
Das neue Konzept Infoveranstaltung November 2014 Dr. Paul Wilkens.
Staatliche Gewerbeschule Stahl- und Maschinenbau
Fachschule für Technik, Fachrichtung Maschinentechnik,
Angerstraße 7-11, 22087 Hamburg
Entwicklung und Konstruktion einer Vorrichtung zur
zerstörungsfreien Demontage von Filterpatronen
für die Schmelzflusselektrolyse
Facharbeit
Abschlussprüfung 2013
Erstellt und ausgearbeitet von: Uwe Wilkens Moisburger Straße 22a 21629 Elstorf / Neu Wulmstorf
Erstbetreuer : Herr Feist
Zweitbetreuer : Herr Krosse
Inhaltsverzeichnis
1.0 Einleitung ............................................................................................... 1
2.0 Die Filteranlage ...................................................................................... 2
2.1 Die thermischen sowie die chemischen Belastungen für die
Filterpatronen ............................................................................................. 3
2.2 Die mechanischen Belastungen der Filterpatronen ............................... 4
3.0 Der aktuelle Zustand .............................................................................. 6
3.1 Der Filterpatronenkopf .......................................................................... 7
3.2 Die Abdichtung der Filterpatronen ........................................................ 8
3.3 Die Demontage..................................................................................... 9
3.4 Die Vorgehensweise zur Ermittlung von defekten Filterpatronen ........ 11
3.5 Das Problem ....................................................................................... 11
3.6 Der Weg zur Lösungsfindung ............................................................. 12
4.0 Die Materialien und Werkzeuge für den Versuchsaufbau ................. 13
4.1 Der Versuchsaufbau ........................................................................... 13
4.2 Die Vorgehensweise bei der Kräfteermittlung ..................................... 16
4.3 Die Betrachtung der Versuchsreihe und Kritik .................................... 17
4.4 Die Berechnung der auftretenden Klemmkräfte zwischen der
Auszugshülse und dem Patronenkopf ...................................................... 18
4.5 Überlegung zu der Dimensionierung des Auszugszylinders und des
Klemmzylinders ........................................................................................ 20
5.0 Die Anforderungsliste ......................................................................... 21
5.1 Die Ermittlung der benötigten Demontagekräfte ................................. 23
5.2 Der morphologische Kasten 1 bis 3 .................................................... 24
5.3 Die Auswertung der Lösungsvarianten ............................................... 25
5.4 Die Bewertung der Lösungsvarianten ................................................. 26
5.5 Die Funktionsbeschreibung der Auszugsvorrichtung .......................... 26
6.0 Fazit ...................................................................................................... 28
Anhang 1 ..................................................................................................... A
7.0 Erklärung ................................................................................................. I
7.1 Literaturverzeichnis .............................................................................. II
7.2 Internetverzeichnis ............................................................................... II
7.3 Abbildungsverzeichnis ......................................................................... III
8.0 Lastenheft ............................................................................................. V

9.0 Der pneumatische Schaltplan ............................................................ VII
9.1 Das Zustandsdiagramm ..................................................................... VII
9.2 Bauteilliste ........................................................................................ VIII
10.0 Datenblätter ........................................................................................ IX
Anhang 2
Zeichnungsmappe der Auszugsvorrichtung ...............................................

1
1.0 Einleitung
Die Trimet Aluminium SE ist ein deutscher Primäraluminiumhersteller. Das
Unternehmen stellt in Hamburg und in Essen Primäraluminium1 aus
Aluminiumoxid2 Al2O3 nach dem Schmelzflusselektrolyseverfahren3 her. Seit
2008 bin ich bei der Trimet Aluminium SE Hamburg, in der Instandhaltung
der werkseigenen Abgasreinigung, tätig. In dieser Zeit sind mir viele neue
Einblicke in diese Anlage aufgezeigt worden. Um den Produktionsprozess
von Rohaluminium in Europa zu tätigen, ist es notwendig eine
Abgasreinigung zu betreiben, um die vorgeschriebenen Grenzwerte im
Bezug von Staub- und Fluorimmissionen einzuhalten. Im Hüttenwerk „Trimet
Aluminium SE Hamburg-Finkenwerder“ wird die Abgasreinigung von
insgesamt 17.280 Filterpatronen in 72 Filterkammern übernommen. Bei
dieser Anzahl von Patronen kommt es immer zu geplanten Filterwechseln so
wie zu Beschädigungen und Ausfällen von Filterpatronen, die es zeitnah zu
beseitigen gilt. Durch ständige Prozessanpassung und
Produktionssteigerungen seit 1971 ist auch die Abgasreinigung diesem
Wandel unterzogen worden. Es ist eine Kombination aus der Abdichtung von
den 1971 bis 1985 verwendeten Filterschläuchen und den seit 1985
eingesetzten Filterpatronen entwickelt worden, die bis heute Bestand hat. Es
kommt immer wieder vor, dass trotz langjähriger Erfahrung im Umgang mit
dieser Filterkombination, eine systematische Beschädigung bei der
Demontage der Filterpatrone auftritt. Diese Beschädigung hat weitere
Reparaturmaßnahmen sowie Grenzwertüberschreitungen zur Folge, bei
denen Kosten in Form von Zeit, Personal und Material entstehen, die es zu
vermeiden gilt.
In dieser Facharbeit geht es um die Entwicklung und Konstruktion einer
Vorrichtung zum Demontieren von Filterpatronen aus ihrem Dichtsitz, dabei
dürfen die benachbarten Filterpatronen nicht beschädigt werden. Der Kosten-
1 auch Rohaluminium oder Hüttenaluminium genannt
2 Aluminiumoxid wird aus Bauxit nach dem Bayer-Verfahren hergestellt
3 ist ein Verfahren bei dem eine heiße Salzschmelze als Elektrolyt dient

2
und Arbeitsaufwand soll verringert, die Betriebssicherheit gesteigert sowie
die Ausbaumethode sicherer und ergonomischer gestaltet werden.
2.0 Die Filteranlage
Bei der Produktion von Rohaluminium in einem Schmelzflusselektrolyseofen4
entstehen bei der elektrochemischen Umwandlung von Aluminiumoxid zu
Aluminium verschiedene Abgase. Diese Abgase werden aus
Umweltschutzgründen sowie zum Schutz der Mitarbeiter, aber auch zur
Rohstoffrückgewinnung durch eine Filteranlage, abgesaugt. Ein Bestandteil
der entstehenden Abgase ist das Fluorwasserstoffgas5 im Folgenden Abk.
HF Gas, das stark gesundheitsschädigend ist, und das bei Kontakt mit
Abbildung 1: Prinzip der trockenen Abgasreinigung am Beispiel einer Filterkammer
Pflanzen in der Wachstumsphase zu einer Blattspitzennekrose6 führen kann.
Um dieses schädliche HF Gas zu absorbieren7 und den Rohstoff „Fluor“
wieder dem Produktionsprozess zuzuführen, wird dem Abgas kontinuierlich
4 Schmelzofen zur elektrochemischen Herstellung von Aluminium
5 Fluorwasserstoff liegt bei Zimmertemperatur als farbloses, stechend riechendes, sehr giftiges Gas
vor. 6 eine dauerhafte Schädigung der Blätter
7 von lat. Adsorption, von adsorbere „(an)saugen“

3
Aluminiumoxidpulver zugegeben. Das Aluminiumoxidpulver ist durch seinen
Herstellungsprozess mit einer porösen Struktur ausgestattet, die eine
gesamtabsorbierende Oberfläche von 70 - 75 BET8 ( 70 - 75 m2 pro g )
aufweist und gut für die Absorption des HF Gas geeignet ist. Zum Trennen
des mit Fluor beladenen Aluminiumoxides und der Abgase, ist eine
Filteranlage nachgeschaltet. Das in der Filteranlage abgeschiedene und mit
Fluorwasserstoff beladene Aluminiumoxid (s. Abb. 1) wird dem
Produktionsprozess wieder zugeführt. Das rückgeführte Aluminiumoxid wird
wieder für die chemische Umwandlung zu Rohaluminium genutzt. In dem
Hüttenwerk der Trimet Aluminium SE in Hamburg werden 270
Schmelzflusselektrolyseöfen zur Herstellung von Rohaluminium betrieben.
Um die entstehenden Abgase der Schmelzflusselektrolyseöfen zu reinigen,
sind 72 Filterhäuser mit je 240 Filterpatronen nachgeschaltet, in Summe sind
es 17.280 Filterpatronen. Die gesamten Filterhäuser besitzen eine
Absaugleistung von 1,54 Millionen Nm3 / h bei einer Gesamtlüfterleistung von
3,3 Megawatt. Die Filterpatronen (s. Abb. 3), mit einem Durchmesser von
128 mm und einer Länge von 2000 – 2400 mm (herstellerabhängig), sind
dabei großen thermischen, chemischen und mechanischen Belastungen
ausgesetzt.
2.1 Die thermischen sowie die chemischen
Belastungen für die Filterpatronen
Die thermischen Belastungen für die Filterpatronen resultieren aus den
Rohgasen, die mit Temperaturen von 120 °C bis zu 150 °C aus den
Elektrolyseöfen abgesaugt werden. Auf dem Weg der Rohgase in die
Abgasreinigung wird ein Teil der Temperatur über die Absaugleitungen an
die Umwelt abgegeben. Die Abkühlung über die Absaugleitung trägt dazu
bei, dass die Temperaturen der Rohgase bis zu den Filterhäusern von
135 C° auf 80 C° absinken. Diese Temperatursenkung ist abhängig von der
umgebenden Temperatur (der Kühlleistung) der Absaugleitung. Die
chemische Belastung der Filterpatronen setzt sich aus der in dem Rohgas
8 Analyseverfahren zur Größenbestimmung von Oberflächen nach den Entwicklern Brunauer-Emmett-
Teller

