Session: 5 Aktivierung der Potentiale additiver ... · 1 Geometrie (grob) Geometrie (grob) Anwendu...
24
www.its-owl.de Session: 5 Aktivierung der Potentiale additiver Fertigungsverfahren im Maschinen- und Anlagenbau (Centroplast) 10. Oktober. 2017 | Lemgo
-
Upload
vuongtuyen -
Category
Documents
-
view
221 -
download
0
Transcript of Session: 5 Aktivierung der Potentiale additiver ... · 1 Geometrie (grob) Geometrie (grob) Anwendu...

www.its-owl.de
Session: 5
Aktivierung der Potentiale additiver Fertigungsverfahren im
Maschinen- und Anlagenbau (Centroplast)
10. Oktober. 2017 | Lemgo

© it‘s OWL Clustermanagement GmbH | 17.10.2017 2
Einführung
Zielsetzung
Ergebnisse
Agenda
Abschlusspräsentation
Resümee und Ausblick

© it‘s OWL Clustermanagement GmbH | 17.10.2017 3
EinführungCentroplast Engineering Plastics GmbH
▪ Gründungsjahr: 1961
▪ Sitz: Marsberg
▪ Jahresumsatz: ca. 16.500 T€
▪ Mitarbeiter: 90
▪ Produkte: ▪ Kunststoff-Halbzeuge (Rund- und Hohlstäbe,
Folien, Tafeln, Platten, Blockformate)
▪ Filament-Material
▪ Endprodukte
▪ kleinere und mittlere Serien,
Sonderanfertigungen

© it‘s OWL Clustermanagement GmbH | 17.10.2017 4
EinführungVorstellung des Transfergebers
Fraunhofer-Institut für
Entwurfstechnik Mechatronik IEM
▪ Start am 1. März 2011 als Projektgruppe für
Entwurfstechnik Mechatronik des Fraunhofer IPT,
Aachen
▪ Seit 1. Januar 2017 eigenständiges Fraunhofer-
Institut für Entwurfstechnik Mechatronik IEM
▪ Derzeit 92 Mitarbeiterinnen und Mitarbeiter (Stand
01. November 2016)
Heinz Nixdorf Institut
▪ Forschungszentrum der Universität Paderborn,
gegründet 1987
▪ Derzeit ca. 200 Mitarbeiterinnen und Mitarbeiter
sowie 9 Professuren

© it‘s OWL Clustermanagement GmbH | 17.10.2017 5
Einführung
Zielsetzung
Ergebnisse
Resümee und Ausblick
Agenda
Abschlusspräsentation

© it‘s OWL Clustermanagement GmbH | 17.10.2017 6
Zielsetzung
Ausgangssituation:
▪ Centroplast besitzt einen industrietauglichen 3D-Drucker (FDM, Stratasys), der bisher
jedoch nicht in die industrielle Anwendung integriert werden konnte
▪ Centroplast beabsichtigt den systematischen Wissensaufbau auf dem Gebiet additiver
Bauteilfertigung, um diese nutzenstiftend in die industrielle Anwendung zu überführen
Zielsetzung:
Befähigung des Unternehmens zur systematischen Auswahl geeigneter
Fertigungsverfahren zur Umsetzung von kundenindividuellen Produkten unter
Berücksichtigung der Potentiale additiver Fertigungsverfahren (AF).
Eckdaten
Geplante Laufzeit:
8 Monate
Projektstart:
August 2016
Personalaufwand
Centroplast:
5 PM
Personalaufwand
IEM:
5 PM

© it‘s OWL Clustermanagement GmbH | 17.10.2017 7
Zielsetzung Handlungsfelder
Fertigungsgerechte
Gestaltung
▪ Analyse von
Gestaltungsrichtlinien
für die additive Bauteil-
fertigung
▪ Ermittlung von
Einsatzpotentialen
aber auch limitierenden
Rahmenbedingungen
additiver Technologien
Kostenabschätzung
▪ Entwicklung von
Methoden und
Ansätzen zur
Abschätzung der
Kosten für additiv
gefertigte Bauteile
€
Methodenwissen
▪ Systematische Analyse
der bestehenden
Entwicklungs- und
Planungsprozesse
Methode
▪ Zielgerichtete
Identifikation
geeigneter Bauteile,
Komponenten und
Produkte
Bauteilidentifikation

© it‘s OWL Clustermanagement GmbH | 17.10.2017 8
Vorgehensweise
Phasen/Meilensteine Aufgaben/Methoden
1
Identifikation von
Einsatzmöglichkeiten
Produktschablonen
●Analyse des Produktspektrums und bestehender Prozessketten
●Analyse von Einsatzmöglichkeiten von AF-Prozessschritten
●Erstellung von Produktschablonen
Konzipierung von
Leitfäden
Kostenabschätzung
Leitfäden für Anpassungs-
konstruktionen
●Analyse von AF-konformen Konstruktionsrichtlinien
● Identifikation von Bauteilrestriktionen●Erstellung von Leitfäden
●Analyse spezifischer Prozessketten●Zuordnen von Kosten zu einzelnen
Prozessschritten●Abschätzen von Kosten für
Anpassungskonstruktionen3
2
Kostenmodell
Entwicklung der Methode
4 Methode zur Auswahl von
Fertigungstechnologien
●Kombination der Methodenbausteine●Erstellung eines Bewertungs- und
Entscheidungsprozesses
Resultate

