„Umformtechnologien und ihre Randbedingungen“ - … · Aluminium, Magnesium, Titan 23 %...
52
Bild 1 Institut für Umformtechnik und Umformmaschinen Prof. Dr.-Ing. B.-A. Behrens Institut für Umformtechnik und Umformmaschinen Universität Hannover Prof. Dr.-Ing. B.-A. Behrens Referent Prof. Dr.-Ing. B.-A. Behrens Prof. Dr.-Ing. B.-A. Behrens Universität Hannover Institut für Umformtechnik und Umformmaschinen „Umformtechnologien und ihre Randbedingungen“
Transcript of „Umformtechnologien und ihre Randbedingungen“ - … · Aluminium, Magnesium, Titan 23 %...
Bild 1Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Institut für Umformtechnik und Umformmaschinen Universität HannoverProf. Dr.-Ing. B.-A. Behrens
Referent Prof. Dr.-Ing. B.-A. Behrens
Prof. Dr.-Ing. B.-A. Behrens
Universität Hannover Institut für Umformtechnikund Umformmaschinen
„Umformtechnologien und ihre Randbedingungen“

Bild 2Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Gliederung
Materialien für die Blechumformung
Kennwerte für die Blechumformung - Blechprüfverfahren
Tiefziehen – IHU - Gleitziehbiegen
Prozesskette – Karosserie - Blechformteile

Bild 3Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Gliederung
Materialien für die Blechumformung
Kennwerte für die Blechumformung - Blechprüfverfahren
Tiefziehen – IHU - Gleitziehbiegen
Prozesskette – Karosserie - Blechformteile
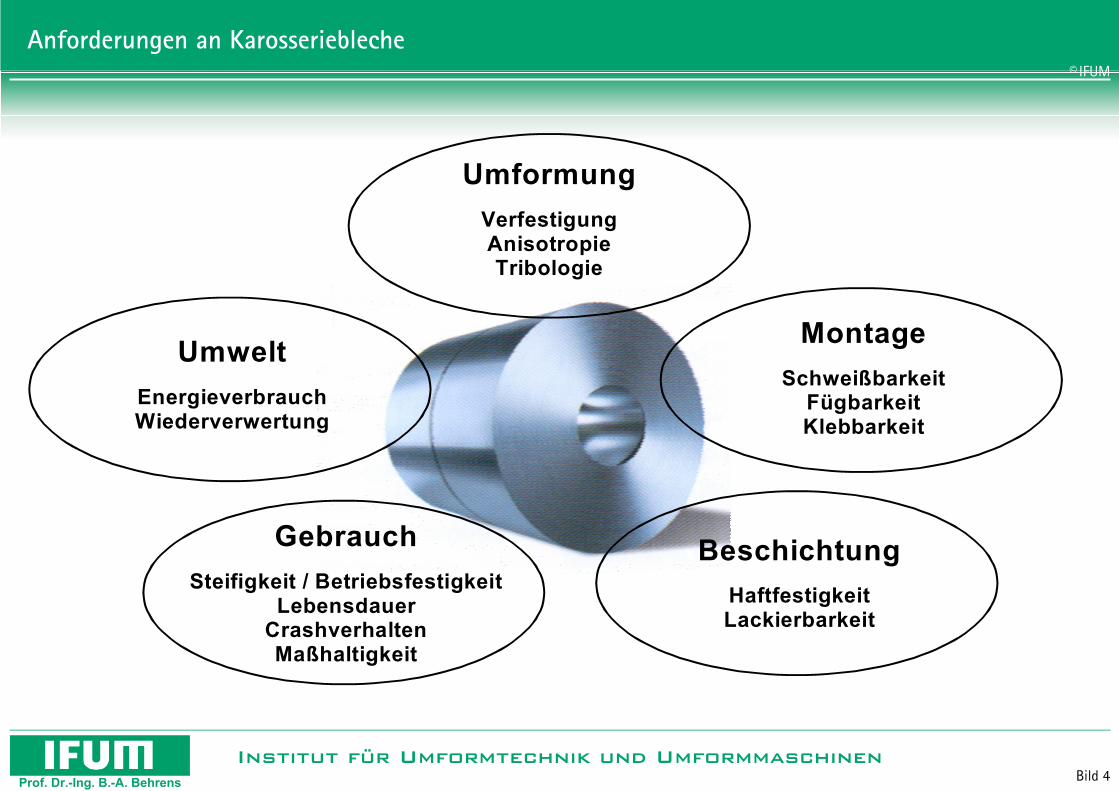
Bild 4Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Anforderungen an Karosseriebleche
UmformungVerfestigungAnisotropieTribologie
MontageSchweißbarkeit
FügbarkeitKlebbarkeit
UmweltEnergieverbrauchWiederverwertung
GebrauchSteifigkeit / Betriebsfestigkeit
LebensdauerCrashverhaltenMaßhaltigkeit
BeschichtungHaftfestigkeitLackierbarkeit
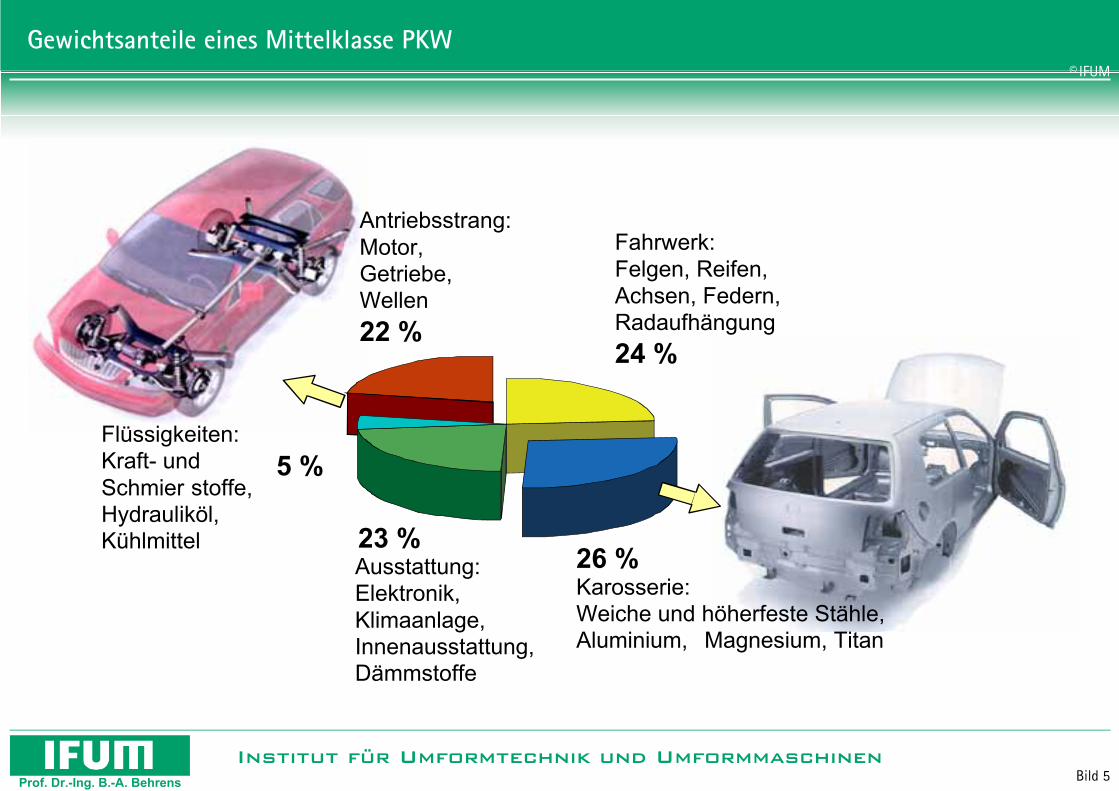
Bild 5Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Gewichtsanteile eines Mittelklasse PKW
Antriebsstrang:Motor, Getriebe,Wellen22 %
Fahrwerk:Felgen, Reifen,Achsen, Federn,Radaufhängung24 %
26 %Karosserie:Weiche und höherfeste Stähle,Aluminium, Magnesium, Titan
23 %Ausstattung:Elektronik,Klimaanlage,Innenausstattung,Dämmstoffe
Flüssigkeiten:Kraft- undSchmier stoffe,Hydrauliköl,Kühlmittel
5 %