4
angesaugten Luftfeuchtigkeit und dem HF-Gas zusammen. Diese beiden
Komponenten können zu einer wässrigen HF-Lösung führen, die eine
schwache Flusssäure hervorrufen. Im Normalbetrieb der Filteranlage ist dies
kein Problem, da der Fluoranteil aus dem HF-Gas erst unter 19,5 C° seinen
Aggregatzustand von gasförmig zu flüssig wechselt und es zu einer Bildung
dieser wässrigen HF-Lösung kommen kann. Anders ist die Belastung der
Filterpatronen bei längeren Stillständen der einzelnen Filterhäuser, z.B.
durch Reparaturen oder geplanter Abschaltungen, bei denen es durchaus zu
Temperaturen unter 19,5 C° kommen kann. Dadurch kann es zu einer
Beschädigung durch die Säure kommen.
2.2 Die mechanischen Belastungen der
Filterpatronen
Die mechanischen Belastungen der Filterpatronen setzen sich aus der
Abrasivität des Aluminiumoxid mit einer Mohs-Härte9 von 9 bis 9,5 und einer
Ablagerung zusammen. Diese Ablagerung ist eine Verbindung aus den
Aluminiumoxid und dem Kohlenstoff aus dem Rohgas, auch Scaling10
genannt. Diese Ablagerungen entstehen schichtweise und können zu
unterschiedlichen Stärken heranwachsen. Durch die sehr harten und
spröden Eigenschaften des Scaling reicht schon eine sehr kleine
Erschütterung, um eine Scalingschicht abzulösen. Diese Schichten werden
von dem Rohgasstrom mitgerissen und zersplittern (s. Abb. 2) bei einer
Berührung mit den innenliegenden Gasleitblechen der Filteranlage. Diese
Splitter und das Aluminiumoxid werden mit einer Geschwindigkeit von bis zu
25 m/s durch den Rohgasstrom beschleunigt und treffen auf die
Filterpatronen, wo es durch die Geschwindigkeit und die Abrasivität dieser
Stoffe zu einer Beschädigung des Filtervlieses kommt. Eine weitere
mechanische Belastung ist die Abreinigung der Filterpatrone mit Pressluft.
Um das mit Fluor beladene Aluminiumoxid von den Filterpatronen zu
entfernen sowie den Differenzdruck zwischen der Roh- und Reingasseite zu
9 Mohs-Härte ist ein Härtewert der durch den Vergleich von Werkstoffen ermittelt wurde.
10 übersetzt “Abschuppung/Abschalung“ das Aussehen und das sehr spröde Verhalten ist mit Schiefer
zu vergleichen

5
kontrollieren, werden die Filterpatronen entgegen ihrer Filterrichtung mit
einem Pressluftimpuls beaufschlagt.
Abbildung 2: Scaling und die abrasive Wirkung
Das belastete Aluminiumoxid soll abgelöst werden (s. Abb. 1) und durch die
Schwerkraft nach unten in die Filterkammer fallen. Der Filterwiderstand wird
dadurch ebenfalls verringert. Der Druck eines Impulses beträgt bis zu 1,5
bar. Die Länge des Impulses kann zwischen 200 bis 800 msec eingestellt
werden. Dabei wird jede Filterpatrone mit einer Luftmenge von 20 bis 30 Liter
Luft entgegen ihrer Filterrichtung gespült. Diese Abreinigung wird alle 300
sec wiederholt, so dass jede der 17.280 Filterpatronen 288 dynamisch
wechselnde Lastwechsel pro Tag bewerkstelligt. Alle diese Einflüsse wirken
sich negativ auf die Filterpatronen aus und begünstigen eine Alterung des
Filtervlieses. Dadurch verliert es seine Elastizität und wird spröde und
brüchig. Die Beschädigung einer einzelnen Filterpatrone führt zu einem
Staubdurchtritt auf die Reingasseite der Filteranlage, somit werden
belastetes Aluminiumoxid sowie nicht gereinigte Abgase über den Kamin in
die Umwelt abgegeben. Durch eine ständige Überwachung der Staubmenge
6
und der HF-Gas-Konzentration auf der Reingasseite, ist eine Einhaltung der
von der Umweltbehörde vorgegebenen Grenzwerte unerlässlich.
3.0 Der aktuelle Zustand
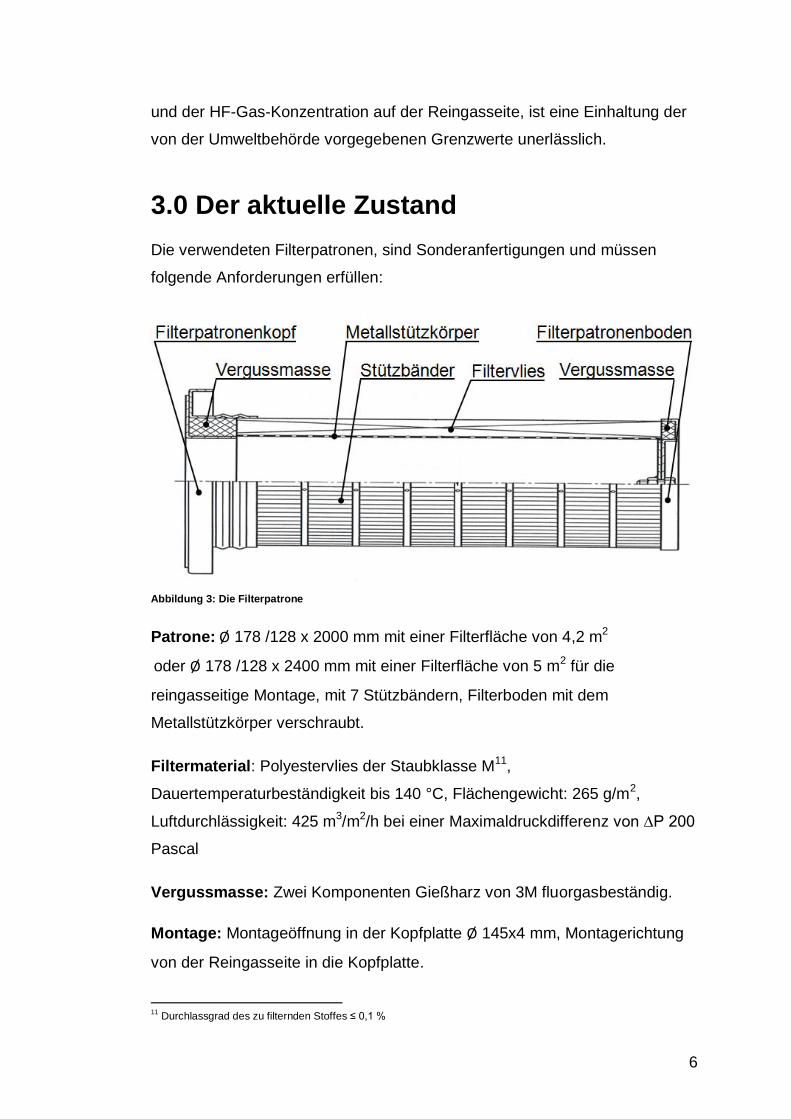
Die verwendeten Filterpatronen, sind Sonderanfertigungen und müssen
folgende Anforderungen erfüllen:
Abbildung 3: Die Filterpatrone
Patrone: Ø 178 /128 x 2000 mm mit einer Filterfläche von 4,2 m2
oder Ø 178 /128 x 2400 mm mit einer Filterfläche von 5 m2 für die
reingasseitige Montage, mit 7 Stützbändern, Filterboden mit dem
Metallstützkörper verschraubt.
Filtermaterial: Polyestervlies der Staubklasse M11,
Dauertemperaturbeständigkeit bis 140 °C, Flächengewicht: 265 g/m2,
Luftdurchlässigkeit: 425 m3/m2/h bei einer Maximaldruckdifferenz von ∆P 200
Pascal
Vergussmasse: Zwei Komponenten Gießharz von 3M fluorgasbeständig.
Montage: Montageöffnung in der Kopfplatte Ø 145x4 mm, Montagerichtung
von der Reingasseite in die Kopfplatte.
11
Durchlassgrad des zu filternden Stoffes ≤ 0,1 %

7
Abdichtung: Doppelwulstschnappring für Montagebohrung Ø 145x4 mm.
Diese speziellen Filter werden zurzeit ausschließlich von den Firmen IFil AG
CH-4702 Oesingen Schweiz und der Firma R+B Filter GmbH 74243
Langenbrettach-Langenbeutingen laut der genannten Anforderungen
hergestellt und geliefert.
3.1 Der Filterpatronenkopf
Der Filterpatronenkopf (s. Abb. 4) besteht aus zwei Blechteilen, einem
Innenteil und einem Außenteil, die auf der Oberseite des Patronenkopfs
miteinander durch Punktschweißung verbunden sind. Die Abdichtung der
Abbildung 4: Der Filterpatronenkopf
beiden Blechteile und die Fixierung des Filtervlies werden über die
Vergussmasse hergestellt. Damit sich das Filtervlies gegen die
Strömungsrichtung abstützen kann, ist ein Stützkörper aus Lochblech oder
Streckmetall eingebaut. Der Stützkörper ist durch Punktschweißung mit dem
Innenteil verbunden. Die Sicke12 dient zur Abdichtung mit dem Schnappring.
Durch das Einrasten (s. Abb. 5) in die Kopfplatte, in Verbindung mit dem
Schnappring, wird die Filterpatrone axial fixiert.
12
Sicke ist eine Ausbuchtung im Blech

8
3.2 Die Abdichtung der Filterpatronen
Die Einbaurichtung der Filterpatronen (s. Abb. 1) erfolgt von der
Reingasseite, diese Abdichtung ist eine rein radiale Abdichtung der
Kopfplatte zum Schnappring und zum Filterpatronenkopf. Die Befestigung
der Filterpatronen in axialer und radialer Richtung wird nur über den
Presssitz des Filterpatronenkopfs im Schnappring realisiert, der wiederum
Abbildung 5: Querschnitt eines Schnappringes und das Einschnappen in eine Aufnahmebohrung sowie ein
Teilausschnitt eines Patronenkopfes im eingebauten Zustand in einen Schnappring
formschlüssig in die Kopfplatte eingefasst ist. Der Aufbau eines
Schnapprings (s. Abb. 5) besteht im Wesentlichen aus der
Doppelwulsteinlage, der Spreizfeder aus Federstahl, der Rückenfilzeinlage
für die Spreizfeder und dem Schnappring-Bezug aus Polyesternadelfilz. Über
die Doppelwulsteinlage wird der Schnappring axial in der Kopfplatte gesichert
und mit der Spreizfeder in die Aufnahmebohrung gespannt. Nach der
Montage der Filterpatrone in den eingebauten Schnappring, ist die
Filterpatrone über den Presssitz zwischen dem Patronenkopf und dem
eingebauten Schnappring staubdicht abgedichtet und axial gegen eine
Verschiebung gesichert.

