Repanl ATO 1 / 6 - Nova Swiss
6
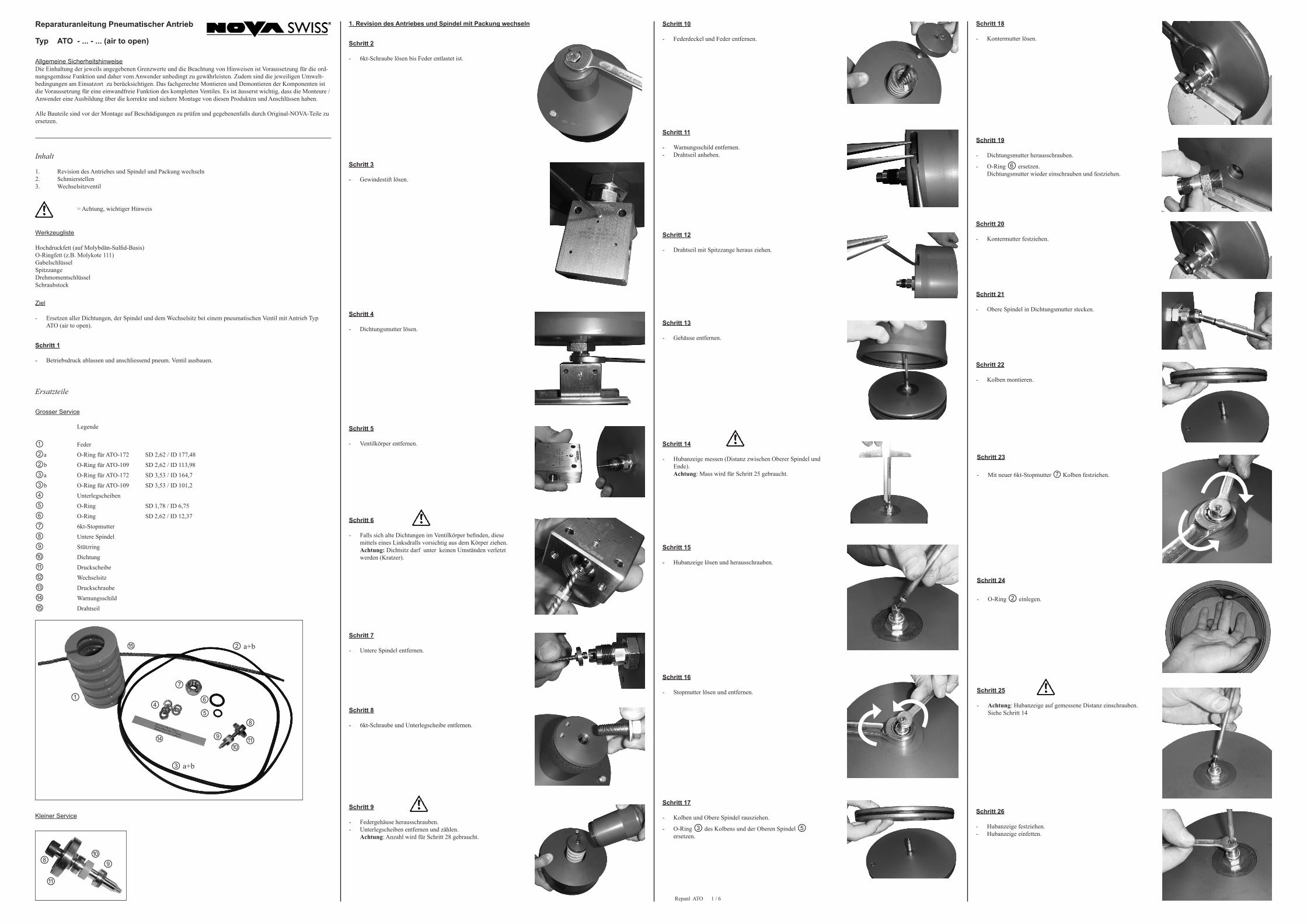
Repanl ATO 1 / 6 Reparaturanleitung Pneumatischer Antrieb Typ ATO - ... - ... (air to open) Allgemeine Sicherheitshinweise Die Einhaltung der jeweils angegebenen Grenzwerte und die Beachtung von Hinweisen ist Voraussetzung für die ord- nungsgemässe Funktion und daher vom Anwender unbedingt zu gewährleisten. Zudem sind die jeweiligen Umwelt- bedingungen am Einsatzort zu berücksichtigen. Das fachgerechte Montieren und Demontieren der Komponenten ist die Voraussetzung für eine einwandfreie Funktion des kompletten Ventiles. Es ist äusserst wichtig, dass die Monteure / Anwender eine Ausbildung über die korrekte und sichere Montage von diesen Produkten und Anschlüssen haben. Alle Bauteile sind vor der Montage auf Beschädigungen zu prüfen und gegebenenfalls durch Original-NOVA-Teile zu ersetzen. Werkzeugliste Hochdruckfett (auf Molybdän-Sulfid-Basis) O-Ringfett (z.B. Molykote 111) Gabelschlüssel Spitzzange Drehmomentschlüssel Schraubstock Inhalt 1. Revision des Antriebes und Spindel und Packung wechseln 2. Schmierstellen 3. Wechselsitzventil = Achtung, wichtiger Hinweis Ziel - Ersetzen aller Dichtungen, der Spindel und dem Wechselsitz bei einem pneumatischen Ventil mit Antrieb Typ ATO (air to open). Schritt 1 - Betriebsdruck ablassen und anschliessend pneum. Ventil ausbauen. Ersatzteile Grosser Service Legende ① Feder ②a O-Ring für ATO-172 SD 2,62 / ID 177,48 ②b O-Ring für ATO-109 SD 2,62 / ID 113,98 ③a O-Ring für ATO-172 SD 3,53 / ID 164,7 ③b O-Ring für ATO-109 SD 3,53 / ID 101,2 ④ Unterlegscheiben ⑤ O-Ring SD 1,78 / ID 6,75 ⑥ O-Ring SD 2,62 / ID 12,37 ⑦ 6kt-Stopmutter ⑧ Untere Spindel ⑨ Stützring ⑩ Dichtung ⑪ Druckscheibe ⑫ Wechselsitz ⑬ Druckschraube ⑭ Warnungsschild ⑮ Drahtseil 1. Revision des Antriebes und Spindel mit Packung wechseln ⑧ ① ② a+b ③ a+b ④ ⑤ ⑥ ⑦ ⑨ ⑩ ⑪ ⑭ ⑮ ⑩ ⑪ ⑧ ⑨ Schritt 2 - 6kt-Schraube lösen bis Feder entlastet ist. Schritt 3 - Gewindestift lösen. Schritt 4 - Dichtungsmutter lösen. Schritt 6 - Falls sich alte Dichtungen im Ventilkörper befinden, diese mittels eines Linksdralls vorsichtig aus dem Körper ziehen. Achtung: Dichtsitz darf unter keinen Umständen verletzt werden (Kratzer). Schritt 5 - Ventilkörper entfernen. Schritt 7 - Untere Spindel entfernen. Schritt 8 - 6kt-Schraube und Unterlegscheibe entfernen. Schritt 9 - Federgehäuse herausschrauben. - Unterlegscheiben entfernen und zählen. Achtung: Anzahl wird für Schritt 28 gebraucht. Schritt 10 - Federdeckel und Feder entfernen. Schritt 11 - Warnungsschild entfernen. - Drahtseil anheben. Schritt 12 - Drahtseil mit Spitzzange heraus ziehen. Schritt 13 - Gehäuse entfernen. Schritt 15 - Hubanzeige lösen und