





Sprachen
Seiten
Rechtliche


Das Schweizer Industriemagazin. Seit 1972.
Nr. 2
Febr
uar
2012
INDUSTR IEMAGAZ IN :PRoDUkT IoNSPlANUNG
Mit differenzierter Vertriebs- planung verbessern 20
DoSSIER : ANTRE IbEN, bEwEGEN, AUToMATIoN
Der Antrieb bei Umrichterspeisung 34
DoSSIER : SchwEISSEN, SchNE IDENDas unsichtbare Geheimnis der Lasermaterialbearbeitung 38


maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 3
M a s c h i n e n b a ue d i t o r i a l
Wer zeigt den richtigen Weg?Es ist knapp dreissig Jahre her, als im Maschinenbau die Mikroelektronik
zum Siegeszug gegen die Elektromechanik durchstartete. Platzhirsche wie
Siemens taten sich damals schwer am Scheideweg von der alten zur neuen
Technik. Grösse und Marktmacht blockierten anfangs den Beschluss, dem
Wegweiser konsequent in Richtung Mikroelektronik zu folgen. Das hat
sich radikal geändert. Der Technologiewechsel ist in den Hintergrund
getreten. Die Mikroelektronik entfaltet
seit Anfang 2000 in der Automation ihre
eigene Dynamik. Von Beginn an zielte
sie auf die Integration vorher getrennter
Funktionen. Heute sprengt die Auto-
matisierungstechnik den Rahmen der
einzelnen Maschine. Der Grad der
Integration steigt. Steuerung und Bedienung, Service, Wartung, vor allem
Prozess kontrolle und Unternehmenssteuerung werden lösungsgerecht
zusammengeführt. Das bestimmt den Haupttrend. Die Aufgaben
werden vielfältiger und komplexer, die Anforderungen an Flexibilität,
Geschwindigkeit und Präzision nehmen zu. Integrierte Motion-Control-
Systeme bestimmen den Rhythmus. Und wer sich mit den neuesten
Forschungs- und Entwicklungstrends befasst, dem kann fast schwindlig
werden: Automatisierte Programmierung von Industrierobotern, Anlagen-
simulation und künstliche Systeme zur Steuerung von Produktions-
abläufen usw. – die Industrie automatisierung folgt ihren eigenen Gesetzen.
Im internationalen Konkurrenzkampf sollte uns nicht bange werden.
Ihr
Thomas Brosch
Chefredaktor
41. Jahrgang
www.maschinenbau-schweiz.ch
herausgeberOlympia-Verlag AG
CH-8041 Zürich
redaktion | Verlagsleitungaboverwaltung Publica-Press Heiden AG
Redaktion Maschinenbau
Im Bad 8, Postfach 262
CH-9410 Heiden
Telefon +41 (0)71 898 80 10
Fax +41 (0)71 898 80 19
Redaktion:
Thomas Brosch, [email protected]
Peter Göldi, [email protected]
IT-Redaktion:
Andreas Wisler, [email protected]
layoutPublica-Press Heiden AG
anzeigenverwaltungWincons AG
Fischingerstrasse 66, Postfach
CH-8370 Sirnach
Telefon +41 (0)71 969 60 30
Fax +41 (0)71 969 60 31
Verkauf:
Beni Meier, [email protected]
Hermann Rohner, [email protected]
Manuel Keel, [email protected]
druckgdz AG, Spindelstrasse 2
CH-8041 Zürich
abonnementpreise (inkl. MwSt)
Jahresabonnement/Einzel-Nr.
Inland CHF 75.–/ 8.–
Ausland EUR 85,–/ 9,–
Ausland EUR 100,–/ 10,– (Übersee)
auflageDruckauflage 7500 Ex.
Erscheint monatlich
zuzüglich eine Jahreshauptausgabe
nachdruck | sonderdruckAlle Rechte vorbehalten. Nachdruck
und elektronische Wiedergabe, auch
auszugsweise, nur mit schriftlicher
Genehmigung des Verlags.
Für Sonderdrucke wenden Sie sich
bitte an den Verlag.
i M p r e s s u M
n Anzeige


maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 5
M a s c h i n e n b a u 2 / 2 0 1 2i n h a lt s v e r z e i c h n i s
szene
6 newsBrancheninfos in Kürze
MaschinenbauDrehzentrum
8 Die Kosten direkt herunterdrehenDer Kostendruck nimmt zu.
bearbeitungszenter
10 Schnelle und präzise SchwerzerspanungAnerkanne Premiumofferten.
Werkzeuge
11 Der Wasserstrahl wird noch schärferNoch filigranere Arbeiten erledigen.
12 Hightech-Materialien zerspanenPassende Lösung.
13 Produktivität steigernProzesssicher und produktiv.
inDustrieMagazinsicherheit
14 Vor dem Instandhalten sicher ausschaltenPräventionskampagne lanciert.
lernprozesse
16 Aus Misserfolgen wertvolle Erfahrungen machen
simulationsmodul
18 Korrekturen von Biegemaschinen erleichtern
Werkstoffe
19 Keramik kann mehrNiederdruck-Spritzgiessen zur wirtschaftlichen Herstellung.
Produktionsplanung
20 Mit differenzierter Vertriebsplanung verbessern
bearbeitungszenter
22 Werkzeugmanagement am PCStrukturiert für optimale Information.
Mb-report
23 Hydraulik-Teile hoch automatisiert produzieren
effizienzsteigerung
26 Stoppuhr im ÄrmelEffizienter gestalten.
Forschung
27 Mit Nano-Cellulose zu neuartigen Verbundwerkstoffen
sicherheitskupplung bis 160’000 nmDie Ingenieure und Entwickler von R+W konnten bei der Neuentwicklung der Sicherheitskupplung ST auf die Erfahrungswerte der knapp 20-jährigen Firmen-geschichte zurückgreifen. Das Know-how von Teller-federkennlinien, Härtegrade von Oberflächen und Verzahnungstiefen und deren Winkel floss aus der bestehenden Baureihe SK mit ein. Im Vergleich zu anderen mechanischen Sicherheitskupplungen baut diese Kupplung bis zu 23 Prozent kompakter im Be-zug auf den Aussendurchmesser. Der Unterschied im Gesamtgewicht der Kupplung beträgt im extremsten Fall 1 t. Demzufolge können bei den jeweiligen Kupp-lungsgrössen wesentlich höhere Umfangsgeschwin-digkeit zugelassen werden. In Summe verbessert die Neuentwicklung der Sicherheitskupplung ST die Baugrösse, das Gesamtgewicht und die maximal zu-lässige Betriebsdrehzahl. Die einzelnen Verbesserun-gen speziell in der Baugrösse wurden vom Markt direkt an R+W gefordert. Denn eine Reduzierung (bis zu 73 Prozent) ermöglicht eine leichtere Montage der Kupplung. Dadurch wird der gesamte Antriebsstrang leichter und kann eventuell in einer Vormontage zu-sammengebaut werden. Abschliessend reduziert das geringere Gesamtgewicht ebenfalls das Massenträg-heitsmoment durch die geringeren Schwungmassen. Neben der Verkürzung im Beschleunigungs- und Abbremsvorgangs erreicht die Anlage eine höhere Dynamik welches letztendlich eine höhere Produk-tivität für den Endkunden bedeutet.
Die vorgestellten Sicherheitskupplungen der Baureihe ST sind für Drehmoment von 1000 bis 160’000 Nm in vier verschieden Grössen verfügbar. Es können Wellendurchmesser von 40 bis 290 mm adaptiert werden. Die Kupplungen sind absolut spiel- und wartungsfrei und mit einem umfang-reichen Lieferpaket angeboten. Dieses beinhaltet neben der Kupplung einen Stirnlochschlüssel zur Veränderung des Ausrückdrehmoments und eine Auskuppeleinheit zur einfacheren Verstellung des Drehmoments.
R+W Büro SchweizHohstrasse 6CH-8302 Kloten
Telefon +41 (0)43 305 23 [email protected]
z u M t i t e l b i l D Dossierantreiben, bewegen, automation
28 Industrieautomatisierung auf dem Scheideweg
29 Sprachsteuerung: Mut zu NeuemHände frei für die eigentliche Arbeit.
30 Aus zwei mach eins Doppelblechkontrolle sicherstellen.
31 Für extreme UmgebungsbedingungenAusreichender Schutz.
32 Höchste Drehzahlen zuverlässig angesteuert
33 Automatisierte FeinbearbeitungKostengünstiger und reproduzierbarer.
34 Der Antrieb bei UmrichterspeisungWirkungsgrad steigern.
37 Für jeden Einsatzfall das passende Material Rohrspannelemente im Einsatz.
schweissen, schneiden
38 Das unsichtbare Geheimnis der Lasermaterialbearbeitung
42 Laser in der ElektronikfertigungVorteile ausspielen.
45 Null Fehlertoleranz und höchste QualitätAnwenderfreundlichkeit und Effizienz.
47 Rund um die Laser-MicrobearbeitungenErfolgreich etabliert.
Messen
48 Industrie setzt auf Nachhaltigkeit Hannover Messe 2012
50 Messen | Tagungen | Veranstaltungen
sWiss MtMveranstaltungen
52 Fachtagung 2012: Intelligent sparen – aber wie?
rubriken 3 Impressum 53 News & Trends | Advertorials 58 Kapazitäten | Occasionen | Verschiedenes 59 Sachregister | Bezugsquellen 66 Inserentenverzeichnis

S z e n en e w S
6 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
Vorschriften für elektrogeräten Am 1. Januar trat eine Re-vision der Energieverordnung (EnV) in Kraft, die neue Ener-gieeffizienz-Anforderungen und Kennzeichnungspflichten für verschiedene MEM-Produkte festlegt. Dabei werden im We-sentlichen die im Rahmen der ErP (Energy-related Products; ehemals EuP)-Richtlinie in der EU erlassenen Vorschriften ins Schweizer Recht übernommen. Daneben wird der Begriff der In-verkehrbringung neu definiert und dem europäischen Recht angepasst. Neu definiert wurde auch der Begriff des Inverkehr-bringens. Im Gegensatz zur bis-herigen Definition des Begriffs im Schweizer Recht versteht das EU-Recht darunter nur das erstmalige Überlassen eines Pro-dukts. Allerdings dürfen neue Geräte nicht unbefristet im Ver-kauf bleiben, sondern müssen spätestens zwei Jahre nach In-krafttreten neuer Effizienzvor-schriften aus den Regalen des Detailhandels verschwinden.Infos: www.swissmem.ch
I n K Ü R z eneuer Geschäftsführern Dr.-Ing. Peter Beyer hat per 1. Januar die Ge-schäftsführung des Schweizer Schleifwerkzeugher-stellers Meister Abrasives AG übernommen. Die langjährige Funktion des CTO wird er beibehalten. Der bisherige CEO und Firmeninhaber Thomas Meister wird das Guppenmanagement überneh-men und strategische Projekte führen. Infos: www.meister-abrasives.ch
neuer Serviceleitern Als Leiter der neuen Ser-vice-Organisation D-A-CH der Grundfos konnte Peter Hohoff für das Unternehmen gewon-nen werden; seit dem 1. De-zember zeichnet er als «Service
Manager DACH». Der Maschinenbau-Ingenieur hat langjährige nationale wie internationale Erfahrung im industriellen Service. Als Mitglied des Manage-mentteams berichtet Peter Hohoff an Hermann W. Brennecke, den Vorsitzenden der Geschäftsfüh-rung der Grundfos GmbH.Infos: www.grundfos.de
neuer Leiter werkstoff- und Prozesstechnik
n Seit dem 1. Januar ist Dr.-Ing. Stefan Kaierle neuer Leiter der Abteilung Werkstoff- und Pro-zesstechnik am Laser Zentrum Hannover e.V. (LZH). Nach Jah-ren angewandter Forschung
mit Fokus auf produktionstechnische Fragestellun-gen, möchte der Elektroingenieur in seinem neuen Arbeitsumfeld insbesondere Themen der Prozess-überwachung und Qualitätssicherung nachhaltig installieren.Infos: www.lzh.de
Team verstärktn Parker Hannifin Schweiz ernennt Stephan Kle-zar als neuen Sales Manager für den Bereich Auto-mation.
Er wird neuer Sales Manager für den Bereich Automation bei Parker Hannifin Schweiz. Als Sales Manager für den Bereich Automation übernimmt Stephan Klezar die Leitung des Verkaufsteams für die Schweiz und Liechtenstein. Infos: www.parker.com
Quast Anlagenbau wechselt zu oxaionn Die Zusammenarbeit der oxaion ag mit der DTM Datentechnik GmbH trägt erste Früchte. Die Firma Quast Anlagentechnik in Eschwei-ler wechselt auf die ERP-Lösung oxaion open, die auf Basis einer Oracle-Datenbank instal-liert wird.
Quast ist der erste gemeinsame Vertriebs-erfolg der DTM Datentechnik GmbH und der oxaion ag. Der Projektstart ist bereits erfolgt. Im ersten Schritt werden 30 User mit oxa-ion open arbeiten. «Damit ist es uns in sehr kurzer Zeit gelungen, einen DTM-Kunden von oxaion zu überzeugen. Wir hoffen, mit dieser Referenz in den kommenden Jahren nach und nach weitere Abschlüsse in diesem Bereich zu tätigen», betont oxaion-Vorstand Uwe Kutschenreiter. Der Geschäftsführer von Quast, Karl Christoph Höver, ergänzt: «oxaion hat uns überzeugt. Das betrifft zum einen die Qualität der ERP-Software für den Maschinen und Anlagenbau und zum anderen die Ge-samtstrategie der DTM-Übernahme.»Infos: www.oxaion.de
Innovationspreis erhaltenn Zum Auftakt der DEUBAU 2012 gaben die Architek-turfachzeitschriften AIT und xia Intelligente Archi-tektur zum zehnten Mal die Gewinner des «Innova-tionspreis Architektur und Bauwesen» bekannt. Insgesamt bewarben sich 18 verschiedene Hersteller mit 21 Produkten. Die wichtige Auszeichnung unter-streicht die Bedeutung für die Architektur im Bauwe-sen.
In diesem Jahr wurde der FARO Laser Scanner Focus3D mit dem begehrten Innovationspreises in
Vibrometrie-Kompetenz-zentrumn Im Rahmen eines mit 5,6 Milli onen briti-schen Pfund dotierten Projekts zur Förderung neuester Entwicklungs- und Fertigungstech-nologien in der Automotive-, Luft- und Raum-fahrtindustrie wird die University of Leicester zusammen mit ihrem Industriepartner Poly-tec UK etwa eine Million Pfund in ein neues Kom petenzzentrum investieren. Das ASDEC (Advanced Structural Dynamics Evaluation Centre) ist der erste kommerzielle britische Dienstleister für 3D-Scanning-Schwingungs-messungen und wird europaweit entspre-chende Modellierungen und Zertifizierun-gen anbieten. Mit einem robotergesteuerten Lasermesssystem werden in der neuen Ein-richtung die dynamischen Eigenschaften von Automotive- und Luftfahrtkomponenten un-tersucht. Weit vor Produktionsbeginn kann bereits das Design schwingender Maschinen-bauteile optimiert werden, was zu Zeit- und Kosteneinsparungen in der Fertigung führt.Infos: www2.le.ac.uk/offices/press
Clean Daysn Aus der ganzen Schweiz sind sie angereist. Die von Walter Meier Fertigungslösungen zum ersten Mal organisierten Clean Days 2011 fanden beim Fachpublikum regen Anklang, sodass die nächste Haus-ausstellung 2012 zum Thema Rei-nigen bereits in Planung ist.
Das Interesse an Neuheiten in der industriellen Reinigungstech-nik ist gross. Das zeigten die erst-mals durchgeführten Clean Days bei Walter Meier Fertigungslösun-gen AG. Den Besuchern wurde ein repräsentativer Querschnitt der aktuellen industriellen Reinigungs-technik präsentiert. Es war auch ge-nügend Zeit, um individuelle Rei-nigungsaufgaben mit Fachleuten im Ausstellungsraum der Walter Meier zu besprechen. Die Anzahl der Neukontakte wertet Beat Hürst, Produktmanager Reinigungslösun-gen, als ebenso erfreulich wie das Interesse der Besucher an konkre-ten Reinigungsthemen. Infos: www.waltermeier.com
Robotergestützte Schwingungsmessung

S z e n en e w S
maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 7
Marsrover findet wasserspurenn Der Marsrover Opportunity hat auf seiner nun schon achtjährigen Marsexpe dition Nachweise über die Existenz von Wasser auf dem Mars gefunden. Laut Angaben der NASA hat der Rover Ende 2011 auffällig helle Adern eines Minerals gefunden – offenbar ist es Gips –, das sich durch fliessendes Wasser abgelagert hat. Motoren aus dem Hause maxon motor sorgen dafür, dass der Marsrover sich sicher über den Marsboden bewegt. In Opportunity stecken insgesamt 39 DC-Motoren von maxon motor, die immer noch fleissig ihren Dienst verrichten. Eingesetzt werden die Präzisionsan-triebe für den Antrieb des Roboter-arms, für den Gesteinsbohrer, für die Bedienung der Kamera, für den Steue-rungsmechanismus sowie für die sechs Räder, die das rund 180 kg schwere, 1,6 m lange und 1,5 m hohe Fahrzeug über die Marsoberfläche bewegen.Infos: www.maxonmotor.com
nachfolgern Im Sinne einer Nachfolge-regelung übernahm per Anfang Januar die 3. Generation der Familie Erne, Rea Erne, das Un-ternehmen.
Rea Erne tritt die Nachfolge von ihrem Vater Fred J. Erne an. Rea Erne ist seit über zehn Jahren bei ERNE surface AG tätig und garantiert die Kontinuität und stetige Weiterentwicklung des Technologieunter-nehmens. Fred J. Erne wird ERNE surface AG als Verwaltungsrat auch in Zukunft beratend zur Ver-fügung stehen.Infos: www.erneag.ch
neufirmierungn Das Werkstoffzentrum Rheinbach (WZR) geht mit einem neuen Firmennamen ins neue Jahr. Es firmiert nun als WZR ceramic solutions GmbH. Da-mit macht das renommierte Unternehmen jene Veränderungen nach aussen sichtbar, die sich in sei-nem Inneren seit geraumer Zeit schon manifestiert haben: Der Wandel vom reinem Prüflabor zum Ent-wicklungspartner in Sachen Technische Keramik und Hersteller keramischer Bauteile.Infos: www.wzr.cc
neuer Leiter Business Unit n Bei StarragHeckert gibt es einen Wechsel in der Geschäfts-leitung. Der Verwaltungsrat der StarragHeckert Holding AG hat Walter Börsch zum neuen Lei-ter der Business Unit 1 ernannt. In dieser Funktion übernimmt er ab sofort die Verantwortung für die Werke Starr-ag in Rorschacherberg (Schweiz) und SIP in Genf (Schweiz) sowie für die Technologietochter TTL in Haddenham (Grossbritannien). Infos: www.starragheckert.com
Verwaltungsrat gewähltn An der Generalversammlung von der Schaff-ner Holding AG sind Dr. Suzanne Thoma und Ge-org Wechsler je für eine Amtszeit von zwei Jahren in den Verwaltungsrat gewählt worden. Im Sinne einer guten Corporate Governance werden bei den Wahlen in den Verwaltungsrat gestaffelte Amtspe-rioden festgelegt. Infos: www.schaffner.ch
weiter ausbauenn VEKTOR AG richtet sich strategisch neu aus und wird sich zukünftig voll auf die Bereiche Ventil-technik/Pneumatik und Drucklufttechnik kon-zentrieren. Diese beiden Bereiche wird VEKTOR AG konsequent weiter ausbauen, um mit noch mehr Kompetenz und innovativen Lösungen zu überzeugen.
Die Bereiche Hydraulik und Antriebstechnik sind seit 1. Januar in die neugegründete GIRTEC AG ausgegliedert. GIRTEC AG übernimmt sämt-liche Rechte und Pflichten der VEKTOR AG in Bezug auf die ausgegliederten Betriebsteile Hy-draulik und Antriebstechnik. Der Standort Näni-kon bleibt bestehen.
Die Anschrift lautet: GIRTEC AG, Gewerbe- strasse 8, CH-8606 Nänikon, +41 (0)44 943 55 55, [email protected]: www.girtec.ch
der Kategorie «Produkt von hoher architektonischer Qualität» ausgezeichnet. Eine Jury renommierter Ar-chitekten und Ingenieure vergab den begehrten Ar-chitektur- und Designpreis.Infos: www.faro.com/germany
Oliver Bürkler, Senior Technical Product Manager Laser Scanner,
FARO Europe, nimmt den Innovationspreis entgegen.
erweiterte 3D-CAD-Bibliothekn RS Components hat seine umfangreiche On-line-Bibliothek mit kostenlosen 3D-CAD-Pro-duktmodellen erweitert. Das jüngste Update ent-hält mehr als 2000 neue Modelle von Molex, einem der weltweit grössten Hersteller von Steckverbindern, und Omron, einem weltweit führenden Hersteller elektronischer Komponen-ten.
Die 3D-CAD-Modelle beider Lieferanten können kostenlos unter www.rsonline.ch/3D heruntergeladen werden. Durch die Veröffent- lichung von 1000 weiteren 3D-Modellen von Molex-Steckverbindern, darunter den aktuellsten Ausführungen, sind jetzt bei RS über 7000 Mo-lex-3D-Modelle verfügbar. Über 1000 3D-Modelle der Komponenten von Omron sind ebenfalls zur RS-Bibliothek hinzugefügt worden.Infos: www.rs-components.at
Design + Technology Award 2012n Die Anmeldephase für den 10. MATERIALICA Design + Technology Award, der seit 2003 jedes Jahr im Rahmen der internationalen Fachmesse MATERIALICA – Lightweight Design for New Mobility – in München verliehen wird, ist eröff-net. Schnell hat sich der MATERIALICA Design + Technology Award als eine der wichtigsten und anerkanntesten Auszeichnungen für Innovatio-nen in den Bereichen der intelligenten Material- entwicklung und der designorientierten Mate- rialanwendung etabliert. Die hochkarätig besetz-te Fachjury bewertet Einreichungen aus den Ka-tegorien Material, Surface & Technology, Product und CO2-Efficiency und zeichnet die Gewinner mit den begehrten Prädikaten Best-of, Gold und Silver aus. Infos: www.materialicadesign.de
neue Internet- Fachmessen OnE heisst die neue Messe, die zum ersten Mal am 9. und 10. Mai in der Messe Zürich stattfinden wird. Im Mittelpunkt stehen Lösungen und Anbieter rund um Internet, E-Commerce, Social Media und On- line Marketing. Zu den Initianten gehören das Internet-Briefing von Reto Hartinger, die Online-Agentur Blogwerk sowie das Beratungs- unternehmen Carpathia Consulting.
Als Orientierungshilfe für In-ternet, E-Commerce, Social Me-dia und Online-Marketing – kurz OnE – will die geplante Messe Transparenz in den vielfältigen Online-Markt bringen. Referate, Interviews, Beratung und ein inte-grierter Konferenzteil werden den Besuchern Fachwissen rund ums Online-Business vermitteln. Infos: www.one-schweiz.ch

8 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
M a s c h i n e n b a uD r e h z e n t r u M
Der Kostendruck in vielen Au-tomobil-Zulieferunternehmen
und kleinen Fertigungsbetrieben nimmt auch dieses Jahr weiter zu. Sie erwarten zum Beispiel mehr-heitlich ansteigende Kosten beim Einkauf der Rohstoffe, steigende Energiepreise, aber auch einen zunehmenden Preisdruck von Seiten der Autohersteller. Eine zentrale Lösung für diese Heraus-forderungen sehen viele in der Produktion selbst: Flexible und effektive Abläufe müssen dafür sorgen, dass einerseits die Kosten sinken und andererseits mit einer hohen Bauteilqualität die Wettbe-werbsfähigkeit ansteigt. Für den Bereich des Drehens erfüllen die Vertikal-Drehzentren von EMAG diese Bedingungen mustergültig. Mit der VL 2 P (Futterdurchmes-
ser 160 mm) bietet EMAG nun eine Maschine, die sowohl für Lohnfertiger und Drehteileher-steller als auch für die Automobil-industrie geeignet ist.
Die Bedingungen für Zulie-ferunternehmen und Fertigungs-betriebe sind seit Jahrzehnten die gleichen: maximale Bauteil-qualität und flexible Losgrössen werden in allen Branchen und Anwendungsbereichen von den Kunden abgefragt. Allerdings setzt gerade in den letzten Jahren die Entwicklung der Automobil-industrie noch anspruchsvollere Standards. Zum Beispiel müssen extrem kleine und grosse Los-grössen «just in time» produziert werden (und das nicht selten auf einer Anlage). Dazu kommt, dass selbst grossvolumige Produk-
tionsprozesse immer wieder neu ausgelegt werden, weil sich die allgemeine Marktsituation schnell wandelt.
umfassende Lösung für das DrehenWie sollen die Produktionsplaner in kleineren und mittleren Unter-nehmen auf diesen Wettbewerbs-druck und diese Marktdynamik reagieren? Dr. Guido Hegener, Ge schäftsführer der EMAG Sa-lach Maschinenfabrik, verweist in diesem Zusammenhang auf einen echten «Kostenkiller» – das Vertikal-Drehzentrum VL 2 P von EMAG: «Es gibt natürlich viele Faktoren, die bei der spanenden Bearbeitung von Bauteilen die Kosten entscheidend beeinflussen – von der allgemeinen Ausbrin-gungsmenge über die Standzeiten der Werkzeuge bis hin zur eigent-
lichen Bauteilqualität. Wir haben bei der Entwicklung diese Fakto-ren allerdings auch ganzheitlich im Blick gehabt.
Die VL 2 P weist deshalb ganz unterschiedliche Stärken auf. Es ist eine umfassende Lösung für den Drehbereich, technisch raf-finiert und auf der Grundlage unserer jahrelangen Erfahrung kons truiert.» Auf der Maschine können Werkstücke bis 100 mm Durchmesser in zwei Aufspan-nung in einer Maschine komplett bearbeitet werden. Dabei kom-men zwei Arbeitsspindeln, die im Pendelbetrieb arbeiten, zum Einsatz.
Das bedeutet, während die erste Spindel die erste Seite des Werkstücks bearbeitet, belädt sich die zweite Spindel automa-tisch über das Pick-up-Verfahren. Damit steht das nächste Rohteil
Die VL 2 P ist eine zweispindlige Pendeldrehmaschine für die Komplettbearbeitung von
Futterteilen in zwei Aufspannungen.
n Anzeige
Die Kosten direkt herunterdrehen

M a s c h i n e n b a uD r e h z e n t r u M
direkt für die Bearbeitung zur Verfügung. Nach der Bearbeitung des ersten Werk-stücks «pendelt» der Revolver zur zweiten Arbeitsspindel und produziert weiter. Damit ergeben sich kürzeste Span-zu-Span-Zeiten.
Von Grund auf die Qualität im FokusBei der VL 2 P sind die EMAG-Konstrukteu-re wortwörtlich «von Grund auf» die Auf-gabe angegangen: Bereits der Maschinen-grundkörper weist ein Alleinstellungsmerk-mal auf, das sich in jeder Produktionssitua-tion bemerkbar macht. Es ist aus Mineralit. Der Polymer-Beton hat ein achtfach besse-res Schwingungsverhalten als Grauguss.
automation inklusiveEin weiteres, wichtiges Qualitätsmerkmal der Vertikal-Drehzenten vom EMAG ist die Automation. Das Erstaunliche dabei: Sie ist gewissermassen integraler Bestandteil der äusserst kompakten Anlagenkonzep-tion. Zum Einsatz kommt eine umlaufende Kette, die mit Schlepprahmen für den Tei-letransport ausgestattet ist. Auf diese Weise werden die Bauteile direkt in eine Pick-up-Station transportiert und anschliessend be-arbeitet.
Weil sich diese Aufnahme ausserhalb des Arbeitsraums abspielt, können dem vor-beilaufenden Transportband im vorderen Bereich der Maschine jederzeit Fertigteile entnommen und neue Rohlinge aufgelegt werden. Eine flexiblere und gleichzeitig universellere Automationslösung lässt sich kaum denken. Das Be- und Entladen einer Vielzahl von unterschiedlichen Werkstü-cken ist damit völlig unproblematisch rea-lisierbar.
Kurze Verfahrwege – kurze nebenzeitenGeht es allgemein um das Thema Kosten im Maschinenbau, ist zumeist von den so-genannten Nebenzeiten die Rede – also den Sekunden, in denen die Arbeitsspindel nicht
produktiv arbeitet und beispielsweise der nächste Rohling beladen wird. Wie schlägt sich die VL 2 P in diesem Bereich? «Wir ha-ben diese unerwünschten Nebenzeiten bei der Konstruktion dieser Maschine natürlich im Blick gehabt. Der Wechsel zwischen den Werkstücken ist unschlagbar schnell, weil der Verfahrweg zwischen Arbeitsspindel 1 und Arbeitsspindel 2 minimal ist. Zeiten für das Be- und Entladen der Werkstücke erfol-gen hauptzeitparallel. Damit gehen sie nicht in die Span-zu-Span-Zeit ein», erklärt Gui-do Hegener.
Vom Futterteil bis zur kleinen WelleBleibt mit Blick auf die Investitionsent-scheidung eines Zulieferunternehmens und Drehteileherstellers vielleicht noch eine Frage übrig: Welche Erfahrungen hat EMAG mit diesem vertikalen Maschinen-konzept und seiner aussergewöhnlichen Automation gesammelt? Funktioniert das Konzept auch in der Praxis? Absolut. Zu-nächst einmal blickt EMAG auf bereits 2500 ausgelieferte VL-Maschinen zurück. Dabei orientieren siw sich bei der Konstruktion immer wieder an den Bedingungen beim Anwender. Auf diese Weise werden die Stärken der Maschinen zielgerichtet einge-bracht. Die auf den Vertikal-Drehzentren produzierten Stückzahlen und Bauteile sind dabei denkbar unterschiedlich: Zahnradroh-linge lassen sich damit genauso effektiv pro-duzieren wie Flansche oder Nockenstücke.
inFOs | KOntaKtEMAG Gruppen-Vertriebs- und Service GmbHAustrasse 24D-73084 Salach
Telefon +49 (0)7162 [email protected]
Automation ist gewissermassen integraler Bestandteil der äusserst kompakten Anlagenkonzeption.