9
3.3 Die Demontage
Um eine Patrone auszubauen (s. Abb. 6) wird die Patrone einseitig unter
dem Patronenkopf mit Hilfe eines Hebelwerkzeugs, meist in Form einer
Brechstange, angehoben. Da der Patronenkopf bündig auf der Kopfplatte
aufliegt, wird das Hebelwerkzeug mit Gewalt unter den Blechrand
geschoben, so dass dieser einknickt und verformt wird.
Abbildung 6: Ausbaumethode und die Beschädigungen der Filterpatrone
Diese Beschädigung reicht aus, um die Anforderungen in Bezug auf die
Abdichtung und Sicherung durch den Presssitz sowie die rechtwinkelige
Einbaulage der Patrone, nicht mehr zu erfüllen. Die beschädigte Filterpatrone
kann kein zweites Mal eingebaut werden. Diese Ausbaumethode ist die
übliche Methode zum Ausbauen von Filterpatronen, die mit einem Presssitz
eingebaut sind. Ist das Hebelwerkzeug unter dem Blechrand, wird der
Patronenkopf mit Hilfe des Werkzeugs einseitig ein Stück aus dem Dichtsitz
heraus gehebelt. Dabei stützt sich der Blechrand des Patronenkopfs auf der
gegenüberliegenden Seite auf der Kopfplatte ab, so dass eine

10
Kippbewegung der Filterpatrone entsteht. Es reicht ein einseitiges, geringes
Anheben des Filterpatronenkopfs von 7 mm aus, damit die auszubauende
Filterpatrone und die benachbarte Filterpatrone im unteren Bereich
kollidieren. Diese Kollision mit dem Patronenfilterboden führt zu einer
Beschädigung (s. Abb. 6) des Filtervlies der benachbarten Filterpatrone.
Jedes Filterhaus besitzt eine eigene Tabelle, in der das Alter, die
gemessenen Volumenströme und die ausgefallenen Filterpatronen
eingetragen werden. Diese Tabellen werden für eine Bewertung der
Filterhäuser und der Datenerfassung herangezogen. Bei einer genaueren
Abbildung 7: Tabelle für die Datenerfassung und Auswertung
Betrachtung der Tabellen ist aufgefallen, dass es bei einigen der ersetzten
Filterpatronen gleich nach der Wiederinbetriebnahme des Filterhauses zu
Ausfällen der benachbarten Filterpatronen gekommen ist. Bei der
Begutachtung der Schadensbilder der angrenzenden Filterpatronen sind am
Ende der Filterpatronen mechanische Beschädigungen der Spitzen des
Filtervlieses festgestellt worden. Diese Beschädigungen führten je nach
Zustand und Alterungsgrades des Filtervlieses zu einem vorzeitigen Ausfall
der Filterpatronen. Die Beschädigungen des Filtervlieses am Ende der

11
Filterpatronen konnte der Ausbaumethode der Filterpatronen zugeordnet
werden.
3.4 Die Vorgehensweise zur Ermittlung
von defekten Filterpatronen
Die Abgasreinigungsanlagen werden fortwährend mit Hilfe von
Staubmessgeräten auf ihre Funktion überprüft. Wird ein Anstieg von Staub
im Reingas festgestellt, sind die Anlagenwärter angewiesen, diesen Schaden
zu lokalisieren und zu beseitigen. Die Staubmessgeräte sind in den
Abgaskaminen eingebaut. Jeder Abgaskamin entsorgt die Abgase von sechs
bis zwölf Filterhäusern. Der erste Schritt zur Lokalisierung des richtigen
Filterhauses ist eine Sichtkontrolle. Durch eine Kontrollklappe, die auf der
Reingasseite angebracht ist, wird überprüft, ob ein Filterhaus zu lokalisieren
ist. Durch die hohen Gasgeschwindigkeiten in dem Filterhaus ist eine genaue
Zuordnung einer Filterpatrone durch die Kontrollklappe nicht möglich. Das
vermutete Filterhaus muss abgestellt und geöffnet werden, oft ist auch bei
einem geöffneten Filterhaus eine genaue Zuordnung einer defekten
Filterpatrone im eingebauten Zustand nicht möglich. Erst durch eine
Begutachtung des Filtervlies auf der Außenseite, einer ausgebauten
Filterpatrone ist eine genaue Zuordnung eines Defektes möglich. Da die
jetzige Ausbaumethode die Filterpatronen im Bereich des Patronenkopfs
unbrauchbar machen (s. 3.3 Die Ausbaumethode), werden Filterpatronen,
die keinen Defekt aufweisen, ausgebaut und unbrauchbar gemacht. Dieser
Zustand führt zum Einbau von weit mehr neuen Filterpatronen als benötigt.
3.5 Das Problem
Um das Demontagewerkzeug so zu konstruieren, dass es später allen
Anforderungen gerecht werden kann, ist es sehr wichtig, die auftretenden
Kräfte bei der Demontagearbeit zu kennen. Die Kräfte für die Demontage
einer Filterpatrone hängen von zahlreichen Einflussfaktoren ab. Dazu
gehören Einflüsse wie das Aushärten der Schnappringe durch die Abgase

12
und die Betriebstemperaturen sowie die Einlagerung von Staub im
Polyesternadelfilz der Schnappringe. Weitere Einflüsse sind die
schwankende Dichte des Polyesternadelfilzes als Werkstoff für den
Schnappring, Fertigungstoleranzen des Patronenkopfs sowie die Form der
Sicken, welche durch die Schnappringe gleiten. Zu berücksichtigen sind
Ablagerungen, die während der Betriebszeit zwischen dem Patronenkopf und
den Schnappringen entstehen und die Reibung bei der Demontage
beeinflussen sowie die Toleranzen bei der Fertigung für die
Aufnahmebohrungen der Filterpatrone.
3.6 Der Weg zur Lösungsfindung
Durch die Erstellung eines Lastenheftes und der daraus folgenden
Anforderungsliste mit ihren Fest-, Mindest- und Wunschanforderungen ist die
Gesamtfunktion der Auszugsvorrichtung in drei Teilfunktionen unterteilt. Über
eine Ideensammlung in einem morphologischen Kasten sind vier mögliche
Lösungsvarianten ausgewählt worden. Durch eine Bewertung der
Lösungsvarianten und deren Annäherung an die Anforderungen wird sich
eine Variante als am (s. 5.6) geeignetsten hervorheben. Um die später
benötigten Bauteile und die Funktionen von entworfenen Bauteilen in den
richtigen Dimensionen auszulegen sowie deren Funktion sicherzustellen,
sind bei der Festlegung und der Ausarbeitung der Teile Fragen entstanden.
Zurzeit sind die Demontagekräfte für eine Filterpatrone nicht bekannt. Es
wird vermutet, dass die benötigten Kräfte zur Demontage einer Filterpatrone
zwischen 2000 – 3000 Newton liegen. Da es nur Vermutungen sind, werden
durch eine Versuchsreihe die benötigten Kräfte möglichst genau ermittelt.
Parallel soll ein Prototyp einer Auszugshülse getestet werden. Dieser
Versuch soll zeigen, ob die Lösungsvariante C mit der Auszugshülse
geeignet ist, die Demontagekräfte sicher auf den Filterpatronenkopf zu
übertragen ohne abzurutschen. Des weiteren soll geprüft werden, ob die
auftretenden Demontagekräfte in Axialerrichtung sowie die erzeugten

13
Klemmkräfte über die Auszugshülse in Radialerrichtung nicht zu groß werden
und der Patronenkopf dadurch deformiert oder beschädigt wird.
4.0 Die Materialien und Werkzeuge für den
Versuchsaufbau
Für den Versuch werden folgende Materialien benötigt. Ein Filterhaus mit
eingebauten Filterpatronen, Prototyp einer Auszugshülse nach Zeichnung,
eine elektronische Wägezelle, einen Kettenzug mit einer Tragkraft von
mindestens 0,7 Tonnen und einen Anschlagpunkt der die Demontagekraft
sicher und mittig in der Längsachse der Filterpatrone aufnehmen kann z. B.
ein Dreibein oder wie in diesem Fall eine Seilwinde mit einer Tragkraft von 2
Tonnen.
Prototyp einer Auszugshülse nach Zeichnung Nr. 520.122.005
Elektronische Wägezelle : S-Typ-Wägezelle RSCM-2T 25452 0,25 – 3000
Kg sowie eine Waagenelektronik WE 2108 der Firme HBM
Kettenzug: PT Allzweckgerät 0,8 t Hubkraft der Firma Yale
Seilwinde: Demag 2000 Kg Hubkraft
Schäkel: Tragfähigkeit 2000 Kg DIN 82101
Anschlagseil: Tragfähigkeit 2700 Kg Länge 1000 mm DIN EN 13414
4.1 Der Versuchsaufbau
Ein Filterhaus wird außer Betrieb genommen, der Filterhausdeckel geöffnet
und gesichert. Die Auszugshülse wird in einen Filterpatronenkopf so tief
eingeführt, dass die Aufnahmekante der Auszugshülse unter dem Innenteil
des Filterpatronenkopfs liegt.

14
Abbildung 8: Versuchsaufbau für die Ermittlung der Demontagekräfte
Abbildung 9: Arbeitsweise eines Prototyps einer Auszugshülse

