Wie gestalte ich optimal eine neue Fabrik? Grundlagen ... · © Institut für Fabrikanlagen und...
34
Bild 0 © Institut für Fabrikanlagen und Logistik Wie gestalte ich optimal eine neue Fabrik? Grundlagen moderner Fabrikgestaltung Dipl.-Ing. oec. Michael Heins 8. Industriearbeitskreis „Produktionslogistik für die variantenreiche Serienfertigung“ 13. September 2007 in Düsseldorf
Transcript of Wie gestalte ich optimal eine neue Fabrik? Grundlagen ... · © Institut für Fabrikanlagen und...
Bild 0© Institut für Fabrikanlagen und Logistik
Wie gestalte ich optimal eine neue Fabrik? Grundlagen moderner FabrikgestaltungDipl.-Ing. oec. Michael Heins
8. Industriearbeitskreis„Produktionslogistik für die variantenreiche Serienfertigung“
13. September 2007 in Düsseldorf
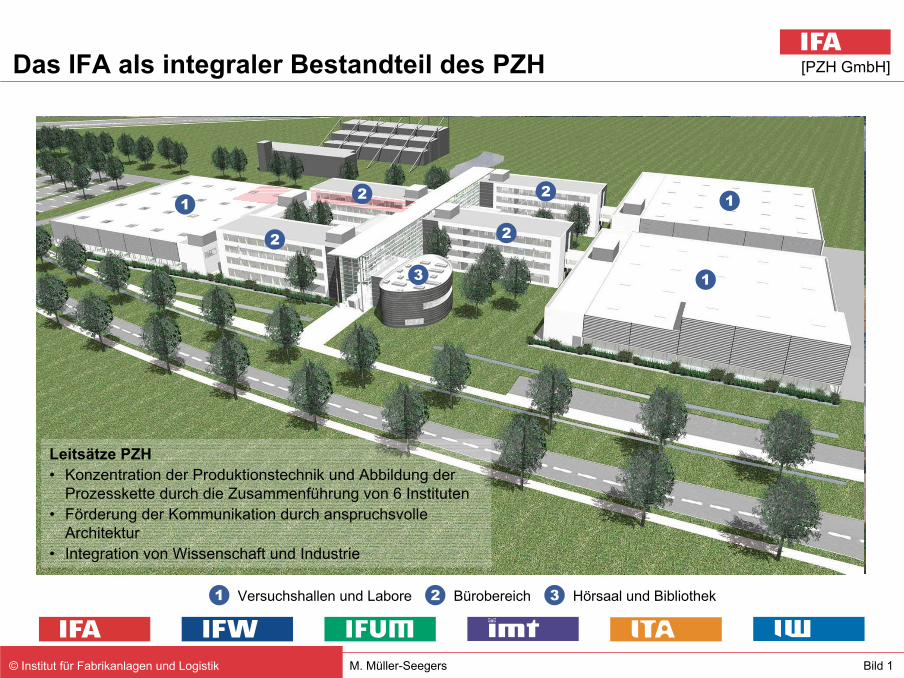
Bild 1M. Müller-Seegers© Institut für Fabrikanlagen und Logistik
• Ca. 230 Wissenschaftliche Mitarbeiter• Ca. 110 Technische Mitarbeiter/Verwaltungsangestellte• Ca. 400 Studentische Hilfskräfte• Ca. 800 Studierende der Produktionstechnik• Nutzfläche: 22.000 m²• 14 Firmen mit ca. 45 Mitarbeitern
Leitsätze PZH• Konzentration der Produktionstechnik und Abbildung der
Prozesskette durch die Zusammenführung von 6 Instituten• Förderung der Kommunikation durch anspruchsvolle
Architektur• Integration von Wissenschaft und Industrie
Das IFA als integraler Bestandteil des PZH
1 1
1
2
22
2
3
1 Versuchshallen und Labore 2 Bürobereich 3 Hörsaal und Bibliothek
[PZH GmbH]
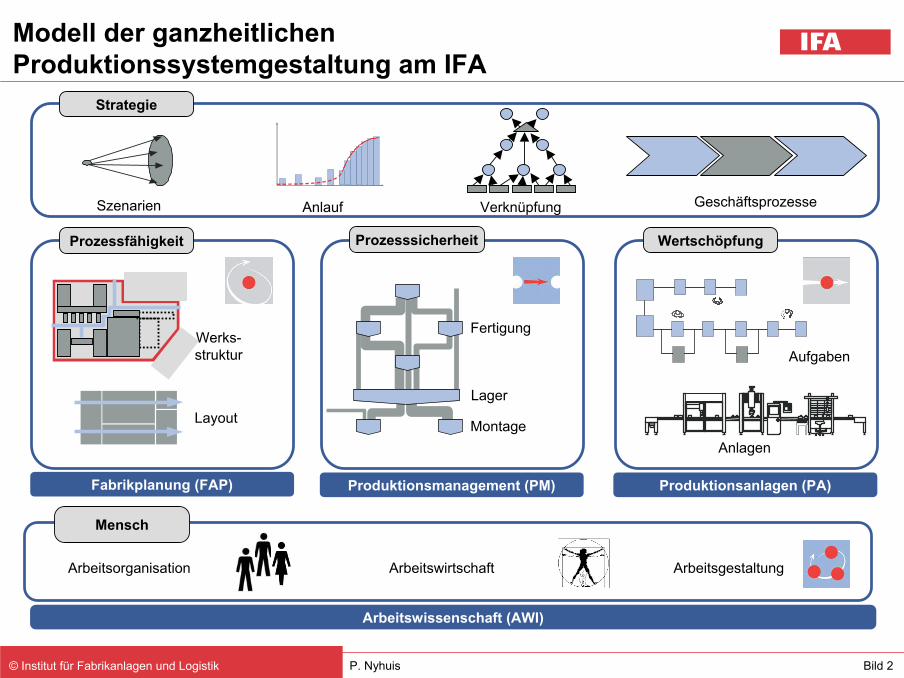
Bild 2P. Nyhuis© Institut für Fabrikanlagen und Logistik
Fabrikplanung (FAP)
Modell der ganzheitlichen Produktionssystemgestaltung am IFA
Layout
Aufgaben
Anlagen
Szenarien Anlauf
Werks-struktur
GeschäftsprozesseVerknüpfung
Strategie
Prozessfähigkeit Prozesssicherheit Wertschöpfung
Produktionsmanagement (PM) Produktionsanlagen (PA)
Fertigung
Lager
Montage
Arbeitswissenschaft (AWI)
Arbeitsorganisation Arbeitswirtschaft Arbeitsgestaltung
Mensch
Bild 3© Institut für Fabrikanlagen und Logistik
Agenda
1. Einleitung
2. Synergetische Fabrikplanung und Prozessmodell der Fabrikplanung
3. Vom Groblayout zum Feinlayout
4. Kommunikation in Fabriken
5. Zusammenfassung und Ausblick
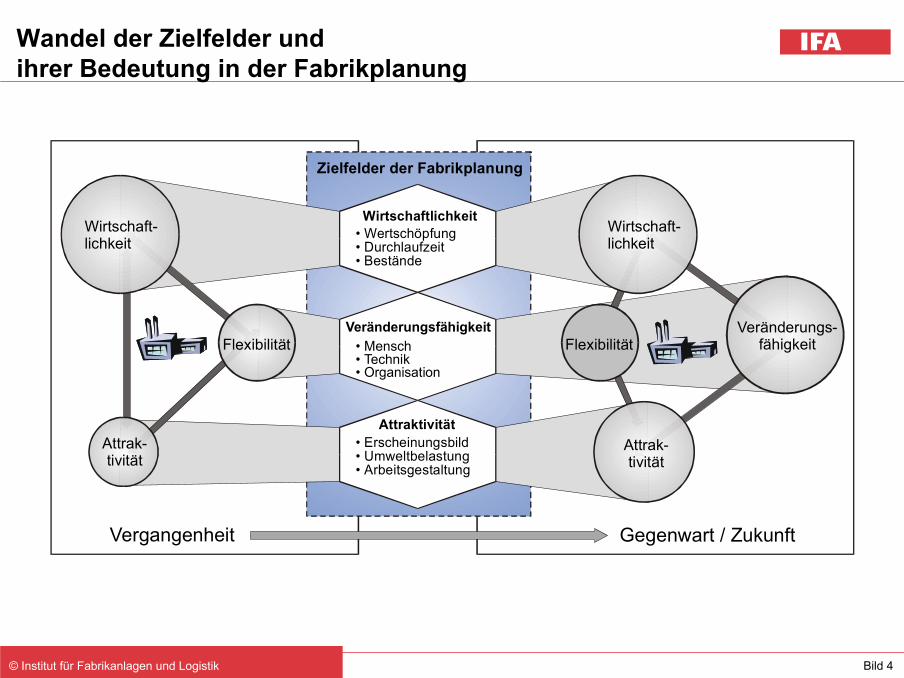
Bild 4© Institut für Fabrikanlagen und Logistik
Vergangenheit Gegenwart / Zukunft
Wirtschaft-lichkeit
Attrak-tivität
Wirtschaft-lichkeit
Attrak-tivität
Veränderungs-fähigkeitFlexibilität Flexibilität
Zielfelder der Fabrikplanung
• Wertschöpfung• Durchlaufzeit• Bestände
Wirtschaftlichkeit
• Mensch• Technik• Organisation
Veränderungsfähigkeit
• Erscheinungsbild• Umweltbelastung• Arbeitsgestaltung
Attraktivität
Wandel der Zielfelder und ihrer Bedeutung in der Fabrikplanung
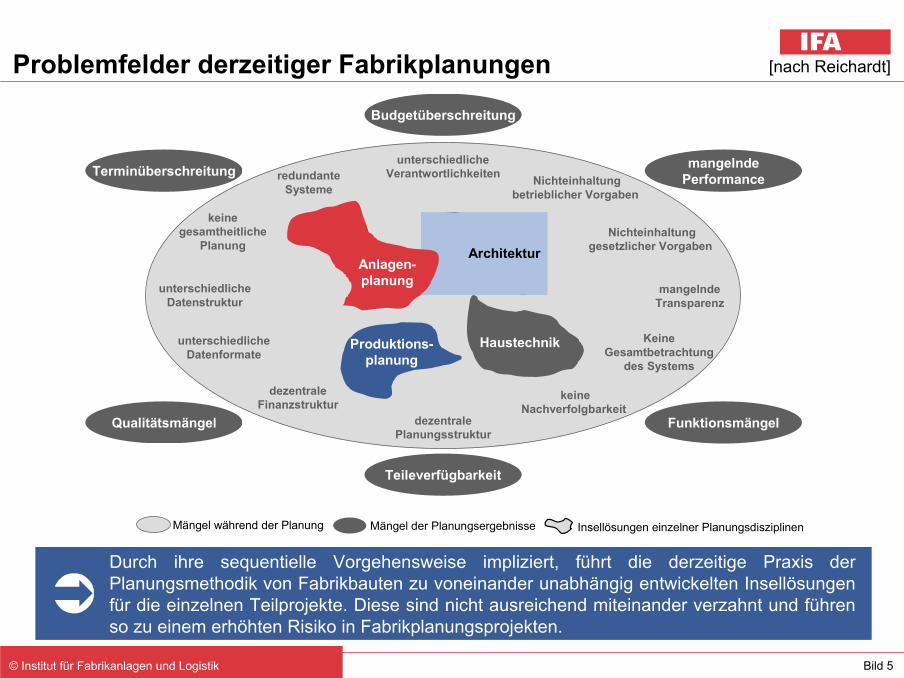
Bild 5© Institut für Fabrikanlagen und Logistik
Problemfelder derzeitiger Fabrikplanungen
Durch ihre sequentielle Vorgehensweise impliziert, führt die derzeitige Praxis der Planungsmethodik von Fabrikbauten zu voneinander unabhängig entwickelten Insellösungen für die einzelnen Teilprojekte. Diese sind nicht ausreichend miteinander verzahnt und führen so zu einem erhöhten Risiko in Fabrikplanungsprojekten.