herausschrauben. Schritt 14 - Hubanzeige messen (Distanz zwischen Oberer Spindel und Ende). Achtung: Mass wird für Schritt 25 gebraucht. Schritt 16 - Stopmutter lösen und entfernen. Schritt 17 - Kolben und Obere Spindel rausziehen. - O-Ring ③ des Kolbens und der Oberen Spindel ⑤ ersetzen. Schritt 18 - Kontermutter lösen. Schritt 19 - Dichtungsmutter herausschrauben. - O-Ring ⑥ ersetzen. Dichtungsmutter wieder einschrauben und festziehen. Schritt 21 - Obere Spindel in Dichtungsmutter stecken. Schritt 22 - Kolben montieren. Schritt 23 - Mit neuer 6kt-Stopmutter ⑦ Kolben festziehen. Schritt 25 - Achtung: Hubanzeige auf gemessene Distanz einschrauben. Siehe Schritt 14 Schritt 24 - O-Ring ② einlegen. Schritt 26 - Hubanzeige festziehen. - Hubanzeige einfetten. Schritt 20 - Kontermutter festziehen. Kleiner Service
Transcript of Repanl ATO 1 / 6 - Nova Swiss
Repanl ATO 1 / 6
Reparaturanleitung Pneumatischer Antrieb
Typ ATO - ... - ... (air to open)
Allgemeine SicherheitshinweiseDie Einhaltung der jeweils angegebenen Grenzwerte und die Beachtung von Hinweisen ist Voraussetzung für die ord-nungsgemässe Funktion und daher vom Anwender unbedingt zu gewährleisten. Zudem sind die jeweiligen Umwelt-bedingungen am Einsatzort zu berücksichtigen. Das fachgerechte Montieren und Demontieren der Komponenten ist die Voraussetzung für eine einwandfreie Funktion des kompletten Ventiles. Es ist äusserst wichtig, dass die Monteure / Anwender eine Ausbildung über die korrekte und sichere Montage von diesen Produkten und Anschlüssen haben.
Alle Bauteile sind vor der Montage auf Beschädigungen zu prüfen und gegebenenfalls durch Original-NOVA-Teile zu ersetzen.
Werkzeugliste
Hochdruckfett (auf Molybdän-Sulfid-Basis) O-Ringfett (z.B. Molykote 111) Gabelschlüssel Spitzzange Drehmomentschlüssel Schraubstock
Inhalt
1. Revision des Antriebes und Spindel und Packung wechseln2. Schmierstellen3. Wechselsitzventil
= Achtung, wichtiger Hinweis
Ziel
- Ersetzen aller Dichtungen, der Spindel und dem Wechselsitz bei einem pneumatischen Ventil mit Antrieb Typ ATO (air to open).
Schritt 1
- Betriebsdruck ablassen und anschliessend pneum. Ventil ausbauen.
Ersatzteile
Grosser Service
Legende
① Feder
②a O-Ring für ATO-172 SD 2,62 / ID 177,48
②b O-Ring für ATO-109 SD 2,62 / ID 113,98
③a O-Ring für ATO-172 SD 3,53 / ID 164,7
③b O-Ring für ATO-109 SD 3,53 / ID 101,2
④ Unterlegscheiben
⑤ O-Ring SD 1,78 / ID 6,75
⑥ O-Ring SD 2,62 / ID 12,37
⑦ 6kt-Stopmutter
⑧ Untere Spindel
⑨ Stützring
⑩ Dichtung
⑪ Druckscheibe
⑫ Wechselsitz
⑬ Druckschraube
⑭ Warnungsschild
⑮ Drahtseil
1. Revision des Antriebes und Spindel mit Packung wechseln
⑧
①
② a+b
③ a+b
④⑤⑥
⑦
⑨⑩
⑪⑭
⑮
⑩
⑪
⑧ ⑨
Schritt 2
- 6kt-Schraube lösen bis Feder entlastet ist.