10 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
M a s c h i n e n b a ub e a r b e i t u n G s z e n t e r
schnelle und präzise schwerzerspanungIm Markt der horizontalen Bear-
beitungszentren gelten die MORI SEIKI-Maschinen der NHX-Serie schon jetzt als aner-kannte Premiumofferten. So darf als logische Konsequenz gelten, dass MORI SEIKI das Erfolgskon-zept der bestehenden NHX4000 und NHX5000 in SK40-Ausfüh-rung mit zusätzlichen Baugrössen arrondiert. Dabei bietet die neue NHX5500 eine Palettengrösse von 500x500 mm, bei der NHX6300 sind es 630x630 mm. Beide Mo-delle agieren mit einer SK50-Spindel und eignen sich damit noch stärker auch für spaninten-sive sowie schwerzerspanbare Materialien. Beachtenswert ist der verstärkte Gesamtaufbau der NHX5500 im Vergleich zur NHX5000 bei gleicher Paletten-grösse und Übergabehöhe.
eine steigerung gegenüber den VorgängermodellenGeschwindigkeit und Präzision sind die herausragenden Eigen-schaften der NHX-Serie. Die beiden Neuzugänge hat MORI SEIKI in diesen Punkten ebenfalls optimiert, sodass die NHX5500 und die NHX6300 Vorschub-geschwindigkeiten von bis zu 60 m/min erzielen – eine Steige-rung von 20 Prozent gegenüber den Vorgängermodellen. Zudem erreichen beide Neuentwicklun-gen dank des Torqueantriebs in der B-Achse (Option) eine schnel-le Palettenindexierzeit (90°) von 1,49 Sekunden sowie eine exzel-lente Positioniergenauigkeit im µm-Bereich. Der extrem hohe Qualitätsanspruch spiegelt sich
darüber hinaus im konsequenten Einsatz direkter Wegmesssysteme wider. Ausserdem konnte MORI SEIKI dank des Fahrständers in Leichtbauweise und ebenso leich-ter beweglicher Teile die absolute Positioniergenauigkeit der beiden Maschinen verbessern.
Die Bearbeitungsqualität pro-fitiert zudem von dem kürzeren Abstand zwischen Spindelnase und Palettenzentrum. Dadurch ist es möglich, kürzere Werkzeu-ge für eine stabilere Bearbeitung zu verwenden. Die maximale Werkzeuglänge ist bei der NHX vergrössert worden, sodass die Maschinen tiefe Bohrungen aus-führen können, ohne dass der Tisch gedreht werden muss.
stabil, zuverlässig und kosten-sparendEin robustes Maschinenbett mit Linearführungen in der X- und
Z-Achse ist die Basis für eine kraftvolle und stabile Fertigung auf der NHX5500 und NHX6300. Die symmetrische Anordnung der Antriebe, möglichst nah am Schwerpunkt der zu bewegenden Teile (DCG III), gibt den beiden Modellen ebenso Stabilität wie die Spindel mit ihrem grossen Lagerinnendurchmesser von 120 mm, durch den die Spindelsteifig-keit um 15 Prozent erhöht wor-den ist.
Die Ausstattungsmerkmale sowohl der NHX5500 als auch der NHX6300 sind auf maximale Zuverlässigkeit und höchste Pro-zesssicherheit ausgelegt. So über-zeugt beispielsweise die Spindel mit einer verbesserten Laby-rinthstruktur, über die verhindert wird, dass Kühlflüssigkeit in die Spindeleinheit eindringt. Darüber hinaus ist der Arm des automati-schen Werkzeugwechslers (ATC)
mit einer mechanische Verriege-lung ausgestattet, die selbst lange und schwere Werkzeuge sicher greift.
Die beiden Bearbeitungszent-ren überzeugen jedoch nicht allein durch eine tolle Perfor-mance im Prozess, sondern auch aufgrund des geringeren Strom-verbrauchts und reduzierter Be-triebskosten. So ist es MORI SEIKI gelungen, den Energiebedarf um bis zu 40 Prozent nach unten zu schrauben. Die geringere Anzahl an Servomotoren sowie die LED-Beleuchtung tragen dazu ebenso bei wie das Hydraulikaggregat mit Druckspeicher, dessen Pumpe im Standby-Modus gestoppt wird.
Auf Seiten der Steuerung verwenden die NHX5500 und NHX6300 das leistungsstarke Be-triebssystem MAPPS IV. Dieses umfasst im Standard eine Dia-logprogrammierung, optional ist aber auch Esprit CAM verfügbar. Die Kombination aus MAPPS IV und 3D-CAM erlaubt dem An-wender, mittels komplexer Bear-beitungsprogrammierung flexibel auf Kundenwünsche einzugehen. Zusätzliche Unterstützung erfährt der Anwender durch MORI-NET, einer Möglichkeit der Fernwar-tung und Überwachung von Be-triebszuständen.
inFOs | KOntaKtJosef Binkert AG WerkzeugmaschinenGrabenstrasse 1CH-8304 Wallisellen
Telefon +41 (0)44 832 55 [email protected]
NHX6300
n Anzeige

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 11
M a s c h i n e n b a uW e r K z e u G e
Der Wasserstrahl wird noch schärferMit den Microwaterjet-Anlagen
zum Wasserstrahlschneiden lassen sich nun noch filigranere Arbeiten ausführen. Hersteller Daetwyler Industries und Ent-wickler Waterjet AG konnten den Durchmesser der Düse und damit des Wasserstrahls um ein Drittel auf 0,2 mm reduzieren. Von die-ser Optimierung profitieren nicht nur Käufer neuer Anlagen, denn die schon im Einsatz stehenden Maschinen können nachgerüstet werden.
Als vor wenigen Jahren die ersten Anlagen zum Mikrowas-serstrahlschneiden auf den Markt kamen, war der im Durchmesser von 0,5 auf 0,3 mm reduzierte Wasserstrahl ein wesentlicher Faktor für die mit einem Schlag um den Faktor zehn verbesserte Genauigkeit des Wasserstrahl-schneidens. Erreicht werden von den Microwaterjet-Anlagen Posi-tioniergenauigkeiten im µ- Be-reich. Dank dieser extremen Präzision können über die ge-samte Bearbeitungsfläche von 600x1000 mm Teile in einer To-leranz und Wiederholgenauigkeit von ±1/100 mm gefertigt werden.Die neue 0,2-mm-Düse und die
damit verbundene Verringerung des Wasserstrahldurchmessers bietet den Anwendern nun wei-tere Vorteile.
So ermöglicht der kleinere Schnittspalt die Herstellung deut-lich filigranerer Teile – besonders, wenn es sich um sehr komplexe Formen handelt. So werden vor allem kleinere Innenradien reali-sierbar. Auch bei Teilen, die sich bereits mit dem 0,3-mm-Strahl herstellen lassen, ist eine Quali-tätsverbesserung unübersehbar. Selbst kleinste Bohrungen mit Durchmessern bis zu 0,3 mm las-sen sich noch mit einem kreisend einstechenden Wasserstrahl er-stellen.
Zudem ergeben sich erheb-liche Kosteneinsparungen. Ge-genüber der 0,3-mm-Düse sinkt der Wasserverbrauch von 0,4 auf 0,17 l/min, der Verbrauch des Ab-rasivs reduziert sich von 60 auf 16 g/min, und um einen Druck des Strahls von 4000 bar zu erzie-len, reicht eine Pumpenleistung von 3 kW gegenüber 6 kW beim 0,3 mm dicken Schneidstrahl.
Von der Neuentwicklung können alle Microwaterjet-Kun-
den profitieren. Denn die Technik für den 0,2-mm-Strahl lässt sich nachrüsten. Der Anwender muss lediglich den Schneidkopf austau-schen, der als zentrales Element die Düse enthält, und feineres Abrasiv verwenden. Schon steht
ihm die Möglichkeit zu noch fei-neren Schnitten offen.
Der im Durchmesser re-duzierte Strahl ergänzt die ge-nerellen Vorteile des Mikro-wasserstrahlschneidens für an-spruchsvolle Werkstücke: keine Gefügeveränderungen, keine thermischen Belastungen, gerin-ge mechanische Belastung, span-nungsfreies Schneiden, geringe Schnittfugenbreite, minimale Nachbearbeitung, kaum Grat an der Schnittkante, frei wählbare Schnittqualität und Wegfall von Werkzeugkosten.
inFOs | KOntaKtMDC Max Daetwyler AGFlugplatzCH-3368 Bleienbach
Telefon +41 (0)62 919 34 34 [email protected]
WATERjet AGMittelstrasse 8 CH-4912 Aarwangen
Telefon +41 (0)62 919 42 82 [email protected]
Mit der neuen 0,2-mm-Düse können Micro-
waterjet-Anlagen noch präziser schneiden.
n Anzeige
Kleinere Teile, feinere Schnitte und engere Radien – die neue 0,2-mm-Düse für Microwaterjet-
Anlagen erweitern das Anwendungsspektrum. Während das grosse Fahrrad mit 0,3-mm-Düse
geschnitten wurde, kam bei den kleineren Rädern die neue 0,2-mm-Düse zum Einsatz.

12 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
M a s c h i n e n b a uW e r K z e u G e
n Anzeige
hightech-Materialien zerspanen Titan, Magnesium, Glare – Her-
steller aus der Luftfahrtindus-trie sind mit Hightech-Materialien konfrontiert, die sie selbst mit be-schichteten Hochleistungswerk-zeugen nur schwer wirtschaftlich zerspanen können. Der notwen-dige Erfolg erschliesst sich letzt-endlich durch die Betrachtung des Gesamtsystems, wobei die Werk-zeugspannung eine Schlüsselrolle spielt. Das powRgrip® von REGO-FIX aus CH-4456 Tenniken ist die passende Lösung. Denn mit dem leistungsfähigen Werkzeugspann-system können die Anwender gewaltige Produktivitätssprünge erreichen – in konkreten Beispie-len deutlich im dreistelligen Pro-zentbereich.
Luftfahrtindustrie profitiert von der reGO-FiX-technologieInnovative Substrate, neuartige Geometrien oder Hochleistungs-beschichtungen – für eine wirt-schaftliche Zerspanung von High-tech-Materialien in der Luft- und Raumfahrtindustrie lassen sich Werkzeughersteller für ihre Kun-den einiges einfallen. Doch dies allein reicht oftmals einfach nicht aus: Wer grosse Performance-sprünge und Kosteneinsparungen in seiner Fertigung realisieren möchte, der kommt an der Werk-
zeugspannung als Schnittstelle zwischen Werkzeug und Maschine nicht vorbei.
Vibrationsfrei zerspanen durch powrgrip®
Ein leistungsfähiger Problemlöser beim HSC oder HPC ist das Werk-zeugspannsystem powRgrip®. Denn gerade beim Zerspanen die-ser schwer zu bearbeitenden Ma-terialien in der Luftfahrtindustrie kommt es auf absolute Präzision an. Die erreicht der Zerspaner mit Werkzeugen, die vibrationsfrei
und mit hoher Rundlaufgenauig-keit laufen. Dies garantiert dem Flugzeughersteller powRgrip® mit einer Rundlaufgenauigkeit mit Abweichungen von weniger als 3 µm bis 3xD und der Längenvor-einstellung mit einer Wiederhol-genauigkeit kleiner als 10 µm.
Das Geheimnis dazu liegt im Inneren von powRgrip® ver-borgen: Durch die funktionalen Grenzflächen zwischen Werkzeug und Spannzange sowie zwischen Spannzange und Werkzeughalter werden im powRgrip®-System Vibrationen erheblich besser ge-dämpft als bei direkten Systemen wie zum Beispiel Warmschrumpf-Haltern. Da im Werkzeughalter selbst keinerlei Spannmechanik benötigt wird, hat powRgrip® im Gegensatz zu anderen mecha-nischen Werkzeughaltern eine hohe Steifigkeit. So steht bei powRgrip® die volle Wandstärke zur Aufnahme von Radialkräf-ten zur Verfügung. Das reduziert nochmals Vibrationen und bringt dem Zerspaner nicht nur höchste Präzision, sondern die Werkzeu-ge verschleissen auch nicht so schnell und halten deutlich län-ger. Ein REGO-FIX-Kunde aus der Luftfahrtindustrie konnte so
durch die deutlich vibrationsfrei-ere Bearbeitung mit dem gleichen Werkzeug die Produktivität um bis zu 900 Prozent steigern.
höhere Produktivität, weniger Werkzeuge, weniger KostenAufgrund der vielen Vorteile hat sich powRgrip® in den Produkti-onshallen von Flugzeugbauern weltweit etabliert. Dabei profitie-ren die Hersteller neben der Vib-rationsdämpfung auch von der grossen Spannkraft des Systems. Denn durch die enormen Halte-kräfte bleibt das Werkzeug auch bei grosser Zerspanungsleistung fest im Werkzeughalter.
Die Ergebnisse in der Praxis bestätigen dies: Ein Flugzeug-zulieferer fertigte vor dem Ein-satz von powRgrip® vier Trieb-werkskomponenten aus Titan pro Werkzeug. Mit dem gleichen Tool, aber nun mit Schweizer Spann-technologie, schafft er 18 Werk-stücke. Das bedeutet eine Steige-rung der Werkzeug-Standzeit um 350 Prozent.
Bei einem amerikanischen Flugzeugbauer brachte der Aus-tausch des bisherigen Spann-systems gegen powRgrip® eine Standzeiterhöhung der Werk-zeuge um 600 Prozent. Die Fens-teröffnungen am Rumpf kann er nun – unter anderem wegen deutlich weniger Vibrationen – mit 150 Prozent mehr Vorschub viel schneller und damit kosten-günstiger ausschneiden als zuvor.
Unterm Strich steigen bei allen Applikationen, bei denen powRgrip® in der Luftfahrtindus-trie eingesetzt wird, die Werk-zeugstandzeiten und die Produk-tivität gegenüber vorher verwen-deten Werkzeugspannsystemen deutlich – und das bei meist äus-serst schwierig zu zerspanenden Materialien. Dadurch amortisiert sich das powRgrip®-System in kürzester Zeit.
inFOs | KOntaKtREGO-FIX AG Obermattweg 60CH-4456 Tenniken
Telefon +41 (0)61 976 14 [email protected]
Mit dem PGU 9000 Einspanngerät werden die Spannzange und das Werkzeug in weniger als
10 s in den Werkzeughalter eingespannt. Ohne Erhitzen, ohne Abkühlvorgang, nur ein Knopf-
druck genügt! Die Einfachheit, Sicherheit und Genialität des powRgrip® Systems überzeugt und
beweist, dass dieses System Zukunft hat.

M a s c h i n e n b a uW e r K z e u G e
Produktivität steigernWer als Werkzeughersteller im
rasant, jährlich um 30 Pro-zent wachsenden Windkraftsek-tor Erfolge verzeichnen möchte, muss Herstellern von Windkraft-bauteilen eine wirtschaftliche, profitable und vor allem prozess-sichere Fertigung ermöglichen.
ISCAR steht seit Jahren für Innovation und verblüfft immer wieder mit Werkzeugen des neu-esten Entwicklungsstandes, die genau auf die Bedürfnisse der Windkraftindustrie zugeschnitten sind. Um aufgrund immens hoher Bauteilkosten den Ansprüchen nach Prozesssicherheit gerecht zu werden, bietet ISCAR für die-sen Industriezweig unter ande-rem tangentiale und hochstabile Werkzeugsysteme an. Der Plane-tenträger, Herzstück des Getriebes einer Windenergieanlage (WEA), stellt zerspanungstechnisch eine besondere Herausforderung dar. Hier müssen in hoher Auskragung die Planetenträgeraugen prozess-sicher angespiegelt werden.
ISCAR meistert diese Aufgabe mit dem POLYMILL-Scheiben-fräser (Bild), einem tangentialen Frässystem, das aufgrund seiner positiven Schneidengeomet-rie die wirkenden Schnittkräfte
drastisch reduziert und selbst in diesen Auskragungen hohe Be-arbeitungsparameter zulässt. Pro-zesssicherheit und Produktivitäts-vorteile sind garantiert!
Vom Know-how profitierenDie ISCAR Germany GmbH (www.iscar.de) bietet auf Ihrer Homepage ein kostenloses Soft-wareprogramm mit dem Namen «Mill-Thread Advisor». Program-mierer oder Planer haben freien Zugriff und werden durch die Eingabe der Gewindeabmessung und des Werkstückstoff durch die
einzelnen Menüpunkte bis zur richtigen Werkzeugauswahl ge-führt. Anwählbare Animationen verdeutlichen die unterschied-lichen Bearbeitungsstrategien.
Durch die Eingabe der Ma-schinensteuerung wird über einen Postprozessor ein vollstän-diges Maschinenprogramm er-stellt, welches über eine txt-Datei in die Maschinensteuerung über-tragen werden kann. Durch die Errechnung der Prozesszeit lässt sich ablesen, ob das Verfahren des Gewindefräsens im Vergleich zum Gewindebohren Produktivitäts-vorteile bringt. Für viele Planer und Programmierer ist ISCARs «Machining Power Programm» seit Jahren eine hilfreiche Un-terstützung bei der Planung von Bearbeitungsprozessen sowie der Problemlösung und Optimierung von Zerspanungsaufgaben. Die auf der ISCAR-Homepage (www.iscar.de) kostenlos zur Verfügung stehende Software beinhaltet die wichtigsten Berechnungsgrössen für die Zerspanungsaufgaben im Fräsen, Drehen, Bohren, Spin-deln sowie Stechen – und Stech-drehen. Leistungsbedarf, Dreh-moment, Zerspanvolumen und mehr können mit nur wenigen
Eingaben innerhalb kürzester Zeit berechnet werden. Zahlreiche neue graphische Darstellungen sowie neue Bearbeitungsstrategi-en wie zum Beispiel Innen- sowie Aussenzirkularfräsen, Anwen-dungen mit Scheibenfräsern und Tauchfräsen runden die aktuali-sierte Version des Machining Po-wer Programms ab, die erstmals auch in deutscher Sprache zur Verfügung steht.
iscar tool advisorDer ISCAR Tool Advisor (ITA) ist ein nützliches Tool zur Aus-wahl der richtigen Werkzeuge und Bearbeitungsparameter. Die Software ist kostenlos online auf www.iscar.de zugänglich. Zu-sätzlich steht der ITA als APP für Smartphones zur Verfügung und kann so noch flexibler genutzt werden.
Benutzerfreundlich wird der Anwender durch die einzelnen Menüpunkte geführt und erhält in kürzester Zeit einen komplet-ten Bearbeitungsvorschlag über Werkzeug, Wendeschneidplatten und Schnittparameter basierend auf der eingegebenen Aufgaben-stellung.
inFOs | KOntaKtISCAR HARTMETALL AGWespenstrasse 14CH-8500 Frauenfeld
Telefon +41 (0)52 728 08 [email protected]
POLYMILL-Scheibenfräser – prozesssicher
und produktiv im Bereich Windkraft.
n Anzeige

14 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I ns I c h e r h e I t
Vor dem Instandhalten sicher ausschalten
In der Schweiz verlieren jedes Jahr mehr als zehn Menschen ihr Leben beim Instandhalten von Maschinen und technischen Anlagen. Die Suva hat deshalb eine Präventionskampagne zu diesem Risikoschwerpunkt lanciert. Den Betrieben stehen attraktive Einsatzmittel zur Verfügung.
Die Kampagne der Suva kon-zentriert sich auf die Unfall-
prävention beim Instandhalten von technischen Anlagen und Maschinen. Die Kampagne ist eingebettet in die «Vision 250 Leben». Diese hat zum Ziel, die schweren Arbeitsunfälle mit To-des- oder Invaliditätsfolge inner-halb von zehn Jahren zu halbie-ren.
Technische Anlagen und Ma-schinen dürfen nur von Fachleu-ten instand gehalten werden. Die-se haben drei zentralen Botschaf-ten zu beherzigen:1. Planen Sie die Instandhaltung
sorgfältig, und improvisieren Sie nicht beim Ausführen der
Arbeit. Treten unerwartete Si-tuationen auf, ist die Arbeit zu stoppen und zu überlegen, wie sicher weitergearbeitet werden kann.
2. Schalten Sie die Anlage vor dem Instandhalten aus. Sichern Sie anschliessend die Anlage mit dem persönlichen Vorhän-geschloss, damit sie niemand unerwartet wieder in Betrieb setzt.
3. Sorgen Sie dafür, dass von noch vorhandenen Energien keine Gefahren ausgehen. So ist bei-spielsweise zu berücksichtigen, dass nach dem Ausschalten einer Maschine der Druck im Hydrauliksystem bestehen
bleibt und sich dieser durch einen Eingriff unerwartet ab-bauen kann. Dadurch kann sich ein schweres Element der Maschine absenken und den Instandhalter erdrücken.
Zielgruppe der Suva-Kampagne sind rund 50’000 Vollbeschäftigte, die in den Betrieben Anlagen und Maschinen instand halten. Dabei handelt es sich in erster Linie um firmeneigenes Instandhaltungs-Personal, aber auch um Personen, die im Auftrag von Fremdfirmen in den Betrieben solche Arbeiten ausführen.
Der Begriff «Instandhaltung» umfasst1. die Inspektion (Kontrolle) der
Maschinen 2. die Wartung (Reinigung und
Pflege) und 3. die Instandsetzung (Beheben
von Störungen, Reparaturen) nach oben
gefahren beim Instandhalten von maschinenXaver Bühlmann, Leiter der Suva-Kampagne «Sicheres In-standhalten», veranschaulicht die Gefahrensituation so: «Besonders gefährlich wirds immer dann, wenn wegen einer Maschinen-störung die Produktion stillsteht. Jede Minute kostet Geld. Hektik bricht aus. Man beginnt gefähr-lich zu improvisieren.»
Die Suva hat unzählige Unfäl-le mit tödlichem Ausgang analy-siert. Dabei hat sich gezeigt, dass
die Gefahren bei der Instandhal-tung von technischen Anlagen und Maschinen äusserst vielfäl-tig sind. Sie umfassen das ganze Spektrum der Arbeitssicherheits-probleme. Die tödlichen Unfälle lassen sich vor allem auf folgende Gefahren zurückführen:– 50 Prozent auf mechanische
Gefahren (eingeklemmt, zwi-schen Walzen eingezogen, von einer Last erschlagen werden usw.)
– 20 Prozent auf Abstürze – 12 Prozent auf Stromschläge– 12 Prozent auf Explosionen,
Brände, Vergiftungen und Er-sticken
– 6 Prozent auf übrige Gefahren
acht lebenswichtige regeln und unfallbeispieleFür die Instandhaltung dürfen nur Fachleute eingesetzt werden, die die Maschinen und ihre Gefahren kennen. «Produktions mitarbeiter sind in der Regel nicht dafür aus-gebildet, Produktionsstörungen zu beheben», sagt Bühlmann. «Das ist Sache von Profis.» Im Zentrum der Suva-Kampagne ste-hen «Acht lebenswichtige Regeln für die Instandhaltung von Ma-schinen und Anlagen». Sie rich-ten sich an das Instandhaltungs-personal und seine Vorgesetzten. Trotz der Vielfalt der Gefahren hat sich die Suva das Ziel gesetzt, einfache Verhaltensregeln zu for-mulieren, die sich im Alltag um-setzen lassen. Jede Regel bezieht sich auf eine der oben erwähnten Gefahren.
Führungskräfte sind gefordertWelches sind die tiefer liegenden Ursachen der Instandhaltungs-unfälle?
Folgende Aspekte stehen im Vordergrund:– mangelhafte Planung und Ar-
beitsvorbereitung
Schalten Sie die Anlage vor dem Instandhalten aus.
Hauptsächliche Gefährdungen Lebenswichtige Regelnbei der Instandhaltung
Mangelhafte Arbeitsorganisation 1. Instandhaltung sorgfältig planen. 2. Nicht improvisieren! STOPP sagen.
Mechanische Gefährdungen 3. Anlage ausschalten und sichern!(zum Beispiel eingeklemmt, 4. Gespeicherte Energien sichern. von einer Last erschlagen werden)
Abstürze 5. Keine Absturzrisiken eingehen.
Elektrizität 6. Für Elektroarbeiten Profis einsetzen.
Gefährliche Atmosphäre 7. Brände und Explosionen vermeiden.(Brände, Explosionen, Vergiftungen, 8. In engen Räumen Absaugventilator einsetzen. Ersticken)
n Anzeige

I n d u s t r I e m a g a z I ns I c h e r h e I t
– fehlende Instruktion der Mitar-beitenden
– Stress und Zeitdruck – fehlende Kontrolle und Durch-
setzung der Sicherheitsregeln – Fehlen von technischen Son-
derbetriebseinrichtungen – Manipulieren von Schutzein-
richtungenUm diese Ursachen zu bekämp-fen, sind vor allem die Führungs-kräfte gefordert. Sie haben die Aufgabe, – die Gefahren zu ermitteln und
zu beurteilen,– die Arbeiten sicherheitsgerecht
zu planen, – Leute einzusetzen, die fachlich
und persönlich für die Aufgabe geeignet sind,
– erforderliche Hilfsmittel und persönliche Schutzausrüstun-gen (PSA) zur Verfügung zu stellen,
– die Sicherheitsregeln zu instru-ieren und
– die Umsetzung zu kontrollie-ren.
Droht beim Arbeiten Gefahr für Leben und Gesundheit, haben sie die Pflicht, STOPP zu sagen. Es darf erst weitergearbeitet werden, wenn die Gefahr beseitigt ist.
Xaver Bühlmann, Leiter der Instandhaltungskampagne, be-tont die Bedeutung der Gefähr-dungsermittlung: «Um eine sichere Instandhaltung zu ge-währleisten, ist es unabdingbar, eine professionelle Gefährdungs-ermittlung vorzunehmen. Dabei muss auch die Störungsbehebung berücksichtigt werden. Die Ge-fährdungsermittlung ist Job des Vorgesetzten.»
unfallzahlen20 Prozent aller Arbeitsunfälle sind auf falsche oder fehlende Instandhaltung zurückzuführen. Dies zeigt eine Studie der Euro-päischen Agentur für Sicherheit und Gesundheitsschutz am Ar-beitsplatz.
Diese 20 Prozent beziehen sich nicht nur auf die Instand-haltung von Maschinen und An-lagen, sondern auf alle Instand-haltungsarbeiten, auch im Hoch- und Tiefbau. Die Zahl enthält also auch Unfälle, die sich zum Beispiel bei der Renovation von Häusern ereignen.
Jedes Jahr verlieren in der Schweiz mehr als 20 Menschen bei Instandhaltungsarbeiten ihr Leben. Jeder dritte Schwerst-unfall ereignet sich bei der In-standhaltung. Berücksichtigt man «nur» die Unfälle beim Instand-halten von technischen Anlagen und Maschinen, so sind es jähr-lich zehn Todesfälle.
gezielte PräventionsstrategieDie Kampagne «Sicheres Instand-halten» ist eingebettet in die «Vi-sion 250 Leben» der Suva. Diese hat zum Ziel, die schweren Ar-beitsunfälle mit Todes- oder Inva-liditätsfolge innerhalb von zehn Jahren zu halbieren. Weniger Un-fälle, das bedeutet auch weniger Produktionsausfälle und tiefere Unfallkosten – Einsparungen, die die Suva in Form von tieferen Versicherungsprämien an die Be-triebe weitergibt.
Den Betrieben steht eine gan-ze Palette von Informations- und Einsatzmitteln zur Verfügung. Mit ihnen können Sie das siche-re Instandhalten in Ihrem Un-ternehmen zum Thema machen, die Mitarbeitenden sensibilisieren und schulen. Als Einstieg ist der Napo-Film «Achtung Wartung!» besonders geeignet. Er zeigt mit einer Prise Humor, wie es bei In-standhaltungsarbeiten typischer-weise zu Unfällen kommt und wie sich diese Unfälle vermeiden lassen.
InFos|KontaKtSuvaFluhmattstrasse 1CH-6002 Luzern
Telefon +41 (0)41 419 51 11www.suva.ch
Für die Instandhaltung dürfen nur Fachleute
eingesetzt werden.

16 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I nL e r n P r o z e s s e
aus misserfolgen wertvolle erfahrungen machenJeder will erfolgreich sein. Wer erfolgreich ist, kann aber auch scheitern. Das passiert oft, ist aber ein Tabuthema. Wer redet schon gerne über eingestellte Projekte, abgelehnte Bewerbungen oder Konkurs. Dabei sind Misserfolge nicht nur menschlich, sondern auch unvermeidlich. Ausserdem hat Scheitern etwas Positives: Es ist ein Lernprozess, der uns voranbringt.
Arbeitslos werden, Insolvenz anmelden, Studium abbre-
chen - alles schmerzhafte Erfah-rungen, die den ein oder anderen zum Aufgeben bewegen und ihn an einem Tiefpunkt ankommen lassen. Der Druck, seine Ziele zu erreichen, ist hoch. Und damit steigt auch das Risiko, zu schei-tern. Unsere Gesellschaft ist er-folgs- und leistungsorientiert: Qualifikation und Karriere, Er-gebnisse und Umsätze müssen stimmen. Wer sein angestrebtes Ziel nicht erreicht, ist erfolglos. Er scheitert.
Am Scheitern haftet etwas Negatives. Wer anderen von sei-ner Niederlage erzählt, erntet be-tretene Gesichter. Niemand redet gerne über die schlechte Mitar-beiterbewertung oder die Zahl der abgelehnten Bewerbungen. Da-bei ist Scheitern menschlich und unvermeidlich, also normal. Das sehen Menschen, Organisationen
und Führungskräfte oft nicht so: Erfolg ist ein Zustand, an dem sich alle messen.
Das Phänomen Scheitern ist mit der letzten Wirtschaftskrise präsenter geworden. Trotzdem nehmen wir nur selten Miss-erfolge wahr. Dabei sind sie die Normalität. Forscher und Berater empfehlen deswegen Mitarbei-tern, Führungskräften und Orga-nisationen zu einem offenen und ehrlichen Umgang mit Misserfol-gen.
scheitern ist PersönlichkeitsentwicklungWenn Menschen scheitern, ver-drängen sie es, sie verlieren ihr Selbstwertgefühl und finden schwer einen Ausweg oder sie machen denselben Fehler noch einmal. Manche steuern ihr Un-ternehmen geradewegs in die Pleite, weil sie an ihren bewähr-ten Zielen festhalten. Andere
denken ständig, etwas falsch zu machen und treffen deswegen keine wichtige Entscheidung. Wer so mit Misserfolgen umgeht, verspielt wertvolle Erfahrungen.
Hilfreich ist eher, Scheitern als Herausforderung zu akzep-tieren und als einen bewussten Lernprozess zu verstehen. Die persönliche Erfahrung wird damit für weiteres Handeln wichtig und nützlich. Misserfolge sind dann eine Möglichkeit zur Persönlich-keitsentwicklung.
Wenn Menschen scheitern, kommen sie schnell an ihre Gren-zen. Sie fühlen sich in ihrer Iden-tität bedroht. Es laufen folgende innere Prozesse ab: 1. Schock: Gefühl von Orientie-
rungslosigkeit, Fassungslosig-keit, Erregung oder Erstarrung.
2. Verleugnung: Hoffnung auf Rückgängigmachen.
3. Aggresion: Phase des Sichweh-rens.
4. Depression: Reaktion auf ein Verlusterlebnis, die sich als Hemmung, Selbstanklage und Herabsetzung des Selbstwert-gefühls äussert.
5. Trauerarbeit: Trauer um die alte Realität und Abschied von lieb gewordenen Idealvorstellun-gen, Personen und Objekten.
Bevor Menschen sich und ihre Ziele neu definieren, müssen sie ihr Scheitern akzeptieren und ur-sprüngliche Ziele loslassen. Der Psychologe und Business-Coach Markus Väth rät Gescheiterten zunächst zu einer Pause, um sich neu zu sortieren. Eine bestimmte Zeit der Trauer ist nötig, um sich Fehler einzugestehen und daraus zu lernen.
gescheiter scheitern: misserfolge analysierenDer Prozess des Scheiterns wird von der individuellen Perspek-
tive beeinflusst. Führungskräfte sollten sich mit diesen Prozessen auseinandersetzen, denn mit der Art und Weise, wie Menschen ihr eigenes Scheitern bewerten, be-werten sie auch gescheiterte Pro-jekte oder Mitarbeiter. Wer alles als eine persönliche Niederlage erlebt, wird im Berufsalltag kaum zwischen Sach- und persönlicher Ebene unterscheiden können. Erst eine konstruktive Sicht auf das Scheitern macht einen Lern-prozess daraus.
Um gescheiter zu scheitern, muss eine Analyse der Situation und des Kontextes folgen. Dafür ist hilfreich:– Zwischen Person und Situation
differenzieren: Was hätte ich ändern können, was nicht? Für welchen Bereich des Scheiterns bin ich verantwortlich?
– Fähigkeiten und Grenzen ken-nen: Wo liegen meine Poten-ziale, Kompetenzen, Grenzen und blinde Flecken?
– Aufrechte Haltung gegenüber dem Scheitern haben: Kann ich Scheitern als Weiterentwick-lung sehen und akzeptieren?
Erst danach kann ein Erneue-rungsprozess beginnen. Erst dann ist ein Richtungswechsel möglich. Das sollten auch Führungskräfte beherzigen, wenn sie zum Bei-spiel schlechte Nachrichten über-bringen. Gerade sie müssen Kün-digungen aussprechen oder über schlechte Umsatzzahlen informie-ren. Wer verantwortungsvoll mit seinen Mitarbeitern umgeht, soll-te folgende Regeln für das Über-bringen schlechter Nachrichten einhalten: – Die Information direkt und un-
missverständlich aussprechen. Es ist sinnvoll, eine schlechte Nachricht vorher anzukündi-gen. Zum Beispiel «Ich muss Ihnen etwas sehr Unangeneh-mes mitteilen.»
– Falls nötig, die Information wiederholen und Zeit lassen. Es hilft nicht, im Zustand eines Schocks gut zuzureden, Rat-schläge oder Hilfsangebote zu geben. Der Geschockte braucht Zeit, um sich zu erholen.
– Die Phasen Aggression und De-pression aushalten statt abweh-ren.
– Bagatellisieren vermeiden. Wer von möglichen Vorteilen eines Ereignisses spricht, wird die Phasen unnötig verlängern. Den Lernprozess Scheitern verarbeiten.

