
Material- und Prozesssimulation für das 3D-Drucken · Letzterer ist jeweils auf das Volumen der...
8
ANSYS Conference & 28 th CADFEM Users’ Meeting 2010 November 3-5, 2010 Eurogress Aachen, Germany Material- und Prozesssimulation für das 3D-Drucken Imke Nora Kellner , Michael F. Zäh iwb Anwenderzentrum Augsburg, Technische Universität München, Deutschland Summary Due to its ability to produce complex parts with no need for pre-tooling Additive Layer Manufacturing processes (ALM) are promising technologies with 3D inkjet printing being one of them. The latter is based on the polymerization of a liquid dispensed into a powder bed. However, the special challenges, which have to be met here, are to increase product quality such as tensile strength und density on a repeatable base. Consequently, multi-scale simulation models were developed to support material researchers as well as users of the technology in their daily work and therefore to contribute to process stability and material reliability of 3D printers and their products. Keywords Rapid Prototyping, Rapid Manufacturing, 3D-Printing, Polymers, Simulation
Transcript of Material- und Prozesssimulation für das 3D-Drucken · Letzterer ist jeweils auf das Volumen der...

ANSYS Conference & 28th CADFEM Users’ Meeting 2010 November 3-5, 2010 Eurogress Aachen, Germany
Material- und Prozesssimulation für das 3D-Drucken
Imke Nora Kellner, Michael F. Zäh
iwb Anwenderzentrum Augsburg, Technische Universität München, Deutschland
Summary
Due to its ability to produce complex parts with no need for pre-tooling Additive Layer Manufacturing processes (ALM) are promising technologies with 3D inkjet printing being one of them. The latter is based on the polymerization of a liquid dispensed into a powder bed. However, the special challenges, which have to be met here, are to increase product quality such as tensile strength und density on a repeatable base. Consequently, multi-scale simulation models were developed to support material researchers as well as users of the technology in their daily work and therefore to contribute to process stability and material reliability of 3D printers and their products.
Keywords
Rapid Prototyping, Rapid Manufacturing, 3D-Printing, Polymers, Simulation
ANSYS Conference & 28th CADFEM Users’ Meeting 2010 November 3-5, 2010 Eurogress Aachen, Germany
1. Ausgangssituation
Alle Bereiche der Industrie und insbesondere die Produktionstechnik müssen sich den sich stetig ändernden Gegebenheiten der globalisierten Welt anpassen. Dazu gehören Reaktionen auf den Trend zur Individualisierung, hin zu kürzeren Produktlebenszeiten [1] sowie Ein-Stück-Fertigung mit einer immer kürzer werdenden Time-To-Market [2]. Um diesen Herausforderungen gerecht zu werden, muss die Produktionstechnik neuartige Fertigungsverfahren entwickeln, um so auch am Standort Deutschland konkurrenzfähig zu bleiben. Seit etwa 20 Jahren wird intensiv an generativen Verfahren geforscht, bei welchen üblicherweise ein Grundmaterial in Schichten aufgetragen und anschließend selektiv verfestigt wird. Derartige Verfahren benötigen lediglich eine CAD-Datei, welche in eine STL-Datei umgewandelt wird, die die Oberfläche eines Körpers und damit sein Volumen beschreibt. Aus diesen Daten werden in der Baujobvorbereitung fortlaufende Bauteilquerschnitte berechnet, an die Anlagensteuerung gegeben und dann Schicht für Schicht produziert. So können auch komplexe Strukturen ohne Mehraufwand gefertigt werden. Die Herausforderung liegt somit auch nicht mehr in der immer kürzeren Zeit bis zur Markteinführung, sondern auf optimierten Materialeigenschaften ähnlich denen konventioneller Verfahren wie Fräsen oder Spritzgießen. Des Weiteren muss die Werkstoffvielfalt erhöht werden und die Möglichkeit einer Multimaterialverarbeitung geschaffen werden. Die Schwierigkeit bei diesen Verfahren liegt allerdings noch im geringen Prozessverständnis und der damit einhergehenden geringen Wiederholgenauigkeit. Zur Optimierung in diesen Bereichen gibt es bisher zahlreiche Ansätze, mit welchen entweder experimentell [4] oder mit Hilfe der Simulation [5] versucht wird, ausreichendes Prozesswissen zu gewinnen. 2. Zielsetzung und Vorgehensweise
Im Rahmen eines von der Bayerischen Forschungsstiftung geförderten Projektes werden neue Materialien für den 3D-Kunststofffdruck entwickelt und qualifiziert. Neben der Analyse von Werkstoff-, Prozess- und Produkteigenschaften bis hin zur Entwicklung neuer Materialsysteme stehen die Anlagen- und Steuerungsentwicklung sowie die Simulation des Prozesses und des Werkstoffverhaltens im Fokus.