Produktions-planung
Haustechnik
ArchitekturAnlagen-planung
redundanteSysteme
mangelndeTransparenz
unterschiedlicheDatenstruktur
unterschiedlicheDatenformate
dezentralePlanungsstruktur
keineNachverfolgbarkeit
Nichteinhaltunggesetzlicher Vorgaben
Nichteinhaltungbetrieblicher Vorgaben
dezentraleFinanzstruktur
KeineGesamtbetrachtung
des Systems
unterschiedlicheVerantwortlichkeiten
keinegesamtheitliche
Planung
Budgetüberschreitung
Qualitätsmängel
Teileverfügbarkeit
Funktionsmängel
mangelndePerformanceTerminüberschreitung
Mängel während der Planung Mängel der Planungsergebnisse Insellösungen einzelner Planungsdisziplinen
[nach Reichardt]
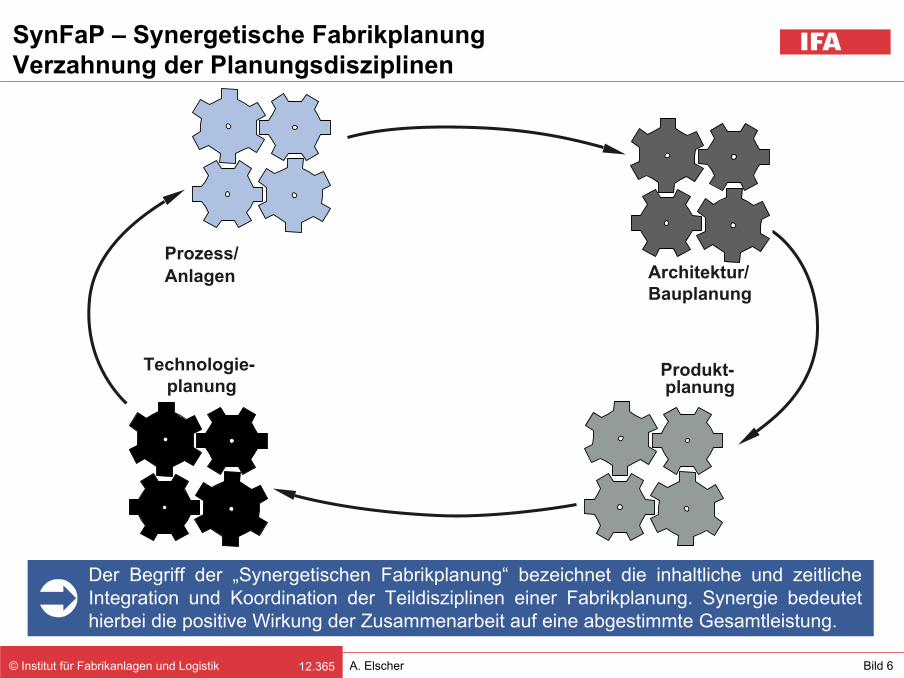
Bild 6A. Elscher© Institut für Fabrikanlagen und Logistik
SynFaP – Synergetische Fabrikplanung Verzahnung der Planungsdisziplinen
Prozess/Anlagen Architektur/
Bauplanung
Technologie-planung
Produkt-planung
Der Begriff der „Synergetischen Fabrikplanung“ bezeichnet die inhaltliche und zeitliche Integration und Koordination der Teildisziplinen einer Fabrikplanung. Synergie bedeutet hierbei die positive Wirkung der Zusammenarbeit auf eine abgestimmte Gesamtleistung.
12.365
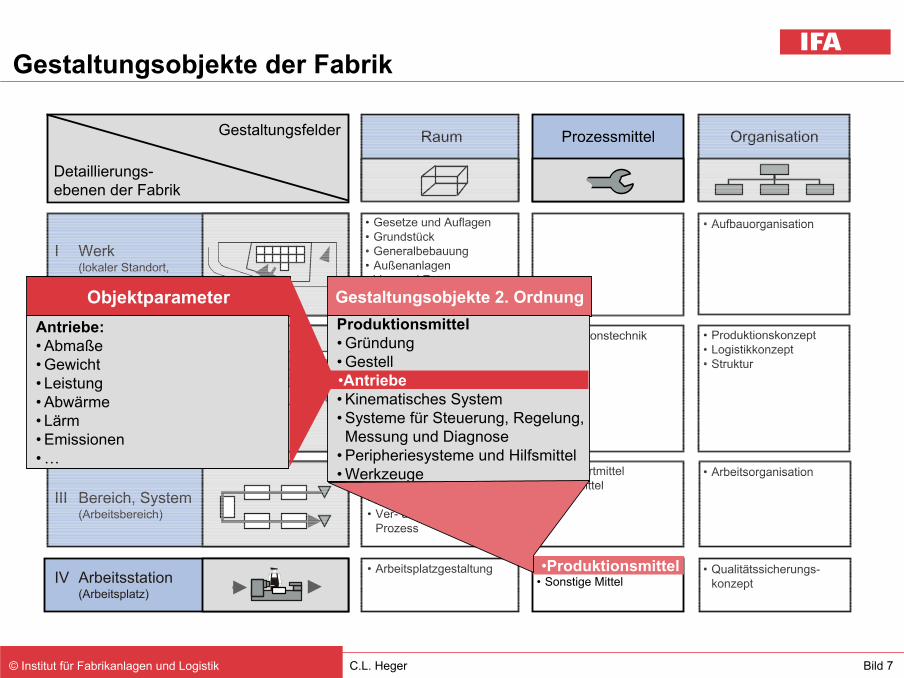
Bild 7C.L. Heger© Institut für Fabrikanlagen und Logistik
Gestaltungsobjekte der Fabrik
Gestaltungsfelder OrganisationProzessmittelRaum
Detaillierungs-ebenen der Fabrik
II Fabrik(Gebäude)
III Bereich, System(Arbeitsbereich)
IV Arbeitsstation(Arbeitsplatz)
I Werk(lokaler Standort,Generalbebauung)
• Gesetze und Auflagen• Grundstück• Generalbebauung• Außenanlagen• Ver- und Entsorgung
Gebäude
• Transportmittel• Lagermittel
• Produktionsmittel• Sonstige Mittel
• Produktionskonzept• Logistikkonzept• Struktur
• Layout• Bauform• Tragwerk• Hülle • Ausbau• Anmutung• Netze• Zentralen
• Informationstechnik
• Kommunikation• Brandschutz• Auslässe• Ver- und Entsorgung
Prozess
• Arbeitsplatzgestaltung
• Aufbauorganisation
• Arbeitsorganisation
• Qualitätssicherungs-konzept
•Produktionsmittel
Gestaltungsobjekte 2. OrdnungProduktionsmittel• Gründung• Gestell• Antriebe• Kinematisches System• Systeme für Steuerung, Regelung,Messung und Diagnose
• Peripheriesysteme und Hilfsmittel• Werkzeuge
•Antriebe
ObjektparameterAntriebe:• Abmaße• Gewicht• Leistung• Abwärme• Lärm• Emissionen• …
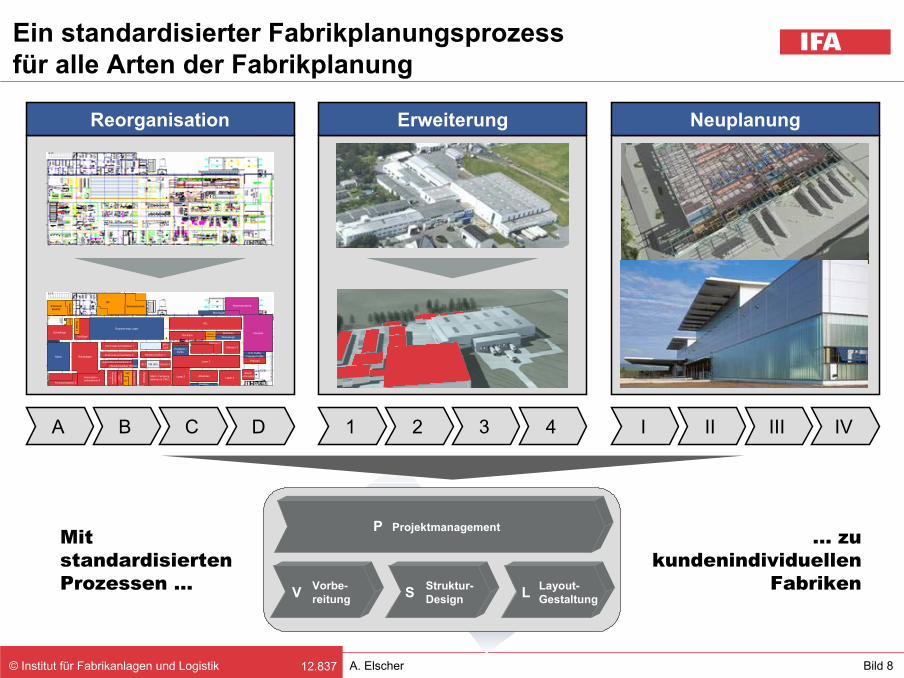