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 17
I n d u s t r I e m a g a z I nL e r n P r o z e s s e
– Hilfe erst dann anbieten, wenn sie in der Phase Trauerarbeit gewünscht wird. Vorher hilft eher Einfühlungsvermögen und Verstehen.
neue und intelligente Fehler wagenGescheiterte Projekte sind im Gegensatz zu erfolgreichen an der Tagesordnung. Unternehmen sollten sie einkalkulieren. Der Umgang mit Misserfolgen in Or-ganisationen kann bei der Umset-zung von Projekten von vornhe-rein eingeplant werden. Dazu hilft es, zu fragen:– Wie sähe dieses Projekt aus,
wenn es aus unserer Sicht er-folgreich wäre?
– Woran könnte es scheitern? Falls ein Projekt scheitert, ist ein ehrlicher Aufklärungspro-zess notwendig:
– Was hat den Erfolg des Projekts womöglich verhindert?
Dabei ist es nicht zielführend, nach Schuldigen zu suchen.
Bei Innovationen verhält es sich ähnlich: 85 bis 95 Prozent aller technischen Entwicklungen werden nie marktreif, sind aber für weitere Entwicklungen wich-tig. Scheitern kann demnach eine Chance für Erfolg sein oder wie der Gründer von IBM, Thomas Watson, meint: «Wenn du Erfolg haben willst, dann verdopple dei-ne Fehlerrate.» Mitarbeiter und Führungskräfte sollten Fehler erkennen können und gemein-sam aufarbeiten und weiterent-wickeln. Das Motto sollte lauten: trial and error (deutsch Versuch und Irrtum).
Wenn die Firmenleitung eine Fehlertoleranz in Bezug auf For-schung und Entwicklung fördern will, muss sie sich fragen:– Was dürfen meine Mitarbeiter
ausprobieren? Welche Befug-nisse haben sie?
– Gebe ich Anreize, Ideen einzu-bringen oder blockiere ich sie womöglich?
– Höre ich Vorschläge und Ideen der Mitarbeiter an und fördere sie dabei, diese für eine Umset-zung zu Ende zu denken?
– Welche Mittel stelle ich meinen Mitarbeitern zur Verfügung, damit sie ausreichend aber nicht verschwenderisch experi-mentieren können?
– Sollen alle möglichst viele Ideen entwickeln und prü-
fen oder konzentriere ich von vorneherein alle Ressourcen auf ein Projekt?
– Werden die Mitarbeiter bei Fehlschlägen verwarnt oder zu weiteren Versuchen ermutigt?
– Wie prämiere ich erfolgreich umgesetzte Ideen?
Für Menschen, Teams und Orga-nisationen gilt: Scheitern gehört wie Erfolg zum Alltag. Denn: Ir-ren ist menschlich. Ein konstuk-tiver Umgang mit dem Phänomen Scheitern hilft nicht nur in der Berufswelt sondern ist auch im Privatleben nützlich.
Tipps für den Umgang mit Misserfolgen:– Verinnerlichen Sie, dass Schei-
tern und Erfolg zusammen ge-hören.
– Falls Ihr Projekt nicht so gut läuft, ist es manchmal besser, loszulassen und sich den Miss-erfolg einzugestehen. Halten Sie nicht um jeden Preis an Ihrem Ziel fest.
– Differenzieren Sie zwischen der gescheiterten Sache, zum Bei-spiel einem Projekt, und Ihrer Person. Misserfolge haben viele Gründe, die nicht immer erfasst werden können.
– Verzeihen Sie sich, wenn Sie gescheitert sind und stellen Sie nicht die Schuldfrage. Fragen Sie sich statt dessen: Welche Schlüsse ziehe ich daraus, um es beim nächsten Mal besser zu machen.
– Nehmen Sie sich nicht zu viel vor oder korrigieren Sie Ihre Ziele. Das birgt die Chance, sich neu zu definieren oder Neues auszuprobieren.
– Wenden Sie die Technik «gren-zenlose Übertreibung» aus der Verhaltenstherapie an: Stellen Sie sich vor, was alles an Ihrem Projekt oder Ziel scheitern kann und übertreiben Sie masslos. Auf diese Weise kommen Sie zu neuen Erkenntnissen und sehen die Dinge realistischer.
– Bauen Sie Ihr Selbstwertge-fühl auf und pflegen Sie soziale Kontakte zu Menschen, die Sie unterstützen.
InFos|KontaKtAnette RösslerBismarckstrasse 21D-76133 Karlsruhe
Telefon +49 (0)721 183 [email protected]

18 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I ns I m u L at I o n s m o d u L
Korrekturen von Biegemaschinen erleichternAICONs optisches Rohrmessgerät TubeInspect wird mit dem Launch der neuen Software-Version 4.7 um eine praktische Funktion erweitert.
Der Anwender hat nun die Möglichkeit, den Biegevor-
gang unter Festlegung individuel-ler Korrekturwerte in der TubeIn-spect-Software zu simulieren und mittels einer virtuellen Lehren-prüfung deren Auswirkung auf die Lehrenhaltigkeit zu prüfen. So
entfallen künftig zusätzliche Bie-gedurchgänge, was den Einricht-Prozess noch schlanker macht.
Mithilfe hochauflösender Digitalkameras ermittelt das Tube Inspect-System innerhalb weniger Sekunden die Rohrgeo-metrien und überprüft so die
Lehrenhaltigkeit. Darüber hinaus weist das Gerät detailliert aus, an welchen Biegepunkten Abwei-chungen zum Soll vorliegen und schlägt Korrekturwerte vor. Die-se Korrekturwerte können auf Knopfdruck direkt an eine Bie-gemaschine übertragen werden, wobei TubeInspect die Anbin-dung von bis zu 100 Biegemaschi-nen erlaubt.
Die von TubeInspect vorge-schlagenen Korrekturwerte las-sen sich jedoch nicht in allen Fäl-len 1:1 umsetzen. Kritisch wird es zum Beispiel, wenn Vorschubkor-rekturen bei der Biegemaschine zu Kollisionen führen würden, oder aber wenn Korrekturen an Stellen vorgeschlagen werden, die aufgrund fester Biegewerkzeuge nicht beeinflusst werden können. Hier kommt nun das neue Si-mulationsmodul ins Spiel: Wenn TubeInspect ein gemessenes Rohr als Schlechtteil bewertet und Kor-rekturwerte empfiehlt, kann der Anwender diese frei nach seinem Ermessen anpassen. Schliesslich kennt nur er die aktuellen Gege-benheiten und Eigenarten seiner Biegemaschine. Dabei geht der Anwender kein Risiko ein, denn
TubeInspect simuliert ab sofort das Ergebnis der selbst erdachten Änderungen und zeigt durch eine virtuelle Lehrenprüfung, ob die-ser Biegevorgang tatsächlich ein Gutteil hervorbringen würde. Erst wenn die richtigen Werte gefun-den wurden, erfolgt ein weiterer Biegeversuch an der Maschine.
InFos|KontaKtEugen Buob AGAbt. KoordinatenmesstechnikBruggetenstrasse 5CH-8833 Samstagern
Telefon +41 (0)44 783 10 [email protected]
www.aicon3d.de
Der Anwender hat in der Simulation festgelegt, dass am Biegepunkt 8 keine Korrektur stattfinden
soll. Die virtuelle Lehrenprüfung anhand dieser Vorgaben ergibt, dass auf diese Weise ein
Schlechtteil produziert werden würde. Der Anwender muss also weiter an den Korrekturdaten
arbeiten.
Das optische Rohrmessgerät TubeInspect
prüft Rohrgeometrien mithilfe hochauflösen-
der Digitalkameras.
Ihr Partner für individuelle Lösungen
Bischofszellerstrasse 53Postfach9201 Gossau/SGT 071 388 95 95F 071 388 95 [email protected]
Max Mitschjeta AGDraht- und MetallwarenfabrikGalvanobetrieb
n Anzeige

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 19
I n d u s t r I e m a g a z I nW e r K s t o F F e
Keramik kann mehrHochtemperatur-Anwendungen gelten zwar als bevorzugtes Einsatzgebiet für keramische Werkstoffe. Als Alternative zu Stahl und Eisen aber wecken insbesondere Oxidkeramiken zunehmend auch das Interesse der Konstruk-teure im allgemeinen Maschinen- und Anlagenbau. Mit dem Niederdruck-Spritzgiessen und der mechanischen Bearbeitung stellt das WZR zwei Wege zur wirtschaftlichen Herstellung von Kleinserien-Bauteilen aus Keramik vor.
Zu Beginn waren es eher de-korative Produkte wie etwa
Schmuckstücke oder Manschet-tenknöpfe, die das WZR aus Oxidkeramiken fertigte. Inzwi-schen sind es jedoch in wach-sendem Masse hoch belastbare Präzisionsbauteile für den Ein-satz in Maschinen- und Anla-genbau. «Es findet offenbar ein Umdenken statt in den Köpfen vieler Kons trukteure. Während sie früher fast ausnahmslos auf Stahl- und Eisenwerkstoffe fi-xiert waren, suchen sie heute vermehrt nach Alternativen im Bereich der Technischen Kerami-ken», berichtet Wolfgang Kollen-berg, der Firmenchef des WZR. Dabei ist es längst nicht mehr nur die extreme Temperaturbestän-digkeit, die Konstrukteure und Entwicklungsingenieure nach einem Keramik-Werkstoff suchen lässt. Im Gegensatz zu Stahl sind Oxidkeramiken – beispielsweise Zirco nium- oder Aluminiumoxid – nicht leitend, nicht magnetisch und nicht rostend.
Dazu kommt eine Eigen-schaft, die vor allem für An-wendungen in Messtechnik, Steuerungstechnik oder Elekt-rotechnik von Bedeutung ist: Keramik-Werkstoffe sind unemp-findlich gegenüber einer induk-tiven Kopplung. Zu den weiteren grundsätzlichen Vorteilen der Oxidkeramiken gehört eine hohe Widerstandsfähigkeit gegen che-mische und mechanische Einflüs-se. Daraus gefertigte Bauteile sind also sehr belastbar und erreichen hohe Standzeiten.
KeramikBauteile in serie fertigenZur Herstellung von Serienpro-dukten aus Aluminium- und Zirconiumoxid für den Maschi-nen- und Anlagenbau setzt das WZR den Niederdruck-Spritzguss (Low Pressure Injection Moul-ding/LPIM) und die mechanische Hartbearbeitung ein. Beide Form-gebungsverfahren eignen sich zur wirtschaftlichen Produktion ke-ramischer Einbauteile in kleinen und mittleren Serien. Je nach
Anforderung fertigt das WZR da-mit auch Bauteile aus speziellen Oxidmischungen und Glaskera-mik. Die Werkstücke erreichen eine grosse Detailtreue und hohe Oberflächenqualität.
zwei Wege zur serieBeim Niederdruck-Spritzguss wird eine niedrig schmelzende Wachs-Keramik-Suspension von zirka 80 °C wird in eine Silikonform gegossen. Das Formgebungsver-fahren ist vergleichsweise schnell und erreicht Toleranzen von bis zu 0,1 mm. Die heissgegossenen Teile werden in einem angeschlossenen Sinterprozess verfestigt. Etwas zeitaufwändiger als das Nieder-druck-Spritzgiessen, dafür aber von höchster Genauigkeit ist die mechanische Hartbearbeitung. Das neue Ultraschall-Bearbeitungs-zent rum erlaubt beispielsweise beim Fräsen, Bohren und Schlei-fen von Rohlingen oder Fertigtei-len Toleranzen von ±0,01 mm! In dem 5-Achs-Bearbeitungszentrum finden auch Bauteile aus Glas und Glaskeramik zu ihrer Form.
InFos|KontaKtWerkstoffzentrum Rheinbach GmbHLise-Meitner-Strasse 1D-53359 Rheinbach
Telefon +49 (0)2226 169 [email protected]
Produkte aus Keramik als Alternative zu Serienteilen aus Stahl und Eisen.
n Anzeige

20 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
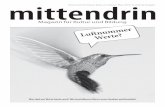
Bild 1: Produktklassifikation und zugeordnete differenzierte Planungsmethoden.
Bedarfsregelmässigkeit(Variationskoeffizient*)
Verbrauchswert 0 – 0,5 0,5 – 1,0 1,0 – 3,0 > 3,0Verbrauchswert Anteil Klassifizierung X Y Z Z2
> 125‘000 € 70% A40‘000 – 125‘000 € 20% B
10‘000 – 40‘000 € 10% C* Variationskoeffzient = Schwankungsbreite der Bedarfe im Zeitverlauf (Standardabweichung/Mittelwert)
= repräsentativer Monatsbedarf Ex-Stock und/oder Assembly-to-Order = rollierende Absatzplanung (RAP) Ex-Stock und/oder Assembly-to-Order = keine Planung bzw. Lagerhaltung Make-to-Order (Kundenauftragsfertigung) = EDV-Lieferplantool Rahmenvertrags-/Forecastplan-Kunden
Differenzierte Planungsmethoden bezogen auf die Produktklassifikation
BeispielBeispiel
I n d u s t r I e m a g a z I nP r o d u K t I o n s P L a n u n g
mit differenzierter Vertriebsplanung verbessern
Kundenorientiertes, systematisches und wirtschaftlich effizientes Arbeiten in der Produktion und Materialwirtschaft erfordert einen Produktionsplan in hoher Qualität und Stabilität. Basis für den Produktionsplan und die darauf aufbauende Materialplanung sowie Materialbeschaffung ist in vielen Unternehmen eine Vertriebsplanung, deren Qualität aufgrund der Vielzahl der Produkte und Produktvarianten, der Kundenanzahl sowie Marktgebiete und der Vertriebskenntnisse über das Kundenverhalten beziehungsweise die Marktreaktionen oft nicht ausreichend ist und sein kann (= «Glaskugel»-Betrachtung)!
Das führt dann zu schlechter Liefertermintreue für Kun-
denaufträge, langen Kundenauf-tragslieferfristen und/oder hohen Lagerbeständen (Fertigerzeug-nisse, Ware in Arbeit, RHB-Ma-terial) sowie ergebniswirksamen Bestandsabwertungen zum Ge-schäftsjahreswechsel.
Deshalb sind aus diesen Gründen differenzierte Planungs-methoden auf der Basis einer Produktklassifikation erforderlich und führen zu relevanten Verbes-serungen.
Klassifikation der Produkte für eine integrierte Vertriebs und ProduktionsplanungFür eine integrierte Vertriebs- und Produktionsplanung von Produkten werden diese klassifi-ziert nach (Bild 1):– dem Verbrauchswert der Pro-
dukte = ABC-Produktklassifi-kation
– der Bedarfsregelmässigkeit der Produkte = XYZ-Produktklassi-fikation
Es werden die Verbräuche/Ver-käufe sowie die Bedarfsregelmäs-sigkeit der Produkte der letzten zwölf Monate mit ihren Stück-zahlen ermittelt und bewertet.
Diese Verbräuche und Bedarfs-regelmässigkeiten werden auf der Basis des aktuellen und evtl. bereist vorliegenden zukünftigen Vertriebsbudgets und von Markt-einschätzungen zukunftsbezogen aktualisiert und so die Klassifika-tion in die Zukunft projiziert.
Diese Produktklassifikations-matrizen sind zu erstellen nach Anzahl der Produkte, Umsatz (Wert und Stückzahl), wirtschaft-lichem Ergebnis (Deckungsbei-trag und Marge), Bestand Fertig-erzeugnisse, Umschlagshäufigkeit des Fertigerzeugnisbestandes, Ab wertungen zum Jahresende (Menge und Wert).
Diese Produktklassifikation zeigt dann eindeutig die Produk-te mit Massenmarktcharakter («Renner»-Produkte) und die Kundenauftragseinzelprodukte mit ihren wirtschaftlichen Ergeb-nissen, die für die Planung und das Fertigerzeugnisbestandsma-nagement differenziert behandelt werden müssen.
differenzierte Planungsmethoden nach der ProduktklassifikationGrundlegende Voraussetzung für eine integrierte Vertriebs- und
Produktionsplanung ist, dass gesamtheitlich oder/und pro-duktgruppenbezogen die zur Ver-fügung stehenden Produktions-kapazitäten und Lieferantenka-pazitäten pro Zeiteinheit (Kalen-derwoche, Monat) mengenmässig definiert sind = Kapazitätsange-bot, gegen die der Marktbedarf nach harten Machbarkeitsbedin-gungen, nicht nach dem Prinzip «Glaube und Hoffnung», geplant wird.
Für marktbedingte Bedarfs-schwankungen sind vorbereitete Kapazitätsflexibilitätsstufen (Bei-spiel siehe Bild 2) mit definierten Vorlaufzeiten und erforderlicher Kapazitätsreserve zur Störungsbe-herrschung (= Kundenauftrags-zugprinzip, Bild 3) festzulegen, die bei Bedarf zu aktivieren sind.
Ausgehend von der Produkt-klassifikation werden folgende unterschiedliche Planungsmetho-den und Fertigerzeugnislagerstra-tegien angewendet:– Planung mit repräsentativem
Monatsbedarf (Durchschnitt x Faktor) als Lagerbestand oder/und Assembly-to-Order-Pro-dukte (bei geringer Montage-durchlaufzeit) für X- und teil-weise Y-Produkte.
– Rollierendem Absatzplan [1] aufgrund der Bedarfsschwan-kungsbreite/Bedarfsspitzen für ausgewählte AY/AZ-Produkte
Bild 2: Vorbereitete Kapazitätsflexibilitätsstufen für die Produktion mit definierten Vorlaufzeiten – Beispiel.
Kapaflex-Stufe Kapaflex-Stufen-Inhalt Kapazität Kapazität Notwendige Notwendige Verant- pro KW in h pro Woche Vorlaufzeit Vorbereitungsaktivitäten wortung in Stücken
1 35-h-Woche
2 40-h-Woche 1 KW Genehmigung Betriebsrat Personalwesen/ Produktion
3 40-h-Woche 2 KW Genehmigung Betriebsrat Personalwesen/ + Samstag-Schichten Produktion
4 Rollierende Woche 4 KW Genehmigung Betriebsrat Personalwesen/ Produktion
Aktivierung Leihpersonal Personalwesen/ auf Basis Rahmenvertrag Produktion
5 Zuschaltung externer 12 KW Aktivierung vorher Einkauf Kapazität ausgewählter und qualifizierter LieferantKW = Kalenderwoche
Literatur[1] W. Schölling: Rollierende Vertriebs-
planung, Planung + Produktion (1997) 11, S. 14 bis 17.
[2] W. Schölling und C. Schölling: Ab-wicklung von Rahmenverträgen mit EDV-Lieferplan-Tool, Maschi-nenbau 2011, Heft 1, S. 20 und 21.

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 21
In Abhängigkeit der Ergebnisse dieser Material-/Lieferantenklas-sifikation und zugehöriger Da-tenanalyse sind differenzierte, optimierte Beschaffungs- und Bestandsstrategien (Kanban, verbrauchsgesteuert, bedarfsge-steuert usw.) nach Materialien und Lieferanten festzulegen, die damit kongruent zur Planung der Produkte sind. Dabei ist von dem Grundsatz auszugehen, dass die Hauptaktivitäten bei der Be-schaffung sich auf teuere A-Ma-terialien und schlechte Lieferan-ten (= Lieferantenentwicklung) konzentrieren. Die Material- und Lieferantenmatrix ist auch eine geeignete Basis für die Auswahl von Materialien und Lieferanten für den Abschluss von Rahmen-verträgen mit Lieferanten sowie für die dazu erforderlichen mo-natlichen Forecast-Daten.
InFos|KontaKtPI Consulting Gesellschaft für Prozess- und Innovations-management mbHCochemer Strasse 12–14D-68309 Mannheim
Telefon +49 (0)621 720 [email protected]
I n d u s t r I e m a g a z I nP r o d u K t I o n s P L a n u n g
durch den Vertrieb auf Basis von Kunden- und Marktanaly-sen (Angebote, Projekte, Auf-träge und ähnliches) realisiert durch Lagerbestand und/oder Assembly-to-Order-Produkte.
– Keine Planung beziehungswei-se Lagerung und Fertigung im Kundenauftragsfall mit den zugehörigen Lieferfristen für Einkaufs- und Eigenfertigungs-materialien = Make-to-Order.
– Anwendung des EDV-Liefer-plantools für relevante Kun-den mit Rahmenverträgen be-ziehungsweise qualifizierten Forecast-Planungen [2].
Die Zuordnung der einzelnen Pla-nungsmethoden zur Produktklas-sifikation ist im Bild 1 dargestellt. Den Planungsmethoden und den ihnen zugehörigen Produkten sind dann definierte marktge-rechte Lieferfristen = f (Menge) zuzuordnen, zum Beispiel La-gerbestandsprodukte = 1 Kalen-
derwoche, Assembly-to-Order-Produkte = 2 Kalenderwochen, Make-to-order-Produkte = Ma-terialbeschaffungszeit + Produk-tionszeit. Diese differenzierten Planungs- und darauf aufbau-ende Dispositionsverfahren sind im EDV-System des Unterneh-mensabzubilden und konsequent einzuhalten. Die Produktklassi-fikation, die Zuordnung der Pla-nungsverfahren zu den Produk-ten sowie die marktgerechten Lieferfristen mit den zugehörigen Mengen sind zwei Mal pro Jahr und bei Bedarf (= starke Markt-veränderungen) gemeinsam vom Vertrieb und der Produktionspla-nung zu aktualisieren. Von der Produktplanung zur materialplanungZur Gewährleistung einer men-gen- und termingerechten Bereit-stellung der für die Produktion und den Verkauf (Handelsware)
Bild 3: Planung ohne und mit Kapazitätsreserve.
A1
A2
A3
Zusätzlichereiliger Auftragdes Vertriebes
oder/undProduktions-
störungen
VerschiebunggeplanterAuftrag(e)
VerschiebunggeplanterAuftrag(e)
> Neuplanung erforderlich> Verschiebung von
Lieferterminen> Verschlechterung
Liefertermintreue an Kunden
Kapazitäts-reserve fürEilaufträge
+ Störungen
Vorziehenvon Aufträgen,
wenn Kapazitäts-reserve nichtbenötigt wird
Vorziehenvon Aufträgen,
wenn Kapazitäts-reserve nichtbenötigt wird
Planung ohne Kapazitätsreserve Planung mit Kapazitätsreserve
Planung/Disposition mit Kapazitätsreserven ist kundenorientierter und wirtschaftlicher für die Geschäftsprozesse.
Kapazität100 %
90 %
80 %
70 %
60 %
50 %
40 %
30 %
20 %
10 %
0 %KW 1 KW 2 KW 3
Kapazität100 %
90 %
80 %
70 %
60 %
50 %
40 %
30 %
20 %
10 %
0 %KW 1 KW 2 KW 3
eingeplante Aufträge Kapazitätsreserve
notwendigen Materialien ent-sprechend der Produktplanung ist eine durchgängige und integ-rierte Planung von Produkten und Materialien erforderlich. Dazu ist ausgehend von der be-schriebenen Planungsmethodik für Produkte über eine Auflösung der EDV-Produktstücklisten nach Materialverwendung analog der Produktplanungsmatrix eine Ma-terial- und Lieferantenmatrix für die benötigten Materialien aufzu-bauen. Diese Material- und Lie-ferantenmatrix besitzt folgende Dimensionen:– ABC-Material nach Verbrauch
und/oder Einzelmaterialprei-sen
– XYZ-Material nach Verbrauchs-regelmässigkeit
– Wiederbeschaffungszeit für die Materialien
– Lieferantenqualität bezüglich Liefertermintreue und Quali-tät.
n Anzeige

22 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I nB e a r B e I t u n g s z e n t e r
Werkzeugmanagement am PcOb komplexe Fertigung mit einer Vielzahl von Werkzeugen oder rasches Umrüsten mit neuen Werkzeugsätzen – der modular nach DIN 4000 struktu-rierte, MyXPert® ToolManager V3 der MySolutions GmbH sorgt für optimale Information.
In einer Werkzeugverwaltung ist detaillierte Information wichtig,
beinhaltet doch jedes Werkzeug eine Vielzahl von Daten, die un-ter anderem die Ist-Einstellwerte sowie die richtigen Positions-Parameter beschreibt. Die MySo-lutions GmbH hat mit dem aktu-ellen MyXPert® ToolManager V3 eine zeitaktuelle und umfassende Verwaltungssoftware entwickelt die alle oben genannten Forde-rungen erfüllt.
Es können per Knopfdruck alle benötigten Informationen aus über 6000 Werkzeugbauteile direkt abrufen werden. Gewähr-leistet ist auch ein Datenaustauch zwischen dem vorhandenen CAM-System und dem Bestell-wesen eines bekannten ERP/PPS. Womit aber die Funktionen des ToolManager‘s durchaus noch nicht ausgeschöpft sind. Mit der optionalen ToolDIFF- und Tool-PreSet-Funktion lassen sich die aktuellen Werkzeug-Belegungen also Ist-Daten mit den zu rüsten-den Werkzeugen (Soll-Werten) des neuen Fertigungsauftrages abgleichen und als Netto Be-darf an die Voreinstellung über-geben. Ergänzend besteht die Möglichkeit den MyXPert® Pro-ductionManager als informati-onstechnisches Bindeglied im Workflow-Datenflusses einzubin-den. Dort stehen dann am Ende der Datenkette dem Bediener in höchster Ausbaustufe über ein
Touchscreen-Terminal alle rele-vanten Fertigungsinformationen, einschliesslich Spannfotos oder Spannskizzen online zur Verfü-gung. Die wichtigsten Leistungs- und Funktionsmerkmale des MyXPert ToolManager V3 sind– Herstellerneutrale, offene Werk-
zeug- und Betriebsmittelver-waltung strukturiert nach DIN 4000.
– Interaktive Datenbankbedie-nung basierend auf neuester Windows-Oberfläche.
– Microsoft SQL-Server-2008 An - wendungen, dadurch selekti-ver Datenabruf.
– Optimale Ausnutzung der Rechners und des Netzes.
– Schneller Datenzugriff auch bei grossen Datenmengen.
– Betriebsspezifische Ergänzun-gen, Felder usw. können belie-big aktualisiert werden.
– Basismodul und schlüsselferti-ge «Turnkey» Lösung
– Unabhängige Datenhaltung für Werkzeugaufnahmen, -verlän-gerungen usw.
– Verwaltung von Werkzeugen, Vorrichtungen, Spannmitteln, Technologiedaten und Maschi-nendaten.
– Grafische Darstellung der Kom-plettwerkzeuge aus diversen Einzelkomponenten in einer Bildschirmmaske.
– Automatische Berechnung der Gesamt-Auskraglänge des Komplettwerkzeuges.
– Erstellung von Stücklisten, welche die Komponenten eines Komplettwerkzeuges beinhal-ten.
– OEM-2D/3D CAD-System, da-durch einfaches Verändern, Er-stellen von Sonderwerkzeugen usw.
– Erstellung von Werkzeugblät-tern, inklusive digitaler Fotos.
– Logische Montage- Trennstel-lenvorgabe nach DIN 4000 Vor-gaben der jeweiligen Bauteile.
– Vergabe des Zugriffrechts zu bestimmten Dateien oder Mo-dulen.
– Automatischer grafischer Werk-zeugzusammenbau aus Einzel-komponenten mit Plausibili-tätsprüfung.
– Schnittstellenmodul für CAM: Interaktives Modul zur Be-schreibung der Ex- und Im-portfunktionen.
– Direkte Einbindung eines Werkzeugvoreinstellgerätes mit Mess-Datenübernahme inkl. RFID (Balluff).
– Lager-, Lieferanten- und Be-stellmodul, Verwaltung mit Lagerort, Mindest-Sollmenge usw.
– Barcodemodul für Buchungen der Werkzeuge und Betriebs-mittel (eCl@ss-konform).
InFos|KontaKtMySolutions GmbHOhmstalerstrasse 4CH-6247 Schötz
Telefon +41 (0)41 982 04 [email protected]
n Anzeige

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 23
I n d u s t r I e B a um B r e P o r t
hydraulikteile hoch automatisiert produzierenMit dem Strategiewechsel, von früher zugelieferten Teilen auf Eigenfertigung hochwertiger Hydraulik-Komponenten mittels Hermle-Bearbeitungszentren, begab sich der italienische Hydraulik-Spezialist Vivoil Oleodinamica Vivolo auf einen bis heute anhaltenden Erfolgskurs.
Die Historie des 1985 gegründeten mit-telständischen Technologieunterneh-
mens Vivoil Oleodinamica Vivolo, I-40054 Cento di Budrio/Bologna könnte klassi-scher nicht sein: Da hat ein junger Hyd-raulik-Spezialist namens Domenico Vivolo eine Menge vielversprechender Ideen und kann sie an seinem damaligen Arbeitsplatz nicht verwirklichen. Folgerichtig macht er sich selbstständig und beginnt mit der Um-setzung besagter Ideen in wettbewerbs-fähige Produkte. Ausgestattet mit Krea-tivität und spezifischem Know-how zur Entwicklung und Produktion von Hyd-raulik-Komponenten, entstehen auf Basis eines Systembaukastens hochleistungs-fähige Ventile, Motoren und Pumpen. Weitergehend wurde von Anfang an der Anspruch verfolgt, ein abgestimmtes Lie-fer- und Leistungsprogramm zu offerieren, das sich durch höchste Qualität und Zu-verlässigkeit auszeichnet. Der Erfolg liess nicht lange auf sich warten, erhielt jedoch mit zunehmenden Auftragsumfängen ab und an einen Dämpfer, weil sich die Zulie-ferer des Öfteren nicht in der Lage sahen, sowohl den Qualitätsvorgaben zu folgen, als auch die gebotene Termin- beziehungs-weise Lieferflexibilität sicherzustellen. Für
den strikt technologie- und qualitätsori-entierten Tüftler Domenico Vivolo war dies, im Sinne seiner immer zahlreicher werdenden anspruchsvollen Kundschaft, ein untragbarer Zustand. In logischer Konsequenz fassten er und seine verant-wortlichen Mitarbeitern den Entschluss, selbst in die Produktion einzusteigen. Als dann im Jahr 2005 auch der Bau einer neuen Produktionshalle anstand, machte man bei Vivoil Oleodinamica Vivolo Nägel mit Köpfen, und investierte gleich in die hochentwickelte 5-Achsen-Bearbeitung, um fortan sowie jederzeit reproduzierbare Qualität wirtschaftlich und damit konkur-renzfähig herstellen zu können.
ohne umwege in die 5achsentechnologieDoch welche Werkzeugmaschinen sollten dafür beschafft werden? Da erinnerte sich Signore Vivolo des Besuchs eines Aus-sendienst-Mitarbeiters von Hermle Italia S.r.l., Tochtergesellschaft der deutschen Maschinenfabrik Berthold Hermle AG, D-78559 Gosheim. Bereits damals hin-terliess das Maschinenbaukonzept für die CNC-5-Achsen-Bearbeitungszentren, mit der modifizierten Gantry-Bauweise und
Das erste integrierte Fertigungssystem von Hermle bei Vivoil, bestehend aus zwei CNC-5-Achsen-Hochleistungs-
Bearbeitungszentren C 30 U sowie dem Werkstück-Magazin- und Roboter-Handlingsystem RS 2 Kombi.

