
SS 2015 - thm.de · FMEA Failure Mode and Effects Analysis/Fehler Möglichkeits- und...
94
Folie 1 Industriebetriebslehre SS 2015 Prof. Dr. Silke Griemert
Transcript of SS 2015 - thm.de · FMEA Failure Mode and Effects Analysis/Fehler Möglichkeits- und...

Folie 1
Industriebetriebslehre
SS 2015
Prof. Dr. Silke Griemert

Folie 2
Inhalt
1 Entscheidungsfeld der Industriebetriebslehre
2 Entscheidungen über das Produktionsprogramm
3 Entscheidungen in der Materialwirtschaft
4 Entscheidungen in der Produktionsplanung und –steuerung
5. Industrielles Controlling

Folie 3
Systematik der Betriebe
Betriebe
Produktions-betriebe
Konsumtions-betriebe
Sachleistungs-betriebe
Urproduktions-betriebe
Weiterverarbeitungs-betriebe
Dienstleistungs-betriebe
• Land- und Forstwirtschaft
• Bergbau• Versorgungs-
betriebe
• Investitionsgüter-industrie
• Konsumgüter-industrie
• Baugewerbe
• Handelsbetriebe• Verkehrsbetriebe• Versicherungen• Kreditinstitute
1. Entscheidungsfeld der Industriebetriebslehre
Folie 4
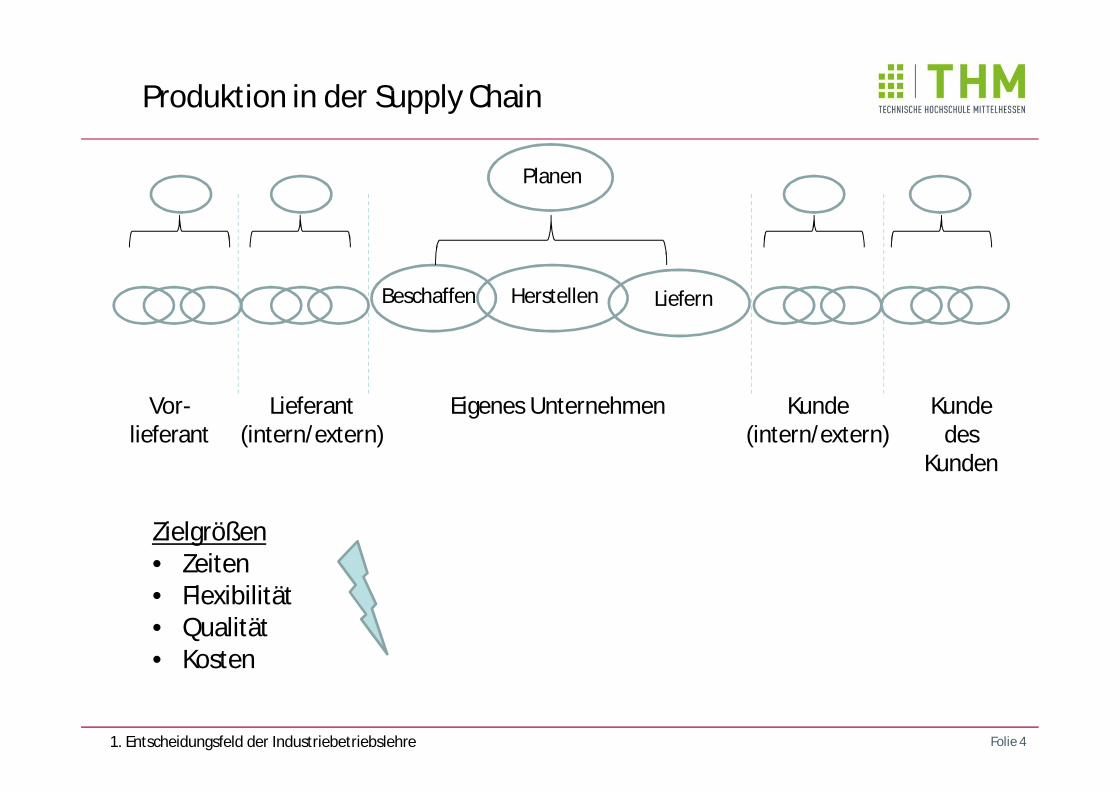
Produktion in der Supply Chain
Zielgrößen• Zeiten• Flexibilität• Qualität• Kosten
Beschaffen Herstellen Liefern
Planen
Eigenes UnternehmenLieferant(intern/extern)
Vor-lieferant
Kunde des
Kunden
Kunde(intern/extern)
1. Entscheidungsfeld der Industriebetriebslehre
Folie 5
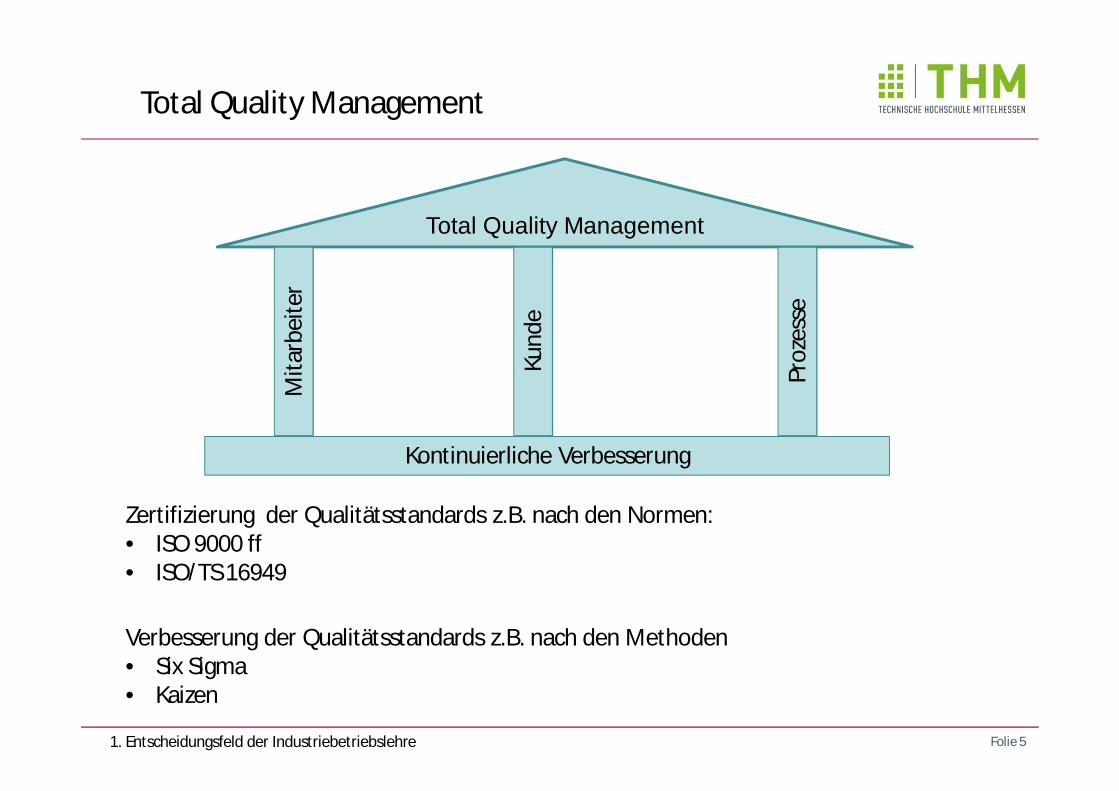
Total Quality Management
Total Quality Management
Mita
rbei
ter
Kund
e
Proz
esse
Kontinuierliche Verbesserung
Zertifizierung der Qualitätsstandards z.B. nach den Normen:• ISO 9000 ff• ISO/TS 16949
1. Entscheidungsfeld der Industriebetriebslehre
Verbesserung der Qualitätsstandards z.B. nach den Methoden• Six Sigma• Kaizen
Folie 6
Standortbestimmung
1 Entscheidungsfeld der Industriebetriebslehre
2 Entscheidungen über das Produktionsprogramm2.1 Entscheidungsfeld der Programmplanung2.2 Instrumente der strategischen Programmplanung2.3 Instrumente der taktischen Programmplanung2.4 Instrumente der operativen Programmplanung
3 Entscheidungen in der Materialwirtschaft
4 Entscheidungen in der Produktionsplanung und –steuerung
5 Industrielles Controlling

Folie 7
Entscheidungsfeld der Programmplanung
Rahmenbedingungen• Globalisierung• Individualisierung• Mentalitätswandel
Zielgrößen• Kosten• Lieferbereitschaft• Qualität
Strategische Programmplanung: Ausrichtung der Produkte auf Kundenerwartungen
Taktische Programmplanung: Festlegung der Dimensionen Umfang, Breite und Tiefe
Operative Programmplanung: Abstimmung Erzeugnisart, Termine und Mengen mit Vertrieb
2.1 Entscheidungsfeld der Programmplanung

Folie 8
Mit jeder Verdoppelung der kumulierten Ausbringungsmenge gehen die gesamten zurechenbarenKosten eines neuen Produktes potenziell um durchschnittlich 20-30% zurück.
Grundaussage der Erfahrungskurve
2.2 Instrumente der Strategischen Programmplanung

Folie 9
Funktionsgesetz der Erfahrungskurve
x0, xt = kumulierte Produktionsmenge zum Zeitpkt. 0 bzw.t k0,kt = Stückkosten zum Zeitpunkt 0 bzw. t a = branchenabhängige Erfahrungsrate
att xxkk 00 /
2loglog qa
q = %-Satz, auf den die Kosten bei Verdoppelung derAusbringungsmenge sinken
2.2 Instrumente der Strategischen Programmplanung
Folie 10
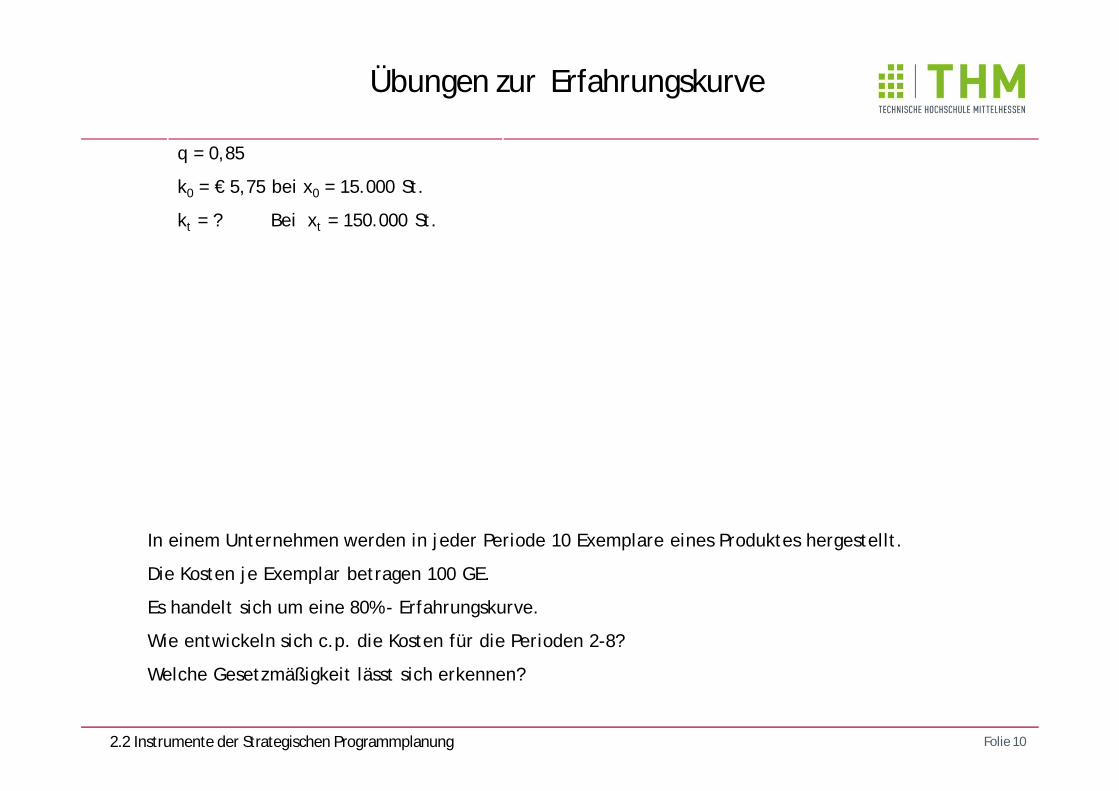
q = 0,85
k0 = € 5,75 bei x0 = 15.000 St.
kt = ? Bei xt = 150.000 St.
In einem Unternehmen werden in jeder Periode 10 Exemplare eines Produktes hergestellt.
Die Kosten je Exemplar betragen 100 GE.
Es handelt sich um eine 80% - Erfahrungskurve.
Wie entwickeln sich c.p. die Kosten für die Perioden 2-8?
Welche Gesetzmäßigkeit lässt sich erkennen?
Übungen zur Erfahrungskurve
2.2 Instrumente der Strategischen Programmplanung

Folie 11
Gap-Analyse
Gap-Analyse zur strategischen Programmplanung
2.2 Instrumente der Strategischen Programmplanung
Folie 12
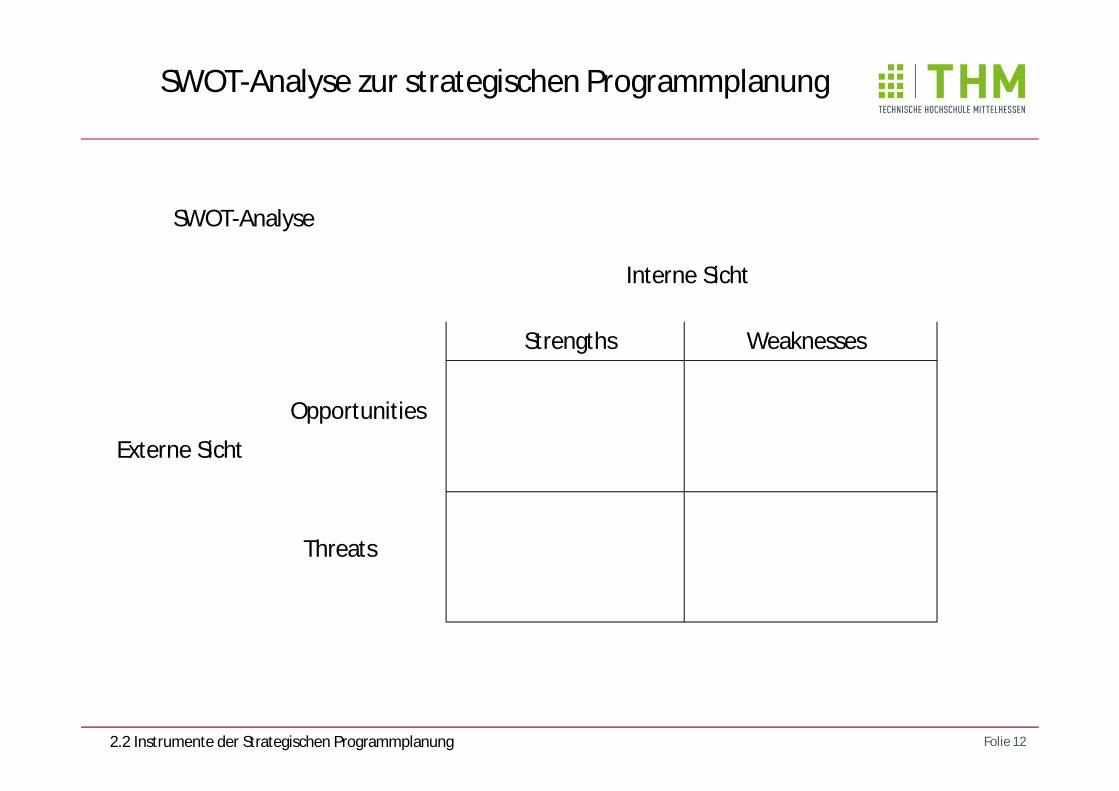
SWOT-Analyse
Interne Sicht
Externe Sicht
Strengths Weaknesses
Threats
Opportunities
SWOT-Analyse zur strategischen Programmplanung
2.2 Instrumente der Strategischen Programmplanung
Folie 13
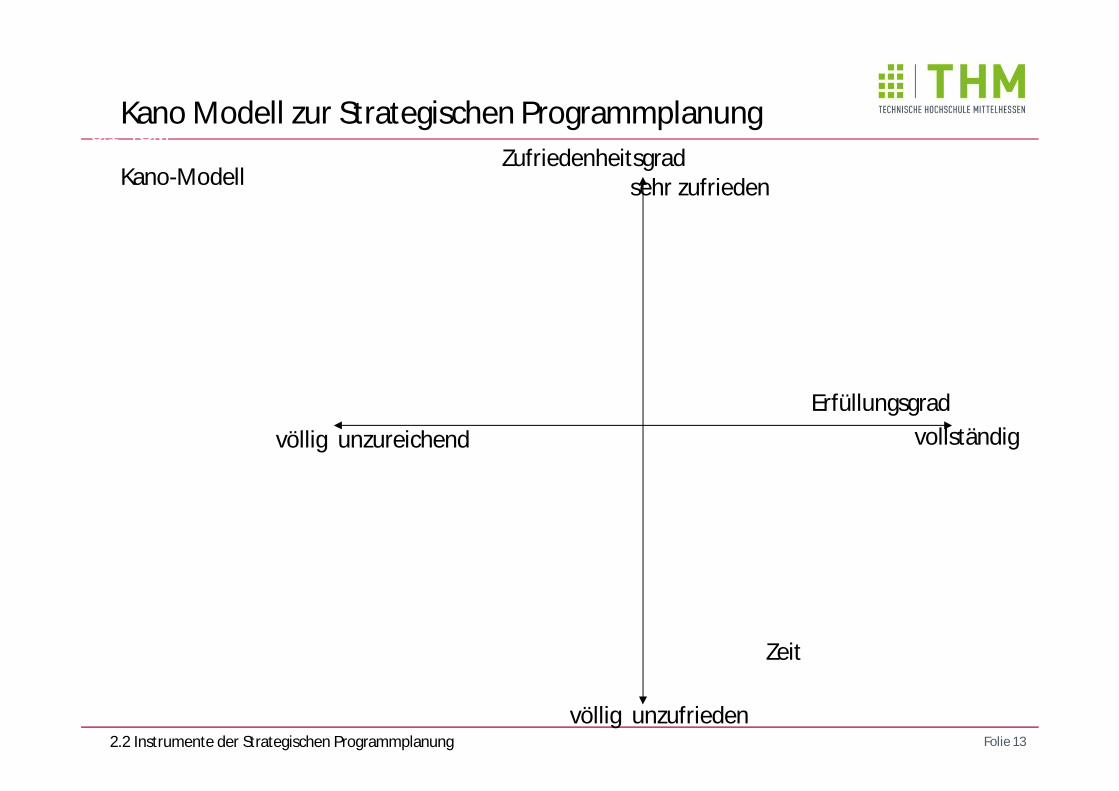
Kano-Modell sehr zufrieden
völlig unzufrieden
völlig unzureichend vollständig
Zufriedenheitsgrad
Erfüllungsgrad
3. Prozesse
3.1 TQM
3.1.2 TechnischeKomponenten
Zeit
Kano Modell zur Strategischen Programmplanung
2.2 Instrumente der Strategischen Programmplanung
Folie 14
Forschung: nachprüfbares Suchen, Formulieren und Lösen von Grundproblemen nach wissenschaftlichen Methoden. Entwicklung: Überführen von Forschungsergebnissen zur Fabrikationsreife unter Beachtung wissenschaftlicher Erkenntnisse und vorhandener Techniken.
Standardisierung von Material • Normung • Typung
Standardisierung der Produkte • Variantenbildung • Gleichteile
Produktgestaltung durch Forschung und Entwicklung
Schutz der Ergebnisse von F&E • Patent• Gebrauchsmuster• Eingetragenes Design
2.3 Instrumente der Taktischen Programmplanung
Folie 15
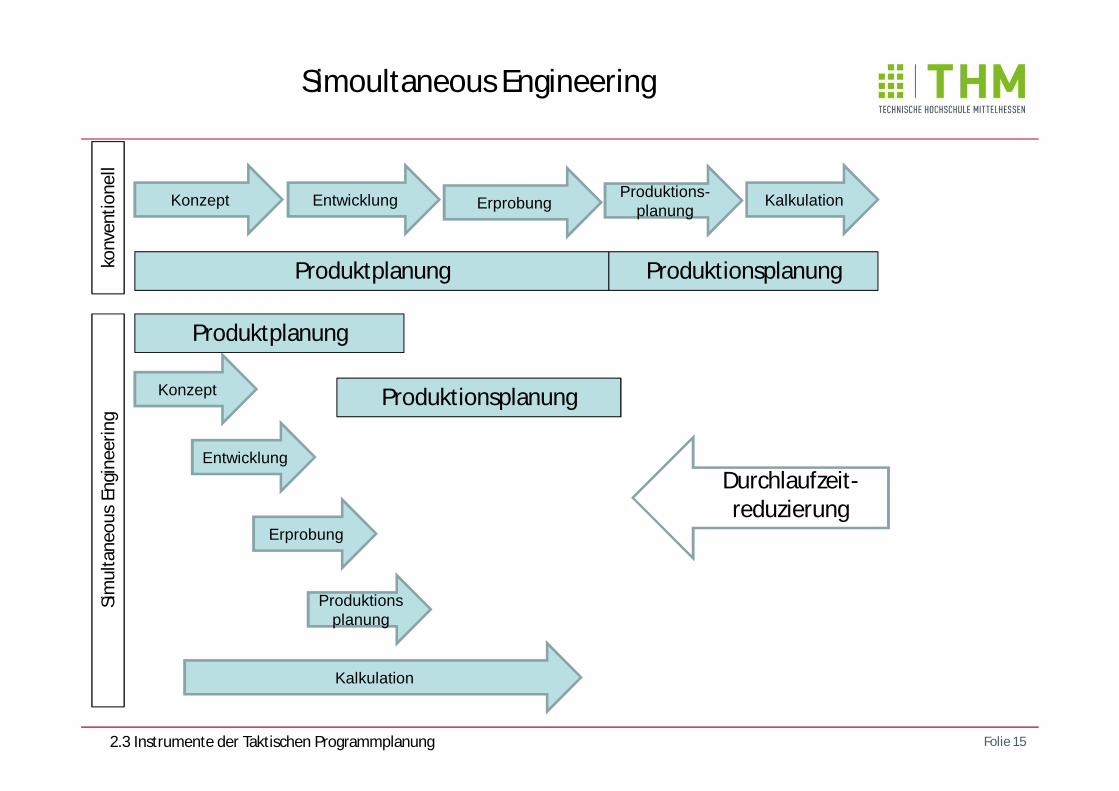
Simoultaneous Engineering
Konzept Entwicklung ErprobungProduktions-
planung Kalkulation
Konzept
Entwicklung
Erprobung
Produktionsplanung
Kalkulation
Produktplanung
Produktionsplanung
Produktplanung
Produktionsplanung
Sim
ulta
neou
sEn
gine
erin
gko
nven
tione
ll
Durchlaufzeit-reduzierung
2.3 Instrumente der Taktischen Programmplanung
Folie 16
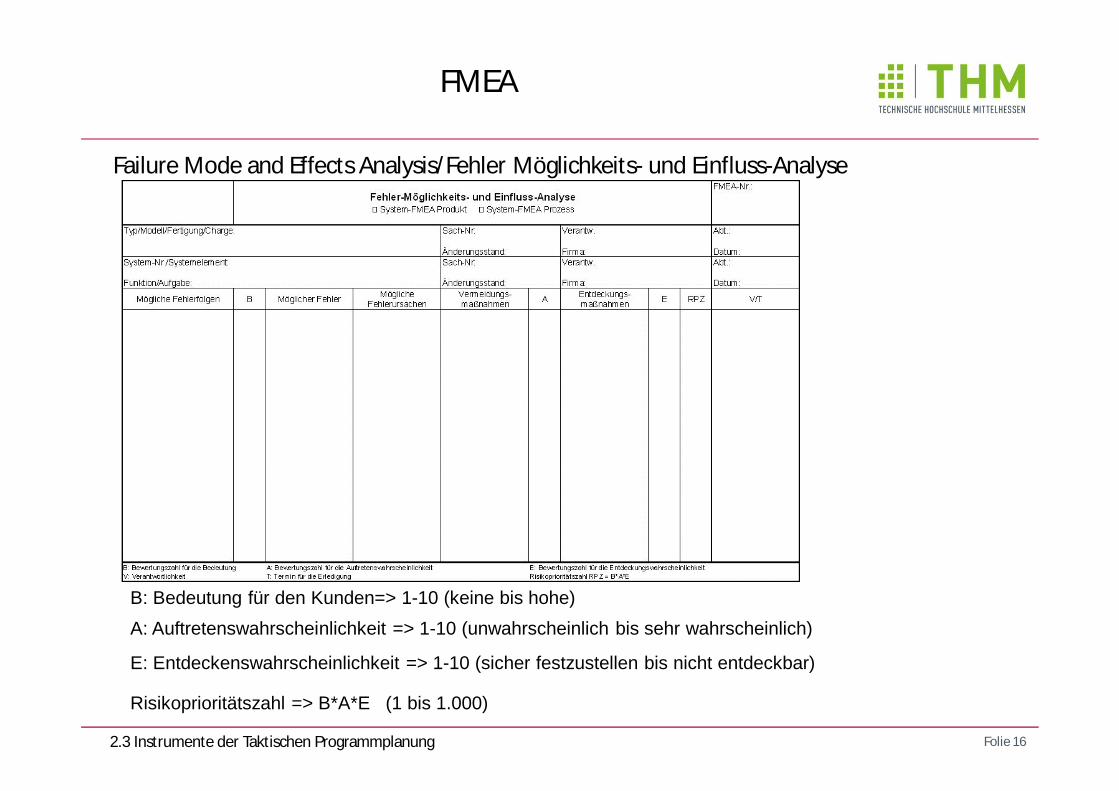
FMEA
Failure Mode and Effects Analysis/Fehler Möglichkeits- und Einfluss-Analyse
B: Bedeutung für den Kunden=> 1-10 (keine bis hohe)A: Auftretenswahrscheinlichkeit => 1-10 (unwahrscheinlich bis sehr wahrscheinlich)
E: Entdeckenswahrscheinlichkeit => 1-10 (sicher festzustellen bis nicht entdeckbar)
Risikoprioritätszahl => B*A*E (1 bis 1.000)
2.3 Instrumente der Taktischen Programmplanung

