Prozesssimulation fur die deterministische - iom-leipzig.de · Referat: Konventionelle...
144
Prozesssimulation f ¨ ur die deterministische Oberfl¨ achenpr¨ azisionsbearbeitung mittels lokalen chemischen Plasmajet¨ atzens Von der Fakult¨ at f¨ ur Physik und Geowissenschaften der Universit¨ at Leipzig genehmigte DISSERTATION zur Erlangung des akademischen Grades doctor rerum naturalium (Dr. rer. nat.) vorgelegt von Diplom-Mathematiker (FH) Johannes Luter´ an, geb. Meister geboren am 16. Mai 1984 in Leipzig Gutachter: Prof. Dr. Dr. h. c. Bernd Rauschenbach Prof. Dr.-Ing. Ursel Fantz Tag der Verleihung: 18. Juni 2012
Transcript of Prozesssimulation fur die deterministische - iom-leipzig.de · Referat: Konventionelle...
Prozesssimulation fur die deterministische
Oberflachenprazisionsbearbeitung mittels
lokalen chemischen Plasmajetatzens
Von der Fakultat fur Physik und Geowissenschaftender Universitat Leipzig
genehmigte
D I S S E R T A T I O N
zur Erlangung des akademischen Gradesdoctor rerum naturalium
(Dr. rer. nat.)
vorgelegt
von Diplom-Mathematiker (FH) Johannes Luteran, geb. Meistergeboren am 16. Mai 1984 in Leipzig
Gutachter: Prof. Dr. Dr. h. c. Bernd RauschenbachProf. Dr.-Ing. Ursel Fantz
Tag der Verleihung: 18. Juni 2012

Bibliographische Beschreibung
Luteran, Johannes
Prozesssimulation fur die deterministische Oberflachenprazisions-bearbeitung mittels lokalen chemischen Plasmajetatzens
Universitat Leipzig, Dissertation122 Seiten, 127 Literaturzitate, 79 Abbildungen, 10 Tabellen
Referat:
Konventionelle mechanisch-abrasive Fertigungsverfahren stoßen bei der Herstellung vonimmer praziseren und komplexer geformten optischen Bauteilen haufig an ihre Grenzen.Plasma Jet Machining (PJM), ein lokales trockenchemisches Atzverfahren auf Fluorbasismittels atmospharischen Plasmajets, ist eine viel versprechende Technologie zur determi-nistischen Ultraprazisionsbearbeitung insbesondere von optischen Elementen aus Quarz-glas. Mit den Fluorprakursoren konnen die fur die optischen Bauteile relevanten silizium-haltigen Materialien geatzt werden.
Mithilfe einer leistungsstarken 2,45-GHz-mikrowellenangeregten Plasmajetquelle wird ineinem inerten Tragerplasma der Prakursor CF4 dissoziiert und ein reaktiver Plasmastrahlmit einer hohen F-Radikaldichte emittiert. Die Fluorradikale des resultierenden lokali-sierten F-Teilchenflusses auf die Probenoberflache reagieren mit den Siliziumatomen desSubstrates zu fluchtigem SiF4 und erzeugen ein markantes Abtragsprofil. Mithilfe eines Be-wegungssystems wird der Plasmajet als Subapertur-Werkzeug gemaß dem zu erzielendenSollabtrag mit variierender Geschwindigkeit uber das Substrat gefuhrt. Hierbei konnenberuhrungslos hohe Materialabtragsraten erzielt werden, wie sie z.B. fur die Herstellungvon Aspharen und Freiformflachen benotigt werden.
Allerdings fuhrt der hohe lokale Warmeubertrag aus dem Plasmajet ins Werkstuck zueinem nichtlinearen Atzverhalten beim rein chemischen, temperaturabhangigen Abtrags-prozess, wodurch die Konvergenz des Verfahrens erheblich gemindert wird.
Um die thermisch induzierten Effekte beim Atzen beschreiben zu konnen, wurde ein theo-retisches Modell sowie eine Methodik fur die experimentelle Parameterbestimmung entwi-ckelt. Mithilfe des Modells kann die Temperaturentwicklung des Werkstuckes wahrend desBearbeitungsprozesses prognostiziert werden. In Verbindung mit den temperaturabhan-gigen Atzraten lasst sich der resultierende Materialabtrag fur eine beliebige Plasmajetbe-arbeitung genau beschreiben. Im Gegensatz zu der konventionellen Simulationsmethodeist dieses Modell auch in der Lage, den Einfluss verschiedener Werkstuckgeometrien undWerkzeugpfade zu simulieren.
Die Formgenauigkeit des Atzresultates bezuglich der Zieltopografie und somit die Prozess-konvergenz kann mithilfe der in dieser Arbeit entwickelten Simulationsmethode erheblichverbessert werden. Dazu werden die simulierten thermisch induzierten Atzfehler in diekonventionelle Bearbeitungsstrategie miteinbezogen.
I

Inhaltsverzeichnis
Bibliographische Beschreibung I
Inhaltsverzeichnis III
Abkurzungs- und Symbolverzeichnis VI
1 Einleitung 1
1.1 Ultraprazisionsbearbeitung und -formgebung . . . . . . . . . . . . . . . . . 11.2 Lokales Atzen mittels atmospharischen Plasmajets . . . . . . . . . . . . . . 2
1.2.1 Einsatz in der Ultraprazisionsbearbeitung . . . . . . . . . . . . . . 31.2.2 Temperaturabhangigkeit und Auswirkung auf die Prozesskonvergenz 4
1.3 Zielstellung der Arbeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
2 Grundlagen 7
2.1 Lokales plasmagestutztes chemisches Atzen . . . . . . . . . . . . . . . . . . 72.1.1 Klassifizierung und Erzeugung von Plasmen . . . . . . . . . . . . . 72.1.2 Atmospharische Plasmaquellen . . . . . . . . . . . . . . . . . . . . 82.1.3 Reaktive Plasmen zum chemischen Trockenatzen . . . . . . . . . . 102.1.4 Gasphasenreaktion des He/Ar/O2/CF4-Plasmas . . . . . . . . . . . 112.1.5 Oberflachenreaktionen von siliziumhaltigen Materialien mit Fluor-
plasmen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142.1.6 Thermisch induzierte Aufheizeffekte bei der deterministischen Sub-
apertur-Bearbeitung . . . . . . . . . . . . . . . . . . . . . . . . . . 182.2 Mathematische Beschreibung des Warmetransportes und -uberganges . . . 20
2.2.1 Warmetransportgleichung . . . . . . . . . . . . . . . . . . . . . . . 202.2.2 Randbedingungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
2.3 Die Methode der finiten Elemente . . . . . . . . . . . . . . . . . . . . . . . 232.3.1 Diskretisierung des Gebietes und Gittererzeugung . . . . . . . . . . 242.3.2 Finite Approximation von beliebigen Funktionen . . . . . . . . . . . 242.3.3 Diskretisierung der Modellgleichung . . . . . . . . . . . . . . . . . . 252.3.4 Losen mittels Galerkin-Methode . . . . . . . . . . . . . . . . . . . . 26
2.4 Die Verweilzeitmethode . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 272.4.1 Das klassische Verweilzeitmodell . . . . . . . . . . . . . . . . . . . . 272.4.2 Berechnung der Verweilzeiten . . . . . . . . . . . . . . . . . . . . . 292.4.3 Verallgemeinerungen des Modells . . . . . . . . . . . . . . . . . . . 30
2.5 Zusammenfassung des Kapitels . . . . . . . . . . . . . . . . . . . . . . . . 32
3 Experimentelle Methoden 35
3.1 Experimenteller Aufbau . . . . . . . . . . . . . . . . . . . . . . . . . . . . 353.1.1 Plasmajet-Atzanlage . . . . . . . . . . . . . . . . . . . . . . . . . . 353.1.2 Die Mikrowellenplasmaquelle . . . . . . . . . . . . . . . . . . . . . . 373.1.3 Fluiddynamische Strahldiagnostik . . . . . . . . . . . . . . . . . . . 393.1.4 Plasmajetstabilitat . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
III

Inhaltsverzeichnis
3.2 Infrarotthermografie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 403.2.1 Grundlagen der IR-Thermografie . . . . . . . . . . . . . . . . . . . 423.2.2 Die Infrarotkamera . . . . . . . . . . . . . . . . . . . . . . . . . . . 423.2.3 Bestimmung des spezifischen Emissionsvermogens . . . . . . . . . . 44
3.3 Oberflachenmesstechnik . . . . . . . . . . . . . . . . . . . . . . . . . . . . 453.4 Konventionelle Ermittlung der lokalen Atzraten . . . . . . . . . . . . . . . 473.5 Zusammenfassung des Kapitels . . . . . . . . . . . . . . . . . . . . . . . . 50
4 Thermische Prozesssimulation und Bestimmung der Modellparameter 51
4.1 Experimentelle Bestimmung des lokalen Warmestromes aus dem Plasmajet 524.1.1 Allgemeines Vorgehen und Messmethode . . . . . . . . . . . . . . . 524.1.2 Warmestrommessungen am Plasmajet . . . . . . . . . . . . . . . . 54
4.2 Warmetransport und Warmeubergang zwischen Substrat, Plasmajet undUmgebung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 584.2.1 Das Warmeleitungsmodell der Probe . . . . . . . . . . . . . . . . . 584.2.2 Bestimmung der Randbedingungen: die Abkuhlfunktionen . . . . . 614.2.3 Bestimmung der Randbedingungen: Warmestromdichte des Plas-
majets . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 634.2.4 Validierung des Modells . . . . . . . . . . . . . . . . . . . . . . . . 664.2.5 Simulation des Warmeeintrages des dynamischen Plasmajets . . . . 68
4.3 Temperaturabhangige Atzraten . . . . . . . . . . . . . . . . . . . . . . . . 724.3.1 Durchfuhrung von Testatzungen . . . . . . . . . . . . . . . . . . . . 734.3.2 Ermittlung des dynamischen Temperaturprofils . . . . . . . . . . . 764.3.3 Ermittlung der Modellparameter der temperaturabhangigen Atzrate 78
4.4 Simulation einer Plasmajetbearbeitung . . . . . . . . . . . . . . . . . . . . 844.5 Zusammenfassung des Kapitels . . . . . . . . . . . . . . . . . . . . . . . . 85
5 Anwendungen des Modells 87
5.1 Simulation von thermisch induzierten Effekten bei gleichformiger Jetbewe-gung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 875.1.1 Substratgeometrie und Probendicke . . . . . . . . . . . . . . . . . . 895.1.2 Große des Bearbeitungsbereiches . . . . . . . . . . . . . . . . . . . 90
5.2 Vergleich zwischen realen Atzungen und Simulation . . . . . . . . . . . . . 905.2.1 Archimedische Spirale – Globale Aufheizung . . . . . . . . . . . . . 905.2.2 Keilatzung – Lokale Aufheizung . . . . . . . . . . . . . . . . . . . . 935.2.3 Aspharisierung auf einer dunnen und dicken Quarzprobe . . . . . . 94
5.3 Verbesserung der Prozesskonvergenz . . . . . . . . . . . . . . . . . . . . . . 985.3.1 Ermittlung der geschwindigkeitsabhangigen Atzrate . . . . . . . . . 995.3.2 Korrektur des Zielabtrages auf Basis der thermischen Fehler . . . . 1025.3.3 Pfadoptimierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . 106
5.4 Modellerweiterung und -verallgemeinerung . . . . . . . . . . . . . . . . . . 1115.4.1 Gekoppelte Simulation des Materialabtrages mittels dynamischer
Geometrie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1115.4.2 Thermisch basierte Simulation auf gekrummten Werkstucken . . . . 1145.4.3 Moglichkeiten der fluiddynamischen Simulation . . . . . . . . . . . 115
5.5 Zusammenfassung des Kapitels . . . . . . . . . . . . . . . . . . . . . . . . 118
IV
Inhaltsverzeichnis
6 Zusammenfassung und Ausblick 119
Literaturverzeichnis 123
Danksagung 133
Selbststandigkeitserklarung 134
V
Abkurzungs- und Symbolverzeichnis
Abkurzung ErlauterungALE Arbitrary Lagrangian Eulerian MethodeCAD Computer-Aided DesignCNC Computerized Numerical ControlCVM Chemical Vaporization MachiningDBD Dielectric Barrier Discharge(E)UV (Extrem) ultraviolettFEM Finite-Elemente-MethodeFFT Fast Fourier TransformHF HochfrequenzHSF High-Spatial FrequencyIBF Ion Beam FiguringIOM Leibniz-Institut fur OberflachenmodifizierungIR InfrarotMPT Microwave Plasma TorchMSF Mid-Spatial FrequencyPECVD Plasma-Enhanced Chemical Vapour DepositionPJM Plasma Jet MachiningPSD Power Spectral DensityPV Peak to ValleyRAPTM Reactive Atom PlasmaRIBE Reactive Ion Beam EtchingRIE Reactive Ion EtchingRMS Root Mean SquareTIA frz. Torche a Injection Axiale (Brenner mit axialer Gaseinmischung)ULE R© Ultra Low Expansion Titanium-Silicatglas
Symbol ErlauterungA Maximale AtzgrabentiefeAi Aspharische Parameterb Lastenvektorc Lichtgeschwindigkeitcp spezifische Warmekapazitatdkl Verweilzeit pro PixelEA Aktivierungsenergieg Grabenprofilh Plancksches Wirkungsquantumh WarmeubergangskoeffizientjF Fluorradikalstromdichtek Warmeleitfahigkeitk Konische KonstanteK Steifigkeitsmatrix
VI
Abkurzungs- und Symbolverzeichnis
Symbol ErlauterungkB Boltzmann-KonstanteL Charakteristische Langem MasseM Molare MasseM Spektrale spezifische Ausstrahlungn Anzahl der ZeilenwiederholungenNA Avogadro-KonstantenF Fluorradikaldichte~nWand Normalvektor der GeometriebegrenzungNu Nusselt-Zahlp,∆p Druck und Druckdifferenzq Warmestromdichte
Q Warmequeller Lokale Abtragsratenfunktionr0 Maximale AbtragsrateR TiefenatzrateR ResiduenvektorR Paraxialer KrummungsradiusS GebietsbegrenzungSM Schrittprofil eines Maanderst VerweilzeitdichtefunktionT, TS, Tgas Temperatur, Oberflachen- und Gastemperaturv Jetfahrgeschwindigkeitv mittlere Geschwindigkeitvth thermische GeschwindigkeitV Volumen
V Volumenstromw HalbwertsbreitewCF
4Massenanteil von CF4
wi WichtungsfunktionxCF
4Stoffmengenanteil von CF4
α spezifische Temperaturleitfahigkeit∆h Zielabtragsfunktion
∆h Restfehlertopografie∆Hf Standardbildungsenthalpieǫ Emissionsgradǫ Reaktionswahrscheinlichkeitǫ0 Praexponentieller Faktor der ReaktionswahrscheinlichkeitηCF
4CF4-Atzausbeute
λ Wellenlangeρ Dichteσ Stefan-Boltzmann-KonstanteΩ Gebietψi BasisfunktionØ Durchmesser
VII

1 Einleitung
1.1 Ultraprazisionsbearbeitung und -formgebung
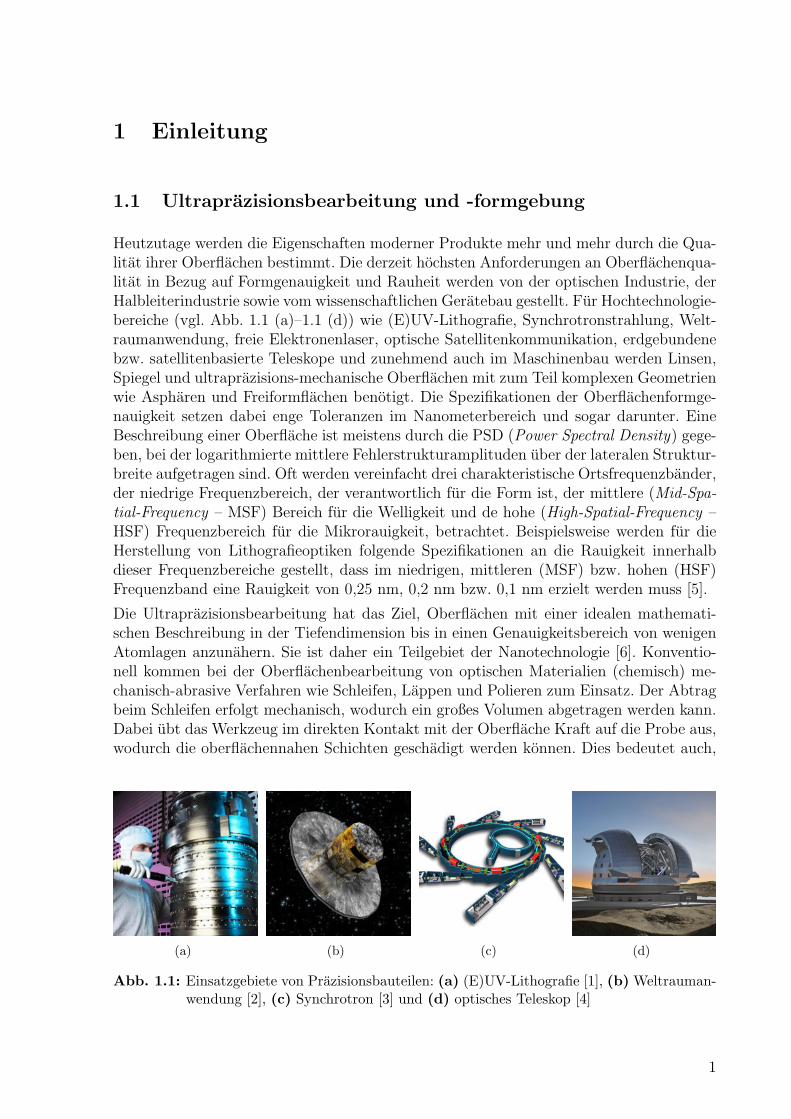
Heutzutage werden die Eigenschaften moderner Produkte mehr und mehr durch die Qua-litat ihrer Oberflachen bestimmt. Die derzeit hochsten Anforderungen an Oberflachenqua-litat in Bezug auf Formgenauigkeit und Rauheit werden von der optischen Industrie, derHalbleiterindustrie sowie vom wissenschaftlichen Geratebau gestellt. Fur Hochtechnologie-bereiche (vgl. Abb. 1.1 (a)–1.1 (d)) wie (E)UV-Lithografie, Synchrotronstrahlung, Welt-raumanwendung, freie Elektronenlaser, optische Satellitenkommunikation, erdgebundenebzw. satellitenbasierte Teleskope und zunehmend auch im Maschinenbau werden Linsen,Spiegel und ultraprazisions-mechanische Oberflachen mit zum Teil komplexen Geometrienwie Aspharen und Freiformflachen benotigt. Die Spezifikationen der Oberflachenformge-nauigkeit setzen dabei enge Toleranzen im Nanometerbereich und sogar darunter. EineBeschreibung einer Oberflache ist meistens durch die PSD (Power Spectral Density) gege-ben, bei der logarithmierte mittlere Fehlerstrukturamplituden uber der lateralen Struktur-breite aufgetragen sind. Oft werden vereinfacht drei charakteristische Ortsfrequenzbander,der niedrige Frequenzbereich, der verantwortlich fur die Form ist, der mittlere (Mid-Spa-tial-Frequency – MSF) Bereich fur die Welligkeit und de hohe (High-Spatial-Frequency –HSF) Frequenzbereich fur die Mikrorauigkeit, betrachtet. Beispielsweise werden fur dieHerstellung von Lithografieoptiken folgende Spezifikationen an die Rauigkeit innerhalbdieser Frequenzbereiche gestellt, dass im niedrigen, mittleren (MSF) bzw. hohen (HSF)Frequenzband eine Rauigkeit von 0,25 nm, 0,2 nm bzw. 0,1 nm erzielt werden muss [5].
Die Ultraprazisionsbearbeitung hat das Ziel, Oberflachen mit einer idealen mathemati-schen Beschreibung in der Tiefendimension bis in einen Genauigkeitsbereich von wenigenAtomlagen anzunahern. Sie ist daher ein Teilgebiet der Nanotechnologie [6]. Konventio-nell kommen bei der Oberflachenbearbeitung von optischen Materialien (chemisch) me-chanisch-abrasive Verfahren wie Schleifen, Lappen und Polieren zum Einsatz. Der Abtragbeim Schleifen erfolgt mechanisch, wodurch ein großes Volumen abgetragen werden kann.Dabei ubt das Werkzeug im direkten Kontakt mit der Oberflache Kraft auf die Probe aus,wodurch die oberflachennahen Schichten geschadigt werden konnen. Dies bedeutet auch,
(a) (b) (c) (d)
Abb. 1.1: Einsatzgebiete von Prazisionsbauteilen: (a) (E)UV-Lithografie [1], (b) Weltrauman-wendung [2], (c) Synchrotron [3] und (d) optisches Teleskop [4]
1
1 Einleitung
dass das Werkzeug sehr genau uber die Werkstuckkontur gefuhrt werden muss. Somitkann es insbesondere bei stark gekrummten Bauteilen zur Generierung von systemati-schen Fehlern kommen.
Fur die geforderten Genauigkeiten auf atomarer Skala sind allerdings Werkzeuge undTechnologien mit atomaren Wirkmechanismen notwendig [7]. Pradestiniert sind dabeiTeilchenstrahlverfahren wie das reaktive Plasmastrahlatzen (Atmospheric Plasma Jet Ma-chining – PJM [8, 9]) und das Ionenstrahlatzen (Ion Beam Figuring – IBF). Das Ionen-strahlatzen ist seit Jahrzehnten als nichtkonventionelle Oberflachenbearbeitungsmethodeetabliert und wird meist als finaler Bearbeitungsschritt eingesetzt [5, 9–13]. Die geringenAbtragsraten des langzeitstabilen und gut steuerbaren Strahles erlauben eine Feinkorrek-tur gemaß den obigen Spezifikationen. Es gliedert sich nach dem mechanischen Bearbei-ten in die konventionelle Produktionskette ein. Beim Ionenstrahlatzen wird der wesentlichgeringere Abtrag beruhrungslos durch Zerstaubung realisiert. Allerdings muss dazu auf-wendige Vakuumtechnik eingesetzt werden.
Bei der Ultraprazisionsbearbeitung von Oberflachen, gleich mit welchem Abtragswerk-zeug, handelt es sich um eine deterministische Subapertur-Bearbeitung unter Verwen-dung der Verweilzeitmethode (vgl. Abschnitt 2.4). Deterministisch bedeutet in diesemZusammenhang, dass der zu erzielende Abtrag aus dem bekannten Abtragsratenprofildes Werkzeuges von vornherein bestimmt wird. Subapertur-Bearbeitung heißt, dass derDurchmesser des Wirkungsbereiches des Abtragswerkzeuges wesentlich kleiner ist als diezu bearbeitende Oberflache.
Fur die Ultraprazisionsbearbeitung und -formgebung ist prazise Oberflachenmesstech-nik existentiell, denn die Prozesskonvergenz wird unter anderem maßgeblich durch dieMessgenauigkeit bestimmt. Um die oben genannten Spezifikationen erreichen zu konnen,mussen auch die Messgerate mit diesen Genauigkeiten die Proben vermessen konnen.Hauptsachlich werden Laserprofiler, Interferometer und taktile Messsysteme eingesetzt(vgl. Abschnitt 3.3).
1.2 Lokales Atzen mittels atmospharischen Plasmajets
Das Trockenatzen von Silizium mit fluorhaltigen Komponenten ist seit Jahrzehnten in derHalbleiterindustrie zur Mikrostrukturierung von Schaltkreisen im Einsatz [14–16]. Dabeibefindet sich das Werkstuck in einem geschlossenen Reaktor. Das fluorhaltige Prozess-gas wird mittels Energieeinkopplung durch elektromagnetische Wellen oder elektrischebzw. magnetische Felder in ein Plasma uberfuhrt, um durch Dissoziation der ProzessgaseFluorradikale zu erzeugen. Allerdings kommt bei der Strukturierung von Schaltkreisennicht rein chemisches Atzen zum Einsatz, sondern reaktives Ionenatzen (Reactive Ion Et-ching – RIE), um anisotrop in senkrechter Vorzugsrichtung zu atzen. Dies wird durcheinen niedrigen Prozessdruck und senkrecht beschleunigte Ionen realisiert.
Beim Atzen werden im Plasma Radikale erzeugt, die mit dem Oberflachenmaterial fluch-tige Reaktionsprodukte bilden. Der Abtragsmechanismus ist dabei rein chemisch. Je nacheingesetzten plasmachemischen Reaktanden lassen sich nur bestimmte Materialien atzen.
2
1.2 Lokales Atzen mittels atmospharischen Plasmajets
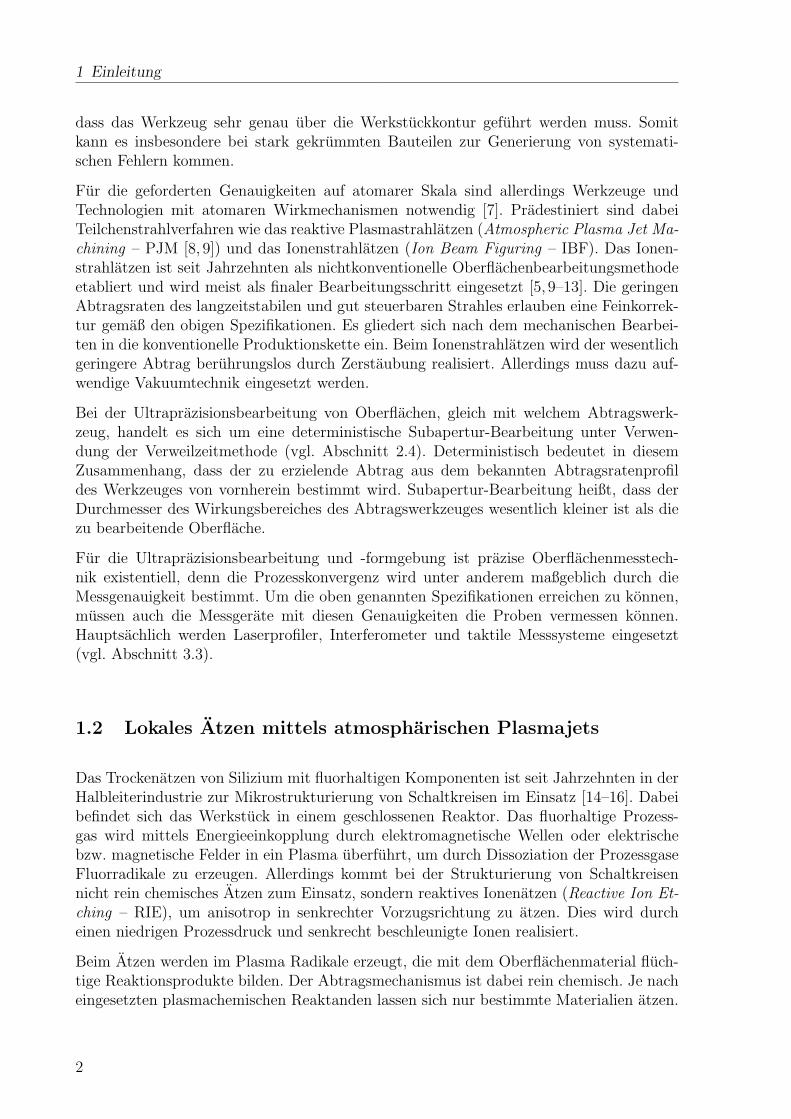
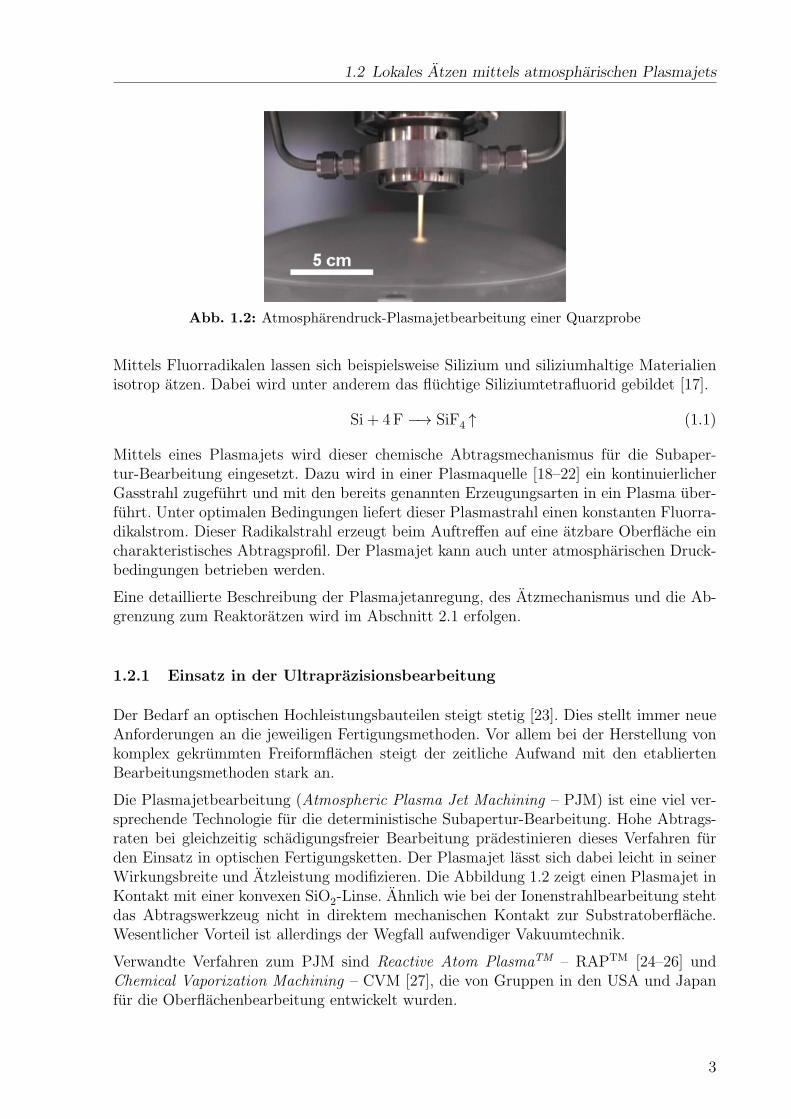
Abb. 1.2: Atmospharendruck-Plasmajetbearbeitung einer Quarzprobe
Mittels Fluorradikalen lassen sich beispielsweise Silizium und siliziumhaltige Materialienisotrop atzen. Dabei wird unter anderem das fluchtige Siliziumtetrafluorid gebildet [17].
Si + 4F −→ SiF4 ↑ (1.1)
Mittels eines Plasmajets wird dieser chemische Abtragsmechanismus fur die Subaper-tur-Bearbeitung eingesetzt. Dazu wird in einer Plasmaquelle [18–22] ein kontinuierlicherGasstrahl zugefuhrt und mit den bereits genannten Erzeugungsarten in ein Plasma uber-fuhrt. Unter optimalen Bedingungen liefert dieser Plasmastrahl einen konstanten Fluorra-dikalstrom. Dieser Radikalstrahl erzeugt beim Auftreffen auf eine atzbare Oberflache eincharakteristisches Abtragsprofil. Der Plasmajet kann auch unter atmospharischen Druck-bedingungen betrieben werden.
Eine detaillierte Beschreibung der Plasmajetanregung, des Atzmechanismus und die Ab-grenzung zum Reaktoratzen wird im Abschnitt 2.1 erfolgen.
1.2.1 Einsatz in der Ultraprazisionsbearbeitung
Der Bedarf an optischen Hochleistungsbauteilen steigt stetig [23]. Dies stellt immer neueAnforderungen an die jeweiligen Fertigungsmethoden. Vor allem bei der Herstellung vonkomplex gekrummten Freiformflachen steigt der zeitliche Aufwand mit den etabliertenBearbeitungsmethoden stark an.
Die Plasmajetbearbeitung (Atmospheric Plasma Jet Machining – PJM) ist eine viel ver-sprechende Technologie fur die deterministische Subapertur-Bearbeitung. Hohe Abtrags-raten bei gleichzeitig schadigungsfreier Bearbeitung pradestinieren dieses Verfahren furden Einsatz in optischen Fertigungsketten. Der Plasmajet lasst sich dabei leicht in seinerWirkungsbreite und Atzleistung modifizieren. Die Abbildung 1.2 zeigt einen Plasmajet inKontakt mit einer konvexen SiO2-Linse. Ahnlich wie bei der Ionenstrahlbearbeitung stehtdas Abtragswerkzeug nicht in direktem mechanischen Kontakt zur Substratoberflache.Wesentlicher Vorteil ist allerdings der Wegfall aufwendiger Vakuumtechnik.
Verwandte Verfahren zum PJM sind Reactive Atom PlasmaTM – RAPTM [24–26] undChemical Vaporization Machining – CVM [27], die von Gruppen in den USA und Japanfur die Oberflachenbearbeitung entwickelt wurden.
3
1 Einleitung
Mit fluorhaltigen Prakursoren konnen viele fur optische Bauteile relevante Materialienbearbeitet werden. Dies umfasst Silizium, Quarzglas, Siliziumcarbid und -nitrid sowie dieGlaskeramik ULE R© (Ultra Low Expansion Titanium-Silicatglas).
1.2.2 Temperaturabhangigkeit und Auswirkung auf die Prozesskonvergenz
Neben den oben genannten Vorteilen besitzt das plasmachemische Atzen den Nachteil,dass der zugrunde liegende chemische Abtragsmechanismus entsprechend dem Arrhe-nius-Modell eine starke Temperaturabhangigkeit aufweist.
Der Plasmajet wirkt neben seiner Hauptfunktion als Lieferant von Fluorradikalen auch alssignifikante lokale Warmequelle. Insbesondere bei den Hochleistungsplasmaquellen, wel-che vorwiegend zur Formgebung mit hohen Materialabtragen eingesetzt werden, findetein großer Warmeubertrag vom Plasmajet auf das Werkstuck statt. Die Probenoberfla-che wird dabei lokal in kurzer Zeit auf mehrere hundert Grad Celsius erwarmt. Dadurchtreten Nichtlinearitaten in den momentanen lokalen Abtragsraten auf, da sich je nach vor-angegangener Einwirkungsdauer des Jets eine bestimme Oberflachentemperaturverteilungausbildet, die die aktuelle Atzrate bestimmt. Diese dynamische Temperaturentwicklungwahrend des gesamten Prozesses fuhrt zur Ausbildung von ausgepragten systematischenAbtragsfehlern [28–30].
Bisher wurde der Plasmajet aus pragmatischen Grunden als ein Werkzeug mit einemkonstanten Abtragsprofil betrachtet. Dabei werden solche thermisch induzierten Effektenicht berucksichtigt. Aufgrund dessen ist die Prognose des Atzabtrages, abhangig von denspezifischen Prozessfuhrungsparametern, oft ungenau und mindert die Prozesskonvergenzerheblich.
Mehrere Moglichkeiten zur Vermeidung dieser Effekte sind vorstellbar:
(i) Die Verwendung eines fahrgeschwindigkeitsabhangigen Atzverhaltens erlaubt zumTeil die Kompensation von nichtlinearen thermisch induzierten Effekten [31]. Aller-dings werden dafur aufwendige Testatzungen benotigt und die so ermittelten Atz-raten konnen nicht universell eingesetzt werden.
(ii) Durch Probenkuhlung ließe sich der stark lokalisierte hohe Warmeeintrag durchden Jet etwas kompensieren. Vor allem bei einigen 10 mm dicken Substraten ausMaterialien mit geringer Warmeleitfahigkeit, wie insbesondere Siliziumdioxid, zeigtdie Probenkuhlung jedoch nur eine ungenugende Wirkung. Außerdem ist die thermi-sche Anbindung zur Probe insbesondere fur komplexe Werkstuckgeometrien oftmalsnicht moglich. Eine ungleichmaßige Anbindung kann im Gegenteil sogar zusatzlicheAtzfehler hervorrufen.
(iii) Eine andere Moglichkeit zur Vermeidung der oben genannten Effekte ware die Re-duktion des Warmeeintrages des Plasmajets, indem weniger Leistung ins Plasmaeingekoppelt wird. Zum Beispiel lassen sich mittels gepulster Mikrowelle kalte Plas-men mit Gastemperaturen unter 100 C generieren. Dabei werden allerdings unterUmstanden weniger Radikale freigesetzt, wodurch eine geringere Atzrate zu erwar-ten ist. Ebenso bewirkt die niedrigere Oberflachentemperatur eine Minderung derAtzrate des temperaturabhangigen Atzvorganges.
(iv) Eine weitere Moglichkeit hohe Oberflachentemperaturen zu vermeiden, ist der Ein-satz von hohen Fahrgeschwindigkeiten und damit eine bessere ortliche Verteilung
4
1.3 Zielstellung der Arbeit
des Warmeeintrages. Die niedrigere Prozesstemperatur hat aber ebenso eine redu-zierende Wirkung der Atzrate zufolge. Eine geringere Atzrate lasst außerdem dieGesamtprozessdauer ansteigen. Strategien zur Senkung der Prozesstemperatur sindsomit nicht zielfuhrend, da gerade hohe Oberflachentemperaturen zur Realisierungeines großen Materialabtrages benotigt werden.
Eine viel versprechende und weitgehend flexible Losung fur das Problem ist die mathe-matische Simulation des Warmeeintrages und der Temperaturentwicklung [32,33] fur dengesamten Atzvorgang, um den daraus zu erwartenden thermischen Fehler zu prognosti-zieren und diesen entsprechend korrigieren zu konnen.
1.3 Zielstellung der Arbeit
Im Rahmen dieser Arbeit soll eine Methodik entwickelt werden, die es erlaubt, im Ge-gensatz zur konventionellen Betrachtung des Materialabtrages, die thermisch induziertenAtzfehler theoretisch quantitativ zu beschreiben, um daraus eine verbesserte Bearbei-tungsstrategie fur das Plasmajetatzen abzuleiten.
Ein zentraler Schwerpunkt umfasst dabei die Beschreibung des Warmeubertrages zwi-schen Plasmajet und Substrat sowie der Warmeleitung innerhalb der Probe. Damit solldas Temperaturfeld des Werkstuckes zu jedem Zeitpunkt prognostiziert werden konnen.Es ist dabei zu klaren, welche Mechanismen beim Warmeubergang zwischen Plasmajet,Substratoberflache und Umgebung dominierend sind.
Als weiterer Schwerpunkt soll der temperaturabhangige Atzmechanismus untersucht wer-den. Zum Plasmaatzen gibt es bereits eine Vielzahl von Untersuchungen [14, 17, 34–38],welche sich vor allem auf die Herstellung von integrierten Schaltkreisen beziehen. Im Ge-gensatz zum atmospharischen Plasmajet findet dort der Atzprozess in einem Niederdruck-reaktor mit teilweiser ionischer Unterstutzung statt. Es stellt sich die Frage, inwieweit dasPlasmajet- und das Reaktoratzen vergleichbar sind. Beim Reaktoratzen kann die Pro-bentemperatur fur eine Untersuchung der Temperaturabhangigkeit homogen uber eineSubstratheizung geregelt werden. Der Hochleistungsplasmajet dagegen wirkt selbst alseine starke lokale Warmequelle und erzeugt dementsprechend ein signifikantes Oberfla-chentemperaturprofil.
Der zu berechnende lokale momentane Materialabtrag an einer bestimmten Stelle auf derProbe resultiert dann aus der temperaturabhangigen Atzrate, wobei die Prognose desTemperaturfeldes vorausgesetzt wird. Neben der Formulierung eines flexibel einsetzba-ren Modells fur den plasmajet-gestutzten Atzprozess soll in der vorliegenden Arbeit einegeeignete Methodik zur experimentellen und mathematischen Ermittlung aller Modellpa-rameter entwickelt werden.
Die Simulationsprozedur wird anhand von Testatzungen validiert und soll dann zur Stei-gerung der Prozesskonvergenz eingesetzt werden.
In den folgenden beiden Kapiteln sollen zunachst die theoretischen und experimentellenGrundlagen dargestellt werden. Danach werden das Modell und die experimentellen undmathematischen Methoden zur Bestimmung der Modellparameter vorgestellt. Anschlie-ßend wird im vorletzten Kapitel das Modell anhand realer PJM-Prozesse getestet undbewertet. Zudem werden Strategien fur den Einsatz des Verfahrens zur Steigerung der
5

1 Einleitung
Prozesskonvergenz prasentiert und einige Modellerweiterungen diskutiert. Abschließenderfolgt eine Zusammenfassung dieser Arbeit.
6
2 Grundlagen
2.1 Lokales plasmagestutztes chemisches Atzen
2.1.1 Klassifizierung und Erzeugung von Plasmen
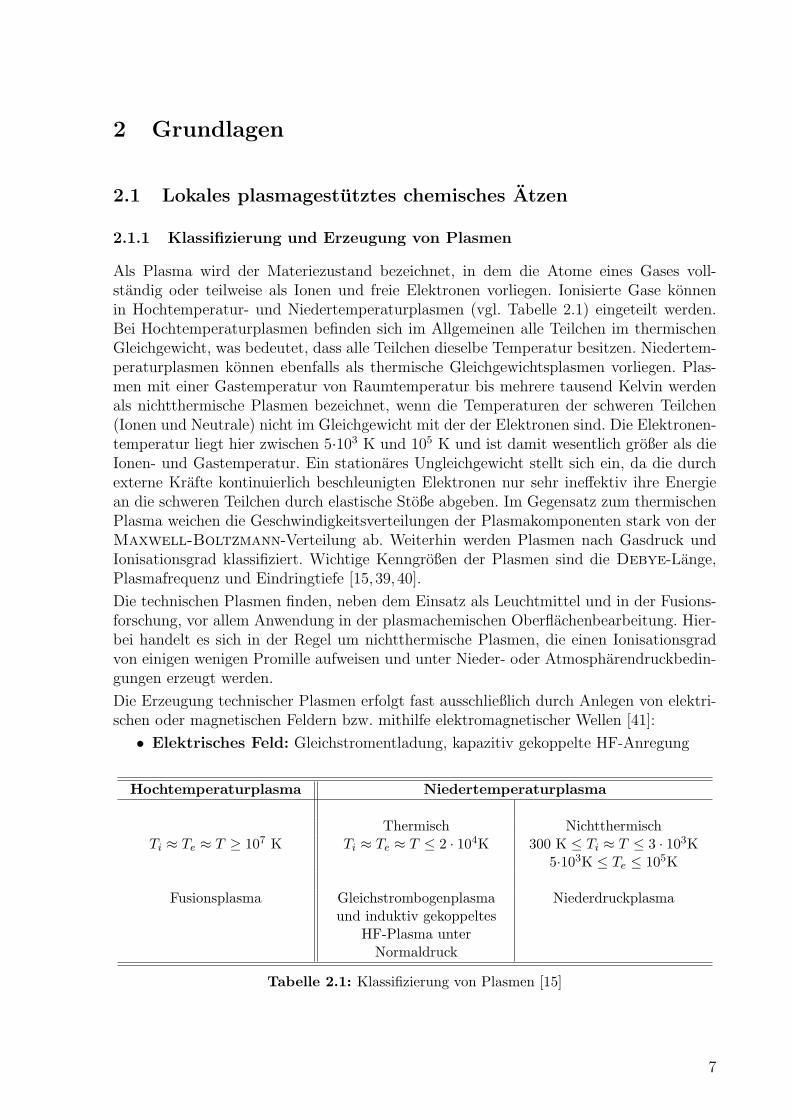
Als Plasma wird der Materiezustand bezeichnet, in dem die Atome eines Gases voll-standig oder teilweise als Ionen und freie Elektronen vorliegen. Ionisierte Gase konnenin Hochtemperatur- und Niedertemperaturplasmen (vgl. Tabelle 2.1) eingeteilt werden.Bei Hochtemperaturplasmen befinden sich im Allgemeinen alle Teilchen im thermischenGleichgewicht, was bedeutet, dass alle Teilchen dieselbe Temperatur besitzen. Niedertem-peraturplasmen konnen ebenfalls als thermische Gleichgewichtsplasmen vorliegen. Plas-men mit einer Gastemperatur von Raumtemperatur bis mehrere tausend Kelvin werdenals nichtthermische Plasmen bezeichnet, wenn die Temperaturen der schweren Teilchen(Ionen und Neutrale) nicht im Gleichgewicht mit der der Elektronen sind. Die Elektronen-temperatur liegt hier zwischen 5·103 K und 105 K und ist damit wesentlich großer als dieIonen- und Gastemperatur. Ein stationares Ungleichgewicht stellt sich ein, da die durchexterne Krafte kontinuierlich beschleunigten Elektronen nur sehr ineffektiv ihre Energiean die schweren Teilchen durch elastische Stoße abgeben. Im Gegensatz zum thermischenPlasma weichen die Geschwindigkeitsverteilungen der Plasmakomponenten stark von derMaxwell-Boltzmann-Verteilung ab. Weiterhin werden Plasmen nach Gasdruck undIonisationsgrad klassifiziert. Wichtige Kenngroßen der Plasmen sind die Debye-Lange,Plasmafrequenz und Eindringtiefe [15,39,40].
Die technischen Plasmen finden, neben dem Einsatz als Leuchtmittel und in der Fusions-forschung, vor allem Anwendung in der plasmachemischen Oberflachenbearbeitung. Hier-bei handelt es sich in der Regel um nichtthermische Plasmen, die einen Ionisationsgradvon einigen wenigen Promille aufweisen und unter Nieder- oder Atmospharendruckbedin-gungen erzeugt werden.
Die Erzeugung technischer Plasmen erfolgt fast ausschließlich durch Anlegen von elektri-schen oder magnetischen Feldern bzw. mithilfe elektromagnetischer Wellen [41]:
• Elektrisches Feld: Gleichstromentladung, kapazitiv gekoppelte HF-Anregung
Hochtemperaturplasma Niedertemperaturplasma
Thermisch NichtthermischTi ≈ Te ≈ T ≥ 107 K Ti ≈ Te ≈ T ≤ 2 · 104K 300 K ≤ Ti ≈ T ≤ 3 · 103K
5·103K ≤ Te ≤ 105K
Fusionsplasma Gleichstrombogenplasmaund induktiv gekoppeltes
HF-Plasma unterNormaldruck
Niederdruckplasma
Tabelle 2.1: Klassifizierung von Plasmen [15]
7
2 Grundlagen
• Magnetisches Feld: induktiv gekoppelte HF-Anregung
• Elektromagnetische Strahlung: Mikrowellenanregung, Laser
• Sonstiges: Kompression, Erwarmung, Elektronenstrahl
Dafur wird das Gas in ein Feld gebracht, wo zunachst ein freies Elektron benotigt wird.Sollte die externe Feldstarke ausreichen, so konnen bei Uberschreitung der druckabhangi-gen Durchbruchfeldstarke des Gases durch Raumionisation freie Elektronen entstehen. Al-ternativ konnen auch freie Elektronen zur Verfugung gestellt werden, indem zum Beispielein elektrischer Funken im Entladungsraum erzeugt wird. Die ungebundenen Elektronenwerden durch das außere Feld beschleunigt und regen durch Kollisionen mit schweren Io-nen und Neutralen diese an. Durch Stoßionisation konnen weitere Elektronen freigesetztwerden, welche wiederum sofort beschleunigt werden und weitere Ionisationsstoße ausfuh-ren. Im Gegenzug rekombinieren Ionen bzw. fallen unter Emission von spezifischer elektro-magnetischer Strahlung auf ein niedrigeres Energieniveau zuruck. Die Ionisationsrate mussalso zunachst großer als die Rekombinationsrate sein. Entsprechend des Ausgangsgases(Zusammensetzung, Druck usw.) und des außeren Feldes (Feldstarke, Eindringtiefe usw.)bildet sich ein Gleichwicht mit einer bestimmten Elektronendichte, einem bestimmtenIonisationsgrad und den Geschwindigkeitsverteilungen der verschiedenen Teilchensortenaus.
Auf die schweren geladenen Teilchen wirken ebenfalls die Krafte des außeren Feldes. Aller-dings findet eine Beschleunigung nur bei konstanten oder niederfrequenten Wechselfeldernstatt, da die schweren Ionen zu trage sind, um dem hochfrequenten Feld zu folgen.
Technische Niederdruckplasmen werden in Plasmareaktoren erzeugt, zum Beispiel in Pa-rallelplatten-, Elektronenzyklotronresonanz (ECR)- oder induktiv gekoppelten Reakto-ren [41, 42]. Solche Volumenplasmen werden seit Jahrzehnten vor allem in der Halblei-terindustrie fur die Mikrostrukturierung eingesetzt [43]. Ein kurzer Uberblick uber dieQuellen zum Erzeugen atmospharischer Plasmen soll im folgenden Abschnitt gegebenwerden.
2.1.2 Atmospharische Plasmaquellen
Die atmospharischen Plasmaquellen [22] lassen sich anhand ihrer Anregungsfrequenz indie Gruppen Gleichstrom- und niederfrequente Anregung, Anregung durch Radiofrequenzund Mikrowellenanregung einteilen.
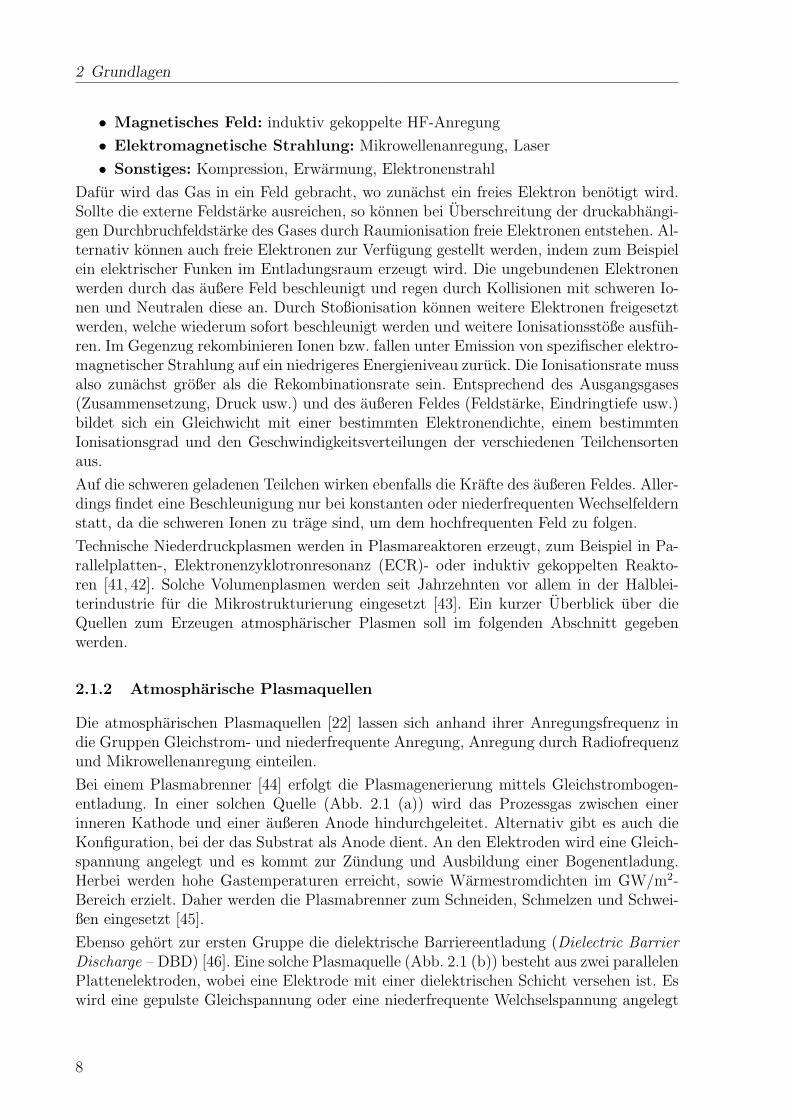
Bei einem Plasmabrenner [44] erfolgt die Plasmagenerierung mittels Gleichstrombogen-entladung. In einer solchen Quelle (Abb. 2.1 (a)) wird das Prozessgas zwischen einerinneren Kathode und einer außeren Anode hindurchgeleitet. Alternativ gibt es auch dieKonfiguration, bei der das Substrat als Anode dient. An den Elektroden wird eine Gleich-spannung angelegt und es kommt zur Zundung und Ausbildung einer Bogenentladung.Herbei werden hohe Gastemperaturen erreicht, sowie Warmestromdichten im GW/m2-Bereich erzielt. Daher werden die Plasmabrenner zum Schneiden, Schmelzen und Schwei-ßen eingesetzt [45].
Ebenso gehort zur ersten Gruppe die dielektrische Barriereentladung (Dielectric BarrierDischarge – DBD) [46]. Eine solche Plasmaquelle (Abb. 2.1 (b)) besteht aus zwei parallelenPlattenelektroden, wobei eine Elektrode mit einer dielektrischen Schicht versehen ist. Eswird eine gepulste Gleichspannung oder eine niederfrequente Welchselspannung angelegt
8
2.1 Lokales plasmagestutztes chemisches Atzen
(a) (b) (c) (d)
Abb. 2.1: (a) Plasmabrenner (Gleichstrombogenentladung) (b) Dielektrische Barriereentla-dung (c) induktiv gekoppelter Plasmajet (d) kapazitiv gekoppelter Plasmajet
und es kommt im Prozessgas zwischen den Elektroden, je nach verwendeten Parametern,zu einer Glimmentladung oder zu statistisch verteilten Mikroentladungen [22]. Die dielek-trische Barriereentladung findet Einsatz zum Reinigen von Oberflachen und zur plasma-gestutzten chemischen Gasphasenabscheidung (Plasma-Enhanced Chemical Vapour Depo-sition – PECVD). Bei der induktiv [28] bzw. kapazitiv [47] gekoppelten Plasmajetquelleerfolgt die Energieeinkopplung in die Prozessgase durch hochfrequente magnetische oderelektrische Wechselfelder. Ublicherweise wird die Radiofrequenz 13,56 Mhz verwendet.
Der induktiv gekoppelte Plasmajet (Abb. 2.1 (c)) wird uber ein dielektrisches Rohr, meis-tens aus Quarzglas, mit den Prozessgasen versorgt. Um dieses Rohr befindet sich eine HF-Spule, welche das Gas durch das induzierte Wechselmagnetfeld anregt.
Der kapazitiv gekoppelte Plasmajet (Abb. 2.1 (d)) besteht aus einer Anordnung zweierkoaxialer Elektroden. Die innere Elektrode, ein elektrisch leitendes Rohr, dient als Gas-versorgung und wird mit einer HF-Spannung versehen. Die außere Elektrode dagegen wirdgeerdet. Durch die E-Feldanregung kommt es zur Ausbildung einer Koronaentladung ander Rohrspitze.
Die Mikrowellenplasmen werden hauptsachlich mit einer Frequenz von 2,45 GHz betrie-ben. Die in dieser Arbeit verwendete Plasmajetquelle ist ahnlich zur TIA-Mikrowellen-quelle (frz. Torche a injection axiale) [48]. Im Abschnitt 3.1.2 wird im Detail auf dieseQuelle eingegangen. Sie besteht aus einer koaxialen Kreuzanordnung aus Innen- und Au-ßenleiter, wobei der Innenleiter als Gaszufuhr dient. Die elektrische Komponente einerstehenden Mikrowelle zundet das Plasma an der Spitze des Innenleiters.
Bei einem anderen Mikrowellenquellentyp,Microwave Plasma Torch (MPT) [49] oder Sur-fatron [50], besteht das gaszufuhrende Rohr aus einem mikrowellentransparenten Materialwie zum Beispiel Quarzglas. Senkrecht zu diesem Rohr wird die Mikrowelle eingestrahlt,welche das Gas in den Plasmazustand uberfuhrt.
Mithilfe einer gepulsten Mikrowellenanregung konnen auch so genannte kalte Plasmengeneriert werden, deren Gastemperatur unterhalb 45 C liegt, wie es fur biokompatibleAnwendungen gefordert wird [51].
Die atmospharischen Plasmajetquellen finden vielseitigen Einsatz zur Behandlung vonOberflachen, wie das Aktivieren [52], Reinigen [53] und Sterilisieren [51, 54]. Durch Bei-mischen von geeigneten Prakursoren in das Prozessgas werden reaktive Plasmen erzeugt,
9
2 Grundlagen
Material AtzchemieSi, Ge F, Cl, BrSiO2 FSiC F + OSi3N4, Silicide FAl Cl, BrC, Organische Stoffe OW, Ta, Ti, Mo, Nb F, ClAu, Cr ClGaAs Cl, Br
Tabelle 2.2: Ubersicht von Materialien, die mit bestimmten Radikalen geatzt werden konnen[16]
die zum Beschichten [47, 55] und insbesondere dem Trockenatzen [9, 21, 24, 28] eingesetztwerden.
2.1.3 Reaktive Plasmen zum chemischen Trockenatzen
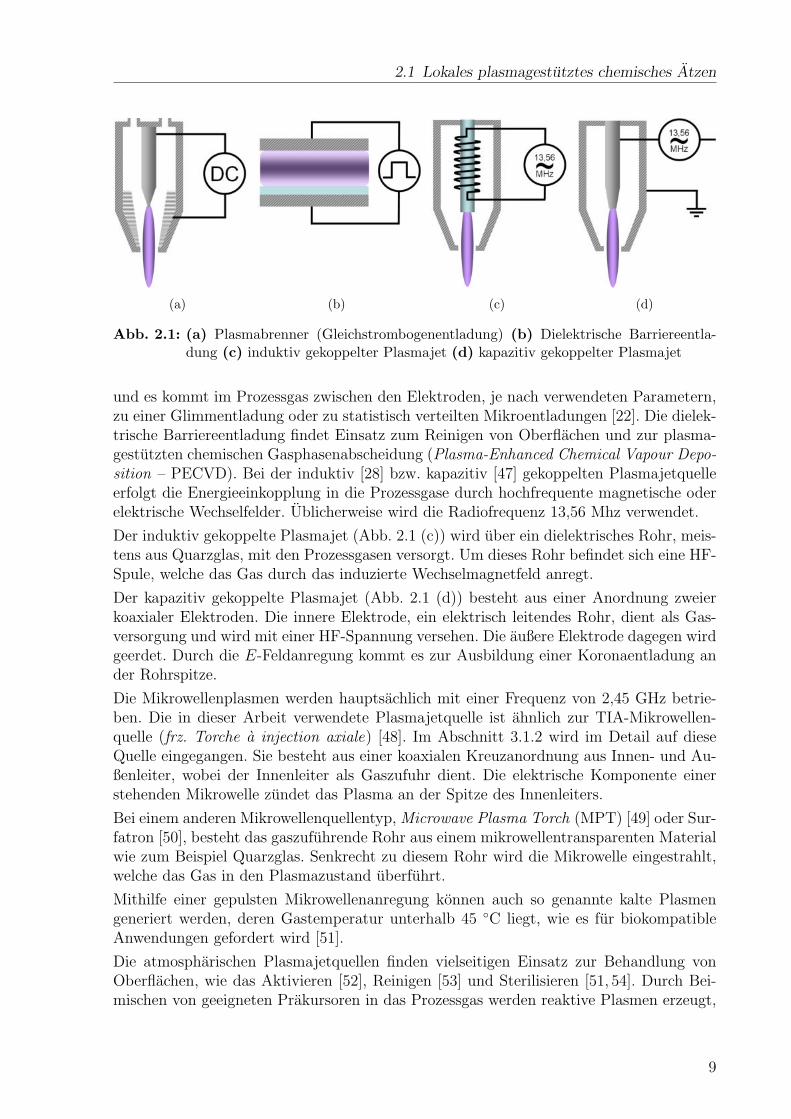
Der Materialabtrag wird beim chemischen Atzen durch Bildung von fluchtigen Reakti-onsprodukten aus Radikalen und dem Oberflachenmaterial realisiert. Daher mussen diejeweiligen Radikale spontan fluchtige Reaktionsprodukte mit den Oberflachenatomen bil-den konnen. Die Tabelle 2.2 zeigt einige Materialien, die sich unter Verwendung der zuge-horigen Radikale atzen lassen. Eine Vielzahl von Materialien kann mithilfe von Halogen-radikalen abgetragen werden.
Die Erzeugung eines lokalen Radikalstrahles wird durch Dissoziation von stabilen Pra-kursoren in einer Plasmajetquelle realisiert. Die Bildung eines Plasmaradikalstromes kannmithilfe des Modells des plasmachemischen Flussreaktors beschrieben werden. Der Plas-majet (vgl. Abb. 2.2) wird mit den stabilen Prozessgasen versorgt. Im Entladungsraum(aktive Zone) werden diese durch verschiedene Dissoziationsprozesse (vgl. Abschnitt 2.1.4),vor allem durch Elektronenstoßdissoziation, zerlegt. Zusatzlich zu den Edukten werden inder aktiven Plasmazone stabile und metastabile Verbindungen gebildet. Der Plasmastrahl
Abb. 2.2: Modell des plasmachemischen Flussreaktors nach [15] anhand eines Plasmajets
10

2.1 Lokales plasmagestutztes chemisches Atzen
verlasst den Einflussbereich des außeren Feldes. Mit Wegfall der Energiezufuhr in deranschließenden passiven Zone rekombinieren die metastabilen Spezies, ohne dass neueProdukte erzeugt werden. Die Elektronen thermalisieren dort sehr schnell, so dass dieElektronentemperatur im Gegensatz zur aktiven Zone fast gleich der Gastemperatur ist.Der nachglimmende Strahl (Afterglow) kann eine hohe Radikaldichte aufweisen [15].
Wie die Tabelle 2.2 zeigt, konnen vor allem Fluorradikale zum Atzen von siliziumhalti-gen Materialien eingesetzt werden, die oftmals zur Fertigung von optischen Komponentenverwendet werden. Das Trockenatzen solcher Siliziumverbindungen, unter Bildung desHauptreaktionsproduktes SiF4, kann durch die nachfolgenden vereinfachten Reaktions-gleichungen dargestellt werden.
Si + 4F −→ SiF4 ↑ Silizium (2.1)
SiO2 + 4F −→ SiF4 ↑ +O2 ↑ Siliziumdioxid (2.2)
SiC + 4F + 2O −→ SiF4 ↑ + CO2 ↑ Siliziumkarbid (2.3)
Si3N4 + 12F −→ 3 SiF4 ↑ + 2N2 ↑ Siliziumnitrid (2.4)
Seit Jahrzehnten werden vor allem in der Halbleiterindustrie fluorhaltige Prakursoren wieCF4, C2F6, CHF3, SF6 und NF3 zum plasmachemischen Atzen von Silizium und silizium-haltigen Materialien eingesetzt, was bereits Gegenstand zahlreicher Untersuchungen warund ist. Dabei kommen fast immer Niederdruckreaktoren mit energetischen Ionen zumEinsatz [34,38,43].
In dieser Arbeit wird zum Plasmaatzen von Quarzglas (SiO2) ein reaktives CF4/O2-Plas-ma verwendet. CF4 ist ein reaktionstrages, ungiftiges Gas, nach dessen Dissoziation Koh-lenstoff ubrig bleibt, der mithilfe von Sauerstoff zu fluchtigem COx oxidiert werden kann.Abweichend von der obigen vereinfachten Reaktionsgleichung finden beim tatsachlichenAtzvorgang eine Vielzahl von Gasphasen- und Oberflachenreaktionen statt. In den fol-genden Abschnitten sollen die Plasmachemie und der Abtragsmechanismus im Detail be-trachtet werden.
2.1.4 Gasphasenreaktion des He/Ar/O2/CF4-Plasmas
Die Erzeugung der Fluorradikale erfolgt durch die Dissoziation des sehr stabilen und re-aktionstragen Molekuls CF4. Ein Molekul lasst sich durch ionisierende (E = 15,9 eV),neutrale (E = 5,6 eV) oder anlagernde (E = 3 eV) Elektronenstoße zu einem CF3-Atom bzw. -Ion dissoziieren, wobei entsprechend freie Elektronen erzeugt oder verbrauchtwerden bzw. erhalten bleiben [36]. Die CF-Verbindungen dissoziieren bevorzugt, entspre-chend der am wenigsten benotigten Energie, durch Elektronenanlagerung und bewirkenein Absinken der Elektronendichte. In einem reinen CF4-Plasma mussen somit sehr hoch-energetische Elektronen vorliegen, damit aus eigener Kraft standig genugend freie Elektro-nen generiert werden konnen, oder es werden ausreichend freie Elektronen zur Verfugunggestellt. Daher wird ein Inertgasplasma als Tragerplasma erzeugt, in das CF4-Gas einge-mischt wird. Aufgrund der hohen Elektronendichte im Inertgasplasma existieren genugendfreie Elektronen, um die CF-Verbindungen zu dissoziieren.
11

2 Grundlagen
Reaktionstyp GleichungElastischer Stoß e– +Ar −→ e– +Ar
Ar+ +Ar −→ Ar+ +ArAnregung e– +Ar −→ e– +Ar∗
Direkte Ionisation e– +Ar −→ 2 e– +Ar+
Stufenweise Ionisation e– +Ar∗ −→ 2 e– +Ar+
Penning-Ionisation Ar∗ +Ar∗ −→ e– +Ar + Ar+
Abregung Ar∗ −→ Ar + hνSuperelastischer Stoß e– +Ar∗ −→ e– +ArQuenching Ar∗ +Ar −→ Ar + ArDreierstoß-Rekombination 2 e– +Ar+ −→ Ar∗ + e–
Strahlungsrekombination e– +Ar+ −→ Ar∗ −→ Ar + hν
Tabelle 2.3: Plasmachemie des Argonplasmas [16,40,56]
Inertgasplasma He/Ar
Fur das Tragerplasma werden die Inertgase Argon und/oder Helium eingesetzt. Beim rei-nen Argonplasma konnen mit wenigen Prozessen die grundlegenden Vorgange im Plasmabeschrieben werden. Dabei wird von vier Teilchensorten ausgegangen. Neben Elektro-nen und Argon im Grundzustand treten angeregtes (E = 11,5 eV) und ionisiertes (E =15,8 eV) Argon auf. In Tabelle 2.3 ist die Plasmachemie von Argon dargestellt. Zwischenallen Teilchen konnen elastische Stoße stattfinden. Durch inelastische Stoße werden Ato-me angeregt oder ionisiert. Dabei kann die direkte oder stufenweise elektroneninduzierteIonisation auftreten. Außerdem kommt es zur Penning-Ionisation durch Stoße zwischenschweren angeregten Teilchen. Umgekehrt rekombinieren Ionen unter Emission von elek-tromagnetischer Strahlung oder kinetischer Energie an ein drittes Teilchen. AngeregteTeilchen fallen durch Abgabe von elektromagnetischer Strahlung oder kinetischer Energieauf ein niedrigeres Anregungsniveau zuruck.
Beim Heliumplasma treten die gleichen Stoß-, Rekombinations- und Reaktionsvorgangeauf [57]. In einem Ar/He-Plasma interagieren die einzelnen Spezies, so dass weitere Stoß-prozesse wie zum Beispiel der Ladungstransfer zwischen Argon und Helium stattfinden.
Reaktionen im CF4-Plasma
Neben den Reaktionen der Inertgasplasmen treten beim CF4-Plasma eine große Zahl vonMolekuldissoziationen und -rekombinationen auf [36, 58]. Dabei kommt es zur Bildungeiner Vielzahl von ungesattigten CF-Verbindungen.
(Ia)Dissoziative Elektronenanlagerung: Durch Anlagerung von Elektronen wird ein Fluor-ion abgespalten.
e− + CFx −→ CFx−1 + F−, x = 1 , 2 , 3 , 4 (2.5)
Dafur werden nur geringe Energien von E = 2,1 eV, 1,9 eV, 0,4 eV, bzw. 3 eV benotigt.
12

2.1 Lokales plasmagestutztes chemisches Atzen
(Ib) Neutrale Elektronenstoßdissoziation: Durch energetische Elektronen werden CFx-Radikale dissoziiert. Die Anzahl der freien Elektronen bleibt konstant.
e− + CFx −→ CFx−1 + F + e−, x = 1 , 2 , 3 , 4 (2.6)
Bei diesem Dissoziationsprozess werden rund 5 eV pro freiwerdendes Fluoratom ver-braucht.
(Ic) Ionisierende Elektronenstoßdissoziation: Es konnen bei Elektronenstoßen neue Elek-tronen frei werden, so dass positive CFx-Molekule entstehen.
e− + CFx −→ CF+x−1 + F + 2 e−, x = 1 , 2 , 3 , 4 (2.7)
Dafur werden hohe Energien, je nach CF-Verbindung und Anzahl der freiwerdenden F-Atome, von 16 bis 27 eV benotigt.
Weiterhin werden F-Radikale freigesetzt durch folgende Prozesse:
(II) Dissoziative Rekombination
e− + CF+x −→ CFx−1 + F, x = 1 , 2 , 3 (2.8)
(III) Ion-Ion-Neutralisation
F− + CF+x −→ CFx−1 + 2F, x = 1 , 2 , 3 (2.9)
(IV) Anlagernde Reaktion: Es werden ebenso freie Fluorteilchen durch konkurrierendeProzesse verbraucht.
F− + CFx−1 −→ CFx + e−, x = 1 , 2 , 3 , 4 (2.10)
Weiterhin treten die verschiedenen Ionisations-, Anregungs-, Abregungs- und weitere Re-kombinationsprozesse auf, wie es bei den Inertgasplasmen der Fall ist. Somit finden zumBeispiel Stoßionisationen von CF-Radikalen (E = 10 eV) statt. CF4 bildet keine Ionen,da alle seine Anregungszustande antibindend sind [16].
Angeregte schwere Inertteilchen konnen auch als Stoßpartner zur Ionisation und Disso-ziation der Molekule beitragen. Durch Dreistoßreaktionen kann es unter anderem zurEntstehung von molekularem Fluor oder Fluorethan kommen [59].
Zumischung von O2 ins CF4-Plasma
Im reinen O2-Plasma werden Sauerstoffradikale, Ozon und Ionen mit ihren entsprechendenAnregungszustanden gebildet [16].
13

