t
Hierzu muss zunächst der Anforderungsvektor von Arbeitsplatz m im Zeitpunkt t aufgestellt werden:
𝑎𝑎𝑚𝑚𝑖𝑖 =
𝑎𝑎1𝑚𝑚𝑖𝑖⋮
𝑎𝑎𝑘𝑘𝑚𝑚𝑖𝑖⋮
𝑎𝑎𝐾𝐾𝑚𝑚𝑖𝑖
Prof. Dr. Stefan Betz 23
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
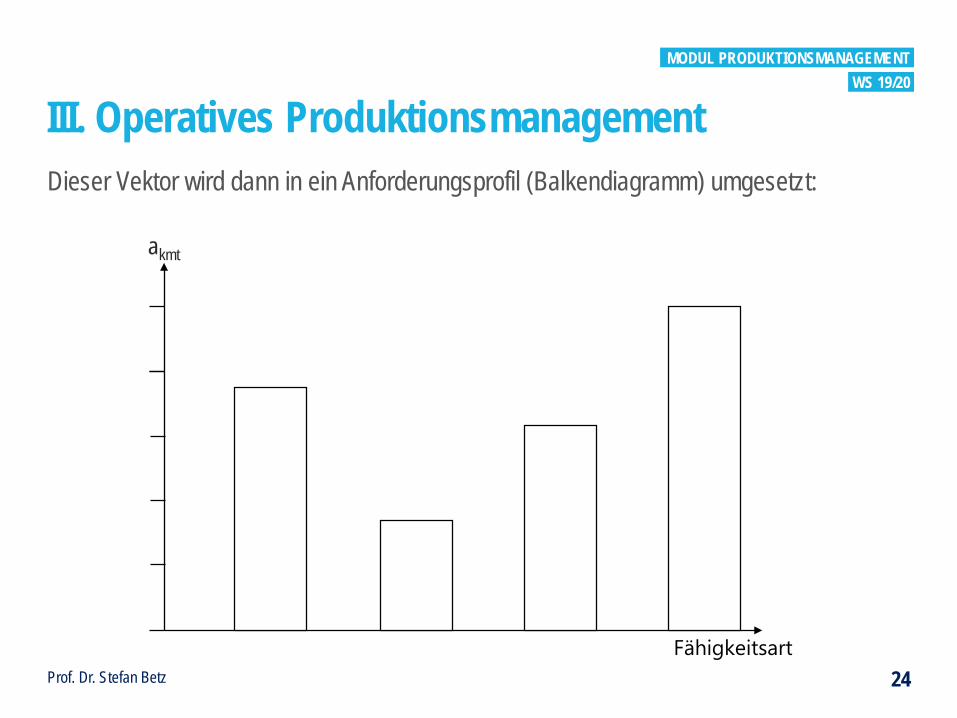
Dieser Vektor wird dann in ein Anforderungsprofil (Balkendiagramm) umgesetzt:
Prof. Dr. Stefan Betz 24
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Fähigkeitsart
akmt
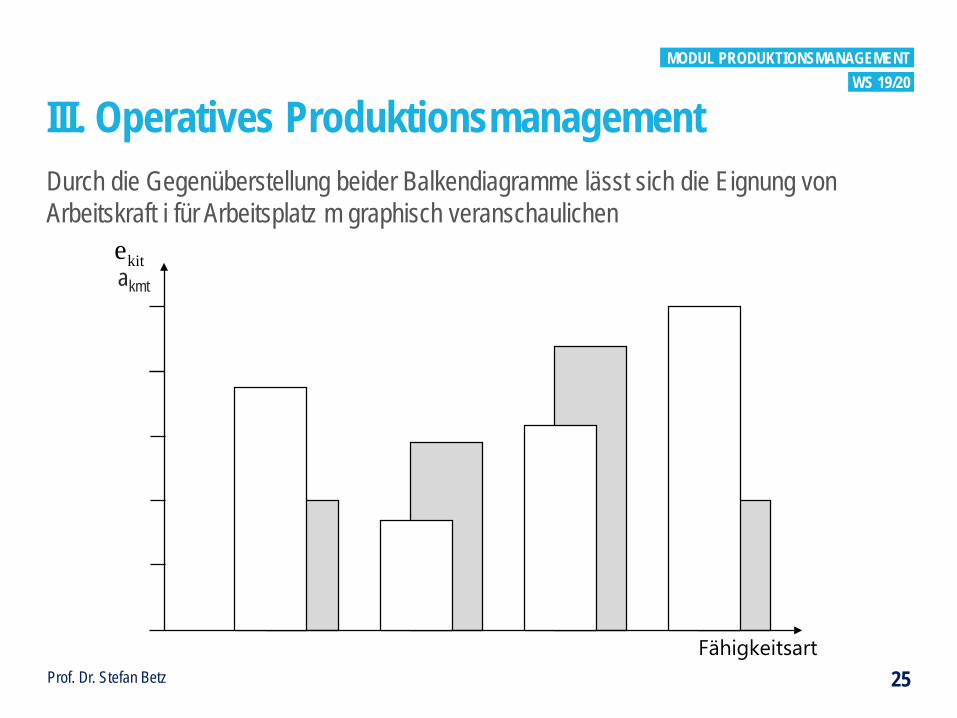
Durch die Gegenüberstellung beider Balkendiagramme lässt sich die Eignung von Arbeitskraft i für Arbeitsplatz m graphisch veranschaulichen
Prof. Dr. Stefan Betz 25
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
kite
Fähigkeitsart
akmt
Beurteilung der Profilmethode:
+ einfaches Verfahren+ mögliche Berücksichtigung beliebig vieler Fähigkeitsarten+ anschauliche Visualisierung der beiden Profile durch zwei Balkendiagramme
- Subjektivität bei der Auswahl der relevanten Fähigkeitsarten- Probleme bei der Quantifizierung und Normierung der unterschiedlichen
Fähigkeitsarten - Vernachlässigung von Interdependenzen zwischen den einzelnen Fähigkeitsarten,
wie zum Beispiel des Tatbestandes, dass zwei Fähigkeitsarten gleichzeitig beherrscht werden können müssen.
Prof. Dr. Stefan Betz 26
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
3.2. Quantitative KapazitätsnutzungsplanungFokus: kurzfristige Abstimmung von quantitativem Kapazitätsvorrat und quantitativem Kapazitätsbedarf.
3.2.1. Intensitätsmäßige und zeitliche Anpassung
Prof. Dr. Stefan Betz 27
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
d.h. der Kapazitätsvorrat von z.B. 40 Stunden pro Woche wird an den vomProduktionsprogramm geforderten Kapazitätsbedarf von z.B. 42 Stunden pro Woche dadurchangepasst, dass die Produktionsgeschwindigkeit (=Intensität) und/oder die Einsatzzeit desbetrachteten Arbeitssystems ohne Kosten variiert wird
Grundsätzliche Beziehungsgleichung:
𝑥𝑥 = 𝑑𝑑 � 𝑖𝑖𝑃𝑃𝑃𝑃𝑃𝑃𝑃𝑃𝑃𝑃 = 𝑃𝑃𝑃𝑃
𝑃𝑃𝑃𝑃 � 𝑃𝑃𝑃𝑃𝑃𝑃𝑃𝑃𝑃𝑃
Variierenden Outputmengenanforderungen kann man sich durch variierende Intensitäten und/oder variierende Einsatzzeiten anpassen.
Prof. Dr. Stefan Betz 28
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
3.2.1.1. Stetig variierbare Intensität
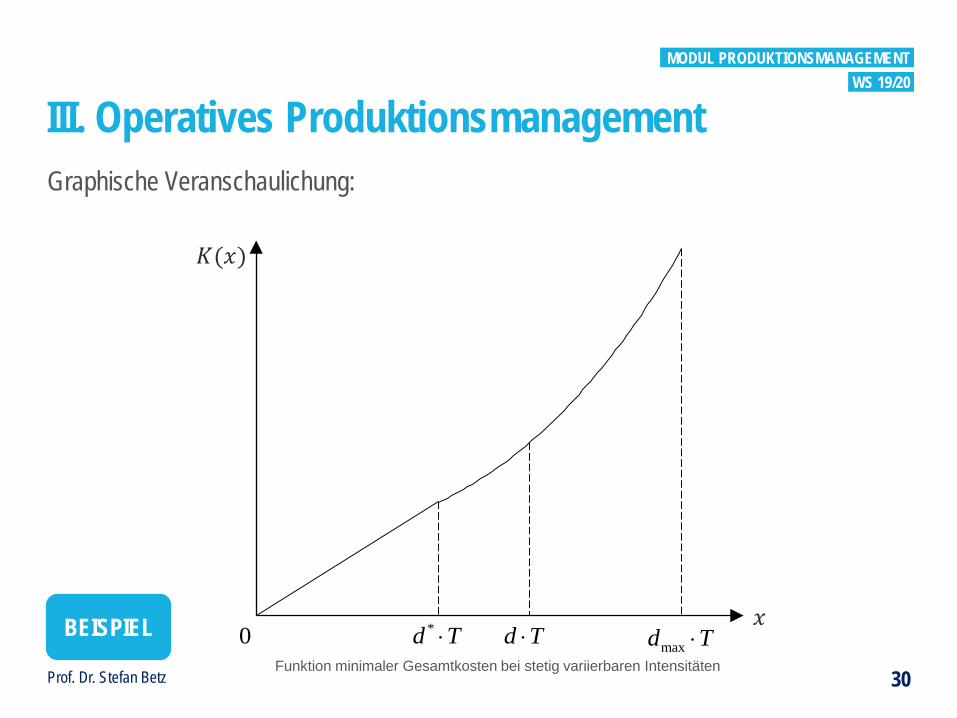
Vorgehen zur kostenminimalen Anpassungspolitik:(1) Bestimmung derjenigen Intensität d*, die die Stückkostenfunktion k(d) minimiert(2) Wahl einer rein zeitlichen Anpassung für die Produktionsmenge 0 ≤ x ≤ d* ∙ T,
wobei d=d* als kostenminimale Intensität und T als maximale Einsatzzeit zu interpretieren sind. Die jeweils gewählte Einsatzzeit t ist variabel wobei gilt: x=d* ∙ t.
(3) Wahl einer rein intensitätsmäßigen Anpassung für die Produktionsmenge d* ∙ T < x ≤ dmax ∙ T, d als variable Steuerungsgröße, dmax als maximale Intensität und x=d ∙ T gilt.