Folie 17
Prinzip des QFD
Quality Function Deployment
2.3 Instrumente der Taktischen Programmplanung
Folie 18
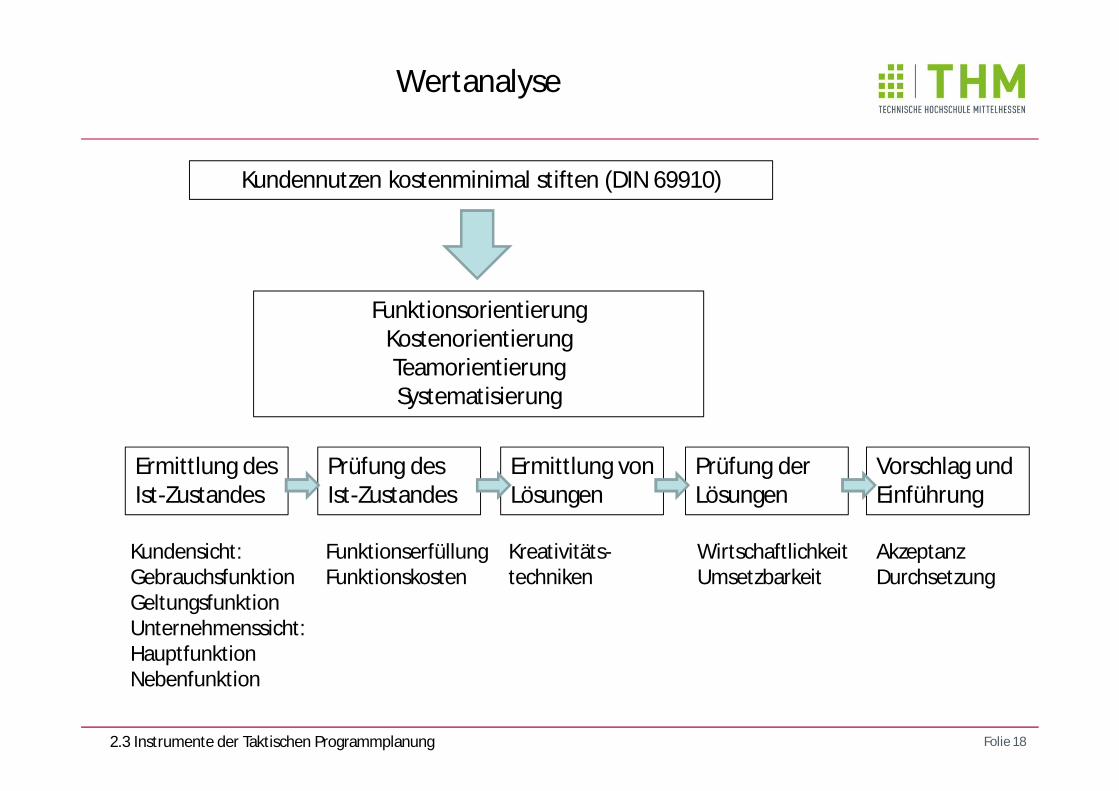
Wertanalyse
Kundennutzen kostenminimal stiften (DIN 69910)
FunktionsorientierungKostenorientierungTeamorientierungSystematisierung
Ermittlung des Ist-Zustandes
Prüfung des Ist-Zustandes
Ermittlung von Lösungen
Prüfung der Lösungen
Vorschlag und Einführung
Kundensicht:GebrauchsfunktionGeltungsfunktionUnternehmenssicht:HauptfunktionNebenfunktion
FunktionserfüllungFunktionskosten
Kreativitäts-techniken
WirtschaftlichkeitUmsetzbarkeit
AkzeptanzDurchsetzung
2.3 Instrumente der Taktischen Programmplanung
Folie 19
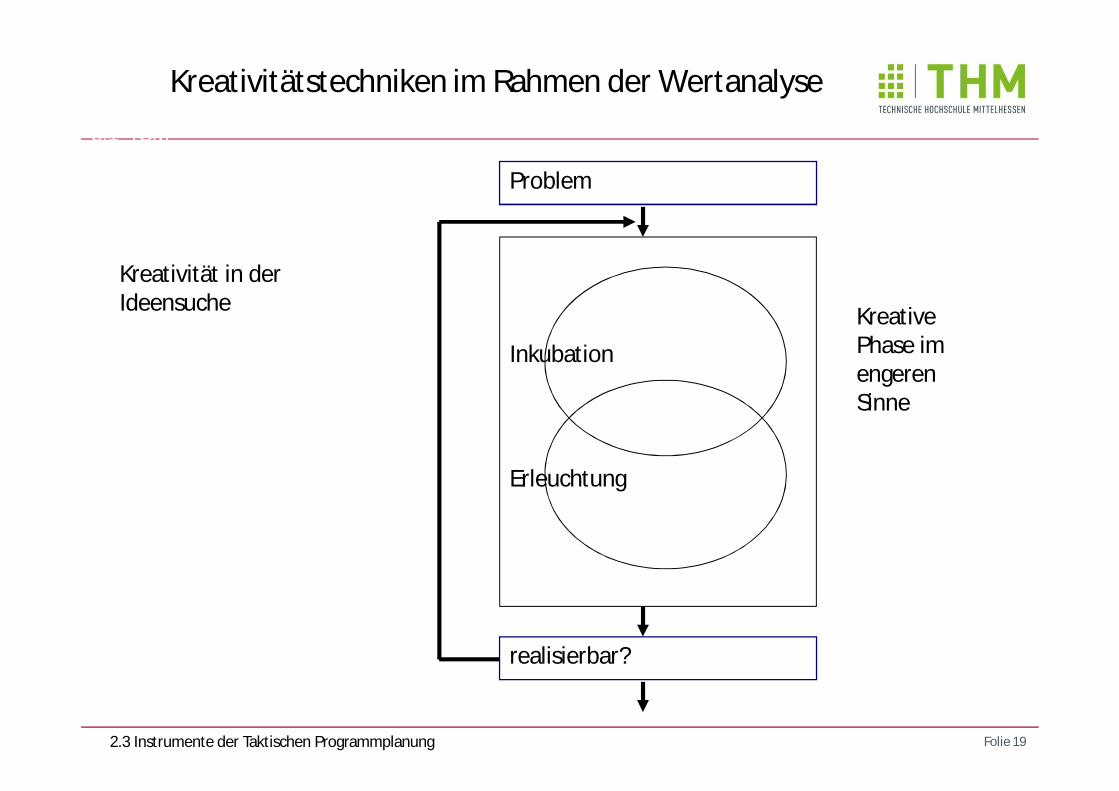
Problem
Inkubation
Erleuchtung
realisierbar?
3. Prozesse
3.1 TQM
3.1.3 SozialeKomponenten
Kreative Phase im engeren Sinne
Kreativität in der Ideensuche
Kreativitätstechniken im Rahmen der Wertanalyse
2.3 Instrumente der Taktischen Programmplanung
Folie 20
3. Prozesse
3.1 TQM
Kreativitätstechniken im Rahmen der Wertanalyse
2.3 Instrumente der Taktischen Programmplanung
Das Bild kann zurzeit nicht angezeigt werden.
Folie 21
Logisch-systematische Verfahren
• Morphologische Analyse
• Ursache-Wirkungs-Diagramm
• Relevanzbaum
Intuitiv-kreative Verfahren
• Brainstorming
• Methode 6-3-5
• Synektik
Kreativitätstechniken im Rahmen der Wertanalyse
2.3 Instrumente der Taktischen Programmplanung

Folie 22
Primärbedarfsplanung
2.4 Instrumente der Operativen Programmplanung
Menge
ZeitMenge
ZeitMenge
Zeit
Emanzipation
Eskalation
Absatz
Produktion
Synchronisation
Folie 23
Standortbestimmung
1 Entscheidungsfeld der Industriebetriebslehre
2 Entscheidungen über das Produktionsprogramm
3 Entscheidungen in der Materialwirtschaft3.1 Aufgaben der Materialwirtschaft3.2 Bedarfsanalyse3.3 Stücklisten3.4 Lagerhaltung
4 Entscheidungen in der Produktionsplanung und –steuerung
5 Industrielles Controlling

Folie 24
Aufgaben der Materialwirtschaft
Materialbeschaffung• Ermittlung des Materialbedarfs• Ermittlung des Materialbestandes• Ermittlung der MaterialbeschaffungsmengeMaterialverwaltung• Annahme, Kontrolle und Erfassung• Transport • Lagerung
Ausgleich von Beschaffung und Bedarf Qualitative Anpassung Wertmäßige Anpassung
Materialverteilung• Festlegung der Außenverpackung• Festlegung von Außenlägern• Festlegung der Lieferrouten und -rhythmenMaterialentsorgung• Abfallvermeidung • Abfallbehandlung
3.1 Aufgaben der Materialwirtschaft

Folie 25
Materialanalyse mit Hilfe der ABC-Analyse% des Gesamtwertes(kumuliert)
% der Lagerbestands-menge(kumuliert)20 40 60 80 100
20
40
60
80
100
A B C
Wert ca . Menge ca.
A 80% 15%
B 15% 35%
C 5% 50%
3.2 Bedarfsanalyse
Folie 26
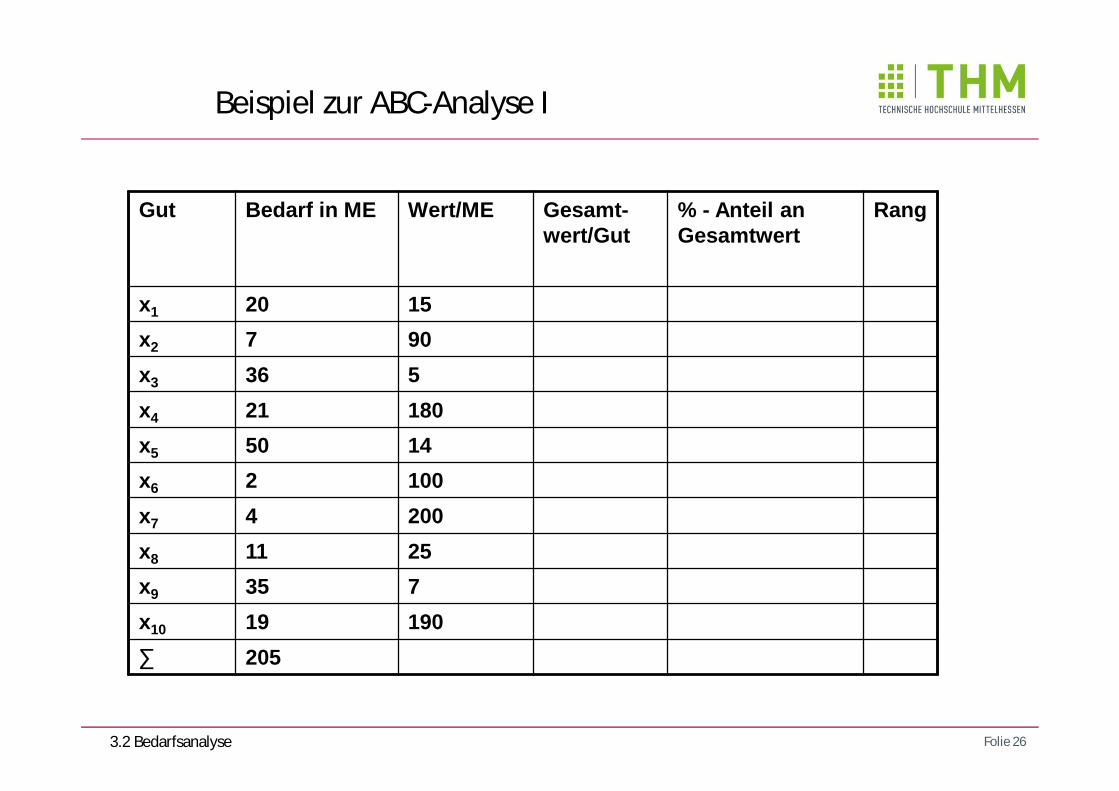
Beispiel zur ABC-Analyse I
Gut Bedarf in ME Wert/ME Gesamt-wert/Gut
% - Anteil an Gesamtwert
Rang
x1 20 15x2 7 90x3 36 5x4 21 180x5 50 14x6 2 100x7 4 200x8 11 25x9 35 7x10 19 190∑ 205
3.2 Bedarfsanalyse
Folie 27
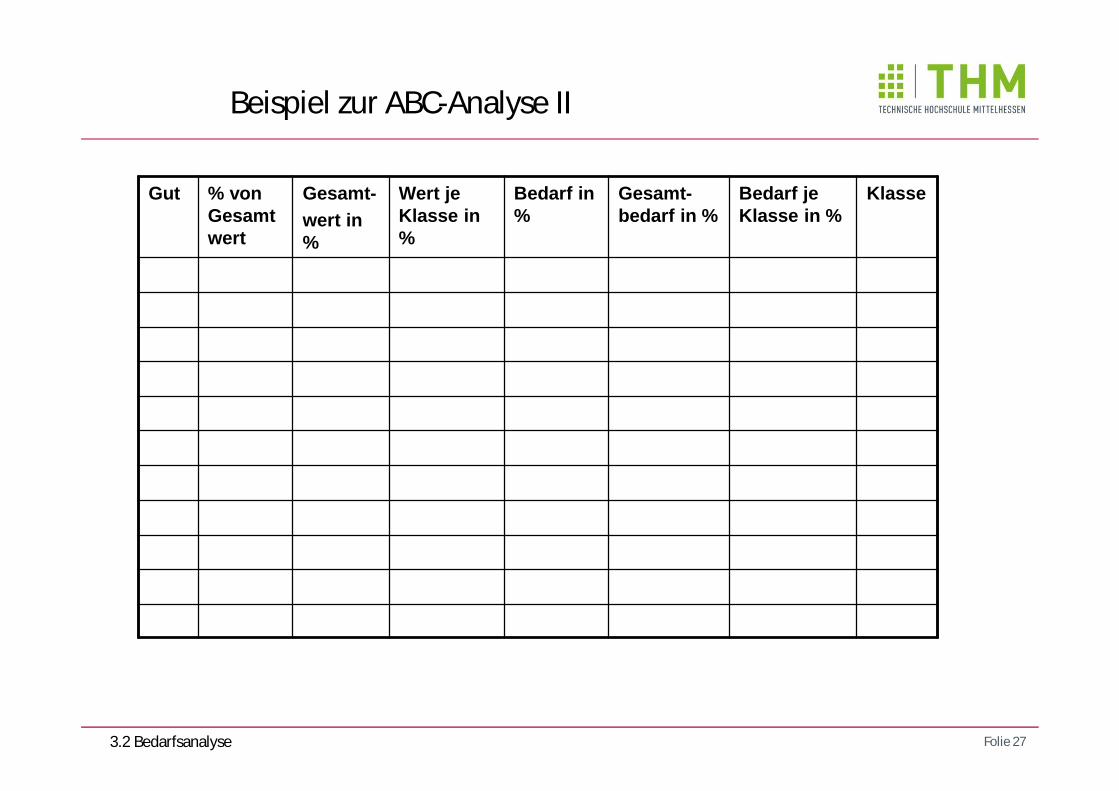
Beispiel zur ABC-Analyse II
Gut % von Gesamtwert
Gesamt-wert in %
Wert je Klasse in %
Bedarf in %
Gesamt-bedarf in %
Bedarf je Klasse in %
Klasse
3.2 Bedarfsanalyse
Folie 28
In einem Lager wurden im Rahmen einer Inventur die folgenden Materialien erfasst:
Material Bedarf/Jahr GE/ME1. Schrauben 10.000 32. Nägel 10.000 23. Muffen 500 54. Verbinder 1.000 25. Relais 2.000 156. Flansche 10.000 47. Lötzinn 500 88. Kupferdraht 1.000 109. Edelstahl 10.000 20
Erstellen Sie eine ABC-Analyse.
Übung zur ABC-Analyse
3.2 Bedarfsanalyse
Folie 29
Lösung zur ABC-Analyse/1
3.2 Bedarfsanalyse