2 Grundlagen
Durch das Zumischen von Sauerstoff in ein CF4-Plasma treten eine Vielzahl von weiterenReaktionen mit neuen Reaktionsprodukten auf [58–60]:
O + CFx −→ COFx−1 + F, x = 2 , 3 (2.11)
O + CF −→ CO+ F (2.12)
O + COF −→ CO2 + F (2.13)
O + C −→ CO (2.14)
F + CO −→ COF (2.15)
Das Zumischen von Sauerstoff ins CF4-Plasma fuhrt zu einer Erhohung der Fluorradi-kalausbeute und der Atzrate [61]. Mittels Oxidation der ungesattigten Fluorkohlenstoff-verbindungen durch Sauerstoffradikale wird die Rekombination mit atomarem Fluor ver-hindert. Dabei entstehen Kohlenstoffoxide und Carbonylfluoride, wodurch Kohlenstoffgebunden wird.
2.1.5 Oberflachenreaktionen von siliziumhaltigen Materialien mit Fluorplas-men
Sehr stark vereinfacht lasst sich der Abtrag als eine Reaktion des Fluorradikalstromesmit den Siliziumatomen der Oberflache beschreiben. Dabei wird das Silizium sukzessivauffluoriert und bildet fluchtiges SiF4.
SiFx−1 + F −→ SiFx, x = 1 , 2 , 3 , 4 (2.16)
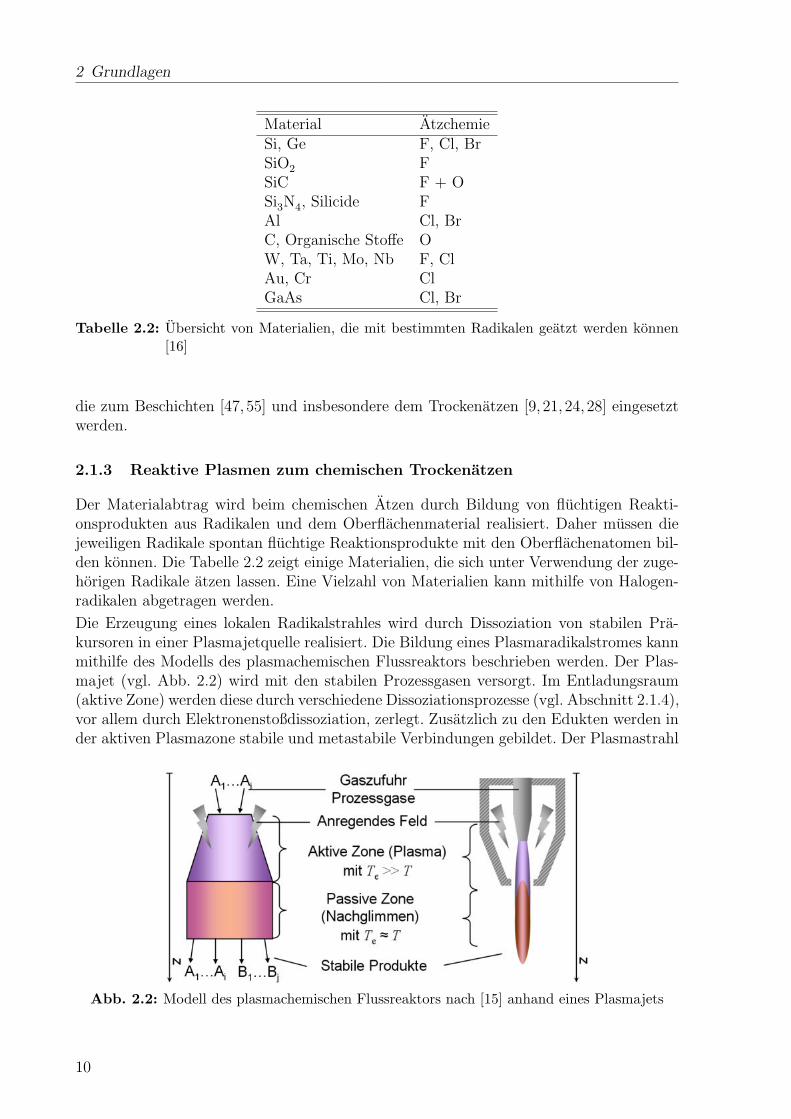
Die Abbildung 2.3 (a) zeigt die Auffluorierung der Siliziumatome im SiO2-Netzwerk. Beimatmospharischen Plasmajetatzen handelt es sich um einen rein chemischen Abtrag, da kei-ne energetischen Teilchen erzeugt werden, die einen physikalischen bzw. physikalisch ge-stutzten Abtrag hervorrufen [62–64]. Im Gegensatz zum reaktiven Ionenatzen (RIE) liegtkein elektrisches Wechselfeld an der Probe an. Ebenso findet keine gerichtete Beschleuni-gung der Plasmakomponenten in der Quelle wie beim reaktiven Ionenstrahlatzen (ReactiveIon Beam Etching – RIBE) [65,66] statt. Ein energetischer Radikalteilchenstrom auf derOberflache bewirkt den physikalisch gestutzten Materialabtrag in bevorzugt senkrechterRichtung, welcher zur Mikrostrukturierung von Schaltkreisen verwendet wird [16,43]. DieRadikale des Plasmajets verfugen nur uber die kinetische Energie der thermischen Be-wegung und makroskopischen Gasstromung. Die Beschleunigungsspannung in der Plas-marandschicht kann vernachlassigt werden, zumal die mittlere freie Weglange in der At-mosphare nur 68 nm betragt [67]. Somit wird der Materialabtrag nur durch chemischeReaktionen realisiert, die einen isotropen Abtrag erzeugen.
Der tatsachliche Atzvorgang ist komplexer als die obige Modellvorstellung, da heterogenechemische Reaktionen mit zusatzlichen Reaktionspartnern und -produkten auftreten. DesWeiteren kommt es zur Ausbildung einer Zwischenschicht. Eine schematische Beschrei-bung fur den in dieser Arbeit relevanten Fall des Siliziumdioxidatzens mittels reaktivenCF4/O2-Plasmajets ist in Abbildung 2.3 (b) dargestellt.
Die im Plasma erzeugten Fluor-, CF- und Sauerstoffradikale werden an der Probenober-flache adsorbiert und bilden eine bis zu 2 nm dicke amorphe SiCxOyFz-Schicht [40]. Dienachfolgenden Radikale diffundieren durch diese Schicht [68]. Dabei kommt es zur Reak-
14
2.1 Lokales plasmagestutztes chemisches Atzen
(a) (b)
Abb. 2.3: (a) Trockenatzen des amorphen Siliziumdioxides mittels F-Radikale (b) Plasmache-misches Atzen von Quarzglas mittels CF4/O2-Plasma
tion mit weiteren Siliziumatomen an der Grenze zum Volumenmaterial bzw. zur Auffluo-rierung von SiFx-Verbindungen. Insbesondere die gebildeten gasformigen SiF4- Molekuledesorbieren und verlassen die Probenoberflache. Außerdem kann es, vor allem bei ho-hen Temperaturen (>300 C), auch zur Desorption von SiF2 kommen [69–71]. Weiterhinwerden hauptsachlich die Reaktionsprodukte COx, COF2 und O2 freigesetzt [59].
Neben der Vergroßerung der F-Radikalausbeute im Plasma bewirkt der Einsatz der Sauer-stoffradikale durch zusatzliche Oberflachenreaktionen die Unterdruckung der Polymerisa-tion von CF-Schichten. Ebenso wird die Deposition von Kohlenstoff durch dessen Oxida-tion behindert. Außerdem tragen die Sauerstoffradikale aus dem Plasma zum Abtransportvon Sauerstoffatomen von der Oberflache durch Bildung von molekularem Sauerstoff bei.Die effektive Reaktionsgleichung 2.2 wird folglich erweitert zu:
SiO2 + 4F + 2O −→ SiF4 ↑ + 2O2 ↑ (2.17)
Ikegami et al. bestatigen in ihren Untersuchungen die Teilnahme der Sauerstoffradikalean den Oberflachenreaktionen. Es zeigt sich, dass bei Zugabe von Sauerstoff ins Plasmadie Aktivierungsenergie des effektiven Atzprozesses absinkt [37].
Der Materialabtrag lasst sich im vereinfachten Atzmodell nach Gleichung 2.2 beschreiben,bei dem nur die eintreffenden Fluorradikale mit den Si-Atomen der Probenoberflache zufluchtigem SiF4 reagieren und anschließend sofort das SiF4 und molekularer Sauerstoffdesorbiert.
Die Reaktionsenthalpie ∆HR zur Bildung von SiF4 (∆Hf = −910,9 kJ/mol) aus SiO2
(∆Hf = −1614,9 kJ/mol) nach Gleichung 2.2 betragt −704 kJ/mol [16]. Die exothermeAtzreaktion erzeugt einen Warmefluss Qchem pro Volumenabtragsrate rv von
Qchem
rv= −
ρSiO2∆HR
MSiO2
= 0, 43W
mm3/min. (2.18)
Mit der in dieser Arbeit verwendeten Plasmajetquelle und den Parametern werden Volu-menabtragsraten auf SiO2 von 5 bis 15 mm3/min erzielt.
15
2 Grundlagen
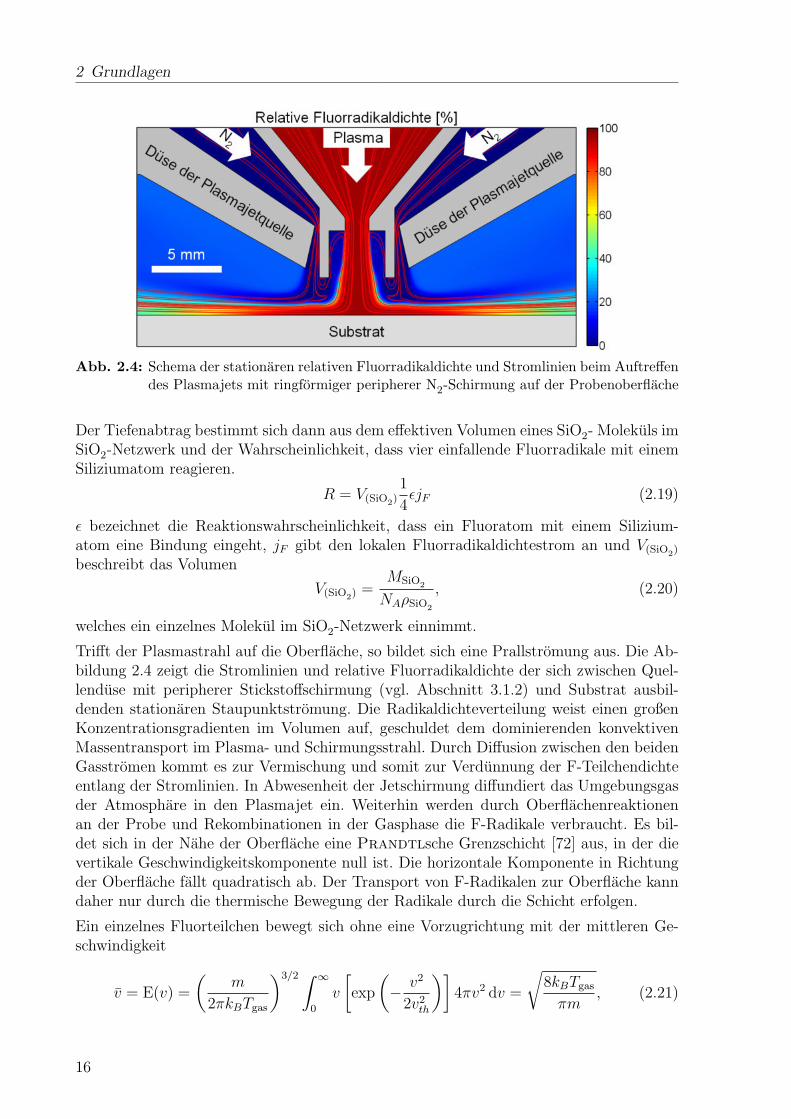
Abb. 2.4: Schema der stationaren relativen Fluorradikaldichte und Stromlinien beim Auftreffendes Plasmajets mit ringformiger peripherer N2-Schirmung auf der Probenoberflache
Der Tiefenabtrag bestimmt sich dann aus dem effektiven Volumen eines SiO2- Molekuls imSiO2-Netzwerk und der Wahrscheinlichkeit, dass vier einfallende Fluorradikale mit einemSiliziumatom reagieren.
R = V(SiO2)1
4ǫjF (2.19)
ǫ bezeichnet die Reaktionswahrscheinlichkeit, dass ein Fluoratom mit einem Silizium-atom eine Bindung eingeht, jF gibt den lokalen Fluorradikaldichtestrom an und V(SiO
2)
beschreibt das Volumen
V(SiO2) =
MSiO2
NAρSiO2
, (2.20)
welches ein einzelnes Molekul im SiO2-Netzwerk einnimmt.
Trifft der Plasmastrahl auf die Oberflache, so bildet sich eine Prallstromung aus. Die Ab-bildung 2.4 zeigt die Stromlinien und relative Fluorradikaldichte der sich zwischen Quel-lenduse mit peripherer Stickstoffschirmung (vgl. Abschnitt 3.1.2) und Substrat ausbil-denden stationaren Staupunktstromung. Die Radikaldichteverteilung weist einen großenKonzentrationsgradienten im Volumen auf, geschuldet dem dominierenden konvektivenMassentransport im Plasma- und Schirmungsstrahl. Durch Diffusion zwischen den beidenGasstromen kommt es zur Vermischung und somit zur Verdunnung der F-Teilchendichteentlang der Stromlinien. In Abwesenheit der Jetschirmung diffundiert das Umgebungsgasder Atmosphare in den Plasmajet ein. Weiterhin werden durch Oberflachenreaktionenan der Probe und Rekombinationen in der Gasphase die F-Radikale verbraucht. Es bil-det sich in der Nahe der Oberflache eine Prandtlsche Grenzschicht [72] aus, in der dievertikale Geschwindigkeitskomponente null ist. Die horizontale Komponente in Richtungder Oberflache fallt quadratisch ab. Der Transport von F-Radikalen zur Oberflache kanndaher nur durch die thermische Bewegung der Radikale durch die Schicht erfolgen.
Ein einzelnes Fluorteilchen bewegt sich ohne eine Vorzugrichtung mit der mittleren Ge-schwindigkeit
v = E(v) =
(m
2πkBTgas
)3/2 ∫ ∞
0
v
[
exp
(
− v2
2v2th
)]
4πv2 dv =
√
8kBTgasπm
, (2.21)
16
2.1 Lokales plasmagestutztes chemisches Atzen
wobei vth =√
kBTgas/m die thermische Geschwindigkeit und Tgas die Gastemperatur ist.Der Teilchenfluss jF = nF E(vz) auf die Oberflache ergibt sich aus der Fluorradikaldich-te nF und der mittleren positiven z-Komponente der Geschwindigkeit. Dies lasst sichfolgendermaßen in Kugelkoordinaten formulieren:
jF = nF
(m
2πkBTgas
)3/2 ∫ 2π
0
dφ
∫ π/2
0
sin θ dθ
∫ ∞
0
v cos θ exp
(
− v2
2v2th
)
v2 dv (2.22)
Daraus folgt durch Auswertung der Integrale fur die Radikalstromdichte der Ausdruck:
jF =1
4nF v (2.23)
Der Radikalstrom auf die Substratoberflache wird durch die stationaren oberflachennahenF-Teilchendichte- und die dortigen Gastemperaturverteilungen bestimmt.
Die Reaktionswahrscheinlichkeit ǫ ist eine charakteristische Große des Atzprozesses undbeschreibt die Umsetzung der einfallenden F-Teilchen. Sie wird im Wesentlichen durchAdsorption an der Probenoberflache, Diffusion durch die SiCxOyFz-Zwischenschicht der
Radikale und Desorption der Atzprodukte bestimmt [68]. Im komplementaren Ereignisfallwerden die nicht adsorbierten Fluorradikale reflektiert, wobei dies keine Auswirkung aufdie Radikaldichte in der Gasphase hat. Der chemische Atzmechanismus weist eine starkeTemperaturabhangigkeit auf, so dass ǫ eine Funktion der Oberflachentemperatur ist. Diesewird oftmals mithilfe eines Arrhenius-Ansatzes
ǫ(TS) = ǫ0 exp
(
− EA
kBTS
)
(2.24)
modelliert [35–37,73]. Hierbei ist ǫ0 ein praexponentieller Faktor, EA die Aktivierungsener-gie und TS die Oberflachentemperatur des Substrates. Die Tiefenabtragsrate wird somitbeschrieben durch:
R =MSiO
2
16NAρSiO2
√
8kBTgasπm
ǫ0 exp
(
− EA
kBTS
)
nF (2.25)
In der sich ausbildenden stationaren Prallstromung bleibt das Temperaturprofil im Gasvo-lumen weitgehend unverandert, da kontinuierlich heißes Gas aus der Plasmaquelle nachge-liefert wird. Weiterhin ist auch eine konstante Raumverteilung der Fluorradikaldichte zuerwarten. Die Oberflachentemperatur dagegen wird imWesentlichen durch den ortsabhan-gigen Warmeeintrag des Plasmajets bestimmt und weist somit starke ortliche und zeitli-che Anderungen auf. Die Gastemperatur nimmt aufgrund der Kontinuitat in Richtung derSubstratoberflache deren Temperatur an, so dass fur die oberflachennahe Gastemperaturin Gleichung 2.25 Tgas ≈ TS gilt. Daher wird oftmals das temperaturabhangige Atzver-halten in der Ratengleichung mithilfe eines Arrhenius-Terms und der
√TS modelliert.
Flamm et al. beschreiben die Atzrate RSiO2beim Fluoratzen von Siliziumdioxid als
RSiO2(nF , TS) = (10, 23± 0, 83) · 10−22 nmm3
s√K
nF
√
TS exp
(
−0, 163 eV
kB TS
)
(2.26)
17
2 Grundlagen
(a) (b)
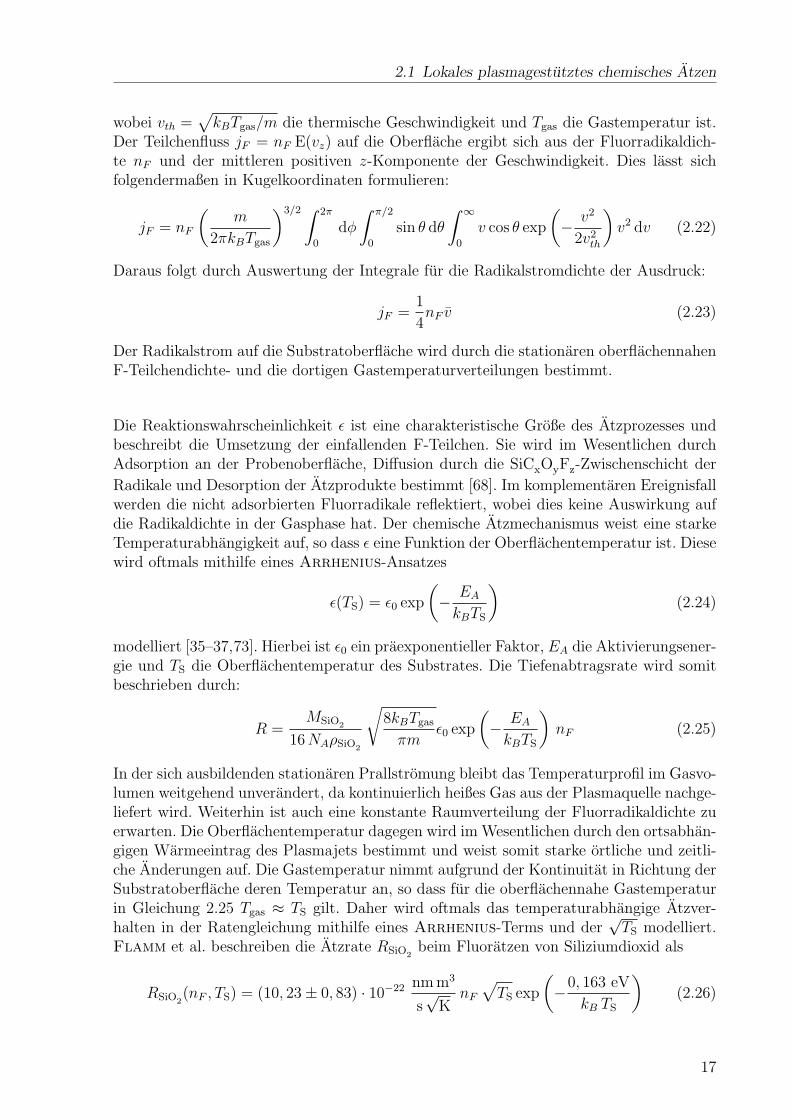
Abb. 2.5: (a) Atzprofile nach dem Plasmajetatzen auf einer Oberflache mit geringen bzw.starken Schadigungen der oberflachennahen Schichten durch die Probenvorbehand-lung [74] (b) Fotorealistische Aufnahme einer Probenoberflache mit Wischspurennach der Plasmajetbearbeitung [74]
in Abhangigkeit der Substrattemperatur TS und der oberflachennahen F-RadikaldichtenF [17].
Im realen Atzprozess weichen die Substratoberflachen abhangig von ihrer Herstellung bzw.Vorbehandlung meist von der idealen Beschaffenheit ab. Durch mechanische Schadigungder oberflachennahen Substratschichten oder Kontamination kann es zur Beeinflussungdes Atzverhaltens kommen. Insbesondere durch eine zu grobe abrasive Politur im Rahmender Probenvorbehandlung werden Mikrorisse in den oberflachennahen Schichten generiert.Bei der Plasmajetbearbeitung dieser makroskopisch glatten Substratoberflache werdenaufgrund der hoheren Selektivitat die Mikrorisse deutlich heraus prapariert, wodurch ei-ne starke Rauigkeit im Atzergebnis erscheint. Die Abbildung 2.5 (a) zeigt resultierendeAtzprofile einer Atzung auf einem Substrat mit geringer und starker oberflachennaherSchadigung. Die Mikrorisse fuhren neben der erzeugten Rauigkeit auch zu einer hoherenMaterialabtragsrate.
Ebenso werden Kontaminationen durch Wischspuren oder Fingerabdrucke wahrend desAtzens heraus gearbeitet. Die Verunreinigungen hemmen lokal den Materialabtrag, sodass diese charakteristischen Strukturen erst nach dem Atzvorgang makroskopisch sicht-bar werden. Die Abbildung 2.5 (b) zeigt die fotorealistische Darstellung einer Substrato-berflache nach dem Atzen, auf der Wischspuren zu erkennen sind.
2.1.6 Thermisch induzierte Aufheizeffekte bei der deterministischen Sub-apertur-Bearbeitung
Wie bereits im einfuhrenden Abschnitt 1.2.2 erlautert wurde, treten beim Hochraten-Plasmajetatzen aufgrund des rein chemischen, temperaturabhangigen Abtragsmechanis-mus und der starken lokalen Probenerwarmung durch den Plasmajet nichtlineare Aufheiz-effekte auf. Die nichtlinearen thermisch induzierten Fehler konnen als lokale oder globale
18
2.1 Lokales plasmagestutztes chemisches Atzen
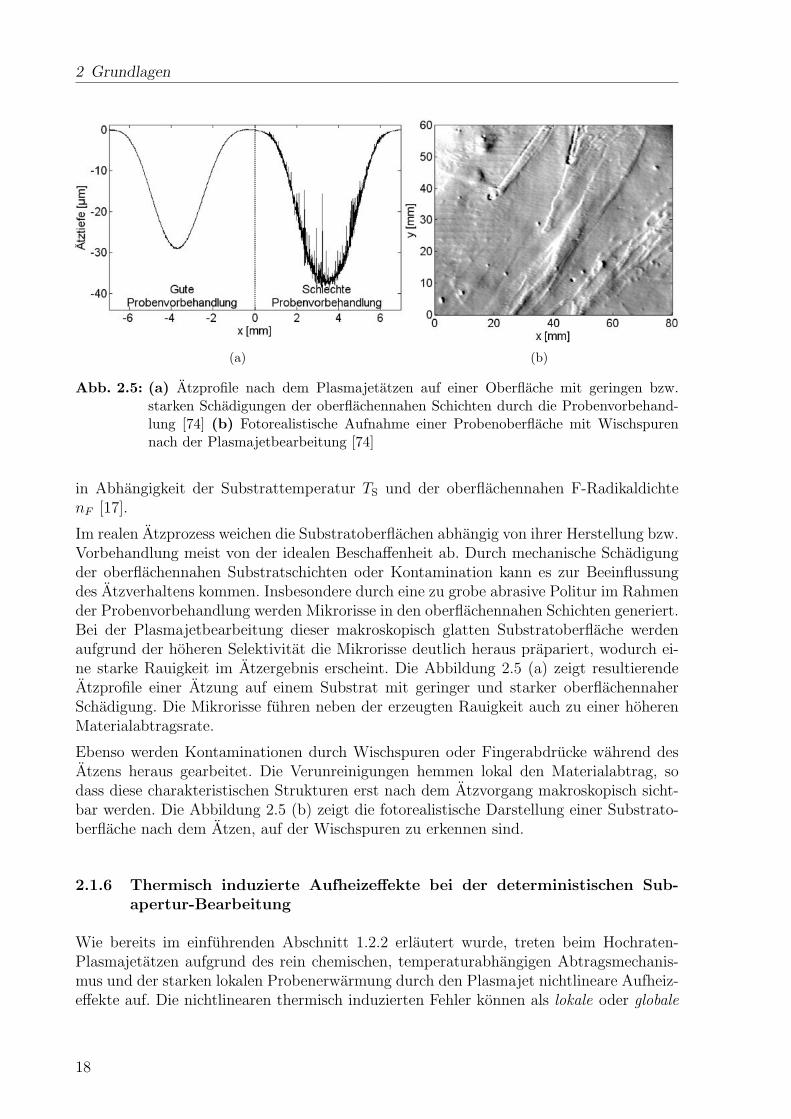
Abb. 2.6: Geschwindigkeitsabhangige Atzraten ermittelt anhand von Grabenatzung
Aufheizeffekte klassifiziert werden. Bei einer praxisrelevanten Bearbeitung ist eine Sepa-ration der beiden Effekte in der Regel nicht moglich.
Der lokale Aufheizungseffekt lasst sich zum Beispiel gut anhand einer Standatzung de-monstrieren. Bei einer Standatzung verweilt der Plasmajet fur eine bestimmte Zeit aneiner festen Position. Dabei ist die Volumenabtragsrate nicht uber die gesamte Atzdauerkonstant, sondern steigt zunachst stark an und erreicht nach einiger Zeit eine Sattigung.Dieses Verhalten korreliert mit der zugehorigen transienten Oberflachentemperatur, wel-che zunachst rasch ansteigt und dann einen stationaren Zustand erreicht.
Ebenso wird die Problematik mittels praxisnaher Grabenatzungen verdeutlicht. Dazu wirdder Jet mit konstanter Geschwindigkeit uber die Probe bewegt. Aus den resultierendenGrabenprofilen kann die geschwindigkeitsabhangige Volumenabtragsrate ermittelt werden.Wie am Beispiel von Abbildung 2.6 zu sehen ist, zeigt die Rate ein signifikantes nichtlinea-res Verhalten. Fur geringe Fahrgeschwindigkeiten werden aufgrund der erhohten lokalenAufheizung deutlich großere Raten erzielt. Die Temperaturabhangigkeit der Raten decktsich mit den erhohten quasistationaren Oberflachentemperaturprofilen, welche sich fur dieentsprechenden Geschwindigkeiten ausbilden. Die Volumenratenerhohung wird nicht nurdurch eine Skalierung der lokalen Tiefen bewirkt, sondern auch durch eine Verbreiterungdes Gesamtatzprofils.
Allgemein lasst sich kein Zusammenhang zwischen Fahrgeschwindigkeit und Atzraten fin-den. Nur fur konkrete Bearbeitungsbedingungen lasst sich der Abtrag durch die Atztiefeund -breite als Funktion der Fahrgeschwindigkeit adaquat beschreiben.
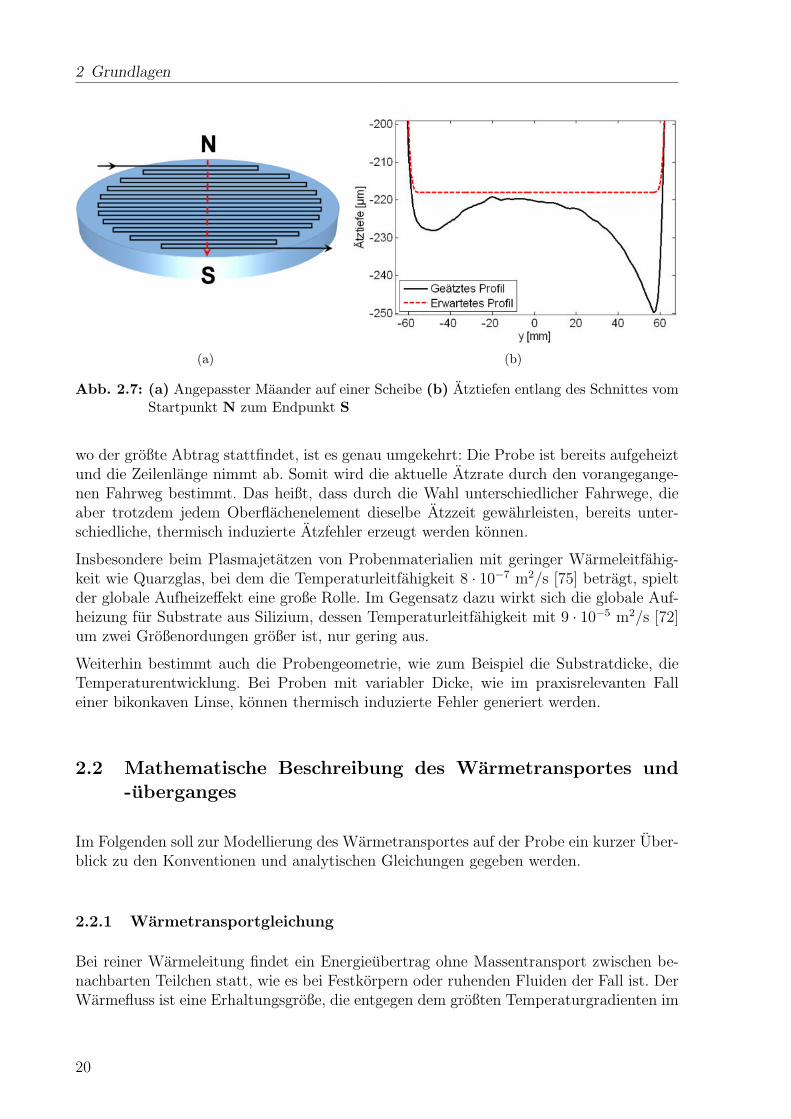
Die Problematik des globalen Aufheizeffektes kann am besten mithilfe des folgenden Be-arbeitungsbeispieles demonstriert werden. Dafur wird, wie es in Abbildung 2.7 (a) gezeigtist, eine Scheibe mit einer konstanten Fahrgeschwindigkeit entlang eines angepassten Ma-anders abgefahren. Da uberall dieselbe Geschwindigkeit und somit auch dieselbe Ratevorliegt, wird ein homogener Abtrag erwartet. Die resultierende Atztiefe entlang einesSchnittes vom Startpunkt N zum Endpunkt S in Abbildung 2.7 (b) weist eine systema-tische Uberatzung insbesondere im Bereich dieser Punkte auf. Dies begrundet sich mitden dortigen kurzeren Zeilenlangen, wodurch das Werkstuck weniger Zeit hat, sich abzu-kuhlen, bis der Plasmajet wieder die Schnittlinie passiert. Im Startbereich wird wenigeruberatzt, da das Werkstuck noch kuhl ist und die Zeilenlange zunimmt. Im Endbereich,
19
2 Grundlagen
(a) (b)
Abb. 2.7: (a) Angepasster Maander auf einer Scheibe (b) Atztiefen entlang des Schnittes vomStartpunkt N zum Endpunkt S
wo der großte Abtrag stattfindet, ist es genau umgekehrt: Die Probe ist bereits aufgeheiztund die Zeilenlange nimmt ab. Somit wird die aktuelle Atzrate durch den vorangegange-nen Fahrweg bestimmt. Das heißt, dass durch die Wahl unterschiedlicher Fahrwege, dieaber trotzdem jedem Oberflachenelement dieselbe Atzzeit gewahrleisten, bereits unter-schiedliche, thermisch induzierte Atzfehler erzeugt werden konnen.
Insbesondere beim Plasmajetatzen von Probenmaterialien mit geringer Warmeleitfahig-keit wie Quarzglas, bei dem die Temperaturleitfahigkeit 8 · 10−7 m2/s [75] betragt, spieltder globale Aufheizeffekt eine große Rolle. Im Gegensatz dazu wirkt sich die globale Auf-heizung fur Substrate aus Silizium, dessen Temperaturleitfahigkeit mit 9 · 10−5 m2/s [72]um zwei Großenordungen großer ist, nur gering aus.
Weiterhin bestimmt auch die Probengeometrie, wie zum Beispiel die Substratdicke, dieTemperaturentwicklung. Bei Proben mit variabler Dicke, wie im praxisrelevanten Falleiner bikonkaven Linse, konnen thermisch induzierte Fehler generiert werden.
2.2 Mathematische Beschreibung des Warmetransportes und-uberganges
Im Folgenden soll zur Modellierung des Warmetransportes auf der Probe ein kurzer Uber-blick zu den Konventionen und analytischen Gleichungen gegeben werden.
2.2.1 Warmetransportgleichung
Bei reiner Warmeleitung findet ein Energieubertrag ohne Massentransport zwischen be-nachbarten Teilchen statt, wie es bei Festkorpern oder ruhenden Fluiden der Fall ist. DerWarmefluss ist eine Erhaltungsgroße, die entgegen dem großten Temperaturgradienten im
20

2.2 Mathematische Beschreibung des Warmetransportes und -uberganges
Material fließt. Daraus wird die parabolische partielle Differentialgleichung formuliert, diedie Warmeleitung in einem genugend großen Korper beschreibt.
ρ cp∂T
∂t− k∇2T = 0 (2.27)
Dabei ist k die Warmeleitfahigkeit, ρ die Dichte und cp die spezifische Warmekapazitat.Durch Einfuhrung der stoffspezifischen Temperaturleitfahigkeit
a =k
ρ cp(2.28)
lasst sich die Gleichung 2.27 zur Diffusionsgleichung umschreiben.
∂T (~x, t)
∂t= a · ∇2 T (~x, t) (2.29)
Die fundmentale Losung fur eine bestimmte Temperaturverteilung T (~x, 0) lautet:
T (~x, t) =
∫
K(~x− ~x′, t) · T (~x′, 0) d~x′ (2.30)
Hierbei ist K(~x, t) der Warmeleitungskern, welcher fur t = 0 der Delta-Distribution ent-spricht. Fur t > 0 ist K eine mehrdimensionale Normalverteilungsdichte mit den Parame-tern µ = 0 und σ2 = 2at.
K(~x, t) =1
(4πat)n/2exp
(
−‖~x‖24at
)
(2.31)
Bei realen Materialien weisen die Materialeigenschaften eine signifikante Temperaturab-hangigkeit fur große Temperaturbereiche auf. Fur anisotrope Materialien wird die War-meleitfahigkeit nicht durch einen Skalar, sondern durch einen Tensor beschrieben. Tretenlokal im Material Warmequellen bzw. -senken auf, so wird ein zusatzlicher Quellterm Qverwendet. Daraus ergibt sich die allgemeine nichtlineare Warmeleitungsgleichung.
ρ(T ) cp(T )∂T
∂t+∇ · (−k(T )∇T ) = Q (2.32)
Bei Fluiden wird der konvektive Warmetransport durch makroskopischen Massentrans-port realisiert. Das heißt, die Teilchen haben eine makroskopische Geschwindigkeitskom-ponente, wodurch sich der resultierende konvektive Warmestrom aus deren innerer Energieund dem Geschwindigkeitsvektor ~v ergibt. Damit muss folglich das komplette Geschwin-digkeitsfeld im Fluid bekannt sein. Dies fuhrt zur erweiterten Warmeleitungsgleichung mitkonvektivem Warmetransportterm.
ρ(T ) cp(T )
(∂T
∂t+ ~v · ∇T
)
+∇ · (−k(T )∇T ) = Q (2.33)
Des Weiteren kann Warmeleistung als elektromagnetische Welle durch Vakuum bzw.transparente Medien transportiert werden. Es findet ein Warmeaustausch zwischen zwei
21
2 Grundlagen
gegenuberliegenden Korpern statt, abhangig von deren Emissions- und Absorptionsver-mogen, deren Oberflachengeometrien, dem Zwischenmaterial, sowie den jeweiligen Tem-peraturen.
2.2.2 Randbedingungen
Die Warmeleitungsgleichung beschreibt den Warmetransport im Inneren unendlich aus-gedehnter Korper. Daher muss entsprechend das eigentliche Gebiet Ω durch Rander Smit geeigneten Randbedingungen begrenzt werden. Die Vektoren ~nWand beschreiben dieBegrenzung des Korpers und stehen senkrecht auf der außeren Wandseite S des Gebie-tes Ω. Ublicherweise wird zwischen drei Typen von Randbedingungen unterschieden, dieentweder einen Warmefluss oder einen konkreten Temperaturwert vorgeben.
Bei der Bedingung 1. Art handelt es sich um die Dirichlet-Bedingung, bei der eineRandtemperatur, auch als Funktion der Zeit und des Ortes, vorgegeben wird.
T |Wand = T0 (2.34)
Bei der Bedingung 2. Art, einer Neumann-Bedingung, wird ein Fluss vorgeben, welcherauch orts- und zeitabhangig sein kann. Eine isolierende Wand, durch die kein Warmestromfließt, wird folglich mit einer Randbedingung 2. Art modelliert.
~nWand · k∇T |Wand = q0 (2.35)
Die Bedingung 3. Art wird auch als Newton-Bedingung bezeichnet und gibt ebenfallseinen Fluss an. Dieser formuliert den Warmefluss als eine Funktion der momentanenWandtemperatur. Gemaß dem linearen Fourier-Modell ist der resultierende Warmeflussproportional zur Differenz von Wand- und externer Temperatur T∞. Der Warmeuber-gangskoeffizient h ist eine problemspezifische Konstante und entspricht dem reziprokenWarmewiderstand zwischen Wand und Umgebung.
~nWand · k∇T |Wand = h(T |Wand − T∞) (2.36)
In den Ingenieurwissenschaften existieren zahlreiche heuristische Modelle, mit denen mitt-lere Ubergangskoeffizienten fur komplexere Vorgange, wie zum Beispiel Kuhlung durcherzwungene Konvektion, berechnet werden konnen. Dabei spielen die Kennzahlen derAhnlichkeitstheorie eine große Rolle. Der Warmeubergangskoeffizient eines umflossenenKorpers wird ublicherweise mithilfe der dimensionslosen Nusselt-Zahl, der Warmeleit-fahigkeit des Fluides kF und der charakterischen Lange L bestimmt.
h =kFLNu (2.37)
Die Nusselt-Zahl gibt das Verhaltnis aus durch Konvektion und reine Warmeleitungubertragener Warme an. Sie lasst sich je nach Problemstellung anhand einer Funktionaus der Reynolds-Zahl und Prandtl-Zahl berechnen [76].
Weiterhin kommt die verallgemeinerte Bedingung 3. Art zum Einsatz, bei der die War-mestromdichte beliebig, auch hochgradig nichtlinear, von der Wandtemperatur abhangen
22
2.3 Die Methode der finiten Elemente
Abb. 2.8: Einsatz der Finite-Elemente-Methode zum Losen physikalischer Probleme
kann. Somit findet haufig der folgende Modellansatz fur das Abkuhlverhalten eines Kor-pers Einsatz, welcher auf dem Stefan-Boltzmann-Strahlungsgesetz basiert.
~nWand · k∇T |Wand = h(T |Wand − T∞) + ǫ σ(T 4 − T 4amb) (2.38)
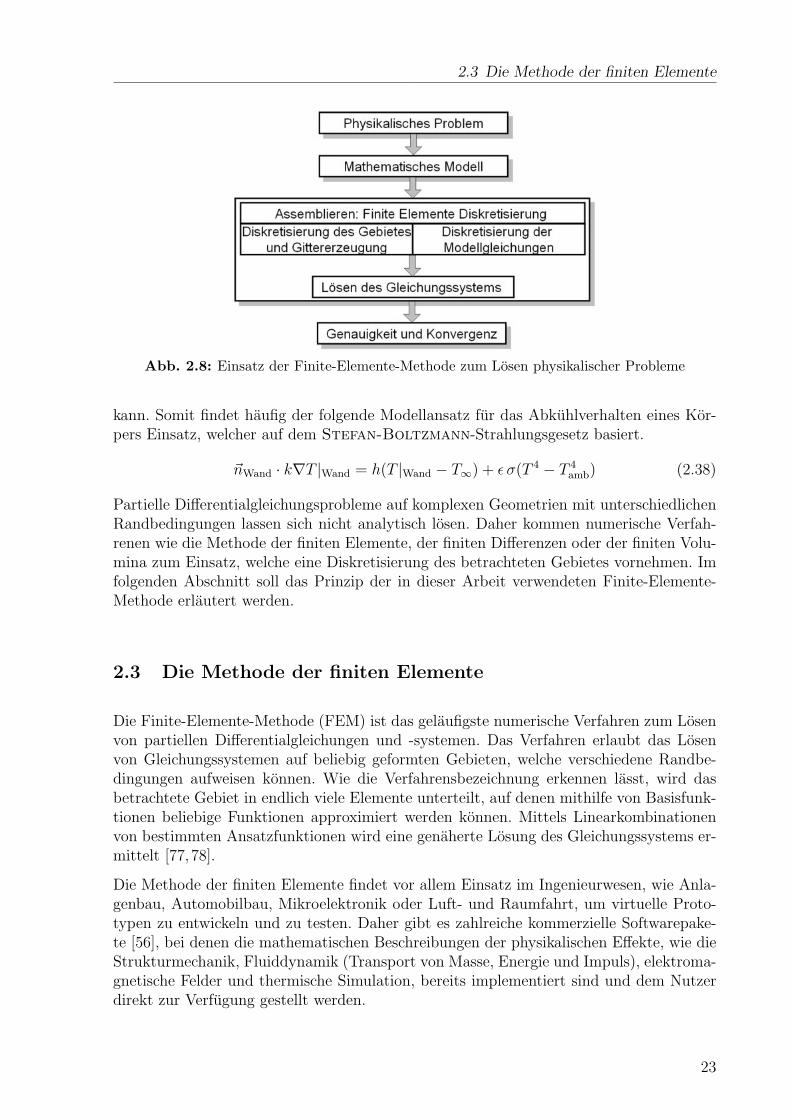
Partielle Differentialgleichungsprobleme auf komplexen Geometrien mit unterschiedlichenRandbedingungen lassen sich nicht analytisch losen. Daher kommen numerische Verfah-renen wie die Methode der finiten Elemente, der finiten Differenzen oder der finiten Volu-mina zum Einsatz, welche eine Diskretisierung des betrachteten Gebietes vornehmen. Imfolgenden Abschnitt soll das Prinzip der in dieser Arbeit verwendeten Finite-Elemente-Methode erlautert werden.
2.3 Die Methode der finiten Elemente
Die Finite-Elemente-Methode (FEM) ist das gelaufigste numerische Verfahren zum Losenvon partiellen Differentialgleichungen und -systemen. Das Verfahren erlaubt das Losenvon Gleichungssystemen auf beliebig geformten Gebieten, welche verschiedene Randbe-dingungen aufweisen konnen. Wie die Verfahrensbezeichnung erkennen lasst, wird dasbetrachtete Gebiet in endlich viele Elemente unterteilt, auf denen mithilfe von Basisfunk-tionen beliebige Funktionen approximiert werden konnen. Mittels Linearkombinationenvon bestimmten Ansatzfunktionen wird eine genaherte Losung des Gleichungssystems er-mittelt [77,78].
Die Methode der finiten Elemente findet vor allem Einsatz im Ingenieurwesen, wie Anla-genbau, Automobilbau, Mikroelektronik oder Luft- und Raumfahrt, um virtuelle Proto-typen zu entwickeln und zu testen. Daher gibt es zahlreiche kommerzielle Softwarepake-te [56], bei denen die mathematischen Beschreibungen der physikalischen Effekte, wie dieStrukturmechanik, Fluiddynamik (Transport von Masse, Energie und Impuls), elektroma-gnetische Felder und thermische Simulation, bereits implementiert sind und dem Nutzerdirekt zur Verfugung gestellt werden.
23
2 Grundlagen
Abb. 2.9: Grobes FE-Dreiecknetz eines Kreises
Ausgangspunkt von FEM (vgl. Abb. 2.8) ist die mathematische Formulierung eines phy-sikalischen Problems fur ein bestimmtes Objekt in Form von Differentialgleichungen mitgewissen Rand- und Anfangsbedingungen.
2.3.1 Diskretisierung des Gebietes und Gittererzeugung
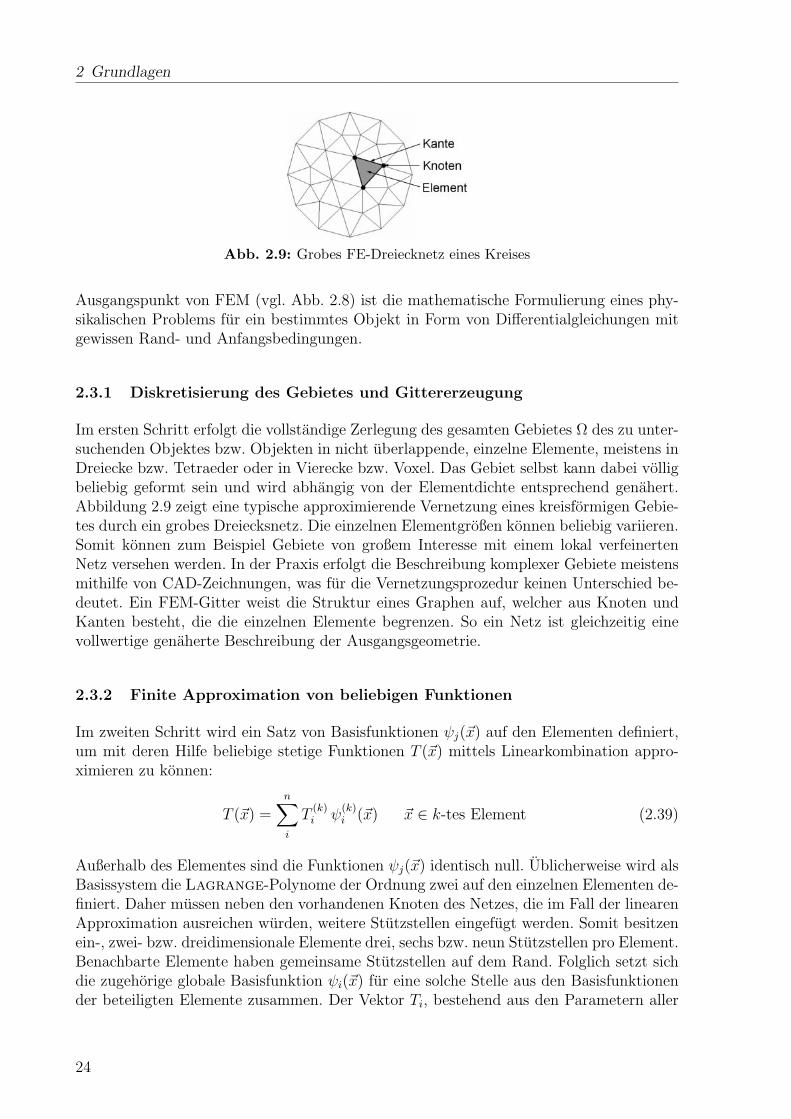
Im ersten Schritt erfolgt die vollstandige Zerlegung des gesamten Gebietes Ω des zu unter-suchenden Objektes bzw. Objekten in nicht uberlappende, einzelne Elemente, meistens inDreiecke bzw. Tetraeder oder in Vierecke bzw. Voxel. Das Gebiet selbst kann dabei volligbeliebig geformt sein und wird abhangig von der Elementdichte entsprechend genahert.Abbildung 2.9 zeigt eine typische approximierende Vernetzung eines kreisformigen Gebie-tes durch ein grobes Dreiecksnetz. Die einzelnen Elementgroßen konnen beliebig variieren.Somit konnen zum Beispiel Gebiete von großem Interesse mit einem lokal verfeinertenNetz versehen werden. In der Praxis erfolgt die Beschreibung komplexer Gebiete meistensmithilfe von CAD-Zeichnungen, was fur die Vernetzungsprozedur keinen Unterschied be-deutet. Ein FEM-Gitter weist die Struktur eines Graphen auf, welcher aus Knoten undKanten besteht, die die einzelnen Elemente begrenzen. So ein Netz ist gleichzeitig einevollwertige genaherte Beschreibung der Ausgangsgeometrie.
2.3.2 Finite Approximation von beliebigen Funktionen
Im zweiten Schritt wird ein Satz von Basisfunktionen ψj(~x) auf den Elementen definiert,um mit deren Hilfe beliebige stetige Funktionen T (~x) mittels Linearkombination appro-ximieren zu konnen:
T (~x) =n∑
i
T(k)i ψ
(k)i (~x) ~x ∈ k-tes Element (2.39)
Außerhalb des Elementes sind die Funktionen ψj(~x) identisch null. Ublicherweise wird alsBasissystem die Lagrange-Polynome der Ordnung zwei auf den einzelnen Elementen de-finiert. Daher mussen neben den vorhandenen Knoten des Netzes, die im Fall der linearenApproximation ausreichen wurden, weitere Stutzstellen eingefugt werden. Somit besitzenein-, zwei- bzw. dreidimensionale Elemente drei, sechs bzw. neun Stutzstellen pro Element.Benachbarte Elemente haben gemeinsame Stutzstellen auf dem Rand. Folglich setzt sichdie zugehorige globale Basisfunktion ψi(~x) fur eine solche Stelle aus den Basisfunktionender beteiligten Elemente zusammen. Der Vektor Ti, bestehend aus den Parametern aller
24
2.3 Die Methode der finiten Elemente
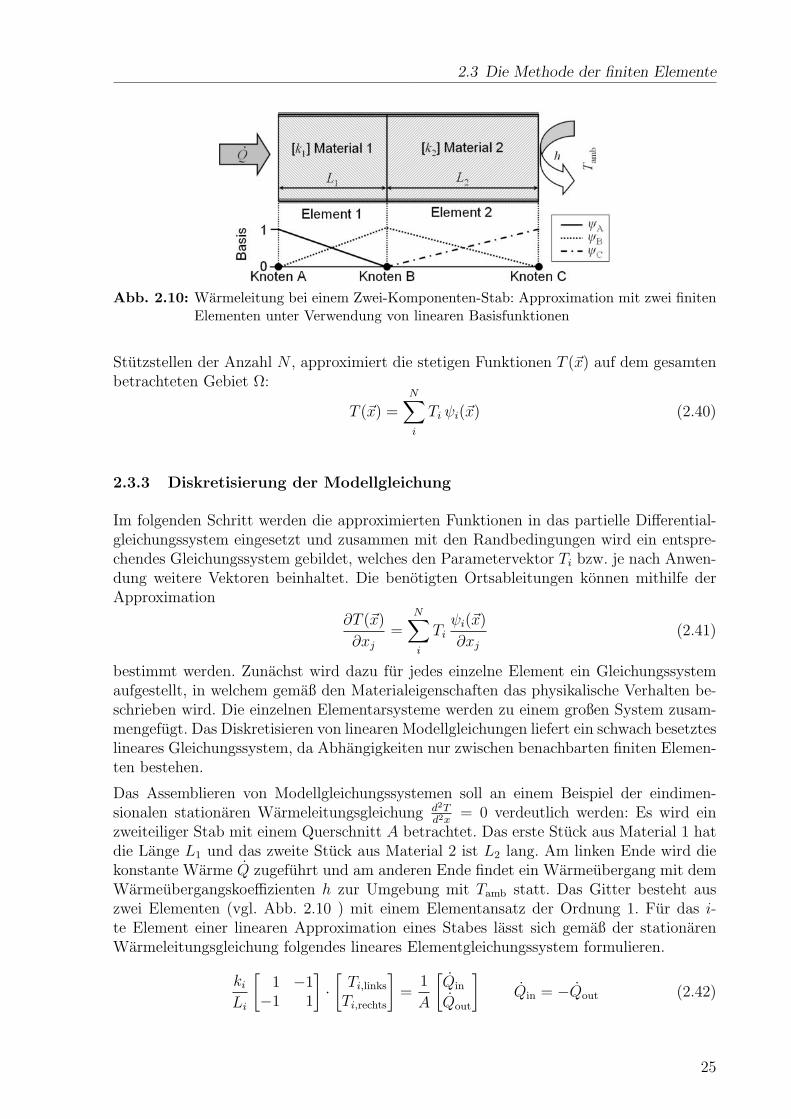
Abb. 2.10: Warmeleitung bei einem Zwei-Komponenten-Stab: Approximation mit zwei finitenElementen unter Verwendung von linearen Basisfunktionen
Stutzstellen der Anzahl N , approximiert die stetigen Funktionen T (~x) auf dem gesamtenbetrachteten Gebiet Ω:
T (~x) =N∑
i
Ti ψi(~x) (2.40)
2.3.3 Diskretisierung der Modellgleichung
Im folgenden Schritt werden die approximierten Funktionen in das partielle Differential-gleichungssystem eingesetzt und zusammen mit den Randbedingungen wird ein entspre-chendes Gleichungssystem gebildet, welches den Parametervektor Ti bzw. je nach Anwen-dung weitere Vektoren beinhaltet. Die benotigten Ortsableitungen konnen mithilfe derApproximation
∂T (~x)
∂xj=
N∑
i
Tiψi(~x)
∂xj(2.41)
bestimmt werden. Zunachst wird dazu fur jedes einzelne Element ein Gleichungssystemaufgestellt, in welchem gemaß den Materialeigenschaften das physikalische Verhalten be-schrieben wird. Die einzelnen Elementarsysteme werden zu einem großen System zusam-mengefugt. Das Diskretisieren von linearen Modellgleichungen liefert ein schwach besetzteslineares Gleichungssystem, da Abhangigkeiten nur zwischen benachbarten finiten Elemen-ten bestehen.
Das Assemblieren von Modellgleichungssystemen soll an einem Beispiel der eindimen-sionalen stationaren Warmeleitungsgleichung d2T
d2x= 0 verdeutlich werden: Es wird ein
zweiteiliger Stab mit einem Querschnitt A betrachtet. Das erste Stuck aus Material 1 hatdie Lange L1 und das zweite Stuck aus Material 2 ist L2 lang. Am linken Ende wird diekonstante Warme Q zugefuhrt und am anderen Ende findet ein Warmeubergang mit demWarmeubergangskoeffizienten h zur Umgebung mit Tamb statt. Das Gitter besteht auszwei Elementen (vgl. Abb. 2.10 ) mit einem Elementansatz der Ordnung 1. Fur das i-te Element einer linearen Approximation eines Stabes lasst sich gemaß der stationarenWarmeleitungsgleichung folgendes lineares Elementgleichungssystem formulieren.
kiLi
[1 −1
−1 1
]
·[Ti,linksTi,rechts
]
=1
A
[Qin
Qout
]
Qin = −Qout (2.42)
25
2 Grundlagen
Dabei ist ki die Warmeleitfahigkeit des Materials in Element i. Das Zusammenfugender Elementgleichungssysteme mit Berucksichtigung aller Randbedingungen liefert dasfolgende lineare Gleichungssystem.
k1L1
− k1L1
0
− k1L1
(k1L1
+ k2L2
)
− k2L2
0 − k2L2
(k2L2
+ h)
︸ ︷︷ ︸
K
·
TATBTC
︸ ︷︷ ︸
T
=
QA
0hTamb
︸ ︷︷ ︸
b
(2.43)
In Anlehnung an den Einsatz der FE-Methode in der Strukturmechanik wird die System-matrix auch Steifigkeitsmatrix K und die rechte Seite Lastvektor b genannt. Tempera-turrandbedingungen werden durch feste Vorgaben im Parametervektor T realisiert. DieFlussrandbedingung ist im Lastvektor der rechten Seite anzufinden. Die Bedingung dritterArt schlagt sich sowohl in der Steifigkeitsmatrix als auch im Lastvektor nieder.
2.3.4 Losen mittels Galerkin-Methode
Ein solches resultierendes schwach besetztes lineares Gleichungssystem kann numerischgelost werden. Allerdings ist das direkte Losen nicht immer moglich und auch nicht sinn-voll, da durch die schlechte Kondition des linearen Gleichungssystems numerische Fehlerauftreten konnen. Daher wird versucht, die Residuen der Operatorgleichung zu minimie-ren. Die gesuchte Losung eingesetzt in das partielle Differentialgleichungssystem, welchesauf dem Gebiet Ω definiert ist und dargestellt wird durch den Operator L, lost die Glei-chung exakt, indem sie eine Null als Residuum liefert. Das Einsetzen einer approximiertenFunktion liefert ein Residuum, welches in der Regel verschieden von Null ist.
R = L(
N∑
i
Ti ψi(~x)
)
(2.44)
Weiterhin werden die Skalarprodukte Ri zwischen Residuum und Wichtungsfunktionenwi gebildet, welche auch Testfunktionen genannt werden.
Ri = 〈wi(~x), R〉 =∫
Ω
wi(~x) · L(
N∑
j
Tj ψj(~x)
)
dΩ (2.45)
Dieses Vorgehen wird als Methode der gewichteten Residuen bezeichnet. Fur die finiteElemente-Analyse wird hauptsachlich das Verfahren von Galerkin eingesetzt, bei demals Wichtungsfunktionen wi die Basisfunktionen ψi der Funktionsapproximation verwen-det werden. Dadurch wird jedem Parameter ein Skalar bezuglich des Residuums in dessenEinflussbereiches zugeordnet.
Als Beispiel wird die quellfreie stationare Warmeleitungsgleichung fur ein beliebiges Ge-biet Ω betrachtet, auf dessen Randern S die Randbedingungen erster bis dritter Artauftreten. Nach Galerkin ergibt sich hierfur folgendes lineares Gleichungssystem [79]:
Kij = −∫
Ω
k
(∂ψi ∂ψj
∂x ∂x+∂ψi ∂ψj
∂y ∂y+∂ψi ∂ψj
∂z ∂z
)
dΩ +
∫
S
hψiψj dS (2.46)
26
2.4 Die Verweilzeitmethode
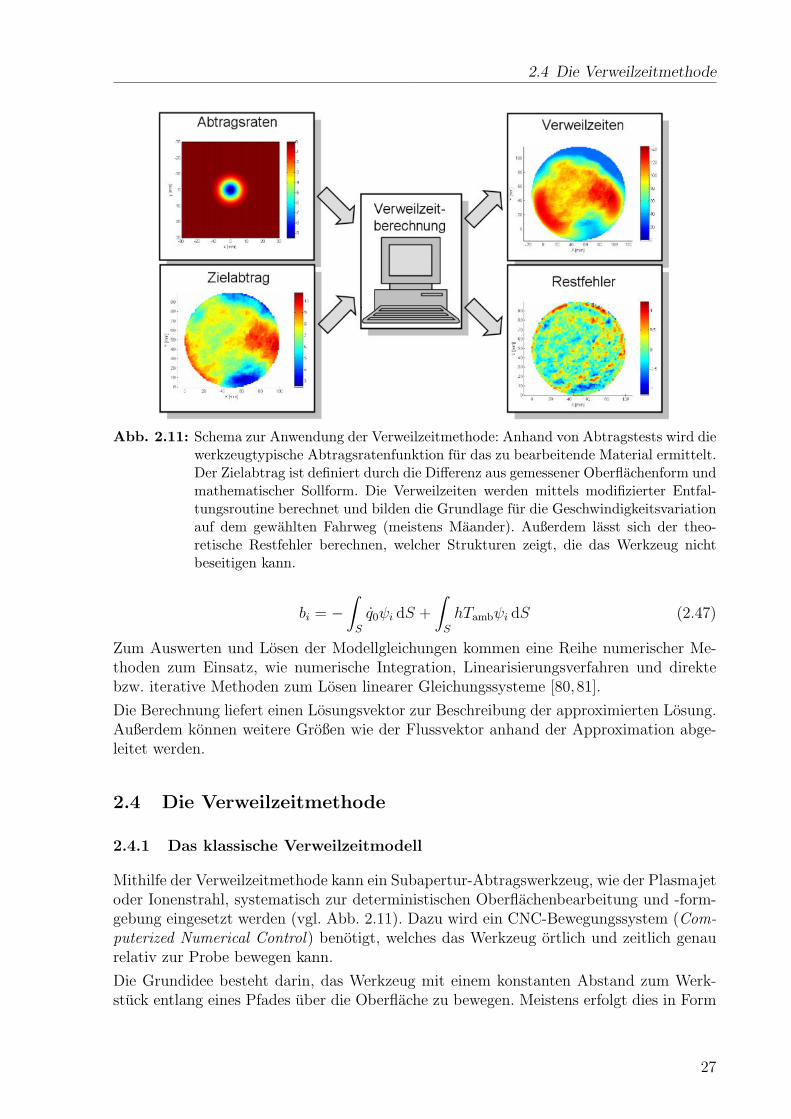
Abb. 2.11: Schema zur Anwendung der Verweilzeitmethode: Anhand von Abtragstests wird diewerkzeugtypische Abtragsratenfunktion fur das zu bearbeitende Material ermittelt.Der Zielabtrag ist definiert durch die Differenz aus gemessener Oberflachenform undmathematischer Sollform. Die Verweilzeiten werden mittels modifizierter Entfal-tungsroutine berechnet und bilden die Grundlage fur die Geschwindigkeitsvariationauf dem gewahlten Fahrweg (meistens Maander). Außerdem lasst sich der theo-retische Restfehler berechnen, welcher Strukturen zeigt, die das Werkzeug nichtbeseitigen kann.
bi = −∫
S
q0ψi dS +
∫
S
hTambψi dS (2.47)
Zum Auswerten und Losen der Modellgleichungen kommen eine Reihe numerischer Me-thoden zum Einsatz, wie numerische Integration, Linearisierungsverfahren und direktebzw. iterative Methoden zum Losen linearer Gleichungssysteme [80,81].
Die Berechnung liefert einen Losungsvektor zur Beschreibung der approximierten Losung.Außerdem konnen weitere Großen wie der Flussvektor anhand der Approximation abge-leitet werden.
2.4 Die Verweilzeitmethode
2.4.1 Das klassische Verweilzeitmodell
Mithilfe der Verweilzeitmethode kann ein Subapertur-Abtragswerkzeug, wie der Plasmajetoder Ionenstrahl, systematisch zur deterministischen Oberflachenbearbeitung und -form-gebung eingesetzt werden (vgl. Abb. 2.11). Dazu wird ein CNC-Bewegungssystem (Com-puterized Numerical Control) benotigt, welches das Werkzeug ortlich und zeitlich genaurelativ zur Probe bewegen kann.
Die Grundidee besteht darin, das Werkzeug mit einem konstanten Abstand zum Werk-stuck entlang eines Pfades uber die Oberflache zu bewegen. Meistens erfolgt dies in Form
27
2 Grundlagen
eines maanderformigen Fahrweges. Mittels Geschwindigkeitsvariation wird versucht, einengewunschten Abtrag bestmoglich zu realisieren. Damit lautet die Aufgabenstellung bei dis-kreter Betrachtung: Ermittlung der optimalen Verweilzeiten fur jeden Oberflachenpunktbei Kenntnis der werkzeugtypischen Materialabtragsraten und des geforderten Zielabtra-ges.
Die Ermittlung der Verweilzeiten erfolgt durch das Verweilzeitmodell mit den folgendenModellgroßen:
(i) Zielabtragsfunktion ∆h(x, y): Diese gibt den zu erzielenden Tiefenabtrag in z-Rich-tung des Punktes (x, y) an.
(ii) Abtragsratenfunktion r(x, y): Diese beschreibt die Tiefenabtragsrate im Punkt (x, y),wenn das Werkzeug mit seinem Scheitel uber dem Koordinatenursprung verharrt.
(iii) Verweilzeitdichtefunktion t(x, y): Diese bestimmt, wie lange das Zentrum des Werk-zeuges uber dem Flachenelement bezuglich (x, y) verweilt.
Fur das klassische Verweilzeitmodell, welches fur das Ionenstrahlatzen konzipiert wur-de [10, 82, 83], werden folgende Annahmen fur die Abtragsratenfunktion des Werkzeugesgetroffen:
(i) Langzeitstabilitat: Die Abtragsraten bleiben wahrend des gesamten Bearbeitungs-prozesses konstant.
(ii) Ortsinvarianz: Das Werkzeug wirkt auf der gesamten Probe gleich.
(iii) Linearitat der Atzrate: Der Abtrag ist proportional zur Verweilzeit.
Falls sich das Werkzeug uber dem Punkt (x, y) fur eine Zeit t(x, y) befindet, so lautet dermomentane Abtrag im Punkt (x, y):
r (x− x, y − y) · t (x, y) (2.48)
Die Integration uber alle moglichen Werkzeugpositionen ergibt den resultierenden Mate-rialabtrag, welcher gleich dem Zielabtrag sein soll.
∆h (x, y) =
∫∫
r (x− x, y − y) · t (x, y) dx dy (2.49)
Es handelt sich bei der Gleichung 2.49 um eine gewohnliche, zweidimensionale Faltung
∆h = r ∗ t. (2.50)
In der Praxis liegen die Messdaten pixelweise in diskreter Form vor, so dass die diskreteFaltung verwendet wird.
∆hij =∑
k
∑
l
ri−k,j−l · dkl (2.51)
Dabei mussen die einzelnen Großen auf einem aquidistanten, deckungsgleichen Gittervorliegen. dkl gibt die echte Verweilzeit fur jedes Pixel an. Diese Approximation ist zulassig,falls die Pixelgroße wesentlich kleiner als die Halbwertsbreite der Abtragsfunktion ist.
28
2.4 Die Verweilzeitmethode
2.4.2 Berechnung der Verweilzeiten
Die Aufgabe besteht im Losen der Modellgleichung bezuglich der unbekannten Verweilzei-ten t. Die Modellgleichung 2.49 ist eine Fredholmsche Integralgleichung erster Art mitFaltungskern. Dabei handelt es sich um ein so genanntes schlecht gestelltes Problem [84],da die zugehorige Umkehroperation, die Entfaltung, nichtstetig ist. Das heißt, kleine An-derungen im Zielabtrag fuhren zu großen Abweichungen im Verweilzeitfeld. Praktischbedeutet dies, dass ein direktes Losen nach den Verweilzeiten, zum Beispiel in Form ei-nes linearen Gleichungssystems, zu einem stark gestorten Ergebnis mit vielen Sprungenfuhren wurde. Eine derartige, verrauschte Losung lasst sich jedoch nicht durch ein CNC-Bewegungssystem realisieren, da dieses durch seine technischen Schranken (maximale Ge-schwindigkeit und maximale Beschleunigung) die moglichen Verweilzeitprofile limitiert.Deshalb werden Regularisierungsmethoden [85] verwendet, die versuchen, einen Kompro-miss zwischen Residuum und Glattheit der Losung zu finden.
Der gewunschte Zielabtrag ist eigentlich eine unbekannte Zerlegung in den optimalenatzbaren Abtrag und den nicht bearbeitbaren Restfehler, welcher im Sinne des inversenProblems der Storung entspricht.
∆h(x, y) = ∆h∗(x, y) + ∆h(x, y) (2.52)
Die Verweilzeitberechnung lasst sich korrekt als restringierte Optimierungsaufgabe formu-lieren:
mint∈T
∥∥∥∥∥∥
r ∗ t−∆h︸ ︷︷ ︸
∆h
∥∥∥∥∥∥
, T = t | vom Bewegungssystem realisierbar (2.53)
Das heißt, der Restfehler wird minimiert unter der Nebenbedingung, dass das Verweilzeit-feld die technischen Grenzen des Bewegungssystems, namlich die maximale Geschwindig-keit und Beschleunigung, erfullt.
Das Entfaltungsproblem ist ein Standardproblem zum Beispiel in der Bildverarbeitungzum Entfernung von Unscharfen [86–88]. Daher lasst sich auf eine Reihe von iterativenEntfaltungsalgorithmen zuruckgreifen, bei denen die Glattheit der Losung durch Iterati-onsabbruch beeinflusst werden kann. Bei Entfaltungsrechnungen kommen unter anderemfolgende Algorithmen zum Einsatz:
Die Van Cittert-Entfaltung [89]:
t(k+1) = t(k) +∆h− r ∗ t(k) (2.54)
Das Verfahren von Gold [90]:
t(k+1) = t(k) · ∆h
r ∗ t(k) (2.55)
Das Verfahren von Lucy-Richardson [91, 92]:
α(x, y) =1
∫r(x− x, y − y) dx dy
(2.56)
29
2 Grundlagen
∆h(k)(x, y) = r ∗ t (2.57)
t(k+1)(x, y) = t(k)(x, y) · α(x, y)∫
∆h(x, y)
∆h(k)(x, y)r(x− x, y − y) dx dy (2.58)
Diese Verfahren, welche in den meisten Programmbibliotheken hinterlegt sind [93], ver-wenden fur die Vorwartsfaltung die Fast Fourier Transform (FFT) und arbeiten damitsehr schnell und speichereffizient.
Bevor die eigentliche Entfaltungsrechnung durchgefuhrt wird, muss der gewunschte Zielab-trag um einen weich auslaufenden Rand erweitert werden. Dadurch wird berucksichtigt,dass das Abtragswerkzeug auch außerhalb der Probe zum Abtrag beitragen kann. Mitdiesem Vorgehen kann das Werkzeug optimal fur eine randscharfe Bearbeitung eingesetztwerden.
Bei der Verweilzeitbestimmung mussen die Entfaltungsiterationen um einen Schritt er-weitert werden, damit die obige Nebenbedingung der Realisierbarkeit durch das Bewe-gungssystem gewahrleistet ist. In diesem Schritt wird gepruft, ob die aktuelle Losungdie Bewegungssystemgrenzen der maximalen Geschwindigkeit und Beschleunigung erfullt.Gegebenenfalls muss dieses Verweilzeitfeld durch gezielte lokale Addition und Glattungangepasst werden.
2.4.3 Verallgemeinerungen des Modells
Ortsabhangige Abtragsraten
Im ersten Erweiterungsschritt soll die Annahme der Ortsinvarianz aufgehoben werden.Dies ist notwendig, um zum Beispiel die winkelabhangige Atzrate eines Ionenstrahlesbei einer 3-Achs-Bearbeitung auf einer stark gekrummten Probe zu modellieren [83]. Indiesem Fall bedeutet dies, dass die Abtragsrate an verschiedenen Probenpositionen unter-schiedlich stark ausfallt. Die Modellgleichung erweitert sich dann um einen ortsabhangigenSkalierungsfaktor a(x, y).
∆h (x, y) =
∫∫
a(x, y) · r (x− x, y − y) · t (x, y) dx dy (2.59)
Die Gleichung lasst sich unter Verwendung der gewichteten Entfaltung [93] analog losen.
Hangen die Abtragsraten nicht nur von der Probenposition ab, sondern auch von derPosition des Werkzeuges, so ergibt sich folgende Gleichung.
∆h (x, y) =
∫∫
r (x, y, x, y) · t (x, y) dx dy (2.60)
r (x, y, x, y) gibt den Abtrag in (x, y) an, wenn sich das Werkzeug uber dem Punkt (x, y)befindet. Mit dieser Modellerweiterung konnen die Verweilzeiten fur eine 5-Achs-Bearbei-tung auf einer beliebig gekrummten Freiformflache mit einem beliebigen Gitter berechnetwerden [94]. Bei der Gleichung 2.60 handelt es sich um eine allgemeine Fredholmsche In-tegralgleichung erster Art. Die Verfahren von Lucy-Richardson undGold konnen zumLosen dieser Gleichung mit allgemeinem Kern herangezogen werden. Allerdings konnendie Vorwartsrechnungen, also die verallgemeinerten Faltungen, nur im Ortsraum vorge-
30
2.4 Die Verweilzeitmethode
nommen werden, wodurch der Rechenaufwand bezuglich der Auflosung mit der Ordnungvier ansteigt.
Nichtlineare Abtragsraten
Beim Plasmajetatzen wird die Atzrate maßgeblich durch die Oberflachentemperatur be-stimmt. Das Temperaturfeld des Werkstuckes bildet sich gemaß der Bearbeitung aus. Dasheißt, die lokale Atzrate ist eine Funktion des Temperaturfeldes. Die transienten Tem-peraturen werden wiederum durch die Verweilzeitverteilung bestimmt, womit die Mo-dellannahme Linearitat der Atzraten nicht mehr erfullt ist. (vgl. Abschnitt 2.1.6) DieZusammenfassung der Abhangigkeiten erweitert die Modellgleichung in die Form:
∆h (x, y) =
∫∫
r (x, y, x, y, t (x, y)) dx dy (2.61)
Es handelt sich um eine nichtlineare Fredholmsche Integralgleichung erster Art, wobeir den Abtrag zu einem gegebenen Verweilzeitfeld t (x, y) am Punkt (x, y) angibt, falls sichdas Werkzeug uber dem Punkt (x, y) befindet.
In der Praxis hat sich gezeigt, dass diese nichtlineare Gleichung mit dem Gold-Verfah-ren gelost werden kann. Allerdings beeinflusst hierbei der Grad der Nichtlinearitat dasKonvergenzverhalten. Problematisch ist der hohe Aufwand fur das Auswerten der Glei-chung 2.61.
Der nichtlineare Einfluss des lokalen Aufheizeffektes beim Plasmajetatzen lasst sich unterder Verwendung einer geschwindigkeitsabhangigen Abtragsrate modellieren. Die nichtli-neare Gleichung lautet in diskreter Form fur ein Gitter mit der Pixelgroße lpixel:
∆h (xi, yj) = ∆hij =∑
k
∑
l
r
(
xi − xk, yj − yl,lpixeltkl
)
· tkl (2.62)
Mithilfe von Teilflachenatzungen fur verschiedene Geschwindigkeiten, die unter den glei-chen Bedingungen stattfinden mussen wie die spatere Atzung, lassen sich die effektivemaximale Atzrate r0 und die effektive Halbwertsbreite w eines postulierten rotationssym-metrischenGauß-formigen Profils bestimmen (vgl. Abschnitt 3.4). In der Abbildung 2.12ist ein typischer geschwindigkeitsabhangiger Abfall der maximalen Tiefenrate und Halb-wertsbreite bei Zunahme der Fahrgeschwindigkeit dargestellt.
r(x, y, v) = r0(v) · exp(
−x2 + y2
w(v)2· 4 ln 2
)
(2.63)
Diese spezielle geschwindigkeitsabhangige Rate gilt dann aber nur fur eine Probe mitder gleichen Geometrie (Abmaße und insbesondere die Probendicke) und den gleichenFahrweg (Form, Zeilenvorschub, -lange und -reihenfolge). Der globale Effekt (vgl. Ab-schnitt 2.1.6) und dessen Beeinflussung durch den Fahrweg lasst sich jedoch nicht mitdiesem Modellansatz erfassen.
Die Verweilzeitberechnung kann trotz der aufwendigen Vorwartsrechnung im Ortsraumnoch in einer angemessenen Zeit fur nicht zu große Auflosungen durchgefuhrt werden, daeine Verdopplung der Auflosung einen vierfachen Rechenaufwand bewirkt.
31
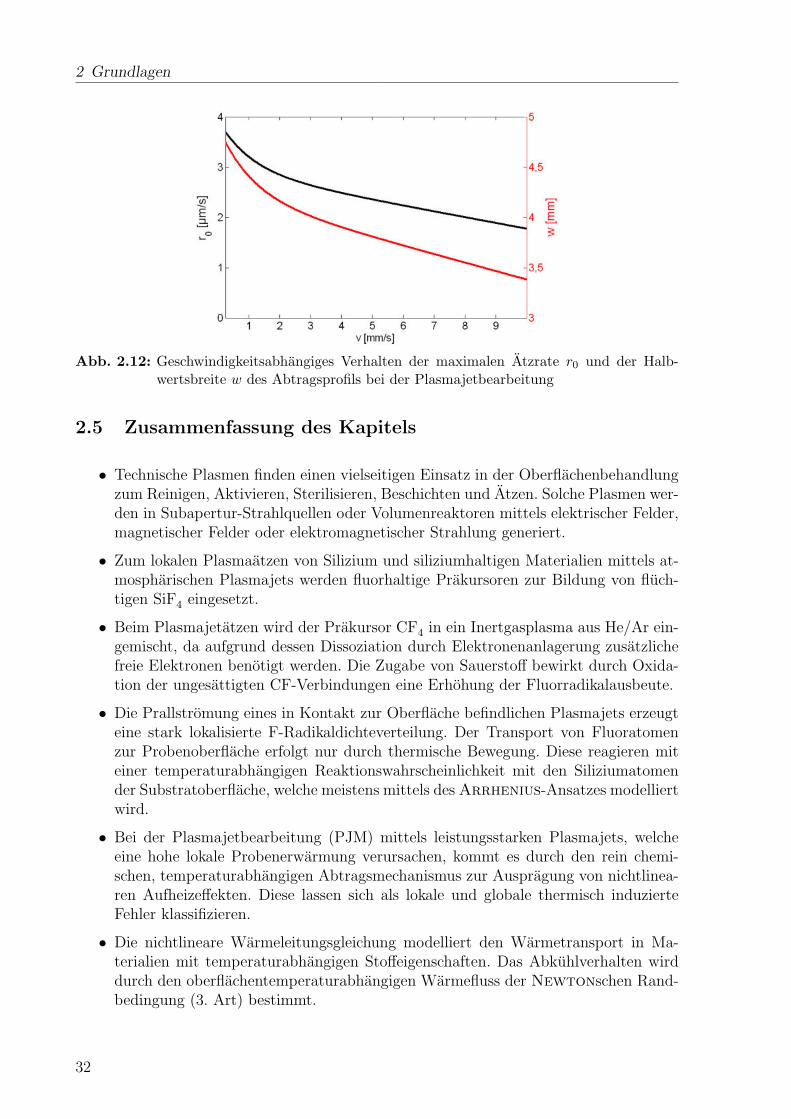
2 Grundlagen
Abb. 2.12: Geschwindigkeitsabhangiges Verhalten der maximalen Atzrate r0 und der Halb-wertsbreite w des Abtragsprofils bei der Plasmajetbearbeitung
2.5 Zusammenfassung des Kapitels
• Technische Plasmen finden einen vielseitigen Einsatz in der Oberflachenbehandlungzum Reinigen, Aktivieren, Sterilisieren, Beschichten und Atzen. Solche Plasmen wer-den in Subapertur-Strahlquellen oder Volumenreaktoren mittels elektrischer Felder,magnetischer Felder oder elektromagnetischer Strahlung generiert.
• Zum lokalen Plasmaatzen von Silizium und siliziumhaltigen Materialien mittels at-mospharischen Plasmajets werden fluorhaltige Prakursoren zur Bildung von fluch-tigen SiF4 eingesetzt.
• Beim Plasmajetatzen wird der Prakursor CF4 in ein Inertgasplasma aus He/Ar ein-gemischt, da aufgrund dessen Dissoziation durch Elektronenanlagerung zusatzlichefreie Elektronen benotigt werden. Die Zugabe von Sauerstoff bewirkt durch Oxida-tion der ungesattigten CF-Verbindungen eine Erhohung der Fluorradikalausbeute.
• Die Prallstromung eines in Kontakt zur Oberflache befindlichen Plasmajets erzeugteine stark lokalisierte F-Radikaldichteverteilung. Der Transport von Fluoratomenzur Probenoberflache erfolgt nur durch thermische Bewegung. Diese reagieren miteiner temperaturabhangigen Reaktionswahrscheinlichkeit mit den Siliziumatomender Substratoberflache, welche meistens mittels desArrhenius-Ansatzes modelliertwird.
• Bei der Plasmajetbearbeitung (PJM) mittels leistungsstarken Plasmajets, welcheeine hohe lokale Probenerwarmung verursachen, kommt es durch den rein chemi-schen, temperaturabhangigen Abtragsmechanismus zur Auspragung von nichtlinea-ren Aufheizeffekten. Diese lassen sich als lokale und globale thermisch induzierteFehler klassifizieren.
• Die nichtlineare Warmeleitungsgleichung modelliert den Warmetransport in Ma-terialien mit temperaturabhangigen Stoffeigenschaften. Das Abkuhlverhalten wirddurch den oberflachentemperaturabhangigen Warmefluss der Newtonschen Rand-bedingung (3. Art) bestimmt.
32

2.5 Zusammenfassung des Kapitels
• Die Methode der finiten Elemente lost Differentialgleichungssysteme auf beliebigbegrenzten Gebieten mit unterschiedlichen Randbedingungen durch Diskretisierungdes Rechengebietes.
• Mithilfe der Verweilzeitmethode (modifizierte Entfaltung) wird die mittels Proben-abrasterung zu realisierende Verweilzeitdichte des Plasmajets fur einen beliebigenSollabtrag unter Einhaltung der Bewegungssystemgrenzen ermittelt. Die Anforde-rungen im klassischen Verweilzeitmodell bezuglich der Ortsinvarianz und Linearitatder Abtragsraten lassen sich durch Verallgemeinerungen aufheben.
33

