
Werkstoffanforderungen für die Bauteile und Werkzeuge in ... · Werkstoffanforderungen für die...
45
Werkstoffanforderungen für die Bauteile und Werkzeuge in der Kaltmassivumformung M. Graf a , K. Kittner b , S. Guk b , B. Awiszus a , R. Kawalla b a TU Chemnitz, Institut für Werkzeugmaschinen und Produktionsprozesse, Professur Virtuelle Fertigungstechnik b TU Bergakademie Freiberg, Institut für Metallformung Bauteil: UKM Fahrzeugteile GmbH
Transcript of Werkstoffanforderungen für die Bauteile und Werkzeuge in ... · Werkstoffanforderungen für die...

Werkstoffanforderungen für die Bauteile und Werkzeuge in
der Kaltmassivumformung
M. Grafa, K. Kittnerb, S. Gukb, B. Awiszusa, R. Kawallab
a TU Chemnitz, Institut für Werkzeugmaschinen und Produktionsprozesse, Professur Virtuelle Fertigungstechnikb TU Bergakademie Freiberg, Institut für Metallformung
Bauteil: UKM Fahrzeugteile GmbH

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Aspekte der Kaltmassivumformung
Kostenreduzierung
Bildquellen: Wikipedia, Springer, VDI, UK, CIOSteigende Formenvielfalt
Festigkeitsanforderungen
Leichtbauanforderungen
Kaltmassivumformung
Quelle: Massiver Leichtbau, IMU Extra-Info
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Aspekte der Kaltmassivumformung

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Quelle: Industrieverband Massivumformung (IMU)
Anteil Kaltfließpressen an der Massivumformung
Kaltfließpressteile 8,5%

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Entwicklungsprozess
Pressen
Stufenplan / Werkzeug-
zusammenstellung
Werkzeug-
fertigung
Bauteil i.O.
Entwicklungszyklus
Umformteil
Mehrere Wochen Konstruktionszeit
für Stufenplanentwurf
und Zusammenstellung
Nur teilweise vorhersehbares Ergebnis
Erfahrungsbasierte Auslegung
Hohe Werkzeugkosten
Mehrwöchige Werkzeugfertigung
Mehrtägiges „Einfahren“ des Produktes
FEM
Analyse
Absichern der Stufenfolge
durch Simulation

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
MaschineUmformgeschwindigkeit
WerkzeugStandzeit
Temperatur
Schmierung
WerkstoffErzeugung
Halbzeugverarbeitung
Umformbedingungen
Aspekte der Kaltmassivumformung

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Aspekte der Kaltmassivumformung

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Parameter aus der Umformtechnik
Stofffluss
Kräfte, Arbeit
Spannungen
Dehnungen, Temp.
Versagen
Verschleiß
Gefüge
Fließverhalten,
Umformfehler
Maschinenlast,
Verteilung der Kräfte
Werkzeugbelastung
kritische Prozessfenster
Standmenge, Risse
Gebrauchseigenschaften
Quelle: simufact
Werkstoff!
Grenze des momentanen
Standes der FEM
Pyramide der Auswertung (FEM)

9
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Möglichkeiten und Grenzen der FE-Simulatio
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe
Werkstoffe für Werkzeuge
Werkstoffe für Bauteile

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe
Werkstoffe für Werkzeuge
Werkstoffe für Bauteile