Bild 8A. Elscher© Institut für Fabrikanlagen und Logistik
Ein standardisierter Fabrikplanungsprozessfür alle Arten der Fabrikplanung
Erweiterung NeuplanungReorganisation
A B C D 1 2 3 4 I II III IV
KTL
Decklack
Gruppierungs-Lager
Pressen
Stanzen 3Stanzen 1
Laser 3
BüroLack
Handschweißen 1
QS (alt)
Automatenschweißerei 2
Automatenschweißerei 1
Mech. Fertigung(Bohren & CNC)
Autom
aten-schw
eißerei5Punktschweißen 1
Kasto Rohrbiegen
Schlafliege
SchlosserElektrik
Blechlager
Waschen
Betriebstechnik
Automaten-schweißerei 4
Werkzeuge
Blech-schneiden
KotflügelVersand
Abkanten
Stanzen 2
Laser 1
Laser 2
Stapler1 Stapler 2
Sanitäter WC
QS
KF
Automatenschweißerei 3Handschweißen (Puffer)
HT
WC
Verputzerei
Hs.2 Hands.3
KTL PufferDecklack /
Puffer
Wasser-aufbereitung
Warenannahme
Punktschweißen 2
Richterei
SchlafliegeSandstrahlen
Pressen Puffer
Querträger richten
Abkanten
Prozessmodell der
Fabrikplanung
12.837
Layout-Gestaltung
Struktur-Design
Vorbe-reitungV S L
P ProjektmanagementMitstandardisiertenProzessen …
… zukundenindividuellen
Fabriken
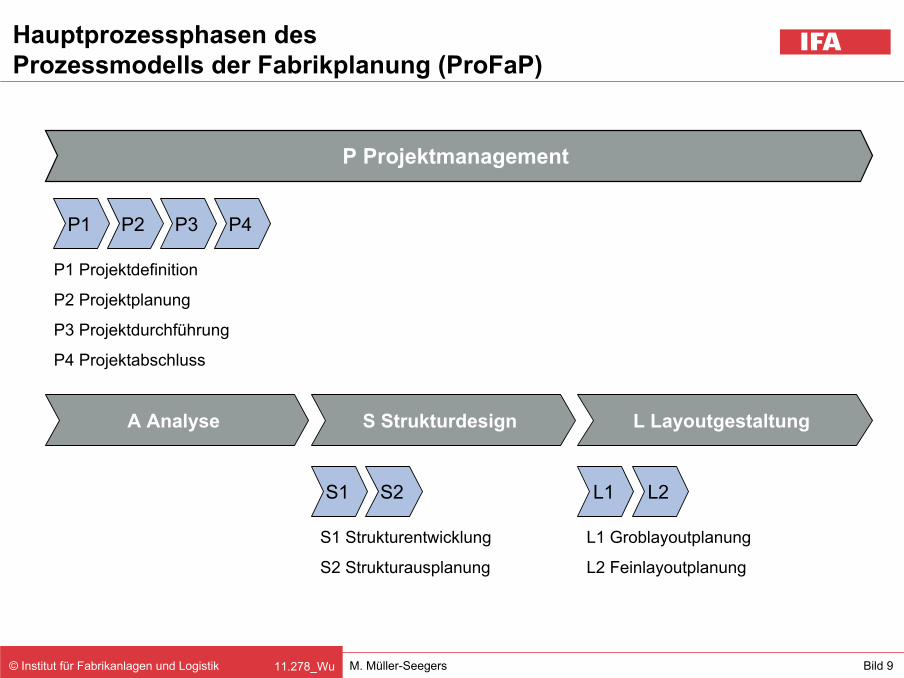
Bild 9M. Müller-Seegers© Institut für Fabrikanlagen und Logistik
Hauptprozessphasen desProzessmodells der Fabrikplanung (ProFaP)
11.278_Wu
S1 S2
S1 Strukturentwicklung
S2 Strukturausplanung
L1 L2
L1 Groblayoutplanung
L2 Feinlayoutplanung
P Projektmanagement
P1 P2 P3
P1 Projektdefinition
P2 Projektplanung
P3 Projektdurchführung
P4 Projektabschluss
P4
A Analyse S Strukturdesign L Layoutgestaltung
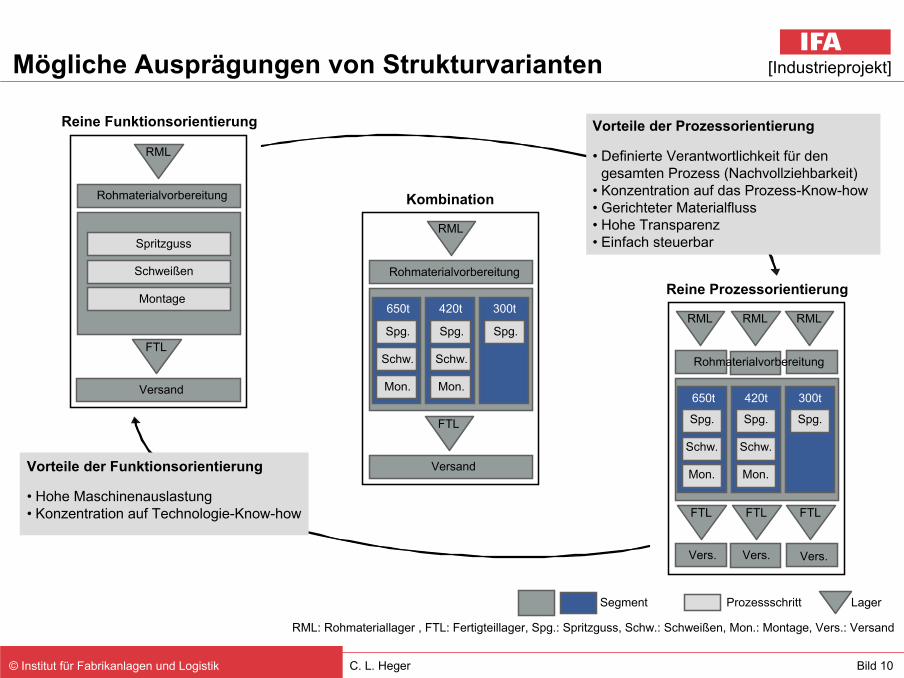
Bild 10C. L. Heger© Institut für Fabrikanlagen und Logistik
Mögliche Ausprägungen von Strukturvarianten
RML
FTL
Versand
Reine Funktionsorientierung
Rohmaterialvorbereitung
Spritzguss
Montage
Schweißen
RML: Rohmateriallager , FTL: Fertigteillager, Spg.: Spritzguss, Schw.: Schweißen, Mon.: Montage, Vers.: Versand
Prozessschritt Lager
RML
Rohmaterialvorbereitung
FTL
Versand
Kombination
Spg.
Mon.
Schw.
650t
Spg.
Mon.
Schw.
420t
Spg.
300t
Segment
RML
Vers.
Rohmaterialvorbereitung
RML RML
FTL FTL FTL
Vers. Vers.
Reine Prozessorientierung
Vorteile der Prozessorientierung
• Definierte Verantwortlichkeit für den gesamten Prozess (Nachvollziehbarkeit)
• Konzentration auf das Prozess-Know-how• Gerichteter Materialfluss• Hohe Transparenz• Einfach steuerbar
650t 420t 300t
Spg.
Mon.
Schw.
Spg.
Mon.
Schw.
Spg.