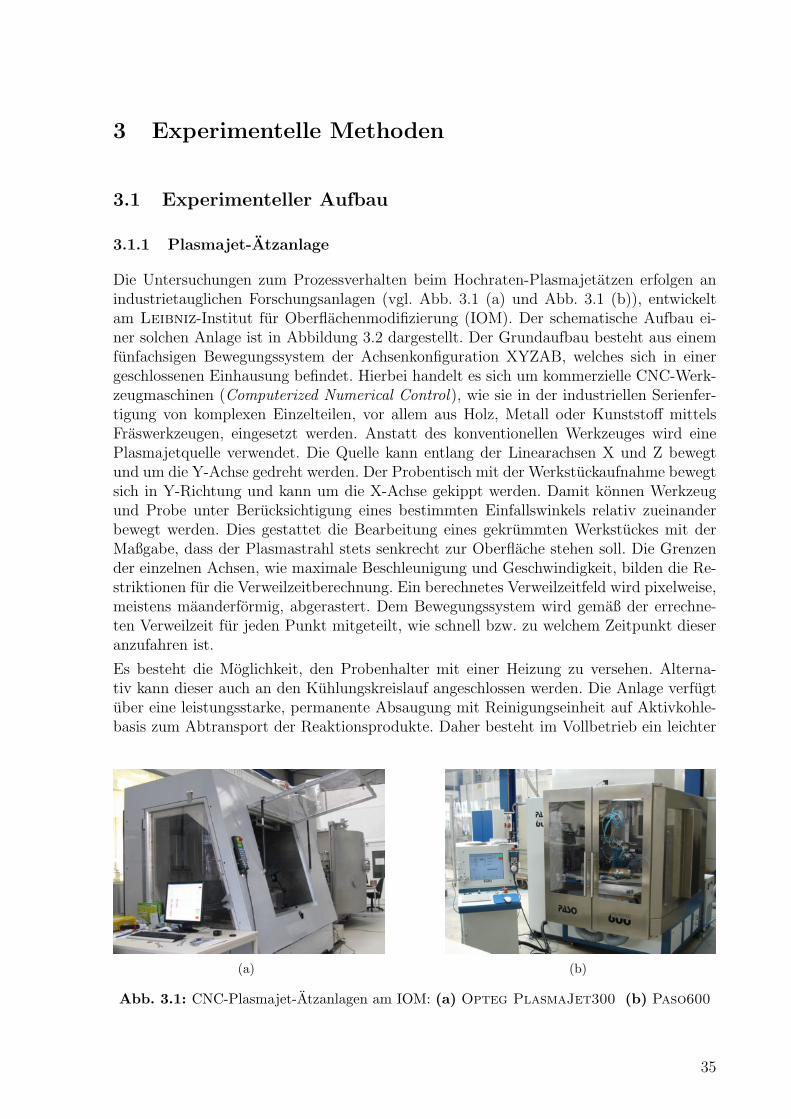
3 Experimentelle Methoden
3.1 Experimenteller Aufbau
3.1.1 Plasmajet-Atzanlage
Die Untersuchungen zum Prozessverhalten beim Hochraten-Plasmajetatzen erfolgen anindustrietauglichen Forschungsanlagen (vgl. Abb. 3.1 (a) und Abb. 3.1 (b)), entwickeltam Leibniz-Institut fur Oberflachenmodifizierung (IOM). Der schematische Aufbau ei-ner solchen Anlage ist in Abbildung 3.2 dargestellt. Der Grundaufbau besteht aus einemfunfachsigen Bewegungssystem der Achsenkonfiguration XYZAB, welches sich in einergeschlossenen Einhausung befindet. Hierbei handelt es sich um kommerzielle CNC-Werk-zeugmaschinen (Computerized Numerical Control), wie sie in der industriellen Serienfer-tigung von komplexen Einzelteilen, vor allem aus Holz, Metall oder Kunststoff mittelsFraswerkzeugen, eingesetzt werden. Anstatt des konventionellen Werkzeuges wird einePlasmajetquelle verwendet. Die Quelle kann entlang der Linearachsen X und Z bewegtund um die Y-Achse gedreht werden. Der Probentisch mit der Werkstuckaufnahme bewegtsich in Y-Richtung und kann um die X-Achse gekippt werden. Damit konnen Werkzeugund Probe unter Berucksichtigung eines bestimmten Einfallswinkels relativ zueinanderbewegt werden. Dies gestattet die Bearbeitung eines gekrummten Werkstuckes mit derMaßgabe, dass der Plasmastrahl stets senkrecht zur Oberflache stehen soll. Die Grenzender einzelnen Achsen, wie maximale Beschleunigung und Geschwindigkeit, bilden die Re-striktionen fur die Verweilzeitberechnung. Ein berechnetes Verweilzeitfeld wird pixelweise,meistens maanderformig, abgerastert. Dem Bewegungssystem wird gemaß der errechne-ten Verweilzeit fur jeden Punkt mitgeteilt, wie schnell bzw. zu welchem Zeitpunkt dieseranzufahren ist.
Es besteht die Moglichkeit, den Probenhalter mit einer Heizung zu versehen. Alterna-tiv kann dieser auch an den Kuhlungskreislauf angeschlossen werden. Die Anlage verfugtuber eine leistungsstarke, permanente Absaugung mit Reinigungseinheit auf Aktivkohle-basis zum Abtransport der Reaktionsprodukte. Daher besteht im Vollbetrieb ein leichter
(a) (b)
Abb. 3.1: CNC-Plasmajet-Atzanlagen am IOM: (a) Opteg PlasmaJet300 (b) Paso600
35
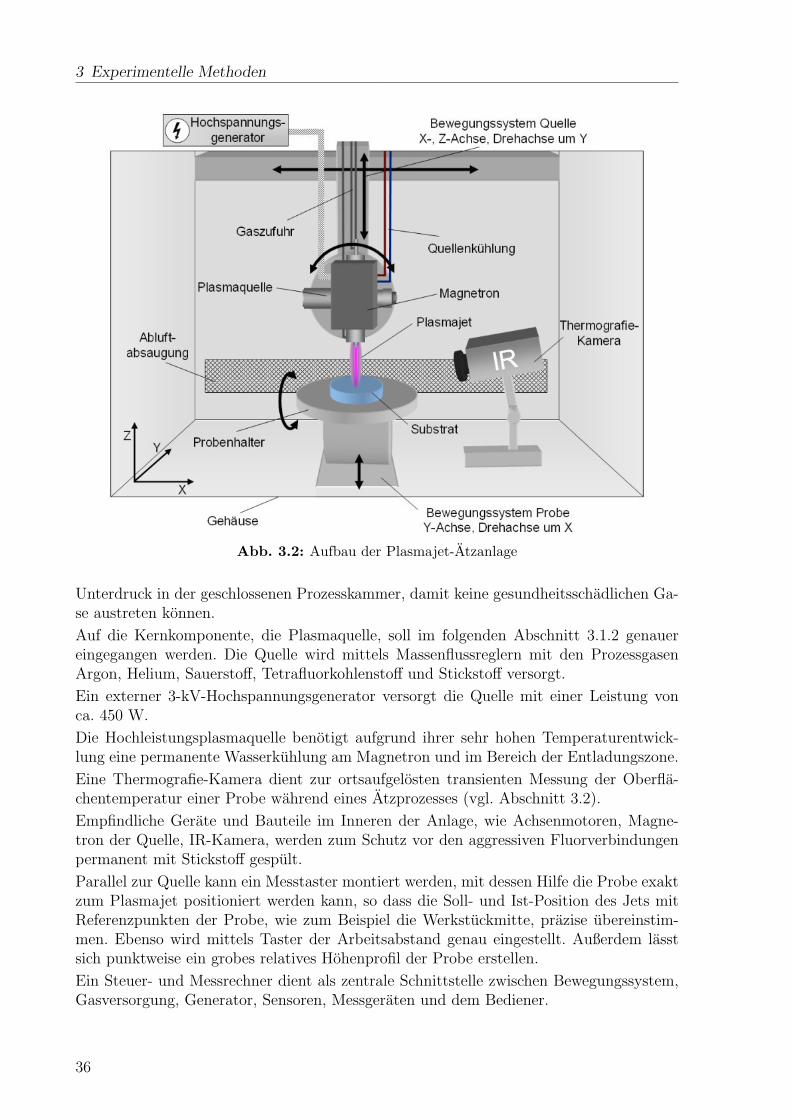
3 Experimentelle Methoden
Abb. 3.2: Aufbau der Plasmajet-Atzanlage
Unterdruck in der geschlossenen Prozesskammer, damit keine gesundheitsschadlichen Ga-se austreten konnen.
Auf die Kernkomponente, die Plasmaquelle, soll im folgenden Abschnitt 3.1.2 genauereingegangen werden. Die Quelle wird mittels Massenflussreglern mit den ProzessgasenArgon, Helium, Sauerstoff, Tetrafluorkohlenstoff und Stickstoff versorgt.
Ein externer 3-kV-Hochspannungsgenerator versorgt die Quelle mit einer Leistung vonca. 450 W.
Die Hochleistungsplasmaquelle benotigt aufgrund ihrer sehr hohen Temperaturentwick-lung eine permanente Wasserkuhlung am Magnetron und im Bereich der Entladungszone.
Eine Thermografie-Kamera dient zur ortsaufgelosten transienten Messung der Oberfla-chentemperatur einer Probe wahrend eines Atzprozesses (vgl. Abschnitt 3.2).
Empfindliche Gerate und Bauteile im Inneren der Anlage, wie Achsenmotoren, Magne-tron der Quelle, IR-Kamera, werden zum Schutz vor den aggressiven Fluorverbindungenpermanent mit Stickstoff gespult.
Parallel zur Quelle kann ein Messtaster montiert werden, mit dessen Hilfe die Probe exaktzum Plasmajet positioniert werden kann, so dass die Soll- und Ist-Position des Jets mitReferenzpunkten der Probe, wie zum Beispiel die Werkstuckmitte, prazise ubereinstim-men. Ebenso wird mittels Taster der Arbeitsabstand genau eingestellt. Außerdem lasstsich punktweise ein grobes relatives Hohenprofil der Probe erstellen.
Ein Steuer- und Messrechner dient als zentrale Schnittstelle zwischen Bewegungssystem,Gasversorgung, Generator, Sensoren, Messgeraten und dem Bediener.
36
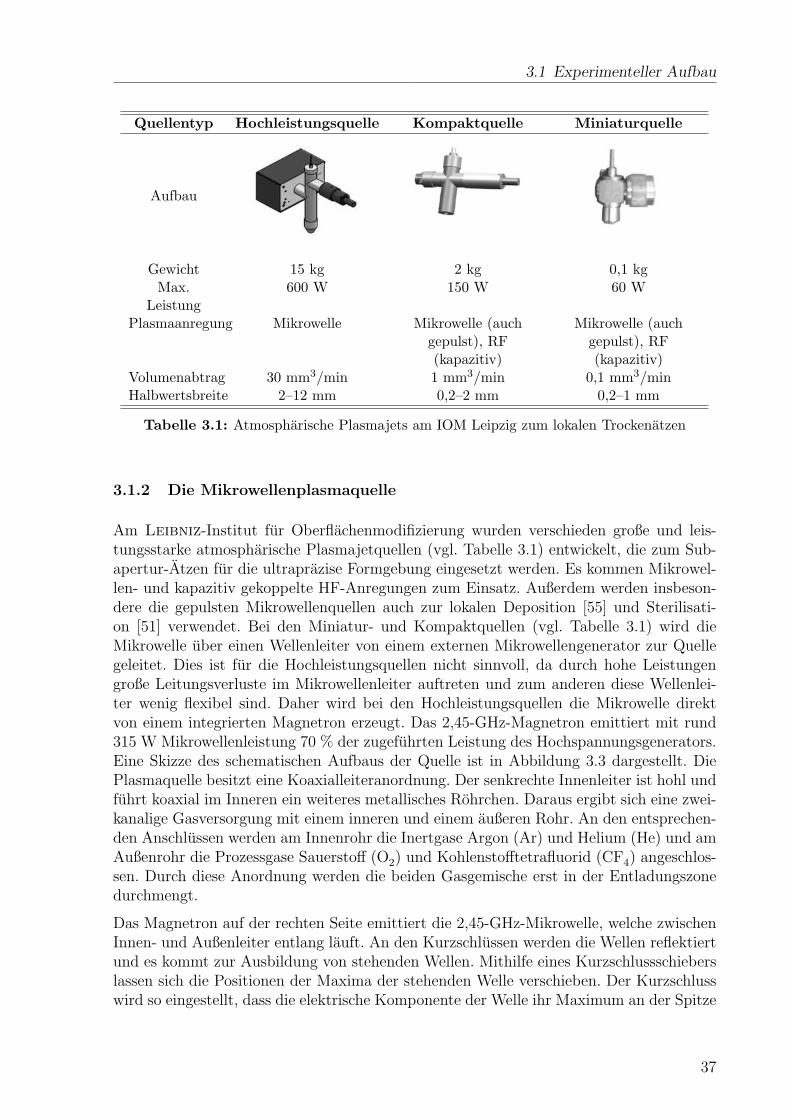
3.1 Experimenteller Aufbau
Quellentyp Hochleistungsquelle Kompaktquelle Miniaturquelle
Aufbau
Gewicht 15 kg 2 kg 0,1 kgMax.
Leistung600 W 150 W 60 W
Plasmaanregung Mikrowelle Mikrowelle (auchgepulst), RF(kapazitiv)
Mikrowelle (auchgepulst), RF(kapazitiv)
Volumenabtrag 30 mm3/min 1 mm3/min 0,1 mm3/minHalbwertsbreite 2–12 mm 0,2–2 mm 0,2–1 mm
Tabelle 3.1: Atmospharische Plasmajets am IOM Leipzig zum lokalen Trockenatzen
3.1.2 Die Mikrowellenplasmaquelle
Am Leibniz-Institut fur Oberflachenmodifizierung wurden verschieden große und leis-tungsstarke atmospharische Plasmajetquellen (vgl. Tabelle 3.1) entwickelt, die zum Sub-apertur-Atzen fur die ultraprazise Formgebung eingesetzt werden. Es kommen Mikrowel-len- und kapazitiv gekoppelte HF-Anregungen zum Einsatz. Außerdem werden insbeson-dere die gepulsten Mikrowellenquellen auch zur lokalen Deposition [55] und Sterilisati-on [51] verwendet. Bei den Miniatur- und Kompaktquellen (vgl. Tabelle 3.1) wird dieMikrowelle uber einen Wellenleiter von einem externen Mikrowellengenerator zur Quellegeleitet. Dies ist fur die Hochleistungsquellen nicht sinnvoll, da durch hohe Leistungengroße Leitungsverluste im Mikrowellenleiter auftreten und zum anderen diese Wellenlei-ter wenig flexibel sind. Daher wird bei den Hochleistungsquellen die Mikrowelle direktvon einem integrierten Magnetron erzeugt. Das 2,45-GHz-Magnetron emittiert mit rund315 W Mikrowellenleistung 70 % der zugefuhrten Leistung des Hochspannungsgenerators.Eine Skizze des schematischen Aufbaus der Quelle ist in Abbildung 3.3 dargestellt. DiePlasmaquelle besitzt eine Koaxialleiteranordnung. Der senkrechte Innenleiter ist hohl undfuhrt koaxial im Inneren ein weiteres metallisches Rohrchen. Daraus ergibt sich eine zwei-kanalige Gasversorgung mit einem inneren und einem außeren Rohr. An den entsprechen-den Anschlussen werden am Innenrohr die Inertgase Argon (Ar) und Helium (He) und amAußenrohr die Prozessgase Sauerstoff (O2) und Kohlenstofftetrafluorid (CF4) angeschlos-sen. Durch diese Anordnung werden die beiden Gasgemische erst in der Entladungszonedurchmengt.
Das Magnetron auf der rechten Seite emittiert die 2,45-GHz-Mikrowelle, welche zwischenInnen- und Außenleiter entlang lauft. An den Kurzschlussen werden die Wellen reflektiertund es kommt zur Ausbildung von stehenden Wellen. Mithilfe eines Kurzschlussschieberslassen sich die Positionen der Maxima der stehenden Welle verschieben. Der Kurzschlusswird so eingestellt, dass die elektrische Komponente der Welle ihr Maximum an der Spitze
37
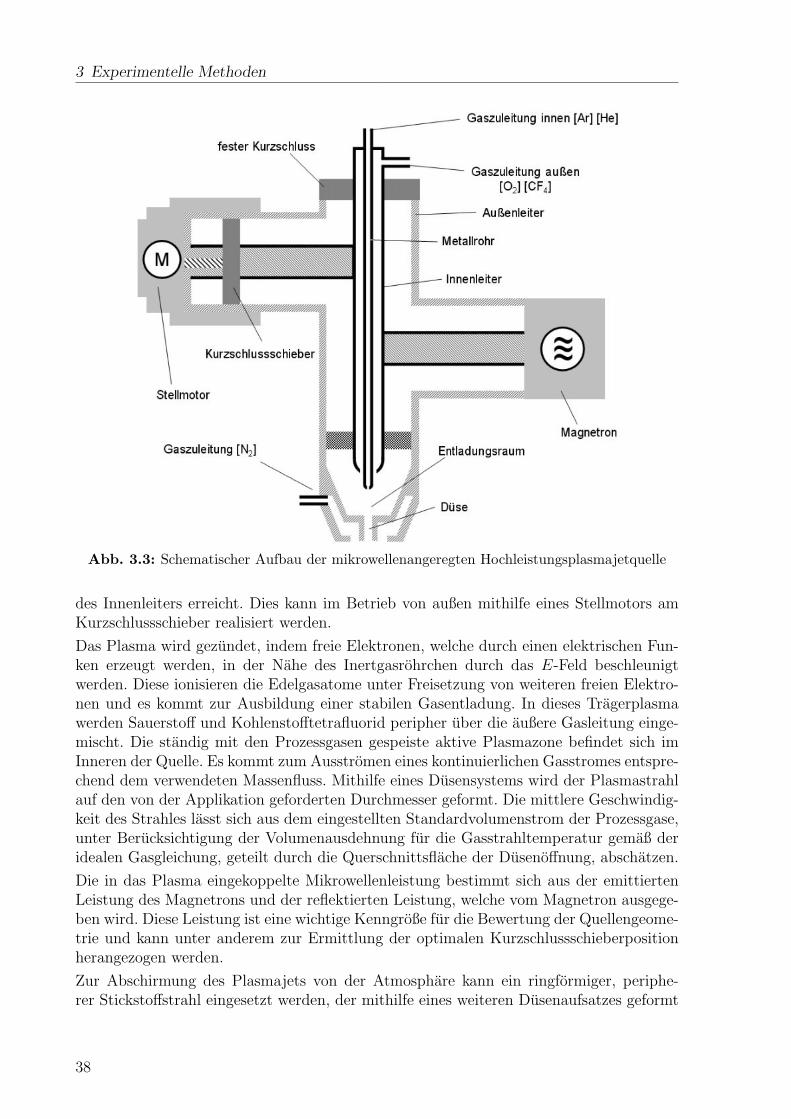
3 Experimentelle Methoden
Abb. 3.3: Schematischer Aufbau der mikrowellenangeregten Hochleistungsplasmajetquelle
des Innenleiters erreicht. Dies kann im Betrieb von außen mithilfe eines Stellmotors amKurzschlussschieber realisiert werden.
Das Plasma wird gezundet, indem freie Elektronen, welche durch einen elektrischen Fun-ken erzeugt werden, in der Nahe des Inertgasrohrchen durch das E-Feld beschleunigtwerden. Diese ionisieren die Edelgasatome unter Freisetzung von weiteren freien Elektro-nen und es kommt zur Ausbildung einer stabilen Gasentladung. In dieses Tragerplasmawerden Sauerstoff und Kohlenstofftetrafluorid peripher uber die außere Gasleitung einge-mischt. Die standig mit den Prozessgasen gespeiste aktive Plasmazone befindet sich imInneren der Quelle. Es kommt zum Ausstromen eines kontinuierlichen Gasstromes entspre-chend dem verwendeten Massenfluss. Mithilfe eines Dusensystems wird der Plasmastrahlauf den von der Applikation geforderten Durchmesser geformt. Die mittlere Geschwindig-keit des Strahles lasst sich aus dem eingestellten Standardvolumenstrom der Prozessgase,unter Berucksichtigung der Volumenausdehnung fur die Gasstrahltemperatur gemaß deridealen Gasgleichung, geteilt durch die Querschnittsflache der Dusenoffnung, abschatzen.
Die in das Plasma eingekoppelte Mikrowellenleistung bestimmt sich aus der emittiertenLeistung des Magnetrons und der reflektierten Leistung, welche vom Magnetron ausgege-ben wird. Diese Leistung ist eine wichtige Kenngroße fur die Bewertung der Quellengeome-trie und kann unter anderem zur Ermittlung der optimalen Kurzschlussschieberpositionherangezogen werden.
Zur Abschirmung des Plasmajets von der Atmosphare kann ein ringformiger, periphe-rer Stickstoffstrahl eingesetzt werden, der mithilfe eines weiteren Dusenaufsatzes geformt
38
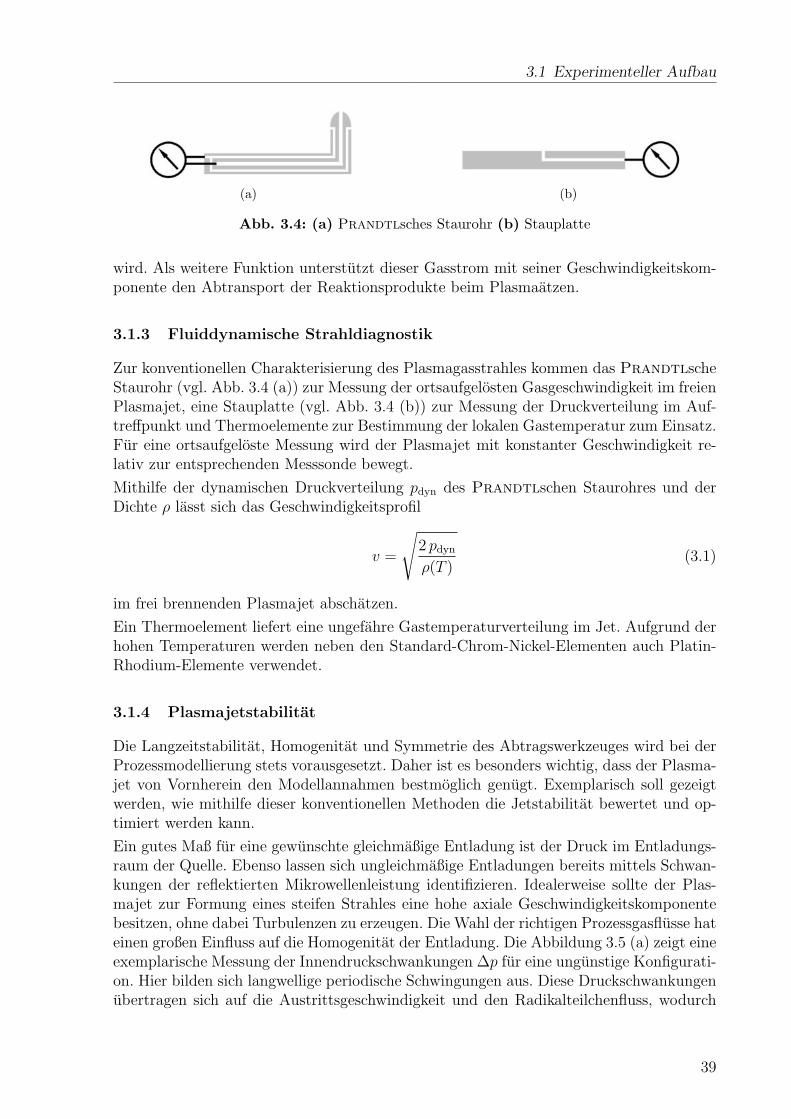
3.1 Experimenteller Aufbau
(a) (b)
Abb. 3.4: (a) Prandtlsches Staurohr (b) Stauplatte
wird. Als weitere Funktion unterstutzt dieser Gasstrom mit seiner Geschwindigkeitskom-ponente den Abtransport der Reaktionsprodukte beim Plasmaatzen.
3.1.3 Fluiddynamische Strahldiagnostik
Zur konventionellen Charakterisierung des Plasmagasstrahles kommen das PrandtlscheStaurohr (vgl. Abb. 3.4 (a)) zur Messung der ortsaufgelosten Gasgeschwindigkeit im freienPlasmajet, eine Stauplatte (vgl. Abb. 3.4 (b)) zur Messung der Druckverteilung im Auf-treffpunkt und Thermoelemente zur Bestimmung der lokalen Gastemperatur zum Einsatz.Fur eine ortsaufgeloste Messung wird der Plasmajet mit konstanter Geschwindigkeit re-lativ zur entsprechenden Messsonde bewegt.
Mithilfe der dynamischen Druckverteilung pdyn des Prandtlschen Staurohres und derDichte ρ lasst sich das Geschwindigkeitsprofil
v =
√
2 pdynρ(T )
(3.1)
im frei brennenden Plasmajet abschatzen.
Ein Thermoelement liefert eine ungefahre Gastemperaturverteilung im Jet. Aufgrund derhohen Temperaturen werden neben den Standard-Chrom-Nickel-Elementen auch Platin-Rhodium-Elemente verwendet.
3.1.4 Plasmajetstabilitat
Die Langzeitstabilitat, Homogenitat und Symmetrie des Abtragswerkzeuges wird bei derProzessmodellierung stets vorausgesetzt. Daher ist es besonders wichtig, dass der Plasma-jet von Vornherein den Modellannahmen bestmoglich genugt. Exemplarisch soll gezeigtwerden, wie mithilfe dieser konventionellen Methoden die Jetstabilitat bewertet und op-timiert werden kann.
Ein gutes Maß fur eine gewunschte gleichmaßige Entladung ist der Druck im Entladungs-raum der Quelle. Ebenso lassen sich ungleichmaßige Entladungen bereits mittels Schwan-kungen der reflektierten Mikrowellenleistung identifizieren. Idealerweise sollte der Plas-majet zur Formung eines steifen Strahles eine hohe axiale Geschwindigkeitskomponentebesitzen, ohne dabei Turbulenzen zu erzeugen. Die Wahl der richtigen Prozessgasflusse hateinen großen Einfluss auf die Homogenitat der Entladung. Die Abbildung 3.5 (a) zeigt eineexemplarische Messung der Innendruckschwankungen ∆p fur eine ungunstige Konfigurati-on. Hier bilden sich langwellige periodische Schwingungen aus. Diese Druckschwankungenubertragen sich auf die Austrittsgeschwindigkeit und den Radikalteilchenfluss, wodurch
39
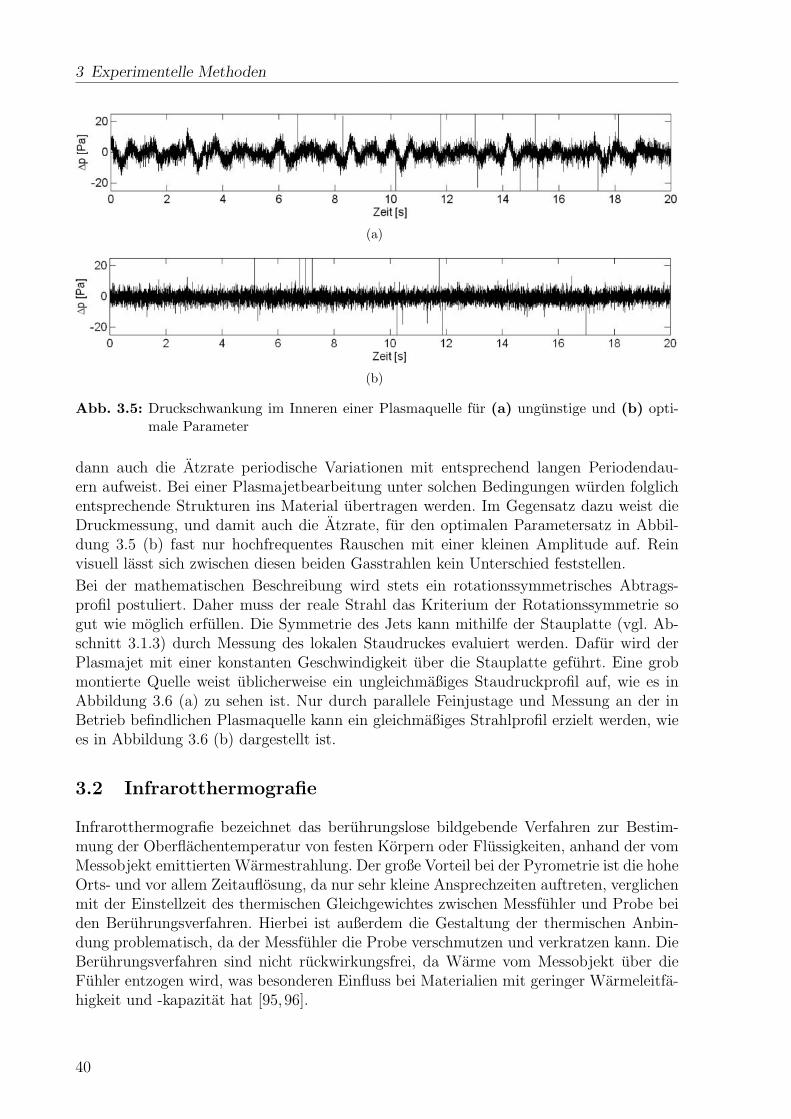
3 Experimentelle Methoden
(a)
(b)
Abb. 3.5: Druckschwankung im Inneren einer Plasmaquelle fur (a) ungunstige und (b) opti-male Parameter
dann auch die Atzrate periodische Variationen mit entsprechend langen Periodendau-ern aufweist. Bei einer Plasmajetbearbeitung unter solchen Bedingungen wurden folglichentsprechende Strukturen ins Material ubertragen werden. Im Gegensatz dazu weist dieDruckmessung, und damit auch die Atzrate, fur den optimalen Parametersatz in Abbil-dung 3.5 (b) fast nur hochfrequentes Rauschen mit einer kleinen Amplitude auf. Reinvisuell lasst sich zwischen diesen beiden Gasstrahlen kein Unterschied feststellen.
Bei der mathematischen Beschreibung wird stets ein rotationssymmetrisches Abtrags-profil postuliert. Daher muss der reale Strahl das Kriterium der Rotationssymmetrie sogut wie moglich erfullen. Die Symmetrie des Jets kann mithilfe der Stauplatte (vgl. Ab-schnitt 3.1.3) durch Messung des lokalen Staudruckes evaluiert werden. Dafur wird derPlasmajet mit einer konstanten Geschwindigkeit uber die Stauplatte gefuhrt. Eine grobmontierte Quelle weist ublicherweise ein ungleichmaßiges Staudruckprofil auf, wie es inAbbildung 3.6 (a) zu sehen ist. Nur durch parallele Feinjustage und Messung an der inBetrieb befindlichen Plasmaquelle kann ein gleichmaßiges Strahlprofil erzielt werden, wiees in Abbildung 3.6 (b) dargestellt ist.
3.2 Infrarotthermografie
Infrarotthermografie bezeichnet das beruhrungslose bildgebende Verfahren zur Bestim-mung der Oberflachentemperatur von festen Korpern oder Flussigkeiten, anhand der vomMessobjekt emittierten Warmestrahlung. Der große Vorteil bei der Pyrometrie ist die hoheOrts- und vor allem Zeitauflosung, da nur sehr kleine Ansprechzeiten auftreten, verglichenmit der Einstellzeit des thermischen Gleichgewichtes zwischen Messfuhler und Probe beiden Beruhrungsverfahren. Hierbei ist außerdem die Gestaltung der thermischen Anbin-dung problematisch, da der Messfuhler die Probe verschmutzen und verkratzen kann. DieBeruhrungsverfahren sind nicht ruckwirkungsfrei, da Warme vom Messobjekt uber dieFuhler entzogen wird, was besonderen Einfluss bei Materialien mit geringer Warmeleitfa-higkeit und -kapazitat hat [95,96].
40
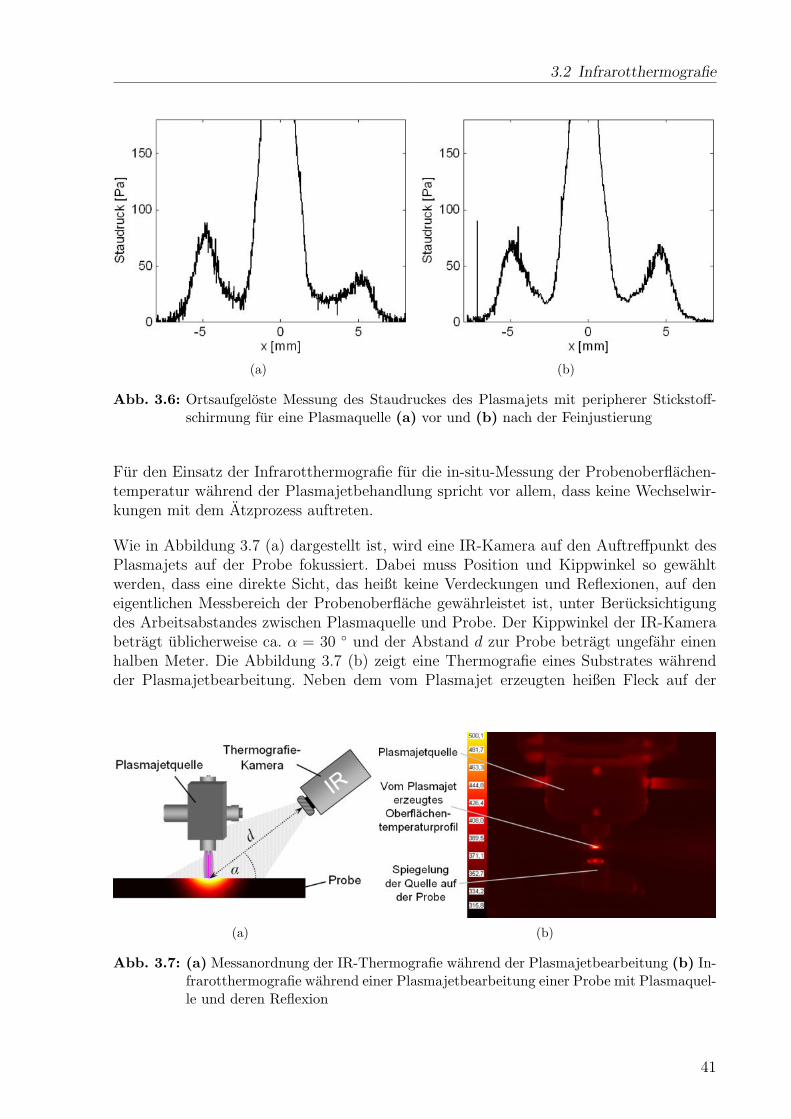
3.2 Infrarotthermografie
(a) (b)
Abb. 3.6: Ortsaufgeloste Messung des Staudruckes des Plasmajets mit peripherer Stickstoff-schirmung fur eine Plasmaquelle (a) vor und (b) nach der Feinjustierung
Fur den Einsatz der Infrarotthermografie fur die in-situ-Messung der Probenoberflachen-temperatur wahrend der Plasmajetbehandlung spricht vor allem, dass keine Wechselwir-kungen mit dem Atzprozess auftreten.
Wie in Abbildung 3.7 (a) dargestellt ist, wird eine IR-Kamera auf den Auftreffpunkt desPlasmajets auf der Probe fokussiert. Dabei muss Position und Kippwinkel so gewahltwerden, dass eine direkte Sicht, das heißt keine Verdeckungen und Reflexionen, auf deneigentlichen Messbereich der Probenoberflache gewahrleistet ist, unter Berucksichtigungdes Arbeitsabstandes zwischen Plasmaquelle und Probe. Der Kippwinkel der IR-Kamerabetragt ublicherweise ca. α = 30 und der Abstand d zur Probe betragt ungefahr einenhalben Meter. Die Abbildung 3.7 (b) zeigt eine Thermografie eines Substrates wahrendder Plasmajetbearbeitung. Neben dem vom Plasmajet erzeugten heißen Fleck auf der
(a) (b)
Abb. 3.7: (a) Messanordnung der IR-Thermografie wahrend der Plasmajetbearbeitung (b) In-frarotthermografie wahrend einer Plasmajetbearbeitung einer Probe mit Plasmaquel-le und deren Reflexion
41
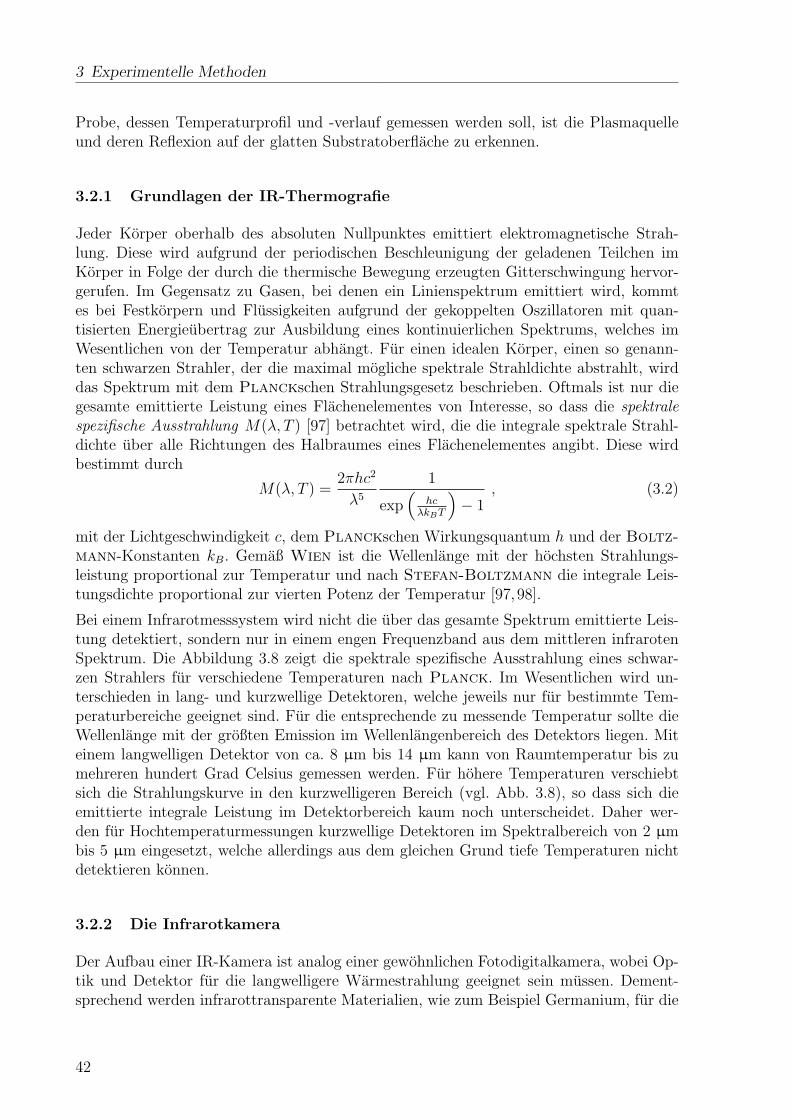
3 Experimentelle Methoden
Probe, dessen Temperaturprofil und -verlauf gemessen werden soll, ist die Plasmaquelleund deren Reflexion auf der glatten Substratoberflache zu erkennen.
3.2.1 Grundlagen der IR-Thermografie
Jeder Korper oberhalb des absoluten Nullpunktes emittiert elektromagnetische Strah-lung. Diese wird aufgrund der periodischen Beschleunigung der geladenen Teilchen imKorper in Folge der durch die thermische Bewegung erzeugten Gitterschwingung hervor-gerufen. Im Gegensatz zu Gasen, bei denen ein Linienspektrum emittiert wird, kommtes bei Festkorpern und Flussigkeiten aufgrund der gekoppelten Oszillatoren mit quan-tisierten Energieubertrag zur Ausbildung eines kontinuierlichen Spektrums, welches imWesentlichen von der Temperatur abhangt. Fur einen idealen Korper, einen so genann-ten schwarzen Strahler, der die maximal mogliche spektrale Strahldichte abstrahlt, wirddas Spektrum mit dem Planckschen Strahlungsgesetz beschrieben. Oftmals ist nur diegesamte emittierte Leistung eines Flachenelementes von Interesse, so dass die spektralespezifische Ausstrahlung M(λ, T ) [97] betrachtet wird, die die integrale spektrale Strahl-dichte uber alle Richtungen des Halbraumes eines Flachenelementes angibt. Diese wirdbestimmt durch
M(λ, T ) =2πhc2
λ51
exp(
hcλkBT
)
− 1, (3.2)
mit der Lichtgeschwindigkeit c, dem Planckschen Wirkungsquantum h und der Boltz-mann-Konstanten kB. Gemaß Wien ist die Wellenlange mit der hochsten Strahlungs-leistung proportional zur Temperatur und nach Stefan-Boltzmann die integrale Leis-tungsdichte proportional zur vierten Potenz der Temperatur [97, 98].
Bei einem Infrarotmesssystem wird nicht die uber das gesamte Spektrum emittierte Leis-tung detektiert, sondern nur in einem engen Frequenzband aus dem mittleren infrarotenSpektrum. Die Abbildung 3.8 zeigt die spektrale spezifische Ausstrahlung eines schwar-zen Strahlers fur verschiedene Temperaturen nach Planck. Im Wesentlichen wird un-terschieden in lang- und kurzwellige Detektoren, welche jeweils nur fur bestimmte Tem-peraturbereiche geeignet sind. Fur die entsprechende zu messende Temperatur sollte dieWellenlange mit der großten Emission im Wellenlangenbereich des Detektors liegen. Miteinem langwelligen Detektor von ca. 8 µm bis 14 µm kann von Raumtemperatur bis zumehreren hundert Grad Celsius gemessen werden. Fur hohere Temperaturen verschiebtsich die Strahlungskurve in den kurzwelligeren Bereich (vgl. Abb. 3.8), so dass sich dieemittierte integrale Leistung im Detektorbereich kaum noch unterscheidet. Daher wer-den fur Hochtemperaturmessungen kurzwellige Detektoren im Spektralbereich von 2 µmbis 5 µm eingesetzt, welche allerdings aus dem gleichen Grund tiefe Temperaturen nichtdetektieren konnen.
3.2.2 Die Infrarotkamera
Der Aufbau einer IR-Kamera ist analog einer gewohnlichen Fotodigitalkamera, wobei Op-tik und Detektor fur die langwelligere Warmestrahlung geeignet sein mussen. Dement-sprechend werden infrarottransparente Materialien, wie zum Beispiel Germanium, fur die
42
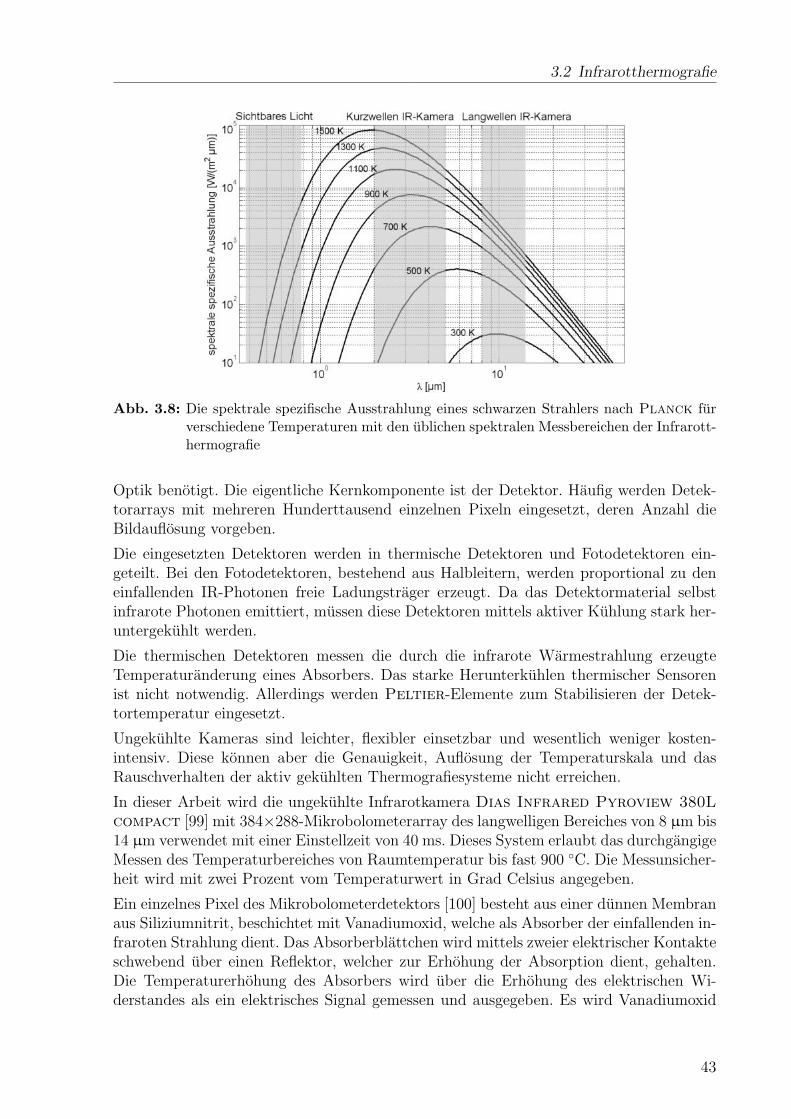
3.2 Infrarotthermografie
Abb. 3.8: Die spektrale spezifische Ausstrahlung eines schwarzen Strahlers nach Planck furverschiedene Temperaturen mit den ublichen spektralen Messbereichen der Infrarott-hermografie
Optik benotigt. Die eigentliche Kernkomponente ist der Detektor. Haufig werden Detek-torarrays mit mehreren Hunderttausend einzelnen Pixeln eingesetzt, deren Anzahl dieBildauflosung vorgeben.
Die eingesetzten Detektoren werden in thermische Detektoren und Fotodetektoren ein-geteilt. Bei den Fotodetektoren, bestehend aus Halbleitern, werden proportional zu deneinfallenden IR-Photonen freie Ladungstrager erzeugt. Da das Detektormaterial selbstinfrarote Photonen emittiert, mussen diese Detektoren mittels aktiver Kuhlung stark her-untergekuhlt werden.
Die thermischen Detektoren messen die durch die infrarote Warmestrahlung erzeugteTemperaturanderung eines Absorbers. Das starke Herunterkuhlen thermischer Sensorenist nicht notwendig. Allerdings werden Peltier-Elemente zum Stabilisieren der Detek-tortemperatur eingesetzt.
Ungekuhlte Kameras sind leichter, flexibler einsetzbar und wesentlich weniger kosten-intensiv. Diese konnen aber die Genauigkeit, Auflosung der Temperaturskala und dasRauschverhalten der aktiv gekuhlten Thermografiesysteme nicht erreichen.
In dieser Arbeit wird die ungekuhlte Infrarotkamera Dias Infrared Pyroview 380Lcompact [99] mit 384×288-Mikrobolometerarray des langwelligen Bereiches von 8 µm bis14 µm verwendet mit einer Einstellzeit von 40 ms. Dieses System erlaubt das durchgangigeMessen des Temperaturbereiches von Raumtemperatur bis fast 900 C. Die Messunsicher-heit wird mit zwei Prozent vom Temperaturwert in Grad Celsius angegeben.
Ein einzelnes Pixel des Mikrobolometerdetektors [100] besteht aus einer dunnen Membranaus Siliziumnitrit, beschichtet mit Vanadiumoxid, welche als Absorber der einfallenden in-fraroten Strahlung dient. Das Absorberblattchen wird mittels zweier elektrischer Kontakteschwebend uber einen Reflektor, welcher zur Erhohung der Absorption dient, gehalten.Die Temperaturerhohung des Absorbers wird uber die Erhohung des elektrischen Wi-derstandes als ein elektrisches Signal gemessen und ausgegeben. Es wird Vanadiumoxid
43
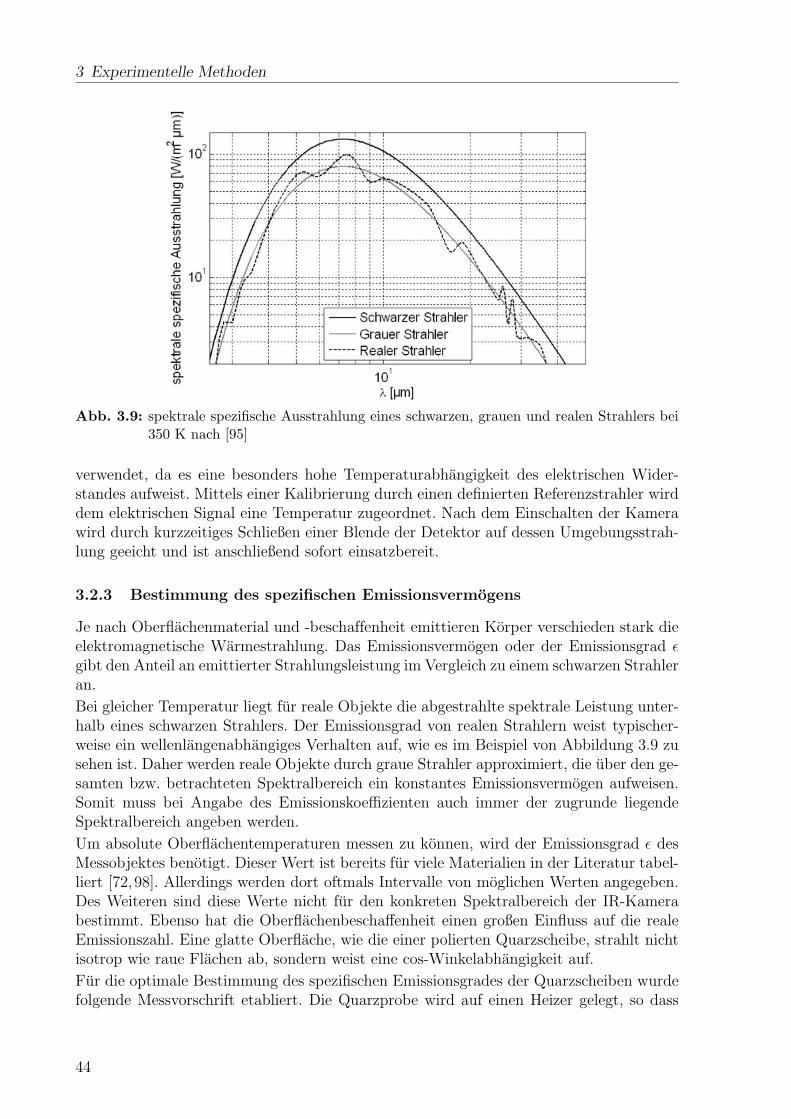
3 Experimentelle Methoden
Abb. 3.9: spektrale spezifische Ausstrahlung eines schwarzen, grauen und realen Strahlers bei350 K nach [95]
verwendet, da es eine besonders hohe Temperaturabhangigkeit des elektrischen Wider-standes aufweist. Mittels einer Kalibrierung durch einen definierten Referenzstrahler wirddem elektrischen Signal eine Temperatur zugeordnet. Nach dem Einschalten der Kamerawird durch kurzzeitiges Schließen einer Blende der Detektor auf dessen Umgebungsstrah-lung geeicht und ist anschließend sofort einsatzbereit.
3.2.3 Bestimmung des spezifischen Emissionsvermogens
Je nach Oberflachenmaterial und -beschaffenheit emittieren Korper verschieden stark dieelektromagnetische Warmestrahlung. Das Emissionsvermogen oder der Emissionsgrad ǫgibt den Anteil an emittierter Strahlungsleistung im Vergleich zu einem schwarzen Strahleran.
Bei gleicher Temperatur liegt fur reale Objekte die abgestrahlte spektrale Leistung unter-halb eines schwarzen Strahlers. Der Emissionsgrad von realen Strahlern weist typischer-weise ein wellenlangenabhangiges Verhalten auf, wie es im Beispiel von Abbildung 3.9 zusehen ist. Daher werden reale Objekte durch graue Strahler approximiert, die uber den ge-samten bzw. betrachteten Spektralbereich ein konstantes Emissionsvermogen aufweisen.Somit muss bei Angabe des Emissionskoeffizienten auch immer der zugrunde liegendeSpektralbereich angeben werden.
Um absolute Oberflachentemperaturen messen zu konnen, wird der Emissionsgrad ǫ desMessobjektes benotigt. Dieser Wert ist bereits fur viele Materialien in der Literatur tabel-liert [72,98]. Allerdings werden dort oftmals Intervalle von moglichen Werten angegeben.Des Weiteren sind diese Werte nicht fur den konkreten Spektralbereich der IR-Kamerabestimmt. Ebenso hat die Oberflachenbeschaffenheit einen großen Einfluss auf die realeEmissionszahl. Eine glatte Oberflache, wie die einer polierten Quarzscheibe, strahlt nichtisotrop wie raue Flachen ab, sondern weist eine cos-Winkelabhangigkeit auf.
Fur die optimale Bestimmung des spezifischen Emissionsgrades der Quarzscheiben wurdefolgende Messvorschrift etabliert. Die Quarzprobe wird auf einen Heizer gelegt, so dass
44
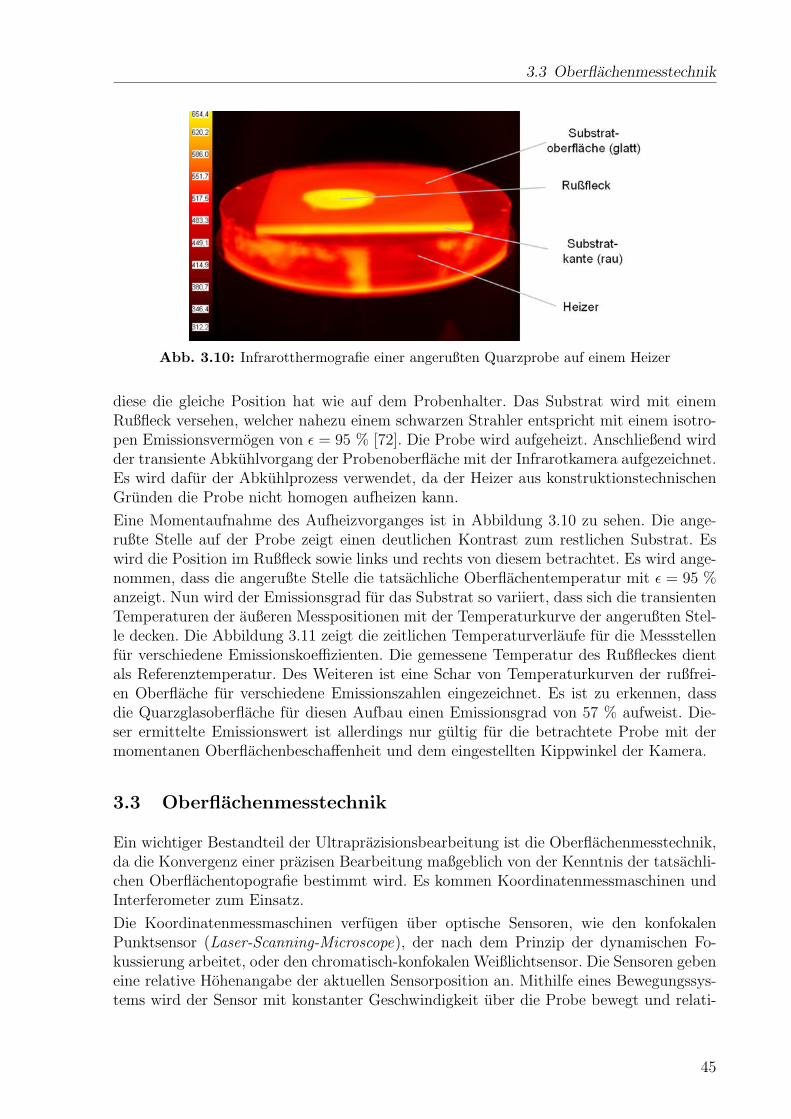
3.3 Oberflachenmesstechnik
Abb. 3.10: Infrarotthermografie einer angerußten Quarzprobe auf einem Heizer
diese die gleiche Position hat wie auf dem Probenhalter. Das Substrat wird mit einemRußfleck versehen, welcher nahezu einem schwarzen Strahler entspricht mit einem isotro-pen Emissionsvermogen von ǫ = 95 % [72]. Die Probe wird aufgeheizt. Anschließend wirdder transiente Abkuhlvorgang der Probenoberflache mit der Infrarotkamera aufgezeichnet.Es wird dafur der Abkuhlprozess verwendet, da der Heizer aus konstruktionstechnischenGrunden die Probe nicht homogen aufheizen kann.
Eine Momentaufnahme des Aufheizvorganges ist in Abbildung 3.10 zu sehen. Die ange-rußte Stelle auf der Probe zeigt einen deutlichen Kontrast zum restlichen Substrat. Eswird die Position im Rußfleck sowie links und rechts von diesem betrachtet. Es wird ange-nommen, dass die angerußte Stelle die tatsachliche Oberflachentemperatur mit ǫ = 95 %anzeigt. Nun wird der Emissionsgrad fur das Substrat so variiert, dass sich die transientenTemperaturen der außeren Messpositionen mit der Temperaturkurve der angerußten Stel-le decken. Die Abbildung 3.11 zeigt die zeitlichen Temperaturverlaufe fur die Messstellenfur verschiedene Emissionskoeffizienten. Die gemessene Temperatur des Rußfleckes dientals Referenztemperatur. Des Weiteren ist eine Schar von Temperaturkurven der rußfrei-en Oberflache fur verschiedene Emissionszahlen eingezeichnet. Es ist zu erkennen, dassdie Quarzglasoberflache fur diesen Aufbau einen Emissionsgrad von 57 % aufweist. Die-ser ermittelte Emissionswert ist allerdings nur gultig fur die betrachtete Probe mit dermomentanen Oberflachenbeschaffenheit und dem eingestellten Kippwinkel der Kamera.
3.3 Oberflachenmesstechnik
Ein wichtiger Bestandteil der Ultraprazisionsbearbeitung ist die Oberflachenmesstechnik,da die Konvergenz einer prazisen Bearbeitung maßgeblich von der Kenntnis der tatsachli-chen Oberflachentopografie bestimmt wird. Es kommen Koordinatenmessmaschinen undInterferometer zum Einsatz.
Die Koordinatenmessmaschinen verfugen uber optische Sensoren, wie den konfokalenPunktsensor (Laser-Scanning-Microscope), der nach dem Prinzip der dynamischen Fo-kussierung arbeitet, oder den chromatisch-konfokalen Weißlichtsensor. Die Sensoren gebeneine relative Hohenangabe der aktuellen Sensorposition an. Mithilfe eines Bewegungssys-tems wird der Sensor mit konstanter Geschwindigkeit uber die Probe bewegt und relati-
45
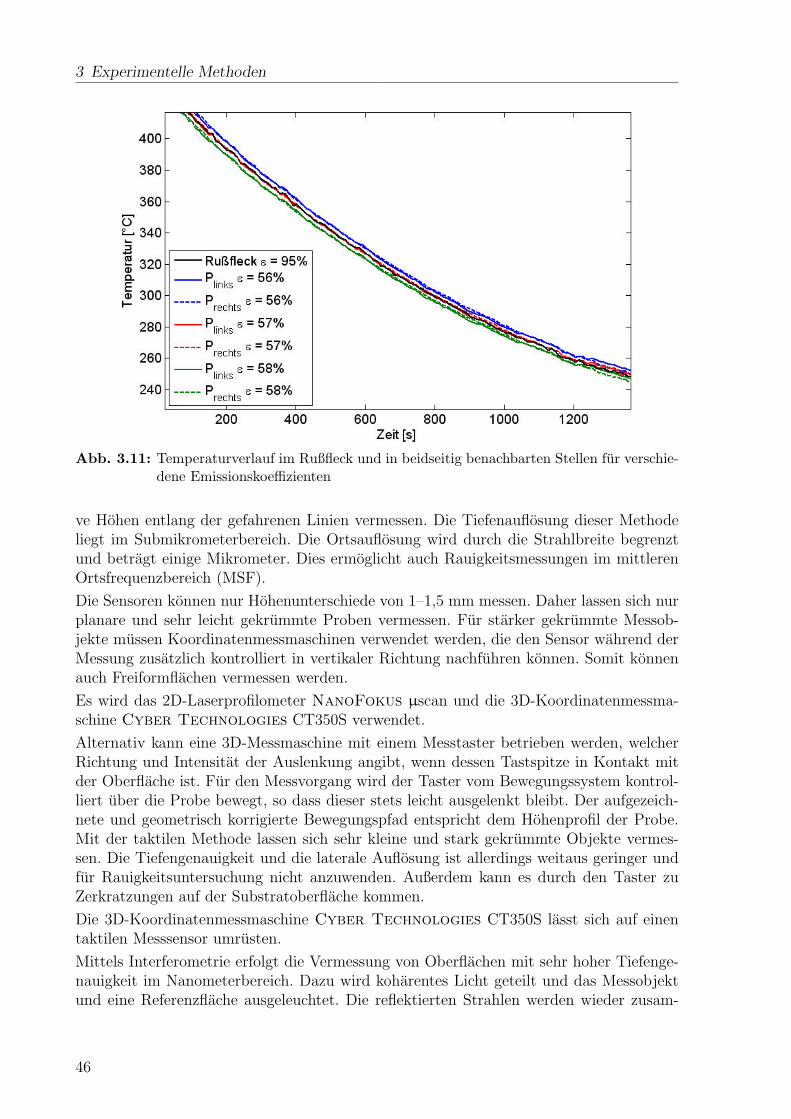
3 Experimentelle Methoden
Abb. 3.11: Temperaturverlauf im Rußfleck und in beidseitig benachbarten Stellen fur verschie-dene Emissionskoeffizienten
ve Hohen entlang der gefahrenen Linien vermessen. Die Tiefenauflosung dieser Methodeliegt im Submikrometerbereich. Die Ortsauflosung wird durch die Strahlbreite begrenztund betragt einige Mikrometer. Dies ermoglicht auch Rauigkeitsmessungen im mittlerenOrtsfrequenzbereich (MSF).
Die Sensoren konnen nur Hohenunterschiede von 1–1,5 mm messen. Daher lassen sich nurplanare und sehr leicht gekrummte Proben vermessen. Fur starker gekrummte Messob-jekte mussen Koordinatenmessmaschinen verwendet werden, die den Sensor wahrend derMessung zusatzlich kontrolliert in vertikaler Richtung nachfuhren konnen. Somit konnenauch Freiformflachen vermessen werden.
Es wird das 2D-Laserprofilometer NanoFokus µscan und die 3D-Koordinatenmessma-schine Cyber Technologies CT350S verwendet.
Alternativ kann eine 3D-Messmaschine mit einem Messtaster betrieben werden, welcherRichtung und Intensitat der Auslenkung angibt, wenn dessen Tastspitze in Kontakt mitder Oberflache ist. Fur den Messvorgang wird der Taster vom Bewegungssystem kontrol-liert uber die Probe bewegt, so dass dieser stets leicht ausgelenkt bleibt. Der aufgezeich-nete und geometrisch korrigierte Bewegungspfad entspricht dem Hohenprofil der Probe.Mit der taktilen Methode lassen sich sehr kleine und stark gekrummte Objekte vermes-sen. Die Tiefengenauigkeit und die laterale Auflosung ist allerdings weitaus geringer undfur Rauigkeitsuntersuchung nicht anzuwenden. Außerdem kann es durch den Taster zuZerkratzungen auf der Substratoberflache kommen.
Die 3D-Koordinatenmessmaschine Cyber Technologies CT350S lasst sich auf einentaktilen Messsensor umrusten.
Mittels Interferometrie erfolgt die Vermessung von Oberflachen mit sehr hoher Tiefenge-nauigkeit im Nanometerbereich. Dazu wird koharentes Licht geteilt und das Messobjektund eine Referenzflache ausgeleuchtet. Die reflektierten Strahlen werden wieder zusam-
46

3.4 Konventionelle Ermittlung der lokalen Atzraten
mengefuhrt und fur alle Messpunkte simultan detektiert. Anhand des Interferogrammeswird die Topografie der Probe ermittelt. Hierbei wird nur eine niedrige Ortsauflosung er-zielt, wodurch Rauigkeitsmessungen im mittleren Ortsfrequenzbereich (MSF) nicht mog-lich sind. Dafur mussen dann Mikroskop-Interferometer eingesetzt werden.
Große und gekrummte Flachen konnen mit der Stitching-Methode vermessen werden.Dafur werden mehrere Teilflachenmessungen mit breiten Uberlappungsbereichen unterverschiedenen Winkeln durchgefuhrt. Im Anschluss werden die Teilstucke auf Basis derUberlappungsbereiche zusammengesetzt. Proben mit großen Gradienten lassen sich abertrotzdem nicht mittels Interferometrie vermessen.
Es steht das Fizeau-Interferometer QED Technologies Aspheric Stitching Interfero-meter und das Weißlichtinterferometer ADE Phase Shift MicroXAM zur Verfugung.
Wichtige Kenngroßen zur Bewertung der Formgenauigkeit sind der RMS-Wert (Root MeanSquare), welcher aus der Wurzel der mittleren Quadrate der Formabweichungen in allenMesspixeln bestimmt wird, und der PV-Wert (Peak to Valley), der die Spannweite derFormabweichung in allen Messpixeln angibt.
3.4 Konventionelle Ermittlung der lokalen Atzraten
Das Abtragsprofil des Plasmajets und ebenso des Ionenstrahles wird klassisch als einezur Gaußschen Normalverteilung proportionalen Funktion, bzw. deren Superpositionenbeschrieben. Eine einzelne Glockenkurve wird definiert durch die maximale Tiefenatzrater0 und die Halbwertsbreiten wx und wy in x- bzw. y-Richtung. Es wird fast immer einrotationssymmetrisches Atzprofil r mit wx = wy postuliert.
r(x, y) =n∑
i
r0,i · exp(
−4 ln 2
(x2
w2x,i
+y2
w2y,i
))
=n∑
i
r0,i · 16−
(
x2
w2x,i
+ y2
w2y,i
)
(3.3)
Die Verdrehung bezuglich der Hauptachsen des elliptischen Profils soll hier vernachlassigtwerden, kann aber anlog zu dem Konzept des Korrelationskoeffizienten der zweidimensio-nalen Normalverteilung erweitert werden. Die resultierenden globalen Halbwertsbreitenwx und wy lassen sich durch Losen der Gleichungen
r(wx
2, 0)
=1
2
n∑
i
r0,i = r(
0,wy
2
)
(3.4)
ableiten. Der Volumenabtrag rv der nach Gleichung 3.3 beschriebenen Werkzeuge lasstsich folgendermaßen berechnen.
rv =
∫
A
r(x, y) dA =n∑
i
π
ln 16r0,iwx,iwy,i (3.5)
Anhand der Volumenatzrate kann die CF4-Atzausbeute als Prozesskenngroße berechnetwerden. Diese gibt an, wie viel des eingespeisten reaktiven Prozessgases beim Atzen umge-setzt wird. Es muss genau ein CF4-Molekul pro Zeiteinheit vollstandig umgesetzt werden,
47
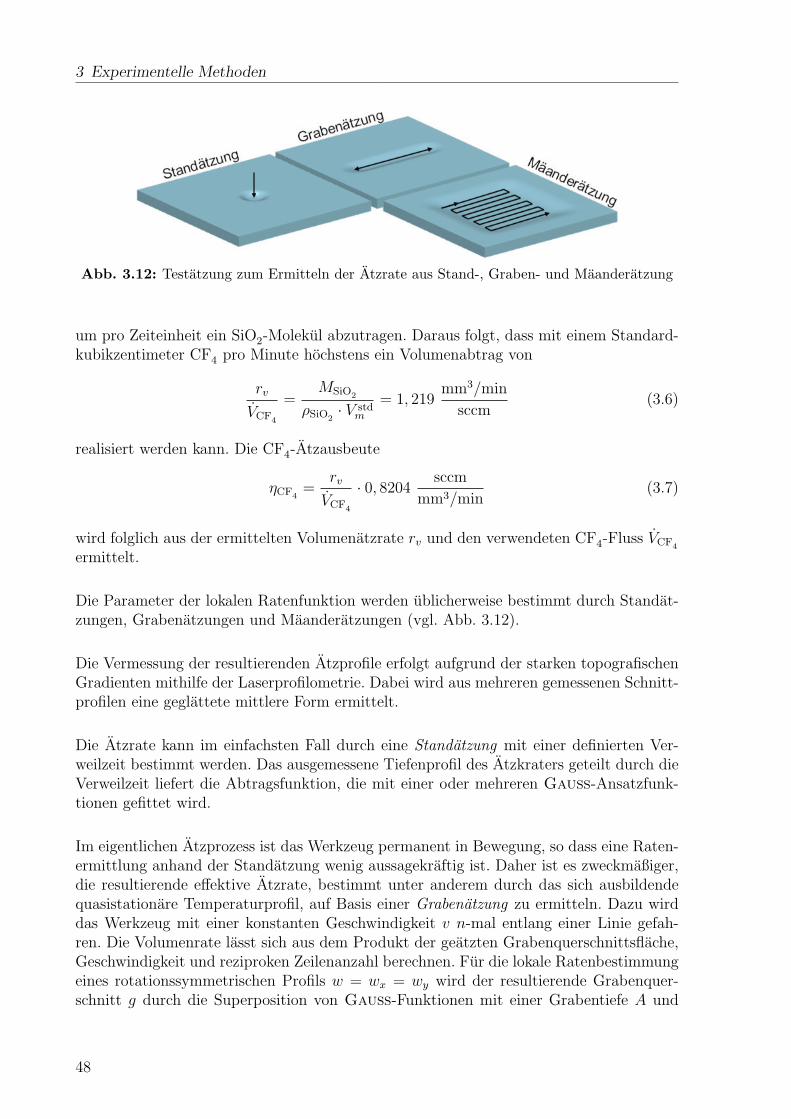
3 Experimentelle Methoden
Abb. 3.12: Testatzung zum Ermitteln der Atzrate aus Stand-, Graben- und Maanderatzung
um pro Zeiteinheit ein SiO2-Molekul abzutragen. Daraus folgt, dass mit einem Standard-kubikzentimeter CF4 pro Minute hochstens ein Volumenabtrag von
rv
VCF4
=MSiO
2
ρSiO2· V std
m
= 1, 219mm3/min
sccm(3.6)
realisiert werden kann. Die CF4-Atzausbeute
ηCF4=
rv
VCF4
· 0, 8204 sccm
mm3/min(3.7)
wird folglich aus der ermittelten Volumenatzrate rv und den verwendeten CF4-Fluss VCF4
ermittelt.
Die Parameter der lokalen Ratenfunktion werden ublicherweise bestimmt durch Standat-zungen, Grabenatzungen und Maanderatzungen (vgl. Abb. 3.12).
Die Vermessung der resultierenden Atzprofile erfolgt aufgrund der starken topografischenGradienten mithilfe der Laserprofilometrie. Dabei wird aus mehreren gemessenen Schnitt-profilen eine geglattete mittlere Form ermittelt.
Die Atzrate kann im einfachsten Fall durch eine Standatzung mit einer definierten Ver-weilzeit bestimmt werden. Das ausgemessene Tiefenprofil des Atzkraters geteilt durch dieVerweilzeit liefert die Abtragsfunktion, die mit einer oder mehreren Gauß-Ansatzfunk-tionen gefittet wird.
Im eigentlichen Atzprozess ist das Werkzeug permanent in Bewegung, so dass eine Raten-ermittlung anhand der Standatzung wenig aussagekraftig ist. Daher ist es zweckmaßiger,die resultierende effektive Atzrate, bestimmt unter anderem durch das sich ausbildendequasistationare Temperaturprofil, auf Basis einer Grabenatzung zu ermitteln. Dazu wirddas Werkzeug mit einer konstanten Geschwindigkeit v n-mal entlang einer Linie gefah-ren. Die Volumenrate lasst sich aus dem Produkt der geatzten Grabenquerschnittsflache,Geschwindigkeit und reziproken Zeilenanzahl berechnen. Fur die lokale Ratenbestimmungeines rotationssymmetrischen Profils w = wx = wy wird der resultierende Grabenquer-schnitt g durch die Superposition von Gauß-Funktionen mit einer Grabentiefe A und
48