(4) Formulierung derjenigen Funktion, die jedem Output x die minimalen Gesamtkosten für den Fall einer kombinierten zeitlich-intensitätsmäßigen Anpassung zuordnet:
𝐾𝐾 𝑥𝑥 = �k 𝑑𝑑∗ � 𝑥𝑥, wenn 0 ≤ 𝑥𝑥 ≤ 𝑑𝑑 ∗� 𝑇𝑇 mit 𝑥𝑥 = 𝑑𝑑∗ � 𝑖𝑖
k 𝑥𝑥𝑇𝑇 � 𝑥𝑥,𝑤𝑤𝑒𝑒𝑤𝑤𝑤𝑤 𝑑𝑑 ∗� 𝑇𝑇 ≤ 𝑥𝑥 ≤ 𝑑𝑑𝑚𝑚𝑣𝑣𝑥𝑥 � 𝑇𝑇 𝑚𝑚𝑖𝑖𝑖𝑖 𝑥𝑥 = 𝑑𝑑 � 𝑇𝑇
Prof. Dr. Stefan Betz 29
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Prof. Dr. Stefan Betz 30
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives ProduktionsmanagementGraphische Veranschaulichung:
BEISPIELFunktion minimaler Gesamtkosten bei stetig variierbaren Intensitäten
0 *d T⋅ d T⋅ maxd T⋅
𝐾𝐾(𝑥𝑥)
𝑥𝑥
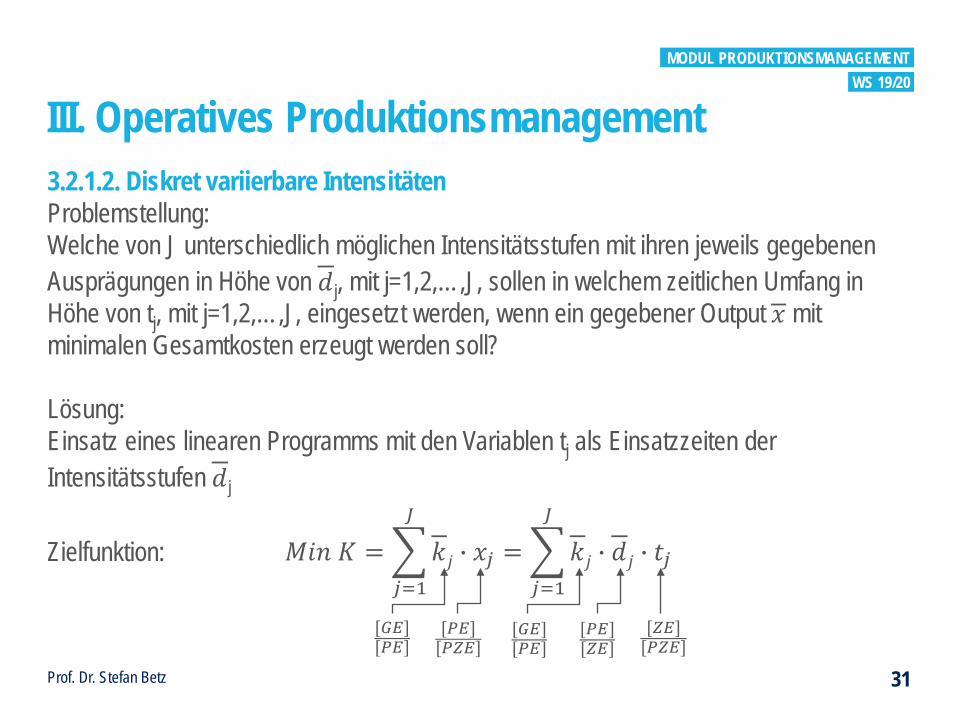
3.2.1.2. Diskret variierbare IntensitätenProblemstellung:Welche von J unterschiedlich möglichen Intensitätsstufen mit ihren jeweils gegebenen Ausprägungen in Höhe von 𝑑𝑑j, mit j=1,2,…,J, sollen in welchem zeitlichen Umfang in Höhe von tj, mit j=1,2,…,J, eingesetzt werden, wenn ein gegebener Output 𝑥𝑥 mit minimalen Gesamtkosten erzeugt werden soll?
Lösung:Einsatz eines linearen Programms mit den Variablen tj als Einsatzzeiten der Intensitätsstufen 𝑑𝑑j
Zielfunktion: 𝑀𝑀𝑖𝑖𝑤𝑤 𝐾𝐾 = �𝑗𝑗=1
𝐽𝐽
𝑘𝑘𝑗𝑗 � 𝑥𝑥𝑗𝑗 = �𝑗𝑗=1
𝐽𝐽
𝑘𝑘𝑗𝑗 � 𝑑𝑑𝑗𝑗 � 𝑖𝑖𝑗𝑗
Prof. Dr. Stefan Betz 31
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
[𝐺𝐺𝐺𝐺][𝑃𝑃𝐺𝐺]
[𝑃𝑃𝐺𝐺][𝑃𝑃𝑃𝑃𝐺𝐺]
[𝐺𝐺𝐺𝐺][𝑃𝑃𝐺𝐺]
[𝑃𝑃𝐺𝐺][𝑃𝑃𝐺𝐺]
[𝑃𝑃𝐺𝐺][𝑃𝑃𝑃𝑃𝐺𝐺]
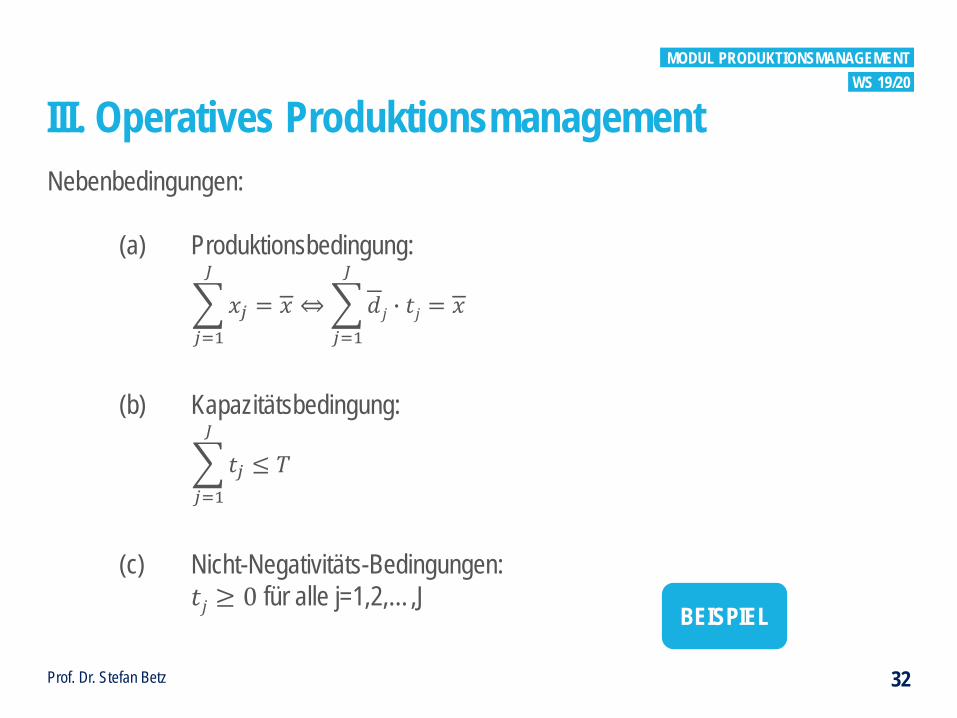
Nebenbedingungen:
(a) Produktionsbedingung:
(b) Kapazitätsbedingung:
(c) Nicht-Negativitäts-Bedingungen:𝑖𝑖𝑗𝑗 ≥ 0 für alle j=1,2,…,J
Prof. Dr. Stefan Betz 32
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
BEISPIEL
�𝑗𝑗=1
𝐽𝐽
𝑥𝑥𝑗𝑗 = 𝑥𝑥 ⇔�𝑗𝑗=1
𝐽𝐽
𝑑𝑑𝑗𝑗 � 𝑖𝑖𝑗𝑗 = 𝑥𝑥
�𝑗𝑗=1
𝐽𝐽
𝑖𝑖𝑗𝑗 ≤ 𝑇𝑇
3.2.2. Quantitative und zeitliche Anpassung
Auf einer Fertigungsstufe können maximal Z Arbeitssysteme eingesetzt werden, wobei jedes Arbeitssystem z=1,2,…,Z jeweils nur mit einer einzigen Intensität 𝑑𝑑𝑧𝑧 genutzt werden kann. Variabel ist im Folgenden die Einsatzzeit tz des Arbeitssystems z=1,2,…,Z.
Problemstellung:Welche von Z Arbeitssystemen sind in welchem zeitlichen Umfang auf einer bestimmten Fertigungsstufe einzusetzen, wenn ein gegebener Output 𝑥𝑥 zu minimalen Gesamtkosten hergestellt werden soll?