[Industrieprojekt]
Vorteile der Funktionsorientierung
• Hohe Maschinenauslastung• Konzentration auf Technologie-Know-how
Bild 11© Institut für Fabrikanlagen und Logistik
Agenda
1. Einleitung
2. Synergetische Fabrikplanung und Prozessmodell der Fabrikplanung
3. Vom Groblayout zum Feinlayout
4. Kommunikation in Fabriken
5. Zusammenfassung und Ausblick
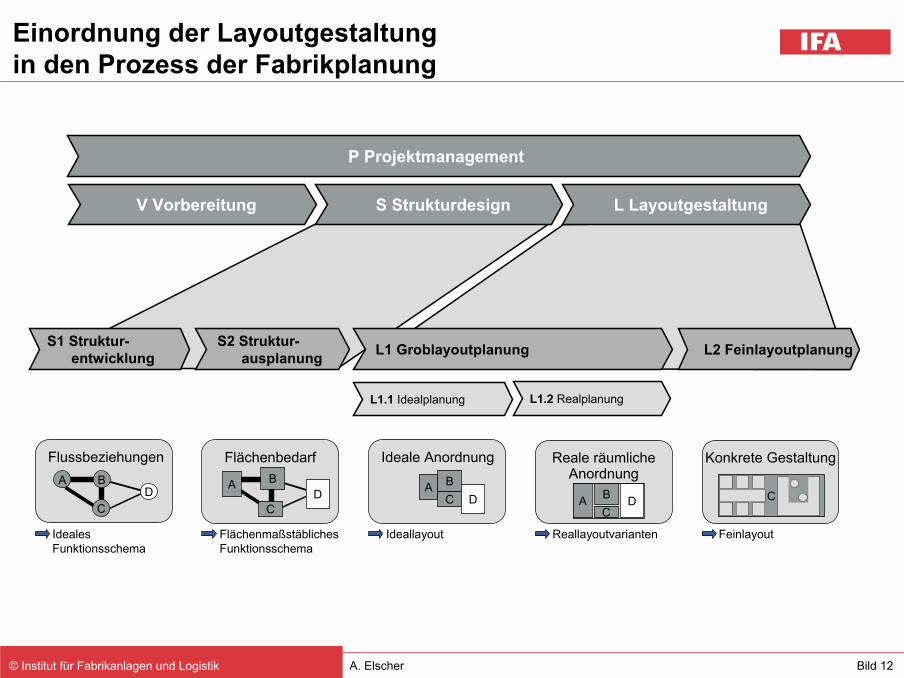
Bild 12A. Elscher© Institut für Fabrikanlagen und Logistik
Einordnung der Layoutgestaltung in den Prozess der Fabrikplanung
L2 FeinlayoutplanungL1 Groblayoutplanung
L1.1 Idealplanung L1.2 Realplanung
FlussbeziehungenA B
CD
Flächenbedarf
A B
CD
Ideale Anordnung
A BC D
Reale räumlicheAnordnung
A BC
D
Ideales Funktionsschema
Flächenmaßstäbliches Funktionsschema
Ideallayout Reallayoutvarianten
Konkrete Gestaltung
C
Feinlayout
P Projektmanagement
S Strukturdesign L LayoutgestaltungV Vorbereitung
S1 Struktur-entwicklung
S2 Struktur-ausplanung
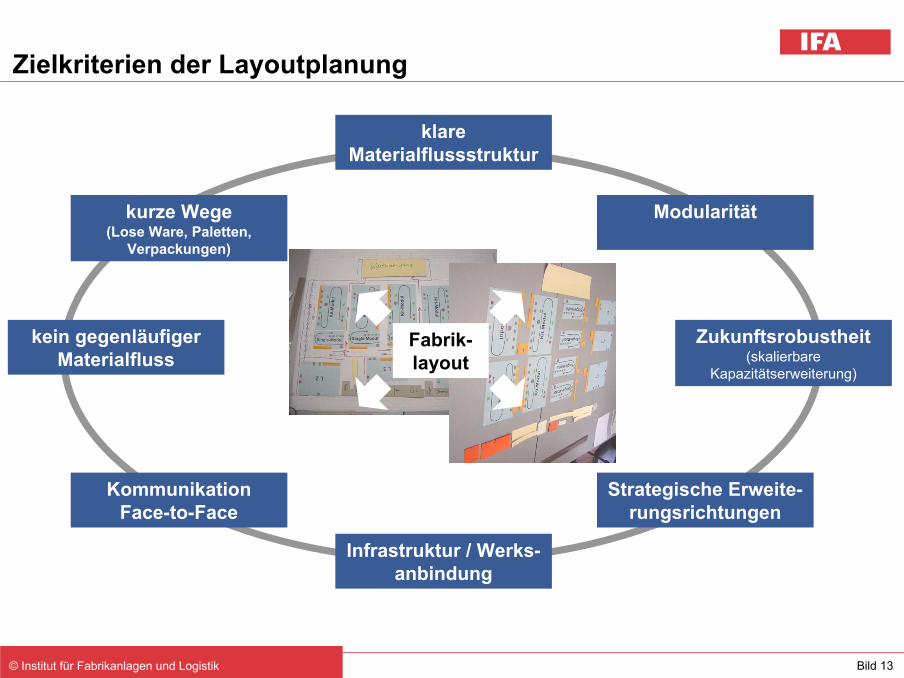
Bild 13© Institut für Fabrikanlagen und Logistik
Zielkriterien der Layoutplanung
Fabrik-layout
klare Materialflussstruktur
kurze Wege (Lose Ware, Paletten,
Verpackungen)
kein gegenläufigerMaterialfluss
KommunikationFace-to-Face
Modularität
Zukunftsrobustheit(skalierbare
Kapazitätserweiterung)
Strategische Erweite-rungsrichtungen
Infrastruktur / Werks-anbindung
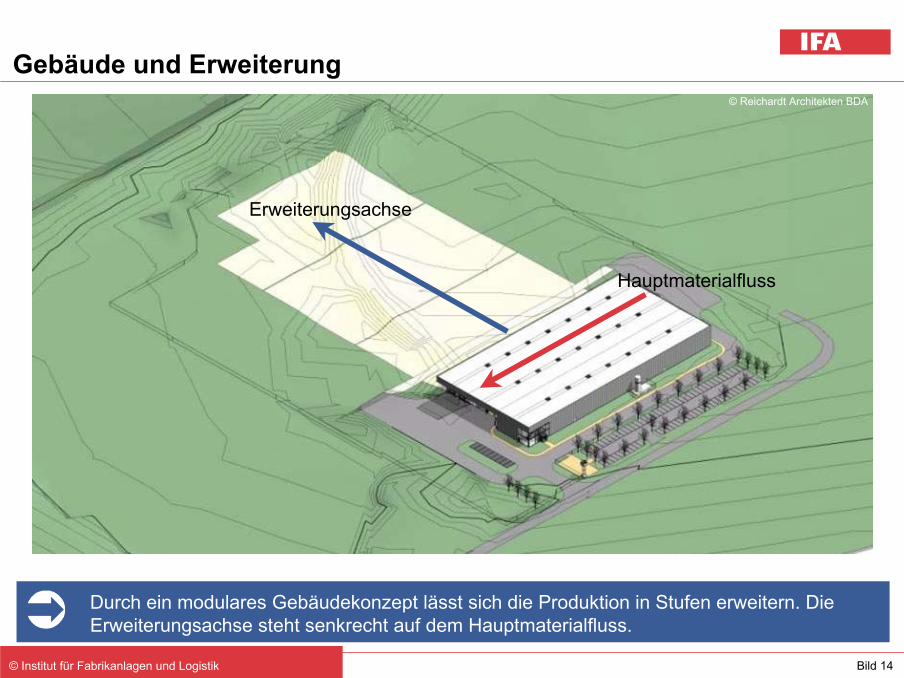
Bild 14© Institut für Fabrikanlagen und Logistik
Gebäude und Erweiterung
Durch ein modulares Gebäudekonzept lässt sich die Produktion in Stufen erweitern. Die Erweiterungsachse steht senkrecht auf dem Hauptmaterialfluss.
© Reichardt Architekten BDA
Erweiterungsachse
Hauptmaterialfluss
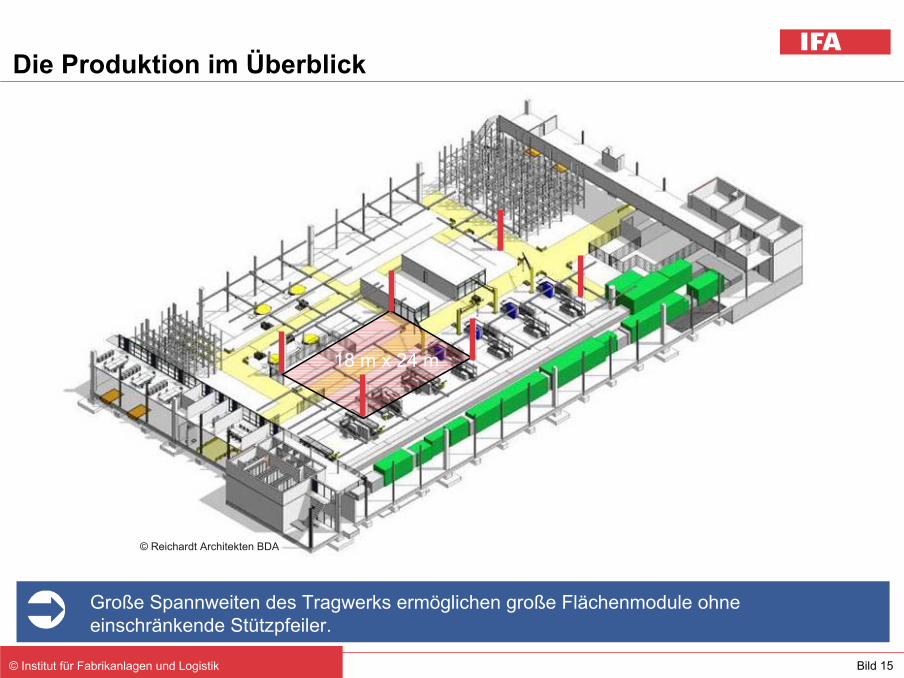
Bild 15© Institut für Fabrikanlagen und Logistik
Die Produktion im Überblick
© Reichardt Architekten BDA
Große Spannweiten des Tragwerks ermöglichen große Flächenmodule ohne einschränkende Stützpfeiler.