Bild 6Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Verteilung der Stahlqualitäten heute und zukünftig (C-Klasse)
Quelle: DaimlerChrysler
0%
20%
40%
60%
80%
100%
Anteil heute Anteil zukünftig
weiche Tiefziehgüten (bis320 MPa Zugfestigkeit)
Hochfeste Stähle (bis 560MPa Zugfestigkeit)
Ultrahochfeste Stähle (bis1000 MPa Zugfestigkeit)
Megahochfeste Stähle (über1000 MPa Zugfestigkeit)
Wer
ksto
ffan
teil
(%)
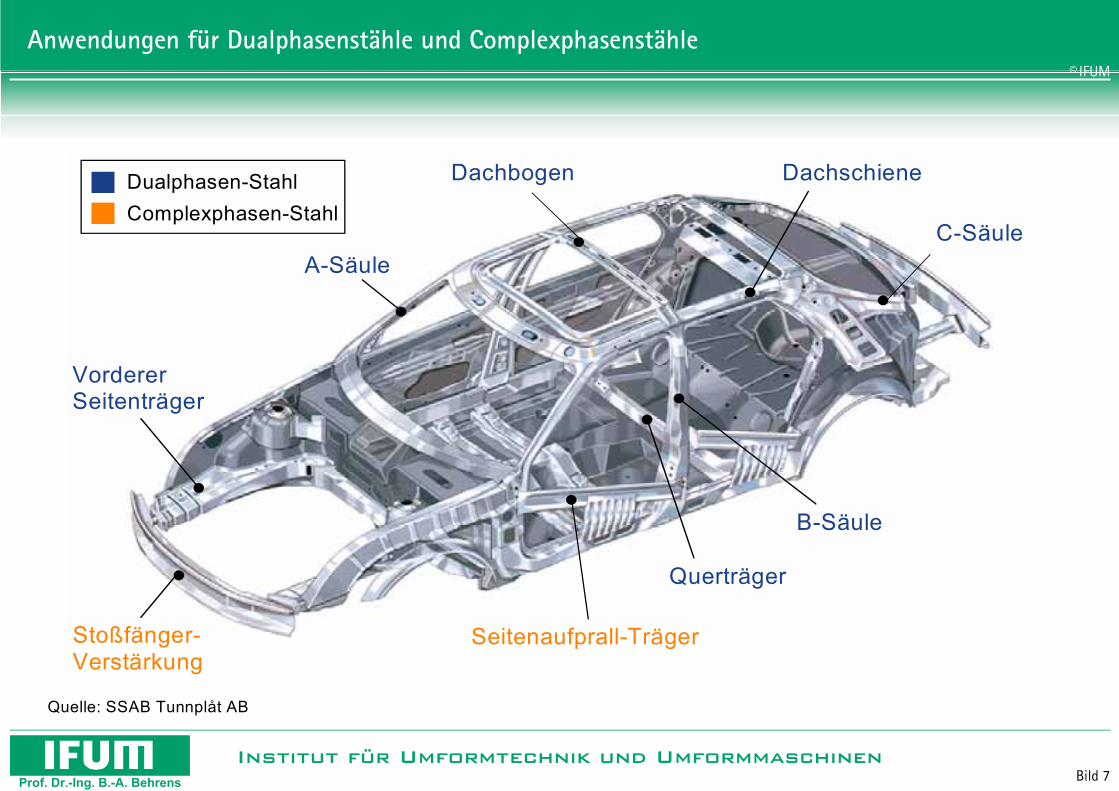
Bild 7Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Anwendungen für Dualphasenstähle und Complexphasenstähle
A-Säule
B-Säule
C-Säule
Stoßfänger-Verstärkung
Seitenaufprall-Träger
Vorderer Seitenträger
Dachbogen Dachschiene
Querträger
Dualphasen-StahlComplexphasen-Stahl
Quelle: SSAB Tunnplåt AB
Bild 8Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Gliederung
Materialien für die Blechumformung
Kennwerte für die Blechumformung - Blechprüfverfahren
Tiefziehen – IHU - Gleitziehbiegen
Prozesskette – Karosserie - Blechformteile
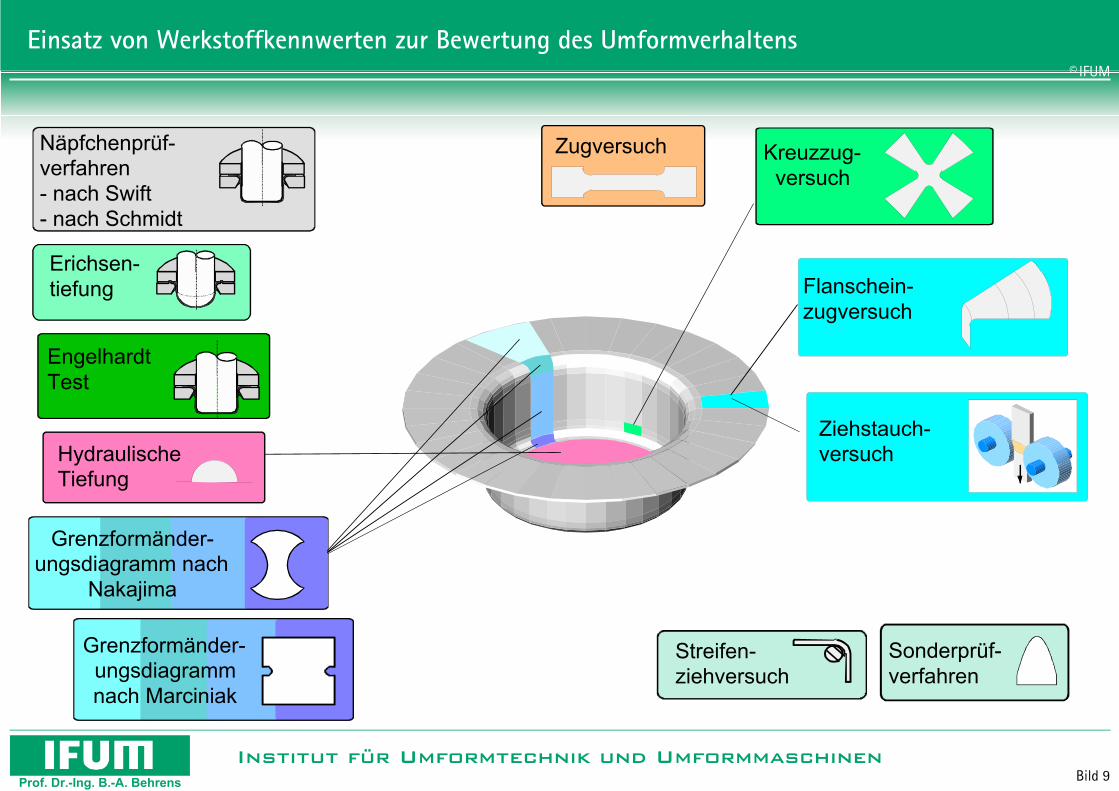
Bild 9Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Einsatz von Werkstoffkennwerten zur Bewertung des Umformverhaltens
Grenzformänder-ungsdiagramm nach
Nakajima
Kreuzzug-versuch
Näpfchenprüf-verfahren- nach Swift- nach Schmidt
HydraulischeTiefung
Zugversuch
Erichsen-tiefung
Streifen-ziehversuch
Flanschein-zugversuch
Ziehstauch-versuch
Grenzformänder-ungsdiagrammnach Marciniak
EngelhardtTest
Sonderprüf-verfahren
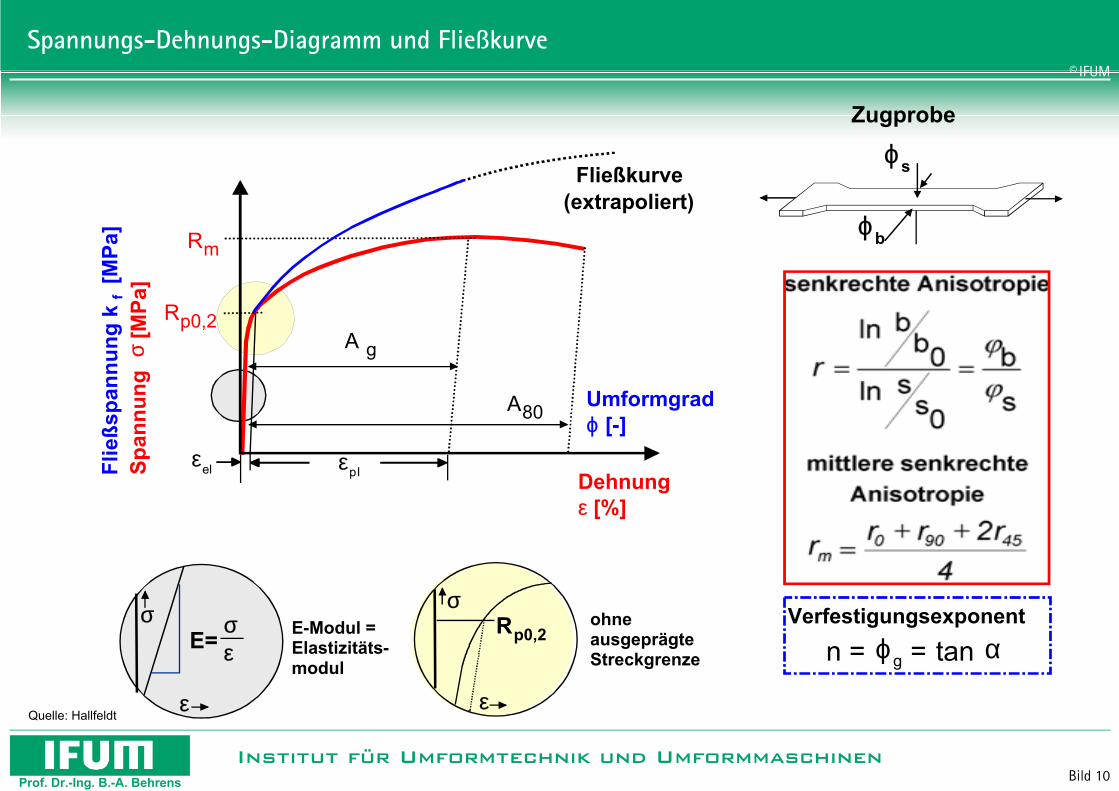
Bild 10Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Spannungs-Dehnungs-Diagramm und Fließkurve
ϕb
ϕs
Zugprobe
Verfestigungsexponent
n = ϕg = tan α
Rp0,2A g
A80
Rm
Flie
ßspa
nnun
g k
f[M
Pa]
Span
nung
σ[M
Pa]
Dehnungε [%]
j [-]
Fließkurve(extrapoliert)
σ
ε
Rp0,2ohne ausgeprägte Streckgrenze
σ
ε
E= σε
E-Modul =Elastizitäts-modul
εel εpl
Quelle: Hallfeldt
Umformgradϕ [-]

Bild 11Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Fließkurven von StählenFl
ießs
pann
ung
kf[M
Pa]
Umformgrad ϕ [-]
H320(ZStE340)s0=0,8 mm
H300X(DP500)
s0=0,8 mm
DC04 (St14)s0=0,8 mm
0
100
200
300
400
500
600
700
800
900
0 0,05 0,1 0,15 0,2 0,25 0,3
H300X
H320
DC04
Quelle: Hallfeldt
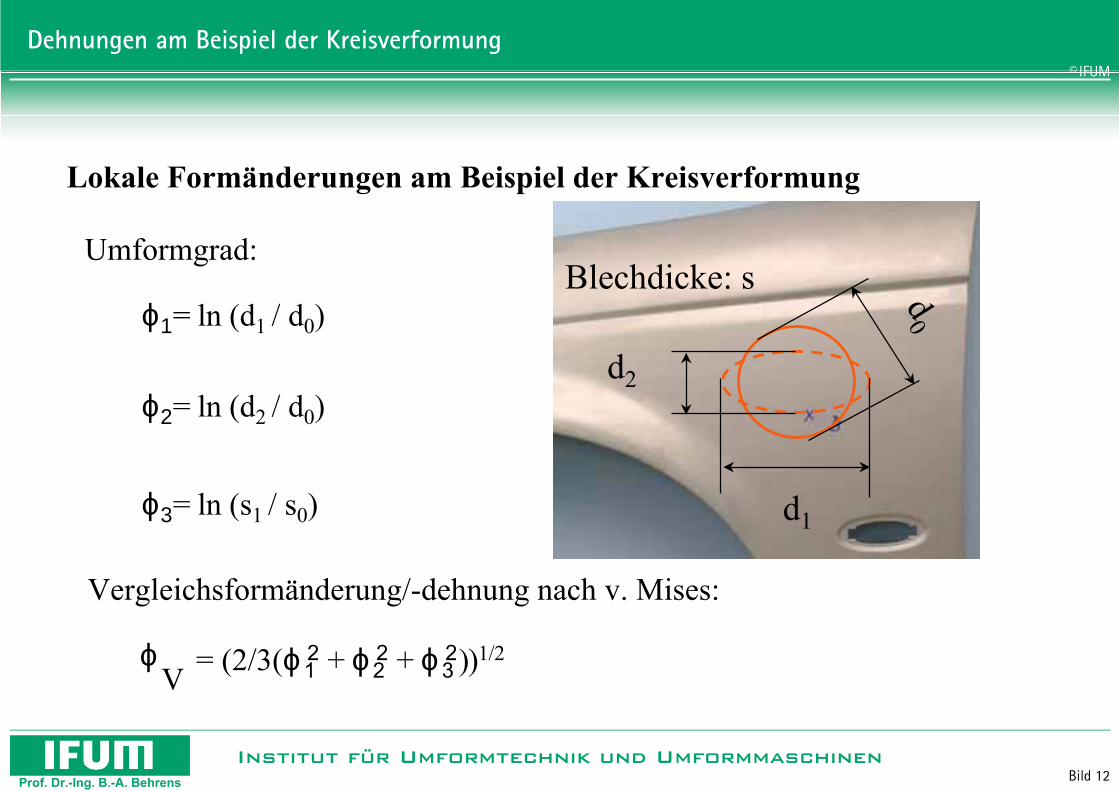
Bild 12Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Dehnungen am Beispiel der Kreisverformung
ϕ1= ln (d1 / d0)
Lokale Formänderungen am Beispiel der Kreisverformung
Umformgrad:
Vergleichsformänderung/-dehnung nach v. Mises:
ϕV = (2/3(ϕ 12 + ϕ 22 + ϕ 32))1/2
ϕ2= ln (d2 / d0)
ϕ3= ln (s1 / s0) d1
d2
d0
Blechdicke: s
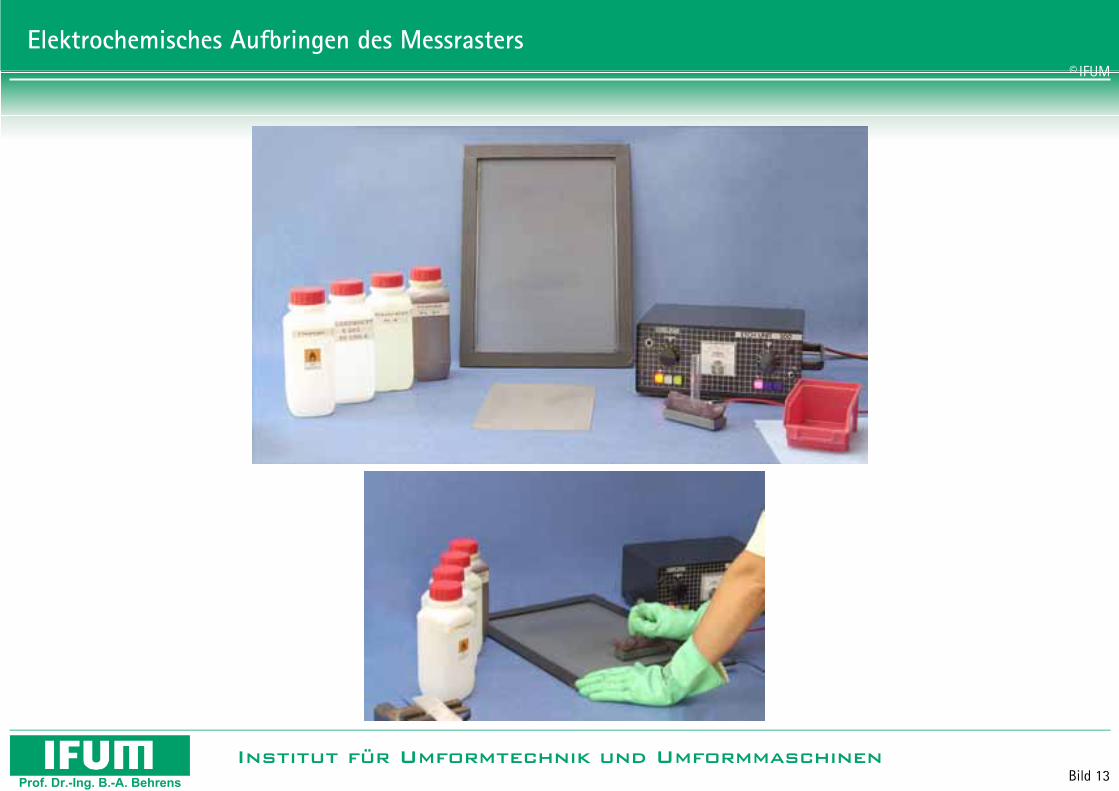
Bild 13Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Elektrochemisches Aufbringen des Messrasters