3.4 Konventionelle Ermittlung der lokalen Atzraten
einer Halbwertsbreite wg approximiert. Diese Approximation muss der Faltung zwischenWerkzeugansatz und Grabenverweilzeit entsprechen.
g(y) =n∑
i
Ai exp
(− ln 16 y2
w2g,i
)
= n
∫
r(v t, y) dt =n∑
i
r0,iwi n√π√
ln 16 vexp
(− ln 16 y2
w2i
)
(3.8)Die Parameter der gesuchten Ratenfunktion lauten:
r0,i =Ai
√ln 16 v
wi n√π
wi = wg,i (3.9)
Im Fall eines elliptischen Abtragsprofils wurde zusatzlich noch eine weitere senkrechteGrabenatzung benotigt werden.
Die tatsachlichen Atzbedingungen werden am besten bei einer Maanderatzung nachge-stellt. Dafur wird das Werkzeug mit konstanter Geschwindigkeit maanderformig uber dieProbe gefuhrt. Allerdings ist diese aufwendiger und liefert weniger Informationen uber dieForm des Atzprofiles. Ein Maander mit dem Zeilenabstand ∆d und der Fahrgeschwindig-keit v ist eine diskrete Approximation der stetigen Verweilzeitdichte t ≡ 1
v∆d. Gemaß dem
Verweilzeitmodell lautet der Abtrag eines unendlich ausgedehnten Maanders:
∆hM =
∫ ∫
r(x− x, y − y)1
∆d vdx dy =
rV∆d v
(3.10)
Dementsprechend kann die Volumenabtragsrate aus dem Produkt der Maandertiefe, derFahrgeschwindigkeit und des Zeilenvorschubes ermittelt werden. Informationen uber dielokale Atzratenfunktion lassen sich nur am Rand des Maanders gewinnen. Es wird wie-der von einem rotationssymmetrischen Werkzeug ausgegangen. Es wird der Schnitt SM
senkrecht zu den Maanderbahnen im Randbereich betrachtet. An Stelle x = 0 endet derMaanderbereich aus negativer Richtung.
SM =
∫ ∫ 0
−∞
r(x− x, y − y)1
∆d vdx dy =
n∑
i
r0,i π w2i
∆d v ln 16· 12
(
1− erf
(√ln 16x
wi
))
(3.11)Der Randbereich des Maanders wird beschrieben durch die Superposition von Fehlerfunk-tionen, die eine weich auslaufende S-Kurve vom Maanderinneren ∆hM auf das Nullniveaubilden. Die Breite dieses Uberganges ist durch die Werkzeugbreite determiniert. Diesegeatzte S-Kurve wird mit einer Ansatzfunktion aus komplementaren Fehlerfunktionenapproximiert:
SmessM ≈
n∑
i
pi (1− erf (qi x)) (3.12)
Aus den gefitteten Parametersatz werden die Unbekannten
r0,i =∆d v 2 pi q
2i
πwi =
√ln 16
qi(3.13)
der Ratenfunktion (Gleichung 3.3) mit wx,i = wy,i = wi) berechnet.
49
3 Experimentelle Methoden
Allgemein kann zu jedem realisierten Abtrag ∆h eines gegebenen Verweilzeitfeldes t mit-hilfe des aquivalenten Entfaltungsproblems die effektive Atzratenfunktion bestimmt wer-den. Dieses inverse Problem lasst sich zum Beispiel durch Minimierung des Residuums
minr0,i,wx,i,wy,i
∥∥∥r(~r0, ~wx, ~wy) ∗ t −∆h
∥∥∥
2
(3.14)
mittels Variation der Ratenfunktionsparameter losen.
3.5 Zusammenfassung des Kapitels
• Plasmajetatzanlagen bestehen aus einer funfachsigen CNC-Werkzeugmaschine miteiner Hochleistungsplasmaquelle als Werkzeug. Dabei handelt es sich um eine mikro-wellenangeregte Kreuzquelle. Die Strahlstabilitat und dessen Rotationssymmetriewerden auf Basis verschiedener Diagnostikmethoden verifiziert und optimiert.
• Mithilfe eines infraroten Messsystems konnen die transienten Oberflachentempera-turen beruhrungslos und ortsaufgelost bestimmt werden. Fur eine absolute Tempe-raturmessung muss zuvor aber der spezifische Emissionsgrad fur die jeweilige Pro-benoberflache ermittelt werden.
• Die Vermessung der Oberflachentopografien wird mithilfe von Laserprofilometern,taktilen Sensoren und Interferometern vorgenommen.
• Die mathematische Beschreibung von Abtragsfunktionen erfolgt durch die Superpo-sition vonGauß-Funktionen mit einer bestimmten Halbwertsbreite und maximalenAtzrate. Aus Testatzungen wie Stand-, Graben- und Maanderatzungen konnen dieRatenparameter abgeleitet werden.
50
4 Thermische Prozesssimulation und Bestimmung der
Modellparameter
Im Abschnitt 2.1.6 wurde bereits der erhebliche Einfluss der Probentemperatur auf dieProzesskonvergenz ausfuhrlich erlautert. Aufgrund des chemischen, temperaturabhangi-gen Atzmechanismus unter Verwendung des stark warmeeintragenden Plasmawerkzeugestreten die nichtlinearen Aufheizeffekte auf. Diese lassen sich mit dem klassischen Verweil-zeitmodell (vgl. Abschnitt 2.4) nicht mehr beschreiben.
Die nichtlinearen thermisch induzierten Effekte werden als lokale und globale Aufheizef-fekte (vgl. Abschnitt 2.1.6) unterschieden:
Beim lokalen Effekt treten nichtlineare Atzraten auf, da mit verstreichender Verweilzeitsich die Substratoberflache gleichzeitig aufheizt. Aquivalent zur Oberflachentemperatursteigt auch die aktuelle Atzrate zu Beginn steil an und sattigt sich gleichermaßen mit demEinstellen einer stationaren Temperaturverteilung. Wie im Abschnitt 2.4.3 beschriebenwurde, lasst sich dieser Effekt unter Einschrankungen und mit großem Aufwand gemaßder Verallgemeinerung der geschwindigkeitsabhangigen Atzrate modellieren.
Der globale Aufheizeffekt, welcher durch die ungleichmaßige Aufheizung der Probe wah-rend der Plasmajetbearbeitung verursacht wird, kann selbst nicht mit dem Konzept dergeschwindigkeitsabhangigen Faltung erfasst werden, da die aktuelle Atzrate an einemPunkt durch die vorangegangene Bearbeitung bestimmt wird. Es liegt somit auch eineAbhangigkeit bezuglich des gewahlten Abrasterpfades des Verweilzeitfeldes vor. Daherkonnen unterschiedliche Fahrwege zu verschiedenen Atzergebnissen fuhren, obwohl diesedie gleiche Verweilzeitverteilung realisieren.
Um diese thermischen Effekte beschreiben zu konnen, muss das Temperaturfeld des Sub-strates zu jedem Zeitpunkt der Bearbeitung prognostiziert werden konnen. Daher wirdein Warmetransportmodell benotigt, welches die eingetragene Warme ins Werkstuck imHintergrund speichert und verarbeitet. Fur diesen neuen Ansatz der Simulation wird fol-gendes Gerust skizziert:
(i) Die Geometrie des Werkstuckes mit der materialspezifischen Warmeleitung mussdefiniert werden.
(ii) Das Abkuhlverhalten der Probe innerhalb der Bearbeitungsumgebung muss bekanntsein.
(iii) Der Warmeeintrag in die Probe durch den Plasmajet muss modelliert und beschrie-ben werden.
(iv) Ein Modell fur die Temperaturabhangigkeit der Atzraten muss definiert werden.Weiterhin wird eine zugehorige Methodik zur Bestimmung der realen temperatur-abhangigen Atzraten benotigt.
(v) Die Kopplung zwischen beiden Teilmodellen und die definierte Plasmajetbewegungmuss implementiert werden.
(vi) Ein beliebiger Plasmajetatzprozess mit einem bestimmten Verweilzeitfeld und unterVorgabe eines Bewegungspfades sollte dann nachgestellt werden konnen.
Es bestehen somit zwei Kernaufgaben: Zum einen wird eine ausreichend gute Prognosedes Temperaturfeldes wahrend des Atzprozesses in Form eines Warmetransportmodells
51
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
benotigt und zum anderen sind die temperaturabhangigen Atzraten gesucht. Eine wich-tige Methode, die hierfur benotigt wird, ist die Warmestromdichtemessung auf Basis vonInfrarotthermografie.
4.1 Experimentelle Bestimmung des lokalen Warmestromes ausdem Plasmajet
Fur die Warmestrommessung aus Plasmen bzw. Gasstrahlen auf Oberflachen existierenzahlreiche Thermomesssonden [101–103].
Bei der kalorimetrischen Thermosonde [102] wird die Sonde dem Plasma bzw. der jewei-ligen Warmequelle ausgesetzt. Die Messprobe wird aufgeheizt und kuhlt nach Entfernender Warmequelle ab. Der integrale Warmeeintrag ergibt sich dann bei bekannter War-mekapazitat der Sonde aus der Differenz der zeitlichen Temperaturableitungen fur dieAufheizung und Abkuhlung bei gleicher Temperatur.
Q(T0) = mSonde cp Sonde
(
dTaufheizdt
∣∣∣∣T=T0
− dTabkuhldt
∣∣∣∣T=T0
)
(4.1)
Hierbei wird vorausgesetzt, dass sich das Abkuhlverhalten in An- und Abwesenheit derWarmequelle nicht unterscheidet.
Die ortsauflosende Messung mit einem Warmeflusssensor muss punktweise vorgenommenwerden. Die Messfleckgroße wird durch die Ausmaße der Messsonde bestimmt. Die mogli-che Zeitauflosung wird durch die hohe Ansprechzeit begrenzt. Weiterhin kann durch denMesssensor die Fluiddynamik des Jets verfalscht werden. Bei Warmeflusssensoren wirdder Warmeeintrag fur das Sondenmaterial und nicht fur das eigentliche Substratmaterialermittelt.
Im Vergleich dazu verspricht der Einsatz der Infrarotthermografie eine Warmestrommes-sung auf den tatsachlichen Substratoberflachen mit sehr hoher Orts- und vor allem Zeitauf-losung.
4.1.1 Allgemeines Vorgehen und Messmethode
Das Verfahren ist primar geeignet zum Messen der Warmestromdichten, welche durchdie Rander einer planaren Probe mit konstanter Dicke fließen, wahrend diese unter Ein-wirkung von rotationssymmetrischen Warmequellen und -senken steht. Dabei wird derintegrale Warmefluss ermittelt, der durch Warmeleitung, Konvektion und Warmestrah-lung hervorgerufen wird.
Eine Probe aus einem Material mit bekannten thermischen Eigenschaften wird dem Ein-fluss der externen Warmeflusse ausgesetzt, wie es am Beispiel des Plasmajets in Abbil-dung 4.1 gezeigt ist. Eine ausreichend große Probe wird den radialen Warmeflussen imZentrum ausgesetzt. Ein Messobjekt gilt als ausreichend groß, falls sich die Temperatur amRand wahrend des gesamten Vorganges nicht signifikant andert. Fur nicht runde Objektemuss dies fur einen entsprechenden runden Ausschnitt gelten. Das Infrarot-Messsystembestimmt die transienten lokalen Oberflachentemperaturen mit einer Zeitauflosung von biszu 40 ms. Vom gesamten gemessenen Temperaturbild wird nur die horizontale Schnittlinie
52
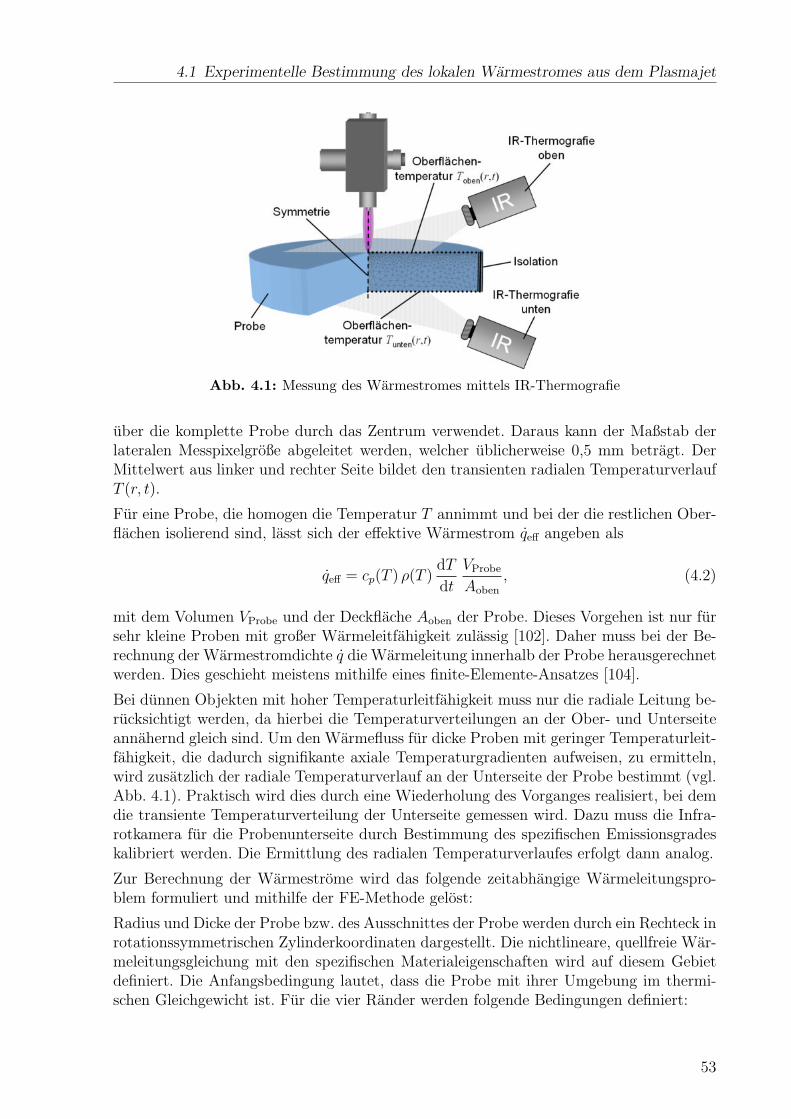
4.1 Experimentelle Bestimmung des lokalen Warmestromes aus dem Plasmajet
Abb. 4.1: Messung des Warmestromes mittels IR-Thermografie
uber die komplette Probe durch das Zentrum verwendet. Daraus kann der Maßstab derlateralen Messpixelgroße abgeleitet werden, welcher ublicherweise 0,5 mm betragt. DerMittelwert aus linker und rechter Seite bildet den transienten radialen TemperaturverlaufT (r, t).
Fur eine Probe, die homogen die Temperatur T annimmt und bei der die restlichen Ober-flachen isolierend sind, lasst sich der effektive Warmestrom qeff angeben als
qeff = cp(T ) ρ(T )dT
dt
VProbeAoben
, (4.2)
mit dem Volumen VProbe und der Deckflache Aoben der Probe. Dieses Vorgehen ist nur fursehr kleine Proben mit großer Warmeleitfahigkeit zulassig [102]. Daher muss bei der Be-rechnung der Warmestromdichte q die Warmeleitung innerhalb der Probe herausgerechnetwerden. Dies geschieht meistens mithilfe eines finite-Elemente-Ansatzes [104].
Bei dunnen Objekten mit hoher Temperaturleitfahigkeit muss nur die radiale Leitung be-rucksichtigt werden, da hierbei die Temperaturverteilungen an der Ober- und Unterseiteannahernd gleich sind. Um den Warmefluss fur dicke Proben mit geringer Temperaturleit-fahigkeit, die dadurch signifikante axiale Temperaturgradienten aufweisen, zu ermitteln,wird zusatzlich der radiale Temperaturverlauf an der Unterseite der Probe bestimmt (vgl.Abb. 4.1). Praktisch wird dies durch eine Wiederholung des Vorganges realisiert, bei demdie transiente Temperaturverteilung der Unterseite gemessen wird. Dazu muss die Infra-rotkamera fur die Probenunterseite durch Bestimmung des spezifischen Emissionsgradeskalibriert werden. Die Ermittlung des radialen Temperaturverlaufes erfolgt dann analog.
Zur Berechnung der Warmestrome wird das folgende zeitabhangige Warmeleitungspro-blem formuliert und mithilfe der FE-Methode gelost:
Radius und Dicke der Probe bzw. des Ausschnittes der Probe werden durch ein Rechteck inrotationssymmetrischen Zylinderkoordinaten dargestellt. Die nichtlineare, quellfreie War-meleitungsgleichung mit den spezifischen Materialeigenschaften wird auf diesem Gebietdefiniert. Die Anfangsbedingung lautet, dass die Probe mit ihrer Umgebung im thermi-schen Gleichgewicht ist. Fur die vier Rander werden folgende Bedingungen definiert:
53
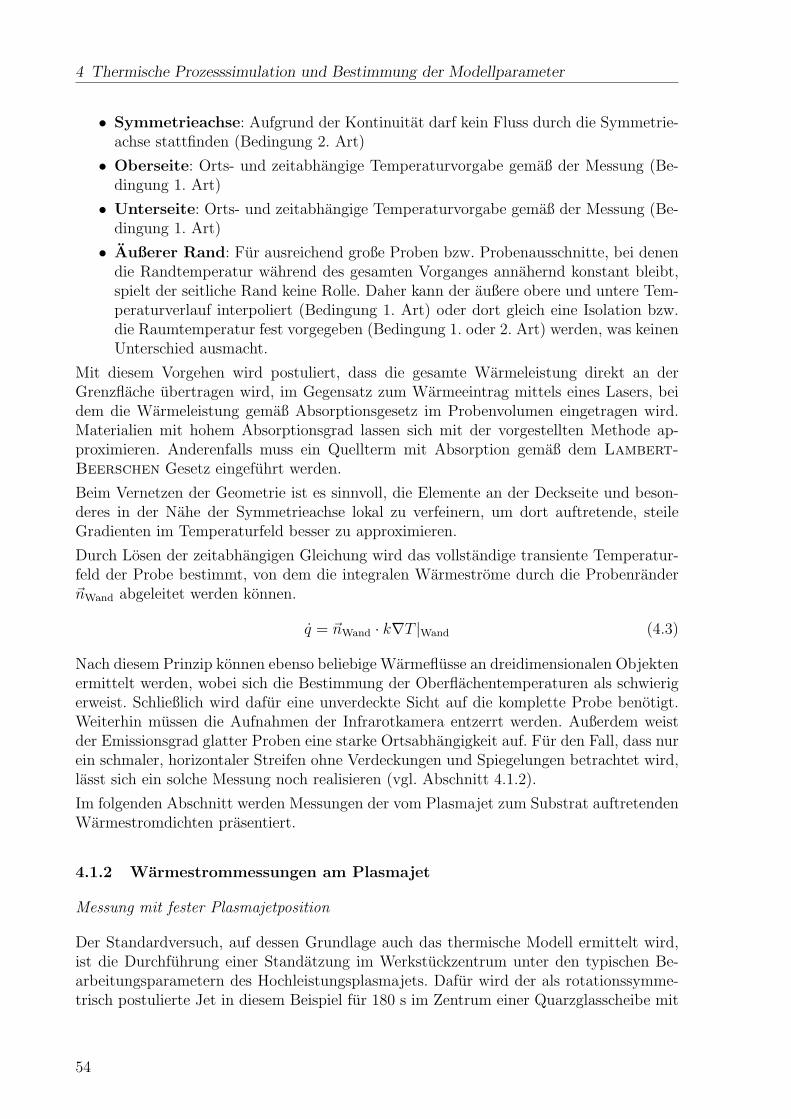
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
• Symmetrieachse: Aufgrund der Kontinuitat darf kein Fluss durch die Symmetrie-achse stattfinden (Bedingung 2. Art)
• Oberseite: Orts- und zeitabhangige Temperaturvorgabe gemaß der Messung (Be-dingung 1. Art)
• Unterseite: Orts- und zeitabhangige Temperaturvorgabe gemaß der Messung (Be-dingung 1. Art)
• Außerer Rand: Fur ausreichend große Proben bzw. Probenausschnitte, bei denendie Randtemperatur wahrend des gesamten Vorganges annahernd konstant bleibt,spielt der seitliche Rand keine Rolle. Daher kann der außere obere und untere Tem-peraturverlauf interpoliert (Bedingung 1. Art) oder dort gleich eine Isolation bzw.die Raumtemperatur fest vorgegeben (Bedingung 1. oder 2. Art) werden, was keinenUnterschied ausmacht.
Mit diesem Vorgehen wird postuliert, dass die gesamte Warmeleistung direkt an derGrenzflache ubertragen wird, im Gegensatz zum Warmeeintrag mittels eines Lasers, beidem die Warmeleistung gemaß Absorptionsgesetz im Probenvolumen eingetragen wird.Materialien mit hohem Absorptionsgrad lassen sich mit der vorgestellten Methode ap-proximieren. Anderenfalls muss ein Quellterm mit Absorption gemaß dem Lambert-Beerschen Gesetz eingefuhrt werden.
Beim Vernetzen der Geometrie ist es sinnvoll, die Elemente an der Deckseite und beson-deres in der Nahe der Symmetrieachse lokal zu verfeinern, um dort auftretende, steileGradienten im Temperaturfeld besser zu approximieren.
Durch Losen der zeitabhangigen Gleichung wird das vollstandige transiente Temperatur-feld der Probe bestimmt, von dem die integralen Warmestrome durch die Probenrander~nWand abgeleitet werden konnen.
q = ~nWand · k∇T |Wand (4.3)
Nach diesem Prinzip konnen ebenso beliebige Warmeflusse an dreidimensionalen Objektenermittelt werden, wobei sich die Bestimmung der Oberflachentemperaturen als schwierigerweist. Schließlich wird dafur eine unverdeckte Sicht auf die komplette Probe benotigt.Weiterhin mussen die Aufnahmen der Infrarotkamera entzerrt werden. Außerdem weistder Emissionsgrad glatter Proben eine starke Ortsabhangigkeit auf. Fur den Fall, dass nurein schmaler, horizontaler Streifen ohne Verdeckungen und Spiegelungen betrachtet wird,lasst sich ein solche Messung noch realisieren (vgl. Abschnitt 4.1.2).
Im folgenden Abschnitt werden Messungen der vom Plasmajet zum Substrat auftretendenWarmestromdichten prasentiert.
4.1.2 Warmestrommessungen am Plasmajet
Messung mit fester Plasmajetposition
Der Standardversuch, auf dessen Grundlage auch das thermische Modell ermittelt wird,ist die Durchfuhrung einer Standatzung im Werkstuckzentrum unter den typischen Be-arbeitungsparametern des Hochleistungsplasmajets. Dafur wird der als rotationssymme-trisch postulierte Jet in diesem Beispiel fur 180 s im Zentrum einer Quarzglasscheibe mit
54
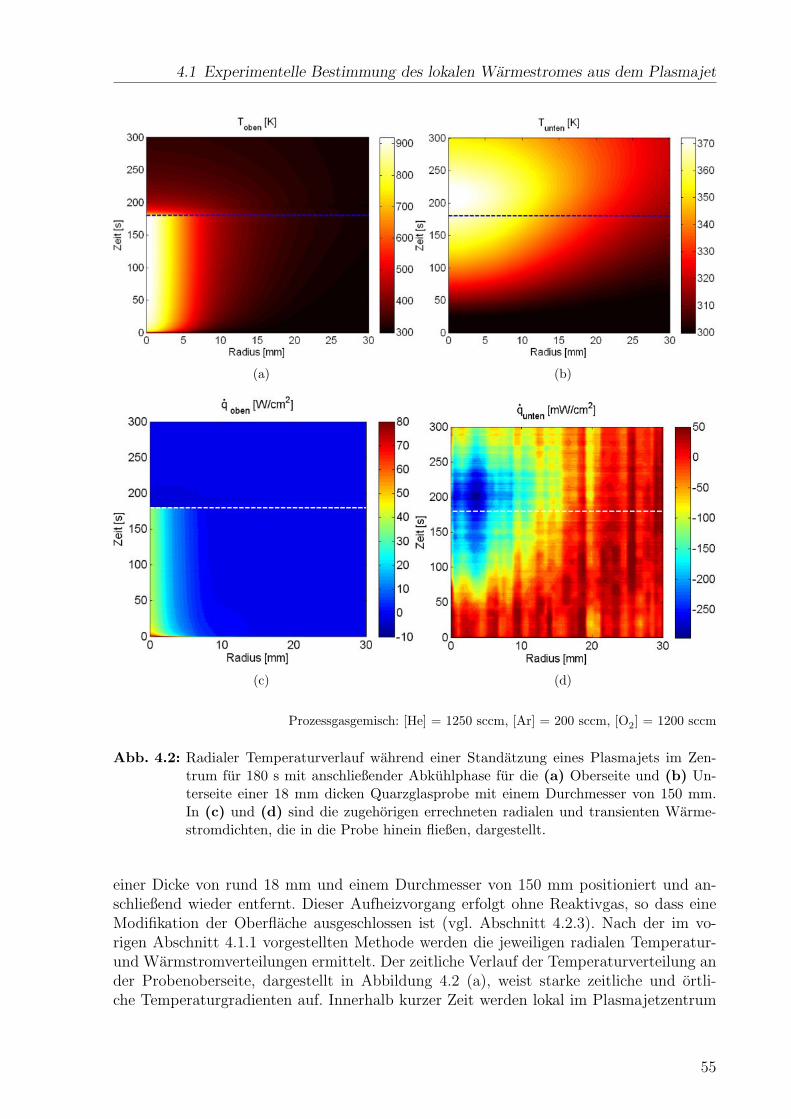
4.1 Experimentelle Bestimmung des lokalen Warmestromes aus dem Plasmajet
(a) (b)
(c) (d)
Prozessgasgemisch: [He] = 1250 sccm, [Ar] = 200 sccm, [O2] = 1200 sccm
Abb. 4.2: Radialer Temperaturverlauf wahrend einer Standatzung eines Plasmajets im Zen-trum fur 180 s mit anschließender Abkuhlphase fur die (a) Oberseite und (b) Un-terseite einer 18 mm dicken Quarzglasprobe mit einem Durchmesser von 150 mm.In (c) und (d) sind die zugehorigen errechneten radialen und transienten Warme-stromdichten, die in die Probe hinein fließen, dargestellt.
einer Dicke von rund 18 mm und einem Durchmesser von 150 mm positioniert und an-schließend wieder entfernt. Dieser Aufheizvorgang erfolgt ohne Reaktivgas, so dass eineModifikation der Oberflache ausgeschlossen ist (vgl. Abschnitt 4.2.3). Nach der im vo-rigen Abschnitt 4.1.1 vorgestellten Methode werden die jeweiligen radialen Temperatur-und Warmstromverteilungen ermittelt. Der zeitliche Verlauf der Temperaturverteilung ander Probenoberseite, dargestellt in Abbildung 4.2 (a), weist starke zeitliche und ortli-che Temperaturgradienten auf. Innerhalb kurzer Zeit werden lokal im Plasmajetzentrum
55
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
sehr hohe Temperaturen erreicht. Die Temperaturverteilung wird aufgrund des lokalisier-ten, sehr heißen Plasmastrahles und der geringen Temperaturleitfahigkeit von Quarzglaserzielt. Die geringe Temperaturleitfahigkeit bewirkt ebenfalls das trage Temperaturver-halten an der Unterseite der Probe, wie es in Abbildung 4.2 (b) zu sehen ist. Erst nach30 s kommt es zu einer messbaren, leichten Temperaturerhohung. Die absolut erreich-ten Temperaturen liegen deutlich unterhalb derer der Oberseite. Nach Entfernen des Jetskuhlt die obere Oberflache rasch ab. An der Unterseite steigt die Temperatur nach den180 s weiter an und erreicht ihr Maximum erst 30 s nach Beendigung der Aufheizung.
In den Abbildungen 4.2 (c) und 4.2 (d) sind die zugehorigen radialen und transientenWarmestromdichten dargestellt. Die gemessene Warmestromverteilung an der Obersei-te ist nicht konstant, sondern nimmt mit Verstreichen der Verweilzeit ab, bis sich einstationares Profil einstellt. Das Entfernen des Plasmajets erscheint als scharfe Kante inder Warmestromdichte der Oberseite. Die folgende Abkuhlphase ist in Form eines nega-tiven Warmestromes durch die Probenoberflache messbar. Auf der Unterseite lasst sichabhangig von der Oberflachentemperatur durchgehend ein Warmeverlust durch Kuhlungmessen. Diese Daten sind allerdings aufgrund der geringen auftretenden Temperaturdif-ferenzen stark verrauscht.
Messung am bewegten Plasmajet
Wie bereits in Abschnitt 4.1.1 erwahnt wurde, muss fur nicht rotationssymmetrische Pro-bleme die Temperatur der gesamten Oberflache bzw. fur das relevante Teilstuck der Ober-flache bekannt sein. Bei einer horizontalen Bewegung des Plasmajets bezuglich der IR-Kamera kann der schmale Streifen um den heißen Fleck des Jets (vgl. Abb. 3.7 (b) ausAbschnitt 3.2) entlang des Bewegungspfades durchweg ohne Verdeckungen und Reflektio-nen gemessen werden. Zusatzlich muss das bestimmte zweidimensionale Temperaturbildaber entzerrt werden.
In diesem Beispiel soll der Warmefluss bei einem sich bewegenden Jet gemessen werden.Dazu wird eine Sequenz von Standatzungen und linearen Bewegungen in horizontalerRichtung mit konstanter Geschwindigkeit durchgefuhrt. In Abbildung 4.3 (a) ist die zeit-liche Temperaturentwicklung entlang des Schnittes der horizontalen Jetbewegung darge-stellt. Hierbei werden Standatzungen von 30 s bzw. 15 s und lineare Bewegungen miteiner Geschwindigkeit von 2 mm/s ausgefuhrt. Die Berechnung des Warmestromes erfolgtanalog nach Abschnitt 4.1.1. Fur die Oberseite wird fur den relevanten Ausschnitt dasentzerrte gemessene Oberflachentemperaturfeld verwendet. Um die aufwendige Tempe-raturmessung fur die Unterseite zu vermeiden, wird eine temperaturabhangige Abkuhl-funktion (vgl. Abschnitt 2.2.2) definiert. Die Losung des Problems liefert die zugehorigeWarmestromdichte, die in Abbildung 4.3 (b) dargestellt ist. An diesem Beispiel ist zuerkennen, dass der Jet nicht nur Warme in die Probe eintragt, sondern auch zur lokalenKuhlung beitragt. Diese Kuhlung wird durch den peripheren N2-Schirmungsstrom desJets verursacht. Noch deutlicher wird dies anhand der resultierenden Warmestromver-teilung des Versuches, wenn diese fur alle Zeitschritte simultan dargestellt wird, wie esin Abbildung 4.4 (a) vollzogen wurde. Es lasst sich dort die durch den Jet verursachteProbenkuhlung gut erkennen. Außerdem kann mit diesem Vorgehen die Symmetrie desPlasmajets und vor allem dessen periphere N2-Schirmung bewertet werden. Eine ungleich-maßige Schirmung fuhrt zu einer ungleichen Kuhlung, wie es in Abbildung 4.4 (b) eines
56
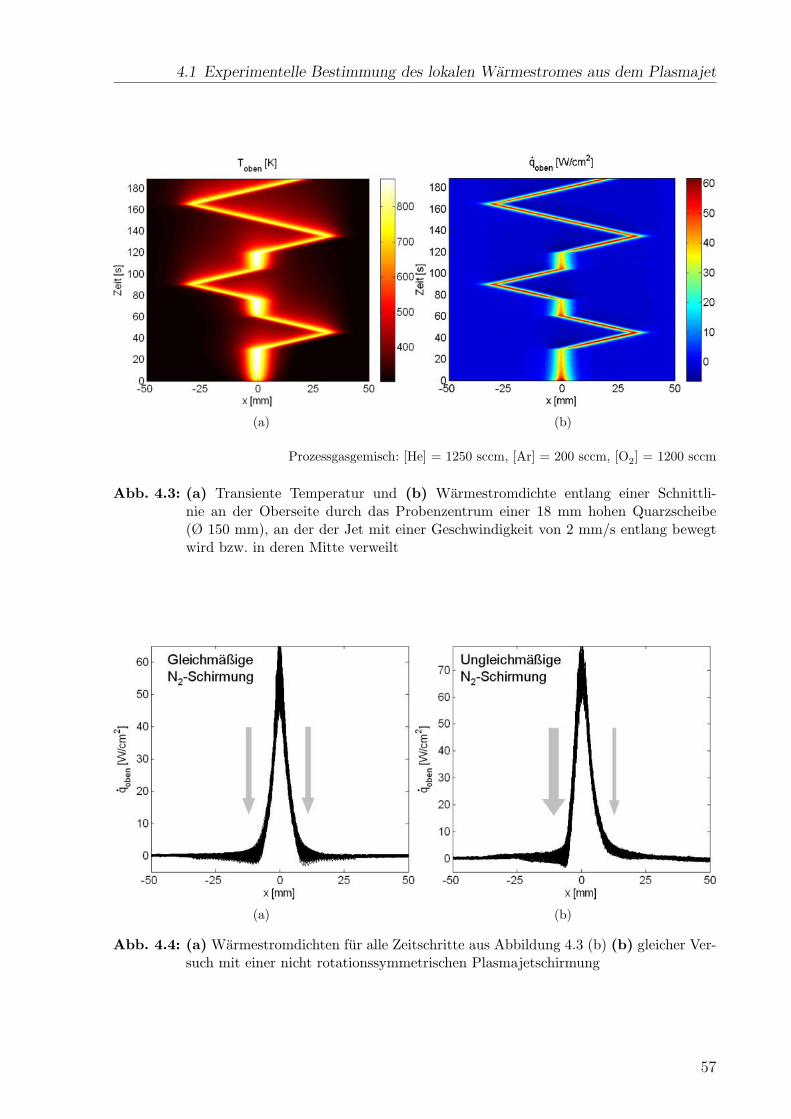
4.1 Experimentelle Bestimmung des lokalen Warmestromes aus dem Plasmajet
(a) (b)
Prozessgasgemisch: [He] = 1250 sccm, [Ar] = 200 sccm, [O2] = 1200 sccm
Abb. 4.3: (a) Transiente Temperatur und (b) Warmestromdichte entlang einer Schnittli-nie an der Oberseite durch das Probenzentrum einer 18 mm hohen Quarzscheibe(Ø 150 mm), an der der Jet mit einer Geschwindigkeit von 2 mm/s entlang bewegtwird bzw. in deren Mitte verweilt
(a) (b)
Abb. 4.4: (a) Warmestromdichten fur alle Zeitschritte aus Abbildung 4.3 (b) (b) gleicher Ver-such mit einer nicht rotationssymmetrischen Plasmajetschirmung
57
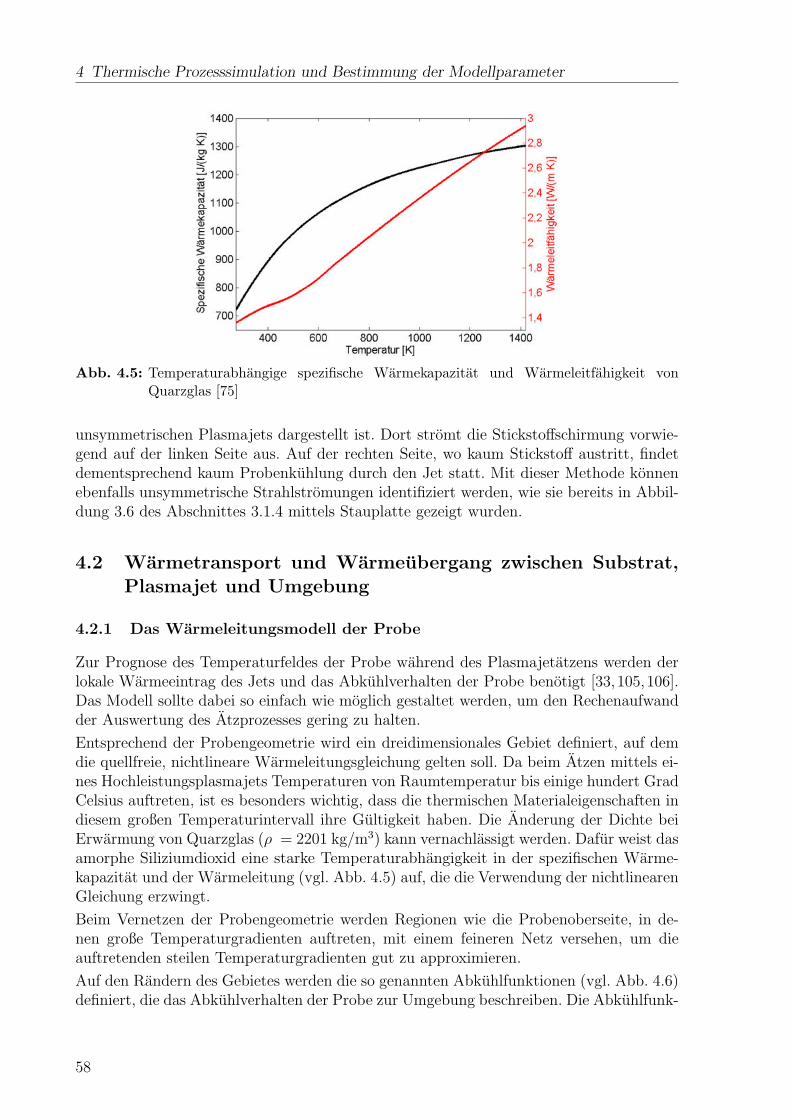
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
Abb. 4.5: Temperaturabhangige spezifische Warmekapazitat und Warmeleitfahigkeit vonQuarzglas [75]
unsymmetrischen Plasmajets dargestellt ist. Dort stromt die Stickstoffschirmung vorwie-gend auf der linken Seite aus. Auf der rechten Seite, wo kaum Stickstoff austritt, findetdementsprechend kaum Probenkuhlung durch den Jet statt. Mit dieser Methode konnenebenfalls unsymmetrische Strahlstromungen identifiziert werden, wie sie bereits in Abbil-dung 3.6 des Abschnittes 3.1.4 mittels Stauplatte gezeigt wurden.
4.2 Warmetransport und Warmeubergang zwischen Substrat,Plasmajet und Umgebung
4.2.1 Das Warmeleitungsmodell der Probe
Zur Prognose des Temperaturfeldes der Probe wahrend des Plasmajetatzens werden derlokale Warmeeintrag des Jets und das Abkuhlverhalten der Probe benotigt [33,105,106].Das Modell sollte dabei so einfach wie moglich gestaltet werden, um den Rechenaufwandder Auswertung des Atzprozesses gering zu halten.
Entsprechend der Probengeometrie wird ein dreidimensionales Gebiet definiert, auf demdie quellfreie, nichtlineare Warmeleitungsgleichung gelten soll. Da beim Atzen mittels ei-nes Hochleistungsplasmajets Temperaturen von Raumtemperatur bis einige hundert GradCelsius auftreten, ist es besonders wichtig, dass die thermischen Materialeigenschaften indiesem großen Temperaturintervall ihre Gultigkeit haben. Die Anderung der Dichte beiErwarmung von Quarzglas (ρ = 2201 kg/m3) kann vernachlassigt werden. Dafur weist dasamorphe Siliziumdioxid eine starke Temperaturabhangigkeit in der spezifischen Warme-kapazitat und der Warmeleitung (vgl. Abb. 4.5) auf, die die Verwendung der nichtlinearenGleichung erzwingt.
Beim Vernetzen der Probengeometrie werden Regionen wie die Probenoberseite, in de-nen große Temperaturgradienten auftreten, mit einem feineren Netz versehen, um dieauftretenden steilen Temperaturgradienten gut zu approximieren.
Auf den Randern des Gebietes werden die so genannten Abkuhlfunktionen (vgl. Abb. 4.6)definiert, die das Abkuhlverhalten der Probe zur Umgebung beschreiben. Die Abkuhlfunk-
58
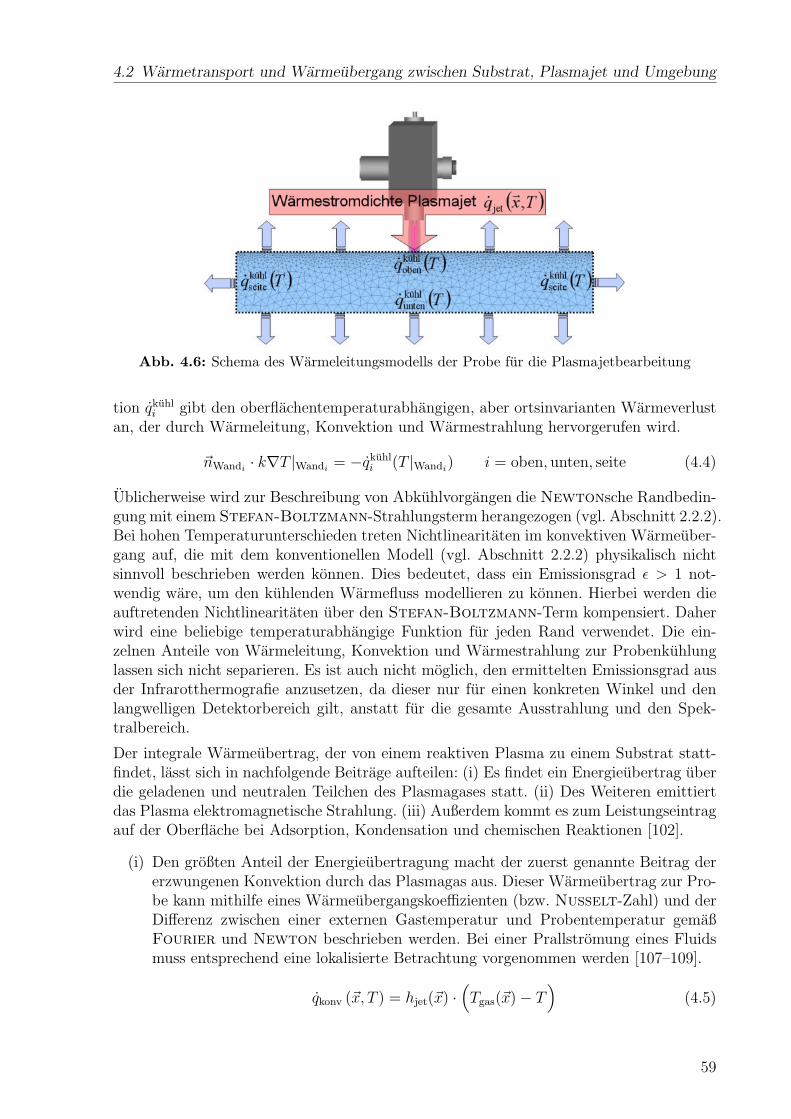
4.2 Warmetransport und Warmeubergang zwischen Substrat, Plasmajet und Umgebung
Abb. 4.6: Schema des Warmeleitungsmodells der Probe fur die Plasmajetbearbeitung
tion qkuhli gibt den oberflachentemperaturabhangigen, aber ortsinvarianten Warmeverlustan, der durch Warmeleitung, Konvektion und Warmestrahlung hervorgerufen wird.
~nWandi · k∇T |Wandi = −qkuhli (T |Wandi) i = oben, unten, seite (4.4)
Ublicherweise wird zur Beschreibung von Abkuhlvorgangen die Newtonsche Randbedin-gung mit einem Stefan-Boltzmann-Strahlungsterm herangezogen (vgl. Abschnitt 2.2.2).Bei hohen Temperaturunterschieden treten Nichtlinearitaten im konvektiven Warmeuber-gang auf, die mit dem konventionellen Modell (vgl. Abschnitt 2.2.2) physikalisch nichtsinnvoll beschrieben werden konnen. Dies bedeutet, dass ein Emissionsgrad ǫ > 1 not-wendig ware, um den kuhlenden Warmefluss modellieren zu konnen. Hierbei werden dieauftretenden Nichtlinearitaten uber den Stefan-Boltzmann-Term kompensiert. Daherwird eine beliebige temperaturabhangige Funktion fur jeden Rand verwendet. Die ein-zelnen Anteile von Warmeleitung, Konvektion und Warmestrahlung zur Probenkuhlunglassen sich nicht separieren. Es ist auch nicht moglich, den ermittelten Emissionsgrad ausder Infrarotthermografie anzusetzen, da dieser nur fur einen konkreten Winkel und denlangwelligen Detektorbereich gilt, anstatt fur die gesamte Ausstrahlung und den Spek-tralbereich.
Der integrale Warmeubertrag, der von einem reaktiven Plasma zu einem Substrat statt-findet, lasst sich in nachfolgende Beitrage aufteilen: (i) Es findet ein Energieubertrag uberdie geladenen und neutralen Teilchen des Plasmagases statt. (ii) Des Weiteren emittiertdas Plasma elektromagnetische Strahlung. (iii) Außerdem kommt es zum Leistungseintragauf der Oberflache bei Adsorption, Kondensation und chemischen Reaktionen [102].
(i) Den großten Anteil der Energieubertragung macht der zuerst genannte Beitrag dererzwungenen Konvektion durch das Plasmagas aus. Dieser Warmeubertrag zur Pro-be kann mithilfe eines Warmeubergangskoeffizienten (bzw. Nusselt-Zahl) und derDifferenz zwischen einer externen Gastemperatur und Probentemperatur gemaßFourier und Newton beschrieben werden. Bei einer Prallstromung eines Fluidsmuss entsprechend eine lokalisierte Betrachtung vorgenommen werden [107–109].
qkonv (~x, T ) = hjet(~x) ·(
Tgas(~x)− T)
(4.5)
59
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
Hierbei ist hjet ein lokaler Warmeubergangskoeffizient, der im Wesentlichen durchdie axiale Geschwindigkeitskomponente des Jets bestimmt wird [109], und Tgas dielokale, oberflachennahe Temperaturverteilung des Plasmagases. Das bedeutet, dassdie Warmestromdichte des Plasmajets nicht nur eine Ortsabhangigkeit aufweist,sondern auch durch die momentane lokale Oberflachentemperatur bestimmt wird.
(ii) Ein weiterer Warmebeitrag wird durch die elektromagnetische Strahlung des Plas-mas erzeugt. Ein stabil brennender Plasmajet emittiert eine lokalisierte, konstanteStrahlungsleistung. Makroskopisch kann die durch Absorption eingetragene Warme-leistung als invariante Warmestromdichte behandelt werden.
(iii) Der Warmeeintrag durch chemische Reaktionen ist proportional zum umgesetztenOberflachenmaterial und hangt gemaß Arrhenius von der momentanen Oberfla-chentemperatur ab. Die emittierte Warmeleistung Qchem der exothermen Atzreak-tion betragt je nach erzielter temperaturabhangiger Atzrate ca. 2–7 W (vgl. Ab-schnitt 2.1.5). Der Plasmajet ubertragt abhangig von der Oberflachentemperatureine Warmeleistung Qjet von insgesamt 40–140 W. Daher kann dieser Anteil imVergleich zum Warmeubertrag durch das Plasmagas vernachlassigt werden. Es hatsich gezeigt, dass bei Aufheizversuchen mit und ohne Fluorprakursor keine signifi-kanten Temperaturunterschiede auftreten. Dabei muss der Massenteil am gesamtenProzessgas gering sein, damit noch vergleichbare Bedingungen vorliegen. Trotzdemließe sich dieser Beitrag zunachst im einfachsten Fall mithilfe eines linearen Modellswie beim konvektiven Ubertrag approximieren.
Die gesamte Warmestromdichte qjet des Plasmajets ergibt sich aus dem konvektiven Uber-trag qkonv, dem konstanten Warmefluss q0 der vom Plasma emittierten elektromagneti-schen Strahlung und der Warmeleistung der chemischen Reaktion. Letztere kann ver-nachlassigt oder durch lineare Approximation mit dem temperaturabhangigen konvekti-ven Modell zusammengefasst werden. Der integrale Warmeeintrag setzt sich dann aus dentemperaturabhangigen und -unabhangigen Beitragen zusammen:
qjet (~x, T ) = q0(~x) + hjet(~x) ·(
Tgas(~x)− T)
(4.6)
Mittels Substitution der lokalen Gastemperatur der Form
Tgas(~x) = Tjet(~x)−q0(~x)
hjet(~x)(4.7)
lassen sich die beiden Unbekannten Tgas und q0 zusammenfassen, so dass die Warmestrom-dichte des Plasmajets nur noch durch die beiden Parameterfunktionen Tjet und hjet be-stimmt wird. Die Parameterfunktion Tjet gibt somit nicht die tatsachliche Gastemperaturdes Jets an und lasst sich auch nicht ohne Information uber die temperaturunabhangigeWarmeflussdichte q0 ermitteln.
Der Warmeeintrag qjet fur einen rotationssymmetrischen Jet an einem Punkt ~x an derOberseite der Probe ∂Ω|Wandoben lautet somit, falls sich der Jet uber dem Punkt ~xjet zumZeitpunkt t befindet:
qjet (~x, T (~x, t)) = hjet (‖~x− ~xjet‖) ·(
Tjet (‖~x− ~xjet‖)− T (~x, t))
~x, ~xjet ∈ ∂Ω|Wandoben
(4.8)
60
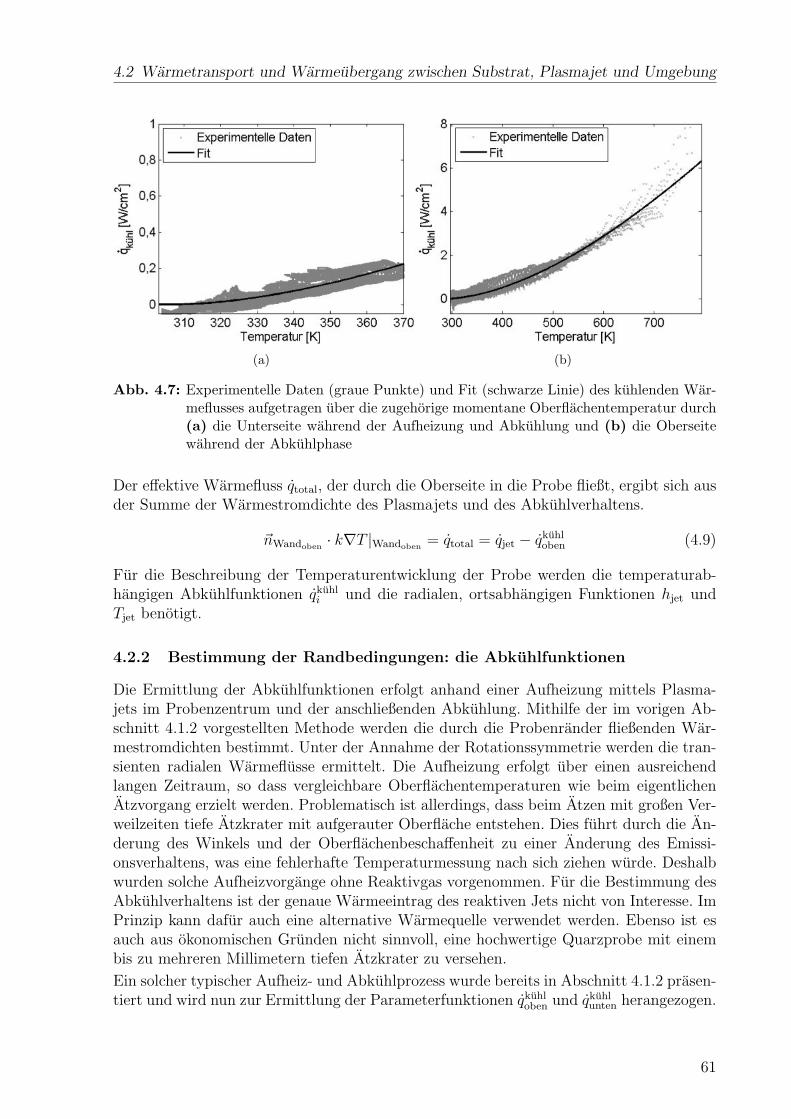
4.2 Warmetransport und Warmeubergang zwischen Substrat, Plasmajet und Umgebung
(a) (b)
Abb. 4.7: Experimentelle Daten (graue Punkte) und Fit (schwarze Linie) des kuhlenden War-meflusses aufgetragen uber die zugehorige momentane Oberflachentemperatur durch(a) die Unterseite wahrend der Aufheizung und Abkuhlung und (b) die Oberseitewahrend der Abkuhlphase
Der effektive Warmefluss qtotal, der durch die Oberseite in die Probe fließt, ergibt sich ausder Summe der Warmestromdichte des Plasmajets und des Abkuhlverhaltens.
~nWandoben · k∇T |Wandoben = qtotal = qjet − qkuhloben (4.9)
Fur die Beschreibung der Temperaturentwicklung der Probe werden die temperaturab-hangigen Abkuhlfunktionen qkuhli und die radialen, ortsabhangigen Funktionen hjet undTjet benotigt.
4.2.2 Bestimmung der Randbedingungen: die Abkuhlfunktionen
Die Ermittlung der Abkuhlfunktionen erfolgt anhand einer Aufheizung mittels Plasma-jets im Probenzentrum und der anschließenden Abkuhlung. Mithilfe der im vorigen Ab-schnitt 4.1.2 vorgestellten Methode werden die durch die Probenrander fließenden War-mestromdichten bestimmt. Unter der Annahme der Rotationssymmetrie werden die tran-sienten radialen Warmeflusse ermittelt. Die Aufheizung erfolgt uber einen ausreichendlangen Zeitraum, so dass vergleichbare Oberflachentemperaturen wie beim eigentlichenAtzvorgang erzielt werden. Problematisch ist allerdings, dass beim Atzen mit großen Ver-weilzeiten tiefe Atzkrater mit aufgerauter Oberflache entstehen. Dies fuhrt durch die An-derung des Winkels und der Oberflachenbeschaffenheit zu einer Anderung des Emissi-onsverhaltens, was eine fehlerhafte Temperaturmessung nach sich ziehen wurde. Deshalbwurden solche Aufheizvorgange ohne Reaktivgas vorgenommen. Fur die Bestimmung desAbkuhlverhaltens ist der genaue Warmeeintrag des reaktiven Jets nicht von Interesse. ImPrinzip kann dafur auch eine alternative Warmequelle verwendet werden. Ebenso ist esauch aus okonomischen Grunden nicht sinnvoll, eine hochwertige Quarzprobe mit einembis zu mehreren Millimetern tiefen Atzkrater zu versehen.
Ein solcher typischer Aufheiz- und Abkuhlprozess wurde bereits in Abschnitt 4.1.2 prasen-tiert und wird nun zur Ermittlung der Parameterfunktionen qkuhloben und q
kuhlunten herangezogen.
61
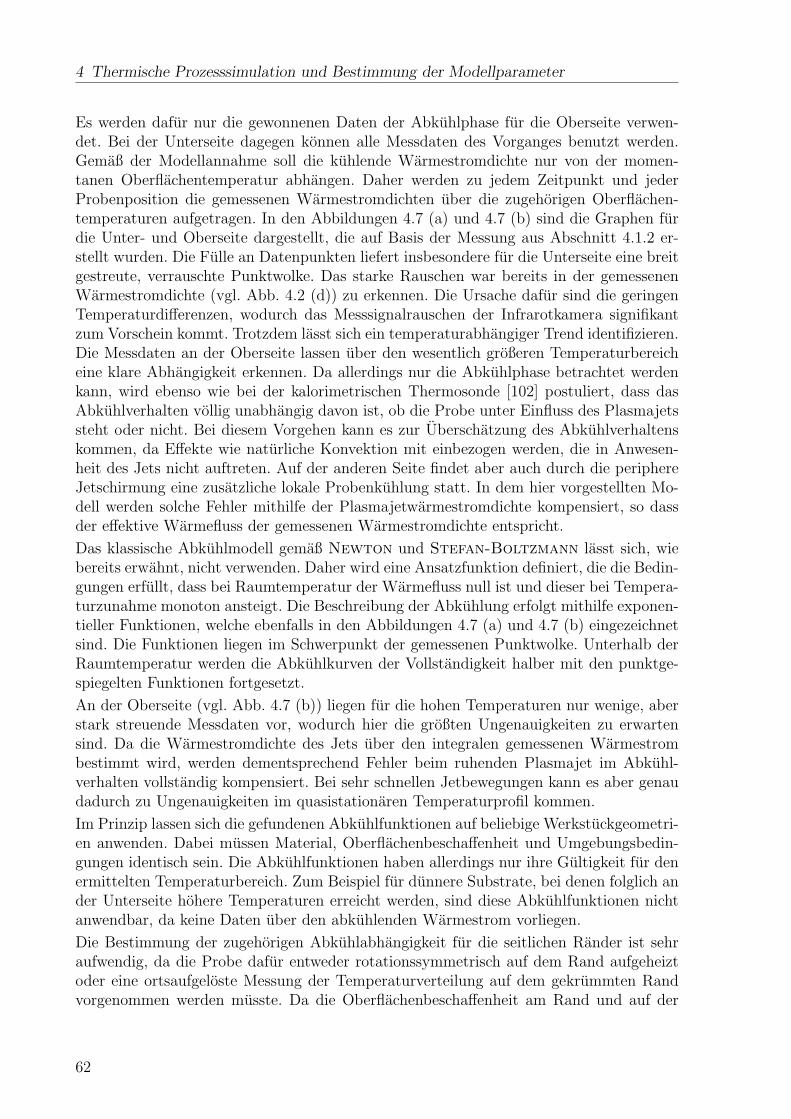
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
Es werden dafur nur die gewonnenen Daten der Abkuhlphase fur die Oberseite verwen-det. Bei der Unterseite dagegen konnen alle Messdaten des Vorganges benutzt werden.Gemaß der Modellannahme soll die kuhlende Warmestromdichte nur von der momen-tanen Oberflachentemperatur abhangen. Daher werden zu jedem Zeitpunkt und jederProbenposition die gemessenen Warmestromdichten uber die zugehorigen Oberflachen-temperaturen aufgetragen. In den Abbildungen 4.7 (a) und 4.7 (b) sind die Graphen furdie Unter- und Oberseite dargestellt, die auf Basis der Messung aus Abschnitt 4.1.2 er-stellt wurden. Die Fulle an Datenpunkten liefert insbesondere fur die Unterseite eine breitgestreute, verrauschte Punktwolke. Das starke Rauschen war bereits in der gemessenenWarmestromdichte (vgl. Abb. 4.2 (d)) zu erkennen. Die Ursache dafur sind die geringenTemperaturdifferenzen, wodurch das Messsignalrauschen der Infrarotkamera signifikantzum Vorschein kommt. Trotzdem lasst sich ein temperaturabhangiger Trend identifizieren.Die Messdaten an der Oberseite lassen uber den wesentlich großeren Temperaturbereicheine klare Abhangigkeit erkennen. Da allerdings nur die Abkuhlphase betrachtet werdenkann, wird ebenso wie bei der kalorimetrischen Thermosonde [102] postuliert, dass dasAbkuhlverhalten vollig unabhangig davon ist, ob die Probe unter Einfluss des Plasmajetssteht oder nicht. Bei diesem Vorgehen kann es zur Uberschatzung des Abkuhlverhaltenskommen, da Effekte wie naturliche Konvektion mit einbezogen werden, die in Anwesen-heit des Jets nicht auftreten. Auf der anderen Seite findet aber auch durch die periphereJetschirmung eine zusatzliche lokale Probenkuhlung statt. In dem hier vorgestellten Mo-dell werden solche Fehler mithilfe der Plasmajetwarmestromdichte kompensiert, so dassder effektive Warmefluss der gemessenen Warmestromdichte entspricht.
Das klassische Abkuhlmodell gemaß Newton und Stefan-Boltzmann lasst sich, wiebereits erwahnt, nicht verwenden. Daher wird eine Ansatzfunktion definiert, die die Bedin-gungen erfullt, dass bei Raumtemperatur der Warmefluss null ist und dieser bei Tempera-turzunahme monoton ansteigt. Die Beschreibung der Abkuhlung erfolgt mithilfe exponen-tieller Funktionen, welche ebenfalls in den Abbildungen 4.7 (a) und 4.7 (b) eingezeichnetsind. Die Funktionen liegen im Schwerpunkt der gemessenen Punktwolke. Unterhalb derRaumtemperatur werden die Abkuhlkurven der Vollstandigkeit halber mit den punktge-spiegelten Funktionen fortgesetzt.
An der Oberseite (vgl. Abb. 4.7 (b)) liegen fur die hohen Temperaturen nur wenige, aberstark streuende Messdaten vor, wodurch hier die großten Ungenauigkeiten zu erwartensind. Da die Warmestromdichte des Jets uber den integralen gemessenen Warmestrombestimmt wird, werden dementsprechend Fehler beim ruhenden Plasmajet im Abkuhl-verhalten vollstandig kompensiert. Bei sehr schnellen Jetbewegungen kann es aber genaudadurch zu Ungenauigkeiten im quasistationaren Temperaturprofil kommen.
Im Prinzip lassen sich die gefundenen Abkuhlfunktionen auf beliebige Werkstuckgeometri-en anwenden. Dabei mussen Material, Oberflachenbeschaffenheit und Umgebungsbedin-gungen identisch sein. Die Abkuhlfunktionen haben allerdings nur ihre Gultigkeit fur denermittelten Temperaturbereich. Zum Beispiel fur dunnere Substrate, bei denen folglich ander Unterseite hohere Temperaturen erreicht werden, sind diese Abkuhlfunktionen nichtanwendbar, da keine Daten uber den abkuhlenden Warmestrom vorliegen.
Die Bestimmung der zugehorigen Abkuhlabhangigkeit fur die seitlichen Rander ist sehraufwendig, da die Probe dafur entweder rotationssymmetrisch auf dem Rand aufgeheiztoder eine ortsaufgeloste Messung der Temperaturverteilung auf dem gekrummten Randvorgenommen werden musste. Da die Oberflachenbeschaffenheit am Rand und auf der
62
4.2 Warmetransport und Warmeubergang zwischen Substrat, Plasmajet und Umgebung
He [sccm] Ar [sccm] O2 [sccm] CF4 [sccm] xCF4
wCF4
Gas A 1250 200 1200 30 1,1 % 4,9 %Gas B 1500 0 800 90 3,8 % 20,0 %
Tabelle 4.1: Stoffmengen- und Massenanteil von CF4 zweier typischer Prozessgasgemische
Unterseite sehr ahnlich sind, werden die unteren Abkuhlbedingungen auch fur die Seiten-flachen angewendet.
4.2.3 Bestimmung der Randbedingungen: Warmestromdichte des Plasma-jets
Die Modellparameter der Plasmajetwarmestromdichte werden anhand von Warmefluss-verteilungen bei unterschiedlichen Temperaturprofilen ermittelt, die sich aus Warme-strommessungen von Standatzungen ableiten lassen. Es werden dafur nur die ersten 5–15 sder Aufheizphase benotigt, da sich innerhalb dieser Zeitspanne eine weitgehend konstanteOberflachentemperaturverteilung ausbildet und sich anschließend keine neuen Informatio-nen ableiten lassen.
Positiver Nebeneffekt der geringen Standzeiten ist die Vermeidung von tiefen Atzkraternund die damit einhergehende Schonung der Substrate. Außerdem ist bei kurzer Plasmajet-einwirkung mangels signifikanter Temperaturerhohung an der Unterseite eine zugehorigeMessung uberflussig.
Der Aufheizprozess muss unter den gleichen Plasmajetparametern durchgefuhrt werdenwie die eigentliche Atzung. Das heißt, dass im Allgemeinen das Reaktivgas zugefuhrt wer-den muss, da sich die Eigenschaften des Plasmajets mit und ohne CF4 unterscheiden kon-nen. Denn der großere Massenfluss fuhrt zu einer hoheren Geschwindigkeitskomponente,wodurch der lokale Warmeubergangskoeffizient des Jets ansteigt. Weiterhin werden ab-hangig vom Prozessgasgemisch unterschiedliche Gastemperaturen erzielt. Diese werdennicht nur durch verschiedene Teilchenmassen hervorgerufen, sondern auch durch zusatzli-che, stoffabhangige Heizprozesse, bei denen kinetische Energie beim Quenchen von anreg-ten Zustanden, Dissoziationen oder Reaktionen freigesetzt wird [110,111]. Dies hat sowohlEinfluss auf die oberflachennahe Gastemperaturverteilung als auch durch die resultierendeVolumenausdehnung auf die Strahlgeschwindigkeit.
In Tabelle 4.1 sind die zwei in dieser Arbeit verwendeten Prozessgasgemische bezuglichihres CF4-Anteils gegenubergestellt. Im Spezialfall des Prozessgases A mit einem Masse-anteil wCF
4unter funf Prozent lassen sich mit und ohne CF4-Zumischung vergleichbare
Temperaturverlaufe messen. Dagegen muss beim Gemisch B, mit einem CF4-Massenanteilvon einem Funftel, der Aufheizvorgang zwingend mit CF4 vorgenommen werden, da sichdie Gasgeschwindigkeit und -temperatur des reaktiven und nicht reaktiven Strahles si-gnifikant unterscheiden. Bei der Aufheizphase mittels reaktiven Plasmas wird tatsachlichProbenmaterial abgetragen, wodurch das Emissionsvermogen, wie bereits oben erwahntwurde, durch Aufrauung und insbesondere Anderung des Messwinkels modifiziert wird.Dies wirkt sich aber erst nach 15–30 s mit Erreichen einer gewissen Atztiefe auf die Tem-peraturmessung aus. Damit lasst sich die notwendige Dauer von 5–15 s der Aufheizphasenrealisieren.
63
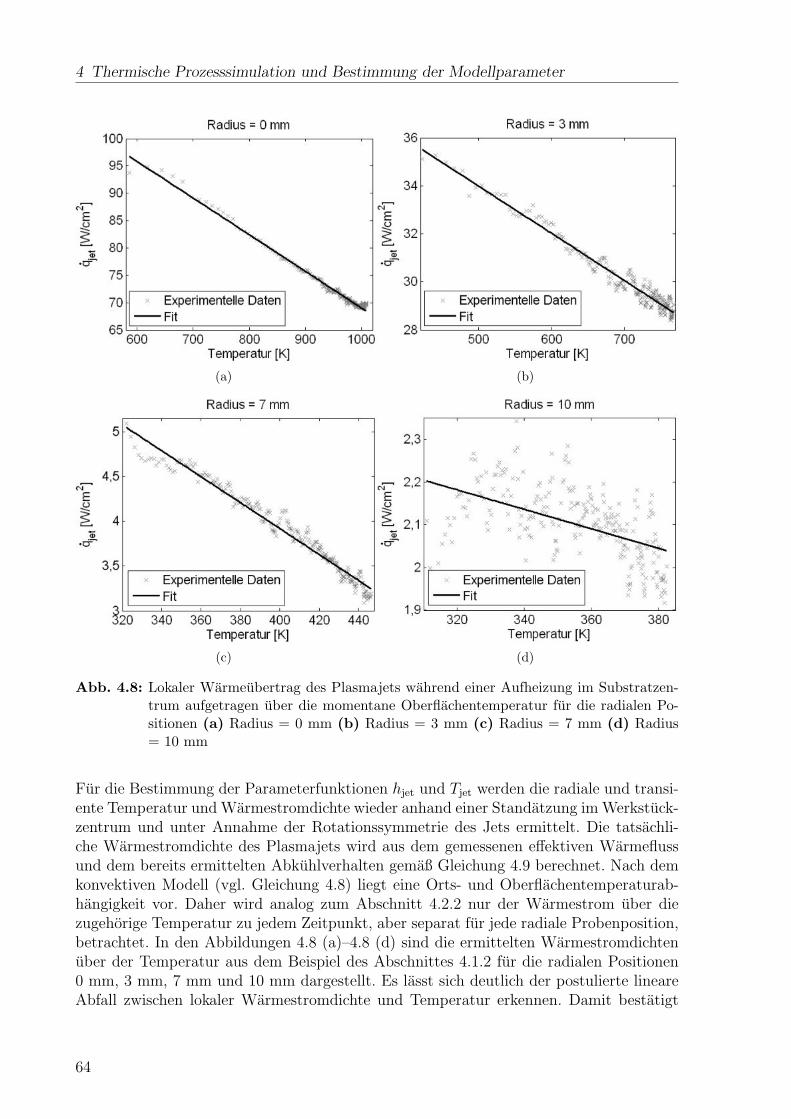
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
(a) (b)
(c) (d)
Abb. 4.8: Lokaler Warmeubertrag des Plasmajets wahrend einer Aufheizung im Substratzen-trum aufgetragen uber die momentane Oberflachentemperatur fur die radialen Po-sitionen (a) Radius = 0 mm (b) Radius = 3 mm (c) Radius = 7 mm (d) Radius= 10 mm
Fur die Bestimmung der Parameterfunktionen hjet und Tjet werden die radiale und transi-ente Temperatur und Warmestromdichte wieder anhand einer Standatzung imWerkstuck-zentrum und unter Annahme der Rotationssymmetrie des Jets ermittelt. Die tatsachli-che Warmestromdichte des Plasmajets wird aus dem gemessenen effektiven Warmeflussund dem bereits ermittelten Abkuhlverhalten gemaß Gleichung 4.9 berechnet. Nach demkonvektiven Modell (vgl. Gleichung 4.8) liegt eine Orts- und Oberflachentemperaturab-hangigkeit vor. Daher wird analog zum Abschnitt 4.2.2 nur der Warmestrom uber diezugehorige Temperatur zu jedem Zeitpunkt, aber separat fur jede radiale Probenposition,betrachtet. In den Abbildungen 4.8 (a)–4.8 (d) sind die ermittelten Warmestromdichtenuber der Temperatur aus dem Beispiel des Abschnittes 4.1.2 fur die radialen Positionen0 mm, 3 mm, 7 mm und 10 mm dargestellt. Es lasst sich deutlich der postulierte lineareAbfall zwischen lokaler Warmestromdichte und Temperatur erkennen. Damit bestatigt
64
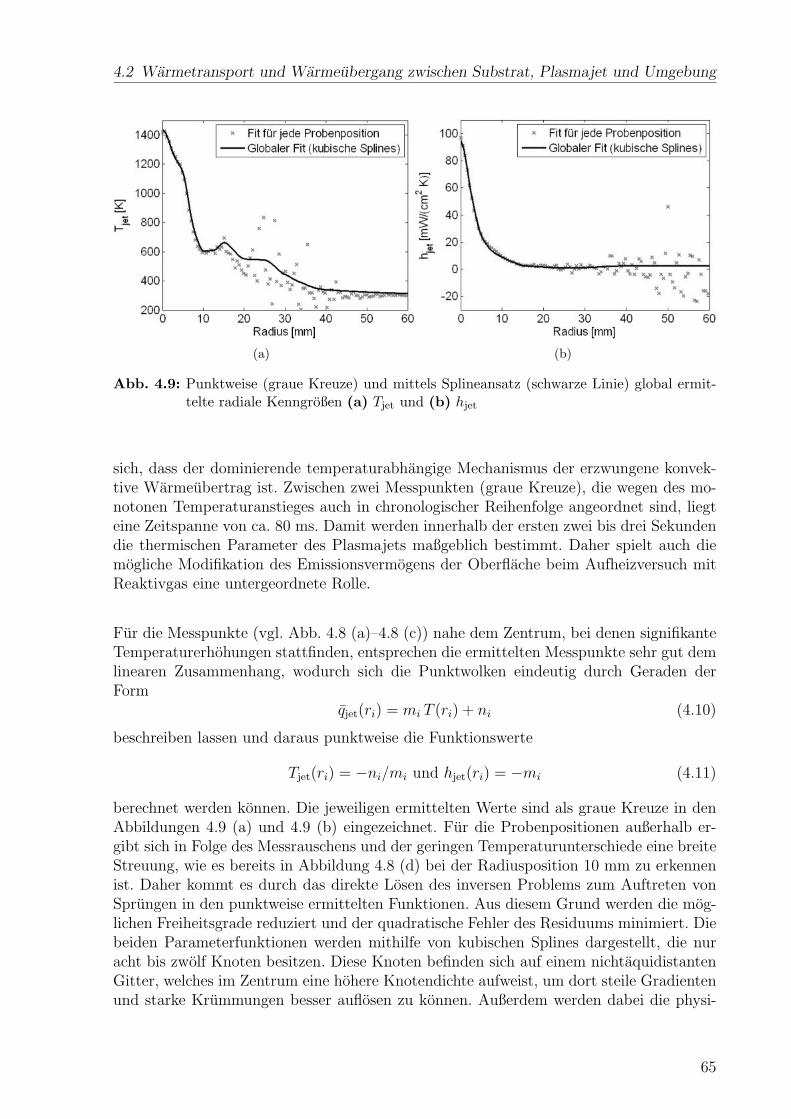
4.2 Warmetransport und Warmeubergang zwischen Substrat, Plasmajet und Umgebung
(a) (b)
Abb. 4.9: Punktweise (graue Kreuze) und mittels Splineansatz (schwarze Linie) global ermit-telte radiale Kenngroßen (a) Tjet und (b) hjet
sich, dass der dominierende temperaturabhangige Mechanismus der erzwungene konvek-tive Warmeubertrag ist. Zwischen zwei Messpunkten (graue Kreuze), die wegen des mo-notonen Temperaturanstieges auch in chronologischer Reihenfolge angeordnet sind, liegteine Zeitspanne von ca. 80 ms. Damit werden innerhalb der ersten zwei bis drei Sekundendie thermischen Parameter des Plasmajets maßgeblich bestimmt. Daher spielt auch diemogliche Modifikation des Emissionsvermogens der Oberflache beim Aufheizversuch mitReaktivgas eine untergeordnete Rolle.
Fur die Messpunkte (vgl. Abb. 4.8 (a)–4.8 (c)) nahe dem Zentrum, bei denen signifikanteTemperaturerhohungen stattfinden, entsprechen die ermittelten Messpunkte sehr gut demlinearen Zusammenhang, wodurch sich die Punktwolken eindeutig durch Geraden derForm
qjet(ri) = mi T (ri) + ni (4.10)
beschreiben lassen und daraus punktweise die Funktionswerte
Tjet(ri) = −ni/mi und hjet(ri) = −mi (4.11)
berechnet werden konnen. Die jeweiligen ermittelten Werte sind als graue Kreuze in denAbbildungen 4.9 (a) und 4.9 (b) eingezeichnet. Fur die Probenpositionen außerhalb er-gibt sich in Folge des Messrauschens und der geringen Temperaturunterschiede eine breiteStreuung, wie es bereits in Abbildung 4.8 (d) bei der Radiusposition 10 mm zu erkennenist. Daher kommt es durch das direkte Losen des inversen Problems zum Auftreten vonSprungen in den punktweise ermittelten Funktionen. Aus diesem Grund werden die mog-lichen Freiheitsgrade reduziert und der quadratische Fehler des Residuums minimiert. Diebeiden Parameterfunktionen werden mithilfe von kubischen Splines dargestellt, die nuracht bis zwolf Knoten besitzen. Diese Knoten befinden sich auf einem nichtaquidistantenGitter, welches im Zentrum eine hohere Knotendichte aufweist, um dort steile Gradientenund starke Krummungen besser auflosen zu konnen. Außerdem werden dabei die physi-
65
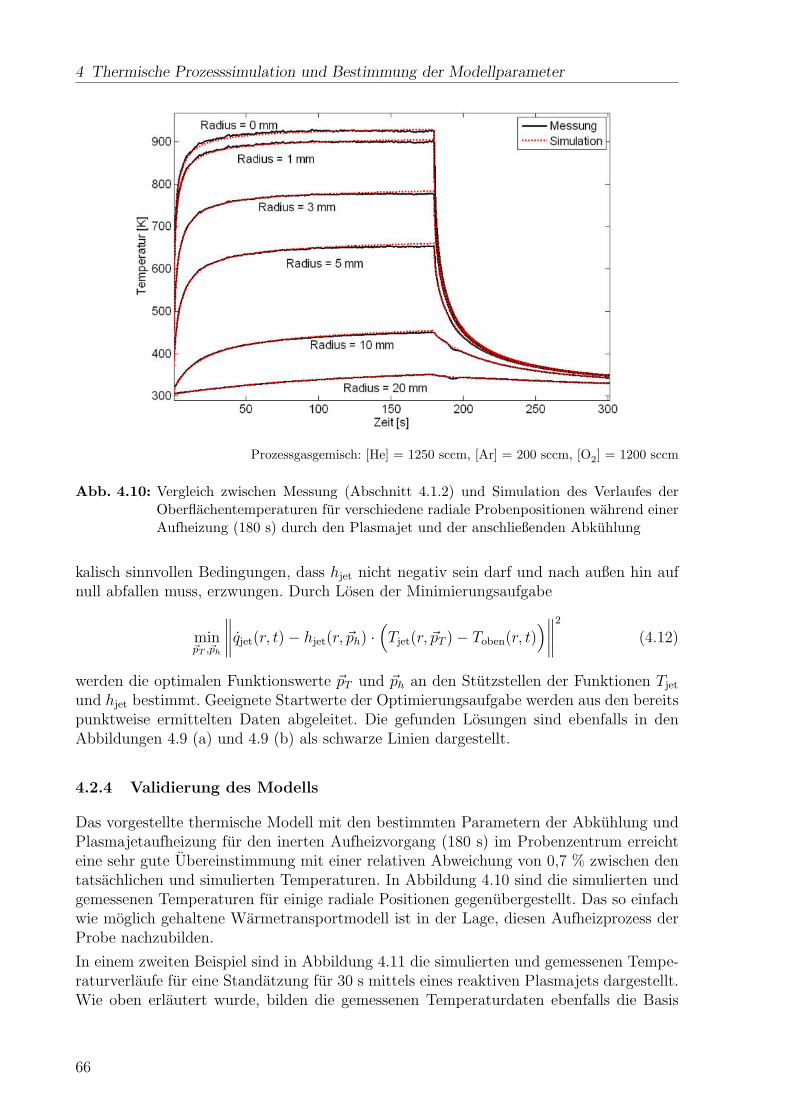
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
Prozessgasgemisch: [He] = 1250 sccm, [Ar] = 200 sccm, [O2] = 1200 sccm
Abb. 4.10: Vergleich zwischen Messung (Abschnitt 4.1.2) und Simulation des Verlaufes derOberflachentemperaturen fur verschiedene radiale Probenpositionen wahrend einerAufheizung (180 s) durch den Plasmajet und der anschließenden Abkuhlung
kalisch sinnvollen Bedingungen, dass hjet nicht negativ sein darf und nach außen hin aufnull abfallen muss, erzwungen. Durch Losen der Minimierungsaufgabe
min~pT ,~ph
∥∥∥∥qjet(r, t)− hjet(r, ~ph) ·
(
Tjet(r, ~pT )− Toben(r, t))∥∥∥∥
2
(4.12)
werden die optimalen Funktionswerte ~pT und ~ph an den Stutzstellen der Funktionen Tjetund hjet bestimmt. Geeignete Startwerte der Optimierungsaufgabe werden aus den bereitspunktweise ermittelten Daten abgeleitet. Die gefunden Losungen sind ebenfalls in denAbbildungen 4.9 (a) und 4.9 (b) als schwarze Linien dargestellt.
4.2.4 Validierung des Modells
Das vorgestellte thermische Modell mit den bestimmten Parametern der Abkuhlung undPlasmajetaufheizung fur den inerten Aufheizvorgang (180 s) im Probenzentrum erreichteine sehr gute Ubereinstimmung mit einer relativen Abweichung von 0,7 % zwischen dentatsachlichen und simulierten Temperaturen. In Abbildung 4.10 sind die simulierten undgemessenen Temperaturen fur einige radiale Positionen gegenubergestellt. Das so einfachwie moglich gehaltene Warmetransportmodell ist in der Lage, diesen Aufheizprozess derProbe nachzubilden.
In einem zweiten Beispiel sind in Abbildung 4.11 die simulierten und gemessenen Tempe-raturverlaufe fur eine Standatzung fur 30 s mittels eines reaktiven Plasmajets dargestellt.Wie oben erlautert wurde, bilden die gemessenen Temperaturdaten ebenfalls die Basis
66
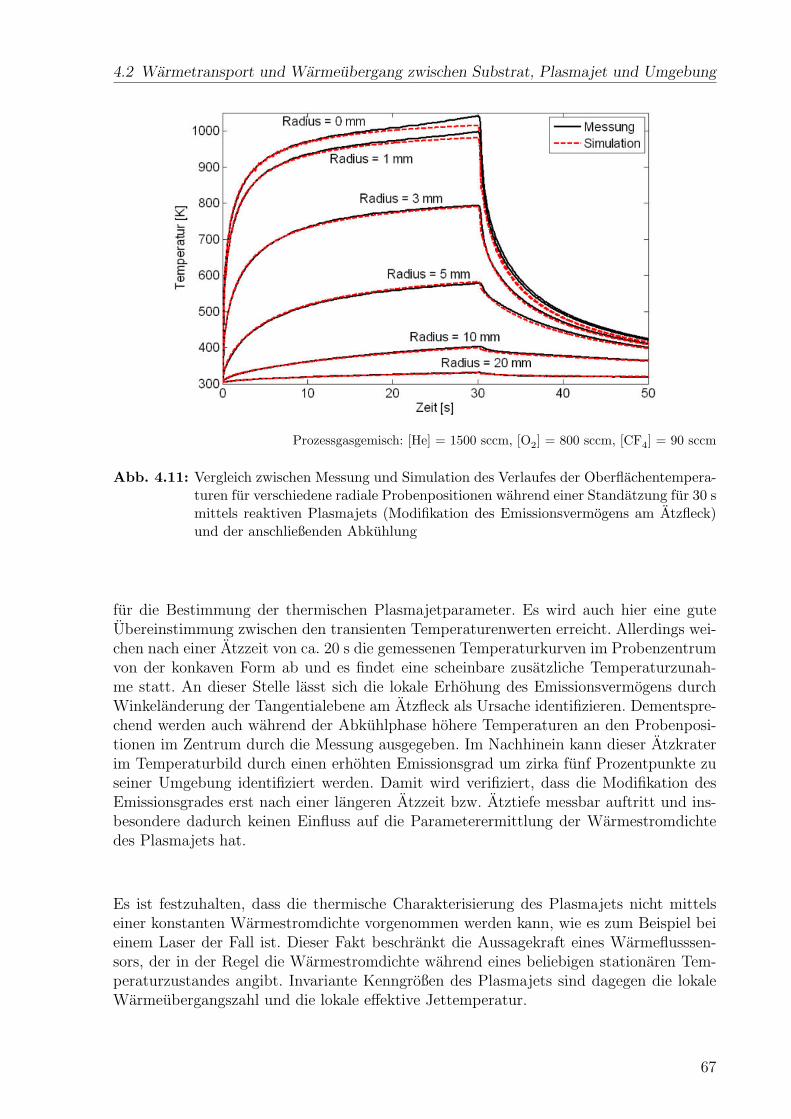
4.2 Warmetransport und Warmeubergang zwischen Substrat, Plasmajet und Umgebung
Prozessgasgemisch: [He] = 1500 sccm, [O2] = 800 sccm, [CF
4] = 90 sccm
Abb. 4.11: Vergleich zwischen Messung und Simulation des Verlaufes der Oberflachentempera-turen fur verschiedene radiale Probenpositionen wahrend einer Standatzung fur 30 smittels reaktiven Plasmajets (Modifikation des Emissionsvermogens am Atzfleck)und der anschließenden Abkuhlung
fur die Bestimmung der thermischen Plasmajetparameter. Es wird auch hier eine guteUbereinstimmung zwischen den transienten Temperaturenwerten erreicht. Allerdings wei-chen nach einer Atzzeit von ca. 20 s die gemessenen Temperaturkurven im Probenzentrumvon der konkaven Form ab und es findet eine scheinbare zusatzliche Temperaturzunah-me statt. An dieser Stelle lasst sich die lokale Erhohung des Emissionsvermogens durchWinkelanderung der Tangentialebene am Atzfleck als Ursache identifizieren. Dementspre-chend werden auch wahrend der Abkuhlphase hohere Temperaturen an den Probenposi-tionen im Zentrum durch die Messung ausgegeben. Im Nachhinein kann dieser Atzkraterim Temperaturbild durch einen erhohten Emissionsgrad um zirka funf Prozentpunkte zuseiner Umgebung identifiziert werden. Damit wird verifiziert, dass die Modifikation desEmissionsgrades erst nach einer langeren Atzzeit bzw. Atztiefe messbar auftritt und ins-besondere dadurch keinen Einfluss auf die Parameterermittlung der Warmestromdichtedes Plasmajets hat.
Es ist festzuhalten, dass die thermische Charakterisierung des Plasmajets nicht mittelseiner konstanten Warmestromdichte vorgenommen werden kann, wie es zum Beispiel beieinem Laser der Fall ist. Dieser Fakt beschrankt die Aussagekraft eines Warmeflusssen-sors, der in der Regel die Warmestromdichte wahrend eines beliebigen stationaren Tem-peraturzustandes angibt. Invariante Kenngroßen des Plasmajets sind dagegen die lokaleWarmeubergangszahl und die lokale effektive Jettemperatur.
67
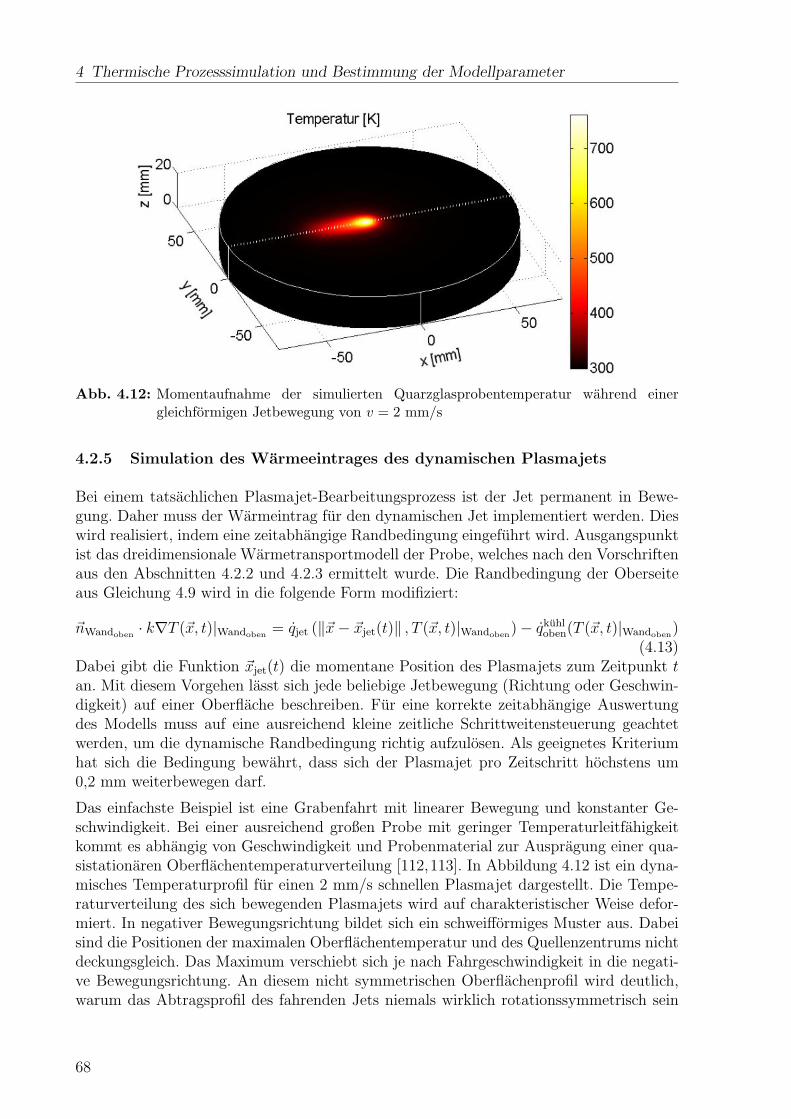
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
Abb. 4.12: Momentaufnahme der simulierten Quarzglasprobentemperatur wahrend einergleichformigen Jetbewegung von v = 2 mm/s
4.2.5 Simulation des Warmeeintrages des dynamischen Plasmajets
Bei einem tatsachlichen Plasmajet-Bearbeitungsprozess ist der Jet permanent in Bewe-gung. Daher muss der Warmeintrag fur den dynamischen Jet implementiert werden. Dieswird realisiert, indem eine zeitabhangige Randbedingung eingefuhrt wird. Ausgangspunktist das dreidimensionale Warmetransportmodell der Probe, welches nach den Vorschriftenaus den Abschnitten 4.2.2 und 4.2.3 ermittelt wurde. Die Randbedingung der Oberseiteaus Gleichung 4.9 wird in die folgende Form modifiziert:
~nWandoben · k∇T (~x, t)|Wandoben = qjet (‖~x− ~xjet(t)‖ , T (~x, t)|Wandoben)− qkuhloben(T (~x, t)|Wandoben)(4.13)
Dabei gibt die Funktion ~xjet(t) die momentane Position des Plasmajets zum Zeitpunkt tan. Mit diesem Vorgehen lasst sich jede beliebige Jetbewegung (Richtung oder Geschwin-digkeit) auf einer Oberflache beschreiben. Fur eine korrekte zeitabhangige Auswertungdes Modells muss auf eine ausreichend kleine zeitliche Schrittweitensteuerung geachtetwerden, um die dynamische Randbedingung richtig aufzulosen. Als geeignetes Kriteriumhat sich die Bedingung bewahrt, dass sich der Plasmajet pro Zeitschritt hochstens um0,2 mm weiterbewegen darf.
Das einfachste Beispiel ist eine Grabenfahrt mit linearer Bewegung und konstanter Ge-schwindigkeit. Bei einer ausreichend großen Probe mit geringer Temperaturleitfahigkeitkommt es abhangig von Geschwindigkeit und Probenmaterial zur Auspragung einer qua-sistationaren Oberflachentemperaturverteilung [112,113]. In Abbildung 4.12 ist ein dyna-misches Temperaturprofil fur einen 2 mm/s schnellen Plasmajet dargestellt. Die Tempe-raturverteilung des sich bewegenden Plasmajets wird auf charakteristischer Weise defor-miert. In negativer Bewegungsrichtung bildet sich ein schweifformiges Muster aus. Dabeisind die Positionen der maximalen Oberflachentemperatur und des Quellenzentrums nichtdeckungsgleich. Das Maximum verschiebt sich je nach Fahrgeschwindigkeit in die negati-ve Bewegungsrichtung. An diesem nicht symmetrischen Oberflachenprofil wird deutlich,warum das Abtragsprofil des fahrenden Jets niemals wirklich rotationssymmetrisch sein
68
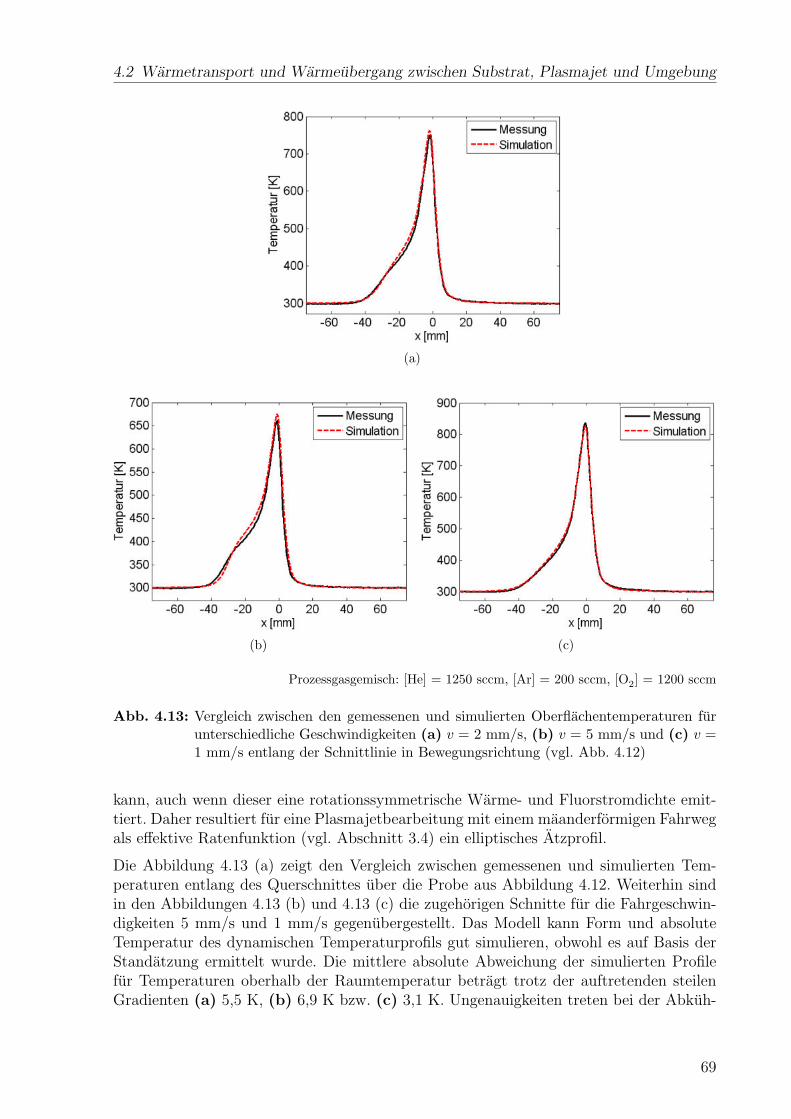
4.2 Warmetransport und Warmeubergang zwischen Substrat, Plasmajet und Umgebung
(a)
(b) (c)
Prozessgasgemisch: [He] = 1250 sccm, [Ar] = 200 sccm, [O2] = 1200 sccm
Abb. 4.13: Vergleich zwischen den gemessenen und simulierten Oberflachentemperaturen furunterschiedliche Geschwindigkeiten (a) v = 2 mm/s, (b) v = 5 mm/s und (c) v =1 mm/s entlang der Schnittlinie in Bewegungsrichtung (vgl. Abb. 4.12)
kann, auch wenn dieser eine rotationssymmetrische Warme- und Fluorstromdichte emit-tiert. Daher resultiert fur eine Plasmajetbearbeitung mit einem maanderformigen Fahrwegals effektive Ratenfunktion (vgl. Abschnitt 3.4) ein elliptisches Atzprofil.
Die Abbildung 4.13 (a) zeigt den Vergleich zwischen gemessenen und simulierten Tem-peraturen entlang des Querschnittes uber die Probe aus Abbildung 4.12. Weiterhin sindin den Abbildungen 4.13 (b) und 4.13 (c) die zugehorigen Schnitte fur die Fahrgeschwin-digkeiten 5 mm/s und 1 mm/s gegenubergestellt. Das Modell kann Form und absoluteTemperatur des dynamischen Temperaturprofils gut simulieren, obwohl es auf Basis derStandatzung ermittelt wurde. Die mittlere absolute Abweichung der simulierten Profilefur Temperaturen oberhalb der Raumtemperatur betragt trotz der auftretenden steilenGradienten (a) 5,5 K, (b) 6,9 K bzw. (c) 3,1 K. Ungenauigkeiten treten bei der Abkuh-
69
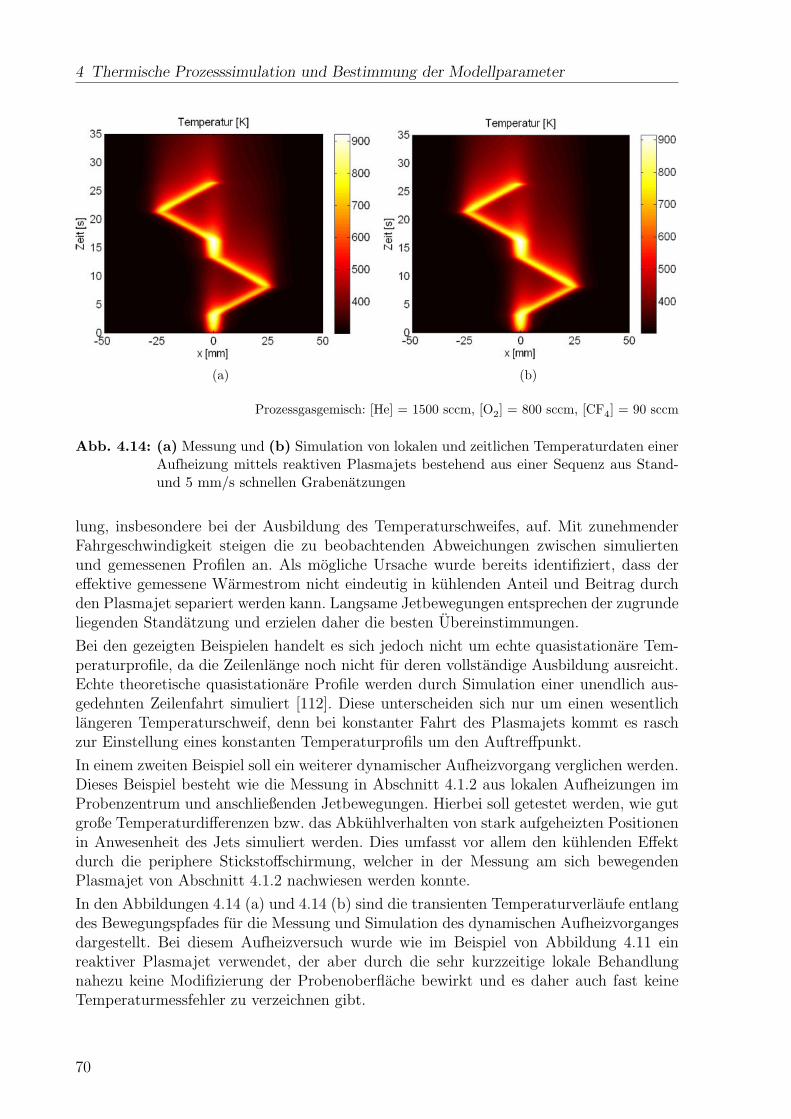
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
(a) (b)
Prozessgasgemisch: [He] = 1500 sccm, [O2] = 800 sccm, [CF
4] = 90 sccm
Abb. 4.14: (a) Messung und (b) Simulation von lokalen und zeitlichen Temperaturdaten einerAufheizung mittels reaktiven Plasmajets bestehend aus einer Sequenz aus Stand-und 5 mm/s schnellen Grabenatzungen
lung, insbesondere bei der Ausbildung des Temperaturschweifes, auf. Mit zunehmenderFahrgeschwindigkeit steigen die zu beobachtenden Abweichungen zwischen simuliertenund gemessenen Profilen an. Als mogliche Ursache wurde bereits identifiziert, dass dereffektive gemessene Warmestrom nicht eindeutig in kuhlenden Anteil und Beitrag durchden Plasmajet separiert werden kann. Langsame Jetbewegungen entsprechen der zugrundeliegenden Standatzung und erzielen daher die besten Ubereinstimmungen.
Bei den gezeigten Beispielen handelt es sich jedoch nicht um echte quasistationare Tem-peraturprofile, da die Zeilenlange noch nicht fur deren vollstandige Ausbildung ausreicht.Echte theoretische quasistationare Profile werden durch Simulation einer unendlich aus-gedehnten Zeilenfahrt simuliert [112]. Diese unterscheiden sich nur um einen wesentlichlangeren Temperaturschweif, denn bei konstanter Fahrt des Plasmajets kommt es raschzur Einstellung eines konstanten Temperaturprofils um den Auftreffpunkt.
In einem zweiten Beispiel soll ein weiterer dynamischer Aufheizvorgang verglichen werden.Dieses Beispiel besteht wie die Messung in Abschnitt 4.1.2 aus lokalen Aufheizungen imProbenzentrum und anschließenden Jetbewegungen. Hierbei soll getestet werden, wie gutgroße Temperaturdifferenzen bzw. das Abkuhlverhalten von stark aufgeheizten Positionenin Anwesenheit des Jets simuliert werden. Dies umfasst vor allem den kuhlenden Effektdurch die periphere Stickstoffschirmung, welcher in der Messung am sich bewegendenPlasmajet von Abschnitt 4.1.2 nachwiesen werden konnte.
In den Abbildungen 4.14 (a) und 4.14 (b) sind die transienten Temperaturverlaufe entlangdes Bewegungspfades fur die Messung und Simulation des dynamischen Aufheizvorgangesdargestellt. Bei diesem Aufheizversuch wurde wie im Beispiel von Abbildung 4.11 einreaktiver Plasmajet verwendet, der aber durch die sehr kurzzeitige lokale Behandlungnahezu keine Modifizierung der Probenoberflache bewirkt und es daher auch fast keineTemperaturmessfehler zu verzeichnen gibt.
70
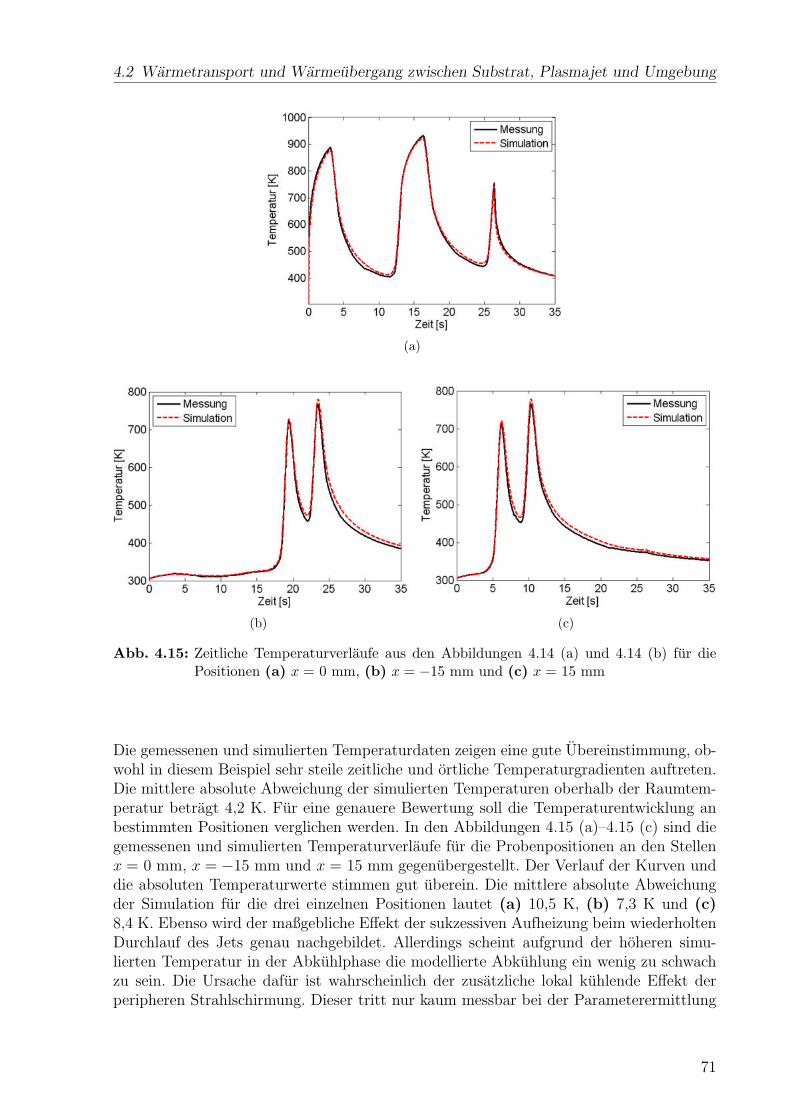
4.2 Warmetransport und Warmeubergang zwischen Substrat, Plasmajet und Umgebung
(a)
(b) (c)
Abb. 4.15: Zeitliche Temperaturverlaufe aus den Abbildungen 4.14 (a) und 4.14 (b) fur diePositionen (a) x = 0 mm, (b) x = −15 mm und (c) x = 15 mm
Die gemessenen und simulierten Temperaturdaten zeigen eine gute Ubereinstimmung, ob-wohl in diesem Beispiel sehr steile zeitliche und ortliche Temperaturgradienten auftreten.Die mittlere absolute Abweichung der simulierten Temperaturen oberhalb der Raumtem-peratur betragt 4,2 K. Fur eine genauere Bewertung soll die Temperaturentwicklung anbestimmten Positionen verglichen werden. In den Abbildungen 4.15 (a)–4.15 (c) sind diegemessenen und simulierten Temperaturverlaufe fur die Probenpositionen an den Stellenx = 0 mm, x = −15 mm und x = 15 mm gegenubergestellt. Der Verlauf der Kurven unddie absoluten Temperaturwerte stimmen gut uberein. Die mittlere absolute Abweichungder Simulation fur die drei einzelnen Positionen lautet (a) 10,5 K, (b) 7,3 K und (c)8,4 K. Ebenso wird der maßgebliche Effekt der sukzessiven Aufheizung beim wiederholtenDurchlauf des Jets genau nachgebildet. Allerdings scheint aufgrund der hoheren simu-lierten Temperatur in der Abkuhlphase die modellierte Abkuhlung ein wenig zu schwachzu sein. Die Ursache dafur ist wahrscheinlich der zusatzliche lokal kuhlende Effekt derperipheren Strahlschirmung. Dieser tritt nur kaum messbar bei der Parameterermittlung
71
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
anhand von statischen Atzungen auf und wurde dementsprechend nur schwach in denParameterfunktionen des Jets miteinbezogen.
4.3 Temperaturabhangige Atzraten
In Abschnitt 3.4 wurden die klassischen Methoden zur Atzratenbestimmung im Detail be-schrieben. Hierbei werden die linearen Atzraten ublicherweise anhand von Stand-, Graben-und Maanderatzungen ermittelt. Dabei wird der Einfluss der Oberflachentemperatur nichtberucksichtigt. Mithilfe der geschwindigkeitsabhangigen Auswertung von Graben- bzw.Maanderatzungen wird zum Teil der nichtlineare lokale Aufheizeffekt (vgl. Abschnitt 2.4.3)indirekt miteinbezogen.
In den Abschnitten 2.1.5 und 2.1.6 wurde bereits ausfuhrlich der Einfluss der Oberfla-chentemperatur auf die Atzraten des chemischen Trockenatzens erortert. Es gibt zahlrei-che Untersuchungen, in denen die Temperaturabhangigkeit des Atzvorganges mithilfe desArrhenius-Ansatzes modelliert wird und daraus eine effektive Aktivierungsenergie desAtzvorganges ermittelt werden kann. Solche Untersuchungen fanden in Volumenreaktorenunter Probenheizung statt [17,35,37,114]. Im Vergleich zum Reaktoratzen liegt beim Plas-majet eine sehr stark lokale Abhangigkeit der Verteilung der reaktiven Fluorspezies undsomit auch der Fluorstromdichteverteilung vor. Außerdem wird die lokale Probentempe-ratur durch den Plasmajet bestimmt. Selbst mit einer homogenen Substratheizung kommtes stets zur Ausbildung eines lokalen signifikanten Oberflachentemperaturprofils. Dahermuss die Auswertung vollstandig ortsabhangig betrachtet werden. Fur die Ermittlungder temperaturabhangigen Atzraten mussen nicht nur das Atzresultat und die zugehori-ge Plasmajetbewegung bekannt sein, sondern auch die dabei auftretenden dynamischenOberflachenprofile.
Es wird angenommen, dass fur alle Temperaturen das Abtragsprofil bei homogener Ober-flachentemperatur T proportional zur oberflachennahen Fluoratomdichte nF ist. Damitwird die ortsabhangige Atzrate r (~x, T ) nur uber die Radikalteilchenverteilung nahe derOberflache bestimmt.
r (~x, T ) = nrelF (‖~x‖) ·R(T ) (4.14)
Hierbei gibt R(T ) die Atzrate bei maximaler Teilchendichte an und nrelF steht fur die
relative oberflachennahe Teilchendichte nrelF = nF
maxnF. Das heißt, die Radikalstromdichte
ist uberall proportional zur Wurzel aus der Temperatur. Ein einfallendes Radikalteilchenkann uberall mit der gleichen temperaturabhangigen Wahrscheinlichkeit mit dem Oberfla-chenmaterial reagieren. Alle temperaturabhangigen Effekte werden in der Funktion R(T )zusammengefasst.
Diese Atzrate wird im einfachsten Fall mithilfe des Arrhenius-Modells
R(T ) =MSiO
2
4 ρSiO2
v
4√T
max (nF )
︸ ︷︷ ︸r0
√T ǫ(T ) = r0 ·
√T exp
(
− EA
kB T
)
(4.15)
beschrieben. Dieses ist gultig fur eine chemische Reaktion in einem begrenzten Tempe-raturintervall. Tatsachlich besteht der Atzprozess allerdings aus einer Vielzahl von eben-falls temperaturabhangigen Teilprozessen (vgl. Abschnitt 2.1.5), die sich innerhalb eines
72
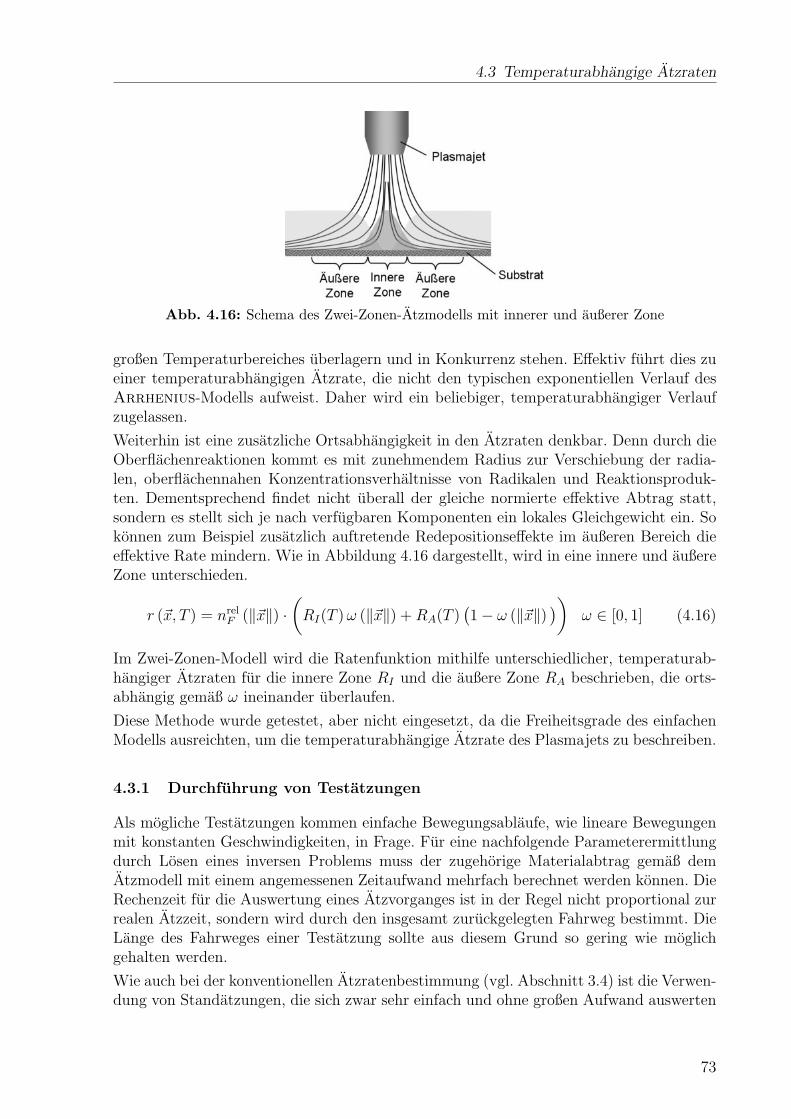
4.3 Temperaturabhangige Atzraten
Abb. 4.16: Schema des Zwei-Zonen-Atzmodells mit innerer und außerer Zone
großen Temperaturbereiches uberlagern und in Konkurrenz stehen. Effektiv fuhrt dies zueiner temperaturabhangigen Atzrate, die nicht den typischen exponentiellen Verlauf desArrhenius-Modells aufweist. Daher wird ein beliebiger, temperaturabhangiger Verlaufzugelassen.
Weiterhin ist eine zusatzliche Ortsabhangigkeit in den Atzraten denkbar. Denn durch dieOberflachenreaktionen kommt es mit zunehmendem Radius zur Verschiebung der radia-len, oberflachennahen Konzentrationsverhaltnisse von Radikalen und Reaktionsproduk-ten. Dementsprechend findet nicht uberall der gleiche normierte effektive Abtrag statt,sondern es stellt sich je nach verfugbaren Komponenten ein lokales Gleichgewicht ein. Sokonnen zum Beispiel zusatzlich auftretende Redepositionseffekte im außeren Bereich dieeffektive Rate mindern. Wie in Abbildung 4.16 dargestellt, wird in eine innere und außereZone unterschieden.
r (~x, T ) = nrelF (‖~x‖) ·
(
RI(T )ω (‖~x‖) +RA(T )(1− ω (‖~x‖)
))
ω ∈ [0, 1] (4.16)
Im Zwei-Zonen-Modell wird die Ratenfunktion mithilfe unterschiedlicher, temperaturab-hangiger Atzraten fur die innere Zone RI und die außere Zone RA beschrieben, die orts-abhangig gemaß ω ineinander uberlaufen.
Diese Methode wurde getestet, aber nicht eingesetzt, da die Freiheitsgrade des einfachenModells ausreichten, um die temperaturabhangige Atzrate des Plasmajets zu beschreiben.
4.3.1 Durchfuhrung von Testatzungen
Als mogliche Testatzungen kommen einfache Bewegungsablaufe, wie lineare Bewegungenmit konstanten Geschwindigkeiten, in Frage. Fur eine nachfolgende Parameterermittlungdurch Losen eines inversen Problems muss der zugehorige Materialabtrag gemaß demAtzmodell mit einem angemessenen Zeitaufwand mehrfach berechnet werden konnen. DieRechenzeit fur die Auswertung eines Atzvorganges ist in der Regel nicht proportional zurrealen Atzzeit, sondern wird durch den insgesamt zuruckgelegten Fahrweg bestimmt. DieLange des Fahrweges einer Testatzung sollte aus diesem Grund so gering wie moglichgehalten werden.
Wie auch bei der konventionellen Atzratenbestimmung (vgl. Abschnitt 3.4) ist die Verwen-dung von Standatzungen, die sich zwar sehr einfach und ohne großen Aufwand auswerten
73
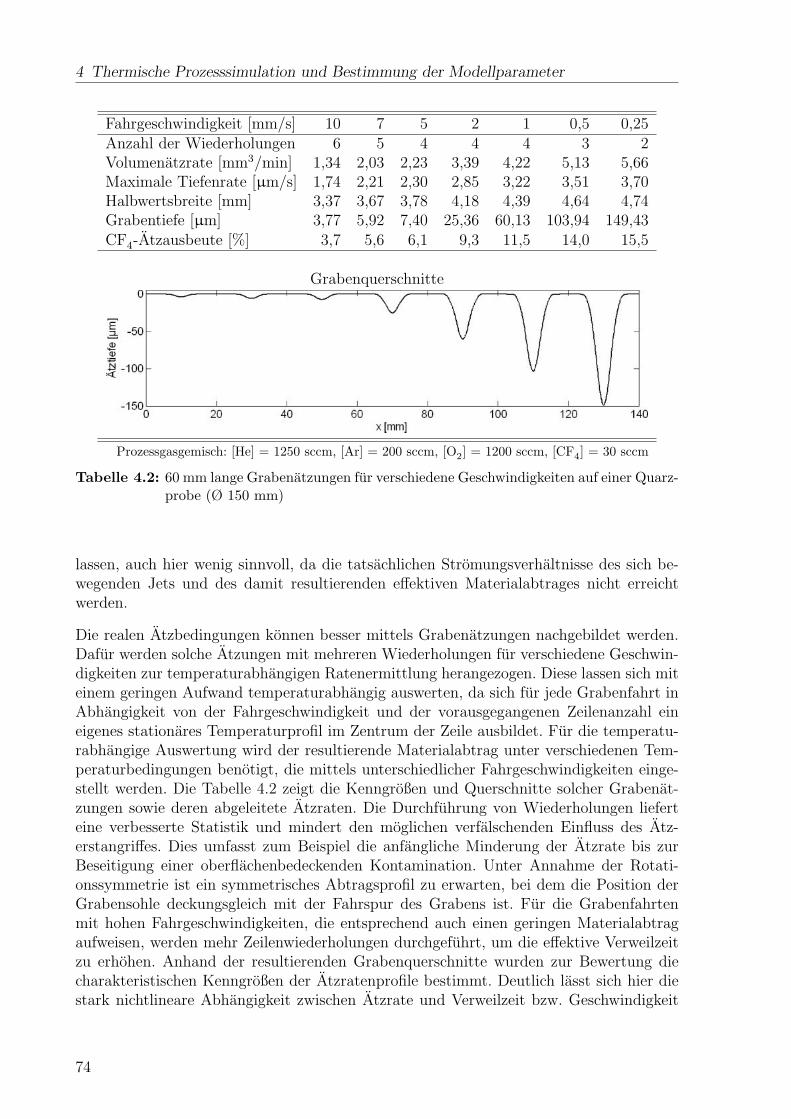
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
Fahrgeschwindigkeit [mm/s] 10 7 5 2 1 0,5 0,25Anzahl der Wiederholungen 6 5 4 4 4 3 2Volumenatzrate [mm3/min] 1,34 2,03 2,23 3,39 4,22 5,13 5,66Maximale Tiefenrate [µm/s] 1,74 2,21 2,30 2,85 3,22 3,51 3,70Halbwertsbreite [mm] 3,37 3,67 3,78 4,18 4,39 4,64 4,74Grabentiefe [µm] 3,77 5,92 7,40 25,36 60,13 103,94 149,43CF4-Atzausbeute [%] 3,7 5,6 6,1 9,3 11,5 14,0 15,5
Grabenquerschnitte
Prozessgasgemisch: [He] = 1250 sccm, [Ar] = 200 sccm, [O2] = 1200 sccm, [CF
4] = 30 sccm
Tabelle 4.2: 60 mm lange Grabenatzungen fur verschiedene Geschwindigkeiten auf einer Quarz-probe (Ø 150 mm)
lassen, auch hier wenig sinnvoll, da die tatsachlichen Stromungsverhaltnisse des sich be-wegenden Jets und des damit resultierenden effektiven Materialabtrages nicht erreichtwerden.
Die realen Atzbedingungen konnen besser mittels Grabenatzungen nachgebildet werden.Dafur werden solche Atzungen mit mehreren Wiederholungen fur verschiedene Geschwin-digkeiten zur temperaturabhangigen Ratenermittlung herangezogen. Diese lassen sich miteinem geringen Aufwand temperaturabhangig auswerten, da sich fur jede Grabenfahrt inAbhangigkeit von der Fahrgeschwindigkeit und der vorausgegangenen Zeilenanzahl eineigenes stationares Temperaturprofil im Zentrum der Zeile ausbildet. Fur die temperatu-rabhangige Auswertung wird der resultierende Materialabtrag unter verschiedenen Tem-peraturbedingungen benotigt, die mittels unterschiedlicher Fahrgeschwindigkeiten einge-stellt werden. Die Tabelle 4.2 zeigt die Kenngroßen und Querschnitte solcher Grabenat-zungen sowie deren abgeleitete Atzraten. Die Durchfuhrung von Wiederholungen lieferteine verbesserte Statistik und mindert den moglichen verfalschenden Einfluss des Atz-erstangriffes. Dies umfasst zum Beispiel die anfangliche Minderung der Atzrate bis zurBeseitigung einer oberflachenbedeckenden Kontamination. Unter Annahme der Rotati-onssymmetrie ist ein symmetrisches Abtragsprofil zu erwarten, bei dem die Position derGrabensohle deckungsgleich mit der Fahrspur des Grabens ist. Fur die Grabenfahrtenmit hohen Fahrgeschwindigkeiten, die entsprechend auch einen geringen Materialabtragaufweisen, werden mehr Zeilenwiederholungen durchgefuhrt, um die effektive Verweilzeitzu erhohen. Anhand der resultierenden Grabenquerschnitte wurden zur Bewertung diecharakteristischen Kenngroßen der Atzratenprofile bestimmt. Deutlich lasst sich hier diestark nichtlineare Abhangigkeit zwischen Atzrate und Verweilzeit bzw. Geschwindigkeit
74
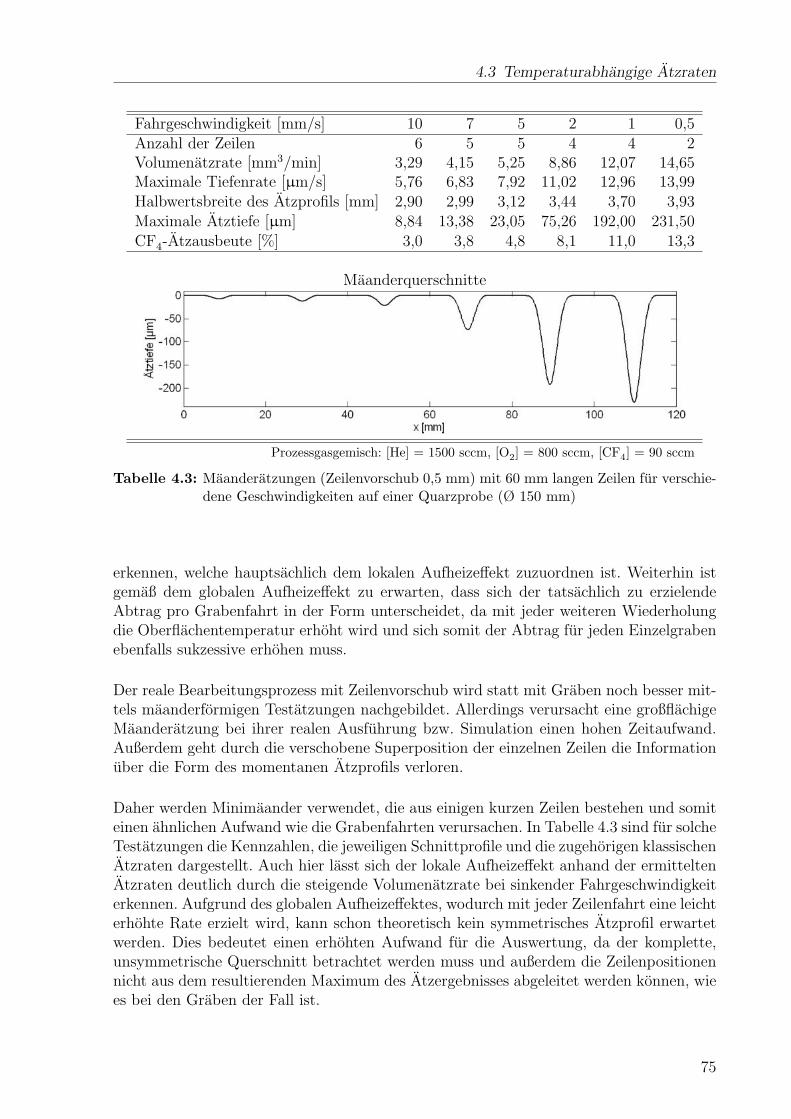
4.3 Temperaturabhangige Atzraten
Fahrgeschwindigkeit [mm/s] 10 7 5 2 1 0,5Anzahl der Zeilen 6 5 5 4 4 2Volumenatzrate [mm3/min] 3,29 4,15 5,25 8,86 12,07 14,65Maximale Tiefenrate [µm/s] 5,76 6,83 7,92 11,02 12,96 13,99Halbwertsbreite des Atzprofils [mm] 2,90 2,99 3,12 3,44 3,70 3,93Maximale Atztiefe [µm] 8,84 13,38 23,05 75,26 192,00 231,50CF4-Atzausbeute [%] 3,0 3,8 4,8 8,1 11,0 13,3
Maanderquerschnitte
Prozessgasgemisch: [He] = 1500 sccm, [O2] = 800 sccm, [CF
4] = 90 sccm
Tabelle 4.3: Maanderatzungen (Zeilenvorschub 0,5 mm) mit 60 mm langen Zeilen fur verschie-dene Geschwindigkeiten auf einer Quarzprobe (Ø 150 mm)
erkennen, welche hauptsachlich dem lokalen Aufheizeffekt zuzuordnen ist. Weiterhin istgemaß dem globalen Aufheizeffekt zu erwarten, dass sich der tatsachlich zu erzielendeAbtrag pro Grabenfahrt in der Form unterscheidet, da mit jeder weiteren Wiederholungdie Oberflachentemperatur erhoht wird und sich somit der Abtrag fur jeden Einzelgrabenebenfalls sukzessive erhohen muss.
Der reale Bearbeitungsprozess mit Zeilenvorschub wird statt mit Graben noch besser mit-tels maanderformigen Testatzungen nachgebildet. Allerdings verursacht eine großflachigeMaanderatzung bei ihrer realen Ausfuhrung bzw. Simulation einen hohen Zeitaufwand.Außerdem geht durch die verschobene Superposition der einzelnen Zeilen die Informationuber die Form des momentanen Atzprofils verloren.
Daher werden Minimaander verwendet, die aus einigen kurzen Zeilen bestehen und somiteinen ahnlichen Aufwand wie die Grabenfahrten verursachen. In Tabelle 4.3 sind fur solcheTestatzungen die Kennzahlen, die jeweiligen Schnittprofile und die zugehorigen klassischenAtzraten dargestellt. Auch hier lasst sich der lokale Aufheizeffekt anhand der ermitteltenAtzraten deutlich durch die steigende Volumenatzrate bei sinkender Fahrgeschwindigkeiterkennen. Aufgrund des globalen Aufheizeffektes, wodurch mit jeder Zeilenfahrt eine leichterhohte Rate erzielt wird, kann schon theoretisch kein symmetrisches Atzprofil erwartetwerden. Dies bedeutet einen erhohten Aufwand fur die Auswertung, da der komplette,unsymmetrische Querschnitt betrachtet werden muss und außerdem die Zeilenpositionennicht aus dem resultierenden Maximum des Atzergebnisses abgeleitet werden konnen, wiees bei den Graben der Fall ist.
75
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
4.3.2 Ermittlung des dynamischen Temperaturprofils
Um das temperaturabhangige Abtragsverhalten ermitteln zu konnen, werden fur die jewei-ligen Testatzungen die zugehorigen zweidimensionalen Oberflachentemperaturverteilun-gen benotigt. Hierfur wird das thermische Modell fur die Simulation der jeweiligen Tem-peraturprofile herangezogen. Es werden dafur nicht direkt gemessene Daten verwendet, dasich die zweidimensionale, ortsaufgeloste Temperaturmessung aufgrund von Modifikatio-nen des lokalen Emissionsvermogens, Spiegelungen, Verdeckungen und Verzerrungen alssehr schwierig und aufwendig erweist (vgl. Abschnitt 4.1).
Zudem wird mit Anwendung der simulierten Profile ein in sich geschlossenes Modell er-zeugt, wodurch Ungenauigkeiten zwischen thermischer Simulation und tatsachlicher Ober-flachentemperatur kompensiert werden.
Fur die thermische Simulation einer obigen Testatzung werden alle Bedingungen wie Pro-bengeometrie, Position und Fahrweg exakt nachgestellt. Das typische Oberflachentem-peraturprofil eines sich entlang einer Linie bewegenden, rotationssymmetrischen Plasma-jets wurde bereits in Abbildung 4.12 im Abschnitt 4.2.5 prasentiert. Dieses weist einenSchweif in negativer Bewegungsrichtung und eine Symmetrie bezuglich der Geraden auf,die in Richtung des Fahrweges verlauft. Fur die Auswertung der symmetrischen Graben-atzungen reicht es somit aus, nur eine Halbseite zu verwenden. Im Gegensatz wird beimMaander aufgrund des Zeilenvorschubs ab der zweiten Zeile diese Symmetrie aufgehoben,so dass das vollstandige Temperaturprofil betrachtet werden muss.
Wie bereits erwahnt wurde, kommt es bei gleichformiger Jetbewegung zur Ausbildungeines konstanten Temperaturprofils uber einen weiten Bereich einer Zeile. Dadurch werdennicht fur jede Jetposition die zugehorigen Oberflachentemperaturen benotigt, sondern nurfur jede Zeile einer Testatzung, wodurch die Vorwartsrechung der Ratenermittlung sehreffizient ausgefuhrt werden kann.
In den Abbildungen 4.17 (a)–4.17 (f) sind die Schnitte der jeweiligen Temperaturprofilein positiver Bewegungsrichtung der Maanderatzungen aus dem Beispiel der Tabelle 4.3dargestellt. Die verschiedenen Temperaturprofile zeigen den starken Oberflachentempera-turanstieg bei sinkender Fahrgeschwindigkeit, wodurch schließlich der lokale Aufheizeffektverursacht wird. Dies wird mithilfe der Abbildungen 4.18 (a)–4.18 (c) noch deutlicherillustriert. Dort sind die momentanen Oberflachentemperaturen im zweiten Zeilendurch-lauf an den Positionen der maximalen Temperatur (vgl. Abb. 4.18 (b)) und 15 mm vor(vgl. Abb. 4.18 (c)) bzw. hinter (vgl. Abb. 4.18 (a)) dieser Stelle fur alle Fahrgeschwin-digkeiten gegenubergestellt. Wie bereits erortert wurde, verschiebt sich die Position dermaximalen Temperatur abhangig von der Fahrgeschwindigkeit um 0,5–2 mm hinter dasJetzentrum. Ahnlich wie die Atzrate fallt die maximale Oberflachentemperatur im Zen-trum mit Geschwindigkeitszunahme nichtlinear ab. Da die gesamte Einwirkzeit des Jetsauf das Substrat mit fallender Geschwindigkeit zunimmt, steigt die globale Probenerwar-mung monoton an, wie es am Verlauf an der Probenposition vor dem Plasmajet (vgl.Abb. 4.18 (c)) zu erkennen ist. Die geschwindigkeitsabhangige Entwicklung im Tempera-turschweif (vgl. Abb. 4.18 (a)) ist nicht monoton, da die Dauer des Warmeeintrages undder Abkuhlung (auch durch die periphere N2-Schirmung) in Konkurrenz stehen.
Die jeweiligen Temperaturschnitte (vgl. Abb. 4.17 (a)–4.17 (f)) weisen pro weitere Zeilen-fahrt eine sukzessive globale Aufheizung auf. Vor allem bei hohen Fahrgeschwindigkeitenkann eine starke Temperaturzunahme je Zeilenfahrt beobachtet werden. Dadurch erhoht
76
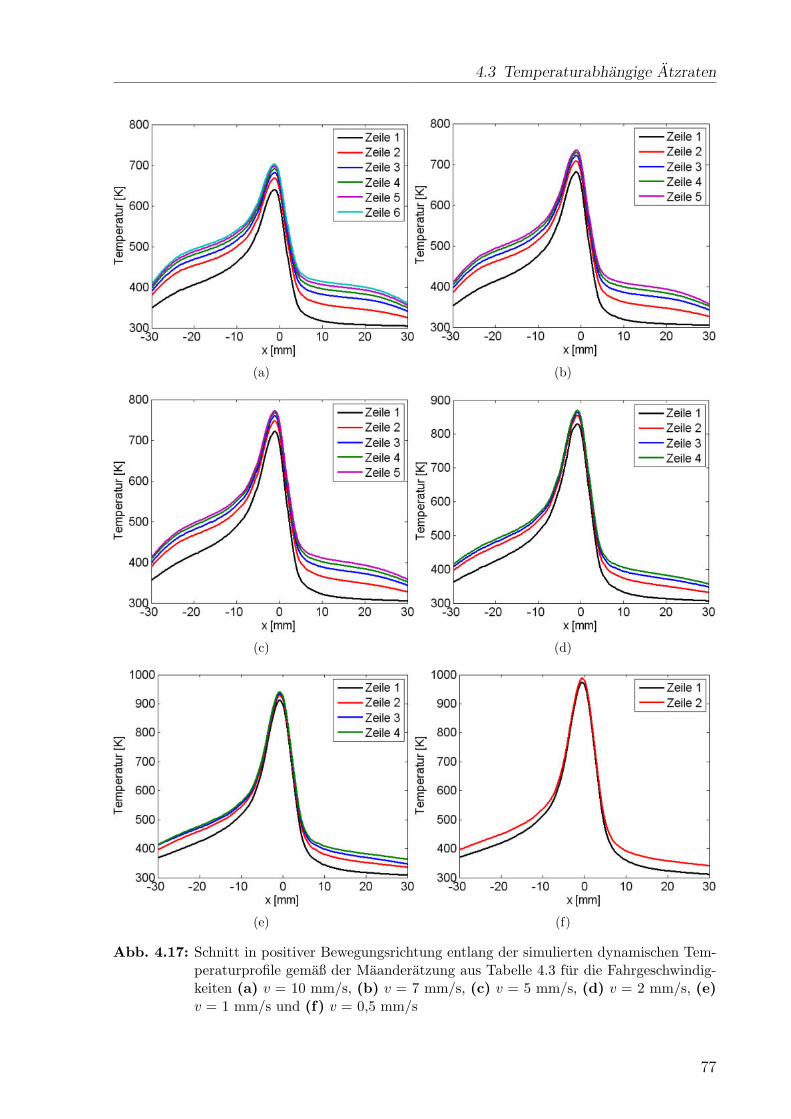
4.3 Temperaturabhangige Atzraten
(a) (b)
(c) (d)
(e) (f)
Abb. 4.17: Schnitt in positiver Bewegungsrichtung entlang der simulierten dynamischen Tem-peraturprofile gemaß der Maanderatzung aus Tabelle 4.3 fur die Fahrgeschwindig-keiten (a) v = 10 mm/s, (b) v = 7 mm/s, (c) v = 5 mm/s, (d) v = 2 mm/s, (e)v = 1 mm/s und (f) v = 0,5 mm/s
77
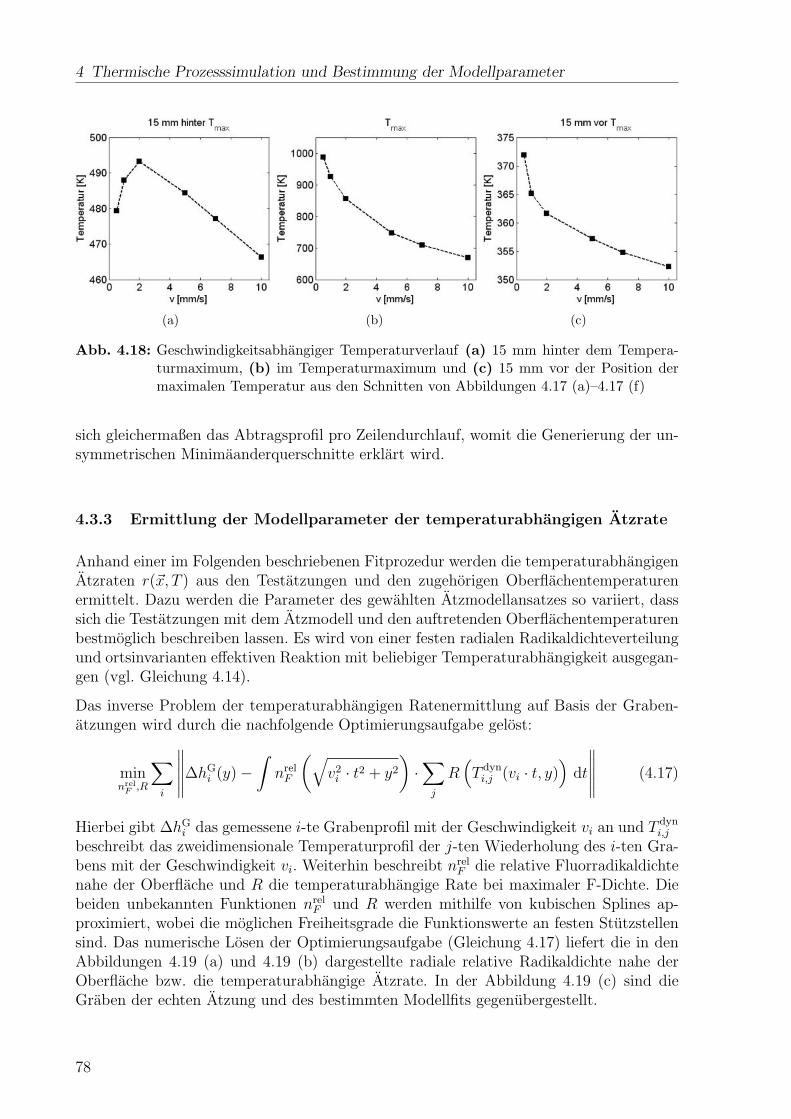
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
(a) (b) (c)
Abb. 4.18: Geschwindigkeitsabhangiger Temperaturverlauf (a) 15 mm hinter dem Tempera-turmaximum, (b) im Temperaturmaximum und (c) 15 mm vor der Position dermaximalen Temperatur aus den Schnitten von Abbildungen 4.17 (a)–4.17 (f)
sich gleichermaßen das Abtragsprofil pro Zeilendurchlauf, womit die Generierung der un-symmetrischen Minimaanderquerschnitte erklart wird.
4.3.3 Ermittlung der Modellparameter der temperaturabhangigen Atzrate
Anhand einer im Folgenden beschriebenen Fitprozedur werden die temperaturabhangigenAtzraten r(~x, T ) aus den Testatzungen und den zugehorigen Oberflachentemperaturenermittelt. Dazu werden die Parameter des gewahlten Atzmodellansatzes so variiert, dasssich die Testatzungen mit dem Atzmodell und den auftretenden Oberflachentemperaturenbestmoglich beschreiben lassen. Es wird von einer festen radialen Radikaldichteverteilungund ortsinvarianten effektiven Reaktion mit beliebiger Temperaturabhangigkeit ausgegan-gen (vgl. Gleichung 4.14).
Das inverse Problem der temperaturabhangigen Ratenermittlung auf Basis der Graben-atzungen wird durch die nachfolgende Optimierungsaufgabe gelost:
minnrel
F,R
∑
i
∥∥∥∥∥∆hGi (y)−
∫
nrelF
(√
v2i · t2 + y2)
·∑
j
R(
T dyni,j (vi · t, y)
)
dt
∥∥∥∥∥
(4.17)
Hierbei gibt ∆hGi das gemessene i-te Grabenprofil mit der Geschwindigkeit vi an und T dyni,j
beschreibt das zweidimensionale Temperaturprofil der j-ten Wiederholung des i-ten Gra-bens mit der Geschwindigkeit vi. Weiterhin beschreibt nrel
F die relative Fluorradikaldichtenahe der Oberflache und R die temperaturabhangige Rate bei maximaler F-Dichte. Diebeiden unbekannten Funktionen nrel
F und R werden mithilfe von kubischen Splines ap-proximiert, wobei die moglichen Freiheitsgrade die Funktionswerte an festen Stutzstellensind. Das numerische Losen der Optimierungsaufgabe (Gleichung 4.17) liefert die in denAbbildungen 4.19 (a) und 4.19 (b) dargestellte radiale relative Radikaldichte nahe derOberflache bzw. die temperaturabhangige Atzrate. In der Abbildung 4.19 (c) sind dieGraben der echten Atzung und des bestimmten Modellfits gegenubergestellt.
78
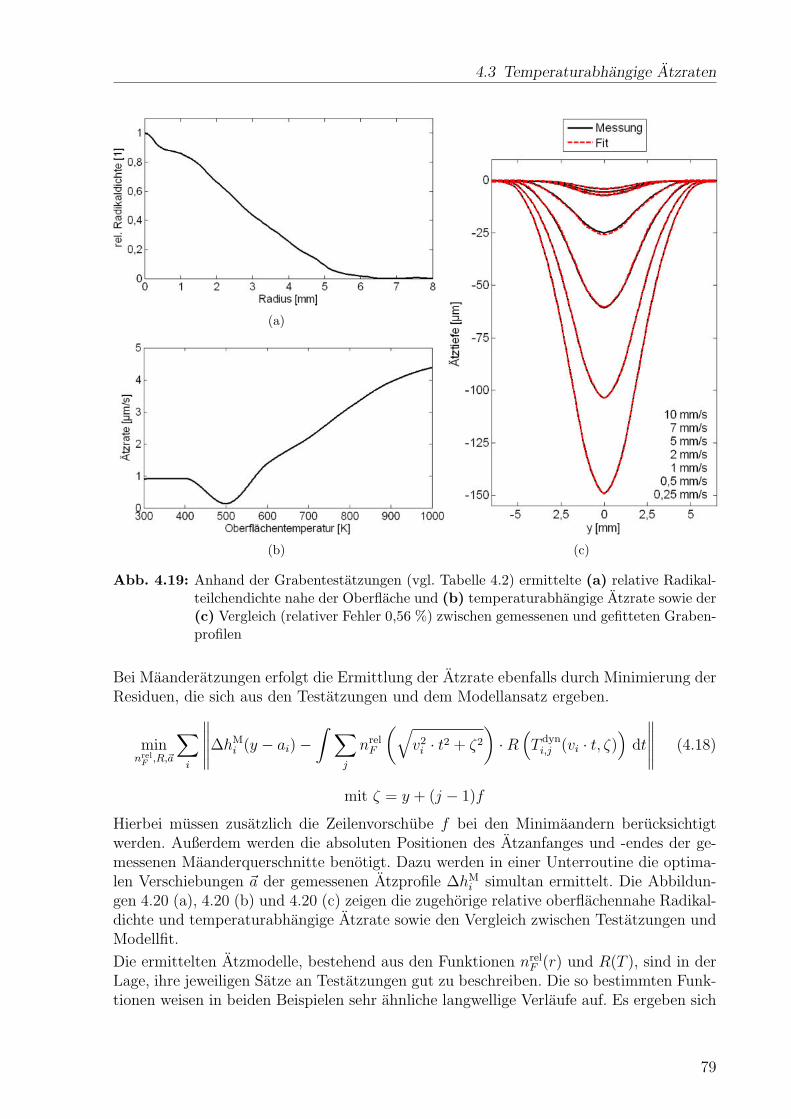
4.3 Temperaturabhangige Atzraten
(a)
(b) (c)
Abb. 4.19: Anhand der Grabentestatzungen (vgl. Tabelle 4.2) ermittelte (a) relative Radikal-teilchendichte nahe der Oberflache und (b) temperaturabhangige Atzrate sowie der(c) Vergleich (relativer Fehler 0,56 %) zwischen gemessenen und gefitteten Graben-profilen
Bei Maanderatzungen erfolgt die Ermittlung der Atzrate ebenfalls durch Minimierung derResiduen, die sich aus den Testatzungen und dem Modellansatz ergeben.
minnrel
F,R,~a
∑
i
∥∥∥∥∥∆hMi (y − ai)−
∫∑
j
nrelF
(√
v2i · t2 + ζ2)
·R(
T dyni,j (vi · t, ζ)
)
dt
∥∥∥∥∥
(4.18)
mit ζ = y + (j − 1)f
Hierbei mussen zusatzlich die Zeilenvorschube f bei den Minimaandern berucksichtigtwerden. Außerdem werden die absoluten Positionen des Atzanfanges und -endes der ge-messenen Maanderquerschnitte benotigt. Dazu werden in einer Unterroutine die optima-len Verschiebungen ~a der gemessenen Atzprofile ∆hMi simultan ermittelt. Die Abbildun-gen 4.20 (a), 4.20 (b) und 4.20 (c) zeigen die zugehorige relative oberflachennahe Radikal-dichte und temperaturabhangige Atzrate sowie den Vergleich zwischen Testatzungen undModellfit.
Die ermittelten Atzmodelle, bestehend aus den Funktionen nrelF (r) und R(T ), sind in der
Lage, ihre jeweiligen Satze an Testatzungen gut zu beschreiben. Die so bestimmten Funk-tionen weisen in beiden Beispielen sehr ahnliche langwellige Verlaufe auf. Es ergeben sich
79
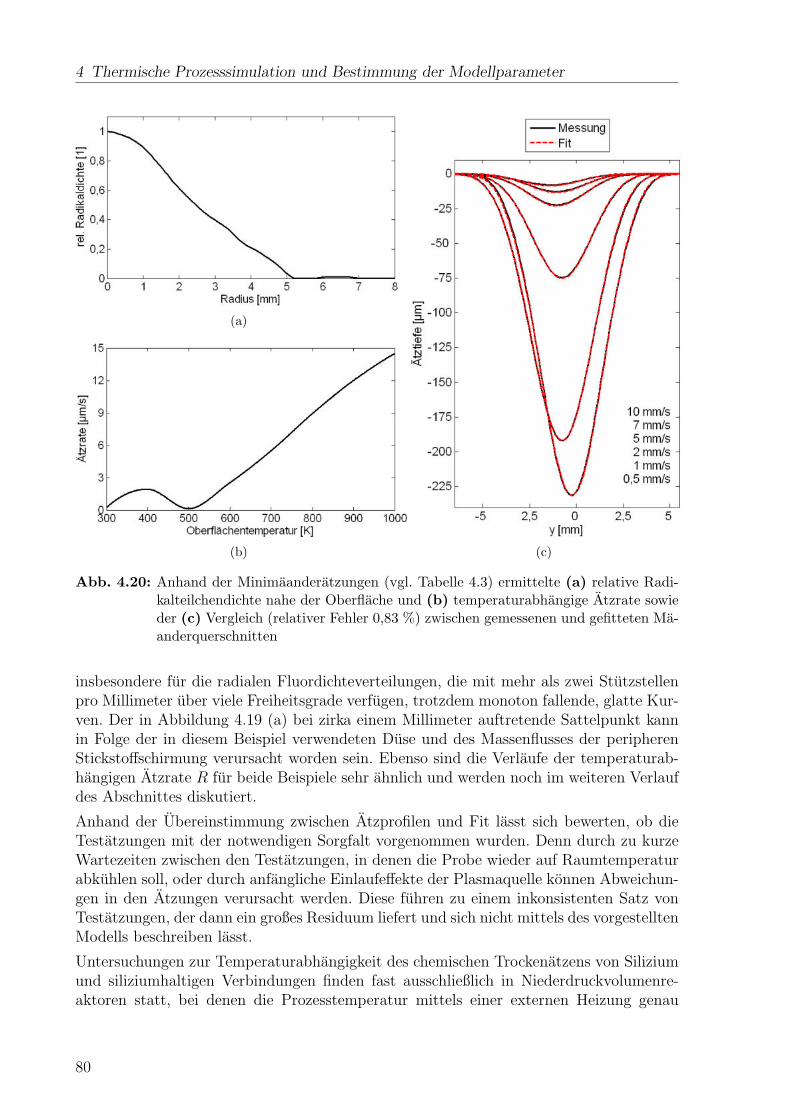
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
(a)
(b) (c)
Abb. 4.20: Anhand der Minimaanderatzungen (vgl. Tabelle 4.3) ermittelte (a) relative Radi-kalteilchendichte nahe der Oberflache und (b) temperaturabhangige Atzrate sowieder (c) Vergleich (relativer Fehler 0,83 %) zwischen gemessenen und gefitteten Ma-anderquerschnitten
insbesondere fur die radialen Fluordichteverteilungen, die mit mehr als zwei Stutzstellenpro Millimeter uber viele Freiheitsgrade verfugen, trotzdem monoton fallende, glatte Kur-ven. Der in Abbildung 4.19 (a) bei zirka einem Millimeter auftretende Sattelpunkt kannin Folge der in diesem Beispiel verwendeten Duse und des Massenflusses der peripherenStickstoffschirmung verursacht worden sein. Ebenso sind die Verlaufe der temperaturab-hangigen Atzrate R fur beide Beispiele sehr ahnlich und werden noch im weiteren Verlaufdes Abschnittes diskutiert.
Anhand der Ubereinstimmung zwischen Atzprofilen und Fit lasst sich bewerten, ob dieTestatzungen mit der notwendigen Sorgfalt vorgenommen wurden. Denn durch zu kurzeWartezeiten zwischen den Testatzungen, in denen die Probe wieder auf Raumtemperaturabkuhlen soll, oder durch anfangliche Einlaufeffekte der Plasmaquelle konnen Abweichun-gen in den Atzungen verursacht werden. Diese fuhren zu einem inkonsistenten Satz vonTestatzungen, der dann ein großes Residuum liefert und sich nicht mittels des vorgestelltenModells beschreiben lasst.
Untersuchungen zur Temperaturabhangigkeit des chemischen Trockenatzens von Siliziumund siliziumhaltigen Verbindungen finden fast ausschließlich in Niederdruckvolumenre-aktoren statt, bei denen die Prozesstemperatur mittels einer externen Heizung genau
80
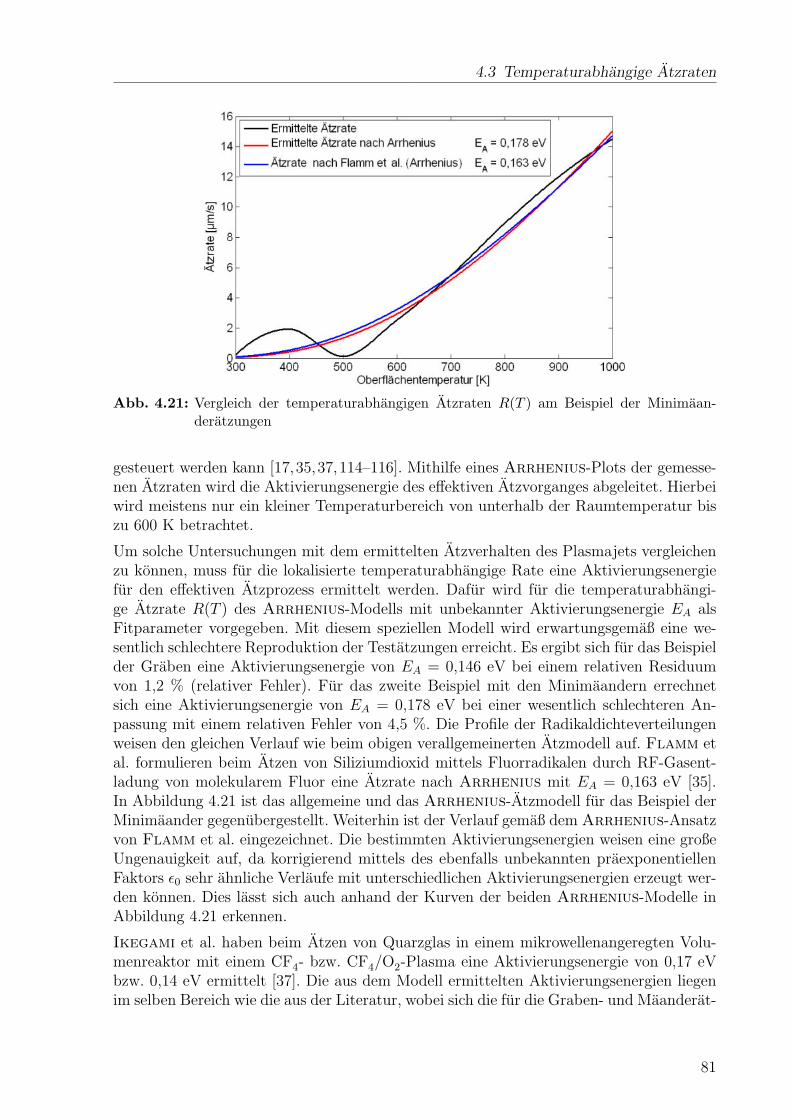
4.3 Temperaturabhangige Atzraten
Abb. 4.21: Vergleich der temperaturabhangigen Atzraten R(T ) am Beispiel der Minimaan-deratzungen
gesteuert werden kann [17,35,37,114–116]. Mithilfe eines Arrhenius-Plots der gemesse-nen Atzraten wird die Aktivierungsenergie des effektiven Atzvorganges abgeleitet. Hierbeiwird meistens nur ein kleiner Temperaturbereich von unterhalb der Raumtemperatur biszu 600 K betrachtet.
Um solche Untersuchungen mit dem ermittelten Atzverhalten des Plasmajets vergleichenzu konnen, muss fur die lokalisierte temperaturabhangige Rate eine Aktivierungsenergiefur den effektiven Atzprozess ermittelt werden. Dafur wird fur die temperaturabhangi-ge Atzrate R(T ) des Arrhenius-Modells mit unbekannter Aktivierungsenergie EA alsFitparameter vorgegeben. Mit diesem speziellen Modell wird erwartungsgemaß eine we-sentlich schlechtere Reproduktion der Testatzungen erreicht. Es ergibt sich fur das Beispielder Graben eine Aktivierungsenergie von EA = 0,146 eV bei einem relativen Residuumvon 1,2 % (relativer Fehler). Fur das zweite Beispiel mit den Minimaandern errechnetsich eine Aktivierungsenergie von EA = 0,178 eV bei einer wesentlich schlechteren An-passung mit einem relativen Fehler von 4,5 %. Die Profile der Radikaldichteverteilungenweisen den gleichen Verlauf wie beim obigen verallgemeinerten Atzmodell auf. Flamm etal. formulieren beim Atzen von Siliziumdioxid mittels Fluorradikalen durch RF-Gasent-ladung von molekularem Fluor eine Atzrate nach Arrhenius mit EA = 0,163 eV [35].In Abbildung 4.21 ist das allgemeine und das Arrhenius-Atzmodell fur das Beispiel derMinimaander gegenubergestellt. Weiterhin ist der Verlauf gemaß dem Arrhenius-Ansatzvon Flamm et al. eingezeichnet. Die bestimmten Aktivierungsenergien weisen eine großeUngenauigkeit auf, da korrigierend mittels des ebenfalls unbekannten praexponentiellenFaktors ǫ0 sehr ahnliche Verlaufe mit unterschiedlichen Aktivierungsenergien erzeugt wer-den konnen. Dies lasst sich auch anhand der Kurven der beiden Arrhenius-Modelle inAbbildung 4.21 erkennen.
Ikegami et al. haben beim Atzen von Quarzglas in einem mikrowellenangeregten Volu-menreaktor mit einem CF4- bzw. CF4/O2-Plasma eine Aktivierungsenergie von 0,17 eVbzw. 0,14 eV ermittelt [37]. Die aus dem Modell ermittelten Aktivierungsenergien liegenim selben Bereich wie die aus der Literatur, wobei sich die fur die Graben- und Maanderat-
81