Schritt 3
- Gewindestift lösen.
Schritt 4
- Dichtungsmutter lösen.
Schritt 6
- Falls sich alte Dichtungen im Ventilkörper befinden, diese mittels eines Linksdralls vorsichtig aus dem Körper ziehen.
Achtung: Dichtsitz darf unter keinen Umständen verletzt werden (Kratzer).
Schritt 5
- Ventilkörper entfernen.
Schritt 7
- Untere Spindel entfernen.
Schritt 8
- 6kt-Schraube und Unterlegscheibe entfernen.
Schritt 9
- Federgehäuse herausschrauben. - Unterlegscheiben entfernen und zählen. Achtung: Anzahl wird für Schritt 28 gebraucht.
Schritt 10
- Federdeckel und Feder entfernen.
Schritt 11
- Warnungsschild entfernen.- Drahtseil anheben.
Schritt 12
- Drahtseil mit Spitzzange heraus ziehen.
Schritt 13
- Gehäuse entfernen.
Schritt 15
- Hubanzeige lösen und herausschrauben.
Schritt 14
- Hubanzeige messen (Distanz zwischen Oberer Spindel und Ende).
Achtung: Mass wird für Schritt 25 gebraucht.
Schritt 16
- Stopmutter lösen und entfernen.
Schritt 17
- Kolben und Obere Spindel rausziehen.
- O-Ring ③ des Kolbens und der Oberen Spindel ⑤ ersetzen.
Schritt 18
- Kontermutter lösen.
Schritt 19
- Dichtungsmutter herausschrauben.
- O-Ring ⑥ ersetzen. Dichtungsmutter wieder einschrauben und festziehen.
Schritt 21
- Obere Spindel in Dichtungsmutter stecken.
Schritt 22
- Kolben montieren.
Schritt 23
- Mit neuer 6kt-Stopmutter ⑦ Kolben festziehen.
Schritt 25
- Achtung: Hubanzeige auf gemessene Distanz einschrauben. Siehe Schritt 14
Schritt 24
- O-Ring ② einlegen.
Schritt 26
- Hubanzeige festziehen.- Hubanzeige einfetten.
Schritt 20
- Kontermutter festziehen.
Kleiner Service
Repanl ATO 2 / 6
NOVA WERKE AG www.novaswiss.comVogelsangstr. 24 [email protected] Effretikon Tel: +41 (0) 52 354 16 16Switzerland Fax: +41 (0) 52 354 16 88
Ventil Drehmoment Dichtungsmutter *
NV...-40-4E-ATO 45 Nm
NV...-40-6E-ATO 45 Nm
NV...-40-9E-ATO 45 Nm
* Anzugsmomente gelten für gefettete Gewinde.
Tabelle 2
Ventil Drehmoment Dichtungsmutter * Ventil Drehmoment
Dichtungsmutter *
NV...-10-4B-ATO 25 Nm NV...-30-4H-ATO 30 Nm
NV...-10-6B-ATO 25 Nm NV...-30-6H-ATO 30 Nm
NV...-08-8B-ATO 25 Nm NV...-30-9H-ATO 30 Nm
NV...-20-4M-ATO 25 Nm NV...-60-4H-ATO 45 Nm
NV...-20-6M-ATO 40 Nm NV...-60-6H-ATO 45 Nm
NV...-20-9M-ATO 40 Nm NV...-60-9H-ATO 45 Nm
Tabelle 1
2. Schmierstellen
Prüfung
- Bei Nenndruck; Dichtheit, keine Blasen während 10 Sekunden im Prüfbehälter sichtbar.
3. Wechselsitzventil
⑫ ⑬
Schritt I
- Ventil in Schraubstock einspannen. Druckschraube lösen und Wechselsitz entfernen.
Schritt II
- Neuer Wechselsitz ⑫ montieren, Druckschraube mit Hoch-druckfett einfetten (Konus und Gewinde), einschrauben und gemäss Tabelle 3 anziehen.
Ventil Anzugsmomente Wechselsitz * Ventil Anzugsmomente
Wechselsitz *
NV5-20-4M 60 Nm NV5-60-4H 140 Nm
NV5-20-6M 60 Nm NV5-60-6H 140 Nm
NV5-20-9M 60 Nm NV5-60-9H 140 Nm
NV5-30-4H 100 Nm NV5-40-4E 140 Nm
NV5-30-6H 100 Nm NV5-40-6E 140 Nm
NV5-30-9H 100 Nm NV5-40-9E 140 Nm
* Anzugsmomente gelten für gefettete Gewinde.
Tabelle 3
Schritt 40
- Achtung: Hubanzeige darf nicht vorstehen.
© 05.2015 / Rev. 7 Copyright by NOVA Werke AG
Ⓗ = Hochdruckfett
Ⓜ = Molykot 111
Schritt 27
- Neue Feder ① montieren (oben und unten gefettet).
Schritt 28
- Federdeckel und neue Unterlegscheiben ④ einlegen. Achtung: Gleiche Anzahl wie zu Beginn der Demontage
entfernt wurden (siehe Schritt 9).
Schritt 29
- Gehäuse montieren.
Schritt 30
- Federgehäuse einschrauben.
Schritt 31
- 6kt-Schraube mit Unterlegscheibe von Hand einschrauben. Achtung: nicht festziehen.
Schritt 32
- Neues, gefettetes Drahtseil ⑮ einführen.
- Mit neuem Warnungsschild ⑭ Loch verschliessen.
Schritt 33
- Obere Spindel einfetten und Untere Spindel ⑧ montieren.
