Spezifikationen für Rollenhülsen und Spanndorne in der ...€¦ · Anton Gutmann Teemu Javanainen...
24
Spezifikationen für Rollenhülsen und Spanndorne in der Zeitungsindustrie Die Lauffähigkeit von Zeitungspapier in Zeitungsdruckmaschinen ist nur gewähr- leistet, wenn Hülsen und Spanndome im Rollenwechsler perfekt zusammenwirken. Bis heute wurden untersuchte Einzelheiten über unterschiedliche Hülsentypen und deren Verwendbarkeit mit unterschiedlichen Domen nicht veröffentlicht. Alle Hülsenhersteller fertigen ganz verschiedene Hülsentypen. Die Unterschiede bestehen hauptsächlich in der Festigkeit, angegeben als Druckfestigkeit. Als Rollen- tragelemente setzt man vielfach sowohl konische wie auch expandierbare Spanndome ein, wobei diese unterschiedlichen Typen gelegentlich unterschiedliche Hülseneigen- schaften erfordern. Selbstverständlich müssen die Abmaße der Hülsen und Dome so weit wie möglich standardisiert sein. Ziel der vorliegenden Untersuchung war es, den Druckereien Informationen über diese Variablen an Hand zu geben und Versuche durchzuführen, mit dem Ziel, optimale Kombinationen als Grundlage für eine Standardisierung zu ermitteln. Die vorliegenden Daten mögen dazu beitragen, die Kommunikation und Zusammenarbeit zum Nutzen optimaler Lauffähigkeit und Verdruckbarkeitseigenschaften zu verbessern. Das Projekt wurde durchgeführt vom Technischen Forschungszentrum von Finnland. In seinem Verlauf wurden Druckversuche mit vier Typen von Spanndomen bei drei Druckereien unternommen. Materialien (1) Pre-Press (2) t Niko Ruokosui Research Manaber Rotationsmaschinen (3) November 1993 Versandraum und Vertrieb (4) Elektronische Kommunikation (5) Nur filr IFRA-Mitglieder Allgemeines (6) IFRA (INGA-FEJ Research Assaciation) Washingtonplatz. D-64287 Darmstadt. Tel. +49 (6151) 7005-0. Fax +49 (6151) 7005-72
Transcript of Spezifikationen für Rollenhülsen und Spanndorne in der ...€¦ · Anton Gutmann Teemu Javanainen...
Spezifikationen für Rollenhülsen und Spanndorne in der Zeitungsindustrie Die Lauffähigkeit von Zeitungspapier in Zeitungsdruckmaschinen ist nur gewähr- leistet, wenn Hülsen und Spanndome im Rollenwechsler perfekt zusammenwirken. Bis heute wurden untersuchte Einzelheiten über unterschiedliche Hülsentypen und deren Verwendbarkeit mit unterschiedlichen Domen nicht veröffentlicht.
Alle Hülsenhersteller fertigen ganz verschiedene Hülsentypen. Die Unterschiede bestehen hauptsächlich in der Festigkeit, angegeben als Druckfestigkeit. Als Rollen- tragelemente setzt man vielfach sowohl konische wie auch expandierbare Spanndome ein, wobei diese unterschiedlichen Typen gelegentlich unterschiedliche Hülseneigen- schaften erfordern. Selbstverständlich müssen die Abmaße der Hülsen und Dome so weit wie möglich standardisiert sein.
Ziel der vorliegenden Untersuchung war es, den Druckereien Informationen über diese Variablen an Hand zu geben und Versuche durchzuführen, mit dem Ziel, optimale Kombinationen als Grundlage für eine Standardisierung zu ermitteln. Die vorliegenden Daten mögen dazu beitragen, die Kommunikation und Zusammenarbeit zum Nutzen optimaler Lauffähigkeit und Verdruckbarkeitseigenschaften zu verbessern.
Das Projekt wurde durchgeführt vom Technischen Forschungszentrum von Finnland. In seinem Verlauf wurden Druckversuche mit vier Typen von Spanndomen bei drei Druckereien unternommen.
Materialien (1)
Pre-Press (2)
t Niko Ruokosui Research Manaber
Rotationsmaschinen (3) November 1993
Versandraum und Vertrieb (4)
Elektronische Kommunikation (5) Nur filr IFRA-Mitglieder
Allgemeines (6) IFRA (INGA-FEJ Research Assaciation) Washingtonplatz. D-64287 Darmstadt. Tel. +49 (6151) 7005-0. Fax +49 (6151) 7005-72
Inhaltsverzeichnis
c
1. Einführung ..................................................................................................... 5 2. Hintergrundinformation - Überblick ........................................................... 5 2.1 Existierende Rollenspezifikationen ................................................................. 5 2.2 Entwicklung der Hülsenspezifikationen .......................................................... 8 2.3 Entwicklungstendenzen in der Konstruktion von .
Rollen-Spanndomen (Erfahrungen von Druckmaschinenherstellern) ............................................................................ 10
2.4 Offene Fragen .................................................................................................. 11
3. Versuche im Praxismaßstab .......................................................................... 11 3.1 Aufgabenstellung ............................................................................................. 1 1 3.2 Verfahren ......................................................................................................... 11 3.2.1 Variable ........................................................................................................... 11 3.2.2 Versuchsdurchführung ..................................................................................... 11 3.2.3 Messungen ....................................................................................................... 12 3.3 Ergebnisse ........................................................................................................ 12 3.3.1 Erfahrungen der Druckbetriebe ........................................................................ 12 3.3.2 Rollenhärte ...................................................................................................... 12 3.3.3 Unrundheit ....................................................................................................... 15 3.3.4 Schwingungen ................................................................................................. 15 3.3.5 Bahnspannung ................................................................................................. 15 3.3.6 Hülsenzustand nach dem Druck ....................................................................... 20 3.4 Diskussion und Rückschlüsse .......................................................................... 20
4. Empfehlungen für die Spezifikation von Hülsen und Spanndornen.. ....... .21 4.1 Hülseneigenschaften für Rollenbreiten bis 1,7 m J .. .......................................... 21 4.2 Eigenschaften von Rollen-Spanndomen .......................................................... 21 4.3 Für die Wahl der Hülsen benötigte Informationen ........................................... 21
>
5.
6.
Liteqaturveneichnis ...................................................................................... 22 I
.......................................................................................................... 22
0 IFRA, Darmstadt 3
1. Einführung Von den Papiereigenschaften abgesehen sind die Spezifi- kationen für Zeitungspapierrollen heute unzureichend. Be- stenfalls nennen sie allgemeine Zahlen, beispielsweise Rollenmaße und deren Toleranzen, zulässige Anzahl Fa- brikkleber und Spezifikation der Verpackung. Der innere Aufbau der Rolle, der die Handhabung der Rolle und deren Laufeigenschaften in der Druckmaschine stark beeinflußt, wird normalerweise in diesen Spezifikationen nicht ge- nannt. Bereits die Hülsen stellen eine Vielfalt von Materia- lien, Dicken und Maßen dar. Die vorhandenen Spezifikationen und Empfehlungen für Hülsen sind widersprüchlich, und zwischen den Betrieben können Unterschiede bestehen. Außerdem berücksichtig- ten sie die Wechselwirkungen zwischen Hülse und Rollen- Spanndornen nicht.
In der Zeitungsindustrie setzt man im Prinzip zwei Typen von Rollen-Spanndomen ein: konische und expandierbare. Auch in Zukunft wird man beide Typen nebeneinander verwenden. Hinzu kommt, daß beide Typen in zahlreichen unterschiedlichen Konstruktionen verbreitet sind oder ent- wickelt werden. Die Rollen-Spanndomen beeinflussen die Stabilität des Betriebszustandes, die Häufigkeit von Bahn- rissen und die Sicherheit des Rollenwechsels entscheidend.
Aus diesem Grund besteht eine offensichtliche Notwendig- keit, die Wechselwirkungen zwischen dem Verhalten der Rollen in der Maschine einerseits und den erforderlichen Hülsen- und Spanndom-Parametern andererseits zu klaren. Ist das geschehen, dann können bessere Spezifikationen für Hülsen und Rollen-Spanndom vorgestellt werden, wobei auch die Entwicklung der Druckmaschinen und die der Rollenherstellung berücksichtigt werden.
Ziel der vorliegenden Untersuchung ist es, die Auswirkun- gen der Parameter Rolle, Hülse und Rollen-Spanndom auf die Effizienz der Rollenhandhabung und die Lauffähigkeit des Papieres abzuschätzen und die Grundlage für eine Stan- dardisierung dieser Parameter zu schaffen, unter Berück- sichtigung der Anforderungen, die sich aus dem Einsatz fahrerloser Transportsystem ergeben.
Im Verlauf der Projektbearbeitung sammelten wir die exi- stierenden Spezifikationen und Empfehlungen für Papier- rollen und Hülsen, die empirischen Erfahrungen von Druckmaschinenherstellern, Hülsenherstellern und Druk- kereien hinsichtlich der Wechselwirkungen zwischen Hül- sen und Rollen-Spanndomen sowie Informationen über die Entwicklungstendenzen bei der domen. Wir unternahmen ferner smaßstab mit einer Reihe von Domen und verschiedenen Rotationsmaschinen.
Die Untersuchungen wurden im Auftrag der IFRA durch- geführt vom Labor für Grafische Technik des Technischen Forschungszentrums von Finnland (VTT/GRA). Projekt- leiter war Ulf Lindqvist. Für die Übersicht der Rollenspe- zifikationen war Hannu Linna verantwortlich, für die Über- sicht der Hülsen und Rollen-Spanndomen sowie für die Druckversuche im Praxismaßstab Pertti Moilanen.
Das Projekt wurde begleitet von einer Arbeitsgruppe, die gleichzeitig den Wissenschaftlern als Expertengremium diente. Folgende Fachleute gehörten der Arbeitsgruppe an:
J. Rene Argouarc’h Sture Blücher
Wim van de Camp Klaus Eckermann Steve Grifford Anton Gutmann Teemu Javanainen Markku Järvinen Manfred Kunert Ake Lindqvist Lauri Mäkipaja Ian Parkinson Terry Parry Klaus Röder + Ron Tiffin
M.E.G. Evry,F Göteborgs-Posten
GothenburgS Sonoco Maastricht,NL Madsack Hannover,D Rockweil GOSS Preston,GB Paul & Co. Wildflecken,D Corenso United Loviisa,SF Ahlström Karhula,SF Paul & Co. Wildflecken,D SCA Sundsvall,S Corenso United Varkaus,SF Rockweil GOSS Preston,GB UPM/Shotton Shotton,GB KBA Würzburg,D Sonoco Ltd. Vancouver,CAN
Seitens Ifra nahmen Boris Fuchs, Bruno Thoyer und, als Moderator, Niko Ruokosuo am Projekt teil.
Durch kostenlose Lieferung von. Hülsen, Papierrollen, Fachwissen oder durch die Ausführung von Druckversu- chen und Messungen trugen folgende Unternehmen zur Untersuchung bei:
Ahlström Oy Kaleva Paul 8z Co. MAN Roland Satakunnan Kirjateollisuus Turun Sanomat United Papermills WIFAG
Karhula,SF Oulu,SF Wildflecken,D Augsburg,D Pori,SF Turku,SF Kaipola,SF Bem,CH
Für ihre wertvollen Beiträge zum Gelingen des Projektes sind die Verfasser und IFRA allen Mitgliedern der Arbeits- gruppe und den oben genannten Unternehmen zu großem Dank verpflichtet.
2. Hintergrundinformation - Überblick .!
. 2.1 Existierende Rollenspezifikationen
Die für Zeitungspapierrollen vorgestellten Spezifikationen sind von sehr allgemeiner Art. In den meisten Fällen nen- nen sie nur die geometrischen Maße und Toleranzen der Rolle. Das Handbuch für Zeitungspapier und Druckfarbe von Ifra beschäftigt sich mit den Rollenmerkmalen in fol- genden Kapiteln:
- Empfohlene Rollenabmessungen - Rollenqualität - Hülsen für Zeitungsdruckpapier-Rollen - Packmaterial, Verpackung und Etikettierung
8 IFRA, Darmstadt 5
Für Rollen nennt das Handbuch folgende Spezifikationen und Empfehlungen:
1. Rollenabmessungen Empfohlene Nenndurchmesser einschließlich Dicke des Packmaterials: 1000, 1070, 1150 und 1250 mm
2. Fertigungstoleranz innerhalb von +O/-30 mm Toleranzen der Rollenbreite: Abweichungen nicht über +/- 3 mm
3. Wickelqualität
Die Rollen sollten frei von Wickelfehlern, z.B. Falten, sein. Aus Produktionsgründen ist der Zeitungspapierhersteller allerdings nicht in der Lage, völlige Freiheit von Wickel- fehlern innerhalb eines Abstandes von 10 mm von der Hülse zu garantieren.
Die Rollenhärte sollte radial und über die Breite so gleich- förmig wie möglich sein.
Die Rollenkanten sollten sauber geschnitten und frei von groben Kerben und Einrissen sein.