4 Thermische Prozesssimulation und Bestimmung der Modellparameter
CF4:O2 EA[eV] EA[eV] nach IkegamiGraben 9:80 0,146 0,14 (CF4/O2)Maander 2:80 0,176 0,17 (CF4)
Tabelle 4.4: Ubersicht der ermittelten Aktivierungsenergien im Vergleich zu Ikegami et al. [37]
zungen verwendeten Prozessgasgemische wesentlich im CF4/O2-Verhaltnis unterscheiden.Die resultierenden effektiven Aktivierungsenergien der beiden Atzprozesse korrelieren au-ßerst gut mit den Beobachtungen von Ikegami et al. (vgl. Tabelle 4.4).
Es wird nochmals deutlich, dass tatsachlich eine Vielzahl von Reaktionen zum Atzprozessbeitragen. Die Anwesenheit von Sauerstoff im Plasmavolumen erhoht zwar dort die F-Radikalausbeute (vgl. Abschnitt 2.1.4), durfte aber die Aktivierungsenergie fur die Ober-flachenreaktion nicht beeinflussen. Die Sauerstoffradikale nehmen somit unterstutzend amAtzprozess in der Form teil, dass abgeschiedene CF-Schichten oxidiert werden, Kohlenstoffin der Gasphase gebunden wird und Sauerstoffatome an der Oberflache mit O-Radikalenzu molekularem Sauerstoff reagieren und desorbieren [37].
Uber die idealisierte Modellgleichung 2.25 aus Abschnitt 2.1.5 und mithilfe des Arrhe-nius-Ansatzes nach Flamm et al. (vgl. Abb. 4.21: blaue Kurve) mit dem fur die Akti-vierungsenergie bekannten praexponentiellen Faktor ǫ0 = 0,01626 [35] lasst sich fur diegewahlten Bedingungen die absolute oberflachennahe F-Dichte fur die Plasmajetparame-ter der Minimaanderatzungen von max (nF ) = 2 · 1024 1/m3 abschatzen. Der gesamte aufdie Probe einwirkende Fluorstrom wird bestimmt aus:
JF =v(T )
4max (nF )
∫ ∞
0
2π r nrelF (r) dr (4.19)
Innerhalb des Temperaturbereiches von 400 bis 800 K betragt dieser 3,3 ·1022 bis 4,7 ·1022Fluorradikale pro Sekunde. Im Vergleich dazu betragt die theoretische Zufuhr an F-Radi-kalen durch den Plasmajet bei 90 sccm CF4-Gasfluss 1,6·1020 Fluoratome pro Sekunde, waszunachst eine scheinbare Diskrepanz darstellt. Allerdings, wie schon im Abschnitt 2.1.5erlautert wurde, kommt es uber der Probenoberflache zur Ausbildung einer Fluorradi-kaldichteverteilung, die durch den Jet gespeist wird. Der Transport der F-Atome zurOberflache erfolgt durch thermische Bewegung in der Prandtlschen Grenzschicht. Ein-fallende Radikale werden mit einer geringen Reaktionswahrscheinlichkeit (Sticking-Koef-fizient) zum Atzen verbraucht bzw. im wahrscheinlicheren, komplementaren Ereignisfallreflektiert und konnen ein weiteres Mal zur Oberflache transportiert werden. Der Vergleichdes integralen Fluorstromes zur Probe und des erzeugenden Radikalstromes des Jets un-ter der Annahme, dass jedes Radikal die Oberflache erreicht, zeigt, dass ein F-Atom imMittel mindestens 200- bis 300-mal von der Probe reflektiert wird. Von den zugefuhrtenF-Radikalen werden abhangig von der Prozesstemperatur 3–13 % (vgl. Tabelle 4.3) derAtome zum Atzen umgesetzt. Der großte Anteil geht dabei durch Rekombinationen undals Abluft verloren.
Die direkte Messung der Fluorstromdichte auf die Probenoberflache mittels Massenspek-trometer wurde also stets einen wesentlich geringeren Wert liefern, da die Fluorradikale ander Messstelle aus der Radikaldichteverteilung entzogen werden und daher nicht mehrfachauf die Oberflache treffen konnen.
82
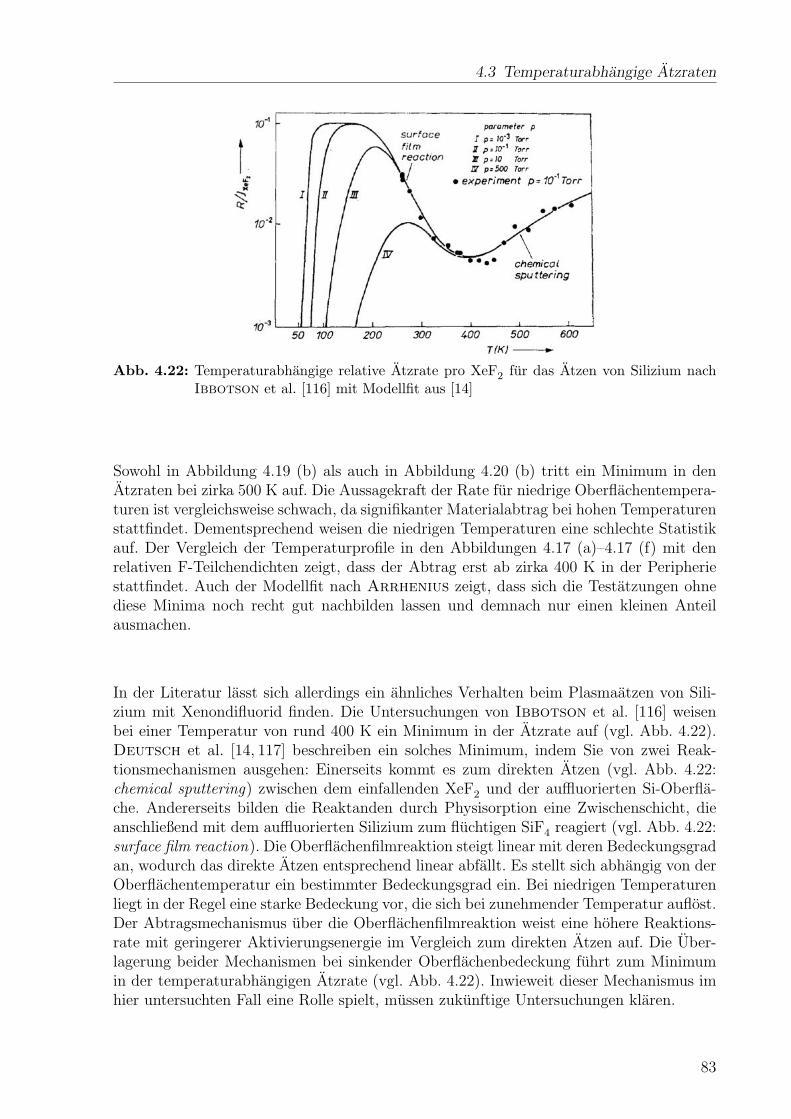
4.3 Temperaturabhangige Atzraten
Abb. 4.22: Temperaturabhangige relative Atzrate pro XeF2 fur das Atzen von Silizium nachIbbotson et al. [116] mit Modellfit aus [14]
Sowohl in Abbildung 4.19 (b) als auch in Abbildung 4.20 (b) tritt ein Minimum in denAtzraten bei zirka 500 K auf. Die Aussagekraft der Rate fur niedrige Oberflachentempera-turen ist vergleichsweise schwach, da signifikanter Materialabtrag bei hohen Temperaturenstattfindet. Dementsprechend weisen die niedrigen Temperaturen eine schlechte Statistikauf. Der Vergleich der Temperaturprofile in den Abbildungen 4.17 (a)–4.17 (f) mit denrelativen F-Teilchendichten zeigt, dass der Abtrag erst ab zirka 400 K in der Peripheriestattfindet. Auch der Modellfit nach Arrhenius zeigt, dass sich die Testatzungen ohnediese Minima noch recht gut nachbilden lassen und demnach nur einen kleinen Anteilausmachen.
In der Literatur lasst sich allerdings ein ahnliches Verhalten beim Plasmaatzen von Sili-zium mit Xenondifluorid finden. Die Untersuchungen von Ibbotson et al. [116] weisenbei einer Temperatur von rund 400 K ein Minimum in der Atzrate auf (vgl. Abb. 4.22).Deutsch et al. [14, 117] beschreiben ein solches Minimum, indem Sie von zwei Reak-tionsmechanismen ausgehen: Einerseits kommt es zum direkten Atzen (vgl. Abb. 4.22:chemical sputtering) zwischen dem einfallenden XeF2 und der auffluorierten Si-Oberfla-che. Andererseits bilden die Reaktanden durch Physisorption eine Zwischenschicht, dieanschließend mit dem auffluorierten Silizium zum fluchtigen SiF4 reagiert (vgl. Abb. 4.22:surface film reaction). Die Oberflachenfilmreaktion steigt linear mit deren Bedeckungsgradan, wodurch das direkte Atzen entsprechend linear abfallt. Es stellt sich abhangig von derOberflachentemperatur ein bestimmter Bedeckungsgrad ein. Bei niedrigen Temperaturenliegt in der Regel eine starke Bedeckung vor, die sich bei zunehmender Temperatur auflost.Der Abtragsmechanismus uber die Oberflachenfilmreaktion weist eine hohere Reaktions-rate mit geringerer Aktivierungsenergie im Vergleich zum direkten Atzen auf. Die Uber-lagerung beider Mechanismen bei sinkender Oberflachenbedeckung fuhrt zum Minimumin der temperaturabhangigen Atzrate (vgl. Abb. 4.22). Inwieweit dieser Mechanismus imhier untersuchten Fall eine Rolle spielt, mussen zukunftige Untersuchungen klaren.
83
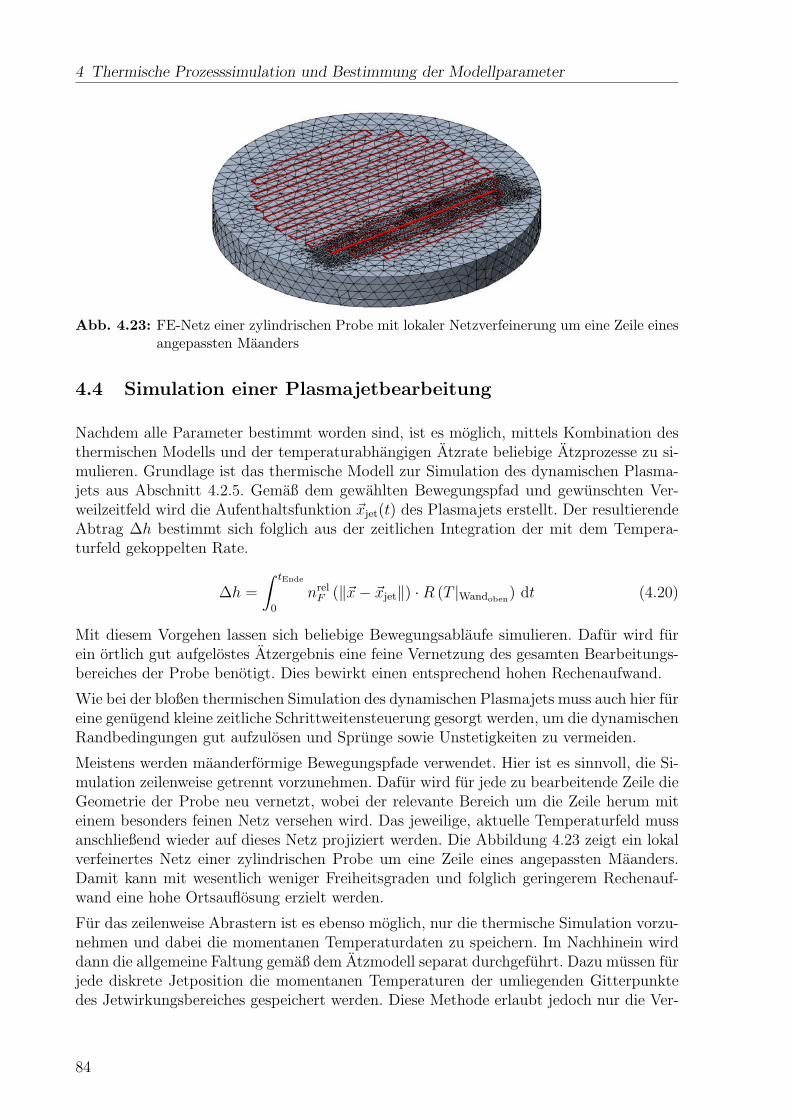
4 Thermische Prozesssimulation und Bestimmung der Modellparameter
Abb. 4.23: FE-Netz einer zylindrischen Probe mit lokaler Netzverfeinerung um eine Zeile einesangepassten Maanders
4.4 Simulation einer Plasmajetbearbeitung
Nachdem alle Parameter bestimmt worden sind, ist es moglich, mittels Kombination desthermischen Modells und der temperaturabhangigen Atzrate beliebige Atzprozesse zu si-mulieren. Grundlage ist das thermische Modell zur Simulation des dynamischen Plasma-jets aus Abschnitt 4.2.5. Gemaß dem gewahlten Bewegungspfad und gewunschten Ver-weilzeitfeld wird die Aufenthaltsfunktion ~xjet(t) des Plasmajets erstellt. Der resultierendeAbtrag ∆h bestimmt sich folglich aus der zeitlichen Integration der mit dem Tempera-turfeld gekoppelten Rate.
∆h =
∫ tEnde
0
nrelF (‖~x− ~xjet‖) ·R (T |Wandoben) dt (4.20)
Mit diesem Vorgehen lassen sich beliebige Bewegungsablaufe simulieren. Dafur wird furein ortlich gut aufgelostes Atzergebnis eine feine Vernetzung des gesamten Bearbeitungs-bereiches der Probe benotigt. Dies bewirkt einen entsprechend hohen Rechenaufwand.
Wie bei der bloßen thermischen Simulation des dynamischen Plasmajets muss auch hier fureine genugend kleine zeitliche Schrittweitensteuerung gesorgt werden, um die dynamischenRandbedingungen gut aufzulosen und Sprunge sowie Unstetigkeiten zu vermeiden.
Meistens werden maanderformige Bewegungspfade verwendet. Hier ist es sinnvoll, die Si-mulation zeilenweise getrennt vorzunehmen. Dafur wird fur jede zu bearbeitende Zeile dieGeometrie der Probe neu vernetzt, wobei der relevante Bereich um die Zeile herum miteinem besonders feinen Netz versehen wird. Das jeweilige, aktuelle Temperaturfeld mussanschließend wieder auf dieses Netz projiziert werden. Die Abbildung 4.23 zeigt ein lokalverfeinertes Netz einer zylindrischen Probe um eine Zeile eines angepassten Maanders.Damit kann mit wesentlich weniger Freiheitsgraden und folglich geringerem Rechenauf-wand eine hohe Ortsauflosung erzielt werden.
Fur das zeilenweise Abrastern ist es ebenso moglich, nur die thermische Simulation vorzu-nehmen und dabei die momentanen Temperaturdaten zu speichern. Im Nachhinein wirddann die allgemeine Faltung gemaß dem Atzmodell separat durchgefuhrt. Dazu mussen furjede diskrete Jetposition die momentanen Temperaturen der umliegenden Gitterpunktedes Jetwirkungsbereiches gespeichert werden. Diese Methode erlaubt jedoch nur die Ver-
84
4.5 Zusammenfassung des Kapitels
wendung von groben Gittern mit wenigen Datenpunkten, da mit Zunahme der Auflosungder Speicherbedarf mit vierter Ordnung anwachst.
4.5 Zusammenfassung des Kapitels
• Anhand von Oberflachentemperaturenmessungen an Substraten mit bekannten ther-mischen Eigenschaften lassen sich die einfließenden integralen Warmestrome fur dieProbenrander berechnen. Dazu wird mithilfe der Finite-Elemente-Methode die War-meleitung des Substrates herausgerechnet.
• Fur die Ermittlung eines Temperaturmodells zur Prognose des Temperaturfeldes derProbe wahrend der Plasmajetbehandlung werden radiale Warmestrommessungeneiner Standatzung mit anschließender Abkuhlung herangezogen.
• Das ortsunabhangige Abkuhlverhalten der Probe wird aus den Messdaten der Ab-kuhlphase abgeleitet.
• Gemaß dem Modell des orts- und oberflachentemperaturabhangigen Warmeuber-trages des Jets werden die Parameter anhand der Aufheizphase berechnet. Es zeigtsich, dass der temperaturabhangige Warmeubertrag dem linearen Zusammenhanggemaß Fourier und Newton genugt.
• Das thermische Modell ist in der Lage, die Oberflachentemperaturen fur den stati-schen Aufheizprozess und die dynamischen Jetbewegungen nachzubilden.
• Auf Basis von Testatzungen und den zugehorigen simulierten Oberflachenprofilenwird die ortsinvariante, temperaturabhangige Atzrate und die ortsabhangige, ober-flachennahe relative Fluorradikaldichte berechnet.
• Die Kopplung und zeitliche Integration zwischen Temperaturprognose, Atzraten-modell und Plasmajetaufenthaltsfunktion liefern den resultierenden Abtrag. Mithil-fe der Aufenthaltsfunktion wird ein Bewegungsablauf gemaß einem Fahrweg undVerweilzeitfeld beschrieben.
85