Schritt 34
- Neue Dichtung ⑩, Stützringe ⑨ und Druckscheibe ⑪ auf Spindel montieren.
Achtung: Fasette der Stützringe müssen auf der Gegenseite der Dichtung sein!
Schritt 35
- Mit Pressluft Kolben in obere Endlage drücken. (Luftanschluss G1/8“)
Schritt 36
- Ein Tropfen Öl auf die Spindelspitze geben und dann Ventilkör-per montieren.
Schritt 37
- Dichtungsmutter mit Drehmomentschlüssel gemäss Tabelle 1 / 2 anziehen.
Schritt 38
- 6kt-Schraube anziehen. Achtung: Antrieb darf nicht mitdrehen.
Schritt 39
- Pressluft entfernen.
Schritt 41
- Gewindestift festziehen.
- Packung muss auf Dichtheit überprüft werden - keine Blasen sichtbar (sonst gemäss Schritt 1, 3, 37, 41 nochmals prüfen).
- Antrieb öffnen - Hubanzeige sichtbar.
Repanl ATO 3 / 6
Instructions d’utilisation des commandes pneumatiques
Typ ATO - ... - ... (air to open)
Consignes générales de sécuritéLes valeurs limites indiquées et l’application des consignes données sont les conditions préalables à un fonctionne-ment correct et doivent être obligatoirement respectés par l’utilisateur. Par ailleurs, il faut tenir compte des condition, ambiantes. Le montage et le démontage doit se faire avec les outils appropriés et par du personnel compétent. Il est important que les utilisateurs / installateurs reçoivent la formation nécessaire pour ce type de raccordement.
Avant tout montage il faut vérifier que les composants sont correct, dans le cas contraire il faut remplacer la pièces usagée par une pièce d’origine NOVA.
Liste des outils
Graisse haute pression (à base de sulfure de molybdène) Graisse pour joint torique (p.ex. Molykote 111) Clef à fourche Pince pointue Clef dynamométrique Étau
Sommaire
1. Révision de l’entraînement et echange le pointeau et de la garniture2. Points de lubrification3. Siège échangeable
= Attention, avis important
But
- Remplacer tous les joints, le pointeau et de siège échangeable d’une vanne avec une commande pneum. type ATO (air pour ouvrir).
Pas 1
- Libérer la pression. Démonter la vanne pneumatique de l’installation.
Pièces de rechange
Grand Service
Légende
① Ressort
②a Joint torique pour ATO-172 SD 2,62 / ID 177,48
②b Joint torique pour ATO-109 SD 2,62 / ID 113,98
③a Joint torique pour ATO-172 SD 3,53 / ID 164,7
③b Joint torique pour ATO-109 SD 3,53 / ID 101,2
④ Rondelle
⑤ Joint torique SD 1,78 / ID 6,75
⑥ Joint torique SD 2,62 / ID 12,37
⑦ Ecrou d’arrêt hexagonal
⑧ Pointeau
⑨ Rondelle
⑩ Garniture
⑪ Lunette
⑫ Siège échangeable
⑬ Vis de serrage
⑭ Signal de danger
⑮ Câble de fixation
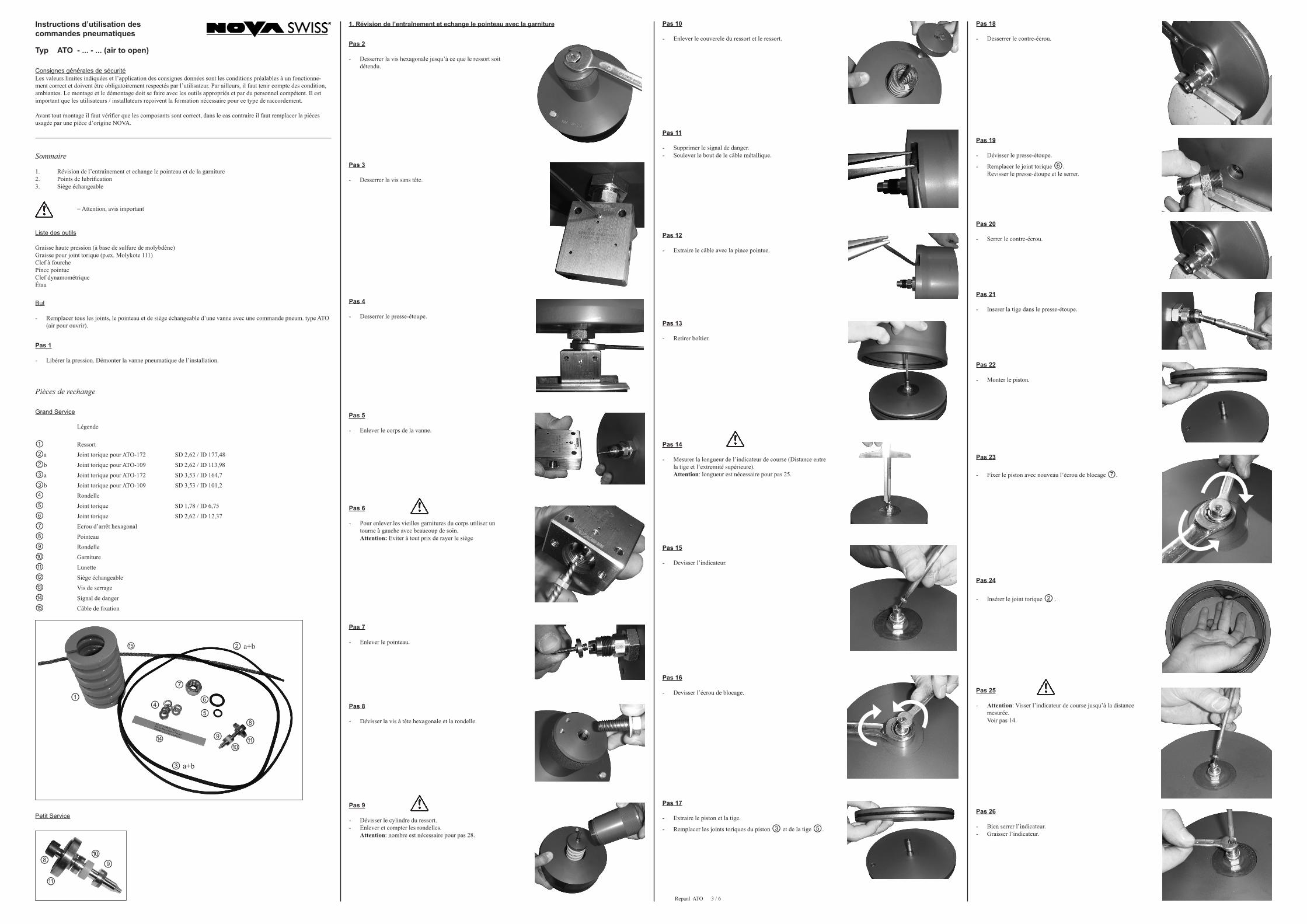
1. Révision de l’entraînement et echange le pointeau avec la garniture
Pas 2
- Desserrer la vis hexagonale jusqu’à ce que le ressort soit détendu.