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
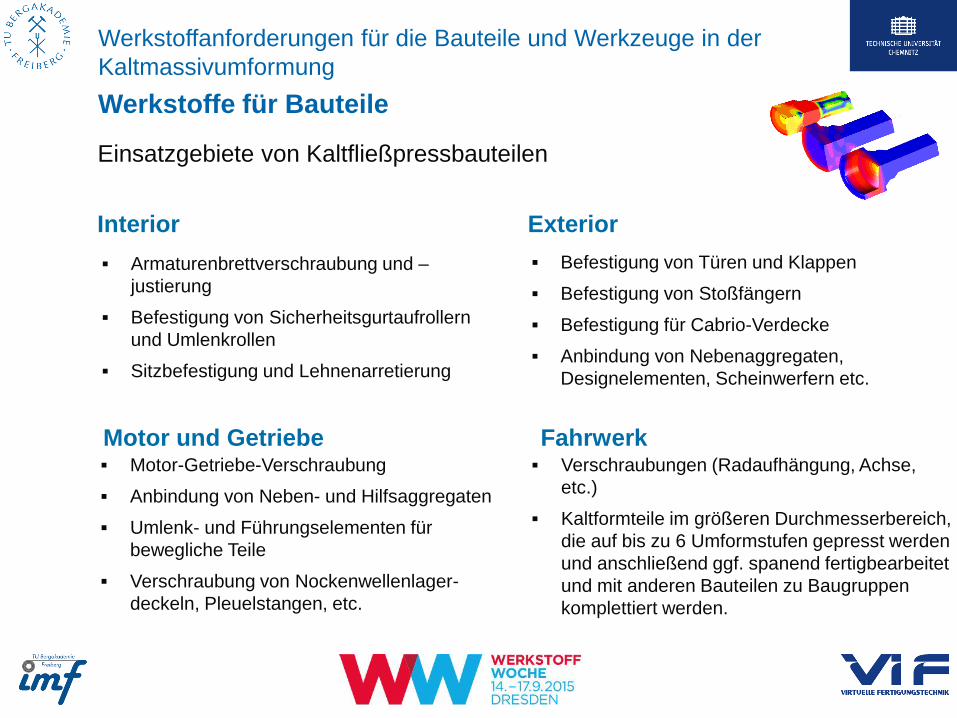
Werkstoffe für Bauteile
Bildquellen: ESKA, Sternberg, UKM, ZI Kaltumformung
Beispiele von Kaltfließpressbauteilen
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile
Armaturenbrettverschraubung und –
justierung
Befestigung von Sicherheitsgurtaufrollern
und Umlenkrollen
Sitzbefestigung und Lehnenarretierung
Befestigung von Türen und Klappen
Befestigung von Stoßfängern
Befestigung für Cabrio-Verdecke
Anbindung von Nebenaggregaten,
Designelementen, Scheinwerfern etc.
Interior Exterior
Motor und Getriebe Fahrwerk Motor-Getriebe-Verschraubung
Anbindung von Neben- und Hilfsaggregaten
Umlenk- und Führungselementen für
bewegliche Teile
Verschraubung von Nockenwellenlager-
deckeln, Pleuelstangen, etc.
Verschraubungen (Radaufhängung, Achse,
etc.)
Kaltformteile im größeren Durchmesserbereich,
die auf bis zu 6 Umformstufen gepresst werden
und anschließend ggf. spanend fertigbearbeitet
und mit anderen Bauteilen zu Baugruppen
komplettiert werden.
Einsatzgebiete von Kaltfließpressbauteilen
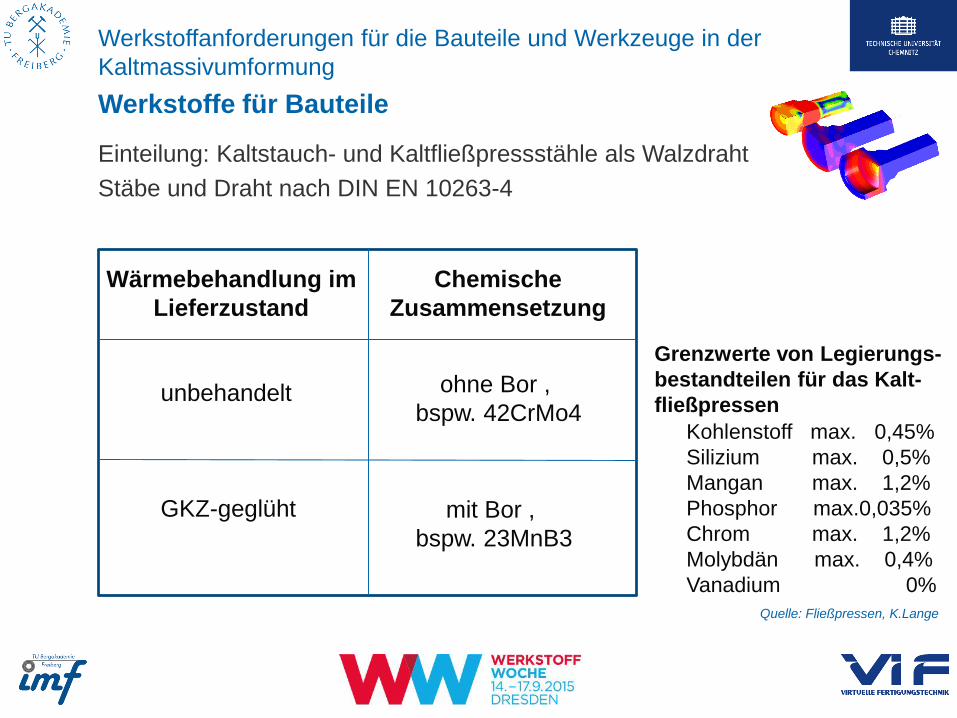
Einteilung: Kaltstauch- und Kaltfließpressstähle als Walzdraht
Stäbe und Draht nach DIN EN 10263-4
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile
Wärmebehandlung im
Lieferzustand
Chemische
Zusammensetzung
unbehandelt
GKZ-geglüht
ohne Bor ,
bspw. 42CrMo4
mit Bor ,
bspw. 23MnB3
Kohlenstoff max. 0,45%
Silizium max. 0,5%
Mangan max. 1,2%
Phosphor max.0,035%
Chrom max. 1,2%
Molybdän max. 0,4%
Vanadium 0%
Grenzwerte von Legierungs-
bestandteilen für das Kalt-
fließpressen
Quelle: Fließpressen, K.Lange
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile
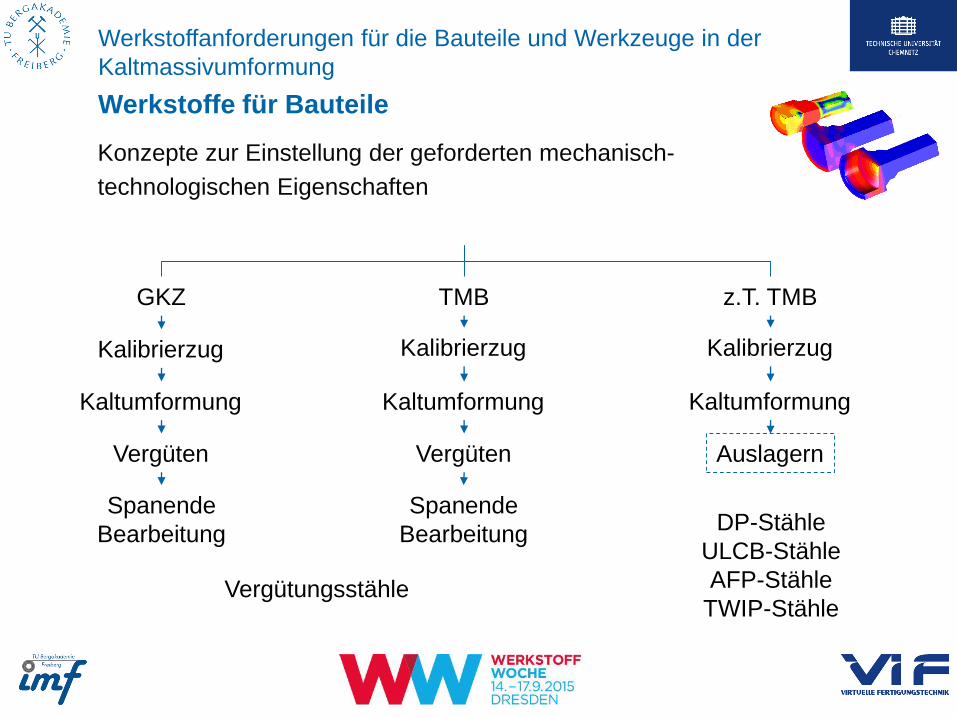
Konzepte zur Einstellung der geforderten mechanisch-
technologischen Eigenschaften
GKZ TMB z.T. TMB
Kalibrierzug
Kaltumformung
Vergüten
Spanende
Bearbeitung
Kalibrierzug
Kaltumformung
Vergüten
Spanende
Bearbeitung
Kalibrierzug
Kaltumformung
Auslagern
Vergütungsstähle
DP-Stähle
ULCB-Stähle
AFP-Stähle
TWIP-Stähle