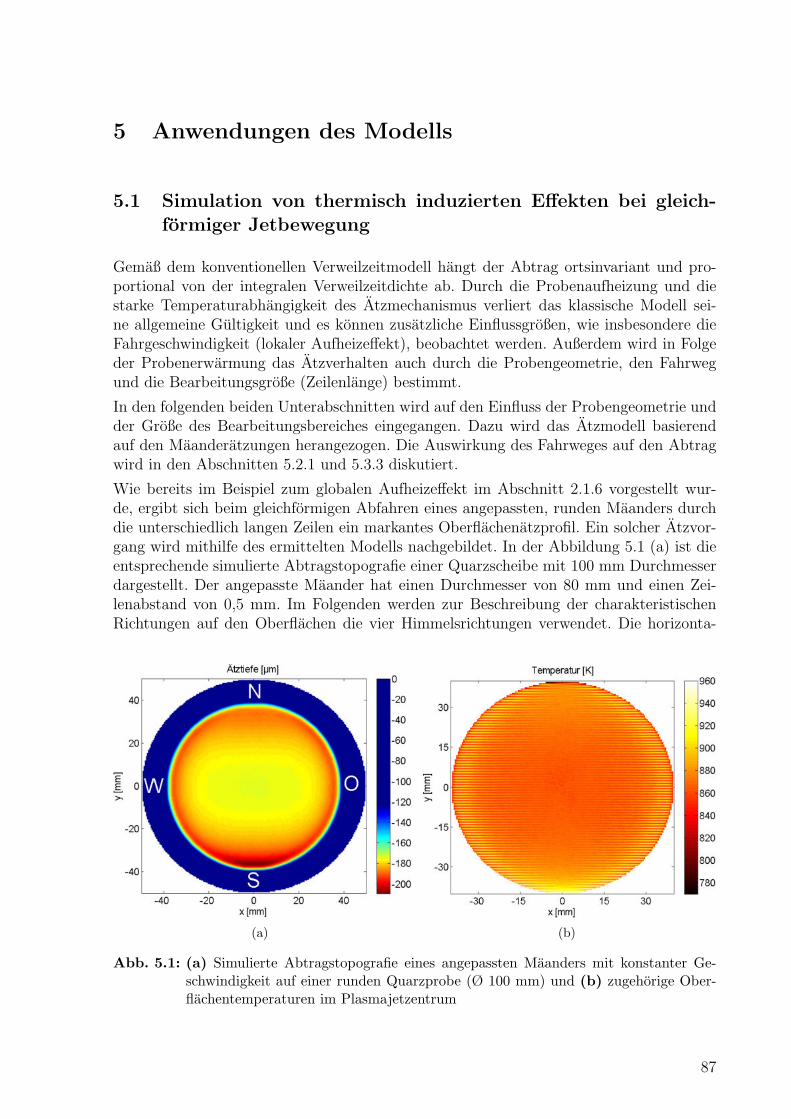
5 Anwendungen des Modells
5.1 Simulation von thermisch induzierten Effekten bei gleich-formiger Jetbewegung
Gemaß dem konventionellen Verweilzeitmodell hangt der Abtrag ortsinvariant und pro-portional von der integralen Verweilzeitdichte ab. Durch die Probenaufheizung und diestarke Temperaturabhangigkeit des Atzmechanismus verliert das klassische Modell sei-ne allgemeine Gultigkeit und es konnen zusatzliche Einflussgroßen, wie insbesondere dieFahrgeschwindigkeit (lokaler Aufheizeffekt), beobachtet werden. Außerdem wird in Folgeder Probenerwarmung das Atzverhalten auch durch die Probengeometrie, den Fahrwegund die Bearbeitungsgroße (Zeilenlange) bestimmt.
In den folgenden beiden Unterabschnitten wird auf den Einfluss der Probengeometrie undder Große des Bearbeitungsbereiches eingegangen. Dazu wird das Atzmodell basierendauf den Maanderatzungen herangezogen. Die Auswirkung des Fahrweges auf den Abtragwird in den Abschnitten 5.2.1 und 5.3.3 diskutiert.
Wie bereits im Beispiel zum globalen Aufheizeffekt im Abschnitt 2.1.6 vorgestellt wur-de, ergibt sich beim gleichformigen Abfahren eines angepassten, runden Maanders durchdie unterschiedlich langen Zeilen ein markantes Oberflachenatzprofil. Ein solcher Atzvor-gang wird mithilfe des ermittelten Modells nachgebildet. In der Abbildung 5.1 (a) ist dieentsprechende simulierte Abtragstopografie einer Quarzscheibe mit 100 mm Durchmesserdargestellt. Der angepasste Maander hat einen Durchmesser von 80 mm und einen Zei-lenabstand von 0,5 mm. Im Folgenden werden zur Beschreibung der charakteristischenRichtungen auf den Oberflachen die vier Himmelsrichtungen verwendet. Die horizonta-
(a) (b)
Abb. 5.1: (a) Simulierte Abtragstopografie eines angepassten Maanders mit konstanter Ge-schwindigkeit auf einer runden Quarzprobe (Ø 100 mm) und (b) zugehorige Ober-flachentemperaturen im Plasmajetzentrum
87
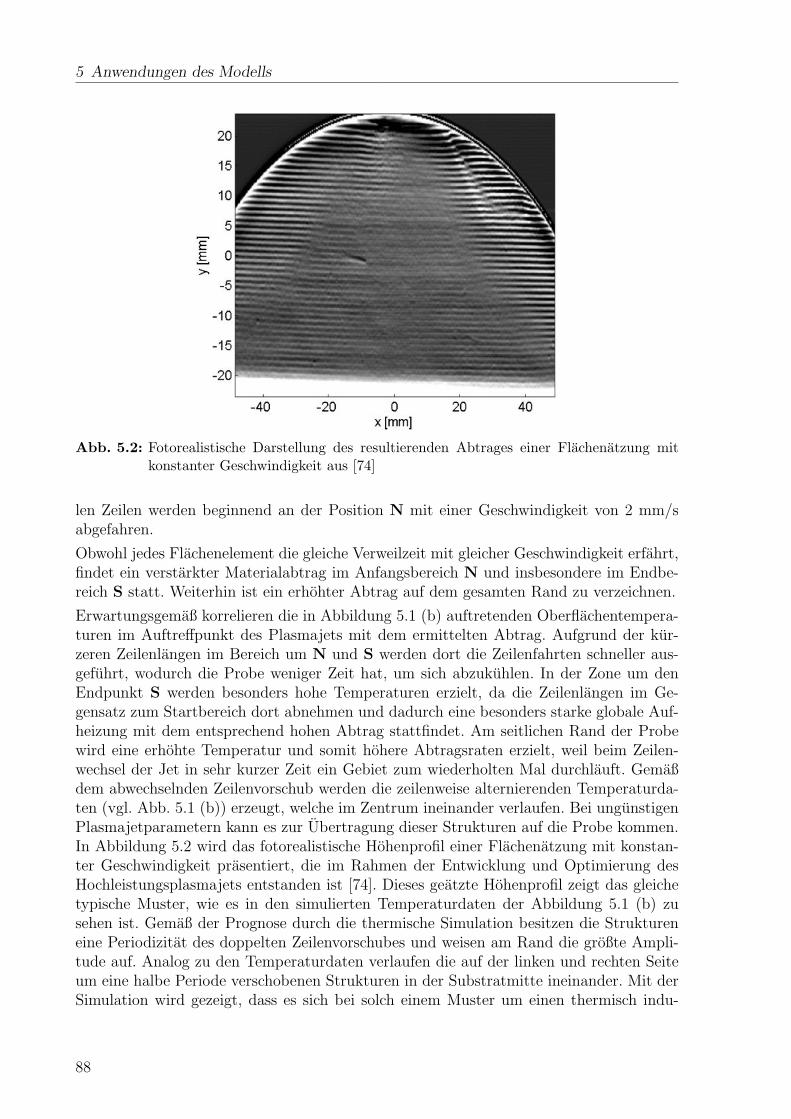
5 Anwendungen des Modells
Abb. 5.2: Fotorealistische Darstellung des resultierenden Abtrages einer Flachenatzung mitkonstanter Geschwindigkeit aus [74]
len Zeilen werden beginnend an der Position N mit einer Geschwindigkeit von 2 mm/sabgefahren.
Obwohl jedes Flachenelement die gleiche Verweilzeit mit gleicher Geschwindigkeit erfahrt,findet ein verstarkter Materialabtrag im Anfangsbereich N und insbesondere im Endbe-reich S statt. Weiterhin ist ein erhohter Abtrag auf dem gesamten Rand zu verzeichnen.
Erwartungsgemaß korrelieren die in Abbildung 5.1 (b) auftretenden Oberflachentempera-turen im Auftreffpunkt des Plasmajets mit dem ermittelten Abtrag. Aufgrund der kur-zeren Zeilenlangen im Bereich um N und S werden dort die Zeilenfahrten schneller aus-gefuhrt, wodurch die Probe weniger Zeit hat, um sich abzukuhlen. In der Zone um denEndpunkt S werden besonders hohe Temperaturen erzielt, da die Zeilenlangen im Ge-gensatz zum Startbereich dort abnehmen und dadurch eine besonders starke globale Auf-heizung mit dem entsprechend hohen Abtrag stattfindet. Am seitlichen Rand der Probewird eine erhohte Temperatur und somit hohere Abtragsraten erzielt, weil beim Zeilen-wechsel der Jet in sehr kurzer Zeit ein Gebiet zum wiederholten Mal durchlauft. Gemaßdem abwechselnden Zeilenvorschub werden die zeilenweise alternierenden Temperaturda-ten (vgl. Abb. 5.1 (b)) erzeugt, welche im Zentrum ineinander verlaufen. Bei ungunstigenPlasmajetparametern kann es zur Ubertragung dieser Strukturen auf die Probe kommen.In Abbildung 5.2 wird das fotorealistische Hohenprofil einer Flachenatzung mit konstan-ter Geschwindigkeit prasentiert, die im Rahmen der Entwicklung und Optimierung desHochleistungsplasmajets entstanden ist [74]. Dieses geatzte Hohenprofil zeigt das gleichetypische Muster, wie es in den simulierten Temperaturdaten der Abbildung 5.1 (b) zusehen ist. Gemaß der Prognose durch die thermische Simulation besitzen die Struktureneine Periodizitat des doppelten Zeilenvorschubes und weisen am Rand die großte Ampli-tude auf. Analog zu den Temperaturdaten verlaufen die auf der linken und rechten Seiteum eine halbe Periode verschobenen Strukturen in der Substratmitte ineinander. Mit derSimulation wird gezeigt, dass es sich bei solch einem Muster um einen thermisch indu-
88
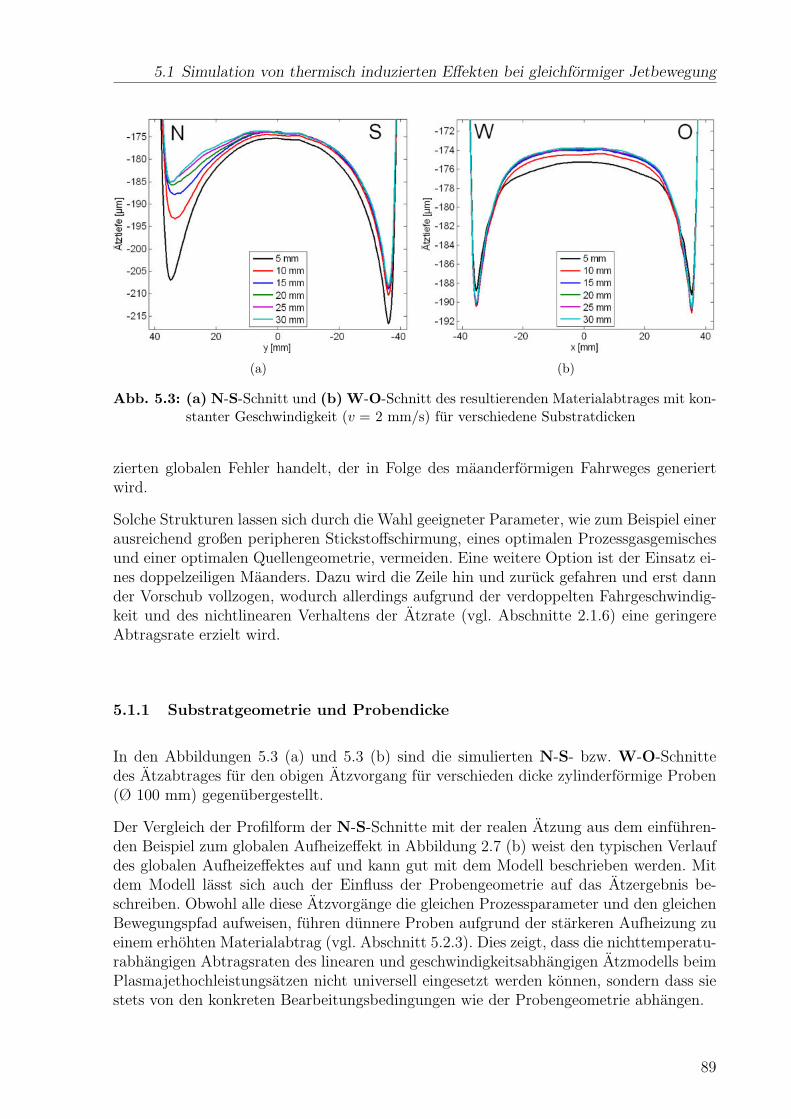
5.1 Simulation von thermisch induzierten Effekten bei gleichformiger Jetbewegung
(a) (b)
Abb. 5.3: (a) N-S-Schnitt und (b) W-O-Schnitt des resultierenden Materialabtrages mit kon-stanter Geschwindigkeit (v = 2 mm/s) fur verschiedene Substratdicken
zierten globalen Fehler handelt, der in Folge des maanderformigen Fahrweges generiertwird.
Solche Strukturen lassen sich durch die Wahl geeigneter Parameter, wie zum Beispiel einerausreichend großen peripheren Stickstoffschirmung, eines optimalen Prozessgasgemischesund einer optimalen Quellengeometrie, vermeiden. Eine weitere Option ist der Einsatz ei-nes doppelzeiligen Maanders. Dazu wird die Zeile hin und zuruck gefahren und erst dannder Vorschub vollzogen, wodurch allerdings aufgrund der verdoppelten Fahrgeschwindig-keit und des nichtlinearen Verhaltens der Atzrate (vgl. Abschnitte 2.1.6) eine geringereAbtragsrate erzielt wird.
5.1.1 Substratgeometrie und Probendicke
In den Abbildungen 5.3 (a) und 5.3 (b) sind die simulierten N-S- bzw. W-O-Schnittedes Atzabtrages fur den obigen Atzvorgang fur verschieden dicke zylinderformige Proben(Ø 100 mm) gegenubergestellt.
Der Vergleich der Profilform der N-S-Schnitte mit der realen Atzung aus dem einfuhren-den Beispiel zum globalen Aufheizeffekt in Abbildung 2.7 (b) weist den typischen Verlaufdes globalen Aufheizeffektes auf und kann gut mit dem Modell beschrieben werden. Mitdem Modell lasst sich auch der Einfluss der Probengeometrie auf das Atzergebnis be-schreiben. Obwohl alle diese Atzvorgange die gleichen Prozessparameter und den gleichenBewegungspfad aufweisen, fuhren dunnere Proben aufgrund der starkeren Aufheizung zueinem erhohten Materialabtrag (vgl. Abschnitt 5.2.3). Dies zeigt, dass die nichttemperatu-rabhangigen Abtragsraten des linearen und geschwindigkeitsabhangigen Atzmodells beimPlasmajethochleistungsatzen nicht universell eingesetzt werden konnen, sondern dass siestets von den konkreten Bearbeitungsbedingungen wie der Probengeometrie abhangen.
89
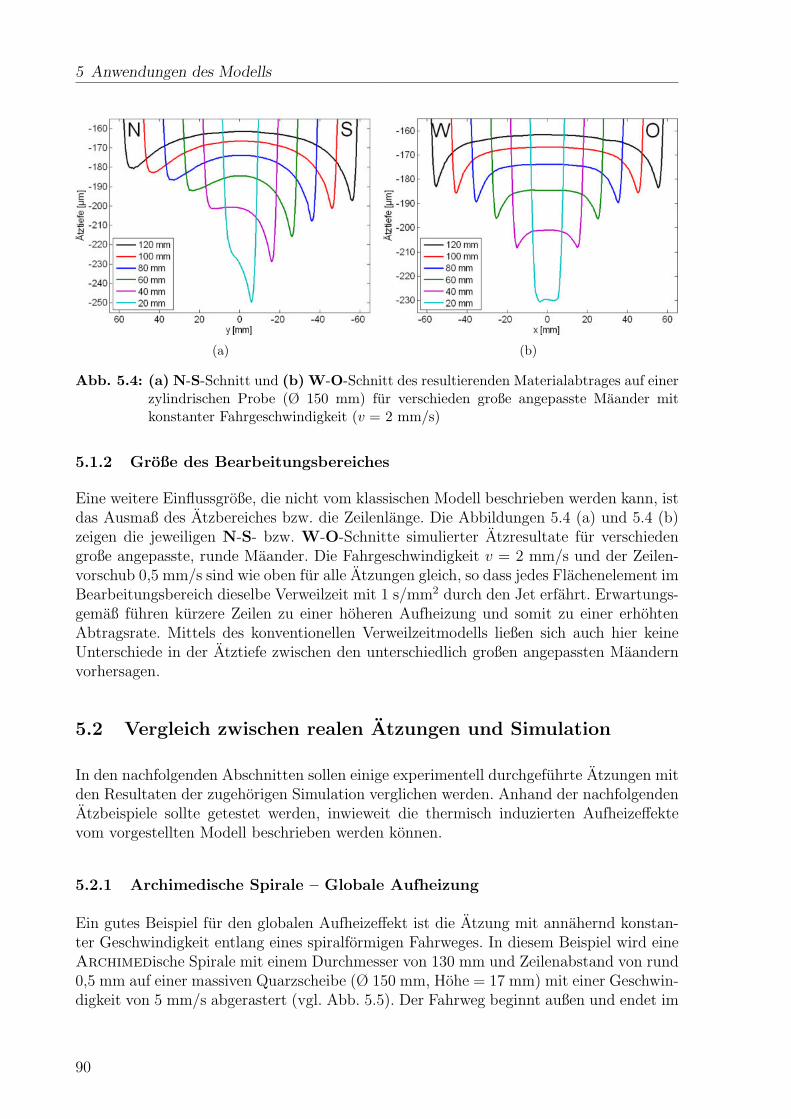
5 Anwendungen des Modells
(a) (b)
Abb. 5.4: (a) N-S-Schnitt und (b) W-O-Schnitt des resultierenden Materialabtrages auf einerzylindrischen Probe (Ø 150 mm) fur verschieden große angepasste Maander mitkonstanter Fahrgeschwindigkeit (v = 2 mm/s)
5.1.2 Große des Bearbeitungsbereiches
Eine weitere Einflussgroße, die nicht vom klassischen Modell beschrieben werden kann, istdas Ausmaß des Atzbereiches bzw. die Zeilenlange. Die Abbildungen 5.4 (a) und 5.4 (b)zeigen die jeweiligen N-S- bzw. W-O-Schnitte simulierter Atzresultate fur verschiedengroße angepasste, runde Maander. Die Fahrgeschwindigkeit v = 2 mm/s und der Zeilen-vorschub 0,5 mm/s sind wie oben fur alle Atzungen gleich, so dass jedes Flachenelement imBearbeitungsbereich dieselbe Verweilzeit mit 1 s/mm2 durch den Jet erfahrt. Erwartungs-gemaß fuhren kurzere Zeilen zu einer hoheren Aufheizung und somit zu einer erhohtenAbtragsrate. Mittels des konventionellen Verweilzeitmodells ließen sich auch hier keineUnterschiede in der Atztiefe zwischen den unterschiedlich großen angepassten Maandernvorhersagen.
5.2 Vergleich zwischen realen Atzungen und Simulation
In den nachfolgenden Abschnitten sollen einige experimentell durchgefuhrte Atzungen mitden Resultaten der zugehorigen Simulation verglichen werden. Anhand der nachfolgendenAtzbeispiele sollte getestet werden, inwieweit die thermisch induzierten Aufheizeffektevom vorgestellten Modell beschrieben werden konnen.
5.2.1 Archimedische Spirale – Globale Aufheizung
Ein gutes Beispiel fur den globalen Aufheizeffekt ist die Atzung mit annahernd konstan-ter Geschwindigkeit entlang eines spiralformigen Fahrweges. In diesem Beispiel wird eineArchimedische Spirale mit einem Durchmesser von 130 mm und Zeilenabstand von rund0,5 mm auf einer massiven Quarzscheibe (Ø 150 mm, Hohe = 17 mm) mit einer Geschwin-digkeit von 5 mm/s abgerastert (vgl. Abb. 5.5). Der Fahrweg beginnt außen und endet im
90
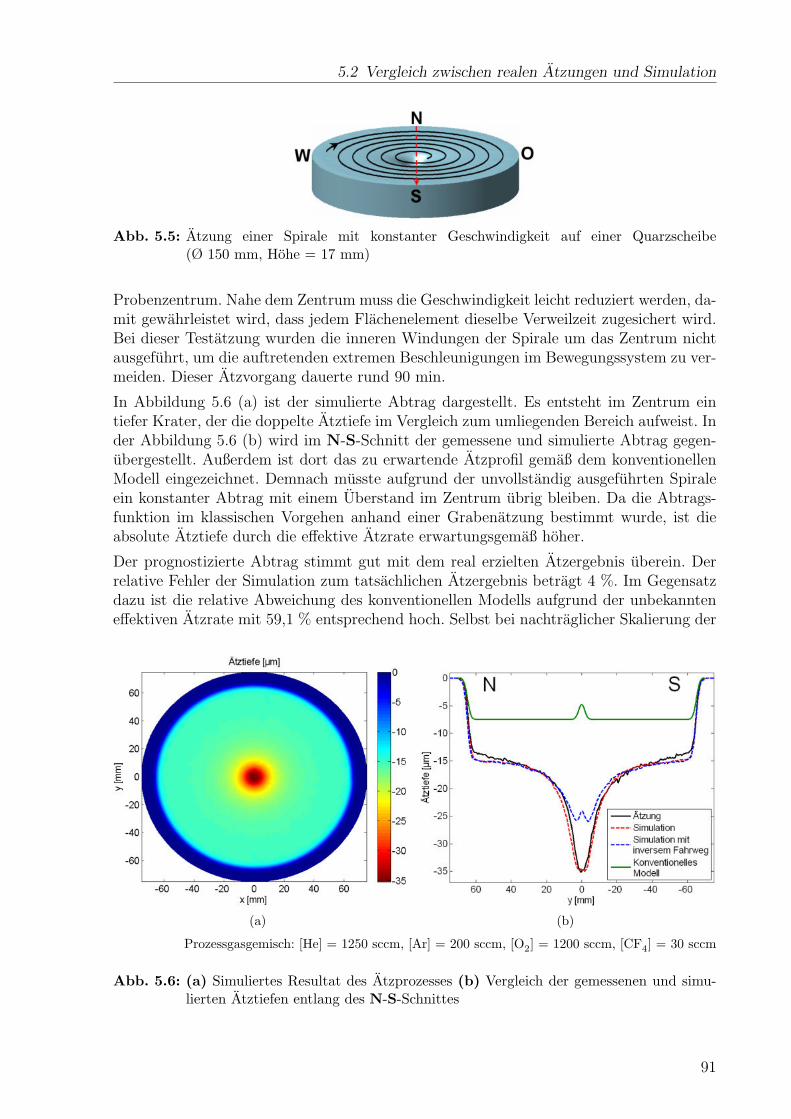
5.2 Vergleich zwischen realen Atzungen und Simulation
Abb. 5.5: Atzung einer Spirale mit konstanter Geschwindigkeit auf einer Quarzscheibe(Ø 150 mm, Hohe = 17 mm)
Probenzentrum. Nahe dem Zentrum muss die Geschwindigkeit leicht reduziert werden, da-mit gewahrleistet wird, dass jedem Flachenelement dieselbe Verweilzeit zugesichert wird.Bei dieser Testatzung wurden die inneren Windungen der Spirale um das Zentrum nichtausgefuhrt, um die auftretenden extremen Beschleunigungen im Bewegungssystem zu ver-meiden. Dieser Atzvorgang dauerte rund 90 min.
In Abbildung 5.6 (a) ist der simulierte Abtrag dargestellt. Es entsteht im Zentrum eintiefer Krater, der die doppelte Atztiefe im Vergleich zum umliegenden Bereich aufweist. Inder Abbildung 5.6 (b) wird im N-S-Schnitt der gemessene und simulierte Abtrag gegen-ubergestellt. Außerdem ist dort das zu erwartende Atzprofil gemaß dem konventionellenModell eingezeichnet. Demnach musste aufgrund der unvollstandig ausgefuhrten Spiraleein konstanter Abtrag mit einem Uberstand im Zentrum ubrig bleiben. Da die Abtrags-funktion im klassischen Vorgehen anhand einer Grabenatzung bestimmt wurde, ist dieabsolute Atztiefe durch die effektive Atzrate erwartungsgemaß hoher.
Der prognostizierte Abtrag stimmt gut mit dem real erzielten Atzergebnis uberein. Derrelative Fehler der Simulation zum tatsachlichen Atzergebnis betragt 4 %. Im Gegensatzdazu ist die relative Abweichung des konventionellen Modells aufgrund der unbekannteneffektiven Atzrate mit 59,1 % entsprechend hoch. Selbst bei nachtraglicher Skalierung der
(a) (b)
Prozessgasgemisch: [He] = 1250 sccm, [Ar] = 200 sccm, [O2] = 1200 sccm, [CF
4] = 30 sccm
Abb. 5.6: (a) Simuliertes Resultat des Atzprozesses (b) Vergleich der gemessenen und simu-lierten Atztiefen entlang des N-S-Schnittes
91
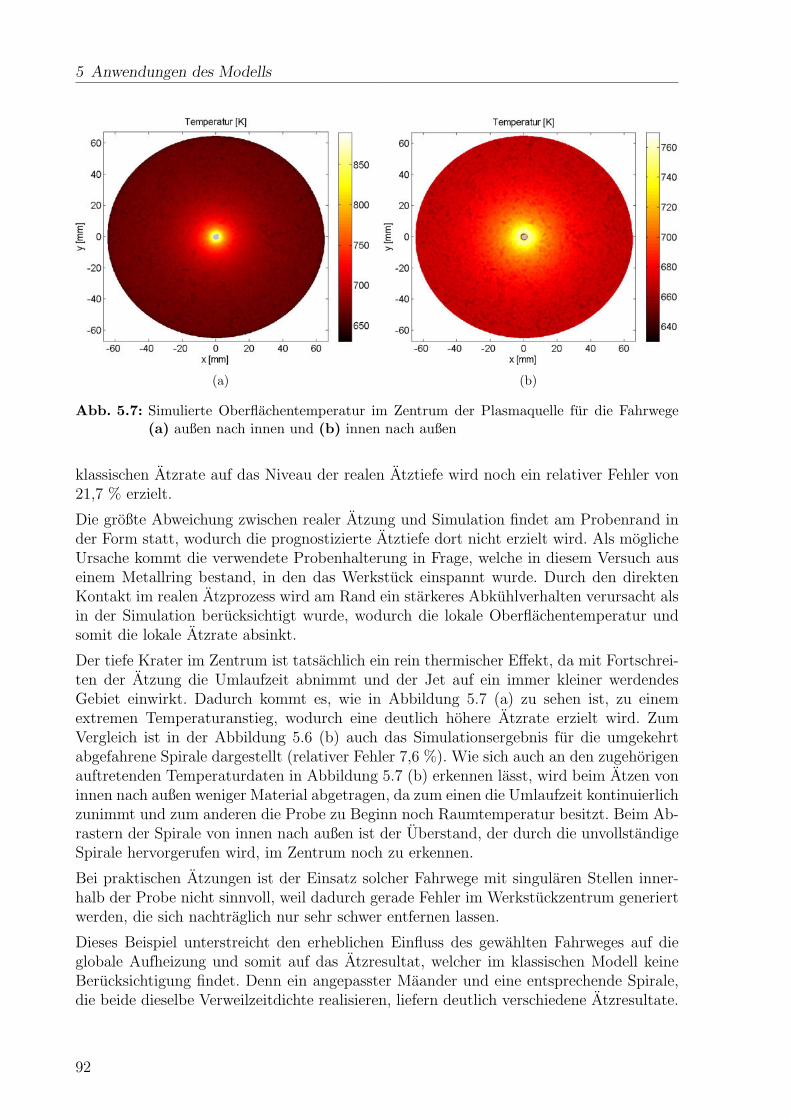
5 Anwendungen des Modells
(a) (b)
Abb. 5.7: Simulierte Oberflachentemperatur im Zentrum der Plasmaquelle fur die Fahrwege(a) außen nach innen und (b) innen nach außen
klassischen Atzrate auf das Niveau der realen Atztiefe wird noch ein relativer Fehler von21,7 % erzielt.
Die großte Abweichung zwischen realer Atzung und Simulation findet am Probenrand inder Form statt, wodurch die prognostizierte Atztiefe dort nicht erzielt wird. Als moglicheUrsache kommt die verwendete Probenhalterung in Frage, welche in diesem Versuch auseinem Metallring bestand, in den das Werkstuck einspannt wurde. Durch den direktenKontakt im realen Atzprozess wird am Rand ein starkeres Abkuhlverhalten verursacht alsin der Simulation berucksichtigt wurde, wodurch die lokale Oberflachentemperatur undsomit die lokale Atzrate absinkt.
Der tiefe Krater im Zentrum ist tatsachlich ein rein thermischer Effekt, da mit Fortschrei-ten der Atzung die Umlaufzeit abnimmt und der Jet auf ein immer kleiner werdendesGebiet einwirkt. Dadurch kommt es, wie in Abbildung 5.7 (a) zu sehen ist, zu einemextremen Temperaturanstieg, wodurch eine deutlich hohere Atzrate erzielt wird. ZumVergleich ist in der Abbildung 5.6 (b) auch das Simulationsergebnis fur die umgekehrtabgefahrene Spirale dargestellt (relativer Fehler 7,6 %). Wie sich auch an den zugehorigenauftretenden Temperaturdaten in Abbildung 5.7 (b) erkennen lasst, wird beim Atzen voninnen nach außen weniger Material abgetragen, da zum einen die Umlaufzeit kontinuierlichzunimmt und zum anderen die Probe zu Beginn noch Raumtemperatur besitzt. Beim Ab-rastern der Spirale von innen nach außen ist der Uberstand, der durch die unvollstandigeSpirale hervorgerufen wird, im Zentrum noch zu erkennen.
Bei praktischen Atzungen ist der Einsatz solcher Fahrwege mit singularen Stellen inner-halb der Probe nicht sinnvoll, weil dadurch gerade Fehler im Werkstuckzentrum generiertwerden, die sich nachtraglich nur sehr schwer entfernen lassen.
Dieses Beispiel unterstreicht den erheblichen Einfluss des gewahlten Fahrweges auf dieglobale Aufheizung und somit auf das Atzresultat, welcher im klassischen Modell keineBerucksichtigung findet. Denn ein angepasster Maander und eine entsprechende Spirale,die beide dieselbe Verweilzeitdichte realisieren, liefern deutlich verschiedene Atzresultate.
92
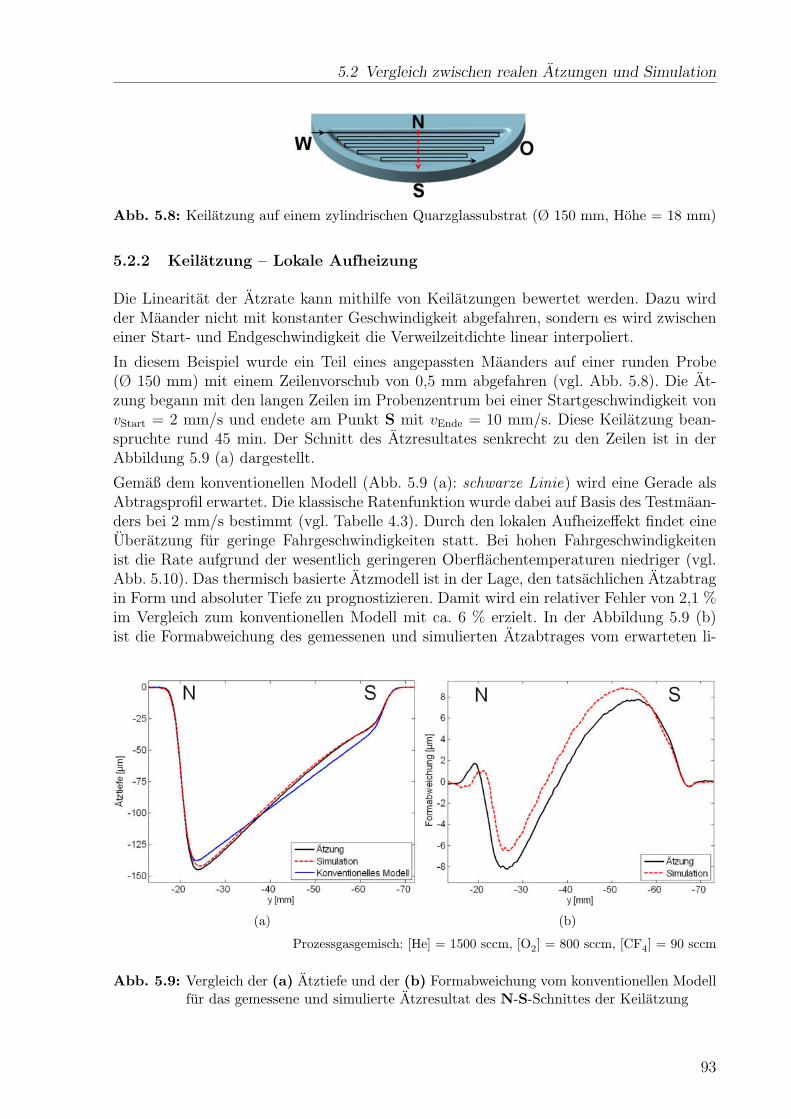
5.2 Vergleich zwischen realen Atzungen und Simulation
Abb. 5.8: Keilatzung auf einem zylindrischen Quarzglassubstrat (Ø 150 mm, Hohe = 18 mm)
5.2.2 Keilatzung – Lokale Aufheizung
Die Linearitat der Atzrate kann mithilfe von Keilatzungen bewertet werden. Dazu wirdder Maander nicht mit konstanter Geschwindigkeit abgefahren, sondern es wird zwischeneiner Start- und Endgeschwindigkeit die Verweilzeitdichte linear interpoliert.
In diesem Beispiel wurde ein Teil eines angepassten Maanders auf einer runden Probe(Ø 150 mm) mit einem Zeilenvorschub von 0,5 mm abgefahren (vgl. Abb. 5.8). Die At-zung begann mit den langen Zeilen im Probenzentrum bei einer Startgeschwindigkeit vonvStart = 2 mm/s und endete am Punkt S mit vEnde = 10 mm/s. Diese Keilatzung bean-spruchte rund 45 min. Der Schnitt des Atzresultates senkrecht zu den Zeilen ist in derAbbildung 5.9 (a) dargestellt.
Gemaß dem konventionellen Modell (Abb. 5.9 (a): schwarze Linie) wird eine Gerade alsAbtragsprofil erwartet. Die klassische Ratenfunktion wurde dabei auf Basis des Testmaan-ders bei 2 mm/s bestimmt (vgl. Tabelle 4.3). Durch den lokalen Aufheizeffekt findet eineUberatzung fur geringe Fahrgeschwindigkeiten statt. Bei hohen Fahrgeschwindigkeitenist die Rate aufgrund der wesentlich geringeren Oberflachentemperaturen niedriger (vgl.Abb. 5.10). Das thermisch basierte Atzmodell ist in der Lage, den tatsachlichen Atzabtragin Form und absoluter Tiefe zu prognostizieren. Damit wird ein relativer Fehler von 2,1 %im Vergleich zum konventionellen Modell mit ca. 6 % erzielt. In der Abbildung 5.9 (b)ist die Formabweichung des gemessenen und simulierten Atzabtrages vom erwarteten li-
(a) (b)
Prozessgasgemisch: [He] = 1500 sccm, [O2] = 800 sccm, [CF
4] = 90 sccm
Abb. 5.9: Vergleich der (a) Atztiefe und der (b) Formabweichung vom konventionellen Modellfur das gemessene und simulierte Atzresultat des N-S-Schnittes der Keilatzung
93
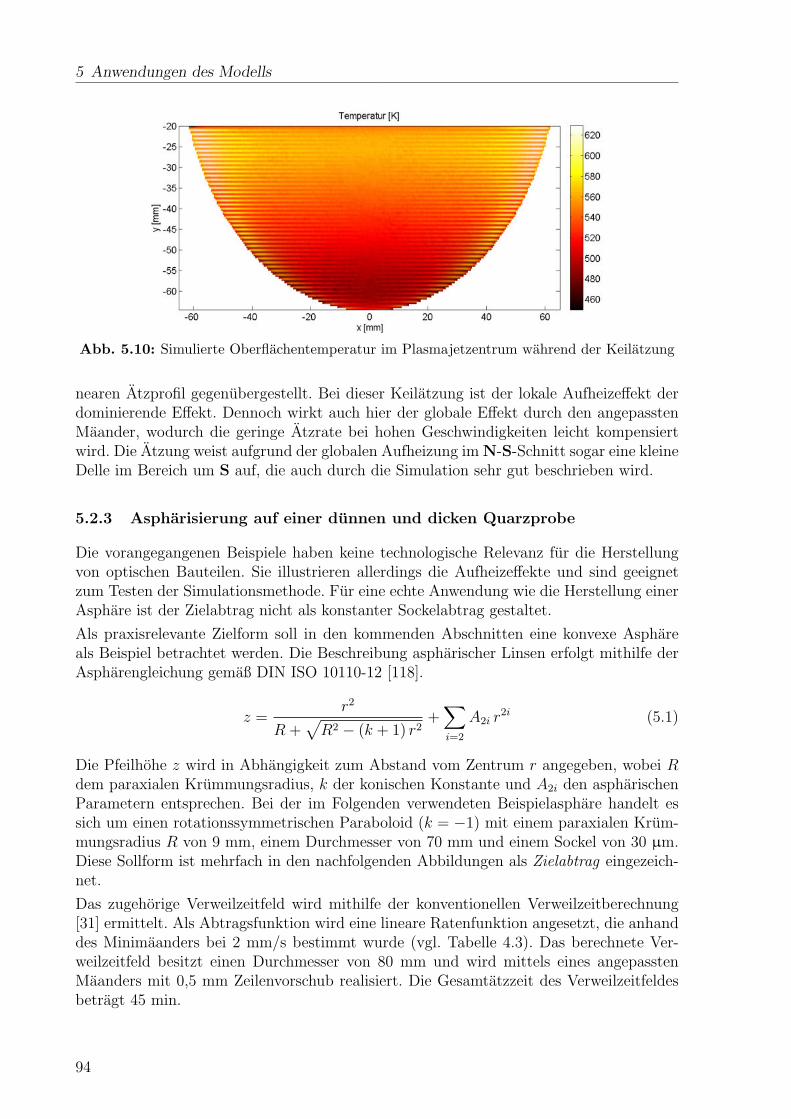
5 Anwendungen des Modells
Abb. 5.10: Simulierte Oberflachentemperatur im Plasmajetzentrum wahrend der Keilatzung
nearen Atzprofil gegenubergestellt. Bei dieser Keilatzung ist der lokale Aufheizeffekt derdominierende Effekt. Dennoch wirkt auch hier der globale Effekt durch den angepasstenMaander, wodurch die geringe Atzrate bei hohen Geschwindigkeiten leicht kompensiertwird. Die Atzung weist aufgrund der globalen Aufheizung imN-S-Schnitt sogar eine kleineDelle im Bereich um S auf, die auch durch die Simulation sehr gut beschrieben wird.
5.2.3 Aspharisierung auf einer dunnen und dicken Quarzprobe
Die vorangegangenen Beispiele haben keine technologische Relevanz fur die Herstellungvon optischen Bauteilen. Sie illustrieren allerdings die Aufheizeffekte und sind geeignetzum Testen der Simulationsmethode. Fur eine echte Anwendung wie die Herstellung einerAsphare ist der Zielabtrag nicht als konstanter Sockelabtrag gestaltet.
Als praxisrelevante Zielform soll in den kommenden Abschnitten eine konvexe Asphareals Beispiel betrachtet werden. Die Beschreibung aspharischer Linsen erfolgt mithilfe derAspharengleichung gemaß DIN ISO 10110-12 [118].
z =r2
R +√
R2 − (k + 1) r2+∑
i=2
A2i r2i (5.1)
Die Pfeilhohe z wird in Abhangigkeit zum Abstand vom Zentrum r angegeben, wobei Rdem paraxialen Krummungsradius, k der konischen Konstante und A2i den aspharischenParametern entsprechen. Bei der im Folgenden verwendeten Beispielasphare handelt essich um einen rotationssymmetrischen Paraboloid (k = −1) mit einem paraxialen Krum-mungsradius R von 9 mm, einem Durchmesser von 70 mm und einem Sockel von 30 µm.Diese Sollform ist mehrfach in den nachfolgenden Abbildungen als Zielabtrag eingezeich-net.
Das zugehorige Verweilzeitfeld wird mithilfe der konventionellen Verweilzeitberechnung[31] ermittelt. Als Abtragsfunktion wird eine lineare Ratenfunktion angesetzt, die anhanddes Minimaanders bei 2 mm/s bestimmt wurde (vgl. Tabelle 4.3). Das berechnete Ver-weilzeitfeld besitzt einen Durchmesser von 80 mm und wird mittels eines angepasstenMaanders mit 0,5 mm Zeilenvorschub realisiert. Die Gesamtatzzeit des Verweilzeitfeldesbetragt 45 min.
94
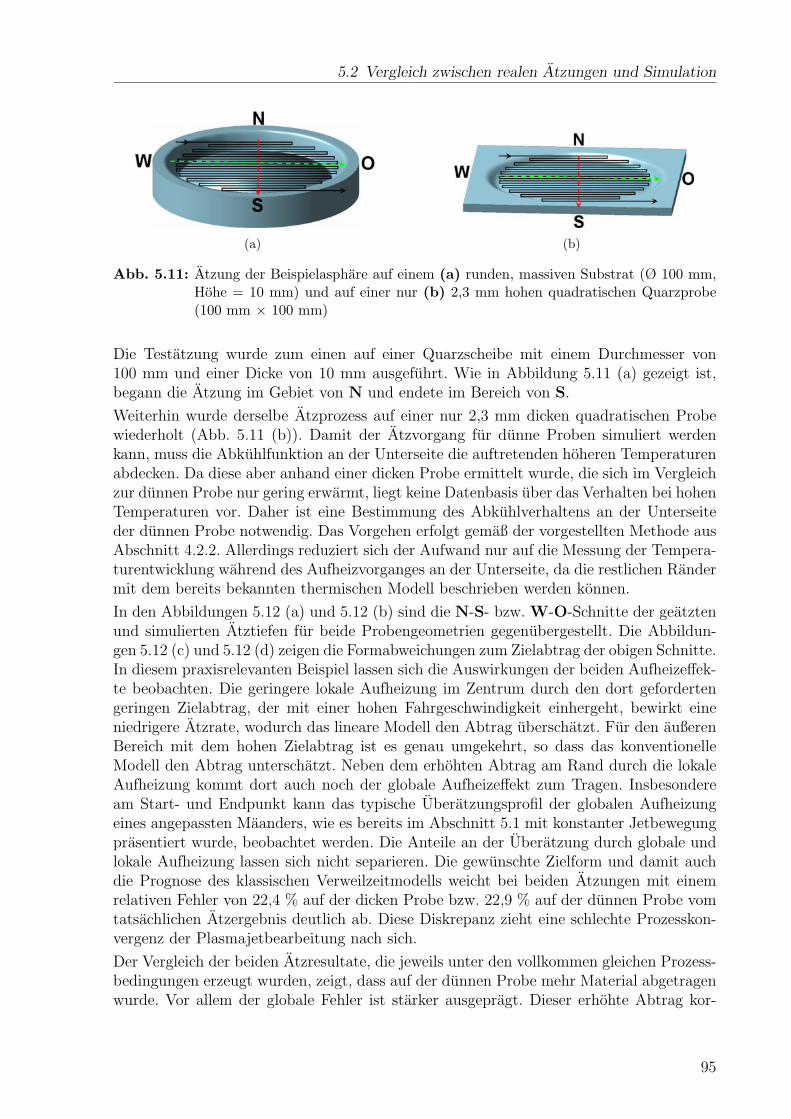
5.2 Vergleich zwischen realen Atzungen und Simulation
(a) (b)
Abb. 5.11: Atzung der Beispielasphare auf einem (a) runden, massiven Substrat (Ø 100 mm,Hohe = 10 mm) und auf einer nur (b) 2,3 mm hohen quadratischen Quarzprobe(100 mm × 100 mm)
Die Testatzung wurde zum einen auf einer Quarzscheibe mit einem Durchmesser von100 mm und einer Dicke von 10 mm ausgefuhrt. Wie in Abbildung 5.11 (a) gezeigt ist,begann die Atzung im Gebiet von N und endete im Bereich von S.
Weiterhin wurde derselbe Atzprozess auf einer nur 2,3 mm dicken quadratischen Probewiederholt (Abb. 5.11 (b)). Damit der Atzvorgang fur dunne Proben simuliert werdenkann, muss die Abkuhlfunktion an der Unterseite die auftretenden hoheren Temperaturenabdecken. Da diese aber anhand einer dicken Probe ermittelt wurde, die sich im Vergleichzur dunnen Probe nur gering erwarmt, liegt keine Datenbasis uber das Verhalten bei hohenTemperaturen vor. Daher ist eine Bestimmung des Abkuhlverhaltens an der Unterseiteder dunnen Probe notwendig. Das Vorgehen erfolgt gemaß der vorgestellten Methode ausAbschnitt 4.2.2. Allerdings reduziert sich der Aufwand nur auf die Messung der Tempera-turentwicklung wahrend des Aufheizvorganges an der Unterseite, da die restlichen Randermit dem bereits bekannten thermischen Modell beschrieben werden konnen.
In den Abbildungen 5.12 (a) und 5.12 (b) sind die N-S- bzw. W-O-Schnitte der geatztenund simulierten Atztiefen fur beide Probengeometrien gegenubergestellt. Die Abbildun-gen 5.12 (c) und 5.12 (d) zeigen die Formabweichungen zum Zielabtrag der obigen Schnitte.In diesem praxisrelevanten Beispiel lassen sich die Auswirkungen der beiden Aufheizeffek-te beobachten. Die geringere lokale Aufheizung im Zentrum durch den dort gefordertengeringen Zielabtrag, der mit einer hohen Fahrgeschwindigkeit einhergeht, bewirkt eineniedrigere Atzrate, wodurch das lineare Modell den Abtrag uberschatzt. Fur den außerenBereich mit dem hohen Zielabtrag ist es genau umgekehrt, so dass das konventionelleModell den Abtrag unterschatzt. Neben dem erhohten Abtrag am Rand durch die lokaleAufheizung kommt dort auch noch der globale Aufheizeffekt zum Tragen. Insbesondeream Start- und Endpunkt kann das typische Uberatzungsprofil der globalen Aufheizungeines angepassten Maanders, wie es bereits im Abschnitt 5.1 mit konstanter Jetbewegungprasentiert wurde, beobachtet werden. Die Anteile an der Uberatzung durch globale undlokale Aufheizung lassen sich nicht separieren. Die gewunschte Zielform und damit auchdie Prognose des klassischen Verweilzeitmodells weicht bei beiden Atzungen mit einemrelativen Fehler von 22,4 % auf der dicken Probe bzw. 22,9 % auf der dunnen Probe vomtatsachlichen Atzergebnis deutlich ab. Diese Diskrepanz zieht eine schlechte Prozesskon-vergenz der Plasmajetbearbeitung nach sich.
Der Vergleich der beiden Atzresultate, die jeweils unter den vollkommen gleichen Prozess-bedingungen erzeugt wurden, zeigt, dass auf der dunnen Probe mehr Material abgetragenwurde. Vor allem der globale Fehler ist starker ausgepragt. Dieser erhohte Abtrag kor-
95
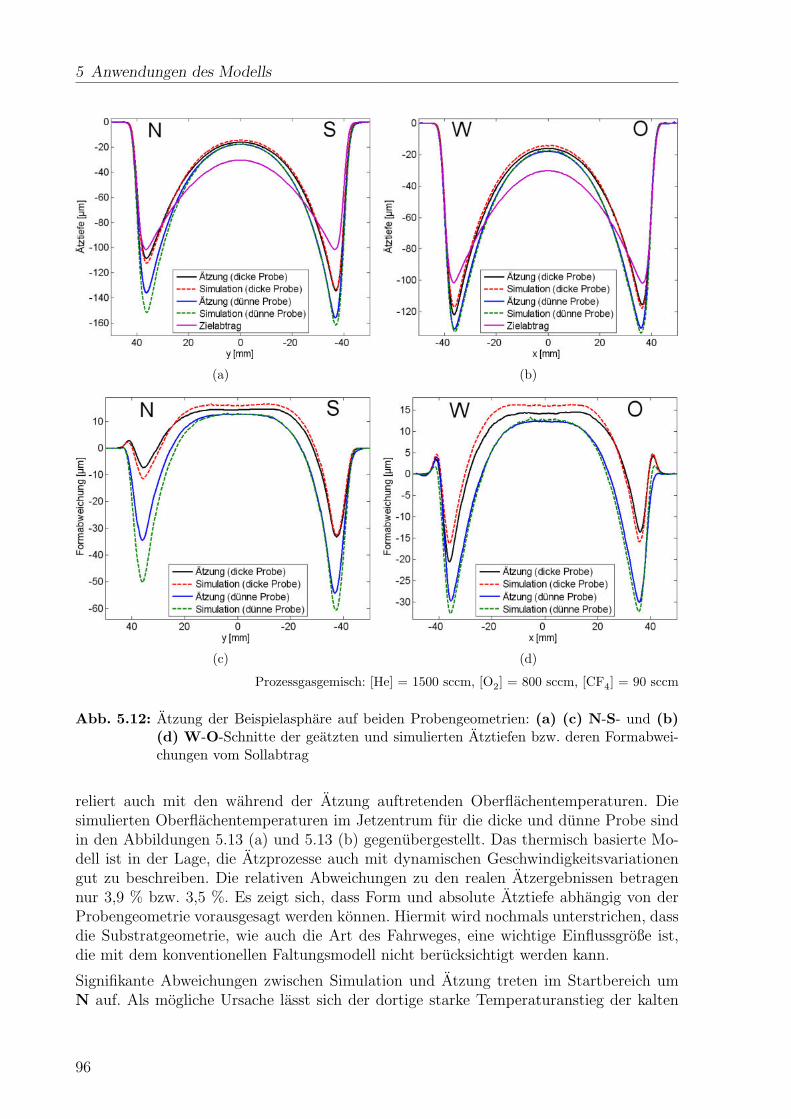
5 Anwendungen des Modells
(a) (b)
(c) (d)
Prozessgasgemisch: [He] = 1500 sccm, [O2] = 800 sccm, [CF
4] = 90 sccm
Abb. 5.12: Atzung der Beispielasphare auf beiden Probengeometrien: (a) (c) N-S- und (b)(d) W-O-Schnitte der geatzten und simulierten Atztiefen bzw. deren Formabwei-chungen vom Sollabtrag
reliert auch mit den wahrend der Atzung auftretenden Oberflachentemperaturen. Diesimulierten Oberflachentemperaturen im Jetzentrum fur die dicke und dunne Probe sindin den Abbildungen 5.13 (a) und 5.13 (b) gegenubergestellt. Das thermisch basierte Mo-dell ist in der Lage, die Atzprozesse auch mit dynamischen Geschwindigkeitsvariationengut zu beschreiben. Die relativen Abweichungen zu den realen Atzergebnissen betragennur 3,9 % bzw. 3,5 %. Es zeigt sich, dass Form und absolute Atztiefe abhangig von derProbengeometrie vorausgesagt werden konnen. Hiermit wird nochmals unterstrichen, dassdie Substratgeometrie, wie auch die Art des Fahrweges, eine wichtige Einflussgroße ist,die mit dem konventionellen Faltungsmodell nicht berucksichtigt werden kann.
Signifikante Abweichungen zwischen Simulation und Atzung treten im Startbereich umN auf. Als mogliche Ursache lasst sich der dortige starke Temperaturanstieg der kalten
96
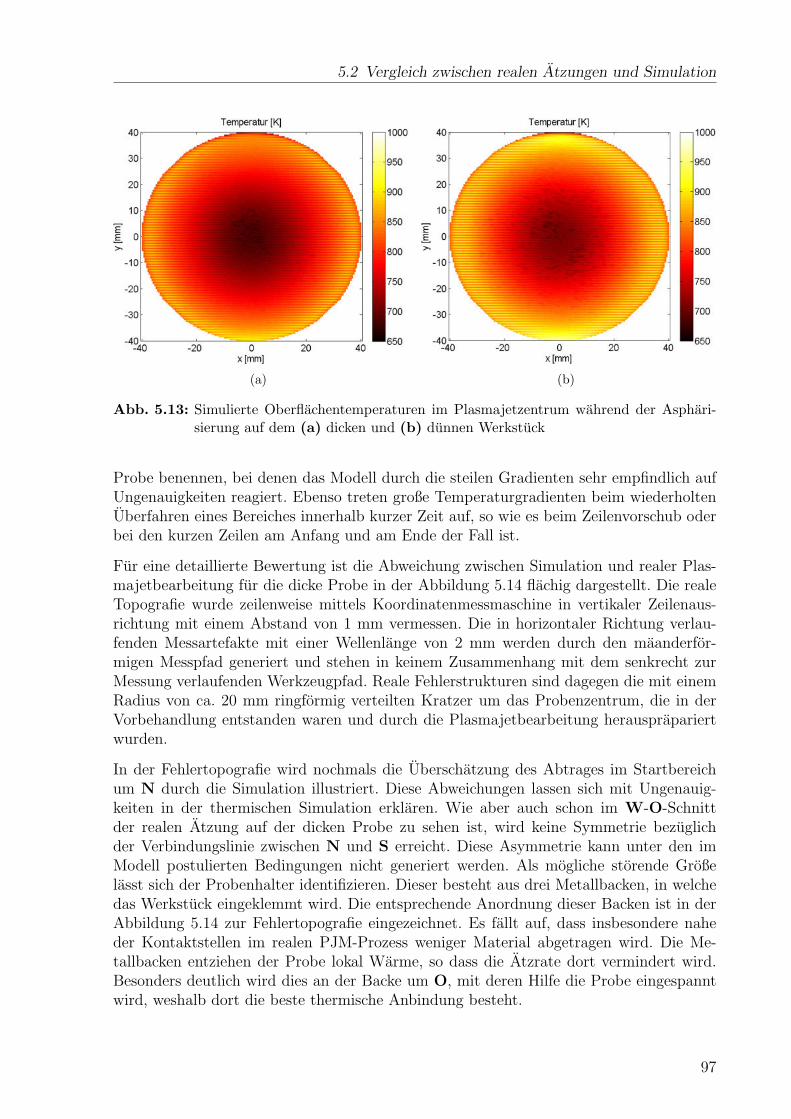
5.2 Vergleich zwischen realen Atzungen und Simulation
(a) (b)
Abb. 5.13: Simulierte Oberflachentemperaturen im Plasmajetzentrum wahrend der Asphari-sierung auf dem (a) dicken und (b) dunnen Werkstuck
Probe benennen, bei denen das Modell durch die steilen Gradienten sehr empfindlich aufUngenauigkeiten reagiert. Ebenso treten große Temperaturgradienten beim wiederholtenUberfahren eines Bereiches innerhalb kurzer Zeit auf, so wie es beim Zeilenvorschub oderbei den kurzen Zeilen am Anfang und am Ende der Fall ist.
Fur eine detaillierte Bewertung ist die Abweichung zwischen Simulation und realer Plas-majetbearbeitung fur die dicke Probe in der Abbildung 5.14 flachig dargestellt. Die realeTopografie wurde zeilenweise mittels Koordinatenmessmaschine in vertikaler Zeilenaus-richtung mit einem Abstand von 1 mm vermessen. Die in horizontaler Richtung verlau-fenden Messartefakte mit einer Wellenlange von 2 mm werden durch den maanderfor-migen Messpfad generiert und stehen in keinem Zusammenhang mit dem senkrecht zurMessung verlaufenden Werkzeugpfad. Reale Fehlerstrukturen sind dagegen die mit einemRadius von ca. 20 mm ringformig verteilten Kratzer um das Probenzentrum, die in derVorbehandlung entstanden waren und durch die Plasmajetbearbeitung herausprapariertwurden.
In der Fehlertopografie wird nochmals die Uberschatzung des Abtrages im Startbereichum N durch die Simulation illustriert. Diese Abweichungen lassen sich mit Ungenauig-keiten in der thermischen Simulation erklaren. Wie aber auch schon im W-O-Schnittder realen Atzung auf der dicken Probe zu sehen ist, wird keine Symmetrie bezuglichder Verbindungslinie zwischen N und S erreicht. Diese Asymmetrie kann unter den imModell postulierten Bedingungen nicht generiert werden. Als mogliche storende Großelasst sich der Probenhalter identifizieren. Dieser besteht aus drei Metallbacken, in welchedas Werkstuck eingeklemmt wird. Die entsprechende Anordnung dieser Backen ist in derAbbildung 5.14 zur Fehlertopografie eingezeichnet. Es fallt auf, dass insbesondere naheder Kontaktstellen im realen PJM-Prozess weniger Material abgetragen wird. Die Me-tallbacken entziehen der Probe lokal Warme, so dass die Atzrate dort vermindert wird.Besonders deutlich wird dies an der Backe um O, mit deren Hilfe die Probe eingespanntwird, weshalb dort die beste thermische Anbindung besteht.
97
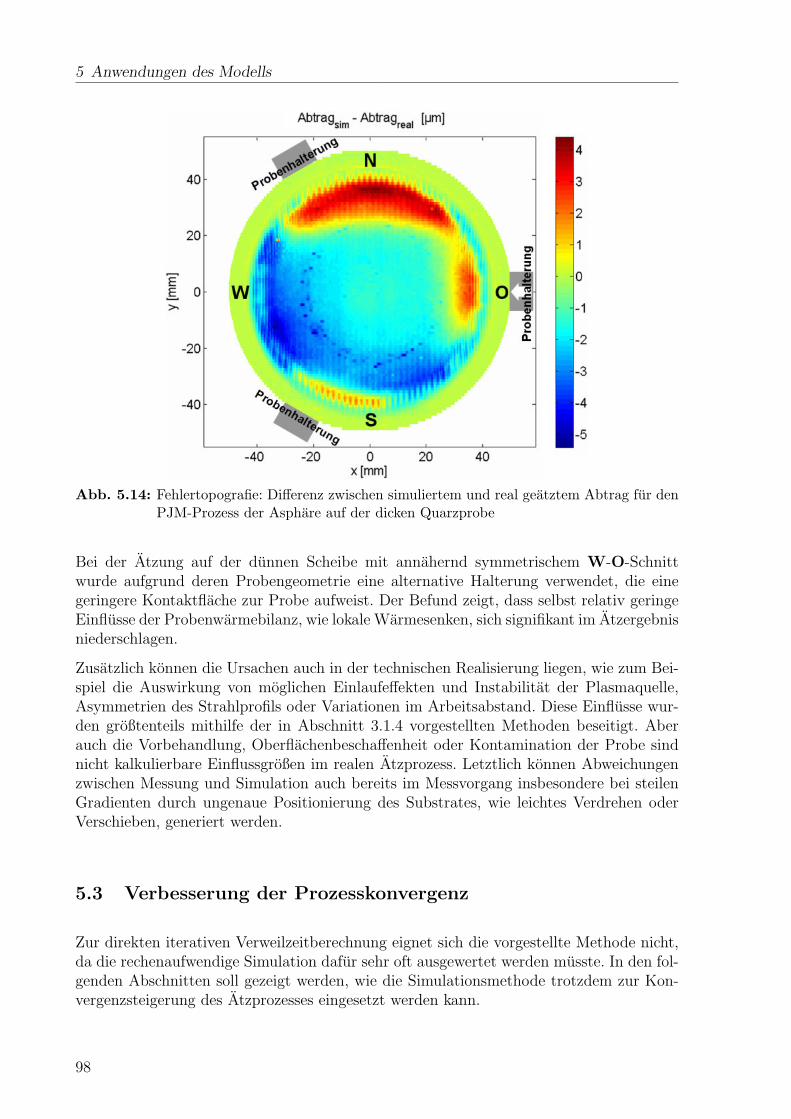
5 Anwendungen des Modells
Abb. 5.14: Fehlertopografie: Differenz zwischen simuliertem und real geatztem Abtrag fur denPJM-Prozess der Asphare auf der dicken Quarzprobe
Bei der Atzung auf der dunnen Scheibe mit annahernd symmetrischem W-O-Schnittwurde aufgrund deren Probengeometrie eine alternative Halterung verwendet, die einegeringere Kontaktflache zur Probe aufweist. Der Befund zeigt, dass selbst relativ geringeEinflusse der Probenwarmebilanz, wie lokale Warmesenken, sich signifikant im Atzergebnisniederschlagen.
Zusatzlich konnen die Ursachen auch in der technischen Realisierung liegen, wie zum Bei-spiel die Auswirkung von moglichen Einlaufeffekten und Instabilitat der Plasmaquelle,Asymmetrien des Strahlprofils oder Variationen im Arbeitsabstand. Diese Einflusse wur-den großtenteils mithilfe der in Abschnitt 3.1.4 vorgestellten Methoden beseitigt. Aberauch die Vorbehandlung, Oberflachenbeschaffenheit oder Kontamination der Probe sindnicht kalkulierbare Einflussgroßen im realen Atzprozess. Letztlich konnen Abweichungenzwischen Messung und Simulation auch bereits im Messvorgang insbesondere bei steilenGradienten durch ungenaue Positionierung des Substrates, wie leichtes Verdrehen oderVerschieben, generiert werden.
5.3 Verbesserung der Prozesskonvergenz
Zur direkten iterativen Verweilzeitberechnung eignet sich die vorgestellte Methode nicht,da die rechenaufwendige Simulation dafur sehr oft ausgewertet werden musste. In den fol-genden Abschnitten soll gezeigt werden, wie die Simulationsmethode trotzdem zur Kon-vergenzsteigerung des Atzprozesses eingesetzt werden kann.
98
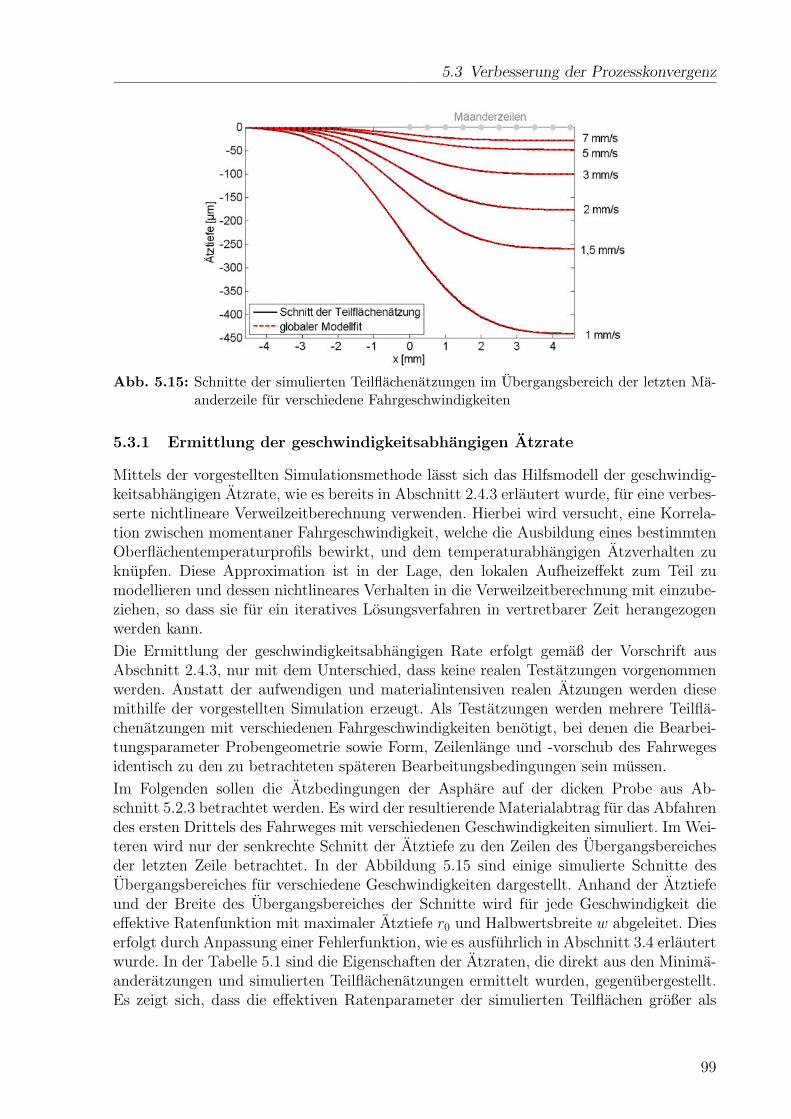
5.3 Verbesserung der Prozesskonvergenz
Abb. 5.15: Schnitte der simulierten Teilflachenatzungen im Ubergangsbereich der letzten Ma-anderzeile fur verschiedene Fahrgeschwindigkeiten
5.3.1 Ermittlung der geschwindigkeitsabhangigen Atzrate
Mittels der vorgestellten Simulationsmethode lasst sich das Hilfsmodell der geschwindig-keitsabhangigen Atzrate, wie es bereits in Abschnitt 2.4.3 erlautert wurde, fur eine verbes-serte nichtlineare Verweilzeitberechnung verwenden. Hierbei wird versucht, eine Korrela-tion zwischen momentaner Fahrgeschwindigkeit, welche die Ausbildung eines bestimmtenOberflachentemperaturprofils bewirkt, und dem temperaturabhangigen Atzverhalten zuknupfen. Diese Approximation ist in der Lage, den lokalen Aufheizeffekt zum Teil zumodellieren und dessen nichtlineares Verhalten in die Verweilzeitberechnung mit einzube-ziehen, so dass sie fur ein iteratives Losungsverfahren in vertretbarer Zeit herangezogenwerden kann.
Die Ermittlung der geschwindigkeitsabhangigen Rate erfolgt gemaß der Vorschrift ausAbschnitt 2.4.3, nur mit dem Unterschied, dass keine realen Testatzungen vorgenommenwerden. Anstatt der aufwendigen und materialintensiven realen Atzungen werden diesemithilfe der vorgestellten Simulation erzeugt. Als Testatzungen werden mehrere Teilfla-chenatzungen mit verschiedenen Fahrgeschwindigkeiten benotigt, bei denen die Bearbei-tungsparameter Probengeometrie sowie Form, Zeilenlange und -vorschub des Fahrwegesidentisch zu den zu betrachteten spateren Bearbeitungsbedingungen sein mussen.
Im Folgenden sollen die Atzbedingungen der Asphare auf der dicken Probe aus Ab-schnitt 5.2.3 betrachtet werden. Es wird der resultierende Materialabtrag fur das Abfahrendes ersten Drittels des Fahrweges mit verschiedenen Geschwindigkeiten simuliert. Im Wei-teren wird nur der senkrechte Schnitt der Atztiefe zu den Zeilen des Ubergangsbereichesder letzten Zeile betrachtet. In der Abbildung 5.15 sind einige simulierte Schnitte desUbergangsbereiches fur verschiedene Geschwindigkeiten dargestellt. Anhand der Atztiefeund der Breite des Ubergangsbereiches der Schnitte wird fur jede Geschwindigkeit dieeffektive Ratenfunktion mit maximaler Atztiefe r0 und Halbwertsbreite w abgeleitet. Dieserfolgt durch Anpassung einer Fehlerfunktion, wie es ausfuhrlich in Abschnitt 3.4 erlautertwurde. In der Tabelle 5.1 sind die Eigenschaften der Atzraten, die direkt aus den Minima-anderatzungen und simulierten Teilflachenatzungen ermittelt wurden, gegenubergestellt.Es zeigt sich, dass die effektiven Ratenparameter der simulierten Teilflachen großer als
99
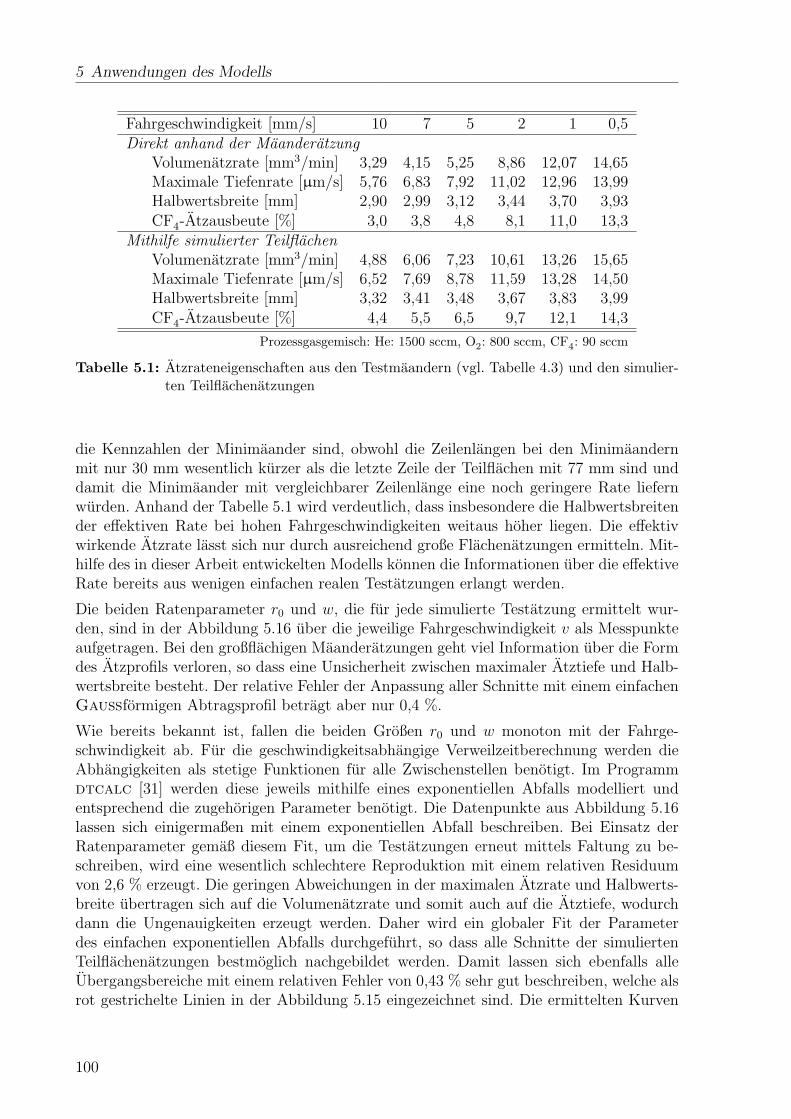
5 Anwendungen des Modells
Fahrgeschwindigkeit [mm/s] 10 7 5 2 1 0,5Direkt anhand der Maanderatzung
Volumenatzrate [mm3/min] 3,29 4,15 5,25 8,86 12,07 14,65Maximale Tiefenrate [µm/s] 5,76 6,83 7,92 11,02 12,96 13,99Halbwertsbreite [mm] 2,90 2,99 3,12 3,44 3,70 3,93CF4-Atzausbeute [%] 3,0 3,8 4,8 8,1 11,0 13,3
Mithilfe simulierter TeilflachenVolumenatzrate [mm3/min] 4,88 6,06 7,23 10,61 13,26 15,65Maximale Tiefenrate [µm/s] 6,52 7,69 8,78 11,59 13,28 14,50Halbwertsbreite [mm] 3,32 3,41 3,48 3,67 3,83 3,99CF4-Atzausbeute [%] 4,4 5,5 6,5 9,7 12,1 14,3
Prozessgasgemisch: He: 1500 sccm, O2: 800 sccm, CF
4: 90 sccm
Tabelle 5.1: Atzrateneigenschaften aus den Testmaandern (vgl. Tabelle 4.3) und den simulier-ten Teilflachenatzungen
die Kennzahlen der Minimaander sind, obwohl die Zeilenlangen bei den Minimaandernmit nur 30 mm wesentlich kurzer als die letzte Zeile der Teilflachen mit 77 mm sind unddamit die Minimaander mit vergleichbarer Zeilenlange eine noch geringere Rate liefernwurden. Anhand der Tabelle 5.1 wird verdeutlich, dass insbesondere die Halbwertsbreitender effektiven Rate bei hohen Fahrgeschwindigkeiten weitaus hoher liegen. Die effektivwirkende Atzrate lasst sich nur durch ausreichend große Flachenatzungen ermitteln. Mit-hilfe des in dieser Arbeit entwickelten Modells konnen die Informationen uber die effektiveRate bereits aus wenigen einfachen realen Testatzungen erlangt werden.
Die beiden Ratenparameter r0 und w, die fur jede simulierte Testatzung ermittelt wur-den, sind in der Abbildung 5.16 uber die jeweilige Fahrgeschwindigkeit v als Messpunkteaufgetragen. Bei den großflachigen Maanderatzungen geht viel Information uber die Formdes Atzprofils verloren, so dass eine Unsicherheit zwischen maximaler Atztiefe und Halb-wertsbreite besteht. Der relative Fehler der Anpassung aller Schnitte mit einem einfachenGaußformigen Abtragsprofil betragt aber nur 0,4 %.
Wie bereits bekannt ist, fallen die beiden Großen r0 und w monoton mit der Fahrge-schwindigkeit ab. Fur die geschwindigkeitsabhangige Verweilzeitberechnung werden dieAbhangigkeiten als stetige Funktionen fur alle Zwischenstellen benotigt. Im Programmdtcalc [31] werden diese jeweils mithilfe eines exponentiellen Abfalls modelliert undentsprechend die zugehorigen Parameter benotigt. Die Datenpunkte aus Abbildung 5.16lassen sich einigermaßen mit einem exponentiellen Abfall beschreiben. Bei Einsatz derRatenparameter gemaß diesem Fit, um die Testatzungen erneut mittels Faltung zu be-schreiben, wird eine wesentlich schlechtere Reproduktion mit einem relativen Residuumvon 2,6 % erzeugt. Die geringen Abweichungen in der maximalen Atzrate und Halbwerts-breite ubertragen sich auf die Volumenatzrate und somit auch auf die Atztiefe, wodurchdann die Ungenauigkeiten erzeugt werden. Daher wird ein globaler Fit der Parameterdes einfachen exponentiellen Abfalls durchgefuhrt, so dass alle Schnitte der simuliertenTeilflachenatzungen bestmoglich nachgebildet werden. Damit lassen sich ebenfalls alleUbergangsbereiche mit einem relativen Fehler von 0,43 % sehr gut beschreiben, welche alsrot gestrichelte Linien in der Abbildung 5.15 eingezeichnet sind. Die ermittelten Kurven
100
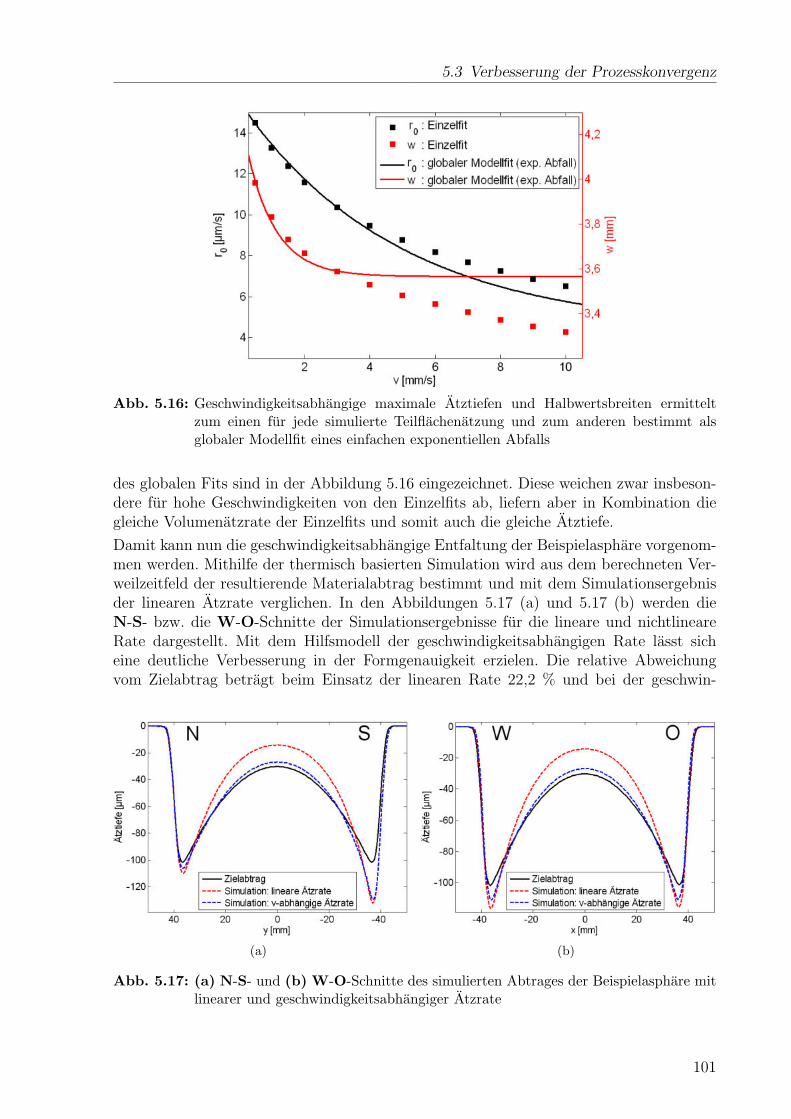
5.3 Verbesserung der Prozesskonvergenz
Abb. 5.16: Geschwindigkeitsabhangige maximale Atztiefen und Halbwertsbreiten ermitteltzum einen fur jede simulierte Teilflachenatzung und zum anderen bestimmt alsglobaler Modellfit eines einfachen exponentiellen Abfalls
des globalen Fits sind in der Abbildung 5.16 eingezeichnet. Diese weichen zwar insbeson-dere fur hohe Geschwindigkeiten von den Einzelfits ab, liefern aber in Kombination diegleiche Volumenatzrate der Einzelfits und somit auch die gleiche Atztiefe.
Damit kann nun die geschwindigkeitsabhangige Entfaltung der Beispielasphare vorgenom-men werden. Mithilfe der thermisch basierten Simulation wird aus dem berechneten Ver-weilzeitfeld der resultierende Materialabtrag bestimmt und mit dem Simulationsergebnisder linearen Atzrate verglichen. In den Abbildungen 5.17 (a) und 5.17 (b) werden dieN-S- bzw. die W-O-Schnitte der Simulationsergebnisse fur die lineare und nichtlineareRate dargestellt. Mit dem Hilfsmodell der geschwindigkeitsabhangigen Rate lasst sicheine deutliche Verbesserung in der Formgenauigkeit erzielen. Die relative Abweichungvom Zielabtrag betragt beim Einsatz der linearen Rate 22,2 % und bei der geschwin-
(a) (b)
Abb. 5.17: (a) N-S- und (b) W-O-Schnitte des simulierten Abtrages der Beispielasphare mitlinearer und geschwindigkeitsabhangiger Atzrate
101
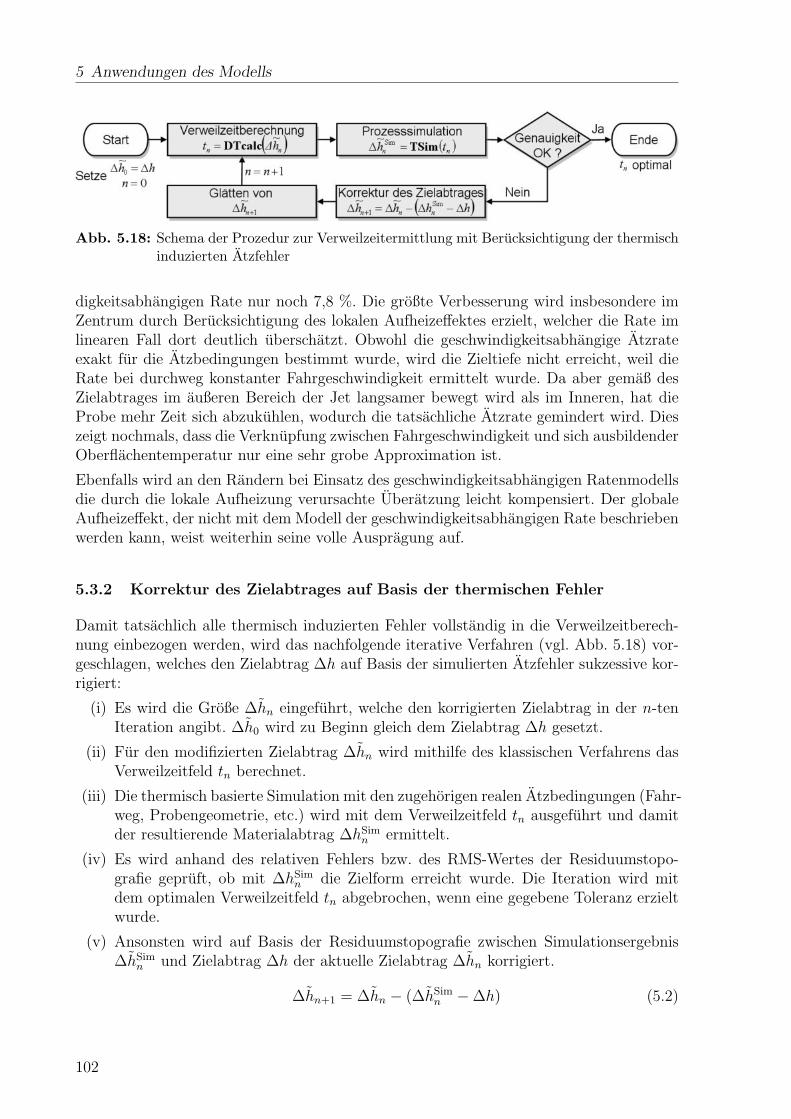
5 Anwendungen des Modells
Abb. 5.18: Schema der Prozedur zur Verweilzeitermittlung mit Berucksichtigung der thermischinduzierten Atzfehler
digkeitsabhangigen Rate nur noch 7,8 %. Die großte Verbesserung wird insbesondere imZentrum durch Berucksichtigung des lokalen Aufheizeffektes erzielt, welcher die Rate imlinearen Fall dort deutlich uberschatzt. Obwohl die geschwindigkeitsabhangige Atzrateexakt fur die Atzbedingungen bestimmt wurde, wird die Zieltiefe nicht erreicht, weil dieRate bei durchweg konstanter Fahrgeschwindigkeit ermittelt wurde. Da aber gemaß desZielabtrages im außeren Bereich der Jet langsamer bewegt wird als im Inneren, hat dieProbe mehr Zeit sich abzukuhlen, wodurch die tatsachliche Atzrate gemindert wird. Dieszeigt nochmals, dass die Verknupfung zwischen Fahrgeschwindigkeit und sich ausbildenderOberflachentemperatur nur eine sehr grobe Approximation ist.
Ebenfalls wird an den Randern bei Einsatz des geschwindigkeitsabhangigen Ratenmodellsdie durch die lokale Aufheizung verursachte Uberatzung leicht kompensiert. Der globaleAufheizeffekt, der nicht mit dem Modell der geschwindigkeitsabhangigen Rate beschriebenwerden kann, weist weiterhin seine volle Auspragung auf.
5.3.2 Korrektur des Zielabtrages auf Basis der thermischen Fehler
Damit tatsachlich alle thermisch induzierten Fehler vollstandig in die Verweilzeitberech-nung einbezogen werden, wird das nachfolgende iterative Verfahren (vgl. Abb. 5.18) vor-geschlagen, welches den Zielabtrag ∆h auf Basis der simulierten Atzfehler sukzessive kor-rigiert:
(i) Es wird die Große ∆hn eingefuhrt, welche den korrigierten Zielabtrag in der n-tenIteration angibt. ∆h0 wird zu Beginn gleich dem Zielabtrag ∆h gesetzt.
(ii) Fur den modifizierten Zielabtrag ∆hn wird mithilfe des klassischen Verfahrens dasVerweilzeitfeld tn berechnet.
(iii) Die thermisch basierte Simulation mit den zugehorigen realen Atzbedingungen (Fahr-weg, Probengeometrie, etc.) wird mit dem Verweilzeitfeld tn ausgefuhrt und damitder resultierende Materialabtrag ∆hSimn ermittelt.
(iv) Es wird anhand des relativen Fehlers bzw. des RMS-Wertes der Residuumstopo-grafie gepruft, ob mit ∆hSimn die Zielform erreicht wurde. Die Iteration wird mitdem optimalen Verweilzeitfeld tn abgebrochen, wenn eine gegebene Toleranz erzieltwurde.
(v) Ansonsten wird auf Basis der Residuumstopografie zwischen Simulationsergebnis∆hSimn und Zielabtrag ∆h der aktuelle Zielabtrag ∆hn korrigiert.
∆hn+1 = ∆hn − (∆hSimn −∆h) (5.2)
102
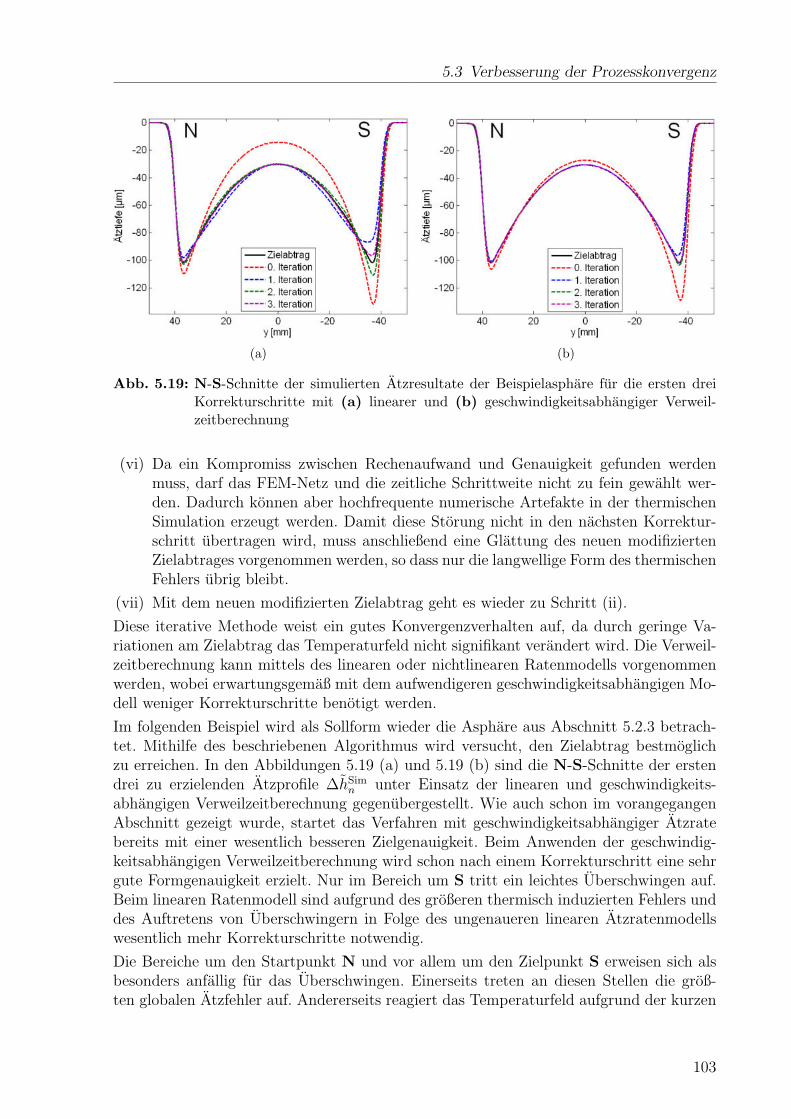
5.3 Verbesserung der Prozesskonvergenz
(a) (b)
Abb. 5.19: N-S-Schnitte der simulierten Atzresultate der Beispielasphare fur die ersten dreiKorrekturschritte mit (a) linearer und (b) geschwindigkeitsabhangiger Verweil-zeitberechnung
(vi) Da ein Kompromiss zwischen Rechenaufwand und Genauigkeit gefunden werdenmuss, darf das FEM-Netz und die zeitliche Schrittweite nicht zu fein gewahlt wer-den. Dadurch konnen aber hochfrequente numerische Artefakte in der thermischenSimulation erzeugt werden. Damit diese Storung nicht in den nachsten Korrektur-schritt ubertragen wird, muss anschließend eine Glattung des neuen modifiziertenZielabtrages vorgenommen werden, so dass nur die langwellige Form des thermischenFehlers ubrig bleibt.
(vii) Mit dem neuen modifizierten Zielabtrag geht es wieder zu Schritt (ii).
Diese iterative Methode weist ein gutes Konvergenzverhalten auf, da durch geringe Va-riationen am Zielabtrag das Temperaturfeld nicht signifikant verandert wird. Die Verweil-zeitberechnung kann mittels des linearen oder nichtlinearen Ratenmodells vorgenommenwerden, wobei erwartungsgemaß mit dem aufwendigeren geschwindigkeitsabhangigen Mo-dell weniger Korrekturschritte benotigt werden.
Im folgenden Beispiel wird als Sollform wieder die Asphare aus Abschnitt 5.2.3 betrach-tet. Mithilfe des beschriebenen Algorithmus wird versucht, den Zielabtrag bestmoglichzu erreichen. In den Abbildungen 5.19 (a) und 5.19 (b) sind die N-S-Schnitte der erstendrei zu erzielenden Atzprofile ∆hSimn unter Einsatz der linearen und geschwindigkeits-abhangigen Verweilzeitberechnung gegenubergestellt. Wie auch schon im vorangegangenAbschnitt gezeigt wurde, startet das Verfahren mit geschwindigkeitsabhangiger Atzratebereits mit einer wesentlich besseren Zielgenauigkeit. Beim Anwenden der geschwindig-keitsabhangigen Verweilzeitberechnung wird schon nach einem Korrekturschritt eine sehrgute Formgenauigkeit erzielt. Nur im Bereich um S tritt ein leichtes Uberschwingen auf.Beim linearen Ratenmodell sind aufgrund des großeren thermisch induzierten Fehlers unddes Auftretens von Uberschwingern in Folge des ungenaueren linearen Atzratenmodellswesentlich mehr Korrekturschritte notwendig.
Die Bereiche um den Startpunkt N und vor allem um den Zielpunkt S erweisen sich alsbesonders anfallig fur das Uberschwingen. Einerseits treten an diesen Stellen die groß-ten globalen Atzfehler auf. Andererseits reagiert das Temperaturfeld aufgrund der kurzen
103
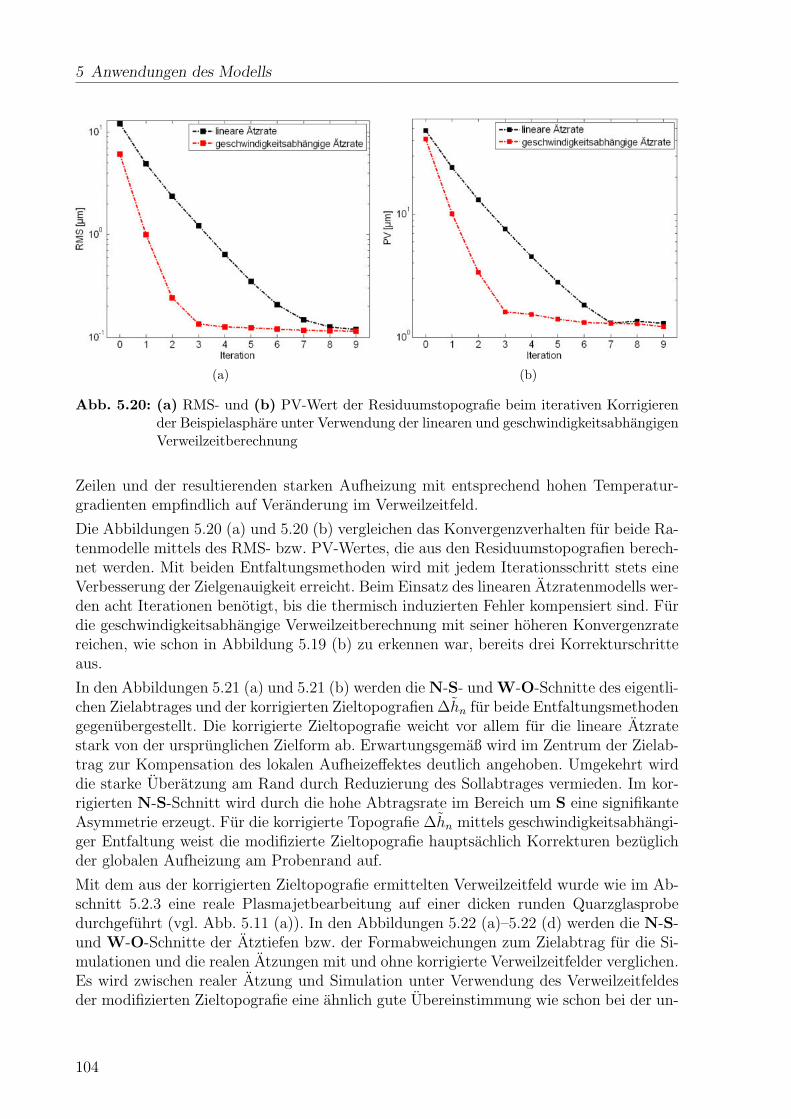
5 Anwendungen des Modells
(a) (b)
Abb. 5.20: (a) RMS- und (b) PV-Wert der Residuumstopografie beim iterativen Korrigierender Beispielasphare unter Verwendung der linearen und geschwindigkeitsabhangigenVerweilzeitberechnung
Zeilen und der resultierenden starken Aufheizung mit entsprechend hohen Temperatur-gradienten empfindlich auf Veranderung im Verweilzeitfeld.
Die Abbildungen 5.20 (a) und 5.20 (b) vergleichen das Konvergenzverhalten fur beide Ra-tenmodelle mittels des RMS- bzw. PV-Wertes, die aus den Residuumstopografien berech-net werden. Mit beiden Entfaltungsmethoden wird mit jedem Iterationsschritt stets eineVerbesserung der Zielgenauigkeit erreicht. Beim Einsatz des linearen Atzratenmodells wer-den acht Iterationen benotigt, bis die thermisch induzierten Fehler kompensiert sind. Furdie geschwindigkeitsabhangige Verweilzeitberechnung mit seiner hoheren Konvergenzratereichen, wie schon in Abbildung 5.19 (b) zu erkennen war, bereits drei Korrekturschritteaus.
In den Abbildungen 5.21 (a) und 5.21 (b) werden dieN-S- undW-O-Schnitte des eigentli-chen Zielabtrages und der korrigierten Zieltopografien ∆hn fur beide Entfaltungsmethodengegenubergestellt. Die korrigierte Zieltopografie weicht vor allem fur die lineare Atzratestark von der ursprunglichen Zielform ab. Erwartungsgemaß wird im Zentrum der Zielab-trag zur Kompensation des lokalen Aufheizeffektes deutlich angehoben. Umgekehrt wirddie starke Uberatzung am Rand durch Reduzierung des Sollabtrages vermieden. Im kor-rigierten N-S-Schnitt wird durch die hohe Abtragsrate im Bereich um S eine signifikanteAsymmetrie erzeugt. Fur die korrigierte Topografie ∆hn mittels geschwindigkeitsabhangi-ger Entfaltung weist die modifizierte Zieltopografie hauptsachlich Korrekturen bezuglichder globalen Aufheizung am Probenrand auf.
Mit dem aus der korrigierten Zieltopografie ermittelten Verweilzeitfeld wurde wie im Ab-schnitt 5.2.3 eine reale Plasmajetbearbeitung auf einer dicken runden Quarzglasprobedurchgefuhrt (vgl. Abb. 5.11 (a)). In den Abbildungen 5.22 (a)–5.22 (d) werden die N-S-und W-O-Schnitte der Atztiefen bzw. der Formabweichungen zum Zielabtrag fur die Si-mulationen und die realen Atzungen mit und ohne korrigierte Verweilzeitfelder verglichen.Es wird zwischen realer Atzung und Simulation unter Verwendung des Verweilzeitfeldesder modifizierten Zieltopografie eine ahnlich gute Ubereinstimmung wie schon bei der un-
104
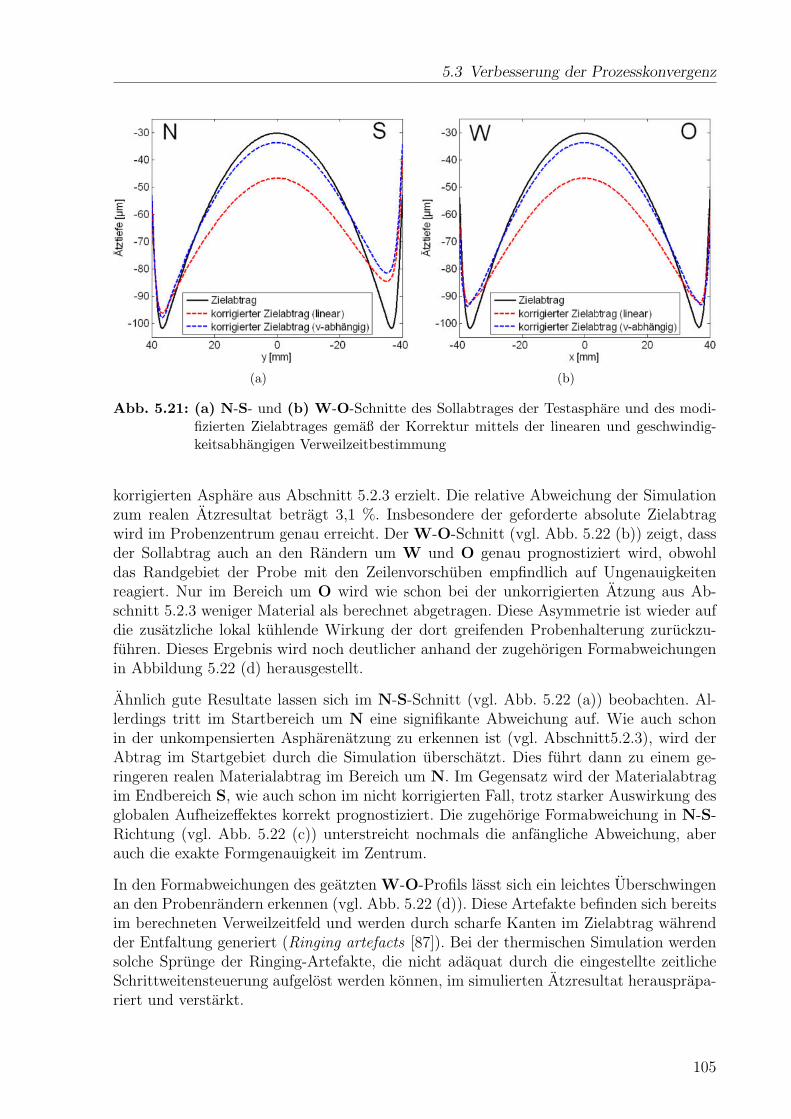
5.3 Verbesserung der Prozesskonvergenz
(a) (b)
Abb. 5.21: (a) N-S- und (b) W-O-Schnitte des Sollabtrages der Testasphare und des modi-fizierten Zielabtrages gemaß der Korrektur mittels der linearen und geschwindig-keitsabhangigen Verweilzeitbestimmung
korrigierten Asphare aus Abschnitt 5.2.3 erzielt. Die relative Abweichung der Simulationzum realen Atzresultat betragt 3,1 %. Insbesondere der geforderte absolute Zielabtragwird im Probenzentrum genau erreicht. Der W-O-Schnitt (vgl. Abb. 5.22 (b)) zeigt, dassder Sollabtrag auch an den Randern um W und O genau prognostiziert wird, obwohldas Randgebiet der Probe mit den Zeilenvorschuben empfindlich auf Ungenauigkeitenreagiert. Nur im Bereich um O wird wie schon bei der unkorrigierten Atzung aus Ab-schnitt 5.2.3 weniger Material als berechnet abgetragen. Diese Asymmetrie ist wieder aufdie zusatzliche lokal kuhlende Wirkung der dort greifenden Probenhalterung zuruckzu-fuhren. Dieses Ergebnis wird noch deutlicher anhand der zugehorigen Formabweichungenin Abbildung 5.22 (d) herausgestellt.
Ahnlich gute Resultate lassen sich im N-S-Schnitt (vgl. Abb. 5.22 (a)) beobachten. Al-lerdings tritt im Startbereich um N eine signifikante Abweichung auf. Wie auch schonin der unkompensierten Aspharenatzung zu erkennen ist (vgl. Abschnitt5.2.3), wird derAbtrag im Startgebiet durch die Simulation uberschatzt. Dies fuhrt dann zu einem ge-ringeren realen Materialabtrag im Bereich um N. Im Gegensatz wird der Materialabtragim Endbereich S, wie auch schon im nicht korrigierten Fall, trotz starker Auswirkung desglobalen Aufheizeffektes korrekt prognostiziert. Die zugehorige Formabweichung in N-S-Richtung (vgl. Abb. 5.22 (c)) unterstreicht nochmals die anfangliche Abweichung, aberauch die exakte Formgenauigkeit im Zentrum.
In den Formabweichungen des geatzten W-O-Profils lasst sich ein leichtes Uberschwingenan den Probenrandern erkennen (vgl. Abb. 5.22 (d)). Diese Artefakte befinden sich bereitsim berechneten Verweilzeitfeld und werden durch scharfe Kanten im Zielabtrag wahrendder Entfaltung generiert (Ringing artefacts [87]). Bei der thermischen Simulation werdensolche Sprunge der Ringing-Artefakte, die nicht adaquat durch die eingestellte zeitlicheSchrittweitensteuerung aufgelost werden konnen, im simulierten Atzresultat herausprapa-riert und verstarkt.
105
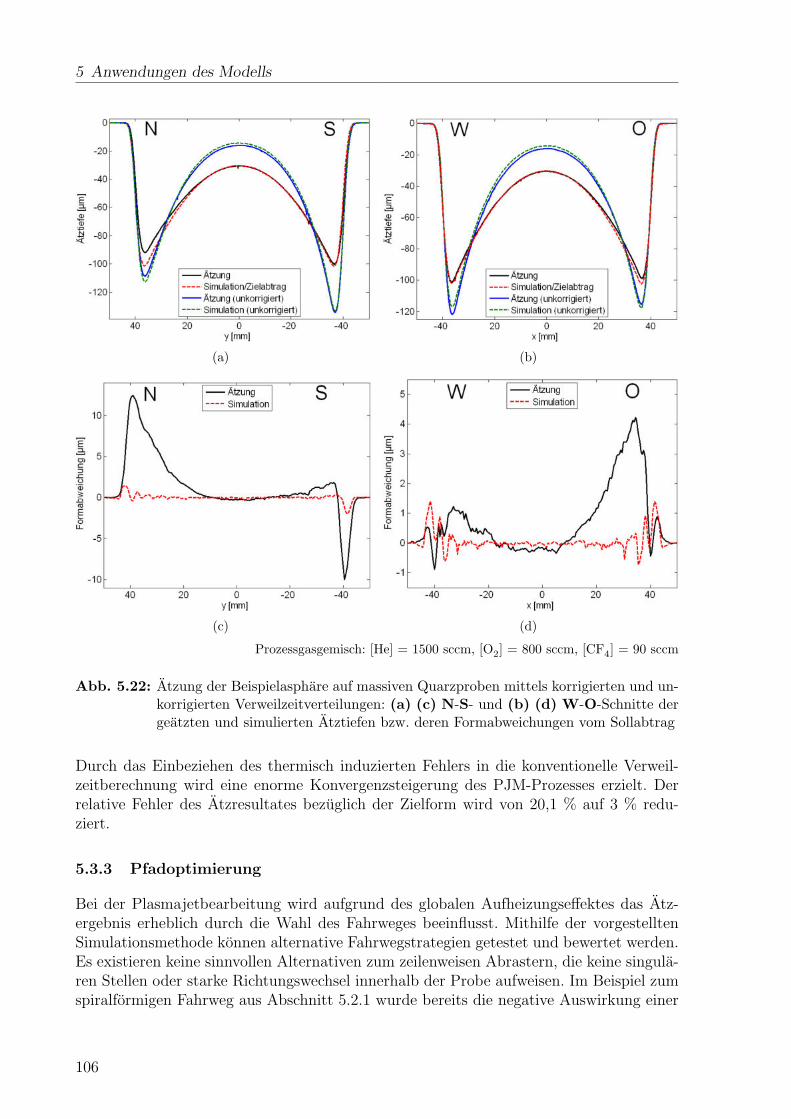
5 Anwendungen des Modells
(a) (b)
(c) (d)
Prozessgasgemisch: [He] = 1500 sccm, [O2] = 800 sccm, [CF
4] = 90 sccm
Abb. 5.22: Atzung der Beispielasphare auf massiven Quarzproben mittels korrigierten und un-korrigierten Verweilzeitverteilungen: (a) (c) N-S- und (b) (d) W-O-Schnitte dergeatzten und simulierten Atztiefen bzw. deren Formabweichungen vom Sollabtrag
Durch das Einbeziehen des thermisch induzierten Fehlers in die konventionelle Verweil-zeitberechnung wird eine enorme Konvergenzsteigerung des PJM-Prozesses erzielt. Derrelative Fehler des Atzresultates bezuglich der Zielform wird von 20,1 % auf 3 % redu-ziert.
5.3.3 Pfadoptimierung
Bei der Plasmajetbearbeitung wird aufgrund des globalen Aufheizungseffektes das Atz-ergebnis erheblich durch die Wahl des Fahrweges beeinflusst. Mithilfe der vorgestelltenSimulationsmethode konnen alternative Fahrwegstrategien getestet und bewertet werden.Es existieren keine sinnvollen Alternativen zum zeilenweisen Abrastern, die keine singula-ren Stellen oder starke Richtungswechsel innerhalb der Probe aufweisen. Im Beispiel zumspiralformigen Fahrweg aus Abschnitt 5.2.1 wurde bereits die negative Auswirkung einer
106
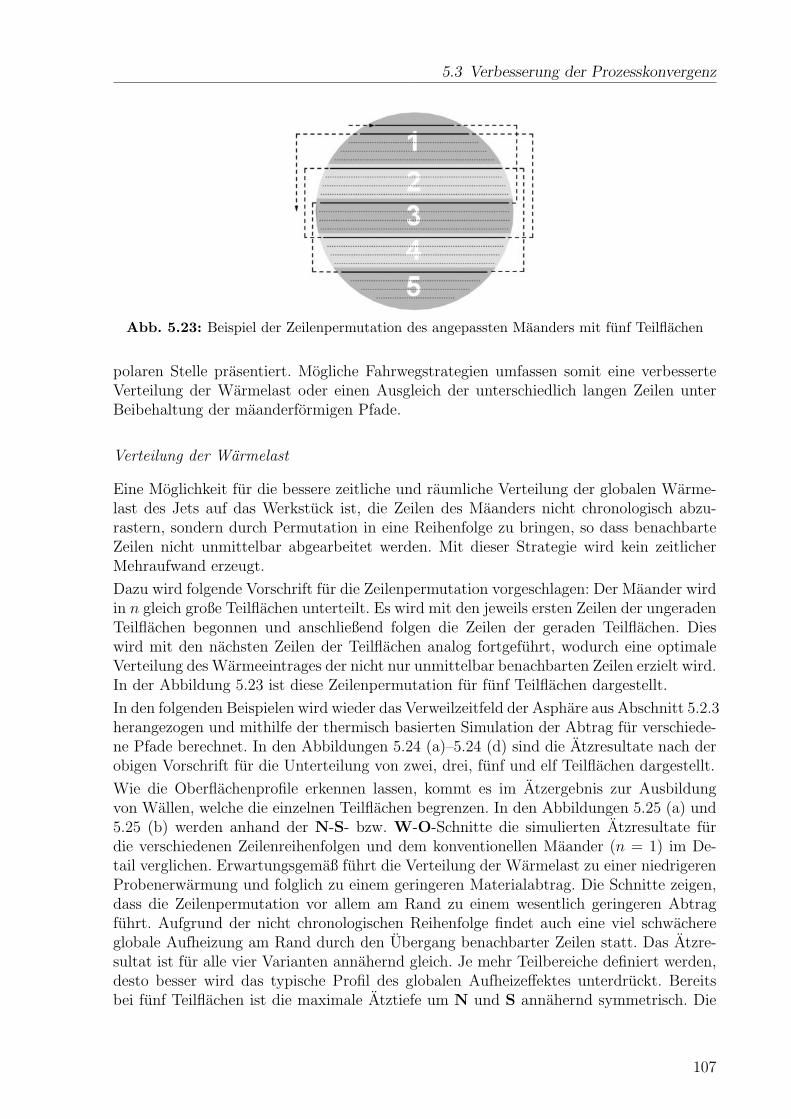
5.3 Verbesserung der Prozesskonvergenz
Abb. 5.23: Beispiel der Zeilenpermutation des angepassten Maanders mit funf Teilflachen
polaren Stelle prasentiert. Mogliche Fahrwegstrategien umfassen somit eine verbesserteVerteilung der Warmelast oder einen Ausgleich der unterschiedlich langen Zeilen unterBeibehaltung der maanderformigen Pfade.
Verteilung der Warmelast
Eine Moglichkeit fur die bessere zeitliche und raumliche Verteilung der globalen Warme-last des Jets auf das Werkstuck ist, die Zeilen des Maanders nicht chronologisch abzu-rastern, sondern durch Permutation in eine Reihenfolge zu bringen, so dass benachbarteZeilen nicht unmittelbar abgearbeitet werden. Mit dieser Strategie wird kein zeitlicherMehraufwand erzeugt.
Dazu wird folgende Vorschrift fur die Zeilenpermutation vorgeschlagen: Der Maander wirdin n gleich große Teilflachen unterteilt. Es wird mit den jeweils ersten Zeilen der ungeradenTeilflachen begonnen und anschließend folgen die Zeilen der geraden Teilflachen. Dieswird mit den nachsten Zeilen der Teilflachen analog fortgefuhrt, wodurch eine optimaleVerteilung des Warmeeintrages der nicht nur unmittelbar benachbarten Zeilen erzielt wird.In der Abbildung 5.23 ist diese Zeilenpermutation fur funf Teilflachen dargestellt.
In den folgenden Beispielen wird wieder das Verweilzeitfeld der Asphare aus Abschnitt 5.2.3herangezogen und mithilfe der thermisch basierten Simulation der Abtrag fur verschiede-ne Pfade berechnet. In den Abbildungen 5.24 (a)–5.24 (d) sind die Atzresultate nach derobigen Vorschrift fur die Unterteilung von zwei, drei, funf und elf Teilflachen dargestellt.
Wie die Oberflachenprofile erkennen lassen, kommt es im Atzergebnis zur Ausbildungvon Wallen, welche die einzelnen Teilflachen begrenzen. In den Abbildungen 5.25 (a) und5.25 (b) werden anhand der N-S- bzw. W-O-Schnitte die simulierten Atzresultate furdie verschiedenen Zeilenreihenfolgen und dem konventionellen Maander (n = 1) im De-tail verglichen. Erwartungsgemaß fuhrt die Verteilung der Warmelast zu einer niedrigerenProbenerwarmung und folglich zu einem geringeren Materialabtrag. Die Schnitte zeigen,dass die Zeilenpermutation vor allem am Rand zu einem wesentlich geringeren Abtragfuhrt. Aufgrund der nicht chronologischen Reihenfolge findet auch eine viel schwachereglobale Aufheizung am Rand durch den Ubergang benachbarter Zeilen statt. Das Atzre-sultat ist fur alle vier Varianten annahernd gleich. Je mehr Teilbereiche definiert werden,desto besser wird das typische Profil des globalen Aufheizeffektes unterdruckt. Bereitsbei funf Teilflachen ist die maximale Atztiefe um N und S annahernd symmetrisch. Die
107
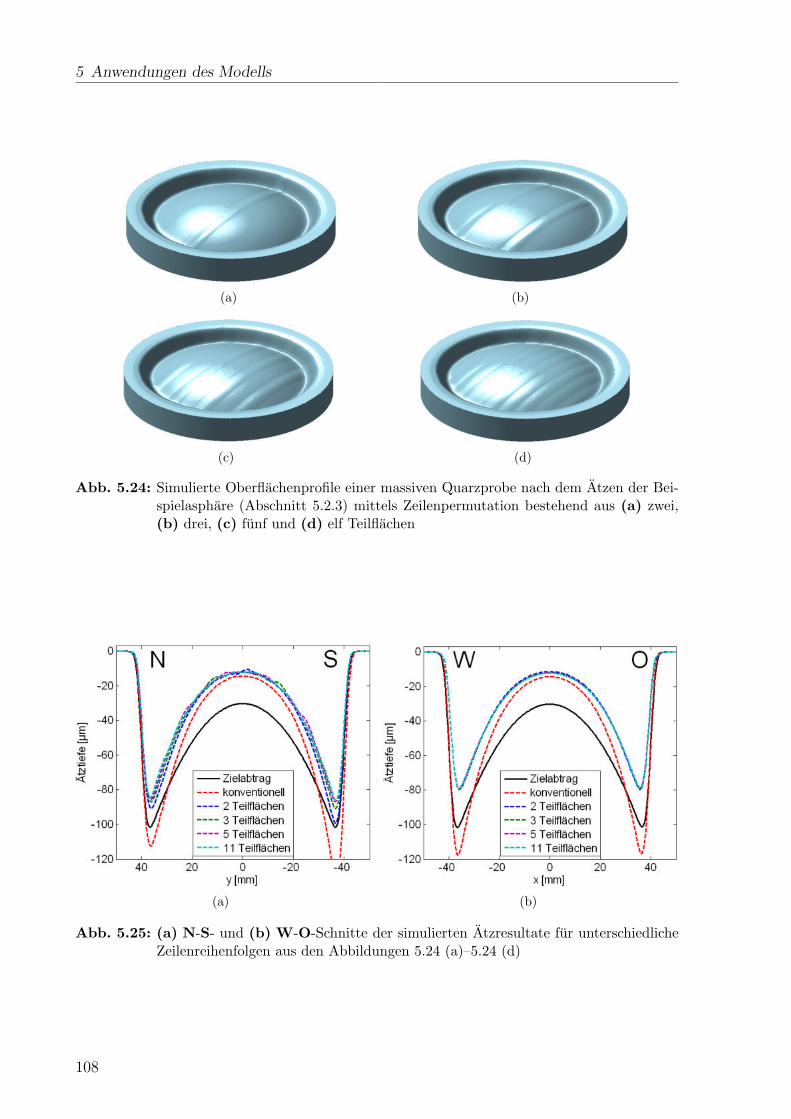
5 Anwendungen des Modells
(a) (b)
(c) (d)
Abb. 5.24: Simulierte Oberflachenprofile einer massiven Quarzprobe nach dem Atzen der Bei-spielasphare (Abschnitt 5.2.3) mittels Zeilenpermutation bestehend aus (a) zwei,(b) drei, (c) funf und (d) elf Teilflachen
(a) (b)
Abb. 5.25: (a) N-S- und (b) W-O-Schnitte der simulierten Atzresultate fur unterschiedlicheZeilenreihenfolgen aus den Abbildungen 5.24 (a)–5.24 (d)
108
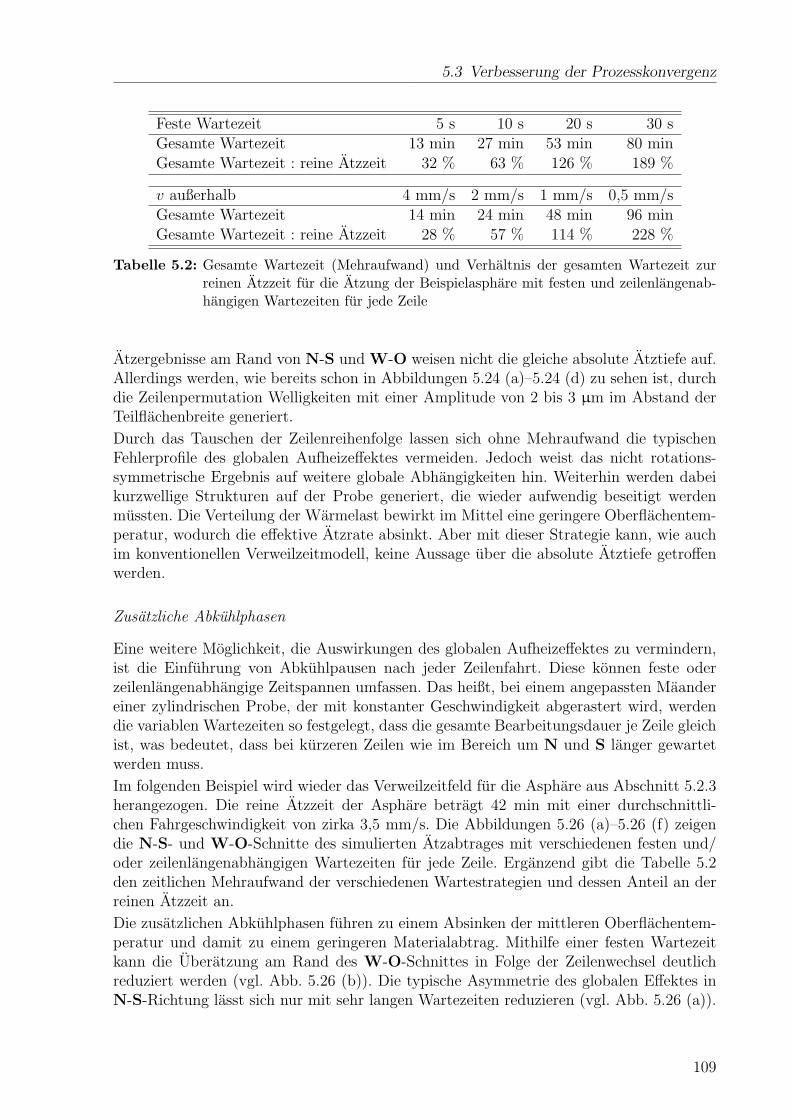
5.3 Verbesserung der Prozesskonvergenz
Feste Wartezeit 5 s 10 s 20 s 30 sGesamte Wartezeit 13 min 27 min 53 min 80 minGesamte Wartezeit : reine Atzzeit 32 % 63 % 126 % 189 %
v außerhalb 4 mm/s 2 mm/s 1 mm/s 0,5 mm/sGesamte Wartezeit 14 min 24 min 48 min 96 minGesamte Wartezeit : reine Atzzeit 28 % 57 % 114 % 228 %
Tabelle 5.2: Gesamte Wartezeit (Mehraufwand) und Verhaltnis der gesamten Wartezeit zurreinen Atzzeit fur die Atzung der Beispielasphare mit festen und zeilenlangenab-hangigen Wartezeiten fur jede Zeile
Atzergebnisse am Rand von N-S und W-O weisen nicht die gleiche absolute Atztiefe auf.Allerdings werden, wie bereits schon in Abbildungen 5.24 (a)–5.24 (d) zu sehen ist, durchdie Zeilenpermutation Welligkeiten mit einer Amplitude von 2 bis 3 µm im Abstand derTeilflachenbreite generiert.
Durch das Tauschen der Zeilenreihenfolge lassen sich ohne Mehraufwand die typischenFehlerprofile des globalen Aufheizeffektes vermeiden. Jedoch weist das nicht rotations-symmetrische Ergebnis auf weitere globale Abhangigkeiten hin. Weiterhin werden dabeikurzwellige Strukturen auf der Probe generiert, die wieder aufwendig beseitigt werdenmussten. Die Verteilung der Warmelast bewirkt im Mittel eine geringere Oberflachentem-peratur, wodurch die effektive Atzrate absinkt. Aber mit dieser Strategie kann, wie auchim konventionellen Verweilzeitmodell, keine Aussage uber die absolute Atztiefe getroffenwerden.
Zusatzliche Abkuhlphasen
Eine weitere Moglichkeit, die Auswirkungen des globalen Aufheizeffektes zu vermindern,ist die Einfuhrung von Abkuhlpausen nach jeder Zeilenfahrt. Diese konnen feste oderzeilenlangenabhangige Zeitspannen umfassen. Das heißt, bei einem angepassten Maandereiner zylindrischen Probe, der mit konstanter Geschwindigkeit abgerastert wird, werdendie variablen Wartezeiten so festgelegt, dass die gesamte Bearbeitungsdauer je Zeile gleichist, was bedeutet, dass bei kurzeren Zeilen wie im Bereich um N und S langer gewartetwerden muss.
Im folgenden Beispiel wird wieder das Verweilzeitfeld fur die Asphare aus Abschnitt 5.2.3herangezogen. Die reine Atzzeit der Asphare betragt 42 min mit einer durchschnittli-chen Fahrgeschwindigkeit von zirka 3,5 mm/s. Die Abbildungen 5.26 (a)–5.26 (f) zeigendie N-S- und W-O-Schnitte des simulierten Atzabtrages mit verschiedenen festen und/oder zeilenlangenabhangigen Wartezeiten fur jede Zeile. Erganzend gibt die Tabelle 5.2den zeitlichen Mehraufwand der verschiedenen Wartestrategien und dessen Anteil an derreinen Atzzeit an.
Die zusatzlichen Abkuhlphasen fuhren zu einem Absinken der mittleren Oberflachentem-peratur und damit zu einem geringeren Materialabtrag. Mithilfe einer festen Wartezeitkann die Uberatzung am Rand des W-O-Schnittes in Folge der Zeilenwechsel deutlichreduziert werden (vgl. Abb. 5.26 (b)). Die typische Asymmetrie des globalen Effektes inN-S-Richtung lasst sich nur mit sehr langen Wartezeiten reduzieren (vgl. Abb. 5.26 (a)).
109
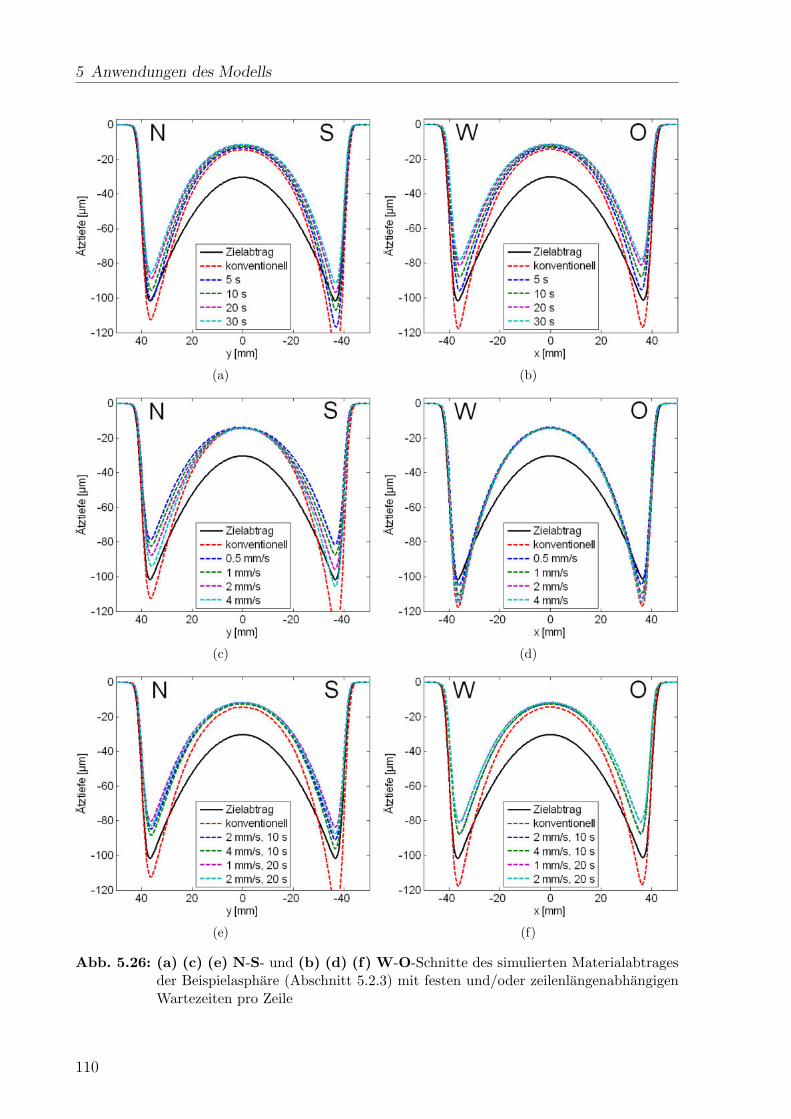
5 Anwendungen des Modells
(a) (b)
(c) (d)
(e) (f)
Abb. 5.26: (a) (c) (e) N-S- und (b) (d) (f) W-O-Schnitte des simulierten Materialabtragesder Beispielasphare (Abschnitt 5.2.3) mit festen und/oder zeilenlangenabhangigenWartezeiten pro Zeile
110
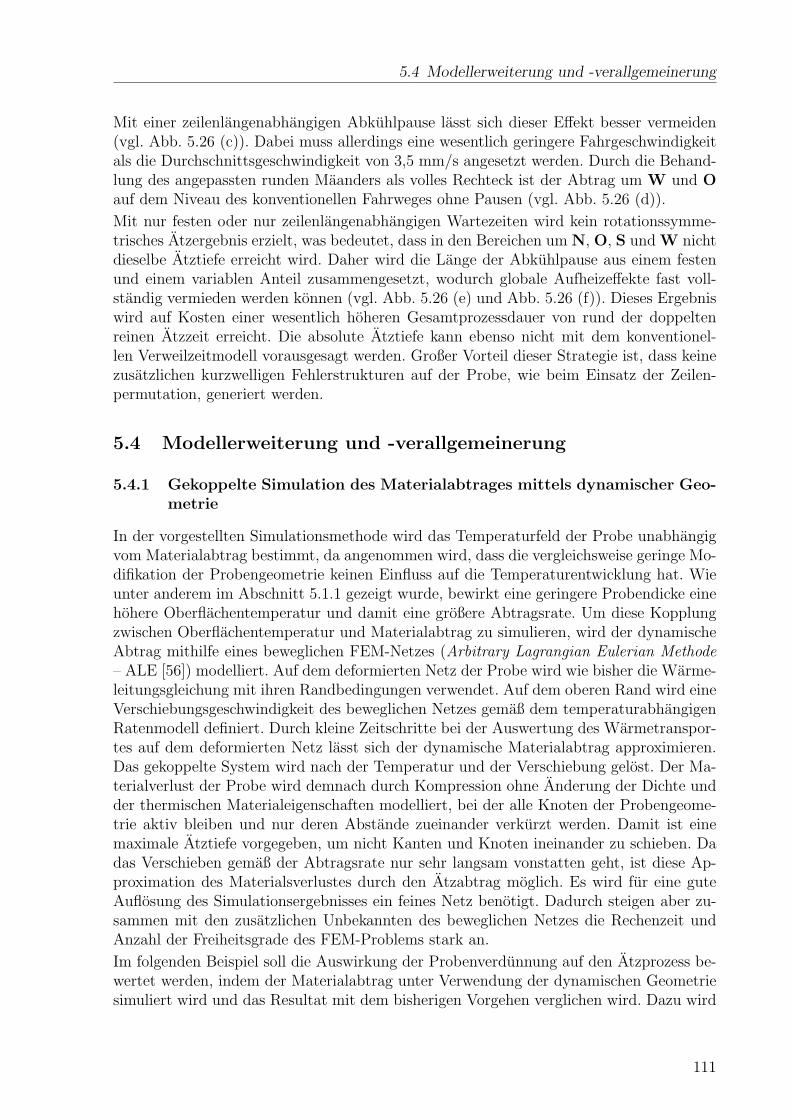
5.4 Modellerweiterung und -verallgemeinerung
Mit einer zeilenlangenabhangigen Abkuhlpause lasst sich dieser Effekt besser vermeiden(vgl. Abb. 5.26 (c)). Dabei muss allerdings eine wesentlich geringere Fahrgeschwindigkeitals die Durchschnittsgeschwindigkeit von 3,5 mm/s angesetzt werden. Durch die Behand-lung des angepassten runden Maanders als volles Rechteck ist der Abtrag um W und Oauf dem Niveau des konventionellen Fahrweges ohne Pausen (vgl. Abb. 5.26 (d)).
Mit nur festen oder nur zeilenlangenabhangigen Wartezeiten wird kein rotationssymme-trisches Atzergebnis erzielt, was bedeutet, dass in den Bereichen um N, O, S und W nichtdieselbe Atztiefe erreicht wird. Daher wird die Lange der Abkuhlpause aus einem festenund einem variablen Anteil zusammengesetzt, wodurch globale Aufheizeffekte fast voll-standig vermieden werden konnen (vgl. Abb. 5.26 (e) und Abb. 5.26 (f)). Dieses Ergebniswird auf Kosten einer wesentlich hoheren Gesamtprozessdauer von rund der doppeltenreinen Atzzeit erreicht. Die absolute Atztiefe kann ebenso nicht mit dem konventionel-len Verweilzeitmodell vorausgesagt werden. Großer Vorteil dieser Strategie ist, dass keinezusatzlichen kurzwelligen Fehlerstrukturen auf der Probe, wie beim Einsatz der Zeilen-permutation, generiert werden.
5.4 Modellerweiterung und -verallgemeinerung
5.4.1 Gekoppelte Simulation des Materialabtrages mittels dynamischer Geo-metrie
In der vorgestellten Simulationsmethode wird das Temperaturfeld der Probe unabhangigvom Materialabtrag bestimmt, da angenommen wird, dass die vergleichsweise geringe Mo-difikation der Probengeometrie keinen Einfluss auf die Temperaturentwicklung hat. Wieunter anderem im Abschnitt 5.1.1 gezeigt wurde, bewirkt eine geringere Probendicke einehohere Oberflachentemperatur und damit eine großere Abtragsrate. Um diese Kopplungzwischen Oberflachentemperatur und Materialabtrag zu simulieren, wird der dynamischeAbtrag mithilfe eines beweglichen FEM-Netzes (Arbitrary Lagrangian Eulerian Methode– ALE [56]) modelliert. Auf dem deformierten Netz der Probe wird wie bisher die Warme-leitungsgleichung mit ihren Randbedingungen verwendet. Auf dem oberen Rand wird eineVerschiebungsgeschwindigkeit des beweglichen Netzes gemaß dem temperaturabhangigenRatenmodell definiert. Durch kleine Zeitschritte bei der Auswertung des Warmetranspor-tes auf dem deformierten Netz lasst sich der dynamische Materialabtrag approximieren.Das gekoppelte System wird nach der Temperatur und der Verschiebung gelost. Der Ma-terialverlust der Probe wird demnach durch Kompression ohne Anderung der Dichte undder thermischen Materialeigenschaften modelliert, bei der alle Knoten der Probengeome-trie aktiv bleiben und nur deren Abstande zueinander verkurzt werden. Damit ist einemaximale Atztiefe vorgegeben, um nicht Kanten und Knoten ineinander zu schieben. Dadas Verschieben gemaß der Abtragsrate nur sehr langsam vonstatten geht, ist diese Ap-proximation des Materialsverlustes durch den Atzabtrag moglich. Es wird fur eine guteAuflosung des Simulationsergebnisses ein feines Netz benotigt. Dadurch steigen aber zu-sammen mit den zusatzlichen Unbekannten des beweglichen Netzes die Rechenzeit undAnzahl der Freiheitsgrade des FEM-Problems stark an.
Im folgenden Beispiel soll die Auswirkung der Probenverdunnung auf den Atzprozess be-wertet werden, indem der Materialabtrag unter Verwendung der dynamischen Geometriesimuliert wird und das Resultat mit dem bisherigen Vorgehen verglichen wird. Dazu wird
111
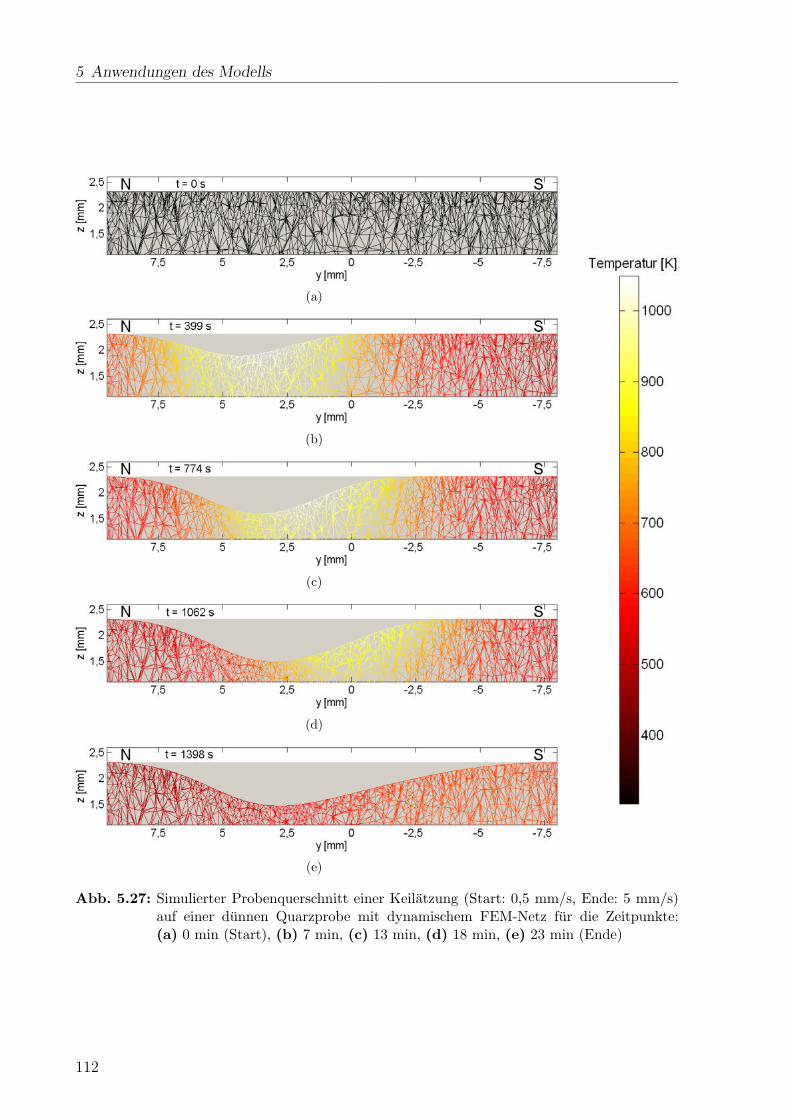
5 Anwendungen des Modells
(a)
(b)
(c)
(d)
(e)
Abb. 5.27: Simulierter Probenquerschnitt einer Keilatzung (Start: 0,5 mm/s, Ende: 5 mm/s)auf einer dunnen Quarzprobe mit dynamischem FEM-Netz fur die Zeitpunkte:(a) 0 min (Start), (b) 7 min, (c) 13 min, (d) 18 min, (e) 23 min (Ende)
112
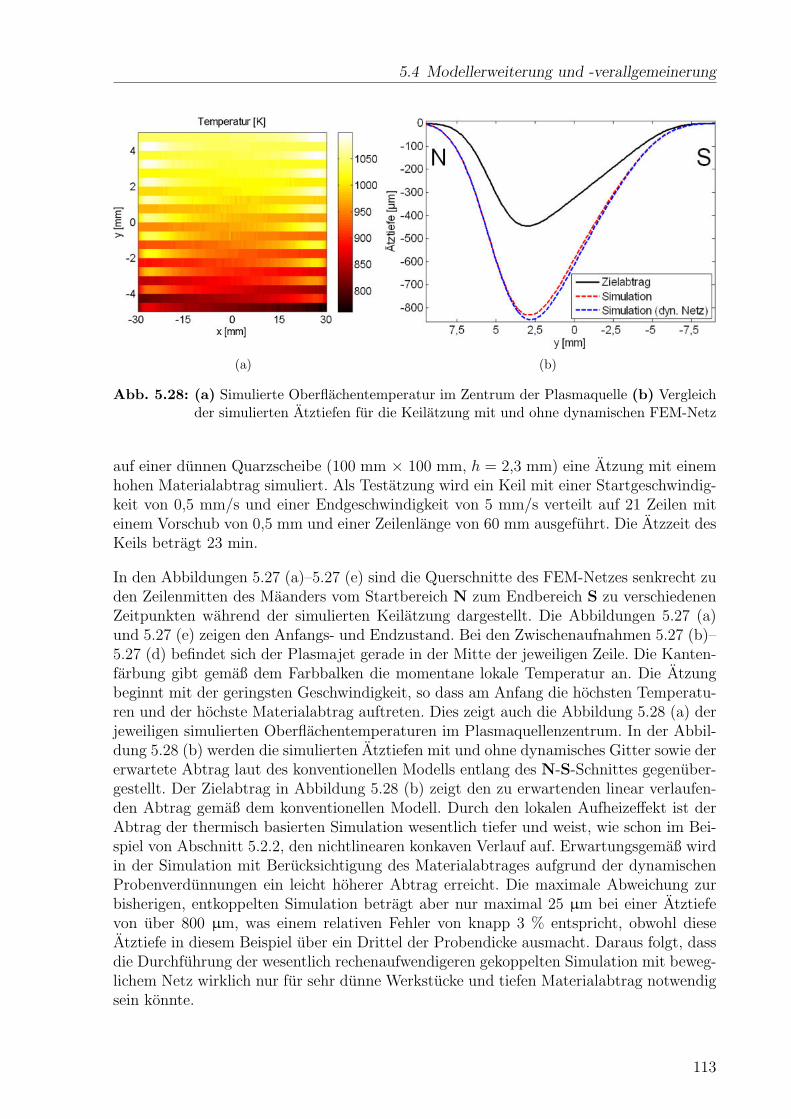
5.4 Modellerweiterung und -verallgemeinerung
(a) (b)
Abb. 5.28: (a) Simulierte Oberflachentemperatur im Zentrum der Plasmaquelle (b) Vergleichder simulierten Atztiefen fur die Keilatzung mit und ohne dynamischen FEM-Netz
auf einer dunnen Quarzscheibe (100 mm × 100 mm, h = 2,3 mm) eine Atzung mit einemhohen Materialabtrag simuliert. Als Testatzung wird ein Keil mit einer Startgeschwindig-keit von 0,5 mm/s und einer Endgeschwindigkeit von 5 mm/s verteilt auf 21 Zeilen miteinem Vorschub von 0,5 mm und einer Zeilenlange von 60 mm ausgefuhrt. Die Atzzeit desKeils betragt 23 min.
In den Abbildungen 5.27 (a)–5.27 (e) sind die Querschnitte des FEM-Netzes senkrecht zuden Zeilenmitten des Maanders vom Startbereich N zum Endbereich S zu verschiedenenZeitpunkten wahrend der simulierten Keilatzung dargestellt. Die Abbildungen 5.27 (a)und 5.27 (e) zeigen den Anfangs- und Endzustand. Bei den Zwischenaufnahmen 5.27 (b)–5.27 (d) befindet sich der Plasmajet gerade in der Mitte der jeweiligen Zeile. Die Kanten-farbung gibt gemaß dem Farbbalken die momentane lokale Temperatur an. Die Atzungbeginnt mit der geringsten Geschwindigkeit, so dass am Anfang die hochsten Temperatu-ren und der hochste Materialabtrag auftreten. Dies zeigt auch die Abbildung 5.28 (a) derjeweiligen simulierten Oberflachentemperaturen im Plasmaquellenzentrum. In der Abbil-dung 5.28 (b) werden die simulierten Atztiefen mit und ohne dynamisches Gitter sowie dererwartete Abtrag laut des konventionellen Modells entlang des N-S-Schnittes gegenuber-gestellt. Der Zielabtrag in Abbildung 5.28 (b) zeigt den zu erwartenden linear verlaufen-den Abtrag gemaß dem konventionellen Modell. Durch den lokalen Aufheizeffekt ist derAbtrag der thermisch basierten Simulation wesentlich tiefer und weist, wie schon im Bei-spiel von Abschnitt 5.2.2, den nichtlinearen konkaven Verlauf auf. Erwartungsgemaß wirdin der Simulation mit Berucksichtigung des Materialabtrages aufgrund der dynamischenProbenverdunnungen ein leicht hoherer Abtrag erreicht. Die maximale Abweichung zurbisherigen, entkoppelten Simulation betragt aber nur maximal 25 µm bei einer Atztiefevon uber 800 µm, was einem relativen Fehler von knapp 3 % entspricht, obwohl dieseAtztiefe in diesem Beispiel uber ein Drittel der Probendicke ausmacht. Daraus folgt, dassdie Durchfuhrung der wesentlich rechenaufwendigeren gekoppelten Simulation mit beweg-lichem Netz wirklich nur fur sehr dunne Werkstucke und tiefen Materialabtrag notwendigsein konnte.
113
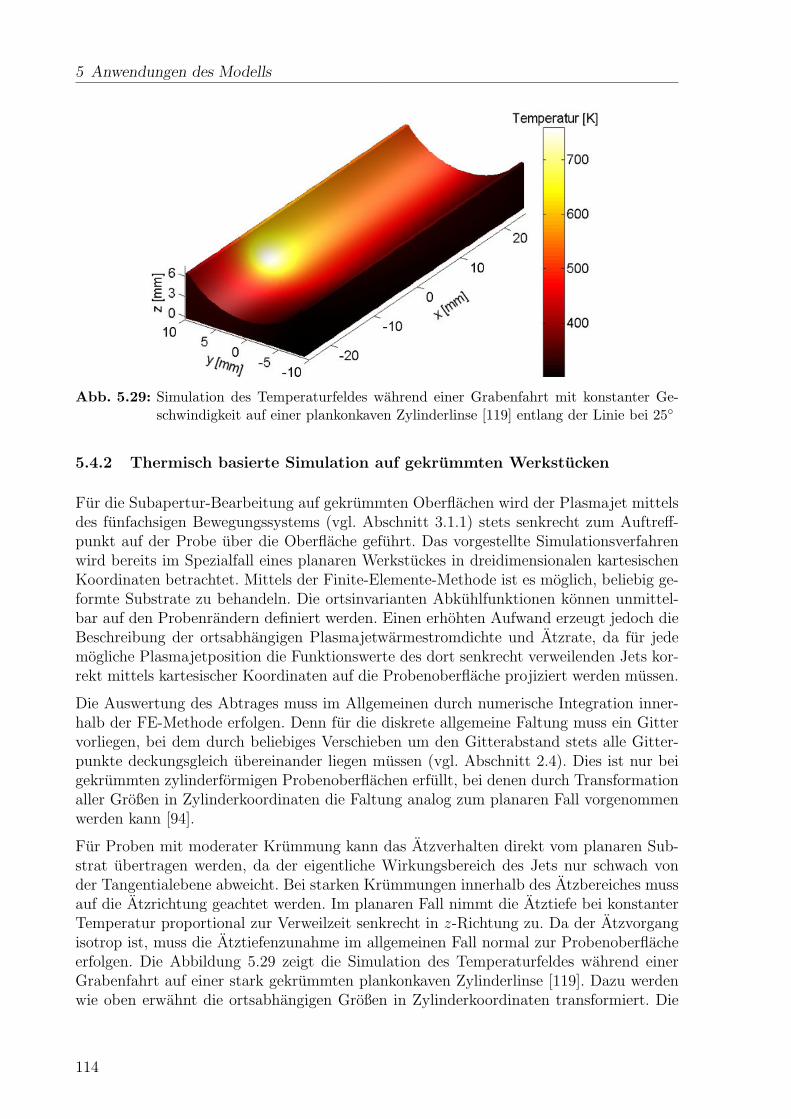
5 Anwendungen des Modells
Abb. 5.29: Simulation des Temperaturfeldes wahrend einer Grabenfahrt mit konstanter Ge-schwindigkeit auf einer plankonkaven Zylinderlinse [119] entlang der Linie bei 25
5.4.2 Thermisch basierte Simulation auf gekrummten Werkstucken
Fur die Subapertur-Bearbeitung auf gekrummten Oberflachen wird der Plasmajet mittelsdes funfachsigen Bewegungssystems (vgl. Abschnitt 3.1.1) stets senkrecht zum Auftreff-punkt auf der Probe uber die Oberflache gefuhrt. Das vorgestellte Simulationsverfahrenwird bereits im Spezialfall eines planaren Werkstuckes in dreidimensionalen kartesischenKoordinaten betrachtet. Mittels der Finite-Elemente-Methode ist es moglich, beliebig ge-formte Substrate zu behandeln. Die ortsinvarianten Abkuhlfunktionen konnen unmittel-bar auf den Probenrandern definiert werden. Einen erhohten Aufwand erzeugt jedoch dieBeschreibung der ortsabhangigen Plasmajetwarmestromdichte und Atzrate, da fur jedemogliche Plasmajetposition die Funktionswerte des dort senkrecht verweilenden Jets kor-rekt mittels kartesischer Koordinaten auf die Probenoberflache projiziert werden mussen.
Die Auswertung des Abtrages muss im Allgemeinen durch numerische Integration inner-halb der FE-Methode erfolgen. Denn fur die diskrete allgemeine Faltung muss ein Gittervorliegen, bei dem durch beliebiges Verschieben um den Gitterabstand stets alle Gitter-punkte deckungsgleich ubereinander liegen mussen (vgl. Abschnitt 2.4). Dies ist nur beigekrummten zylinderformigen Probenoberflachen erfullt, bei denen durch Transformationaller Großen in Zylinderkoordinaten die Faltung analog zum planaren Fall vorgenommenwerden kann [94].
Fur Proben mit moderater Krummung kann das Atzverhalten direkt vom planaren Sub-strat ubertragen werden, da der eigentliche Wirkungsbereich des Jets nur schwach vonder Tangentialebene abweicht. Bei starken Krummungen innerhalb des Atzbereiches mussauf die Atzrichtung geachtet werden. Im planaren Fall nimmt die Atztiefe bei konstanterTemperatur proportional zur Verweilzeit senkrecht in z-Richtung zu. Da der Atzvorgangisotrop ist, muss die Atztiefenzunahme im allgemeinen Fall normal zur Probenoberflacheerfolgen. Die Abbildung 5.29 zeigt die Simulation des Temperaturfeldes wahrend einerGrabenfahrt auf einer stark gekrummten plankonkaven Zylinderlinse [119]. Dazu werdenwie oben erwahnt die ortsabhangigen Großen in Zylinderkoordinaten transformiert. Die
114
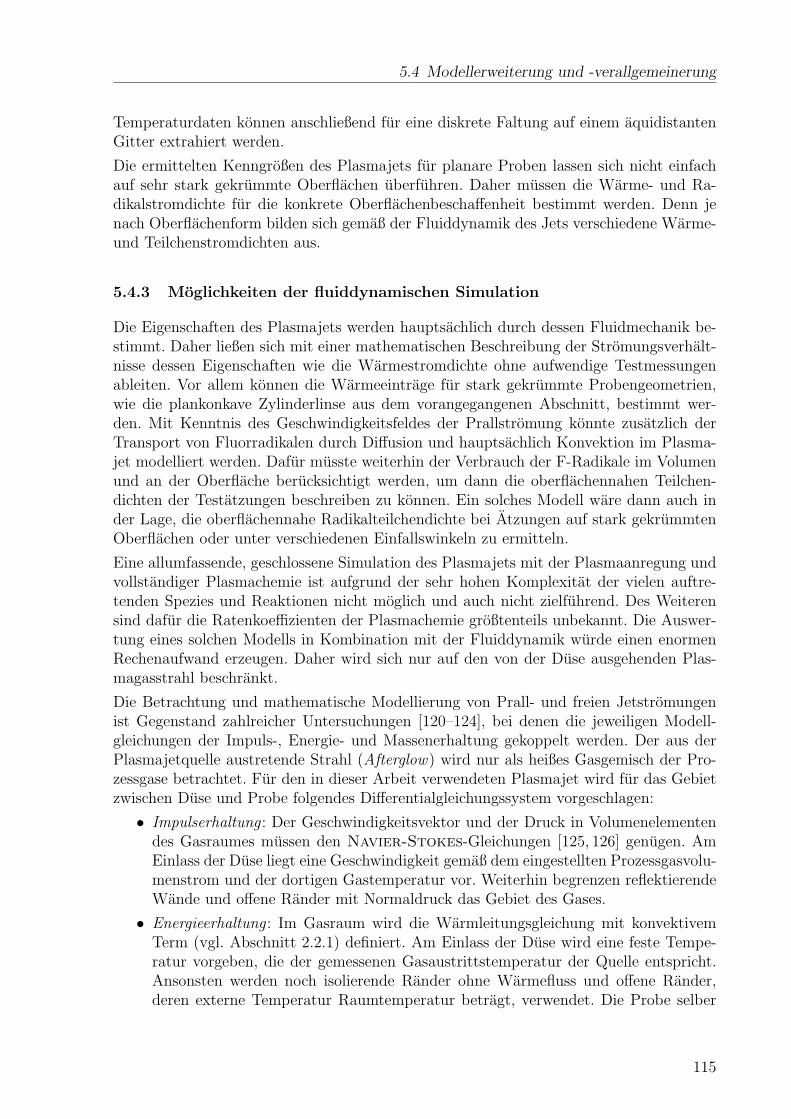
5.4 Modellerweiterung und -verallgemeinerung
Temperaturdaten konnen anschließend fur eine diskrete Faltung auf einem aquidistantenGitter extrahiert werden.
Die ermittelten Kenngroßen des Plasmajets fur planare Proben lassen sich nicht einfachauf sehr stark gekrummte Oberflachen uberfuhren. Daher mussen die Warme- und Ra-dikalstromdichte fur die konkrete Oberflachenbeschaffenheit bestimmt werden. Denn jenach Oberflachenform bilden sich gemaß der Fluiddynamik des Jets verschiedene Warme-und Teilchenstromdichten aus.
5.4.3 Moglichkeiten der fluiddynamischen Simulation
Die Eigenschaften des Plasmajets werden hauptsachlich durch dessen Fluidmechanik be-stimmt. Daher ließen sich mit einer mathematischen Beschreibung der Stromungsverhalt-nisse dessen Eigenschaften wie die Warmestromdichte ohne aufwendige Testmessungenableiten. Vor allem konnen die Warmeeintrage fur stark gekrummte Probengeometrien,wie die plankonkave Zylinderlinse aus dem vorangegangenen Abschnitt, bestimmt wer-den. Mit Kenntnis des Geschwindigkeitsfeldes der Prallstromung konnte zusatzlich derTransport von Fluorradikalen durch Diffusion und hauptsachlich Konvektion im Plasma-jet modelliert werden. Dafur musste weiterhin der Verbrauch der F-Radikale im Volumenund an der Oberflache berucksichtigt werden, um dann die oberflachennahen Teilchen-dichten der Testatzungen beschreiben zu konnen. Ein solches Modell ware dann auch inder Lage, die oberflachennahe Radikalteilchendichte bei Atzungen auf stark gekrummtenOberflachen oder unter verschiedenen Einfallswinkeln zu ermitteln.
Eine allumfassende, geschlossene Simulation des Plasmajets mit der Plasmaanregung undvollstandiger Plasmachemie ist aufgrund der sehr hohen Komplexitat der vielen auftre-tenden Spezies und Reaktionen nicht moglich und auch nicht zielfuhrend. Des Weiterensind dafur die Ratenkoeffizienten der Plasmachemie großtenteils unbekannt. Die Auswer-tung eines solchen Modells in Kombination mit der Fluiddynamik wurde einen enormenRechenaufwand erzeugen. Daher wird sich nur auf den von der Duse ausgehenden Plas-magasstrahl beschrankt.
Die Betrachtung und mathematische Modellierung von Prall- und freien Jetstromungenist Gegenstand zahlreicher Untersuchungen [120–124], bei denen die jeweiligen Modell-gleichungen der Impuls-, Energie- und Massenerhaltung gekoppelt werden. Der aus derPlasmajetquelle austretende Strahl (Afterglow) wird nur als heißes Gasgemisch der Pro-zessgase betrachtet. Fur den in dieser Arbeit verwendeten Plasmajet wird fur das Gebietzwischen Duse und Probe folgendes Differentialgleichungssystem vorgeschlagen:
• Impulserhaltung : Der Geschwindigkeitsvektor und der Druck in Volumenelementendes Gasraumes mussen den Navier-Stokes-Gleichungen [125, 126] genugen. AmEinlass der Duse liegt eine Geschwindigkeit gemaß dem eingestellten Prozessgasvolu-menstrom und der dortigen Gastemperatur vor. Weiterhin begrenzen reflektierendeWande und offene Rander mit Normaldruck das Gebiet des Gases.
• Energieerhaltung : Im Gasraum wird die Warmleitungsgleichung mit konvektivemTerm (vgl. Abschnitt 2.2.1) definiert. Am Einlass der Duse wird eine feste Tempe-ratur vorgeben, die der gemessenen Gasaustrittstemperatur der Quelle entspricht.Ansonsten werden noch isolierende Rander ohne Warmefluss und offene Rander,deren externe Temperatur Raumtemperatur betragt, verwendet. Die Probe selber
115
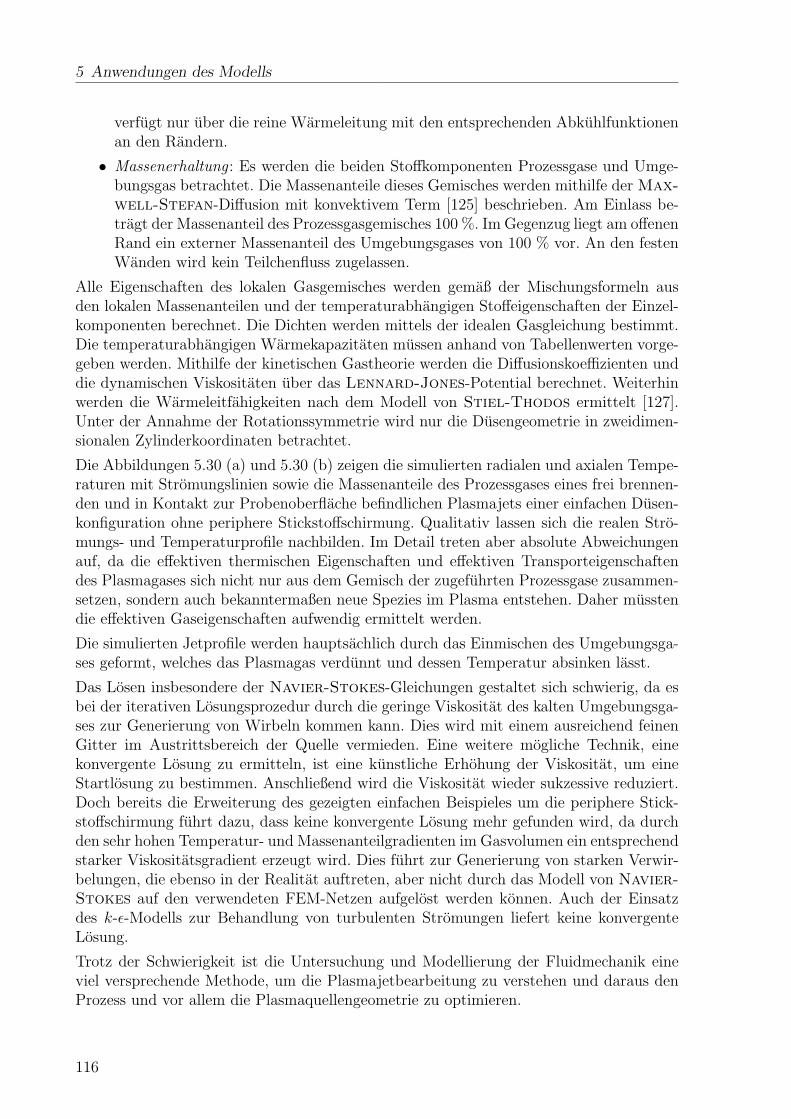
5 Anwendungen des Modells
verfugt nur uber die reine Warmeleitung mit den entsprechenden Abkuhlfunktionenan den Randern.
• Massenerhaltung : Es werden die beiden Stoffkomponenten Prozessgase und Umge-bungsgas betrachtet. Die Massenanteile dieses Gemisches werden mithilfe der Max-well-Stefan-Diffusion mit konvektivem Term [125] beschrieben. Am Einlass be-tragt der Massenanteil des Prozessgasgemisches 100 %. Im Gegenzug liegt am offenenRand ein externer Massenanteil des Umgebungsgases von 100 % vor. An den festenWanden wird kein Teilchenfluss zugelassen.
Alle Eigenschaften des lokalen Gasgemisches werden gemaß der Mischungsformeln ausden lokalen Massenanteilen und der temperaturabhangigen Stoffeigenschaften der Einzel-komponenten berechnet. Die Dichten werden mittels der idealen Gasgleichung bestimmt.Die temperaturabhangigen Warmekapazitaten mussen anhand von Tabellenwerten vorge-geben werden. Mithilfe der kinetischen Gastheorie werden die Diffusionskoeffizienten unddie dynamischen Viskositaten uber das Lennard-Jones-Potential berechnet. Weiterhinwerden die Warmeleitfahigkeiten nach dem Modell von Stiel-Thodos ermittelt [127].Unter der Annahme der Rotationssymmetrie wird nur die Dusengeometrie in zweidimen-sionalen Zylinderkoordinaten betrachtet.
Die Abbildungen 5.30 (a) und 5.30 (b) zeigen die simulierten radialen und axialen Tempe-raturen mit Stromungslinien sowie die Massenanteile des Prozessgases eines frei brennen-den und in Kontakt zur Probenoberflache befindlichen Plasmajets einer einfachen Dusen-konfiguration ohne periphere Stickstoffschirmung. Qualitativ lassen sich die realen Stro-mungs- und Temperaturprofile nachbilden. Im Detail treten aber absolute Abweichungenauf, da die effektiven thermischen Eigenschaften und effektiven Transporteigenschaftendes Plasmagases sich nicht nur aus dem Gemisch der zugefuhrten Prozessgase zusammen-setzen, sondern auch bekanntermaßen neue Spezies im Plasma entstehen. Daher musstendie effektiven Gaseigenschaften aufwendig ermittelt werden.
Die simulierten Jetprofile werden hauptsachlich durch das Einmischen des Umgebungsga-ses geformt, welches das Plasmagas verdunnt und dessen Temperatur absinken lasst.
Das Losen insbesondere der Navier-Stokes-Gleichungen gestaltet sich schwierig, da esbei der iterativen Losungsprozedur durch die geringe Viskositat des kalten Umgebungsga-ses zur Generierung von Wirbeln kommen kann. Dies wird mit einem ausreichend feinenGitter im Austrittsbereich der Quelle vermieden. Eine weitere mogliche Technik, einekonvergente Losung zu ermitteln, ist eine kunstliche Erhohung der Viskositat, um eineStartlosung zu bestimmen. Anschließend wird die Viskositat wieder sukzessive reduziert.Doch bereits die Erweiterung des gezeigten einfachen Beispieles um die periphere Stick-stoffschirmung fuhrt dazu, dass keine konvergente Losung mehr gefunden wird, da durchden sehr hohen Temperatur- und Massenanteilgradienten im Gasvolumen ein entsprechendstarker Viskositatsgradient erzeugt wird. Dies fuhrt zur Generierung von starken Verwir-belungen, die ebenso in der Realitat auftreten, aber nicht durch das Modell von Navier-Stokes auf den verwendeten FEM-Netzen aufgelost werden konnen. Auch der Einsatzdes k-ǫ-Modells zur Behandlung von turbulenten Stromungen liefert keine konvergenteLosung.
Trotz der Schwierigkeit ist die Untersuchung und Modellierung der Fluidmechanik eineviel versprechende Methode, um die Plasmajetbearbeitung zu verstehen und daraus denProzess und vor allem die Plasmaquellengeometrie zu optimieren.
116
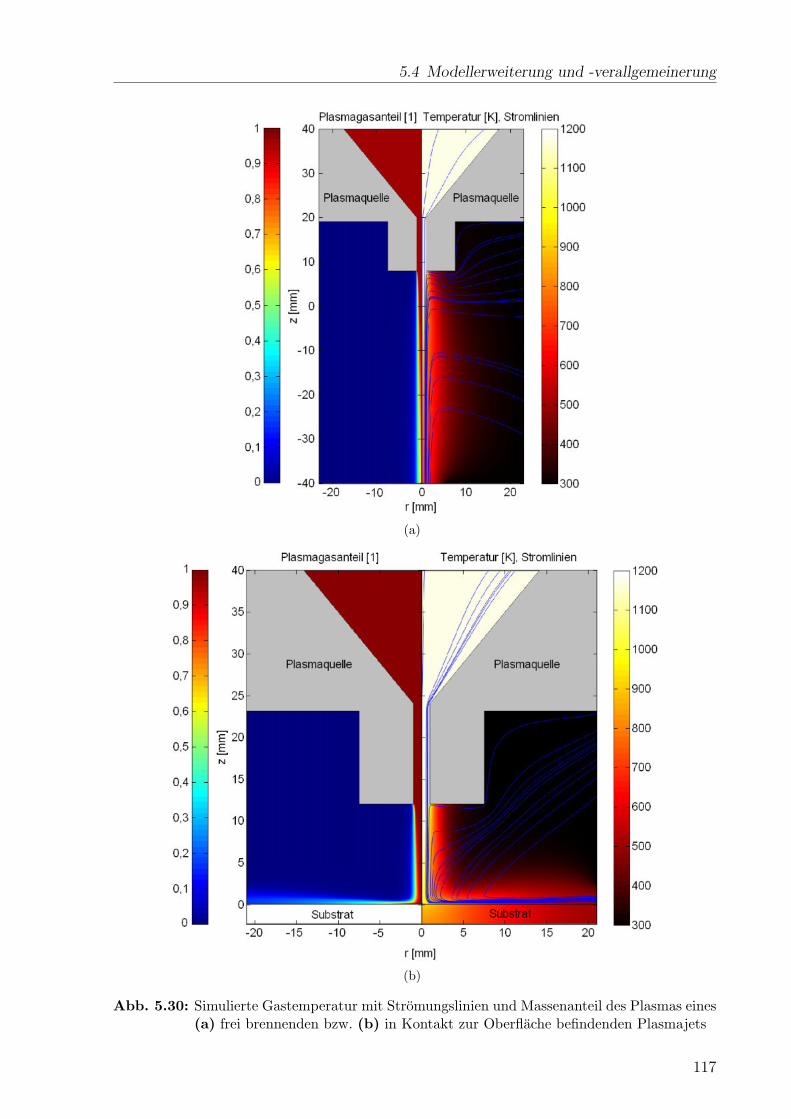
5.4 Modellerweiterung und -verallgemeinerung
(a)
(b)
Abb. 5.30: Simulierte Gastemperatur mit Stromungslinien und Massenanteil des Plasmas eines(a) frei brennenden bzw. (b) in Kontakt zur Oberflache befindenden Plasmajets
117
5 Anwendungen des Modells
5.5 Zusammenfassung des Kapitels
• Mit der temperaturabhangigen Prozesssimulation konnen, im Gegensatz zum klassi-schen Modell, Einflusse wie die Probengeometrie, Große des Bearbeitungsbereichesund Form des Fahrweges beschrieben werden.
• Reale Atzungen konnen in Form und auch in absoluter Atztiefe gut vorausgesagtwerden. Es werden die Auswirkungen der Aufheizeffekte vollstandig beschrieben.Mit dem klassischen Modell kann dagegen in der Regel keine Prognose uber dietatsachliche Atztiefe getroffen werden.
• Mithilfe der thermischen Simulation kann ohne reale Testatzungen das Hilfsmodellder geschwindigkeitsabhangigen Raten abgeleitet werden, um damit die Nichtlinea-ritat des lokalen Aufheizeffektes in der Verweilzeitberechnung zu berucksichtigen.
• Um die Prozesskonvergenz zu steigern, wird iterativ gemaß dem Resultat der ther-mischen Simulation der gewunschte Zielabtrag um die Fehlertopografie korrigiert.
• Das erweiterte Modell kann zum Bewerten und Optimieren von Fahrwegen eingesetztwerden.
• Unter Verwendung eines dynamischen Substratnetzes lasst sich die Ruckkopplungdes Materialabtrages auf die Probenerwarmung und dessen Auswirkung auf denMaterialabtrag modellieren.
• Da die Simulation in dreidimensionalen kartesischen Koordinaten vorgenommenwird, lasst sich das Modell auf beliebig geformte Oberflachen ubertragen. Hierbeierzeugt die korrekte Projektion der Jetparameter einen erhohten Aufwand.
• Die Simulation der Fluidmechanik des Plasmajets ist eine viel versprechende Me-thode zur Prognose des Warmeubertrages zur Probenoberflache und des F-Radikal-transportes im Plasmagas.
118
6 Zusammenfassung und Ausblick
Der Bedarf an immer komplexer geformten ultraprazisen optischen Bauteilen lasst die kon-ventionellen Produktionsmethoden an ihre Grenzen stoßen. Der atmospharische Plasmajetzum lokalen Trockenatzen (PJM) verfugt als nicht konventionelles Abtragswerkzeug uberein großes Potential fur den Einsatz in der Ultraprazisionsbearbeitung und -formgebung.Der Plasmajet wird wie alle anderen Subapertur-Abtragswerkzeuge systematisch mittelsder Verweilzeitmethode in der deterministischen Oberflachenbearbeitung eingesetzt. Da-bei wird das Werkzeug entsprechend des gewunschten Zielabtrages verschieden schnelluber die Probe gefuhrt. Das Plasmajetatzen schließt mit seinen hohen Materialabtrags-raten die Lucke zwischen der mechanischen Vorbearbeitung und dem Ionenstrahlatzen.Dabei werden die Vorteile des beruhrungslosen chemischen Atzens, bei dem keine Schadi-gung der oberflachennahen Schichten durch Krafteinwirkungen auftritt, und der Verzichtauf kosten- und aufwandsintensive Vakuumtechnik vereint. Mittels des Hochleistungs-plasmajets, welcher hauptsachlich zur Aspharisierung eingesetzt wird, kann aufgrund destiefen, aber schmalen Abtragsprofils die Produktionsdauer erheblich verkurzt werden.
Der Materialabtrag erfolgt rein chemisch durch die Reaktion von den vom Plasmajetemittierten Fluorradikalen und den Siliziumatomen des Probenmaterials unter Bildungvon fluchtigem SiF4.
SiO2 + 4F −→ SiF4 +O2 (6.1)
Die F-Radikale werden durch Dissoziation von CF4-Gas bei dessen Zugabe in einem mi-krowellenangeregten Inertgasstrahl (Tragerplasma: He/Ar) generiert. Weiterhin wird zurErhohung der Fluorradikalausbeute Sauerstoff ins Plasma zugefuhrt.
Es existieren verschieden große Plasmajetwerkzeuge mit unterschiedlicher Anregungsleis-tung. Insbesondere kann mit dem Hochleistungsplasmajet eine hohe Volumenabtragsrateerzielt werden. Dabei wirkt allerdings eine sehr hohe lokale Warmelast auf die Werk-stuckoberflache. Da der rein chemische Abtragsmechanismus eine starke Temperaturab-hangigkeit aufweist, kann es dadurch zur Auspragung von nichtlinearen thermisch indu-zierten Atzfehlern kommen, die die Prozesskonvergenz erheblich mindern. Es wird hierbeizwischen den lokalen und globalen Atzfehlern unterschieden. Diese treten vor allem aufQuarzglasproben mit geringer Warmeleitfahigkeit auf.
Um nun solche Effekte in einer Prozesssimulation mit einzubeziehen, wurde ein Modell vor-geschlagen, welches im Hintergrund das Temperaturfeld der Probe wahrend der gesamtenPlasmajetbearbeitung prognostizieren kann. In Verbindung mit der temperaturabhangi-gen Atzrate kann dann jeder beliebige Atzvorgang nachgebildet werden.
Die Temperaturentwicklung der Probe wird mithilfe der nichtlinearen Warmeleitungs-gleichung beschrieben, da aufgrund der hohen Temperaturunterschiede die Materialei-genschaften eine signifikante Temperaturabhangigkeit aufweisen. Auf den Randern geltenortsunabhangige Abkuhlfunktionen und eine Plasmajetwarmestromdichte gemaß der mo-mentanen Jetposition. Die Ermittlung der spezifischen Modellparameter erfolgt auf Basisvon Warmestrommessung mittels Standatzungen nach einer in dieser Arbeit entwickeltenMess- und Rechenvorschrift. Die transiente Oberflachentemperaturverteilung wird mithilfevon Infrarotthermografie bestimmt. Aus diesen Daten lasst sich durch das Herausrechnen
119
6 Zusammenfassung und Ausblick
der Warmeleitungseffekte die Warmestromdichte mit einer sehr hohen Orts- und Zeitauf-losung ableiten. Die Messungen zeigen, dass der Warmeeintrag aus dem Plasmajet nichtkonstant ist, sondern von der momentanen Oberflachentemperatur abhangt. Der Warme-ubertrag wird durch die erzwungene Konvektion dominiert und kann sehr gut nach Fou-rier und Newton modelliert werden. Der Jet wird durch die beiden ortsabhangigenGroßen effektive Gastemperatur und mittlerer Warmeubergangskoeffizient beschrieben.Mithilfe des vorgestellten thermischen Modells konnen statische und auch dynamischeAufheizprozesse simuliert werden.
Anhand von Graben- oder Maandertestatzungen wird die temperaturabhangige Atzrateermittelt. Im Gegensatz zur konventionellen Ratenfunktionsbeschreibung hangt die lokaleAtzrate zusatzlich von der momentanen Oberflachentemperatur ab. Es wird angenom-men, dass uberall dieselbe temperaturabhangige effektive Reaktion stattfindet. Diese Ra-te wird abhangig von der oberflachennahen Radikaldichteverteilung ortsabhangig skaliert.Durch eine Ruckwartsrechnung werden die Modellparameter der Ratenfunktion ermittelt.Im Gegensatz zu den zahlreichen Untersuchungen zur Temperaturabhangigkeit in Volu-menatzreaktoren liegt beim Atzen mittels Hochleistungsplasmajet keine homogene Tem-peraturverteilung vor, die mittels einer externen Heizung kontrolliert werden kann. Damitbesteht die Schwierigkeit beim Plasmajetatzen, dass die Oberflachentemperaturverteilungnur durch den lokalisierten Warmeeintrag des Jets bestimmt wird. Vergleichbare tempera-turabhangige Untersuchungen zum Atzverhalten an Subapertur-Strahlwerkzeugen ließensich nicht in der Literatur finden.
Die Kopplung beider Teilmodelle und die Implementierung der Plasmajetbewegung lie-fert durch zeitliche Integration den resultierenden Materialabtrag. Die Jetbewegung wirddurch dynamische Randbedingungen, die eine zeitabhangige Jetaufenthaltsfunktion ge-maß Verweilzeitfeld und Fahrweg beinhalten, beschrieben.
Zum Losen des Modells wird die Methode der finiten Elemente (FEM) herangezogen, diees erlaubt, Differentialgleichungssysteme auf beliebig geformten Gebieten mit unterschied-lichen Randbedingungen zu losen.
Mit dem thermisch basierten Modell konnen Effekte wie der Einfluss der Probengeome-trie, die Art des Fahrweges und die Große des Bearbeitungsbereiches auf den resultieren-den Materialabtrag beschrieben werden, die bisher in der klassischen Betrachtung keineBerucksichtigung finden. Daher ist aufgrund der Abhangigkeit der Atzrate von einer vor-angegangenen Bearbeitung, im Gegensatz zum konventionellen Modell, die Angabe desFahrweges notwendig. Anhand verschiedener realer Atzungen wurde gezeigt, dass das vor-gestellte Modell in der Lage ist, Form und absolute Atztiefe zu prognostizieren. Hierbeiwerden die Atzfehler der lokalen und globalen Aufheizeffekte vollstandig beschrieben.
Die vorgestellte Simulationsmethode kann vielseitig zur Prozesskonvergenzverbesserungeingesetzt werden. Allerdings ist der direkte Einsatz zur iterativen Verweilzeitberechnungaufgrund des hohen Rechenaufwandes einer einzelnen Vorwartsrechnung nicht sinnvoll.
Mithilfe der Simulation konnen die aufwendigen und materialintensiven Teilflachentestat-zungen zur Ermittlung der geschwindigkeitsabhangigen Rate durchgefuhrt werden. DieVerwendung dieses Hilfsmodells ermoglicht die Verweilzeitrechnung mit teilweiser Beruck-sichtigung des lokalen Aufheizeffektes in einer noch vertretbaren Rechenzeit. Mit diesergenaueren Beschreibung der Rate lasst sich eine verbesserte Formgenauigkeit erzielen.
120
Die Berucksichtigung aller thermischen Effekte wird gemaß der vorgestellten Iteration er-reicht. Dazu wird zunachst auf Basis der klassischen Verweilzeitberechnung fur den Zielab-trag die thermisch basierte Simulation durchgefuhrt. Der Zielabtrag wird dann gemaß demabsoluten Fehler korrigiert und die Iteration wird wiederholt, bis der Fehler ausreichendklein ist. Diese Methode verfugt uber ein gutes Konvergenzverhalten, da Anderungen ander Zielabtragstopografie keine signifikanten Veranderungen des Temperaturfeldes her-vorrufen. Fur die Verweilzeitberechnung kann der lineare oder geschwindigkeitsabhangigeRatenansatz verwendet werden, wobei mit nichtlinearer Rate erwartungsgemaß wenigerIterationen benotigt werden. Mit dem ermittelten Verweilzeitfeld des modifizierten Ziel-abtrages wird eine wesentlich bessere Formgenauigkeit im realen Atzergebnis erzielt. DieProzesskonvergenz kann mit Einsatz der in dieser Arbeit entwickelten Simulationsmethodevon 80 % auf 97 % gesteigert werden.
Die Simulationsmethode kann außerdem genutzt werden, um alternative Bewegungspfadezu bewerten und zu optimieren. Hierbei wurden die Strategien der Zeilenpermutation undder zusatzlichen Wartezeiten zwischen den Zeilenwechseln fur den Maanderpfad getestetund diskutiert.
In Form eines erweiterten Modells wurde der Einfluss eines hoheren Materialabtragesdurch Berucksichtigung der Probenverdunnung wahrend des Atzvorganges und der da-mit einhergehenden erhohten Oberflachentemperatur untersucht. Der Materialverlust wirdmithilfe eines verformbaren Netzes, auf dem die Warmeleitung definiert wird, modelliert.Es hat sich gezeigt, dass die aufwendige vollstandige Kopplung zwischen Abtrag und Tem-peraturfeld selbst fur sehr dunne Proben mit hohem Materialabtrag nur einen geringenMehranteil ausmacht.
Da das Modell in dreidimensionalen kartesischen Koordinaten ausgewertet wird, lassensich beliebige Probengeometrien behandeln. Somit lasst sich die Simulation auch aufFreiformflachen vornehmen. Hierbei verursacht die korrekte Projektion der Plasmajet-funktionen auf die Substratoberflache einen erhohten Aufwand. Weiterhin lasst sich dieAbtragsberechnung nicht im Allgemeinen effizient als diskrete Faltung durchfuhren, dasich kein aquidistantes und deckungsgleiches Gitter finden lasst. Es stellt sich die Frage,inwieweit sich fur sehr stark gekrummte Oberflachen die Parameterfunktionen, die aufeiner planaren Probe ermittelt wurden, auf ein stark gekrummtes Werkstuck ubertragenlassen.
Im Abschnitt 5.4.3 wurde bereits ein Ausblick zum Potential und den Schwierigkeiteneiner fluidmechanischen Simulation gegeben. Eine vollstandige Simulation einschließlichPlasmaanregung und komplexer Plasmachemie ware zum einen zu rechenaufwendig undzum anderen sind die Reaktionsratenkoeffizienten weitestgehend unbekannt. Daher solltein einem solchen Modell nur der sich ausbildende Gasstrahl ab der Quellenduse betrach-tet werden. Unter Berucksichtigung der Energie-, Impuls- und Massenerhaltung wird diePrallstromung des Plasmajets auf die Probe nachgebildet. Hierbei mussen die effektiventhermischen Eigenschaften und Transporteigenschaften fur das Plasmagasgemisch aufwen-dig ermittelt werden. Ein solches Stromungsmodell verspricht die Ermittlung des Warme-ubertrages zur Probe ohne experimentellen Aufwand. Weiterhin konnte mit einer solchenBeschreibung der Radikaltransport und damit die oberflachennahe Fluoratomdichtever-teilung prognostiziert werden. Damit ließe sich das Atzverhalten auf gekrummten Ober-flachen oder unter verschiedenen Einfallswinkeln simulieren.
121