Pas 3
- Desserrer la vis sans tête.
Pas 4
- Desserrer le presse-étoupe.
Pas 6
- Pour enlever les vieilles garnitures du corps utiliser un tourne à gauche avec beaucoup de soin.
Attention: Eviter à tout prix de rayer le siège
Pas 5
- Enlever le corps de la vanne.
Pas 7
- Enlever le pointeau.
Pas 8
- Dévisser la vis à tête hexagonale et la rondelle.
Pas 9
- Dévisser le cylindre du ressort. - Enlever et compter les rondelles. Attention: nombre est nécessaire pour pas 28.
Pas 10
- Enlever le couvercle du ressort et le ressort.
Pas 11
- Supprimer le signal de danger.- Soulever le bout de le câble métallique.
Pas 12
- Extraire le câble avec la pince pointue.
Pas 13
- Retirer boîtier.
Pas 15
- Devisser l’indicateur.
Pas 14
- Mesurer la longueur de l’indicateur de course (Distance entre la tige et l’extremité supérieure).
Attention: longueur est nécessaire pour pas 25.
Pas 16
- Devisser l’écrou de blocage.
Pas 17
- Extraire le piston et la tige.
- Remplacer les joints toriques du piston ③ et de la tige ⑤.
Pas 18
- Desserrer le contre-écrou.
Pas 19
- Dévisser le presse-étoupe.
- Remplacer le joint torique ⑥. Revisser le presse-étoupe et le serrer.
Pas 21
- Inserer la tige dans le presse-étoupe.
Pas 22
- Monter le piston.
Pas 23
- Fixer le piston avec nouveau l’écrou de blocage ⑦.
Pas 25
- Attention: Visser l’indicateur de course jusqu’à la distance mesurée.
Voir pas 14.
Pas 24
- Insérer le joint torique ② .
Pas 26
- Bien serrer l’indicateur.- Graisser l’indicateur.
Petit Service
⑩
⑪
⑧ ⑨
⑧
①
② a+b
③ a+b
④⑤⑥
⑦
⑨⑩
⑪⑭
⑮
Pas 20
- Serrer le contre-écrou.
Repanl ATO 4 / 6
NOVA WERKE AG www.novaswiss.comVogelsangstr. 24 [email protected] Effretikon Tel: +41 (0) 52 354 16 16Switzerland Fax: +41 (0) 52 354 16 88© 05.2015 / Rev. 7 Copyright by NOVA Werke AG
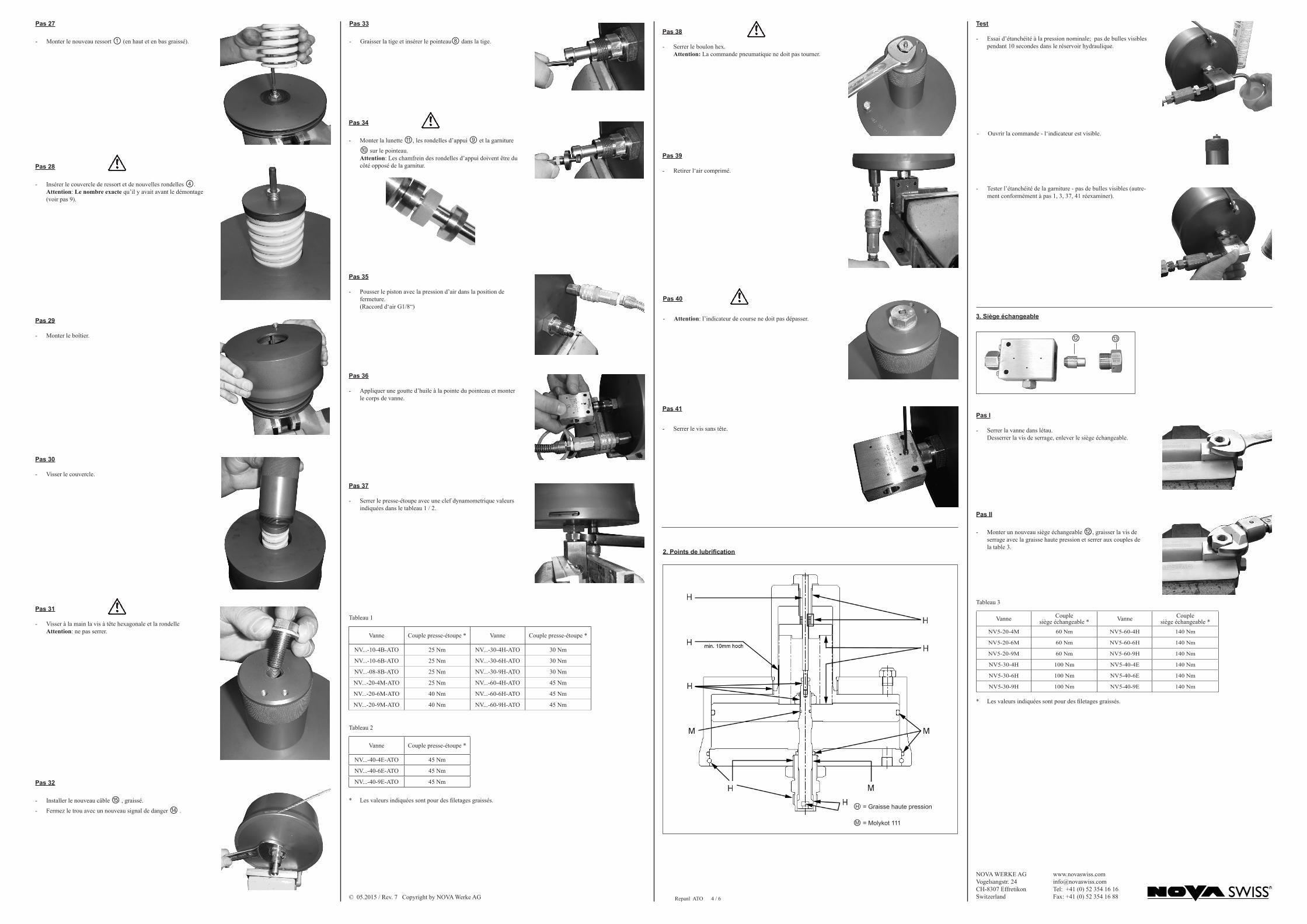
Pas 27
- Monter le nouveau ressort ① (en haut et en bas graissé).
Pas 28
- Insérer le couvercle de ressort et de nouvelles rondelles ④. Attention: Le nombre exacte qu’il y avait avant le démontage (voir pas 9).
Pas 29
- Monter le boîtier.
Pas 30
- Visser le couvercle.
Pas 31
- Visser à la main la vis à tête hexagonale et la rondelle Attention: ne pas serrer.
Pas 32
- Installer le nouveau câble ⑮ , graissé.