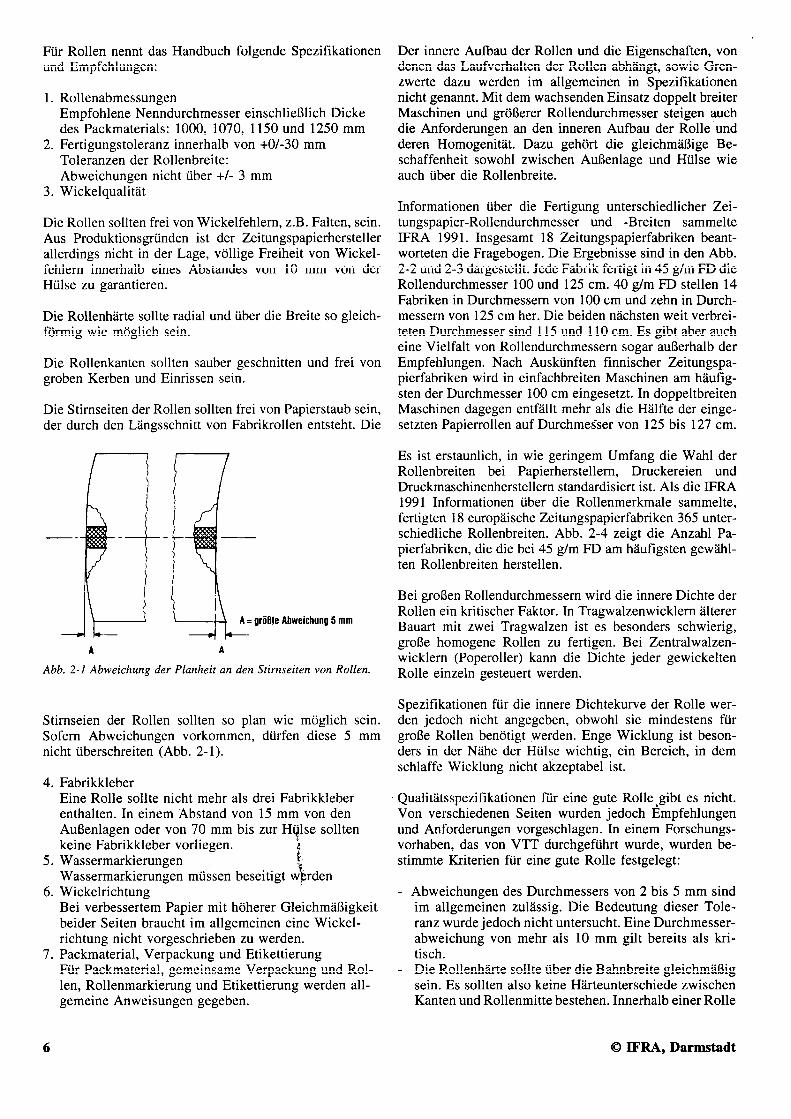
Die Stirnseiten der Rollen sollten frei von Papierstaub sein, der durch den Längsschnitt von Fabrikrollen entsteht. Die
Abb. 2-l Abweichung der Planheit an den Stirnseiten von Rollen.
Stirnseien der Rollen sollten so plan wie möglich sein. Sofern Abweichungen vorkommen, dürfen diese 5 mm nicht überschreiten (Abb. 2-l).
4. Fabrikkleber Eine Rolle sollte nicht mehr als drei Fabrikkleber enthalten. In einem Abstand von 15 mm von den Außenlagen oder von 70 mm bis zur Hylse sollten keine Fabrikkleber vorliegen. il
5. Wassermarkierungen t Wassermarkierungen müssen beseitigt wirden
6. Wickelrichtung Bei verbessertem Papier mit höherer Gleichmäßigkeit beider Seiten braucht im allgemeinen eine Wickel- richtung nicht vorgeschrieben zu werden.
7. Packmaterial, Verpackung und Etikettierung Für Packmaterial, gemeinsame Verpackung und Rol- len, Rollenmarkierung und Etikettierung werden all- gemeine Anweisungen gegeben.
Der innere Aufbau der Rollen und die Eigenschaften, von denen das Laufverhalten der Rollen abhängt, sowie Gren- zwerte dazu werden im allgemeinen in Spezifikationen nicht genannt. Mit dem wachsenden Einsatz doppelt breiter Maschinen und größerer Rollendurchmesser steigen auch die Anforderungen an den inneren Aufbau der Rolle und deren Homogenität. Dazu gehört die gleichmäßige Be- schaffenheit sowohl zwischen Außenlage und Hülse wie auch über die Rollenbreite.
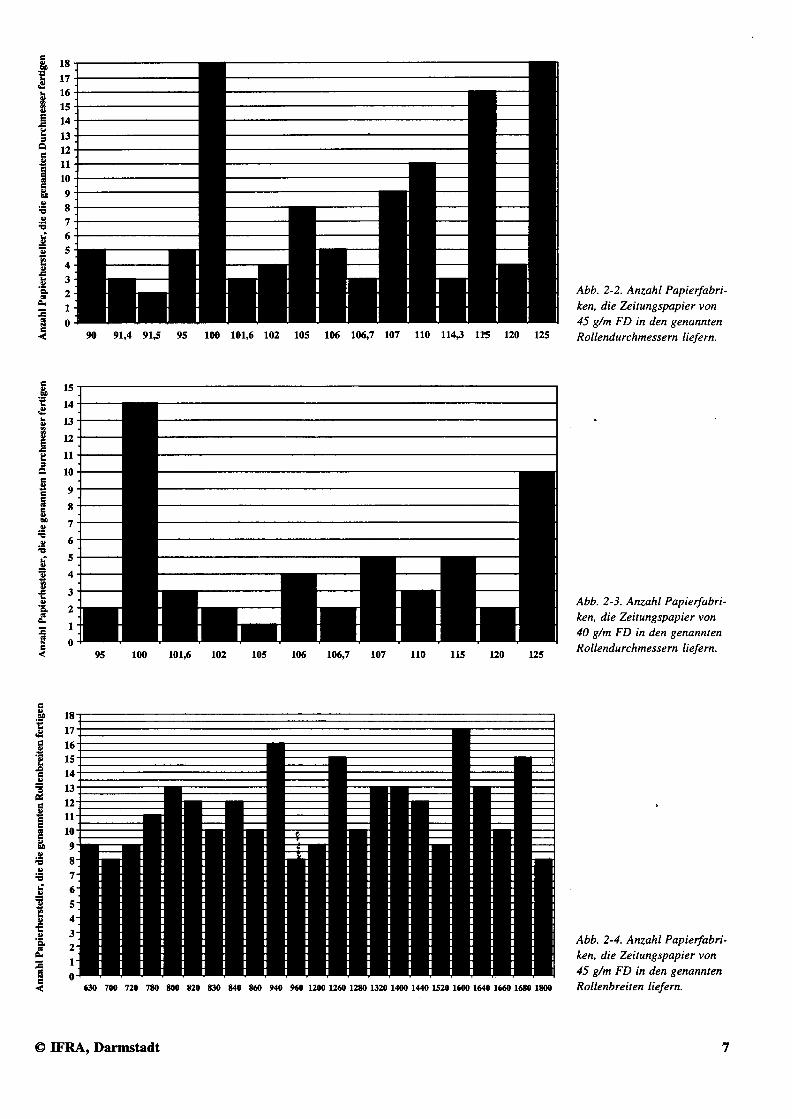
Informationen über die Fertigung unterschiedlicher Zei- tungspapier-Rollendurchmesser und -Breiten sammelte IFRA 199 1. Insgesamt 18 Zeitungspapierfabriken beant- worteten die Fragebogen. Die Ergebnisse sind in den Abb. 2-2 und 2-3 dargestellt. Jede Fabrik fertigt in 45 g/m FD die Rollendurchmesser 100 und 125 cm. 40 g/m FD stellen 14 Fabriken in Durchmessern von 100 cm und zehn in Durch- messern von 125 cm her. Die beiden nächsten weit verbrei- teten Durchmesser sind 115 und 110 cm. Es gibt aber auch eine Vielfalt von Rollendurchmessern sogar außerhalb der Empfehlungen. Nach Auskünften finnischer Zeitungspa- pierfabriken wird in einfachbreiten Maschinen am häutig- sten der Durchmesser 100 cm eingesetzt. In doppeltbreiten Maschinen dagegen entfällt mehr als die Hälfte der einge- setzten Papierrollen auf Durchmesser von 125 bis 127 cm.
Es ist erstaunlich, in wie geringem Umfang die Wahl der Rollenbreiten bei Papierherstellern, Druckereien und Druckmaschinenherstellern standardisiert ist. Als die IFRA 1991 Informationen über die Rollenmerkmale sammelte, fertigten 18 europäische Zeitungspapierfabriken 365 unter- schiedliche Rollenbreiten. Abb. 2-4 zeigt die Anzahl Pa- pierfabriken, die die bei 45 g/m FD am häufigsten gewähl- ten Rollenbreiten herstellen.
Bei großen Rollendurchmessern wird die innere Dichte der Rollen ein kritischer Faktor. In Tragwalzenwicklem älterer Bauart mit zwei Tragwalzen ist es besonders schwierig, große homogene Rollen zu fertigen. Bei Zentralwalzen- wicklem (Poperoller) kann die Dichte jeder gewickelten Rolle einzeln gesteuert werden.
Spezifikationen für die innere Dichtekurve der Rolle wer- den jedoch nicht angegeben, obwohl sie mindestens für große Rollen benötigt werden. Enge Wicklung ist beson- ders in der Nahe der Hülse wichtig, ein Bereich, in dem schlaffe Wicklung nicht akzeptabel ist.
Qualitätsspezifikationen für eine gute Rolle ,gibt es nicht. Von verschiedenen Seiten wurden jedoch Empfehlungen und Anforderungen vorgeschlagen. In einem Forschungs- vorhaben, das von VTT durchgeführt wurde, wurden be- stimmte Kriterien für eine gute Rolle festgelegt:
- Abweichungen des Durchmessers von 2 bis 5 mm sind im allgemeinen zulässig. Die Bedeutung dieser Tole- ranz wurde jedoch nicht untersucht. Eine Durchmesser- abweichung von mehr als 10 mm gilt bereits als kri- tisch.
- Die Rollenhärte sollte über die Bahnbreite gleichmäßig sein. Es sollten also keine Härteunterschiede zwischen Kanten und Rollenmitte bestehen. Innerhalb einer Rolle
6 0 IFRA, Darmstadt
5 z 18 17
i ::
1 l4 6 13 5 12 z 11 I 10 5 M 9 3 8 Q 7 ST t
6
F d 4
L 3 .- B 2 L C 1 w 0 4 90 91,4 915 95 100 101,6 102 105 106 106,7 107 110 114J 115 120 125
Abb. 2-2. Anzahl Papierfabri- ken, die Zeitungspapier von 45 g/m FD in den genannten Rollendurchmessern liefern.
95 100 101,6 102 105 106 106,7 107 110 115 120 125
Abb. 2-3. Anzahl Papiegabri- ken, die Zeitungspapier von 40 g/m FD in den genannten Rollendurchmessern liefern.
Abb. 2-4. Anzahl Papier$abri- ken, die Zeitungspapier von 45 g/m FD in den genannten Rollenbreiten liefern.
0 IFRA, Darmstadt 7
ist eine Streuung von 10 Einheiten, gemessen mit dem Schmidt-Hammer, zulässig.
- Die Bahnspannung sollte über die Bahnbreite gleich- mäßig sein. Es dürfen keine Spannungsunterschiede zwischen Kanten und Rollenmitte auftreten. Innerhalb einer Rolle ist eine Streuung von 120 N/m und, über eine Strecke von 30 cm, eine Streuung von höchstens 60 N/m zulässig.
- Die Rollendichte sollte vom Rollenkern zu den Au- ßenlagen der Rolle hin abnehmen. Ist die Dichte in den Außenlagen zu hoch, so wird die Rolle innen sternförmig gedruckt.
- Eine gute Rolle weist keine seitlichen Versetzungen auf.
- Eine gute Rolle ist nicht erkennbar teleskopiert. - Die Schwankungerrüber die Breite sind so klein, daß
weder Rippenmarkierungen noch andere Fehler deut- lich erkennbar sind.
2.2 Entwicklung der Hülsenspezifikationen
Papierhersteller und Druckmaschinenhersteller haben viel- fach eigene Spezifikationen für die Hülsen. In den meisten Fällen stehen diese Spezifikationen in Beziehung zu den jeweiligen Bedingungen der eingesetzten Verfahren.
In der Praxis setzen die Wickelmaschine der Papierfabrik oder die Bauweise der Rollen-Spanndorne die Bedingung. Die nachfolgende Tabelle 2-l zeigt Beispiele solcher “de facto Spezifikationen”, die ein Druckmaschinenhersteller festgelegt hat.
Im allgemeinen ist es für den Hülsenhersteller leicht, Hül- sen der geforderten Qualität herzustellen. Die Schwierig- keiten beginnen, wenn die Anforderungen der Druckerei nicht berücksichtigt wurden. Die meisten Hülsenlieferan- ten haben für ihre Erzeugnisse ihre eigenen Qualitätsvor- schriften, die die aufgeführten Anforderungen abdecken.
1. Normalbetrieb - Bahnspannungsregelung über Rollenumfang (vier laufende Gurte) bis Durchmesser bei Klebebeginn erreicht ist (180 bis 230 mm), Umschaltung auf Bahnspannungsregelung durch Hülsenbremsung für die Restrolle (bis zur Klebung).
2. Größter Durchmesser für Hülsenbremsung: 510 mm. 3. Höchstgeschwindigkeit: 820 m/Min. Bei einer Maschine it 578 mm Abschnitt-
lange entspräche das einer Maschinengeschwindigkeit von 85.450 Druck/Std. 4. Bahnspannungsbereich: 110 bis 530 N/m. 5. Größte Rollenbreite: 1520 mm. 6. Größtes Rollengewicht: 1300 kg (Zeitungspapier). 7. Zum Spannen expandiert nur die Spanndom-Seite - die Spannkraft
wirkt dauernd. 8. Spannkraft:
mm RTP - 950 kg - 0,52 N/mm RTP - 820 kg - 0,41 N/mm
9. Höchste Bremsgeschwindigkeit (Nothalt): 1,3 m/s 10. Getrennte bremsseitige Dome für:
wiederverwendbare und nicht wiederverwendbare Hülsen für beide Typen keine Nut erforderlich
11. Höchstes über die Hülse übertragbares Drehmomentt: 170 Nm
Eigenschaft
Innendurchmesser Außendurchmesser Gewicht (kg/m) Feuchtigkeitsgehalt (%) Druckfestigkeit (N/lOO mm) Versuch mit Rollen-Spanndorn (N/lOO mm) * Elastizitätsmodul (N/mm FD) **- Durchbiegung (mrn/m) Unrundheit (mm) Höchstes Rollengewicht (kg) Rollenbreite (m)
Qualität 1 Qualität 2
76,2 +0,3/-0,2 76,2 +0,4/-0,l 76,2 +0,4/-0,l 106,2+0,7/-0,7 106,2+0;6/-0,6 106,2+0,8/-0,4 3,l min. 2,8 3,2 min.3,0 3,6 min. 3,4 6-9 F 6-9 6-9 2700 min$2200 3400 min. 2800 5000 min. 4200.
3100 290 0,25 1500
Qualität 3 .!
10000
290 0,25 2500 < 08-2,45
Tabelle 2-1. Spezifkationen eines Druckmaschinenher- stellers.
*) Anhaltspunkt: nicht geeicht; nicht bei allen Typen in die Versuche einbezogen. **) Anhaltspunkt: ent- sprechend der spezifi- schen Frequenz der Ei- genschaft.