© it‘s OWL Clustermanagement GmbH | 17.10.2017 9
Einführung
Zielsetzung
Ergebnisse
Resümee und Ausblick
Agenda
Abschlusspräsentation

© it‘s OWL Clustermanagement GmbH | 17.10.2017 10
Identifikation von EinsatzmöglichkeitenEs wurden elf Merkmale identifiziert und hinsichtlich ihrer
Konsistenz geprüft
Me
rk-
male
Au
sp
räg
un
g
blo
ckfö
rmig
run
d
Fre
iform
Ansc
hauungst
eil
Fu
nkt
ion
ste
il
1-5
6-2
0
21-1
000
0-1
00m
l
100-5
00m
l
>500m
l
unbearb
eite
t
nach
Norm
(z.
B. 2768 m
)
vorg
egeben
gro
ßer
Tole
ranzb
ere
ich
nach
Norm
gering
ein
fach
(z.
B. R
ingnut fü
r O
-Rin
g)
mitt
el (
z.B
. G
ew
ind
e)
kom
ple
x (S
chneck
enst
eg)
ja nein
ein
fach
(gera
de F
läce
n, R
adie
n)
mitt
el (
kon
isch
e F
läch
en
, B
oh
run
ge
n)
kom
ple
x (I
nnenst
rukt
ure
n, K
urv
enflä
chen)
eben
run
d
freifo
rm
chem
ikalie
nbest
ändig
leb
en
smitt
ele
cht
tem
pera
turb
est
ändig
ele
ktrisc
he d
urc
hsc
hla
gsf
est
Ste
reolit
hogra
fie
Lase
r S
inte
rn
Fu
sed
De
po
sitio
n M
ode
ling
Lam
inate
d O
bje
ct M
odelli
ng
Vaku
um
gie
ßen
Ha
lbze
ugfr
äse
n
Dre
he
n
Spritz
guss
(A
lu-E
insä
tze)
Spritz
guss
(S
LM
-Ein
sätz
e)
Mu
lti J
et
Mo
delin
g
Nr. Merkmale Ausprägung Nr. 1A 1B 1C 2A 2B 3A 3B 3C 4A 4B 4C 5A 5B 5C 6A 6B 6C 7A 7B 7C 8A 8B 9A 9B 9C 10A 10B 10C 11A 11B 11C 11D 12A 12B 12C 12D 12E 12F 12G 12H 12I 12J
blockförmig 1A
rund 1B
freiform 1C
Anschauungsteil 2A 3 3 3
Funktionsteil 2B 3 3 3
1-5 3A 3 3 3 5 3
6-20 3B 3 3 3 4 3
21-1000 3C 3 3 3 1 3
0-100ml 4A 3 3 3 3 3 3 3 3
100-500ml 4B 3 3 3 3 3 3 3 3
>500ml 4C 3 3 3 3 3 3 3 3
unbearbeitet 5A 3 3 3 5 2 3 3 3 3 3 3
nach Norm 5B 3 3 3 2 5 3 3 3 3 3 3
vorgegeben 5C 3 3 3 2 5 3 3 3 3 3 3
großer Toleranzbereich 6A 3 3 3 5 2 3 3 3 3 3 3 4 3 3
nach Norm 2768 6B 3 3 3 2 5 3 3 3 3 3 3 2 4 4
gering 6C 3 3 3 1 5 3 3 3 3 3 3 2 4 4
einfach ( Ringnut für O-Ring) 7A 3 3 3 3 3 3 3 5 3 3 3 3 3 4 3 3 3
mittel (Gewinde) 7B 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
komplex (Schneckensteg) 7C 3 3 3 3 3 5 3 3 3 3 3 3 3 3 3 3 3
ja 8A 5 4 2 3 3 3 3 3 3 3 3 3 3 3 5 5 4 5 4 2
nein 8B 1 4 4 3 3 3 3 3 3 3 3 3 3 3 1 1 2 1 2 4
einfach (gerade Flächen, Radien) 9A 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 5 2 2 5 1
mittel (konische Bohrungen) 9B 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 4 5 2 4 2
komplex (Innenstrukturen, Kurvenflächen) 9C 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 2 5 2 4
eben 10A 5 2 5 3 3 3 3 3 3 3 3 3 3 3 3 3 3 5 4 4 5 1 5 2 2
rund 10B 2 5 5 3 3 3 3 3 3 3 3 3 3 3 3 3 3 5 5 4 4 2 5 5 2
freiform 10C 2 2 5 3 3 3 3 3 3 3 3 3 3 3 3 3 3 2 4 5 2 4 1 2 5
chemikalienbeständig 11A 3 3 3 2 5 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
lebensmittelecht 11B 3 3 3 2 5 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
temperaturbeständig 11C 3 3 3 2 5 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
elektrisch durchschlagsfest 11D 3 3 3 2 5 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3 3
Stereolithografie 12A 5 5 5 5 5 4 4 2 5 5 5 5 4 3 5 5 5 5 5 5 5 5 5 5 5 5 5 5 3 3 3 3
Laser Sintern 12B 5 5 5 5 5 4 4 2 5 5 5 5 2 3 5 2 1 5 5 5 5 5 5 5 5 5 5 5 3 3 3 3
Fused Deposition Modeling 12C 5 5 5 5 5 4 4 2 5 5 5 5 1 3 5 5 2 5 5 5 5 5 5 5 5 5 5 5 3 3 3 3
Laminated Object Modeling 12D 5 5 5 5 1 4 4 2 5 5 5 5 1 3 5 4 1 5 2 2 5 5 5 2 2 5 5 1 3 3 3 3
Vakuumgießen 12E 5 5 1 5 5 5 5 5 5 5 5 5 4 3 5 5 5 5 4 1 5 1 5 4 1 5 5 1 3 3 3 3
Halbzeugfräsen 12F 5 5 1 5 5 5 5 4 5 5 5 5 4 4 5 5 5 5 4 2 5 1 5 5 1 5 5 1 3 3 3 3
Drehen 12G 1 5 1 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 5 1 4 1 1 1 5 1 3 3 3 3
Spritzguss (Alu-Einsätze) 12H 5 5 1 5 5 5 5 5 5 5 5 5 5 3 5 5 5 5 4 1 5 1 5 4 1 5 5 1 3 3 3 3
Spritzguss (SLM-Einsätze) 12I 5 5 1 5 5 5 5 5 5 5 5 5 4 3 5 5 5 5 4 1 5 1 5 4 1 5 5 1 3 3 3 3
Multi Jet Modeling 12J 5 5 5 5 5 4 4 2 5 5 5 5 4 3 5 5 5 5 5 5 5 5 5 5 5 5 5 5 3 3 3 3
Bauteil-
volumen
Oberflächen-
eigenschaften
Toleranzen
1 Geometrie (grob)
Geometrie
(grob)
Anwendu
ngs-
zweck
Stückzahl Funktions-
elemente
mecha-
nisch
fertigbar
Formelemente Flächen Werkstoffeigen-
schaften
Funktionselemente
2 Anwendungszweck
3 Stückzahl
4 Bauteilvolumen
Fertigungsverfahren
11 Werkstoffeigenschaften
12 Fertigungsverfahren
8 mechanisch fertigbar
9 Formelemente
10 Flächen
5 Oberflächeneigenschaften
6 Toleranzen
7
Bewertungsmaßstab:1 = totale Inkonsistenz2 = partielle Inkonsistenz3 = neutral
4 = partielle Konsistenz5 = hohe Konsistenz
Bewertungsmaßstab:
1 = totale Inkonsistenz
2 = partielle Inkonsistenz
3 = neutral
4 = partielle Konsistenz
5 = hohe Konsistenz
In Anlehnung an das Verfahren
nach VITOSTRA wurde die
Konsistenz der Merkmalsaus-
prägungen geprüft.