Bild 14Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Auswertung des 2 mm Kreisrasters mittels Stereomikroskop
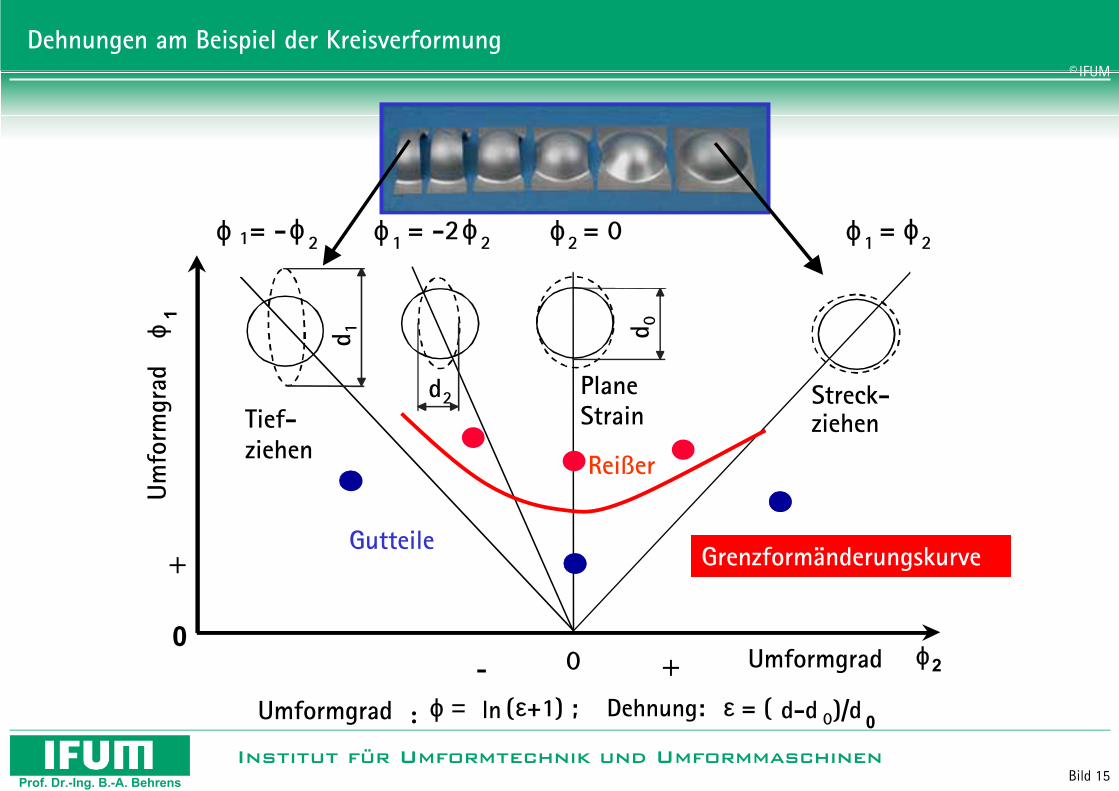
Bild 15Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Dehnungen am Beispiel der Kreisverformung
d 0
d2
d 1
Umformgrad ϕ20 +-0
+
ϕ 1 = -ϕ 2 ϕ1 = -2ϕ 2 ϕ2 = 0 ϕ1 = ϕ2
Umformgrad : ϕ = ln (ε+1) ; Dehnung: ε = ( d-d 0)/d 0
Reißer
Gutteile
Umfo
rmgr
adϕ
1
Tief-ziehen
Streck-ziehen
PlaneStrain
Grenzformänderungskurve
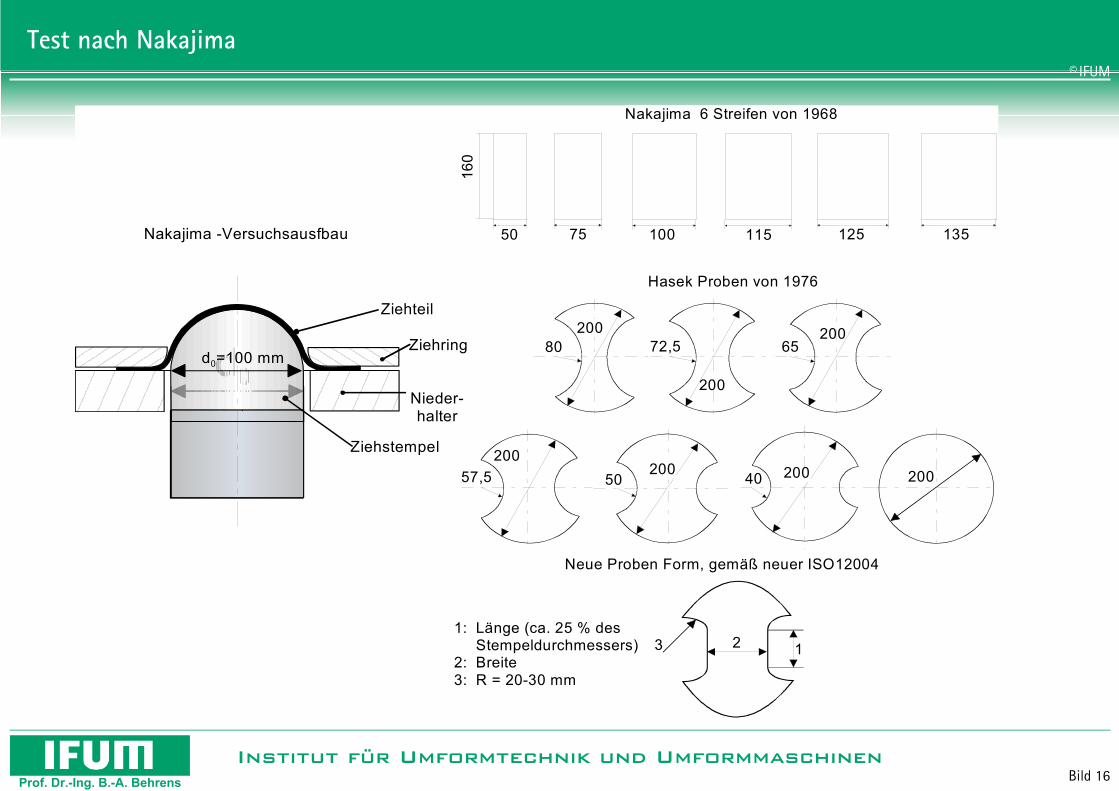
Bild 16Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Test nach Nakajima
Ziehteil
Ziehstempel
Ziehring
Nieder-halter
d0=100 mm
Nakajima -Versuchsausfbau
20040 2005020057,5
200
72,5
200
65200
80200
Nakajima 6 Streifen von 1968
50 75 100 115 125 135
160
Hasek Proben von 1976
Neue Proben Form, gemäß neuer ISO12004
13 21: Länge (ca. 25 % des Stempeldurchmessers)2: Breite 3: R = 20-30 mm