Tabelle 2-2. Hülsenspezifkationen eines Hülsenherstellers,
8 0 IFRA, Darmstadt
L
20.00 - ;&g;;) mit E=3080 N/m
15.00 - , _______: ________ $ _____ (
HÜLSE 76/106: Gegenüberstellung berechneter und gemessener kritischer Abrollgeschwindigkeiten
Exakte Losung der Balkenschwingung ---- E = 3080 Nimm’ --- E=3780Nlmm2 > e = 0.88 kg/dm3
Q Messwerteminima nach (2) CI Messwertemaxima nach (2) o Messwerte nach (3) (Hülse 76:112)
1 I l l 1000.00 1500.00 2000.00 2500.00
freie Schwinglange in mm
3000.00
__
-_
__
._
_-
Pinoleneingrifftiefe 210 mm, Restpapier variabel
kritische Abrollaeschwindiakeit
40.00 -----L--------~---------~------- t-- : E = 2800 N/mm’, e = 0,95 kg/dm3(Qualitat S2)
Q Versagensfall aus der Praxis (Hülse 76/106, S2,20 mm Restpapier)
--
“z ‘5
ti
25.00 --....... :........ j
gl 20.00 - _._____ i--------:-----
El
a
.G 15.00 --~-----~--------~-----
s l(JO() -........ ~ ....---- j ----.
5.00 -...-...; . . . . . . ~ . .
--
--
1000.00 1500.00 2000.00 2500.00 3000.00
Hülsenlänge in mm
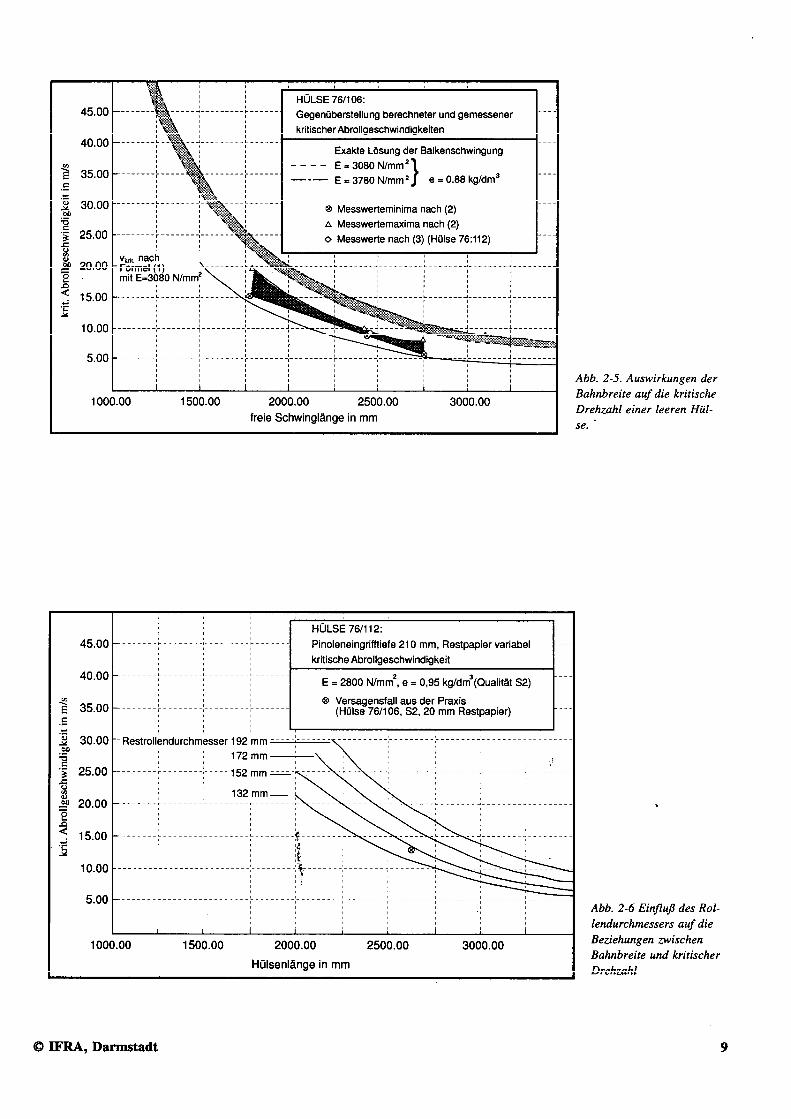
Abb. 2-5. Auswirkungen der Bahnbreite auf die kritische Drehzahl einer leeren Hül- se. .
1
Abb. 2-6 Einfluß des Rol- lendurchmessers auf die Beziehungen zwischen Bahnbreite und kritischer Drehzahl
0 IFRA, Darmstadt 9
Die nachfolgende Tabelle gibt Beispiele solcher Produkt- spezifikationen eines Hülsenherstellers:
Im Tiefdruck sind die Anforderungen an die Hülsen weit strenger als im Zeitungsdruck, weil dort breitere und schwerere Rollen eingesetzt werden. Unter diesen Bedin- gungen können bei auslaufender Rolle - also nahe dem Rollenende und gegen den Rollenwechsel hin - und kriti- scher Drehzahl hohe Schwingungen auftreten.
Tabelle 2-3 zeigt die Ausrüstungen, mit denen Druckma- schinenhersteller in den letzten Jahren ihre Rollenwechsler auslieferten.
Aus diesen Untersuchungen kennen wir die Beziehungen zwischen kritischer Abrollgeschwindigkeit und Bahnbreite bei unterschiedlichen Hülsen, und zwar ohne Papierrest auf der Hülse (Abb. 2-5) sowie mit unterschiedlichen Rest- durchmessern (Feuchtlage) (Abb. 2-6).
Nur ein Hersteller bietet vornehmlich konische Spanndor- ne an. Zwischen den Tendenzen in Europa und den USA besteht ein deutlicher Unterschied. In den USA werden bei den meisten neuen Installationen immer noch konische Spanndorne eingesetzt, während man in Europa expandier- baren Spandornen vorzieht. Jedenfalls werden möglicher- weise auf Jahrzehnte hinaus beide Typen von Spanndomen im Gebrauch sein.
2.3 Entwicklungstendenzen in der Konstruktion von Rollen-Spanndornen (Erfahrungen von Druckmaschi- nenherstellern)
95.00
80.00
z .E
70.00
.z 5 60.00
z ‘3 50.00 t z gJ 40.00 2 9 . 30.00 .E Y
20.00
10.00
HÜLSE 150/176:
Gegenüberstellung berechneter undgemessener
kritischer Abrollgeschwindigkeiten
Exakte Lösung der Balkenschwingung --- E = 1850 N/mm*
--- E = 3200 N/mm* e = 0.88 kgldm3
Q Messwerteminima nach (2)
A Messwertemaxima nach (2)
_ Vknt, nacR Formel (i ) ~
mit E=l850 Nlmn-S
I l / / I I /
1000.00 1500.00 2000.00 2500.00 3000.00
freie Schwinglänge in mm
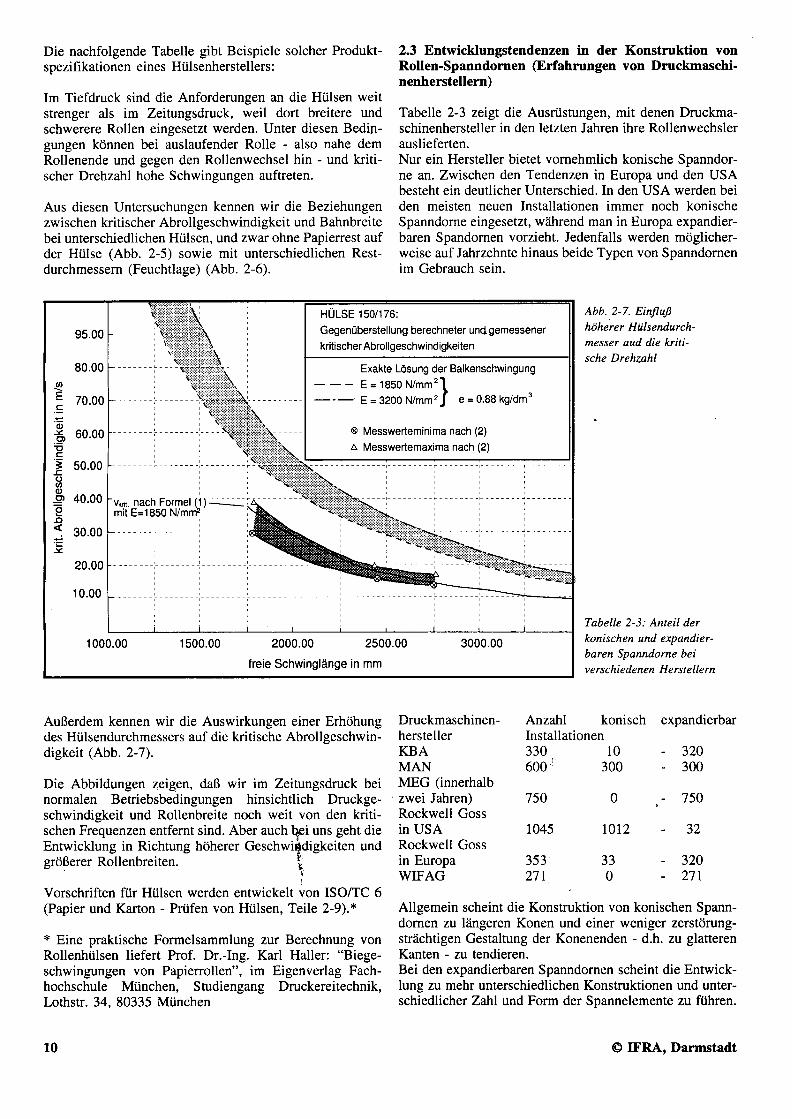
Außerdem kennen wir die Auswirkungen einer Erhöhung des Hülsendurchmessers auf die kritische Abrollgeschwin- digkeit (Abb. 2-7).
Die Abbildungen zeigen, daß wir im Zeitungsdruck bei normalen Betriebsbedingungen hinsichtlich Druckge- schwindigkeit und Rollenbreite noch weit von den kriti- schen Frequenzen entfernt sind. Aber auch yi uns geht die Entwicklung in Richtung höherer Geschwi digkeiten und größerer Rollenbreiten. t
t Vorschriften für Hülsen werden entwickelt von ISO/TC 6 (Papier und Karton - Prüfen von Hülsen, Teile 2-9).*
* Eine praktische Formelsammlung zur Berechnung von Rollenhülsen liefert Prof. Dr.-Ing. Karl Haller: “Biege- Schwingungen von Papierrollen”, im Eigenverlag Fach- hochschule München, Studiengang Druckereitechnik, Lothstr. 34, 80335 München
Abb. 2-7. Einjluß höherer Hiilsendurch- messer aud die kriti- sche Drehzahl
Tabelle 2-3: Anteil der konischen und expandier- baren Spanndorne bei verschiedenen Herstellern
Druckmaschinen- hersteller KBA MAN MEG (innerhalb zwei Jahren) Rockweil GOSS in USA Rockweh GOSS in Europa WIFAG
Anzahl konisch expandierbar Installationen 330 10 - 320 600 .’ 300 - 300
750 0 ,- 750
1045 1012 - 32
353. 33 - 320 271 0 - 271
Allgemein scheint die Konstruktion von konischen Spann- domen zu längeren Konen und einer weniger zerstörung- strächtigen Gestaltung der Konenenden - d.h. zu glatteren Kanten - zu tendieren. Bei den expandierbaren Spanndomen scheint die Entwick- lung zu mehr unterschiedlichen Konstruktionen und unter- schiedlicher Zahl und Form der Spannelemente zu führen.
10 0 IFRA, Darmstadt
Dies verkompliziert die Standarisierung der Rollen-Spann- dome.
2.4 Offene Fragen
Trotz der raschen Entwicklung bei Hülsen und Rollen- spanndom gibt es immer noch unterschiedliche Meinungen über die erforderlichen Spezifikationen. Papierfabriken wählen in den meisten Fällen jene Hülsentypen, die ihren eigenen Anforderungen entsprechen - diese werden oft durch den Typ des Umrollers festgelegt. Außerdem berück- sichtigen sie wirtschaftliche Gesichtspunkte. Andererseits wird die Hülse in der Druckerei extrem belastet, da die Rolle praktisch nur von der Hülse getragen wird. Um die Probleme zu lösen, schlagen Hülsenhersteller vielfach vor, technisch stärkere, allerdings auch etwas teurere Rollen- Spanndom einzusetzen.
In vielen Fällen scheint es möglich, zwischen den Ge- schäftspartnern eine Übereinstimmung hinsichtlich der in bestimmen Fällen zu fordernden Hülseneigenschaften zu erreichen. Allerdings ist es oft schwierig, die am besten geeignete Festigkeitsklasse der Hülsen für einen gegebe- nen Rollen-Spanndom zu wählen. So legte beispielsweise eine Papierfabrik eine Mindest-Druckfestigkeit von 1850 N/lOO mm fest, während der Hülsenhersteller Hülsen mit einer Druckfestigkeit von 4000 N/lOO mm empfahl. Eine wichtige Aufgabe ist es, die optimalen Werte verschiede- ner Hülseneigenschaften (darunter die Druckfestigkeit) für unterschiedliche Typen von Rollen-Spanndomen zu finden und gleichzeitig die praktische Bedeutung dieser Eigen- schaften für die Lauffähigkeit der Rollen in der Maschine zu ermitteln.
Aus diesem Grund entschlossen wir uns, das Verhalten von Hülsen, die unter gut gesteuerten Bedingungen mit unter- schiedlichen Eigenschaften gefertigt wurden, in verschie- denen Druckmaschinen mit unterschiedlichen Typen von Rollen-Spanndomen zu prüfen.
3. Versuche im Praxismaßstab 3.1 Aufgabenstellung
Aufgabe der Versuche war es, das Laufverhalten zweier Hülsentypen mit vier unterschiedlichen Konstruktionen von Rollen-Spanndornen unter den Produktionsbedingun- gen der Praxis zu untersuchen. Die Versuche wurden im Herbst 1992 in drei finnischen Druckereien durchgeführt.