Folie 30
Lösung zur ABC-Analyse/2
3.2 Bedarfsanalyse
Folie 31
Bedarfsverläufe
x
t
x
tx
t
konstanter Bedarfsverlauf (X-Artikel)
Saisonaler Bedarfsverlauf (Y-Artikel)
Stark schwankender Bedarfsverlauf (Z-Artikel)
3.2 Bedarfsanalyse
Folie 32
Stückliste als Ergebnis der Konstruktionist eine geordnete Zusammenstellung von Fertigungs-, Bezugs- und Normteilenmit Mengenangaben, Abmessungen und Güteangaben, die für die Fertigung einer Einheit eines Produkts benötigt werden.
Mengenstückliste: einfachste Form der Stückliste zählt in gereihter Form, aus welchen Einzelteilen sich ein Produkt zusammensetzt. Struktur fehlt.
Strukturstückliste : Nach fertigungstechnischen Strukturmerkmalen gegliedert. Zusammenhang der Fertigungsstufen ist vollständig erkennbar.
Baukastenstückliste: Zusammenstellung von Einzelteilen bzw. Baugruppen niederer Ordnung, die in jeweils einer Baugruppe enthalten sind. Erzeugnisgesamtdarstellungfehlt. Materialverwendungsnachweis: informiert darüber, in welche Produkte ein Teil bzw. eine Baugruppe eingeht.
Arten von Stücklisten
3.3 Stücklisten
Folie 33
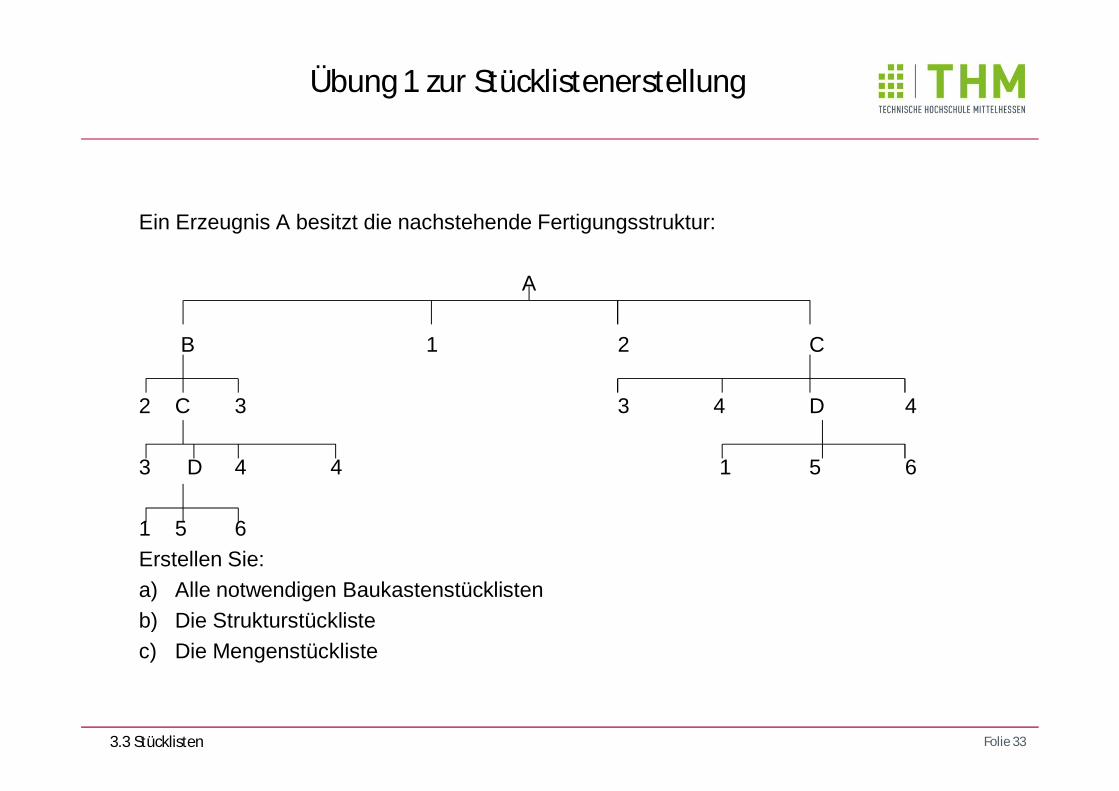
Ein Erzeugnis A besitzt die nachstehende Fertigungsstruktur:
A
B 1 2 C
2 C 3 3 4 D 4
3 D 4 4 1 5 6
1 5 6Erstellen Sie:a) Alle notwendigen Baukastenstücklistenb) Die Strukturstücklistec) Die Mengenstückliste
Übung 1 zur Stücklistenerstellung
3.3 Stücklisten
Folie 34
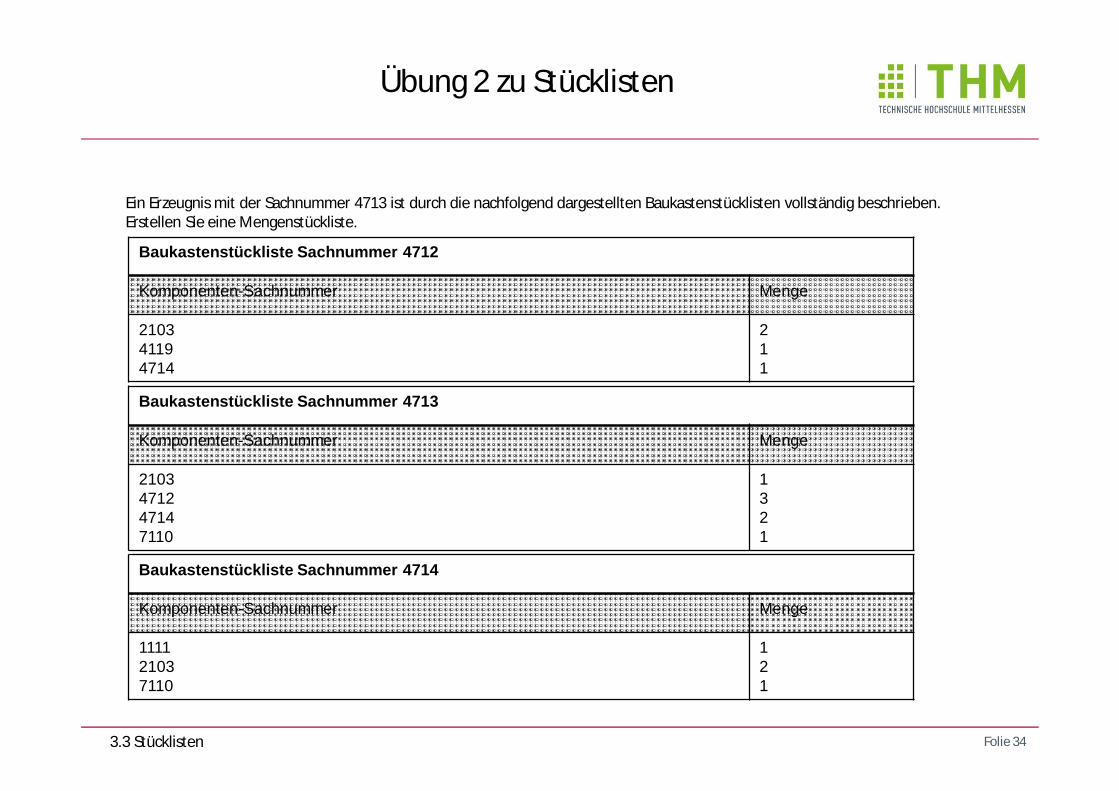
Ein Erzeugnis mit der Sachnummer 4713 ist durch die nachfolgend dargestellten Baukastenstücklisten vollständig beschrieben. Erstellen Sie eine Mengenstückliste.
Baukastenstückliste Sachnummer 4712
Komponenten-Sachnummer Menge
210341194714
211
Baukastenstückliste Sachnummer 4713
Komponenten-Sachnummer Menge
2103471247147110
1321
Baukastenstückliste Sachnummer 4714
Komponenten-Sachnummer Menge
111121037110
121
Übung 2 zu Stücklisten
3.3 Stücklisten

Folie 35
Ausgangsgrößen für Lagerbestandsrechnung
Primärbedarf * Mengenangaben aus Stücklisten = SekundärbedarfSekundärbedarf+ Zusatzbedarf= Bruttobedarf
Bruttobedarf- Lagerstände- Bestellbestände+ Vormerkbestände= Nettobedarf
3.4 Lagerhaltung
Sicherheitsbestand• Ø Verbrauch je Periode * Beschaffungsdauer
Meldebestand• Ø Verbrauch je Periode * Beschaffungsdauer + Sicherheitsbestand
Höchstbestand• Beschaffungsmenge + Sicherheitsbestan
Folie 36
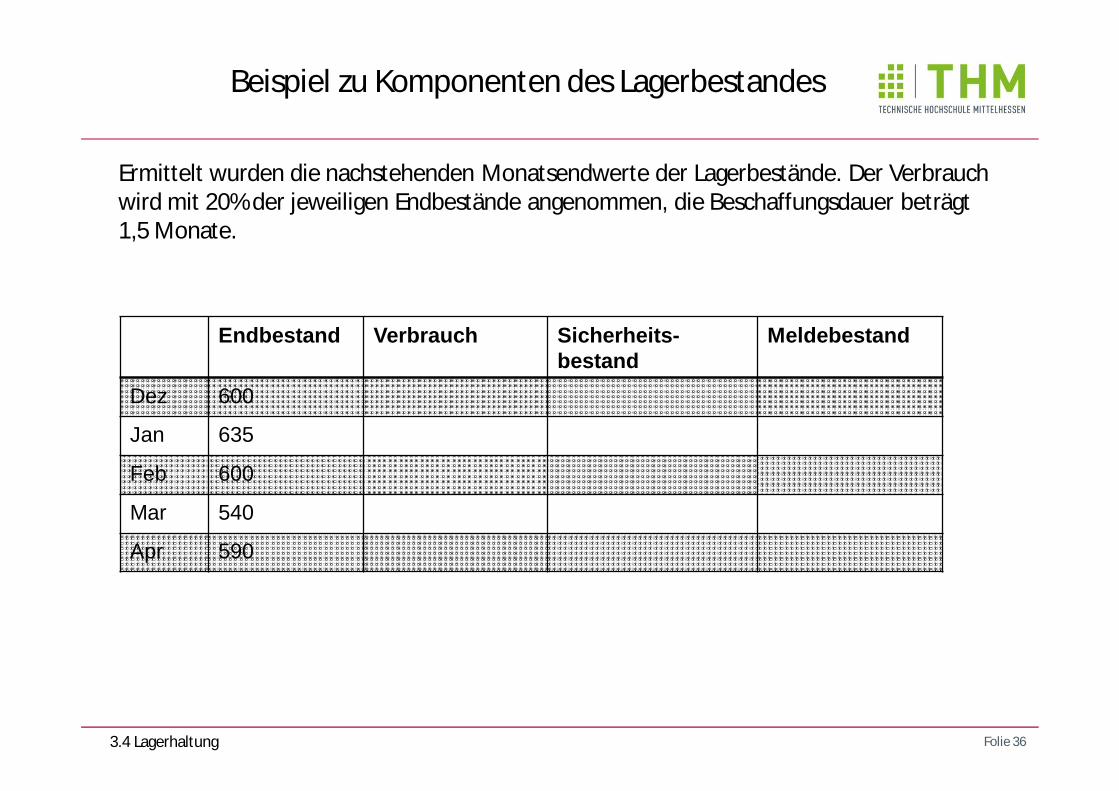
Beispiel zu Komponenten des Lagerbestandes
3.4 Lagerhaltung
Endbestand Verbrauch Sicherheits-bestand
Meldebestand
Dez 600
Jan 635
Feb 600
Mar 540
Apr 590
Ermittelt wurden die nachstehenden Monatsendwerte der Lagerbestände. Der Verbrauch wird mit 20% der jeweiligen Endbestände angenommen, die Beschaffungsdauer beträgt 1,5 Monate.
Folie 37
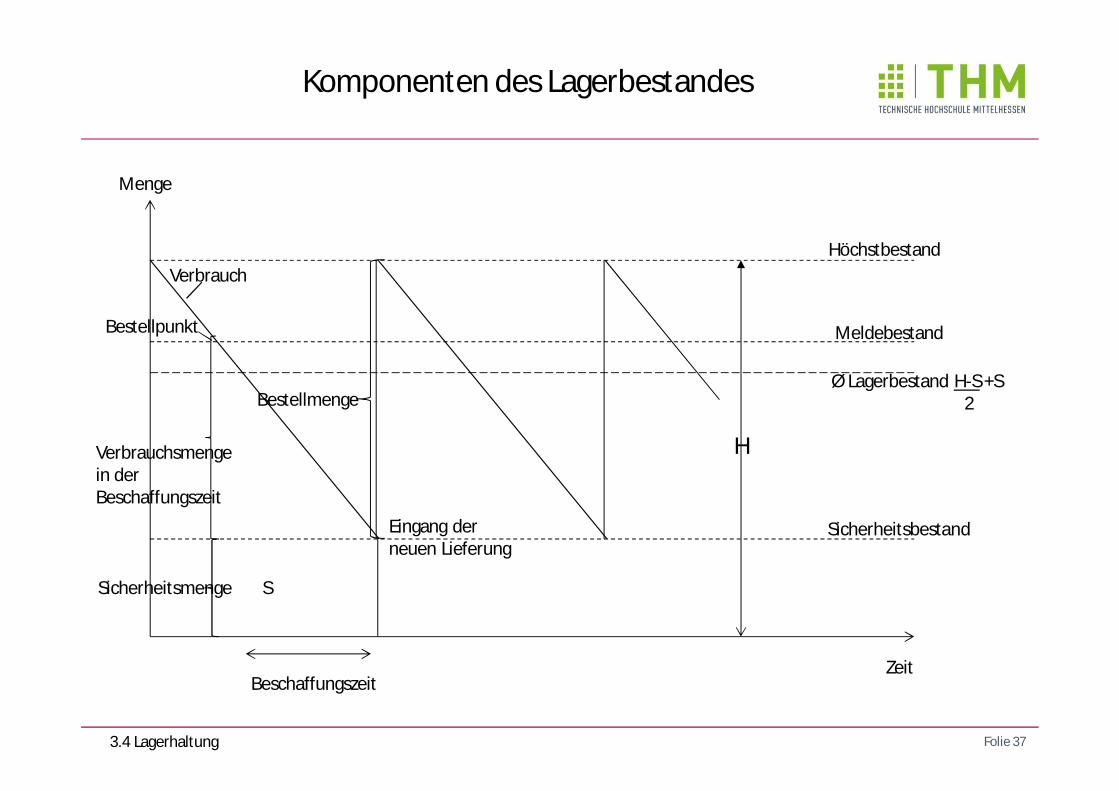
Komponenten des Lagerbestandes
Höchstbestand
Meldebestand
Ø Lagerbestand H-S +S2
Sicherheitsbestand
H
Verbrauch
Bestellpunkt
Verbrauchsmenge in der Beschaffungszeit
Sicherheitsmenge S
Eingang der neuen Lieferung
Beschaffungszeit
Menge
Zeit
Bestellmenge
3.4 Lagerhaltung

Folie 38
Übungen zu Komponenten des Lagerbestandes
Ein Sondermaschinenbauer benötigt spezielle Steuerungselemente, die selbst gebaut werden. Wegen laufender Qualitätskontrollen werden immer wieder Steuerungen vorgemerkt, um zu Testzwecken aus dem Lager genommen zu werden. Außerdem sind laufende Fertigungsaufträge von Steuerungen zu berücksichtigen, deren Herstellung kurz vor dem Abschluss steht. Die Lagerbuchhaltung weist die folgenden Lagerbestandswerte aus:
JanuarFebruarMärzAprilMaiJuni
300260320340400200
JuliAugustSeptemberOktoberNovemberDezember
360340440400420380
a) Stellen Sie den durchschnittlichen Lagerbestand an Steuerungen fest.
b) Ermitteln Sie den verfügbaren Bestand, wenn zu berücksichtigen sind:- Laufende Aufträge von Januar bis Dezember: 50,50,50, 40, 45, 80, 0, 40, 50, 60, 55, 50.- Vormerkungen von Januar bis Dezember: 25,30,100,120, 90, 150, 130, 90, 70, 0, 0, 50
c) Wie hoch ist der verfügbare Bestand im Durchschnitt?
3.4 Lagerhaltung