24 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I nm B r e P o r t
dem Mineralguss-Maschinenbett, bleibenden Eindruck. Ausserdem setzte man auf hohe Leistungsfä-higkeit und hohe Bearbeitungs-präzision, weshalb nach kurzer Evaluation die Entscheidung pro Hermle fiel. Im Jahr 2006 wurde dann zuerst ein CNC-5-Achsen-Hochleistungs-Bearbeitungszent-rum vom Typ C 30 U beschafft. Diesem folgte bereits im Jahr
2007 ein weiteres 5-Achsen-Be-arbeitungszenter der C-Baureihe, nämlich ein grösseres vom Typ C 40 U. Danach ging es sozusagen Schlag auf Schlag, nämlich mit einem weiteren Bearbeitungs-zenter C 30 U im Jahr 2008, und der gleichzeitigen Integration der beiden Bearbeitungszenter C 30 U über ein Werkstückmaga-zin- und Roboter-Handlingsystem
RS 2. Da schon das zuerst ins-tallierte Bearbeitungszentrum C 30 U aus dem Jahr 2006, und auch das im Jahr 2008 georderte Bearbeitungszenter C 30 U, mit einem NC-Schwenkrundtisch mit Durchmesser 630 mm ausgerüs-tet wurden, und weil das zweit-gelieferte Bearbeitungszentrum ein Werkzeug-Zusatzmagazin mit 87 Plätzen erhielt, waren die Grundvoraussetzungen für die bearbeitungs- und terminflexible Nutzung im Systemverbund so-wie inklusive vollautomatischem Werkstückhandling vom Investi-tionsstart weg gegeben. Während mit dem Fertigungssystem 2x C 30 U Bearbeitungszentren plus Werkstückmagazin- und Roboter-Handlingsystem RS 2 ausschliess-lich Serienteile auftrags- und chargenflexibel bearbeitet wer-den, ist das grössere 5-Achsen-Bearbeitungszenter C 40 U vor-nehmlich für die Einzelteil- und Prototypenfertigung im Einsatz.
Im turbotempo in die automationDoch damit des Investments in die vollautomatische Produktion noch nicht genug. Denn der nach wie vor steigende Geschäftsum-fang führte im Jahr 2010 dazu, ein weiteres Bearbeitungszenter für die 5-achsige-/5-Seiten-Kom-plettbearbeitung anzuschaffen, und zwar wieder ergänzt durch ein Werkstückmagazin- und Ro-boter-Handlingsystem. Gekauft wurde schliesslich ein Bearbei-tungszenter C30 U mit einem RS 05, und ausserdem gliederte man hier noch ein Vormontage-Einpresssystem mit Roboter-Be-schickung an. Domenico Vivolo sagte dazu: «Wir haben mit den Bearbeitungszentren und mit den schlüsselfertigen Turnkey-Lösun-gen bei der Roboter-Integration durch Hermle so gute Erfahrun-gen gemacht, dass wir auch die-ses kombinierte Bearbeitungs- und Montagesystem aus einer Hand haben wollten. Mit den Ingenieuren der Hermle-Toch-tergesellschaft HLS standen uns erfahrene und engagierte Auto-matisierungs-Partner immer un-terstützend zur Verfügung, sodass wir die ziemlich komplexe Anlage gemeinsam konzipieren, projek-tieren, installieren und in Betrieb nehmen konnten. Wir fertigen darauf verschiedene Bauteile und Baugruppen vollautoma-
Das zweite integrierte Fertigungssystem von Hermle bei Vivoil, bestehend aus einem CNC-
5-Achsen-Hochleistungs-Bearbeitungszentrum C 30 U sowie dem Werkstück-Magazin- und
Roboter-Handlingsystem RS 05, und kombiniert mit einem robotergestützten Einpresssystem zur
Vormontage von Hydraulik-Baugruppen direkt ab der Maschine; dieses Robotersystem wurde
ebenfalls von HLS gebaut, geliefert und installiert.
tisch und hochproduktiv. Nicht zuletzt deshalb verzichten wir auf eine Lagerfertigung, sondern produzieren zumeist für Aufträge beziehungsweise Auftragschar-gen.» Was sich so einfach anhört oder liest, stellt in der Praxis für den 21-Personen-Betrieb tagtäg-lich eine grosse Herausforderung dar. Zwar gibt es grundsätzlich «nur» vier Haupt-Produktgrup-pen, jedoch erlaubt der erwähn-te modulare Systembaukasten eine Vielzahl von Varianten und Ausführungen. Fabrizio Nanni, bei Vivoil Oleodinamica Vivolo zuständig für CAD/CAM und die Produktionstechnik, führte diesbezüglich aus: «Auf-gerechnet sind aus den Bauteilen bis zu 33’000 Varianten möglich. Je nach Serien- oder Chargen-grössen verwenden wir Rohteile aus Alu-Druckguss oder fertigen aus dem Vollen beziehungswei-se ab Strangpressprofilen. Pro Maschine kommen wir wegen der kurzen Zykluszeiten auf bis zu 1000 Werkzeugwechsel am Tag, gerechnet für den bedienten 1-Schicht- und den vollautomati-schen Betrieb in der zweiten und in der dritten Schicht. Von den Hermle-Produktionssystemen fordern wir für unsere hochwer-tigen Hydraulik-Komponenten aber nicht nur eine Dicht flächen-Planheit im Bereich von 4 µm (‹dichtungsfreie Oberflächenqua-lität!›), sondern auch reprodu-zierbar höchste Genauigkeiten bei den Kolben- beziehungsweise bei den Doppelkolben-Bohrungen. Nur dann können wir im Pro-duktionssystem nach dem integ-rierten Reinigen vollautomatisch die Einpressmontage vornehmen, was uns viel Teilehandling und damit Zeit erspart.»
Im (selbst)Bewusstsein der eigenen stärkeMit dem ambitionierten und suk-zessiv vollzogenen Einstieg zuerst in die 5-Achsen-Komplettferti-gung und dann in die vollauto-matische Serienproduktion, ha-ben die Vivoil-Fachkräfte wahr-lich einen gewaltigen Kraftakt bewältigt. Vor dem Hintergrund, dass Vivoil Oleodinamica Vivolo bis zum Schlüsseljahr 2005 nicht auf eigene fertigungstechnische Ressourcen zurückgreifen konn-te, gewinnt diese Leistung noch viel mehr Gewicht. Deutlich wird
n Anzeige

I n d u s t r I e m a g a z I nm B r e P o r t
Das Robotersystem RS 2 Kombi beim Einbringen einer Werkstückmatrize mit Werkstückrohlingen.
dies an der folgenden Schlussbe-merkung von Domenico Vivolo: «Früher nahmen wir bei unseren Zulieferern mit weniger Produk-ten aber vergleichbaren Stück-zahlen immer etwa neun Fräs-maschinen in Anspruch. Heute fertigen wir mit den beiden robo-tergestützten Produktionssyste-men und mit dem Bearbeitungs-zenter C 40 U von Hermle eine erheblich grössere Vielfalt von Teilen in zudem sehr unterschied-lichen Stückzahlen beziehungs-weise Chargengrössen. Mit der Programmierung und Bedienung der insgesamt drei Hermle-Ein-heiten sind bei uns lediglich drei entsprechend qualifizierte Fach-kräfte beschäftigt. Der Rest läuft nach Plan automatisch ab.»Von den 21 Vivoil-Beschäftigten ar-beiten wie angedeutet drei in der mechanischen Fertigung, sieben in der Montage und alle anderen in den Bereichen Administration, Konstruktion, Marketing, Ver-trieb und Service. Da bekommt der Begriff «Lean» doch eine wirkliche Bedeutung. Wer das Werkstück-Spektrum genauer betrachtet, wird sich jedoch fra-gen, ob dafür tatsächlich 5-Ach-sen-Bearbeitungszentren erfor-derlich sind. Das lässt sich zwar durchaus verneinen, jedoch stand
hier die automatisierte 5-Seiten-Komplettbearbeitung in einer bis möglichst wenigen Aufspannun-gen im Vordergrund. Nicht nur so gesehen haben Domenico Vivolo und seine Mitarbeiter ein-fach alles richtig gemacht …
InFos|KontaKtHermle (Schweiz) AGTobeläckerstrasse 6CH-8212 Neuhausen am Rheinfall
Telefon +41 (0)52 674 00 [email protected]
www.hermle.de

26 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
I n d u s t r I e m a g a z I ne F F I z I e n z s t e I g e r u n g
stoppuhr im ÄrmelUnternehmen, die im globalen Wettbewerb bestehen wollen, müssen ihre Prozessabläufe optimieren. Um manuelle Montagevorgänge effizient zu gestalten, erfassen Prüfer die Dauer der Arbeitsschritte bislang meist manuell – ein fehleranfälliger Vorgang. Ein neues System ermittelt die Zeiten automatisiert und senkt die Firmenkosten.
Werkzeuge greifen, Bauteile montieren, bestücken, zu-
sammenfügen und verschrau-ben, Komponenten lackieren, Maschinen bedienen – unzähli-ge Arbeitsschritte sind erforder-lich, bevor ein Produkt verpackt und ausgeliefert werden kann. Doch wie viel Zeit benötigen die Mitarbeiter für die einzelnen Ar-beitsschritte? Wie lange dauert der manuelle Montageprozess? Unternehmen in der industriellen Fertigung müssen die Arbeits-abläufe der Angestellten stän-dig prüfen und optimieren, um konkurrenzfähig zu bleiben. Das
Erfassen von Ablaufzeiten ist für sie unerlässlich, um die einzel-nen Vorgänge zu analysieren. So können sie beispielsweise weite Greifwege, ungünstig platzierte Bauteile, zu häufige Werkzeug-wechsel oder uneinheitliche und überflüssige Bewegungen identi-fizieren, die zu Zeitverlusten füh-ren und einen effizienten Produk-tionsprozess verhindern.
Bislang wird diese Aufgabe meist von Personen durchge-führt, die mit der Stoppuhr oder mit digitalen Zeitboards hinter den Mitarbeitern stehen, um die Dauer jeder einzelnen Bewegung
zu ermitteln. Allerdings ist diese Vorgehensweise nicht objektiv, fehlerträchtig und für alle Betei-ligten mit Nachteilen verbunden: Für die Angestellten ist der Stress-faktor hoch, möglicherweise füh-ren sie die Tätigkeiten nicht in ihrer üblichen Geschwindigkeit durch. Die Unternehmen müssen einen hohen personellen Auf-wand betreiben und dementspre-chend hohe Kosten tragen. Der Bedarf an exakteren, automati-sierten und preiswerten Lösun-gen ist daher gross. Ein solches System haben jetzt die Forscher des Fraunhofer-Instituts für Fab-rikbetrieb und -automatisierung IFF im Auftrag des Magdeburger Ingenieurbüros Dr. Gruendler® entwickelt.
zeitaufnahmen erfolgen parallel«Drei in einen Ärmel integrierte streichholzschachtelgrosse Sen-soren nehmen die Bewegungen von Hand und Arm präzise auf und messen Beginn und Ende der einzelnen Arbeitsschritte», erläu-tert Martin Woitag, Wissenschaft-ler am IFF in Magdeburg. Das kann beispielsweise Hinlangen, Greifen, Vorrichten, Fügen, Prü-fen oder Loslassen sein. Die mit-einander verketteten Sensormo-dule befinden sich auf Höhe des Ober- und Unterarms sowie an der Hand. Der Mitarbeiter muss sich lediglich die beiden Ärmlin-ge überstreifen. Wie eine zweite Haut liegen sie eng, aber dennoch bequem an und beeinträchtigen den Beschäftigten nicht. «Mit der bisherigen Stoppuhr-Methode
lassen sich von einem Prozess-organisator, je nach Situation, maximal fünf Personen gleichzei-tig erfassen. Mit unserer Lösung können Zeitaufnahmen automa-tisiert ohne zusätzlichen Perso-nalaufwand sogar an mehreren Arbeitsplätzen parallel erfolgen. Entscheidend ist die höhere Ge-nauigkeit und Objektivität des Systems», sagt Woitag. Bei ihrer Lösung setzen der Forscher und sein Team auf Inertialsensoren, die die Beschleunigungen und Drehraten der Arme und Hände in den drei Achsen X, Y und Z ermitteln. Im Gegensatz zu ande- ren Bewegungserfassungssyste-men wie etwa GPS funktioniert die inertiale Messtechnik ohne weitere Infrastruktur, die Inertial-sensoren können Positionen von Objekten im Raum selbstständig erkennen. «Darüber hinaus muss unsere Lösung nicht aufwändig kalibriert werden. Ein Tool zum einmaligen Einlernen der Mess-punkte direkt am Montagear-beitsplatz genügt», so Woitag. Eine PC-Applikation komplettiert das System. Die Software berech-net und rekonstruiert die Bewe-gungsabläufe auf Basis der Sen-sordaten. Sie zerlegt die Abläufe in Bewegungsabschnitte und be-stimmt die zugehörigen Zeiten.
Derzeit können die Ärmlinge für logistische und fertigungs-technische Montageaufgaben an Sitzarbeitsplätzen verwendet werden. Im nächsten Schritt wol-len die Magdeburger Forscher das System so auslegen, dass sich auch Montagevorgänge analysie-ren lassen, bei denen ein Werker steht oder sich im Raum bewegt. Geplant ist ausserdem, mithilfe der Inertialsensoren Körperhal-tungen zu bestimmen und so zu prüfen, wie ergonomisch ein Ar-beitsplatz gestaltet ist.
InFos|KontaKtFraunhofer-Institut für Fabrik-betrieb und -automatisierung IFFDipl.-Wirt.-Ing. Martin WoitagSandtorstrasse 22D-39106 Magdeburg
Telefon +49 (0)391 4090 231www.fraunhofer.de
Die Inertialsensoren sind klein und leicht.
Die Mitarbeiterin trägt sie in atmungsaktiven
Ärmlingen, die ihre Bewegungsabläufe nicht
behindern.
– Voll – und Hohlwellengeber– Inkrementale und absolute Ausführungen– Edelstahlausführungen / Opto Tachos– Schutzklasse IP 69K
Drehimpulsgeber BEI-Ideacod
für die Lebensmittel- und Getränkeindustrie
INTERSTAR AG, alte Steinhauserstr. 19, 6330 ChamTelefon 041 741 84 42, Fax 041 741 84 66
www.interstar.ch, [email protected]
n Anzeige

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 27
I n d u s t r I e m a g a z I nF o r s c h u n g
n Anzeige
mit nanocellulose zu neuartigen VerbundwerkstoffenSeit längerem steht Nano-Cellulose als neuartiges Biomaterial im Fokus von Wissenschaft und Industrie. Die Einsatzmöglichkeiten reichen von der Werk-stoff- und Medizinaltechnik bis hin zur Lebensmittel- und Pharmaindustrie.
Empa-Forschende entwickelten nun ein Herstellungsverfah-
ren für Nano-Cellulosepulver, aus dem sich Polymerverbund-werkstoffe herstellen lassen, die beispielsweise als Leichtbauwerk-stoff im Automobilbau oder als Membran- oder Filtermaterial in der Biomedizin Verwendung fin-den könnten.
Cellulose ist ein nahezu un-erschöpfliches Biopolymer aus langen Glukoseketten mit ein-zigartigen Struktureigenschaften. Sie dient Pflanzen in deren Zell-wänden als Gerüst, als eine Art Skelett. Cellulose ist extrem zug-fest, lässt sich vielseitig chemisch modifizieren – und dadurch in ihren Eigenschaften verändern – und ist biologisch abbaubar. Auf der Suche nach neuartigen Po-lymerwerkstoffen mit bestimm-ten erwünschten Eigenschaften entwickeln die Materialwissen-schaftler etwa Hochleistungsver-bundwerkstoffe (Komposite), in denen Nanofasern aus Cellulose in Polymere eingebettet sind: als Leichtbauverbundstoffe mit ähn-lichen mechanischen Eigenschaf-ten wie Stahl sowie als nano-poröse «Bio»-Schaumstoffe, um herkömmliche Isolationsschäume zu ersetzen.
der ideale Leichtbauwerkstoff Klassische Cellulosechemie im Industriemassstab wird vor al-lem für die Zellstoff-, Papier- und Faserherstellung eingesetzt. Die Forschung konzentriert sich der-zeit darauf, Cellulose in Form von Nanofasern zu isolieren und zu charakterisieren. Sogenannte Nano-Cellulose besteht aus Fa-sern oder Kristallen mit einem
Durchmesser von weniger als 100 Nm. Daraus, so die Mate-rialwissenschaftler, lassen sich neue Materialien gestalten, die bei geringem Gewicht eine hohe mechanische Stabilität aufweisen. Kurz: der ideale Leichtbauwerk-stoff.
Die Cellulose-Experten der Empa-Abteilung «Holz» isolieren Cellulose-Nanofasern aus Zell-stoff; diese sind mehrere Mikro-meter lang, aber nur wenige Na-nometer dünn.
Die Nanofasern sind unterei-nander stark vernetzt und haben eine extrem grosse Oberfläche, über die sie mit Substanzen wie Wasser, aber auch anorganischen, organischen und polymeren Ver-bindungen chemisch-physika-lisch interagieren kann.
chemische modifizierung ist die Lösung Die aus Zellstoff isolierte Nano-Cellulose liegt zunächst als wäss-rige Suspension vor. Trocknet sie, verhornt das Material, indem die Cellulosefasern miteinander «verkleben» – und verliert seine herausragenden mechanischen Eigenschaften. Daher wollten die Empa-Forschenden ein Verfahren entwickeln, mit dem sich Nano-Cellulose trocknen lässt, ohne dass sie verklumpt und verhornt. Die Cellulose wurde dafür mit einer industriell leicht umsetzba-ren und selbst für Lebensmittel-anwendungen unbedenklichen Methode chemisch modifiziert; dies verhindert, dass sich die Cellulosefibrillen aneinander la-gern und miteinander verkleben.
Das Resultat kann sich sehen lassen: Das getrocknete Nano-
Cellulosepulver glänzte nach der Redispergierung in Wasser mit den gleichen Eigenschaften wie nicht modifizierte Cellulose, die vorher nicht getrocknet wurde. Damit ist das Nano-Cellulose-pulver für die Synthese von Bio-Nanokompositmaterialien eine attraktive Alternative zu kon-ventionellen Cellulose-Suspen-sionen. Diese bestehen zu über 90 Prozent aus Wasser – was die Transportkosten explodieren lässt und die Gefahr eines Abbaus durch Bakterien oder Pilze er-höht. Zudem sind wässrige Cel-
lulose-Suspensionen aufwändig zu verarbeiten, da im Verlauf von chemischen Prozessen meist die Lösemittel ausgetauscht werden müssen.
InFos/KontaKtEMPAFeuerwerkerstrasse 39CH-3602 Thun
Telefon +41 (0)58 765 11 33www.empa.ch
Aufnahme unter dem Rasterelektronen-
mikroskop von chemisch modifizierter,
nanofibrillierter Cellulose.

28 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
D o s s i e r A n t r e i b e n , b e w e g e n , A u t o m At i o n
industrieautomatisierung auf dem scheidewegDer Sektor der Industrieautomatisierung befindet sich an einem Scheide-weg. Alle wichtigen Anbieter industrieller Automatisierungstechnik sind sich darüber einig, dass das Produktportfolio von Automatisierungs- und Kontrollsystemen demnächst entweder direkt oder indirekt den Sätti-gungsgrad erreichen wird.
Unterstützt wird diese Ent-wicklung durch den Trend
zu einer enger werdenden Pro-duktdefinition zwischen ein-zelnen Automatisierungs- und Kontrolllösungen, vor allem im Bereich der Produktlinien der speicherprogrammierbaren Steuerung (SPS) und der Pro-zessleittechnik (DCS).
Eine aktueller Analysten-kommentar von Frost & Sullivan (www.industrialautomation.frost.com) zum Markt für Auto-matisierungs- und Kontrollsys-teme untersucht das derzeitige Marktszenario und wirft einen Blick auf die zukünftige Land-schaft und die einzelnen impuls-gebenden Faktoren in den Fabri-
ken der Zukunft. Optimistischen Schätzungen Frost & Sullivans zufolge soll der europäische Markt für Prozessleittechnik und speicherprogrammierbare Steue-rung bis zum Jahr 2017 auf rund 8,9 Milliarden US-Dollar an-wachsen.
«Anbieter bringen zurzeit hybride Produkte auf den Markt, bei denen die Funktionen von SPS und DCS kombiniert wer-den, um dem hohen Wettbe-werbsdruck standhalten zu können und das Interesse von Endverbrauchern zu wecken», erläutert Frost & Sullivan Se-nior Research Analyst Karthik Sundaram. «Trotz ihrer wirt-schaftlichen Vorteile, hat das
Aufkommen derartiger Produk-te die Wahrnehmung durch die Endverbraucher erheblich ge-trübt und es bleibt abzuwarten, ob diese technische Strategie die erhofften Ergebnisse nach sich ziehen wird.»
einflussfaktoren im wandelKlar ersichtlich ist, dass sich die Einflussfaktoren, die den Markt für Automatisierungs- und Kontrollsysteme traditionell be-stimmen, im Wandel befinden. Zurzeit übt das Produktport-folio eines Unternehmens den stärksten Einfluss im Markt für Automatisierungs- und Kont-rollsysteme aus, knapp gefolgt von Service und Support und kostenrelevanten Überlegungen.
Dies dürfte sich jedoch än-dern. «Die Betonung auf das Produktportfolio der Indus-trieautomatisierung wird voraus-sichtlich in den nächsten Jahren abnehmen», erklärt Sundaram. «Der Bedarf an globalisiertem Service und Support dürfte hin-gegen, zusammen mit den Kos-tenfaktoren, an Bedeutung ge-winnen.»
Während der Markt für Automatisierungs- und Kont-rollsysteme in die nächste Markt-phase übergeht, ergeben sich für Anbieter neue, attraktive Chan-cen und Herausforderungen be-züglich Wachstum und Exzel-lenz. Anbieter sollten daher den aktuellen Entwicklungen folgen und ihre Wettbewerbsfähigkeit und Erfolgschancen in den zu-künftigen Fabriken verstärken.
Fabrik der Zukunft«Frost & Sullivan sieht hierbei für die ‹Fabrik der Zukunft› im wesentlichen fünf entscheiden-de Megatrends – Cyber Security, mobile und drahtlose Techno-logie, unternehmensspezifisches Ökosystem, Cloud Computing und Nachhaltigkeit,» so Sunda-ram. «Diese Megatrends werden auf alle Ebenen eines Industrie-unternehmens Auswirkungen haben.»
Das Betriebspersonal wird zum Beispiel in den Fabriken der Zukunft nicht mehr an einen festen Arbeitsplatz innerhalb eines Kontrollraums gebunden sein. Durch den Vormarsch der Tablet-Computer und von mobi-len Plattformen wird es ortsun-abhängig möglich, Produktlinien zu verfolgen, Wartungsprozesse durchzuführen und Prozessab-läufe zu überwachen.
Die Einführung von sicheren Cloud-Computing-Technologien ermöglicht den Zugang zu rele-vanten strategischen Daten über das Internet, mit deren Hilfe Entscheidungen in Echtzeit ge-fällt werden können sowie die Betriebseffizienz gesteigert wer-den kann.
«Im Wesentlichen werden zukünftige Fabriken über sichere drahtlose Netzwerke verfügen, die einen hoch automatisierten Produktionsprozess unterstützen und hierbei nahtlos mit der über die Clouds arbeitende Unterneh-menssoftware verbunden sind», betont Sundaram abschliessend. «Eine Highend-Fabrik wird auch über bereichsübergreifende Fer-tigungsmechanismen verfügen, welche die bestmögliche Opti-mierung der Abläufe, die soge-nannte ‹Operational Excellence›, vorantreiben und die Nachhal-tigkeit unterstützen werden.»
inFos | kontAktFrost & SullivanClemensstrasse 9D-60487 Frankfurt a. M.
Telefon +49 (0)69 770 330www.frost.com
Fabriken der Zukunft verbinden Hochtechnologie mit aktuellen Marktbedürfnissen.
Bild
: Arc
hiv
n Anzeige

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 29
D o s s i e r A n t r e i b e n , b e w e g e n , A u t o m At i o n
sprachsteuerung: mut zu neuemDie Automatisierung muss immer wieder die Gratwanderung schaffen zwischen dem Vertrauen auf bewährte Technik und dem sinnvollen Einsatz neuester Technologien, um auch zukünftig Produkte wirtschaftlich bei höchster Qualität herstellen zu können.
Stillstandszeiten kommen produzierenden Unternehmen teuer zu stehen, deshalb
steht bei den eingesetzten Komponenten und Lösungen Zuverlässigkeit immer an oberster Stelle der Anforderungsliste. Hat also eine mo-derne Technologie wie die Sprachsteuerung überhaupt eine Chance, sich in der Automa-tisierung durchzusetzen? Ich denke, ja! Na-türlich wird das nicht von heute auf morgen geschehen, aber mittelfristig werden die Vor-teile, die sich in erhöhter Produktivität sowie in verbesserter Produkt- und Prozessqualität widerspiegeln, den Anwender überzeugen.
besser als ihr rufWesentliche Voraussetzung dafür, dass sich Sprachsteuerung in der Automatisierung durchsetzten kann, ist selbstverständlich, dass sie den hohen Anforderungen des Marktes in Bezug auf Zuverlässigkeit entspricht. Die Ein-satzfelder selbst sind dann vielfältig, denn in ganz unterschiedlichen Bereichen der Auto-matisierung müssen Anlagenbediener Daten eingeben, sei es beim Ändern von Rezepturen oder in der Qualitätssicherung und vielem mehr. Dafür musste bislang in der Regel der Arbeitsprozess unterbrochen werden, um die notwendigen Informationen per Tastatur ein-zugeben. Das ständige Hin- und Herwechseln zwischen Tastatur und eigentlicher Arbeit bremst den Mitarbeiter, wirkt störend und führt schlimmstenfalls dazu, dass notwendige Informationen gar nicht oder nicht gründ-lich genug erfasst werden. Hier bringt die Spracheingabe unschlagbare Vorteile. Über ein Headset können die nötigen Informati-onen einfach während des Arbeitens einge-sprochen werden. Der Mitarbeiter hat beide Hände frei für seine eigentliche Arbeit.
Zuverlässige Lösung steht bereitAllerdings haben viele von uns bereits schlechte Erfahrungen gemacht mit Sprach-eingabe, beispielsweise in Call-Centern. Zwei Dinge gilt es aber in diesem Zusam-menhang zu bedenken: Erstens hinkt der Ruf heute noch deutlich der Technologie hinterher. Zweitens spielt das Einsatzumfeld eine wesentliche Rolle. Im Call-Center trifft man nur in unregelmässigen Abständen auf Sprachsteuerung und hat dann mit ganz un-terschiedlichen Themenfeldern zu tun. Im industriellen Einsatz sind die Anwendungs-fälle deutlich eingegrenzter, gleichzeitig ist die Nutzungshäufigkeit höher. Bedienung und Menüführung per Sprache können also leicht eingeübt werden und funktionieren damit nach kurzer Zeit reibungslos.
Durch unsere Kooperation mit der Sikom Software GmbH (www.sikom.de) können wir schon heute eine speziell auf die Auto-matisierung zugeschnittene Sprachsteue-rungslösung anbieten, die sich einfach als alternative Mensch-Maschinen-Schnittstelle in vorhandene Produkte integrieren lässt. Das auf Webservices basierende System stellt die Spracherkennung über eine API (Schnitt-stelle zur Anwendungsprogrammierung) zur Verfügung. Damit kann der Anwender die Sprachsteuerung in vorhandene Soft-waresysteme integrieren, ohne sich Gedan-ken über die Anbindung ans Telekommuni-kationssystem oder die Spracherkennung be-ziehungsweise -synthese machen zu müssen. Ebenso lässt sich übrigens auch sehr einfach eine Sprecherverifikation integrieren, wofür es im industriellen Einsatz ebenfalls zahlrei-che spannende Anwendungsfälle gibt. Tech-nik und Lösungen stehen also zum Einsatz bereit, fehlt nur noch die Akzeptanz der An-wender.
inFos | kontAktinformel GmbHPostfach 1105D-76352 Weingarten
Telefon +49 (0)7244 6087 [email protected]
Der Mitarbeiter hat die Hände frei für seine eigentliche Arbeit.
Bild
: Arc
hiv

