VDI ZRE Publikationen: Kurzanalyse Nr. 10 · Die Kurzanalyse wurde im Rahmen der Nationalen...
54
VDI ZRE Publikationen: Kurzanalyse Nr. 10 Material- und Energieeffizienzpotenziale durch den Einsatz von Fertigungsdaten- erfassung und -verarbeitung Februar 2015
Transcript of VDI ZRE Publikationen: Kurzanalyse Nr. 10 · Die Kurzanalyse wurde im Rahmen der Nationalen...

VDI ZRE Publikationen Kurzanalyse Nr 10
Material- und Energieeffizienzpotenziale durch den Einsatz von Fertigungsdaten-erfassung und -verarbeitung
Februar 2015
Kurzanalyse Nr 10 Material- und Energieeffizienzpotenziale durch den Einsatz von Fertigungsdatenerfassung und -verarbeitung
2 Auflage 2016
Die Kurzanalyse wurde im Rahmen der Nationalen Klimaschutzinitiative des Bundesministeriums fuumlr Umwelt Naturschutz Bau und Reaktorsicherheit erstellt
Die Kurzanalysen des VDI ZRE geben einen Uumlberblick uumlber aktuelle Entwicklungen des Themas Ressourceneffizienz in Forschung und industrieller Praxis Sie enthalten eine Zusammenstellung relevanter Forschungsergebnisse neuer Technologien und Prozesse sowie Gute-Praxis-Beispiele Damit verschaffen die Kurzanalysen einem breiten Publikum aus Wirtschaft Forschung und Verwaltung einen Einstieg in ausgewaumlhlte Themenfelder der Ressourceneffizienz
Autoren R Schmitt C Brecher M Nau-Hermes T Berners Werkzeugmaschinenlabor WZL der RWTH Aachen
Fachlicher Ansprechpartner Manuel Weber VDI Zentrum Ressourceneffizienz GmbH
Wir bedanken uns bei Herrn Dr-Ing Thomas Uslaumlnder Leiter der Abteilung bdquoInformationsmanagement und Leittechnikldquo am Fraunhofer IOSB fuumlr die fachliche Unterstuumltzung bei der Entstehung dieser Kurzanalyse
Redaktion
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE)
Bertolt-Brecht-Platz 3
10117 Berlin
Tel +49 30-27 59 506-0
Fax +49 30-27 59 506-30
zre-infovdide
wwwressource-deutschlandde
Satz und Gestaltung Sebastian Kanzler
Titelbild wwwblue-imageseu
Druck LASERLINE Druckzentrum Berlin KG Scheringstraszlige 1 13355 Berlin-Mitte
Gedruckt auf umweltfreundlichem Recyclingpapier
Material- und Energieeffizienzpotenziale durch den Einsatz von Fertigungsdaten-erfassung und -verarbeitung
Kurzanalyse Nr 10
Inhaltsverzeichnis
1 Einfuumlhrung 4
2 Ziel der Kurzstudie und Methodik 9
3 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung 11
31 Integrationsgrad der Messtechnik Initial- wiederholende und Echtzeitmessung 13 32 Softwaresysteme zur Produktionsunterstuumltzung 19
4 Nutzungspotenziale von Fertigungsdaten fuumlr eine material- und energieeffiziente Produktion 22
41 Steigerung des Nutzungsgrades 23 42 Steigerung des Leistungsgrades 27 43 Ermittlung von Kennzahlen zur Bewertung
der Ressourceneffizienz 33
5 Herausforderungen fuumlr Unternehmen bei der material- und energieeffizienten Produktionsgestaltung 38
6 Zusammenfassung 41
Literaturverzeichnis 43
Abbildungsverzeichnis 49
4 Einfuumlhrung
1 EINFUumlHRUNG
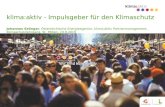
Produzierende Unternehmen werden zunehmend mit der Herausforderung knapper werdender Ressourcen und damit verbundener Preissteigerungen sowie Volatilitaumlten konfron-tiert Die Bundesanstalt fuumlr Geowissenschaften und Rohstof-fe (BGR) stellt in der Energiestudie 2013 z B fest dass die steigende Nachfrage fuumlr Erdoumll in den kommenden Jahrzehn-ten wahrscheinlich nicht gedeckt werden kann und dass ein dauerhaft niedriges Niveau des Oumllpreises nicht zu erwarten ist1 Auch die vom Bundesministerium fuumlr Wirtschaft und Energie veroumlffentlichten Daten zum internationalen Preis-vergleich der Elektrizitaumlt fuumlr die Industrie (vgl Abbildung 1) sowie fuumlr Erdgas (vgl Abbildung 2) zeigen eine langfristige Erhoumlhung des Preisniveaus bis 2013 in allen betrachteten Laumlndern2
Ab Mitte 2014 ist der Rohoumllpreis und damit auch die davon abhaumlngigen Preise anderer Energiequellen auf dem Welt-markt zwar von 1133 US $Barrel am 23062014 auf 624 US $Barrel am 12122014 gesunken3 Gruumlnde dafuumlr sieht die Verbraucherzentrale NRW allerdings in der sich abkuumlh-lenden Weltkonjunktur dem derzeitigen Oumllfoumlrderboom in den USA durch Fracking und dem Nicht-Gegensteuern der OPEC-Laumlnder4 Somit ist nicht zu erwarten dass der Oumllpreis dauerhaft auf diesem Niveau bleibt
1 vgl Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (2013) 2 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013) 3 vgl TECSON (2014) 4 vgl Verbraucherzentrale NRW (2014)
20
18
16
14
12
10
8
6
4
2
0
Pre
is E
lekt
rizitauml
t [E
uro-
Cent
kW
h]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Norwegen Ungarn Vereinigtes Koumlnigreich Italien Deutschland
Abbildung 1 Internationaler Preisvergleich der Elektrizitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder Ab 2008 werden die Preise abhaumlngig vom Verbrauch gefuumlhrt dargestellt sind Preise fuumlr einen Verbrauch zwischen 500 MWh und 2000 MWh basier-end auf Energiedaten5
5 Einfuumlhrung
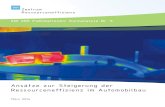
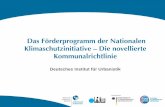
Nach einer Erhebung des Statistischen Bundesamtes aus dem Jahr 2014 sind im verarbeitenden Gewerbe durch-schnittlich lediglich 2 des Bruttoproduktionswerts auf die Energiekosten zuruumlckzufuumlhren (vgl Abbildung 3)6 Allein aufgrund der Energiekosten besteht daher fuumlr viele Unter-nehmen nur ein geringer Handlungsbedarf zur Senkung des Energieverbrauchs im industriellen Umfeld wirken aber weitere Aspekte als Treiber fuumlr Energieeinsparungen Aus betriebswirtschaftlicher Sicht ist z B fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeutung Politische Aspekte sind u a der europaumlische Emissionshandel sowie Steuervorteile durch die Anwendung von Umweltmanage-
5 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013) 6 vgl Statistisches Bundesamt (2014)
0
05
1
15
2
25
3
35
4
45
5
Erdga
spre
is [Eu
ro-C
ent
kWh]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Ungarn Vereinigtes Koumlnigreich Finnland Belgien Deutschland
6 Einfuumlhrung
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder ndash ab 2008 mit einem Verbrauch zwischen 100 TJ und 1000 TJ basierend auf Energiedaten7
mentsystemen Nicht zuletzt traumlgt die energieeffizienzge-triebene Technologieentwicklung zur Erschlieszligung neuer Marktsegmente bei
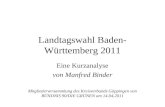
Neben einer optimalen Nutzung von Energie ist auch die moumlglichst effiziente Nutzung von Rohstoffen und Materiali-en fuumlr das verarbeitende Gewerbe von strategischer Bedeu-tung Die Materialkosten haben dort mit 45 den groumlszligten Anteil am Bruttoproduktionswert (vgl Abbildung 3) Diese Kosten waren in den letzten Jahren starken Schwankungen unterworfen wie am Beispiel des Aluminiumpreises zu se-hen ist (vgl Abbildung 4) Fuumlr Aluminium gibt der Gesamt-verband der Aluminiumindustrie eV (GDA) auszligerdem an
7 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013)
7 Einfuumlhrung
PERSONAL 17
SONSTIGE 36
ENERGIE 2
MATERIAL 45
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 20128
dass der Bedarf jaumlhrlich steigt9 Ein Grund dafuumlr ist dass Aluminium heute bereits in vielen Wirtschaftszweigen von Verpackungen uumlber Produkte im Bereich Mobilitaumlt bis hin zum Maschinen- und Anlagenbau eingesetzt wird Durch die starken Schwankungen des Aluminiumpreises ndash allein im Jahr 2013 zwischen 626 euro und 1617 euro pro Tonne Roha-luminium ndash sind Unternehmen gezwungen flexibel auf die Preissituation zu reagieren und effizient zu produzieren
Aufgrund der zum Teil groszligen Schwankungen der Roh-stoff- und Materialpreise sowie auch grundsaumltzlich steigen-der Kosten fuumlr Ressourcen wird es fuumlr produzierende Un-ternehmen immer wichtiger keinen bzw einen moumlglichst geringen Ausschuss zu produzieren und mit material- und energieeffizienten Produktionsprozessen wettbewerbsfaumlhig zu bleiben (vgl Abbildung 4)
8 vgl Statistisches Bundesamt (2014) 9 vgl Gesamtverband der Aluminiumindustrie (2014)
8 Einfuumlhrung
Alu
miniumpr
eis
[Eur
ot]
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 201310
10 vgl Kurshistorie Aluminium (2014)
9 Ziel der Kurzstudie und Methodik
2 ZIEL DER KURZSTUDIE UND METHODIK
Das Ziel dieser Kurzstudie ist die Identifikation von Potenzi-alen fuumlr eine effizientere Nutzung von Material und Energie in Produktionsprozessen durch den Einsatz von Systemen zur Fertigungsdatenerfassung und -verarbeitung Die Iden-tifikation der Potenziale erfolgt in drei Schritten
bull Grundlage ist eine Literaturrecherche die auch Forschungsansaumltze beruumlcksichtigt
bull Daruumlber hinaus sind drei Experten aus unterschiedlichen Bereichen interviewt worden um einerseits die Ergeb-nisse der Literaturrecherche zu ergaumlnzen und anderer-seits die identifizierten Potenziale anhand von Beispie-len zu veranschaulichen Fuumlr ihre konstruktive Mitarbeit moumlchten wir uns ganz herzlich bei Herrn M Steinhaus (Steinhaus Informationssysteme GmbH) sowie bei Herrn J Heinz (Siemens AG Bereich Condition Monito-ring amp Reliablility) und Herrn Dr S Ihmels (Siemens AG Bereich Energy amp Environmental Services) bedanken
bull Um die Potenziale die auf Basis der Literaturrecher-che und der drei gefuumlhrten Experteninterviews iden-tifiziert wurden auf eine etwas groumlszligere Basis zu stellen ist eine kurze Online-Umfrage durchgefuumlhrt worden An dieser haben sechs weitere Experten aus den Bereichen Produktion Qualitaumltssicherung bzw Energiemanagement aus unterschiedlichen Bran-chen teilgenommen denen ebenfalls unser Dank gilt
Bei der Darstellung grundlegender Aspekte zur Erfassung und Verarbeitung von Fertigungsdaten (vgl Abschnitt 3) werden sowohl Initial- und wiederholende Messungen als auch die Messung von Daten in Echtzeit beruumlcksichtigt Identifizierte Potenziale der Fertigungsdatenerfassung und -verarbeitung werden anschlieszligend erlaumlutert und anhand von Beispielanwendungen veranschaulicht (Abschnitt 4)
10 Ziel der Kurzstudie und Methodik
Im Rahmen der Interviews sind alle Experten danach ge-fragt worden welche Daten im jeweiligen Unternehmen in der Fertigung bzw welche Daten durch das Produkt ihrer Firma in anderen Unternehmen erfasst werden Eine weite-re Frage adressiert die Nutzung der aufgenommenen Daten und ihre Aufbereitung zu Kennzahlen Anschlieszligend haben die Experten anhand von Beispielen erlaumlutert wie in ihrem Unternehmen die Material- und Energieeffizienz basierend auf der Erfassung und Aufbereitung von Fertigungsdaten gesteigert wird bzw wie ihr Softwareprodukt dazu beitraumlgt Eine weitere Frage zielt auf die persoumlnliche Einschaumltzung der Experten in Bezug auf die Bewertung der groumlszligten Po-tenziale sowie der Herausforderungen fuumlr Unternehmen bei der Umsetzung von Maszlignahmen zur Steigerung der Materi-al- und Energieeffizienz ab
In der kurzen Online-Umfrage sind sechs weitere Exper-ten nach der Datenerfassung im Unternehmen bzgl der benoumltigten Energie und Ressourcen wie Strom Druckluft Kuumlhlschmierstoff und Rohmaterial gefragt worden Weiter-hin gaben die Experten Auskunft in welchen Intervallen die Datenerfassung geschieht und welche Kennzahlen im Unternehmen verwendet werden Eine andere Frage zielt auch hier auf die persoumlnliche Einschaumltzung der Experten bzgl der groumlszligten Potenziale fuumlr die Material- und Energie-effizienz durch die Erfassung und Aufbereitung von Ferti-gungsdaten und die Bewertung dieser Potenziale fuumlr unter-schiedliche Bereiche ab
11 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNG UND ndashVERARBEITUNG
Grundvoraussetzung fuumlr geringen Ausschuss sind faumlhige Produktions- und Pruumlfprozesse Der Produktionsprozess wird oftmals quantitativ mithilfe von Prozessfaumlhigkeitsindi-zes (cp bzw cpK) beurteilt Der Faumlhigkeitsindex cp (nach DIN ISO 3534-211 und ISO 22514-112 ) gibt das Verhaumlltnis der Toleranzfeldbreite (Differenz aus oberer Toleranzgrenze OT und unterer Toleranzgrenze UT) zur Streuung des Produk-tionsprozesses an
Der Index cpK bezieht daruumlber hinaus die Zentrierung des Prozesses im Toleranzfeld mit ein Fuumlr beide Indizes gilt je houmlher der Wert fuumlr cp bzw cpK desto faumlhiger der Prozess Je geringer der Produktionsprozess streut und je besser er zentriert ist desto geringer wird die Ausschussmenge Im Idealfall wird gar kein Ausschuss produziert dh alle her-gestellten Teile liegen innerhalb der oberen und unteren Toleranzgrenze (Abbildung 5 oben links) Sowohl eine zu groszlige Streuung (Abbildung 5 unten links) als auch eine mangelnde Zentrierung des Produktionsprozesses (Abbil-dung 5 oben rechts) koumlnnen zu Ausschuss also zu Teilen auszligerhalb des Toleranzbereichs (schraffierte Flaumlchen in Ab-bildung 5) fuumlhren Eine Kombination aus mangelnder Zent-rierung und zu groszliger Streuung fuumlhrt in der Regel zu einem noch houmlheren Ausschuss (Abbildung 5 Seite 14) Aufgrund der Relevanz fuumlr Ausschuss Material- und Energieeffizi-enz wird die Prozessfaumlhigkeit in der Serienproduktion oft-mals mittels statistischer Prozesskontrolle und Regelkarten uumlberwacht
11 vgl DIN EN ISO 3534-22013-12 12 vgl ISO 22514-12009-10
12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

Kurzanalyse Nr 10 Material- und Energieeffizienzpotenziale durch den Einsatz von Fertigungsdatenerfassung und -verarbeitung
2 Auflage 2016
Die Kurzanalyse wurde im Rahmen der Nationalen Klimaschutzinitiative des Bundesministeriums fuumlr Umwelt Naturschutz Bau und Reaktorsicherheit erstellt
Die Kurzanalysen des VDI ZRE geben einen Uumlberblick uumlber aktuelle Entwicklungen des Themas Ressourceneffizienz in Forschung und industrieller Praxis Sie enthalten eine Zusammenstellung relevanter Forschungsergebnisse neuer Technologien und Prozesse sowie Gute-Praxis-Beispiele Damit verschaffen die Kurzanalysen einem breiten Publikum aus Wirtschaft Forschung und Verwaltung einen Einstieg in ausgewaumlhlte Themenfelder der Ressourceneffizienz
Autoren R Schmitt C Brecher M Nau-Hermes T Berners Werkzeugmaschinenlabor WZL der RWTH Aachen
Fachlicher Ansprechpartner Manuel Weber VDI Zentrum Ressourceneffizienz GmbH
Wir bedanken uns bei Herrn Dr-Ing Thomas Uslaumlnder Leiter der Abteilung bdquoInformationsmanagement und Leittechnikldquo am Fraunhofer IOSB fuumlr die fachliche Unterstuumltzung bei der Entstehung dieser Kurzanalyse
Redaktion
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE)
Bertolt-Brecht-Platz 3
10117 Berlin
Tel +49 30-27 59 506-0
Fax +49 30-27 59 506-30
zre-infovdide
wwwressource-deutschlandde
Satz und Gestaltung Sebastian Kanzler
Titelbild wwwblue-imageseu
Druck LASERLINE Druckzentrum Berlin KG Scheringstraszlige 1 13355 Berlin-Mitte
Gedruckt auf umweltfreundlichem Recyclingpapier
Material- und Energieeffizienzpotenziale durch den Einsatz von Fertigungsdaten-erfassung und -verarbeitung
Kurzanalyse Nr 10
Inhaltsverzeichnis
1 Einfuumlhrung 4
2 Ziel der Kurzstudie und Methodik 9
3 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung 11
31 Integrationsgrad der Messtechnik Initial- wiederholende und Echtzeitmessung 13 32 Softwaresysteme zur Produktionsunterstuumltzung 19
4 Nutzungspotenziale von Fertigungsdaten fuumlr eine material- und energieeffiziente Produktion 22
41 Steigerung des Nutzungsgrades 23 42 Steigerung des Leistungsgrades 27 43 Ermittlung von Kennzahlen zur Bewertung
der Ressourceneffizienz 33
5 Herausforderungen fuumlr Unternehmen bei der material- und energieeffizienten Produktionsgestaltung 38
6 Zusammenfassung 41
Literaturverzeichnis 43
Abbildungsverzeichnis 49
4 Einfuumlhrung
1 EINFUumlHRUNG
Produzierende Unternehmen werden zunehmend mit der Herausforderung knapper werdender Ressourcen und damit verbundener Preissteigerungen sowie Volatilitaumlten konfron-tiert Die Bundesanstalt fuumlr Geowissenschaften und Rohstof-fe (BGR) stellt in der Energiestudie 2013 z B fest dass die steigende Nachfrage fuumlr Erdoumll in den kommenden Jahrzehn-ten wahrscheinlich nicht gedeckt werden kann und dass ein dauerhaft niedriges Niveau des Oumllpreises nicht zu erwarten ist1 Auch die vom Bundesministerium fuumlr Wirtschaft und Energie veroumlffentlichten Daten zum internationalen Preis-vergleich der Elektrizitaumlt fuumlr die Industrie (vgl Abbildung 1) sowie fuumlr Erdgas (vgl Abbildung 2) zeigen eine langfristige Erhoumlhung des Preisniveaus bis 2013 in allen betrachteten Laumlndern2
Ab Mitte 2014 ist der Rohoumllpreis und damit auch die davon abhaumlngigen Preise anderer Energiequellen auf dem Welt-markt zwar von 1133 US $Barrel am 23062014 auf 624 US $Barrel am 12122014 gesunken3 Gruumlnde dafuumlr sieht die Verbraucherzentrale NRW allerdings in der sich abkuumlh-lenden Weltkonjunktur dem derzeitigen Oumllfoumlrderboom in den USA durch Fracking und dem Nicht-Gegensteuern der OPEC-Laumlnder4 Somit ist nicht zu erwarten dass der Oumllpreis dauerhaft auf diesem Niveau bleibt
1 vgl Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (2013) 2 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013) 3 vgl TECSON (2014) 4 vgl Verbraucherzentrale NRW (2014)
20
18
16
14
12
10
8
6
4
2
0
Pre
is E
lekt
rizitauml
t [E
uro-
Cent
kW
h]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Norwegen Ungarn Vereinigtes Koumlnigreich Italien Deutschland
Abbildung 1 Internationaler Preisvergleich der Elektrizitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder Ab 2008 werden die Preise abhaumlngig vom Verbrauch gefuumlhrt dargestellt sind Preise fuumlr einen Verbrauch zwischen 500 MWh und 2000 MWh basier-end auf Energiedaten5
5 Einfuumlhrung
Nach einer Erhebung des Statistischen Bundesamtes aus dem Jahr 2014 sind im verarbeitenden Gewerbe durch-schnittlich lediglich 2 des Bruttoproduktionswerts auf die Energiekosten zuruumlckzufuumlhren (vgl Abbildung 3)6 Allein aufgrund der Energiekosten besteht daher fuumlr viele Unter-nehmen nur ein geringer Handlungsbedarf zur Senkung des Energieverbrauchs im industriellen Umfeld wirken aber weitere Aspekte als Treiber fuumlr Energieeinsparungen Aus betriebswirtschaftlicher Sicht ist z B fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeutung Politische Aspekte sind u a der europaumlische Emissionshandel sowie Steuervorteile durch die Anwendung von Umweltmanage-
5 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013) 6 vgl Statistisches Bundesamt (2014)
0
05
1
15
2
25
3
35
4
45
5
Erdga
spre
is [Eu
ro-C
ent
kWh]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Ungarn Vereinigtes Koumlnigreich Finnland Belgien Deutschland
6 Einfuumlhrung
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder ndash ab 2008 mit einem Verbrauch zwischen 100 TJ und 1000 TJ basierend auf Energiedaten7
mentsystemen Nicht zuletzt traumlgt die energieeffizienzge-triebene Technologieentwicklung zur Erschlieszligung neuer Marktsegmente bei
Neben einer optimalen Nutzung von Energie ist auch die moumlglichst effiziente Nutzung von Rohstoffen und Materiali-en fuumlr das verarbeitende Gewerbe von strategischer Bedeu-tung Die Materialkosten haben dort mit 45 den groumlszligten Anteil am Bruttoproduktionswert (vgl Abbildung 3) Diese Kosten waren in den letzten Jahren starken Schwankungen unterworfen wie am Beispiel des Aluminiumpreises zu se-hen ist (vgl Abbildung 4) Fuumlr Aluminium gibt der Gesamt-verband der Aluminiumindustrie eV (GDA) auszligerdem an
7 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013)
7 Einfuumlhrung
PERSONAL 17
SONSTIGE 36
ENERGIE 2
MATERIAL 45
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 20128
dass der Bedarf jaumlhrlich steigt9 Ein Grund dafuumlr ist dass Aluminium heute bereits in vielen Wirtschaftszweigen von Verpackungen uumlber Produkte im Bereich Mobilitaumlt bis hin zum Maschinen- und Anlagenbau eingesetzt wird Durch die starken Schwankungen des Aluminiumpreises ndash allein im Jahr 2013 zwischen 626 euro und 1617 euro pro Tonne Roha-luminium ndash sind Unternehmen gezwungen flexibel auf die Preissituation zu reagieren und effizient zu produzieren
Aufgrund der zum Teil groszligen Schwankungen der Roh-stoff- und Materialpreise sowie auch grundsaumltzlich steigen-der Kosten fuumlr Ressourcen wird es fuumlr produzierende Un-ternehmen immer wichtiger keinen bzw einen moumlglichst geringen Ausschuss zu produzieren und mit material- und energieeffizienten Produktionsprozessen wettbewerbsfaumlhig zu bleiben (vgl Abbildung 4)
8 vgl Statistisches Bundesamt (2014) 9 vgl Gesamtverband der Aluminiumindustrie (2014)
8 Einfuumlhrung
Alu
miniumpr
eis
[Eur
ot]
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 201310
10 vgl Kurshistorie Aluminium (2014)
9 Ziel der Kurzstudie und Methodik
2 ZIEL DER KURZSTUDIE UND METHODIK
Das Ziel dieser Kurzstudie ist die Identifikation von Potenzi-alen fuumlr eine effizientere Nutzung von Material und Energie in Produktionsprozessen durch den Einsatz von Systemen zur Fertigungsdatenerfassung und -verarbeitung Die Iden-tifikation der Potenziale erfolgt in drei Schritten
bull Grundlage ist eine Literaturrecherche die auch Forschungsansaumltze beruumlcksichtigt
bull Daruumlber hinaus sind drei Experten aus unterschiedlichen Bereichen interviewt worden um einerseits die Ergeb-nisse der Literaturrecherche zu ergaumlnzen und anderer-seits die identifizierten Potenziale anhand von Beispie-len zu veranschaulichen Fuumlr ihre konstruktive Mitarbeit moumlchten wir uns ganz herzlich bei Herrn M Steinhaus (Steinhaus Informationssysteme GmbH) sowie bei Herrn J Heinz (Siemens AG Bereich Condition Monito-ring amp Reliablility) und Herrn Dr S Ihmels (Siemens AG Bereich Energy amp Environmental Services) bedanken
bull Um die Potenziale die auf Basis der Literaturrecher-che und der drei gefuumlhrten Experteninterviews iden-tifiziert wurden auf eine etwas groumlszligere Basis zu stellen ist eine kurze Online-Umfrage durchgefuumlhrt worden An dieser haben sechs weitere Experten aus den Bereichen Produktion Qualitaumltssicherung bzw Energiemanagement aus unterschiedlichen Bran-chen teilgenommen denen ebenfalls unser Dank gilt
Bei der Darstellung grundlegender Aspekte zur Erfassung und Verarbeitung von Fertigungsdaten (vgl Abschnitt 3) werden sowohl Initial- und wiederholende Messungen als auch die Messung von Daten in Echtzeit beruumlcksichtigt Identifizierte Potenziale der Fertigungsdatenerfassung und -verarbeitung werden anschlieszligend erlaumlutert und anhand von Beispielanwendungen veranschaulicht (Abschnitt 4)
10 Ziel der Kurzstudie und Methodik
Im Rahmen der Interviews sind alle Experten danach ge-fragt worden welche Daten im jeweiligen Unternehmen in der Fertigung bzw welche Daten durch das Produkt ihrer Firma in anderen Unternehmen erfasst werden Eine weite-re Frage adressiert die Nutzung der aufgenommenen Daten und ihre Aufbereitung zu Kennzahlen Anschlieszligend haben die Experten anhand von Beispielen erlaumlutert wie in ihrem Unternehmen die Material- und Energieeffizienz basierend auf der Erfassung und Aufbereitung von Fertigungsdaten gesteigert wird bzw wie ihr Softwareprodukt dazu beitraumlgt Eine weitere Frage zielt auf die persoumlnliche Einschaumltzung der Experten in Bezug auf die Bewertung der groumlszligten Po-tenziale sowie der Herausforderungen fuumlr Unternehmen bei der Umsetzung von Maszlignahmen zur Steigerung der Materi-al- und Energieeffizienz ab
In der kurzen Online-Umfrage sind sechs weitere Exper-ten nach der Datenerfassung im Unternehmen bzgl der benoumltigten Energie und Ressourcen wie Strom Druckluft Kuumlhlschmierstoff und Rohmaterial gefragt worden Weiter-hin gaben die Experten Auskunft in welchen Intervallen die Datenerfassung geschieht und welche Kennzahlen im Unternehmen verwendet werden Eine andere Frage zielt auch hier auf die persoumlnliche Einschaumltzung der Experten bzgl der groumlszligten Potenziale fuumlr die Material- und Energie-effizienz durch die Erfassung und Aufbereitung von Ferti-gungsdaten und die Bewertung dieser Potenziale fuumlr unter-schiedliche Bereiche ab
11 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNG UND ndashVERARBEITUNG
Grundvoraussetzung fuumlr geringen Ausschuss sind faumlhige Produktions- und Pruumlfprozesse Der Produktionsprozess wird oftmals quantitativ mithilfe von Prozessfaumlhigkeitsindi-zes (cp bzw cpK) beurteilt Der Faumlhigkeitsindex cp (nach DIN ISO 3534-211 und ISO 22514-112 ) gibt das Verhaumlltnis der Toleranzfeldbreite (Differenz aus oberer Toleranzgrenze OT und unterer Toleranzgrenze UT) zur Streuung des Produk-tionsprozesses an
Der Index cpK bezieht daruumlber hinaus die Zentrierung des Prozesses im Toleranzfeld mit ein Fuumlr beide Indizes gilt je houmlher der Wert fuumlr cp bzw cpK desto faumlhiger der Prozess Je geringer der Produktionsprozess streut und je besser er zentriert ist desto geringer wird die Ausschussmenge Im Idealfall wird gar kein Ausschuss produziert dh alle her-gestellten Teile liegen innerhalb der oberen und unteren Toleranzgrenze (Abbildung 5 oben links) Sowohl eine zu groszlige Streuung (Abbildung 5 unten links) als auch eine mangelnde Zentrierung des Produktionsprozesses (Abbil-dung 5 oben rechts) koumlnnen zu Ausschuss also zu Teilen auszligerhalb des Toleranzbereichs (schraffierte Flaumlchen in Ab-bildung 5) fuumlhren Eine Kombination aus mangelnder Zent-rierung und zu groszliger Streuung fuumlhrt in der Regel zu einem noch houmlheren Ausschuss (Abbildung 5 Seite 14) Aufgrund der Relevanz fuumlr Ausschuss Material- und Energieeffizi-enz wird die Prozessfaumlhigkeit in der Serienproduktion oft-mals mittels statistischer Prozesskontrolle und Regelkarten uumlberwacht
11 vgl DIN EN ISO 3534-22013-12 12 vgl ISO 22514-12009-10
12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