15
Die Auszugshülse wird soweit über
die beiden Hebelarme gespreizt,
bis die Aufnahmekanten der
Auszugshülse (s. Abb. 9) die
Blechkante des inneren
Patronenkopfs sicher aufnimmt.
Die beiden Hebelarme der
Auszugshülse werden mit einem
1000 mm langen Stahlseil
verbunden. Das Stahlseil wird
mittig an der Wägezelle
angebracht. Das obere Ende der
Wägezelle wird an dem Kettenzug
befestigt, das andere Ende des
Kettenzugs wird an der Seilwinde
eingehängt. Dabei ist auf eine
senkrechte Anordnung des
Versuchsaufbaus zur
Filterpatronenlängsachse zu
achten, um keine Messabweichung
durch einen Schrägzug zu
erhalten. Der Versuchsaufbau wird
mit Hilfe des Kettenzugs so
gespannt, dass die Hebel der
Auszugsvorrichtung über das
Stahlseil gleichmäßig zur
Filterpatronenlängsachse gezogen
werden. Dabei wird die
Auszugshülse (s. Abb. 8) gegen
das innere Blechteil des
Abbildung 10: Der Versuchsaufbau
16
Filterpatronenkopfs gespreizt und verspannt. Die Aufnahmekante der
Auszugshülse soll dabei die Blechkante des Filterpatroneninnenteils
aufnehmen. Über die Schräge an der Auszugshülse (s. Abb. 9) soll ein
Abrutschen der Blechkante verhindert werden. Die Vorspannung des
Versuchsaufbaus ist so einzustellen, dass ein sicherer Halt über die
Auszugshülse zur Filterpatrone besteht, aber noch keine wesentlichen Kräfte
in der Auszugsrichtung auftreten.
4.2 Die Vorgehensweise bei der
Kräfteermittlung
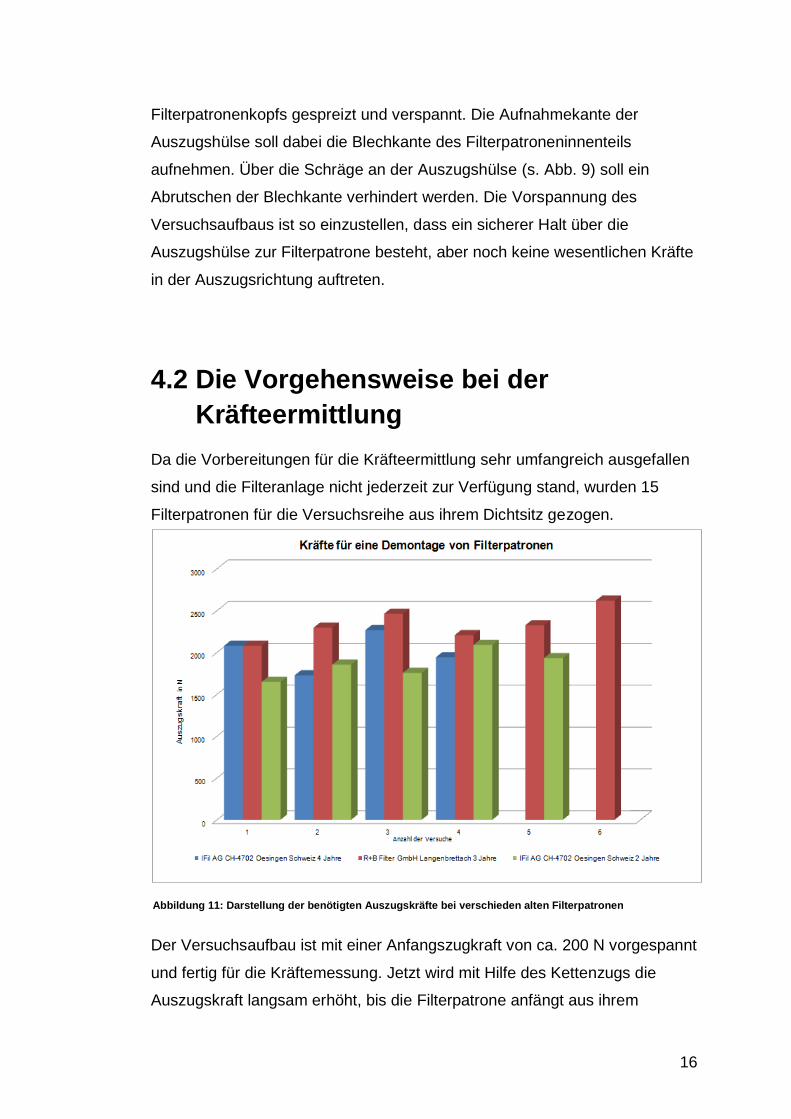
Da die Vorbereitungen für die Kräfteermittlung sehr umfangreich ausgefallen
sind und die Filteranlage nicht jederzeit zur Verfügung stand, wurden 15
Filterpatronen für die Versuchsreihe aus ihrem Dichtsitz gezogen.
Der Versuchsaufbau ist mit einer Anfangszugkraft von ca. 200 N vorgespannt
und fertig für die Kräftemessung. Jetzt wird mit Hilfe des Kettenzugs die
Auszugskraft langsam erhöht, bis die Filterpatrone anfängt aus ihrem
Abbildung 11: Darstellung der benötigten Auszugskräfte bei verschieden alten Filterpatronen

17
Dichtsitz zu rutschen. Nach dem erfolgreichen Ziehen der Filterpatrone ist die
Auszugsvorrichtung aus der Filterpatrone zu entfernen. Das
Filterpatroneninnenteil und der gesamte Patronenkopf werden auf
Beschädigungen und Verformungen begutachtet. Die erwarteten
Auszugskräfte wurden nicht erreicht und sind mit 1600 bis 2600 Newton
unter den Erwartungen geblieben. Eine Verformung des Patronenkopfs durch
die Auszugshülse in Axialerrichtung und Radialerrichtung ist nicht
aufgetreten. Ein Abrutschen der Auszugshülse oder eine Beschädigung der
Blechteile durch die Auszugshülse ist ebenfalls nicht eingetreten. Die
Auszugshülse hat eine sichere und stabile Demontage der Filterpatronen
gezeigt. Die Auswirkungen des Alters der Filterpatronen (s. Abb. 11)
beziehen sich auf den Schnappring, der durch die Anwendungseinflüsse
aushärtet (s. 3.5) und somit die Demontagekraft bei älteren Filterpatronen
beeinflusst. Ein Einfluss, des Alters der Filterpatronen, hat sich bei der
Kräfteermittlung nicht gezeigt und kann somit vernachlässigt werden. Ein
Einfluss auf die Demontagekraft ist bei der Wahl des Herstellers zu sehen.
4.3 Die Betrachtung der Versuchsreihe und
Kritik
Die Anzeige der Kräfte mit der Wägezelle hat sich als einfach sowie gut
ablesbar gezeigt und ist dadurch positiv aufgefallen. Die Auszugshülse hat
eine gute Verbindung über dem Filterpatronenkopf gezeigt, da der Drehpunkt
für die Auszugshülse sehr tief angebracht ist, wurde ein unkontrolliertes
Aufklappen der Hülse festgestellt. Dieser Schwachpunkt muss genauer
betrachtet werden und eine sinnvolle Lösung gefunden werden. Da nur 15
Filterpatronen für die Versuchsreihe aus ihrem Dichtsitz gezogen wurden und
sich ein deutlicher Unterschied der benötigten Demontagekräfte und dem
Hersteller der Filterpatronen gezeigt hat, ist davon auszugehen, dass es zu
unerwarteten Schwankungen bei der Demontagekraft kommen wird. Aus
diesen Gründen ist die benötigte Demontagekraft mit einem Sicherheitsfaktor
zu berücksichtigen.

18
4.4 Die Berechnung der auftretenden
Klemmkräfte zwischen der
Auszugshülse und dem Patronenkopf
In dem Abschnitt 4.2 „Die Vorgehensweise bei der Kräfteermittlung“ ist keine
Verformung oder Beschädigung des Patronenkopfs durch die Demontage
festgestellt worden. Um zu prüfen ob das Material im Bereich des
Patronenkopfs nicht doch auf zu große Druckkräfte in Radialerrichtung durch
die Auszughülse belastet wird, werden die auftretenden Kräfte berechnet und
mit der Streckgrenze des Werkstoffs für den Patronenkopf verglichen. Laut
Patronenhersteller IFil werden die Tiefziehteile für den Patronenkopf aus
dem Tiefziehstahl DD 11 / 1.0332 mit einer Streckgrenze von 170 N/mm2 bis
360 N/mm2 hergestellt. Ein Sicherheitsfaktor von 1,5 soll berücksichtigt
werden. Es wird angenommen, dass eine Filterpatrone mit einer
Demontagekraft FS von 2650 Newton aus ihrem Dichtsitz gezogen wird, da
diese Auszugskraft als maximaler Wert bei der Versuchsreihe aufgetreten ist.

19
Abbildung 12: Freigemachte Bauteile an der Auszughülse
Abbildung 13: Ermittlung der Wirklängen und der Kräfte an den Bauteilen
Abbildung 14: Ermittlung von Fzul an dem inneren Patronenkopf

20
4.5 Überlegung zu der Dimensionierung
des Auszugszylinders und des
Klemmzylinders
Um die Funktion des Herausziehens der Filterpatronen zu gewährleisten, ist
es notwendig den benötigten Pneumatikzylinder für die Auszugsfunktion in
der geeigneten Größe auszuwählen. Der erste Schritt für die
Dimensionierung ist, die benötigten Kräfte zu ermitteln. Dieser Schritt wurde
in der Versuchsreihe 4.2 durchgeführt und eine maximale Kraft von 2619 N
ermittelt. Ein Sicherheitsfaktor von 1,5 wurde mit einbezogen um die
Funktion auch unter ungünstigen Bedingungen zu gewährleisten, so dass
eine maximale Kraft von 3930 N bereitgestellt werden muss. Um die Kosten
gering zu halten sowie die Ersatzteilbeschaffung einfach zu gestalten, wurde
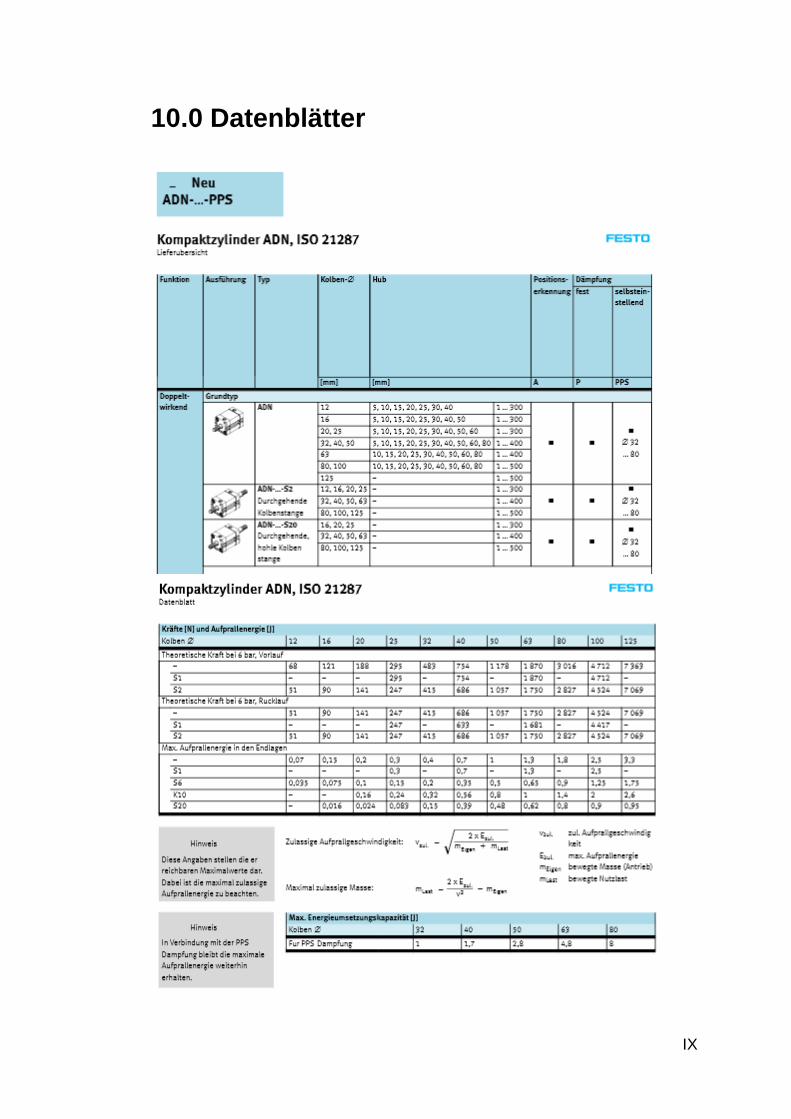
ein doppeltwirkender Kompaktzylinder nach ISO 21287 mit einem
Kolbendurchmesser von 100 mm und einem Zylinderhub von 80 mm
gewählt. Dieser Zylinder wird mit einer theoretischen Kraft von 4500 N bei
der Rücklaufbewegung und einem Betriebsdruck von 6 bar ausgewiesen. Um
die Funktion des Spreizens der Auszugshülse sicherzustellen, ist ebenfalls
ein doppeltwirkender Kompaktzylinder nach ISO 21287 mit einem
Kolbendurchmesser von 16 mm und einem Zylinderhub von 40 mm gewählt
worden. Der Spreizzylinder wird für das Öffnen bzw. Schließen der
Auszugshülse benötig. Der Zylinder soll nicht die Klemmkräfte zwischen der
Auszugshülse und dem Patronenkopf erzeugen, sondern den Formschluss
(s. Abb. 9) zwischen der Auszugshülse und dem Patronenkopf herstellen.
So ist gewährleistet, dass die Aufnahmekante von der Auszugshülse die
Blechkante des inneren Patronenkopfes sicher aufnehmen kann. Für die
Öffnungs- und Schließbewegung sind nur die Reibungskräfte in den
drehbaren Verbindungsstellen der Zuglaschen und der Spreizhebel zu
überwinden. Da während des Spreizens der Auszugshülse keine Zugkräfte in
den Verbindungsstellen auftreten bzw. nur die Gewichtskraft der
Auszugshülse auf die Verbindungsstellen wirkt, werden die Reibungskräfte