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Vor- und Nachteile der verschiedenen Werkstoffklassen
Werkstoffe für Bauteile
Stahlgruppe Beispiele Nachteile
Vergütungsstähle
DP-Stähle
Maraging-Stähle
AFP-Stähle
ULCB-Stähle
• hohe Kosten für die Vergütung, Richten und z.T. Spannungs-
armglühen
• Kontrollaufwand, Härteausschuss
• Investitionsaufwand für WB-Anlagen
• Rm1000 MPa, Rp0,2/Rm 0,8
• Notwendigkeit zum Einstellen einer bestimmten Ausgangs-
festigkeit und Zähigkeit im Vormaterial durch thermomechan.
Warmwalzen und einer auf diese Ausgangsfestigkeit abgestellte
Kaltverfestigung
• hoher Werkzeugverschleiß bei Verarbeitung
• hohe Materialkosten aufgrund hoher Gehalte an Nickel, Kobalt
und Molybdän
• hoher Werkzeugverschleiß bei Verarbeitung
• Rm1050 MPa
• hohe Gehalte an Kohlenstoff
• hohe Werkzeugverschleiß bei Verarbeitung
• hohe Werkzeugverschleiß bei Verarbeitung
• nicht ausreichende Kriech- und Relaxationsbeständigkeit
bei erhöhten Betriebstemperaturen bis 150 °C
1.2709 (X 3 NiCoMoTi 18-9-5)
1.6356 (X 2 NiCoMoTi 18-12-4)
1.1199 (49MnVS3)
1.5221 (38MnSiVS5)
1.5507 (23MnB3)
1.7033 (34Cr4)