18 m x 24 m
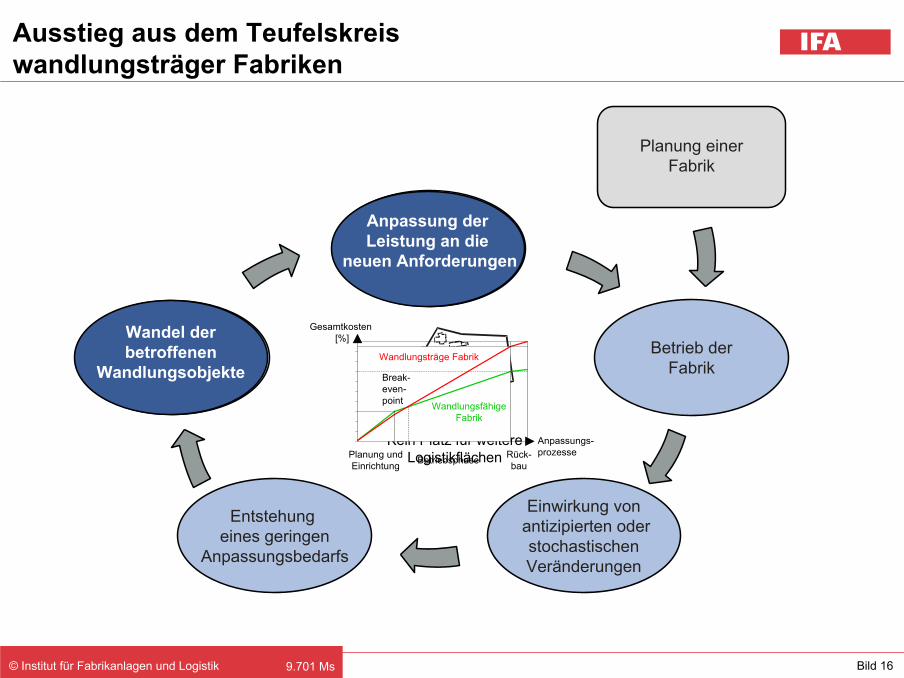
Bild 16© Institut für Fabrikanlagen und Logistik
Kein Platz für weitereLogistikflächen
Ausstieg aus dem Teufelskreiswandlungsträger Fabriken
Betrieb derFabrik
Einwirkung vonantizipierten oderstochastischenVeränderungen
Entstehung eines geringen
Anpassungsbedarfs
Verzicht auf die notwendigeAnpassung der
Leistung
Planung einer Fabrik
geringfügigeVerschlechterung der
Leistung
Gesamtkosten [%]
Anpassungs-prozessePlanung und
Einrichtung Betriebsphase
WandlungsfähigeFabrik
Wandlungsträge Fabrik
Rück-bau
Break-even-point
9.701 Ms
Wandel derbetroffenen
Wandlungsobjekte
Anpassung der Leistung an die
neuen Anforderungen
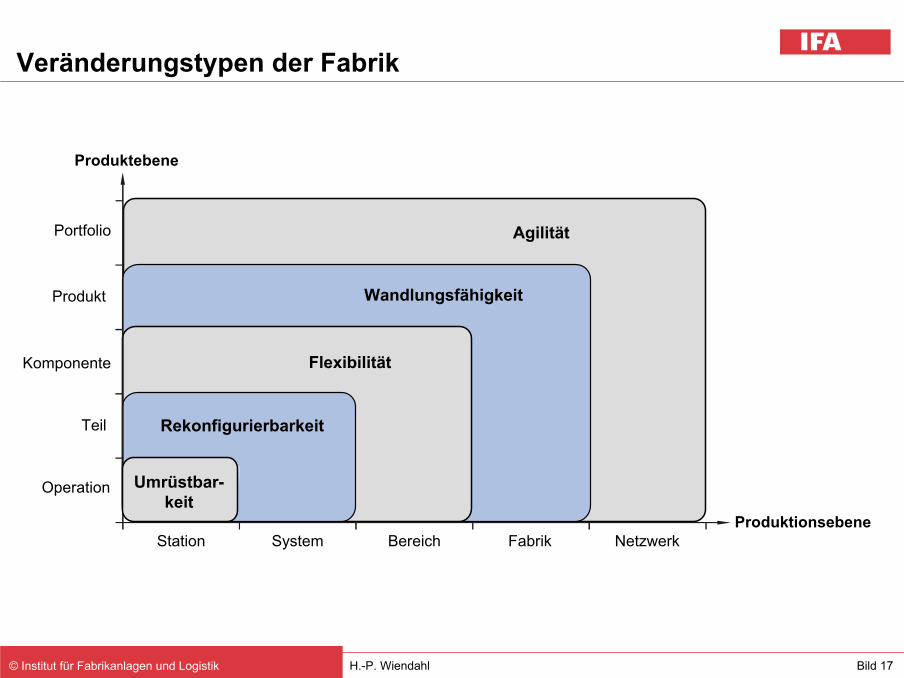
Bild 17H.-P. Wiendahl© Institut für Fabrikanlagen und Logistik
Veränderungstypen der Fabrik
Agilität
Wandlungsfähigkeit
Flexibilität
Rekonfigurierbarkeit
Umrüstbar-keit
Operation
Teil
Komponente
Produkt
Portfolio
Produktebene
ProduktionsebeneStation System Bereich Fabrik Netzwerk
R. Hernàndez© Institut für Fabrikanlagen und Logistik
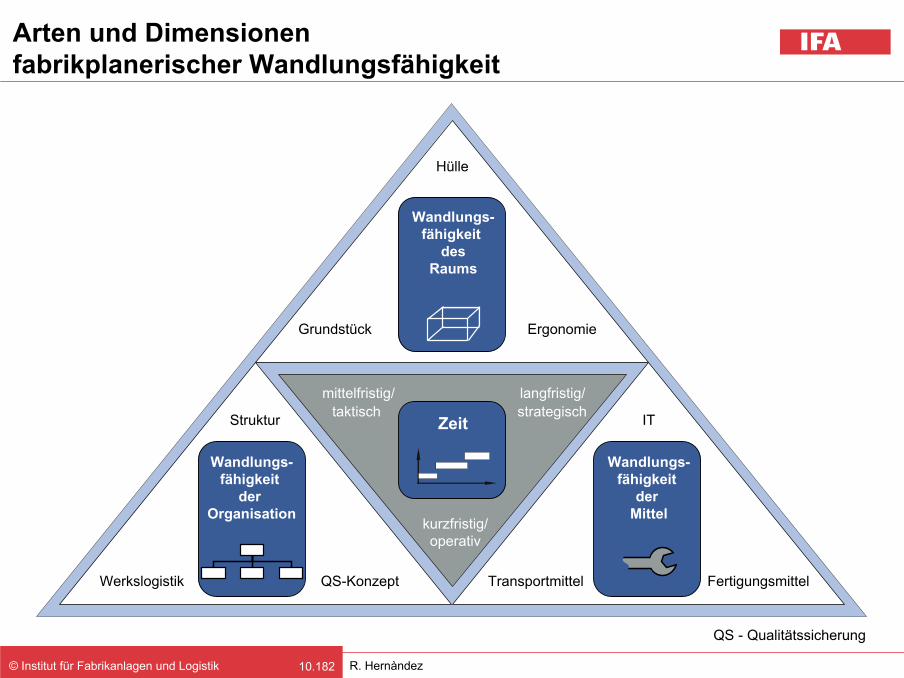
Arten und Dimensionen fabrikplanerischer Wandlungsfähigkeit
10.182
kurzfristig/operativ
mittelfristig/taktisch
langfristig/strategisch
Grundstück
Hülle
Ergonomie
Werkslogistik QS-Konzept
Struktur
Transportmittel Fertigungsmittel
IT
Wandlungs-fähigkeit
der Organisation
Wandlungs-fähigkeit
der Mittel
Wandlungs-fähigkeit
desRaums
Zeit
QS - Qualitätssicherung
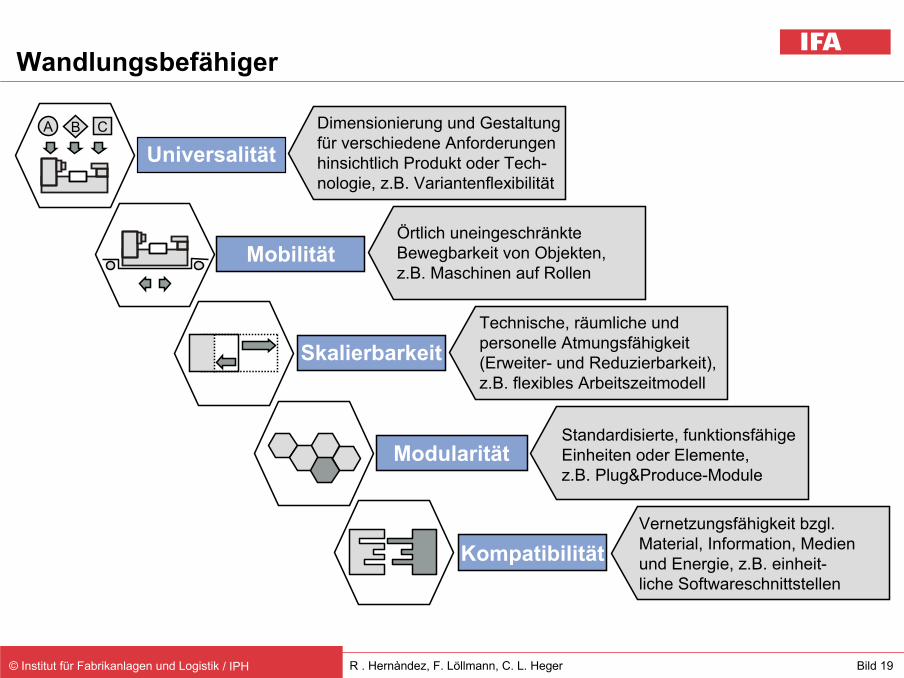
Bild 19R . Hernàndez, F. Löllmann, C. L. Heger© Institut für Fabrikanlagen und Logistik
Mobilität
Skalierbarkeit
Kompatibilität
Modularität
Wandlungsbefähiger
/ IPH
CA B
Örtlich uneingeschränkteBewegbarkeit von Objekten,z.B. Maschinen auf Rollen
Standardisierte, funktionsfähigeEinheiten oder Elemente,z.B. Plug&Produce-Module
Vernetzungsfähigkeit bzgl.Material, Information, Medien und Energie, z.B. einheit-liche Softwareschnittstellen
Technische, räumliche undpersonelle Atmungsfähigkeit(Erweiter- und Reduzierbarkeit),z.B. flexibles Arbeitszeitmodell
Dimensionierung und Gestaltungfür verschiedene Anforderungenhinsichtlich Produkt oder Tech-nologie, z.B. Variantenflexibilität
Universalität