Folie 39
Übungen zu Sicherheits- und Meldebestand
1. Das Grundmodell des Sondermaschinenbauers wird überwiegend auf Bestellung geliefert, deshalb entspricht der durchschnittliche Verbrauch der Maschinensteuerungen den durchschnittlichen Vormerkungen. Die Beschaffungsdauer (hier: interne Herstellungsdauer) beträgt 60 Tage. Wie hoch ist der Sicherheitsbestand an Steuerungen?
2. a) Für die Steuerungen werden spezielle Befestigungselemente benötigt. Wie hoch ist der Meldebestand, wenn die Überprüfungszeit 3 Tage, die Wiederbeschaffungszeit 7 Tage und die tägliche Lagerentnahme bei 15.000 Stück liegt? Der Sicherheitsbestand soll zusätzlich Lieferausfälle von 2,5 Tagen abdecken.
2. b) Es konnte ein neuer Zulieferer in räumlicher Nähe gewonnen werden. Wie verändert sich der Meldebestand, wenn die Wiederbeschaffungszeit dadurch auf 2 Tage sinkt ? Der zusätzliche Sicherheitspuffer soll deshalb auf den Verbrauch eines Tages gesenkt werden.
3.4 Lagerhaltung
Folie 40
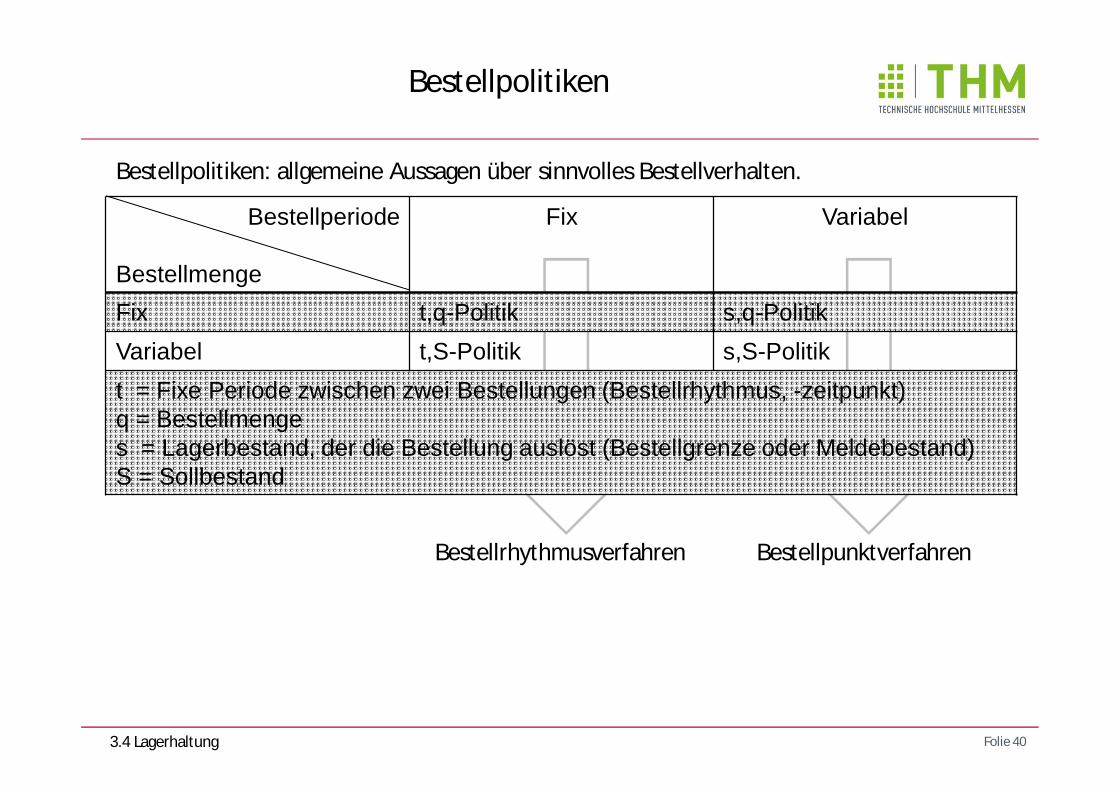
Bestellpolitiken
Bestellperiode
Bestellmenge
Fix Variabel
Fix t,q-Politik s,q-PolitikVariabel t,S-Politik s,S-Politikt = Fixe Periode zwischen zwei Bestellungen (Bestellrhythmus, -zeitpunkt)q = Bestellmenges = Lagerbestand, der die Bestellung auslöst (Bestellgrenze oder Meldebestand)S = Sollbestand
Bestellpolitiken: allgemeine Aussagen über sinnvolles Bestellverhalten.
Bestellrhythmusverfahren Bestellpunktverfahren
3.4 Lagerhaltung
Folie 41
Standortbestimmung
1 Entscheidungsfeld der Industriebetriebslehre
2 Entscheidungen über das Produktionsprogramm
3 Entscheidungen in der Materialwirtschaft
4 Entscheidungen in der Produktionsplanung und –steuerung4.1 Aufgaben der Produktionsplanung und –steuerung4.2 Optimale Fertigungslosgröße4.3 Arbeits- und Zeitplanung4.4 Ablaufplanung4.5 Lean Production
5. Industrielles Controlling
Folie 42
Fertigungsvorbereitung: umfasst alle planenden und steuernden Teilaufgaben für die Herstellung von Produkten mit dem Ziel einer optimalen Realisation aller Arbeitsprozesse (Definition in Anlehnung an den Ausschuss für wirtschaftliche Fertigung (AWF))
Aufgabenstellung ist aus dem Ideengut der wissenschaftlichen Betriebsführung hervorgegangen (Taylor) Funktionsmeisterprinzip
Ausführungsmeister•Vorrichtungsmeister: Bereitstellung von Vorrichtungen und Werkzeugen•Geschwindigkeitsmeister: Arbeitstempo, Vorschübe u.a.•Prüfmeister: Qualitäten, Genauigkeiten und Toleranzen•Instandhaltungsmeister: Pflege und Wartung von Maschinen
Meister des Arbeitsbüros => heutige Fertigungsvorbereitung•Meister für Arbeitsverteilung: tägliche Arbeitsanweisungen für die Ausführungsmeister•Unterweisungsmeister: unterrichtet Meister und Arbeiter über Einzelheiten ihrer Arbeiten•Zeitmeister: Vorschriften über die Arbeitszeiten•Aufsichtsmeister: Arbeits- und Betriebsdisziplin
Ursprung der Fertigungsvorbereitung
4.1 Aufgaben der Fertigungsvorbereitung
Folie 43
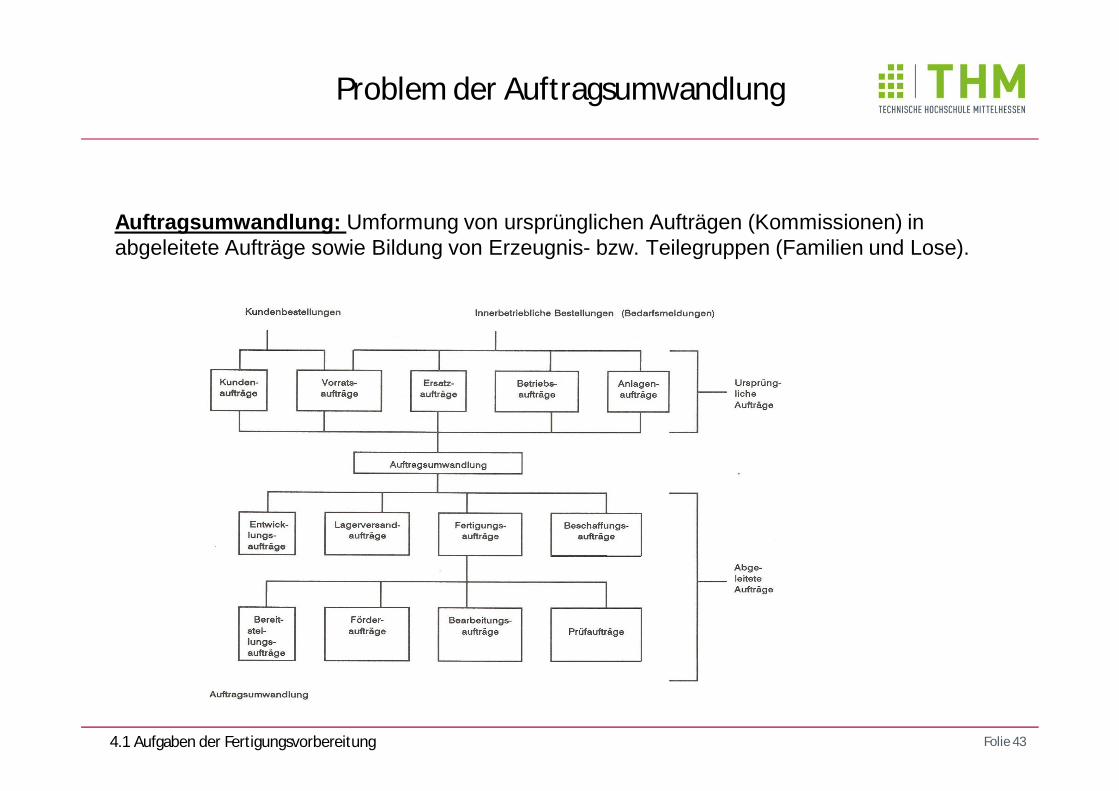
Auftragsumwandlung: Umformung von ursprünglichen Aufträgen (Kommissionen) in abgeleitete Aufträge sowie Bildung von Erzeugnis- bzw. Teilegruppen (Familien und Lose).
Problem der Auftragsumwandlung
4.1 Aufgaben der Fertigungsvorbereitung
Folie 44
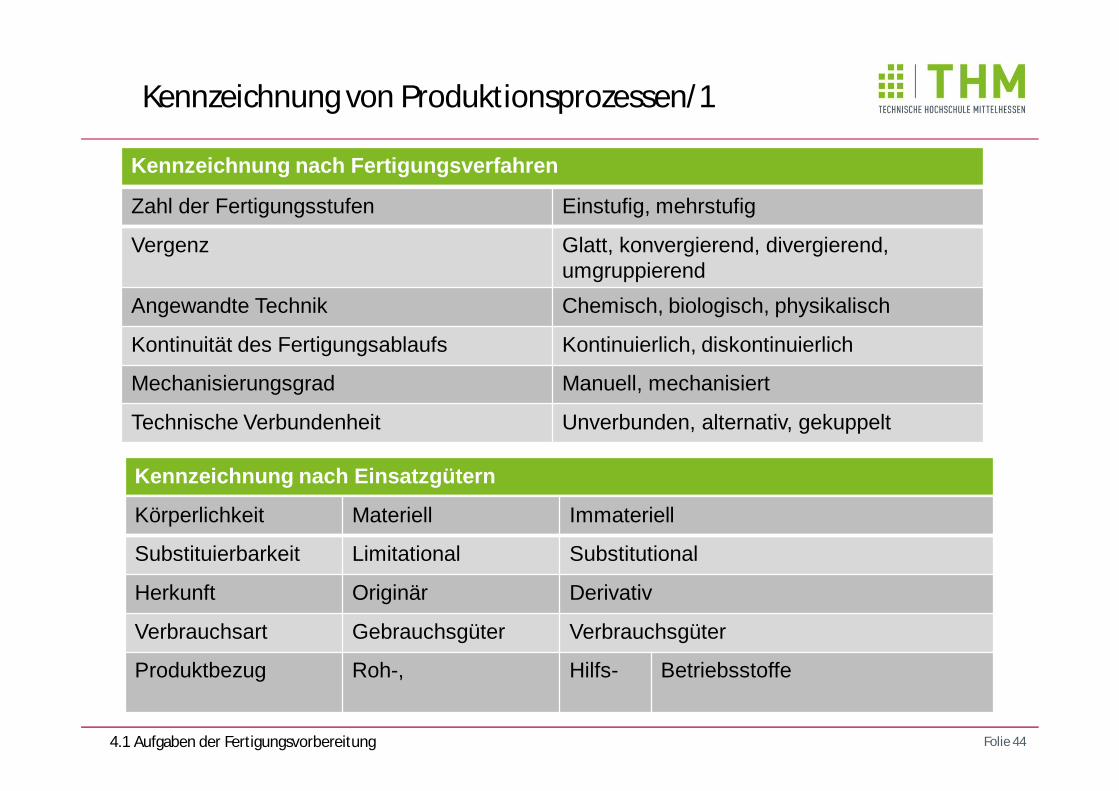
Kennzeichnung nach Fertigungsverfahren
Zahl der Fertigungsstufen Einstufig, mehrstufig
Vergenz Glatt, konvergierend, divergierend, umgruppierend
Angewandte Technik Chemisch, biologisch, physikalisch
Kontinuität des Fertigungsablaufs Kontinuierlich, diskontinuierlich
Mechanisierungsgrad Manuell, mechanisiert
Technische Verbundenheit Unverbunden, alternativ, gekuppelt
Kennzeichnung nach Einsatzgütern
Körperlichkeit Materiell Immateriell
Substituierbarkeit Limitational Substitutional
Herkunft Originär Derivativ
Verbrauchsart Gebrauchsgüter Verbrauchsgüter
Produktbezug Roh-, Hilfs- Betriebsstoffe
Kennzeichnung von Produktionsprozessen/1
4.1 Aufgaben der Fertigungsvorbereitung
Folie 45
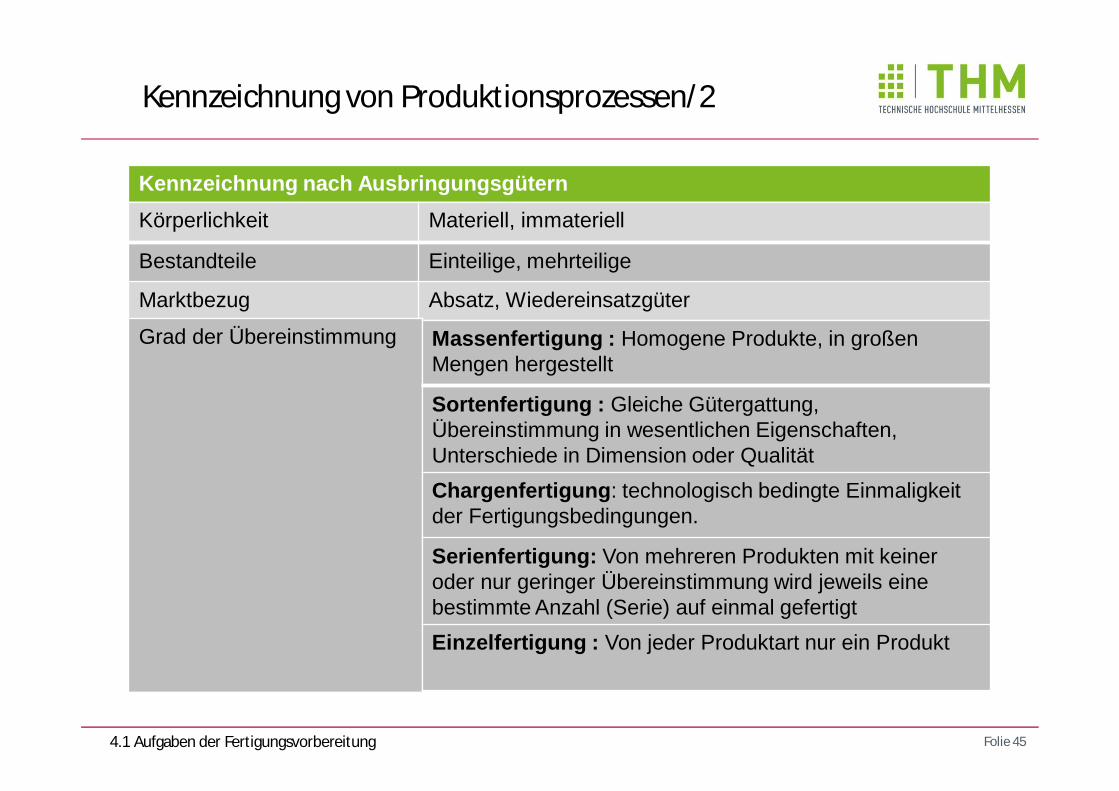
Kennzeichnung nach AusbringungsgüternKörperlichkeit Materiell, immateriell
Bestandteile Einteilige, mehrteilige
Marktbezug Absatz, Wiedereinsatzgüter
Grad der Übereinstimmung Massenfertigung : Homogene Produkte, in großen Mengen hergestellt
Sortenfertigung : Gleiche Gütergattung, Übereinstimmung in wesentlichen Eigenschaften,Unterschiede in Dimension oder QualitätChargenfertigung: technologisch bedingte Einmaligkeit der Fertigungsbedingungen.
Serienfertigung: Von mehreren Produkten mit keiner oder nur geringer Übereinstimmung wird jeweils eine bestimmte Anzahl (Serie) auf einmal gefertigtEinzelfertigung : Von jeder Produktart nur ein Produkt
Kennzeichnung von Produktionsprozessen/2
4.1 Aufgaben der Fertigungsvorbereitung

Folie 46
Kennzeichnung nach Organisationstypen
Organisation der Fertigung Werkstattfertigung: Verrichtungsorientierung als vorherrschendes Organisationsmerkmal.
Fließfertigung: Objektorientierung als vorherrschendes Organisationsmerkmal.
Inselfertigung: Kombination von Fließ- und Werkstattfertigung.
Baustellenfertigung: Örtliche Verwendung als vorherrschendes Organisationsmerkmal.
Kennzeichnung von Produktionsprozessen/3
4.1 Aufgaben der Fertigungsvorbereitung
Folie 47
Bildung der Losgrößen: Problem der optimalen LosgrößeEntscheidungsrelevante Kosten bei der Bildung der optimalen Losgröße
1. losgrößenfixe Rüstkosten2. losgrößenvariable Zins- und Lagerkosten
Je größer die Losgröße, desto geringer ist bei gegebenem Periodenbedarf die Zahl der Rüstvorgänge pro Periode. Mit einem Ansteigen der Losgrößen -> Abnahme der Rüstkosten pro Stück, aber Anstieg der Zins- und Lagerkosten (längere Lagerdauer, höhere Lagerbestände).
OptimierungsproblemMinimierung der Summe dieser gegenläufigen Kostenkategorien.
Grundproblem der optimalen Fertigungslosgröße
4.2 Optimale Losgröße
Folie 48
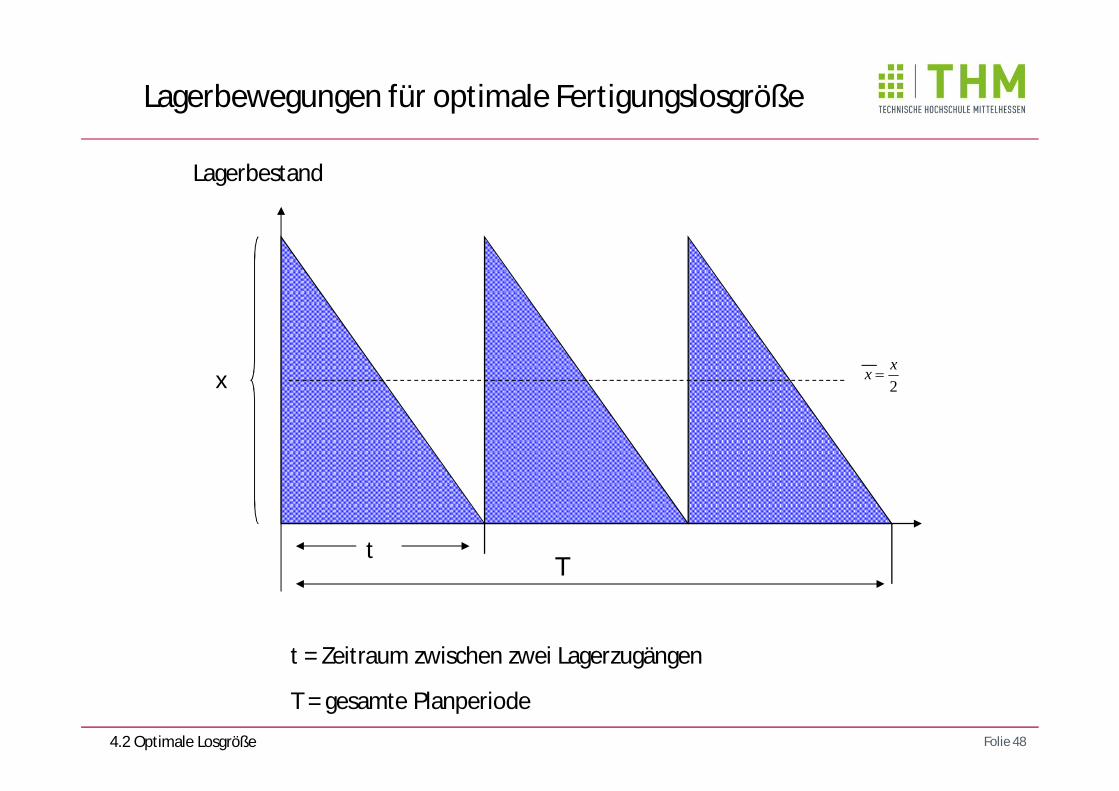
Lagerbewegungen für optimale Fertigungslosgröße
Lagerbestand
tT
x 2xx
t = Zeitraum zwischen zwei Lagerzugängen
T = gesamte Planperiode
4.2 Optimale Losgröße
Folie 49
49
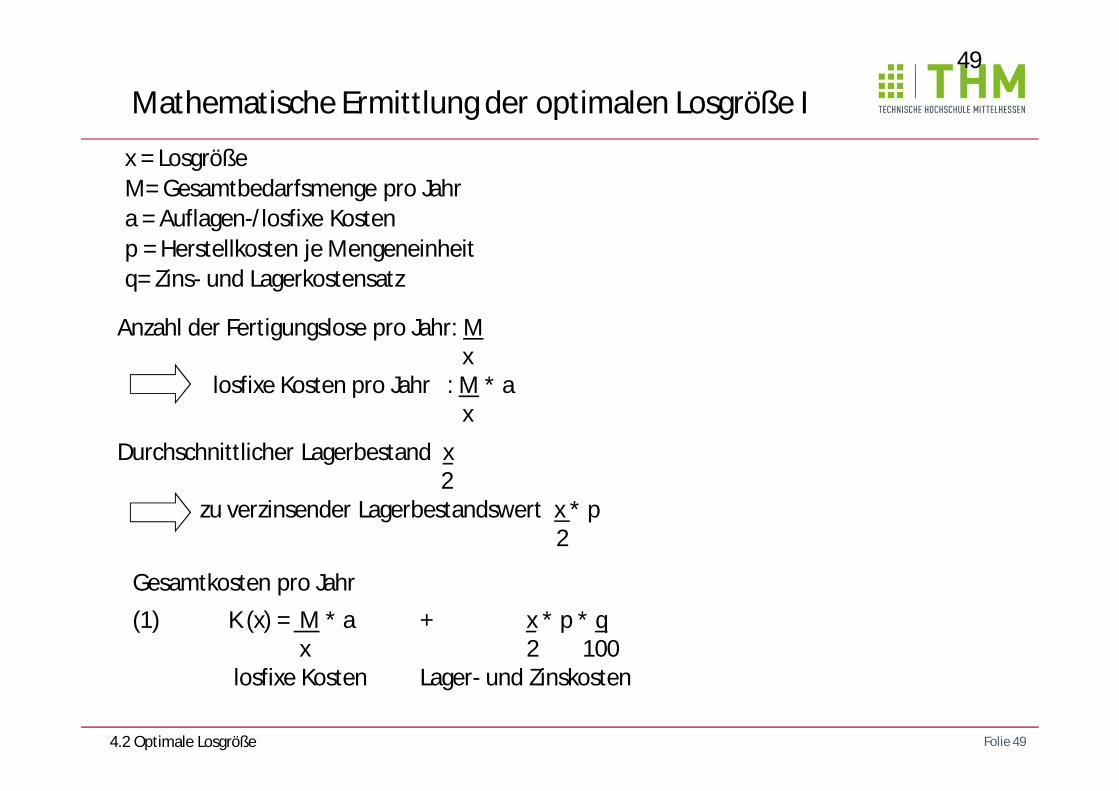
Mathematische Ermittlung der optimalen Losgröße I
x = LosgrößeM= Gesamtbedarfsmenge pro Jahra = Auflagen-/losfixe Kostenp = Herstellkosten je Mengeneinheitq= Zins- und Lagerkostensatz
Anzahl der Fertigungslose pro Jahr: Mx
losfixe Kosten pro Jahr : M * ax
Durchschnittlicher Lagerbestand x2
zu verzinsender Lagerbestandswert x * p 2
Gesamtkosten pro Jahr (1) K (x) = M * a + x * p * q
x 2 100losfixe Kosten Lager- und Zinskosten
4.2 Optimale Losgröße
Folie 50
50
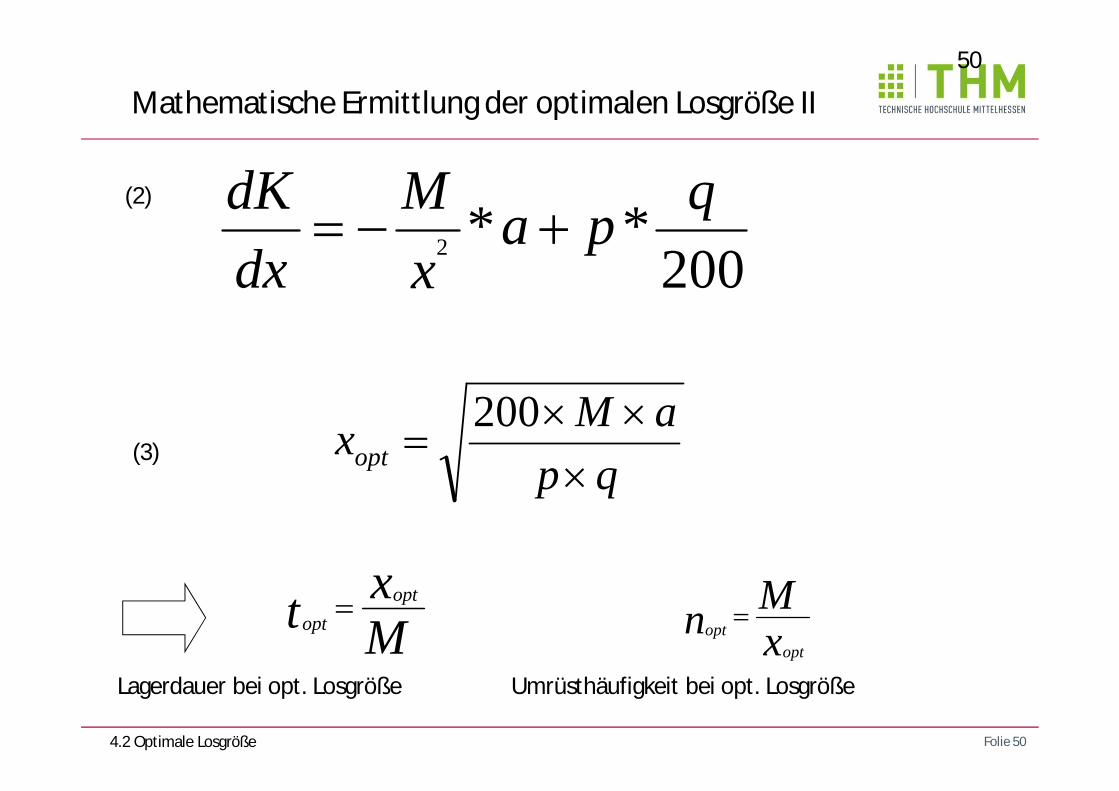
Mathematische Ermittlung der optimalen Losgröße II
qpaMxopt
200
200**2
qpaxM
dxdK
(2)
(3)
Mxt opt
opt xMn
optopt
Lagerdauer bei opt. Losgröße Umrüsthäufigkeit bei opt. Losgröße
4.2 Optimale Losgröße