In Fig. 1 ist der 3D-Kunststoff-Druckprozess schematisch abgebildet. Er setzt sich aus den sich wiederholdenden Schritten „Schichtauftrag“, „Drucken“ und „Absenken“ zusammen, wobei beim Schichtauftrag eine dünne Schicht Kunststoffpulver auf die Bauplattform aufgebracht wird, die im anschließenden Prozessschritt, dem Drucken, mit einer Binderflüssigkeit lokal verfestigt wird. Nach dem Absenken der Bauplattform kann die nächste Kunststoffschicht aufgetragen werden. So werden Bauteile Schicht für Schicht produziert und können nach einer Verfestigungszeit von etwa 24 Stunden aus dem Pulverbett entnommen werden.
EntpackenSchichtauftrag AbsenkenDrucken
Fig. 1: 3D-Druckprozess
2.1 Zielsetzung
Zur Simulation des 3D-Druckprozesses sind verschiedene Ansätze denkbar:
• Modellierung des Fluids im Pulverbett mit Hilfe der Finite-Elemente-Methode (FEM), ähnlich umgesetzt von [6]
• Mikro-Makro-Simulation des Werkstoffs, um dessen Materialeigenschaften zu modellieren und zu optimieren. Dafür wird basierend auf [7] ein inneres Materialmodell erstellt und so durch Variation

ANSYS Conference & 28th CADFEM Users’ Meeting 2010 November 3-5, 2010 Eurogress Aachen, Germany
der Parameter das Materialverhalten verbessert. Anschließend wird schichtweise das Schwundverhalten basierend auf [5] modelliert.
Letzterer Simulationsansatz erscheint sehr vielversprechend, die Anwendung erfasst weitere Problemstellungen und wird daher auf den nächsten Seiten dargestellt.
2.2 Vorgehensweise
Zur Simulation des Prozesses und des Werkstoffes kommen die FEM-Programme ANSYS und Digimat zum Einsatz. Dabei wird in einem ersten Schritt das Materialsystem mit Digimat MF modelliert und mittels Reverse Engineering einige Werkstoffkennwerte des Binders wie beispielsweise der Elastizitätsmodul ermittelt. Diese Daten werden anschließend verwendet, um mit Digimat FE erzeugte Materialmodelle in ANSYS auf ihre mechanischen Eigenschaften hin zu untersuchen. Diese Vorgehensweise ist in Fig. 2 skizziert und wird in den folgenden Abschnitten näher erläutert.
Multiskalen Materialstruktur Spannungen Schwund
Fig. 2: Vorgehensweise zur Simulation des Materialverhaltens
Im Fokus stehen insbesondere unterschiedliche Modelle der Materialstruktur. Vor dem Hintergrund der umfangreichen Versuchsreihen und aufwändigen Materialbeschaffung, welche notwendig wären, um die Strukturen experimentell zu untersuchen, werden stattdessen in der Simulation verschiedene Einflussgrößen variiert:
• Korngröße des Pulvers • Partikelverteilungen • Bindereintrag Das Grundmaterial des Pulvers ist PMMA, der 3D-gedruckte Verbund wird als PolyPorA bezeichnet. Dabei werden 15 Modelle erzeugt, neun davon mit je konstanter Korngröße (repräsentiert durch den Korndurchmesser ØSimulation) von 10 µm, 45 µm und 45 µm und einem Bindereintrag von 5 bis 15 %. Letzterer ist jeweils auf das Volumen der eingebrachten Partikel bezogen. Im Gegensatz dazu steht die reale Korngrößenverteilung, welche auch experimentell untersucht wurde und mit den gleichen Bindereintragsmengen berechnet wurde. Des Weiteren wurde eine um 50 % reduzierte Distribution der Versuchsgröße (siehe auch Tabelle 1) betrachtet. Tabelle 1: Erzeugte Modelle der Materialstruktur
Bindereintrag 5 % 10 % 15 %
Ko
rnd
urc
h-
mes
ser
A 10 µm ØSimulation = konstant B 45 µm
C 200 µm D 10-200 µm ØSimulation = ØExperiment E 5-100 µm ØSimulation = ØExperiment/2
Die erzeugten repräsentativen Volumenelemente [RVE] haben eine Kantenlänge von 0,25 mm und es wird eine Überschneidung der Partikel untereinander von bis zu 10 % gewährt. Der Binder wird als Beschichtung der Kugeln realisiert und getrennt vom Kugelinneren vernetzt. Binder und Kugel werden verschiedene Materialeigenschaften zugewiesen und die Kontaktfläche als Verbund definiert.