© it‘s OWL Clustermanagement GmbH | 17.10.2017 11
Identifikation von EinsatzmöglichkeitenEs wurden vier verschiedene Produktklassen abgeleitet
Aus der Konsistenz-
bewertung lassen sich vier
charakteristische Produkt-
klassen ableiten.
Merkmale Ausprägungen Nr. I II III IV
Geometrie (grob) blockförmig 1A 89 0 100 0
Geometrie (grob) rund 1B 0 100 0 0
Geometrie (grob) freiform 1C 10 0 0 100
Anwendungszweck Anschauungsteil 2A 0 0 100 0
Anwendungszweck Funktionsteil 2B 100 100 0 100
Stückzahl 1-5 3A 21 14 100 100
Stückzahl 6-20 3B 10 0 0 0
Stückzahl 21-1000 3C 68 85 0 0
Bauteilvolumen 0-100ml 4A 30 42 28 28
Bauteilvolumen 100-500ml 4B 31 33 28 28
Bauteilvolumen >500ml 4C 37 23 42 42
Oberflächeneigenschaften unbearbeitet 5A 0 0 100 0
Oberflächeneigenschaften nach Norm 5B 22 9 0 71
Oberflächeneigenschaften vorgegeben 5C 77 90 0 28
Toleranzen großer Toleranzbereich 6A 6 0 100 0
Toleranzen nach Norm 2768 6B 78 100 0 0
Toleranzen gering 6C 15 0 0 100
Funktionselemente einfach (Ringnut für O-Ring) 7A 89 66 100 0
Funktionselemente mittel (Gewinde) 7B 0 33 0 0
Funktionselemente komplex (Schneckensteg) 7C 10 0 0 100
mechanisch fertigbar ja 8A 100 100 100 0
mechanisch fertigbar nein 8B 0 0 0 100
Formelemente einfach (gerade Flächen, Radien) 9A 100 33 100 0
Formelemente mittel (konische Bohrungen) 9B 0 66 0 0
Formelemente komplex (Innenstrukturen, Kurvenflächen) 9C 0 0 0 100
Flächen eben 10A 100 0 100 0
Flächen rund 10B 0 100 0 0
Flächen freiform 10C 0 0 0 100
Werkstoffeigenschaften chemikalienbeständig 11A 24 33 28 28
Werkstoffeigenschaften lebensmittelecht 11B 22 19 14 28
Werkstoffeigenschaften temperaturbeständig 11C 31 28 28 14
Werkstoffeigenschaften elektrisch durchschlagsfest 11D 21 19 28 28
Produktklassen

© it‘s OWL Clustermanagement GmbH | 17.10.2017 12
Identifikation von EinsatzmöglichkeitenEs wurden vier verschiedene Produktklassen abgeleitet
111
1 11
1
1
111
1
1
1
1
1
1
1
1
1
111
11
1
1
1
1 1
1
1
1
1
1 1
1
2
2
2
111 1
2
1
2
11
1
22
1
2
1
1
1
1
1 11
1
1
1
1
3
1
33
3
1
33
3
1
1
11
11
1
2
222
2 2
2
2
2
2
2
22
2
4
44
44
4
4
Blockförmige Funktionsteile
mit einfachen
Funktionselementen 1
Komplexe Freiform-
Funktionsteile in geringer
Stückzahl4
Anschauungsteile mit geringen
Oberflächenanforderungen und
einfachen Formelementen 3
Rundes Funktionsteil mit Norm-
toleranzen in hoher Stückzahl2
Geometrie
Anw
endung
Fu
nkti
on
ste
il
An
sch
au
un
gste
il
Oberf
läche
vo
rge
ge
be
nu
nb
earb
eit
et
Die Visualisierung zeigt die Produktklassen im
multidimensionalen Raum. Durch die Pfeile wird
deutlich, wie sich die Produktklassen voneinander
unterscheiden.