Bild 17Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Umformlabor mit digitaler Bilddatenerfassung
Dehnungsmessung mit digitalemMesswerterfassungssystem ARGUS Vorbereitetes Umformteil
Quelle: Salzgitter
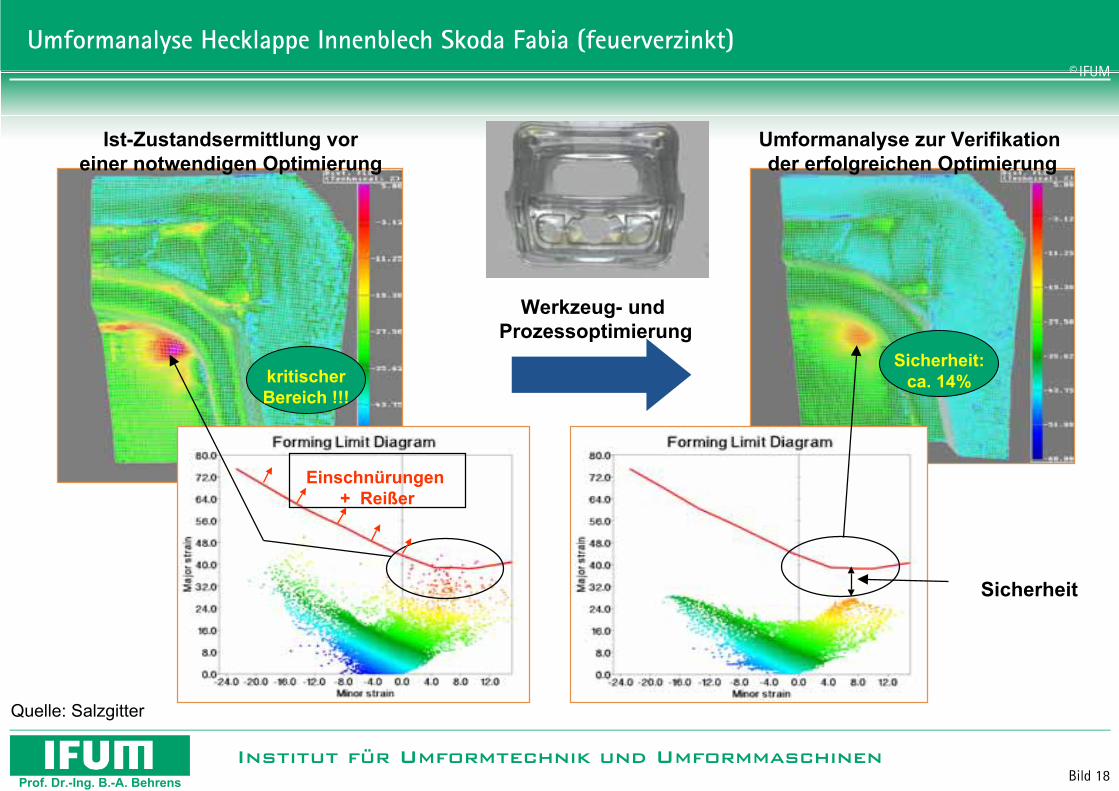
Bild 18Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Umformanalyse Hecklappe Innenblech Skoda Fabia (feuerverzinkt)
Quelle: Salzgitter
Ist-Zustandsermittlung voreiner notwendigen Optimierung
Werkzeug- und Prozessoptimierung
Umformanalyse zur Verifikation der erfolgreichen Optimierung
kritischerBereich !!!
Sicherheit:ca. 14%
Einschnürungen + Reißer
Sicherheit
Bild 19Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Gliederung
Materialien für die Blechumformung
Kennwerte für die Blechumformung - Blechprüfverfahren
Tiefziehen - IHU - Gleitziehbiegen
Prozesskette – Karosserie - Blechformteile
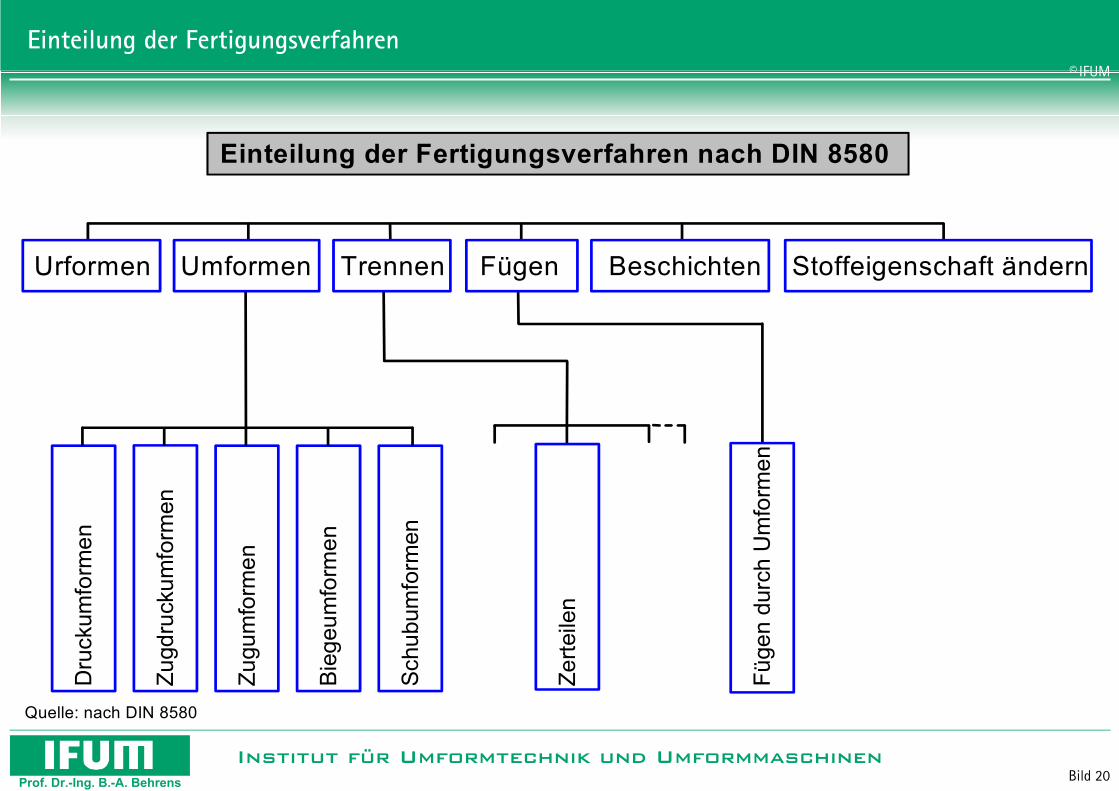
Bild 20Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Einteilung der Fertigungsverfahren
Schu
bum
form
en
Bieg
eum
form
en
Zugu
mfo
rmen
Zugd
ruck
umfo
rmen
Dru
ckum
form
en
Zerte
ilen
Einteilung der Fertigungsverfahren nach DIN 8580
BeschichtenUrformen Stoffeigenschaft ändernFügenTrennenUmformen
Füge
n du
rch
Um
form
en
Quelle: nach DIN 8580
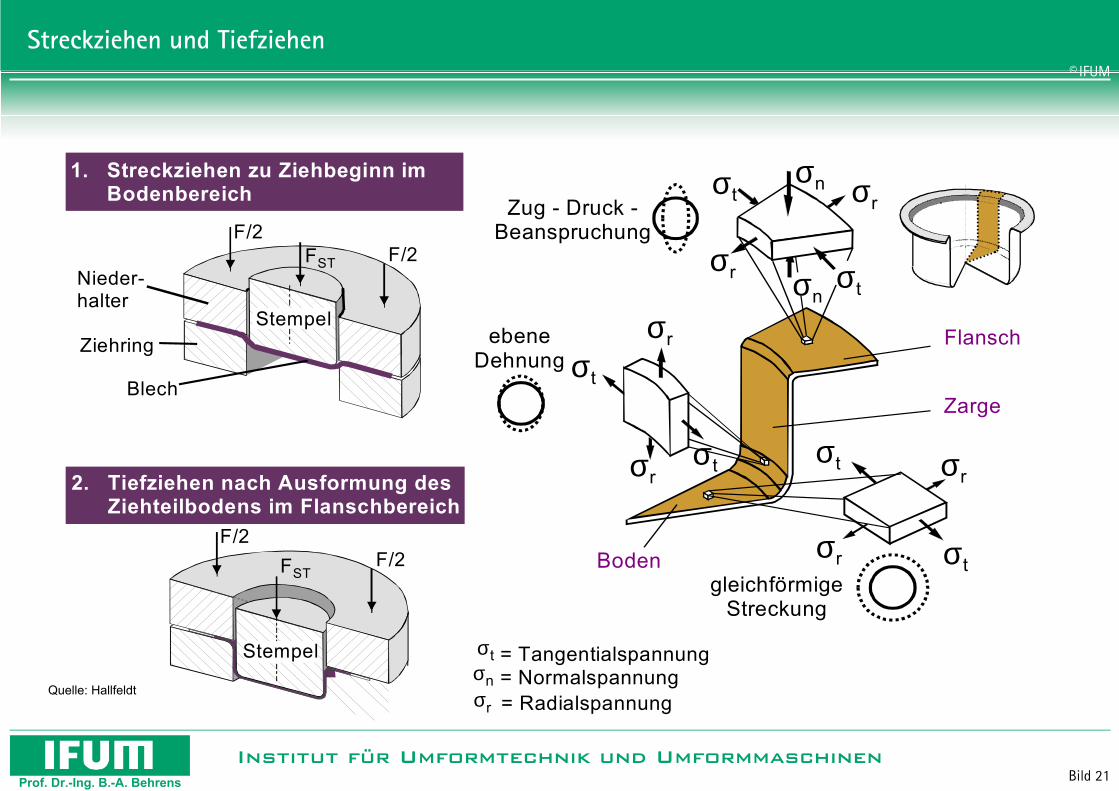
Bild 21Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Streckziehen und Tiefziehen
2. Tiefziehen nach Ausformung des Ziehteilbodens im Flanschbereich
1. Streckziehen zu Ziehbeginn im Bodenbereich
FST
Stempel
F/2F/2
F/2F/2FST
Nieder-halter
StempelZiehring
Blech
Boden
Zarge
Flansch
σt σr
σnσt
σr
σt
σr σt
σr
σt
σr
σrσt
σn
ebene Dehnung
Zug - Druck - Beanspruchung
gleichförmige Streckung
= Tangentialspannung= Normalspannung= Radialspannung σr
σn
σt
Quelle: Hallfeldt
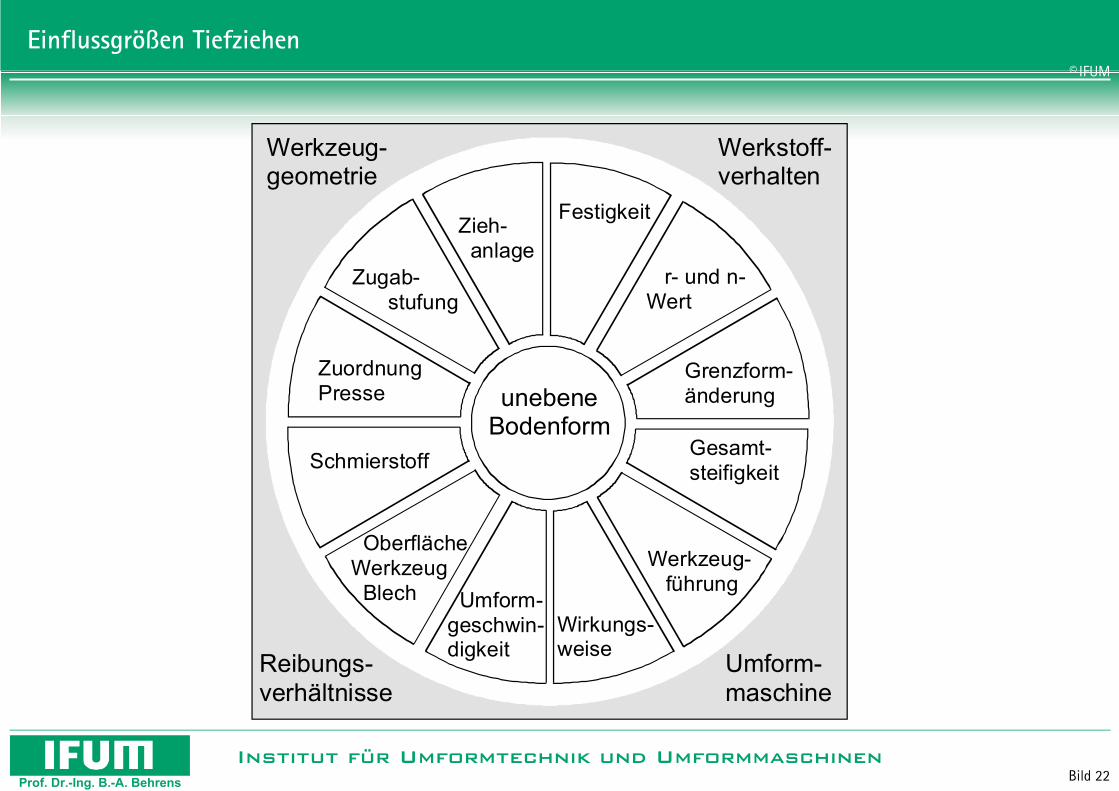
Bild 22Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Einflussgrößen Tiefziehen
unebeneBodenform
Zieh- anlage
ZuordnungPresse
Schmierstoff
OberflächeWerkzeug Blech Umform-
geschwin-digkeit
Wirkungs-weise
Werkzeug- führung
Gesamt-steifigkeit
Grenzform-änderung
r- und n-Wert
Festigkeit
Werkzeug-geometrie
Werkstoff-verhalten
Reibungs-verhältnisse
Umform-maschine
Zugab- stufung
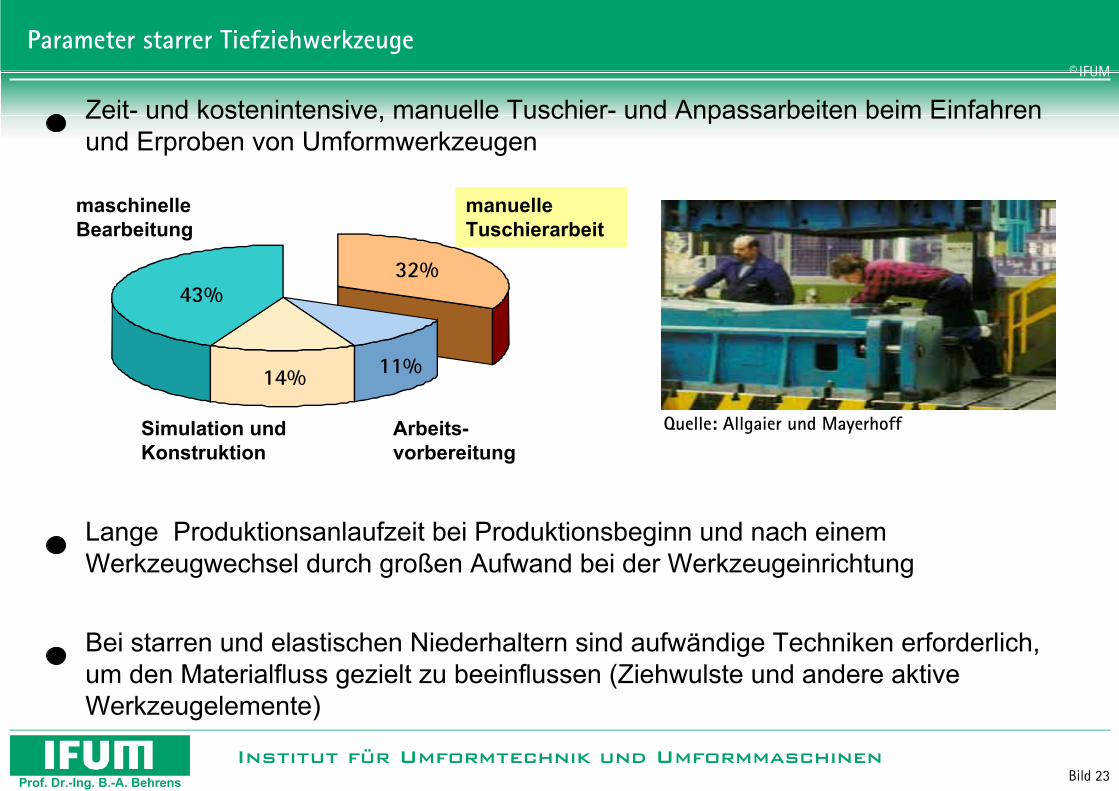
Bild 23Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Parameter starrer Tiefziehwerkzeuge
manuelleTuschierarbeit
43%32%
11%14%
Simulation undKonstruktion
maschinelleBearbeitung
Arbeits-vorbereitung
Quelle: Allgaier und Mayerhoff
Zeit- und kostenintensive, manuelle Tuschier- und Anpassarbeiten beim Einfahren und Erproben von Umformwerkzeugen
Lange Produktionsanlaufzeit bei Produktionsbeginn und nach einem Werkzeugwechsel durch großen Aufwand bei der Werkzeugeinrichtung
Bei starren und elastischen Niederhaltern sind aufwändige Techniken erforderlich, um den Materialfluss gezielt zu beeinflussen (Ziehwulste und andere aktive Werkzeugelemente)
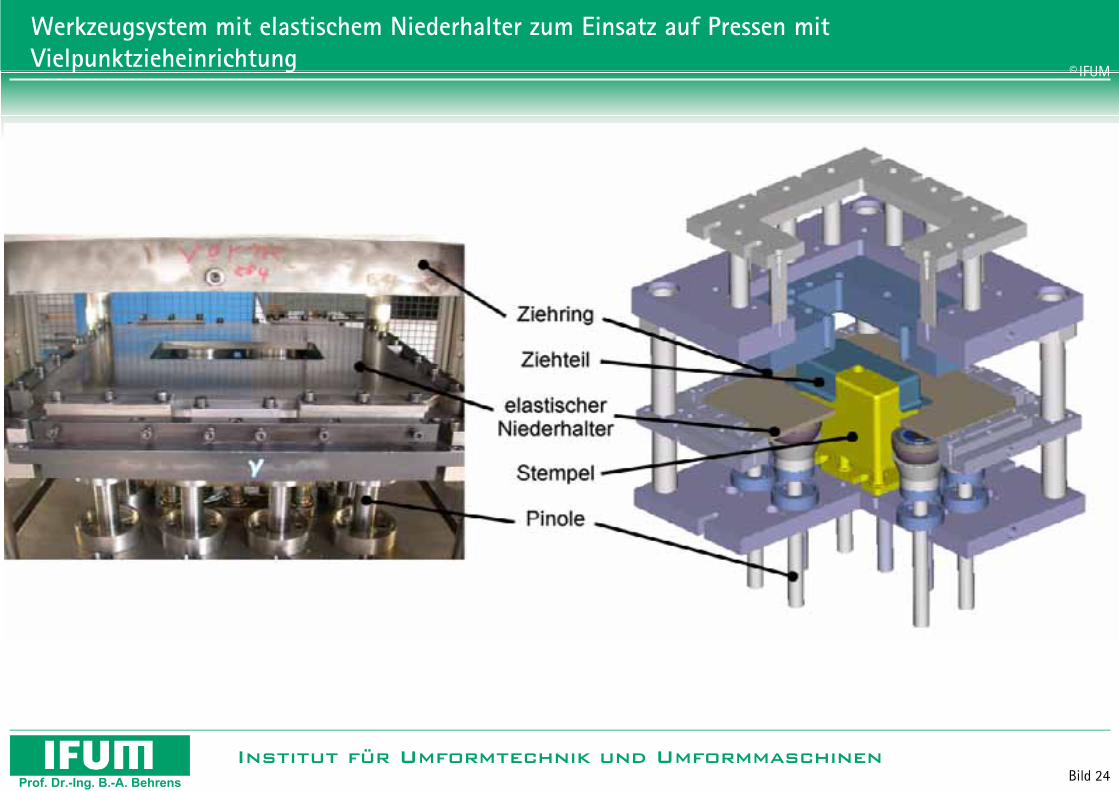
Bild 24Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Werkzeugsystem mit elastischem Niederhalter zum Einsatz auf Pressen mitVielpunktzieheinrichtung