ANSYS Conference & 28th CADFEM Users’ Meeting 2010 November 3-5, 2010 Eurogress Aachen, Germany
Um die Materialmodelle nach der Erstellung bezüglich ihrer mechanischen Eigenschaften zu untersuchen, sind die in Tabelle 2 dargestellten Materialkennwerte als Randbedingung vorgegeben. Tabelle 2: Relevante Materialkennwerte
Parameter Abk. Einheit PMMA [8] PolyPorA Binder
(gehärtet) [9]
Zugfestigkeit σM MPa 80 3,6 0,55 Dehnung bei Zugfestigkeit εM % 10 1,1 0,3
Elastizitätsmodul Et MPa 2000 400 18 Poissonzahl ν - 0,3 0,31 0,3 Das erzeugte RVE wird anschließend einer Zugprüfung unterzogen. Dafür werden zwei Platten an gegenüberliegenden Seitenflächen angebracht. Eine Platte wird im Raum fixiert, während die zweite mit einer Kraft belastet wird (siehe Fig. 3). Die Platten selbst lassen lediglich eine Verschiebung orthogonal zueinander zu. Im Gegensatz dazu kann das RVE Längenänderungen in allen drei Raumrichtungen erfahren. Die aufgebrachte Kraft berechet sich aus der experimentell ermittelten Zugfestigkeit σM bezogen auf den im RVE real vorhandenen Querschnitt.
Fig. 3: Erzeugtes RVE mit von Binder umhüllten Kugeln und Kraftangriffspunkten
3. Ergebnisse
Die in Digimat FE erstellten Modelle zeigen ein interessantes Charakteristikum: Nicht alle Partikel liegen im Endmaterial gebunden vor. Zwischen 5 % und 10 % der Partikel haben keine Schnittstellen. Dies hat einen negativen Einfluss auf die Festigkeit, da diese Partikel zwar theoretisch den Spannungsquerschnitt im Zugversuch erhöhen, jedoch im Experiment keine Kraft übertragen können, da ihnen die Verbindung zu den anderen Partikeln fehlt. Fig. 4 zeigt die Spannungsverteilung in einer der untersuchten Materialstrukturen (Korndurchmesser 10 - 200 µm, Bindereintrag von 10 %). Im linken Bildteil (a) und b)) ist zu sehen, wie die Spannung sich innerhalb eines RVEs über die Partikel verteilt. Je nach Anbindungsstellen zwischen den Körnern können dabei unterschiedliche Formationen beobachtet werden, welche erheblichen Einfluss auf die Festigkeit des Gesamtmaterials haben. Die stark schwankende Partikel-Anordnung, welche über das Bauteil zwar verteilt auftritt, sich jedoch nicht unbedingt gegenseitig eliminiert, vermindert die Chancen, reproduzierbare Eigenschaften zu erhalten. Im rechten Teil von Fig. 4 (c) ist ein Querschnitt eines RVEs zu erkennen. Die größten Spannungen treten, wie deutlich sichtbar, jeweils an den Kontaktflächen zwischen zwei Kugeln auf. Zu bedenken ist, dass nur eine Ebene betrachtet wird. Der Kontaktpunkt der Partikel kann somit auch in geringem Abstand über oder unter der Schnittebene liegen.

ANSYS Conference & 28th CADFEM Users’ Meeting 2010 November 3-5, 2010 Eurogress Aachen, Germany
a) b) c)
0,05mm
Fig. 4: Spannungsverteilung in untersuchten Materialstrukturen a) und b) Spannungsverteilung in einer Struktur c) Details der Spannungsverteilung
Eine andere Darstellungsmöglichkeit ist in Form von Isolinien in Fig. 5 zu sehen. Es wird deutlich, dass sich die Spannungen nicht homogen über die Partikel verteilen. Die Kraft wird in diesem Modell in die Randbereiche des RVEs eingeleitet, da im Mittelbereich keine Verbindung zur Außenplatte bzw. zum nächsten RVE besteht. Die Kraft wird in die Mitte weitergegeben und in einer zurückgesetzten Ebene in die Bodenplatte eingeleitet. Des Weiteren ist in dieser Abbildung die durch das Aufbringen der Spannung entstehende Einschnürung, welche auch im Zugversuch beobachtet werden kann, deutlich zu erkennen.