© it‘s OWL Clustermanagement GmbH | 17.10.2017 13
111
1 11
1
1
111
1
1
1
1
1
1
1
1
1
111
11
1
1
1
1 1
1
1
1
1
1 1
1
2
2
2
111 1
2
1
2
11
1
22
1
2
1
1
1
1
1 11
1
1
1
1
3
1
33
3
1
33
3
1
1
11
11
1
2
222
2 2
2
2
2
2
2
22
2
4
44
44
4
4
Blockförmige Funktionsteile
mit einfachen
Funktionselementen 1
Komplexe Freiform-
Funktionsteile in geringer
Stückzahl4
Anschauungsteile mit geringen
Oberflächenanforderungen und
einfachen Formelementen 3
Runde Funktionsteile mit Norm-
toleranzen in hoher Stückzahl2
Geometrie
Anw
endung
Funktionste
il A
nschauungste
il
Oberf
läche
vorg
egeben
unbearb
eite
t
Identifikation von EinsatzmöglichkeitenEs wurden vier verschiedene Produktklassen identifiziert
Die Produktklassen werden
in Form von Steckbriefen
charakterisiert.
Blockförmige Funktionsteile mit einfachen Funktionselementen
Für diese Produktklasse wird für Centroplast das Fertigungsverfahren Halbzeugfräsen empfohlen, da dieses Verfahren im Unternehmen etabliert ist und eine hohe Eignung für die Produktklasse aufweist.
Geometrie (grob)
Anwendungszweck
Stückzahl
Bauteilvolumen
Oberflächeneigenschaften
Toleranzen
Funktionselemente
mechanisch fertigbar
Formelemente
Flächen
Werkstoffeigenschaften
Fertigungsverfahren
blockförmig rund freiform
Anschauungsteil Funktionsteil
1-5 6-20 21-1000
0-100ml 100-500ml >500ml
unbearbeitet nach Norm vorgegeben
große Toleranzbereiche nach Norm 2768 gering
einfach (Ringnut für O-Ring) mittel (Gewinde) komplex (Schneckensteg)
ja nein
einfach (gerade Flächen, Radien) mittel (konische Bohrung) komplex (Innenstr., Kurvenflächen)
eben rund freiform
chemikalienbeständig lebensmittelecht temperaturbeständig elektr. durchschlagfest
STL SLS FDM LOM Vak.gießen FräsenSpritzguss-
Al
Spritzguss-
SLMMJM
Dieser Produktklasse sind blockförmige Funktionsteile mit ebenen Flächen zuzuordnen, die in einer Stückzahl von 21-1000 gefertigt
werden. Die Oberflächeneigenschaften sind vom Kunden vorgegeben. Die Toleranzen richten sich nach der Norm ISO 2768. Die
Funktionselemente sind eher einfach gestaltet (z.B. Ringnut für O-Ring). Die Bauteile sind grundsätzlich mechanisch fertigbar und
weisen ebenfalls eher einfache Formelemente auf, z.B. gerade Flächen oder Radien. In Bezug auf die Werkstoffeigenschaften weisen
diese Anforderungen an die Temperaturbeständigkeit auf.
Beschreibung
Merkmale Ausprägungen
Produktklasse 1 Produktbeispiel
Dreh