Lösung:Einsatz eines linearen, gemischt-ganzzahligen Programms mit Z Variablen der Art tz und Z Variablen der Art wz, jeweils mit z=1,2,…,Z
Prof. Dr. Stefan Betz 33
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
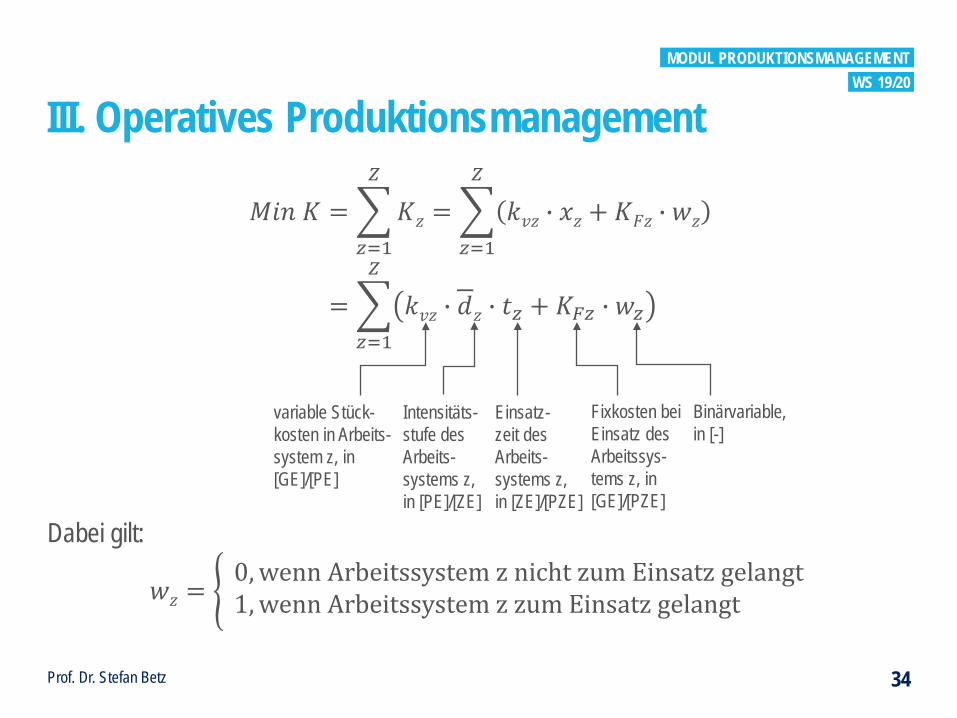
𝑀𝑀𝑖𝑖𝑤𝑤 𝐾𝐾 = �𝑧𝑧=1
𝑃𝑃
𝐾𝐾𝑧𝑧 = �𝑧𝑧=1
𝑃𝑃
𝑘𝑘𝑣𝑣𝑧𝑧 � 𝑥𝑥𝑧𝑧 + 𝐾𝐾𝐹𝐹𝑧𝑧 � 𝑤𝑤𝑧𝑧
= �𝑧𝑧=1
𝑃𝑃
𝑘𝑘𝑣𝑣𝑧𝑧 � 𝑑𝑑𝑧𝑧 � 𝑖𝑖𝑧𝑧 + 𝐾𝐾𝐹𝐹𝑧𝑧 � 𝑤𝑤𝑧𝑧
Dabei gilt:
𝑤𝑤𝑧𝑧 = �0, wenn Arbeitssystem z nicht zum Einsatz gelangt1, wenn Arbeitssystem z zum Einsatz gelangt
Prof. Dr. Stefan Betz 34
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
variable Stück-kosten in Arbeits-system z, in [GE]/[PE]
Intensitäts-stufe des Arbeits-systems z, in [PE]/[ZE]
Einsatz-zeit des Arbeits-systems z, in [ZE]/[PZE]
Fixkosten bei Einsatz des Arbeitssys-tems z, in [GE]/[PZE]
Binärvariable, in [-]
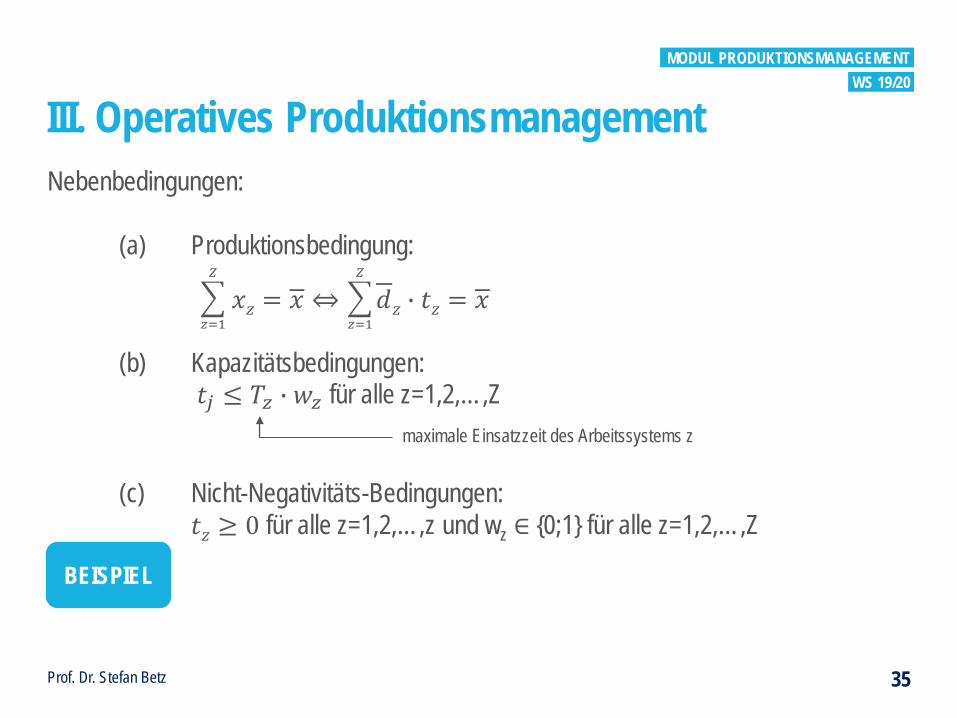
Nebenbedingungen:
(a) Produktionsbedingung:
𝑥𝑥𝑧𝑧 = 𝑥𝑥 ⇔ 𝑑𝑑𝑧𝑧 � 𝑖𝑖𝑧𝑧 = 𝑥𝑥
(b) Kapazitätsbedingungen:𝑖𝑖𝑗𝑗 ≤ 𝑇𝑇𝑧𝑧 � 𝑤𝑤𝑧𝑧 für alle z=1,2,…,Z
(c) Nicht-Negativitäts-Bedingungen:𝑖𝑖𝑧𝑧 ≥ 0 für alle z=1,2,…,z und wz ∈ {0;1} für alle z=1,2,…,Z
Prof. Dr. Stefan Betz 35
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
BEISPIEL
maximale Einsatzzeit des Arbeitssystems z
�𝑧𝑧=1
𝑃𝑃
�𝑧𝑧=1
𝑃𝑃
Beurteilung der verschiedenen Verfahren zur quantitativen Kapazitätsnutzungsplanung:
+ einfaches Verfahren+ intersubjektive Überprüfbarkeit+ optimale Ergebnisse (keine Heuristiken)
- Unsicherheit zukünftiger Daten- hohes Maß an Problemkomplexität bei einer Vielzahl an Variablen- vereinfachende Annahmen, wie zum Beispiel die Vorgabe einer Intensitätsstufe 𝑑𝑑𝑧𝑧 für
ein Arbeitssystem z, mit z = 1,2,…,Z
Prof. Dr. Stefan Betz 36
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
3.2.3. Anpassung durch Annahme von Zusatzaufträgen Zusatzauftrag:Auftrag, der nach Abschluss der Absatzplanung nicht aus dem regelmäßigen Abnehmerkreis als einmalige Nachfrage eingeht.
Problemstellung:Welcher Absatzpreis muss je Produkteinheit mindestens verlangt werden, damit es sich lohnt, die gegebene Restkapazität durch einen Zusatzauftrag in Anspruch zu nehmen?
Bei diesem Absatzpreis handelt es sich um die sog. ‘‘kurzfristige Preisuntergrenze‘‘ (PUG), die einen kritischen Wert des Verkaufspreises markiert, bei dessen Unterschreiten der betreffende Zusatzauftrag nicht angenommen wird.
Prof. Dr. Stefan Betz 37
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
(1) Keine InterdependenzenWenn freie Kapazitäten zur Verfügung stehen und der betrachtete Zusatzauftrag in keinerlei Zusammenhang zum bisher geplanten Produktions- und Absatzprogramm steht, lautet die PUG:
𝑃𝑃𝑃𝑃𝐺𝐺𝑤𝑤 = 𝑘𝑘𝑛𝑛
mit 𝑘𝑘𝑛𝑛: variable Stückkosten der Produktart n, in [GE]/[PE]
(2) ProduktionsinterdependenzenSie liegen genau dann vor, wenn durch die Annahme des Zusatzauftrages ein Produktionsengpass wirksam wird, der nur dadurch beseitigt werden kann, dass (a) die Kapazität der Engpassstufe erweitert wird oder (b) Produktions- und Absatzmengen anderer Produktarten aus dem
bereits geplanten Produktions- und Absatzprogramm verdrängt werden.Prof. Dr. Stefan Betz 38
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
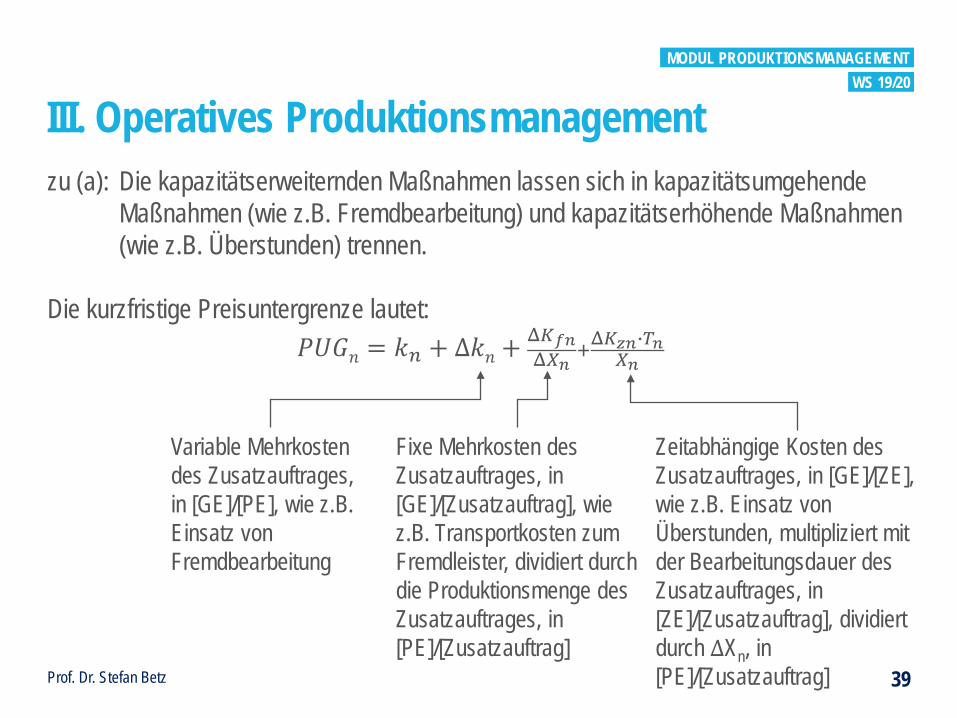
zu (a): Die kapazitätserweiternden Maßnahmen lassen sich in kapazitätsumgehende Maßnahmen (wie z.B. Fremdbearbeitung) und kapazitätserhöhende Maßnahmen (wie z.B. Überstunden) trennen.