Folie 51
51
Grafische Ermittlung der optimalen Losgröße
Kosten
x = Stück/Los
= Losgröße
Gesamtkosten pro Jahr
xopt
Losfixe Kosten pro Jahr
Lager- und Zinskosten pro Jahr
4.2 Optimale Losgröße
Folie 52
52
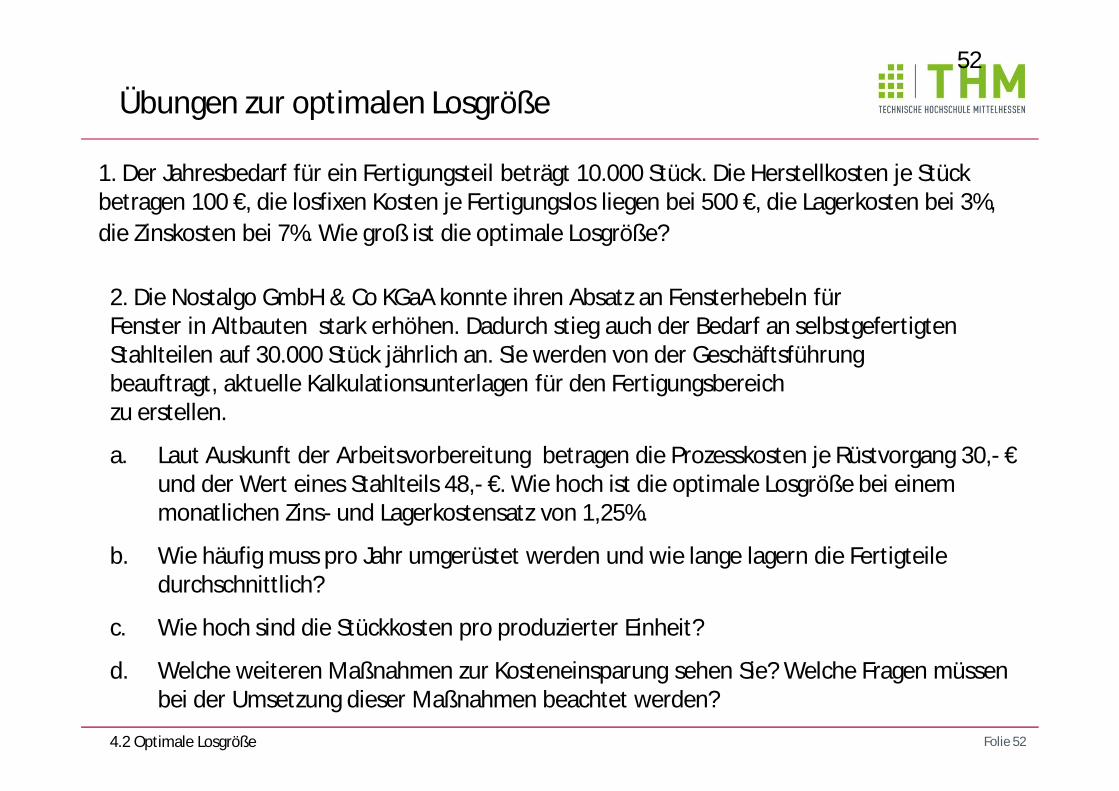
Übungen zur optimalen Losgröße
2. Die Nostalgo GmbH & Co KGaA konnte ihren Absatz an Fensterhebeln fürFenster in Altbauten stark erhöhen. Dadurch stieg auch der Bedarf an selbstgefertigten Stahlteilen auf 30.000 Stück jährlich an. Sie werden von der Geschäftsführung beauftragt, aktuelle Kalkulationsunterlagen für den Fertigungsbereich zu erstellen.
a. Laut Auskunft der Arbeitsvorbereitung betragen die Prozesskosten je Rüstvorgang 30,- €und der Wert eines Stahlteils 48,- €. Wie hoch ist die optimale Losgröße bei einem monatlichen Zins- und Lagerkostensatz von 1,25%.
b. Wie häufig muss pro Jahr umgerüstet werden und wie lange lagern die Fertigteile durchschnittlich?
c. Wie hoch sind die Stückkosten pro produzierter Einheit?
d. Welche weiteren Maßnahmen zur Kosteneinsparung sehen Sie? Welche Fragen müssen bei der Umsetzung dieser Maßnahmen beachtet werden?
1. Der Jahresbedarf für ein Fertigungsteil beträgt 10.000 Stück. Die Herstellkosten je Stück betragen 100 €, die losfixen Kosten je Fertigungslos liegen bei 500 €, die Lagerkosten bei 3%, die Zinskosten bei 7%. Wie groß ist die optimale Losgröße?
4.2 Optimale Losgröße
Folie 53
Aufgaben der Arbeits- und Zeitplanung
ArbeitsplanungFestlegung der Arbeitsgänge, bei Wahlmöglichkeit Festlegung des Verfahrens
ZeitplanungErmittlung der Vorgabezeit für die in der Arbeitsplanung festgelegten Arbeitsgänge unter Berücksichtigung der gewählten Arbeitsverfahren.
VorgabezeitZeit, die ein Mitarbeiter verbrauchen kann, um für einen bestimmten Arbeitsvorgang das einzusetzende Betriebsmittel zu rüsten und um einen Auftrag auszuführen. Unterstellt wird dabei stets eine Normalleistung des Mitarbeiters.
4.3 Arbeits- und Zeitplanung
Basis für Festlegung der Mitarbeiter-Entlohnung
Folie 54
54
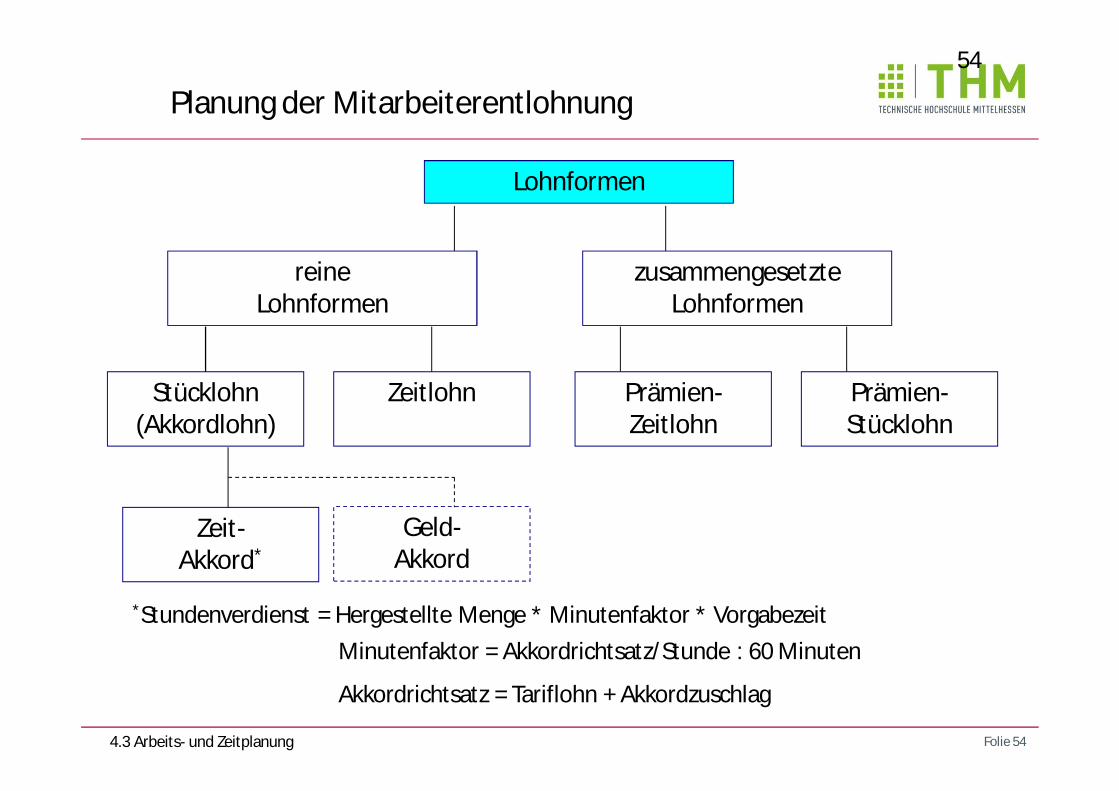
Planung der Mitarbeiterentlohnung
Lohnformen
reineLohnformen
zusammengesetzteLohnformen
Stücklohn(Akkordlohn)
Zeitlohn
Geld-Akkord
Zeit-Akkord*
Prämien-Zeitlohn
Prämien-Stücklohn
*Stundenverdienst = Hergestellte Menge * Minutenfaktor * VorgabezeitMinutenfaktor = Akkordrichtsatz/Stunde : 60 Minuten
Akkordrichtsatz = Tariflohn + Akkordzuschlag
4.3 Arbeits- und Zeitplanung
Folie 55
55
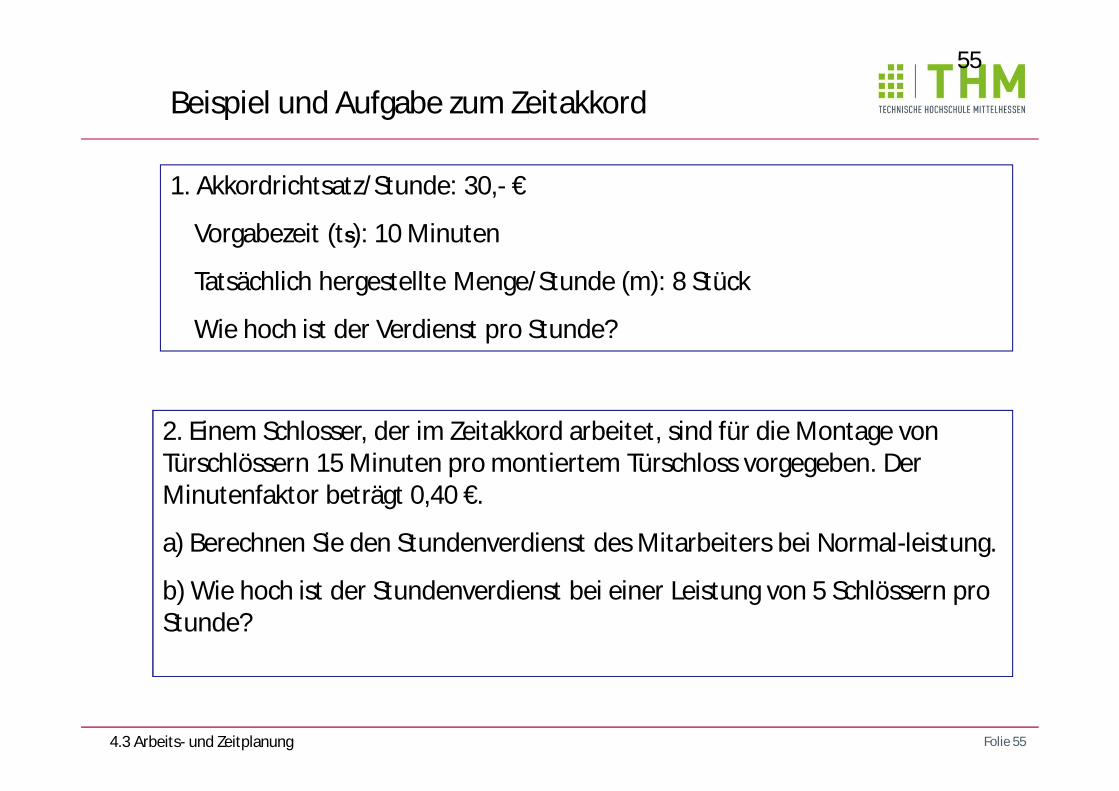
Beispiel und Aufgabe zum Zeitakkord
2. Einem Schlosser, der im Zeitakkord arbeitet, sind für die Montage von Türschlössern 15 Minuten pro montiertem Türschloss vorgegeben. Der Minutenfaktor beträgt 0,40 €.
a) Berechnen Sie den Stundenverdienst des Mitarbeiters bei Normal-leistung.
b) Wie hoch ist der Stundenverdienst bei einer Leistung von 5 Schlössern pro Stunde?
1. Akkordrichtsatz/Stunde: 30,- €
Vorgabezeit (ts): 10 Minuten
Tatsächlich hergestellte Menge/Stunde (m): 8 Stück
Wie hoch ist der Verdienst pro Stunde?
4.3 Arbeits- und Zeitplanung
Folie 56
Ermittlung der Vorgabezeiten
Individuelle Zeitaufnahme (z.B. REFA)Ist-Zeiten-Messung Leistungsgradschätzung Umrechnung auf Normalleistung
=> Induktives Vorgehen
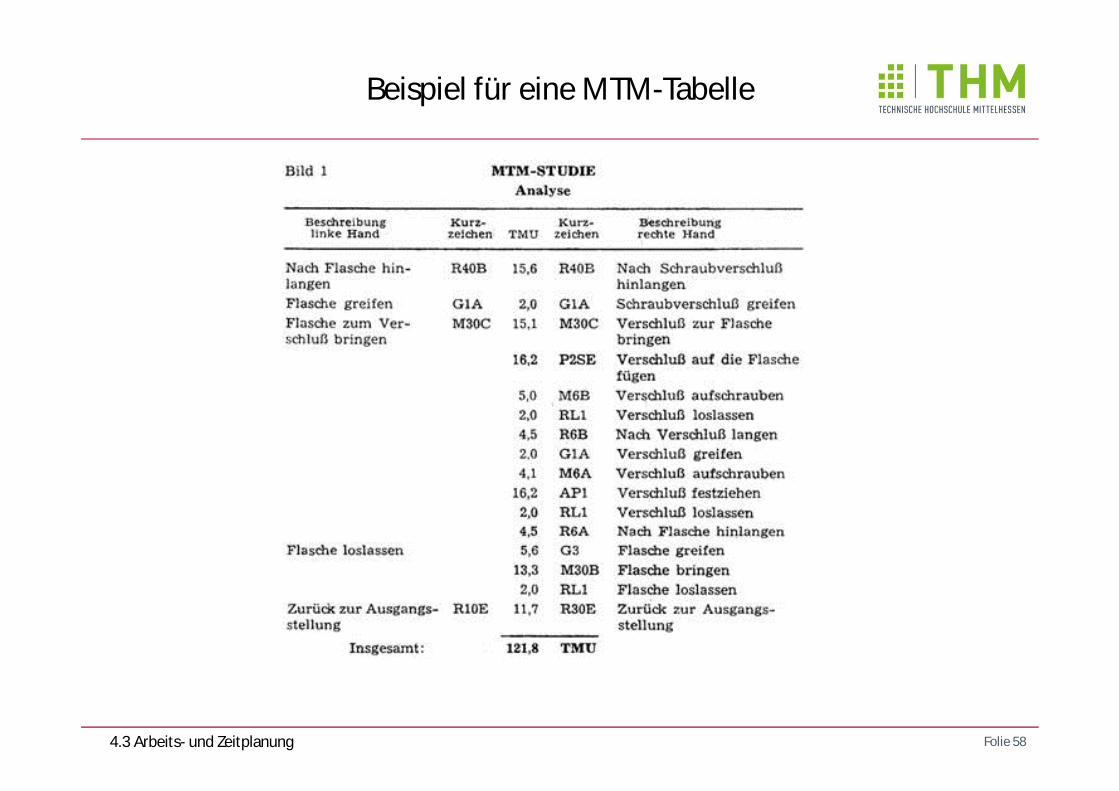
Verfahren vorbestimmter ZeitenAnnahme: Arbeitsgänge lassen sich in einzelne Bewegungselemente
unterteilen, deren Zeitbedarf bei gleichbleibenden Bedingungen gleich ist. Bewegungsabläufe werden systematisch analysiert und den einzelnen Grundbewegungen Normalzeiten zugeordnet.
Bsp: MTM (Methods Time Measurement)**) in Deutschland am weitesten verbreitet
=> Deduktives Vorgehen
4.3 Arbeits- und Zeitplanung
Folie 57
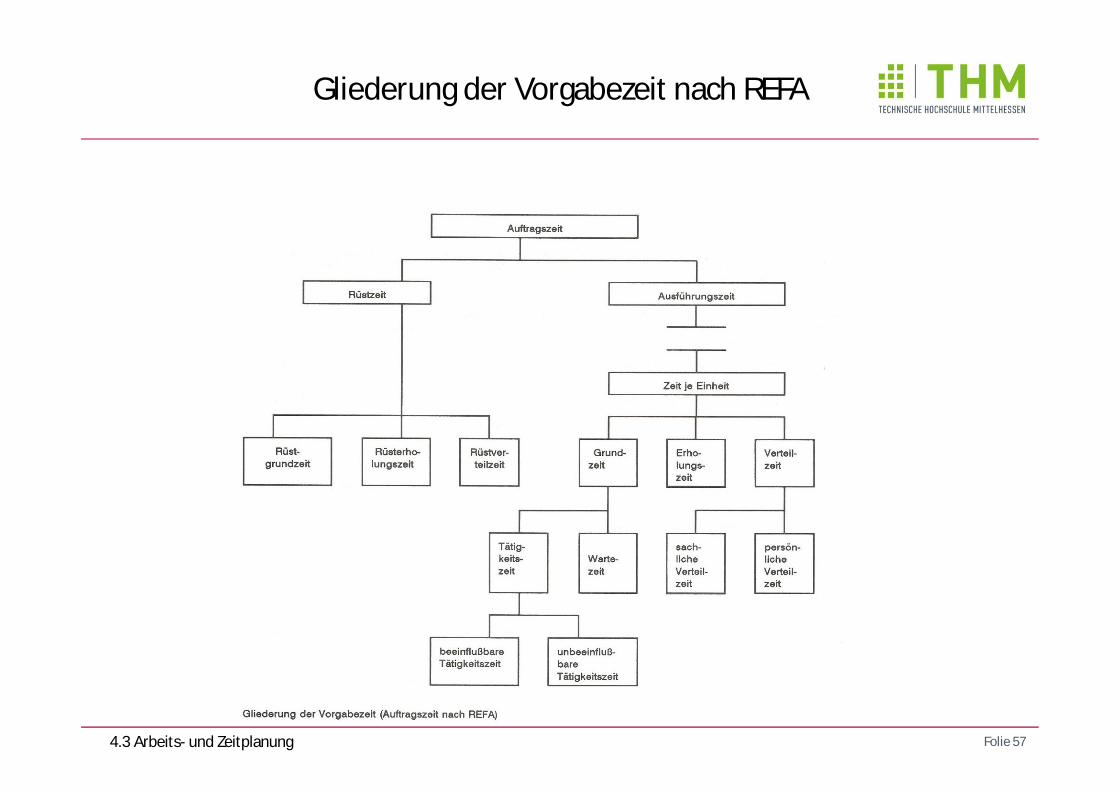
Gliederung der Vorgabezeit nach REFA
4.3 Arbeits- und Zeitplanung
Folie 58
Beispiel für eine MTM-Tabelle
4.3 Arbeits- und Zeitplanung