Bild 25Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Aufbau eines Tiefziehwerkzeugs mit hydroelastischem Niederhalter
Niederhalter-grundplatte
Hydraulikanlage
HöhenanschlagStempel
Drucktasche
elastischeMetall-Membrane
(1.2714)
ZiehringWerkstück
Drucktasche
Druck-anschluss
Nieder halter
Nut mit O-Ringdichtung
Grundplatte
pi
Stempel

Bild 26Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Motivation Presshärten
Anforderungen an Karosserieblechteile
Hohe Festigkeit(Crashsicherheit)
Geringe Masse(Leichtbau) Hohe Fertigungsgenauigkeit
-Einsatz hoch-undhöchstfester Stahlwerkstoffe
-Härten durchWärmebehandlung
-Materialeinsparung-Reduzierung der Blechdicke
-Verringerung derRückfederung
-Eigenspannungen verringerndurch Erwärmung
Presshärten
Eine Lösung
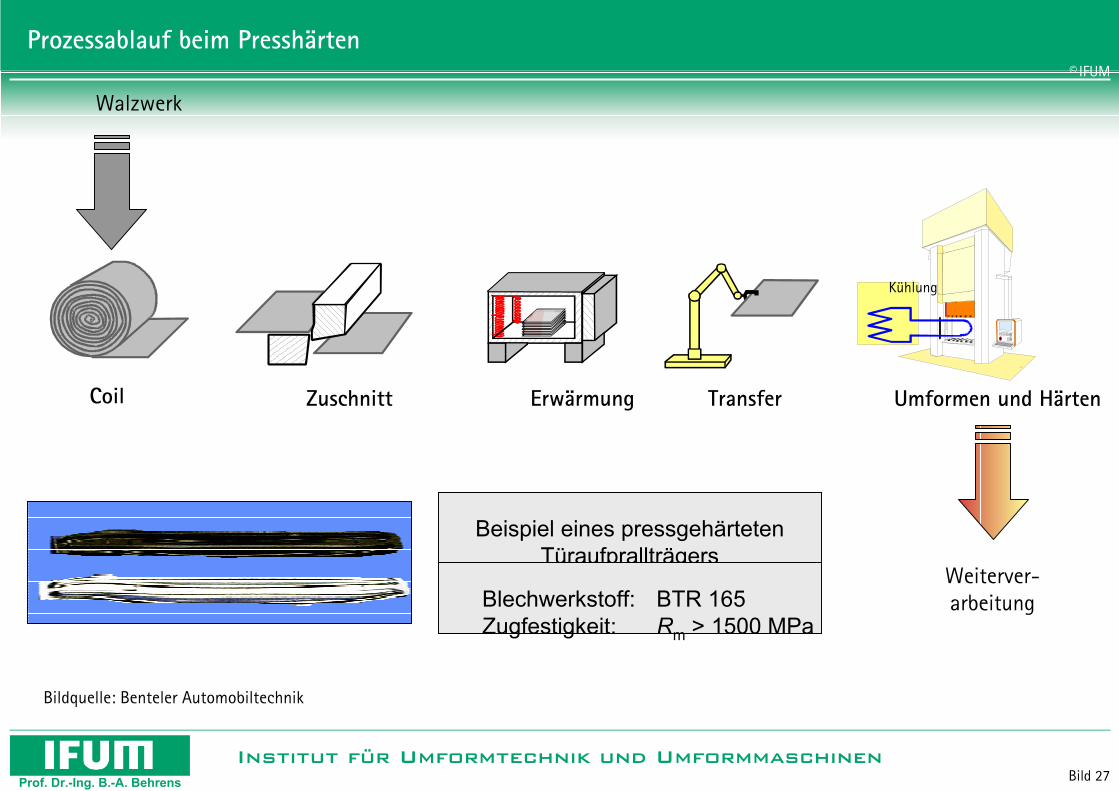
Bild 27Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Prozessablauf beim Presshärten
Bildquelle: Benteler Automobiltechnik
Weiterver-arbeitung
Walzwerk
Kühlung
Umformen und HärtenZuschnitt TransferCoil Erwärmung
Beispiel eines pressgehärtetenTüraufprallträgers
Blechwerkstoff: BTR 165Zugfestigkeit: Rm > 1500 MPa
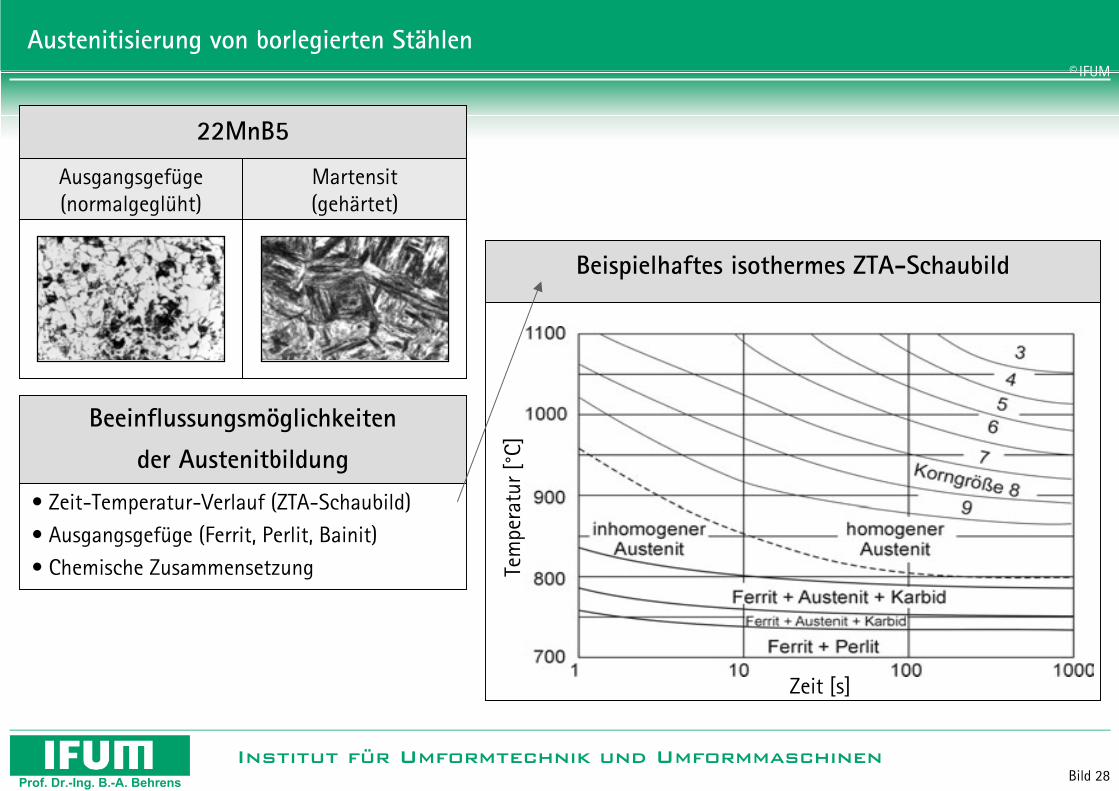
Bild 28Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Austenitisierung von borlegierten Stählen
Beeinflussungsmöglichkeiten
der Austenitbildung
• Zeit-Temperatur-Verlauf (ZTA-Schaubild)• Ausgangsgefüge (Ferrit, Perlit, Bainit)• Chemische Zusammensetzung Te
mpe
ratu
r [°C
]
Zeit [s]
Beispielhaftes isothermes ZTA-Schaubild
Ausgangsgefüge(normalgeglüht)
Martensit(gehärtet)
22MnB5
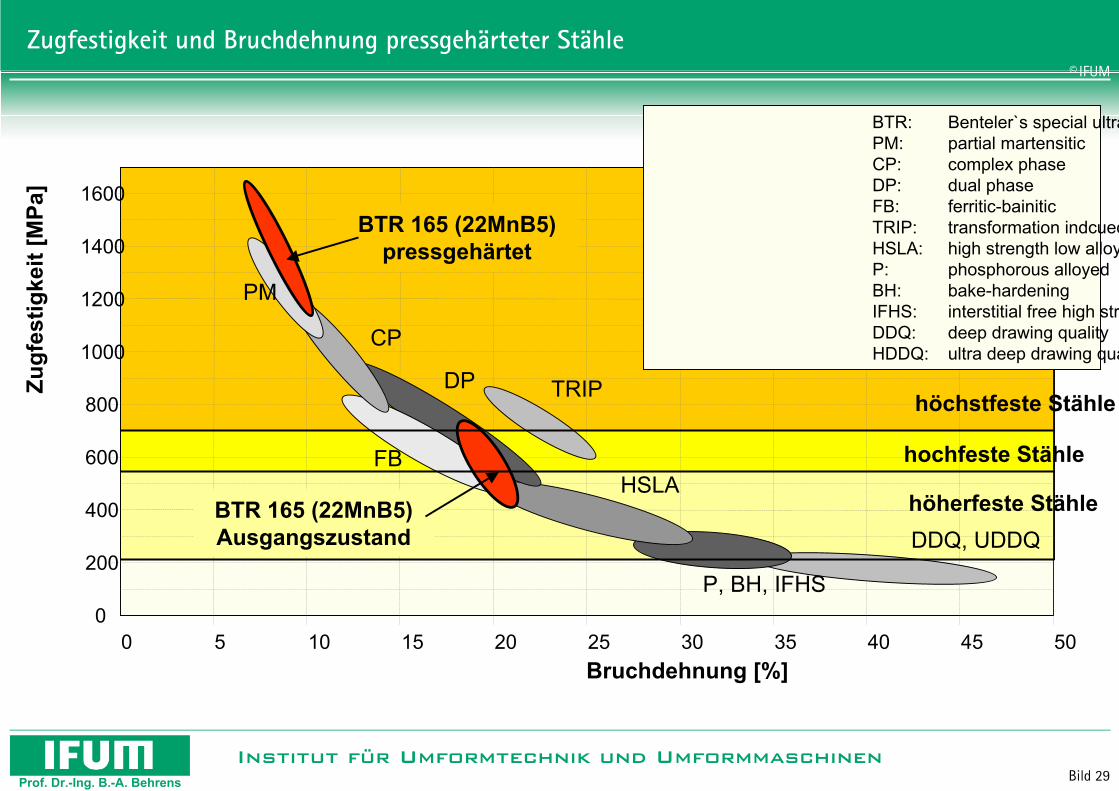
Bild 29Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Zugfestigkeit und Bruchdehnung pressgehärteter Stähle
600
800
1000
400
200
0
1600
1400
1200
1510 4020 255 35 4530 50
DDQ, UDDQ
0
P, BH, IFHS
HSLA
TRIPDP
FB
CP
PM
BTR 165 (22MnB5)pressgehärtet
BTR 165 (22MnB5)Ausgangszustand
Bruchdehnung [%]
Zugf
estig
keit
[MPa
]
höchstfeste Stähle
hochfeste Stähle
höherfeste Stähle
BTR: Benteler`s special ultraPM: partial martensiticCP: complex phaseDP: dual phaseFB: ferritic-bainiticTRIP: transformation indcuedHSLA: high strength low alloyP: phosphorous alloyedBH: bake-hardeningIFHS: interstitial free high strDDQ: deep drawing qualityHDDQ: ultra deep drawing qua