Die kurzfristige Preisuntergrenze lautet:𝑃𝑃𝑃𝑃𝐺𝐺𝑤𝑤 = 𝑘𝑘𝑛𝑛 + Δ𝑘𝑘𝑤𝑤 + Δ𝐾𝐾𝑓𝑓𝑓𝑓
Δ𝑋𝑋𝑓𝑓+Δ𝐾𝐾𝑧𝑧𝑓𝑓�𝑇𝑇𝑓𝑓𝑋𝑋𝑓𝑓
Prof. Dr. Stefan Betz 39
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Variable Mehrkosten des Zusatzauftrages, in [GE]/[PE], wie z.B. Einsatz von Fremdbearbeitung
Fixe Mehrkosten des Zusatzauftrages, in [GE]/[Zusatzauftrag], wie z.B. Transportkosten zum Fremdleister, dividiert durch die Produktionsmenge des Zusatzauftrages, in [PE]/[Zusatzauftrag]
Zeitabhängige Kosten des Zusatzauftrages, in [GE]/[ZE], wie z.B. Einsatz von Überstunden, multipliziert mit der Bearbeitungsdauer des Zusatzauftrages, in [ZE]/[Zusatzauftrag], dividiert durch ΔXn, in [PE]/[Zusatzauftrag]
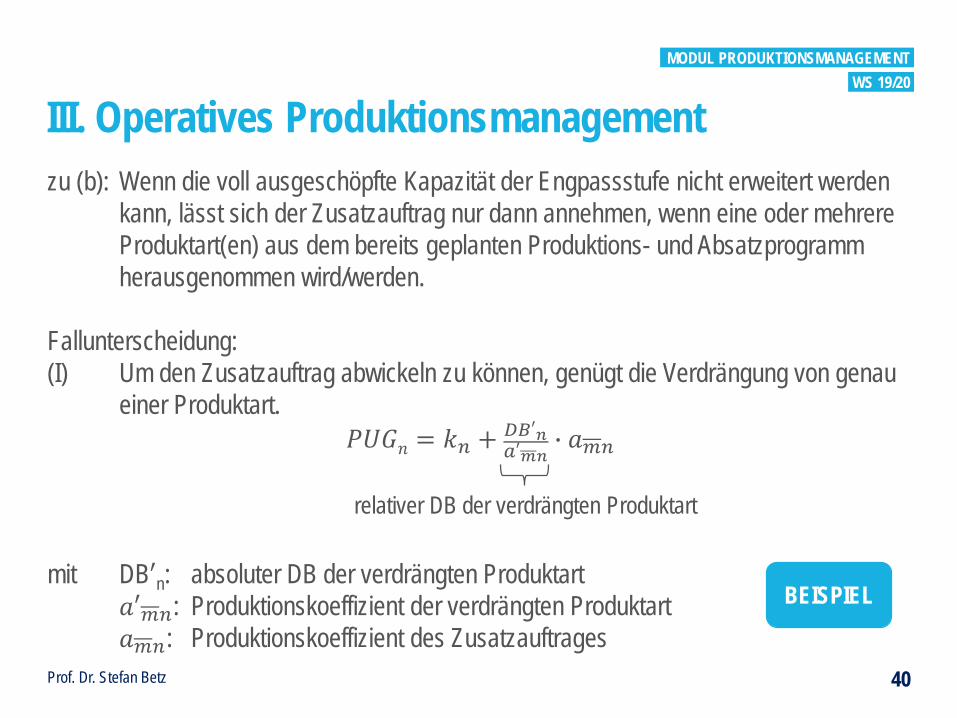
zu (b): Wenn die voll ausgeschöpfte Kapazität der Engpassstufe nicht erweitert werden kann, lässt sich der Zusatzauftrag nur dann annehmen, wenn eine oder mehrere Produktart(en) aus dem bereits geplanten Produktions- und Absatzprogramm herausgenommen wird/werden.
Fallunterscheidung:(I) Um den Zusatzauftrag abwickeln zu können, genügt die Verdrängung von genau
einer Produktart.𝑃𝑃𝑃𝑃𝐺𝐺𝑤𝑤 = 𝑘𝑘𝑛𝑛 + 𝐷𝐷𝐷𝐷′
𝑓𝑓𝑣𝑣′𝑚𝑚𝑓𝑓
� 𝑎𝑎𝑚𝑚𝑛𝑛
mit DB′n: absoluter DB der verdrängten Produktart𝑎𝑎′𝑚𝑚𝑛𝑛: Produktionskoeffizient der verdrängten Produktart𝑎𝑎𝑚𝑚𝑛𝑛: Produktionskoeffizient des Zusatzauftrages
Prof. Dr. Stefan Betz 40
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
relativer DB der verdrängten Produktart
BEISPIEL
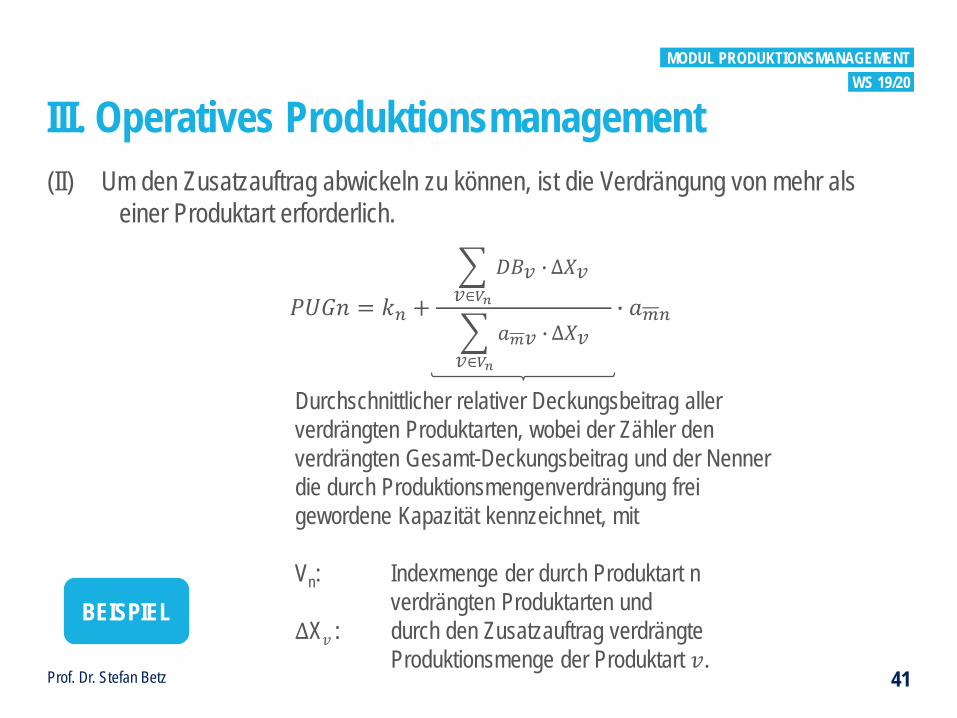
(II) Um den Zusatzauftrag abwickeln zu können, ist die Verdrängung von mehr als einer Produktart erforderlich.
𝑃𝑃𝑃𝑃𝐺𝐺𝑤𝑤 = 𝑘𝑘𝑛𝑛 + � 𝑎𝑎𝑚𝑚𝑛𝑛
Prof. Dr. Stefan Betz 41
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
BEISPIEL
Durchschnittlicher relativer Deckungsbeitrag aller verdrängten Produktarten, wobei der Zähler den verdrängten Gesamt-Deckungsbeitrag und der Nenner die durch Produktionsmengenverdrängung frei gewordene Kapazität kennzeichnet, mit
Vn: Indexmenge der durch Produktart n verdrängten Produktarten und
ΔX𝑣𝑣 : durch den Zusatzauftrag verdrängte Produktionsmenge der Produktart 𝑣𝑣.
�𝑣𝑣∈𝑉𝑉𝑓𝑓
𝐷𝐷𝐵𝐵𝑣𝑣 � Δ𝑋𝑋𝑣𝑣
�𝑣𝑣∈𝑉𝑉𝑓𝑓
𝑎𝑎𝑚𝑚𝑣𝑣 � Δ𝑋𝑋𝑣𝑣
(3) AbsatzinterdependenzenWerden die Absatzmengen und/oder Absatzpreise anderer Produktarten durch die Annahme und Durchführung des Zusatzauftrages beeinträchtigt, sind die wegfallenden Deckungsbeiträge als zusätzliche Kosten bei der Bestimmung der Preisuntergrenze für den Zusatzauftrag zu berücksichtigen.
𝑃𝑃𝑃𝑃𝐺𝐺𝑤𝑤 = 𝑘𝑘𝑛𝑛 +Δ𝑋𝑋𝑤𝑤
mitΔ𝐺𝐺𝐷𝐷𝐵𝐵𝑣𝑣 = 𝑝𝑝𝑣𝑣 − 𝑘𝑘𝑣𝑣 � 𝑥𝑥𝑣𝑣 − �𝑝𝑝𝑣𝑣 − 𝑘𝑘𝑣𝑣 � �𝑥𝑥𝑣𝑣
mit Sn: Indexmenge derjenigen Produktarten, die mit Produktart n absatzmäßig in Beziehung stehen,
�𝑝𝑝𝑣𝑣: reduzierter Erlös für Produktart n,�𝑥𝑥𝑣𝑣: reduzierte Absatzmenge für Produktart n.
Prof. Dr. Stefan Betz 42
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
BEISPIEL
�𝑣𝑣∈𝑆𝑆𝑓𝑓
Δ𝐺𝐺𝐷𝐷𝐵𝐵𝑣𝑣
Beurteilung der Anpassung durch Annahme von Zusatzaufträgen:
+ einfache Berechnungen der PUGn+ explizite Berücksichtigung entgangener Umsätze bei der Ermittlung der PUGn+ zielorientierte Handlungsempfehlungen hinsichtlich der Annahme/Ablehnung von
Zusatzaufträgen
- Vernachlässigung von Fixkosten im Fall fehlender Interdependenzen- Proportionalisierung fixer Kosten im Fall vorliegender Produktionsinterdependenzen- Probleme bei der Prognose von �p𝑣𝑣 und �𝑥𝑥𝑣𝑣 im Fall vorliegender Absatzinterdepen-
denzen
Prof. Dr. Stefan Betz 43
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
4. ProduktionsprogrammplanungVor einem kurzfristigen Planungshorizont ist festzulegen, welche Produktarten in welchen Mengen mit welchen Verfahren herzustellen sind, wenn ein bestimmtes Ziel (z.B. die Deckungsbeitragsmaximierung) optimal erreicht werden soll.
4.1. Kein Engpass(d.h. die Kapazität aller Fertigungsstufen reicht aus, um sämtliche Produktarten mit positivem Stückdeckungsbeitrag in Absatzhöchstmengen herstellen zu können.)
4.1.1. Einstufige Deckungsbeitragsrechnung(d.h. alle beschäftigungsfixen Kosten werden in einem Block zusammengefasst)Für jede Produktart n wird der Stückdeckungsbeitrag DBn als Differenz von Stückerlös pnund variablen Stückkosten 𝑘𝑘𝑛𝑛𝑣𝑣ermittelt:
Prof. Dr. Stefan Betz 44
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
𝐷𝐷𝐵𝐵𝑤𝑤 = 𝑝𝑝𝑛𝑛 − 𝑘𝑘𝑛𝑛𝑣𝑣
= 𝑝𝑝𝑛𝑛 − �𝑚𝑚=1
𝑀𝑀
𝑘𝑘 �𝑚𝑚𝑛𝑛𝑣𝑣
mit 𝑘𝑘𝑚𝑚𝑛𝑛𝑣𝑣 : variable Stückkosten der Produktart n auf Fertigungsstufe m, in [GE]/[PE]
Alle Produktarten mit positivem Stückdeckungsbeitrag werden in ihren jeweiligen Absatzhöchstmengen in das Produktions- und Absatzprogramm aufgenommen.