Material- und Energieeffizienzpotenziale durch den Einsatz von Fertigungsdaten-erfassung und -verarbeitung
Kurzanalyse Nr 10
Inhaltsverzeichnis
1 Einfuumlhrung 4
2 Ziel der Kurzstudie und Methodik 9
3 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung 11
31 Integrationsgrad der Messtechnik Initial- wiederholende und Echtzeitmessung 13 32 Softwaresysteme zur Produktionsunterstuumltzung 19
4 Nutzungspotenziale von Fertigungsdaten fuumlr eine material- und energieeffiziente Produktion 22
41 Steigerung des Nutzungsgrades 23 42 Steigerung des Leistungsgrades 27 43 Ermittlung von Kennzahlen zur Bewertung
der Ressourceneffizienz 33
5 Herausforderungen fuumlr Unternehmen bei der material- und energieeffizienten Produktionsgestaltung 38
6 Zusammenfassung 41
Literaturverzeichnis 43
Abbildungsverzeichnis 49
4 Einfuumlhrung
1 EINFUumlHRUNG
Produzierende Unternehmen werden zunehmend mit der Herausforderung knapper werdender Ressourcen und damit verbundener Preissteigerungen sowie Volatilitaumlten konfron-tiert Die Bundesanstalt fuumlr Geowissenschaften und Rohstof-fe (BGR) stellt in der Energiestudie 2013 z B fest dass die steigende Nachfrage fuumlr Erdoumll in den kommenden Jahrzehn-ten wahrscheinlich nicht gedeckt werden kann und dass ein dauerhaft niedriges Niveau des Oumllpreises nicht zu erwarten ist1 Auch die vom Bundesministerium fuumlr Wirtschaft und Energie veroumlffentlichten Daten zum internationalen Preis-vergleich der Elektrizitaumlt fuumlr die Industrie (vgl Abbildung 1) sowie fuumlr Erdgas (vgl Abbildung 2) zeigen eine langfristige Erhoumlhung des Preisniveaus bis 2013 in allen betrachteten Laumlndern2
Ab Mitte 2014 ist der Rohoumllpreis und damit auch die davon abhaumlngigen Preise anderer Energiequellen auf dem Welt-markt zwar von 1133 US $Barrel am 23062014 auf 624 US $Barrel am 12122014 gesunken3 Gruumlnde dafuumlr sieht die Verbraucherzentrale NRW allerdings in der sich abkuumlh-lenden Weltkonjunktur dem derzeitigen Oumllfoumlrderboom in den USA durch Fracking und dem Nicht-Gegensteuern der OPEC-Laumlnder4 Somit ist nicht zu erwarten dass der Oumllpreis dauerhaft auf diesem Niveau bleibt
1 vgl Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (2013) 2 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013) 3 vgl TECSON (2014) 4 vgl Verbraucherzentrale NRW (2014)
20
18
16
14
12
10
8
6
4
2
0
Pre
is E
lekt
rizitauml
t [E
uro-
Cent
kW
h]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Norwegen Ungarn Vereinigtes Koumlnigreich Italien Deutschland
Abbildung 1 Internationaler Preisvergleich der Elektrizitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder Ab 2008 werden die Preise abhaumlngig vom Verbrauch gefuumlhrt dargestellt sind Preise fuumlr einen Verbrauch zwischen 500 MWh und 2000 MWh basier-end auf Energiedaten5
5 Einfuumlhrung
Nach einer Erhebung des Statistischen Bundesamtes aus dem Jahr 2014 sind im verarbeitenden Gewerbe durch-schnittlich lediglich 2 des Bruttoproduktionswerts auf die Energiekosten zuruumlckzufuumlhren (vgl Abbildung 3)6 Allein aufgrund der Energiekosten besteht daher fuumlr viele Unter-nehmen nur ein geringer Handlungsbedarf zur Senkung des Energieverbrauchs im industriellen Umfeld wirken aber weitere Aspekte als Treiber fuumlr Energieeinsparungen Aus betriebswirtschaftlicher Sicht ist z B fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeutung Politische Aspekte sind u a der europaumlische Emissionshandel sowie Steuervorteile durch die Anwendung von Umweltmanage-
5 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013) 6 vgl Statistisches Bundesamt (2014)
0
05
1
15
2
25
3
35
4
45
5
Erdga
spre
is [Eu
ro-C
ent
kWh]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Ungarn Vereinigtes Koumlnigreich Finnland Belgien Deutschland
6 Einfuumlhrung
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder ndash ab 2008 mit einem Verbrauch zwischen 100 TJ und 1000 TJ basierend auf Energiedaten7
mentsystemen Nicht zuletzt traumlgt die energieeffizienzge-triebene Technologieentwicklung zur Erschlieszligung neuer Marktsegmente bei
Neben einer optimalen Nutzung von Energie ist auch die moumlglichst effiziente Nutzung von Rohstoffen und Materiali-en fuumlr das verarbeitende Gewerbe von strategischer Bedeu-tung Die Materialkosten haben dort mit 45 den groumlszligten Anteil am Bruttoproduktionswert (vgl Abbildung 3) Diese Kosten waren in den letzten Jahren starken Schwankungen unterworfen wie am Beispiel des Aluminiumpreises zu se-hen ist (vgl Abbildung 4) Fuumlr Aluminium gibt der Gesamt-verband der Aluminiumindustrie eV (GDA) auszligerdem an
7 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013)
7 Einfuumlhrung
PERSONAL 17
SONSTIGE 36
ENERGIE 2
MATERIAL 45
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 20128
dass der Bedarf jaumlhrlich steigt9 Ein Grund dafuumlr ist dass Aluminium heute bereits in vielen Wirtschaftszweigen von Verpackungen uumlber Produkte im Bereich Mobilitaumlt bis hin zum Maschinen- und Anlagenbau eingesetzt wird Durch die starken Schwankungen des Aluminiumpreises ndash allein im Jahr 2013 zwischen 626 euro und 1617 euro pro Tonne Roha-luminium ndash sind Unternehmen gezwungen flexibel auf die Preissituation zu reagieren und effizient zu produzieren
Aufgrund der zum Teil groszligen Schwankungen der Roh-stoff- und Materialpreise sowie auch grundsaumltzlich steigen-der Kosten fuumlr Ressourcen wird es fuumlr produzierende Un-ternehmen immer wichtiger keinen bzw einen moumlglichst geringen Ausschuss zu produzieren und mit material- und energieeffizienten Produktionsprozessen wettbewerbsfaumlhig zu bleiben (vgl Abbildung 4)
8 vgl Statistisches Bundesamt (2014) 9 vgl Gesamtverband der Aluminiumindustrie (2014)
8 Einfuumlhrung
Alu
miniumpr
eis
[Eur
ot]
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 201310
10 vgl Kurshistorie Aluminium (2014)
9 Ziel der Kurzstudie und Methodik
2 ZIEL DER KURZSTUDIE UND METHODIK
Das Ziel dieser Kurzstudie ist die Identifikation von Potenzi-alen fuumlr eine effizientere Nutzung von Material und Energie in Produktionsprozessen durch den Einsatz von Systemen zur Fertigungsdatenerfassung und -verarbeitung Die Iden-tifikation der Potenziale erfolgt in drei Schritten
bull Grundlage ist eine Literaturrecherche die auch Forschungsansaumltze beruumlcksichtigt
bull Daruumlber hinaus sind drei Experten aus unterschiedlichen Bereichen interviewt worden um einerseits die Ergeb-nisse der Literaturrecherche zu ergaumlnzen und anderer-seits die identifizierten Potenziale anhand von Beispie-len zu veranschaulichen Fuumlr ihre konstruktive Mitarbeit moumlchten wir uns ganz herzlich bei Herrn M Steinhaus (Steinhaus Informationssysteme GmbH) sowie bei Herrn J Heinz (Siemens AG Bereich Condition Monito-ring amp Reliablility) und Herrn Dr S Ihmels (Siemens AG Bereich Energy amp Environmental Services) bedanken
bull Um die Potenziale die auf Basis der Literaturrecher-che und der drei gefuumlhrten Experteninterviews iden-tifiziert wurden auf eine etwas groumlszligere Basis zu stellen ist eine kurze Online-Umfrage durchgefuumlhrt worden An dieser haben sechs weitere Experten aus den Bereichen Produktion Qualitaumltssicherung bzw Energiemanagement aus unterschiedlichen Bran-chen teilgenommen denen ebenfalls unser Dank gilt
Bei der Darstellung grundlegender Aspekte zur Erfassung und Verarbeitung von Fertigungsdaten (vgl Abschnitt 3) werden sowohl Initial- und wiederholende Messungen als auch die Messung von Daten in Echtzeit beruumlcksichtigt Identifizierte Potenziale der Fertigungsdatenerfassung und -verarbeitung werden anschlieszligend erlaumlutert und anhand von Beispielanwendungen veranschaulicht (Abschnitt 4)
10 Ziel der Kurzstudie und Methodik
Im Rahmen der Interviews sind alle Experten danach ge-fragt worden welche Daten im jeweiligen Unternehmen in der Fertigung bzw welche Daten durch das Produkt ihrer Firma in anderen Unternehmen erfasst werden Eine weite-re Frage adressiert die Nutzung der aufgenommenen Daten und ihre Aufbereitung zu Kennzahlen Anschlieszligend haben die Experten anhand von Beispielen erlaumlutert wie in ihrem Unternehmen die Material- und Energieeffizienz basierend auf der Erfassung und Aufbereitung von Fertigungsdaten gesteigert wird bzw wie ihr Softwareprodukt dazu beitraumlgt Eine weitere Frage zielt auf die persoumlnliche Einschaumltzung der Experten in Bezug auf die Bewertung der groumlszligten Po-tenziale sowie der Herausforderungen fuumlr Unternehmen bei der Umsetzung von Maszlignahmen zur Steigerung der Materi-al- und Energieeffizienz ab
In der kurzen Online-Umfrage sind sechs weitere Exper-ten nach der Datenerfassung im Unternehmen bzgl der benoumltigten Energie und Ressourcen wie Strom Druckluft Kuumlhlschmierstoff und Rohmaterial gefragt worden Weiter-hin gaben die Experten Auskunft in welchen Intervallen die Datenerfassung geschieht und welche Kennzahlen im Unternehmen verwendet werden Eine andere Frage zielt auch hier auf die persoumlnliche Einschaumltzung der Experten bzgl der groumlszligten Potenziale fuumlr die Material- und Energie-effizienz durch die Erfassung und Aufbereitung von Ferti-gungsdaten und die Bewertung dieser Potenziale fuumlr unter-schiedliche Bereiche ab
11 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNG UND ndashVERARBEITUNG
Grundvoraussetzung fuumlr geringen Ausschuss sind faumlhige Produktions- und Pruumlfprozesse Der Produktionsprozess wird oftmals quantitativ mithilfe von Prozessfaumlhigkeitsindi-zes (cp bzw cpK) beurteilt Der Faumlhigkeitsindex cp (nach DIN ISO 3534-211 und ISO 22514-112 ) gibt das Verhaumlltnis der Toleranzfeldbreite (Differenz aus oberer Toleranzgrenze OT und unterer Toleranzgrenze UT) zur Streuung des Produk-tionsprozesses an
Der Index cpK bezieht daruumlber hinaus die Zentrierung des Prozesses im Toleranzfeld mit ein Fuumlr beide Indizes gilt je houmlher der Wert fuumlr cp bzw cpK desto faumlhiger der Prozess Je geringer der Produktionsprozess streut und je besser er zentriert ist desto geringer wird die Ausschussmenge Im Idealfall wird gar kein Ausschuss produziert dh alle her-gestellten Teile liegen innerhalb der oberen und unteren Toleranzgrenze (Abbildung 5 oben links) Sowohl eine zu groszlige Streuung (Abbildung 5 unten links) als auch eine mangelnde Zentrierung des Produktionsprozesses (Abbil-dung 5 oben rechts) koumlnnen zu Ausschuss also zu Teilen auszligerhalb des Toleranzbereichs (schraffierte Flaumlchen in Ab-bildung 5) fuumlhren Eine Kombination aus mangelnder Zent-rierung und zu groszliger Streuung fuumlhrt in der Regel zu einem noch houmlheren Ausschuss (Abbildung 5 Seite 14) Aufgrund der Relevanz fuumlr Ausschuss Material- und Energieeffizi-enz wird die Prozessfaumlhigkeit in der Serienproduktion oft-mals mittels statistischer Prozesskontrolle und Regelkarten uumlberwacht
11 vgl DIN EN ISO 3534-22013-12 12 vgl ISO 22514-12009-10
12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