Folie 59
Planung der Arbeitsfolge
Reihenfolge der Durchführung i.d.R. technisch oder logisch zwingend.Teilweise Freiräume für alternative Arbeitsfolgen, parallele Ausführung oder Überlappung von Arbeitsgängen. Aufgabe der Arbeitsfolgeplanung:
zwingend Arbeitsfolgen festlegen. bei Vorliegen von Freiräumen: in Hinblick auf gewählte Zielfunktion optimale
Reihenfolge wählen. Festlegen des Fertigungsmittels, auf dem der Arbeitsgang ausgeführt wird und
der zugehörigen Vorgabezeit.
Ergebnis der Arbeits- und Zeitplanung: Arbeitsplan Vor- und Nachkalkulation, Lohnberechnung, Wirtschaftlichkeitsrechnungen, Terminplanung usw.
Ermittlung der Durchlaufzeit
4.3 Arbeits- und Zeitplanung
Folie 60
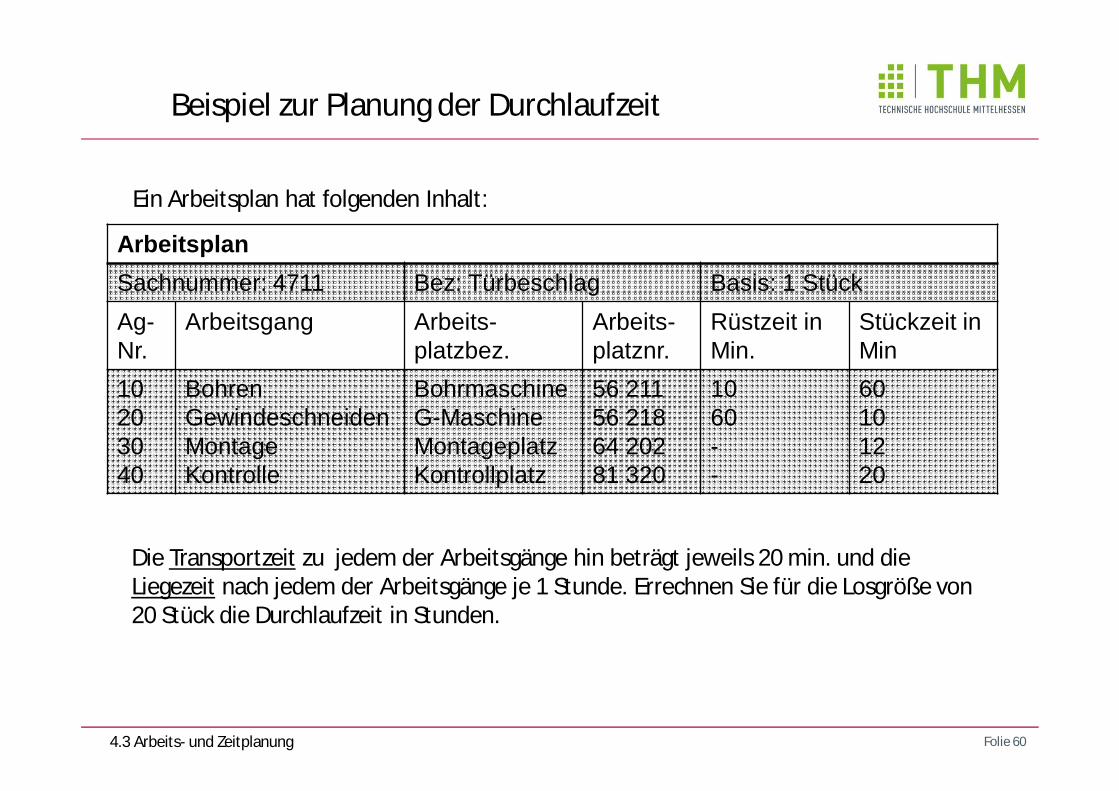
ArbeitsplanSachnummer: 4711 Bez: Türbeschlag Basis: 1 StückAg-Nr.
Arbeitsgang Arbeits-platzbez.
Arbeits-platznr.
Rüstzeit inMin.
Stückzeit inMin
10203040
BohrenGewindeschneidenMontageKontrolle
BohrmaschineG-MaschineMontageplatzKontrollplatz
56 21156 21864 20281 320
1060--
60101220
Ein Arbeitsplan hat folgenden Inhalt:
Die Transportzeit zu jedem der Arbeitsgänge hin beträgt jeweils 20 min. und die Liegezeit nach jedem der Arbeitsgänge je 1 Stunde. Errechnen Sie für die Losgröße von 20 Stück die Durchlaufzeit in Stunden.
Beispiel zur Planung der Durchlaufzeit
4.3 Arbeits- und Zeitplanung
Folie 61
Bestimmungsgrößen:• Eigenschaften der Erzeugnisse • Organisationsform der Fertigung• Bestimmungsort der Produkte • Kundenwünsche
Technische Umsetzung:• Transportmittel
• Transporthilfsmittel
• Transportwege
Ergebnisse:
•Route
•Rhythmus
Aufgaben und Ergebnisse der Transportplanung
Simultane Planung der Produkt- und Transportverpackung!
4.3 Arbeits- und Zeitplanung

Folie 62
Festlegung der Termine für den tatsächlichen Arbeitsbeginn bzw. das tatsächliche Arbeitsende für alle Aufträge bzw. Arbeitsgänge.
Beispiele für Zielvorstellungen
1. Auftragsbezogene Zielvorstellungen
Minimierung der durchschnittlichen Verspätung Minimierung der größten Verspätung
2. Kapazitätsbezogene Zielvorstellungen
Maximierung der Kapazitätsauslastung
Minimierung der Bearbeitungszeit
Aufgaben und Ziele der Ablaufplanung
Gutenberg: Dilemma der AblaufplanungMinimierung der Durchlaufzeiten Maximierung der Kapazitätsauslastung
4.4 Ablaufplanung

Folie 63
Zentrale Verfahren der Ablaufplanung• Belastungsorientierte Auftragsfreigabe• Retrograde Terminierung• Fortschrittszahlen…
Verfahren der Ablaufplanung
Dezentrale Verfahren der Ablaufplanung• Prioritätsregeln• Kanban
4.4 Ablaufplanung
Die Verfahren sind regelmäßig in übergeordnete PPS-Systeme integriert.
Ablaufplanung durch Leitstand
Ablaufplanung durch dezentrale Stellen, z.B. Meister

Folie 64
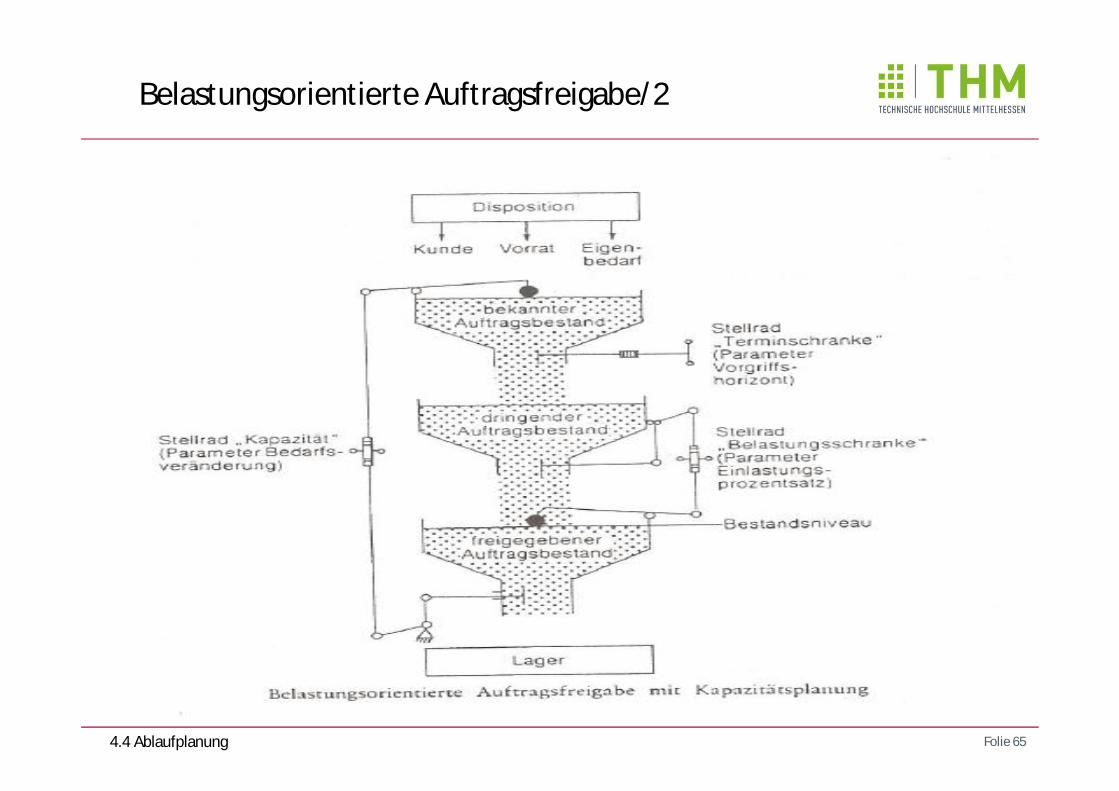
1. Belastungsorientierte Fertigungssteuerung (BOA)Viele kleine, verschiedene Aufträge in Werkstattfertigung, hohe Kapazitätsauslastung. Zentrales Verfahren
DurchlaufterminierungAlle bekannten Aufträge werden nach Plan-Beginnterminen priorisiert.Dringende Aufträge (=Plan-Beginntermin innerhalb des Vorgriffshorizontes) werden auf mögliche Freigabe überprüft (Terminschranke).
AuftragsfreigabeAufträge werden nur dann freigegeben, wenn keine der von ihnen benötigten Maschinen
überlastet ist (Belastungsschranke). Aufträge, die einen Arbeitsplatz erst später belasten, werden dabei geringer gewichtet (Abwertung).
Belastungsorientierte Auftragsfreigabe/1
4.4 Ablaufplanung
Folie 65
Belastungsorientierte Auftragsfreigabe/2
4.4 Ablaufplanung

Folie 66
Zentrales Verfahren, wenige große Aufträge in Werkstattfertigungrollende Planung in drei Schritten
- Ausgangspunkt: dem Kunden zugesagter Soll-Liefertermin Rückwärtsrechnung (ohne Berücksichtigung der Kapazitäten) Wunschtermine für alle Arbeitsplätze
- Festlegen einer vorläufigen, zulässigen Belegung der Arbeitsplätze ohne Berücksichtigung der Kapazitäten
- Entzerrung oder Stauchung der vorläufigen Maschinenbelegungspläne unter zusätzlicher Berücksichtigung der vorliegenden Fertigungssituation
Retrograde Terminierung
4.4 Ablaufplanung
Ständer vorfertigen Ständer schweißen
Rahmen vorfertigen Rahmen schweißen
Antriebswelle drehen Vormontage
Endmontage
Steuerungsbau
Netz eines typischen RT-Erzeugnisses
Folie 67
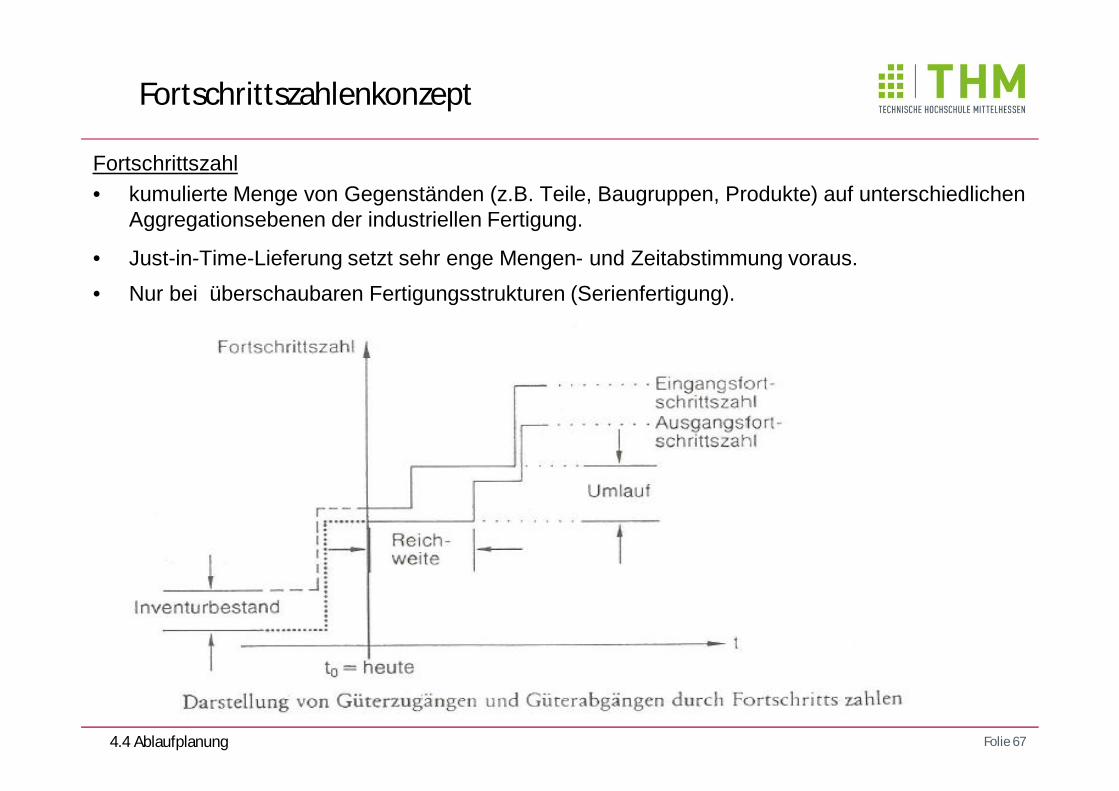
Fortschrittszahl• kumulierte Menge von Gegenständen (z.B. Teile, Baugruppen, Produkte) auf unterschiedlichen
Aggregationsebenen der industriellen Fertigung.
• Just-in-Time-Lieferung setzt sehr enge Mengen- und Zeitabstimmung voraus.• Nur bei überschaubaren Fertigungsstrukturen (Serienfertigung).
Fortschrittszahlenkonzept
4.4 Ablaufplanung