Prof. Dr. Stefan Betz 45
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
BEISPIEL
4.1.2. Mehrstufige Deckungsbeitragsrechnung(d.h. der Fixkostenblock wird in einzelne Fixkostenschichten aufgelöst, so dass eine stufenweise Verrechnung der gebildeten Fixkostenschichten mit den Erlösen bzw. Deckungsbeiträgen möglich ist.)
• Die stufenweise Fixkostendeckungsrechnung gliedert den Fixkostenblock in solche Kategorien, die bestimmten Bezugsgrößen (z.B. der Produktart oder dem Produktfeld) verursachungsgerecht (also ohne Schlüsselung) zugerechnet werden können.
• Fragestellung: Welche Fixkosten lassen sich auf lange Sicht einsparen oder abbauen, wenn man auf bestimmte Produktarten, -gruppen, -felder etc. verzichtet?
Prof. Dr. Stefan Betz 46
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
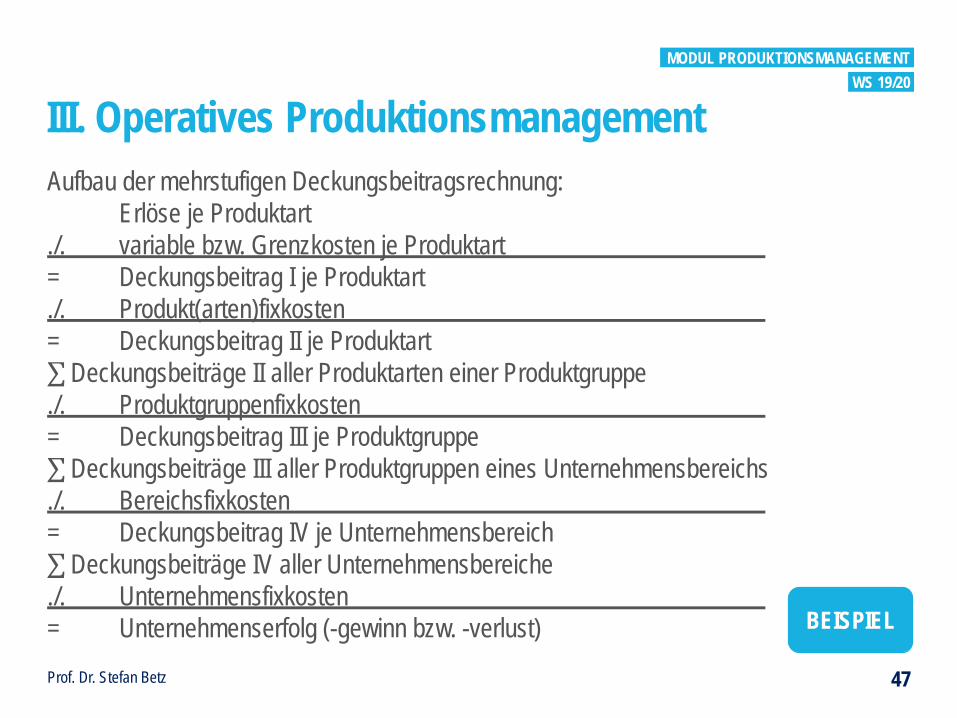
Aufbau der mehrstufigen Deckungsbeitragsrechnung:Erlöse je Produktart
./. variable bzw. Grenzkosten je Produktart= Deckungsbeitrag I je Produktart./. Produkt(arten)fixkosten= Deckungsbeitrag II je Produktart ∑Deckungsbeiträge II aller Produktarten einer Produktgruppe./. Produktgruppenfixkosten= Deckungsbeitrag III je Produktgruppe ∑Deckungsbeiträge III aller Produktgruppen eines Unternehmensbereichs./. Bereichsfixkosten= Deckungsbeitrag IV je Unternehmensbereich ∑Deckungsbeiträge IV aller Unternehmensbereiche./. Unternehmensfixkosten = Unternehmenserfolg (-gewinn bzw. -verlust)Prof. Dr. Stefan Betz 47
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
BEISPIEL
Beurteilung der mehrstufigen Deckungsbeitragsrechnung:
+ einfaches Vorgehen+ Auflösung des Fixkostenblocks in einzelne entscheidungsrelevante
Fixkostenschichten, keine Fixkostenproportionalisierung+ Handlungsempfehlungen hinsichtlich der Abbaubarkeit fixer Kosten
- keine sinnvollen Ergebnisse (i.S.v. Handlungsempfehlungen), wenn der Großteil der Fixkosten nur dem Unternehmen als Ganzes zugeordnet werden kann
- kein lohnenswerter Einsatz, wenn der Fixkostenanteil in einem Unternehmen eher gering ist
- bei großer Abbauarbeit von Produktionskapazitäten stellt sich die Frage nach der alternativen Nutzung neuer Kapazitäten.
Prof. Dr. Stefan Betz 48
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
4.2. Ein Engpass(d.h. die Kapazität einer Fertigungsstufe reicht nicht aus, um sämtliche Produktarten mit einem positiven Stückdeckungsbeitrag in ihren jeweiligen Absatzhöchstmengen herzustellen)
4.2.1. StandardfallProblemstellung:Welche Produktarten sollen in welchen Mengen in das Produktionsprogramm aufgenommen werden, wenn als Ziel die Deckungsbeitragsmaximierung verfolgt wird und die Kapazität einer Fertigungsstufe begrenzt ist?
Im Falle eines Engpasses werden die verschiedenen Produktarten zu Konkurrenten um die knappe Kapazität der Engpassstufe. In das Produktionsprogramm aufgenommen werden sollten dann diejenigen Produktarten, die pro knapper Kapazitätseinheit den höchsten Zielbeitrag leisten.Prof. Dr. Stefan Betz 49
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Den Deckungsbeitrag, den eine Produktart pro knapper Kapazitätseinheit erwirtschaftet, bezeichnet man als „relativen Deckungsbeitrag“:
DBnr =DBn
amn
mit DBn: absoluter Deckungsbeitrag der Produktart n, in [GE]/[PE], und 𝑎𝑎𝑚𝑚𝑛𝑛: Produktionskoeffizient der Produktart n auf Engpassstufe 𝑚𝑚, in [ZE]/[PE]
Inhaltlich lässt dich der DBnr wie folgt interpretieren:• Deckungsbeitrag, der erwirtschaftet wird, wenn eine Zeiteinheit der Engpassstufe
𝑚𝑚 darauf verwendet wird, die Produktart n zu erstellen.• In der Reihenfolge abnehmender relativer Deckungsbeiträge werden die Produktarten
mit ihren jeweiligen Absatzhöchstmengen in das Produktionsprogramm aufgenommen, bis die Kapazitätsgrenze der Engpassstufe erreicht ist.
Prof. Dr. Stefan Betz 50
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
BEISPIEL
4.2.2. Berücksichtigung von Mehrarbeitszeiten
• Ausweitung der Kapazität einer Engpassstufe u.a. durch Mehrarbeitszeiten unterschiedlicher Kategorien in jeweils unterschiedlichem Umfang (bis zu einer vorgegebenen Obergrenze) möglich
• Geht man davon aus, dass auf jeder Fertigungsstufe Mehrarbeitszeiten unterschiedlicher Kategorien ü, mit ü=1,2,…,Ü, geleistet werden können, so heißt das Entscheidungskriterium „relativer Deckungsbeitrag bei Mehrarbeitszeiten“:
𝐷𝐷𝐵𝐵𝑛𝑛𝑛𝑟𝑟 =𝑝𝑝𝑤𝑤 − 𝑘𝑘𝑛𝑛𝑣𝑣 − Δ𝑙𝑙𝑚𝑚𝑛 � 𝑎𝑎𝑚𝑚𝑛𝑛
𝑎𝑎𝑚𝑚𝑛𝑛
mit Δ𝑙𝑙𝑚𝑚𝑛: zusätzliche Mehrarbeitskosten je [ZE] auf Stufe m, wenn Mehrarbeitszeit der Kategorie ü eingesetzt wird, in [GE]/[ZE]
Prof. Dr. Stefan Betz 51
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
⇔ 𝐷𝐷𝐵𝐵𝑛𝑛𝑛𝑟𝑟 =𝑝𝑝𝑤𝑤 − 𝑘𝑘𝑛𝑛𝑣𝑣
𝑎𝑎 �𝑚𝑚𝑛𝑛− Δ𝑙𝑙𝑚𝑚𝑛
= 𝐷𝐷𝐵𝐵𝑛𝑛𝑟𝑟 − Δ𝑙𝑙𝑚𝑚𝑛
Vorgehen: (wie im Fall des relativen Deckungsbeitrages)• Reihenfolge der Produktarten nach abnehmenden relativen Deckungsbeiträgen bleibt
davon unberührt, ob die Variante der Normal- oder der Mehrarbeitszeit zugrunde gelegt wird.
• Es kann lediglich der Fall eintreten, dass eine Produktart ohne Einsatz von Mehrarbeitszeiten einen positiven relativen Deckungsbeitrag generiert, während unter Einsatz von Mehrarbeitszeiten unterschiedlicher Kategorien ein negativer relativer Deckungsbeitrag entsteht.
Prof. Dr. Stefan Betz 52
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
BEISPIEL
4.2.3. Berücksichtigung von Fremdbearbeitung
Problemstellung:Welche Mengen welcher Produktarten sollen auf der Engpassstufe 𝑚𝑚 eigengefertigt, fremdbearbeitet oder gar nicht erzeugt werden, wenn als Ziel die Maximierung des Gesamtdeckungsbeitrages verfolgt wird?