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile
Moderne Entwicklungen
Vergütungsstähle
• Reduzierung bzw. optimierte Auslegung des GKZ-Glühens

Ausgewählte Ergebnisse der GCFG-Studie
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile - Vergütungsstähle
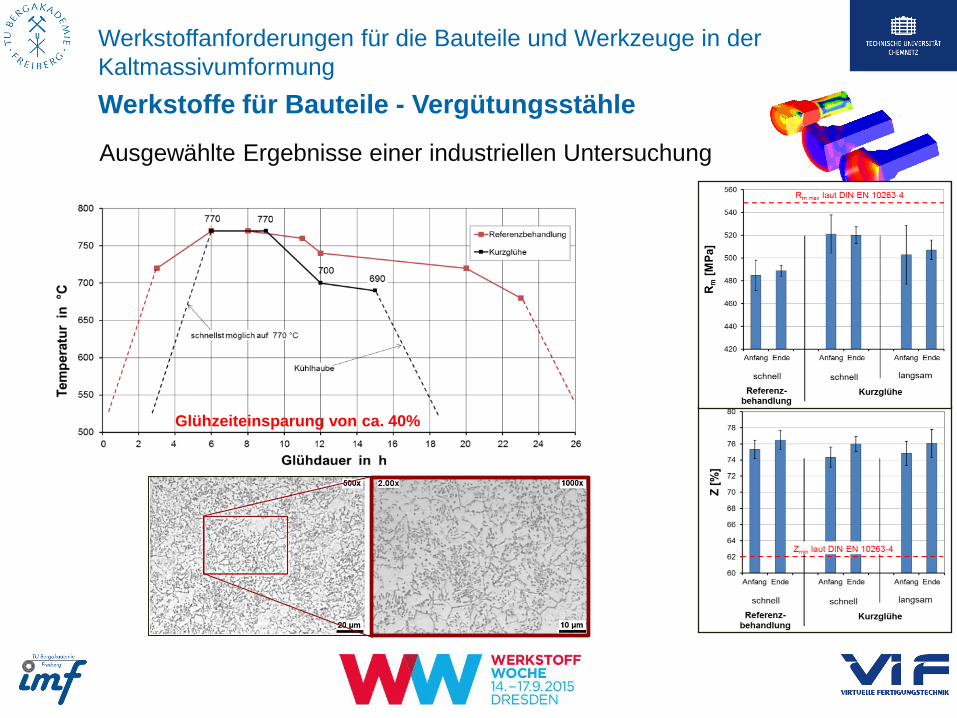
Ausgewählte Ergebnisse einer industriellen Untersuchung
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile - Vergütungsstähle
Glühzeiteinsparung von ca. 40%
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile
Moderne Entwicklungen
Vergütungsstähle
• Reduzierung bzw. optimierte Auslegung des GKZ-Glühens
AFP-Stähle
• Mikrolegierung mit V, Nb und Cu sowie optimierter Herstellungsprozess
zu Festigkeitsklassen 12.9

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile – AFP-Stähle
Quelle: B. Huchtemann; V. Schüler: Entwicklungsstand der AFP-Stähle mit Vanadiumzusatz für eine geregelte Abkühlung von der
Warmformgebungstemperatur