Inhaltsverzeichnis
1 Einfuumlhrung 4
2 Ziel der Kurzstudie und Methodik 9
3 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung 11
31 Integrationsgrad der Messtechnik Initial- wiederholende und Echtzeitmessung 13 32 Softwaresysteme zur Produktionsunterstuumltzung 19
4 Nutzungspotenziale von Fertigungsdaten fuumlr eine material- und energieeffiziente Produktion 22
41 Steigerung des Nutzungsgrades 23 42 Steigerung des Leistungsgrades 27 43 Ermittlung von Kennzahlen zur Bewertung
der Ressourceneffizienz 33
5 Herausforderungen fuumlr Unternehmen bei der material- und energieeffizienten Produktionsgestaltung 38
6 Zusammenfassung 41
Literaturverzeichnis 43
Abbildungsverzeichnis 49
4 Einfuumlhrung
1 EINFUumlHRUNG
Produzierende Unternehmen werden zunehmend mit der Herausforderung knapper werdender Ressourcen und damit verbundener Preissteigerungen sowie Volatilitaumlten konfron-tiert Die Bundesanstalt fuumlr Geowissenschaften und Rohstof-fe (BGR) stellt in der Energiestudie 2013 z B fest dass die steigende Nachfrage fuumlr Erdoumll in den kommenden Jahrzehn-ten wahrscheinlich nicht gedeckt werden kann und dass ein dauerhaft niedriges Niveau des Oumllpreises nicht zu erwarten ist1 Auch die vom Bundesministerium fuumlr Wirtschaft und Energie veroumlffentlichten Daten zum internationalen Preis-vergleich der Elektrizitaumlt fuumlr die Industrie (vgl Abbildung 1) sowie fuumlr Erdgas (vgl Abbildung 2) zeigen eine langfristige Erhoumlhung des Preisniveaus bis 2013 in allen betrachteten Laumlndern2
Ab Mitte 2014 ist der Rohoumllpreis und damit auch die davon abhaumlngigen Preise anderer Energiequellen auf dem Welt-markt zwar von 1133 US $Barrel am 23062014 auf 624 US $Barrel am 12122014 gesunken3 Gruumlnde dafuumlr sieht die Verbraucherzentrale NRW allerdings in der sich abkuumlh-lenden Weltkonjunktur dem derzeitigen Oumllfoumlrderboom in den USA durch Fracking und dem Nicht-Gegensteuern der OPEC-Laumlnder4 Somit ist nicht zu erwarten dass der Oumllpreis dauerhaft auf diesem Niveau bleibt
1 vgl Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (2013) 2 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013) 3 vgl TECSON (2014) 4 vgl Verbraucherzentrale NRW (2014)
20
18
16
14
12
10
8
6
4
2
0
Pre
is E
lekt
rizitauml
t [E
uro-
Cent
kW
h]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Norwegen Ungarn Vereinigtes Koumlnigreich Italien Deutschland
Abbildung 1 Internationaler Preisvergleich der Elektrizitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder Ab 2008 werden die Preise abhaumlngig vom Verbrauch gefuumlhrt dargestellt sind Preise fuumlr einen Verbrauch zwischen 500 MWh und 2000 MWh basier-end auf Energiedaten5
5 Einfuumlhrung
Nach einer Erhebung des Statistischen Bundesamtes aus dem Jahr 2014 sind im verarbeitenden Gewerbe durch-schnittlich lediglich 2 des Bruttoproduktionswerts auf die Energiekosten zuruumlckzufuumlhren (vgl Abbildung 3)6 Allein aufgrund der Energiekosten besteht daher fuumlr viele Unter-nehmen nur ein geringer Handlungsbedarf zur Senkung des Energieverbrauchs im industriellen Umfeld wirken aber weitere Aspekte als Treiber fuumlr Energieeinsparungen Aus betriebswirtschaftlicher Sicht ist z B fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeutung Politische Aspekte sind u a der europaumlische Emissionshandel sowie Steuervorteile durch die Anwendung von Umweltmanage-
5 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013) 6 vgl Statistisches Bundesamt (2014)
0
05
1
15
2
25
3
35
4
45
5
Erdga
spre
is [Eu
ro-C
ent
kWh]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Ungarn Vereinigtes Koumlnigreich Finnland Belgien Deutschland
6 Einfuumlhrung
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder ndash ab 2008 mit einem Verbrauch zwischen 100 TJ und 1000 TJ basierend auf Energiedaten7
mentsystemen Nicht zuletzt traumlgt die energieeffizienzge-triebene Technologieentwicklung zur Erschlieszligung neuer Marktsegmente bei
Neben einer optimalen Nutzung von Energie ist auch die moumlglichst effiziente Nutzung von Rohstoffen und Materiali-en fuumlr das verarbeitende Gewerbe von strategischer Bedeu-tung Die Materialkosten haben dort mit 45 den groumlszligten Anteil am Bruttoproduktionswert (vgl Abbildung 3) Diese Kosten waren in den letzten Jahren starken Schwankungen unterworfen wie am Beispiel des Aluminiumpreises zu se-hen ist (vgl Abbildung 4) Fuumlr Aluminium gibt der Gesamt-verband der Aluminiumindustrie eV (GDA) auszligerdem an
7 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013)
7 Einfuumlhrung
PERSONAL 17
SONSTIGE 36
ENERGIE 2
MATERIAL 45
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 20128
dass der Bedarf jaumlhrlich steigt9 Ein Grund dafuumlr ist dass Aluminium heute bereits in vielen Wirtschaftszweigen von Verpackungen uumlber Produkte im Bereich Mobilitaumlt bis hin zum Maschinen- und Anlagenbau eingesetzt wird Durch die starken Schwankungen des Aluminiumpreises ndash allein im Jahr 2013 zwischen 626 euro und 1617 euro pro Tonne Roha-luminium ndash sind Unternehmen gezwungen flexibel auf die Preissituation zu reagieren und effizient zu produzieren
Aufgrund der zum Teil groszligen Schwankungen der Roh-stoff- und Materialpreise sowie auch grundsaumltzlich steigen-der Kosten fuumlr Ressourcen wird es fuumlr produzierende Un-ternehmen immer wichtiger keinen bzw einen moumlglichst geringen Ausschuss zu produzieren und mit material- und energieeffizienten Produktionsprozessen wettbewerbsfaumlhig zu bleiben (vgl Abbildung 4)
8 vgl Statistisches Bundesamt (2014) 9 vgl Gesamtverband der Aluminiumindustrie (2014)
8 Einfuumlhrung
Alu
miniumpr
eis
[Eur
ot]
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 201310
10 vgl Kurshistorie Aluminium (2014)
9 Ziel der Kurzstudie und Methodik
2 ZIEL DER KURZSTUDIE UND METHODIK
Das Ziel dieser Kurzstudie ist die Identifikation von Potenzi-alen fuumlr eine effizientere Nutzung von Material und Energie in Produktionsprozessen durch den Einsatz von Systemen zur Fertigungsdatenerfassung und -verarbeitung Die Iden-tifikation der Potenziale erfolgt in drei Schritten
bull Grundlage ist eine Literaturrecherche die auch Forschungsansaumltze beruumlcksichtigt
bull Daruumlber hinaus sind drei Experten aus unterschiedlichen Bereichen interviewt worden um einerseits die Ergeb-nisse der Literaturrecherche zu ergaumlnzen und anderer-seits die identifizierten Potenziale anhand von Beispie-len zu veranschaulichen Fuumlr ihre konstruktive Mitarbeit moumlchten wir uns ganz herzlich bei Herrn M Steinhaus (Steinhaus Informationssysteme GmbH) sowie bei Herrn J Heinz (Siemens AG Bereich Condition Monito-ring amp Reliablility) und Herrn Dr S Ihmels (Siemens AG Bereich Energy amp Environmental Services) bedanken
bull Um die Potenziale die auf Basis der Literaturrecher-che und der drei gefuumlhrten Experteninterviews iden-tifiziert wurden auf eine etwas groumlszligere Basis zu stellen ist eine kurze Online-Umfrage durchgefuumlhrt worden An dieser haben sechs weitere Experten aus den Bereichen Produktion Qualitaumltssicherung bzw Energiemanagement aus unterschiedlichen Bran-chen teilgenommen denen ebenfalls unser Dank gilt
Bei der Darstellung grundlegender Aspekte zur Erfassung und Verarbeitung von Fertigungsdaten (vgl Abschnitt 3) werden sowohl Initial- und wiederholende Messungen als auch die Messung von Daten in Echtzeit beruumlcksichtigt Identifizierte Potenziale der Fertigungsdatenerfassung und -verarbeitung werden anschlieszligend erlaumlutert und anhand von Beispielanwendungen veranschaulicht (Abschnitt 4)
10 Ziel der Kurzstudie und Methodik
Im Rahmen der Interviews sind alle Experten danach ge-fragt worden welche Daten im jeweiligen Unternehmen in der Fertigung bzw welche Daten durch das Produkt ihrer Firma in anderen Unternehmen erfasst werden Eine weite-re Frage adressiert die Nutzung der aufgenommenen Daten und ihre Aufbereitung zu Kennzahlen Anschlieszligend haben die Experten anhand von Beispielen erlaumlutert wie in ihrem Unternehmen die Material- und Energieeffizienz basierend auf der Erfassung und Aufbereitung von Fertigungsdaten gesteigert wird bzw wie ihr Softwareprodukt dazu beitraumlgt Eine weitere Frage zielt auf die persoumlnliche Einschaumltzung der Experten in Bezug auf die Bewertung der groumlszligten Po-tenziale sowie der Herausforderungen fuumlr Unternehmen bei der Umsetzung von Maszlignahmen zur Steigerung der Materi-al- und Energieeffizienz ab
In der kurzen Online-Umfrage sind sechs weitere Exper-ten nach der Datenerfassung im Unternehmen bzgl der benoumltigten Energie und Ressourcen wie Strom Druckluft Kuumlhlschmierstoff und Rohmaterial gefragt worden Weiter-hin gaben die Experten Auskunft in welchen Intervallen die Datenerfassung geschieht und welche Kennzahlen im Unternehmen verwendet werden Eine andere Frage zielt auch hier auf die persoumlnliche Einschaumltzung der Experten bzgl der groumlszligten Potenziale fuumlr die Material- und Energie-effizienz durch die Erfassung und Aufbereitung von Ferti-gungsdaten und die Bewertung dieser Potenziale fuumlr unter-schiedliche Bereiche ab
11 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNG UND ndashVERARBEITUNG
Grundvoraussetzung fuumlr geringen Ausschuss sind faumlhige Produktions- und Pruumlfprozesse Der Produktionsprozess wird oftmals quantitativ mithilfe von Prozessfaumlhigkeitsindi-zes (cp bzw cpK) beurteilt Der Faumlhigkeitsindex cp (nach DIN ISO 3534-211 und ISO 22514-112 ) gibt das Verhaumlltnis der Toleranzfeldbreite (Differenz aus oberer Toleranzgrenze OT und unterer Toleranzgrenze UT) zur Streuung des Produk-tionsprozesses an
Der Index cpK bezieht daruumlber hinaus die Zentrierung des Prozesses im Toleranzfeld mit ein Fuumlr beide Indizes gilt je houmlher der Wert fuumlr cp bzw cpK desto faumlhiger der Prozess Je geringer der Produktionsprozess streut und je besser er zentriert ist desto geringer wird die Ausschussmenge Im Idealfall wird gar kein Ausschuss produziert dh alle her-gestellten Teile liegen innerhalb der oberen und unteren Toleranzgrenze (Abbildung 5 oben links) Sowohl eine zu groszlige Streuung (Abbildung 5 unten links) als auch eine mangelnde Zentrierung des Produktionsprozesses (Abbil-dung 5 oben rechts) koumlnnen zu Ausschuss also zu Teilen auszligerhalb des Toleranzbereichs (schraffierte Flaumlchen in Ab-bildung 5) fuumlhren Eine Kombination aus mangelnder Zent-rierung und zu groszliger Streuung fuumlhrt in der Regel zu einem noch houmlheren Ausschuss (Abbildung 5 Seite 14) Aufgrund der Relevanz fuumlr Ausschuss Material- und Energieeffizi-enz wird die Prozessfaumlhigkeit in der Serienproduktion oft-mals mittels statistischer Prozesskontrolle und Regelkarten uumlberwacht
11 vgl DIN EN ISO 3534-22013-12 12 vgl ISO 22514-12009-10
12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

4 Einfuumlhrung
1 EINFUumlHRUNG
Produzierende Unternehmen werden zunehmend mit der Herausforderung knapper werdender Ressourcen und damit verbundener Preissteigerungen sowie Volatilitaumlten konfron-tiert Die Bundesanstalt fuumlr Geowissenschaften und Rohstof-fe (BGR) stellt in der Energiestudie 2013 z B fest dass die steigende Nachfrage fuumlr Erdoumll in den kommenden Jahrzehn-ten wahrscheinlich nicht gedeckt werden kann und dass ein dauerhaft niedriges Niveau des Oumllpreises nicht zu erwarten ist1 Auch die vom Bundesministerium fuumlr Wirtschaft und Energie veroumlffentlichten Daten zum internationalen Preis-vergleich der Elektrizitaumlt fuumlr die Industrie (vgl Abbildung 1) sowie fuumlr Erdgas (vgl Abbildung 2) zeigen eine langfristige Erhoumlhung des Preisniveaus bis 2013 in allen betrachteten Laumlndern2
Ab Mitte 2014 ist der Rohoumllpreis und damit auch die davon abhaumlngigen Preise anderer Energiequellen auf dem Welt-markt zwar von 1133 US $Barrel am 23062014 auf 624 US $Barrel am 12122014 gesunken3 Gruumlnde dafuumlr sieht die Verbraucherzentrale NRW allerdings in der sich abkuumlh-lenden Weltkonjunktur dem derzeitigen Oumllfoumlrderboom in den USA durch Fracking und dem Nicht-Gegensteuern der OPEC-Laumlnder4 Somit ist nicht zu erwarten dass der Oumllpreis dauerhaft auf diesem Niveau bleibt
1 vgl Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (2013) 2 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013) 3 vgl TECSON (2014) 4 vgl Verbraucherzentrale NRW (2014)
20
18
16
14
12
10
8
6
4
2
0
Pre
is E
lekt
rizitauml
t [E
uro-
Cent
kW
h]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Norwegen Ungarn Vereinigtes Koumlnigreich Italien Deutschland
Abbildung 1 Internationaler Preisvergleich der Elektrizitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder Ab 2008 werden die Preise abhaumlngig vom Verbrauch gefuumlhrt dargestellt sind Preise fuumlr einen Verbrauch zwischen 500 MWh und 2000 MWh basier-end auf Energiedaten5
5 Einfuumlhrung
Nach einer Erhebung des Statistischen Bundesamtes aus dem Jahr 2014 sind im verarbeitenden Gewerbe durch-schnittlich lediglich 2 des Bruttoproduktionswerts auf die Energiekosten zuruumlckzufuumlhren (vgl Abbildung 3)6 Allein aufgrund der Energiekosten besteht daher fuumlr viele Unter-nehmen nur ein geringer Handlungsbedarf zur Senkung des Energieverbrauchs im industriellen Umfeld wirken aber weitere Aspekte als Treiber fuumlr Energieeinsparungen Aus betriebswirtschaftlicher Sicht ist z B fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeutung Politische Aspekte sind u a der europaumlische Emissionshandel sowie Steuervorteile durch die Anwendung von Umweltmanage-
5 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013) 6 vgl Statistisches Bundesamt (2014)
0
05
1
15
2
25
3
35
4
45
5
Erdga
spre
is [Eu
ro-C
ent
kWh]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Ungarn Vereinigtes Koumlnigreich Finnland Belgien Deutschland
6 Einfuumlhrung
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder ndash ab 2008 mit einem Verbrauch zwischen 100 TJ und 1000 TJ basierend auf Energiedaten7
mentsystemen Nicht zuletzt traumlgt die energieeffizienzge-triebene Technologieentwicklung zur Erschlieszligung neuer Marktsegmente bei
Neben einer optimalen Nutzung von Energie ist auch die moumlglichst effiziente Nutzung von Rohstoffen und Materiali-en fuumlr das verarbeitende Gewerbe von strategischer Bedeu-tung Die Materialkosten haben dort mit 45 den groumlszligten Anteil am Bruttoproduktionswert (vgl Abbildung 3) Diese Kosten waren in den letzten Jahren starken Schwankungen unterworfen wie am Beispiel des Aluminiumpreises zu se-hen ist (vgl Abbildung 4) Fuumlr Aluminium gibt der Gesamt-verband der Aluminiumindustrie eV (GDA) auszligerdem an
7 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013)
7 Einfuumlhrung
PERSONAL 17
SONSTIGE 36
ENERGIE 2
MATERIAL 45
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 20128
dass der Bedarf jaumlhrlich steigt9 Ein Grund dafuumlr ist dass Aluminium heute bereits in vielen Wirtschaftszweigen von Verpackungen uumlber Produkte im Bereich Mobilitaumlt bis hin zum Maschinen- und Anlagenbau eingesetzt wird Durch die starken Schwankungen des Aluminiumpreises ndash allein im Jahr 2013 zwischen 626 euro und 1617 euro pro Tonne Roha-luminium ndash sind Unternehmen gezwungen flexibel auf die Preissituation zu reagieren und effizient zu produzieren
Aufgrund der zum Teil groszligen Schwankungen der Roh-stoff- und Materialpreise sowie auch grundsaumltzlich steigen-der Kosten fuumlr Ressourcen wird es fuumlr produzierende Un-ternehmen immer wichtiger keinen bzw einen moumlglichst geringen Ausschuss zu produzieren und mit material- und energieeffizienten Produktionsprozessen wettbewerbsfaumlhig zu bleiben (vgl Abbildung 4)
8 vgl Statistisches Bundesamt (2014) 9 vgl Gesamtverband der Aluminiumindustrie (2014)
8 Einfuumlhrung
Alu
miniumpr
eis
[Eur
ot]
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 201310
10 vgl Kurshistorie Aluminium (2014)
9 Ziel der Kurzstudie und Methodik
2 ZIEL DER KURZSTUDIE UND METHODIK
Das Ziel dieser Kurzstudie ist die Identifikation von Potenzi-alen fuumlr eine effizientere Nutzung von Material und Energie in Produktionsprozessen durch den Einsatz von Systemen zur Fertigungsdatenerfassung und -verarbeitung Die Iden-tifikation der Potenziale erfolgt in drei Schritten
bull Grundlage ist eine Literaturrecherche die auch Forschungsansaumltze beruumlcksichtigt
bull Daruumlber hinaus sind drei Experten aus unterschiedlichen Bereichen interviewt worden um einerseits die Ergeb-nisse der Literaturrecherche zu ergaumlnzen und anderer-seits die identifizierten Potenziale anhand von Beispie-len zu veranschaulichen Fuumlr ihre konstruktive Mitarbeit moumlchten wir uns ganz herzlich bei Herrn M Steinhaus (Steinhaus Informationssysteme GmbH) sowie bei Herrn J Heinz (Siemens AG Bereich Condition Monito-ring amp Reliablility) und Herrn Dr S Ihmels (Siemens AG Bereich Energy amp Environmental Services) bedanken
bull Um die Potenziale die auf Basis der Literaturrecher-che und der drei gefuumlhrten Experteninterviews iden-tifiziert wurden auf eine etwas groumlszligere Basis zu stellen ist eine kurze Online-Umfrage durchgefuumlhrt worden An dieser haben sechs weitere Experten aus den Bereichen Produktion Qualitaumltssicherung bzw Energiemanagement aus unterschiedlichen Bran-chen teilgenommen denen ebenfalls unser Dank gilt
Bei der Darstellung grundlegender Aspekte zur Erfassung und Verarbeitung von Fertigungsdaten (vgl Abschnitt 3) werden sowohl Initial- und wiederholende Messungen als auch die Messung von Daten in Echtzeit beruumlcksichtigt Identifizierte Potenziale der Fertigungsdatenerfassung und -verarbeitung werden anschlieszligend erlaumlutert und anhand von Beispielanwendungen veranschaulicht (Abschnitt 4)
10 Ziel der Kurzstudie und Methodik
Im Rahmen der Interviews sind alle Experten danach ge-fragt worden welche Daten im jeweiligen Unternehmen in der Fertigung bzw welche Daten durch das Produkt ihrer Firma in anderen Unternehmen erfasst werden Eine weite-re Frage adressiert die Nutzung der aufgenommenen Daten und ihre Aufbereitung zu Kennzahlen Anschlieszligend haben die Experten anhand von Beispielen erlaumlutert wie in ihrem Unternehmen die Material- und Energieeffizienz basierend auf der Erfassung und Aufbereitung von Fertigungsdaten gesteigert wird bzw wie ihr Softwareprodukt dazu beitraumlgt Eine weitere Frage zielt auf die persoumlnliche Einschaumltzung der Experten in Bezug auf die Bewertung der groumlszligten Po-tenziale sowie der Herausforderungen fuumlr Unternehmen bei der Umsetzung von Maszlignahmen zur Steigerung der Materi-al- und Energieeffizienz ab
In der kurzen Online-Umfrage sind sechs weitere Exper-ten nach der Datenerfassung im Unternehmen bzgl der benoumltigten Energie und Ressourcen wie Strom Druckluft Kuumlhlschmierstoff und Rohmaterial gefragt worden Weiter-hin gaben die Experten Auskunft in welchen Intervallen die Datenerfassung geschieht und welche Kennzahlen im Unternehmen verwendet werden Eine andere Frage zielt auch hier auf die persoumlnliche Einschaumltzung der Experten bzgl der groumlszligten Potenziale fuumlr die Material- und Energie-effizienz durch die Erfassung und Aufbereitung von Ferti-gungsdaten und die Bewertung dieser Potenziale fuumlr unter-schiedliche Bereiche ab
11 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNG UND ndashVERARBEITUNG
Grundvoraussetzung fuumlr geringen Ausschuss sind faumlhige Produktions- und Pruumlfprozesse Der Produktionsprozess wird oftmals quantitativ mithilfe von Prozessfaumlhigkeitsindi-zes (cp bzw cpK) beurteilt Der Faumlhigkeitsindex cp (nach DIN ISO 3534-211 und ISO 22514-112 ) gibt das Verhaumlltnis der Toleranzfeldbreite (Differenz aus oberer Toleranzgrenze OT und unterer Toleranzgrenze UT) zur Streuung des Produk-tionsprozesses an
Der Index cpK bezieht daruumlber hinaus die Zentrierung des Prozesses im Toleranzfeld mit ein Fuumlr beide Indizes gilt je houmlher der Wert fuumlr cp bzw cpK desto faumlhiger der Prozess Je geringer der Produktionsprozess streut und je besser er zentriert ist desto geringer wird die Ausschussmenge Im Idealfall wird gar kein Ausschuss produziert dh alle her-gestellten Teile liegen innerhalb der oberen und unteren Toleranzgrenze (Abbildung 5 oben links) Sowohl eine zu groszlige Streuung (Abbildung 5 unten links) als auch eine mangelnde Zentrierung des Produktionsprozesses (Abbil-dung 5 oben rechts) koumlnnen zu Ausschuss also zu Teilen auszligerhalb des Toleranzbereichs (schraffierte Flaumlchen in Ab-bildung 5) fuumlhren Eine Kombination aus mangelnder Zent-rierung und zu groszliger Streuung fuumlhrt in der Regel zu einem noch houmlheren Ausschuss (Abbildung 5 Seite 14) Aufgrund der Relevanz fuumlr Ausschuss Material- und Energieeffizi-enz wird die Prozessfaumlhigkeit in der Serienproduktion oft-mals mittels statistischer Prozesskontrolle und Regelkarten uumlberwacht
11 vgl DIN EN ISO 3534-22013-12 12 vgl ISO 22514-12009-10
12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