21
bei dem Spreizen vernachlässigt. Nach dem Herausziehen der Filterpatrone
ist das Zusammenfahren der Auszugshülse durch den Spreizzylinder
notwendig, um die Auszugshülse und den Filterpatronenkopf wieder zu
trennen. In diesem Fall wirkt die Gewichtskraft der herausgezogenen
Filterpatrone auf die Verbindungsstellen. Die Gewichtskraft einer
gebrauchten Filterpatrone wurde mit 35 Newton ermittelt und ist ebenfalls zu
vernachlässigen. Dieser Trennvorgang wurde bei der Versuchsreihe simuliert
und konnte durch Handkräfte einfach ausgeführt werden.
5.0 Die Anforderungsliste
Die Vorrichtung soll eine Demontage von Filterpatronen ermöglichen F
Die Vorrichtung darf den Patronenkopf nicht beschädigen oder deren
Blechteile verformen oder verbiegen
F
Die Vorrichtung muss die Patrone bei der Demontage senkrecht
halten oder führen, um ein Anschlagen der zu demontierenden
Filterpatrone und den eingebauten Filterpatronen zu vermeiden
F
Die Kopfplatte darf nicht durch die Vorrichtung einknicken oder
verbiegen. Außerdem sind weder Gradbildung auf der Oberseite
noch Beschädigung der Aufnahmebohrung für den
Doppelwulstschnappring zulässig
F
Bei der Demontage darf der Doppelwulstschnappring nicht in das
Filterhaus fallen oder gedrückt werden
F
Die Bedienung der Vorrichtung soll durch eine Person möglich sein F
Die Vorrichtung ist für eine Auszugshäufigkeit von 3.000
Filterpatronen pro Jahr auszulegen
F
22
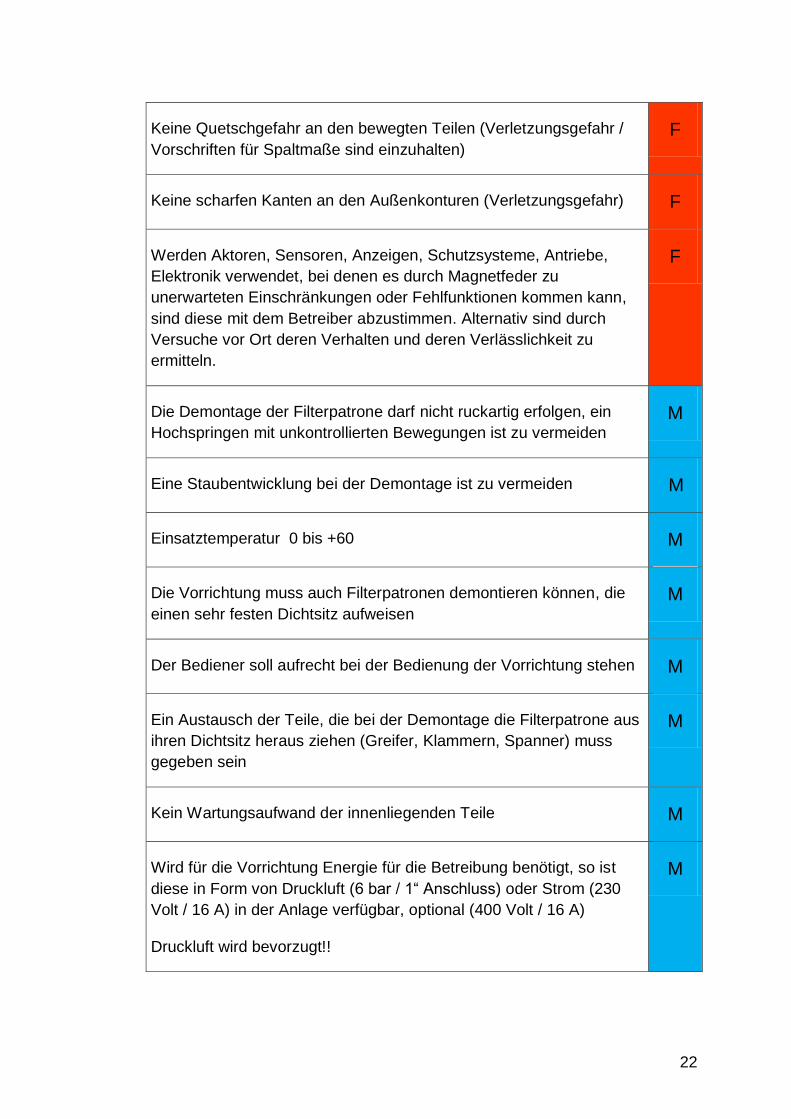
Keine Quetschgefahr an den bewegten Teilen (Verletzungsgefahr /
Vorschriften für Spaltmaße sind einzuhalten)
F
Keine scharfen Kanten an den Außenkonturen (Verletzungsgefahr) F
Werden Aktoren, Sensoren, Anzeigen, Schutzsysteme, Antriebe,
Elektronik verwendet, bei denen es durch Magnetfeder zu
unerwarteten Einschränkungen oder Fehlfunktionen kommen kann,
sind diese mit dem Betreiber abzustimmen. Alternativ sind durch
Versuche vor Ort deren Verhalten und deren Verlässlichkeit zu
ermitteln.
F
Die Demontage der Filterpatrone darf nicht ruckartig erfolgen, ein
Hochspringen mit unkontrollierten Bewegungen ist zu vermeiden
M
Eine Staubentwicklung bei der Demontage ist zu vermeiden M
Einsatztemperatur 0 bis +60 M
Die Vorrichtung muss auch Filterpatronen demontieren können, die
einen sehr festen Dichtsitz aufweisen
M
Der Bediener soll aufrecht bei der Bedienung der Vorrichtung stehen M
Ein Austausch der Teile, die bei der Demontage die Filterpatrone aus