30 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
D o s s i e r A n t r e i b e n , b e w e g e n , A u t o m At i o n
Aus zwei mach eins
Werden Blechtafeln automatisch abgestapelt, um sie anschliessend der Umformmaschine zuzuführen, muss sichergestellt sein, dass immer nur ein Blech in die Anlage gelangt. Bei der Beladung mit zwei oder mehr Blechen kann es zum Maschinenstillstand, schlimmstenfalls zum Werkzeugschaden kommen.
Die Folge: teure Produktions-ausfälle und aufwändige
Reparaturen. Um das zu ver-hindern, hat Schmalz die Dop-pelblechkontroll-Einheit DBD entwickelt.
Die DBD verfügt über einen wechselbaren Saugring in Glo-ckenform, der aus dem ver-schleissarmen und ölbeständi-gen Werkstoff NBR hergestellt
ist. Im Saugring angebracht ist die Sensoraufnahme, in die je-der marktübliche M42- (alter-nativ M36-) Doppelblechsensor eingeschraubt werden kann. Die DBD-Sensorhalterung ist gleichzeitig gelenkig und gefe-dert ausgeführt: Damit sorgt sie zum einen für exaktes Aufset-zen des Sensors und Reduktion von Fehlsignalen. Zum anderen
gleicht sie Höhendifferenzen, wie zum Beispiel Unebenheiten und verschiedene Blechoberflächen optimal aus und verhindert Fe-derbrüche. Durch die Trennung von Vakuum- und Sensorkreis ist Leckage an der Sensorver-schraubung ausgeschlossen – der Anwender profitiert von einem Maximum an Prozessstabilität und Energieeffizienz. Die DBD ist mit verschiedenen Tooling-anbindungen inklusive Quick-Change-Kupplung lieferbar und ermöglicht so die unproblema-tische, schnelle Montage an Be-
laderoboter, Pressenfeedern oder Abstapler. Der Einsatz der DBD in Zuführ- und Abstapeleinhei-ten von Blechbearbeitungsanla-gen sorgt für zuverlässige Verein-zelung. Sie kann im Systemver-bund mit Vakuum-Sauggreifern von Schmalz eingesetzt werden. Sie eignet sich aber auch als montagefertiges Bauelement für Detail- und Systemlösungen von Toolingherstellern, Sensor-Pro-duzenten sowie Anwendern in allen Blech und Flachprodukte verarbeitenden Industrien.
inFos | kontAktSchmalz GmbHEigentalstrasse 1CH-8309 Nürensdorf
Telefon +41 (0)44 888 75 [email protected]
Doppelblechkontroll-Einheit DBD: Präzise Sensorpositionierung, zuverlässige Vereinzelung.
Doppelblechkontroll-Einheit DBD: Gelenkige, gefederte Sensoraufnahme mit flexibler
Toolinganbindung.
Bild
er: J
. Sch
mal
z Gm
bH
n Anzeige

D o s s i e r A n t r e i b e n , b e w e g e n , A u t o m At i o n
Für extreme umgebungsbedingungenHarte Umgebungsbedingungen verlangen den darin eingesetzten Drehgebern einiges ab. Nicht nur während des Betriebs, sondern auch bei der Montage sollten die Drehgeber – zum Beispiel beim Einsatz für Motor- oder Generatorfeedback in Windkraftanlagen sowie in der Metall- und Papier-industrie – ausreichend geschützt sein.
Wünschenswert sind ausserdem flexible Anschlussmöglichkeiten sowie die pra-
xisgerechte Hohlwellenmontage. Dann ist der Anwender auch in technikfeindlicher Umgebung auf der sicheren Seite.
Zum breiten Drehgeberprogramm von Baumer gehören die robusten optischen Drehgeber der HOG-86-Familie, die sich auch unter rauen Umgebungsbedingungen schnell und einfach montieren lassen. Die Hochwellen-Drehgeber, die serienmässig der Schutzart IP66 entsprechen, für Umgebungs-temperaturen zwischen -40 und +100 °C ausgelegt sind und dem Ex-Schutz nach II G/D 3 genügen, gibt es wahlweise mit direk-tem Kabelabgang, radialer Flanschdose oder mit einem um 180° drehbaren Klemmenkas-ten. Bei der letztgenannten Variante kann man das Kabel bequem in der Werkstatt anschliessen und muss am Einsatzort den Klemmenkasten nur noch in der gewünsch-ten Position am Drehgeber einstecken. Durch eine zweite Gehäuseschicht unter dem An-schlussdeckel bleibt die Elektronik auch wäh-rend des Anbaus permanent geschützt. Die an über zehn unterschiedlichen Positionen montierbare Drehmomentstütze macht die Montage zusätzlich flexibel.
Dank der zweiseitigen sowie grosszü-gig dimensionierten Lagerung verkraftet die Drehgeber grosse Schocks und Vibrationen sowie Wellenbelastung von bis zu 200 N axial beziehungsweise 300 N radial. Die Ausgangs-signale sind noch in bis zu 500 m entfernten
Kontrollstationen zuverlässig auszuwerten. Eine elektrische Isolierung der Kugellager verhindert nachhaltig Schäden an den Ku-geln und den Laufflächen durch Wellen-ströme. Optional gibt es die Geber auch mit elektrisch isolierten und langlebigen Hybrid-kugellager, welche die ohnehin schon hohe Lebensdauer der Lager nochmals verdoppelt. Des Weiteren besteht die Möglichkeit die Drehgeber mit einer integrierten Funktions-überüberwachung, dem «Enhanced Monito-ring System» (EMS), einzusetzen. Sie basiert auf einem schnellen Mikroprozessor, der kontinuierlich sämtliche Drehgeberfunkti-onen über den kompletten Drehzahlbereich überwacht. Im Fehlerfall werden Warnmel-dungen ausgegeben und auch direkt am Ge-rät visualisiert. Bei der redundanten Variante HOG 86 M ist die Funktionskontrolle serien-mässig. Dieser Drehgeber bietet die zweika-nalige Erfassung von Relativposition oder der Drehzahl, eine häufig geforderte Eigenschaft für die Fehleraufdeckung in Anlagen.
inFos | kontAktBaumer Electric AG Hummelstrasse 17CH-8500 Frauenfeld
Telefon +41 (0)52 728 11 [email protected]
Für extreme Umgebungsbedingungen: Die robuste Drehgeber-
familie HOG 86 mit variablen Anschlussmöglichkeiten.
Bild
: Bau
mer

D o s s i e r A n t r e i b e n , b e w e g e n , A u t o m At i o n
32 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
Höchste Drehzahlen zuverlässig angesteuertEine schnelle und zuverlässige Kommunikation ist heute ein entscheidendes Kriterium bei der Auswahl von Antrieben für die Automa tisierung. Deshalb bietet YASKAWA entsprechende Funktionen als modulare Erweiterungen für die aktuellen Frequenzumrichter-Reihen A1000 und V1000.
Die Frequenzumrichter der Serien A1000 und V1000
von YASKAWA verfügten bisher über den optionalen Anschluss an Feldbusse wie CANopen, PROFIBUS, DeviceNet, CC-Link oder MECHATROLINK-II. Ab so-fort unterstützen die Umrichter zusätzlich die Kommunikations-schnittstelle EtherCAT.
Dieses offene, auf dem Ethernet basierende Kommuni-kationssystem erfüllt höchste Forderungen nach Echtzeitfähig-keit. Bei Frequenzumrichtern sind hohe Echtzeitanforderun-gen wie bei synchronisierten Servoantrieben zwar weniger wichtig, dennoch sprechen meh-rere Gründe für die Kommuni-kation über EtherCAT. Dazu ge-hören unter anderem der hohe Datendurchsatz und vor allem die Interoperabilität und die De-terministik. Dank dem Ether-CAT-Optionsmodul und (ab so-fort erhältlich) können die Fre-
quenzumrichter A1000 und V1000 nun sowohl mit Servo-antrieben von YASKAWA als auch mit übergeordneten Steue-rungen und anderen Kompo-nenten in einem festgelegten,
zeitlichen Bezug über EtherCAT kommunizieren.
Dies ermöglicht eine einfa-che, wirtschaftliche Realisierung von Applikationen, bei denen sowohl Servoantriebe als auch Frequenzumrichter mit ihren spezifischen Charakteristika ein-gesetzt werden. Beide An triebs-arten können über ein gemein-sames Bussystem angesteuert werden.
kommunikationsoption etherCAt für A1000 und V1000Die YASKAWA EtherCAT-Op-tionskarten unterstützen das CAN open Drive Profil nach DSP-402 (CoE). Hierbei liegt der Vor-teil in der einfachen softwaresei-tigen Integration in ein Netz-werk. Die Karten verfügen über zwei getrennte RJ45 Anschluss-buchsen. So können schnell und kostengünstig Standardkabel angeschlossen werden. Status-LEDs, die auch bei eingebautem Zustand von aussen stets sicht-bar sind, informieren über den Betriebszustand und vereinfa-chen im Fehlerfall die Diagnose.
Die funktionsblockorientier-te Programiersoftware «Drive-WorksEZ» erlaubt zusätzlich die Erstellung eigener, anwender-spezifischer Funktionen mit nur wenigen Mausklicks. Der An-wendungsvielfalt des Frequenz-umrichters sind somit kaum Grenzen gesetzt. Mit den Feld-bus-Schnitttstellen CC-Link, Profibus und CANopen fügen sich die Geräte in nahezu jede Anwendungsumgebung nahtlos ein. In Vorbereitung befinden sich Ethernet- und EtherCAT-Schnittstellen für eine problem-lose Integration in umfassende Kommunikationsnetzwerke.
inFos | kontAktYASKAWA Europe GmbHDrives + Motion DivisionHauptstrasse 185D-65760 Eschborn
Telefon +49 (0)6196 569 300www.yaskawa.eu.com [email protected]
Höchste Drehzahlen zuverlässig angesteuert – Umrichter A1000 und V1000 von YASKAWA jetzt
mit Ausgangsfrequenzen bis 1000 Hz.
DAS STEUERUNGSPARADIES.AUTOMATIONSLÖSUNGEN FÜR DENMASCHINEN- UND ANLAGENBAU
www.pantec.com/automation
n Anzeige

D o s s i e r A n t r e i b e n , b e w e g e n , A u t o m At i o n
Automatisierte Feinbearbeitung
Zur Herstellung von Umformwerkzeugen für die Automobilindustrie ent-wickelt das Fraunhofer-Institut für Produktionstechnologie IPT ein automa-tisiertes Fertigungssystem, mit dem sich die Werkzeuge kostengünstiger und in reproduzierbarer Qualität abziehen und strichpolieren lassen.
Die automatisierte Anlage des Fraunhofer IPT beseitigt
durch eine geradlinige Schleif-bewegung Fräsrillen, die bei der Herstellung von Umform-werkzeugen entstehen. Die ausgestellte Fertigungseinheit be steht aus einem handelsüb-lichen Industrieroboter und einem pneumatisch betriebenen Abziehwerkzeug, bei dem die Bearbeitungsbewegung und die auf das Werkstück einwirkenden Kräfte durch Luftdruck aufge-bracht und kontrolliert werden. Die Programmierung der Bear-
beitungsbahn übernimmt eine eigens entwickelte Software des Fraunhofer IPT, das sogenannte «CAx-Framework».
Handwerkliche erfahrung auf den roboter übertragenBisher liessen sich das Abziehen und Strichpolieren frei geform-ter Werkzeugoberflächen kaum automatisieren, weil nicht nur die Werkzeugaufnehmer, son-dern auch die Prozessparameter fehlten, um die handwerkliche Tätigkeit und das Erfahrungswis-sen des Arbeiters auf den Robo-ter abzubilden. Innerhalb der «Innovationsallianz Green Car-body Technologies» (InnoCaT) ermittelten die Aachener Inge-nieure deshalb in wissenschaft-lichen Untersuchungen je nach Material und Geometrie passen-de Bearbeitungsmethoden und -werkzeuge. Der Vergleich der Ergebnisse einer optischen Bau-
Geradlinige Schleifbearbeitung eines gefrästen Werkstücks durch einen Roboter.
teilvermessung mit den ur-sprünglichen Konstruktionsda-ten liefert dann die Grundlage, um die optimale Bearbeitungs-strategie für die automatisierte Feinbearbeitung zu erstellen.
roboter entfernen Fräsrillen auf umformwerkzeugenFür die Zukunft ist geplant, das System weiterzuentwickeln, um frei geformte Werkzeuge vollau-tomatisiert sowohl mit Robotern als auch in Fräsmaschinen zu be-arbeiten. Die Innovationsallianz Green Carbody Technologies ist ein Zusammenschluss von mehr als 60 Unternehmen und wis-senschaftlichen Einrichtungen. Sie hat sich das Ziel gesetzt, die Automobilfertigung energie- und ressourcenschonender zu gestalten. Das Fraunhofer IPT entwickelt hier gemeinsam mit Partnern aus der Industrie neue Fertigungssysteme für den Werkzeug- und Formenbau, um den Ressourcenverbrauch bei der Bauteilfertigung zu verrin-gern und Fertigungskosten zu reduzieren.
Bild
: Fra
unho
fer I
PT
Zum AutorDipl.-Ing. Dennis Andrecht Fraunhofer-Institut für Produktionstechnologie IPT Steinbachstrasse 17 D-52074 Aachen
Telefon +49 (0)241 8904 718 [email protected]

D o s s i e r A n t r e i b e n , b e w e g e n , A u t o m At i o n
Der Antrieb bei umrichterspeisungUm den Wirkungsgrad zu steigern, wurden bisher Permanentmagnet-Syn-chronmotoren (PM-Motoren) eingesetzt. Dabei spart man zwar die Läufer-Erregerleistung ein, muss dafür aber teuere Neodym-Eisen-Bor-Magnete (NeFeB aus Fernost) einbauen. Der Läufer des Reluktanzmotors dagegen benötigt weder eine Erregerwicklung noch spezielle Permanentmagnete.
Das Ständerdrehfeld nimmt einfach die im Läufer beim
Einschalten entstehenden Pole mit. Der speisende Frequenzum-richter ermöglicht drehzahlvari-ablen Betrieb in einem grossen Bereich, sogar mit Feldschwä-chung.
Der Wegfall der Läuferver-luste steigert den Wirkungsgrad erheblich und verhilft so diesem Antriebskonzept zu neuen Ein-satzmöglichkeiten.
Aufbau Bei einem Reluktanzmotor – Reluktanz kommt vom lateini-schen reluctare «sich sträuben» – mag netischer Widerstand – steckt in einem «quasi nor-malen» Ständer mit verteilter Drehstromwicklung ein Läufer, dessen Bleche einen besonde-ren Querschnitt aufweisen, um den Magnetfluss optimal zu führen. Eine extrem anisotrope Läufergeometrie – mit Flussfüh-rungen und Flusssperren – sorgt für eine möglichst ausgeprägte magnetische Vorzugsrichtung (in d-Richtung), wie aus dem Prin-zipbild und den Blechschnitten in Bild 1 zu sehen ist. Der Läufer ist nur aus gestanzten Blechen aufgebaut und trägt keinerlei Wicklung.
Aus einem Frequenzum-richter mit angepasster Software
gespeist, kann der Synchron-Re-luktanzmotor (SRM) ohne Lage-geber in einem weiten Bereich – auch mit Feldschwächung – drehzahlvariabel betrieben wer-den.
betriebBei Bestromung des Ständers bilden sich die Läuferpole so aus, dass ein maximales Reluktanz-drehmoment [1] erreicht wird. Der magnetische Widerstand in Längsrichtung des Polrades (d-Achse, Synchrone Längsre-aktanz Xd) ist wesentlich kleiner als der in Richtung der Pollücke (q-Achse, Synchrone Querreak-tanz Xq). Ziel der optimierten Läuferblechform ist es, viel «Nutz»-Fluss in d-Richtung und wenig «Streu»-Fluss rechtwin-kelig dazu in q-Richtung zu er-zeugen (Bild 1). Das heisst, dass das Verhältnis der Induktivitäten Lq/Ld konstruktiv möglichst klein gehalten werden muss. In der Praxis sind Synchron-Reluktanz-Motoren (SRM) meist vierpolig
ausgeführt und man erreicht ein Reluktanzverhältnis von bis zu 1:8. Das Arbeitsprinzip zeigt Bild 1b etwas genauer. Der Eisen-streifen im Magnetfeld versucht sich in Richtung der Feldlinien (C) zu drehen und eine Position parallel zu ihnen einzunehmen. Dreht man ihn aus dieser Posi-tion heraus, entsteht ein dreh-winkelabhängiges Drehmoment T. Darauf fusst das Arbeitsprinzip des Motors. Das Drehmoment T eines Reluktanzmotors erhält man aus den Motordaten zu:
Darin ist k eine Maschinenkons-tante, C die Flussverkettung und q der Polradwinkel und Ld und Lq die Induktivitäten in d- und q-Richtung. Beim Läuferblech eines Reluktanzmotors fehlt im Vergleich zu einem Läuferblech eines Kurzschlussläufers stellen-weise Eisen. Somit wird etwas mehr magnetisierender Stän-derstrom benötigt und der fällt folglich auch etwas höher aus als der beim Drehstromasynchron-motor, da er den Läufer mit quasi «vergrössertem» Luftspalt magnetisieren muss. Bild 2 zeigt die Verhältnisse an ausgeführten
Motoren und die Stromortskur-ve des SR-Motors im Prinzip (Ständerwirkwiderstand R1 ver-nachlässigt).
Wegen des grösseren Stän-derstroms müssen die Ventile des Wechselrichters im Ausgang des Frequenzumrichters ent-sprechend grösser gewählt wer-den. Der Netzstrom des Antriebs ist davon nicht betroffen, da der Zwischenkreiskondensator den höheren Blindstrom liefert und quasi nur die Wirkleistung aus dem Netz gedeckt wird.
Die vom Ständerstrom erreg-ten Läufer-Pole entwickeln ein synchrones Drehmoment, das sogenannte Reluktanzmoment, wenn sich der Läufer im Einrast-fall zum umlaufenden Drehfeld in die magnetische Vorzugsrich-tung einstellt und «in Tritt» fällt. Abhängig von der Last stellt sich ein Polradwinkel q ein. Wird das Kippmoment überschritten fällt der Motor «ausser Tritt».
Für einen kostengünstigen Betrieb des SR-Motors ist die exakte Ermittlung der Polradla-ge ohne Lagegeber notwendig. Sensorloser Betrieb ist mit einer angepassten Software im Fre-quenzumrichter möglich und ein teuerer Läuferlagegeber kann entfallen. Geberloser Betrieb ist sowohl nach dem Prinzip der «Feldorientierten Regelung» als auch mit «Direkten Drehmo-ment Regelung DTC» erprobt. Bei Überlastung fällt der Motor «ausser Tritt» und bleibt stehen.
Variable Frequenz Von einem Frequenzumrichter gespeist laufen Reluktanzmo-
Bild 1: Synchron-Reluktanzmotor (SRM).
a) aktueller Läufer mit Flussführungsstegen (SuPremE®, KSB) [1] b) Arbeitsprinzip des Synchron-Reluktanzmotors (SRM)
Zum AutorProf. Prof. h. c. mult. Dr.-Ing. Peter F. BroschHochschule Hannover, Fakult. I, An-triebe und AutomatisierungstechnikAlte Döhrener Strasse 86aD-30173 Hannover
Telefon +49 (0)511 660 552peterfriedrich.brosch@ fh-hannover.de
34 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 35
D o s s i e r A n t r e i b e n , b e w e g e n , A u t o m At i o n
toren mit variabler synchroner Drehzahl n ~ f. Beim Einschalten des Umrichters synchronisiert der Läufer, fällt «in Tritt» und lässt sich dann frequenzsyn-chron betreiben, wie Bild 3 zeigt.
Mit angepasster Frequenz-umrichter-Software – für einen «geberlosen Reluktanzläufer-Be-trieb» – kann das Antriebs paket nun im ganzen Drehzahlbereich arbeiten.
energieeinsparungGesetzliche Vorgaben zwangen die Motorenhersteller in den letzten Jahren dazu, die Wir-kungsgrade der Motoren zu er-höhen, das heisst die Verluste in den Motoren zu reduzieren. Um die Läuferverluste zu reduzieren, wurde das Aluminium in den Läuferkäfigen von Asynchron-motoren durch das besser leiten-de Kupfer ersetzt oder bei Syn-chronmotoren die Läuferwick-lung ganz gegen hocheffektive Permanentmagnete getauscht (PM-Synchronmotor). Da beim Reluktanzläufer nahezu keine Läuferverluste auftreten, ist kei-ner der eben genannten Schrit-te notwendig. Er ist somit auch bestens geeignet, als Hocheffi-zienz-Motor eingesetzt zu wer-
den, da die reduzierten Verluste den Motorwirkungsgrad erheb-lich ansteigen lassen (Bild 2). Messungen zeigen auch, dass gerade im Teillastbereich der Wirkungsgrad bei Antrieben mit optimierten Synchron-Reluk-tanzmotoren kaum abfällt.
effizienzklasse ie4Auf dem Markt werden Pakete – bestehend aus angepasstem Fre-quenzumrichter und Synchron-Reluktanzmotor als Hochwir-kungsgradantrieb – angeboten, die sogar die Anforderungen der Wirkungsgrade in der Effi-zienzklasse «Super Premium Effi ciency» (IE4) erfüllen.
Gerade bei den Antrieben mit hohen Betriebsstundenzah-len im unteren Leistungsbereich verbunden mit hohen Stückzah-len für Kompressoren, Trans-portbänder, Lüfter- und Pum-penantriebe sind die Effizienz-sprünge mit dem SRM-Antrieb gross. Wie Messungen zeigen, bleibt die Effizienz auch im Teil-lastbereich hoch. Das ist für alle Lüfter- und Pumpenantriebe in-teressant, die oft mit wechseln-den Fördermengen arbeiten (und bei denen unter Umstän-den sogar noch mit Drosseln ge-arbeitet wird).
richtig umstellen – retrofitDa zurzeit viele Antriebe auf IE2-Motoren umgestellt werden müssen, kann ernsthaft überlegt werden, ob die Umstellung nicht gleich auf IE3 oder IE4 erfolgen sollte. Die hohen Energieeinspa-rungen von bis zu 75 Prozent im Vergleich zum Ist-Zustand sind sicher gut als Verkaufsargument zu nutzen.
IndustrieangeboteKSB-SuPremE-Motoren – bis 45 kW Be-messungsleistung – sind grundsätzlich mit PumpDrive drehzahlgeregelte Syn-chronantriebe, und bieten damit auch alle Vorteile der bedarfsgerechten Betriebs-weise ABB-Paket (Reluktanzmotoren (SynRM) und Umrichter) werden für die Bemessungsleistungen 18 bis 350 kW bei 1500 min-1 angeboten [3] und arbei-ten mit hohen Wirkungsgraden.
Bild 2: Stromortskurve und Drehmoment (Prinzip, R1 = 0).

D o s s i e r A n t r e i b e n , b e w e g e n , A u t o m At i o n
Im Retrofitfall sollten dreh-zahlvariable Antriebe mit langen Laufzeiten eigentlich nur mit diesen Motoren ausgeführt wer-den.
Die Software des Umrichters lässt sich leicht auf den sensor-losen Betrieb umstellen, in dem man eine angepasste Software aufspielt.
einsatzDer Einsatz ist als Antriebssys-tem «Umrichter-Reluktanzmo-tor-Last» vorgesehen. Transport-bänder, Pumpen, Gebläse und Kompressoren mit langen Be-triebszeiten sind optimale «Las-ten» für solche Antriebssysteme, wie das Berechnungsbeispiel zur Energieeinsparung mit Hocheffi-zienzmotoren (KSB) zeigt: – In einem typischen Heiz- oder Kühlkreislauf entfallen auf den Bemessungspunkt gerade einmal 6 Prozent der Gesamt-betriebszeit.
– Werden bei 6000 Betriebs-stunden/Jahr statt eines IE3-Asynchronmotors ein KSB-SuPremE-Motor eingesetzt, zeigen sich gerade durch den Betrieb bei Teillast grosse zu-sätzliche Einsparungen.
– Bei einem vierpoligen 7,5 kW-SuPremE-Motor liegen diese
weit über 200 Euro/Jahr (bei einem angenommenen Ener-giepreis von 13 Cent/kWh).
– Dies entspricht zusätzlichen 7 Prozent Energiekostenein-sparung, obwohl der Wir-kungsgradvorteil am Bemes-sungspunkt nur 0,8 Prozent-punkte beträgt.
FazitDer weitere Anstieg der Ener-giepreise ist wohl unausweich-lich und wurde schon mehrfach angekündigt. Dann werden sich Systeme mit Hochwirkungsgrad-motoren – besonders IE4-Moto-ren-Systeme – für Antriebe mit hohen Jahresbetriebstundenzah-len schnell einführen, da sie sich auch relativ kurzfristig amorti-sieren. Neben den seit Juli 2011
standardmässigen IE2-Antrieben sind schon heute Motoren auf dem Markt, die weit mehr als die zukünftigen gesetzlichen Wir-kungsgradanforderungen erfül-len und Energie einsparen. An die sollte man bei allen Umstel-lungen und Neukonstruktionen denken. Das Jahr 2015 mit der nächsten Umstellung ist nicht weit!
Fakten für den Praktiker – Seit Juni 2011 dürfen in de-finierten Leistungs- und Ein-satzbereichen nur noch die energieeffizienten IE2-Mo-toren (High Efficiency) zum Einsatz kommen. Ab Januar 2015 ab 7,5 kW die IE3-Klasse oder IE2 mit Umrichter dreh-zahlvariabel.
– SRM haben einen hohen Wir-kungsgrad im Bemessungs-punkt und sehr gute Effi-zienzwerte im Teillastbereich. Somit eignen sie sich optimal für alle Antriebe mit hohen Betriebsstundenzahlen, zum Beispiel Transportbänder, Lüf-ter und Pumpen.
– Antriebe mit SRM erfüllen be-reits die höchste Effizienzklas-se IE4, (am Entwurf von IE5 wird gearbeitet).
– Mit Energieeinsparungen von bis zu 70 Prozent, «lässt sich Geld verdienen».
Bild 3: Betrieb eines SuPremE-Motors am Umrichter PumpDrive: Hoch- und Tieflauf (bis 25 Hz).
Literatur[1] Reel: SSPH-Type a «very-high-
efficiency-motor». www.reel.it.[2] Lendenmann, H. et al.: Motoren
mit Zukunft. ABB technik, 1/11, S. 56 bis 61.
[3] ABB Product Note 9AKK 105563 EN 11 2011.
[4] www.fluidfuture.ksb.com
n Anzeige

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 37
D o s s i e r A n t r e i b e n , b e w e g e n , A u t o m At i o n
Für jeden einsatzfall das passende material
Das Rohr-Verbindungssystem aus Polyamid, Aluminium oder Edelstahl bietet für jeden Einsatzfall Elemente aus dem passenden Material.
Die Rohrverbindungselemen-te von Phoenix Mecano er-
möglichen durch ein einfaches Klemmprinzip die schnelle Mon-tage von runden oder vierkanti-gen Präzisionsrohren.
Das Rohr-Verbindungssys-tem aus Polyamid, Aluminium oder Edelstahl bietet für jeden Einsatzfall Elemente aus dem passenden Material. Dank der grossen Variantenvielfalt stellt dieses System eine flexible, zeit-sparende und kostengünstige Alternative zu herkömmlichen Schweissverbindungen dar.
Die Serientypen Flansch- (FK), Winkel- (W), Fuss- (FS) und Kreuzklemmstücke (K) in unterschiedlichen Baugrössen sind in verschiedenen Materia-lien lieferbar. Mit der Aussen-kontur bündig versenkte Edel-stahlschrauben sind mit Innen-sechskant ausgeführt.
Auch für sehr anspruchsvolle AnwendungenDie Edelstahlelemente dürften für viele Anwender aus den Bereichen Chemie und Lebens-mitteltechnik von Bedeutung sein. Speziell in der Getränke-abfüllung, Verpackung und Ver-fahrenstechnik ist die Nachfrage immens. Wegen der Resistenzen gegenüber scharfen Reinigungs- und Desinfektionsmitteln ist der Einsatz der Edelstahlelemente in der Medizintechnik ebenfalls möglich. Die im Feingussverfah-ren hergestellten Klemmelemen-te sind, wie schon die Kunststoff-Baureihe RK Light Clamps aus Polyamid und die Aluminium-Baureihe RK Industrie Design, in der neuen Form gestaltet. Kompatibilität gilt ebenfalls für die Konstruktionsmasse, sodass die Baureihen auch kombiniert eingesetzt werden können. Die
erreichbaren Klemmkräfte der neuen Stahl-Serie sind mit de-nen der Aluminium-Baureihe vergleichbar.
intelligentes konzeptDie ebenfalls mit Edelstahl-Schrauben bestückten Elemente Kunststoffelemente eignen sich
besonders für labortechnische Anwendungen, im Bereich der Lebensmittelindustrie, der Pho-totechnik oder im Nassbereich der Getränkeindustrie. Sie zeich-nen sich besonders durch ihr ansprechendes Design und ein intelligentes Reduzierhülsen-konzept aus. Dieses ermöglicht bei Einsatz eines Grundelemen-tes die Klemmung unterschied-licher Durchmesser und Rohr-querschnitte (Rund- und Vier-kantrohr).
Bei einem Umbau einer be-stehenden Rohrkonstruktion auf andere Durchmesser oder Quer-schnitte ist lediglich der Aus-tausch einer Hülse erforderlich.
inFos | kontAktPhoenix Mecano Komponenten AGHofwisenstrasse 6 CH-8260 Stein am Rhein
Telefon +41 (0)52 742 75 00 [email protected]
Rohrspannelemente im harten Einsatz.
Anwendung Edelstahl-Klemmelemente im Nassbereich.
Aluminium-, Druckguss- oder Edelstahl-
Klemmelemente.