20
18
16
14
12
10
8
6
4
2
0
Pre
is E
lekt
rizitauml
t [E
uro-
Cent
kW
h]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Norwegen Ungarn Vereinigtes Koumlnigreich Italien Deutschland
Abbildung 1 Internationaler Preisvergleich der Elektrizitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder Ab 2008 werden die Preise abhaumlngig vom Verbrauch gefuumlhrt dargestellt sind Preise fuumlr einen Verbrauch zwischen 500 MWh und 2000 MWh basier-end auf Energiedaten5
5 Einfuumlhrung
Nach einer Erhebung des Statistischen Bundesamtes aus dem Jahr 2014 sind im verarbeitenden Gewerbe durch-schnittlich lediglich 2 des Bruttoproduktionswerts auf die Energiekosten zuruumlckzufuumlhren (vgl Abbildung 3)6 Allein aufgrund der Energiekosten besteht daher fuumlr viele Unter-nehmen nur ein geringer Handlungsbedarf zur Senkung des Energieverbrauchs im industriellen Umfeld wirken aber weitere Aspekte als Treiber fuumlr Energieeinsparungen Aus betriebswirtschaftlicher Sicht ist z B fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeutung Politische Aspekte sind u a der europaumlische Emissionshandel sowie Steuervorteile durch die Anwendung von Umweltmanage-
5 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013) 6 vgl Statistisches Bundesamt (2014)
0
05
1
15
2
25
3
35
4
45
5
Erdga
spre
is [Eu
ro-C
ent
kWh]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Ungarn Vereinigtes Koumlnigreich Finnland Belgien Deutschland
6 Einfuumlhrung
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder ndash ab 2008 mit einem Verbrauch zwischen 100 TJ und 1000 TJ basierend auf Energiedaten7
mentsystemen Nicht zuletzt traumlgt die energieeffizienzge-triebene Technologieentwicklung zur Erschlieszligung neuer Marktsegmente bei
Neben einer optimalen Nutzung von Energie ist auch die moumlglichst effiziente Nutzung von Rohstoffen und Materiali-en fuumlr das verarbeitende Gewerbe von strategischer Bedeu-tung Die Materialkosten haben dort mit 45 den groumlszligten Anteil am Bruttoproduktionswert (vgl Abbildung 3) Diese Kosten waren in den letzten Jahren starken Schwankungen unterworfen wie am Beispiel des Aluminiumpreises zu se-hen ist (vgl Abbildung 4) Fuumlr Aluminium gibt der Gesamt-verband der Aluminiumindustrie eV (GDA) auszligerdem an
7 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013)
7 Einfuumlhrung
PERSONAL 17
SONSTIGE 36
ENERGIE 2
MATERIAL 45
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 20128
dass der Bedarf jaumlhrlich steigt9 Ein Grund dafuumlr ist dass Aluminium heute bereits in vielen Wirtschaftszweigen von Verpackungen uumlber Produkte im Bereich Mobilitaumlt bis hin zum Maschinen- und Anlagenbau eingesetzt wird Durch die starken Schwankungen des Aluminiumpreises ndash allein im Jahr 2013 zwischen 626 euro und 1617 euro pro Tonne Roha-luminium ndash sind Unternehmen gezwungen flexibel auf die Preissituation zu reagieren und effizient zu produzieren
Aufgrund der zum Teil groszligen Schwankungen der Roh-stoff- und Materialpreise sowie auch grundsaumltzlich steigen-der Kosten fuumlr Ressourcen wird es fuumlr produzierende Un-ternehmen immer wichtiger keinen bzw einen moumlglichst geringen Ausschuss zu produzieren und mit material- und energieeffizienten Produktionsprozessen wettbewerbsfaumlhig zu bleiben (vgl Abbildung 4)
8 vgl Statistisches Bundesamt (2014) 9 vgl Gesamtverband der Aluminiumindustrie (2014)
8 Einfuumlhrung
Alu
miniumpr
eis
[Eur
ot]
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 201310
10 vgl Kurshistorie Aluminium (2014)
9 Ziel der Kurzstudie und Methodik
2 ZIEL DER KURZSTUDIE UND METHODIK
Das Ziel dieser Kurzstudie ist die Identifikation von Potenzi-alen fuumlr eine effizientere Nutzung von Material und Energie in Produktionsprozessen durch den Einsatz von Systemen zur Fertigungsdatenerfassung und -verarbeitung Die Iden-tifikation der Potenziale erfolgt in drei Schritten
bull Grundlage ist eine Literaturrecherche die auch Forschungsansaumltze beruumlcksichtigt
bull Daruumlber hinaus sind drei Experten aus unterschiedlichen Bereichen interviewt worden um einerseits die Ergeb-nisse der Literaturrecherche zu ergaumlnzen und anderer-seits die identifizierten Potenziale anhand von Beispie-len zu veranschaulichen Fuumlr ihre konstruktive Mitarbeit moumlchten wir uns ganz herzlich bei Herrn M Steinhaus (Steinhaus Informationssysteme GmbH) sowie bei Herrn J Heinz (Siemens AG Bereich Condition Monito-ring amp Reliablility) und Herrn Dr S Ihmels (Siemens AG Bereich Energy amp Environmental Services) bedanken
bull Um die Potenziale die auf Basis der Literaturrecher-che und der drei gefuumlhrten Experteninterviews iden-tifiziert wurden auf eine etwas groumlszligere Basis zu stellen ist eine kurze Online-Umfrage durchgefuumlhrt worden An dieser haben sechs weitere Experten aus den Bereichen Produktion Qualitaumltssicherung bzw Energiemanagement aus unterschiedlichen Bran-chen teilgenommen denen ebenfalls unser Dank gilt
Bei der Darstellung grundlegender Aspekte zur Erfassung und Verarbeitung von Fertigungsdaten (vgl Abschnitt 3) werden sowohl Initial- und wiederholende Messungen als auch die Messung von Daten in Echtzeit beruumlcksichtigt Identifizierte Potenziale der Fertigungsdatenerfassung und -verarbeitung werden anschlieszligend erlaumlutert und anhand von Beispielanwendungen veranschaulicht (Abschnitt 4)
10 Ziel der Kurzstudie und Methodik
Im Rahmen der Interviews sind alle Experten danach ge-fragt worden welche Daten im jeweiligen Unternehmen in der Fertigung bzw welche Daten durch das Produkt ihrer Firma in anderen Unternehmen erfasst werden Eine weite-re Frage adressiert die Nutzung der aufgenommenen Daten und ihre Aufbereitung zu Kennzahlen Anschlieszligend haben die Experten anhand von Beispielen erlaumlutert wie in ihrem Unternehmen die Material- und Energieeffizienz basierend auf der Erfassung und Aufbereitung von Fertigungsdaten gesteigert wird bzw wie ihr Softwareprodukt dazu beitraumlgt Eine weitere Frage zielt auf die persoumlnliche Einschaumltzung der Experten in Bezug auf die Bewertung der groumlszligten Po-tenziale sowie der Herausforderungen fuumlr Unternehmen bei der Umsetzung von Maszlignahmen zur Steigerung der Materi-al- und Energieeffizienz ab
In der kurzen Online-Umfrage sind sechs weitere Exper-ten nach der Datenerfassung im Unternehmen bzgl der benoumltigten Energie und Ressourcen wie Strom Druckluft Kuumlhlschmierstoff und Rohmaterial gefragt worden Weiter-hin gaben die Experten Auskunft in welchen Intervallen die Datenerfassung geschieht und welche Kennzahlen im Unternehmen verwendet werden Eine andere Frage zielt auch hier auf die persoumlnliche Einschaumltzung der Experten bzgl der groumlszligten Potenziale fuumlr die Material- und Energie-effizienz durch die Erfassung und Aufbereitung von Ferti-gungsdaten und die Bewertung dieser Potenziale fuumlr unter-schiedliche Bereiche ab
11 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNG UND ndashVERARBEITUNG
Grundvoraussetzung fuumlr geringen Ausschuss sind faumlhige Produktions- und Pruumlfprozesse Der Produktionsprozess wird oftmals quantitativ mithilfe von Prozessfaumlhigkeitsindi-zes (cp bzw cpK) beurteilt Der Faumlhigkeitsindex cp (nach DIN ISO 3534-211 und ISO 22514-112 ) gibt das Verhaumlltnis der Toleranzfeldbreite (Differenz aus oberer Toleranzgrenze OT und unterer Toleranzgrenze UT) zur Streuung des Produk-tionsprozesses an
Der Index cpK bezieht daruumlber hinaus die Zentrierung des Prozesses im Toleranzfeld mit ein Fuumlr beide Indizes gilt je houmlher der Wert fuumlr cp bzw cpK desto faumlhiger der Prozess Je geringer der Produktionsprozess streut und je besser er zentriert ist desto geringer wird die Ausschussmenge Im Idealfall wird gar kein Ausschuss produziert dh alle her-gestellten Teile liegen innerhalb der oberen und unteren Toleranzgrenze (Abbildung 5 oben links) Sowohl eine zu groszlige Streuung (Abbildung 5 unten links) als auch eine mangelnde Zentrierung des Produktionsprozesses (Abbil-dung 5 oben rechts) koumlnnen zu Ausschuss also zu Teilen auszligerhalb des Toleranzbereichs (schraffierte Flaumlchen in Ab-bildung 5) fuumlhren Eine Kombination aus mangelnder Zent-rierung und zu groszliger Streuung fuumlhrt in der Regel zu einem noch houmlheren Ausschuss (Abbildung 5 Seite 14) Aufgrund der Relevanz fuumlr Ausschuss Material- und Energieeffizi-enz wird die Prozessfaumlhigkeit in der Serienproduktion oft-mals mittels statistischer Prozesskontrolle und Regelkarten uumlberwacht
11 vgl DIN EN ISO 3534-22013-12 12 vgl ISO 22514-12009-10
12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

0
05
1
15
2
25
3
35
4
45
5
Erdga
spre
is [Eu
ro-C
ent
kWh]
1995
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
2010
2011
2012
2013
JAHR
Ungarn Vereinigtes Koumlnigreich Finnland Belgien Deutschland
6 Einfuumlhrung
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder ndash ab 2008 mit einem Verbrauch zwischen 100 TJ und 1000 TJ basierend auf Energiedaten7
mentsystemen Nicht zuletzt traumlgt die energieeffizienzge-triebene Technologieentwicklung zur Erschlieszligung neuer Marktsegmente bei
Neben einer optimalen Nutzung von Energie ist auch die moumlglichst effiziente Nutzung von Rohstoffen und Materiali-en fuumlr das verarbeitende Gewerbe von strategischer Bedeu-tung Die Materialkosten haben dort mit 45 den groumlszligten Anteil am Bruttoproduktionswert (vgl Abbildung 3) Diese Kosten waren in den letzten Jahren starken Schwankungen unterworfen wie am Beispiel des Aluminiumpreises zu se-hen ist (vgl Abbildung 4) Fuumlr Aluminium gibt der Gesamt-verband der Aluminiumindustrie eV (GDA) auszligerdem an
7 vgl Bundesministerium fuumlr Wirtschaft und Energie (2013)
7 Einfuumlhrung
PERSONAL 17
SONSTIGE 36
ENERGIE 2
MATERIAL 45
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 20128
dass der Bedarf jaumlhrlich steigt9 Ein Grund dafuumlr ist dass Aluminium heute bereits in vielen Wirtschaftszweigen von Verpackungen uumlber Produkte im Bereich Mobilitaumlt bis hin zum Maschinen- und Anlagenbau eingesetzt wird Durch die starken Schwankungen des Aluminiumpreises ndash allein im Jahr 2013 zwischen 626 euro und 1617 euro pro Tonne Roha-luminium ndash sind Unternehmen gezwungen flexibel auf die Preissituation zu reagieren und effizient zu produzieren
Aufgrund der zum Teil groszligen Schwankungen der Roh-stoff- und Materialpreise sowie auch grundsaumltzlich steigen-der Kosten fuumlr Ressourcen wird es fuumlr produzierende Un-ternehmen immer wichtiger keinen bzw einen moumlglichst geringen Ausschuss zu produzieren und mit material- und energieeffizienten Produktionsprozessen wettbewerbsfaumlhig zu bleiben (vgl Abbildung 4)
8 vgl Statistisches Bundesamt (2014) 9 vgl Gesamtverband der Aluminiumindustrie (2014)
8 Einfuumlhrung
Alu
miniumpr
eis
[Eur
ot]
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 201310
10 vgl Kurshistorie Aluminium (2014)
9 Ziel der Kurzstudie und Methodik
2 ZIEL DER KURZSTUDIE UND METHODIK
Das Ziel dieser Kurzstudie ist die Identifikation von Potenzi-alen fuumlr eine effizientere Nutzung von Material und Energie in Produktionsprozessen durch den Einsatz von Systemen zur Fertigungsdatenerfassung und -verarbeitung Die Iden-tifikation der Potenziale erfolgt in drei Schritten
bull Grundlage ist eine Literaturrecherche die auch Forschungsansaumltze beruumlcksichtigt
bull Daruumlber hinaus sind drei Experten aus unterschiedlichen Bereichen interviewt worden um einerseits die Ergeb-nisse der Literaturrecherche zu ergaumlnzen und anderer-seits die identifizierten Potenziale anhand von Beispie-len zu veranschaulichen Fuumlr ihre konstruktive Mitarbeit moumlchten wir uns ganz herzlich bei Herrn M Steinhaus (Steinhaus Informationssysteme GmbH) sowie bei Herrn J Heinz (Siemens AG Bereich Condition Monito-ring amp Reliablility) und Herrn Dr S Ihmels (Siemens AG Bereich Energy amp Environmental Services) bedanken
bull Um die Potenziale die auf Basis der Literaturrecher-che und der drei gefuumlhrten Experteninterviews iden-tifiziert wurden auf eine etwas groumlszligere Basis zu stellen ist eine kurze Online-Umfrage durchgefuumlhrt worden An dieser haben sechs weitere Experten aus den Bereichen Produktion Qualitaumltssicherung bzw Energiemanagement aus unterschiedlichen Bran-chen teilgenommen denen ebenfalls unser Dank gilt
Bei der Darstellung grundlegender Aspekte zur Erfassung und Verarbeitung von Fertigungsdaten (vgl Abschnitt 3) werden sowohl Initial- und wiederholende Messungen als auch die Messung von Daten in Echtzeit beruumlcksichtigt Identifizierte Potenziale der Fertigungsdatenerfassung und -verarbeitung werden anschlieszligend erlaumlutert und anhand von Beispielanwendungen veranschaulicht (Abschnitt 4)
10 Ziel der Kurzstudie und Methodik
Im Rahmen der Interviews sind alle Experten danach ge-fragt worden welche Daten im jeweiligen Unternehmen in der Fertigung bzw welche Daten durch das Produkt ihrer Firma in anderen Unternehmen erfasst werden Eine weite-re Frage adressiert die Nutzung der aufgenommenen Daten und ihre Aufbereitung zu Kennzahlen Anschlieszligend haben die Experten anhand von Beispielen erlaumlutert wie in ihrem Unternehmen die Material- und Energieeffizienz basierend auf der Erfassung und Aufbereitung von Fertigungsdaten gesteigert wird bzw wie ihr Softwareprodukt dazu beitraumlgt Eine weitere Frage zielt auf die persoumlnliche Einschaumltzung der Experten in Bezug auf die Bewertung der groumlszligten Po-tenziale sowie der Herausforderungen fuumlr Unternehmen bei der Umsetzung von Maszlignahmen zur Steigerung der Materi-al- und Energieeffizienz ab
In der kurzen Online-Umfrage sind sechs weitere Exper-ten nach der Datenerfassung im Unternehmen bzgl der benoumltigten Energie und Ressourcen wie Strom Druckluft Kuumlhlschmierstoff und Rohmaterial gefragt worden Weiter-hin gaben die Experten Auskunft in welchen Intervallen die Datenerfassung geschieht und welche Kennzahlen im Unternehmen verwendet werden Eine andere Frage zielt auch hier auf die persoumlnliche Einschaumltzung der Experten bzgl der groumlszligten Potenziale fuumlr die Material- und Energie-effizienz durch die Erfassung und Aufbereitung von Ferti-gungsdaten und die Bewertung dieser Potenziale fuumlr unter-schiedliche Bereiche ab
11 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNG UND ndashVERARBEITUNG
Grundvoraussetzung fuumlr geringen Ausschuss sind faumlhige Produktions- und Pruumlfprozesse Der Produktionsprozess wird oftmals quantitativ mithilfe von Prozessfaumlhigkeitsindi-zes (cp bzw cpK) beurteilt Der Faumlhigkeitsindex cp (nach DIN ISO 3534-211 und ISO 22514-112 ) gibt das Verhaumlltnis der Toleranzfeldbreite (Differenz aus oberer Toleranzgrenze OT und unterer Toleranzgrenze UT) zur Streuung des Produk-tionsprozesses an
Der Index cpK bezieht daruumlber hinaus die Zentrierung des Prozesses im Toleranzfeld mit ein Fuumlr beide Indizes gilt je houmlher der Wert fuumlr cp bzw cpK desto faumlhiger der Prozess Je geringer der Produktionsprozess streut und je besser er zentriert ist desto geringer wird die Ausschussmenge Im Idealfall wird gar kein Ausschuss produziert dh alle her-gestellten Teile liegen innerhalb der oberen und unteren Toleranzgrenze (Abbildung 5 oben links) Sowohl eine zu groszlige Streuung (Abbildung 5 unten links) als auch eine mangelnde Zentrierung des Produktionsprozesses (Abbil-dung 5 oben rechts) koumlnnen zu Ausschuss also zu Teilen auszligerhalb des Toleranzbereichs (schraffierte Flaumlchen in Ab-bildung 5) fuumlhren Eine Kombination aus mangelnder Zent-rierung und zu groszliger Streuung fuumlhrt in der Regel zu einem noch houmlheren Ausschuss (Abbildung 5 Seite 14) Aufgrund der Relevanz fuumlr Ausschuss Material- und Energieeffizi-enz wird die Prozessfaumlhigkeit in der Serienproduktion oft-mals mittels statistischer Prozesskontrolle und Regelkarten uumlberwacht
11 vgl DIN EN ISO 3534-22013-12 12 vgl ISO 22514-12009-10
12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

7 Einfuumlhrung
PERSONAL 17
SONSTIGE 36
ENERGIE 2
MATERIAL 45
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 20128
dass der Bedarf jaumlhrlich steigt9 Ein Grund dafuumlr ist dass Aluminium heute bereits in vielen Wirtschaftszweigen von Verpackungen uumlber Produkte im Bereich Mobilitaumlt bis hin zum Maschinen- und Anlagenbau eingesetzt wird Durch die starken Schwankungen des Aluminiumpreises ndash allein im Jahr 2013 zwischen 626 euro und 1617 euro pro Tonne Roha-luminium ndash sind Unternehmen gezwungen flexibel auf die Preissituation zu reagieren und effizient zu produzieren
Aufgrund der zum Teil groszligen Schwankungen der Roh-stoff- und Materialpreise sowie auch grundsaumltzlich steigen-der Kosten fuumlr Ressourcen wird es fuumlr produzierende Un-ternehmen immer wichtiger keinen bzw einen moumlglichst geringen Ausschuss zu produzieren und mit material- und energieeffizienten Produktionsprozessen wettbewerbsfaumlhig zu bleiben (vgl Abbildung 4)
8 vgl Statistisches Bundesamt (2014) 9 vgl Gesamtverband der Aluminiumindustrie (2014)
8 Einfuumlhrung
Alu
miniumpr
eis
[Eur
ot]
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 201310
10 vgl Kurshistorie Aluminium (2014)
9 Ziel der Kurzstudie und Methodik
2 ZIEL DER KURZSTUDIE UND METHODIK
Das Ziel dieser Kurzstudie ist die Identifikation von Potenzi-alen fuumlr eine effizientere Nutzung von Material und Energie in Produktionsprozessen durch den Einsatz von Systemen zur Fertigungsdatenerfassung und -verarbeitung Die Iden-tifikation der Potenziale erfolgt in drei Schritten
bull Grundlage ist eine Literaturrecherche die auch Forschungsansaumltze beruumlcksichtigt
bull Daruumlber hinaus sind drei Experten aus unterschiedlichen Bereichen interviewt worden um einerseits die Ergeb-nisse der Literaturrecherche zu ergaumlnzen und anderer-seits die identifizierten Potenziale anhand von Beispie-len zu veranschaulichen Fuumlr ihre konstruktive Mitarbeit moumlchten wir uns ganz herzlich bei Herrn M Steinhaus (Steinhaus Informationssysteme GmbH) sowie bei Herrn J Heinz (Siemens AG Bereich Condition Monito-ring amp Reliablility) und Herrn Dr S Ihmels (Siemens AG Bereich Energy amp Environmental Services) bedanken
bull Um die Potenziale die auf Basis der Literaturrecher-che und der drei gefuumlhrten Experteninterviews iden-tifiziert wurden auf eine etwas groumlszligere Basis zu stellen ist eine kurze Online-Umfrage durchgefuumlhrt worden An dieser haben sechs weitere Experten aus den Bereichen Produktion Qualitaumltssicherung bzw Energiemanagement aus unterschiedlichen Bran-chen teilgenommen denen ebenfalls unser Dank gilt
Bei der Darstellung grundlegender Aspekte zur Erfassung und Verarbeitung von Fertigungsdaten (vgl Abschnitt 3) werden sowohl Initial- und wiederholende Messungen als auch die Messung von Daten in Echtzeit beruumlcksichtigt Identifizierte Potenziale der Fertigungsdatenerfassung und -verarbeitung werden anschlieszligend erlaumlutert und anhand von Beispielanwendungen veranschaulicht (Abschnitt 4)
10 Ziel der Kurzstudie und Methodik
Im Rahmen der Interviews sind alle Experten danach ge-fragt worden welche Daten im jeweiligen Unternehmen in der Fertigung bzw welche Daten durch das Produkt ihrer Firma in anderen Unternehmen erfasst werden Eine weite-re Frage adressiert die Nutzung der aufgenommenen Daten und ihre Aufbereitung zu Kennzahlen Anschlieszligend haben die Experten anhand von Beispielen erlaumlutert wie in ihrem Unternehmen die Material- und Energieeffizienz basierend auf der Erfassung und Aufbereitung von Fertigungsdaten gesteigert wird bzw wie ihr Softwareprodukt dazu beitraumlgt Eine weitere Frage zielt auf die persoumlnliche Einschaumltzung der Experten in Bezug auf die Bewertung der groumlszligten Po-tenziale sowie der Herausforderungen fuumlr Unternehmen bei der Umsetzung von Maszlignahmen zur Steigerung der Materi-al- und Energieeffizienz ab
In der kurzen Online-Umfrage sind sechs weitere Exper-ten nach der Datenerfassung im Unternehmen bzgl der benoumltigten Energie und Ressourcen wie Strom Druckluft Kuumlhlschmierstoff und Rohmaterial gefragt worden Weiter-hin gaben die Experten Auskunft in welchen Intervallen die Datenerfassung geschieht und welche Kennzahlen im Unternehmen verwendet werden Eine andere Frage zielt auch hier auf die persoumlnliche Einschaumltzung der Experten bzgl der groumlszligten Potenziale fuumlr die Material- und Energie-effizienz durch die Erfassung und Aufbereitung von Ferti-gungsdaten und die Bewertung dieser Potenziale fuumlr unter-schiedliche Bereiche ab
11 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNG UND ndashVERARBEITUNG
Grundvoraussetzung fuumlr geringen Ausschuss sind faumlhige Produktions- und Pruumlfprozesse Der Produktionsprozess wird oftmals quantitativ mithilfe von Prozessfaumlhigkeitsindi-zes (cp bzw cpK) beurteilt Der Faumlhigkeitsindex cp (nach DIN ISO 3534-211 und ISO 22514-112 ) gibt das Verhaumlltnis der Toleranzfeldbreite (Differenz aus oberer Toleranzgrenze OT und unterer Toleranzgrenze UT) zur Streuung des Produk-tionsprozesses an
Der Index cpK bezieht daruumlber hinaus die Zentrierung des Prozesses im Toleranzfeld mit ein Fuumlr beide Indizes gilt je houmlher der Wert fuumlr cp bzw cpK desto faumlhiger der Prozess Je geringer der Produktionsprozess streut und je besser er zentriert ist desto geringer wird die Ausschussmenge Im Idealfall wird gar kein Ausschuss produziert dh alle her-gestellten Teile liegen innerhalb der oberen und unteren Toleranzgrenze (Abbildung 5 oben links) Sowohl eine zu groszlige Streuung (Abbildung 5 unten links) als auch eine mangelnde Zentrierung des Produktionsprozesses (Abbil-dung 5 oben rechts) koumlnnen zu Ausschuss also zu Teilen auszligerhalb des Toleranzbereichs (schraffierte Flaumlchen in Ab-bildung 5) fuumlhren Eine Kombination aus mangelnder Zent-rierung und zu groszliger Streuung fuumlhrt in der Regel zu einem noch houmlheren Ausschuss (Abbildung 5 Seite 14) Aufgrund der Relevanz fuumlr Ausschuss Material- und Energieeffizi-enz wird die Prozessfaumlhigkeit in der Serienproduktion oft-mals mittels statistischer Prozesskontrolle und Regelkarten uumlberwacht
11 vgl DIN EN ISO 3534-22013-12 12 vgl ISO 22514-12009-10
12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