ihren Dichtsitz heraus ziehen (Greifer, Klammern, Spanner) muss
gegeben sein
M
Kein Wartungsaufwand der innenliegenden Teile M
Wird für die Vorrichtung Energie für die Betreibung benötigt, so ist
diese in Form von Druckluft (6 bar / 1“ Anschluss) oder Strom (230
Volt / 16 A) in der Anlage verfügbar, optional (400 Volt / 16 A)
Druckluft wird bevorzugt!!
M
23
Wird die Vorrichtung mit Druckluft betrieben, ist die Abluft der
Vorrichtung so abzuführen, dass eventuell vorhandener Staub auf der
Kopfplatte oder in der Patrone nicht aufgewirbelt wird
M
Die Vorrichtung soll ein Gewicht aufweisen, mit dem der Bediener in
90 Minuten 240 Filterpatronen nacheinander ausbauen kann, ohne
sich körperlich zu überlasten (siehe BGV)
M
Das Abmaß der Vorrichtung soll möglichst klein gehalten werden, um
einen leichten Transport an die Arbeitsstelle zu gewährleisten
W
Die Vorrichtung sollte aus nicht ferromagnetischen Materialien
konstruiert werden, um eine Bündelung von Magnetfeldern an der
Vorrichtung zu vermeiden
W
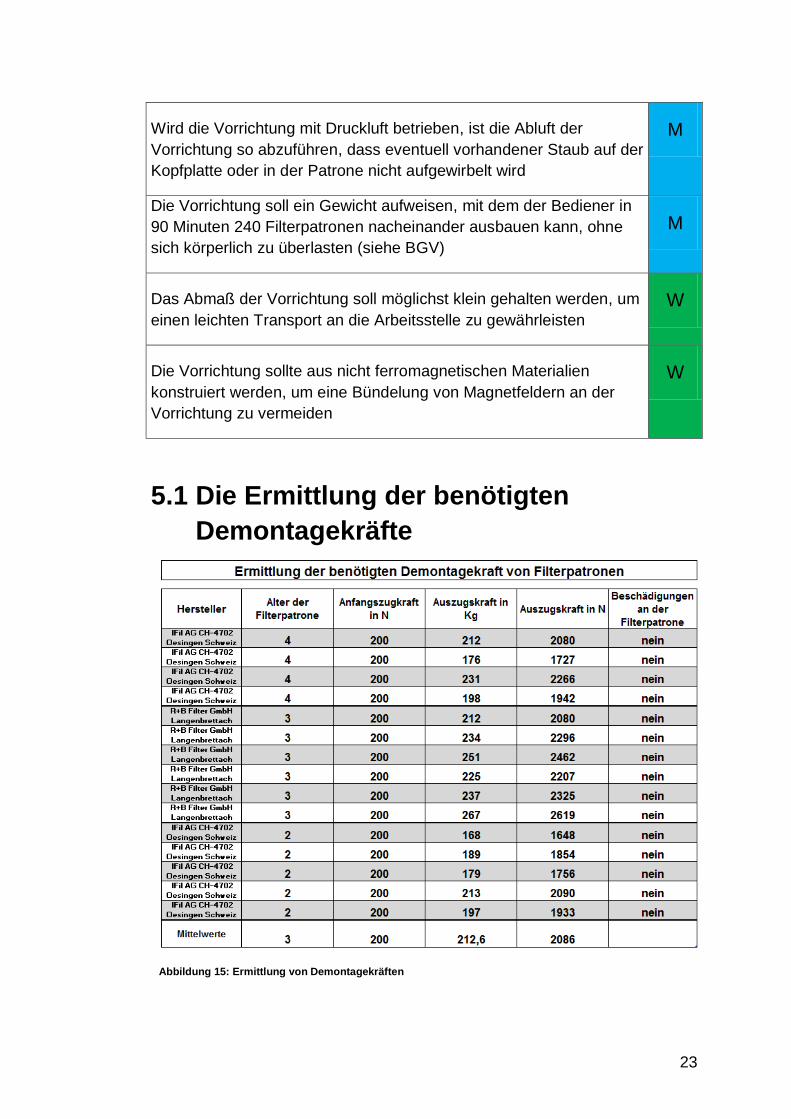
5.1 Die Ermittlung der benötigten
Demontagekräfte
Abbildung 15: Ermittlung von Demontagekräften
24
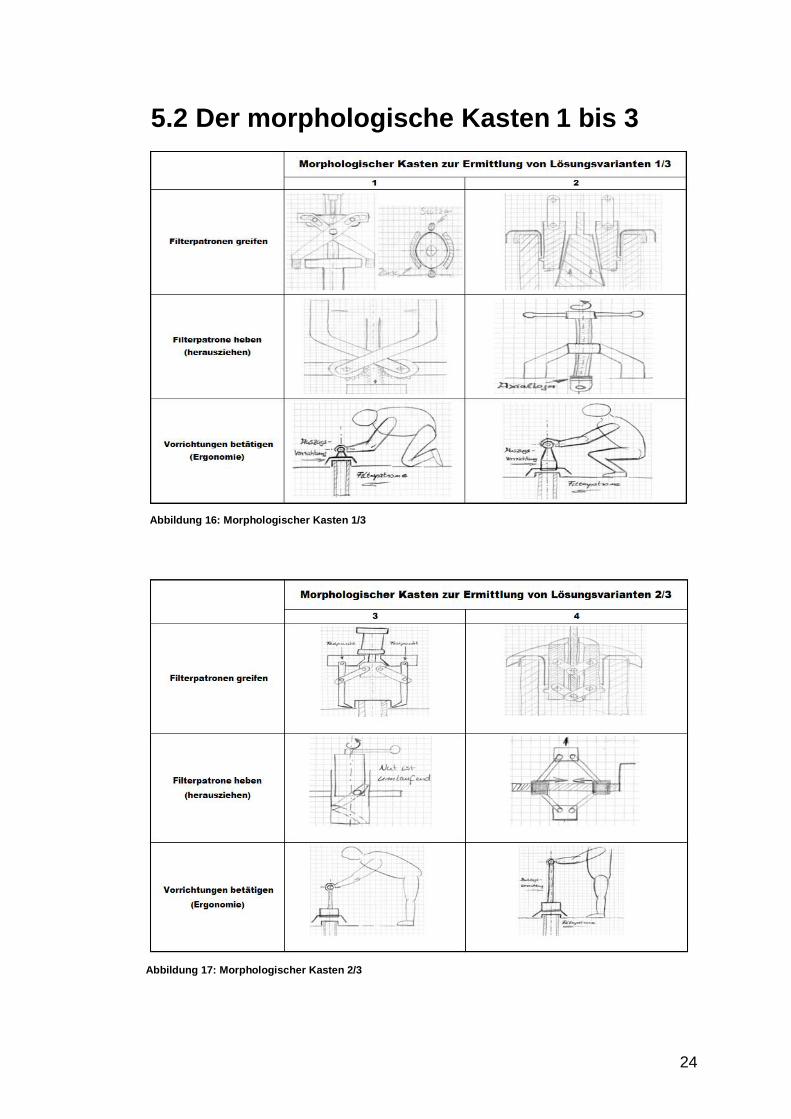
5.2 Der morphologische Kasten 1 bis 3
Abbildung 16: Morphologischer Kasten 1/3
Abbildung 17: Morphologischer Kasten 2/3
25
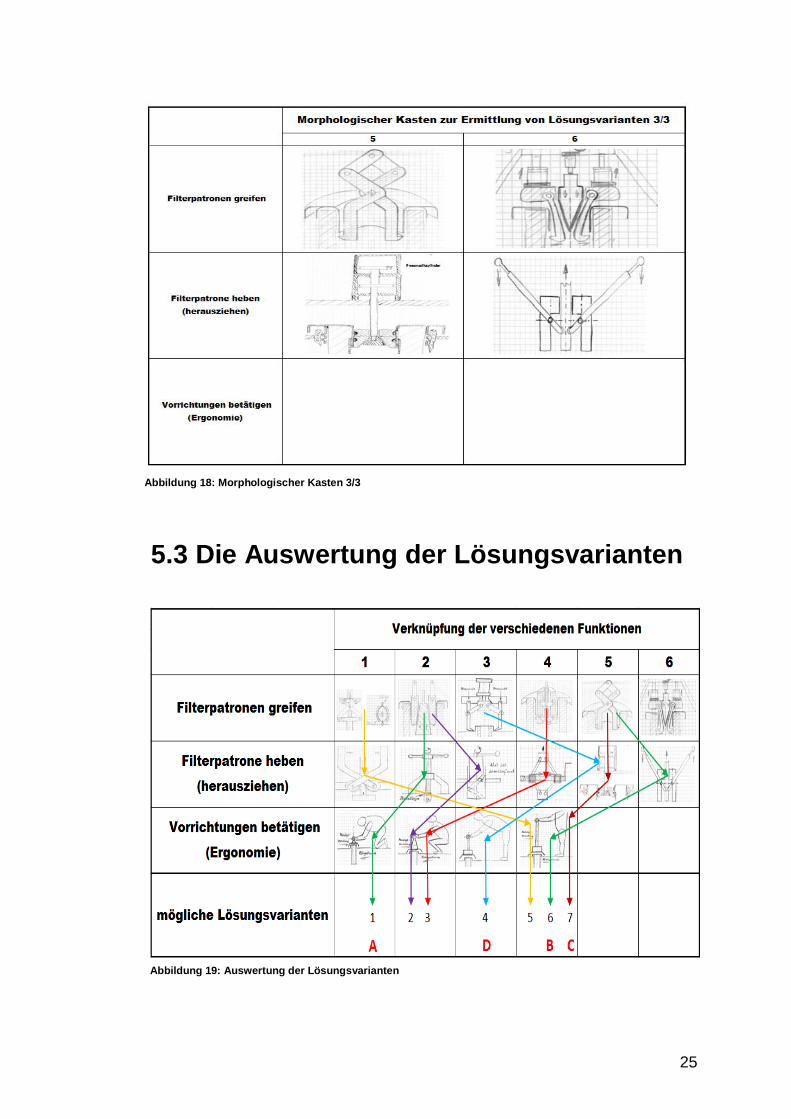
5.3 Die Auswertung der Lösungsvarianten
Abbildung 18: Morphologischer Kasten 3/3
Abbildung 19: Auswertung der Lösungsvarianten
26
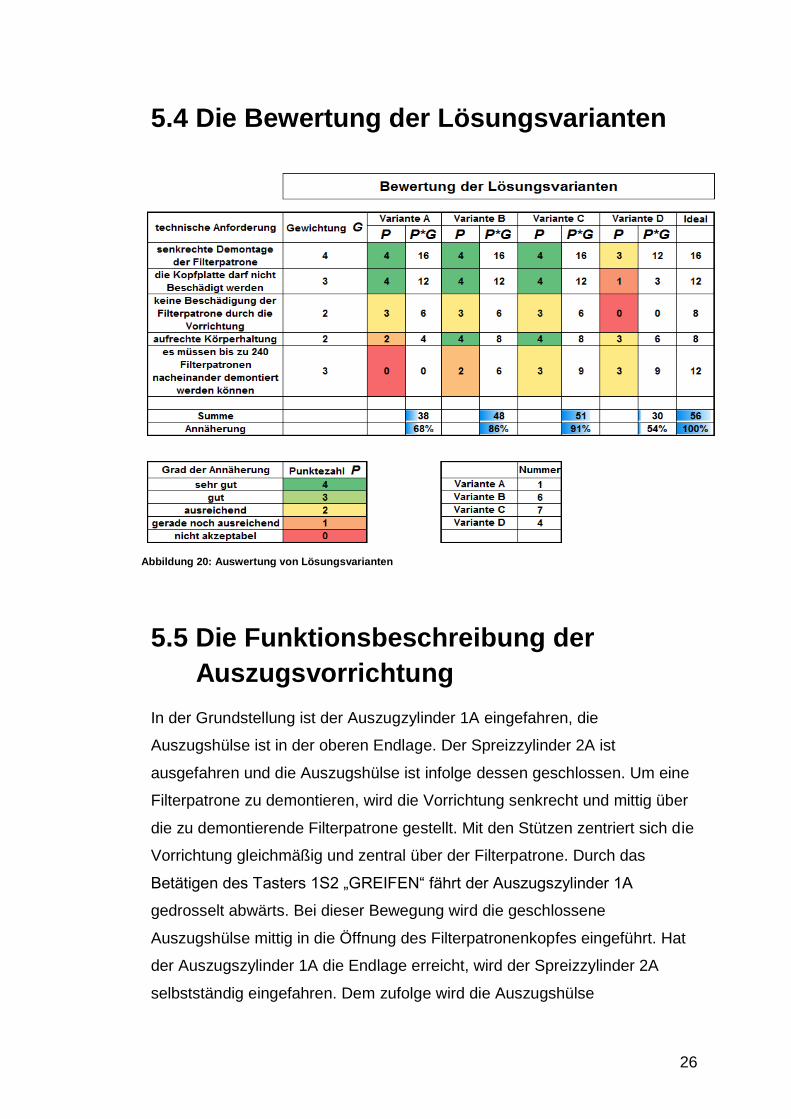
5.4 Die Bewertung der Lösungsvarianten
5.5 Die Funktionsbeschreibung der
Auszugsvorrichtung
In der Grundstellung ist der Auszugzylinder 1A eingefahren, die
Auszugshülse ist in der oberen Endlage. Der Spreizzylinder 2A ist
ausgefahren und die Auszugshülse ist infolge dessen geschlossen. Um eine
Filterpatrone zu demontieren, wird die Vorrichtung senkrecht und mittig über
die zu demontierende Filterpatrone gestellt. Mit den Stützen zentriert sich die
Vorrichtung gleichmäßig und zentral über der Filterpatrone. Durch das
Betätigen des Tasters 1S2 „GREIFEN“ fährt der Auszugszylinder 1A
gedrosselt abwärts. Bei dieser Bewegung wird die geschlossene
Auszugshülse mittig in die Öffnung des Filterpatronenkopfes eingeführt. Hat
der Auszugszylinder 1A die Endlage erreicht, wird der Spreizzylinder 2A
selbstständig eingefahren. Dem zufolge wird die Auszugshülse
Abbildung 20: Auswertung von Lösungsvarianten