3.2 Verfahren
3.2.1 Variable
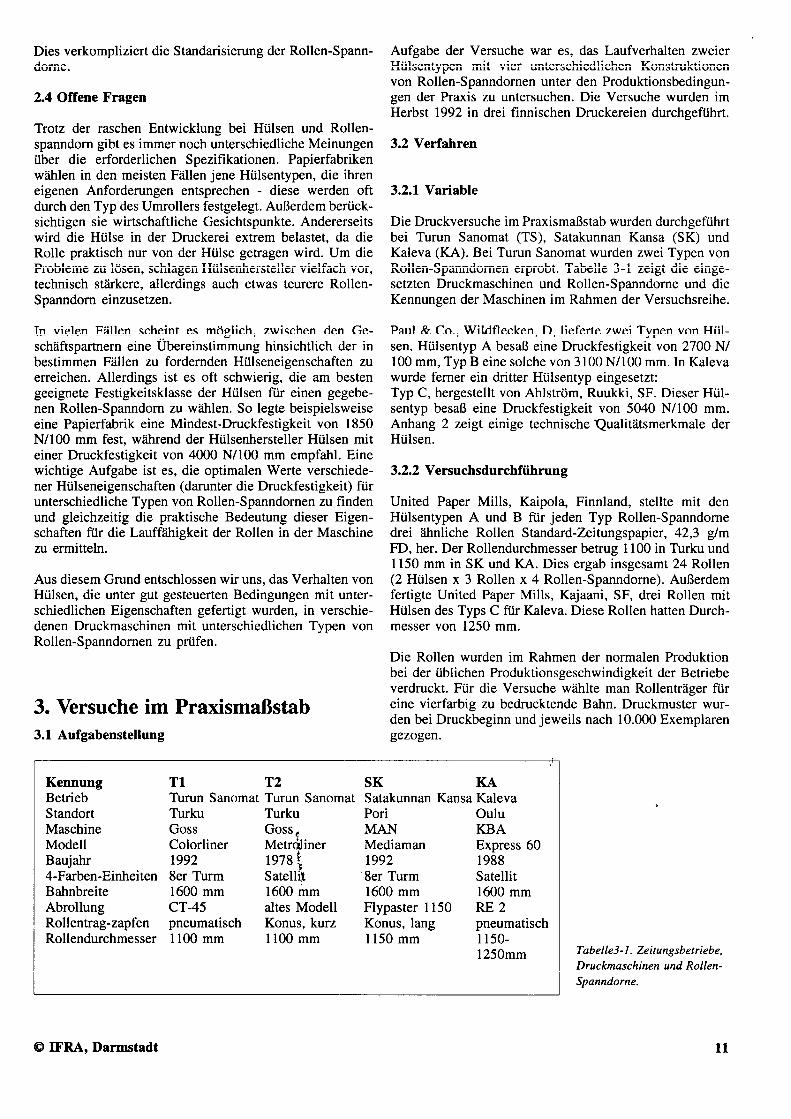
Die Druckversuche im Praxismaßstab wurden durchgeführt bei Turun Sanomat (TS), Satakunnan Kansa (SK) und Kaleva (KA). Bei Turun Sanomat wurden zwei Typen von Rollen-Spanndomen erprobt. Tabelle 3-l zeigt die einge- setzten Druckmaschinen und Rollen-Spanndome und die Kennungen der Maschinen im Rahmen der Versuchsreihe.
Paul & Co., Wildflecken, D, lieferte zwei Typen von Hül- sen. Hülsentyp A besaß eine Druckfestigkeit von 2700 N/ 100 mm, Typ B eine solche von 3 100 N/lOO mm. In Kaleva wurde ferner ein dritter Hülsentyp eingesetzt: Typ C, hergestellt von Ahlström, Ruukki, SF. Dieser Hül- sentyp besaß eine Druckfestigkeit von 5040 N/lOO mm. Anhang 2 zeigt einige technische Qualitätsmerkmale der Hülsen.
3.2.2 Versuchsdurchführung
United Paper Mills, Kaipola, Finnland, stellte mit den Hülsentypen A und B für jeden Typ Rollen-Spanndome drei ähnliche Rollen Standard-Zeitungspapier, 42,3 g/m FD, her. Der Rollendurchmesser betrug 1100 in Turku und 1150 mm in SK und KA. Dies ergab insgesamt 24 Rollen (2 Hülsen x 3 Rollen x 4 Rollen-Spanndome). Außerdem fertigte United Paper Mills, Kajaani, SF, drei Rollen mit Hülsen des Typs C für Kaleva. Diese Rollen hatten Durch- messer von 1250 mm.
Die Rollen wurden im Rahmen der normalen Produktion bei der üblichen Produktionsgeschwindigkeit der Betriebe verdruckt. Für die Versuche wählte man Rollenträger für eine vierfarbig zu bedrucktende Bahn. Druckmuster wur- den bei Druckbeginn und jeweils nach 10.000 Exemplaren gezogen.
Kennung Tl T2 SK Betrieb Turun Sanomat Turun Sanomat Satakunnan Kansa Kaleva Standort Turku Turku Pori 0u1u Maschine GOSS GOSS MAN KBA Modell Colorliner MetrAiner Mediaman
1978 t Express 60
Baujahr 1992 Satell$t
1992 1988 4-Farben-Einheiten 8er Turm 8er Turm Satellit Bahnbreite 1600 mm 1600 mm 1600 mm 1600 mm Abrollung CT-45 altes Modell Flypaster 1150 RE 2 Rollentrag-zapfen pneumatisch Konus, kurz Konus, lang pneumatisch Rollendurchmesser 1100 mm 1100 mm 1150 mm 1150-
1250mm Tabelle3-1. Zeitungsbetriebe, Druckmaschinen und Rollen- Spanndorne.
8 IFRA, Darmstadt 11

In SK und KA wurde mit allen geprüften Hülsentypen ein Nothalt gefahren. Es wurde angenommen, daß nach diesem Vorgang einige merkliche Unterschiede zu entdecken sein würden.
3.2.3 Messungen
In Kaipola wurde die Rollenhandhabung visuell geprüft. In jedem Druckbetrieb wurden die Beschaffenheiten von Rol- len und Hülsen geprüft, ehe die Rollen in die Abrollungen eingehoben wurden. Zur Messung der Rollenhärte diente ein Schmidt-Hammer. Auf Unrundheiten wurde mit einem Maßband bzw. einem Meßgerät zur Prüfung der Rundheit von Rollen nach INGRAF geprüft.
Während des Druckes wurde die Unrundheit mit einem optischen Aufnehmer. für Deformationen gemessen. Die Bahnspannung in Maschinenlaufrichtung wurde mit dem Tenscan von ABB-Strömberg gemessen. Das Bahnspan- nungsprofil wurde mit dem C-AN Tensor ermittelt. Schwingungen der Abrollarme wurden mit einer speziellen Meßanordnung erfaßt, die vom Labor für Produktionstech- nik von VTT gebaut worden war. In einigen Fällen wurden die Rollenwechsel auf Videoband aufgezeichnet. Nach dem Druck wurden die Hülsen visuell geprüft. Die hinsichtlich des Laufverhaltens gemachten Erfahrungen der Drucker wurden gesammelt.
3.3 Ergebnisse
In der Papierfabrik Kaipola wurden die Papierrollen mit den Hülsen Typ A und B auf einem Zentralwalzenwickler geschnitten. Die Aufrollgeschwindigkeit betrug 30 m/Sek. (1800 m/Min.), die Bahnspannung betrug durchschnittlich 420 N/mm. Nach dem Schnitt wurden die Rollen auf einer automatischen Förderstrecke transportiert.
Auf dieser wurden die Rollen verpackt. Am Ende der Strek- ke wurden die Rollen mit Flurförderzeugen in das Lager befördert. Im günstigsten Fall werden Rollen nur einmal mit einem Flurförderzeug gehandhabt, wenn sie direkt auf Waggon oder Lkw verladen werden.
Bei Turun Sanomat und Kaleva drucken zwei Maschinen drei Zeitungen gleichzeitig. Die Blätter haben folgende Auflagen: Turun Sariornat 134.000, Satakunnan Kansa 62.000 und Kaleva 97.000. Innerhalb einer Nacht fertigte eine Maschine 60.000-70.000, 62.000 und 45.000-50.000 Exemplare hintereinander. Die Druckgeschwindigkeiten betrugen dabei 29.000 Exemplare/Std. (540 m/Min.) auf Tl und 28.000 Ex./Std. (520 m/Min.) auf T2 p die beiden letztgenannten Zeitungen.
3.3.1~ Erfahrungen der Druckbetriebe
Alle Rollen kamen in’ den Druckereien in sehr gutem Zu- stand und ohne sichtbare Mängel an. Dies war zu erwarten, denn die Transportentfernung war kurz, und die Rollen waren nur wenigen Handhabungen ausgesetzt. Die Drucker stellten allgemein fest, daß es sehr wenige Probleme gab, und daß weder die Hülsen noch Spanndome ernsthafte Schwierigkeiten verursachten.
Turun Sariornat verdruckt pro Jahr 10.000 Rollen. In einem Jahr wird durchschnittlich eine Hülse beschädigt. Die Hül- senschäden machen also einen Anteil von 0,O 1% aus. Nach einjährigem Versuch gab Turun Sanomat die Verwendung von Spunden zum Schutz der Hülsen auf.
Satakunnan Kansa verfügt über eine neue Druckmaschine mit langen konischen Spanndomen. Laut Auskunft von dort traten an dieser Maschine keine Hülsenprobleme auf. Man fand lediglich die Rippen der Spanndome etwas zu groß. Bei sehr harten Hülsen trägt man etwas Fett zwischen Hülse und Spanndom auf. Dies erleichtert das Abziehen der verbrauchten Hülse vom Dom. Diese Vorgehensweise ist ein Beispiel für mögliche Schwierigkeiten mit Hülse und Spanndomen, wobei die Gefahr besteht, daß beim Herausziehen des Rollenspanndoms die Hülse aus der Rolle gezogen wird. Zu vermeiden wäre dies durch Einsatz expandierbarer Spanndome. Früher verwendete SK eine GOSS-Rotation *mit kurzen konischen Spanndomen (glei- cher Typ wie T2). Eine typische Schwierigkeit mit der Maschine war falsches Spannen von Hand.
Bei Kaleva (KA) erlebte man in drei Jahren nur ein Pro- blem mit Hülse und Spanndom. Der Vorfall hatte weder mit der Hülse noch dem Spanndoni selbst zu tun, es handel- te sich um einen Fehler in der Arbeitsweise. KA kann Rollen mit 125 cm Durchmesser einsetzen. Während unse- res Besuches wurde ein Durchmesser von nur 115 cm ver- wendet. Man will jedoch auf 125 cm übergehen.
3.3.2 Rollenhärte
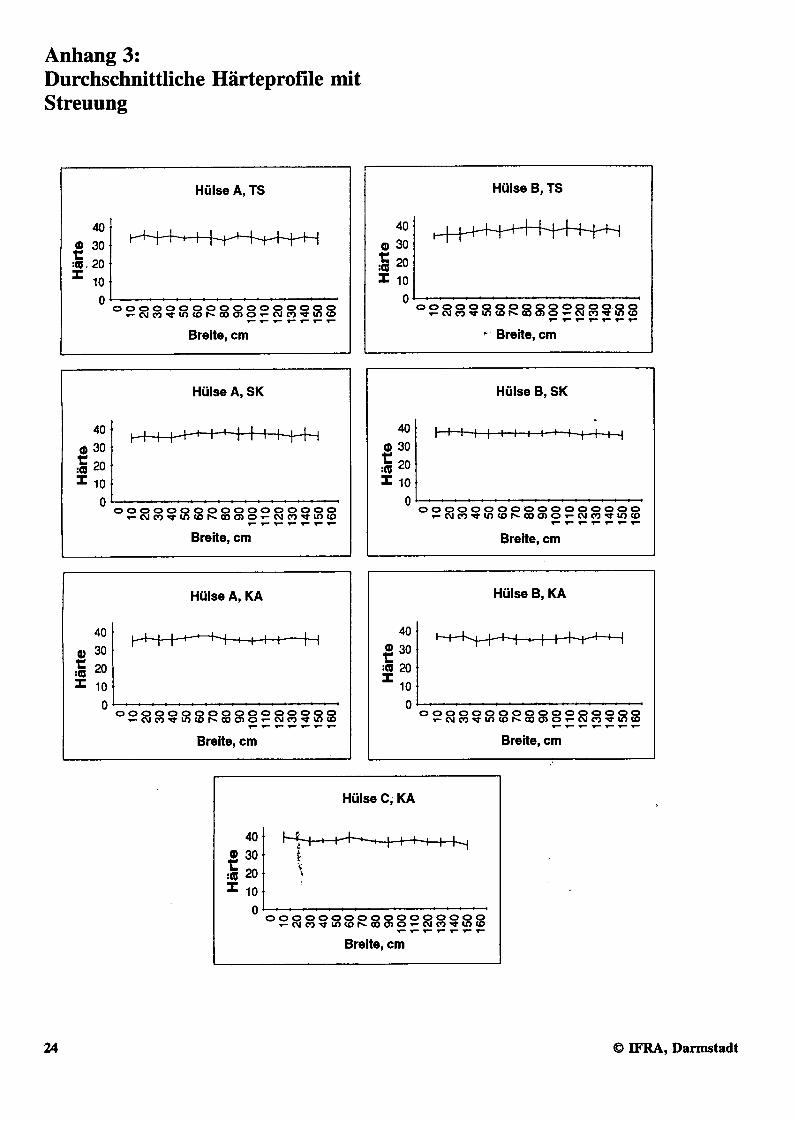
Eine Voraussetzung guter Lauffähigkeit einer Rolle ist ein gleichmäßiges Härteprofil. Große Härteunterschiede in ei- ner Rolle können die Lauffähigkeit beeinträchtigen, z.B. durch Faltenbildung und Bahnspannungsspitzen. Das Här- teprofil hängt ab vom Wickler einerseits und vom Papier- dickenprofil andererseits.
Das Härteprofil wurde bei jeder Rolle alle 10 cm gemessen. Vor den Messungen wurden die Rollen in die Rollenträger eingehoben. Anhang 3 zeigt alle gemessenen durchschnitt- lichen Härteprofile mit den Streuungen. Abb. 3-l zeigt die Streuungen der Härteprofile, die an Tl und T2 gemessen wurden. Bei beiden Hülsentypen sind die Profile einiger- maßen gleichmäßig. Die auf Hülsen vom Typ B gewickel- ten Rollen waren etwas h&er als die auf Hülse A gewik- kelten.