8 Einfuumlhrung
Alu
miniumpr
eis
[Eur
ot]
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 201310
10 vgl Kurshistorie Aluminium (2014)
9 Ziel der Kurzstudie und Methodik
2 ZIEL DER KURZSTUDIE UND METHODIK
Das Ziel dieser Kurzstudie ist die Identifikation von Potenzi-alen fuumlr eine effizientere Nutzung von Material und Energie in Produktionsprozessen durch den Einsatz von Systemen zur Fertigungsdatenerfassung und -verarbeitung Die Iden-tifikation der Potenziale erfolgt in drei Schritten
bull Grundlage ist eine Literaturrecherche die auch Forschungsansaumltze beruumlcksichtigt
bull Daruumlber hinaus sind drei Experten aus unterschiedlichen Bereichen interviewt worden um einerseits die Ergeb-nisse der Literaturrecherche zu ergaumlnzen und anderer-seits die identifizierten Potenziale anhand von Beispie-len zu veranschaulichen Fuumlr ihre konstruktive Mitarbeit moumlchten wir uns ganz herzlich bei Herrn M Steinhaus (Steinhaus Informationssysteme GmbH) sowie bei Herrn J Heinz (Siemens AG Bereich Condition Monito-ring amp Reliablility) und Herrn Dr S Ihmels (Siemens AG Bereich Energy amp Environmental Services) bedanken
bull Um die Potenziale die auf Basis der Literaturrecher-che und der drei gefuumlhrten Experteninterviews iden-tifiziert wurden auf eine etwas groumlszligere Basis zu stellen ist eine kurze Online-Umfrage durchgefuumlhrt worden An dieser haben sechs weitere Experten aus den Bereichen Produktion Qualitaumltssicherung bzw Energiemanagement aus unterschiedlichen Bran-chen teilgenommen denen ebenfalls unser Dank gilt
Bei der Darstellung grundlegender Aspekte zur Erfassung und Verarbeitung von Fertigungsdaten (vgl Abschnitt 3) werden sowohl Initial- und wiederholende Messungen als auch die Messung von Daten in Echtzeit beruumlcksichtigt Identifizierte Potenziale der Fertigungsdatenerfassung und -verarbeitung werden anschlieszligend erlaumlutert und anhand von Beispielanwendungen veranschaulicht (Abschnitt 4)
10 Ziel der Kurzstudie und Methodik
Im Rahmen der Interviews sind alle Experten danach ge-fragt worden welche Daten im jeweiligen Unternehmen in der Fertigung bzw welche Daten durch das Produkt ihrer Firma in anderen Unternehmen erfasst werden Eine weite-re Frage adressiert die Nutzung der aufgenommenen Daten und ihre Aufbereitung zu Kennzahlen Anschlieszligend haben die Experten anhand von Beispielen erlaumlutert wie in ihrem Unternehmen die Material- und Energieeffizienz basierend auf der Erfassung und Aufbereitung von Fertigungsdaten gesteigert wird bzw wie ihr Softwareprodukt dazu beitraumlgt Eine weitere Frage zielt auf die persoumlnliche Einschaumltzung der Experten in Bezug auf die Bewertung der groumlszligten Po-tenziale sowie der Herausforderungen fuumlr Unternehmen bei der Umsetzung von Maszlignahmen zur Steigerung der Materi-al- und Energieeffizienz ab
In der kurzen Online-Umfrage sind sechs weitere Exper-ten nach der Datenerfassung im Unternehmen bzgl der benoumltigten Energie und Ressourcen wie Strom Druckluft Kuumlhlschmierstoff und Rohmaterial gefragt worden Weiter-hin gaben die Experten Auskunft in welchen Intervallen die Datenerfassung geschieht und welche Kennzahlen im Unternehmen verwendet werden Eine andere Frage zielt auch hier auf die persoumlnliche Einschaumltzung der Experten bzgl der groumlszligten Potenziale fuumlr die Material- und Energie-effizienz durch die Erfassung und Aufbereitung von Ferti-gungsdaten und die Bewertung dieser Potenziale fuumlr unter-schiedliche Bereiche ab
11 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNG UND ndashVERARBEITUNG
Grundvoraussetzung fuumlr geringen Ausschuss sind faumlhige Produktions- und Pruumlfprozesse Der Produktionsprozess wird oftmals quantitativ mithilfe von Prozessfaumlhigkeitsindi-zes (cp bzw cpK) beurteilt Der Faumlhigkeitsindex cp (nach DIN ISO 3534-211 und ISO 22514-112 ) gibt das Verhaumlltnis der Toleranzfeldbreite (Differenz aus oberer Toleranzgrenze OT und unterer Toleranzgrenze UT) zur Streuung des Produk-tionsprozesses an
Der Index cpK bezieht daruumlber hinaus die Zentrierung des Prozesses im Toleranzfeld mit ein Fuumlr beide Indizes gilt je houmlher der Wert fuumlr cp bzw cpK desto faumlhiger der Prozess Je geringer der Produktionsprozess streut und je besser er zentriert ist desto geringer wird die Ausschussmenge Im Idealfall wird gar kein Ausschuss produziert dh alle her-gestellten Teile liegen innerhalb der oberen und unteren Toleranzgrenze (Abbildung 5 oben links) Sowohl eine zu groszlige Streuung (Abbildung 5 unten links) als auch eine mangelnde Zentrierung des Produktionsprozesses (Abbil-dung 5 oben rechts) koumlnnen zu Ausschuss also zu Teilen auszligerhalb des Toleranzbereichs (schraffierte Flaumlchen in Ab-bildung 5) fuumlhren Eine Kombination aus mangelnder Zent-rierung und zu groszliger Streuung fuumlhrt in der Regel zu einem noch houmlheren Ausschuss (Abbildung 5 Seite 14) Aufgrund der Relevanz fuumlr Ausschuss Material- und Energieeffizi-enz wird die Prozessfaumlhigkeit in der Serienproduktion oft-mals mittels statistischer Prozesskontrolle und Regelkarten uumlberwacht
11 vgl DIN EN ISO 3534-22013-12 12 vgl ISO 22514-12009-10
12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

9 Ziel der Kurzstudie und Methodik
2 ZIEL DER KURZSTUDIE UND METHODIK
Das Ziel dieser Kurzstudie ist die Identifikation von Potenzi-alen fuumlr eine effizientere Nutzung von Material und Energie in Produktionsprozessen durch den Einsatz von Systemen zur Fertigungsdatenerfassung und -verarbeitung Die Iden-tifikation der Potenziale erfolgt in drei Schritten
bull Grundlage ist eine Literaturrecherche die auch Forschungsansaumltze beruumlcksichtigt
bull Daruumlber hinaus sind drei Experten aus unterschiedlichen Bereichen interviewt worden um einerseits die Ergeb-nisse der Literaturrecherche zu ergaumlnzen und anderer-seits die identifizierten Potenziale anhand von Beispie-len zu veranschaulichen Fuumlr ihre konstruktive Mitarbeit moumlchten wir uns ganz herzlich bei Herrn M Steinhaus (Steinhaus Informationssysteme GmbH) sowie bei Herrn J Heinz (Siemens AG Bereich Condition Monito-ring amp Reliablility) und Herrn Dr S Ihmels (Siemens AG Bereich Energy amp Environmental Services) bedanken
bull Um die Potenziale die auf Basis der Literaturrecher-che und der drei gefuumlhrten Experteninterviews iden-tifiziert wurden auf eine etwas groumlszligere Basis zu stellen ist eine kurze Online-Umfrage durchgefuumlhrt worden An dieser haben sechs weitere Experten aus den Bereichen Produktion Qualitaumltssicherung bzw Energiemanagement aus unterschiedlichen Bran-chen teilgenommen denen ebenfalls unser Dank gilt
Bei der Darstellung grundlegender Aspekte zur Erfassung und Verarbeitung von Fertigungsdaten (vgl Abschnitt 3) werden sowohl Initial- und wiederholende Messungen als auch die Messung von Daten in Echtzeit beruumlcksichtigt Identifizierte Potenziale der Fertigungsdatenerfassung und -verarbeitung werden anschlieszligend erlaumlutert und anhand von Beispielanwendungen veranschaulicht (Abschnitt 4)
10 Ziel der Kurzstudie und Methodik
Im Rahmen der Interviews sind alle Experten danach ge-fragt worden welche Daten im jeweiligen Unternehmen in der Fertigung bzw welche Daten durch das Produkt ihrer Firma in anderen Unternehmen erfasst werden Eine weite-re Frage adressiert die Nutzung der aufgenommenen Daten und ihre Aufbereitung zu Kennzahlen Anschlieszligend haben die Experten anhand von Beispielen erlaumlutert wie in ihrem Unternehmen die Material- und Energieeffizienz basierend auf der Erfassung und Aufbereitung von Fertigungsdaten gesteigert wird bzw wie ihr Softwareprodukt dazu beitraumlgt Eine weitere Frage zielt auf die persoumlnliche Einschaumltzung der Experten in Bezug auf die Bewertung der groumlszligten Po-tenziale sowie der Herausforderungen fuumlr Unternehmen bei der Umsetzung von Maszlignahmen zur Steigerung der Materi-al- und Energieeffizienz ab
In der kurzen Online-Umfrage sind sechs weitere Exper-ten nach der Datenerfassung im Unternehmen bzgl der benoumltigten Energie und Ressourcen wie Strom Druckluft Kuumlhlschmierstoff und Rohmaterial gefragt worden Weiter-hin gaben die Experten Auskunft in welchen Intervallen die Datenerfassung geschieht und welche Kennzahlen im Unternehmen verwendet werden Eine andere Frage zielt auch hier auf die persoumlnliche Einschaumltzung der Experten bzgl der groumlszligten Potenziale fuumlr die Material- und Energie-effizienz durch die Erfassung und Aufbereitung von Ferti-gungsdaten und die Bewertung dieser Potenziale fuumlr unter-schiedliche Bereiche ab
11 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNG UND ndashVERARBEITUNG
Grundvoraussetzung fuumlr geringen Ausschuss sind faumlhige Produktions- und Pruumlfprozesse Der Produktionsprozess wird oftmals quantitativ mithilfe von Prozessfaumlhigkeitsindi-zes (cp bzw cpK) beurteilt Der Faumlhigkeitsindex cp (nach DIN ISO 3534-211 und ISO 22514-112 ) gibt das Verhaumlltnis der Toleranzfeldbreite (Differenz aus oberer Toleranzgrenze OT und unterer Toleranzgrenze UT) zur Streuung des Produk-tionsprozesses an
Der Index cpK bezieht daruumlber hinaus die Zentrierung des Prozesses im Toleranzfeld mit ein Fuumlr beide Indizes gilt je houmlher der Wert fuumlr cp bzw cpK desto faumlhiger der Prozess Je geringer der Produktionsprozess streut und je besser er zentriert ist desto geringer wird die Ausschussmenge Im Idealfall wird gar kein Ausschuss produziert dh alle her-gestellten Teile liegen innerhalb der oberen und unteren Toleranzgrenze (Abbildung 5 oben links) Sowohl eine zu groszlige Streuung (Abbildung 5 unten links) als auch eine mangelnde Zentrierung des Produktionsprozesses (Abbil-dung 5 oben rechts) koumlnnen zu Ausschuss also zu Teilen auszligerhalb des Toleranzbereichs (schraffierte Flaumlchen in Ab-bildung 5) fuumlhren Eine Kombination aus mangelnder Zent-rierung und zu groszliger Streuung fuumlhrt in der Regel zu einem noch houmlheren Ausschuss (Abbildung 5 Seite 14) Aufgrund der Relevanz fuumlr Ausschuss Material- und Energieeffizi-enz wird die Prozessfaumlhigkeit in der Serienproduktion oft-mals mittels statistischer Prozesskontrolle und Regelkarten uumlberwacht
11 vgl DIN EN ISO 3534-22013-12 12 vgl ISO 22514-12009-10
12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

10 Ziel der Kurzstudie und Methodik
Im Rahmen der Interviews sind alle Experten danach ge-fragt worden welche Daten im jeweiligen Unternehmen in der Fertigung bzw welche Daten durch das Produkt ihrer Firma in anderen Unternehmen erfasst werden Eine weite-re Frage adressiert die Nutzung der aufgenommenen Daten und ihre Aufbereitung zu Kennzahlen Anschlieszligend haben die Experten anhand von Beispielen erlaumlutert wie in ihrem Unternehmen die Material- und Energieeffizienz basierend auf der Erfassung und Aufbereitung von Fertigungsdaten gesteigert wird bzw wie ihr Softwareprodukt dazu beitraumlgt Eine weitere Frage zielt auf die persoumlnliche Einschaumltzung der Experten in Bezug auf die Bewertung der groumlszligten Po-tenziale sowie der Herausforderungen fuumlr Unternehmen bei der Umsetzung von Maszlignahmen zur Steigerung der Materi-al- und Energieeffizienz ab
In der kurzen Online-Umfrage sind sechs weitere Exper-ten nach der Datenerfassung im Unternehmen bzgl der benoumltigten Energie und Ressourcen wie Strom Druckluft Kuumlhlschmierstoff und Rohmaterial gefragt worden Weiter-hin gaben die Experten Auskunft in welchen Intervallen die Datenerfassung geschieht und welche Kennzahlen im Unternehmen verwendet werden Eine andere Frage zielt auch hier auf die persoumlnliche Einschaumltzung der Experten bzgl der groumlszligten Potenziale fuumlr die Material- und Energie-effizienz durch die Erfassung und Aufbereitung von Ferti-gungsdaten und die Bewertung dieser Potenziale fuumlr unter-schiedliche Bereiche ab
11 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNG UND ndashVERARBEITUNG
Grundvoraussetzung fuumlr geringen Ausschuss sind faumlhige Produktions- und Pruumlfprozesse Der Produktionsprozess wird oftmals quantitativ mithilfe von Prozessfaumlhigkeitsindi-zes (cp bzw cpK) beurteilt Der Faumlhigkeitsindex cp (nach DIN ISO 3534-211 und ISO 22514-112 ) gibt das Verhaumlltnis der Toleranzfeldbreite (Differenz aus oberer Toleranzgrenze OT und unterer Toleranzgrenze UT) zur Streuung des Produk-tionsprozesses an
Der Index cpK bezieht daruumlber hinaus die Zentrierung des Prozesses im Toleranzfeld mit ein Fuumlr beide Indizes gilt je houmlher der Wert fuumlr cp bzw cpK desto faumlhiger der Prozess Je geringer der Produktionsprozess streut und je besser er zentriert ist desto geringer wird die Ausschussmenge Im Idealfall wird gar kein Ausschuss produziert dh alle her-gestellten Teile liegen innerhalb der oberen und unteren Toleranzgrenze (Abbildung 5 oben links) Sowohl eine zu groszlige Streuung (Abbildung 5 unten links) als auch eine mangelnde Zentrierung des Produktionsprozesses (Abbil-dung 5 oben rechts) koumlnnen zu Ausschuss also zu Teilen auszligerhalb des Toleranzbereichs (schraffierte Flaumlchen in Ab-bildung 5) fuumlhren Eine Kombination aus mangelnder Zent-rierung und zu groszliger Streuung fuumlhrt in der Regel zu einem noch houmlheren Ausschuss (Abbildung 5 Seite 14) Aufgrund der Relevanz fuumlr Ausschuss Material- und Energieeffizi-enz wird die Prozessfaumlhigkeit in der Serienproduktion oft-mals mittels statistischer Prozesskontrolle und Regelkarten uumlberwacht
11 vgl DIN EN ISO 3534-22013-12 12 vgl ISO 22514-12009-10
12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

11 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNG UND ndashVERARBEITUNG
Grundvoraussetzung fuumlr geringen Ausschuss sind faumlhige Produktions- und Pruumlfprozesse Der Produktionsprozess wird oftmals quantitativ mithilfe von Prozessfaumlhigkeitsindi-zes (cp bzw cpK) beurteilt Der Faumlhigkeitsindex cp (nach DIN ISO 3534-211 und ISO 22514-112 ) gibt das Verhaumlltnis der Toleranzfeldbreite (Differenz aus oberer Toleranzgrenze OT und unterer Toleranzgrenze UT) zur Streuung des Produk-tionsprozesses an
Der Index cpK bezieht daruumlber hinaus die Zentrierung des Prozesses im Toleranzfeld mit ein Fuumlr beide Indizes gilt je houmlher der Wert fuumlr cp bzw cpK desto faumlhiger der Prozess Je geringer der Produktionsprozess streut und je besser er zentriert ist desto geringer wird die Ausschussmenge Im Idealfall wird gar kein Ausschuss produziert dh alle her-gestellten Teile liegen innerhalb der oberen und unteren Toleranzgrenze (Abbildung 5 oben links) Sowohl eine zu groszlige Streuung (Abbildung 5 unten links) als auch eine mangelnde Zentrierung des Produktionsprozesses (Abbil-dung 5 oben rechts) koumlnnen zu Ausschuss also zu Teilen auszligerhalb des Toleranzbereichs (schraffierte Flaumlchen in Ab-bildung 5) fuumlhren Eine Kombination aus mangelnder Zent-rierung und zu groszliger Streuung fuumlhrt in der Regel zu einem noch houmlheren Ausschuss (Abbildung 5 Seite 14) Aufgrund der Relevanz fuumlr Ausschuss Material- und Energieeffizi-enz wird die Prozessfaumlhigkeit in der Serienproduktion oft-mals mittels statistischer Prozesskontrolle und Regelkarten uumlberwacht
11 vgl DIN EN ISO 3534-22013-12 12 vgl ISO 22514-12009-10
12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

12 Grundlegendes zu Fertigungsdatenerfassung und -verarbeitung
UT UT
UT UT
MW MW
MW MW
OT OT
OT OT
f(x) f(x)
f(x) f(x)
x x
x x
Abbildung 5 Schematische Darstellung eines normal-verteilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile (schraffierte Flaumlchen) ndash ol faumlhiger Prozess or Prozess mit verschobenem Mittel-wert ul zentrierter Prozess mit zu groszliger Streuung ur zu groszlige Streuung und mangelnde Zentrierung des Prozesses
Um die Faumlhigkeit des Produktionsprozesses zuverlaumlssig be-urteilen zu koumlnnen und somit auch eine zuverlaumlssige Aussa-ge uumlber den zu erwartenden Ausschusses treffen zu koumlnnen sind faumlhige Pruumlfprozesse notwendig Die z B durch Pro-bennahme beobachtete Prozessstreuung eines Produktions-prozesses ist immer eine Uumlberlagerung der Streuung des Produktionsprozesses und der Unsicherheit des verwende-ten Pruumlfmittels Ein faumlhiger Pruumlfprozess bedeutet dass das eingesetzte Pruumlfmittel geeignet ist unter den herrschenden Randbedingungen das Pruumlfmerkmal hinreichend gut zu er-fassen Kennwerte die die Eignung des Pruumlfprozesses be-schreiben variieren je nach Norm (z B ISO 22514-713 ) oder Richtlinie (z B MSA14 oder VDA Band 515 ) auf deren Basis der Eignungsnachweis des Pruumlfprozesses erfolgt
13 vgl ISO 22514-72010-12 14 vgl AIAG (2010) 15 vgl VDA (2010)
13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

13 Integrationsgrad der Messtechnik
Neben Normen und Richtlinien zu Bewertung von Produk-tions- und Pruumlfprozessen gibt es auch immer mehr Normen die direkt ndash auch im Rahmen von Umweltmanagementsys-temen ndashMaterial- und Energieeffizienzaspekte adressieren Neben der DIN EN ISO 14031 einer Leitlinie zur Umwelt-leistungsbewertung von Unternehmen adressieren andere Normen wie DIN EN ISO 14040 und 14044 speziell die Erstellung von Oumlkobilanzen Um diese Normen weiter zu spezifizieren hat die Europaumlische Kommission das bdquoInter-national Reference Life Cycle Data System (ILCD) Hand-bookldquo herausgebracht welches im JRC Reference Report von 2012 zusammengefasst ist Auch wenn Oumlkobilanzen bzw das bdquoLife Cycle Assessmentldquo den gesamten Lebensweg eines Produkts betrachten ndash von der Entstehung uumlber die Nutzung bis hin zur Entsorgung ndash koumlnnen Daten aus der Fertigung zur Erstellung von Oumlkobilanzen beitragen und damit helfen Produkte ressourceneffizienter zu gestalten
31 INTEGRATIONSGRAD DER MESSTECHNIK INITIAL- WIEDERHOLENDE UND ECHTZEITMESSUNG
Waumlhrend der Fertigung eines Produkts wird in vielen Fir-men heute bereits eine groszlige Menge an Daten aufgenom-men Eine konsequente Aufbereitung und Nutzung dieser Daten ist aber oftmals nicht sichergestellt In einer Umfrage des Werkzeugmaschinenlabors WZL der RWTH Aachen von 2011 gaben 60 der Befragten an dass die Datennutzung im Unternehmen zu niedrig sei und dass das aus Pruumlfpro-zessen gewonnene Wissen nicht ausreichend in andere Be-reiche ruumlckgekoppelt werde16
Eine bewaumlhrte Methode Daten zu buumlndeln und zu verknuumlp-fen ist das Bilden von Kennzahlen Diese sind fuumlr Maszlignah-men zur Steigerung des Nutzungs- und Leistungsgrades von Maschinen und Anlagen (Abschnitte 41 und 42) oft unabdingbar Werden aufgenommene Daten zu Kennzah-len verarbeitet (vgl Abschnitt 43) und als Entscheidungs-grundlage genutzt bildet die Zuverlaumlssigkeit dieser Daten
16 vgl Schmitt R Lose J (2011)
14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