Lösung:(1) Alle Produktarten mit 𝐷𝐷𝐵𝐵𝑛𝑛𝐺𝐺 < 0 und
a) DBnF < 0 oderb) Fremdbearbeitung ist für Produktart n auf Stufe 𝑚𝑚 nicht möglich, werden nicht
hergestellt: xn= 0
Prof. Dr. Stefan Betz 53
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
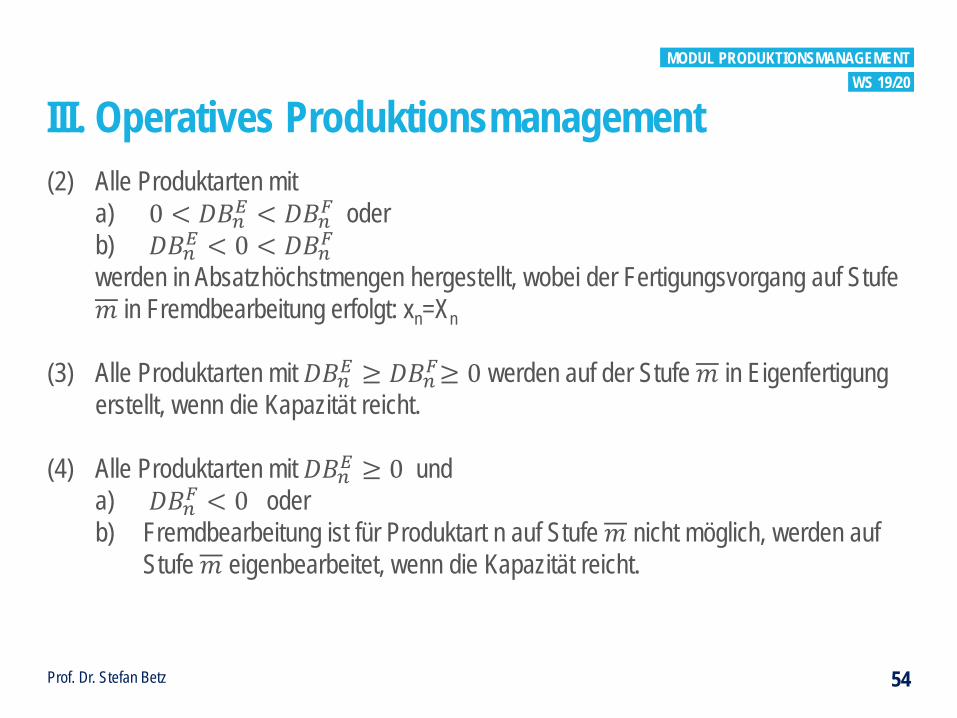
(2) Alle Produktarten mita) 0 < 𝐷𝐷𝐵𝐵𝑛𝑛𝐺𝐺 < 𝐷𝐷𝐵𝐵𝑛𝑛𝐹𝐹 oderb) 𝐷𝐷𝐵𝐵𝑛𝑛𝐺𝐺 < 0 < 𝐷𝐷𝐵𝐵𝑛𝑛𝐹𝐹werden in Absatzhöchstmengen hergestellt, wobei der Fertigungsvorgang auf Stufe 𝑚𝑚 in Fremdbearbeitung erfolgt: xn=Xn
(3) Alle Produktarten mit 𝐷𝐷𝐵𝐵𝑛𝑛𝐺𝐺 ≥ 𝐷𝐷𝐵𝐵𝑛𝑛𝐹𝐹≥ 0 werden auf der Stufe 𝑚𝑚 in Eigenfertigung erstellt, wenn die Kapazität reicht.
(4) Alle Produktarten mit 𝐷𝐷𝐵𝐵𝑛𝑛𝐺𝐺 ≥ 0 unda) 𝐷𝐷𝐵𝐵𝑛𝑛𝐹𝐹 < 0 oderb) Fremdbearbeitung ist für Produktart n auf Stufe 𝑚𝑚 nicht möglich, werden auf
Stufe 𝑚𝑚 eigenbearbeitet, wenn die Kapazität reicht.
Prof. Dr. Stefan Betz 54
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
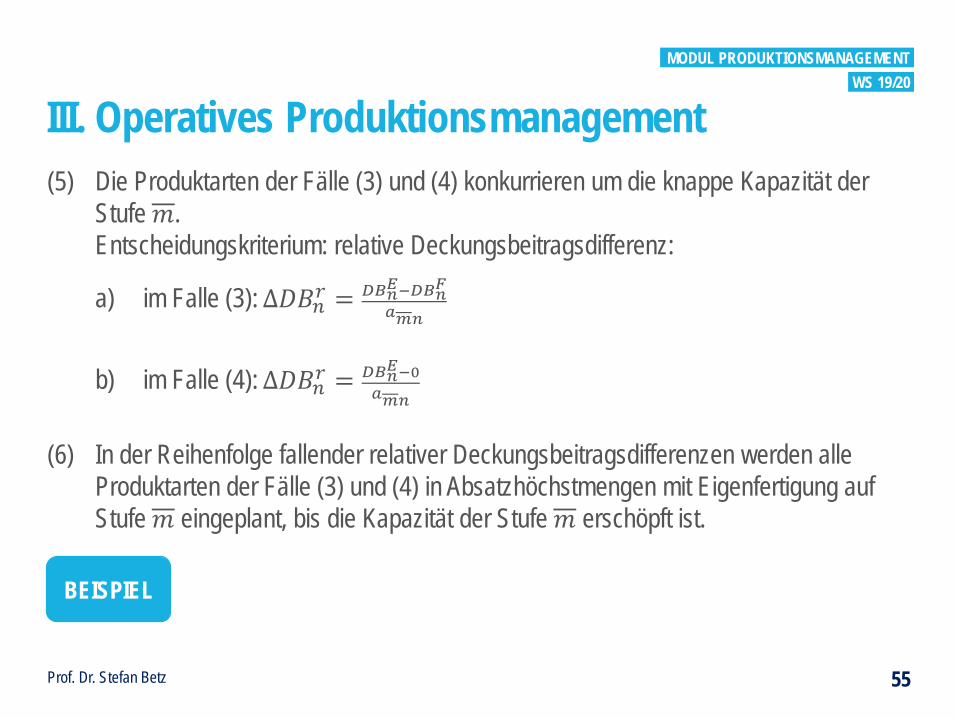
(5) Die Produktarten der Fälle (3) und (4) konkurrieren um die knappe Kapazität der Stufe 𝑚𝑚. Entscheidungskriterium: relative Deckungsbeitragsdifferenz:
a) im Falle (3):∆𝐷𝐷𝐵𝐵𝑛𝑛𝑟𝑟 = 𝐷𝐷𝐷𝐷𝑓𝑓𝑃𝑃−𝐷𝐷𝐷𝐷𝑓𝑓𝐹𝐹
𝑎𝑎𝑚𝑚𝑓𝑓
b) im Falle (4):∆𝐷𝐷𝐵𝐵𝑛𝑛𝑟𝑟 = 𝐷𝐷𝐷𝐷𝑓𝑓𝑃𝑃−0𝑎𝑎𝑚𝑚𝑓𝑓
(6) In der Reihenfolge fallender relativer Deckungsbeitragsdifferenzen werden alle Produktarten der Fälle (3) und (4) in Absatzhöchstmengen mit Eigenfertigung auf Stufe 𝑚𝑚 eingeplant, bis die Kapazität der Stufe 𝑚𝑚 erschöpft ist.
Prof. Dr. Stefan Betz 55
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
BEISPIEL
4.3. Mehr als ein Engpass(d.h. die Kapazität von mehr als einer Fertigungsstufe reicht nicht aus, um sämtliche Produktarten mit positiven Stückdeckungsbeiträgen in Absatzhöchstmengen herstellen zu können)
4.3.1. StandardfallProblemstellung:Wie viele Produkteinheiten welcher Produktarten sollen hergestellt werden, wenn bei begrenzten Kapazitäten und einzuhaltenden Absatzhöchstmengen der Gesamtdeckungs-beitrag maximiert werden soll?
Prof. Dr. Stefan Betz 56
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
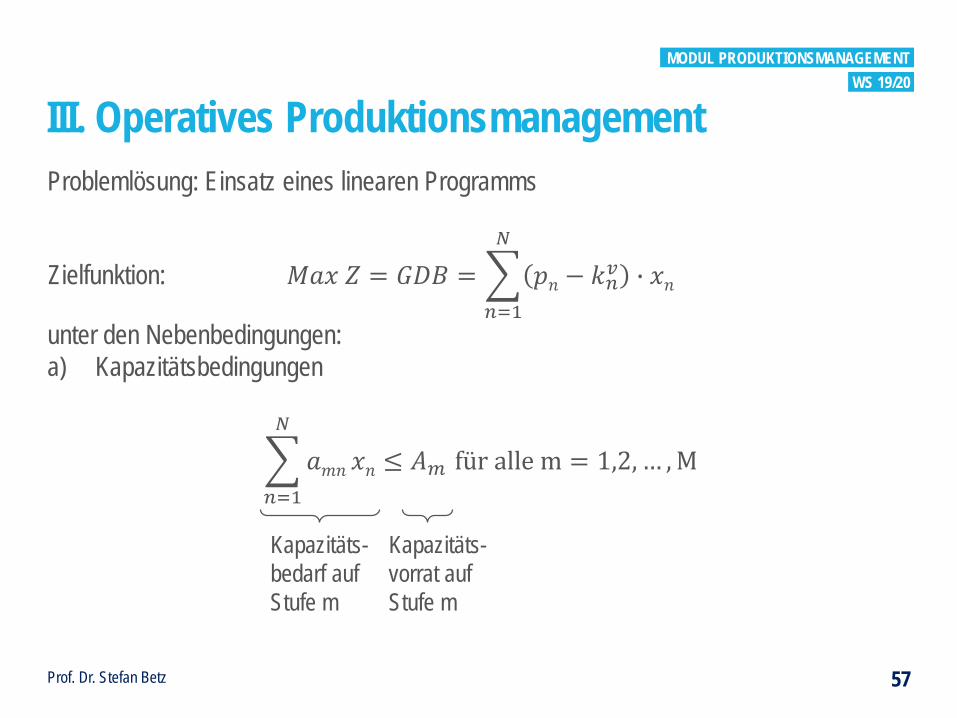
Problemlösung: Einsatz eines linearen Programms
𝑀𝑀𝑎𝑎𝑥𝑥 𝑍𝑍 = 𝐺𝐺𝐷𝐷𝐵𝐵 = �𝑛𝑛=1
𝑁𝑁
𝑝𝑝𝑤𝑤 − 𝑘𝑘𝑛𝑛𝑣𝑣 � 𝑥𝑥𝑤𝑤
unter den Nebenbedingungen:a) Kapazitätsbedingungen