Bild 30Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Anwendungsbeispiele tiefgezogener Bauteile im Automobilbau
z.B. ZStE250i z.B. ZStE250ifür Frontklappe
z.B. DC05 für Seitenwand
z.B. CP900für Seitenaufprall-
trägerz.B. TRIP800 Seitenschwellerz.B. 300X für Felge

Bild 31Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Einordnung des hydromechanischen Tiefziehens in die DIN
WirkmedienbasierteUmformverfahren
Umformen durchWerkzeugbewegung
Umformen durchWirkmediendruck
Halbzeug ebenbzw. offen (Blech)
Halbzeug teilweisegeschlossen (Rohr)
Halbzeug ebenbzw. offen (Blech)
Halbzeug teilweisegeschlossen (Rohr,
Doppelplatine)
DirekterWirkmedien-
konakt
IndirekterWirkmedien-
konakt
IndirekterWirkmedien-
konakt
DirekterWirkmedien-
konakt
IndirekterWirkmedien-
konakt
IndirekterWirkmedien-
konakt
DirekterWirkmedien-
konakt
DirekterWirkmedien-
konakt
Hyd
rom
echa
nisc
hes
Tief
zieh
enoh
ne M
embr
anei
nsat
z, z
.B.
HYD
RO
MEC
Hyd
rom
echa
nisc
hes
Tief
zieh
enm
it M
embr
anei
nsat
z, z
.B.
HYD
RO
FOR
M
VAR
IFO
RM
Roh
rauf
wei
ten
nach
dem
Was
serb
eute
lver
fahr
en
Hoc
hdru
ck-B
lech
-um
form
ung
(HB
U)
FLU
ID-Z
ELL
(ASE
A)
Inne
nhoc
hdru
ckum
form
ung
(IHU
)vo
n R
ohre
n un
d D
oppe
lpla
tinen
Inne
nhoc
hdru
ckum
form
ung
(IHU
)vo
n R
ohre
n m
it M
embr
anei
nsat
z

Bild 32Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Hydromechanisches Tiefziehen
FNH = Niederhalterkraft
FSt = Stempelkraft
p = Mediumdruck
FNH FNHFStFSt
Wasserkasten
Niederhalter
Platine
Druck-medium
Dichtung
1. 2.
3.
Stempel
Merkmal wirkmedienbasierter Tiefziehverfahren: Ein Werkzeugelement wird durch ein Druckmedium ersetzt.
1. Die Platine wird direkt auf das mit einem Wirkmedium gefüllte Unterwerkzeug (Wasserkasten) gelegt.
2. Das Werkzeug wird durch den Niederhalter verschlossen.
3. Der Stempel formt das Werkstück gegen den sich aufbauenden Wirkmediumdruck in den Wasserkasten um.
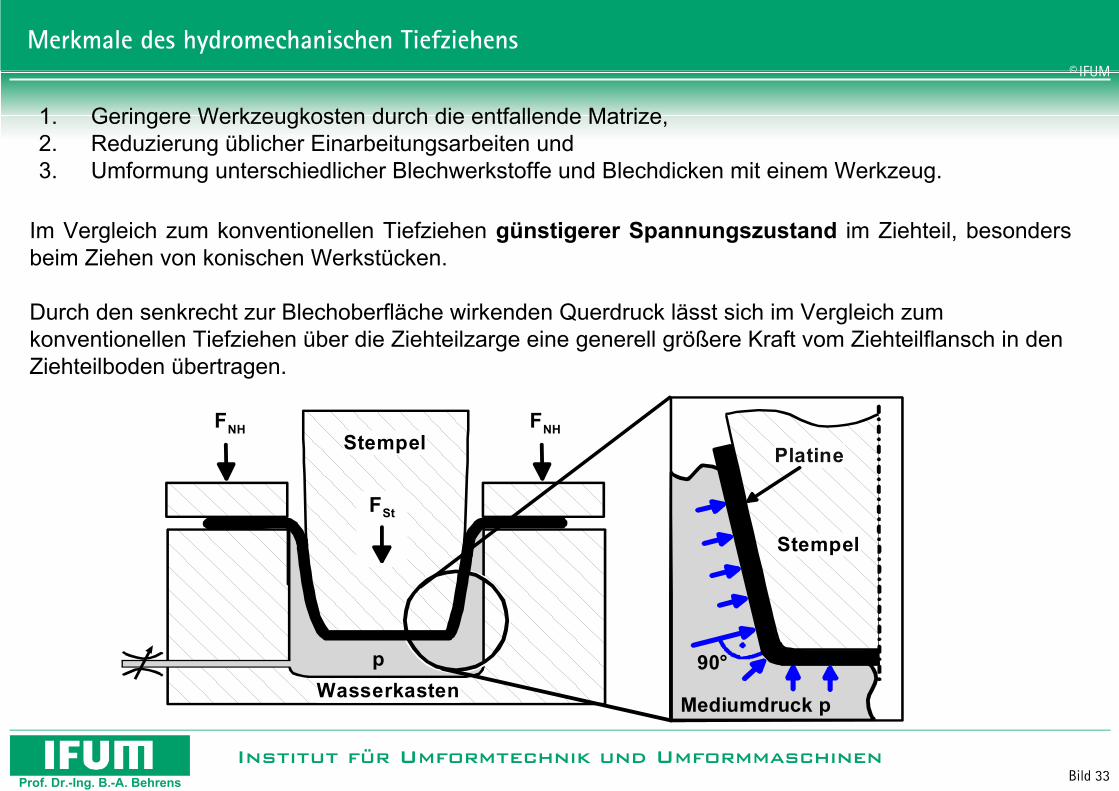
Bild 33Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Merkmale des hydromechanischen Tiefziehens
1. Geringere Werkzeugkosten durch die entfallende Matrize,2. Reduzierung üblicher Einarbeitungsarbeiten und3. Umformung unterschiedlicher Blechwerkstoffe und Blechdicken mit einem Werkzeug.
Mediumdruck p
pWasserkasten
Stempel
Stempel
Platine
90°
FSt
FNH FNH
Im Vergleich zum konventionellen Tiefziehen günstigerer Spannungszustand im Ziehteil, besonders beim Ziehen von konischen Werkstücken.
Durch den senkrecht zur Blechoberfläche wirkenden Querdruck lässt sich im Vergleich zum konventionellen Tiefziehen über die Ziehteilzarge eine generell größere Kraft vom Ziehteilflansch in den Ziehteilboden übertragen.
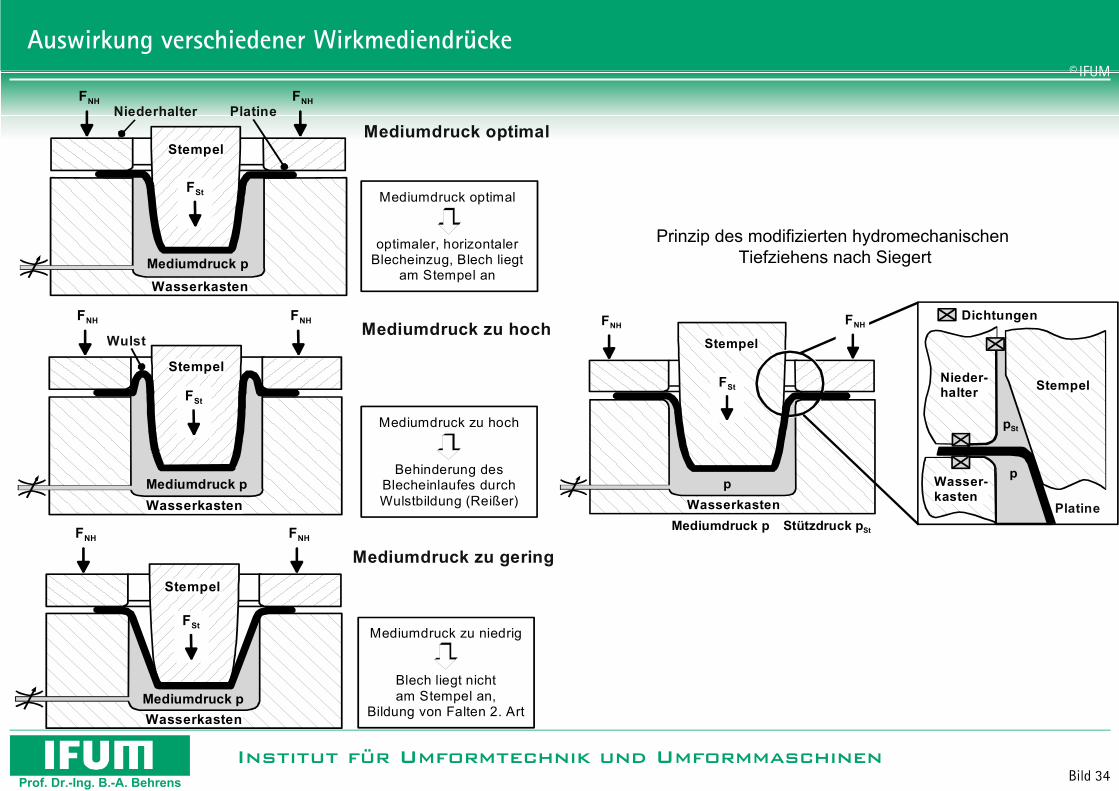
Bild 34Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Auswirkung verschiedener Wirkmediendrücke
Mediumdruck zu hoch
Behinderung des Blecheinlaufes durchWulstbildung (Reißer)
Mediumdruck pWasserkasten
Niederhalter
Stempel
Mediumdruck zu hochWulst
Mediumdruck p
Mediumdruck zu gering
Mediumdruck zu niedrig
Blech liegt nicht am Stempel an,
Bildung von Falten 2. ArtWasserkasten
Stempel
Mediumdruck p
Mediumdruck optimal
Mediumdruck optimal
optimaler, horizontalerBlecheinzug, Blech liegt
am Stempel anWasserkasten
Stempel
Platine
FNH FNH
FNH FNH
FNH FNH
FSt
FSt
FSt
Dichtungen
p
Mediumdruck p
p
Stützdruck pSt
pSt
Wasser-kasten
Nieder-halter
Wasserkasten
Stempel
Stempel
Platine
FSt
FNH FNH
Prinzip des modifizierten hydromechanischenTiefziehens nach Siegert