- Fermez le trou avec un nouveau signal de danger ⑭ .
Vanne Couple presse-étoupe *
NV...-40-4E-ATO 45 Nm
NV...-40-6E-ATO 45 Nm
NV...-40-9E-ATO 45 Nm
* Les valeurs indiquées sont pour des filetages graissés.
Tableau 2
Vanne Couple presse-étoupe * Vanne Couple presse-étoupe *
NV...-10-4B-ATO 25 Nm NV...-30-4H-ATO 30 Nm
NV...-10-6B-ATO 25 Nm NV...-30-6H-ATO 30 Nm
NV...-08-8B-ATO 25 Nm NV...-30-9H-ATO 30 Nm
NV...-20-4M-ATO 25 Nm NV...-60-4H-ATO 45 Nm
NV...-20-6M-ATO 40 Nm NV...-60-6H-ATO 45 Nm
NV...-20-9M-ATO 40 Nm NV...-60-9H-ATO 45 Nm
Tableau 1
Pas 33
- Graisser la tige et insérer le pointeau⑧ dans la tige.
Pas 34
- Monter la lunette ⑪, les rondelles d’appui ⑨ et la garniture
⑩ sur le pointeau. Attention: Les chamfrein des rondelles d’appui doivent être du
côté opposé de la garnitur.
Pas 35
- Pousser le piston avec la pression d’air dans la position de fermeture.
(Raccord d‘air G1/8“)
Pas 36
- Appliquer une goutte d’huile à la pointe du pointeau et monter le corps de vanne.
Pas 37
- Serrer le presse-étoupe avec une clef dynamometrique valeurs indiquées dans le tableau 1 / 2.
Pas 38
- Serrer le boulon hex. Attention: La commande pneumatique ne doit pas tourner.
2. Points de lubrification
Test
- Essai d’étanchéité à la pression nominale; pas de bulles visibles pendant 10 secondes dans le réservoir hydraulique.
Pas 40
- Attention: l’indicateur de course ne doit pas dépasser.
Ⓗ = Graisse haute pression
Ⓜ = Molykot 111
Pas 39
- Retirer l‘air comprimé.
Pas 41
- Serrer le vis sans tête.
3. Siège échangeable
⑫ ⑬
Pas I
- Serrer la vanne dans létau. Desserrer la vis de serrage, enlever le siège échangeable.
Pas II
- Monter un nouveau siège échangeable ⑫, graisser la vis de serrage avec la graisse haute pression et serrer aux couples de la table 3.
Vanne Couple siège échangeable * Vanne Couple
siège échangeable *NV5-20-4M 60 Nm NV5-60-4H 140 Nm
NV5-20-6M 60 Nm NV5-60-6H 140 Nm
NV5-20-9M 60 Nm NV5-60-9H 140 Nm
NV5-30-4H 100 Nm NV5-40-4E 140 Nm
NV5-30-6H 100 Nm NV5-40-6E 140 Nm
NV5-30-9H 100 Nm NV5-40-9E 140 Nm
* Les valeurs indiquées sont pour des filetages graissés.
Tableau 3
- Tester l’étanchéité de la garniture - pas de bulles visibles (autre-ment conformément à pas 1, 3, 37, 41 réexaminer).