Bei SK (Abb. 3-2) lagen die Rollenharten bei beiden Hül- sentypen auf gleicher Höhe. Wie in Abb. 3-l waren auch hier die Profile recht gleichmäßig. Die mit dem Hülsentyp B ermittelten Härtewerte waren bei Tl, T2 und SK etwa gleich. Hülsentyp A brachte bei SK eine etwas höhere Harte als an Tl und T2. ’
Bei KA wurden Rollen mit drei unterschiedlichen Hülsen- typen, A, B und C, erprobt. Die Rollenharten mit Hülsen der Typen A und B lagen sehr nahe bei den bei SK gemes- senen. Die mit Hülsen des Typs C gemessenen Rollenhär- ten waren etwas höher als die der anderen Rollen. Abb. 3- 3 zeigt die Streuung der Harte mit Hülsen des Typs C. Die
12 0 IFRA, Darmstadt
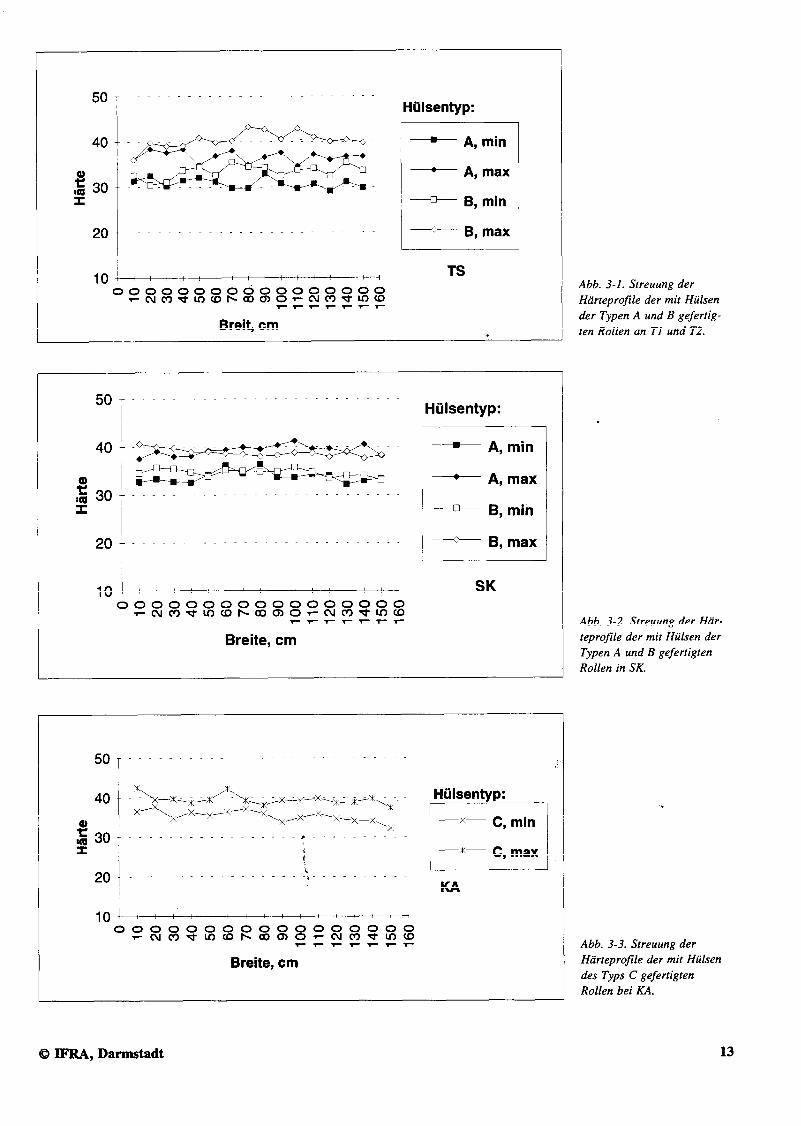
Abb. 3-1. Streuung der Härteprofile der mit Hülsen der Typen A und B gefertig- ten Rollen an TI und T2.
Abb. 3-2. Streuung der Här- teprojile der mit Hülsen der Typen A und B gefertigten Rollen in SK.
Abb. 3-3. Streuung der
Härteprofile der mit Hülsen des Typs C gefertigten Rollen bei KA.
6 IFRA, Darmstadt 13
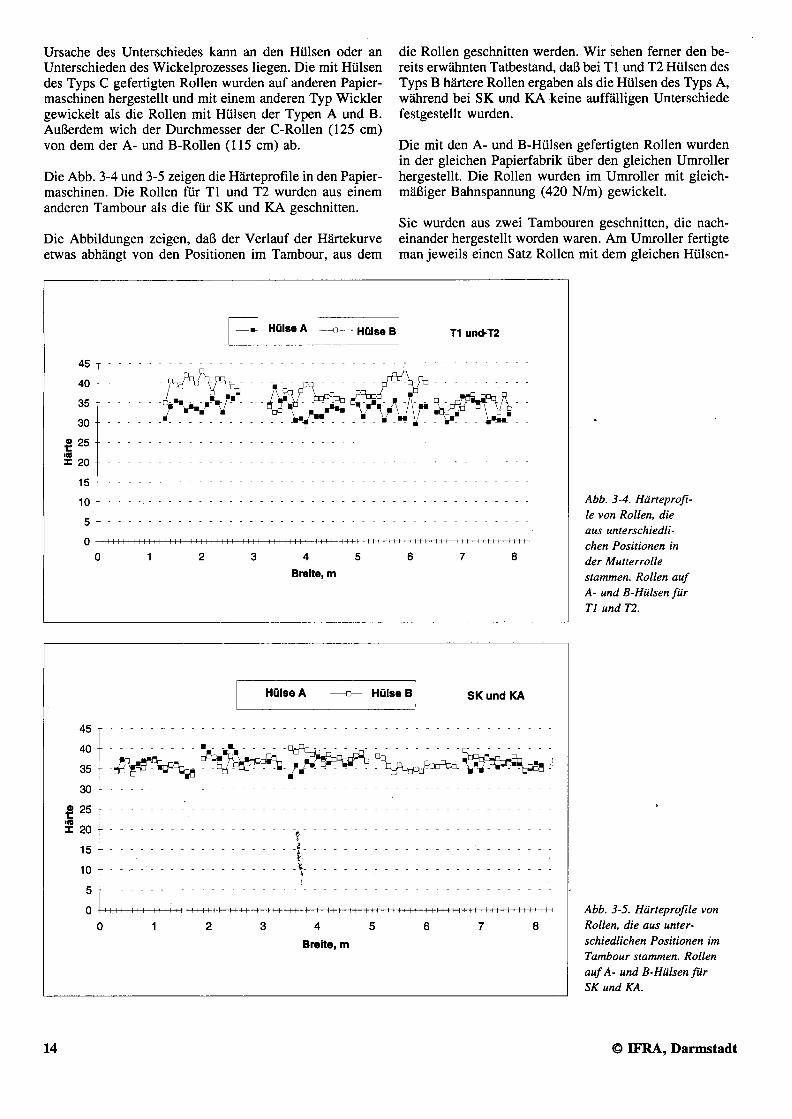
Ursache des Unterschiedes kann an den Hülsen oder an Unterschieden des Wickelprozesses liegen. Die mit Hülsen des Typs C gefertigten Rollen wurden auf anderen Papier- maschinen hergestellt und mit einem anderen Typ Wickler gewickelt als die Rollen mit Hülsen der Typen A und B. Außerdem wich der Durchmesser der C-Rollen (125 cm) von dem der A- und B-Rollen (115 cm) ab.
Die Abb. 3-4 und 3-5 zeigen die Härteprofile in den Papier- maschinen. Die Rollen für Tl und T2 wurden aus einem anderen Tambour als die für SK und KA geschnitten.
Die Abbildungen zeigen, daß der Verlauf der Härtekurve etwas abhängt von den Positionen im Tambour, aus dem
die Rollen geschnitten werden. Wir sehen ferner den be- reits erwähnten Tatbestand, daß bei Tl und T2 Hülsen des Typs B härtere Rollen ergaben als die Hülsen des Typs A, während bei SK und KA keine auffälligen Unterschiede festgestellt wurden.
Die mit den A- und B-Hülsen gefertigten Rollen wurden in der gleichen Papierfabrik über den gleichen Umroller hergestellt. Die Rollen wurden im Umroller mit gleich- mäßiger Bahnspannung (420 N/m) gewickelt.
Sie wurden aus zwei Tambouren geschnitten, die nach- einander hergestellt worden waren. Am Umroller fertigte man jeweils einen Satz Rollen mit dem gleichen Hülsen-
Tl un&l2
I Hülse A + Hülse B SK und KA
Abb. 3-4. Härteproji- le von Rollen, die aus unterschiedli- chen Positionen in der Mutterrolle stammen. Rollen auf A- und B-Hülsen für Tl und T2.
,
Abb. 3-5. Härteprofile von Rollen, die aus unter- schiedlichen Positionen im Tambour stammen. Rollen auf A- und B-Hülsen für SK und KA.
14 0 IFRA, Darmstadt
typ. Die Rollen für TS wurden aus dem ersten Tambour geschnitten, die Rollen für SK und KA aus dem zweiten.
Die Unterschiede zwischen A- und B-Hülsen traten bei den für TS gefertigten Rollen auf, also beim ersten Tambour. Beim zweiten Tambour wurden keine Unterschiede festge- stellt. Wahrscheinlich stammt der beobachtete Härteunter- schied aus Abweichungen im Tambour, beispielsweise aus Schwankungen des Bahnspannungsprofils in der Papier- maschine. Der Hülsentyp kann sich ebenfalls auf die Härte auswirken.
Auf Hülsen des Typs C gewickelte Rollen wurden nur bei KA eingesetzt. Diese Rollen waren die härtesten. Nach unserer Meinung ist dies eher auf Unterschiede der Papier- herstellung als auf den Hülsentyp zurückzuführen.
Der Hülsentyp beeinflußte das Härteprofil der Rollen nicht. Bei allen Hülsentypen wurden über die Rollen ziemlich gleichmäßige Härteprofile gemessen.
3.3.3 Unrundheit
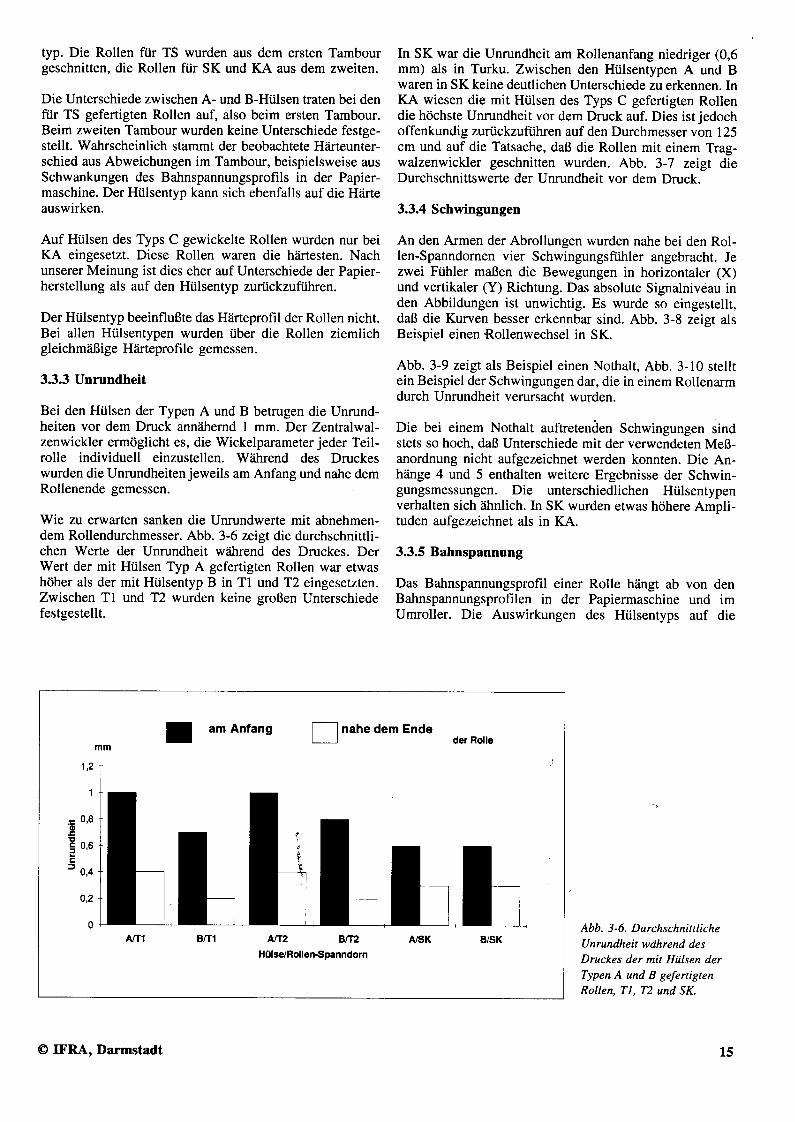
Bei den Hülsen der Typen A und B betrugen die Unrund- heiten vor dem Druck annähernd 1 mm. Der Zentralwal- zenwickler ermöglicht es, die Wickelparameter jeder Teil- rolle individuell einzustellen. Während des Druckes wurden die Unrundheiten jeweils am Anfang und nahe dem Rollenende gemessen.
Wie zu erwarten sanken die Unrundwerte mit abnehmen- dem Rollendurchmesser. Abb. 3-6 zeigt die durchschnittli- chen Werte der Unrundheit während des Druckes. Der Wert der mit Hülsen Typ A gefertigten Rollen war etwas höher als der mit Hülsentyp B in Tl und T2 eingesetzten. Zwischen Tl und T2 wurden keine großen Unterschiede festgestellt.