Bild 35Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Aktives Hydromec-Verfahren
Werkzeug geöffnet
Gesamtkapazität: 100.000 kNStößelkapazität: 70.000 kNBlechhalterkapazität: 30.000 kN
Tischfläche: 6.000 x 2.200 mm
Werkzeug geschlossen,Platine eingespannt
Platine vorgeformt,Kaltverfestigungs-effekt des Materials
Fertigformen, Kalibrieren
Quelle: Schuler
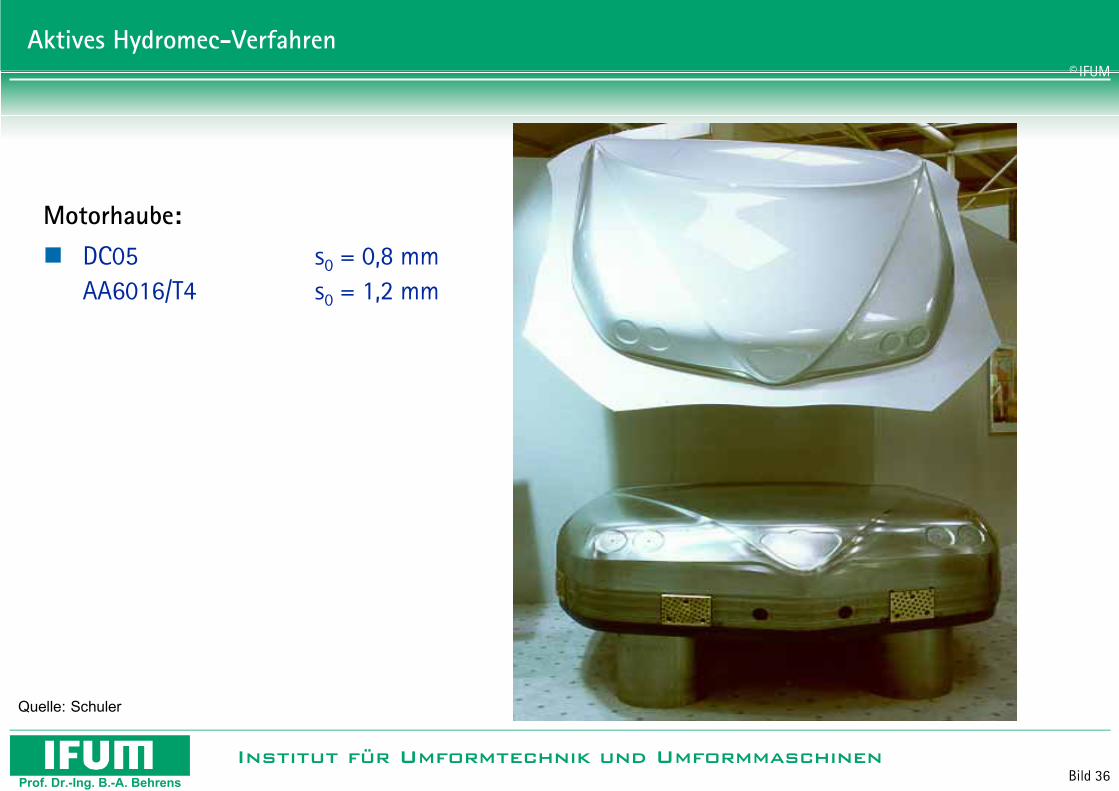
Bild 36Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Aktives Hydromec-Verfahren
Motorhaube:DC05 s0 = 0,8 mmAA6016/T4 s0 = 1,2 mm
Quelle: Schuler

Bild 37Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Hochdruckblechumformung (HBU)
Druckfluid
Matrize
Platine
Entlüftungsbohrung
p Wirkdruck
p
Niederhalter
• Bei der Hochdruckblechumformung wird das Werkstück durch die Druckbeaufschlagungeines Fluids umgeformt.
• Das Fluid übernimmt dabei die Funktion eines Stempels. • Daher erfordert das Tiefziehen mittels Hochdruckblechumformung (HBU) lediglich eine
Negativform des herzustellenden Bauteils, in die die Platine durch das Druckmediumhineingeformt wird.
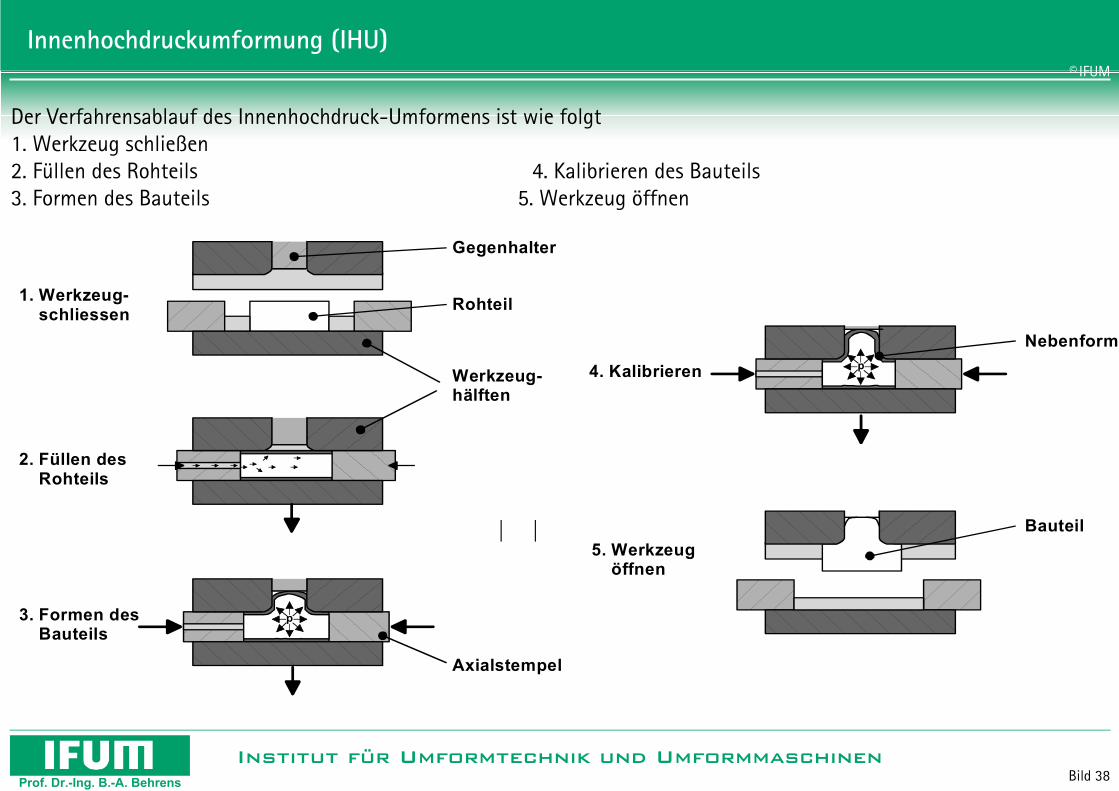
Bild 38Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Innenhochdruckumformung (IHU)
Gegenhalter
Rohteil
Werkzeug-hälften
Axialstempel
Nebenform
Bauteil
1. Werkzeug- schliessen
2. Füllen des Rohteils
3. Formen des Bauteils
4. Kalibrieren
5. Werkzeug öffnen
p
p
Der Verfahrensablauf des Innenhochdruck-Umformens ist wie folgt 1. Werkzeug schließen2. Füllen des Rohteils 4. Kalibrieren des Bauteils 3. Formen des Bauteils 5. Werkzeug öffnen

Bild 39Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Innenhochdruckumformung (IHU) Werkzeug
Die Formgebung erfolgt beim IHU in einem Hohlform-Werkzeug und gegebenenfalls mittels darin integrierter, steuer- oder regelbarer Achsen über aktive Formelemente. Diese verkleinern oder vergrößern die Hohlräume im Werkzeug.
ZentrierungBauteil
Werkzeug-aufnahmeplatte
Axialstempel
Zylinderkonsole mitSchwenkeinrichtung
Axialstempel
Werkzeug-oberteil
Pressentisch
Stößel
Werkzeug-aufnahmeplatte
Werkzeug-unterteil
Medien-zuführung
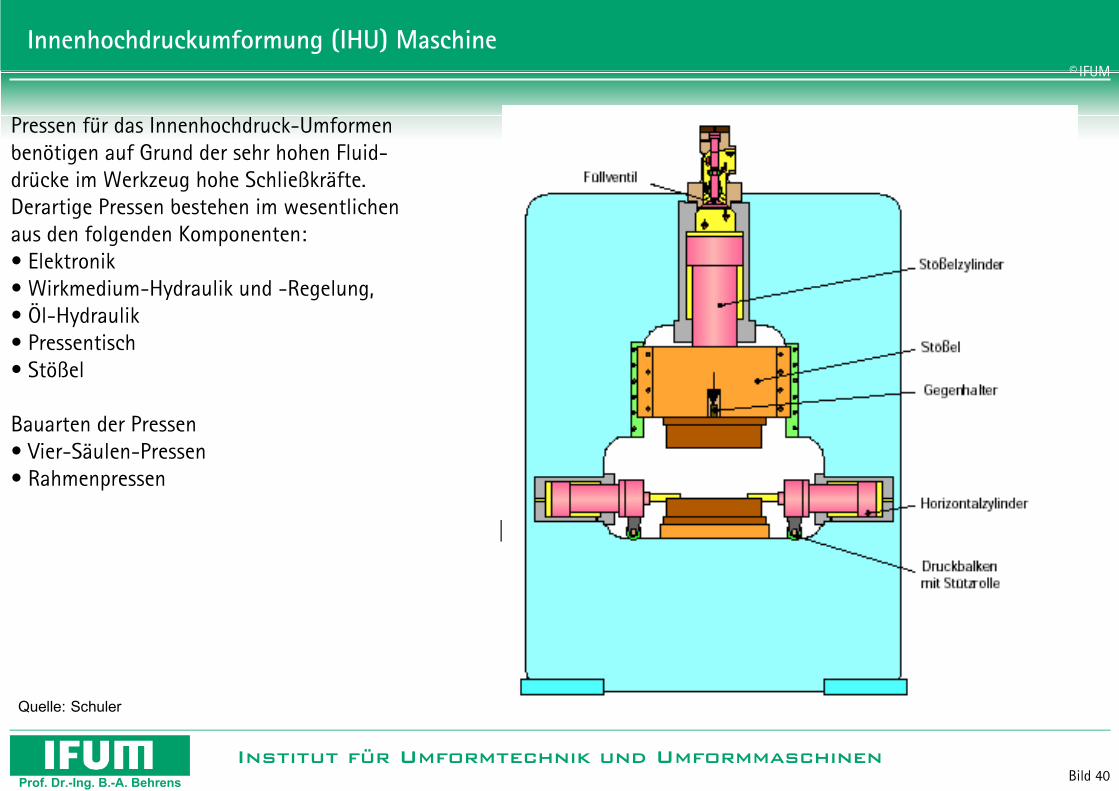
Bild 40Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Innenhochdruckumformung (IHU) Maschine
Pressen für das Innenhochdruck-Umformen benötigen auf Grund der sehr hohen Fluid-drücke im Werkzeug hohe Schließkräfte. Derartige Pressen bestehen im wesentlichen aus den folgenden Komponenten:• Elektronik• Wirkmedium-Hydraulik und -Regelung,• Öl-Hydraulik • Pressentisch• Stößel
Bauarten der Pressen• Vier-Säulen-Pressen • Rahmenpressen
Quelle: Schuler

Bild 41Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Innenhochdruckumformung (IHU) Presse
Quelle: Graebener