- Ouvrir la commande - l‘indicateur est visible.
Repanl ATO 5 / 6
Repair instruction for air operator
Type ATO - ... - ... (air to open)
General safety rulesAdherence to the specifications and observance of the instructions is paramount for correct functioning and has there-fore definitely to be assured by the user. Local environmental conditions should also be taken into account. The com-petent assembly and disassembly with suitable tooling is paramount for correct functioning of the valve. It is important that the engineers and users are trained in the proper use and assembly of these products and connections.
All parts are to be checked for possible damages before assembly, and if such is the case, to be replaced with original NOVA parts.
List of tools
High pressure grease (molybdenum sulfide-based) O-ring grease (e.g. Molykote 111) Spanner Pointed pliers Torque wrench Vice
Contents
1. Overhaul actuator and change stem and packing2. Lubrificating points3. Exchangeable-seat valve
= Attention, important notice
Goal
- Replacement of all gasket, seals, stem and exchangeable seat of a pneumatically operated valve with air operator type ATO (air to open).
Step 1
- Release operating pressure and remove pneumatically operated valve.
Spare parts
Large Service
Legend
① Spring
②a O-Ring for ATO-172 SD 2,62 / ID 177,48
②b O-Ring for ATO-109 SD 2,62 / ID 113,98
③a O-Ring for ATO-172 SD 3,53 / ID 164,7
③b O-Ring for ATO-109 SD 3,53 / ID 101,2
④ Washer
⑤ O-Ring SD 1,78 / ID 6,75
⑥ O-Ring SD 2,62 / ID 12,37
⑦ Piston lock nut
⑧ Lower stem
⑨ Stem washer
⑩ Packing
⑪ Stem guide
⑫ Replaceable seat
⑬ Gland
⑭ Label
⑮ Retainer
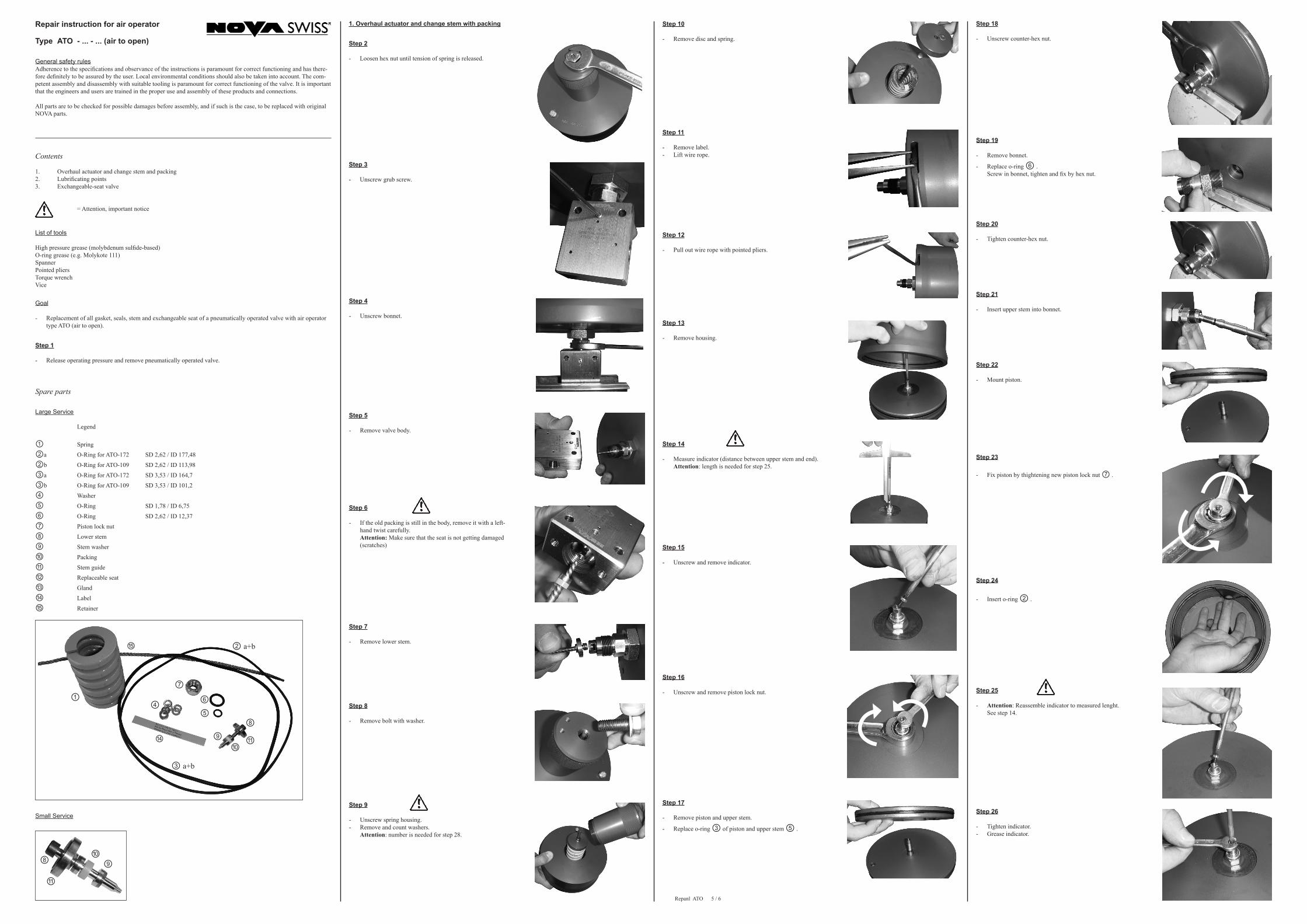
1. Overhaul actuator and change stem with packing
Step 2
- Loosen hex nut until tension of spring is released.