14 Integrationsgrad der Messtechnik
einen entscheidenden Faktor den es zu beruumlcksichtigen gilt
Generell ist jedes Datum mit einer Unsicherheit behaf-tet Wie groszlig diese ist haumlngt maszliggeblich vom Pruumlf- bzw Messprozess ab Erst durch explizite Betrachtung und Aus-weisung der Unsicherheiten werden die Daten zu nutzba-ren Informationen Mit zunehmendem Integrationsgrad in die Produktion steigen die Stoumlreinfluumlsse auf den Pruumlfpro-zess an Somit nimmt auch die Unsicherheit in der Regel zu die Reaktionsdauer bei auftretenden Fehlern nimmt hinge-gen mit steigendem Integrationsgrad ab (vgl Abbildung 6)17
Sind Daten in Echtzeit bzw Onlinedaten notwendig um z B einen Fertigungsprozess zu regeln muumlssen die Stouml-reinfluumlsse auf den Messprozess in jedem Fall analysiert werden Auszligerdem wird oftmals bei der Qualitaumltskontrolle von den Kunden ein Eignungsnachweis gefordert der be-legt dass das eingesetzte Pruumlfsystem unter den gegebenen Randbedingungen hinreichend gut geeignet ist und die An-forderungen erfuumlllt
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reak-tionszeit 18
17 vgl Damm B Schmitt R Rehbein A Volk R Warrikhoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R (2010) 18 vgl ebd
15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

15 Integrationsgrad der Messtechnik
Im Folgenden wird zwischen Initialmessungen wiederho-lenden Messungen und Messungen in Echtzeit unterschie-den Unter Initialmessungen werden Messungen verstan-den die einmalig durchgefuumlhrt werden zu Beginn einer Produktion oder aufgrund eines Ausloumlsers Ausloumlser fuumlr eine Messung koumlnnen beispielsweise eine Verschlechterung der Qualitaumlt oder gestiegene Kosten sein Durch die Messung besteht im Anschluss die Moumlglichkeit zur Optimierung der Maschinen und zur Sensibilisierung der Mitarbeiter fuumlr den Produktionsprozess Eine Initialmessung kann z B die Er-mittlung des Energieverbrauchs im Standby-Modus einer Maschine sein Die Voraussetzung fuumlr sinnvolle Initialmes-sungen besteht darin dass sich die gemessene Groumlszlige nicht mit der Zeit veraumlndert bzw eine solche Aumlnderung vernach-laumlssigbar klein ist Wiederholende Messungen werden z B fuumlr die Kalibrierung von Maschinen und die Erfassung des Komponentenzustands eingesetzt Aufgrund aumluszligerer Ein-fluumlsse und Verschleiszlig kann sich der Zustand der Anlage mit der Zeit veraumlndern Dies geschieht aber in der Regel nicht so schnell dass eine staumlndige Uumlberwachung notwendig ist
Messungen in Echtzeit sind dadurch gekennzeichnet dass sie in der Regel in deutlich kuumlrzeren Abstaumlnden durchge-fuumlhrt werden als die wiederholende Messung Auszligerdem sind sie oftmals staumlrker in den Fertigungsprozess integriert sodass es sich ndash je nach Anforderung der Anwendung ndash um In-Prozess- Post-Prozess- oder Inline-Messungen handelt Neben externen Sensoren sind auch die Maschinen- bzw Anlagensteuerung wichtige Lieferanten fuumlr Daten in Echt-zeit Die Aufnahme und Verarbeitung von Daten in Echtzeit ist begrifflich an die Definition der Echtzeit (oder im Engli-schen real-time) geknuumlpft Nach ISOIEC TR 1801519 bezieht sich bdquoweicheldquo Echtzeit auf ein System in dem die durch-schnittliche Leistung und der Durchlauf bestimmte Ziele erfuumlllen muumlssen aber noch eine Variation der Leistung ein-zelner Operationen zugelassen ist bdquoHarteldquo Echtzeit bedeu-tet nach ISOIEC TR 18015 dass jede Operation bestimmte zeitliche Limitationen erfuumlllen muss Die Kernaspekte sind
19 vgl ISOIEC TR 180152006-09
16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

16 Integrationsgrad der Messtechnik
dabei die Erfuumlllung bestimmter definierter Ziele welche ab-haumlngig von der Anwendung sind bzw die fest vorgegebene Zeitspanne zur Erfassung der Daten
Onlinemessungen sind begrifflich als kontinuierliche und wiederholende Messungen mit hoher Messrate waumlhrend des Prozesses zu verstehen welche allerdings keine expli-ziten Anforderungen bezuumlglich der Echtzeitfaumlhigkeit be-ruumlcksichtigen Ein einfaches Beispiel fuumlr weiche Echtzeit-anforderungen sind Geschaumlftsprozesse bei denen Fristen gesetzt sind aber sich eine Verspaumltung nur wertmindernd auswirkt die Prozesse dadurch aber ihren Wert nicht komplett verlieren Anders verhaumllt es sich beispielsweise mit technischen Steuerungs- und Regelungsaufgaben wel-che sehr nah am physischen Fertigungsprozess sind Dort ist das strikte Einhalten spezieller Takte Grundlage fuumlr den einwandfreien Fertigungsprozess
Im Allgemeinen wird in diesem Zusammenhang angenom-men dass Signale auszligerhalb der Taktung wertlos sind Ver-allgemeinert kann die Faustregel aufgestellt werden Je pro-zessnaumlher eine Datenerfassung und -verarbeitung erfolgt desto strikter sind die Echtzeitanforderungen einzuhalten um schnelle Aumlnderungen im Produktionsprozess zu erken-nen Zusaumltzlich muss dem Messsystem eine permanente Datenverarbeitung uumlbergeordnet sein sodass Aumlnderungen direkt interpretiert werden koumlnnen
Der Nutzen einer Messung in Echtzeit besteht in der na-hezu luumlckenlosen Prozesserfassung die mit heutigen EDV-Systemen die Erfassung einer umfassenden Historie des Produktionsprozesses ermoumlglicht Neben der betriebswirt-schaftlich interessanten Auswertung der Historie mittels statistischer Werkzeuge besteht die technische Moumlglichkeit des Einsatzes von Planungs- Regelungs- und Steuerungs-technik zur Verbesserung der Fertigungsqualitaumlt20
20 vgl Aachener Werkzeugmaschinen-Kolloquium (2014)
17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

17 Integrationsgrad der Messtechnik
Die Datenerfassung ist bei einigen Maschinen oder Appa-raten durch entsprechende Messtechnik bereits fuumlr Steue-rungs- und Regelungsaufgaben integriert Ist das nicht der Fall oder kann auf diese Messtechnik nicht von auszligen zu-gegriffen werden ist der Einsatz externer Messtechnik un-erlaumlsslich Die Anwendung externer Messtechnik zur Auf-nahme von Prozessparametern online bzw in Echtzeit ist immer individuell an den Prozess anzupassen Daher ist es schwierig allgemeinguumlltige Aussagen zu treffen
Gemeinsam ist solchen Anwendungen jedoch dass die re-levanten Prozessparameter zunaumlchst identifiziert werden muumlssen bevor eine Sensorauswahl und die Entscheidung bzgl der Positionierung der Sensoren getroffen werden koumlnnen Werden bereits Prozessdaten aufgenommen koumln-nen diese hinsichtlich ihres Einflusses auf die Prozessqua-litaumlt analysiert werden Ist dies noch nicht der Fall kann die Identifizierung relevanter Prozessparameter auf Basis des Vorwissens der Mitarbeiter auf Grundlage von Lite-raturangaben oder von Vorversuchen erfolgen Fuumlr einen Schleifprozess koumlnnen z B Kraft und Geraumluschemission re-levante Parameter sein Bei der Sensorauswahl werden zu-naumlchst die Randbedingungen festgelegt und verschiedene Sensorkonzepte analysiert Die Auswahl erfolgt basierend auf technischen und wirtschaftlichen Aspekten Fuumlr die sys-tematische Auswahl eines geeigneten Messsystems kann z B die IDENT-Systematik hilfreich sein (Abbildung 7) wie von SCHMITT am Beispiel der optischen Pruumlfung von Lan-deklappen aufgezeigt wird21
21 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007)
1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

1 Analyse des
Einsatzzweckes und der
Pruumlfmerkmale
3 Logistik-konzept unter
messtechnischen Gesichtspunkten
5 Wirtschaft-lichkeits-
betrachtung und Investi-tionsrechnung
7
Validierungs-phase
(Controlling)
2 Analyse der
4 Technische
6 Implementierung
8 Methodische
Randbe- Messmittel- der Unterstuumltzung dingungen auswahl Messtechnik von Schulungs-
maszlignahmen
18 Integrationsgrad der Messtechnik
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik22
Der Einsatz von Messtechnik zur Aufnahme von Prozesspa-rametern kann einerseits zur Prozessregelung verwendet werden andererseits kann er auch mittel- bis langfristig zu einem besseren Prozessverstaumlndnis fuumlhren Darauf basie-rend koumlnnen unter anderem Folgeprozesse schneller und besser eingerichtet werden was gerade in der Anlaufpha-se zu geringerem Ausschuss und somit zu einem niedri-geren Material- und Energieverbrauch fuumlhren kann In den Bereichen Null-Fehler-Produktion und Anlaufmanagement werden aktuell zahlreiche Forschungsprojekte gefoumlrdert sowohl von deutscher als auch von europaumlischer Seite23 so-dass in Zukunft weitere Erkenntnisse in diesen Bereichen zu erwarten sind
22 vgl Schmitt R Dietrich B Lolling A Zapf C Chaineux D (2007) 23 vgl Zero-Defect manufacturing Clustering amp Networking Initiative (2011)
19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

19 Softwaresysteme zur Produktionsunterstuumltzung
32 SOFTWARESYSTEME ZUR PRODUKTIONSUNTER-STUumlTZUNG
Die Speicherung und sinnvolle Aufbereitung von Daten ge-winnt im Zuge der zunehmenden Digitalisierung und Ver-netzung der Produktion immer mehr an Bedeutung Daher steht einem Unternehmen auch eine Fuumllle an Softwarelouml-sungen zur Verfuumlgung die sich auf unterschiedliche Auf-gaben und Bereiche im Unternehmen beziehen (vgl Abbil-dung 8) Hauptaufgaben dieser Systeme sind die Planung (des Produkts des Produktionsprozesses der Produktion) einerseits und die Uumlberwachung bzw Qualitaumltssicherung andererseits Unterschieden werden unter anderem Maschi-nendatenerfassungssysteme (MDE) und Betriebsdatener-fassungssysteme (BDE) als Funktionen von Manufacturing Execution Systems (MES) sowie auf uumlbergeordneter Ebene Enterprise Resource Planning Systeme (ERP) Bei der Pro-duktentwicklung unterstuumltzt daruumlber hinaus Computer-aided Design Software (CAD) und bei der Planung des Fertigungs-prozesses Computer-aided Manufacturing Software (CAM)
PRODUKT-PLANUNG
PROZESS-PLANUNG FERTIGUNG PRUumlFUNG
COMPUTER-AIDED DESIGN
SOFTWARE
COMPUTER-AIDED MANUFACTURING
SOFTWARE
MANUFACTUR-ING EXECUTION
SYSTEMS
MASCHINENDATEN-ERFASSUNGS-
SYSTEME
BETRIEBSDATEN-ERFASSUNGS-
SYSTEME
MANUFACTUR-ING EXECUTION
SYSTEMS
MESS-SOFTWARE
COMPUTER-AIDED QUALITY SOFTWARE
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

20 Softwaresysteme zur Produktionsunterstuumltzung
Computer-aided Quality (CAQ) Software kann die ge-samte Prozesskette ndash von der Planung des Produkts bis hin zur Endkontrolle ndash unterstuumltzen Einige zentrale Funktionen dieser Softwareprodukte und ihre moumlglichen Schnittstellen sind im Folgenden kurz beschrieben
MDE-Systeme erfassen wesentliche Maschinendaten und koumlnnen in der Regel auch auf die Maschinensteuerung zugreifen Zu den erfassten Daten gehoumlren unter ande-rem der Maschinenzustand (Hauptzeit Nebenzeit und In-standhaltung) die Auslastung und der Energieverbrauch der Maschine Neben den Daten der Maschine beinhalten BDE-Systeme auch Prozessdaten und Auftragsdaten wie z B Informationen zu Chargen- und Seriennummern so-wie Fertigungszahlen (Gutteile Ausschuss Nacharbeit) Fuumlr das Management der Produktion koumlnnen MES einge-setzt werden Sie ermoumlglichen bzw unterstuumltzen die Pro-duktionssteuerung und die Produktionsplanung und koumlnnen uumlber eine Schnittstelle direkt mit ERP-Systemen gekoppelt werden welche gerade bei groszligen Unternehmen zur Unter-nehmenslenkung eingesetzt werden MES beinhalten neben den Maschinen- und Betriebsdaten auch Qualitaumltsdaten und Personalzeitdaten Produktdaten logistische Daten sowie Fertigungsdaten Feinplanungsdaten und Leistungsdaten24
Aufgrund der Verknuumlpfung von MDE BDE und MES bieten eine ganze Reihe Unternehmen diese Produkte aus einer Hand an Um MES bis zu einem gewissen Grad zu stan-dardisieren und die Auswertungen vergleichbar zu machen hat der Verband Deutscher Maschinen- und Anlagenbau eV die Richtlinie VDMA 66412-125 erarbeitet in der von MES gebildete Kennzahlen standardisiert werden
Ein weiteres Softwaresystem das fuumlr die Planung des ei-gentlichen Fertigungsprozesses zum Einsatz kommen kann ist das CAM-System Basierend auf den CAD-Daten eines Bauteils erfolgt dabei die Bahnplanung der Maschine am
24 vgl VDMA (2009) 25 vgl VDMA (2009)
21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

21 Softwaresysteme zur Produktionsunterstuumltzung
Computer Dies ermoumlglicht auch die Simulation des Materi-alabtrags basierend auf Modellen der Roh- und Fertigteile sodass schon im Vorfeld der Teilefertigung der Materialver-brauch am Computer bestimmt werden kann Softwaresys-teme die gerade im deutschsprachigen Raum sehr verbrei-tet sind sind Computer-aided Quality (CAQ) Management Systeme Ein CAQ-System ist modular aufgebaut und greift auf unterschiedliche Datenbanken und Systeme zu wie z B CAD MES und ERP-Systeme
22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

22 Nutzungspotenziale von Fertigungsdaten
4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATEN FUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTE PRODUKTION
Zu den Daten die staumlndig in der Fertigung anfallen gehouml-ren u a Maschinen- Prozess- Produkt- und Auftragsdaten Datenquellen sind neben der Maschinensteuerung weitere Sensoren und Zaumlhler sowie Systeme der Auftragsdatener-fassung Die Nutzung der Daten fuumlr die Gestaltung materi-al- und energieeffizienter Prozesse ist moumlglich wenn diese nicht nur entsprechend gespeichert sondern auch mitein-ander verknuumlpft werden
Die groumlszligten anhand der beschriebenen Vorgehensweise (vgl Abschnitt 2) identifizierten Material- und Energieeffi-zienzpotenziale durch den Einsatz von Fertigungsdatener-fassung und ndashverarbeitung liegen in
bull der Steigerung des Nutzungsgrades z B durch die bedarfs-gerechte Instandhaltung und Identifikation von Engpaumlssen
bull der Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull der Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
Daraus resultieren auch die wichtigsten Handlungsfelder fuumlr Unternehmen um ihre Produktion material- und ener-gieeffizienter zu gestalten Wichtig fuumlr alle Handlungsfel-der ist die umfassende und systematische Aufbereitung von Fertigungsdaten welche heute ohne entsprechende Softwaresysteme (Abschnitt 32) undenkbar ist Dieses be-gruumlndet sich in der stetig steigenden Menge anfallender Da-ten aufgrund der sich erhoumlhenden Vernetzung der Produk-tion ua ausgeloumlst durch die zunehmende Verbreitung von
23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

23 Steigerung des Nutzungsgrades
cyber-physischen Systemen26 (CPS) So ist es heutzutage moumlglich jede Sekunde mehrere Hunderttausend Messstel-len zu erfassen und die Daten uumlber Jahre z B in skalierba-ren virtuellen Speichersystemen (Cloud-Systeme) hinweg zu speichern Dies schafft die Grundlage fuumlr umfassende Daten-analysen Jede dabei ermittelte Kennzahl kann allerdings nur so gut sein wie die zugrunde liegende Datenbasis weshalb diese unabdingbar umfassend und valide sein muss Nur so koumlnnen zuverlaumlssige Kennzahlen ermittelt und daraus auch zuverlaumlssige Entscheidungen abgeleitet werden
41 STEIGERUNG DES NUTZUNGSGRADES
Allgemein wird unter dem Nutzungsgrad der Quotient aus dem erreichten Wert einer Groumlszlige und dem maximal moumlg-lichen Wert verstanden Nach VDMA 66412-1 beschreibt der Nutzungsgrad fuumlr Werkzeugmaschinen und Anlagen den Quotienten aus Hauptnutzungszeit (der Zeit in der die Maschine produziert) und Belegungszeit (der Zeit in der die Produktionseinheit fuumlr die Ausfuumlhrung eines Auftrags belegt wird) Eine Moumlglichkeit zur Steigerung des Nut-zungsgrades von Produktionsmaschinen und -anlagen liegt in der Reduzierung von Stoumlrungen durch die Verbesserung des Fertigungsprozesses Diese basiert auf dem Condition Monitoring einer Aufnahme und Aufbereitung von Ferti-gungsdaten welche hilft ein besseres Prozessverstaumlndnis zu schaffen und eine bedarfsgerechte Instandhaltung er-moumlglicht
In einem Beispiel zur Steigerung des Nutzungsgrades durch die kontinuierliche Verbesserung der Fertigung wird der Abfuumlllprozess von Flaschen in einer Brauerei betrach-tet In Flaschenabfuumllllinien werden vor und nach dem Fuumlller Staustrecken eingebaut um Kurzstopps von Anlagenteilen zu kompensieren Kurzstopps sind stoumlrungsbedingte Un-terbrechungen von weniger als fuumlnf Minuten welche nur
26 Ein cyber-physisches System ist ein System das reale (physische) Objekte und Prozesse mit informationsverarbeitenden (virtuellen) Objekten und Prozessen uumlber offene teilweise globale und jederzeit miteinander verbundene Informationsnetze verknuumlpft (laut Definition der VDI Fachausschuumlsse 720 und 721)
24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

24 Steigerung des Nutzungsgrades
schwer vom betrieblichen Personal erfasst werden koumln-nen Durch den Einsatz von Messungen in Echtzeit koumlnnen wiederkehrende Stoumlrungen analysiert und um mehr als 10 reduziert werden27 Dies fuumlhrt zu einem besseren Nut-zungsgrad der Anlage und zur Steigerung der Gesamtanla-geneffizienz (OEE)
Erfasste Maschinen- und Anlagendaten koumlnnen auszliger-dem herangezogen werden um die Notwendigkeit des Austauschs einzelner Komponenten oder der Wartung zu prognostizieren Voraussetzung ist die Erfassung von Messwerten die einen Ruumlckschluss auf den Zustand einer Komponente bzw Maschine oder Anlage zulassen Die da-fuumlr herangezogenen Daten sind vielfaumlltig Sie koumlnnen von der Laufzeitmessung einer Komponente uumlber die Erfas-sung von Schaltanzahlen bis hin zur Registrierung von Stouml-rungen und der Analyse verschiedener Prozessparameter in Kombination reichen Hinweis auf den Ausfall einer Ma-schine kann die Dauer eines kritischen Maschinenzustands sein Wird z B ein kritischer Temperaturbereich erreicht und uumlber eine bestimmte Zeit nicht wieder verlassen kann dies auf die Schaumldigung der entsprechenden Maschine bzw einzelner Komponenten der Maschine hinweisen Auch die Haumlufigkeit auftretender Stoumlrungen kann ein Hinweis auf die Notwendigkeit einer Wartung bzw das Auswechseln einzelner Teile sein
Das generelle Potenzial zur Einsparung von Material und Energie durch die fruumlhzeitige Erkennung von Maschinen- bzw Anlagenzustaumlnden auszligerhalb des optimierten Be-reichs wird von den Experten die an der Online-Umfrage teilgenommen haben unterschiedlich bewertet Die Ener-gie- und Materialeffizienzpotenziale werden von ihnen zum Teil als hoch bis sehr hoch eingeschaumltzt zum Teil aber auch nur als mittelmaumlszligig Wie groszlig das Potenzial im Einzelfall ist haumlngt vom Fertigungsprozess ab und ist vom Unternehmen zu bewerten
27 vgl Steinhaus H Hofmann L (2010a)
25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

25 Steigerung des Nutzungsgrades
Die Zustandsuumlberwachung der Maschinenkomponenten ist eine wichtige Anwendung von wiederholenden Messungen oder Messungen in Echtzeit Ein Betreiben bis zum Aus-fall der Komponenten ist fuumlr produzierende Unternehmen in der Regel nicht effizient da Schaumlden zu unvorhergese-henen und zeitintensiven Instandsetzungen fuumlhren was zwangslaumlufig mit einem Produktionsausfall verbunden ist Fehlerhafte Komponenten fuumlhren oft wegen einer Nichtein-haltung der Spezifikationsgrenzen zu schlechter bis man-gelhafter Qualitaumlt Am Beispiel von Werkzeugmaschinen sind die Hauptausfallgruppen identifiziert worden28 Deut-lich zu erkennen ist dass in mehr als 50 Prozent der Faumllle ein Ausfall der Maschine auf einen Ausfall der Achsen und des Werkzeugsystems zuruumlckzufuumlhren ist (Abbildung 9)
ELEKTRONIK 23
FLUIDIK 13
ACHSEN 38
WERK-ZEUG-
SYSTEM 26
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeug-maschinen29
Eine Methode dem Ausfall der Werkzeugmaschine entge-genzuwirken ist das Austauschen der Komponenten in fest-gelegten Intervallen ohne merklichen Grund Die Intervalle
28 vgl Stockinger M (2011) 29 vgl ebd
26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