38 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
D o s s i e r s c h w e i s s e n , s c h n e i D e n
Das unsichtbare Geheimnis der Laser-materialbearbeitungWachsende Anforderungen an Produktivität, Wirtschaftlichkeit und Qualität verlangen neue Lösungen und Technologien in den Bereichen Schweissen und Schneiden. Ein Resultat dieser stetig wachsenden Anforderungen ist die Lasertechnik.
Mit den Schneidgasen Stick-stoff und Sauerstoff sowie
der Produktreihe MeGaLas, Messer-Gase für die Lasermate-rialbearbeitung, stellt Messer alle erforderlichen Gase und Gasge-mische für die Lasermaterialbe-arbeitung zur Verfügung.
einsatzbereiche von Betriebs- und ArbeitsgasenGase sind in der Lasermaterial-bearbeitung prozessbedingt den Hilfsstoffen zuzuordnen und werden in Abhängigkeit des Verfahrens und der eingesetz-ten Laserstrahlquelle in diversen Prozessschritten benötigt. Trotz ihrer Unsichtbarkeit ist die Aus-
wahl der Gase für den optimalen Erfolg der Lasertechnik mitent-scheidend. Man unterscheidet zwischen Betriebsgasen und Ar-beitsgasen. Betriebsgase sind für die Funktion des CO2-Laserreso-nators erforderlich, wohin gegen die Arbeitsgase dem Laserstrahl zum Beispiel als Schweissschutz-gas oder Schneidgas dienen.
Die reinheit der GaseDie Reinheit der Betriebsgase für CO2-Laser unterliegt höchsten Anforderungen. Aber auch für die Arbeitsgase und Gasgemische zum Schweissen und Schneiden ist die Reinheit ausschlaggebend für Wirtschaftlichkeit und Qua-lität.
Der Reinheitsgrad der Gase wird in Prozent angegeben – eine Zahl mit vielen Stellen hin-ter dem Komma. Um die Kenn-zeichnung zu vereinfachen, exis-tiert ein international gültiges Kennzahlensystem. Die Kenn-zahlen bestehen aus einer Ziffer, einem Punkt und einer zweiten Ziffer.
Die erste Ziffer gibt die An-zahl der Neunen an, die Ziffer nach dem Punkt stellt die letzte Ziffer des Gesamtwertes dar. Die Kennzahl 3.5 bedeutet also, dass das Gas über eine Mindestrein-heit von 99,95 Prozent verfügt. Weitere Beispiele finden Sie in der nebenstehenden Tabelle.
BetriebsgaseBetriebsgase sind Gasgemische. Diese werden als Fertiggasge-misch eingesetzt oder vor der Verwendung aus den einzelnen Komponenten in der Laseranla-ge gemischt. Bei diesen Gasge-mischen spielen Reinheit sowie Qualitäts- und Gemischkons-tanz eine besondere Rolle – aus guten Gründen. Bereits kleine Spuren von, Feuchtigkeit oder Kohlenwasserstoffen können Betriebsstörungen verursachen. Kohlenwasserstoffe führen ge-gebenenfalls zu Schäden an den empfindlichen und teuren opti-schen Teilen. Wobei Feuchtigkeit die Anregungsentladung stört und somit den vollen Wirkungs-grad des Lasers verhindert. Wei-tere Störungen können durch Staubpartikel entstehen, wel-che das Laserlicht streuen und so den Prozess stören können. Für einen einwandfreien Laser-betrieb ist es also unabdingbar, dass die eingesetzten Gase von hoher Reinheit und frei von stö-renden Verunreinigungen sind. Die genannten Reinheitsanfor-
derungen gelten ebenso für das Gasversorgungssystem.
Laserschneiden als Vorreiter bei der Laser-materialbearbeitungDas Laserschneiden zeichnet sich bekanntermassen gerade im Vergleich zu anderen thermi-schen Schneidverfahren durch hohe Präzision, hohe Schneid-geschwindigkeiten, geringe Wärmeeinbringung und gerin-gen Bauteilverzug aus. Anwen-dungsmöglichkeiten finden sich in vielen Branchen, wie dem Automobilbau, dem Flugzeug-bau, dem Metallbau, der Blech-bearbeitung, dem Schiffbau, der Textilindustrie und der Medizin-technik.
Laserschneidverfahren wer-den grundsätzlich in drei Ver-fahrensvarianten unterteilt – das Brenn-, Schmelz- und Subli-mierschneiden. Welches dieser Verfahren zum Einsatz kommt, ist abhängig vom Werkstoff, den Qualitäts- und Wirtschaftlich-keitsanforderungen, sowie dem eingesetzten Schneidgas.
Das Brennschneiden mit rei-nem Sauerstoff ähnelt dem auto-genen Brennschneiden. Der Werkstoff wird auf Zündtempe-ratur erwärmt und dann im rei-nen Sauerstoffstrahl verbrannt. Dies setzt voraus, dass der Werk-stoff brennschneidgeeignet ist. Das bedeutet, seine Zündtempe-ratur muss unterhalb der Schmelztemperatur liegen. Bei un- und niedriglegierten Stählen ist dies der Fall. Nicht aber bei hochlegierten Stählen und Nichteisen-Metallen. Hier ist das Brennschneiden mit Sauerstoff
ZUM AUTorDr. Bernd HildebrandtMesser Group GmbHLeiter Technologie-Management Schweissen & SchneidenGahlingspfad 31D-47803 Krefeldwww.messergroup.com
Reinheitsgrad der Gase Kennzahl Mindestreinheit in %
2,5 99,5
3,5 99,95
4,5 99,995
5,0 99,999
n Anzeige

D o s s i e r s c h w e i s s e n , s c h n e i D e n
zwar möglich, aber aus qualitativen und wirtschaftlichen Gründen nicht empfeh-lenswert.
Werkstoffe, die für das Brennschneiden ungeeignet sind werden mit dem Schmelz-schneidverfahren getrennt. Dafür muss der Werkstoff bis auf Schmelztemperatur er-wärmt und durch das Schneidgas mit einem bis zu 25 bar hohem Druck aus der Schnittfuge ausgetrieben werden. Als Schneidgas kommt hier meist Stickstoff zum Einsatz, in besonderen Fällen aber auch Argon. Dies gilt beispielsweise für Titan, Tantal, Zirkon und Magnesium, da diese Werkstoffe chemische Verbindungen mit Stickstoff eingehen. Aus qualitativen Gründen können auch un- und niedrigle-gierte Stähle mit dem Schmelzschneidver-fahren unter Verwendung von Stickstoff getrennt werden. Dabei entstehen oxid-freie Schnittflächen. Die Schneidgeschwin-digkeit ist jedoch wesentlich geringer.
Werkstoffe ohne Schmelzpunkt, wie Holz, Kunststoffe, Verbundwerkstoffe, Ple-xiglas, Keramik oder Papier werden subli-miergeschnitten. Der Werkstoff gelangt da-bei vom festen direkt in den gasförmigen Zustand. Das Schneidgas hält die Partikel und Dämpfe von der Optik fern.
schneidgaseDie Auswahl der Schneidgase ist abhängig von dem zu schneidenden Werkstoff und den vorhandenen Qualitätsansprüchen an die entstehenden Schnittflächen.
Brennschneidgeeignete Werkstoffe werden mit reinem Sauerstoff geschnitten. Hierbei kann die Reinheit des Sauerstoffs die Schneidgeschwindigkeit stark beein-flussen (siehe Abbildung). Mit einer hohen Reinheit kann man die Schneidgeschwin-digkeit – je nach Blechdicke – um bis zu 20 Prozent zu erhöhen. Die beim Laser-schneiden ohnehin geringe Tiefe der Wär-meeinflusszone wird hierdurch zusätzlich verringert. Beim Brennschneiden hat sich daher die Reinheit 3.5 durchgesetzt.
Nicht brennschneidgeeignete Werk-stoffe werden meist mit Stickstoff geschnit-ten. Seine inertisierende Wirkung führt zu oxidfreien Schnittflächen. Hier können leichte Verunreinigungen durch Sauerstoff oder Feuchtigkeit, Verfärbungen durch Oxidation auf den Schnittflächen entste-hen. Bei hohen Qualitätsanforderungen hat sich die Reinheit 5.0 als Standard be-wehrt. Werkstoffe wie Titan, Tantal oder Magnesium zählen zu den Oxid- und Nit-ridbildnern, da sie intensiv mit Sauerstoff und Stickstoff reagieren. Um diese Werk-stoffe, ohne Nacharbeit wie Fräsen, Schlei-fen oder Beizen schweisstechnisch verar-beiten zu können, empfiehlt sich das Schneiden mit Argon. Auch hier gilt, je höher die Reinheit des verwendeten Ar-gons, desto sauberer die Schnittflächen. Bei
der späteren schweisstechnischen Verarbei-tung können die Nitride und Oxide in die Schweissnaht übertragen werden.
Die verschiedenen Arten des schweissensDas Laserschweissen löst durch seine be-sonderen Eigenschaften Schweissaufga-ben wie kein anderes Verfahren. Haupt-merkmal ist dabei die stark konzentrierte Wärmeeinbringung. Das Laserschweissen verfügt über eine hohe Schweissgeschwin-digkeit, eine schmale Wärmeeinflusszone und einen geringen Verzug des Bauteils. Ein weiterer Vorteil ist die geringe Wär-meeinbringung. Auch die Stossarten sind, verglichen mit anderen Schweissverfahren, etwas Besonderes. Der Laser ist in der Lage regelrecht durch ein Bauteil hindurch zu stechen. Dies ermöglicht das Schweissen in sonst unzugänglichen Bereichen. Davon profitiert besonders die Automobilindus-trie, wo Schweissstellen, wie beispielsweise an Karosserien, oft sehr versteckt liegen. Zudem erfüllt der Laser den Wunsch nach hohen Schweissgeschwindigkeiten und einem geringen Verzug. Auch für die Me-dizintechnik und Mikroelektronik ist das Laserschweissen geeignet.
Beim Remote-Schweissen werden komplexe Bauteile aus Entfernungen von bis zu zwei Metern geschweisst. Der Haupt-vorteil des Verfahrens ist die schnelle Posi-tionierung des Laserstrahls. Sie erfolgt durch mehrachsig verstellbare Spiegel von einer zentralen Einheit aus. Weitere Vortei-le sind die Zeiteinsparung und der Verzicht auf aufwendige mechanische Baugruppen für die Strahlführung. Das Schutzgas wird hierbei über die Spannvorrichtung zugege-ben. Alternativ bietet sich auch die Ver-wendung einer Kammer an.
Das Wärmeleitungsschweissen benö-tigt nur geringe Leistungen. Die Energie des Lasers wird an der Oberfläche des Bau-teils in Wärme umgesetzt, sodass sich ein Schmelzbad bildet, das die Wärmeenergie durch Konvektion weitergibt. Diese Kon-vektion kann wie beim Lichtbogenschweis-sen über die Schweissschutzgase beein-flusst und das Einbrandprofil an die schweisstechnischen Anforderungen ange-passt werden.
Das Tiefschweissen benötigt höhere Leistungen, da das Metall nicht nur ge-schmolzen sondern auch verdampft wird. Auf diese Weise dringt der Laser tief in das Werkstück ein und es bildet sich ein soge-nanntes Keyhole-Schlüsselloch. In diesem Keyhole entsteht eine Plasmasäule, die die Energie des Lasers aufnimmt und an den Werkstoff weitergibt. Das Ergebnis ist ein kontinuierlicher Schweissprozess. Die aus dem Dampfkanal austretende Plasmawolke muss mit einem Schutzgas weggeblasen werden, da diese sonst die Laserenergie aufnehmen würde ohne sie dem Schweiss-

40 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
prozess zuzuführen. Das Hybrid-verfahren ist eine Kombination mehrerer Verfahren. Beim Laser-schweissen bietet sich speziell die Verbindung mit dem MAG-Schweissen an. Hierdurch wird die Wirtschaftlichkeit des Laser-schweissens mit der grossen Ab-schmelzleistung des MAG-Pro-zesses auf hohe Blechdicken übertragen. Die Schutzgasaus-wahl muss beiden Verfahrensbe-standteilen gerecht werden. Be-währt haben sich daher Gemi-sche aus Argon, Helium und ei-ner Aktivgaskomponente wie Kohlendioxid. Neben der Kom-bination mit dem MAG-Schweis-sen bieten sich auch Kombinati-onen mit WIG- und Plasma-schweissen an. Das Laserlöten ähnelt dem Wärmeleitschweis-sen. Der Energiebedarf des Lotes
ist hierbei zu berücksichtigen. Speziell im Automobilbau hat sich dieses Verfahren durchge-setzt. Neben den bekannten Vor-teilen wie geringer Wärmeein-bringung und Verzug spielen auch die Korrosionsbeständig-keit der Lote und die leichtere Bearbeitbarkeit eine grosse Rol-le. Auch die Füge sicherheit und die hohe Standzeitfestigkeit ma-chen das Laserlöten zu einer gu-ten Alternative.
schweissschutzgase – hilfs-stoffe für ein optimales ergebnisWie schon in der Schneidtechnik setzt sich der Laser auch beim Schweissen und Löten immer mehr durch. Hierbei wird in vier Varianten unterschieden. Dem Wärmeleitungsschweissen, Tief-schweissen, Hybridschweissen
und Laserlöten. Das Schweissen kann sowohl mit als auch ohne Schweisszusatzwerkstoff erfol-gen. Auch das Verschweissen von artfremden oder unglei-chen Metallen und Legierungen wie Aluminium und Stahl oder schwarz und weiss ist möglich.
Das Schutzgas zum Schweis-sen hat mehrere Funktionen. Eine der Hauptaufgaben ist der Schutz des heissen Werkstoffs vor der Atmosphäre, denn diese kann zur Aufnahme von Stick-stoff oder Feuchtigkeit führen oder eine Oxidation an der Ober-fläche auslösen. Darüber hinaus sorgt das Schutzgas für die konti-nuierliche Entfernung der Plas-mawolke über dem Werkstück.
Wie bei anderen Schutzgas-Schweissverfahren kann auch beim Laserschweissen der Schweissprozess durch den Ein-satz optimierter Schweissschutz-
gase gezielt beeinflusst werden. Die Basis der Gasgemische bildet Argon. Durch Zugabe von CO2, Sauerstoff, Helium, Stickstoff oder Wasserstoff ist es möglich, den Schweissprozess thermisch als auch metallurgisch zu beein-flussen. Typische Gasgemische sind hier Argon/Helium, Argon/Sauerstoff und Argon/Wasser-stoff. Die entsprechenden Kom-ponenten richten sich nach dem zu fügenden Werkstoff.
schweissen ohne schutzgasSpeziell bei der Verwendung von Festkörperlasern ist das Schweissen ohne Schutzgas häufig anzutreffen. Es führt zu einem korrekten Aussehen der Schweissnaht – doch das allein ist nicht ausschlaggebend. Ohne Schutzgas kann das Schweissgut, wie auch bei anderen Schweiss-verfahren, Stickstoff, Sauerstoff
n Anzeige
n Anzeige

D o s s i e r s c h w e i s s e n , s c h n e i D e n
und Feuchtigkeit aufnehmen, was Schweis-snahtfehler wie Poren und Wasserstoffrisse nach sich zieht. Speziell bei un- und nied-riglegierten Stählen führt Stickstoff zu vor-zeitiger Alterung und Versprödung. In den meisten Fällen werden die Folgen erst nach mehreren Jahren sichtbar, wenn das Bauteil entsprechenden Belastungen ausgesetzt war.
eine erfolgreiche schutzgasabdeckung dank laminarer strömungBei der Begasung der Schweiss- beziehungs-weise Lötstellen ist eine laminare Strömung die Grundvoraussetzung für eine erfolgrei-che Schutzgasabdeckung. Bei einer zu hohen Strömungsgeschwindigkeit der Schutzgase entstehen Verwirbelungen, die die Atmos-phäre mit in den Gasstrahl einbinden. Dies ist eine der häufigsten Ursachen für Schweiss-fehler. Auch unterschiedliche Schutzgasge-mische beeinflussen den Laserstrahl.
Beim Laserstrahlschweissen stehen für die Schutzgasabdeckung Koaxial-, seitliche, periphere sowie Ringspalt-Düsen zur Ver-fügung.
Bei der koaxialen Schutzgaszufuhr wird der gesamte Strahlbereich zwischen Düsen-austritt und Linse mit dem Schutzgas beauf-schlagt. Hier kann es durch Bildung einer Plasmasäule zu Schäden an den Linsen kom-men.
Bei seitlicher Zufuhr von Schutzgasen bildet sich häufig ein Injektor, wodurch Luft mit in den Schweissbereich gesaugt wird. So-mit läuft der Schweissprozess dann unter einem Schutzgas-/Luft-Gemisch ab. Die Fol-gen sind Poren, Anlauffarben und andere Schweissfehler.
Bei Verwendung von Ringspalt-Düsen, kurz RSD, ist es sinnvoll, in geringen Mengen ein zusätzliches Spülgas, wie beispielsweise Stickstoff oder Helium, zu verwenden. Es verhindert, dass Schutzgas in den Bereich der Laseroptik gelangt. Die RSD gewährleistet eine gleichmässige Schutzgasabdeckung des Schmelzbades.
Messer Gase – ein vielfältiges ProduktportfolioMesser bietet ein Gasprogramm, wie es nicht selbstverständlich ist. Dies beginnt mit den
passenden Gasen für jede Anwendung und nachvollziehbarer, anwendungsorientierter Namensgebung der Produkte und reicht bis hin zu immer wieder neuen, den Kunden-anforderungen und -wünschen entsprechen-den, Gasgemischen.
Kleinere Bedarfsmengen, wie die Versor-gung der Lasergase, werden über Druckgas-flaschen abgedeckt. Meist kommen hierbei Einzelflaschen mit zehn oder 50 Litern zum Einsatz. Zum Schneiden werden Sauerstoff oder Stickstoff in Tanks bereitgestellt.
Die Gasversorgung – von der Flasche zum ArbeitsplatzEntscheidend für eine optimale Gasversor-gung ist der Transport der Gase an ihren Be-stimmungsort. Hierbei dürfen keine Verun-reinigungen entstehen. Dazu gehören eine korrekte Installation der Hardware, die sinn-volle Auswahl der Gasarmaturen und eine bedarfsgerechte Versorgung mit Gasen in der benötigten Reinheit. Eine zusätzliche Sicher-heit bietet die Installation eines Partikelfil-ters. Auch die Gasversorgung des Resonators erfordert höchste Reinheit. Das gilt sowohl für die Resonatorgase, als auch für die Zu-leitung durch Rohre und Schläuche. Für die Zuleitung im unbeweglichen Teil der Anlage sind Rohre aus Kupfer oder CrNi-Stahl opti-mal. Die Rohre müssen öl- und fettfrei sein und deren Enden sollten während des Trans-portes durch Kunststoffkappen verschlossen sein. Beim Schweissen oder Löten der Rohre ist auf ausreichendes Formieren zu achten.
Schläuche bergen immer das Risiko des Eindiffundierens von Stickstoff, Sauerstoff und in besonderem Masse Feuchtigkeit. Spe-zielle Werkstoffe mindern diese Gefahr.
inFos | konTAkTMesser Schweiz AGSeonerstrasse 75CH-5600 Lenzburg
Telefon +41 (0)62 886 41 [email protected]
Vorteile der Lasermaterial bearbeitung– hohe Produktflexibilität– exzellente Qualität– geringere Stückkosten– Zuverlässigkeit
Bekannte Gasarten– Betriebsgase zur Erzeugung des Laserstrahles (CO2-Laser)– Schneidgase– Spülgase– Crossjet– Schutzgase

42 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
D o s s i e r s c h w e i s s e n , s c h n e i D e n
Laser in der elektronikfertigungFür die Feinbearbeitung in der Elektronikfertigung ist der Laser ein ideales Werkzeug, denn hier kann er seine ganzen Vorteile ausspielen. Die berührungslose Bearbeitung verhindert eine mechanische Belastung des Bauteils. Die lokal begrenzte Wärmeeinwirkung verursacht nur wenig Verzug und garantiert somit ein Minimum an Nacharbeit.
Ultrakurzpulslaser erschlies-sen die Möglichkeiten der
kalten Bearbeitung, denn sie verdampfen nahezu jedes Ma-terial so schnell, dass kein Wär-meeinfluss erkennbar ist. Sind Prozessparameter auf Material und Anwendung eingestellt, ist der Laserprozess äusserst stabil und reproduzierbar. Dies sorgt für eine anhaltend hohe Bear-beitungsqualität und Präzision gerade bei der Herstellung und Bearbeitung kleiner Bauteile, auch bei grossen Losgrössen – sei es beim Schneiden, Schweissen oder Abtragen.
Laser in der Feinbearbeitung – schneiden und schweissenLaser sind ein fester Bestandteil der Elektronikproduktion. Sie schweissen und schneiden un-terschiedliche Bauteile, Kompo-nenten und Endprodukte. Dabei sorgen sie für hohe Produktivität und Qualität. Bestens geeignet für das Schweissen und Schnei-
den in der Elektronikfertigung sind gepulste Stablaser (TruPul-se), Faserlaser (TruFiber), und Scheibenlaser (TruDisk) im un-teren Leistungsbereich bis ein Kilowatt.
FeinschneidenDie Geometrievielfalt beim Laserfeinschneiden ist nahezu grenzenlos gerade wenn es um filigrane Gehäuse und Bauteile mit glatten, gratfreien Schnitt-kanten geht. Faserlaser erzeu-gen bei Feinschneidprozessen einen Schnittspalt, der meist zwi-schen 20 und 100 Mikrometer liegt. Dadurch sind auch feinste Strukturen mit dünnen Stegen und Geometrien mit scharfen Radien problemlos zu erzeugen. Die Qualität der Schnittkanten und Präzision in der Bearbeitung ist herkömmlichen Verfahren wie Fräsen und Drahterodieren deutlich überlegen. Die Mate-rialvielfalt, die mit dem Laser bearbeitet werden kann, reicht
von Baustahl und Edelstahl über Aluminium und Titan bis hin zu hochreflektierenden Werkstof-fen, wie Kupfer. In der Elekt-ronik werden Laser bevorzugt zum Schneiden von Folien und dünnen Blechen eingesetzt. Mit Lasern lassen sich nicht nur sehr feine Schnitte sondern auch hohe Schneidgeschwindigkeiten realisieren. An Federelementen aus Bronze beispielsweise ist sehr gut zu erkennen, welche feinen Geometrien beim Laser-schneiden möglich sind.
Punktschweissen Das Punktschweissen ist eine typische Verbindungsform beim Einsatz von gepulsten Lasern. Bauteile werden dabei durch ein-zelne Schweisspunkte zu kom-pletten Baugruppen verbunden. Die Wärmeeinbringung und da-mit der Verzug sind hierbei sehr gering. Dies prädestiniert laser-basierte Punktschweissverfahren für die Elektronikproduktion. Laser schweissen beispielsweise Steckkontakte direkt in Stanz-automaten bei mehreren hun-dert Hüben pro Minute. Möglich wird dies durch die Strahlfüh-rung per Laserlichtkabel und
kompakte Fokussieroptiken. Mithilfe der sogenannten Burst-Funktion schweissen die Tru-Pulse Laser beispielsweise elekt-rische Kontakte an Schaltern dreimal schneller als vergleich-bare gepulste Laser ohne Burst-Funktion. Dafür überhöhen die TruPulse Laser ihre mittlere Leis-tung kurzfristig und nutzen die Zeit des Werkstücktransfers zum Nachladen des Energiespeichers. Das Resultat ist eine verkürzte Schweisszeit und damit insge-samt ein verkürzter Bearbei-tungszyklus. Die hohe Effi zienz der Burst-Funktion verdeutlicht das Scannerschweissen von elektrischen Schaltern mit einem TruPulse 124 und einer maxima-len Pulsenergie von 90 Joule. Bei einer Pulsenergie von je 11,5 Joule pro Puls werden mit einer Scanneroptik PFO 20 zehn Schweisspunkte gesetzt. Mit der Burst-Funktion reduziert sich die Schweisszeit um den Faktor 3,4 im Vergleich zu einem her-kömmlichen gepulsten Laser.
nahtschweissenBeim Nahtschweissen mit ge-pulsten Lasern werden Schweiss-punkte so aneinandergesetzt, dass eine Schweissnaht entsteht. Dabei wird das Bauteil nicht so stark erwärmt, wie bei konti-nuierlichen Schweissnähten, da das Werkstück zwischen den ein-zelnen Pulsen abkühlt. Abhän-gig vom Überlappungsgrad der Schweisspunkte können so auch gas- und flüssigkeitsdichte Nähte erstellt werden. Gute Beispiele hierfür sind Batteriegehäuse für Mobiltelefone oder Titangehäu-
Diese Statorbleche sind mit dem TruFiber Faserlaser geschnitten. Die scharfen Radien stellen
für den Laser kein Problem dar.
Durch die Strukturierung mit ultrakurzen Laserpulsen können die Spuren für die Reihen-
verschaltung schmaler werden, die nutzbare Fläche und damit die elektrische Leistung der
Solarzelle steigt.

D o s s i e r s c h w e i s s e n , s c h n e i D e n
maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 43
se bei Herzschrittmachern. Die Herausfor-derungen sind bei beiden Anwendungen ähnlich. Der im Innern befindliche Elekt-rolyt beziehungsweise die Elektronik dür-fen nicht über eine bestimmte Temperatur-schwelle hinaus erwärmt werden, es dürfen beim Verschliessen der Naht keine Spritzer ins Innere gelangen und die Nähte müssen auch bei starken thermisch- mechanischen Belastungen absolut dicht sein.
Die Laserbearbeitung ermöglicht es, die Einschweisstiefe exakt einzustellen, so wird ein Durchschweissen in das Gehäuse ver-hindert, ausserdem verteilt sich die Wärme der überlappenden Schweisspunkte über die gesamte Bauteilgeometrie und die ther-mische Belastung des Gehäuses wird gering gehalten.
Laser bei handyherstellungIn der Produktion von Mobilfunktelefonen kommt der Laser entlang der gesamten Her-stellungskette zum Einsatz. Gepulste Laser und Faserlaser besäumen die tiefgezogenen Gehäuse auf einem 3D-Laserbearbeitungs-system und schneiden Tastaturlöcher und Durchbrüche. Gehäuseteile im Inneren und Li-Ionen-Akkus sind ebenfalls laser-geschweisst. Nahezu alle Tastaturen sind laserbeschriftet. Häufig wird die Kunst-stoffsichtscheibe, die das Display schützt, mit dem Laser an der Handyschale befestigt und schliesslich schneiden Kurzpulslaser das Glas für Touchscreens und Displays.
Laser in der Mikrobearbeitung – struktu-rieren, schneiden, Abtragen und BohrenUltrakurzpuls-Laser sind ideale Werkzeuge für die Mikrobearbeitung: sie können auf kleinste Durchmesser fokussiert werden, sind pulsgenau zu steuern und ihr geringer Wärmeeinfluss führt zu hervorragenden Er-gebnissen bei der Bearbeitung.
Die Pulsdauer bestimmt die Art der Wechselwirkung mit dem Material; durch ultrakurze Pulse – Pulsdauern unter zehn Pikosekunden – wird die Laserenergie fast komplett im abgetragenen Material depo-niert. Dadurch wird ein Aufschmelzen des umgebenden Materials vermieden, Gratbil-dung verhindert und Nacharbeit minimiert.
Funktionsweise der kalten BearbeitungDie Absorption eines Laserpulses, bei-spielsweise in Metallen, ist im Grunde eine Energieübertragung vom Laser-Puls auf die Elektronen des Materials. Für Pulsdauern im Nanosekundenbereich findet ein Tem-peraturausgleich zwischen Elektronen und Gitter statt, was ein Aufheizen über den Schmelzpunkt hinaus zur Folge hat, bis das Material teilweise verdampft. Je kürzer die Laserpulse desto schneller findet der Ener-gieübertrag auf die Elektronen statt. Ide-alerweise sind die Laserpulse so kurz, dass keine Zeit für einen Temperaturausgleich zwischen Elektronen und Gitter bleibt. In diesem Fall haben die sogenannten «heis-sen Elektronen» zwei Möglichkeiten zur Wechselwirkung mit dem «kalten Gitter»: Nach einer charakteristischen Zeit beginnt die Wärmediffusion zwischen den «heis-sen» Elektronen und dem «kalten» Gitter. Diese sogenannte «Elektron-Phonon-Rela-xationszeit» ist eine Materialkonstante und hat einen typischen Wert von etwa 1 bis 10 Pikosekunden. Ungefähr auf derselben Zeitskala aber mit ein wenig Verzögerung findet ein abrupter Energietransfer zwischen den «heissen» Elektronen und dem Gitter statt, was eine Phasenexplosion (Sublima-tion) zur Folge hat. Aus diesen Erkenntnis-sen lassen sich zwei fundamentale Schlüs-se ziehen: Die Dauer des Laserpulses muss kurz genug sein, um einen Temperaturaus-gleich zwischen Elektronen und Gitter zu vermeiden. Für Metalle und viele weitere Materialien bedeutet dies Pulsdauern von 1 bis 10 Pikosekunden oder weniger. Auf-grund der kurzen Zeitverzögerung zwischen Wärmediffusion und Ablation entsteht auch für die kürzesten Pulse eine Restwärme. Aus diesen Erkenntnissen kann man den «kalten»Laser-Abtrag als Bearbeitung mit minimaler Wärmediffusion definieren, bei der Pulsdauern von 1 bis 10 Pikosekunden oder weniger erforderlich sind.
Typische Anwendungen der Mikrobe-arbeitung mit Ultrakurzpulslasern sind das Strukturieren von Solarzellen, der Dünn-schichtabtrag beispielsweise bei Photovol-taik modulen, das Schneiden von Halblei-tern, Glas und Saphir, sowie das Bohren von Keramiken, Halbleitern und Metallen.
strukturierenCI(G)S-Dünnschicht-Solarzellen werden heute in vielen Fällen mechanisch struktu-riert. Für die Reihenverschaltung einzelner Bereiche auf einer Solarzelle müssen die Schichten in schmalen Linien abgetragen werden. Die mechanische Strukturierung führt zu Ausbrüchen der Kanten – um eine ausreichende elektrische Isolation zu er-reichen, müssen die Spuren breit werden. Durch die Strukturierung mit ultrakurzen Laserpulsen können die Spuren schma-ler werden, die nutzbare Fläche und damit
Beim Nahtschweissen mit gepulsten Lasern wie bei dieser
Handybatterie werden Schweisspunkte so aneinander-
gesetzt, dass eine Schweissnaht entsteht.