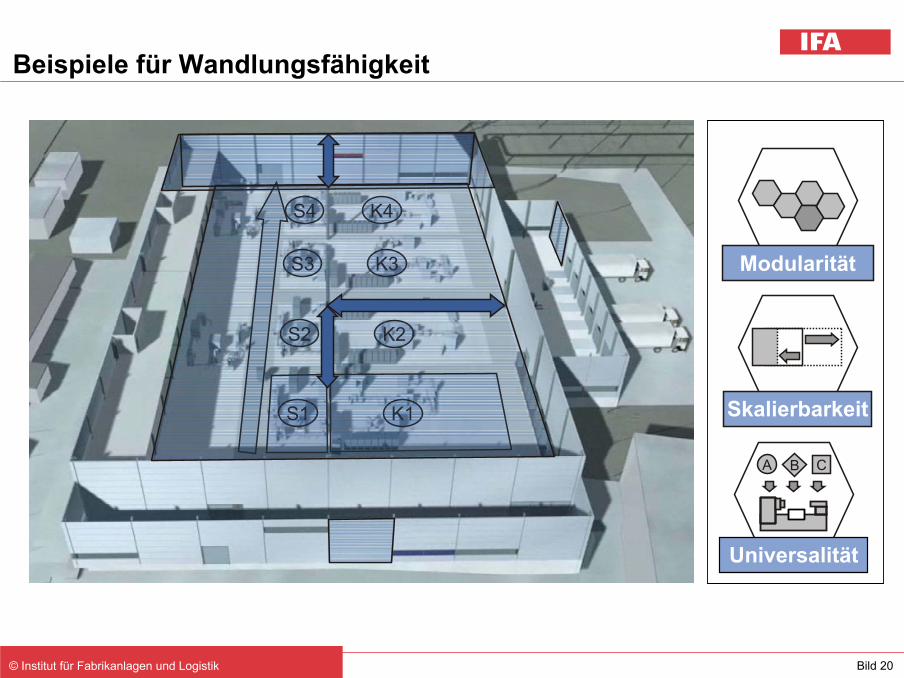
Bild 20© Institut für Fabrikanlagen und Logistik
CA B
Universalität
Modularität
SkalierbarkeitS1
S2
S3
S4
K2
K1
K3
K4
Beispiele für Wandlungsfähigkeit
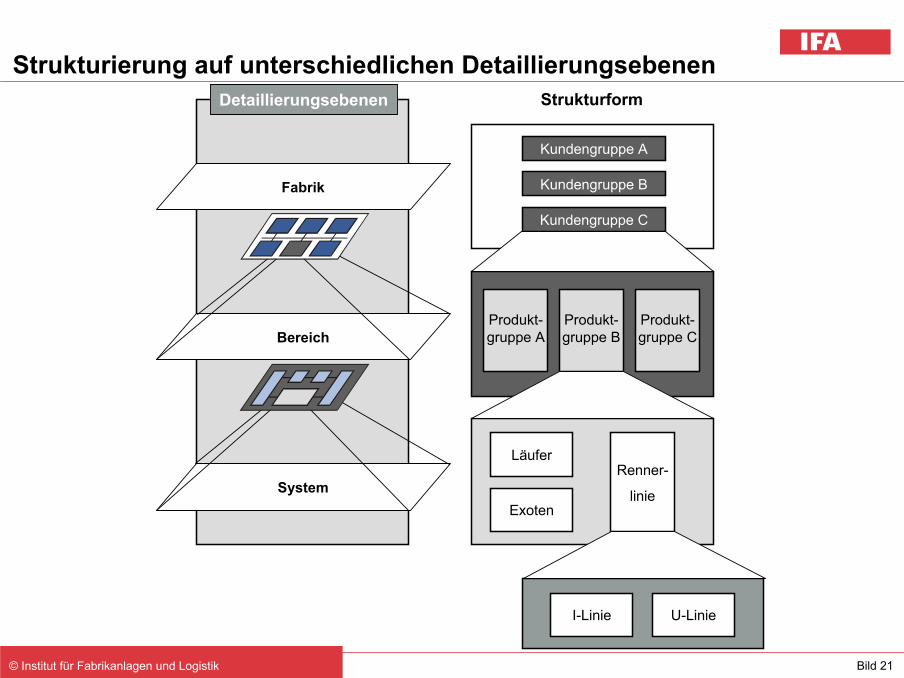
Bild 21© Institut für Fabrikanlagen und Logistik
Bereich
Strukturierung auf unterschiedlichen Detaillierungsebenen
Kundengruppe A
Kundengruppe B
Kundengruppe C
Produkt-gruppe A
Produkt-gruppe B
Produkt-gruppe C
Läufer
Exoten
Renner-
linie
Detaillierungsebenen Strukturform
Fabrik
System
I-Linie U-Linie
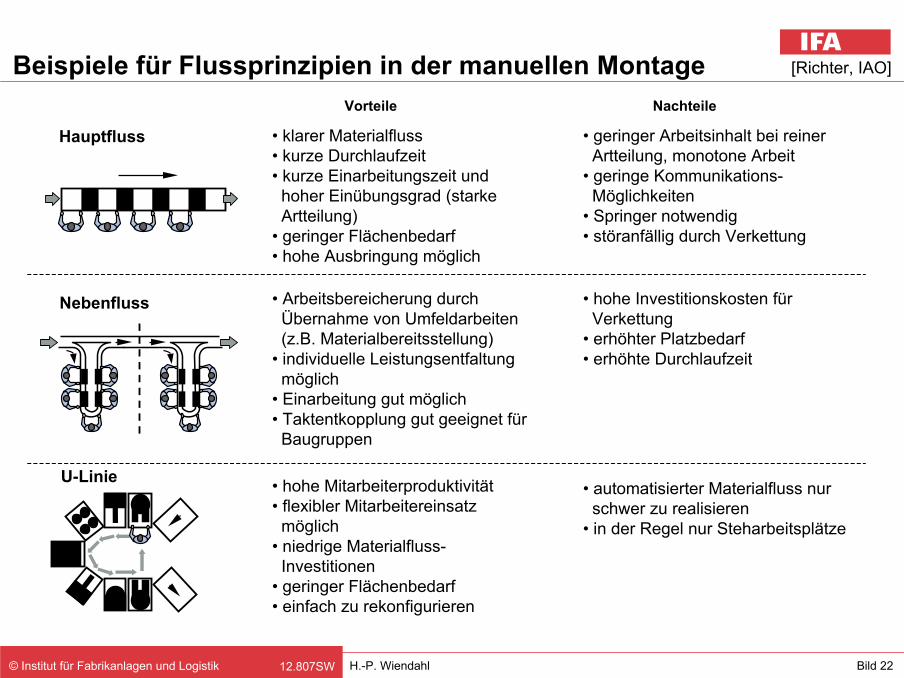
Bild 22© Institut für Fabrikanlagen und Logistik H.-P. Wiendahl
Beispiele für Flussprinzipien in der manuellen Montage
12.807SW
Hauptfluss
Nebenfluss
U-Linie
Vorteile
• klarer Materialfluss• kurze Durchlaufzeit• kurze Einarbeitungszeit undhoher Einübungsgrad (starke Artteilung)
• geringer Flächenbedarf• hohe Ausbringung möglich
• Arbeitsbereicherung durchÜbernahme von Umfeldarbeiten(z.B. Materialbereitsstellung)
• individuelle Leistungsentfaltungmöglich
• Einarbeitung gut möglich• Taktentkopplung gut geeignet fürBaugruppen
• hohe Mitarbeiterproduktivität• flexibler Mitarbeitereinsatzmöglich
• niedrige Materialfluss-Investitionen
• geringer Flächenbedarf• einfach zu rekonfigurieren
Nachteile
• geringer Arbeitsinhalt bei reinerArtteilung, monotone Arbeit
• geringe Kommunikations-Möglichkeiten
• Springer notwendig• störanfällig durch Verkettung
• hohe Investitionskosten fürVerkettung
• erhöhter Platzbedarf• erhöhte Durchlaufzeit
• automatisierter Materialfluss nurschwer zu realisieren
• in der Regel nur Steharbeitsplätze
[Richter, IAO]
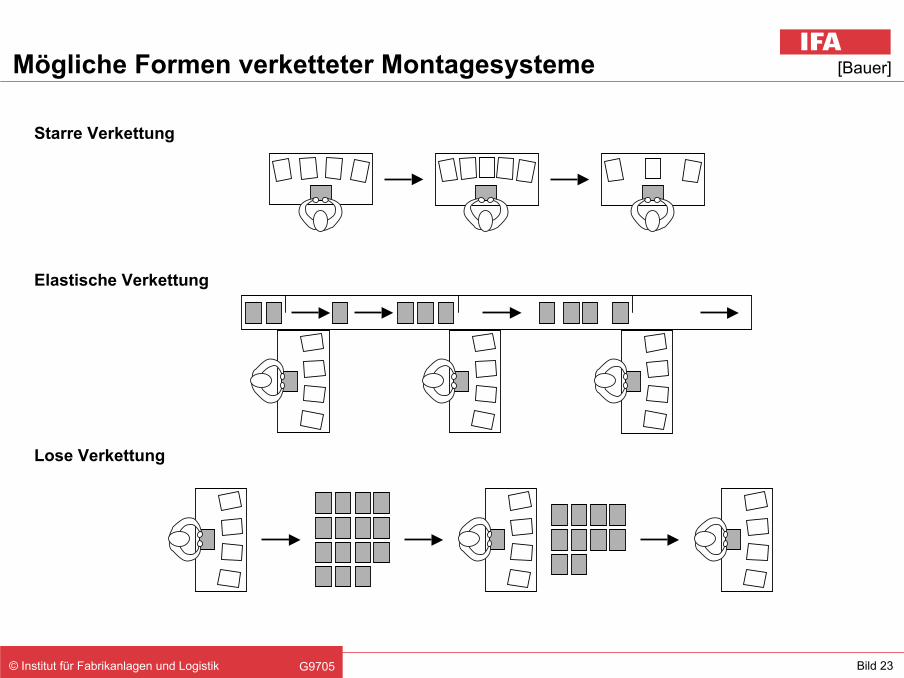
Bild 23© Institut für Fabrikanlagen und Logistik
Mögliche Formen verketteter Montagesysteme
G9705
[Bauer]
Starre Verkettung
Elastische Verkettung
Lose Verkettung
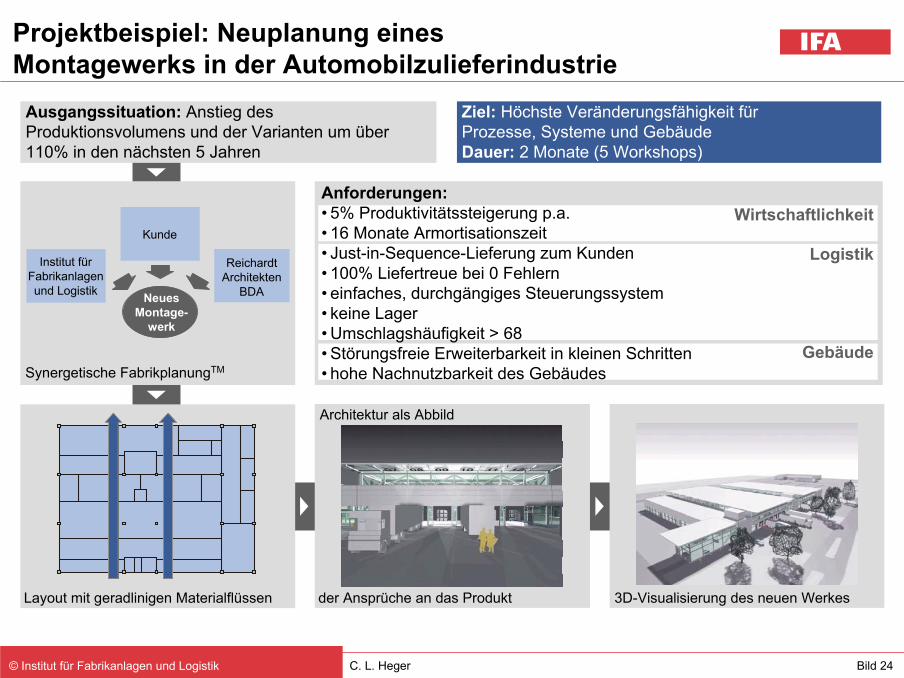
Bild 24C. L. Heger© Institut für Fabrikanlagen und Logistik
Synergetische FabrikplanungTM
Layout mit geradlinigen Materialflüssen der Ansprüche an das Produkt 3D-Visualisierung des neuen Werkes
Ziel: Höchste Veränderungsfähigkeit fürProzesse, Systeme und GebäudeDauer: 2 Monate (5 Workshops)