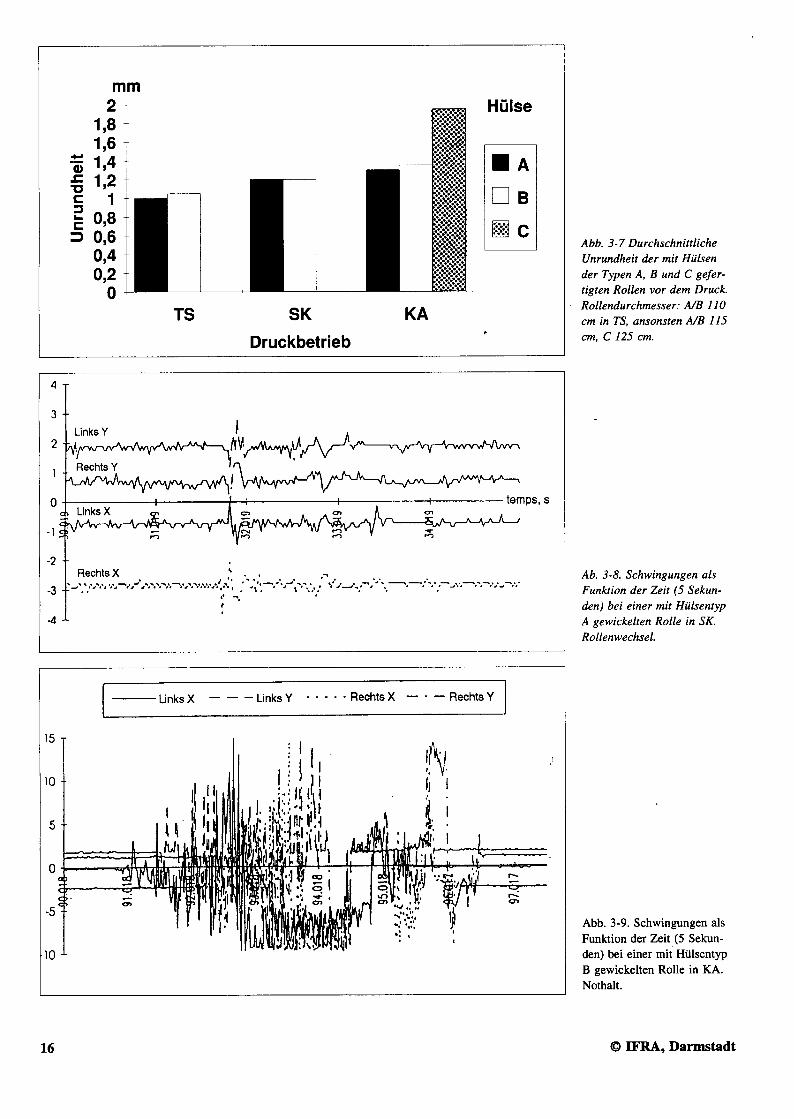
In SK war die Unrundheit am Rollenanfang niedriger (0,6 mm) als in Turku. Zwischen den Hülsentypen A und B waren in SK keine deutlichen Unterschiede zu erkennen. In KA wiesen die mit Hülsen des Typs C gefertigten Rollen die höchste Unrundheit vor dem Druck auf. Dies ist jedoch offenkundig zurückzuführen auf den Durchmesser von 125 cm und auf die Tatsache, daß die Rollen mit einem Trag- walzenwickler geschnitten wurden. Abb. 3-7 zeigt die Durchschnittswerte der Unrundheit vor dem Druck.
3.3.4 Schwingungen
An den Armen der Abrollungen wurden nahe bei den Rol- len-Spanndomen vier Schwingungsfühler angebracht. Je zwei Fühler maßen die Bewegungen in horizontaler (X) und vertikaler (Y) Richtung. Das absolute Signalniveau in den Abbildungen ist unwichtig. Es wurde so eingestellt, da8 die Kurven besser erkennbar sind. Abb. 3-8 zeigt als Beispiel einen Rollenwechsel in SK.
Abb. 3-9 zeigt als Beispiel einen Nothalt, Abb. 3-10 stellt ein Beispiel der Schwingungen dar, die in einem Rollenarm durch Unrundheit verursacht wurden.
Die bei einem Nothalt auftretenden Schwingungen sind stets so hoch, daß Unterschiede mit der verwendeten Meß- anordnung nicht aufgezeichnet werden konnten. Die An- hange 4 und 5 enthalten weitere Ergebnisse der Schwin- gungsmessungen. Die unterschiedlichen Hülsentypen verhalten sich ähnlich. In SK wurden etwas höhere Ampli- tuden aufgezeichnet als in KA.
3.3.5 Bahnspannung
Das Bahnspannungsprofil einer Rolle hängt ab von den Bahnspannungsprofilen in der Papiermaschine und im Umroller. Die Auswirkungen des Hülsentyps auf die
mm
am Anfang nahe dem Ende der Rolle
12 T .!
AK1 BK1 AK2 BIT2
Hülse/RollenSpanndorn
AISK BISK Abb. 3-6. Durchschnittliche Unrundheit während des Druckes der mit Hülsen der Typen A und B gefertigten Rollen, TI, T2 und SK.
0 IFRA, Darmstadt 15
mm
TS SK
Druckbetrieb
KA r
4-
temps, s
-2 -- Rechts X \
._.,. F .,.- -,.,a* ,.,., -*-:.-*...* .,.A.#.,. #y 1. :- ’ .: _ 2: ; . . -3 .; . , , ~,..,.~‘~.~,.;.;~~...-.-~ . . ..a -> . I -‘,.,-,‘,.,W*;-
t *
-4 -
-LinksX - - - LinksY - - - - - RechtsX - - - RechtsY
Abb. 3-7 Durchschnittliche Unrundheit der mit Hülsen der Typen A, B und C gefer- tigten Rollen vor dem Druck. Rollendurchmesser: A/B 110 cm in TS, ansonsten A/B 11.5 cm, C 125 cm.
Ab. 3-8. Schwingungen als Funktion der Zeit (5 Sekun- den) bei einer mit Hülsentyp A gewickelten Rolle in SK. Rollenwechsel.
Abb. 3-9. Schwingungen als Funktion der Zeit (5 Sekun- den) bei einer mit Hülsentyp B gewickelten Rolle in KA. Nothalt.
16 0 IFRA, Darmstadt

A-
3 --
Links X o- * v ” * ” Y” n ‘k
cv m $ 6 6 6 6
-1
1
z z z z
-2 Rechts X .-,‘.‘,‘-‘,:‘,‘,‘~‘~~,--.,.,‘;~., . . . , -,-* s,.,., . _.,._ * ..,. d-,.,- ,.,.,. ~ .,., -.- ,.,., **-- <.,.,., *‘,.,.,. ;.- ..,.,.r’..,.,.. ,.,.- -* - -
-3
-4 1.
F
Bahnspannung einer Rolle wurden nicht untersucht. Alle Bahnspannungsprofile wurden mit dem Tensor (einem Bahnspannungsmeßgerät) an der Abrollung gemessen.
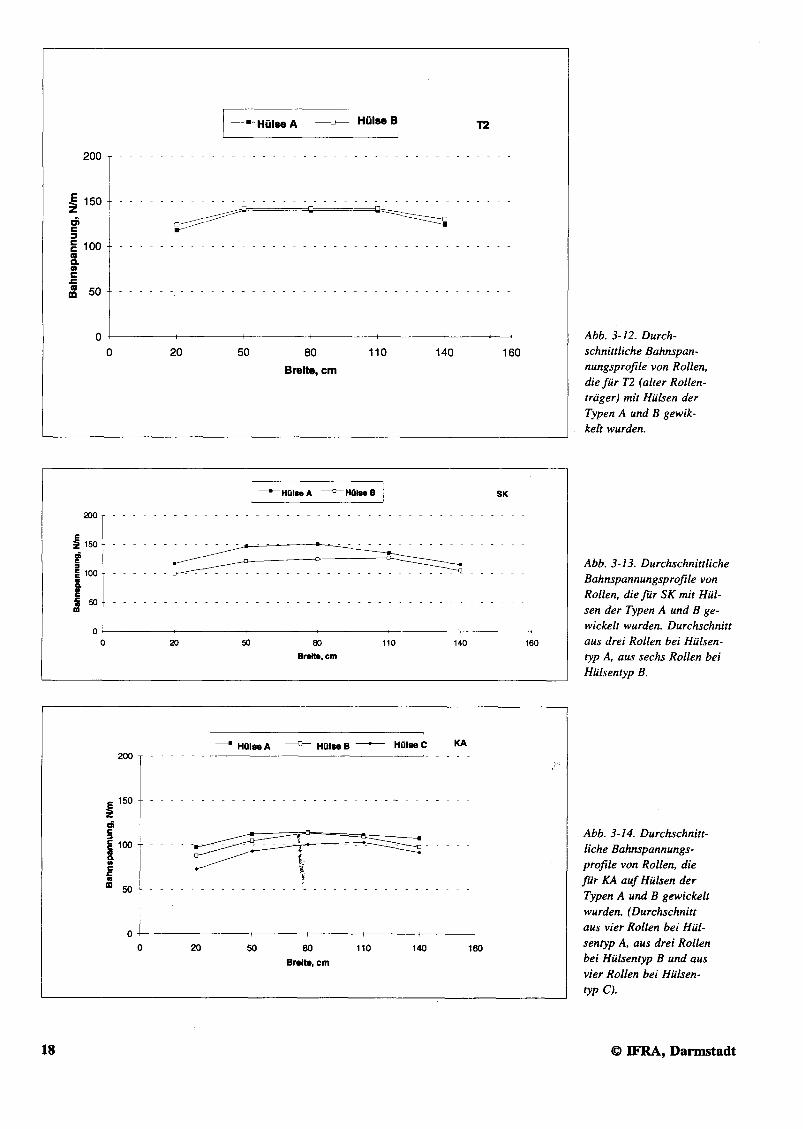
Die Abb. 3-11 und 3-12 zeigen die an Tl und T2 ermittel- ten Bahnspannungsprofile. Die an beiden Abrollungen ge- messenen Bahnspannungs-Profile und -Werte sind sich sehr ähnlich. Die Hülsentypen beeinflußten das Bahnspan- nungsverhalten nicht. Die Rollenkanten waren schlaffer als andere Rollenbereiche. h I Abb. 3-13 zeigt die bei SK gemessenen dur
4 Schnittlichen
Bahnspannungsprofile. Wiederum sehen w” bei beiden Hülsentypen, daß die Rollenkanten ein wenig schlaffer sind als die Mittenbereiche. der Rolle.
Ferner ist zu erkennen, daß die mit Rollen auf Hülsentyp A gemessenen Bahnspannungswerte höher sind als bei Rollen auf Hülsentyp B. Da die Bahnspannungsprofile am Umrol- ler nicht gemessen wurden, ist unklar, ob der Unterschied auf die Hülsentypen zurückzuführen ist. Zu berücksichti-
Abb. 3-10. Schwingungen als Funktion der Zeit (5 Sekunden) bei einer Rol- le, die mit Hülsenqp C gewickelt wurde in KA. Rollenmitte.
Abb. 3-l 1. Durchschnittliche Bahnspannungsprofile von Rollen, die für Tl (neuer Rollenträger) mit Hülsen der Typen A und B gewickelt wurden.
gen ist ferner, daß wir mit Rollen auf Hülsentyp A drei Messungen hatten, mit Hülsentyp B dagegen sechs.
Abb. 3-14 zeigt die bei Kaleva gemessenen durchschnittli- chen Bahnspannungsprofil,e. Bei KA erhielten wir niedri- gere Bahnspannungswerte als bei SK. Der Unterschied könnte auf andere Einstellung des Vorspannwerks zurück- zuführen sein. Wir sehen, daß in allen Fällenvor allem die linke Kante der Rolle schlaffer ist als die anderen Rollen- bereiche. Auf Hülsentyp C gewickelte Rollen brachten die niedrig- sten Bahnspannungswerte:Wir müssen dabei berücksichti- gen, daß die Rollen auf Hülsentyp C in einer anderen Papierfabrik und mit einem anderen Wicklertyp hergestellt wurden. Die Bahnspannungen auf Hülsen der Typen A und B lagen auf der gleichen Höhe.
Bei allen Hülsentypen waren die Bahnkanten schlaffer als die anderen Bereiche. Die Bahnspannungsniveaus der ver- schiedenen Hülsen wiesen einige Unterschiede auf. Es ist jedoch nicht klar, ob diese Bahnspannungsunterschiede auf
0 IFRA, Darmstadt 17
0’ i
0 20 50 60 110 140 160
Breite, cm
-Hülse A -Hülse B SK
0 20 50 Eo 110 140 160
BrdtB, cm
0 i
-- HülseA + HOISSB - HLilsaC KA
0 20 so ao 110 140 160
Breite, cm
Abb. 3-12. Durch- schnittliche Bahnspan- nungsprofile von Rollen, die für T2 (alter Rollen- träger) mit Hülsen der Typen A und B gewik- keh wurden.
Abb. 3-13. Durchschnittliche Bahnspannungsprofile von Rollen, die fur SK mit Hül- sen der Typen A und B ge- wickelt wurden. Durchschnitt aus drei Rollen bei Hülsen- typ A, aus sechs Rollen bei Hülsentyp B.
Abb. 3-14. Durchschnitt- liche Bahnspannungs- profile von Rollen, die für KL4 auf Hülsen der Typen A und B gewickelt wurden. (Durchschnitt aus vier Rollen bei Hül- sentyp A, aus drei Rollen bei Hülsentyp B und aus vier Rollen bei Hülsen-
typ C).
18 0 IFRA, Darmstadt

Vor dsr Satellltendnhelf Rolle Nr. 1 250
s
1
Rollenwechsel
po
p”w aa
2 2 50
1, 0:
i /
0 20 40 60 60 100 120 140 160 160
alt (8)
Hinter der Satelliteneinheit, Rolle Nr. 2
2 2 g100 i
2 1
m" 50 oi ) / / : I F'dl-yl ,
0 20 40 60 60 100 120 140 160 160
Zeit (8)
Bahnspannungen hinter dem Vorspannwerk bei KA
OJ 0 60 120 160 240 300 360 420 .!
Zeit (8)
den Hülsentyp zurückzuführen sind, da an dgn Umrollern Rollenwechsel keine Messungen des Bahnspannungsprofils vfrgenommen
Abb. 3-15. Beispiel eines Bahnspannungsverlaufes als Funktion der Zeit während des Rollenwech- sels an T2. Messung hinter der Abrollung, vor der ersten Druckeinheit.
Abb. 3-16. Beispiel eines Bahnspannungsverlaufes als Funktion der Zeit während des Rollen- wechsels an T2.
Abb. 3-17 Beispiel einer Veränderung der Bahnspannung nach dem Rollenwechsel. (Gemessen bei RA, hinter dem Vorspann- werk).
,
wurden. t
Eine klare Korrelation zwischen Harte und Bahnspan- nungsprofil war nicht herzustellen, da die Bahnspannungen nur an fünf Punkten über die Bahnbreiten gemessen wur- den. Zwar wurde die Korrelation jeder Kombination berechnet, aber die Streuung (-0,9 bis 0,s) war zu groß, um signifikan- te Beziehungen herzustellen. Bei KA betrug die Korrelati- on -0,6 bei allen Hülsentypen.