Fig. 5: Darstellung der Spannungen über Isolinien
Fig. 6 zeigt die Häufigkeit der auftretenden Spannungen, bezogen auf die im RVE vorliegenden Knotenpunkte innerhalb von zwei Materialstrukturen. Dabei sind deutliche Unterschiede zwischen verschiedenen Korngrößen und Materialverteilungen zu erkennen. Die auftretenden Spannungen im Modell mit einer Korngröße von 10 µm bei einem Bindereintrag von 15 % sind wesentlich höher als im Modell mit einer Korngröße von 45 µm bei einem Bindereintrag von 10 %. Dies ist einerseits auf die kleineren Körner und damit auf die geringere Fläche zurückzuführen, auf die die Kraft wirkt, andererseits aber auch auf die unterschiedlichen Kugelverteilungen in den Modellen.

ANSYS Conference & 28th CADFEM Users’ Meeting 2010 November 3-5, 2010 Eurogress Aachen, Germany
0
50
100
150
200
250
0 50000 100000 150000 200000
Sp
an
nu
ng
Knotenpunkte
[MPa]
0
100
200
300
400
500
600
700
800
900
1000
0 50000 100000 150000 200000
Sp
an
nu
ng
Knotenpunkte
[MPa]a) b)
Fig. 6: Spannungsverteilung in zwei verschiedenen Materialstrukturen a) Korngröße 45 µm, 10 % Bindereintrag b) Korngröße 10 µm, 15 % Bindereintrag
Fig. 7 zeigt die Auswirkung des Raumfüllungsgrades auf die maximal auftretenden Spannungen. Ein größerer Raumfüllungsgrad hat steigende Kontaktflächen zur Folge, weshalb sich die auftretenden Maximalspannungen verringern. Gleichzeitig steigt dadurch die modellierte Festigkeit der Proben.
200
300
400
500
600
700
800
900
1000
1100
0,39 0,44 0,49 0,54
Max
imal
e S
pan
nu
ng
Raumfüllung
Mittelwert
Modelle
Fig. 7: Auswirkung des Raumfüllungsgrades auf die maximale Spannung
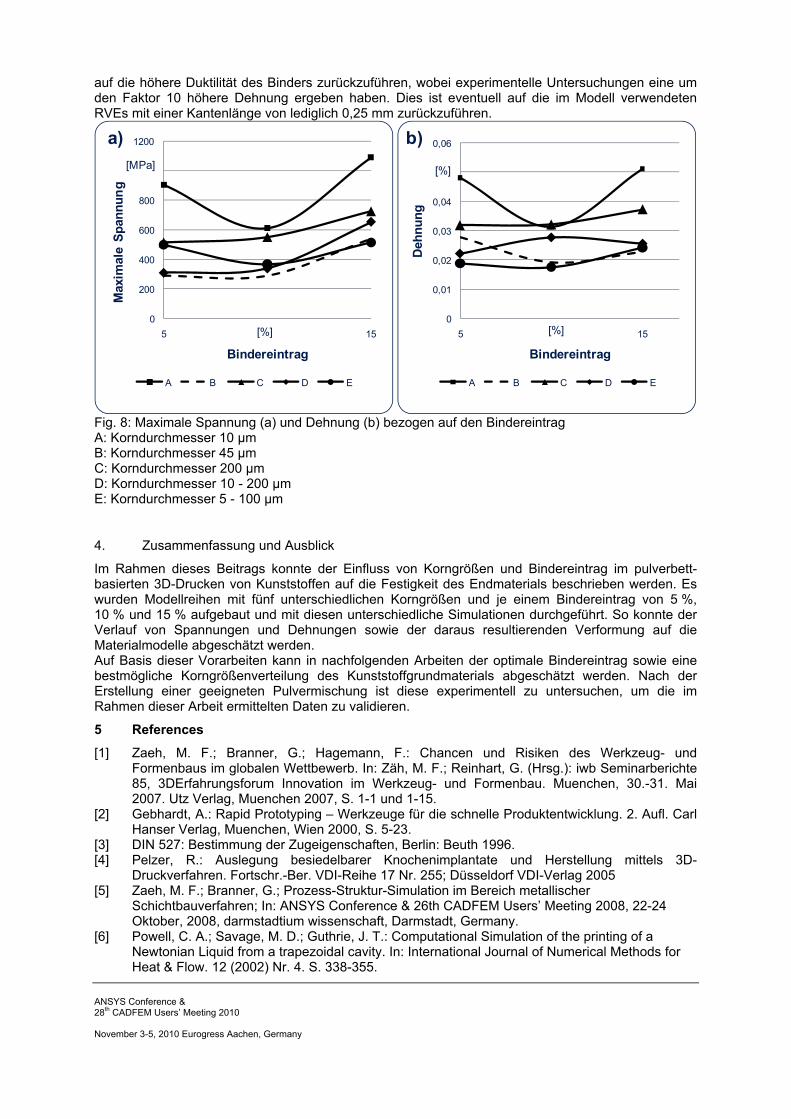
In Fig. 8 ist der Einfluss des Bindereintrags auf die Dehnungen und die auftretenden Spannungen für unterschiedliche Modellreihen dargestellt. Die maximal auftretenden Spannungen liegen zwischen 300 MPa und 900 MPa, wobei die auftretenden Spannungen bei kleinerer Korngröße des Grundmaterials größer werden. Basierend auf der angenommenen geringen mechanischen Festigkeit des Binders kann scheinbar eine Zugfestigkeitssteigerung durch Minimierung des Bindereintrags erreicht werden. Dies entspricht jedoch nicht