6 Zusammenfassung und Ausblick
Aber auch vermeintlich einfache Modellerweiterungen, wie der Einsatz von Probenkuh-lungen oder -heizungen, erzeugen bei der experimentellen Ermittlung der realen War-mestrome einen enormen Aufwand. Fur immer komplexer geformte Proben gilt es, dasAtzverhalten auch auf sehr stark gekrummten Oberflachen und unter schragen Einfalls-winkeln genauer zu untersuchen. Um den Aufwand bei der orts- und zeitaufgelosten War-mestrommessung zu reduzieren, ware die Entwicklung einer entsprechenden Messsondewunschenswert.
122
Literaturverzeichnis
[1] Carl Zeiss SMT GmbH (Hrsg.): Lithographisches Objektiv Starlith R© 1700i.Carl Zeiss SMT GmbH. – http://www.zeiss.de/smt
[2] Europaische Weltraumorganisation (ESA) (Hrsg.): Globales Astrometri-sches Interferometer fur die Astrophysik (GAIA). Europaische Weltraumorganisa-tion (ESA). – http://www.esa.int
[3] Synchrotron Soleil (Hrsg.): Schema des franzosichen Synchrotron Soleil.Synchrotron Soleil. – http://www.synchrotron-soleil.fr
[4] Europaische Sudsternwarte (Hrsg.): The European Extremely Large Telescope(ESO). Europaische Sudsternwarte. – http://www.eso.org
[5] Weiser, M.: Ion beam figuring for lithography optics. In: Nuclear Instruments andMethods in Physics Research B 267 (2009), Nr. 8, S. 1390–1393
[6] Taniguchi, N.: Current Status in, and Future Trends of, Ultraprecision Machiningand Ultrafine Materials Processing. In: CIRP Annals – Manufacturing Technology32 (1983), Nr. 2, S. 573–582
[7] Yamauchi, K. ; Mimura, H. ; Inagaki, K. ; Mori, Y.: Figuring with subnanome-ter-level accuracy by numerically controlled elastic emission machining. In: Reviewof Scientific Instruments 73 (2002), Nr. 11, S. 4028–4033
[8] Arnold, T. ; Bohm, G.: Reactive plasma jet machining for free form surfacecorrection. In: euspen 9th International Conference, San Sebastian, Spain 2 (2009),Nr. P6.16, S. 70
[9] Arnold, T. ; Bohm, G. ; Fechner, R. ; Meister, J. ; Nickel, A. ; Frost, F.; Hansel, T. ; Schindler, A.: Ultra-precision surface finishing by ion beam andplasma jet techniques – status and outlook. In: Nuclear Instruments and Methodsin Physics Research A 616 (2010), Nr. 2, S. 147–156
[10] Hansel, T. ; Frost, F. ; Nickel, A. ; Schindler, A.: Ultra-precision SurfaceFinishing by Ion Beam Techniques. In: Vakuum in Forschung und Praxis 19 (2007),Nr. 5, S. 1–8
[11] Kurashima, Y. ; Uozumi, R. ; Miyamoto, I. ; Ando, M. ; Numata, A.: Evalua-tion of surface roughness of Zerodur R© substrates machined by Ar+ ion beam withenergy of 3–10 keV. In: Journal of Vacuum Science & Technology B 25 (2007), Nr.6, S. 2104–2109
[12] Schindler, A. ; Hansel, T. ; Flamm, D. ; Frank, W. ; Bohm, G. ; Frost, F.; Fechner, R. ; Bigl, F.: Ion beam and plasma jet etching for optical componentfabrication. In: Proceedings of SPIE 4440 (2001), S. 217
[13] Shanbhag, P. M. ; Feinberg, M. R. ; Sandri, G. ; Horenstein, M. N. ; Bifano,T. G.: Gas discharge plasmas and their applications. In: Applied Optics 39 (2000),Nr. 4, S. 599–611
[14] Deutsch, H. ; Kersten, H. ; Rutscher, A.: Basic Mechanisms in Plasma Et-ching. In: Contributions to Plasma Physics 29 (1989), Nr. 3, S. 263–284
123
Literaturverzeichnis
[15] Hippler, R. ; Kersten, H. ; Schmidt, M. ; Schoenbach, K. H.: Low Tempe-rature Plasmas: Fundamentals, Technologies and Techniques. 2nd Editition. JohnWiley & Sons Ltd, 2008. – ISBN 3–527–40673–9
[16] Lieberman, M. A. ; Lichtenberg, A. J.: Principles of Plasma Discharge forMaterials Processing. 2nd Editition. John Wiley & Sons Ltd, 2005. – ISBN 0–47–17200–1
[17] Flamm, D. L. ; Donnelly, V. M. ; Mucha, J. A.: The reacation of fluorine atomswith silicon. In: Journal of Applied Physics 52 (1981), Nr. 5, S. 3633–3639
[18] Arnold, T. ; Bohm, G. ; Schindler, A.: Ultrahigh-rate plasma jet chemicaletching of silicon. In: Nuclear Instruments and Methods in Physics Research A 19(2001), Nr. 5, S. 2587–2589
[19] Bardos, L. ; Berg, S. ; Blom, H.-O.: Superhigh-rate plasma jet etching of silicon.In: Applied Physics Letters 55 (1989), Nr. 16, S. 1615–1617
[20] Bohm, G. ; Frank, W. ; Schindler, A. ; Nickel, A. ; Thomas, H.-J. ; Bigl,F. ; Weiser, M.: Plasma jet chemical etching – a tool for the figuring of opticalprecision aspheres. In: Precision Science and Technology for Perfect Surfaces, eds.Furukawa Y, Mori Y & Kataoka T, The Japan Society for Precision Engineering,Tokyo (1999), S. 231–236
[21] Jeong, J. Y. ; Babayan, S. E. ; Tu, V. J. ; Park, J. ; Henins, I. ; Hicks, R. F.; Selwyn, G. S.: Etching materials with an atmospheric-pressure plasma jet. In:Plasma Sources Science and Technology 7 (1998), Nr. 3, S. 282–285
[22] Tendero, C. ; Tixier, C. ; Tristant, P. ; Desmaison, J. ; Leprince, P.: At-mospheric pressure plasmas: A review. In: Spectrochimica Acta Part B: AtomicSpectroscopy 61 (2006), Nr. 1, S. 2–30
[23] Kolsch, L. ; Karbe, P.: Der Siegeszug der Asphare. In: Photonik 35 (2003), Nr.4, S. 54–57
[24] Subrahmanyan, P. K.: Rapid fabrication of precision surfaces – A new paradigm.In: euspen 9th International Conference, San Sebastian, Spain 2 (2009), Nr. O6.1,S. 2
[25] Subrahmanyan, P. K. ; Gardop´ee, G.: Reactive atom plasma (RAPTM) pro-cessing of mirrors for astronomy. In: Proceedings of SPIE 7018 (2008), S. 701809
[26] Verma, Y. ; Chang, A. K. ; Berrett, J. W. ; Futtere, K. ; Gardopee, G. J.; J.Kelley ; Kyler, T. ; Lee, J. ; Lyford, N. ; Proscia, D. ; Sommer, P. R.:Rapid damage-free shaping of silicon carbide using Reactive Atom Plasma (RAPTM)processing. In: Proceedings of SPIE 6273 (2006), S. 62730B
[27] Mori, Y. ;Yamamura, K. ;Yamauchi, K. ;Yoshii, K. ;Kataoka, T. ; Endo, K.; Inagaki, K. ; Kakiuchi, H.: Plasma CVM (chemical vaporization machining):an ultra precision machining technique using high-pressure reactive plasma. In:Nanotechnology 4 (1993), Nr. 4, S. 225–229
[28] Fanara, C. ; Shore, P. ; Nicholls, J. R. ; Lyford, N. ; Kelley, J. ; Carr,J. ; Sommer, P.: A new reactive atom Plasma Technology (RAPT) for precisionmachining: the etching of ULE R© surfaces. In: Advanced Engineering Materials 5(2006), Nr. 10, S. 1615–1617
124
Literaturverzeichnis
[29] Meister, J. ; Arnold, T.: New process simulation procedure for high-rate plasmajet machining. In: Plasma Chemistry and Plasma Processing 31 (2011), Nr. 1, S.91–107
[30] O’Brien, W. J.: The Characterisation and Material Removal Properties of theReactive Atom Plasma (RAP
TM
) Process. Cranfield University, School of AppliedSciences, 2010. – Dissertation
[31] Nickel, A.: DtCalc – Dwell Time Calculation and Simulation for the IBF-Process.IOM Leipzig, 2011. – Program Documentation of DtCalc 20011d
[32] Arnold, T. ; Meister, J. ; Bohm, G.: Atmospheric Plasma Jet Machining: Simu-lation of Spatio- Temporal Substrate Surface Temperature Distributions. In: OpticalFabrication and Testing, OSA Technical Digest (CD) (Optical Society of America,2008), paper OThD2 (2008), S. 1–3
[33] Meister, J. ; Bohm, G. ; Eichentopf, I.-M. ; Arnold, T.: Simulation of thesubstrate temperature field for plasma assisted chemical etching. In: Nuclear In-struments and Methods in Physics Research A 6 (2009), Nr. S1, S. S209–S213
[34] Coburn, J. W.: Plasma-Assisted Etching. In: Plasma Chemistry and PlasmaProcessing 2 (1982), Nr. 1, S. 1–41
[35] Flamm, D. L. ; Mogab, C. J. ; Sklaver, E. R.: Reacation of fluorine atoms withSiO2. In: Journal of Applied Physics 50 (1979), Nr. 10, S. 6211–6213
[36] Ho, P. ; Johannes, J. E. ; Buss, R. J. ;Meeks, E.: Modeling the plasma chemistryof C2F6 and CHF3 etching of silicon dioxide, with comparisons to etch rate anddiagnostic data. In: Journal of Vacuum Science & Technology A 19 (2001), Nr. 5,S. 2344–2367
[37] Ikegami, N. ; Ozawa, N. ; Miyakawa, Y. ; Konishi, M. ; Kanamori, J.: Rolesof ions and radicals in silicon oxide etching. In: Japanese Journal of Applied Physics29 (1990), Nr. 10, S. 2239–2242
[38] Winters, H. F. ; Coburn, J. W.: Surface science aspects of etching reactions. In:Surface Science Reports 14 (1992), Nr. 4, S. 161–269
[39] Arnold, T.: Untersuchungen zur Plasma-Oberflachen-Wechselwirkung beim Atzenvon Silizium mit einem Ar/SF6/O2-Plasmajet. Universitat Leipzig, 2005. – Disser-tation
[40] Fridman, A.: Plasma Chemistry. 1st Editition. Cambridge University Press, 2008.– ISBN 0–521–84735–4
[41] Bogaerts, A. ; Neyts, E. ; Gijbels, R. ; Van Der Mullen, J.: Gas dischargeplasmas and their applications. In: Spectrochimica Acta Part B: Atomic Spectroscopy57 (2002), Nr. 4, S. 609–658
[42] Conrads, H. ; Schmidt, M.: Plasma generation and plasma sources. In: PlasmaSources Science and Technology 9 (2000), Nr. 4, S. 441–454
[43] Roth, J. R.: Industrial Plasma Engineering: Volume 2 – Applications to Nonther-mal Plasma Processing. 1st Editition. Taylor & Francis, 2001. – ISBN 0–750–30545–2
[44] Mac Rae, D. R.: Plasma Arc Process Systems, Reactors, and Applications. In:Plasma Chemistry and Plasma Processing 9 (1989), Nr. 1, S. 85S–118S
[45] Schutze, A. ; Jeong, J. Y. ; Babayan, S. E. ; Park, J. ; Selwyn, G. S. ;Hicks, R. F.: The atmospheric-pressure plasma jet: a review and comparison to
125
Literaturverzeichnis
other plasma sources. In: IEEE Transactions on Plasma Science 26 (1998), Nr. 6,S. 1685–1694
[46] Salge, J.: Plasma-assisted deposition at atmospheric pressure. In: Surface andCoatings Technology 80 (1996), Nr. 1, S. 1–7
[47] Babayan, S. E. ; Jeong, J. Y. ; Tu, V. J. ; Park, J. ; Selwyn, G. S. ; Hicks,R. F.: Deposition of silicon dioxide films with an atmospheric-pressure plasma jet.In: Plasma Sources Science and Technology 7 (1998), Nr. 3, S. 286–288
[48] Moisan, M. ; Sauve, G. ; Zakrzewski, Z. ; Hubert, J.: An atmospheric pressurewaveguide-fed microwave plasma torch: the TIA design. In: Plasma Sources Scienceand Technology 3 (1994), Nr. 4, S. 584–592
[49] Jin, Q. ; Zhu, C. ; Borer, M. W. ; Hieftje, G. M.: A microwave plasma torchassembly torch for atomic emission spectroscopy. In: Spectrochimica Acta Part B46 (1991), Nr. 3, S. 417–430
[50] Timmermans, E. A. H. ; Jonkers, J. ; Thomas, I. A. J. ; Rodero, A. ; Quinte-ro, M. C. ; Sola, A. ; Gamero, A. ; Van Der Mullen, J. A. M.: The behaviorof molecules in microwave-induced plasmas studied by optical emission spectrosco-py. 1. Plasmas at atmospheric pressure. In: Spectrochimica Acta Part B: AtomicSpectroscopy 53 (1998), Nr. 11, S. 1553–1566
[51] Rupf, S. ; Lehmann, A. ; Hannig, M. ; Schafer, B. ; Schubert, A. ; Feld-mann, U. ; Schindler, A.: Surface treatment of metals using an atmosphericpressure plasma jet and their surface characteristics. In: Journal of Medical Micro-biology 59 (2010), S. 206–212
[52] Kim, M. C. ; Yang, S. H. ; Boo, J.-H. ; Han, J. G.: Surface treatment of me-tals using an atmospheric pressure plasma jet and their surface characteristics. In:Surface and Coatings Technology 174 (2003), S. 839–844
[53] Lee, E. S. ; Park, H. I. ; Baik, H. K. ; Lee, S.-J. ; Song, K. M. ; Hwang, M. K.; Huh, C. S.: Multi-jet atmospheric glow plasma cleaning of ablation debris frommicro-via drilling process. In: Surface and Coatings Technology 171 (2003), Nr. 1–3,S. 307–311
[54] Xu, L. ; Liu, P. ; Zhan, R. J. ; Wen, X. H. ; Ding, L. L. ; Nagatsu, M.:Experimental study and sterilizing application of atmospheric pressure plasmas.In: Thin Solid Films 506 (2006), S. 400–403
[55] Janietz, M. ; Arnold, T.: Surface figuring of glass substrates by local depositi-on of silicon oxide with atmospheric pressure plasma jet. In: Surface & CoatingsTechnology 205 (2011), Nr. 2 PSE 2010 Special Issue – Proceedings of the 12th
International Conference on Plasma Surface Engineering, S. S351–S354
[56] Comsol AB (Hrsg.): Comsol Multiphysics R©. Comsol AB. –http://www.comsol.com
[57] Chiu, Y.-M. ; Hung, C.-T. ; Hwang, F.-N. ; Chiang, M.-H. ; Wu, J.-S. ; Chen,S.-H.: Effect of plasma chemistry on the simulation of helium atmospheric-pressureplasmas. In: Computer Physics Communications 182 (2011), Nr. 1, S. 167–169
[58] Fukumoto, H. ; Fujikake, I. ; Takao, Y. ; Eriguchi, K. ; Ono, K.: Plasmachemical behaviour of reactants and reaction products during inductively coupledCF4 plasma etching of SiO2. In: Plasma Sources Science and Technology 18 (2009),Nr. 4, S. 1–17
126
Literaturverzeichnis
[59] Bauerfeldt, G. F. ; Arbilla, G.: Kinetic Analysis of the Chemical Processes inthe Decomposition of Gaseous Dielectrics by a Non-Equilibrium Plasma – Part 1:CF4 and CF4/O2. In: Journal of the Brazilian Chemical Society 11 (2000), Nr. 2,S. 121–128
[60] Chang, M. B. ; Yu, S. J.: An Atmospheric-Pressure Plasma Process for C2F6
Removal. In: Environmental Science and Technology 35 (2001), Nr. 9, S. 1587–1592
[61] Mogab, C. J. ; Adams, A. C. ; Flamm, D. L.: Plasma etching of Si and SiO2 –The effect of oxygen additions to CF4 plasmas. In: Journal of Applied Physics 49(1978), Nr. 7, S. 3796–3803
[62] Coburn, J. W. ; Winters, Harold F.: Plasma etching – A discussion of mecha-nisms. In: Journal of Vacuum Science & Technology 16 (1979), Nr. 1, S. 391–403
[63] Hippler, R. ; Pfau, S. ; Schmidt, M. ; Schoenbach, K. H.: Low TemperaturePlasma Physics – Fundamental Aspects and Applications. 1st Editition. John Wiley& Sons Ltd, 2001. – ISBN 3–527–28887–2
[64] Sugawara, M.: Plasma Etching: Fundamentals and Applications. 1st Editition.Oxford University Press, 1998. – ISBN 0–198–56287–X
[65] Brown, D. M. ; Heath, B. A. ; Coutumas, T. ; Thompson, G. R.: Reactiveion beam etching of SiO2 and polycrystalline silicon. In: Applied Physics Letters 37(1980), Nr. 2, S. 159–161
[66] Korzec, D. ; Kessler, T. ; Engemann, J.: Reactive ion beam etching of Si/SiO2
systems using SF6/O2 chemistry. In: Applied Surface Science 46 (1990), Nr. 1, S.299–305
[67] Roth, J. R.: Industrial Plasma Engineering: Volume 1 – Principles. 1st Editition.Taylor & Francis, 1995. – ISBN 0–750–30317–4
[68] Kojima, M. ; Kato, H. ; Gatto, M. ; Morinaga, S. ; Ito, N.: Model for dryetching of silicon. In: Japanese Journal of Applied Physics 70 (1991), Nr. 6, S.2901–2904
[69] Dagata, J. A. ; Squire, D. W. ; Dulcey, C. S. ; Hsu, D. S. Y. ; Lin, M. C.:Chemical processes involved in the etching of silicon by xenon difluoride. In: Journalof Vacuum Science & Technology B 5 (1987), Nr. 5, S. 1495–1500
[70] Williams, K. L. ; Fisher, E. R.: Substrate temperature effects on surface reactivityof SiFx (x=1, 2) radicals in fluorosilane plasmas. In: Journal of Vacuum Science &Technology A 21 (2003), Nr. 4, S. 1024–1033
[71] Winters, H. F. ; Plumb, I. C.: Etching reactions for silicon with F atoms: Productdistributions and ion enhancement mechanisms. In: Journal of Vacuum Science &Technology B 9 (1991), Nr. 2, S. 197–207
[72] Lienhard IV, J. H. ; Lienhard V, J. H.: A heat transfer textbook. 3rd edition.Phlogiston Press, Cambridge, 2003. – ISBN 0–971–38352–9
[73] Gogolides, E. ; Vauvert, P. ; Kokkoris, G. ; Turban, G. ; Boudouvis, A. G.:Etching of SiO2 and Si in fluorocarbon plasmas: A detailed surface modelaccountingfor etching and deposition. In: Journal of Applied Physics 88 (2000), Nr. 10, S.5570–5584
[74] Arnold, T. ; Bohm, G. ; Frank, W. ; Schindler, A.: PACE-Laborberichte2005–2007. IOM Leipzig, 2007. – Interner Bericht
127
Literaturverzeichnis
[75] Heraeus Quarzglas GmbH & Co. KG (Hrsg.): Heraeus Suprasil R©. HeraeusQuarzglas GmbH & Co. KG. – http://www.heraeus-quarzglas.com
[76] Fridman, A. ; Cho, Y. I.: Transport Phenomena in Plasma – Advances in HeatTransfer, Volume 40. Elsevier, 2007. – ISBN 0–080–55371–9
[77] Baaser, H.: Development and Application of the Finite Element Method based onMatlab. 1st Editition. Springer-Verlag, 2010. – ISBN 3–642–13152–3
[78] Stoffel, A.: Finite Elemente und Warmeleitung – Eine Einfuhrung. 1st Editition.WILEY-VCH, 1992. – ISBN 3–527–28252–1
[79] Lewis, R. W. ; Nithiarasu, P. ; Seetharamu, K. N.: Fundamentals of the FiniteElement Method for Heat and Fluid Flow. 1st Editition. John Wiley & Sons Ltd,2004. – ISBN 0–470–84789–1
[80] Comsol AB (Hrsg.): Comsol Multiphysics R© Reference Guide. Comsol AB. –Version 3.4–4.1
[81] Comsol AB (Hrsg.): Comsol Multiphysics R© User’s Guide. Comsol AB. –Version 3.4–4.1
[82] Drueding, T. W. ; Bifano, T. G. ; Fawcett, S. C.: Contouring algorithm forion figuring. In: Precision Engineering 17 (1995), S. 10–17
[83] Hansel, T. ; Nickel, A. ; Schindler, A.: Ion beam figuring of strongly curvedsurfaces with a (x,y,z) linear three-axes system. In: Optical Fabrication and Tes-ting, OSA Technical Digest (CD) (Optical Society of America, 2008), paper JWD6(2008), S. 1–3
[84] Louis, Alfred K.: Inverse und schlecht gestellte Probleme. Stuttgart : Teubner-Verlag, 1989. – ISBN 3–519–02084–X
[85] Engl, Heinz W. ; Hanke, Martin ; Neubauer, Andreas: Regularization of InverseProblems. Kluwer Academic Publishers, 1996. – ISBN 0–7923–4157–0
[86] Carasso, Alfred S.: Linear and Nonlinear Image Deblurring: A Documented Study.In: SIAM Journal on Numerical Analysis 36 (1999), Nr. 6, S. 1659–1689
[87] Jansson, P. A.: Deconvolution of Images and Spectra. 2nd Editition. AcademicPress, Inc., 1997. – ISBN 0–12–380222–9
[88] Meinel, Edward S.: Origins of linear and nonlinear recursive restoration algorithms.In: Journal of the Optical Society of America A 3 (1986), Nr. 6, S. 787–799
[89] Van Cittert, P. H.: Zum Einfluß der Spaltbreite auf die Intensitatsverteilung inSpektrallinien. II. In: Zeitschrift fur Physik 69 (1931), Nr. 5, S. 289–308
[90] Gold, R.: An iterative unfolding method for matrices. Mathematics and ComputerResearch and Development Rep. ANL-6984 (Argonne National Laboratory), 1964
[91] Lucy, L B.: An iterative technique for the retification of observed distributions. In:The Astronomical Journal 79 (1974), Nr. 6, S. 746–754
[92] Richardson, W. H.: Bayesian-Based Iterative Method of Image Restoration. In:Journal of the Optical Society of America 62 (1972), Nr. 1, S. 55–59
[93] Mathworks, Inc. (Hrsg.): Matlab R©-Dokumentation. Mathworks, Inc.. –http://www.mathworks.com/access/helpdesk/help/techdoc/matlab.html,
[94] Meister, J.: Anwendungserweiterung der Verweilzeitmethode fur die Prazisions-bearbeitung von beliebig gekrummten Oberflachen. HTWK Leipzig, 2007. – Diplom-arbeit
128
Literaturverzeichnis
[95] IMPAC Infrared GmbH (Hrsg.): Pyrometer-Handbuch Beruhrungs-lose Temperaturmessung – Firmenschrift. IMPAC Infrared GmbH. –http://www.impacinfraed.com
[96] InfraTec GmbH (Hrsg.): Einfuhrung in Theorie und Praxis der Infrarot-Thermografie. InfraTec GmbH. – http://www.infratec.de
[97] Baehr, H. D. ; Stephan, K.: Warme- und Stoffubertragung. 4. Auflage. Springer-Verlag, 2004. – ISBN 3–540–40130–X
[98] Minkina, W. ; Dudzik, S.: Infrared Thermography – Errors and Uncertainties.John Wiley & Sons Ltd, 2009. – ISBN 0–470–74718–6
[99] DIAS Infrared GmbH (Hrsg.): Datenblatt: PYROVIEW 380L compact. DIASInfrared GmbH. – http://www.dias-infrared.de
[100] Tissot, J. L. ; Bertrand, F. ; Vilain, M. ; Yon, J. J.: Uncooled infrared focalplane arrays -– technical trends and LETI/LIR microbolometer development. In:Proceedings of 5th AITA InternationalWorkshop on Advanced Infrared Technologyand Applications, ed. E. Grinzato et al., 29–30 September, Venice (1999), S. 57–63
[101] Dussart, R. ; Thomann, A. L. ; Pichon, L. E. ; Bedra, L. ; Semmar, N. ;Lefaucheux, P. ; Mathias, J. ; Tessier, Y.: Direct measurements of the energyflux due to chemical reactions at the surface of a silicon sample interacting with aSF6 plasma. In: Applied Physics Letters 93 (2008), Nr. 13, S. 131502–131503
[102] Kersten, H. ; Deutsch, H. ; Steffen, H. ; Kroesen, G. M. W. ; Hippler, R.:The energy balance at substrate surfaces during plasma processing. In: Vacuum 63(2001), Nr. 3, S. 385–431
[103] Van Der Meer, T. H.: Heat transfer from impinging flame jets. TU Delft, 1987.– Dissertation
[104] Beitelmal, A. H. ; Saad, M. A. ; Patel, C. D.: The effect of inclination on theheat transfer between a flat surface and an impinging two-dimensional air jet. In:International Journal of Heat and Fluid Flow 21 (2000), Nr. 2, S. 156–163
[105] Gonzalez, J. J. ; Freton, P. ; Masquere, M.: Experimental quantificationin thermal plasma medium of the heat flux transferred to an anode material. In:Journal of Physics D: Applied Physics 40 (2007), Nr. 18, S. 5602–5611
[106] Masquere, M. ; Freton, P. ; Gonzalez, J. J.: Theoretical study in two di-mensions of the energy transfer between an electric arc and an anode material. In:Journal of Physics D: Applied Physics 40 (2007), Nr. 2, S. 432–446
[107] Bula, A. J. ; Rahman, M. M. ; Leland, J. E.: Axial steady free surface jetimpinging over a flat disk with discrete heat sources. In: International Journal ofHeat and Fluid Flow 21 (2000), Nr. 1, S. 11–21
[108] Katti, V. ; Prabhu, S. V.: Experimental study and theoretical analysis of localheat transfer distribution between smooth flat surface and impinging air jet from acircular straight pipe nozzle. In: International Journal of Heat and Mass Transfer51 (2008), Nr. 17, S. 4480–4495
[109] Remie, M.J. ; Sarner, G. ; Cremers, M. F. G. ; Omrane, A. ; Alden, K. R.A. M. Schreel L. E. M. ; De Goey, L. P. H.: Heat-transfer distribution for animpinging laminar flame jet to a flat plate. In: International Journal of Heat andMass Transfer 51 (2008), Nr. 11, S. 3144–3152
129
Literaturverzeichnis
[110] Mintoussov, E. I. ; Pendleton, S. J. ; Gerbault, F. G. ; Popov, N. A. ;Starikovskaia, S M.: Fast gas heating in nitrogen–oxygen discharge plasma: II.Energy exchange in the afterglow of a volume nanosecond discharge at moderatepressures. In: Journal of Physics D: Applied Physics 44 (2011), Nr. 28, S. 285202
[111] Popov, N. A.: Fast gas heating in a nitrogen–oxygen discharge plasma: I. Kineticmechanism. In: Journal of Physics D: Applied Physics 44 (2011), Nr. 28, S. 285201
[112] Bianco, N. ; Manca, O. ; Nardini, S. ; Tamburrino, S.: A Numerical Modelfor Transient Heat Conduction in Semi-Infinite Solids Irradiated by a Moving HeatSource. In: Proceedings of the COMSOL Conference 2008 Hannover (2008), S. 1–7
[113] Hou, Z. B. ; Komanduri, R.: General solutions for stationary/moving plane heatsource problems in manufacturing and tribology. In: International Journal of Heatand Mass Transfer 43 (2000), Nr. 10, S. 1679–1698
[114] Haverla, M. ; Kersten, H. ; KROESEN, G. M. W. ; De Hooa, F. J. ; Rut-scher, A.: The Temperature Dependence of the Etch Rate of Si Measured byEllipsometry. In: Contributions to Plasma Physics 31 (1991), Nr. 3, S. 279–282
[115] Eichentopf, I.-M. ; Bohm, G. ; Arnold, T.: Etching mechanisms during plasmajet machining of silicon carbide. In: Surface & Coatings Technology 205 (2011),Nr. 2 PSE 2010 Special Issue – Proceedings of the 12th International Conference onPlasma Surface Engineering, S. S430–S434
[116] Ibbotson, D. E. ; Flamm, D. L. ; Mucha, J. A. ; Donnelly, V. M.: Comparisonof XeF2 and F-atom reactions with Si and SiO2. In: Journal of Applied Physics 44(1984), Nr. 12, S. 1129–1131
[117] Behnke, J. F. ; Deutsch, H. ; Rutscher, A.: Basic Mechanisms in PlasmaEtching. In: ISPC-7 Eindhoven (1985), Nr. P-13-13, S. 1090–1095
[118] DIN, Deutsches Institut fur Normung e. V.: DIN ISO 10110-12: Optik und Pho-tonik – Erstellung von Zeichnungen fur optische Elemente und Systeme – Teil 12Aspharische Oberflachen. Beuth Verlag, 2009
[119] Newport Corporation (Hrsg.): Zeichnung der plankonkaven ZylinderlinseCSV025. Newport Corporation. – http://www.newport.com
[120] Chung, Y. M. ; Luo, K. H.: Unsteady Heat Transfer Analysis of an Impinging Jet.In: Journal of Heat Transfer 124 (2002), Nr. 6, S. 1039–1048
[121] Jiang, X. ; Zhao, H. ; Luo, K.H.: Direct computation of perturbed impinging hotjets. In: Computers & Fluids 36 (2007), Nr. 2, S. 259–272
[122] Remie, M.J. ; Cremers, M. F. G. ; Schreel, K. R. A. M. ; De Goey, L. P. H.:Analysis of the heat transfer of an impinging laminar flame jet. In: InternationalJournal of Heat and Mass Transfer 50 (2007), Nr. 13, S. 2816–2827
[123] Wang, H.-X. ; Chen, X. ; Cheng, K. ; Pan, W.: Modeling study on the cha-racteristics of laminar and turbulent argon plasma jets impinging normally upon aflat plate in ambient air. In: International Journal of Heat and Mass Transfer 50(2007), Nr. 3, S. 734–745
[124] Wang, H.-X. ; Cheng, K. ; Chen, X. ; Pan, W.: Three-dimensional modeling ofheat transfer and fluid flow in laminar-plasma material re-melting processing. In:International Journal of Heat and Mass Transfer 49 (2006), Nr. 13, S. 2254–2264
130
Literaturverzeichnis
[125] Comsol AB (Hrsg.): Chemical Engineering Module User’s Guide. Comsol AB. –Version 3.4–4.1
[126] Sigloch, H.: Technische Fluidmechanik. 5. Auflage. Springer, Berlin, 2006. – ISBN3–540–22008–9
[127] Comsol AB (Hrsg.): Comsol Reaction Engineering Lab R© User’s Guide. ComsolAB. – Version 3.4–4.1
131