27
auseinandergefahren und passt sich dem Innendurchmesser des
Filterpatronenkopfes an, so dass eine formschlüssige Verbindung mit dem
Innenteil des Filterpatronenkopfs hergestellt wird. Durch das Betätigen des
Tasters 1S1 „ZIEHEN“ wird der Auszugszylinder 1A gedrosselt eingefahren.
Über den Hebelmechanismus werden durch die Zugbewegung die
Klemmkräfte zwischen der Auszugshülse und dem
Patronenkopf verstärkt. Der Auszugszylinder zieht die Filterpatrone über die
eingehakte Auszugshülse aus ihrem Dichtsitz heraus. Ist der
Auszugszylinder in der oberen Endlage wird die Auszugshülse durch das
Betätigen des Tasters 2S2 „ENTRIEGELN“ über den Zylinder 2A wieder
zusammengefahren und der Filterpatronenkopf wird ausgehakt. Die
Filterpatrone fällt senkrecht in den noch montierten Schnappring. Die
Vorrichtung hat ihre Grundstellung erreicht und eine weitere Filterpatrone
kann demontiert werden.
Abbildung 21: Auszugsvorrichtung in der Grundstellung

28
6.0 Fazit
Da dieses Demontagewergzeug für Filterpatronen ein Entwurf ist, müssen
weitere Funktionen genauer betrachtet werden. Zum einen, ob das
Vorspannen der Auszugshülse in dem Patronenkopf mit einem
Pneumatikzylinder auch eine sinnvolle Lösung für diese Funktion darstellt,
zum anderen ob das Problem mit der Kippbewegung der Auszugshülse
zuverlässig gelöst wurde.
Mit der Versuchsreihe wurde gezeigt, dass die Auswahl über den
morphologischen Kasten eine Auszugshülse zu konstruieren eine richtige
Entscheidung war. Unvorhersehbar aber positiv zu bewerten war, dass die
Auszugskräfte für die Filterpatronen geringer ausgefallen sind als
angenommen. Nicht erwartet wurde hingegen das Auftreten einer
Kippbewegung der Auszugshülse. Eine weitere Erkenntnis der Versuche hat
ergeben, dass die Auszugshülse unbedingt in den Filterpatronenkopf
vorgespannt werden muss. Diese Sachverhalte sind erst nach der
Versuchsreihe entstanden. Erst die realen Einsatzbedingungen haben
Schwachstellen dieser Konstruktion aufgezeigt, die es gilt so umzusetzen,
dass es zu sinnvollen aber auch realisierbaren Lösungen kommt.
Das Ziel dieser Facharbeit ist ein Demontagewerkzeug für Filterpatronen,
das auch unter realen Bedingungen die geforderten Anforderungen erfüllt.
Ob dieses Demontagewerkzeug diese Anforderungen wirklich alle erbringt,
wird sich erst nach der Fertigstellung dieser Vorrichtung zeigen.
Ich bin sicher, dass dieses Demontagewerkzeug nach seiner Verwirklichung
und seinem Einsatz unter realen Bedingungen das angestrebte Potenzial
aufweist.

A
Anhang 1
I
7.0 Erklärung
Uwe Wilkens
Moisburger Straße 22a
21629 Neu Wulmstorf / Elstorf
Erklärung
Hiermit erkläre ich, Uwe Wilkens, dass ich die vorliegende Facharbeit
selbständig verfasst und angefertigt habe.
Neu Wulmstorf, den 12.10.2013
------------------------------------------
II
7.1 Literaturverzeichnis
Ulrich Fischer, Max Heinzler, Friedrich Näher, Heinz Paetzold, Roland
Gomeringer, Roland Kilgus, Stefan Oesterle, Andreas Stephan :
Tabellenbuch Metall: 44., neu bearbeitete Auflage. 42781 Haan-
Gruiten: Verlag Europa Lehrmittel, 2008
Alfred Böge: Formel und Tabellen zur Technischen Mechanik: 21.,
korrigierte Auflage. Wiesbaden: Vieweg + Teubner, 2009
Herbert Wittel, Dieter Muhs, Dieter Jannasch, Joachim Voßiek: Roloff /
Matek Maschinenelemente Tabellenbuch: 19., überarbeitete und
erweiterte Auflage. Wiesbaden: Vieweg + Teubner, 2009
Herbert Wittel, Dieter Muhs, Dieter Jannasch, Joachim Voßiek: Roloff /
Matek Maschinenelemente Normung, Berechnung, Gestaltung,
Tabellenbuch: 19., überarbeitete und erweiterte Auflage. Wiesbaden:
Vieweg + Teubner, 2009
7.2 Internetverzeichnis
http://www.festo.com/cat/de_de/products
http://www.norelem.de/App/WebObjects/XSeMIPSNORELEMDE.woa/cms/page/locale.deDE/pid.7.11.1034/Produkt%C3%BCbersicht.html
http://www.wikipedia.de/

III
7.3 Abbildungsverzeichnis
Abbildung 1: Prinzip der trockenen Abgasreinigung am Beispiel einer
Filterkammer Seite 2
Abbildung 2: Scaling und die abrasive Wirkung Seite 5
Abbildung 3: Die Filterpatrone Seite 6
Abbildung 4: Der Filterpatronenkopf Seite 7
Abbildung 5: Querschnitt eines Schnappringes und das Einschnappen
in eine Aufnahmebohrung sowie ein Teilausschnitt eines
Patronenkopfes im eingebauten Zustand in einen
Schnappring Seite 8
Abbildung 6: Ausbaumethode und die Beschädigungen der Filterpatrone
Seite 9
Abbildung 1 – 6 erstellt und ausgearbeitet von Uwe Wilkens
Abbildung 7: Tabelle für die Datenerfassung und Auswertung Seite 10
Abbildung 7 bereitgestellt von Trimet Aluminium SE
Abbildung 8: Versuchsaufbau für die Ermittlung der Demontagekräfte
Seite 14
Abbildung 9: Arbeitsweise eines Prototyps einer Auszugshülse Seite 14
Abbildung 10: Der Versuchsaufbau Seite 15
Abbildung 11: Darstellung der benötigten Auszugskräfte bei verschieden
alten Filterpatronen Seite 16
Abbildung 12: Freigemachte Bauteile an der Auszughülse Seite 19
Abbildung 13: Ermittlung der Wirklängen und der Kräfte an den Bauteilen
Seite 19
Abbildung 14: Ermittlung von Fzul an dem inneren Patronenkopf Seite 19
Abbildung 15: Ermittlung von Demontagekräften Seite 22
Abbildung 16: Morphologischer Kasten 1/3 Seite 24
Abbildung 17: Morphologischer Kasten 2/3 Seite 24
Abbildung 18: Morphologischer Kasten 3/3 Seite 25

IV
Abbildung 19: Auswertung der Lösungsvarianten Seite 25
Abbildung 20: Auswertung von Lösungsvarianten Seite 26
Abbildung 21: Auszugsvorrichtung in der Grundstellung Seite 27
Abbildung 22: Schaltplan Anhang Seite VII
Abbildung 23: Zustandsdiagramm Anhang Seite VII
Abbildung 8 – 23 erstellt und ausgearbeitet von Uwe Wilkens

V
8.0 Lastenheft
Die Ziele des neuen Produkts sollen folgende Bestandteile erfüllen oder
ausüben:
Die Vorrichtung soll eine Demontage von Filterpatronen ermöglichen
Die Demontage soll sich nur auf die Abdichtung im Bereich des
Patronenkopfes beziehen (die Patrone soll aus dem Dichtsitz zwischen der
Kopfplatte und dem Patronenkopf gelöst werden um die Patronen in einem
weiteren Arbeitsschritt durch den Bediener zu entfernen)
Die Filterpatronen sollen senkrecht demontiert werden, ohne dass die
angrenzenden Filterpatronen durch eine schräg demontierte Filterpatrone
beschädigt werden
Durch das Ausbauen darf die Kopfplatte nicht beschädigt werden und
ein Ausbeulen, Knicken, Verformen sowie Kratzer mit Gradbildung
sind nicht zulässig
Der zur Abdichtung dienende Schnappring darf bei der Demontage mit
der Vorrichtung nicht in das Filterhaus fallen
Die Patrone sollte nicht beschädigt werden, um einen Wiedereinbau
bei Bedarf zu gewährleisten
Die Demontage der Filterpatrone soll nicht ruckartig erfolgen, um
Beschädigungen der umliegenden Patronen sowie Staubentwicklung
und Verletzungen bei dem Bediener zu vermeiden
Bei der Demontage ist eine unbeabsichtigte Verletzung des Bedieners
zum Beispiel durch ein Hochspringen der Vorrichtung zu vermeiden
VI
Die Ergonomie für die Bedienung der Vorrichtung soll so gestaltet
werden, dass für den Bediener eine dauerhafte aufrechte
Körperhaltung möglich ist
Die Demontage mit der Vorrichtung soll von einer Person durchführbar
sein
Die Vorrichtung soll ein Gewicht aufweisen, mit dem der Bediener 240
Patronen in 90 Minuten ausbauen kann ohne sich körperlich zu
überlasten
Die Vorrichtung muss Staub unempfindlich ausgelegt werden und soll
keine Leistungsverluste oder Fehlfunktionen durch Staub aufweisen
Keine Quetschgefahr an den bewegten Teilen (Verletzungsgefahr /
Vorschriften für Spaltmaße sind einzuhalten)
Wird für die Vorrichtung Energie benötigt, so ist diese in Form von
Druckluft (6 bar / 1“ Anschluss) oder Strom bereitzustellen
(230 Volt / 16 A) in der Anlage verfügbar optional (400 Volt / 16 A)
Wird die Vorrichtung mit Druckluft betrieben, ist die Abluft der
Vorrichtung so abzuführen, dass eventuell vorhandener Staub auf der
Kopfplatte oder in der Patrone nicht aufgewirbelt wird
Die Vorrichtung sollte aus nicht ferromagnetischen Materialien
konstruiert werden, um eine Bündelung von Magnetfeldern an der
Vorrichtung zu vermeiden
Werden Aktoren, Sensoren, Anzeigen, Schutzsysteme, Antriebe,
Elektronik verwendet, bei denen es durch Magnetfeder zu
unerwarteten Einschränkungen oder Fehlfunktionen kommen kann,
sind diese mit dem Betreiber abzustimmen. Alternativ sind durch
Versuche vor Ort deren Verhalten und deren Verlässlichkeit zu
ermitteln.