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile
Moderne Entwicklungen
Vergütungsstähle
• Reduzierung bzw. optimierte Auslegung des GKZ-Glühens
AFP-Stähle
• Mikrolegierung mit V, Nb und Cu sowie optimierter Herstellungsprozess
zu Festigkeitsklassen 12.9
ULCB-Stähle
• Bainitische Stähle mit feinem Gefüge

Was ist ULCB Stahl?
Ultra Low Carbon Bainitic – warmgewalzt
Hauptgefüge besteht aus s.g. bainitischen Ferrit mit feinen Karbiden
– Sehr feines Korn
– Hohe Kerbschlagarbeit
– Hohe Dehnung
Ti- Ausscheidungen erhöhen Rm und Rp und haben keinen Einfluss auf Dehnung
Sehr niedriger Kohlenstoffgehalt
Geringe Kosten für Legierungselemente
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile – ULCB-Stähle
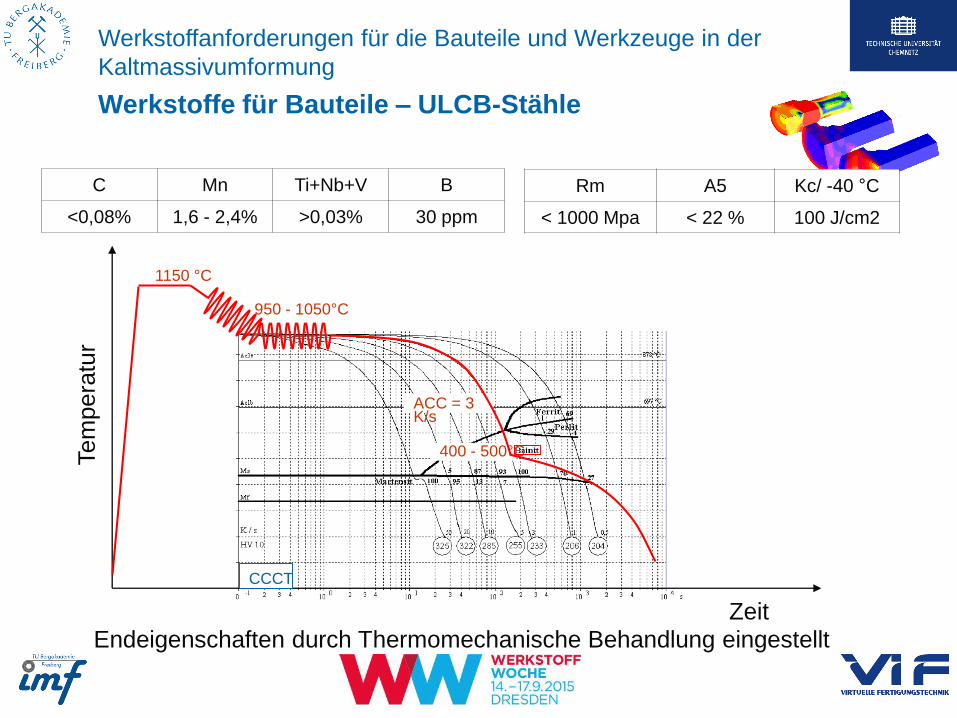
C Mn Ti+Nb+V B
<0,08% 1,6 - 2,4% >0,03% 30 ppm
Endeigenschaften durch Thermomechanische Behandlung eingestellt
Rm A5 Kc/ -40 °C
< 1000 Mpa < 22 % 100 J/cm2
1150 °C
950 - 1050°C
ACC = 3 K/s
400 - 500°CTem
pera
tur
Zeit
CCCT
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile – ULCB-Stähle

Beispiel: SchraubenherstellungWerkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile – ULCB-Stähle
Warmwalzen
Beizen Ziehen
Glühen
Massivumformung
Vergütung
Endprodukt
Kosteneinsparung
Kosteneinsparung
Reinigung
ULCB
Warmwalzen
Beizen Ziehen
41Cr4
Massivumformung
Endprodukt
Reinigung

Anwendung:
hochfeste Verbindungselemente
Automobilindustrie
Bergbauindustrie
Konstruktionselemente
Werkzeuge für Handwerker
Vorteile:
Höhere Festigkeit bei gleichzeitig höherer Dehnung
Einsparung von Wärmebehandlungen
geringe Verzunderung – Kosteinsparung
umweltverträglicher
Einstellbarkeit der Materialeigenschaften
verbesserte Verfestigungsneigung bei Erhalt der Kaltumformbarkeit
Nachteile:
noch keine Anwendungen
eingeschränktes Prozessfenster
höherer Werkzeugverschleiß zu erwarten
ZusammenfassungWerkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile – ULCB-Stähle