Danksagung
Die vorliegende Arbeit entstand im Rahmen der Nachwuchsforschergruppe Ultraprazi-sionsbearbeitung mit atomaren Teilchenstrahlen des BMBF-geforderten InnoProfile-Programms am Leibniz-Institut fur Oberflachenmodifizierung (IOM).
Ich bedanke mich in erster Linie bei Herrn Prof. Dr. Dr. h. c. Bernd Rauschenbach,dem Direktor und Vorstand des IOMs, fur das entgegengebrachte Vertrauen und die Uber-nahme der Betreuung dieser Arbeit.
Ein besonders großer Dank gilt Herrn Dr. Thomas Arnold, dem Leiter der Nachwuchs-forschungsgruppe, ebenfalls fur das entgegengebrachte Vertrauen und die umfassende fach-liche Betreuung der Arbeit. Damit meine ich die umfangreiche Unterstutzung, Hilfestel-lung und Diskussionen bezuglich experimenteller und theoretischer Probleme sowie dasKorrekturlesen dieser Arbeit.
Weiterhin geht ein Dank an Herrn Dr. Georg Bohm und Herrn Hendrik Paetzeltfur die Unterstutzung, Hilfestellung und Diskussionen zu den Plasmajetatzanlagen undder Oberflachenmesstechnik.
Ich danke Herrn Andreas Nickel fur die zahlreichen Informationen und Diskussionenbezuglich der Verweilzeitmethode sowie die Bereitstellung des Programms DtCalc.
Des Weiteren danke ich Herrn Dr. Martin Weiser von der SMT Zeiss GmbH fur dieUnterstutzung, Zusammenarbeit und Moglichkeit eines Forschungsaufenthaltes im WerkOberkochen der SMT Zeiss GmbH.
Ich bedanke mich beim Techniker der Forschungsgruppe, Herrn Istvan Bucsi, fur dasAusfuhren von Konstruktionen und Anfertigen von CAD-Zeichnungen.
Ein weiterer Dank gilt der Forschungswerkstatt des IOMs um Herrn Stefan Daum furdas Anfertigen der zahlreichen Spezialbauteile fur die Plasmajetatzanlagen.
Außerdem bedanke ich mich bei Herrn Sven Arnold fur die Unterstutzung und rascheProblemlosung bezuglich der Rechentechnik.
Ich danke Herrn Stephan Gorsch und Herrn Martin Emmrich von der OptegGmbH fur die Implementierung individueller Schnittstellen und Losungen in die Steue-rungssoftware der Anlage Opteg PlasmaJet300.
Mein Dank gilt weiterhin Frau Dr. Johanna Lutz fur Ihre Unterstutzung bei der Absol-vierung der Module Struktur der Materie I–III zur Erfullung der Voraussetzungen einerPromotion.
Weiterhin mochte ich mich bei den Mitarbeitern des Institutes, insbesondere bei meinenZimmerkolleginnen Frau Inga-Maria Eichentopf und Frau Manuela Volkmer, furdas angenehme Arbeitsklima und die angeregten fachlichen, aber auch nichtfachlichenDiskussionen bedanken.
Abschließend danke ich meiner Familie und meinen Freunden, die fur die notwendigeAblenkung gesorgt haben.
133

Selbststandigkeitserklarung
Hiermit versichere ich, dass die vorliegende Arbeit ohne unzulassige Hilfeund ohne Benutzung anderer als der angegebenen Hilfsmittel angefertigtund dass die aus fremden Quellen direkt oder indirekt ubernommenenGedanken in der Arbeit als solche kenntlich gemacht wurden.Ich versichere, dass alle Personen, von denen ich bei der Auswahl undAuswertung des Materials sowie bei der Herstellung des ManuskriptsUnterstutzungsleistungen erhalten habe, in der Danksagung der vorlie-genden Arbeit aufgefuhrt sind.Ich versichere, dass außer den in der Danksagung genannten, weitere Per-sonen bei der geistigen Herstellung der vorliegenden Arbeit nicht beteiligtwaren, und insbesondere von mir oder in meinem Auftrag weder unmit-telbar noch mittelbar geldwerte Leistungen fur Arbeiten erhalten haben,die im Zusammenhang mit den Inhalt der vorliegenden Dissertation ste-hen.Ich versichere, dass die vorliegende Arbeit weder im Inland noch im Aus-land in gleicher oder ahnlicher Form einer anderen Prufungsbehorde zumZwecke einer Promotion oder eines anderen Prufungsverfahren vorgelegtund in ihrer Gesamtheit noch nicht veroffentlich wurde.Ich versichere, dass keine fruheren erfolglosen Promotionsversuche statt-gefunden haben.
Johannes Luteran
134





![Hydroinformatik II [1ex] ''Prozesssimulation und ... · BHYWI-08-02: Grundlagen der Kontinuumsmechanik // 24.04.2020 1 / 22. Zeitplan: Hydroinformatik II Datum V Thema . 17.04.2020](https://static.fdokument.com/doc/165x107/5f0422417e708231d40c7b0b/hydroinformatik-ii-1ex-prozesssimulation-und-bhywi-08-02-grundlagen-der.jpg)