Ausgangssituation: Anstieg des Produktionsvolumens und der Varianten um über 110% in den nächsten 5 Jahren
Kunde
ReichardtArchitekten
BDA
Institut fürFabrikanlagenund Logistik Neues
Montage-werk
Architektur als Abbild
WirtschaftlichkeitAnforderungen:• 5% Produktivitätssteigerung p.a.• 16 Monate Armortisationszeit• Just-in-Sequence-Lieferung zum Kunden• 100% Liefertreue bei 0 Fehlern• einfaches, durchgängiges Steuerungssystem• keine Lager• Umschlagshäufigkeit > 68• Störungsfreie Erweiterbarkeit in kleinen Schritten• hohe Nachnutzbarkeit des Gebäudes
Logistik
Gebäude
Projektbeispiel: Neuplanung eines Montagewerks in der Automobilzulieferindustrie
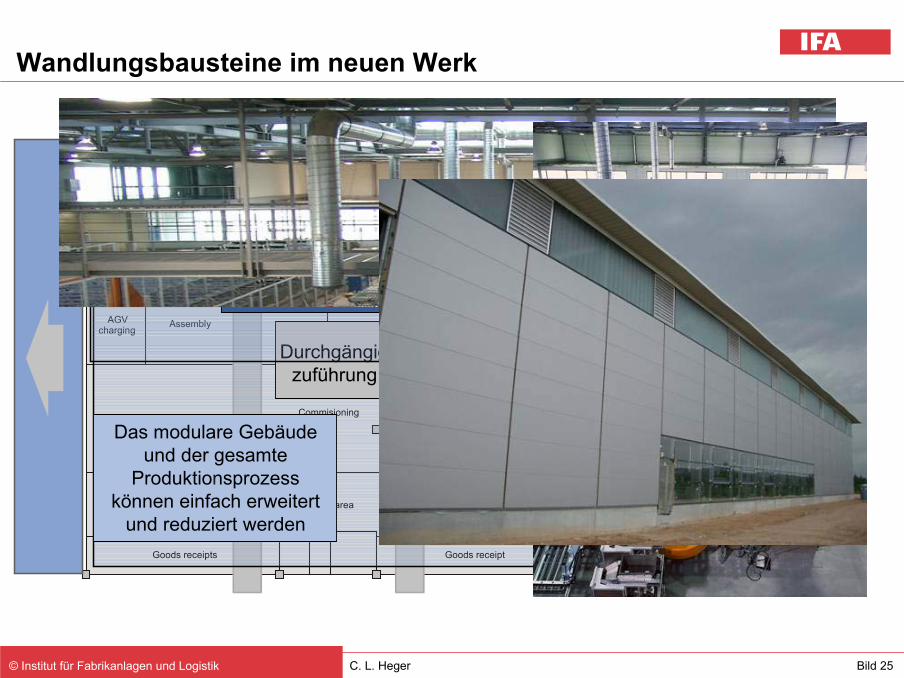
Bild 25C. L. Heger© Institut für Fabrikanlagen und Logistik
Goods issue
Packagingfor spare parts
and exportBuffer area
Main-tenance
Workshop
Samplebuilding
Sparepartsarea
Fork liftarea
Tradinggoods
Goods receipts
Commisioning
Assembly Assembly
CommunicationcentreQuality Quality
AGVcharging
AGVcharging
MeetingPoint
Goods receipt
Oasis
Durchgängige Medien-zuführung von oben
Plug-and-produceArbeitsplätze
Wandlungsbausteine im neuen Werk
Das modulare Gebäudeund der gesamte
Produktionsprozesskönnen einfach erweitert
und reduziert werden
Kompatibilität
Skalierbarkeit
Mobilität
Bild 26© Institut für Fabrikanlagen und Logistik
Agenda
1. Einleitung
2. Synergetische Fabrikplanung und Prozessmodell der Fabrikplanung
3. Vom Groblayout zum Feinlayout
4. Kommunikation in Fabriken
5. Zusammenfassung und Ausblick
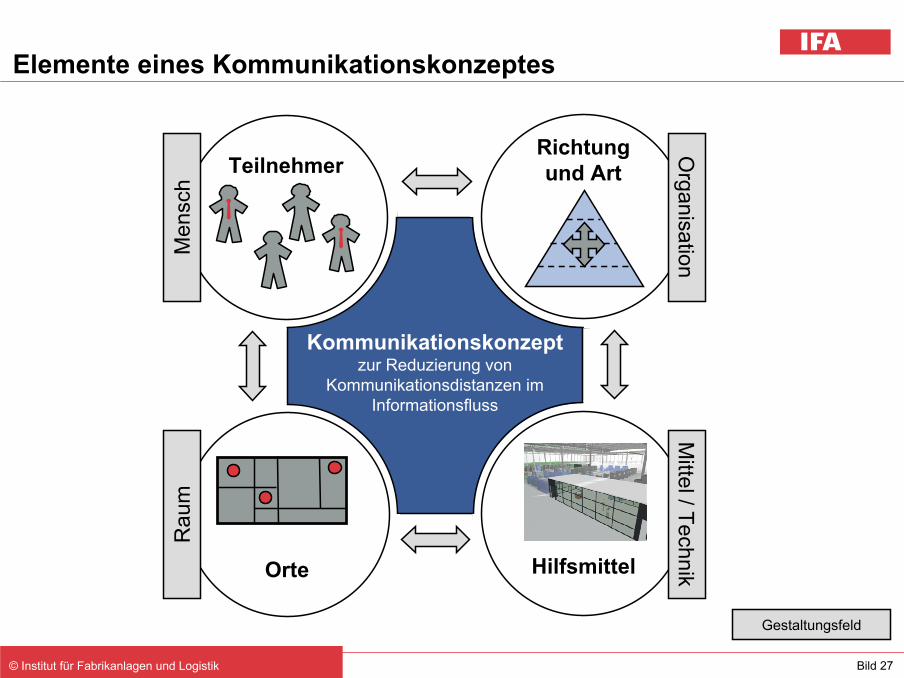
Bild 27© Institut für Fabrikanlagen und Logistik
Elemente eines Kommunikationskonzeptes
Kommunikationskonzeptzur Reduzierung von
Kommunikationsdistanzen im Informationsfluss
HilfsmittelOrte
TeilnehmerRichtungund Art
Gestaltungsfeld
Organisation
Mittel / Technik
Men
sch
Rau
m
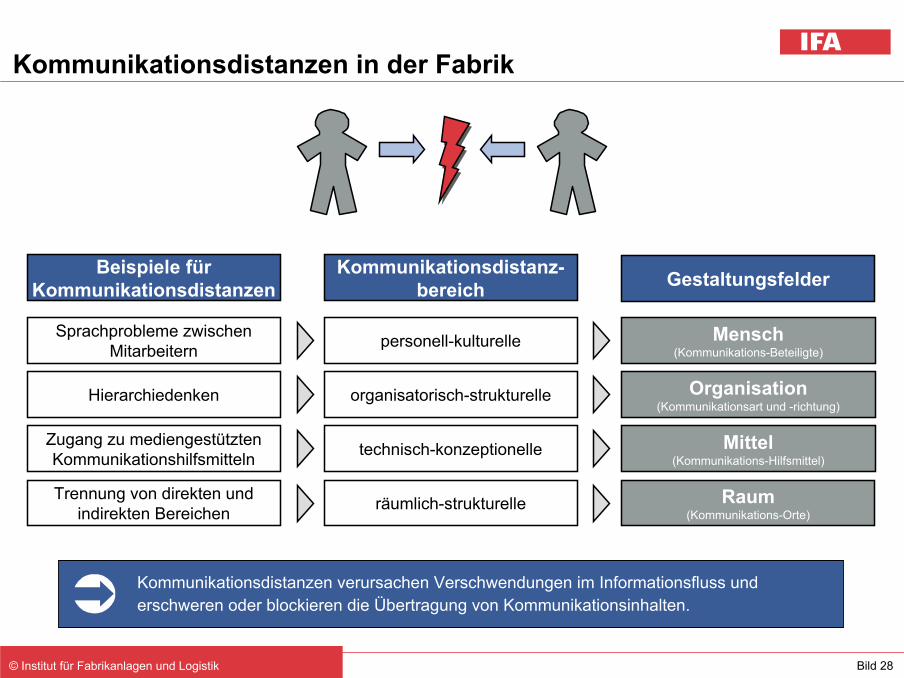
Bild 28© Institut für Fabrikanlagen und Logistik
Kommunikationsdistanzen in der Fabrik
Mensch(Kommunikations-Beteiligte)
Gestaltungsfelder
personell-kulturelle
Kommunikationsdistanz-bereich
Kommunikationsdistanzen verursachen Verschwendungen im Informationsfluss und erschweren oder blockieren die Übertragung von Kommunikationsinhalten.