Step 3
- Unscrew grub screw.
Step 4
- Unscrew bonnet.
Step 6
- If the old packing is still in the body, remove it with a left-hand twist carefully.
Attention: Make sure that the seat is not getting damaged (scratches)
Step 5
- Remove valve body.
Step 7
- Remove lower stem.
Step 8
- Remove bolt with washer.
Step 9
- Unscrew spring housing. - Remove and count washers. Attention: number is needed for step 28.
Step 10
- Remove disc and spring.
Step 11
- Remove label.- Lift wire rope.
Step 12
- Pull out wire rope with pointed pliers.
Step 13
- Remove housing.
Step 15
- Unscrew and remove indicator.
Step 14
- Measure indicator (distance between upper stem and end). Attention: length is needed for step 25.
Step 16
- Unscrew and remove piston lock nut.
Step 17
- Remove piston and upper stem.
- Replace o-ring ③ of piston and upper stem ⑤ .
Step 18
- Unscrew counter-hex nut.
Step 19
- Remove bonnet.
- Replace o-ring ⑥ . Screw in bonnet, tighten and fix by hex nut.
Step 21
- Insert upper stem into bonnet.
Step 22
- Mount piston.
Step 23
- Fix piston by thightening new piston lock nut ⑦ .
Step 25
- Attention: Reassemble indicator to measured lenght. See step 14.
Step 24
- Insert o-ring ② .
Step 26
- Tighten indicator.- Grease indicator.
⑩
⑪
⑧ ⑨
Small Service
⑧
①
② a+b
③ a+b
④⑤⑥
⑦
⑨⑩
⑪⑭
⑮
Step 20
- Tighten counter-hex nut.
Repanl ATO 6 / 6© 05.2015 / Rev. 7 Copyright by NOVA Werke AG
NOVA WERKE AG www.novaswiss.comVogelsangstr. 24 [email protected] Effretikon Tel: +41 (0) 52 354 16 16Switzerland Fax: +41 (0) 52 354 16 88
2. Lubrificating points
Test
- Test valve at nominal pressure; there should be no bubbles during a test period of 10 seconds.
3. Exchangeable-seat valve
⑫ ⑬
Step I
- Clamp valve in a vice, unscrew the gland and remove replace-able seat.
Step II
- Mount new replaceable seat ⑫, grease gland (cone and thread) with high pressure grease and tighten gland with a torque wrench. Torque according table 3.
Valve Torque seat * Valve Torque seat *
NV5-20-4M 60 Nm NV5-60-4H 140 Nm
NV5-20-6M 60 Nm NV5-60-6H 140 Nm
NV5-20-9M 60 Nm NV5-60-9H 140 Nm
NV5-30-4H 100 Nm NV5-40-4E 140 Nm
NV5-30-6H 100 Nm NV5-40-6E 140 Nm
NV5-30-9H 100 Nm NV5-40-9E 140 Nm
* Torques are for greased threads.
Table 3
Step 40
- Attention: Indicator must not protrude.
Ⓗ = High pressure grease
Ⓜ = Molykot 111
Step 39
- Remove compressed air.
Step 41
- Tighten grub screw.
Step 27
- Mount new spring ① (top and bottom greased).
Step 28
- Insert spring cup and new washers ④ . Attention: Same number of pieces as at the beginning of the
disassembling were removed (refer to step 9).
Step 29
- Mount housing.
Step 30
- Screw in spring housing.
Step 31
- Screw bolt with washer into spring housing by hand. Attention: do not tighten.
Step 32
- Insert new wire rope ⑮ , greased.
- Shut hole with a new label ⑭ .
Valve Torque bonnet *
NV...-40-4E-ATO 45 Nm
NV...-40-6E-ATO 45 Nm
NV...-40-9E-ATO 45 Nm
* Torques are for greased threads.
Table 2
Valve Torque bonnet * Valve Torque bonnet *
NV...-10-4B-ATO 25 Nm NV...-30-4H-ATO 30 Nm
NV...-10-6B-ATO 25 Nm NV...-30-6H-ATO 30 Nm
NV...-08-8B-ATO 25 Nm NV...-30-9H-ATO 30 Nm
NV...-20-4M-ATO 25 Nm NV...-60-4H-ATO 45 Nm
NV...-20-6M-ATO 40 Nm NV...-60-6H-ATO 45 Nm
NV...-20-9M-ATO 40 Nm NV...-60-9H-ATO 45 Nm
Table 1
Step 33
- Grease upper stem and insert lower stem ⑧ .
Step 34
- Mount new packing ⑩, stem washers ⑨ and stem guide ⑪ ontolower stem.
Attention: chamfer of stem washers must be on the opposite side of the packing.
Step 35
- Press piston to the upper end position with compressed air. (Air inlet G1/8“)
Step 36
- Put one drop of oil on the top of the lower stem and then screw valve body on the bonnet.
Step 37
- Tighten bonnet with torque wrench. Torque according table 1 / 2.
Step 38
- Tighten bolt. Attention: air operator must not rotate while tensioning.
- Open air operator - Indicator is visible.
- Make sure the packing is not leaking - there should be no bubbles (otherwise in accordance with Step 1, 3, 37, 41 re-examine).







![NOVA - FEKA - Dab Pumps · modell p2 [kw] h max [m] q max [m³/h] freier durchgang nova 180 0.20 5 5 mm nova 200 0.22 7.1 12 5 mm nova 300 0.22 7.2 12 10 mm nova 600 0.50 10.4 15](https://static.fdokument.com/doc/165x107/60c8ce18f280707a0461f706/nova-feka-dab-pumps-modell-p2-kw-h-max-m-q-max-mh-freier-durchgang.jpg)