© it‘s OWL Clustermanagement GmbH | 17.10.2017 14
Merkmale Ausprägungen Nr. STL SLS FDM LOM VG HZ-F Dreh. SG Al SG S MJM
Geometrie (grob) blockförmig 1A 15 15 15 15 40 50 0 33 33 15
Geometrie (grob) rund 1B 25 25 25 25 60 30 100 33 33 25
Geometrie (grob) freiform 1C 60 60 60 60 0 20 0 33 33 60
Anwendungszweck Anschauungsteil 2A 55 55 55 100 40 40 40 40 40 55
Anwendungszweck Funktionsteil 2B 45 45 45 0 60 60 60 60 60 45
Stückzahl 1-5 3A 60 60 60 85 20 45 20 20 20 60
Stückzahl 6-20 3B 30 30 30 10 30 35 30 30 30 30
Stückzahl 21-1000 3C 10 10 10 5 50 20 50 50 50 10
Bauteilvolumen 0-100ml 4A 40 40 40 40 33 30 33 33 33 40
Bauteilvolumen 100-500ml 4B 40 40 40 40 33 35 33 33 33 40
Bauteilvolumen >500ml 4C 20 20 20 20 33 25 33 33 33 20
Oberflächeneigenschaften unbearbeitet 5A 60 75 85 100 30 40 30 30 30 60
Oberflächeneigenschaften nach Norm 5B 25 15 10 0 50 40 50 50 50 25
Oberflächeneigenschaften vorgegeben 5C 15 10 5 0 20 20 20 20 20 15
Toleranzen großer Toleranzbereich 6A 55 80 85 80 15 30 10 10 10 55
Toleranzen nach Norm 2768 6B 25 20 10 20 60 40 20 20 20 25
Toleranzen gering 6C 20 0 5 0 20 30 70 70 70 20
Funktionselemente einfach (Ringnut für O-Ring) 7A 20 20 20 30 60 60 50 60 60 20
Funktionselemente mittel (Gewinde) 7B 30 30 30 30 40 40 40 40 40 30
Funktionselemente komplex (Schneckensteg) 7C 50 50 50 40 0 0 10 0 0 50
mechanisch fertigbar ja 8A 40 40 40 40 100 100 100 100 100 40
mechanisch fertigbar nein 8B 60 60 60 60 0 0 0 0 0 60
Formelemente einfach (gerade Flächen, Radien) 9A 20 20 20 70 60 60 100 60 60 20
Formelemente mittel (konische Bohrungen) 9B 30 30 30 20 40 40 0 40 40 30
Formelemente komplex (Innenstrukturen, Kurvenflächen) 9C 50 50 50 10 0 0 0 0 0 50
Flächen eben 10A 20 20 20 30 60 60 0 60 60 20
Flächen rund 10B 30 30 30 30 40 40 100 40 40 30
Flächen freiform 10C 50 50 50 40 0 0 0 0 0 50
Werkstoffeigenschaften chemikalienbeständig 11A 0 0 0 0 0 0 0 0 0 0
Werkstoffeigenschaften lebensmittelecht 11B 0 0 0 0 0 0 0 0 0 0
Werkstoffeigenschaften temperaturbeständig 11C 0 0 0 0 0 0 0 0 0 0
Werkstoffeigenschaften elektrisch durchschlagsfest 11D 0 0 0 0 0 0 0 0 0 0
Fertigungsverfahren
Identifikation von EinsatzmöglichkeitenDie Fertigungsverfahren wurden anhand der Merkmale bewertet
Der Grad der verschiedenen
Merkmalsausprägungen wurde für jedes
Fertigungsverfahren eingeschätzt.
Legende:
STL Stereolithographie
SLS Selektives Lasersintern
FDM Fused Deposition Modeling
LOM Laminated Object Manufacturing
VG Vakuumgießen
HZ-F Halbzeugfräsen
Dreh. Drehen
SG Al Spritzguss (Alu-Einsätze)
SG S Spritzguss (SLM-Einsätze)
MJM Multi-Jet Modeling

© it‘s OWL Clustermanagement GmbH | 17.10.2017 15
Zuordnung von
Produktklassen und
Fertigungsverfahren Produktklasse:
Blockförmiges Funktionsteil
MJM
HZ-F
Betrachtete Produktklasse
Fertigungsverfahren
SLS
VG
Produkt
klasse 1
Dreh.
FDM
SG-S
STL
LOM
Für jede Produktklasse wurde die
Eignung (Distanz) für die
verschiedenen Fertigungs-
verfahren im multidimensionalen
Raum abgebildet.
SG-A

© it‘s OWL Clustermanagement GmbH | 17.10.2017 16
ABSplus
ABSi
ABS-M30
ABS-M30-i
ABS-ESD7
ASA PC ISO
ULTEM 9085
ULTEM 1010 CG
PVC-U
PET
PPO
PA46
COP
PPA
PES
PA6PA12
PC
PC+ABS
PPS
PEI
PUR
PP
PE-LD
PE-HD
PMMA
PBT
PSU
PA66
PI
PEEK
ABS
PS
0
500
1000
1500
2000
2500
3000
3500
4000
4500
0,85 0,95 1,05 1,15 1,25 1,35 1,45 1,55 1,65
E-M
OD
UL
IN
[M
PA
]
DICHTE IN [G/CM³]
Geeignet für konventionelle und
Additive Fertigungsverfahren
Für konventionelleVerfahren geeignet
FDM alphacam
Identifikation von EinsatzmöglichkeitenMaterialklassen
Verschiedene Kunststoffe wurden
hinsichtlich ihrer Dichte und des
Elastizitätsmoduls charakterisiert,
um Ähnlichkeiten zwischen den
Materialien festzustellen.

© it‘s OWL Clustermanagement GmbH | 17.10.2017 17
Konzipierung von LeitfädenEs wurde ein Leitfaden für die Anpassungskonstruktion entwickelt
Allgemein Verfahrensspezifisch
Einleitung Einordnung in
den Prozess
Vor- und Nach-
teile von AM
Verfahrens-
darstellung
Konstruktionsrichtlinien/-restriktionen:

© it‘s OWL Clustermanagement GmbH | 17.10.2017 18
KostenabschätzungEs wurde ein Kostenmodell für additive Bauteile erarbeitet
VorbereitungAdditiver Prozess
FolgeprozessAdditive
Fertigung
Rüstzeit Fertigungszeit Bauteilaufbereitungszeit
Dauer der Produktvariation
(Flexibilität bei veränderten
oder neuen Produkten) Geometrieabhängig
(werden abgeschätzt)
In Anlehnung an OTT 2012
Maschinenstundensatz
der Vorbereitung
Maschinenstundensatz
der Fertigung
Maschinenstundensatz
der Nachbereitung
Maschinen-
stundensatz + +
© it‘s OWL Clustermanagement GmbH | 17.10.2017 19
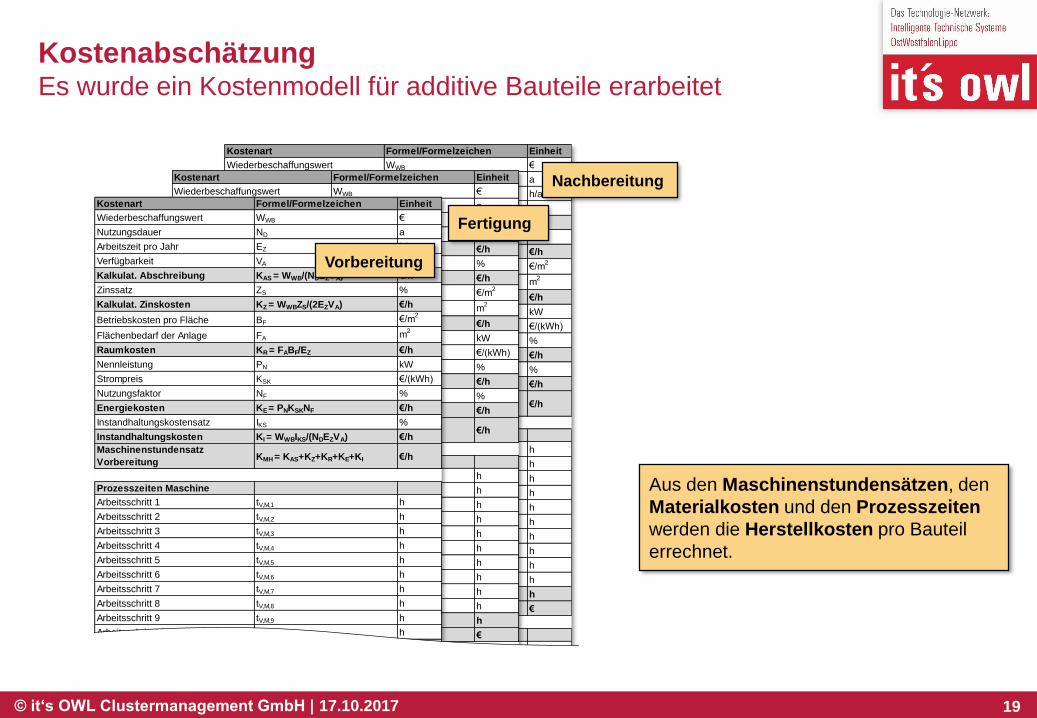
KostenabschätzungEs wurde ein Kostenmodell für additive Bauteile erarbeitet
Kostenart Formel/Formelzeichen Einheit
Wiederbeschaffungswert WWB €
Nutzungsdauer ND a
Arbeitszeit pro Jahr EZ h/a
Verfügbarkeit VA %
Kalkulat. Abschreibung KAS = WWB/(NDEZVA) €/h
Zinssatz ZS %
Kalkulat. Zinskosten KZ = WWBZS/(2EZVA) €/h
Betriebskosten pro Fläche BF €/m2
Flächenbedarf der Anlage FA m2
Raumkosten KR = FABF/EZ €/h
Nennleistung PN kW
Strompreis KSK €/(kWh)
Nutzungsfaktor NF %
Energiekosten KE = PNKSKNF €/h
Instandhaltungskostensatz IKS %
Instandhaltungskosten KI = WWBIKS/(NDEZVA) €/h
Maschinenstundensatz
VorbereitungKMH = KAS+KZ+KR+KE+KI €/h
Prozesszeiten Maschine
Arbeitsschritt 1 tV,M,1 h
Arbeitsschritt 2 tV,M,2 h
Arbeitsschritt 3 tV,M,3 h
Arbeitsschritt 4 tV,M,4 h
Arbeitsschritt 5 tV,M,5 h
Arbeitsschritt 6 tV,M,6 h
Arbeitsschritt 7 tV,M,7 h
Arbeitsschritt 8 tV,M,8 h
Arbeitsschritt 9 tV,M,9 h
Arbeitsschritt 10 tV,M,10 h
Gesamte Prozessdauer tV,M h
Maschinenkosten KV,M = tV,MKMH €
Materialkosten pro kg
Kosten Material 1 pro kg kM1 €/kg
Kosten Material 2 pro kg kM2 €/kg
Kosten Material 3 pro kg kM3 €/kg
Materialbedarf in kg
Bedarf Material 1 mM1 kg
Bedarf Material 2 mM2 kg
Bedarf Material 3 mM3 kg
Materialkosten KV,Mat = Σ kM,i mM,i €
Prozesszeiten Personal
Arbeitsschritt 1 tV,P,1 h
Arbeitsschritt 2 tV,P,2 h
Arbeitsschritt 3 tV,P,3 h
Arbeitsschritt 4 tV,P,4 h
Arbeitsschritt 5 tV,P,5 h
Arbeitsschritt 6 tV,P,6 h
Arbeitsschritt 7 tV,P,7 h
Arbeitsschritt 8 tV,P,8 h
Arbeitsschritt 9 tV,P,9 h
Arbeitsschritt 10 tV,P,10 h
Gesamte Prozessdauer tV,P h
Stundensatz Personal kP €/h
Personalkosten KV,P = tV,P kP €
Gesamtkosten KV,Ges = KV,M+KV,Mat+KV,P €
Kostenart Formel/Formelzeichen Einheit
Wiederbeschaffungswert WWB €
Nutzungsdauer ND a
Arbeitszeit pro Jahr EZ h/a
Verfügbarkeit VA %
Kalkulat. Abschreibung KAS = WWB/(NDEZVA) €/h
Zinssatz ZS %
Kalkulat. Zinskosten KZ = WWBZS/(2EZVA) €/h
Betriebskosten pro Fläche BF €/m2
Flächenbedarf der Anlage FA m2
Raumkosten KR = FABF/EZ €/h
Nennleistung PN kW
Strompreis KSK €/(kWh)
Nutzungsfaktor NF %
Energiekosten KE = PNKSKNF €/h
Instandhaltungskostensatz IKS %
Instandhaltungskosten KI = WWBIKS/(NDEZVA) €/h
Maschinenstundensatz