Bild 42Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Innenhochdruckumformung (IHU) Beispielteile
Vorderradträger
Armaturenbrettträger
A-Säulemit
Windlauf
Abgaskrümmer
Rohrverteiler
Quelle: Schuler
Quelle: Schuler
Quelle: SchulerQuelle: Schuler
Quelle: Schuler
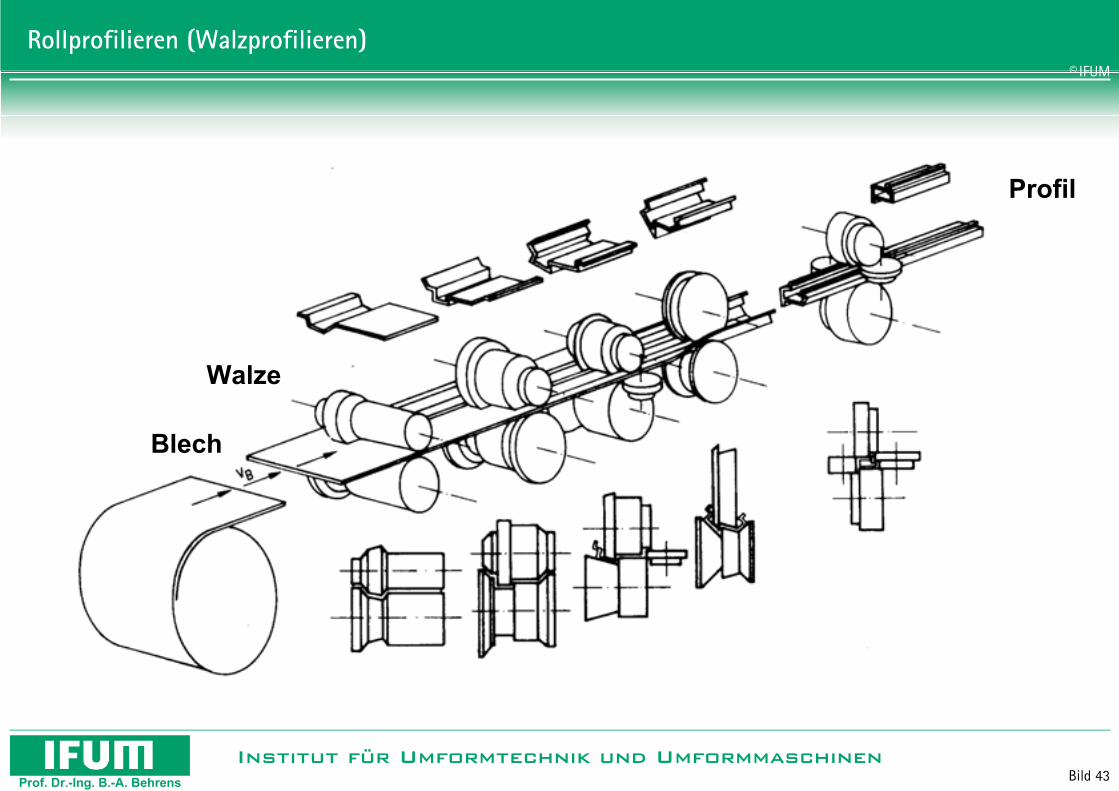
Bild 43Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Rollprofilieren (Walzprofilieren)
Walze
Blech
Profil

Bild 44Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Motivation zum Gleitziehbiegen
Verfahrensvorteile:geringe Werkzeugkostengeringe Anlagenkostenkurze Umrüstzeitenwirtschaftliche Herstellungkleiner LosgrößenHerstellung variabler Werkstück-längen möglichHerstellung von Bauteilfamilienmit einer Werkzeuggeometrieverminderte Rückfederung
Vormatrize
Werkstück
Fertigmatrize
ortsgebundeneMatrizen
Ziehrichtung
nach: Bogojawlenskij, Neubauer, Ris
Prinzip des GleitziehbiegensPrinzip des GleitziehbiegensPrinzip des GleitziehbiegensPrinzip des Gleitziehbiegens EigenschaftenEigenschaftenEigenschaftenEigenschaften
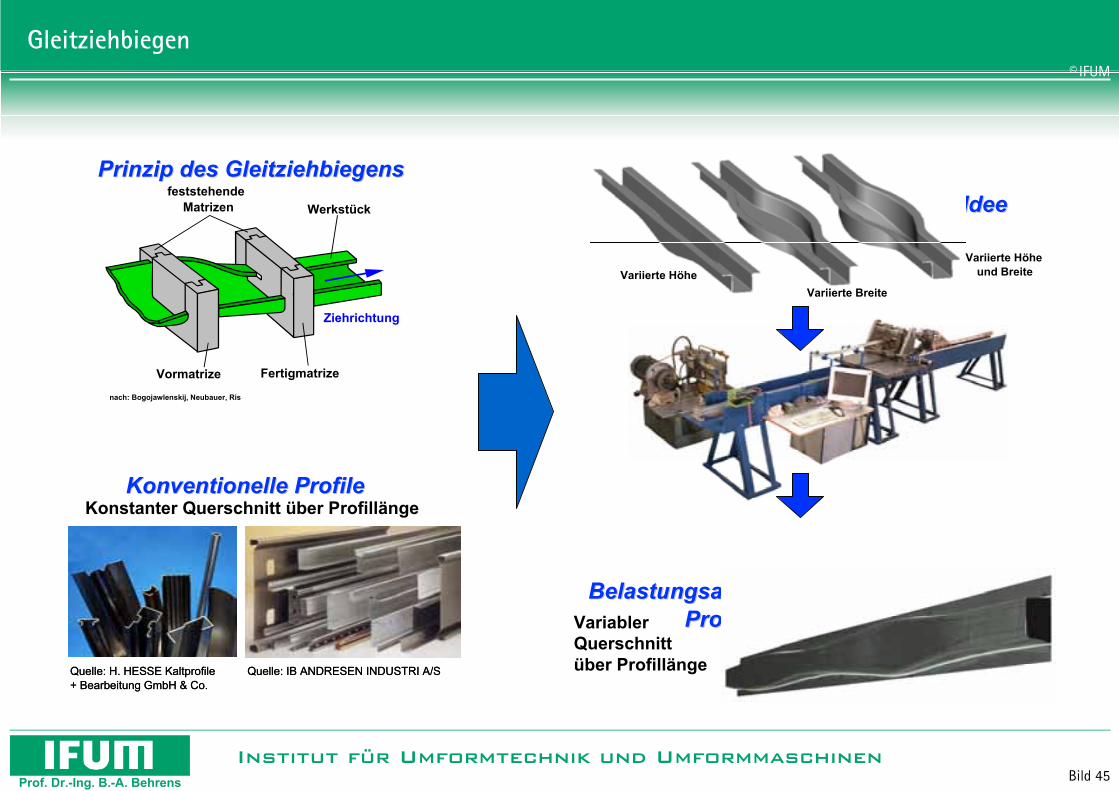
Bild 45Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Gleitziehbiegen
IdeeIdee
UmsetzungUmsetzung
Vormatrize
Werkstück
Fertigmatrize
feststehendeMatrizen
Ziehrichtung
nach: Bogojawlenskij, Neubauer, Ris
Prinzip des GleitziehbiegensPrinzip des Gleitziehbiegens
VariablerQuerschnittüber Profillänge
Konstanter Querschnitt über Profillänge
Quelle: IB ANDRESEN INDUSTRI A/SQuelle: H. HESSE Kaltprofile+ Bearbeitung GmbH & Co.
Quelle: IB ANDRESEN INDUSTRI A/SQuelle: H. HESSE Kaltprofile+ Bearbeitung GmbH & Co.
Konventionelle ProfileKonventionelle Profile
BelastungsangepassteBelastungsangepassteProfileProfile
Variierte HöheVariierte Breite
Variierte Höheund Breite
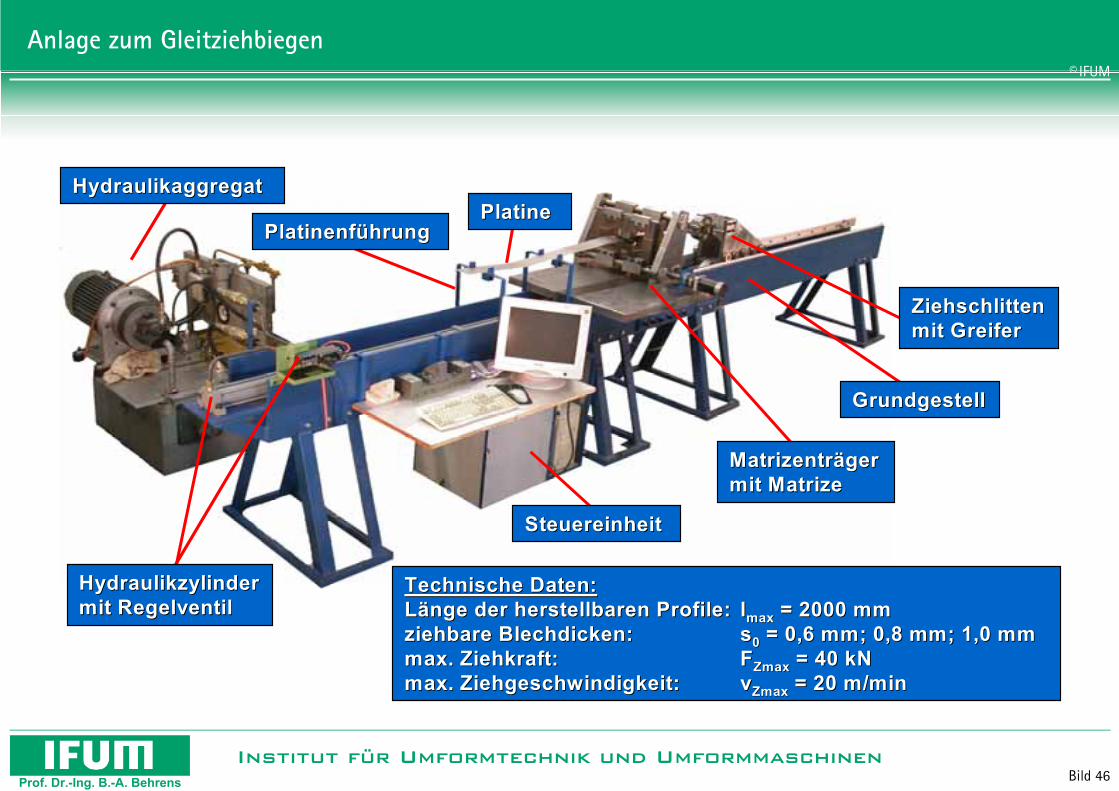
Bild 46Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Anlage zum Gleitziehbiegen
Technische Daten:Technische Daten:Länge der herstellbaren Profile:Länge der herstellbaren Profile: llmaxmax = 2000 mm= 2000 mmziehbare ziehbare Blechdicken:Blechdicken: ss00 = 0,6 mm; 0,8 mm; 1,0 mm= 0,6 mm; 0,8 mm; 1,0 mmmax. Ziehkraft:max. Ziehkraft: FFZmaxZmax = 40 kN= 40 kNmax. Ziehgeschwindigkeit:max. Ziehgeschwindigkeit: vvZmaxZmax = 20 m/min= 20 m/min
HydraulikaggregatHydraulikaggregat
PlatinenführungPlatinenführungPlatinePlatine
HydraulikzylinderHydraulikzylindermit Regelventilmit Regelventil
SteuereinheitSteuereinheit
Matrizenträger Matrizenträger mit Matrizemit Matrize
GrundgestellGrundgestell
Ziehschlitten Ziehschlitten mit Greifermit Greifer

Bild 47Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Gleitziehbiegen

Bild 48Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Mögliche Anwendungsbeispiele für Gleitziehbiegen
Mögliche Anwendungsgebiete:• belastungsangepasste Verbund-
profile• belastungsangepasste Tür-
versteifungen oder StoßfängerträgerQuelle:DREISTERN-WerkMaschinenbau GmbH & Co. KG
Quelle:Thyssen Umformtechnik+ Guss GmbH
Quelle: Thyssen Umformtechnik + Guss GmbH Quelle:Thyssen Umformtechnik+ Guss GmbH
Quelle: Thyssen Umformtechnik + Guss GmbH
Hergestelltes Hergestelltes VerbundprofilVerbundprofil
Bild 49Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Gliederung
Materialien für die Blechumformung
Kennwerte für die Blechumformung - Blechprüfverfahren
Tiefziehen – IHU - Gleitziehbiegen
Prozesskette – Karosserie - Blechformteile

Bild 50Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Zeitlicher Ablauf der ProduktfertigungAr
beits
punk
te
Lastenheft und CAD-Daten
Methodenplanung
Arten und Herstellungvon Prototypen-Werkzeugen
Bauformen undHerstellungvon Serienwerkzeugen
Try-Out (Einarbeitungspresse)
Produktion / Pressenadaption
Idee SoP
Quelle: Audi
Quelle: Schuler
Quelle: Ciba Geigy
Quelle: Allgaier Werke
StartofProduction = Start der Produktion
SoP:

Bild 51Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Prozesskette Karosserie-Blechformteile
Quelle: Schulte, AUDI AG
MethodeMethodenplanung Werkzeugkonstr.WZ-Konstruktion
BauteilentwicklungBauteilentwicklungStylingStyling / Design
EinarbeitTry-OutWerkzeuganfert.WZ-Fertigung
Preßwerk/RohbauPresswerk/Rohbau
Entwicklung
Betriebsmittelerstellung
Produktion
...
...

Bild 52Institut für Umformtechnik und Umformmaschinen
Prof. Dr.-Ing. B.-A. Behrens
© IFUM
Einsatzbereiche der verschiedenen Pressenkonzepte
Quelle: Schuler
MittlereTeilgrößen
bis 25.000 kNStößelkraft
GroßeTeilgrößen
bis 50.000 kNStößelkraft
Sehr großeTeilgrößen
über 50.000 kNStößelkraft
Transferpresse
Großteil-Transferpresse mit Greiferschienen-Transfer / Pressenlinie
Großteil-Transferpressen mit Saugerbrücken-Transfer