44 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
D o s s i e r s c h w e i s s e n , s c h n e i D e n
die elektrische Leistung der So-larzelle steigt. Der thermische Einfluss auf das Material wird durch die ultrakurze Pulsdauer begrenzt.
AbtragenKurzpulslaser mit hoher Puls-energie sind das Mittel der Wahl, wenn grossflächig dünne Schichten abgetragen werden sollen. Bei Dünnschicht-Solar-zellen zum Beispiel werden die Schichten auf einer Breite von typischerweise 10 bis 15 mm am Rand abgetragen, um eine nachfolgende Versiegelung der Schichten gegen Feuchtigkeit zu erreichen. Dazu sind kurze Pulse wichtig, um die Schichten effi-zient abzutragen und den Ein-fluss auf das Glas klein zu halten. Der TruMicro 7050 arbeitet über den gesamten Pulsfrequenzbe-reich mit gleichbleibend kurzer Pulsdauer von 30 Nanosekun-den; der Abtrag bleibt konstant effizient selbst wenn Parameter
verändert werden. Eine weite-re Anwendung ist das Abtragen von transparenten leitenden Schichten wie zum Beispiel ITO (Indium-Zinnoxid) auf Funkti-onsgläsern. Beim Reinigen von korrodierten oder beschichteten Blechen zur Vorbereitung nach-folgender Schweiss- oder Klebe-schritte führt die hohe Pulsener-gie von 80 Mikrojoule zu hoher Produktivität.
schneidenDer Anteil von Smartphones steigt, Touchscreens sind eine Selbstverständlichkeit – Glas wird also zu einer immer wich-tigeren Komponente bei der Herstellung mobiler Kommuni-kationsgeräte. Dabei sollen die Mobiltelefone und Tablet-Com-puter noch flacher und leichter werden. Die Gläser für Touch-screens müssen also immer dün-ner werden, das Schneiden mit herkömmlichen Methoden also Ritzen und Brechen wird immer
schwieriger, Mikrorisse gefähr-den die Haltbarkeit, ausserdem ist die Nacharbeit sehr aufwen-dig. Mit Ultrakurzpulslasern wie TruMicro 5250 und 5270 lässt sich Glas dagegen mit sehr guter Kantenqualität schneiden. Die mechanische Belastung des Ma-terials ist auf ein Minimum redu-ziert – es entstehen keine Risse an den Kanten, dadurch müssen die geschnittenen Bauteile nicht mehr abgeschliffen werden.
BohrenKontaktlöcher werden meist ent-weder durch mechanisches Boh-ren oder mittels eines schwachen Kohlen(di)oxidlasers hergestellt. Die Qualität der Kontaktlöcher, ihr Mindestdurchmesser wie auch der Durchsatz sind jedoch bei beiden Verfahren beschränkt. Pikosekundenlaser mit hoher Durchschnittsleistung ermögli-chen dagegen die Bohrung von Kontaktlöchern mit hoher Kan-tenqualität, variablen Durch-
messern und hohem Durchsatz. Die resultierenden Kontaktlö-cher sind vollkommen rund, und das Umgebungsmaterial weist weder Absplitterungen noch Wärmeeinflüsse auf. Die Bohr-rate beträgt hier mehr als 1000 Kontaktlöcher pro Sekunde. Der Einsatz von Pikosekundenlasern mit hoher Durchschnittsleistung und Pulsenergie steigert so beim Bohren von Kontaktlöchern in keramische Folien sowohl die Qualität als auch den Durchsatz.
inFos | konTAkTTRUMPF Maschinen AGRuessenstrasse 8CH-6340 Baar
Telefon +41 (0)41 769 66 [email protected]
Mit dem Pikosekundenlaser (TruMicro) erzeugte Bohrlöcher zeigen eine perfekte Kantenqualität
und keine thermische Belastung des umgebenden Materials.
Die Temperatur im Inneren des Herzschrittmachers muss beim Schweissvorgang unter 50 °C
bleiben, das Gehäuse heliumdicht verschlossen und die Schweissnaht porenfrei sein.
n Anzeige

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 45
D o s s i e r s c h w e i s s e n , s c h n e i D e n
null Fehlertoleranz und höchste QualitätAnwenderfreundlichkeit und Effizienz standen bei Schweisstechnik-hersteller REHM im Mittelpunkt der Weiterentwicklung der erfolgreichen INVERTIG.PRO-Baureihe. Dank der einfachen und intuitiven Bediener-führung kommen die neuen WIG-Stromquellen INVERTIG.PRO digital in der Praxis bestens an.
Einer der ersten Anwender ist Unternehmen Schweisstech-
nik Isaak aus D-73550 Waldstet-ten. Der mittelständische Betrieb vertraut auf die Leistungsfähig-keit der REHM Schweisstech-nik bei der Fertigung von Son-derlösungen und Kleinserien für die Formel 1 und den Flug-zeugbau. Die besondere He-rausforderung: Die verarbeiteten Werkstoffe sind sehr dünn und
die Schweiss nähte liegen gröss-tenteils im Sichtbereich. Alle angelieferten Rohteile müssen in kürzester Zeit in Topqualität ge-schweisst werden – dank der un-terstützenden Intelligenz der IN-VERTIG.PRO digital kein Prob-lem für Heinrich Isaak und seine Mitarbeiter. Zentrum und zu-gleich grösster Anwendervorteil des innovativen Bedienkonzepts ist das hochauflösende Grafikdis-
play, auf dem der Schweisser alle relevanten Parameter im Blick hat und auf voreingestellte Best-werte zurückgreifen kann. So sind selbst hochanspruchsvolle Schweiss aufgaben optimal auf den Punkt zu lösen.
Die revolution der wiG-schweiss technik in der PraxisDie Produktion von Kleinserien fordert null Fehlertoleranz und höchste Qualität. Besondere An-forderungen an Schweisser und Stromquelle entstehen, wenn sehr dünne Materialien zu fü-gen sind und die Schweiss nähte qualitativ und optisch höchs-
ten Ansprüchen genügen müs-sen. In Waldstetten entstehen Hightech-Sonderlösungen aus Edelstahl und Aluminium in kleinsten Stückzahlen, wie zum Beispiel Rohrkrümmer für die Formel 1 und den Flugzeugbau. Meist handelt es sich um Edel-stahl oder Aluminium, maximal 0,8 mm dick, das extrem hohen Drücken und Temperaturen standhalten muss.
Die Qualität der Produkte steht bei Heinrich Isaak und sei-
Effizientere Produktionsprozesse und
Qualitätssteigerung standen bei Rehm an
erster Stelle, als der neue WIG-Inverter
entwickelt wurde.
n Anzeige

46 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
D o s s i e r s c h w e i s s e n , s c h n e i D e n
Die Fertigung kleiner Losgrössen bei Isaak erfordert eine sehr geringe Fehlertoleranz und eine
hohe Qualität.
nen Mitarbeitern an erster Stel-le – dank INVERTIG.PRO digital sind aber auch Nachbearbei-tungszeiten und Fehlerquoten kein Thema mehr. Den Mitarbei-tern fiel die Umstellung von den bisher eingesetzten Schweissge-räten auf die neue REHM Strom-quelle leicht.
Vier Apps für die perfekte schweissnahtDas neue Bedienkonzept setzt auf Einfachheit und Transpa-renz. Auf dem hochauflösenden Bildschirm werden übersichtlich
alle Parameter des Schweissauf-trags dargestellt, sodass der An-wender Fehleinstellungen sofort erkennt und schnell und flexibel reagieren kann. «Das ist für uns der grösste Vorteil des neuen Geräts», sagt Firmenchef Isaak. «Zum ersten Mal haben wir alle relevanten Parameter im Griff; eventuell fehlerhafte Einstellun-gen des Gerätes kann ich im Vor-beilaufen mit einem Blick erken-nen.» Das Bedienkonzept der INVERTIG.PRO digital beinhaltet vier App likationen, die dem An-wender im Vergleich zu konven-
tionellen Schweissgeräten einen erheblichen Mehrwert bieten: «Classic» stellt auf einen Blick alle Parameter einer Schweiss-aufgabe wie Gasvorströmzeit, Zündenergie, Startstrom-, End-kraterstromzeit, Upslope- und Downslope-Zeit, Pulszeit l1 und l2 und Gasnachströmen auf ei-nen Blick auf dem zentralen Bildschirm dar. Mit dem «Pro-gramm Manager» können häu-fig verwendete Schweiss kurven gespeichert werden. Hinter der Applikation «Assist» verbirgt sich eine umfassende Daten-bank, mit deren Hilfe das Gerät automatisch konfiguriert wird: Mittels der in dieser Bibliothek hinterlegten Informationen er-rechnet die Applikation den op-timalen Lichtbogen, wenn der Anwender Eckdaten wie Ma-terialstärke, -kombination und Nahtart eingibt. Mit inbegriffen in dem Schweissassistenten ist eine umfassende Bibliothek mit allgemeinem Fachwissen wie Schweisspositionen, Eigenschaf-ten von Schutzgasen und Elekt-rodentypen, sowie verwendbare
Zusatzwerkstoffe entsprechend der Schweissaufgabe. Die vierte Applikation – «System» – er-möglicht eine übersichtliche und einfache Personalisierung des Geräts.
Digitale BegeisterungMit der INVERTIG.PRO digital stellt REHM der metallverar-beitenden Industrie ein optimal personalisierbares Werkzeug zur Verfügung. Die Spitzentechnolo-gie der INVERTIG.PRO digital be-geistert Schweisser und Betriebs-leiter gleichermassen: Alles im Blick und dadurch Alles im Griff zu haben, macht die Bedienung der WIG-Inverter einfacher und Arbeitsprozesse wirtschaftlicher.
inFos | konTAkTSéchy Schweisstechnik AGStationsstrasse 79CH-8606 Nänikon
Telefon +41 (0)43 399 10 [email protected]
www.rehm-online.de
n Anzeige

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 47
D o s s i e r s c h w e i s s e n , s c h n e i D e n
rund um die Laser- Microbearbeitungen
Mit leistungsfähigen CO2-, Festkörper-, Faser-, Dioden- und diversen q-switch-Lasern bietet ROFIN ein breites Produktspektrum in der industriellen Materialbearbeitung an. Rofin hat für die Laser-Micro-bearbeitung einige Produktneuheiten lanciert.
Bereits innerhalb weniger Mo-nate hat sich ROFINs neu
konzipierter Handschweisslaser PERFORMANCE in der 7. Ge-neration erfolgreich etabliert.
Innovative Schweissassistenz-Funktionen und das komplett neu konzipierte, ergonomische Gehäuse machen die Arbeit mit dem PERPFORMANCE einfa-
cher, schneller und effizienter. So lassen sich mit PulseRamping und BURSTmode™ auch feinste Schweissungen, etwa an filigra-nen Guidewires, reproduzierbar und prozesssicher durchführen.
MPs – hochpräziser, modularer LaserarbeitsplatzDas MPS (Modular Processing System) ist die ideale Basis für individuell massgeschneider-te Lösungen zum Schweissen, Schneiden, Bohren, Strukturie-ren und Markieren. Die geräu-mige Bearbeitungskammer mit einer grossen pneumatischen Hubtüre bietet genug Platz auch für sperrige medizinische Instrumente, für Spannvor-richtungen oder Teilemagazine. Vier unterschiedliche Achssys-teme stehen zur Wahl, vom Ba-sismodul mit Z-Achse bis zum hochpräzisen Granitaufbau. Die integrierte Lasergarage bietet Platz für ein breites Spektrum an ROFIN-Strahlquellen, da-runter der Femtosekundenla-ser, Faser-, Festkörperlaser oder Diodenlaser.
starcut Tube mit Femtosekun-denlaser-Technik etabliert sichSeit gut einem Jahr erschliessen ROFINs Femtosekundenlaser-
Lösungen stetig neue Anwen-dungsfelder in der medizintech-nischen Produktion. Mit nahezu kaltem Schnitt bei gleichzei-tig höchster Präzision bieten Femtosekundenlaser grosse Vor-teile bei der Stentherstellung aus neuen Werkstoffen wie zum Bei-spiel bioresorbierbare Metalle/Magnesium-Legierungen oder Polymeren. Die Einsparung von umfangreichen Nachbearbei-tungsschritten, die üblicherwei-se hohen Ausschuss zur Folge haben oder aufwändig manuell durchgeführt werden müssen, sind weitere grosse Vorteile.
LFs – Faserlaser mit hohen PulsleistungenDie gepulsten Faserlaser der LFS Serie bieten hohe Pulsleistungen bei reduzierten mittleren Leis-tungen und hoher Strahlquali-tät. Sie sind damit in der Lage, die Schweisseigenschaften von lampengepumpten, gepulsten Lasern im Präzisionsbereich ab-zubilden oder zu übertreffen. Etwa bei wärmereduzierten Schweissungen mit Einschweiss-tiefen von bis zu 1,5 mm. Die La-serquellen zeichnen sich durch höchste elektrische Effi zienz sowie Wartungsfreiheit aus und verfügen über alle Schnittstellen und Eigenschaften, die für die Produktion erforderlich sind.
inFos | konTAkTROFIN-BAASEL Swiss AGZürichstrasse 23CH-2504 Biel
Telefon +41 (0)32 322 10 [email protected]
n Anzeige

48 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
D o s s i e r M e s s e n
industrie setzt auf nachhaltigkeitMit acht Leitmessen sowie Ausstellern und Fachbesuchern aus aller Welt unterstreicht die HANNOVER MESSE auch 2012 erneut ihre globale Einzigartigkeit: Nirgendwo sonst werden so viele Weltneuheiten und ganzheitliche Lösungen präsentiert.
An den fünf Messetagen stehen vom 23. bis 27. April
Produktinnovationen, industrielle Trends und aktuelle Forschungsergebnisse im Mittelpunkt. Die acht Leitmessen im Überblick:
industrial AutomationIn acht Hallen sind alle Disziplinen und Themen der industriellen Automation vertreten. Die Fertigungsautomation demonstriert die gesamte Bandbreite vernetzter Lösungen und Innovationen aus dem Maschinen und Anlagenbau sowie der Robotik. Die Themen der elektrischen Automatisierung werden durch produktionsnahe IT ergänzt. Entsprechende Inhalte werden im Ausstellungsbereich und Forum Industrial IT dargestellt. Dort werden von den Ausstellern Innovationen im Bereich der Industriekommunikation sowie der ITHardware und Software gezeigt und diskutiert.
Darüber hinaus zeigen Unternehmen neue mobile Roboterlösungen, die sowohl für den Einsatz in der industriellen Produktion, in öffentlichen Bereichen und im Dienstleistungssektor geeignet sind. Hier finden vor allem Flugroboter, automatische Reinigungssysteme für Photovoltaikanlagen und fahrerlose Transportsysteme besondere Beachtung. Die Automatisierungstechnik ist auf der Messe ein wichtiges Bindeglied sämtlicher Querschnittstechnologien.
energyEnergiethemen spielen auf der Messe eine bedeutende Rolle. Auf der Energy, der weltweit grössten Energietechnologiemesse, stehen Technologien der
konventionellen und regenerativen Energieerzeugung sowie übertragung und verteilung im Fokus. Inhaltlich begleitet wird die Energy von zahlreichen Sonderveranstaltungen und Foren. Beispielsweise diskutieren auf dem «Life Needs PowerForum» Experten aus Politik, Forschung und Energiewirtschaft aktuelle Themen und Trends. Das auf der HANNOVER MESSE intensiv behandelte Thema der Erneuerung der bestehenden Netzinfrastruktur wird im Kompetenzzentrum EENERGY gebündelt. Vom Bundeswirtschaftsministerium ausgewählte Modellregionen sowie Anbieter von Hard und Software für die Energiewirtschaft zeigen Lösungen, wie existierende Infrastrukturen erneuert und erweitert werden können. Diese Smart Grids sind unerlässlich für das verstärkte Einbinden der erneuerbaren Energien in das Stromnetz. Integraler Bestandteil der Energy ist auch der Ausstellungsschwerpunkt Renewab
les, wobei das Spektrum in diesem Bereich von der Wind und Bioenergie über Photovoltaik bis hin zu Solar und Geothermie reicht. Ein weiteres Highlight ist der Gemeinschaftsstand Wasserstoff und Brennstoffzellen.
MobiliTecAuf der MobiliTec dreht sich alles um das Zukunftsthema Elektromobilität. Sie bietet Herstellern von hybriden und elektrischen Antriebstechnologien, Batterieproduzenten und Anbietern von alternativen Mobilitätstechnologien eine ideale Plattform zum Austausch und Anbahnen von Geschäftskontakten. Auf dem Freigelände haben Besucher der Messe Gelegenheit, Elektrofahrzeuge aller Art zu testen.
Digital FactoryIndustrielle Softwarelösungen, für die Produktion und Produktentwicklung und deren Einbindung in die Unternehmensprozesse, stehen im Zentrum der Leitmesse Digital Factory. Damit gilt die Digital Factory als ITMotor für die Industrie. Softwaretools unterstützen heute die Zusammenarbeit unterschied
licher Standorte und Fachdisziplinen. Dabei zeigt das Ausstellungsspektrum immer deutlicher, dass der Einsatz von IT weit über die üblichen Standardsoftwarethemen hinausgeht. IT bestimmt heute die Produkte selbst, aber immer stärker auch Entwicklungs und Produktionsprozesse. Mit der neuen räumlichen Anbindung der Digital Factory an die Hallen 8 und 9 werden sich die bisher eher getrennten Themen von Unternehmens und AutomationsIT noch stärker vernetzen. Ein echtes Highlight ist die inhaltlich und standgestalterisch neu konzeptionierte Sonderschau «Technology Cinema 3D», die zeigt, dass
3DVisualisierung zunehmend Grundlage industrieller Entscheidungsprozesse ist. Die
ÖffnungszeitenMontag, 23., bis Freitag, 27. Aprilvon 9.00 bis 18.00 Uhr
EintrittspreiseTageskarte 32,– EuroDauerkarte 69,– EuroSchüler, Studenten 14,– Euro
Infos www.hannovermesse.de
Nächster Termin8. bis 13. April 2013
VeranstalterDeutsche Messe AGMessegeländeD-30521 HannoverTelefon +49 (0)511 89-0www.messe.de

D o s s i e r M e s s e n
seit drei Jahren etablierte MESTagung wird auch zur kommenden Veranstaltung Produktionsverantwortlichen aus der Fertigungs und Prozessindustrie Optimierungsmöglichkeiten für die Produktion aufzeigen.
industrial supplyDie Industrial Supply repräsentiert mit diversen Themenparks sowie Experten und Diskussionsforen eine optimale Präsentations und Dialogplattform für die gesamte Prozesskette der Zulieferindustrie. Mit insgesamt neun Themenparks – von denen der Themenpark Klebtechnik dieses Jahr Pre miere feiert – wird die internationale Leitmesse für industrielle Zulieferlösungen und Leichtbau noch breiter aufgestellt. Das entspricht der Vielfalt und Innovationsstärke der Zulieferbranche.
Ein besonderes Augenmerk der Industrial Supply liegt auf den intelligenten Werkstoffen und nachhaltigen Technologien. Besonders deutlich wird dies im Themenschwerpunkt Leichtbau mit neuen Trends – beispielsweise bei CFKWerkstoffen.
Im Umfeld von sieben weiteren Leitmessen präsentieren führende Unternehmen der Zulieferbranche auf der HANNOVER MESSE ihre Produktneuheiten im Werkstoffbereich als Taktgeber des industriellen Fortschritts. Die Industrial Supply kombiniert Internationalität mit ExpertenKnowhow und dem richtigen Mix aus unterschiedlichen Industriezweigen an einem Ort. Werkstoff und TechnologieKnowhow, Entwicklung, Konstruktion und Verfahren sowie Teile, Komponenten und Systeme bilden den Kern des Ausstellungsportfolios der Industrial Supply.
CoilTechnicaDie Leitmesse für die Fertigung von Spulen, Elektromotoren, Generatoren und Transformatoren gilt als führende internationale Präsentations und CommunityPlattform der Branche. Nach den Erfolgen in 2010 und 2011 wird die CoilTechnica 2012 im industriellen Umfeld von acht Leitmessen weiter ausgebaut. Namhafte Hersteller von Spulen, Elektromotoren, Generatoren und Transformatoren zeigen ihre Innovationen. Die Bedeutung von erneuerbaren Energien für die Elektroindustrie, die Chancen der Elektroindustrie im Bereich Automotive sowie die Effizienzsteigerung elektrischer Maschinen stehen dabei im Fokus.
industrialGreenTecErstmals findet die internationale Leitmesse für Umwelttechnologien, IndustrialGreenTec, statt. Die produzierende Industrie erhält damit erstmals eine internationale Plattform, um Produkte, Technologien und Verfahren für umweltgerechtes und nachhaltiges Produzieren entlang der gesamten Wertschöpfungskette zu präsentieren. Namhafte Aussteller bestätigen, dass nachhaltige Umwelt
politik zunehmend wirtschaftsrelevant ist.Besucher können sich branchenüber
greifend über Lösungen in diesem wichtigen Industriesektor informieren. Die Ausstellungsschwerpunkte sind: Kreislaufwirtschaft und Entsorgung, technische Massnahmen zum Gewässer, Boden und Lärmschutz, Verfahren zur Verminderung der Luftverschmutzung, Techniken für eine effektive Nutzung erneuerbarer Energien und Materialien sowie die messtechnische Erfassung und Überwachung von Umweltparametern und Schadstoffen.
Mittelpunkt der IndustrialGreenTec wird ein Kompetenzzentrum sein. Es dient als zentrale Anlaufstelle für alle Besucher, die sich über Trends industrieller Umwelttechnologien sowie über Finanzierungs, Beratungs und Contractingfragen informieren wollen. Im Rahmen der IndustrialGreenTecKonferenz werden hochrangige Vertreter aus Politik, Wissenschaft und Industrie über zukunftsweisende Umwelttechnologien diskutieren. Für junge Unternehmen der Branche wird eine GreenTec Startup Area realisiert.
research & TechnologyDie Research & Technology ist eine ideale Bühne für Forschungsergebnisse und zukunftsweisende industrielle Entwicklungen sowie ein Ausblick in die Industrie von morgen. Die Research & Technology vereint Entwickler und Entscheider aus der gesamten Industrie, die auf der Suche nach zukunftsweisenden Technologien sind.
Die ausstellenden Unternehmen der internationalen Leitmesse für Forschung, Entwicklung und Technologietransfer verfolgen das übergeordnete Ziel des Transfers zwischen Wissenschaft und Wirtschaft sowie den branchenübergreifenden Austausch. Dabei zeigen die Aussteller sowohl Erkenntnisse aus der Grundlagenforschung sowie aus der angewandten Forschung, präsentieren innovative Dienstleistungen für Forschung und Entwicklung und betreiben Technologie, Standort und Hochschulmarketing. Themenschwerpunkte wie Adaptronik, Bionik, Energie und Umweltforschung, Materialforschung, Organische Elektronik, Technische Textilien, Mobilitätsforschung und Nanotechnologie zeigen den Industriekunden vielfältige Möglichkeiten auf, um bereits bestehende und neue Produkte zu entwickeln und so im Wettbewerb langfristig am Markt zu sein.
Mit dem Leitthema «greentelligence» rückt die HANNOVER MESSE 2012 grüne Technologien als zentrales Wachstumsfeld der Industrie in den Mittelpunkt der Veranstaltung. Die Industrie steht vor enormen Herausforderungen: Produkte und Prozesse müssen nachhaltig, umweltgerecht und effizient ausgerichtet sein, um sich am Weltmarkt dauerhaft behaupten zu können.

50 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
D o s s i e rM e s s e N | TA G U N G e N | V e r A N s TA LT U N G e N
FebruarMeTAV, DüsseldorfInternationale Messe für Fertigungstechnik und Automatisierung28. Februar bis 3. Märzwww.metav.de
MärzUseTeC, KölnWeltmesse für Gebrauchttechnik5. bis 7. Märzwww.usetec.com
Cebit, HannoverFachmesse für Lösungen, Produkte und Services aus allen Bereichen der Informations und Kommunikationstechnik6. bis 10. Märzwww.cebit.de
Logimat, stuttgartInternationale Fachmesse für Distribution, Material und Informationsfluss13. bis 15. Märzwww.logimatmesse.de
Medtec, stuttgartTreffpunkt der europäischen Medizintechnik13. bis 15. Märzwww.medteceurope.com
südtec, stuttgartInternationale Zuliefermesse für die verarbeitende Industrie in Süddeutschland13. bis 15. Märzwww.suedtec.com
GrindTec, AugsburgInternationale Fachmesse für Schleiftechnik14. bis 17. Märzwww.grindtec.de
electro-Tec, BernFach und Messetage für Kommunikations, Gebäude, Licht und Installationstechnik21. und 22. Märzwww.electrotec.ch
wire, DüsseldorfInternationale Fachmesse für Draht und Kabel26. bis 30. Märzwww.wire.de
Tube, DüsseldorfInternationale RohrFachmesse26. bis 30. Märzwww.tube.de
AprilPaintexpo, KarlsruheInternationale Leitmesse für industrielle Lackiertechnik17. bis 20. Aprilwww.paintexpo.de
erfindermesse, GenfInternationale Messe für Erfindungen und Innovationen18. bis 22. Aprilwww.inventionsgeneva.ch
HANNoVer Messe, HannoverDie HANNOVER MESSE umfasst 9 Leitmessen: INTERKAMA+, Factory Automation, Industrial Building Automation, Digital Factory, Subcontracting, Energy, Power Plant Technology, MicroTechnology und Research & Technology23. bis 27. Aprilwww.hannovermesse.de
Verpackung, BernBranchenEvent für die Verpackungsindustrie24. und 25. Aprilwww.easyfairs.com
Fastener Fair, HannoverFachmesse für Verbindungs und Befestigungstechnologie24. bis 26. Aprilwww.fastenerfair.com
MaiDrupa, DüsseldorfPrint Media Messe3. bis 16. Maiwww.drupa.de
iFAT, MünchenInternationale Fachmesse für Wasser, Abwasser, Abfall und Recycling7. bis 12. Maiwww.ifat.de
siams, MoutierDer Treffpunkt der Mikrotechniken. Fachmesse für Automation, Werkzeugmaschinen und Zulieferung8. bis 11. Maiwww.siams.ch
Control, stuttgartInternationale Fachmesse für Qualitätssicherung8. bis 11. Maiwww.controlmesse.de
Nägel mit Köpfen machenDie UseTeC macht Nägel mit Köpfen. 2012 findet die weltgrösste Gebrauchtmaschinenschau erstmals parallel zur (einen Tag vorher beginnenden) Internationalen Eisenwarenmesse vom
5. bis 7. März in Köln statt. Rund 450 Aussteller zeigen gebrauchte Technologien für alle Industriebranchen. Beide Veranstalter – Hess GmbH, Weingarten/Baden, und Koelnmesse – erwarten 10‘000 Einkäufer (2011: 9250) aus mehr als 100 Ländern. Ähnlich optimistisch geben sich die Partnerverbände. «Die Premiere der USETEC in Köln im letzten Jahr war rundum erfolgreich», betont Kurt Radermacher. «Besucher und Aussteller haben den Standort Köln in der Mitte Europas sehr gut angenommen», sagt der Geschäftsführer des Fachverbandes des Maschinen und WerkzeugGrosshandels (FDM), Bonn. «Deshalb, und aufgrund der Zeitgleichheit mit der Internationalen Eisenwarenmesse Köln, sehen unsere Mitgliedsfirmen der USETEC wieder mit freudigen Erwartungen entgegen.» Der FDM, der auch der Fachliche Träger der USETEC ist, spricht von starken Überschneidungen bei den Besucherzielgruppen des Veranstaltungsduos. «Ein Kombiticket soll den Austausch zwischen den Messen fördern», so Radermacher.
iNFos | FACTsÖffnungszeitenMontag, 5., bisMittwoch, 7. Märzvon 9.00 bis 17.00 Uhr
EintrittspreiseTageskarte 28,– EuroDauerkarte 43,– Euro
Infoswww.usetec.com
Nächster Termin2013
effiziente ProduktionDie Beschaffung energieeffizienter Produktionsmittel ist bei den meisten Automobilherstellern mittlerweile fest im Lastenheft vorgegeben. Dabei werden den Maschinenlieferanten Kriterien und Komponenten, wie energieeffiziente Motoren oder Bearbeitungsspindeln, bindend vorgeschrieben. Das Thema «Effiziente Produktion» steht deshalb auf der MeTAV 2012 vom 28. Februar bis 3. März in Düsseldorf ganz besonders im Fokus.
Halb zog sie ihn, halb sank er hin – dem mehr oder weniger sanften Zwang der Automobilisten beugen sich die Werkzeugmaschinenhersteller mittlerweile gar nicht mehr so widerstrebend: Energieeffizienz wird zunehmend zum Marketingargument. In der Praxis besteht dabei bis heute das Problem, dass der zu erwartende Energieverbrauch von den Herstellern nicht quantifiziert werden kann. Die Folge sind häufig anzutreffende Überdimensionierungen oder energetisch ungünstig gesteuerte oder betriebene Komponenten. Um eine Beurteilung der Gesamtwirt
schaftlichkeit von Werkzeugmaschinen zu ermöglichen, wurde das Verbundprojekt «eSimPro» im Rahmen der Innovationsplattform «Effizienz fabrik» initiiert – eine gemeinsame Initiative von Bundesministerium für Bildung und Forschung BMBF und VDMA.
iNFos | FACTsÖffnungszeitenDienstag, 28. Februar, bisFreitag, 2. Märzvon 9.00 bis 18.00 UhrSamstag, 3. Märzvon 9.00 bis 16.00 Uhr
EintrittspreiseTageskarte 26,– EuroDauerkarte 49,– EuroSchüler/Studenten 8,– Euro
Infoswww.metav.de
Nächster Termin2014