Folie 68
•Optimierungsmodelle : Führen zum bestmöglichen Ergebnis. Enges Anwendungsspektrum.
•Näherungsmodelle: führen mit Hilfe von Rechenregeln zu zufriedenstellenden (satisfizierenden) Ergebnissen.=>Prioritätsregeln): legen durch die Vorgabe von Vorzugszahlen an die einzelnen Aufträge diejenige Reihenfolge der Bearbeitung an der jeweiligen Maschine fest, welche in Bezug auf das gesetzte Ziel zu einer zufriedenstellenden Maschinenbelegung führt.
Ablaufplanung mit Hilfe von Prioritätsregeln
Ausgewählte Prioritätsregeln Bevorzugt werden Aufträge mit der/dem :
KOZ-Regel kürzesten Bearbeitungs (Operations-)zeit an der nächsten Maschine
KRB-Regel kürzesten Restbearbeitungszeit auf allen nachgelagerten Stufen
HWZ-Regel bisher höchsten Wert des Zwischenprodukts
GSZ-Regel mit der geringsten Schlupfzeit (Positive Differenz von errechnetem Fertigungstermin und geplantem Liefertermin)
4.4 Ablaufplanung
Folie 69
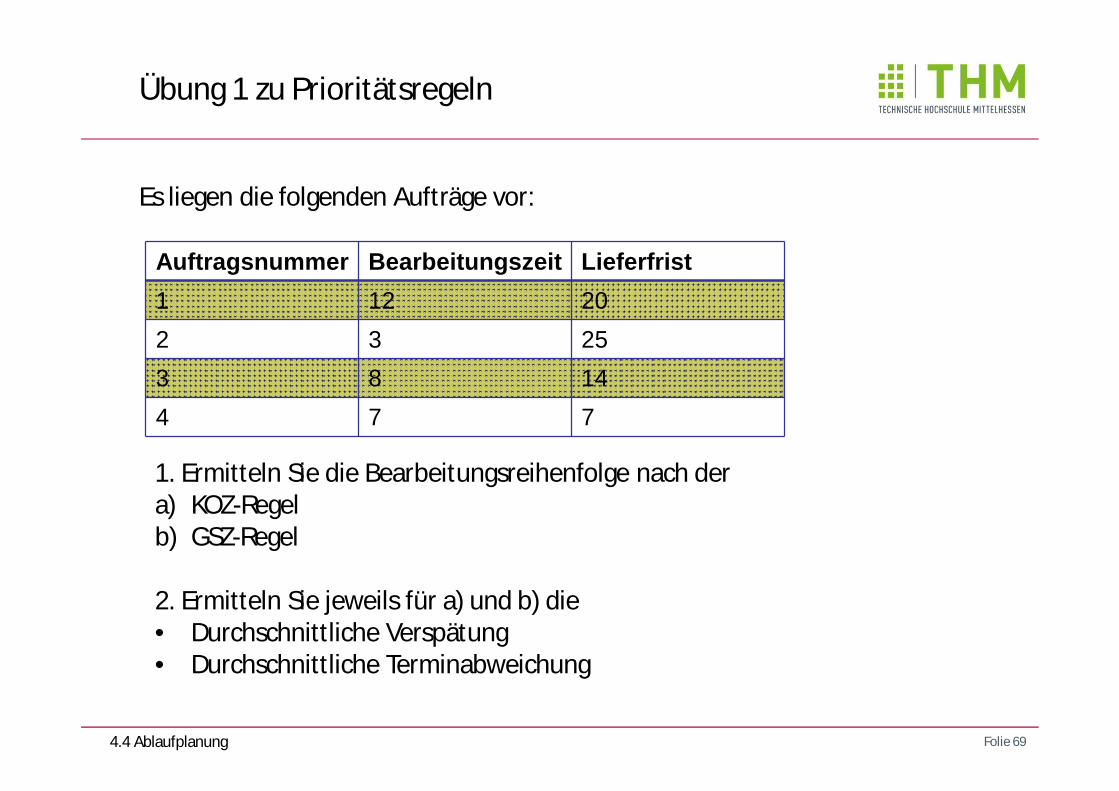
Übung 1 zu Prioritätsregeln
Es liegen die folgenden Aufträge vor:
Auftragsnummer Bearbeitungszeit Lieferfrist1 12 202 3 253 8 144 7 7
1. Ermitteln Sie die Bearbeitungsreihenfolge nach dera) KOZ-Regelb) GSZ-Regel
2. Ermitteln Sie jeweils für a) und b) die• Durchschnittliche Verspätung• Durchschnittliche Terminabweichung
4.4 Ablaufplanung
Folie 70
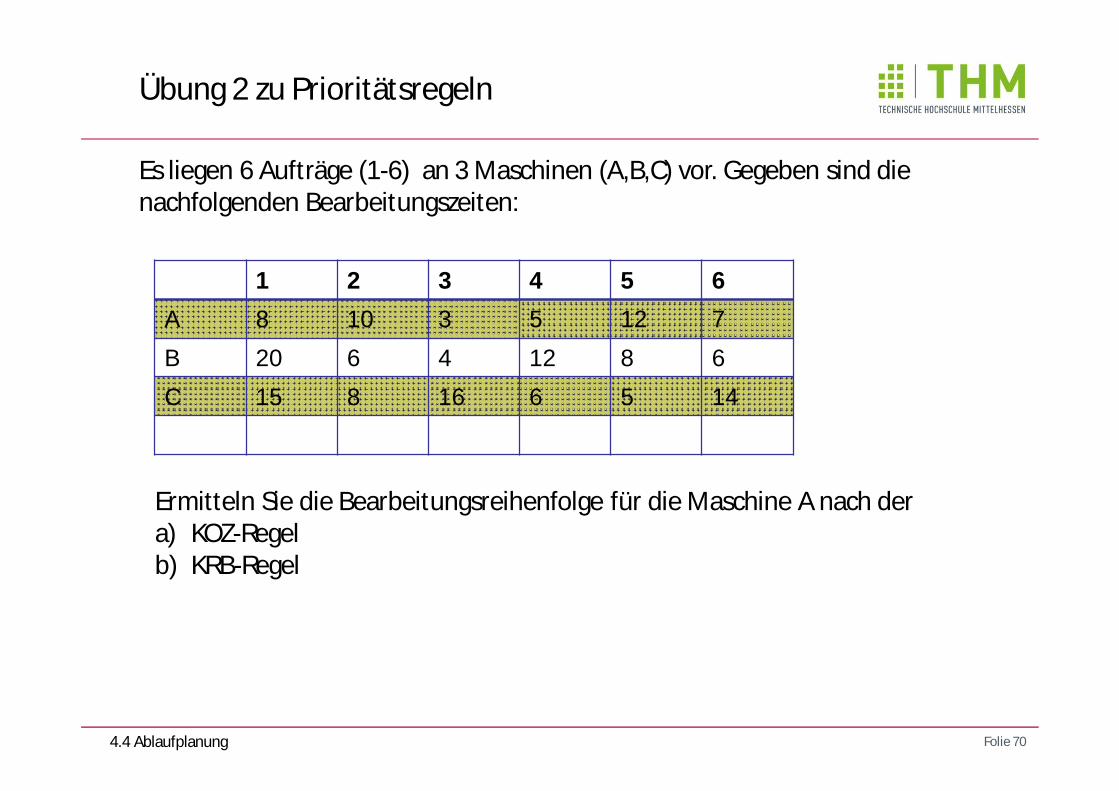
Es liegen 6 Aufträge (1-6) an 3 Maschinen (A,B,C) vor. Gegeben sind die nachfolgenden Bearbeitungszeiten:
Ermitteln Sie die Bearbeitungsreihenfolge für die Maschine A nach der a) KOZ-Regelb) KRB-Regel
1 2 3 4 5 6A 8 10 3 5 12 7B 20 6 4 12 8 6C 15 8 16 6 5 14
Übung 2 zu Prioritätsregeln
4.4 Ablaufplanung
Folie 71
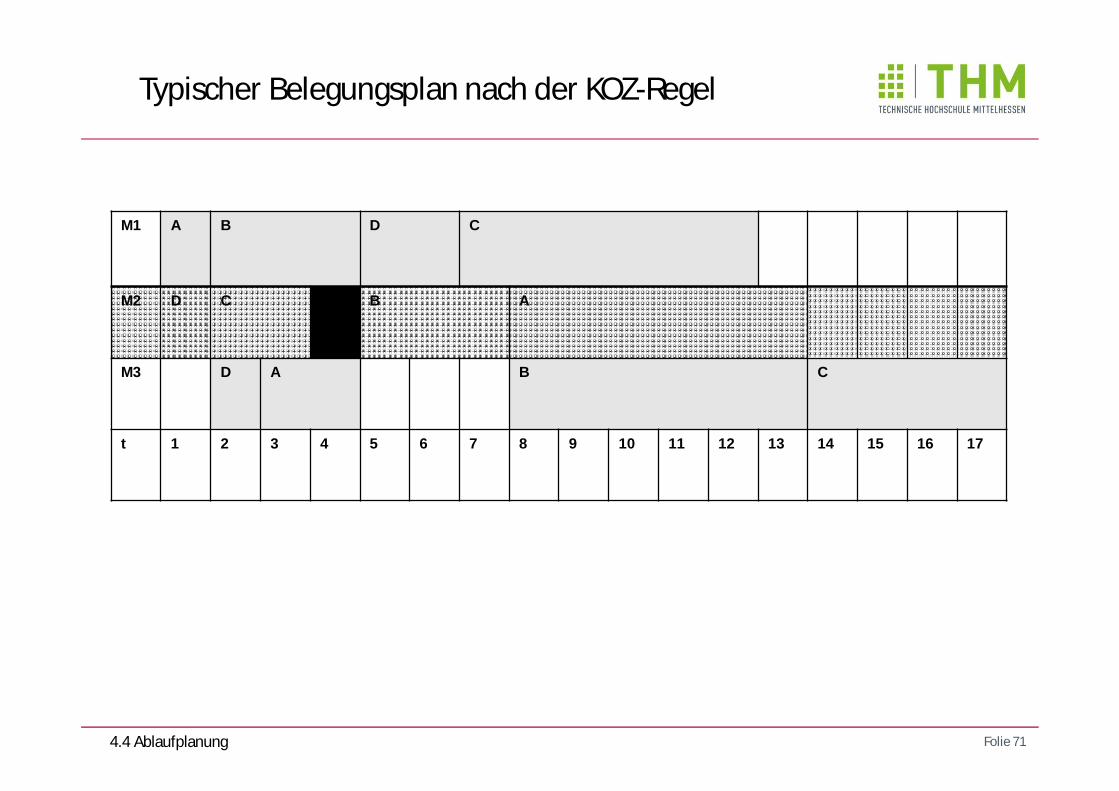
M1 A B D C
M2 D C B A
M3 D A B C
t 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
Typischer Belegungsplan nach der KOZ-Regel
4.4 Ablaufplanung
Folie 72
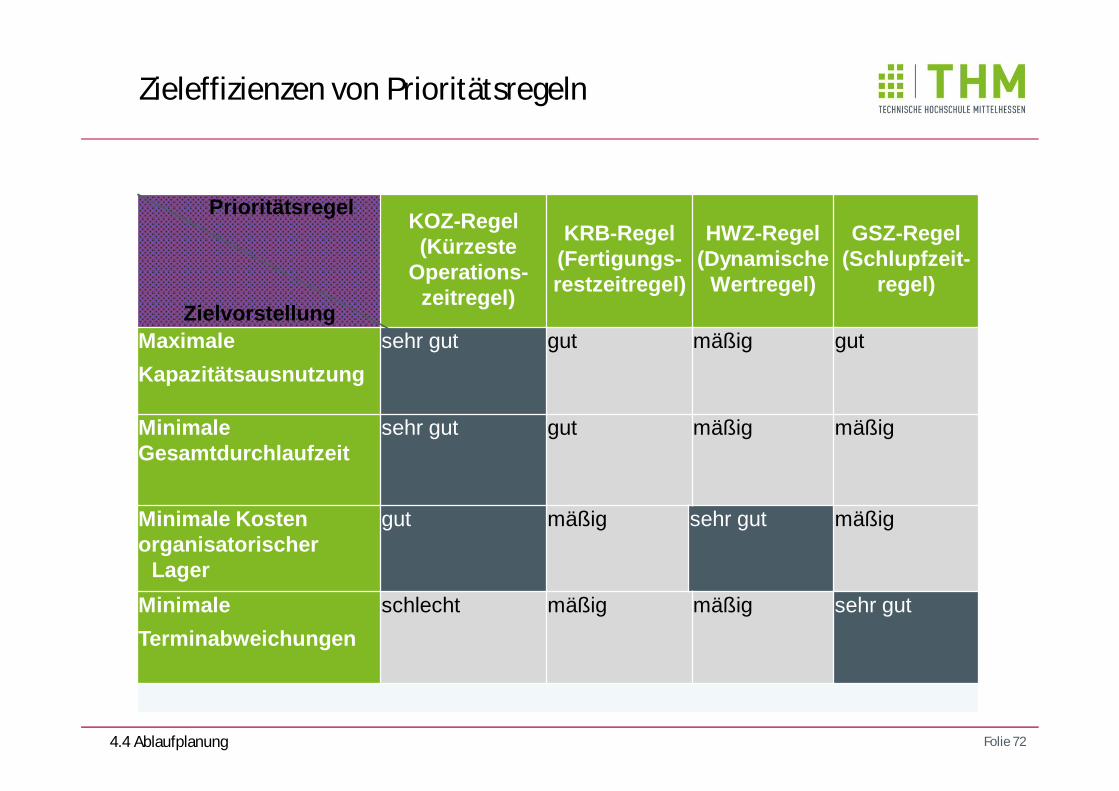
Prioritätsregel
Zielvorstellung
KOZ-Regel (Kürzeste
Operations-zeitregel)
KRB-Regel (Fertigungs-restzeitregel)
HWZ-Regel(Dynamische
Wertregel)
GSZ-Regel (Schlupfzeit-
regel)
MaximaleKapazitätsausnutzung
sehr gut gut mäßig gut
MinimaleGesamtdurchlaufzeit
sehr gut gut mäßig mäßig
Minimale Kostenorganisatorischer
Lager
gut mäßig sehr gut mäßig
MinimaleTerminabweichungen
schlecht mäßig mäßig sehr gut
Zieleffizienzen von Prioritätsregeln
4.4 Ablaufplanung
Folie 73
Kanban-Konzept/1
4.4 Ablaufplanung
Folie 74
KANBAN (japanisch für Karte oder Schild)dezentrales Steuerungssystem für Serien, Massenfertigung und für Organisationstypenin der Nähe der Fließfertigung erhöhte Marktdynamik -> Flexibilität derIndustrieunternehmungen
Ziele:
1. hohe Liefertreue und Lieferbereitschaft
2. niedrige Durchlaufzeiten
3. niedrige Fertigungsbestände
KANBAN-Konzept/2
4.4 Ablaufplanung
Voraussetzungen:
• kleine Anzahl der eingebundenen Fertigungsstufen
• einfache Fertigungsstruktur mit geringer Variantenzahl
• wenig Beschäftigungsschwankungen
• gute Beherrschung der Produktqualität und des Fertigungsprozesses
• gute Abstimmung der Fertigungskapazitäten verschiedener Fertigungsstufen

Folie 75
• Soll-Ist-Vergleich• Abweichungsanalyse• Erkennen der Abweichungsursachen• Anpassungsmaßnahmen• verbesserte Vorgabewerte• systematische Fertigungsfortschrittkontrolle
Bedeutung der Fertigungsüberwachung
ERP
BDE /MDE
Fertigungspotenziale
VorgabeRückmeldung
Elemente eines MES
4.4 Ablaufplanung
Folie 76
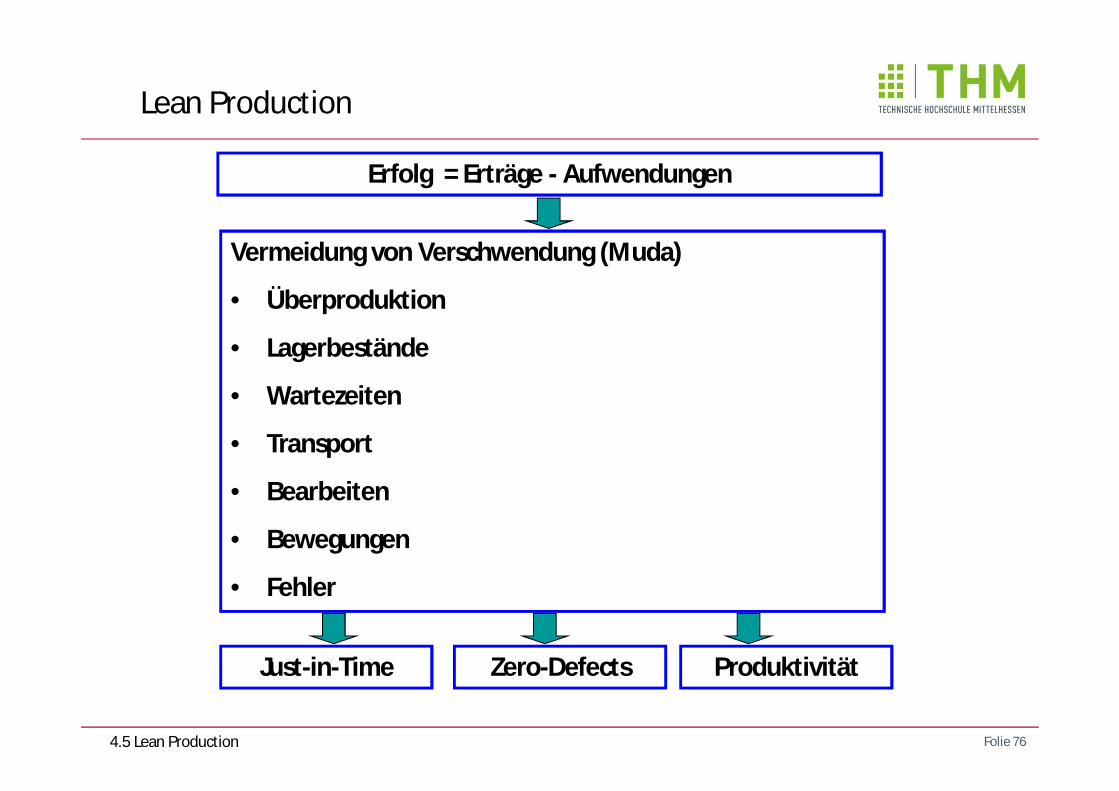
Lean Production
Erfolg = Erträge - Aufwendungen
Vermeidung von Verschwendung (Muda)
• Überproduktion
• Lagerbestände
• Wartezeiten
• Transport
• Bearbeiten
• Bewegungen
• Fehler
Just-in-Time Zero-Defects Produktivität
4.5 Lean Production

Folie 77
Andon-Recht
4.5 Lean Production

Folie 78
Minimierung der Transportwege
Grundriss des Opel-Werks in Rüsselsheim
4.5 Lean Production
Folie 79
Single Minute Exchange of Die (SMED)
4.5 Lean Production
Folie 80
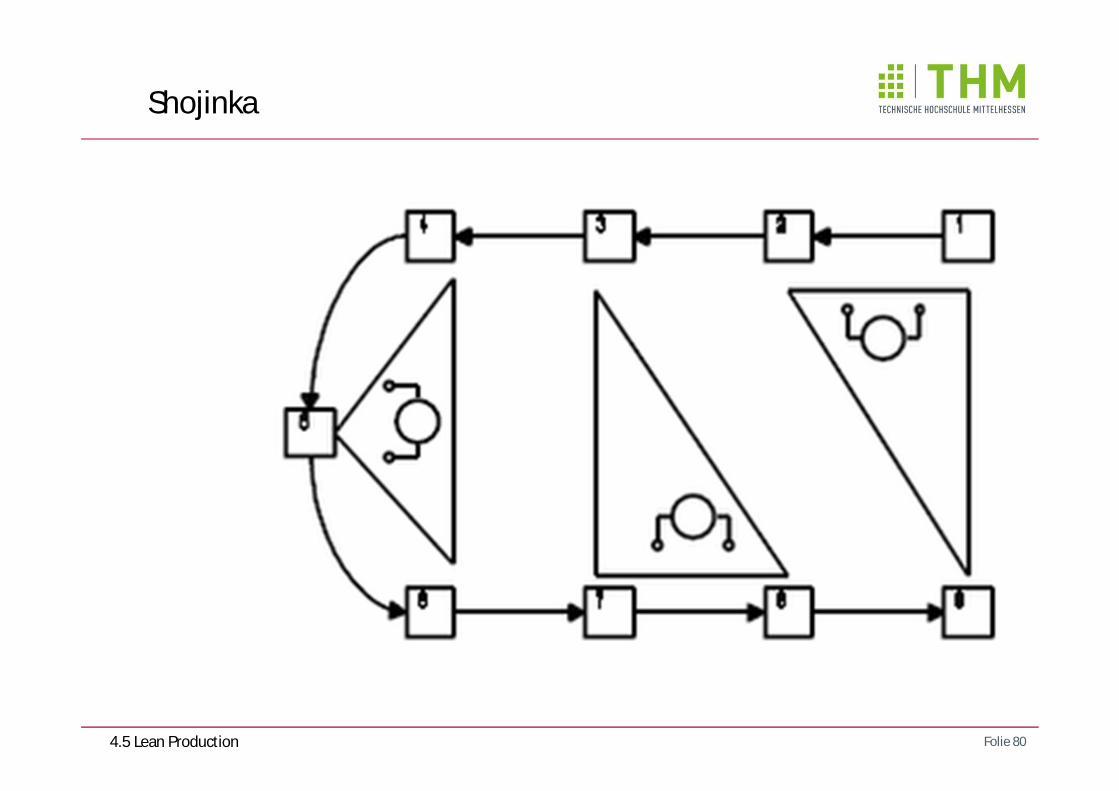
Shojinka
4.5 Lean Production

Folie 81
Poka-Yoke
4.5 Lean Production
Folie 82
Standortbestimmung
1 Entscheidungsfeld der Industriebetriebslehre
2 Entscheidungen über das Produktionsprogramm
3 Entscheidungen in der Materialwirtschaft
4 Entscheidungen in der Produktionsplanung und –steuerung
5. Industrielles Controlling5.1 Maschinenstundensatzrechnung5.2 Potenzialeffizienz
Folie 83
•Ermittlung der gesamten Maschinenkosten
•Ermittlung der Maschinenlaufzeit
•Ermittlung des Maschinenstundensatzes
Vorgehen bei der Maschinenstundensatzrechnung
5.1 Maschinenstundensatz
Folie 84
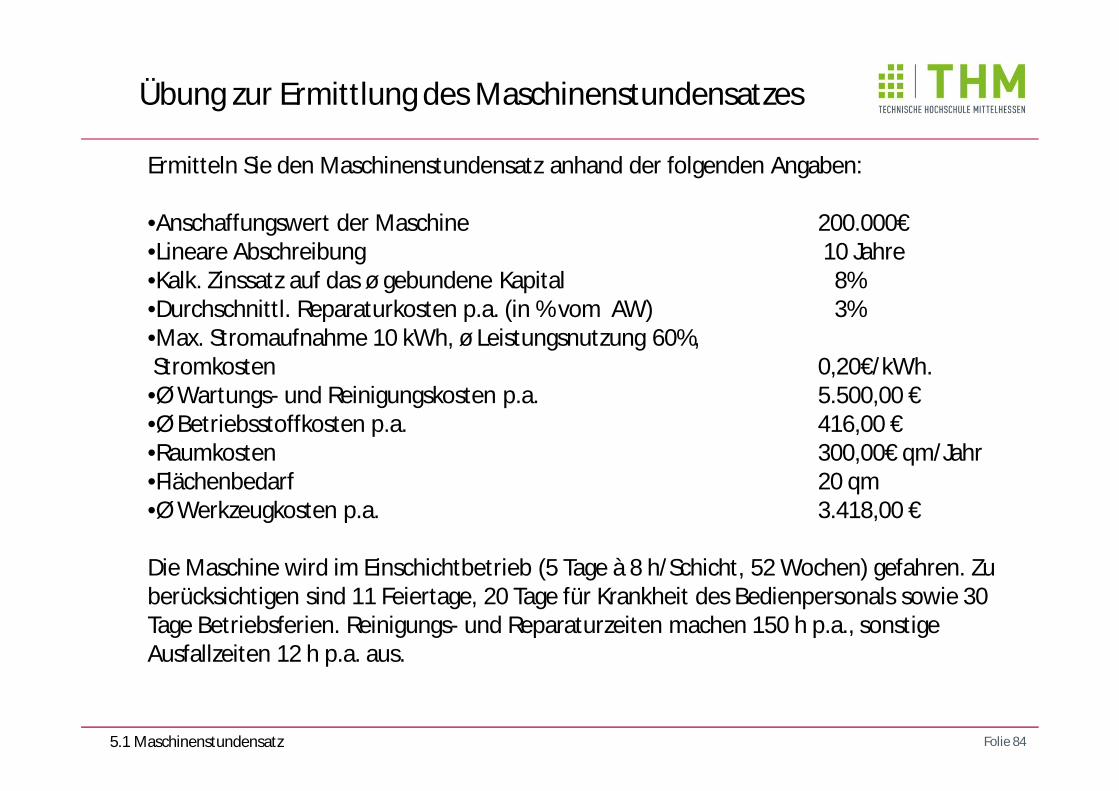
Ermitteln Sie den Maschinenstundensatz anhand der folgenden Angaben:
•Anschaffungswert der Maschine 200.000€•Lineare Abschreibung 10 Jahre•Kalk. Zinssatz auf das ø gebundene Kapital 8%•Durchschnittl. Reparaturkosten p.a. (in % vom AW) 3%•Max. Stromaufnahme 10 kWh, ø Leistungsnutzung 60%,Stromkosten 0,20€/kWh.•Ø Wartungs- und Reinigungskosten p.a. 5.500,00 €•Ø Betriebsstoffkosten p.a. 416,00 €•Raumkosten 300,00€ qm/Jahr•Flächenbedarf 20 qm•Ø Werkzeugkosten p.a. 3.418,00 €
Die Maschine wird im Einschichtbetrieb (5 Tage à 8 h/Schicht, 52 Wochen) gefahren. Zu berücksichtigen sind 11 Feiertage, 20 Tage für Krankheit des Bedienpersonals sowie 30 Tage Betriebsferien. Reinigungs- und Reparaturzeiten machen 150 h p.a., sonstige Ausfallzeiten 12 h p.a. aus.
Übung zur Ermittlung des Maschinenstundensatzes
5.1 Maschinenstundensatz
Folie 85
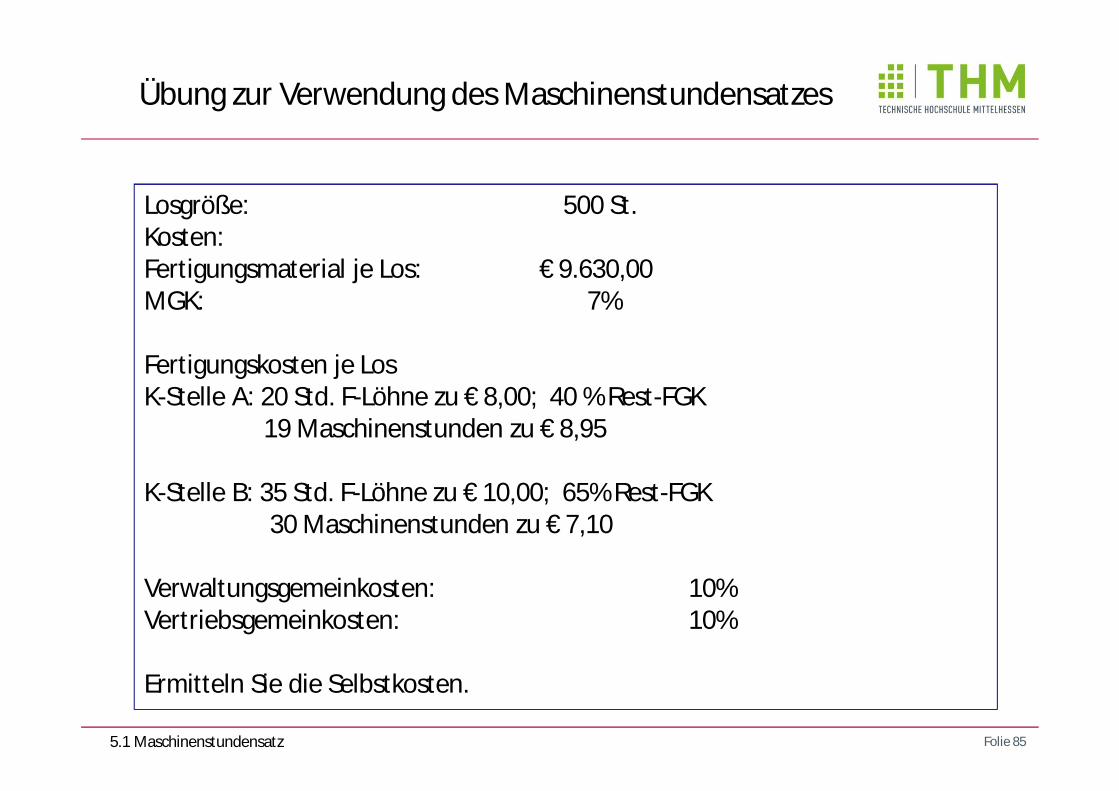
Losgröße: 500 St. Kosten:Fertigungsmaterial je Los: € 9.630,00MGK: 7%
Fertigungskosten je LosK-Stelle A: 20 Std. F-Löhne zu € 8,00; 40 % Rest-FGK
19 Maschinenstunden zu € 8,95
K-Stelle B: 35 Std. F-Löhne zu € 10,00; 65% Rest-FGK30 Maschinenstunden zu € 7,10
Verwaltungsgemeinkosten: 10%Vertriebsgemeinkosten: 10%
Ermitteln Sie die Selbstkosten.
Übung zur Verwendung des Maschinenstundensatzes
5.1 Maschinenstundensatz