VorbereitungKMH = KAS+KZ+KR+KE+KI €/h
Prozesszeiten Maschine
Arbeitsschritt 1 tV,M,1 h
Arbeitsschritt 2 tV,M,2 h
Arbeitsschritt 3 tV,M,3 h
Arbeitsschritt 4 tV,M,4 h
Arbeitsschritt 5 tV,M,5 h
Arbeitsschritt 6 tV,M,6 h
Arbeitsschritt 7 tV,M,7 h
Arbeitsschritt 8 tV,M,8 h
Arbeitsschritt 9 tV,M,9 h
Arbeitsschritt 10 tV,M,10 h
Gesamte Prozessdauer tV,M h
Maschinenkosten KV,M = tV,MKMH €
Materialkosten pro kg
Kosten Material 1 pro kg kM1 €/kg
Kosten Material 2 pro kg kM2 €/kg
Kosten Material 3 pro kg kM3 €/kg
Materialbedarf in kg
Bedarf Material 1 mM1 kg
Bedarf Material 2 mM2 kg
Bedarf Material 3 mM3 kg
Materialkosten KV,Mat = Σ kM,i mM,i €
Prozesszeiten Personal
Arbeitsschritt 1 tV,P,1 h
Arbeitsschritt 2 tV,P,2 h
Arbeitsschritt 3 tV,P,3 h
Arbeitsschritt 4 tV,P,4 h
Arbeitsschritt 5 tV,P,5 h
Arbeitsschritt 6 tV,P,6 h
Arbeitsschritt 7 tV,P,7 h
Arbeitsschritt 8 tV,P,8 h
Arbeitsschritt 9 tV,P,9 h
Arbeitsschritt 10 tV,P,10 h
Gesamte Prozessdauer tV,P h
Stundensatz Personal kP €/h
Personalkosten KV,P = tV,P kP €
Gesamtkosten KV,Ges = KV,M+KV,Mat+KV,P €
Kostenart Formel/Formelzeichen Einheit
Wiederbeschaffungswert WWB €
Nutzungsdauer ND a
Arbeitszeit pro Jahr EZ h/a
Verfügbarkeit VA %
Kalkulat. Abschreibung KAS = WWB/(NDEZVA) €/h
Zinssatz ZS %
Kalkulat. Zinskosten KZ = WWBZS/(2EZVA) €/h
Betriebskosten pro Fläche BF €/m2
Flächenbedarf der Anlage FA m2
Raumkosten KR = FABF/EZ €/h
Nennleistung PN kW
Strompreis KSK €/(kWh)
Nutzungsfaktor NF %
Energiekosten KE = PNKSKNF €/h
Instandhaltungskostensatz IKS %
Instandhaltungskosten KI = WWBIKS/(NDEZVA) €/h
Maschinenstundensatz
VorbereitungKMH = KAS+KZ+KR+KE+KI €/h
Prozesszeiten Maschine
Arbeitsschritt 1 tV,M,1 h
Arbeitsschritt 2 tV,M,2 h
Arbeitsschritt 3 tV,M,3 h
Arbeitsschritt 4 tV,M,4 h
Arbeitsschritt 5 tV,M,5 h
Arbeitsschritt 6 tV,M,6 h
Arbeitsschritt 7 tV,M,7 h
Arbeitsschritt 8 tV,M,8 h
Arbeitsschritt 9 tV,M,9 h
Arbeitsschritt 10 tV,M,10 h
Gesamte Prozessdauer tV,M h
Maschinenkosten KV,M = tV,MKMH €
Materialkosten pro kg
Kosten Material 1 pro kg kM1 €/kg
Kosten Material 2 pro kg kM2 €/kg
Kosten Material 3 pro kg kM3 €/kg
Materialbedarf in kg
Bedarf Material 1 mM1 kg
Bedarf Material 2 mM2 kg
Bedarf Material 3 mM3 kg
Materialkosten KV,Mat = Σ kM,i mM,i €
Prozesszeiten Personal
Arbeitsschritt 1 tV,P,1 h
Arbeitsschritt 2 tV,P,2 h
Arbeitsschritt 3 tV,P,3 h
Arbeitsschritt 4 tV,P,4 h
Arbeitsschritt 5 tV,P,5 h
Arbeitsschritt 6 tV,P,6 h
Arbeitsschritt 7 tV,P,7 h
Arbeitsschritt 8 tV,P,8 h
Arbeitsschritt 9 tV,P,9 h
Arbeitsschritt 10 tV,P,10 h
Gesamte Prozessdauer tV,P h
Stundensatz Personal kP €/h
Personalkosten KV,P = tV,P kP €
Gesamtkosten KV,Ges = KV,M+KV,Mat+KV,P €
Aus den Maschinenstundensätzen, den
Materialkosten und den Prozesszeiten
werden die Herstellkosten pro Bauteil
errechnet.
Vorbereitung
Fertigung
Nachbereitung