In allen Druckereien wurden die Bahnspannungen während Rollenwechseln gemessen. Der Meßfühler (Tenscan) wur- de in Bahnmitte angebracht. An Tl wurden keine Messun- gen während des Rollenwechsels durchgeführt, da kein ausreichender Platz für den Fühler zur Verfügung stand. Messungen während des Rollenwechsels wurden an T2 vor und hinter der ersten Druckeinheit vorgenommen. Dieser ältere Rollenträger verfügte nicht über ein Vorspannwerk. Abb. 3-15 zeigt die Bahnspannung als Funktion der Zeit während eines Rollenwechsels. Unmittelbar nach dem Rol-
0 IFRA, Darmstadt 19
lenwechsel steigt die Bahnspannung stark an. Danach sin- ken die Schwankungen der Bahnspannung deutlich. Über diese Veränderung der Bahnspannung wurde auch in ande- ren Untersuchungen berichtet.
Abb. 3-16 zeigt, daß die gleiche Störung der Bahnspan- nung auch hinter der ersten Druckeinheit auftrat. Die unter- schiedlichen Hülsentypen hatten auf den Verlauf der Kur- ven in beiden Fällen keinen signifikanten Einfluß.
Bei SK wurden die Messungen unmittelbar hinter dem Vorspannwerk durchgeführt. Es zeigten sich keine merkli- chen Bahnspannungsspitzen während des Rollenwechsels. Es scheint, daß das Vorspannwerk in der Lage war, Bahnspannungsspitzen während des Rollenwechsels aus- zugleichen.
Bei KA wurden die Bahnspannungen hinter dem Vorspann- werk, vor der ersten Druckeinheit gemessen. Auch bei KA zeigten sich keine Bahnspannungsspitzen während des Rollenwechsels. In einigen Fällen wurde jedoch eine Ver- änderung der Bahnspannungshöhe nach dem Rollenwech- sel beobachtet. Abb. 3-17 zeigt dies.
Der Hülsentyp beeinflußte diese Erscheinung nicht. Da die Papierspannung im Einlauf (SK und KA) auf einen kon- stanten Wert eingestellt war, fanden wir, daß das Vorspann- werk nicht in allen Fällen in der Lage ist, die Bahnspan- nung konstant zu halten.
Die oben erwähnten Veränderungen der Bahnspannungen waren nicht übermäßig, da sie vor dem ersten Druckwerk auftraten. Messungen zwischen den Druckwerken waren im Rahmen dieses Forschungsvorhabens nicht vorgesehen.
3.3.6 Hülsenzustand nach dem Druck
In dem neuen Rollenträger mit expandierbaren Spanndor- nen in Turku, Tl, wurden nach dem Druck bei visueller Prüfung keine Schäden an den Hülsen (Typen A und B) festgestellt. In den älteren Rollenträgern mit kurzen koni- sehen Spandornen, T2, wurden drei Rollen mit Hülsen des Typs A verdruckt.
Zwei dieser drei Rollen wiesen nach dem Druck eine deut- liche Verformung auf. In beiden Fällen war die Hülsenform auf der linken Seite (siehe Bild in Anhang 1) des Rollenträ- gers beschädigt. Die Spanndorne auf beiden Seiten des Rollenträgers sind unterschiedlich konstruiert, da nur die linke Seite an das Getriebe angeschlossen wird, um die Restrolle während des Rollenwechsels zu bfemsen.
I Nach diesen Befunden in Turku entschlosse 4 wir uns, den Nothalt zu einzusetzen, um die Hülsen höhdr zu belasten und mit einem höheren Drehmoment zu beaufschlagen. Bei SK wirkte sich selbst das nicht sichtbar auf die Hülsen aus. Andererseits waren die Hülsen bei SK sehr fest gespannt.
Der Nothalt lief bei KA dermaßen langsam ab - 20 Sekun- den -, daß die Druckereileitung entschied, die Ab- bremsphase kürzer einstellen zu lassen. (Dies geschah erst nach den Versuchen). Ohne dies waren bei keiner der ge-
testeten Hülsen sichtbare Schäden nach dem Nothalt aufge- treten.
3.4 Diskussion und Rückschlüsse
Aufgrund der an vier Maschinen in Finnland vorgenomme- nenen Praxisversuche und aufgrund der in den gleichen Druckereien in der Praxis gesammelten Erfahrungen kön- nen wir schließen, daß in neuen Rotationsmaschinen Schwierigkeiten durch Hülsen und Spnndorne nur sehr selten auftreten. Die für die Umroller in den Papierfabriken geeigneten Hülsen weisen in der Regel ausreichende Fe- stigkeitseigenschaften für die Rotationsmaschinen auf. Andererseits ist festzustellen, daß die Mitglieder der Ar- beitsgruppe selbst in letzter Zeit Schwierigkeiten erlebten, die auf unbefriedigende Konstruktion von Rollen-Spannd- orne zurückzuführen waren. Sind die Rollen-Spanndomen schlecht konstruiert, dann ist es unmöglich, Hülsen zu fer- tigen, die die Anforderungen erfüllen.
Bei unseren Praxisversuchen verursachten Hülsen und Rollen-Spanndome keine Bahnrisse oder andere Störungen in den Maschinen. Nur in einer Zeitungsdruckerei traten Bahnrisse auf. Diese waren auf Funktionsfehler der Auto- matik im Rollenräger zurückzuführen.
Sichtbare Beschädigungen wurden nur bei einer Hülse mit niedriger Druckfestigkeit nach dem Einsatz in einem Rollenträger mit kurzem konischen Spanndom festgestellt. Selbst diese Schäden wirkten sich auf die normale Produk- tion nicht verheerend aus. Wir müssen allerdings berück- sichtigen, daß bei diesen Versuchen 2700 N/lOO mm als “niedrige” Druckfestigkeit definiert wurde. Dieser Wert liegt weit höher als der für den Versuch geplante (2000).
Außerordentlich wichtig ist es, daß die Rollen-Spanndome eine ausreichend große Berührungsfläche zur Hülse auf- weisen. Bei expandierbaren Spanndomen sollte die Berüh- rungsfläche bei Mittenantrieb 5000 mm FD betragen, an- dernfalls 2000 mm FD. Werden konische Rollen-Spann- dome eingesetzt, so sind lange konische Elemente vorzu- ziehen. In älteren Rollenträgem mit kurzen konischen Spanndornen kann die Berührungsfläche zu klein sein. Dies dürfte dann bei Hülsen begrenzter Festigkeit zu Schwierig- keiten führen.
In einem älteren Rollenträger können ferner Schwierigkei- ten durch ungleichmäßige Bahnspannungsprofile auftreten,
‘wenn nur ein Rollenende gespannt wird oder aufgrund des manuellen Spannvorganges selbst. An neuen Rollenträgem wird mit elektrischer oder pneumatischer Unterstützung automatisch gespannt. Verfügt eine Druckmaschine nicht über ein Vorspannwerk, so wirken sich Bahnspannungs- schwankungen durch die ganze Druckeinheit aus.
Aufgrund der oben dargestellten Ergebnisse und der Erfah- rungen des Fachleutegremiums wurden allgemeine Emp- fehlungen für Hülsen entwickelt. Sie betreffen Maße, Auf- bau und Festigkeitseigenschaften. Die Werte sind in Kapitel 4.1 dargestellt. Die empfohlenen Werte können mindestens von den am Versuch beteiligten Hülsenherstel- lern mit Leichtigkeit erreicht werden.
20 0 IFRA, Darmstadt
In den meisten Fällen reicht es aus, eine Garantie für die 2. Außendurchmesser: höchstens 107 mm (um den Kombination zwischen Hülse und Rollen-Spanndom zu Fixpunkt der Rollenklebung festlegen zu können). vereinbaren. Die Empfehlungen können daher als Ge- 3. Gewicht: < 08-4 kg/m (um hohe Makulaturge- schäfts-Grundlage für Spezifikationen dienen. Wichte zu vermeiden).
In einigen Fällen können allerdings Schwierigkeiten mit. einer bestimmten Kombination von Hülse und Spanndom auftreten, beispielsweise bei sehr kurzen konischen Spann- domen. In solchen Fallen können die Hülsenhersteller eine breite Auswahl an Spezialhülsen mit Eigenschaften anbie- ten, die über die vorgeschlagenen Spezifikationen hinaus- gehen. Eine Hülse mit höheren Festigkeiten ist allerdings in der Regel teurer. Für die Auswahl der am besten geeigneten (und wirtschaftlichsten) Lösung bei einem problematischen Rollenräger benötigt der Hülsenhersteller die wichtigen Daten des betreffenden Rollenträgers. Kapitel 4.3 .gibt an, welche Daten benötigt werden.
Die Druckmaschinenhersteller stimmen darin überein, daß die Tendenz zu expandierbaren Spanndomen und längeren konischen Rollen-Spanndornen geht. In dieser Hinsicht bestehen geographisch erhebliche Unterschiede, z.B. zwi- schen Europa und den USA. Trotzdem werden beide Typen von Rollen-Spanndomen auch in der Zukunft nebeneinan- der benützt werden.
Ein weiterer Problembereich, mit dem sich die vorliegende Untersuchung nicht befaßte, ist die Abstimmung des Pa- piers und der Hülse aufeinander und die Spezifikation der Rolle selbst. Es ist wohlbekannt, da8 auf einer harten Hülse eine harte Rolle aufgebaut werden kann. Individuelle Rol- lenwicklung ist heute mit Zentralwalzenwicklem möglich, Maschinen, die vornehmlich für Papiere hoher Qualität eingesetzt werden. Zeitungspapierrollen werden in vielen Papierfabriken noch auf Tragwalzenwicklem mit zwei Tragwalzen geschnitten.
4. Feuchtigkeitsgehalt: 6 - 9%. 5. Druckfestigkeit (Widerstand gegen Zusammen
drückurig): >2000 N/lOO mm (andere Festigkeits- Eigenschaften sind ebenfalls wichtig, werden je doch wegen des Fehlens genormter Meßverfahren in der Praxis weniger genannt).
6. Elastizitätsmodul: >2700 N/mm FD. Bei normalen Bahnbreiten (1,6 m) unkritisch, aber kritisch bei Bahnbreiten von 25 m.
7. Linearität (Verwölbung): c 08-2 mm/m. 8. Unrundheit: höchstens 0,5 mm. 9. Hülsenverformung: Beim Innendurchmesser in
gewissen Grenzen ohne größere Faserschäden zu lässig, nicht beim Außendurchmesser. Es muß möglich sein, die Rolle aus dem Rollenträger zu entnehmen und erneut einzusetzen.
lO.Vor der Wiederverwendung einer Rolle muß auf Hülsenbeschädigung geprüft werden.
11 Innerhalb der Hülse anzubringende Informationen: Hersteller, Hülsentyp, Kennung.
4.2 Eigenschaften von Rollen-Spanndornen
Expandierbare Spanndorne 1. Nenndurchmesser: vorzugsweise 75 mm. 2. Dehnbereich: hoch, möglichst 82 - 85 mm im Durch-
messer. 3. Berührungsfläche: 5000 mm FD bei Mittenantrieb;
2000 mm FD bei Riemenantrieb.
Konische Rollen-Spanndorne 1. Berührungsfläche: langer Konus empfohlen.
In diesem Fall ist es sehr wichtig, daß aus der Papierma- 4.3 Für die Wahl der Hülsen benötigte Informationen schine stabile Papierprofile vorliegen, insbesondere hin- sichtlich der Dicke, und daß die Hülse nicht umund ist. Um die Auswahl optimaler Hülsen zu ermöglichen sollten Denn in Wicklem des genannten Typs können die Wickel- folgende Informationen über die Rollen und die Abrollun- Parameter der Einzelrolle nicht eingestellt werden. gen an den Hülsenhersteller gegeben werden. In schwieri-
gen Fällen, beispielsweise bei besonders kurzen konischen Rollen-Spanndomen, großen Rollendurchmessern oder
4. Empfehlungen für die Bahnbreiten, ist dies von größter Bedeutung.
Spezifikation von Hülsen und .: 1. Größte Bahnbreite (cm).
Spanndornen 2. Größter Rollendurchmesser (cm). 3. Höchstes Rollengewicht (kg). \ 4. Papierdicke (um).
-
Unter Zugrundelegung der gesammelten Informationen und 5. Spannkraft (kp/cm FD oder kPa). Erfahrungen sowie der Ergebnisse der besch$ebenen Pra- 6. Höchste Druckgeschwindigkeit (m/Sek.). xisversuche einigte sich die Arbeitsgruppe f folgende 7. Schnellste Abbremsung (m/Sek.). praktischen Empfehlungen, die als P Grundlage ’ ür künftige Spezifikationen für Hülsen und Rollen-Spanndome dienen sollten. Wichtiger als diese Empfehlungen ist jedoch die gute Zusammenarbeit zwischen Druckmaschinenherstel- lern, Papierherstellern, Hülsenherstellern und Druckereien.
4.1 Hülseneigenschaften für Rollenbreiten bis 1,7 m 1. Innendurchmesser: 76,2 +0,4; -0,Omm.
0 IFRA, Darmstadt 21
5. Literaturverzeichnis Anhang 1. 1.
2.
3.
4.
5.
6.
7.
IFRA Newsprint and Newsink Guide. Newsprint Ree1 Cores. IFRA Darmstadt 1982. IFRA Questionnaire Report. Newsprint Ree1 Characteristics. IFRA Darmstadt 1991. 14 S. Juhola, H., Komppa, A., Koskinen, T., Lindqvist, U. and Linna, H., Newsprint and Newspaper Printing. A Handbook for Branch People. Finnish Newspaper Association, Uusimaa, Porvoo, 1991 136 S. (in Finnish) König, M. 8z Müller, D., Hartpapierhülsen in Papier- rollen im Tiefdruck. Bundesverband Druck e.V., Abt. Technik + Forschung. Wiesbaden 1988. 8 S. ISO/CD 11 093-1 . . . 093-9: Testing of Paper and board cores. Draft. Lindquist, A., Core chucks - an always topical theme. SCA Ortviken. 7 S. IFRA Rotary Press Guide. Choosing the Correct Ree1 Chucks. IFRA Darmstadt.
6. Anhänge 1.
2.
3. 4.
5.