Folie 86
Kapazität: Leistungsvermögen eines Potenzialfaktors in einer Periode
Leistungsabgabevermögen, z.B. Fertigungsmaschine
Leistungsaufnahmevermögen, z.B. Lagerhalle
Einflussgrößen: Nutzungsdauer der Aggregat
Anzahl der Aggregate
Intensität der Nutzung
Totalkapazität Periodenkapazität
Beschäftigung: zeitlich genutzte Kapazität.
Leistung: produktiv genutzte Beschäftigung (= mengenmäßiger Output).
5.2 Potenzialeffizienz
Überblick über Begriffe der Potenzialeffizienz

Folie 87
Kapazität = Leistungsvermögen eines Potentialfaktors innerhalb eines bestimmten Zeitabschnitts.
Normalkapazität: berücksichtigt alle regelmäßigen, vorherbestimmbaren Kapazitätsminderungen=> Basis für lang- und mittelfristige Planungen.
Effektive Kapazität: berücksichtigt kurzfristige, vorherbestimmbaren Kapazitätsveränderungen, z.B. Überstunden, Kurzarbeit, Springer,…=> Wird kurzfristig angesetzt
Es handelt sich bei Normal- und Effektive Kapazität um Festlegungen des geplanten Kapazitätsauslastung, d.h. um Begriffe der Beschäftigung (s.o.) !
Messung der Potenzialkapazität
5.2 Potenzialeffizienz
Folie 88
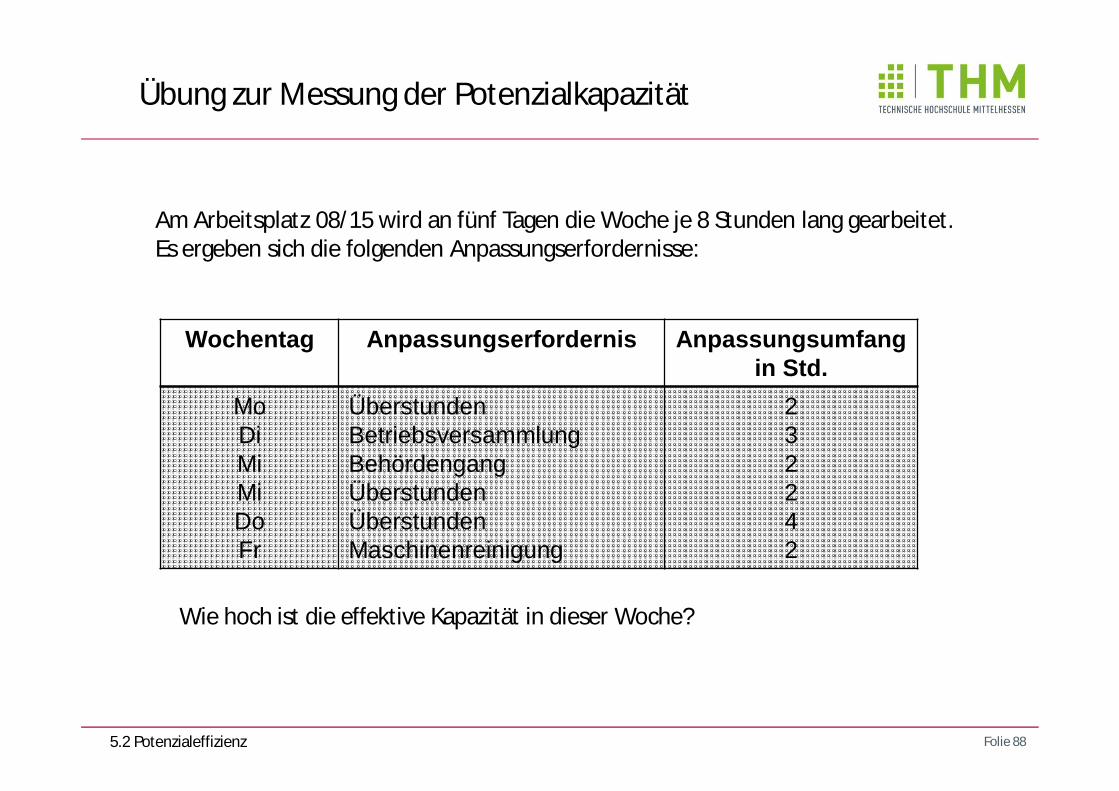
Am Arbeitsplatz 08/15 wird an fünf Tagen die Woche je 8 Stunden lang gearbeitet.Es ergeben sich die folgenden Anpassungserfordernisse:
Wochentag Anpassungserfordernis Anpassungsumfangin Std.
MoDiMiMiDoFr
ÜberstundenBetriebsversammlungBehördengangÜberstundenÜberstundenMaschinenreinigung
232242
Wie hoch ist die effektive Kapazität in dieser Woche?
5.2 Potenzialeffizienz
Übung zur Messung der Potenzialkapazität
Folie 89
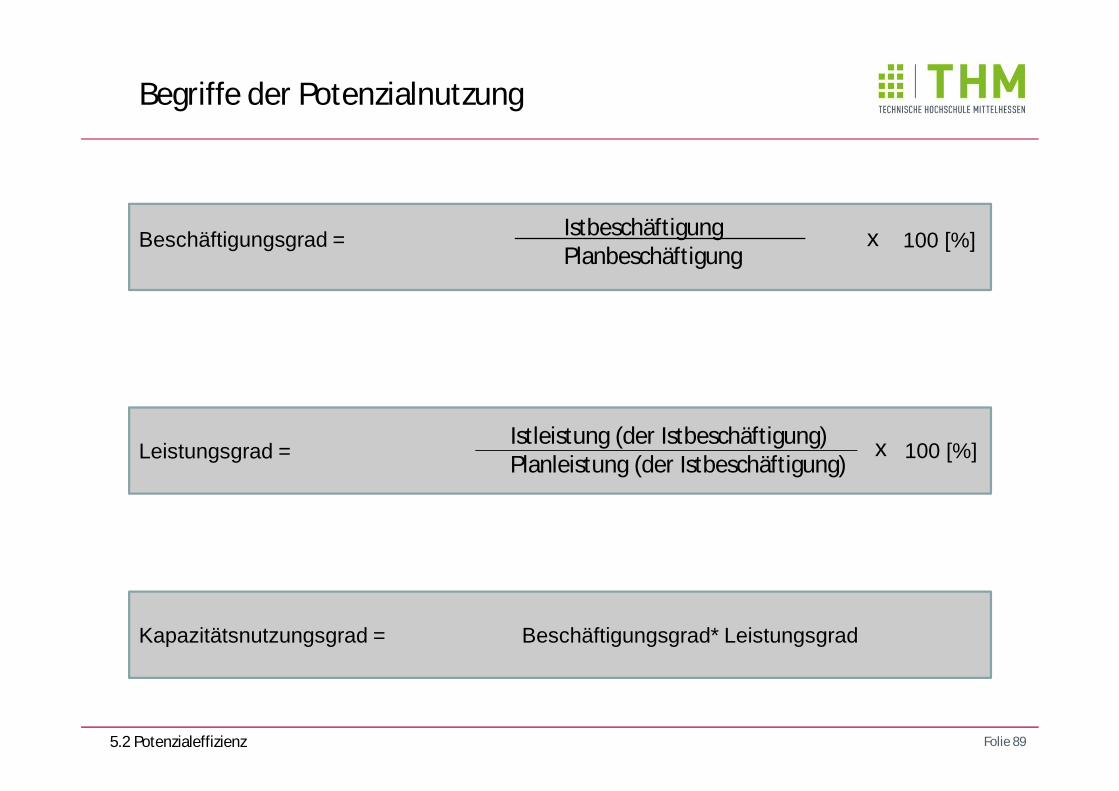
Beschäftigungsgrad =
Leistungsgrad =
Kapazitätsnutzungsgrad = Beschäftigungsgrad* Leistungsgrad
100 [%]
100 [%]
IstbeschäftigungPlanbeschäftigung
x
Istleistung (der Istbeschäftigung)Planleistung (der Istbeschäftigung)
x
5.2 Potenzialeffizienz
Begriffe der Potenzialnutzung
Folie 90
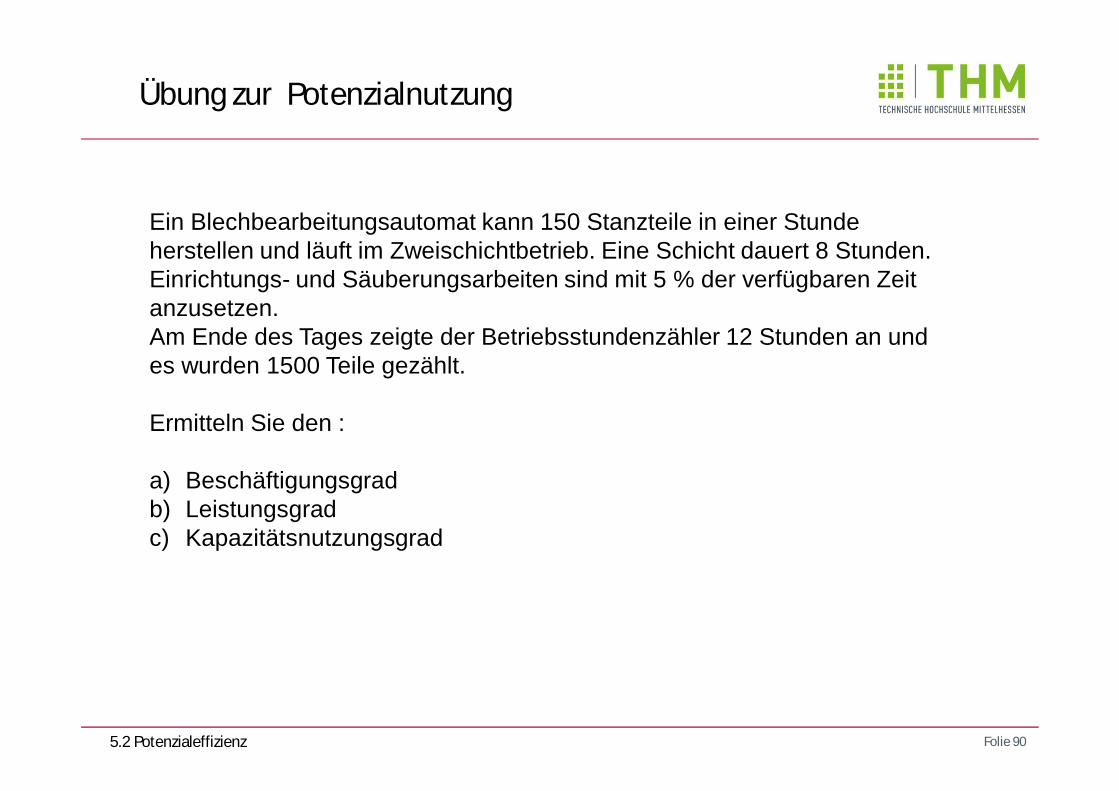
Ein Blechbearbeitungsautomat kann 150 Stanzteile in einer Stunde herstellen und läuft im Zweischichtbetrieb. Eine Schicht dauert 8 Stunden. Einrichtungs- und Säuberungsarbeiten sind mit 5 % der verfügbaren Zeit anzusetzen.Am Ende des Tages zeigte der Betriebsstundenzähler 12 Stunden an und es wurden 1500 Teile gezählt.
Ermitteln Sie den :
a) Beschäftigungsgradb) Leistungsgradc) Kapazitätsnutzungsgrad
5.2 Potenzialeffizienz
Übung zur Potenzialnutzung
Folie 91
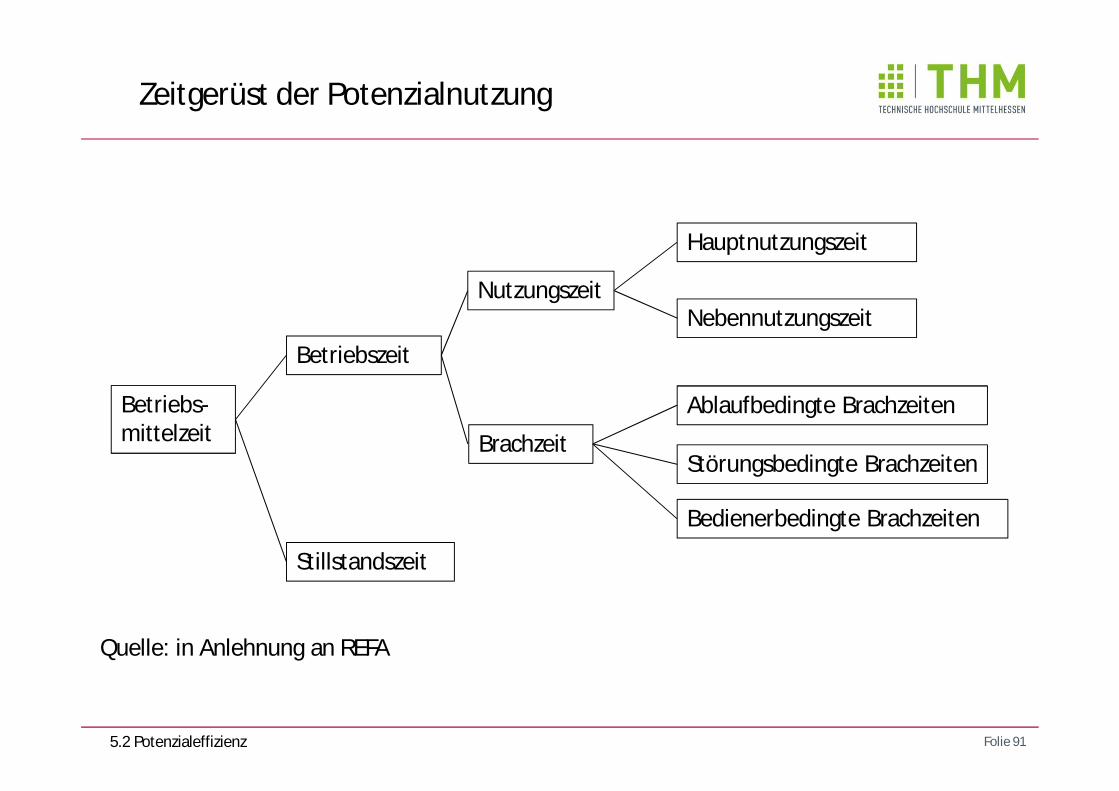
Betriebszeit
Brachzeit
Nutzungszeit
Hauptnutzungszeit
Nebennutzungszeit
Ablaufbedingte Brachzeiten
Störungsbedingte Brachzeiten
Bedienerbedingte Brachzeiten
Betriebs-mittelzeit
Stillstandszeit
5.2 Potenzialeffizienz
Zeitgerüst der Potenzialnutzung
Quelle: in Anlehnung an REFA
Folie 92
•Kurzfristige Entscheidungen: Teilkostenrechnung => nur kv entscheidungsrelevant•Langfristige Entscheidungen: Investitionsrechnung => Zahlungsgrößen, Kalkulationszinssatz
Gründe die für die Eigenfertigung von Anlagen sprechen: Einzelfertigung nach spezifischen Anforderung der Unternehmung
Informationsvorsprung
schnelleres Fertigstellen
ausreichend freie Fertigungskapazität
Gründe gegen die Eigenfertigung von Anlagen: Preis
Know-How der Anbieter
5.2 Potenzialeffizienz
Beschaffung Industrieller Potenziale
Folie 93
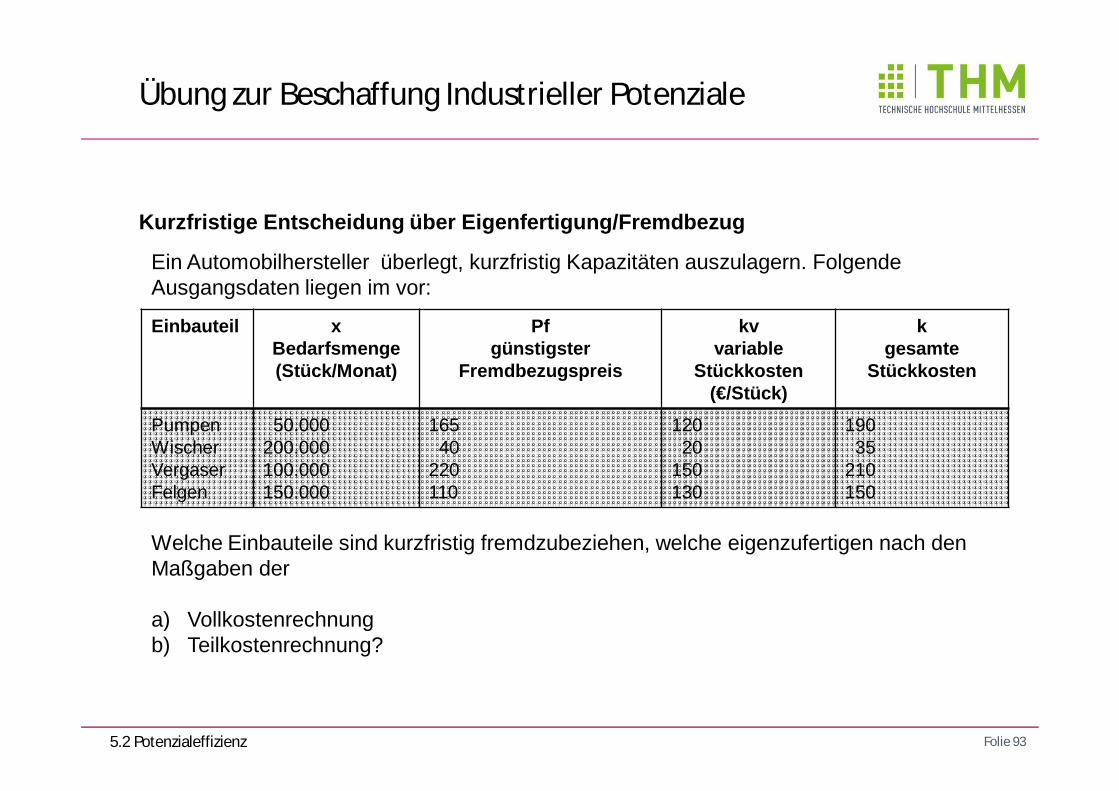
Kurzfristige Entscheidung über Eigenfertigung/Fremdbezug
Einbauteil xBedarfsmenge (Stück/Monat)
Pfgünstigster
Fremdbezugspreis
kvvariable
Stückkosten(€/Stück)
kgesamte
Stückkosten
PumpenWischerVergaserFelgen
50.000200.000100.000150.000
16540
220110
12020
150130
19035
210150
Ein Automobilhersteller überlegt, kurzfristig Kapazitäten auszulagern. Folgende Ausgangsdaten liegen im vor:
Welche Einbauteile sind kurzfristig fremdzubeziehen, welche eigenzufertigen nach den Maßgaben der
a) Vollkostenrechnungb) Teilkostenrechnung?
5.2 Potenzialeffizienz
Übung zur Beschaffung Industrieller Potenziale
Folie 94
Weiterführende Literatur
Ebel, Bernd: Produktionswirtschaft, Kiehl.
Kummer, Sebastian et.al.: Grundzüge der Beschaffung, Produktion und Logistik, Pearson.
Nebl, Theodor: Produktionswirtschaft, Oldenbourg.
Oeldorf, Gerhard und Klaus Olfert: Materialwirtschaft, Kiehl.
Schweitzer, Marcell: Industriebetriebslehre, Vahlen.


