den Ergebnissen der durchgeführten Experimente, in denen sich gezeigt hat, dass sich die Zugefestigkeit mit steigendem Bindereintrag erhöht. Da eine Erhöhung des Bindereintrags, wie zuvor dargestellt, eine Steigerung der Kontaktflächen zwischen den Partikeln zur Folge hat, können auf diese Art die zu ertragenden Spannungen erhöht werden (vgl. Fig. 8 a). Die in den Modellen auftretenden Dehnungen betragen zwischen 0,02 % und 0,05 %. Bei steigendem Bindereintrag ist tendenziell eine Zunahme der Verformung in y-Richtung zu erkennen. Auch dies ist
ANSYS Conference & 28th CADFEM Users’ Meeting 2010 November 3-5, 2010 Eurogress Aachen, Germany
auf die höhere Duktilität des Binders zurückzuführen, wobei experimentelle Untersuchungen eine um den Faktor 10 höhere Dehnung ergeben haben. Dies ist eventuell auf die im Modell verwendeten RVEs mit einer Kantenlänge von lediglich 0,25 mm zurückzuführen.
b)a)
0
0,01
0,02
0,03
0,04
0,05
0,06
5 10 15
Deh
nu
ng
Bindereintrag
A B C D E
0
200
400
600
800
1000
1200
5 10 15
Max
imal
e S
pan
nu
ng
Bindereintrag
A B C D E
[MPa] [%]
[%][%]
Fig. 8: Maximale Spannung (a) und Dehnung (b) bezogen auf den Bindereintrag A: Korndurchmesser 10 µm B: Korndurchmesser 45 µm C: Korndurchmesser 200 µm D: Korndurchmesser 10 - 200 µm E: Korndurchmesser 5 - 100 µm
4. Zusammenfassung und Ausblick
Im Rahmen dieses Beitrags konnte der Einfluss von Korngrößen und Bindereintrag im pulverbett-basierten 3D-Drucken von Kunststoffen auf die Festigkeit des Endmaterials beschrieben werden. Es wurden Modellreihen mit fünf unterschiedlichen Korngrößen und je einem Bindereintrag von 5 %, 10 % und 15 % aufgebaut und mit diesen unterschiedliche Simulationen durchgeführt. So konnte der Verlauf von Spannungen und Dehnungen sowie der daraus resultierenden Verformung auf die Materialmodelle abgeschätzt werden. Auf Basis dieser Vorarbeiten kann in nachfolgenden Arbeiten der optimale Bindereintrag sowie eine bestmögliche Korngrößenverteilung des Kunststoffgrundmaterials abgeschätzt werden. Nach der Erstellung einer geeigneten Pulvermischung ist diese experimentell zu untersuchen, um die im Rahmen dieser Arbeit ermittelten Daten zu validieren.