Sprachprobleme zwischen Mitarbeitern
Beispiele fürKommunikationsdistanzen
Organisation(Kommunikationsart und -richtung)
organisatorisch-strukturelleHierarchiedenken
Mittel(Kommunikations-Hilfsmittel)
technisch-konzeptionelleZugang zu mediengestützten Kommunikationshilfsmitteln
Raum(Kommunikations-Orte)
räumlich-strukturelleTrennung von direkten und indirekten Bereichen
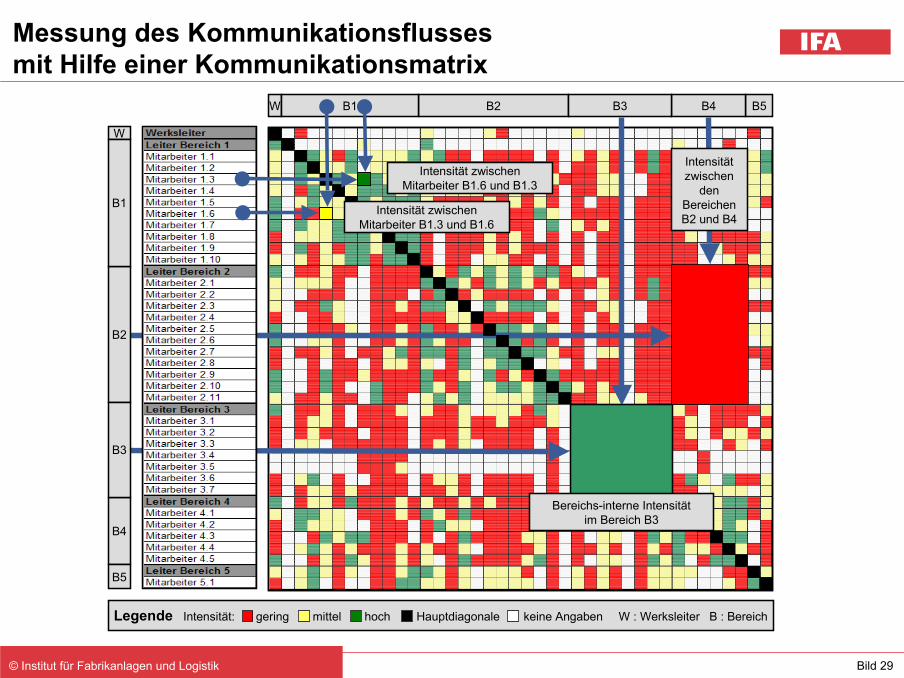
Bild 29© Institut für Fabrikanlagen und Logistik
Messung des Kommunikationsflusses mit Hilfe einer Kommunikationsmatrix
B5B2W
Legende B : BereichHauptdiagonale keine AngabenhochmittelIntensität: gering W : Werksleiter
B4B1 B3
Intensität zwischen Mitarbeiter B1.6 und B1.3
B2
W
B1
B4
B3
B5
Intensität zwischen
den Bereichen B2 und B4
Intensität zwischen Mitarbeiter B1.3 und B1.6
Bereichs-interne Intensitätim Bereich B3
Bild 30© Institut für Fabrikanlagen und Logistik
Agenda
1. Einleitung
2. Synergetische Fabrikplanung und Prozessmodell der Fabrikplanung
3. Vom Groblayout zum Feinlayout
4. Kommunikation in Fabriken
5. Zusammenfassung und Ausblick
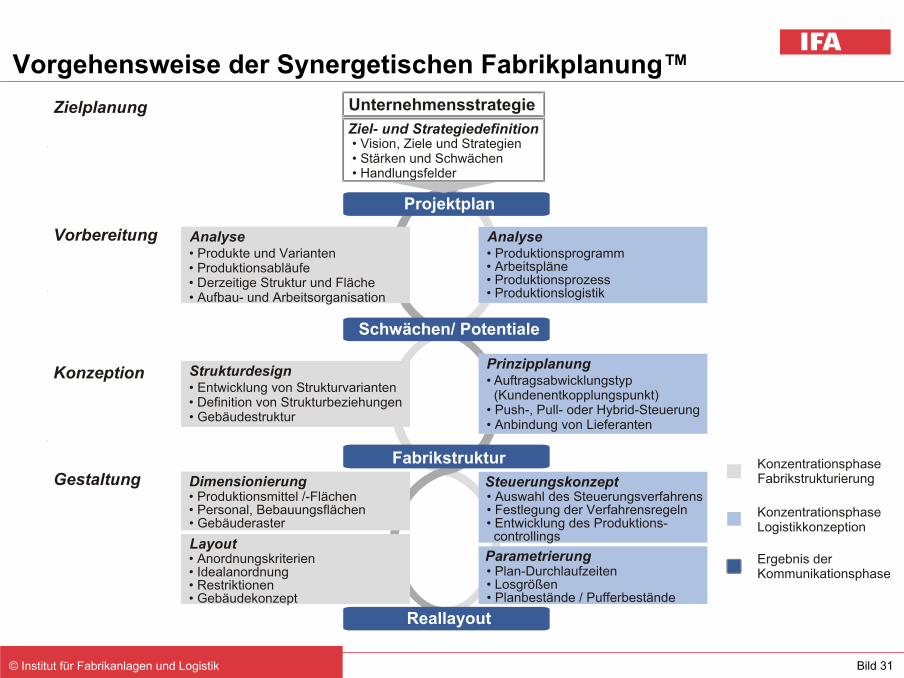
Bild 31© Institut für Fabrikanlagen und Logistik
Unternehmensstrategie
Fabrikstruktur
Reallayout
Vorbereitung
Konzeption
Gestaltung
Analyse
Ziel- und Strategiedefinition
Analyse• Produkte und Varianten
erzeitige Struktur und Fläche• Produktionsabläufe• D• Aufbau- und Arbeitsorganisation
• Vision, Ziele und Strategien• Stärken und Schwächen• Handlungsfelder
• Produktionsprogramm
• Produktionsprozess• Produktionslogistik
• Arbeitspläne
• Entwicklung von Strukturvarianten• Definition von Strukturbeziehungen• Gebäudestruktur
•
•• Anbindung von Lieferanten
Auftragsabwicklungstyp(Kundenentkopplungspunkt)Push-, Pull- oder Hybrid-Steuerung
Strukturdesign Prinzipplanung
Dimensionierung Steuerungskonzept• Produktionsmittel /-Flächen• Personal, Bebauungsflächen• Gebäuderaster
• Auswahl des Steuerungsverfahrens• Festlegung der Verfahrensregeln• Entwicklung des Produktions-controllingsLayout
Parametrierung• Anordnungskriterien• Idealanordnung• Restriktionen• Gebäudekonzept
• Plan-Durchlaufzeiten• Losgrößen• Planbestände / Pufferbestände
Projektplan
Schwächen/ Potentiale
KonzentrationsphaseFabrikstrukturierung
KonzentrationsphaseLogistikkonzeption
Ergebnis derKommunikationsphase
Zielplanung
Vorgehensweise der Synergetischen Fabrikplanung™
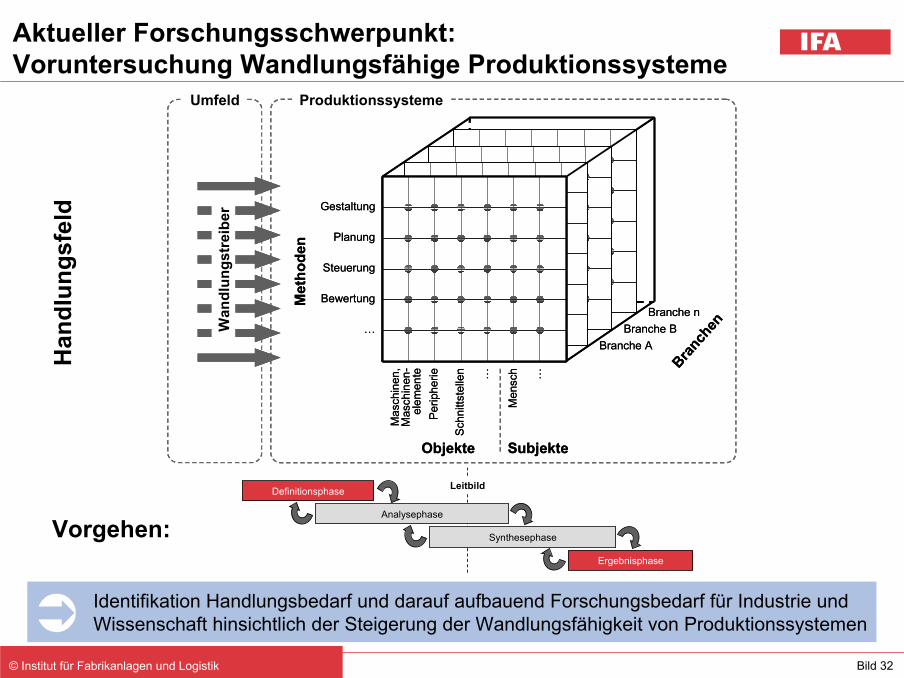
Bild 32© Institut für Fabrikanlagen und Logistik
Aktueller Forschungsschwerpunkt:Voruntersuchung Wandlungsfähige Produktionssysteme
Branc
hen
Objekte Subjekte
Met
hode
n
Branche ABranche B
Branche n
…
Men
sch
Mas
chin
en,
Mas
chin
en-
elem
ente
Perip
herie
Sch
nitts
telle
n
Planung
…
Gestaltung
Steuerung
Bewertung
Wan
dlun
gstr
eibe
r
Umfeld Produktionssysteme
…
Branc
hen
Objekte Subjekte
Met
hode
n
Branche ABranche B
Branche n
…
Men
sch
Mas
chin
en,
Mas
chin
en-
elem
ente
Perip
herie
Sch
nitts
telle
n
Planung
…
Gestaltung
Steuerung
Bewertung
Wan
dlun
gstr
eibe
rW
andl
ungs
trei
ber
Umfeld Produktionssysteme
…
Han
dlun
gsfe
ld
Identifikation Handlungsbedarf und darauf aufbauend Forschungsbedarf für Industrie und Wissenschaft hinsichtlich der Steigerung der Wandlungsfähigkeit von Produktionssystemen
Vorgehen: Synthesephase
Analysephase
Ergebnisphase
Definitionsphase Leitbild
Bild 33© Institut für Fabrikanlagen und Logistik
Kontakt
Für weitere Fragen stehen wir Ihnen gerne zur Verfügung
Dipl.-Ing. oec. Michael Heins Durchwahl: -19816Produktionsanlagen [email protected]
Ihr Ansprechpartner:
Prof. Dr.-Ing. habil. Peter NyhuisInstitut für Fabrikanlagen und LogistikAn der Universität 230823 Garbsen / Hannover
Tel.: 0511 – 762 2440Fax.: 0511 – 762 3814www.ifa.uni-hannover.de








![OPTIMAL A2 [Lehrbuch]](https://static.fdokument.com/doc/165x107/55171d57497959a3308b47c0/optimal-a2-lehrbuch.jpg)