�𝑛𝑛=1
𝑁𝑁
𝑎𝑎𝑚𝑚𝑤𝑤 𝑥𝑥𝑤𝑤 ≤ 𝐴𝐴𝑚𝑚 f𝑛r alle m = 1,2, … , M
Prof. Dr. Stefan Betz 57
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
Kapazitäts-bedarf auf Stufe m
Kapazitäts-vorrat auf Stufe m
Zielfunktion:
Prof. Dr. Stefan Betz 58
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagementb) Absatzbedingungen
𝑥𝑥𝑛𝑛 ≤ 𝑋𝑋𝑛𝑛 f𝑛r alle n = 1,2, … , N
c) Nicht-Negativitäts-Bedingungen
𝑥𝑥𝑤𝑤 ≥ 0 f𝑛r alle n = 1,2, … N
Graphische Lösung bei n=2Simplex-Verfahren/Mathematische Lösung bei n>2
Produktions-menge der Produktart n
Absatz-höchstmengevon Produktart n
BEISPIEL
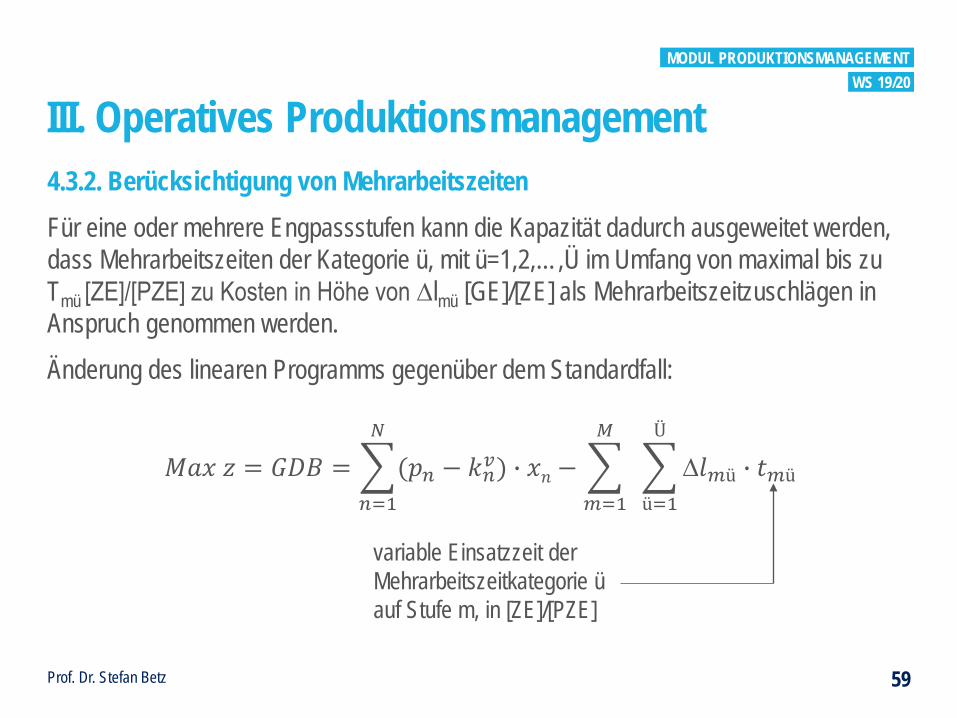
4.3.2. Berücksichtigung von MehrarbeitszeitenFür eine oder mehrere Engpassstufen kann die Kapazität dadurch ausgeweitet werden, dass Mehrarbeitszeiten der Kategorie ü, mit ü=1,2,…,Ü im Umfang von maximal bis zu Tmü [ZE]/[PZE] zu Kosten in Höhe von ∆lmü [GE]/[ZE] als Mehrarbeitszeitzuschlägen in Anspruch genommen werden.Änderung des linearen Programms gegenüber dem Standardfall:
𝑀𝑀𝑎𝑎𝑥𝑥 𝑧𝑧 = 𝐺𝐺𝐷𝐷𝐵𝐵 = �𝑛𝑛=1
𝑁𝑁
(𝑝𝑝𝑛𝑛 − 𝑘𝑘𝑛𝑛𝑣𝑣) � 𝑥𝑥𝑤𝑤 − �𝑚𝑚=1
𝑀𝑀
�𝑛=1
Ü
∆𝑙𝑙𝑚𝑚𝑛 � 𝑖𝑖𝑚𝑚𝑛
Prof. Dr. Stefan Betz 59
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
variable Einsatzzeit der Mehrarbeitszeitkategorie ü auf Stufe m, in [ZE]/[PZE]
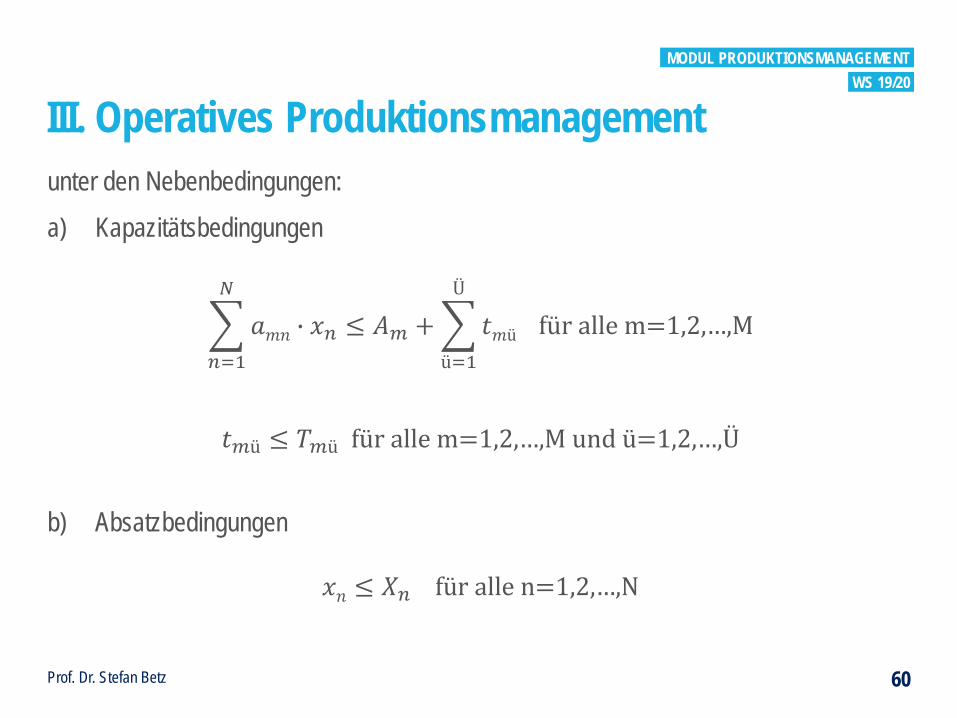
unter den Nebenbedingungen:a) Kapazitätsbedingungen
�𝑛𝑛=1
𝑁𝑁
𝑎𝑎𝑚𝑚𝑤𝑤 � 𝑥𝑥𝑛𝑛 ≤ 𝐴𝐴𝑚𝑚 + �𝑛=1
Ü
𝑖𝑖𝑚𝑚𝑛 f𝑛r alle m=1,2,…,M
𝑖𝑖𝑚𝑚𝑛 ≤ 𝑇𝑇𝑚𝑚𝑛 f𝑛r alle m=1,2,…,M und 𝑛=1,2,…,Ü
b) Absatzbedingungen
𝑥𝑥𝑤𝑤 ≤ 𝑋𝑋𝑛𝑛 f𝑛r alle n=1,2,…,N
Prof. Dr. Stefan Betz 60
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
c) Nicht-Negativitäts-Bedingungen
Lösung: per Simplex-Verfahren
Prof. Dr. Stefan Betz 61
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
BEISPIEL
𝑖𝑖𝑚𝑚𝑛 ≥ 0 f𝑛r alle m=1,2,…,M und 𝑛=1,2,…,Ü
𝑥𝑥𝑤𝑤 ≥ 0 f𝑛r alle n=1,2,…,N
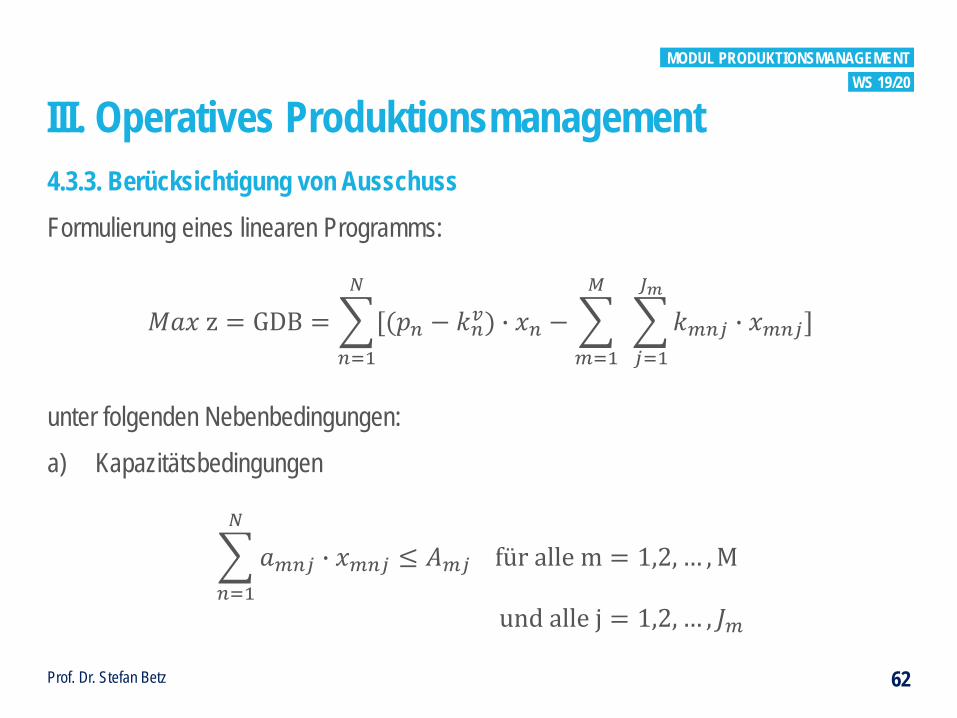
4.3.3. Berücksichtigung von AusschussFormulierung eines linearen Programms:
𝑀𝑀𝑎𝑎𝑥𝑥 z = GDB = �𝑛𝑛=1
𝑁𝑁
[(𝑝𝑝𝑛𝑛 − 𝑘𝑘𝑛𝑛𝑣𝑣) � 𝑥𝑥𝑛𝑛 − �𝑚𝑚=1
𝑀𝑀
�𝑗𝑗=1
𝐽𝐽𝑚𝑚
𝑘𝑘𝑚𝑚𝑛𝑛𝑗𝑗 � 𝑥𝑥𝑚𝑚𝑛𝑛𝑗𝑗]
unter folgenden Nebenbedingungen:a) Kapazitätsbedingungen
�𝑛𝑛=1
𝑁𝑁
𝑎𝑎𝑚𝑚𝑛𝑛𝑗𝑗 � 𝑥𝑥𝑚𝑚𝑛𝑛𝑗𝑗 ≤ 𝐴𝐴𝑚𝑚𝑗𝑗 f𝑛r alle m = 1,2, … , M
und alle j = 1,2, … , 𝐽𝐽𝑚𝑚
Prof. Dr. Stefan Betz 62