26 Steigerung des Leistungsgrades
basieren dabei auf Ausfallstatistiken und Erfahrung des Be-treibers oder Herstellers Das vorzeitige Austauschen ist al-lerdings mit zwei Nachteilen verbunden Zum einen sind die Austauschintervalle zwangslaumlufig deutlich zu kurz gewaumlhlt da anderenfalls die Wahrscheinlichkeit eines vorzeitigen Versagens hoch ist Zum anderen ist nach einem Austausch die Versagenswahrscheinlichkeit aufgrund von Monta-gefehlern houmlher Bestenfalls wird eine Komponente daher erst kurz vor dem Versagen ausgetauscht Eine Datener-fassung in Echtzeit ermoumlglicht dabei die Uumlberwachung von Komponenten so dass Ruumlckschluumlsse uumlber den Zustand und somit uumlber die Ausfallwahrscheinlichkeit gezogen werden koumlnnen30 Bei mechanischen Bauteilen koumlnnen so Material-ermuumldungen durch Schwingungen des Gesamtaufbaus re-gistriert und durch eine permanente Datenerfassung visua-lisiert werden Die auftretenden Schwingungen resultieren aus kleinsten Fehlern welche die Maschine zum Schwin-gen anregen Mittels geeigneter Messsysteme koumlnnen diese Schwingungen gemessen werden auf den aktuellen Kom-ponentenzustand geschlossen werden kann31
Ein weiteres Beispiel fuumlr die Erfassung eines Komponen-tenzustands basierend auf Prozessparametern ist der Ver-schmutzungsgrad eines Filters der aus der Differenz der Druumlcke vor und hinter dem entsprechenden Filter ermittelt werden kann Daraus kann die Notwendigkeit der Filterrei-nigung oder alternativ des Filteraustauschs abgeleitet und in den Betriebsablauf eingeplant werden Die bedarfsge-rechte Instandhaltung ist daher ein wichtiger Aspekt der zur Steigerung des Nutzungsgrades beitragen kann da Standzeiten fuumlr die Wartung gezielt eingeplant und Ausfall-zeiten reduziert werden koumlnnen
Generell koumlnnen beliebige Groumlszligen in der Fertigung uumlber-wacht werden In der Praxis bietet sich hier die Moumlglichkeit Standardgroumlszligen wie Temperatur Schwingung Ist-Position Geschwindigkeit und Beschleunigung Dehnung sowie
30 vgl Kolerus J Wassermann J (2008) 31 vgl ebd
27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

27 Steigerung des Leistungsgrades
Druck zu messen und in die Historie des Prozesses einzufuuml-gen Durch diese Messungen ist es moumlglich nicht nur Feh-ler fruumlhzeitig zu erkennen sondern auch den Material- und Energieverbrauch systematisch zu dokumentieren
Ein weiteres Beispiel fuumlr die Steigerung des Nutzungsgrades einer Produktionsanlage ist die Anwendung eines externen Referenzsystems zur Regelung von Robotern Mittels exter-ner Messtechnik welche Daten online zur Verfuumlgung stellt koumlnnen aufwendige Teaching-Prozeduren deutlich verkuumlrzt bzw eliminiert werden Dies kann insbesondere bei Groszlig-bauteilen nicht nur die Prozesszeit verkuumlrzen sondern auch Material einsparen wenn durch die geregelte Interaktion von Robotern auf aufwendige produktspezifische Haltevor-richtungen verzichtet werden kann Auch wenn dieses The-ma weiterhin Inhalt der Forschung ist finden sich bereits Anwendungen in der Industrie So verwendet die Firma FFT Produktionssysteme GmbH amp Co KG beispielsweise Laser-tracker fuumlr die roboterbasierte Stringerintegration in der Flugzeugmontage32
42 STEIGERUNG DES LEISTUNGSGRADES
Der Leistungsgrad ist allgemein das Verhaumlltnis aus der tatsaumlchlich erbrachten Leistung zur Normalleistung bzw zur geplanten Leistung Der Leistungsgrad von Maschinen und Anlagen bzgl der Material- und Energieeffizienz kann durch verschiedene Maszlignahmen gesteigert werden Dazu gehoumlren die Implementierung von Standby-Mechanismen der gesamten Maschine bzw einzelner Komponenten die Identifikation groszliger Verbraucher und die Verbesserung der Produktionsplanung durch die Verknuumlpfung von Auf-tragsdaten mit Prozess- und Anlagendaten Eine weitere Moumlglichkeit besteht bezogen auf die Werkzeugmaschine in der Verbesserung des Teillastverhaltens und in der Stei-gerung des Wirkungsgrads von Antrieben
32 vgl Schmitt R Boumlttcher C Huumlttemann G Janszligen M Kartarius B Lewerenz T Ottong A Peterek M Wehn M Wurl S (2014)
28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

28 Steigerung des Leistungsgrades
Ein Beispiel zur Steigerung des Leistungsgrades basiert auf der initialen Messung des Stromverbrauchs von Maschinen im Standby-Modus Waumlhrend der Betriebsferien bleiben die Maschinen laumlngere Zeit ungenutzt was zu nicht un-erheblichen Kosten fuumlhren kann Mit Hilfe von Leistungs-messungen kann ein Standby-Verbrauch ermittelt und eine Vergleichsrechnung durchgefuumlhrt werden Aufgrund dieser Vergleichsrechnung kann objektiv entschieden werden ob es guumlnstiger ist die Maschine im Standby-Modus zu lassen oder sie komplett auszuschalten Ein Ausschalten hat den Nachteil dass einige Maschinen eine gewisse Zeit brau-chen um wieder in den gewuumlnschten Betriebszustand zu gelangen Bis der Betriebszustand erreicht ist verstreicht somit wertvolle Zeit welche nicht produktiv genutzt wer-den kann Zu evaluieren ist nun ob es besser ist wenige Mitarbeiter fruumlher aus dem Urlaub zuruumlckzuholen um die Maschinen wieder anzufahren als die Maschinen durchge-hend im Betriebszustand zulassen
Neben dem kompletten Abschalten einer Maschine besteht ein hohes Potenzial durch die Identifikation groszliger Ver-braucher und die darauf aufbauende gezielte Verbesserung der technischen Systeme bzw die gezielte Abschaltung die-ser (Sub-)Systeme Fuumlr die notwendige Datenerfassung und Auswertung der Anlagendaten bieten mehrere Dienstleister ein umfangreiches Energie- und Betriebsstoffmanagement an Durch das Siemens eigene bdquoEnergy Analyticsldquo konnte zB eine Energieeinsparung im Werk Amberg von 200 MWh waumlhrend der Weihnachtszeit (10 Tage) erzielt wer-den33 Dies wurde dadurch erreicht dass auf Basis trans-parenter Informationen unnoumltiger Stromverbrauch identifi-ziert und verhindert werden konnte Durch die ergriffenen Maszlignahmen wurde der Stromverbrauch deutlich unter die Grundlast an produktionsfreien Wochenenden gesenkt
Ein anderes Beispiel fuumlr die Steigerung des Leistungsgra-des einer Anlage ist die Identifikation groszliger Verbraucher in Form von Leckagen in Druckluftsystemen Druckluft-
33 vgl Ihmels S (2013)
29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

29 Steigerung des Leistungsgrades
systeme sind in Deutschland fuumlr ca 7 des industriellen Energiebedarfs verantwortlich34 Durch gezielte Messungen koumlnnen Leitungen Kupplungen und Ventile uumlberpruumlft wer-den Nach Studien des Fraunhofer Instituts fuumlr System- und Innovationsforschung ISI besteht in diesem Zusammen-hang ein Optimierungspotenzial des Stromverbrauchs von bis zu 30 35
Ein weiteres Beispiel zur Reduzierung groszliger Verbraucher ist die Einsparung von 100000 Liter fluumlssigem Stickstoff pro Jahr fuumlr eine Loumltanlage36 im Siemens Elektronikwerk in Amberg Auf Basis der aufgenommenen Daten der Ferti-gung konnte ein unnoumltiger Stickstoffverbrauch der Anlage in produktionsfreien Zeiten identifiziert werden welcher durch einfache betriebliche Maszlignahmen unterbunden wer-den konnte
Der Energieverbrauch von Werkzeugmaschinen kann ba-sierend auf Initial- und wiederholenden Messungen in Form von Stichproben verringert und somit ihr Leistungs-grad gesteigert werden Im EWOTeK Projekt das zwischen 2009 und 2012 vom Bundesministerium fuumlr Bildung und Forschung (BMBF) gefoumlrdert wurde ist dieser Energiever-brauch von Werkzeugmaschinen systematisch untersucht worden37 Bei der Darstellung des dort gemessenen Energie-verbrauchs (vgl Abbildung 10) faumlllt auf dass die vier Kom-ponenten Kuumlhlschmiermittel-Versorgung Aufbereitung des Kuumlhlschmiermittels Kuumlhlung und Hydraulik zusammen bereits mehr als 75 des Gesamtenergieverbrauchs aus-machen In der Optimierung dieser vier Komponenten liegt somit auch das groumlszligte Potenzial zur Verbesserung der Ener-gieeffizienz
34 vgl Heyde S (2012) 35 vgl Blaustein E Radgen P (2001) 36 vgl Ihmels S (2013) 37 vgl Brecher C (2012)
Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

Sonstige Vorschubantriebe 3 4
Steuerung 5
Haupt-spindel 10
Kuumlhlschmiermittel Aufbereitung
12
Kuumlhlschmier-mittel
Versorgung 26
Hydraulik 20
Kuumlhlung 20
30 Steigerung des Leistungsgrades
Abbildung 10 Energieverteilung verschiedener Ver-braucher am Demonstrator des EWOTeK-Projekts38
Im Projekt ist dazu neben diversen technischen Loumlsungen eine Verbesserung in drei Stufen erarbeitet worden (vgl Abbildung 11) In der ersten Stufe wird empfohlen nicht benoumltigte Verbraucher abzuschalten Der Nutzen der Maszlig-nahme wird als hoch angesehen wobei der Aufwand gering ist Als zweite Stufe mit mittlerem Aufwand wird eine Opti-mierung des Teillastverhaltens durch drehzahlveraumlnderba-re Antriebe vorgeschlagen Der Nutzen der zweiten Stufe faumlllt geringer aus als der der ersten Stufe kann aber durch eine bedarfsorientierte Steuerung mit Visualisierung des
38 vgl Brecher C (2012)
31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

31 Steigerung des Leistungsgrades
Energieverbrauchs unterstuumltzt werden Die Visualisierung des Energieverbrauchs dient der Sensibilisierung des Nut-zers wobei der Verbrauch der gesamten Maschine erfasst werden muss Zuletzt besteht in einer dritten Stufe die Moumlg-lichkeit zur Wirkungsgradoptimierung von Antrieben was mit einem hohen Aufwand und verhaumlltnismaumlszligig geringem Nutzen verbunden ist
middot
middot
middotmiddot
middot
middot
STUFE 1 Abschalten nicht benoumltigter Verbraucher Hoher Nutzen bei geringem Aufwand
Optimierung der Teillastverhalten Mittlerer Nutzen bei mittlerem Aufwand
STUFE 2
Wirkungsgradoptimierung von Antrieben Geringer Nutzen bei hohem Aufwand
STUFE 3
Abbildung 11 Potenzial zur Verbesserung des Energieverbrauchs an Werkzeugmaschinen39
Der Leistungsgrad einer Maschine kann auch durch die geo-metrische Kalibrierung von Werkzeugen oder allgemein der produzierenden Maschine gesteigert werden Die dadurch ermoumlglichte (online oder offline) Kompensation der ermittel-ten geometrischen Fehler der einzelnen Werkzeugmaschine resultiert in einer besseren Prozessfaumlhigkeit Dies fuumlhrt auch zu einer Steigerung der Materialeffizienz da der Ausschuss also der Anteil fehlerhaft bearbeiteter Werkstoffe gesenkt wird Wichtige Aspekte sind dabei die Messunsicherheit mit der die Geometriefehler der Achsen bestimmt werden koumln-nen sowie die Messzeit da lange Messzeiten in der Regel auch zu teuren und unproduktiven Stillstandszeiten fuumlhren Die Kalibrierung einer Maschine kann initial durchgefuumlhrt werden sollte aber in regelmaumlszligigen Abstaumlnden wiederholt werden
39 vgl Brecher C (2013)
32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

32 Steigerung des Leistungsgrades
Eine weitere Moumlglichkeit zur Steigerung des Leistungsgra-des liegt in einer erhoumlhten Positioniergeschwindigkeit und einer Reduktion von Schwingungen in der mechanischen Struktur der Maschine durch eine geeignete Reglerwahl40
Dadurch erhoumlht sich die Fertigungsqualitaumlt bis hin zu weni-gen Fehlteilen Des Weiteren koumlnnen regelungstechnische Maszlignahmen helfen die elektrische Verlustleistung der An-triebsstroumlme zu minimieren41
Bei der Einschaumltzung des Potenzials den Fertigungsprozess auf Basis der Erfassung und Aufbereitung von Fertigungs-daten so verbessern zu koumlnnen dass dieser material- bzw energieeffizienter gestaltet wird gehen die Meinungen der online befragten Experten auseinander Einige Befragte se-hen in diesem Punkt ein hohes bzw sehr hohes Potenzial andere sehen die Material- und Energieeinsparungen durch die Verbesserung des Fertigungsprozesses als eher durch-schnittlich bis geringer an was wahrscheinlich durch die Branche mitbestimmt wird
Einig sind sich die befragten Experten aber darin dass sie die potenzielle Energieeinsparung durch die Behebung von Schwachstellen basierend auf der Identifizierung groszliger Energieverbraucher als hoch bis sehr hoch einschaumltzen Ex-plizit genannt werden dabei auch hier die Implementierung von Standby-Mechanismen sowie die Identifikation und Be-seitigung von Leckagen in Druckluftsystemen
Mehrere Experten sehen zudem ein groszliges Potenzial in der Verknuumlpfung der Auftragsdaten mit Prozess- und An-lagendaten Wird z B der Energieverbrauch einer Maschi-ne fuumlr einzelne Prozessschritte erfasst kann dieser bei der Planung weiterer Auftraumlge beruumlcksichtigt werden So ist es moumlglich den Energieverbrauch fuumlr die Herstellung ei-nes Produkts in Abhaumlngigkeit von der Maschine und den notwendigen Fertigungsschritten zu prognostizieren und bei der Planung zu beruumlcksichtigen Eine hohe Relevanz
40 vgl Brecher C (2013) 41 vgl Heyers C (2013)
33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

33 Ermittlung von Kennzahlen
wird dem Bewusstsein im Unternehmen bezuumlglich der Nut-zungsmoumlglichkeiten zugesprochen Im Zusammenhang mit durchgaumlngigen Systemloumlsungen die Daten automatisch er-fassen speichern und auswerten muumlssen zudem ein Be-wusstsein und eine Akzeptanz gegenuumlber den Daten ent-stehen Mit einer Ausnahme wird auch die Verbesserung der Produktionsplanung durch die Beruumlcksichtigung von Maschinen- bzw Anlagenzustaumlnden in der Bedarfsmodel-lierung mit einem hohen Potenzial bzgl der Steigerung der Material- und Energieeffizienz belegt
43 ERMITTLUNG VON KENNZAHLEN ZUR BEWERTUNG DER RESSOURCENEFFIZIENZ
Die regelmaumlszligige Messung und Dokumentation von Prozess-groumlszligen ist eine zentrale Anforderung an ein Energiema-nagementsystem nach DIN EN ISO 5000142 Das Betreiben eines Energiemanagementsystems ist eine zentrale Bedin-gung zur Befreiung von der EEG-Umlage sowie zum Erlass oder zur Ruumlckerstattung der Steuern aus Stromkosten Hin-tergrund ist die Zielsetzung der Bundesregierung (Energie-konzept von 2010) den Primaumlrenergieverbrauch bis zum Jahr 2020 um 20 gegenuumlber dem Jahr 2008 zu senken Die Maszlignahmen sind Teil eines breiten Maszlignahmenbuumln-dels das u a darauf abzielt Unternehmen in Deutschland zur kontinuierlichen Optimierung ihres Energieverbrauchs zu motivieren
Grundsaumltzlich gilt dass alle erfassten und gespeicherten Daten auf vielfaumlltige Art und Weise aufbereitet und genutzt werden koumlnnen entsprechend der Anforderungen des Kun-den Die rechnergestuumltzte Analyse quantitativer Daten aus verschiedenen Perspektiven zur Identifikation von Mustern ihre Kategorisierung und die Zusammenfassung poten-zieller Beziehungen und Einfluumlsse werden auch unter dem Begriff bdquoData Miningldquo zusammengefasst43 Unter diesem Uumlberbegriff steht eine Vielzahl an Methoden zur Verfuumlgung
42 vgl DIN EN ISO 500012011-12 43 vgl ISO 164392014-04
34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

34 Ermittlung von Kennzahlen
wie z B die Kennwertbildung oder die Klassifikationsana-lyse in Form von Entscheidungsbaumlumen
Mithilfe gaumlngiger auf dem Markt verfuumlgbarer Softwaresys-teme kann eine Vielzahl an Auswertungen erfolgen Ein Standardkennwert der in der Richtlinie VDMA 66412-144
definiert ist ist die Overall Equipment Effectiveness (OEE) (1) oder auch Gesamtanlageneffizienz ein Maszlig fuumlr den Wir-kungsgrad Die OEE berechnet sich als Produkt der Verfuumlg-barkeit Effektivitaumlt und Qualitaumltsrate
OEE = Verfugbarkeit∙Effektivitaumlt∙Qualitaumltsrate (1)
Der Kennwert OEE nimmt einen Wert zwischen 0 und 100 an Die Analyse kann bezogen auf eine Produktionseinheit ein Produkt einen Zeitraum oder eine Fehlerart durchge-fuumlhrt werden Die Verfuumlgbarkeit (2) ist dabei definiert durch das Verhaumlltnis der Hauptnutzungszeit (HNZ) zur Planbele-gungszeit (PBZ) die Effektivitaumlt (3) als Produkt der Produk-tionszeit je Einheit (PEZ) und der produzierten Menge (PM) bezogen auf die Hauptnutzungszeit und die Qualitaumltsrate (4) als Quotient der Gutmenge (GM) und der produzierten Menge (PM)
Hauptnutzungszeit Verfuumlgbarkeit = (2)
Planbelegungszeit
Produktionszeit je Einheit middot produzierte Menge Effektivitaumlt =
Hauptnutzungszeit (3)
Gutmenge Qualitaumltsrate = (4)
produzierte Menge
Aus diesen Zusammenhaumlngen ergeben sich fuumlr die Verbes-serung der Overall Equipment Effectiveness mehrere Stell-hebel Die Hauptnutzungszeit kann z B durch eine bessere
44 vgl VDMA (2009)
35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

35 Ermittlung von Kennzahlen
Planung erhoumlht werden was zu einem houmlheren Nutzungs-grad fuumlhren kann Eine Verbesserung des Fertigungspro-zesses kann daruumlber hinaus bewirken dass mehr Produkte je Zeiteinheit gefertigt werden koumlnnen was die Effektivi-taumlt erhoumlhen kann Sie fuumlhrt auch dazu dass der Anteil der Gutmenge an der produzierten Menge steigt sodass sich die Qualitaumltsrate erhoumlht Dieses Beispiel verdeutlicht dass bereits eine standardisierte Kennzahl dazu beitragen kann Stellhebel fuumlr eine effizientere Produktion zu identifizieren Wie fuumlr alle Kennzahlen gilt aber dass sie nur dann sinnvoll genutzt werden koumlnnen wenn eine entsprechende zuver-laumlssige Datengrundlage existiert bzw geschaffen wird
Verbesserungspotenziale bzgl des Leistungsgrades von Ma-schinen und Anlagen bezogen auf ihren Energieverbrauch liegen auszligerdem in der Verbesserung der Fertigungspro-zesse Werden Parameter erfasst die einen Ruumlckschluss auf den Material- bzw Energieverbrauch einzelner Pro-zessschritte zulassen wie z B Wasserzaumlhler Stromzaumlhler oder die Anzahl von Materialschuumlttungen koumlnnen daraus Kennzahlen gebildet werden mit deren Hilfe die Prozesse bezuumlglich des Material- und Energieverbrauchs gezielt ver-bessert werden
Ein Beispiel zur Stromersparnis ist die Visualisierung einer Druckluftkennzahl (elektr Leistungmsup3)45 Durch diese kann dem Nutzer der Verbrauch dargestellt werden woraus eine Sensibilisierung des Nutzers im Umgang mit der Maschine resultiert Die Kennzahlen koumlnnen prinzipiell beliebig an die gewuumlnschten Ziele angepasst werden wobei oft verwendete Kennzahlen der Strom pro umbauter Flaumlche Wasser pro Pro-zessschritt und Energie pro Material sind Die Merck KGaA konnte am Standort Darmstadt mithilfe gezielter Datenauf-zeichnung und Onlineauswertung den Stromverbrauch einer Anlage um 20 reduzieren46 Dazu wurde eine Druckluft-kennzahl fuumlr Mitarbeiter online verfuumlgbar gemacht sodass diese auf Mengenaumlnderungen im System mit entsprechenden
45 vgl Steinhaus H Hofmann L (2010a) 46 vgl Schmeisser R (2009)
36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

36 Ermittlung von Kennzahlen
Schalthandlungen fuumlr Kompressoren reagieren koumlnnen
Auch die Darstellung des Energieverbrauchs uumlber verschie-dene Zeitintervalle oder Produktionseinheiten ist eine gaumln-gige Kennzahl Wie bei allen Kennzahlen ist auch hier die Grundvoraussetzung dass die fuumlr die Auswertung notwen-digen Parameter zuvor erfasst wurden und in der Daten-basis vorhanden sind Erfasst ein Unternehmen z B den Energieverbrauch einer Maschine uumlber den Tag oder sogar bezogen auf einzelne Arbeitsschritte kann dies mit entspre-chenden Softwaresystemen ausgewertet werden Hinterlegt das Unternehmen weiterhin einen Faktor je gebrauchte Energieeinheit kann neben der verbrauchten Energiemen-ge auch die Darstellung der Kosten erfolgen Es koumlnnen fuumlr verschiedene Zielgruppen unterschiedliche Auswertungen hinterlegt werden So kann es beispielsweise sinnvoll sein Prozess- und Maschinenparameter grafisch aufzubereiten und dem Bediener in Echtzeit zur Verfuumlgung zu stellen damit dieser schnell auf Aumlnderungen reagieren und ggf korrigierend eingreifen kann Fuumlr das Management sind hingegen die Prozessparameter einzelner Maschinen in der Regel nicht interessant Dafuumlr kann die Aufbereitung des Gesamtenergieverbrauchs nach Werk oder Produkt von In-teresse sein
Einen forschungsorientierten Loumlsungsansatz fuumlr die Be-rechnung oumlkologischer Indikatoren praumlsentiert das Fraun-hofer-Institut fuumlr Produktionstechnik IPT mit der Software EcoIN47 In der Software stehen vordefinierte Indikatoren bspw zu Material und Druckluft zur Verfuumlgung Daruumlber hi-naus koumlnnen Produktionsdaten uumlber Schnittstellen zu ERP MES etc importiert und zur Kennzahlenbildung herange-zogen werden Die Analyseergebnisse koumlnnen auszligerdem im nachfolgenden Schritt verwendet werden um die Aus-wirkungen der Produktion auf die Umwelt zu bestimmen48
Grundsaumltzlich ist die Bildung von Kennzahlen fester Be-
47 vgl Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T (2014) 48 vgl ebd
37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