© it‘s OWL Clustermanagement GmbH | 17.10.2017 20
Entwicklung der MethodeDie erarbeiteten Bausteine wurden in ein Vorgehensmodell
implementiert
Phasen/Meilensteine Aufgaben/Methoden
1
Charakterisierung
des Bauteils
Charakterisiertes und
klassifiziertes Bauteil
●Charakterisierung des zu fertigenden Bauteils anhand der Merkmale
●Einordnung in die Produktklassen anhand der Steckbriefe
Auswahl des
Fertigungsverfahrens
Fertigungsgerechte
Gestaltung
Ausgewähltes
Fertigungsverfahren
●Entscheidung für ein spezifisches Fertigungsverfahren anhand der Produktklassen
●Berücksichtigung der Materialklassen
●Anwendung des Leitfadens der fertigungsgerechten Anpassungskonstruktion für additive Fertigungsverfahren
●AM-gerechte Gestaltung der Bauteile 3
2
Fertigungsgerechte
Bauteilkonstruktion
Kostenbetrachtung
4 Entscheidung für ein
Fertigungsverfahren
●Anwendung des Kostenmodells ● Identifikation der Prozesszeiten●Kostenvergleich
Resultate

© it‘s OWL Clustermanagement GmbH | 17.10.2017 21
Einführung
Zielsetzung
Ergebnisse
Resümee und Ausblick
Agenda
Abschlusspräsentation
© it‘s OWL Clustermanagement GmbH | 17.10.2017 22
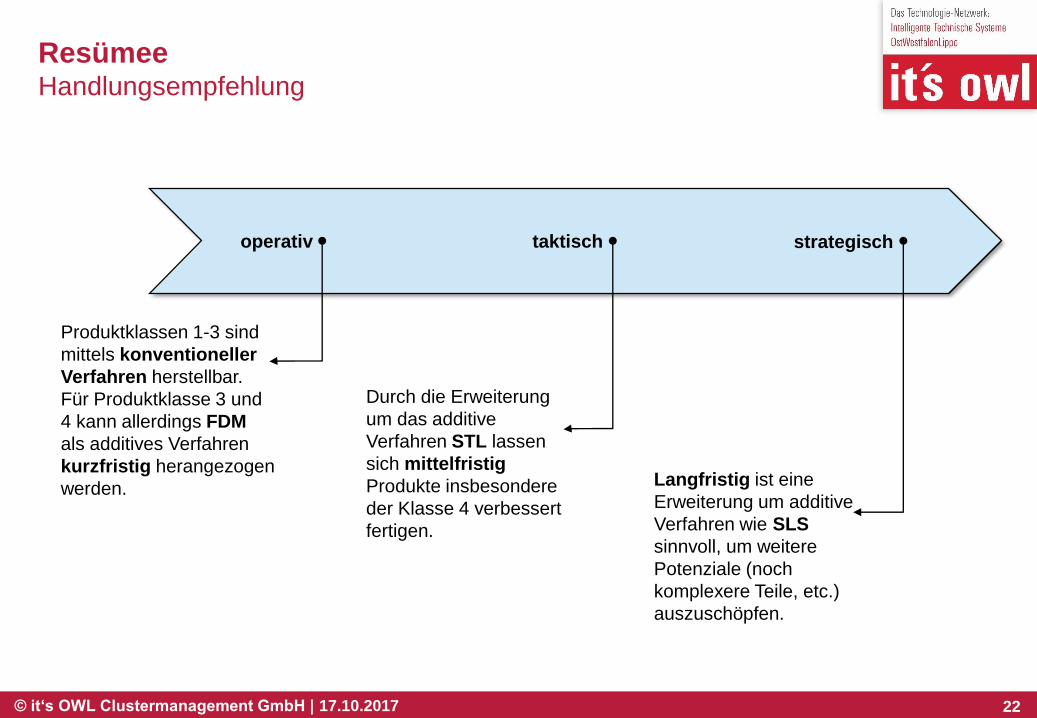
ResümeeHandlungsempfehlung
Produktklassen 1-3 sind
mittels konventioneller
Verfahren herstellbar.
Für Produktklasse 3 und
4 kann allerdings FDM
als additives Verfahren
kurzfristig herangezogen
werden.
Durch die Erweiterung
um das additive
Verfahren STL lassen
sich mittelfristig
Produkte insbesondere
der Klasse 4 verbessert
fertigen.
Langfristig ist eine
Erweiterung um additive
Verfahren wie SLS
sinnvoll, um weitere
Potenziale (noch
komplexere Teile, etc.)
auszuschöpfen.
operativ taktisch strategisch

© it‘s OWL Clustermanagement GmbH | 17.10.2017 23
Fazit und Ausblick
Zusammenfassung und Anknüpfungspunkte
▪ Erhöhter Einsatz der additiven Fertigung
▪ Steigerung der eigenen Materialentwicklung für die additive Fertigung
Ausblick
▪ Es wurde eine Methodik zur systematischen Auswahl eines geeigneten Fertigungsverfahren
entwickelt
▪ Es wurden Produkt- und Materialklassen gebildet und visualisiert
▪ Es wurde ein Leitfaden entwickelt, der die Vorteile und Restriktionen verschiedener
additiver Verfahren aufzeigt
▪ Es wurde ein Kostenmodell zur wirtschaftlichen Bewertung der Fertigungsverfahren
erarbeitet
Fazit

www.its-owl.de
Vielen Dank für Ihre Aufmerksamkeit!