VII
9.0 Der pneumatische Schaltplan
Abbildung 22: Schaltplan
9.1 Das Zustandsdiagramm
Abbildung 23: Zustandsdiagramm

VIII
9.2 Bauteilliste
1A: Zylinder, doppeltwirkend
2A: Zylinder, doppeltwirkend
1V2: Drosselrückschlagventil
1V3: Drosselrückschlagventil
1V4: Drosselrückschlagventil
2V2: Drosselrückschlagventil
2V3: Drosselrückschlagventil
2Z1: Speicher
2Z2: Rückschlagventil
1V1: 5/2 Wegeventil, bistabil
2V2: 5/2 Wegeventil, bistabil
1S2: 3/2 Wegeventil, Betätigung durch Druckknopf
1S1: 3/2 Wegeventil, Betätigung durch Druckknopf
2S1: 3/2 Wegeventil, Betätigung durch Druckknopf
2Z3: Drosselventil, verstellbar
IX
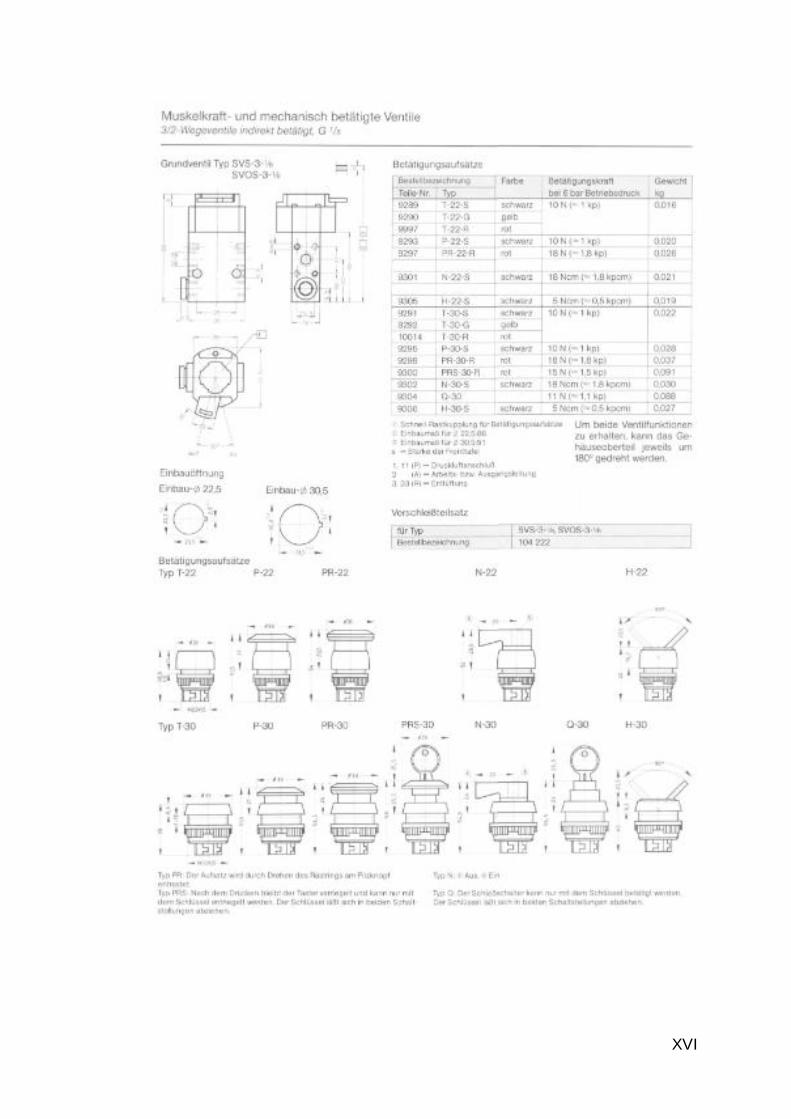
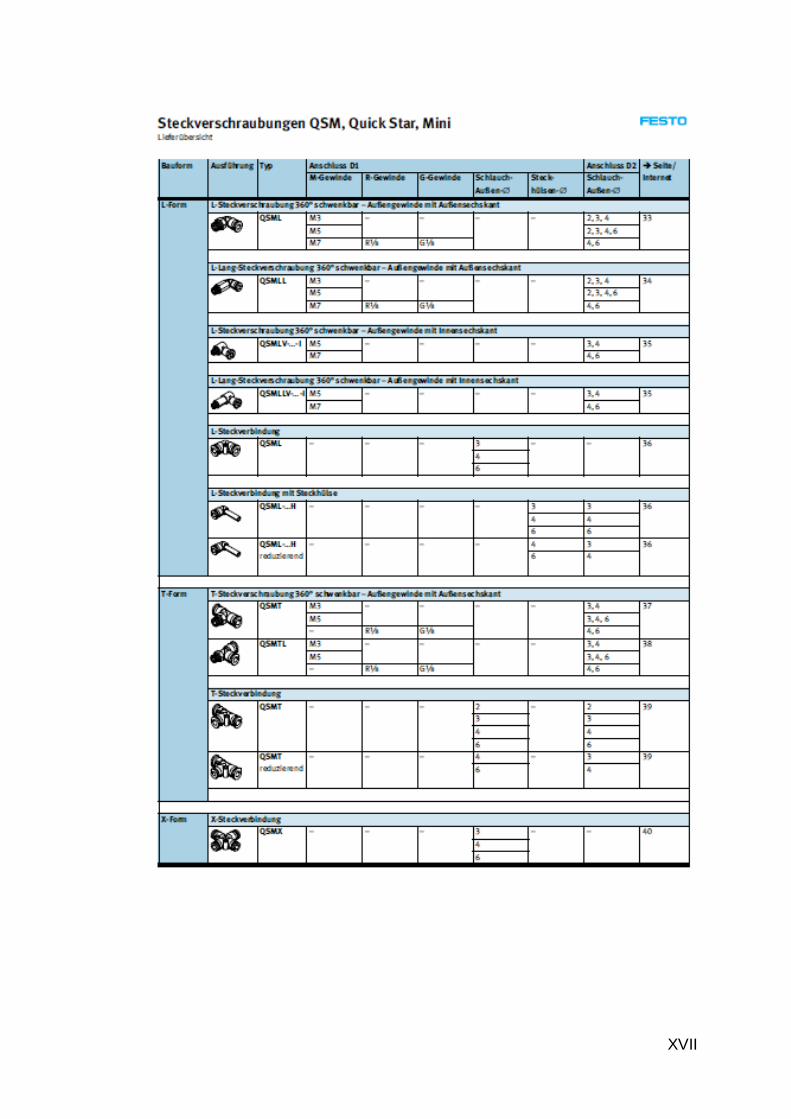
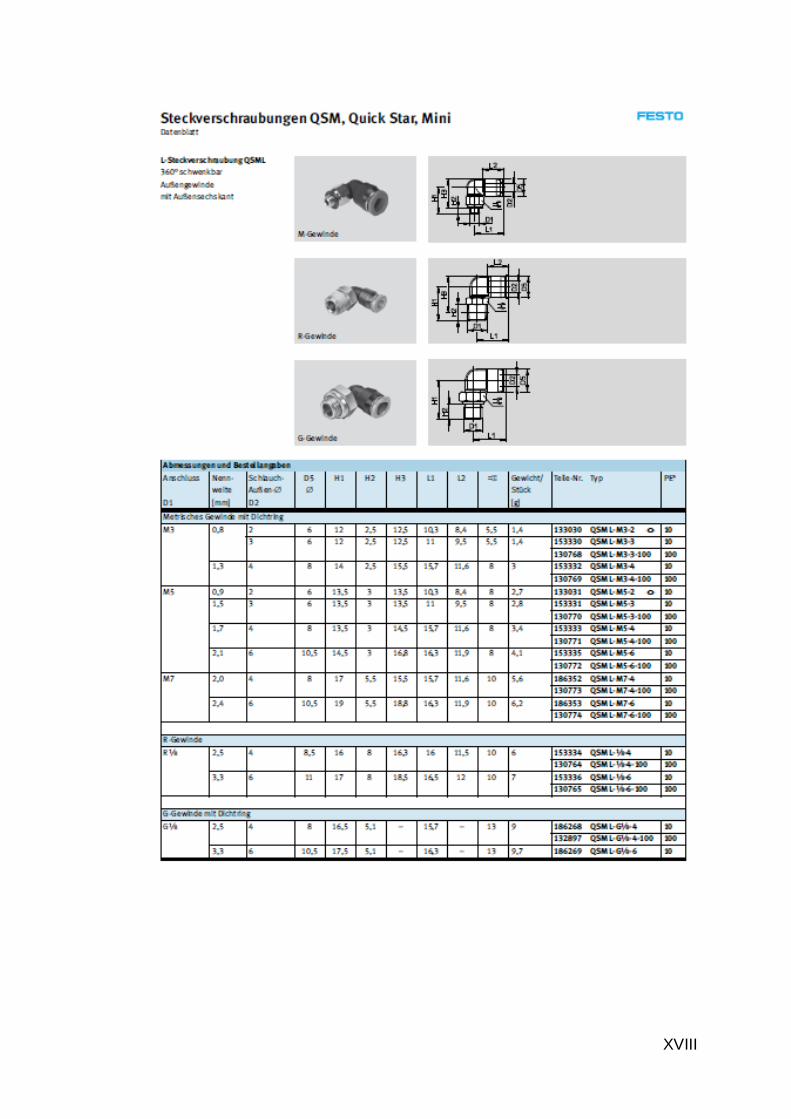
10.0 Datenblätter

X

XI
XII

XIII
XIV
XV
XVI
XVII
XVIII

XIX

XX
Zeichnungsmappe der Auszugsvorrichtung


