37 Ermittlung von Kennzahlen
standteil in den Unternehmen im Sinne eines kontinuier-lichen Verbesserungsprozesses (KVP) So werden in allen im Rahmen dieser Studien befragten Unternehmen bereits aus den Fertigungsdaten Kennzahlen gebildet Welche Kennzahlen dies sind variiert von Unternehmen zu Unter-nehmen jedoch stark genau wie die aufgenommenen Da-ten und die Haumlufigkeit mit der diese erhoben werden Die online befragten Experten stufen alle das Potenzial durch-gaumlngiger Systemloumlsungen die Daten automatisch erfassen speichern und auswerten als groszlig bis sehr groszlig ein
38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

38 Herausforderungen fuumlr Unternehmen
5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DER MATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONS-GESTALTUNG
Damit die material- und energieeffiziente Gestaltung der Produktionsprozesse gelingen kann sind die Aufnahme und Aufbereitung von Fertigungsdaten Grundvorausset-zung Dabei besteht eine Herausforderung in der Kombina-tion aus technischen Daten und der Prozesserfahrung der Mitarbeiter zur Identifikation relevanter Parameter welche erfasst und bei der Auswertung beruumlcksichtigt werden soll-ten Wichtig ist es die aufzunehmenden Parameter so zu waumlhlen dass fuumlr die Gestaltung material- und energieeffizi-enter Prozesse ein moumlglichst groszliger Nutzen aus den Daten gezogen werden kann Bei der Auswahl der relevanten Pa-rameter koumlnnen beispielsweise Workshops helfen
Ein weiterer wichtiger Aspekt betrifft die Schaffung eines abteilungs- bzw bereichsuumlbergreifenden Bewusstseins fuumlr den Nutzen der Erfassung und Auswertung von Fertigungs-daten in Bezug auf die material- und energieeffiziente Ge-staltung der Produktion Diesem Punkt stimmen auch alle online befragten Experten zu Dies gelingt in der Regel mit der Unterstuumltzung des Managements besser aber auch ge-zielte Schulungen der Mitarbeiter zu dem Thema koumlnnen dazu beitragen dass sich das Bewusstsein fuumlr die Materi-al- und Energieeffizienzpotenziale durch die Erfassung und Aufbereitung von Fertigungsdaten verbreitet
Eine Umfrage der KfW Bankengruppe von 2005 zeigt da-ruumlber hinaus dass Unternehmen mit entsprechendem Energiefachpersonal Einsparpotenziale houmlher einschaumltzen und Energieeffizienzmaszlignahmen haumlufiger umsetzen als Unternehmen die nicht uumlber entsprechendes Fachpersonal verfuumlgen49 Von den dabei befragten Unternehmen gaben allerdings drei Viertel an uumlber kein spezielles Personal fuumlr Energieeffizienzfragen zu verfuumlgen Auch Kommunikati-onsstrukturen uumlber Verantwortungsbereiche hinweg koumln-
49 vgl KfW (2005) S4
39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

39 Herausforderungen fuumlr Unternehmen
nen ndash abhaumlngig von der Problemstellung ndash einen wichtigen Beitrag bei der Realisierung energie- und materialeffizien-ter Prozesse leisten Stellt z B die Produktion fest dass Merkmale an einem konstruierten Bauteil nur mit sehr energiereichen und zeitaufwendigen Fertigungsschritten produziert werden koumlnnen ist es in vielen Unternehmen schwierig dies infrage zu stellen Gleiches gilt fuumlr ggf zu eng gewaumlhlte Toleranzen die praumlzisere und damit oftmals energiereichere Fertigungsverfahren notwendig machen Wird ein Unternehmen vor solche oder aumlhnliche Herausfor-derungen gestellt ist die Unterstuumltzung des Managements zwingend erforderlich um die Implementierung energieef-fizienter Fertigungsprozesse zu ermoumlglichen und eine bes-sere Verzahnung von Entwicklung Planung und Produkti-on zu realisieren
Eine ganz andere Herausforderung kann fuumlr Unternehmen auch in der Bewertung der Wirtschaftlichkeit von Investi-tionen in Hard- und Softwareloumlsungen zur Erfassung und Auswertung von Fertigungsdaten liegen Diese Investitio-nen beinhalten Kosten fuumlr die Anschaffung Implementie-rung und Wartung bzw regelmaumlszligige Kalibrierung sowie fuumlr Schulungen der Mitarbeiter Fuumlr die Bewertung der Wirt-schaftlichkeit von Messtechnik gibt es in der Forschung An-saumltze50 Aber auch die in dieser Studie aufgefuumlhrten Beispie-le (vgl Abschnitt 4) verdeutlichen dass sich Investitionen in eine Fertigungsdatenerfassung und -auswertung lohnen koumlnnen
Einen Schub zur Investition in die Fertigungsdatenerfas-sung ist durch die zunehmende Digitalisierung der industri-ellen Produktion zu erwarten wie sie in den Industrie 4051
Umsetzungsempfehlungen beschrieben sind52 Die Unter-stuumltzung der zu betrachtenden Wertschoumlpfungsketten er-fordert eine integrierte Datenerfassung Datenauswertung
50 z B Mersmann C (2012) 51 Unter Industrie 40 werden die Verknuumlpfung von Fertigungsindustrie und Informationstech-nik sowie damit verbundene Aktivitaumlten verstanden Als einheitliche Basis fuumlr Industrie-40-Anwendungen hat der VDIVDE GMA Fachausschuss 721 I40-Komponenten -Systeme und -Plattformen definiert 52 vgl Plattform Industrie 40 (2014)
40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

40 Herausforderungen fuumlr Unternehmen
und Datenbereitstellung uumlber den gesamten Lebenszyklus sowohl von Produkten als auch von Produktionsanlagen53
Dies ist nur moumlglich wenn es eine abgestimmte Informa-tions- und Dienstinfrastruktur gibt die auf Standards der Informations- und Kommunikationstechnologie (IKT) ba-siert Im Zuge der Umsetzung der Industrie 40-Ideen ist zu erwarten dass hierbei Referenzmodell und Referenzarchi-tekturen entsprechende Vorgaben liefern werden54
Je nach Produkt des Unternehmens kann auch die Einbe-ziehung von Lieferanten ein wichtiger Faktor in Richtung material- und energieeffizienter Fertigung sein Gerade bei Firmen die Gussrohlinge spanend zu einem Endprodukt verarbeiten ist der Material- und Energieverbrauch stark davon abhaumlngig wie nah die Form des Rohlings bereits an der Kontur des Endprodukts ist Koumlnnen z B Hohlraumlume schon waumlhrend des Gieszligprozesses angelegt werden muumls-sen diese spaumlter nicht erst gebohrt werden wie das Beispiel zu Hohlraumlumen in Zylinderkopf und Motorblock im Umwelt-wirtschaftsbericht 2011 zeigt55
Diese kurze exemplarische Auflistung zeigt dass die He-rausforderungen bei der Realisierung material- und ener-gieeffizienter Fertigungsprozesse sehr unterschiedlich sind und sowohl auf der technischen als auch auf der organisa-torischen Ebene liegen koumlnnen Es reicht nicht sie abstrakt und allgemein zu betrachten Die Unternehmen muumlssen sich ihrer konkreten Herausforderungen bewusst werden um diesen gezielt begegnen zu koumlnnen
53 vgl Epple U (2014) 54 vgl Uslaumlnder T (2014) 55 vgl Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit (2011) S 54
41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

41 Zusammenfassung
6 ZUSAMMENFASSUNG
Die wachsende Nachfrage und die daraus resultierende teilweise temporaumlre Verknappung natuumlrlicher Ressourcen am Markt fuumlhren zu steigenden und zum Teil auch stark schwankenden Preisen fuumlr Energie und Materialien fuumlr das verarbeitende Gewerbe Neben oumlkonomischen Aspek-ten haben auch die politischen Rahmenbedingungen Ein-fluss auf unternehmerisches Handeln Zu nennen sind hier z B der europaumlische Emissionshandel oder Steuervorteile durch die Anwendung von Energie- und Umweltmanage-mentsystemen Aus betriebswirtschaftlicher Sicht ist fuumlr das Marketing ein bdquogruumlnesldquo Image zunehmend von Bedeu-tung Schlieszliglich findet der Umgang mit Ressourcen auch verstaumlrkt in gaumlngigen Standards und Normen Eingang Im Ergebnis fuumlhren diese Aspekte dazu dass eine materi-al- und energieeffiziente Fertigung heute in vielen Unter-nehmen zur Steigerung der eigenen Wettbewerbsfaumlhigkeit angestrebt wird Die Nutzungspotenziale der IKT in einem Industrie-40-Umfeld ndash von der Sensorik uumlber die Prozess-datenauswertung bis hin zur Mensch-Maschine-Schnittstel-le ndash zeigt ein Beitrag des Fraunhofer Instituts fuumlr Optronik Systemtechnik und Bildauswertung (IOSB)56
Fuumlr produzierende Unternehmen ergeben sich daraus fol-gende Handlungsfelder
bull Steigerung des Nutzungsgrades z B durch die bedarfsgerechte Instandhaltung und Identifikation von Engpaumlssen
bull Steigerung des Leistungsgrades z B durch die Identifikation groszliger Verbraucher
bull Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
56 vgl Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumln-der T Voit M (2014)
42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

42 Zusammenfassung
Herausforderungen fuumlr Unternehmen bei der Adressierung dieser Handlungsfelder sind u a
bull die Schaffung eines abteilungs- und bereichsuumlbergrei-fenden Bewusstseins fuumlr den Nutzen der Fertigungsda-tenerfassung und ndashauswertung
bull Kommunikationsstrukturen auch uumlber einzelne Ver-antwortungsbereiche hinweg um z B eine bessere Verzahnung von Entwicklung Planung und Produktion in Bezug auf eine material- und energieeffiziente Ferti-gung zu erreichen
bull die Wahrnehmung der essenziellen Bedeutung und Nutzung der Informations- und Kommunikations-technik fuumlr die material- und energieeffiziente Pro-duktion und Fertigung und damit einhergehend die zunehmende Bedeutung des Software-Engineerings in Entwicklung und Betrieb von Produktionsanlagen im Sinne der Industrie 40-Konzepte
43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

43 Literaturverzeichnis
LITERATURVERZEICHNIS
AIAG Chrysler Corp Ford Motor Co General Motors Corp Measurement Systems Analysis Reference Manu-al 4 Auflage MichiganUSA Juni 2010
Aachener Werkzeugmaschinen-Kolloquium (Hrsg) Industrie 40 ndash Aachener Perspektiven Tagungsband Aachen 2014
Brecher C (Hrsg) Effizienzsteigerung von Werkzeug-maschinen durch Optimierung der Technologien zum Komponentenbetrieb ndash EWOTeK Aachen 2012
Brecher C Schwingungsdaumlmpfung in Werkzeugma-schinen In Wt Werkstatttechnik Online 5 (2013) S 388ndash394
Bundesanstalt fuumlr Geowissenschaften und Rohstoffe (BGR) Energiestudie 2013 ndash Reserven Ressourcen und Verfuumlgbarkeit von Energierohstoffen (17) Hannover 2013 wwwbgrbunddeDEThemenEnergieProdukteener-giestudie2013_Zusammenfassunghtml
Blaustein E Radgen P Compressed Air Systems in the European Union Stuttgart 2001
Bundesministerium fuumlr Wirtschaft und Energie In-ternationaler Energiepreisvergleich fuumlr Industrie 2013 wwwbmwideDEThemenEnergieEnergiedaten-und-analysenEnergiedatenenergiepreise-energiekosten html abgerufen 18092014
Damm B Schmitt R Rehbein A Volk R Warrik-hoff E Hanke R Kasperl S Funk C Hiller J Krumm M Sukowski F Uhlmann N Behrendt R Measurement of shafts in the production process based on x-rays Optics Photonics and Digital Technologies for Mul-timedia Applications Proceeding of SPIE Vol 7723 (2010)
44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

44 Literaturverzeichnis
DIN EN ISO 140442006-10 Umweltmanagement ndash Oumlko-bilanz ndash Anforderungen und Anleitungen DIN Deut-sches Institut fuumlr Normung eV Berlin
DIN EN ISO 140402009-11 Deutsches Institut fuumlr Nor-mung eV Umweltmanagement ndash Oumlkobilanz ndash Grundsaumlt-ze und Rahmenbedingungen DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 500012011-12 Energiemanagementsyste-me ndash Anforderungen mit Anleitung zur Anwendung DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 140312013-12 Umweltmanagement ndash Um-weltleistungsbewertung ndash Leitlinien DIN Deutsches Institut fuumlr Normung eV Berlin
DIN EN ISO 3534-22013 Statistik - Begriffe und Formel-zeichen - Teil 2 Angewandte Statistik DIN Deutsches Institut fuumlr Normung eV Berlin
Epple U (Hrsg) Industrie 40 - Wertschoumlpfungsketten VDI Statusreport VDIVDE-Gesellschaft Mess- und Au-tomatisierungstechnik Duumlsseldorf April 2014 wwwvdi deindustrie40 abgerufen 18092014
Frey C Heizmann M Jasperneite J Niggemann O Sauer O Schleipen M Uslaumlnder T Voit M IKT in der Fabrik der Zukunft - Beitrag der Industriellen Infor-mations- und Kommunikationstechnik zu Industrie 40 atp edition 42014
Gesamtverband der Aluminiumindustrie eV Alumini-umindustrie wwwaluinfodeindexphpaluminiumindu-striehtml abgerufen 090714
Heyde S Energieeffiziente Druckluftsysteme Industrie und Handelskammer Hannover 2012
45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

45 Literaturverzeichnis
Heyers C Energieeffizienter Betrieb von Asynchron-Hauptspindelantrieben in Werkzeugmaschinen Aachen 2013
Ihmels S Energiemanagement auch fuumlr kleinere Indu-strieunternehmen BWK 65 (2013) Nr 1112 S 2-4
ISOIEC TR 180152006-09 Information technology ndash Programming languages their environments and system software interfaces ndash Technical Report on C++ Perfor-maces ISO International Organization for Standardizati-on GenfSchweiz
ISO 22514-12009-10 Statistical methods in process management ndash Capability and performance ndash Part 1 Ge-neral principles and concepts ISO International Organi-zation for Standardization GenfSchweiz
ISO 22514-72010-12 Statistical methods in process management ndash Capability and performance ndash Part 7 Capability of measurement processes ISO International Organization for Standardization GenfSchweiz
ISO 164392014-04 Information and documentation Me-thods and procedures for assessing the impact of libra-ries ISO International Organization for Standardization GenfSchweiz
Joint Research Centre European Commission JRC Re-ference Reports - The International Reference Life Cycle Data System (ILCD) Handbook 2012 publicationsjrc eceuropaeurepositoryhandle11111111125589
Kolerus J Wassermann J Zustandsuumlberwachung von Maschinen Renningen 2008
46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

46 Literaturverzeichnis
KfW KfW-Befragung zu den Hemmnissen und Erfolgsfak-toren von Energieeffizienz in Unternehmen 2005 www kfwdeDownload-CenterKonzernthemenResearch PDF-Dokumente-SonderpublikationenSonderpublikati-onpdf abgerufen 18092014
Kurshistorie Aluminium (2014) Kurshistorie Alumi-nium wwwboersedehistorische-kurseAluminium XC0009677839 abgerufen 18092014 1038
Mersmann C Industrialisierende Machine-Vision-Integ-ration im Faserverbundleichtbau Dissertation Aachen 2012
Plattform Industrie 40 Was Industrie 40 (fuumlr uns) ist wwwplattform-i40deblogwas-industrie-40-fuumlr-uns-ist abgerufen 15122014
Schmeisser R Energiemanagementsysteme der Ener-gieversorgung Merck Darmstadt VIK Mitteilungen 042009 wwwsteinhaus-informationssystemedefilead-minVeroeffentlichungenArtikelEnergie_und_Entsor-gungswirtschaft2009_04_VIK_SD_Mitt_Steinhauspdf abgerufen 18092014
Schmitt R Dietrich B Lolling A Zapf C Chaineux D Automatisierung der Oberflaumlchenpruumlfung von Lande-klappen VDI-Z Integrierte Produktion 149 (2007) Nr 6 S 67-70
Schmitt R Lose J Umfrage Pruumlfprozessmanagement ndash Aktueller Umgang mit Pruumlfprozessen im Unternehmen 2011 wwwwzlrwth-aachendeded3cdf0d625b74a59c-1257b7a00433a9cumfrage_pruefprozessmanagement pdf abgerufen 18092014
47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

47 Literaturverzeichnis
Schmitt R Boumlttcher C Huumlttemann G Janszligen M Karta-rius B Lewerenz T Ottong A Peterek M Wehn M Wurl S Praumlzisionsfertigung und ndashmontage von Groszligbautei-len Tagungsband Aachener Werkzeugmaschinen Kolloqui-um 22-23052014 Aachen 2014
Schmitt R Guumlnther S Niendorf L Permin E Plutz M Vollmer T Produktionsdaten nutzen ndash Prozesse nachhaltig verbessern Tagungsband 18 Business Forum Qualitaumlt 24-25092014 Aachen 2014
Statistisches Bundesamt Produzierendes Gewerbe ndash Kostenstruktur der Unternehmen des Verarbeitenden Gewerbes sowie des Bergbaus und der Gewinnung von Steinen und Erden Wiesbaden 2014
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 1) Brauwelt Nr 12-13 (2010) S 355-357
Steinhaus H Hofmann L Zukunftsfaumlhig mit BDE (Teil 2) Brauwelt Nr 21-22 (2010) S 632-634
Stockinger M Untersuchung von Methoden zur Zu-standsuumlberwachung von Werkzeugmaschinenachsen mit Kugelgewindetrieb Berichte aus dem Lehrstuhl Quali-taumltsmanagement und Fertigungsmesstechnik Bd 21 1 Auflage Aachen 2011
TECSON Infos Oumllweltmarkt wwwtecsondeoelweltmarkt html abgerufen15122014
Umweltbundesamt Bundesministerium fuumlr Umwelt Naturschutz und Reaktorsicherheit Umweltwirt-schaftsbericht 2011 ndash Daten und Fakten fuumlr Deutschland Berlin 2011
48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

48 Literaturverzeichnis
Uslaumlnder T (Hrsg) Industrie 40 - Auf dem Weg zu ei-nem Referenzmodell VDI Statusreport VDIVDE-Gesell-schaft Mess- und Automatisierungstechnik Duumlsseldorf Stand April 2014 wwwvdideindustrie40 abgerufen 15122014
Verbraucherzentrale NRW Was beeinflusst die Energie-preise wwwvz-nrwdeBWF4171Alink538801Ahtml Stand 04122014 abgerufen 15122014
Verband der Automobilindustrie eV VDA Band 5 Pruumlf-prozesseignung 2 Auflage Berlin 2010
VDMA 66412-12009-10 Manufacturing Execution Sys-tems (MES) Kennzahlen Verband Deutscher Maschinen- und Anlagenbau eV FrankfurtMain
Zero-Defect manufacturing Clustering amp Networking Initiative FoFNMP2011-5 ifacomivtntnunojoomlain-dexphpcluster-4zdm Stand 2011 abgerufen 15122014
49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

49 Abbildungsverzeichnis
ABBILDUNGSVERZEICHNIS
Abbildung 1 Internationaler Preisvergleich der Elektri-zitaumlt fuumlr die Industrie fuumlr einige beispielhafte Laumlnder
Seite 5
Abbildung 2 Internationaler Preisvergleich fuumlr Erdgas in der Industrie fuumlr einige beispielhafte Laumlnder
Seite 6
Abbildung 3 Aufteilung des Bruttoproduktionswerts im verarbeitenden Gewerbe im Jahr 2012
Seite 7
Abbildung 4 Preisvergleich von Aluminium bezuumlglich der Anfangs- End- Houmlchst- und Tiefstwerte zwischen den Jahren 1998 und 2013
Seite 8
Abbildung 5 Schematische Darstellung eines normalver-teilten Produktionsprozesses mit Mittelwert (MW) sowie oberer und unterer Toleranzgrenze (OT bzw UT) und Anteil fehlerhafter Teile
Seite 12
Abbildung 6 Integrationslevel der Messtechnik in die Produktion und der Einfluss auf Stoumlrungen und Reaktionszeit
Seite 14
Abbildung 7 Strategie-Tool bdquoIDENTldquo zur systematischen Auswahl von Messtechnik
Seite 18
Abbildung 8 Auszug an Softwaresystemen fuumlr die Unterstuumltzung des Produktentstehungsprozesses mit Fokus auf der Erfassung und Auswertung fertigungsrelevanter Daten
Seite 19
Abbildung 9 Relative Ausfallwahrscheinlichkeit bezogen auf die Hauptausfallgruppen von Werkzeugmaschinen
Seite 25
50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

50 Abbildungsverzeichnis
Abbildung 10 Energieverteilung verschiedener Verbraucher am Demonstrator des EWOTeK-Projekts Seite 30
Abbildung 11 Potenzial zur Verbesserung des Energiever-brauchs an Werkzeugmaschinen Seite 31
VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-

VDI Zentrum Ressourceneffizienz GmbH (VDI ZRE) Bertolt-Brecht-Platz 3 10117 Berlin Tel +49 30-27 59 506ndash0 Fax +49 30-27 59 506ndash30 zre-infovdide wwwressource-deutschlandde
- INHALTSVERZEICHNIS
- 1 EINFUumlHRUNG
- 2 ZIEL DER KURZSTUDIE UND METHODIK
- 3 GRUNDLEGENDES ZU FERTIGUNGSDATENERFASSUNGUND ndashVERARBEITUNG
-
- 31 Integrationsgrad der Messtechnik Initial- Widerholende und Echtzeitmessung
- 32 Softwaresysteme zur Produktionsunterstuumltzung
-
- 4 NUTZUNGSPOTENZIALE VON FERTIGUNGSDATENFUumlR EINE MATERIAL- UND ENERGIEEFFIZIENTEPRODUKTION
-
- 41 Steigerung des Nutzungsgrades
- 42 Steigerung des Leistungsgrades
- 43 Ermittlung von Kennzahlen zur Bewertung der Ressourceneffizienz
-
- 5 HERAUSFORDERUNGEN FUumlR UNTERNEHMEN BEI DERMATERIAL- UND ENERGIEEFFIZIENTEN PRODUKTIONSGESTALTUNG
- 6 ZUSAMMENFASSUNGDie wachsende Nachfrage und
- LITERATURVERZEICHNIS
- ABBILDUNGSVERZEICHNIS
-