Werkstoffe für Bauteile – ULCB-Stähle
Nieten
Konkurrenz für martensitische Stähle
mit Bor
Schrauben aus ULCB Stahl
Konkurrenz für Schrauben aus 41Cr4
http://www.europressvit.com, http://www.twi.co.uk
Hohe Duktilität bei niedrigeren Temperaturen
AnwendungsmöglichkeitenWerkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Anwendungsmöglichkeiten
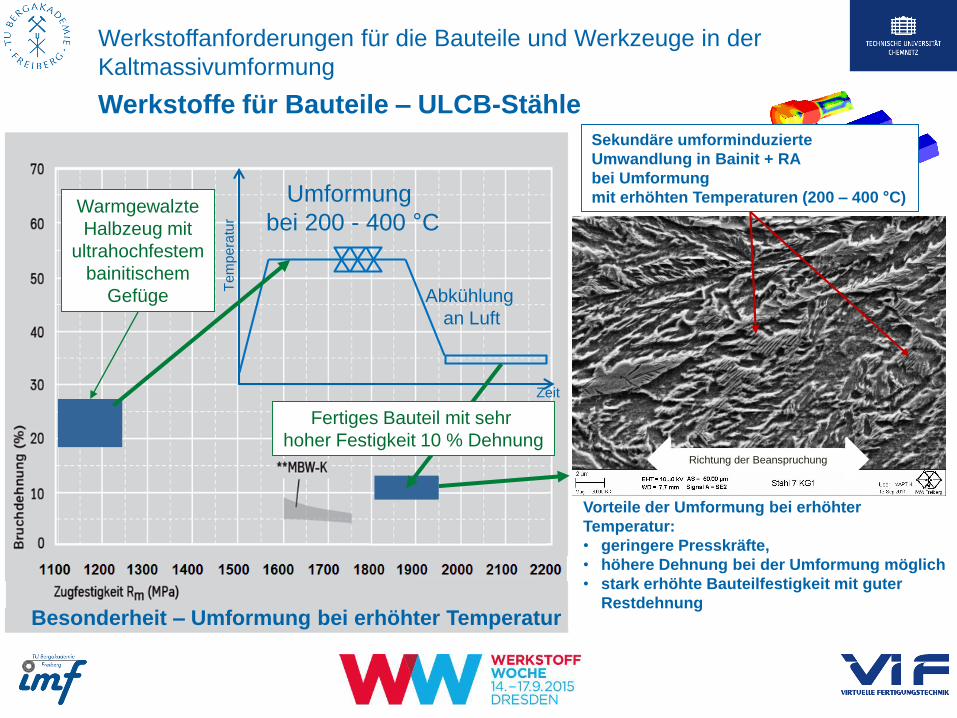
Umformung
bei 200 - 400 °CT
em
pe
ratu
r
Zeit
Abkühlung
an Luft
Warmgewalzte
Halbzeug mit
ultrahochfestem
bainitischem
Gefüge
Fertiges Bauteil mit sehr
hoher Festigkeit 10 % Dehnung
Sekundäre umforminduzierte
Umwandlung in Bainit + RA
bei Umformung
mit erhöhten Temperaturen (200 – 400 °C)
Vorteile der Umformung bei erhöhter
Temperatur:
• geringere Presskräfte,
• höhere Dehnung bei der Umformung möglich
• stark erhöhte Bauteilfestigkeit mit guter
Restdehnung
Richtung der Beanspruchung
Besonderheit – Umformung bei erhöhter Temperatur
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile – ULCB-Stähle
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
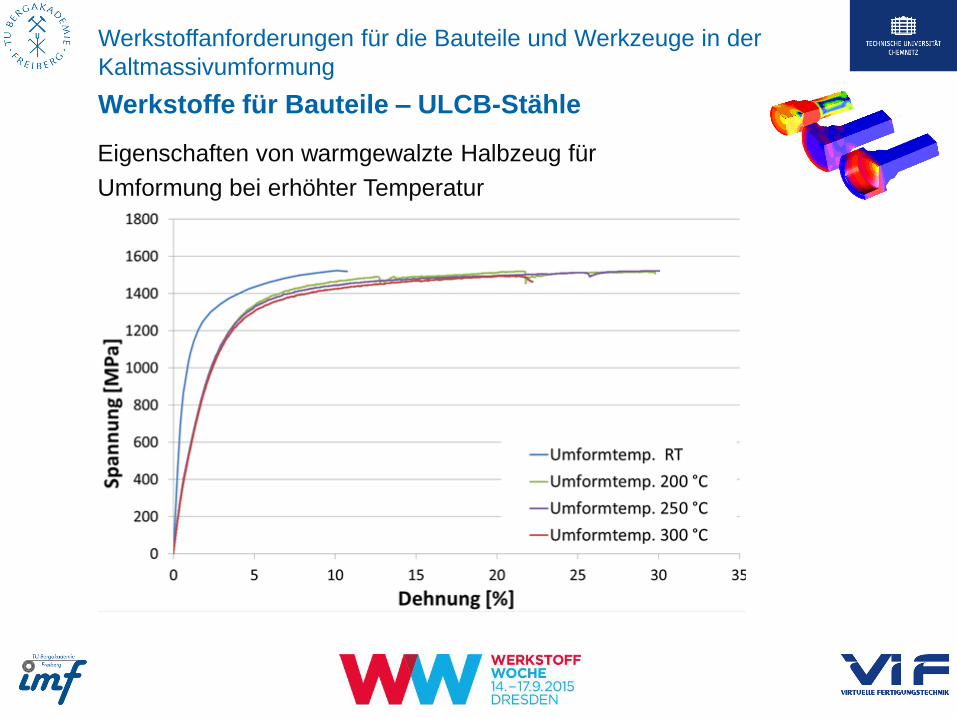
Werkstoffe für Bauteile – ULCB-Stähle
Eigenschaften von warmgewalzte Halbzeug für
Umformung bei erhöhter Temperatur