Die in den Rotationsmaschinen bei den Versuchen eingesetzten Rollen-Spanndome Technische Spezifikationen der im Versuch verwen- deten Hülsen. Durchschnittliche Härteprofile mit Streuung. Auswirkungen des Rollendurchmessers auf Schwin- gungen. Auswirkungen des Hülsentyps auf Schwingungen.
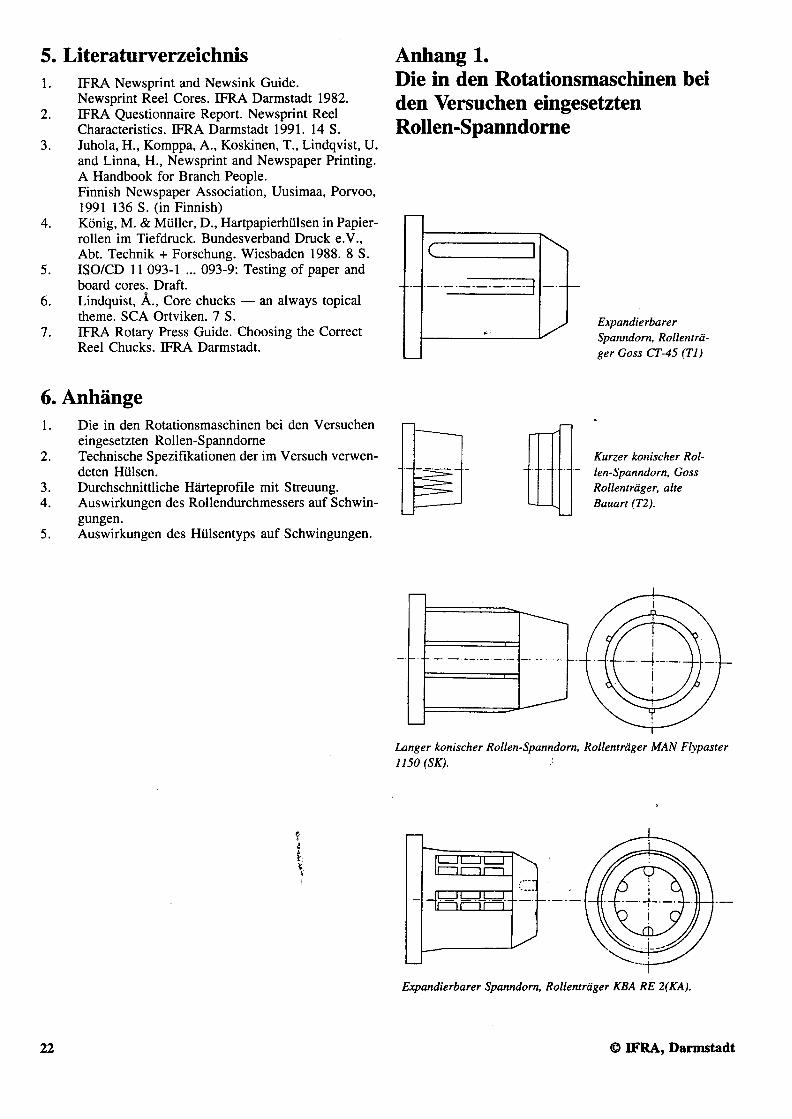
Die in den Rotationsmaschinen bei den Versuchen eingesetzten Rollen-Spanndorne
---.-.-. _ LJ -
Expandierbarer Spanndorn, Rollenträ- ger GOSS CT-45 (Tl)
Kurzer konischer Rol- Kurzer konischer Rol- len-Spanndorn, GOSS len-Spanndorn, GOSS Rollenträger, alte Rollenträger, alte Bauart (T2). Bauart (T2).
E - - .--.-- -..-. -_ .- ._... . i
@
. .-.+-. __
Langer konischer Rollen-Spanndorn, Rollenträger MAN Flypaster 1150 (SK). .:
Expandierbarer Spanndorn, Rollenträger KBA RE 2(KA).
22 Q IFRA, Darmstadt
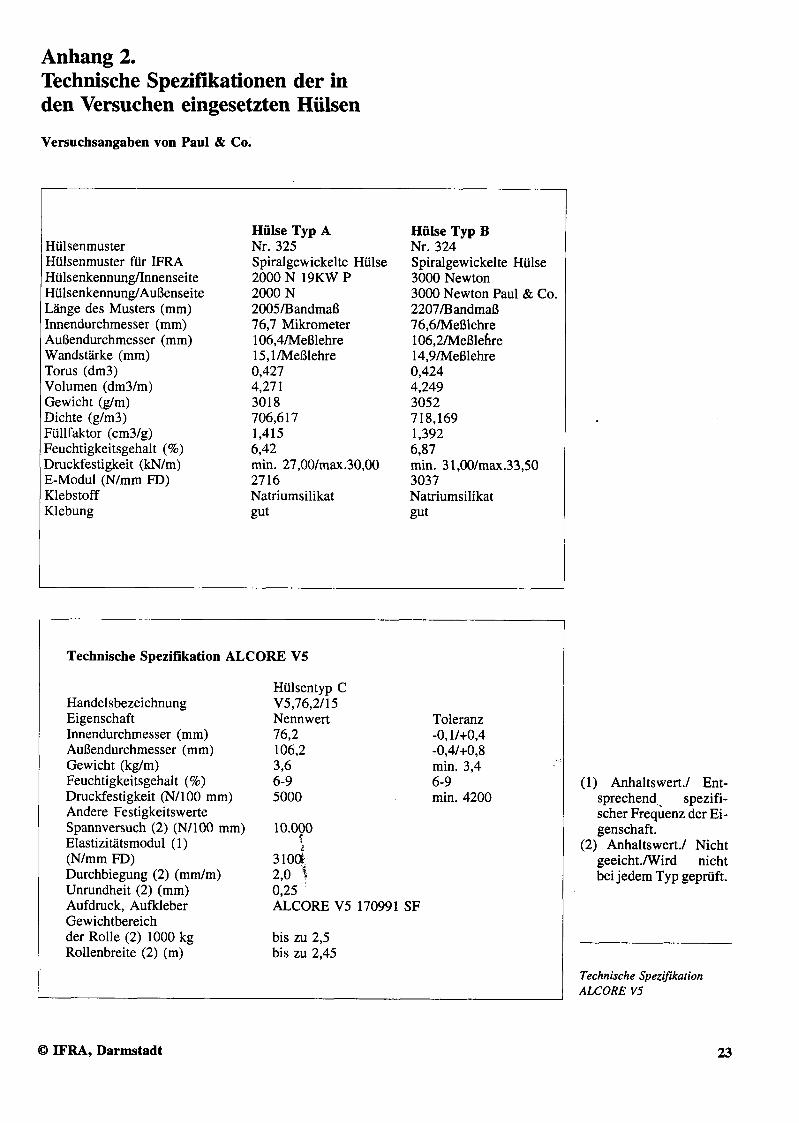
Anhang 2. Technische Spezifikationen der in den Versuchen eingesetzten Hülsen
Versuchsangaben von Paul & Co.
Hülsenmuster Hülsenmuster für IFRA Hülsenkennung/Innenseite Hülsenkennung/Außenseite Länge des Musters (mm) Innendurchmesser (mm) Außendurchmesser (mm) Wandstarke (mm) Torus (dm3) Volumen (dm3/m) Gewicht (g/m) Dichte (g/m3) Füllfaktor (cm3/g) Feuchtigkeitsgehalt (%) Druckfestigkeit (kN/m) E-Modul (N/mm FD) Klebstoff Klebung
Hülse Typ A Hülse Typ B Nr. 325 Nr. 324 Spiralgewickelte Hülse Spiralgewickelte Hülse 2000 N 19KW P 3000 Newton 2000 N 3000 Newton Paul & Co. 2005/Bandmaß 2207/Bandmaß 76,7 Mikrometer 76,6/Meßlehre 106,4Neßlehre 106,ZMeßlehre 15,lMeßlehre 14,9Neßlehre 0,427 0,424 4,271 4,249 3018 3052 706,617 718,169 1,415 1,392 6,42 6,87 min. 27,00/max.30,00 min. 3 1 ,OO/max.33,50 2716 3037 Natriumsilikat Natriumsilikat gut gut
1
Technische Spezifikation ALCORE V5
Handelsbezeichnung Eigenschaft Innendurchmesser (mm) Außendurchmesser (mm) Gewicht (kg/m) Feuchtigkeitsgehalt (%) Druckfestigkeit (N/lOO mm) Andere Festigkeitswerte Spannversuch (2) (N/lOO mm) Elastizitätsmodul (1) (Nimm FD) Durchbiegung (2) (mm/m) Unrundheit (2) (mm) Aufdruck, Aufkleber Gewichtbereich der Rolle (2) 1000 kg Rollenbreite (2) (m)
Hülsentyp C V5,76,2/15 Nennwert 76,2 106,2 396 6-9 5000
10.0~0
310& 2,0 1 0,25 ALCORE V5 170991 SF
bis zu 2,5 bis zu 2,45
Toleranz -0,1/+0,4 -0,4/+0,8 min. 3,4 6-9 min. 4200
(1) Anhaltswert./ Ent- sprechend, spezifi- scher Frequenz der Ei- genschaft.
(2) Anhaltswert./ Nicht geeicht.AJ?rd nicht bei jedem Typ geprüft.
Technische Spezifikation ALCORE VS
0 IFRA, Darmstadt 23
Anhang 3: Durchschnittliche Härteprofile mit Streuung
Hülse A, TS
00000000000000000 ~Nc9lmw~wcnOrNmbww l-v-Frrrr Breite, cm
Hülse A, SK
Hülse B, TS
000000000 FlVC)PV>WbW
f Breite, cm
Hülse B, SK
00000000000000000 rcumtulwt-wohO~Nm~mw VVv-YYFv-
Breite, cm
Hülse B, KA
000000000 V-NC9bWWbW 8 8s>8c3SW8 v-v-v--v-v-l-
Breite, cm
.’
24 8 IFRA, Darmstadt
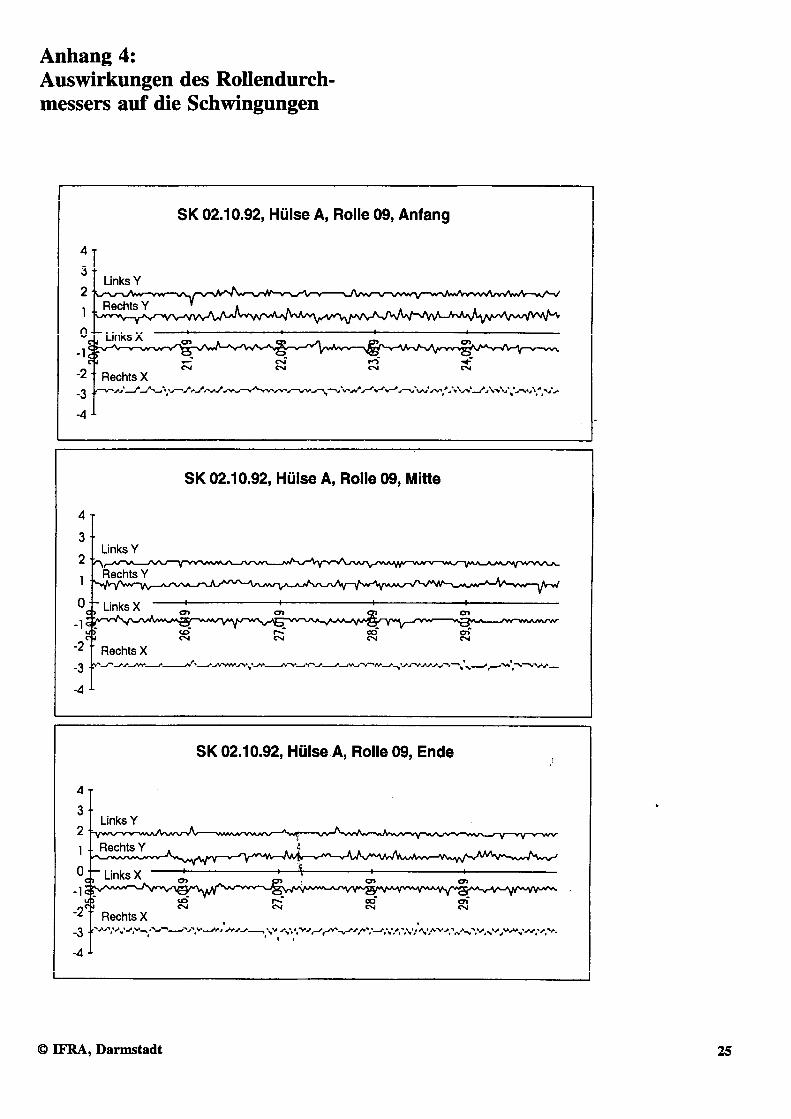
Anhang 4: Auswirkungen des Rollendurch- messers auf die Schwingungen
SK 02.10.92, Hülse A, Rolle 09, Anfang
SK 02.10.92, Hülse A, Rolle 09, Mitte
3 . . Links Y
2 -33 Rechts Y
1 .-
SK 02.10.92, Hülse A, Rolle 09, Ende
4- 4-
3 .- 3 .- Links Y Links Y
2 ‘~ 2 ‘~
8 IFRA, Darmstadt 25

Anhang 5: Auswirkungen des Hülsentyps auf die Schwingungen
l KA 12.11.92, Hülse A, Rolle 08, Anfang 4-
3.. Rechts Y
2-q
l,-‘r * * -* - v Links Y
KA 11 .11.92, Hülse B, Rolle 04, Anfang
3 .. Links Y 2-m+ - --. 2-m+ Links Y - --. - . - .
1 .e Rechts Y
o-.,, yyrr - -1 Links X 8 8
f
KA 12.11.92, Hülse C, Rolle 51, Anfang
4T ,:
3 . . Rechts Y
2q.p. * *
1.. Links Y h
0 ‘y ” - ..- f . . _ d
$T OY 03 “”
6 6 5: z
w-r*-- --.-.%-4~~-.-P.~~z -3 s- Rechts X
26 0 IFRA, Darmstadt
![Stahlbau Grundlagen - uni-kassel.de...[2] Roik – Vorlesungen über Stahlbau - Grundlagen. 2. Auflage (1983). Verlag Ernst und Sohn. [3] Kunert – Stahlbau Handbuch – Für Studium](https://static.fdokument.com/doc/165x107/6068f28cd94b6a3d772412f7/stahlbau-grundlagen-uni-2-roik-a-vorlesungen-ber-stahlbau-grundlagen.jpg)