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
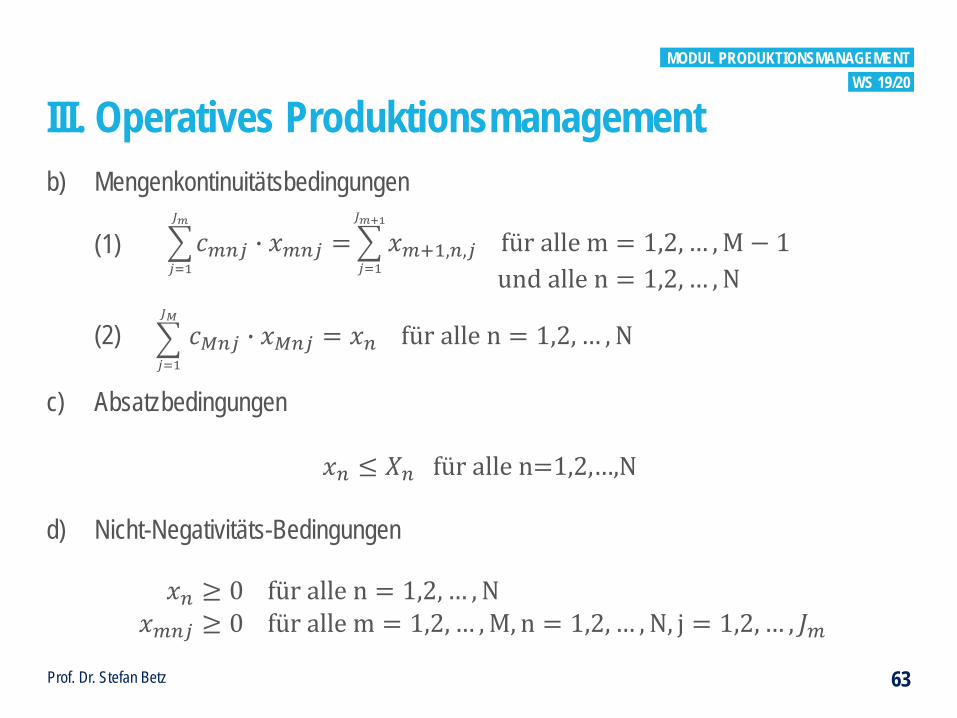
b) Mengenkontinuitätsbedingungen
𝑐𝑐𝑚𝑚𝑛𝑛𝑗𝑗 � 𝑥𝑥𝑚𝑚𝑛𝑛𝑗𝑗 = 𝑥𝑥𝑚𝑚+1,𝑛𝑛,𝑗𝑗 f𝑛r alle m = 1,2, … , M − 1und alle n = 1,2, … , N
(2) 𝑐𝑐𝑀𝑀𝑛𝑛𝑗𝑗 � 𝑥𝑥𝑀𝑀𝑛𝑛𝑗𝑗 = 𝑥𝑥𝑛𝑛 f𝑛r alle n = 1,2, … , N
c) Absatzbedingungen
𝑥𝑥𝑛𝑛 ≤ 𝑋𝑋𝑛𝑛 f𝑛r alle n=1,2,…,N
d) Nicht-Negativitäts-Bedingungen
𝑥𝑥𝑛𝑛 ≥ 0 f𝑛r alle n = 1,2, … , N𝑥𝑥𝑚𝑚𝑛𝑛𝑗𝑗 ≥ 0 f𝑛r alle m = 1,2, … , M, n = 1,2, … , N, j = 1,2, … , 𝐽𝐽𝑚𝑚
Prof. Dr. Stefan Betz 63
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
�𝑗𝑗=1
𝐽𝐽𝑚𝑚
�𝑗𝑗=1
𝐽𝐽𝑚𝑚+1
�𝑗𝑗=1
𝐽𝐽𝑀𝑀
(1)
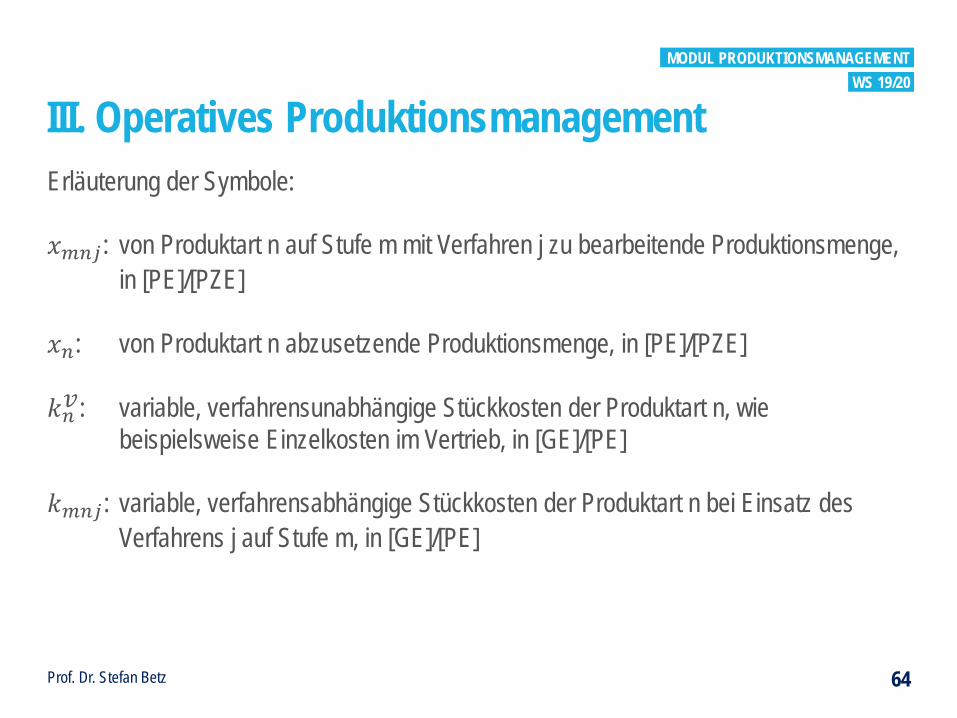
Erläuterung der Symbole:
𝑥𝑥𝑚𝑚𝑛𝑛𝑗𝑗: von Produktart n auf Stufe m mit Verfahren j zu bearbeitende Produktionsmenge, in [PE]/[PZE]
𝑥𝑥𝑛𝑛: von Produktart n abzusetzende Produktionsmenge, in [PE]/[PZE]
𝑘𝑘𝑛𝑛𝑣𝑣: variable, verfahrensunabhängige Stückkosten der Produktart n, wie beispielsweise Einzelkosten im Vertrieb, in [GE]/[PE]
𝑘𝑘𝑚𝑚𝑛𝑛𝑗𝑗: variable, verfahrensabhängige Stückkosten der Produktart n bei Einsatz des Verfahrens j auf Stufe m, in [GE]/[PE]
Prof. Dr. Stefan Betz 64
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement
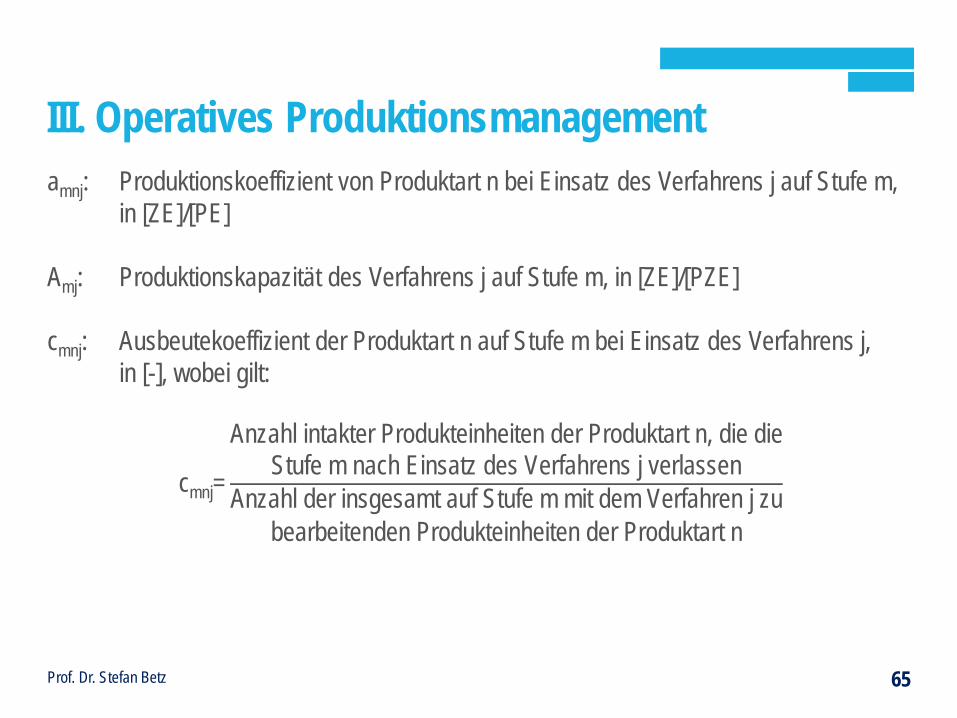
amnj: Produktionskoeffizient von Produktart n bei Einsatz des Verfahrens j auf Stufe m, in [ZE]/[PE]
Amj: Produktionskapazität des Verfahrens j auf Stufe m, in [ZE]/[PZE]
cmnj: Ausbeutekoeffizient der Produktart n auf Stufe m bei Einsatz des Verfahrens j, in [-], wobei gilt:
cmnj=
Anzahl intakter Produkteinheiten der Produktart n, die dieStufe m nach Einsatz des Verfahrens j verlassen
Anzahl der insgesamt auf Stufe m mit dem Verfahren j zubearbeitenden Produkteinheiten der Produktart n
Prof. Dr. Stefan Betz 65
III. Operatives Produktionsmanagement
Beurteilung der Verfahren zur Produktionsprogrammplanung bei Alternativproduktion:
+ einfaches Vorgehen+ intersubjektive Überprüfbarkeit der Ergebnisse+ Erzielung optimaler Resultate
- Unsicherheit hinsichtlich zukünftiger Daten- Annahme einer Konstanz der Parameter während des Planungszeitraumes- keine Aussagen zur Produktionsprogrammplanung bei Kuppelproduktion
Prof. Dr. Stefan Betz 66
WS 19/20MODUL PRODUKTIONSMANAGEMENT
III. Operatives Produktionsmanagement


