Moderne Entwicklungen
Vergütungsstähle
• Reduzierung bzw. optimierte Auslegung des GKZ-Glühens
AFP-Stähle
• Mikrolegierung mit V, Nb und Cu sowie optimierter Herstellungsprozess
zu Festigkeitsklassen 12.9
ULCB-Stähle
• Bainitische Stähle mit feinem Gefüge
Leichtbauwerkstoffe
• Entwicklung in Hinblick auf Einsatz von Magnesium
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile - Magnesium
Kaliberwalzen Ziehen/ Schälen Fließpressen/
Gewindewalzen
Eigenschaften von warmgewalzte Halbzeug für
Umformung bei erhöhter Temperatur

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Bauteile - Magnesium
Festigkeit absolut Festigkeit-Dichte Verhältnis
SpannlängelK:16mm
Testanzahl: n = 5
Dichte:
Mg: 1,8g/cm³
Al: 2,7 g/cm³
Stahl: 7,9 g/cm³
Festigkeit-Dichte Verhältnis von AZ81 ist geringfügig höher als bei Aluminium
Festigkeit-Dichte Verhältnis aller Magnesium-Legierungen sind höher als die von
Stahl

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Werkzeuge
Werkstoffe für Bauteile
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
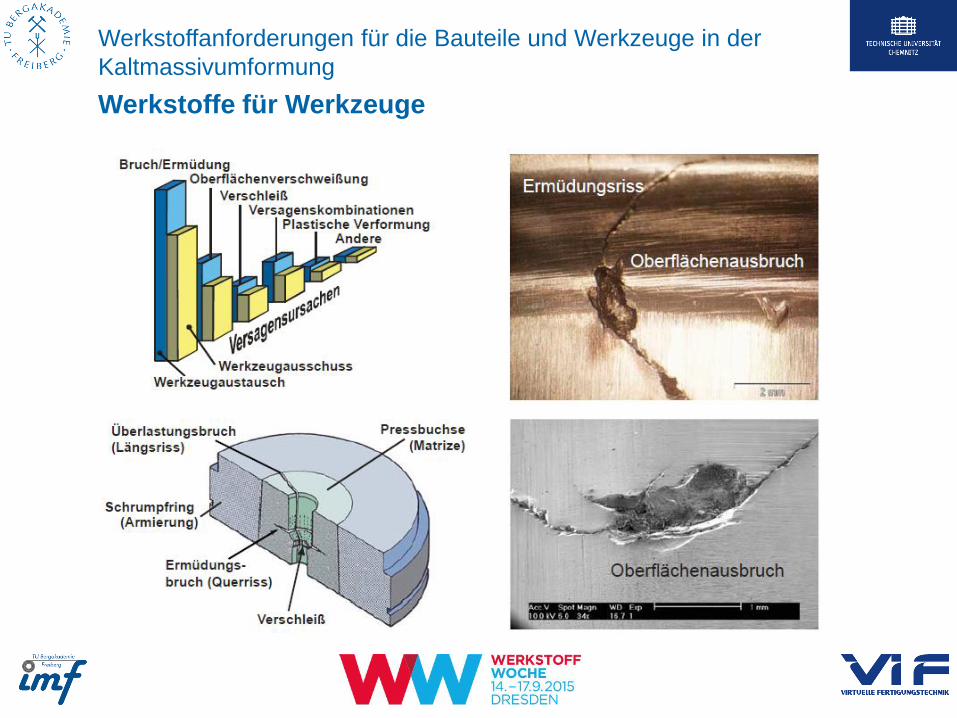
Werkstoffe für Werkzeuge