5 References
[1] Zaeh, M. F.; Branner, G.; Hagemann, F.: Chancen und Risiken des Werkzeug- und Formenbaus im globalen Wettbewerb. In: Zäh, M. F.; Reinhart, G. (Hrsg.): iwb Seminarberichte 85, 3DErfahrungsforum Innovation im Werkzeug- und Formenbau. Muenchen, 30.-31. Mai 2007. Utz Verlag, Muenchen 2007, S. 1-1 und 1-15.
[2] Gebhardt, A.: Rapid Prototyping – Werkzeuge für die schnelle Produktentwicklung. 2. Aufl. Carl Hanser Verlag, Muenchen, Wien 2000, S. 5-23.
[3] DIN 527: Bestimmung der Zugeigenschaften, Berlin: Beuth 1996. [4] Pelzer, R.: Auslegung besiedelbarer Knochenimplantate und Herstellung mittels 3D-
Druckverfahren. Fortschr.-Ber. VDI-Reihe 17 Nr. 255; Düsseldorf VDI-Verlag 2005 [5] Zaeh, M. F.; Branner, G.; Prozess-Struktur-Simulation im Bereich metallischer
Schichtbauverfahren; In: ANSYS Conference & 26th CADFEM Users’ Meeting 2008, 22-24 Oktober, 2008, darmstadtium wissenschaft, Darmstadt, Germany.
[6] Powell, C. A.; Savage, M. D.; Guthrie, J. T.: Computational Simulation of the printing of a Newtonian Liquid from a trapezoidal cavity. In: International Journal of Numerical Methods for Heat & Flow. 12 (2002) Nr. 4. S. 338-355.

ANSYS Conference & 28th CADFEM Users’ Meeting 2010 November 3-5, 2010 Eurogress Aachen, Germany
[7] Sehnert, J: Materialdesign durch Simulation. In: CADFEM Infoplaner. Vol. 2. 2008, S. 28-29. [8] Baur, E.; Brinkmann, S. (Hrsg.): Saechtling Kunststofftaschenbuch. 30. Muenchen: Carl Hanser
2007. [9] Zaeh, M. F.; Kellner, I. N.; Moegele, F. (2010): Multi-Material 3D Inkjet Printing - Conductive
Paths in Polymer Parts. In: University of Stellenbosch, South Africa (Hg.): Proceedings International Conference on Competitive Manufacturing. Stellenbosch, S. 51-56.
Danksagung. Wir danken der Bayerischen Forschungsstiftung für die Förderung und finanzielle Unterstützung.

![Hydroinformatik II [1ex] ''Prozesssimulation und ... · Hydroinformatik II ”Prozesssimulation und Systemanalyse” Grundlagen Kontinuumsmechanik Olaf Kolditz *Helmholtz Centre for](https://static.fdokument.com/doc/165x107/5f04223f7e708231d40c7b03/hydroinformatik-ii-1ex-prozesssimulation-und-hydroinformatik-ii-aprozesssimulation.jpg)




![· Seite 3 von 5 Prüfbericht Nr. BBV 1714198/g vom 27.03.2018 2.1.2 Kornverteilungslinie 100 90 80 70 60 50 40 30 20 10 0,063 Korng röße [mm] Korngrößenverteilung der Probe](https://static.fdokument.com/doc/165x107/5eab0f252b0b2527c66374f4/seite-3-von-5-prfbericht-nr-bbv-1714198g-vom-27032018-212-kornverteilungslinie.jpg)
![shb-schotter.de · Durchgang d = 10 mm [M.-%] vor- und nach dem ZV Anforderungen an die Korngrößenverteilung von Teilmengen. Werden die Anforderungen bezüglich des vom Hersteller](https://static.fdokument.com/doc/165x107/5e1b469d8363d04f662366a0/shb-durchgang-d-10-mm-m-vor-und-nach-dem-zv-anforderungen-an-die-korngrenverteilung.jpg)





![Hydroinformatik II [1ex] ''Prozesssimulation und ... · Zeitplan: Hydroinformatik II Datum V Thema . 17.04.2020 00 Einführung in GoToMeeting (Web-Conferencing) 17.04.2020 01 Einführung](https://static.fdokument.com/doc/165x107/5f0422417e708231d40c7b0f/hydroinformatik-ii-1ex-prozesssimulation-und-zeitplan-hydroinformatik-ii.jpg)