Druckfestigkeit/ Härte
Temperatur-beständigkeit
Zähigkeit
Verschleißfestigkeit
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Werkzeuge

Auslegung von Kaltfließpresswerkzeugen
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Werkzeuge
16CrMo4 42MnV7

Druckfestigkeit
Härte
Zähigkeit
Verschleißfestigkeit
Wichtigste Forderung – Druckfestigkeit/ Härte:
- Stempel im Regelfall höher belastet als Matrize
- Stempelbelastung Bereiche: 2000-2700 N/mm²
- Matrizenbelastung Bereiche: 1500-1800 N/mm²
- Belastungen ab 2800 N/mm² meist kritisch, da
im Werkzeug Setzerscheinungen/ plastische
Deformationen auftreten können
Temperatur:
- Grundtemperaturen in Fließpresswerkzeugen
ca. 80-120°C
- Temperaturspitzen bis 300 °C
Verschleiß:
- abrasiv
- adhäsiv
- Kombination aus abrasiv und adhäsiv
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Werkzeuge

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Werkzeuge
Quelle: Ulf Engel, VDI Wissensforum Kaltfließpressen
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Werkzeuge
Werkzeugwerkstoff-Klassen
- Kaltarbeitsstähle
- Warmarbeitsstähle
- Schnellarbeitsstähle
- Spezielle Pulvermetallurgische Stähle
- Hartmetalle
Herstellungsrouten der Werkzeugstähle
- (Druck-) Elektro-Schlacke-Umschmelzverfahren zur Minimierung von
Fremdstoffen und Einschlüssen
- Pulvermetallurgische Herstellverfahren mit zusätzlichen Mischkarbiden
- Legierungsentwicklung (Mikrolegierungselemente) zur Kornfeinung
sowohl bei Schmelz- als auch Pulvermetallurgie

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Werkzeuge
Einfluss der Herstellroute auf die Werkzeug-Mikrostruktur
Quelle: www.saar-hartmetall.de
PM-HIP 1.3344 PM-HIP 2.4534PM-HIP SAS 6
Umformung 1.3344 Umformung 2.4534Guss Co-Basis 6

Auslegung von Kaltfließpresswerkzeugen für 42MnV7
Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Werkzeuge
1.3294 (PM)/1.23441.2379/1.2343

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Werkstoffe für Werkzeuge
Werkzeugwerkstoff-Klassen
Quelle: Ulf Engel, VDI Wissensforum Kaltfließpressen

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Oberflächenbeschichtungen
Auflageschichten Reaktionsschichten
Separate Schichten aus
Keramik oder Hartstoff
bspw. TiC und TiN Schichten mittels
CVD oder PVD Verfahren
Hartverchromen, Auftragsschweißen
Duplexbeschichten
Wechselwirkung mit
Werkzeugwerkstoff bspw. Nitrieren,
Ionenimplantieren, Borieren, Vandieren
Aufkohlen mittels Diffusion
Werkstoffe für Werkzeuge

Werkstoffanforderungen für die Bauteile und Werkzeuge in der
Kaltmassivumformung
Oberflächenbeschichtungen
Werkstoffe für Werkzeuge
Quelle: Ulf Engel, VDI Wissensforum Kaltfließpressen

Danke für Ihre
Aufmerksamkeit!
Quelle: BeaTec GmbH Quelle: UKM Fahrzeugteile GmbH


