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 51
D o s s i e rM e s s e N | TA G U N G e N | V e r A N s TA LT U N G e N
MaiseNsor+TesT, NürnbergInternationale Fachmesse für Sensorik, Mess und Prüftechnik mit begleitenden Kongressen22. bis 24. Maiwww.sensortest.com
LAUsANNeTeC, LausanneFachmesse für die Zulieferbranchen der Hochpräzisionstechnik und der Mikrotechnologie22. bis 25. Maiwww.lausannetec.com
Automatica, MünchenInternationale Fachmesse für Automation und Mechatronik22. bis 25. Maiwww.automaticamuenchen.de
oPTATeC, FrankfurtInternationale Fachmesse optischer Technologien, Komponenten, Systeme und Fertigung für die Zukunft22. bis 25. Maiwww.optatecmesse.de
schüttgut, BaselVerkaufsplattform für Schüttguttechno logien in der verarbeitenden Industrie23. und 24. Maiwww.easyfairs.com
recycling Technologies, BaselMesse für die Abfall und die Entsorgungswirtschaft23. und 24. Maiwww.easyfairs.com
JuniePHJ/ePMT/sMT, GenfFachmesse für Uhren und Schmuck5. bis 8. Juniwww.ephj.ch
Arbeitssicherheit schweiz, BernFachmesse für Arbeitssicherheit und Gesundheitsschutz am Arbeitsplatz6. bis 8. Juniwww.arbeitssicherheitschweiz.ch
o&s, stuttgartInternationale Fachmesse für Oberflächenbeschichtungen12. bis 14. Juniwww.messestuttgart.de/ounds
LAsYs, stuttgartInternationale Fachmesse für Systemlösungen in der LaserMaterialbearbeitung12. bis 14. Juniwww.lasysmesse.de
Junistanztec, PforzheimFachmesse für Blechbearbeitung19. bis 21. Juniwww.stanztecmesse.de
Septembersindex, BernSchweizer Messe für Technologie4. bis 6. Septemberwww.sindex.ch
AMB, stuttgartInternationale Messe für Metallbearbeitung18. bis 22. Septemberwww.messestuttgart.de/amb
OktoberMoTeK, stuttgartInternationale Fachmesse für Montage und Handhabungstechnik8. bis 11. Oktoberwww.motekmesse.de
Bondexpo, stuttgartFachmesse für industrielle Klebetechnologie8. bis 11. Oktoberwww.bondexpomesse.de
Microsys, stuttgartFachmesse für Mikro und Nanotechnik8. bis 11. Oktoberwww.microsysmesse.de
Aluminium, DüsseldorfWeltmesse und Kongress9. bis 11. Oktoberwww.aluminiummesse.com
Maintain, MünchenInternationale Fachmesse für industrielle Instandhaltung16. bis 18. Oktoberwww.maintaineurope.com
Materialica, MünchenInternationale Fachmesse für Werkstoffanwendungen, Oberflächen und Product Engineering16. bis 18. Oktoberwww.materialica.de
Fakuma, FriedrichshafenInternationale Fachmesse für Kunststoffverarbeitung16. bis 20. Oktoberwww.fakumamesse.de
Kosten- und energieeffizienzDie CerAMiTeC 2012 vom 22. bis 25. Mai in München öffnet mit einer Podiumsdiskussion zum Thema «Kosten und Energieeffizienz». Das Rahmenprogramm steht an allen Messetagen jeweils unter einem speziellen Motto.
Der Fachverband Pulvermetallurgie präsentiert am Dienstagnachmittag, 22. Mai, den «Tag der Pulvermetallurgie». Zu den Schwerpunktthemen gehören dabei neue und bewährte Technologien zur Herstellung von PulvermetallurgieTeilen sowie Innovationen und Technologien für die Produktion in der Keramikindustrie und weiteren Anwendungsbereichen. In verschiedenen Fachvorträgen werden Fertigungsverfahren, innovative Techniken und neu entwickelte Anlagen in diesem Bereich vorgestellt.
Der «Heavy Clay Day» findet am Mittwoch, 23. Mai, zum Schwerpunkt «Ressourcenschonung und Energieeffizienz» Chancen und Möglichkeiten für die grobkeramische Industrie statt. Das «10th International Symposium on Ceramic Materials and Components for Energy and Environmental Applications» findet vom 20. bis 23. Mai in Dresden statt. Am Mittwoch wird ein Transfer die Teilnehmer des Symposiums nach München bringen, wo am Donnerstag, 24. Mai, die Konferenz mit dem «Tag der Technischen Keramik» fortgesetzt wird.
iNFos | FACTsÖffnungszeitenDienstag, 22., bis Donnerstag, 24. Mai von 9.00 bis 18.00 UhrFreitag, 25. Mai von 9.00 bis 17.00 Uhr
EintrittspreiseTageskarte 24,– EuroOnlineVorverkauf 19,– EuroDauerkarte 39,– EuroOnlineVorverkauf 34,– Euro
Infoswww.ceramitec.de
Nächster Termin2015
erwartungen übertroffenSeit der Premiere 1998 ist die GrindTec vom 14. bis 17. März kontinuierlich gewachsen, selbst 2010, als die weltweite Finanzkrise Wirtschaft und Konsum noch fest im Griff hatte. Heute, knapp zwei Monate vor dem Start liegt die belegte Fläche bereits 25 Prozent über der GrindTec 2010, der bislang grössten Veranstaltung.
Grösser denn je präsentieren sich die führenden Maschinenhersteller in Augsburg. Auch eine ganze Reihe von neuen
Firmen wird zum ersten Mal in Augsburg antreten, etliche Firmen, die im Wirtschaftskrisenjahr 2010 eine Pause eingelegt hatten, sind wieder mit dabei. Und immer mehr Firmen schätzen die GrindTec als ideale Plattform für die Premiere ihrer wichtigen Neuheiten.
Ein gutes Drittel der Aussteller kommt aus dem Ausland. Das stärkste Kontingent unter den 25 Auslandsnationen stellt traditionell die Schweiz mit aktuell 48 Ausstellern, auf Platz zwei folgt Italien mit 23 Beteiligungen. Mit 14 Firmen rangiert China nunmehr an dritter Stelle, Platz vier teilen sich mit je sieben Firmen die Niederlande, Österreich und Frankreich. Auch Unternehmen aus Übersee wie Japan, Korea, oder die USA nutzen mittlerweile die GrindTec als Tor zum Weltmarkt.
iNFos | FACTsÖffnungszeitenMittwoch, 14., bisSamstag, 17. Märzvon 9.00 bis 18.00 Uhr
EintrittspreiseTageskarte 19,– EuroErmässigte 11,– Euro
Infoswww.grindtec.de
Nächster Termin2014

52 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
S w i S S M T MV e r a n S Ta lT u n g e n
Fachtagung 2012: intelligent sparen – aber wie?Anschliessend an die Fachtagung findet die Generalversammlung für Mitglieder der SMTMV statt.
Die Auswirkungen der weltwei-ten Globalisierung, der Finanz-
krise und des Euro-Wechselkur-ses bedeutet für jedes Schweizer Unternehmen, die Kosten massiv zu senken. Dazu ist höchste Flexi-bilität, Zuverlässigkeit und Quali-tät für jede produzierende Orga-nisation unabdingbar. Jeder Kun-denwunsch soll individuell erfüllt werden und dies zu Preisen, die jeder Konkurrenz standhalten. Wie sollen all diese Anforderun-gen erfüllt werden, ohne dass die Unternehmung daran zugrunde geht?
Die diesjährige Fachtagung von SwissMTM zeigt Ihnen State-ments und Vorgehensweisen auf, die namhafte Experten und Profis in ihrer täglichen Arbeit vertreten und anwenden. Aus Sicht ande-rer Länder sieht die Schweiz an-ders aus, als wir dies in unserem eigenen Land wahrnehmen wol-len. «Es geht uns ja immer noch gut» ist eine Aussage, die wir oft hören.
Dies ist aber vielfach ein mo-mentanes Empfinden und oft kurzfristig gedacht. «Wie lange noch?» ist dazu die Gegenfrage. Deshalb kommt kein Schweizer Unternehmen darum herum, sich in der heutigen Zeit ernsthafte Gedanken zu machen, die dann in mittelfristige Strategien und Massnahmen münden. Nebst ge-zielter Marktbearbeitung geht es vor allem darum, mit den Kosten haushalterisch umzugehen. Die Kosten müssen vom Unterneh-men in jeder Situation transpa-rent und sicher gepflegt werden, ohne sich aber tot zu sparen.
Ziel der Referate ist, unser Kostenbewusstsein zu sensibili-sieren und vor allem aufzuzeigen, wo mit kleinstem Aufwand der grösste Nutzen realisiert werden kann.
Dazu stehen fast unendlich viele Vorgehensweisen zur Verfü-gung, die Theorie ist da sehr stark verhaftet. Es geht aber vor allem darum, dass Massnahmen ergrif-fen werden, die auch in unserem
direkten Einflussbereich sind: in der Produktion.
«Wenn ein Prozess beginnt, kommt man schon zu spät» ist eine Aussage, die darauf abzielt, jegliche Planung von Anbeginn richtig zu machen. Nachträgliches Flickwerk kostet meist sehr viel, verbunden mit Ärger und Kos-tenfolgen. Darum: Keine Zeit-/Kostenermittlung ohne vorher-gehende Prozessgestaltung. Auch dies ist eine jahrzehntealte Er-kenntnis – doch wie oft wird sie missachtet!
Lassen wir uns von den Refe-renten inspirieren, ihnen nachzu-eifern, zu realisieren – just do it. Auch für uns gilt: YES WE CAN
Programm8.30 Uhr EröffnungFerdinand R. Nadig, Präsident Schweizerische MTM Vereinigung
Wirtschaftliche Entwicklung der Schweiz aus Sicht eines internationalen Experten aus der EU Auswirkungen und mögliche Massnahmen zur Kostendäm-mung.Richard Fitzgerald, Dozent und Product Manager EIE
Good ergonomics is good economicsBewertung und Visualisierung ergonomischer Risiken in der Fertigung/Montage bei Miele Deutschland.Dr. Steffen Rast, Deutsche MTM Gesellschaft und Matthias Wartig, Leiter IE, Miele Deutschland
Wie die Toyota-Denkweise mit Zielzuständen und kon-tinuierlichen Verbesserungs-schritten die Anwendung von Wertstromdesign und MTM beeinflusstWirksame Vorgehensweisen für eine optimale Prozessplanung.Ass.-Prof. Dr. Peter Kuhlang, TU Wien, Österreichische MTM-Verei-nigung
Nach Outsourcing wiederum gezieltes InsourcingVorstellung eines Projektes zur Kosteneinsparung bei der Pro-zessgestaltung und -optimierung in einem Schweizer KMU.Karsten Koark, Leiter Betrieb, Schwab Verkehrstechnik, Schaffhausen
13.00 bis 14.00 Uhr Lunchpause
SAP und Ticon, Vorstellung der neu entwickelten Soft-wareanwendung von MTM Anhand praktischer Beispiele wird die Anwendung von Ticon für die wirtschaftliche und präzise Zeit- und Kostenplanung vorge-stellt.Manfred Laier, MTM-Softwarehaus
Kosten im Griff mit zuver-lässiger Kalkulation auf der Basis von softwareunterstütz-tem MTM Jeder Auftrag wird individuell kalkuliert. Das Unternehmen hat seine Produk-tionskosten jeder-zeit unter Kontrolle und bleibt dadurch auch langfristig konkur-renzfähig. Peter Seitz, Leiter Kalkulation, EgoKiefer AG, Altstätten
Kosteninklusive Mittagessen und Kaffee pauseMitglieder CHF 320.–Nichtmitglieder CHF 380.–
anmeldeschluss9. März, beschränkte Teilnehmer-zahl; die Anmeldungen werden in der Reihenfolge des Eingangs berücksichtigt.
TerminFreitag, 16. März,8.30 bis 16.15 Uhr
Ortsfb-BildungszentrumBernstrasse 392CH-8953 Dietikon
Für eingeschriebene EIEs (Absol-venten des European Industrial Engineer-Seminars) führt die Teilnahme zur zweijährigen Ver-längerung der Lizenz.
Anschliessend an die Fachtagung MTM-Generalversammlung16.45 bis 17.45 Uhr
inFOS | KOnTaKTSwissMTMSchrägweg 34CH-5727 Oberkulm
Telefon +41 (0)56 426 18 [email protected]
n MTM-uaS 5 TageProzessbausteinsystem für die Serienfertigung inklusive Standardvorgänge, deren Architektur und Kodierung.Datum 1. Halbjahr 16. bis 20. April 2. Halbjahr 5. bis 9. NovemberKosten Mitglieder CHF 1800.–/Nichtmitglieder CHF 2100.–
n MTM-MeK 5 TageProzessbausteinsystem für die Einzel- und Kleinserienfertigung, inklusive Standard-vorgänge, deren Architektur und Kodierung.Datum 1. Halbjahr 7. bis 11. Mai 2. Halbjahr 19. bis 23. NovemberKosten Mitglieder CHF 2000.–/Nichtmitglieder CHF 2300.–
n Prozessarchitektur 3 TageArchitektur und Entwicklung unternehmensspezifischer Standardvorgänge, inklusive Kodierung und Verwaltung.Datum 21. bis 23. MaiKosten Mitglieder CHF 1200.–/Nichtmitglieder CHF 1500.–

N e w s & T r e N d sA d v e r T o r i A l s
maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 53
einfach und schnell zur passenden lösungn Im Rahmen der e-F@ctory Alliance ar-beitet Mitsubishi Electric eng mit im Markt anerkannten Partnerunternehmen zusam-men, um für Anwender Komplettlösungen auf dem neusten Stand der Technik zu ent-wickeln und einen grösstmöglichen Fach-wissenspool zur Verfügung zu stellen.
Mitsubishi Electric ist seit über 30 Jahren in Europa erfolgreich in der Auto-matisierungstechnologie tätig. Doch selbst die besten Automatisierungskomponen-ten können nur einen Teilaspekt eines Systems darstellen. Um ein komplettes System zu entwickeln sind immer wieder Spezialkenntnisse der jeweiligen Bereiche nötig. In der e-F@ctory Alliance haben sich Mitsubishi Electric und Partnerunterneh-men zusammengeschlossen, die in ihren jeweiligen Geschäftsfeldern anerkannte Marktführer sind. Gemeinsam bieten sie ihren Kunden stets die bestmögliche Kom-plettlösung für das jeweilige Automatisie-rungsprojekt an.
Derzeit zählt die e-F@ctory Alliance rund 20 Partner aus so unterschiedlichen Bereichen wie Kommunikation, Energie-versorgung, Gehäuse/Fittings, Enterprise-Lösungen, Datenkonnektivität, Produkti-
onsprozesse, Programmierung, SCADA and optische Erkennungssysteme. Die Part-nerunternehmen verfügen über umfang-reiche Branchenkenntnisse, zum Beispiel aus der Automobilindustrie, Nahrungs-mittel- und Getränkeindustrie, Energie, IT, Verfah renstechnik oder Wasserwirtschaft. Kontinuierlich erweitert Mitsubishi Electric die e-F@ctory Alliance um neue Partner-schaften mit Unternehmen, die allgemein als richtungsweisend in ihren Märkten an-gesehen werden.
iNFos | KoNTAKTOMNI RAY AGIm Schörli 5CH-8600 Dübendorf
Telefon +41 (0)44 802 28 [email protected]
Neue Bedienterminals mit verbesserten Prozessoren
n Höhere Leistung und erweiterte Spei-cherkapazität dank verbesserter 600 MHz RISC OMAP Prozessoren sowie kontrastrei-che Displays: Das sind die Merkmale der neuen Generation Bedienterminals PMI (Pilz Maschine Interface) von Pilz. Die Diagnose-geräte sind jetzt in Displaygrössen von 3,5 und 5,7“-Bildschirmdiagonale erhältlich. Diese unterstützen effektiv bei der Visuali-sierung sowie der Fehlersuche im Falle von Produktionsstörungen in Verbindung mit sicherer Steuerungstechnik von Pilz.
Die Bedienterminals PMImicro diag dienen zur Diagnose und Visualisierung von Maschinen und Anlagen in Verbindung mit den programmierbaren Steuerungs-systemen PSS, den sicheren Bussystemen Safety BUS p sowie den konfigurierbaren Steuerungssystemen PNOZmulti bezie-hungsweise PNOZmulti Mini. Kompakt, ein-fach zu bedienen und mit Ethernet-Schnitt-stelle bieten die Pilz PMI-Geräte die volle Funktionalität des Diagnosekonzepts PVIS.
Professionelle diagnose mit KonzeptVon Haus aus integriert ist das Diagnose-konzept PVIS von Pilz. Es berücksichtigt die Anforderungen von Herstellern und Betreibern: Einfache Programmierung mit wenig Aufwand einerseits und klare Diag-nosemeldungen im Klartext ausgegeben auf hochwertigen Farb-TFT-Displays an-dererseits. Damit lässt sich die Diagnose einfach umsetzen.
Beim konfigurierbaren Sicherheitssys-tem PNOZmulti übernimmt der Anwender sämtliche vordefinierten Diagnosemeldun-gen per Mausklick im PNOZmulti Configu-rator. Im Falle der Steuerungssysteme PSS lassen sich die Diagnosemeldungen direkt über die Projektierungssoftware PSS WIN-
PRO einfügen. Diese vordefinierten Diag-nosetexte können zudem der Anwendung angepasst oder auch komplett neu formu-liert werden. Der schnelle Wiederanlauf von Maschinen und Anlagen ist durch konkrete Fehlerbeschreibung im Klartext, Schritt-für-Schritt-Lösungsvorschläge, Definition der Zuständigkeiten und eindeutiger Infor-mation zum Fehlerort gewährleistet. Die Bedienung erfolgt wahlweise über Touch/Taster beim PMI 509 oder über Touch beim PMI 515.
einfacher UmstiegBeim Wechsel auf die neue Generation der Bedienterminals lassen sich bestehende Applikationen übernehmen. In Verbindung mit den PMI-Produktfamilien PMIopen und PMIvisu stehen sämtliche Displaygrössen und Ausstattungsvarianten zur Verfügung.
iNFos | KoNTAKTPilz lndustrieelektronik GmbHGewerbepark HintermättliCH-5506 Mägenwil
Telefon +41 (0)62 889 79 [email protected]
Dank verbesserter Prozessoren bietet die neue Generation Bedienterminals PMI 509 und 515 höhere Leistung und erweiterte Speicherkapazität.
die leichtlauf-wunder
n Die gesamte Palette der Pneumatik-zylinder der Serien 60 mit Zuganker be-ziehungsweise 61 mit Aluminiumprofilrohr sind mit einer Leichtlaufversion ergänzt worden. Somit sind auch Sonderlösungen realisierbar.
Beide Zylinderserien sind ISO 15552 konform, das heisst sie entsprechen so-wohl der DIN/ISO 6431 als auch der VDMA 24562 Norm. Die Durchmesser sind von 32 bis 125 mm und die Hübe bis 2500 mm erhältlich. Für die Standardversionen ist ein Mindestbetriebsdruck von 1 bar nötig. Die Leichtlaufversionen sind bereits ab 0,1 bar einsetzbar. Der minimale Betriebsdruck von nur 0,1 bar bei den neuen Leichtlaufversi-onen bewirkt eine Reduktion der Reibung um 40 Prozent. Dies bedeutet einen deutlich
reduzierten Stick-Slip-Effekt und erzeugt dadurch gleichförmige Bewegungen in Ihren Anwendungen. In den Endlagen sind nebst den einstellbaren, pneumatischen Dämpfungen zusätzlich Anlaufscheiben aus Kunststoff in den Zylinderdeckeln als me-chanische Anschlagdämpfung montiert. Die Standardversion wie auch die Leichtlauf-zylinder sind mit einem Magnetkolben zur berührungslosen Positionsabfrage versehen.
iNFos | KoNTAKTBIBUS AGAllmendstrasse 26CH-8320 Fehraltorf
Telefon +41 (0)44 877 50 [email protected]

54 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
N e w s & T r e N d sA d v e r T o r i A l s
wie eine idee erfolgreich umgesetzt wird
Kombinierter Ölfeuchte- und Temperatursensor ldH100
servomotor integriert das Feedbacksystem
n Die in Niederweningen ansässigen Fir-men Promec-Estech AG und Bucher Uni-pektin AG arbeiten seit vielen Jahren eng zusammen. In den letzten zwölf Monaten wurden gemeinsam intensive Anstrengun-gen zur Senkung der Herstellkosten einer Maschine für die Nahrungsmitteltechnik unternommen.
Die Promec-Estech beliefert die Bu-cher Unipektin unter anderem mit kom-plexen Schweissbauteilen für die in der Fruchtsaftindustrie weltweit eingesetzte hydraulische Bucher Horizontalpresse.
Zunächst untersuchte ein Projektteam aus Konstrukteuren der Bucher Unipektin und Fertigungsspezialisten der Promec je-des Bauteil der Maschine auf Einsparungs-potenzial. Gefragt waren innovative Ideen.
Anhand des Prototyps konnte nachge-wiesen werden, dass die Herstellungskos-ten ohne Qualitätseinbusse um 15 Prozent reduziert werden können. Aus dem Projekt resultierten noch weitere unbezahlbare «Mehrwerte». Denn durch den intensiven Austausch hat die Promec-Estech ein tiefe-res Verständnis für die Funktionsweise und die daraus resultierenden Anforderungen an die Bauteile erhalten. Andererseits lernte
n Wasser ist in Hydraulikflüssigkeiten und Schmierstoffen grundsätzlich unerwünscht. Hohe Konzentrationen von Wasser können ernsthafte Beeinträchtigungen des Betriebs oder gar Schäden verursachen. Der neue Füllstandssensor LDH100 für die konti-nuierliche Zustandsüberwachung von Ölen misst die Ölfeuchte und die Temperatur von
n Der strategische Ausbau des Beckhoff-Geschäftsbereiches Motion schreitet zügig voran. Nach nur 1½-jähriger Entwicklungs-zeit präsentiert-Beckhoff auf der SPS/IPC/DRIVES 2011 die neue Motorbaureihe AM8000. Die rotativen Synchron Servomo-toren, in Standard- und Edelstahlbauweise, zeichnen sich durch hohe Dynamik, Ener-gieeffizienz und niedrige Kosten aus. Ein Highlight ist die neue Einkabeltechnologie, mit der Power- und Feedbacksystem in der Standard-Motorleitung zusammengefasst sind. Material- und Inbetriebnahmekosten werden damit deutlich reduziert.
Mit der neuen High-Performance-Servomotor-Baureihe AM8000 bietet Beckhoff nun ein komplettes Automatisie-rungssystem, bestehend aus PC-basierter
Bucher Unipektin die Kostentreiber seiner Bauteile aus Fertigungssicht kennen. Aus-serdem flossen die Erkenntnisse aus dem kontinuierlichen Verbesserungsprozess in das Design einer in Entwicklung befind-lichen grösseren Maschine ein, wodurch auch die Herstellkosten dieses Maschinen-typs erheblich gesenkt werden konnten.
iNFos | KoNTAKTPromec Estech AGMurzlenstrasse 80 CH-8166 Niederweningen
Telefon +41 (0)43 422 29 00 [email protected]
Mineralölen, synthetischen Estern und Bioölen in einem. Der Sensor erfasst die rela tive Feuchte im Öl mit einem kapazi-tiven Messelement im Bereich von 0 bis 100 Prozent. Bei 0 Prozent ist das Öl abso-lut ohne Wasseranteil. Bei 100 Prozent hin-gegen ist das Medium vollständig gesättigt. Weiteres Wasser wird nicht mehr gelöst und liegt dann als freies Wasser vor. Neben der relativen Feuchte gibt der Sensor auch die Medientemperatur als Analogsignal aus.
Dank dem grossen Eingangsspan-nungsbereich zwischen 9 und 33 V DC und der möglichen Medientemperatur zwischen -20 und 100 °C ist der Sensor in einer Viel-zahl von Applikationen einsetzbar. Mit dem G ¾“ eignet er sich bestens für die Direkt-montage.
iNFos | KoNTAKTifm electronic agAltgraben 27CH-4624 Härkingen
Telefon +41 (0)800 88 80 33www.ifm.com/[email protected]
Steuerung, I/Os, Drives und Motoren, aus eigener Entwicklung und Produktion an. In Kombination mit den Servoverstärkern der Serie AX, auf welche die AM8000-Baureihe – in Bezug auf Nennleistung und Wicklung – abgestimmt ist, kann Beckhoff Kunden-wünsche nun noch flexibler erfüllen. Die Entwicklung und Produktion in Deutschland garantiert, neben einer hohen Verfügbarkeit und Flexibilität, eine gleichbleibend hohe Qualität.
Die Baureihe AM8000 umfasst sechs verschiedene Motorbaugrössen mit je zwei bis drei Baulängen, sodass ein möglichst grosser Drehmomentbereich nahtlos-über-lappend abgedeckt wird. Von 0,9 bis 65 Nm Stillstandsdrehmoment kann der Anwender den für den universellen Einsatz passenden Motor auswählen.
iNFos | KoNTAKTBeckhoff Automation AGRheinweg 9CH-8200 Schaffhausen
Telefon +41 (0)52 633 40 [email protected]
security in Automations-netzen
n Beim Aufbau von grossflächigen Ether-net-Netzwerken, besonders wenn ein Re-mote-Zugang benötigt wird, ist die Netz-werksicherheit ein nicht zu unterschätzen-des Thema. Das Gleiche gilt wenn ein Maschinen- oder Anlagennetzwerk gegen unerlaubte Zugriffe von intern wie extern geschützt werden soll, dies um möglichen Schäden an Anlagen und Personen vor-zubeugen. Damit wegen der benötigten Sicherheit nicht die Leistungsfähigkeit des Netzwerkes beeinträchtigt wird, sind auch im industriellen Automationsnetzwerk leistungsfähige Firewalls nötig.
Moxa hat diese Aufgabenstellung er-folgreich gelöst und zwei Gigabit Ethernet Firewalls/Secure Router entwickelt. Mit den
Geräten EDR-G903 und EDR-G902 lassen sich VPN Tunnels für die Verbindung von Ethernet-Segmenten über unsichere Netze, beziehungsweise ein sicherer Remote-Zu-gang realisieren. Auch eine Anbindung an eine DMZ (mehrstufiges Firewall-Konzept) ist mit dem EDR-G903 möglich, da das Ge-rät über zwei WAN-Ports verfügt. Diese zwei WAN-Ports können auch für den Auf-bau von redundanten WAN-Verbindungen genutzt werden. So kann ein WAN-Port als primärer Pfad, der zweite WAN-Port als «backup»-Verbindung konfiguriert werden.
Die EDR-Geräte wurden speziell für die Automatisierung entwickelt und unter-stützen Feldbus Protokolle wie EtherCAT, EtherNet/IP, FOUNDATION Fieldbus, Mod-bus/TCP und Profinet. Diese Protokolle las-sen sich in der Konfiguration mit einem Klick auswählen.
iNFos | KoNTAKTOMNI RAY AGIm Schörli 5CH-8600 Dübendorf
Telefon +41 (0)44 802 28 80www.omniray.ch [email protected]
Damit das Öl keine nassen Füsse bekommt: kombinierter Ölfeuchte- und Temperatur-sensor.

N e w s & T r e N d sA d v e r T o r i A l s
FFKM-o-ringe in höchster Qualität
n Johannsen AG ist seit vielen Jahren spe-zialisiert auf die Herstellung von hochwerti-gen FFKM-O-Ringen und Formteilen. Sehr erfahrene Mitarbeiter stellen die Teile kun-denspezifisch in den hauseigenen Räum-lichkeiten in höchster Qualität her.
Um diese Dienstleistung noch weiter zu verbessern und noch effizienter zu ge-stalten, wurde im Januar die gesamte Pro-duktion von FFKM-Teilen in einen neuen, speziell dafür konzipierten Raum verlagert. Dieser Raum erfüllt die höchsten Ansprüche an Reinheit, was bei der FFKM-Herstellung essentiell ist. So kann zum Beispiel dank der konstanten Luftreinheit garantiert wer-den, dass auch das weisse Perfluor J-6100
immer in perfektem Zustand verarbeitet werden kann.
die vorteile– Lieferung innerhalb 24 Stunden bei vor-
handenem Werkzeug.– Sehr viele Werkzeuge in metrischen und
zöllischen Dimensionen vorhanden, das heisst keine Werkzeugkosten für diese Massreihen.
– Höchste Reinheit dank geeigneten Räumlichkeiten.
– Langjährige Erfahrung, höchste Qualität.
iNFos | KoNTAKTJohannsen AGZimmerlistrasse 6CH-8004 Zürich
Telefon +41 (0)44 401 09 00 [email protected]
Neue Motorserie komplettiert servosystemn Beckhoff erweitert das Programm der Synchron-Servomotoren mit der Baureihe AM3100. Diese Kompaktmotoren bis 130 W sind speziell für den Einsatz an der Beckhoff-Servoklemme optimiert. Die Ser-voklemme EL7201 integriert einen voll-ständigen Servoverstärker in einer 12-mm-EtherCAT-Klemme. Die Kombination aus Servomotorserie AM3100 und Servoklem-me bietet eine kostengünstige Servoachse im unteren Leistungsbereich. Trotz geringer Baugrösse ist optional eine Haltebremse integrierbar.
Beckhoff erweitert sein Motorportfolio mit der neuen Baureihe AM3100. Die pol-gewickelten Servomotoren mit maximaler Drehmomentausbeute sind für den Betrieb mit der Beckhoff-Servoklemme EL7201
ausgelegt. Die Baureihe umfasst drei Typen mit einer Nennleistung von 50 W (Nenn-spannung 24 V DC) sowie 90 W und 130 W (Nennspannung 48 V DC).
In der Standardausführung sind die Servomotoren AM3100 mit Resolver und einer glatten Welle ausgestattet. Auch in der kleinsten Bauform können sie optional mit einer Haltebremse bestückt werden. Als Zubehör sind Planetengetriebe und konfek-tionierte Anschlussleitungen verfügbar.
Die EL7201 für das EtherCAT-I/O-System ist ein vollwertiger Servoverstärker für den direkten Anschluss von Servomo-toren bis 200 W. Die integrierte, schnelle Regelungstechnik mit einer feldorientierten Strom und PI-Drehzahlregelung unterstützt hochdynamische Positionieraufgaben. Der Motor-, Resolver- und Haltebremsenan-schluss erfolgt direkt an der Servoklemme.
iNFos | KoNTAKTBeckhoff Automation AGRheinweg 9CH-8200 Schaffhausen
Telefon +41 (0)52 633 40 [email protected]
maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 55
n Anzeige
sensorik-Highlights und Automatisierungslösungen
n Baumer präsentiert in aus seinem brei-ten Produktportfolio massgeschneiderte Angebote aus einer Hand für die bedeu-tendsten Themenfelder der Automatisie-rung. Darunter sind zahlreiche neu entwi-ckelte Highlights. Baumer stellte in Nürn-berg zum Beispiel den genauesten Induk-tivsensor mit einer Auflösung von lediglich vier Nanometer vor. Ausserdem erwartet die Messebesucher der erste EHEDG-zerti-fizierte optische Sensor im Hygienedesign.
Jahreslanges Know-how und Kunden-feedback hat Baumer auch in die Entwick-lung seiner Füllstandssensoren gesteckt, mit denen das Unternehmen auf der SPS/IPC/DRIVES präsent ist. Für den Maschinen-bau bietet Baumer um Beispiel den flachs-ten, bündig einbaubaren Kapazitivsensor
am Markt an. Dazu gehört ausserdem ein vielseitiges und intelligentes Montagekon-zept.
Seine HeavyDuty-Kompetenz unter-streicht Baumer mit einer breiten Ange-botspalette von Drehgebern für den an-spruchsvollen Industrieeinsatz, wie zum Beispiel in der Windkraft, in der Antriebs-technik oder im Stahlbau. Die Baumer Drehgeber der neuesten Generation bie-ten höchste Präzision, redundant geführte Ausgangssignale für sicherheitsrelevante Anwendungen und besonders flexible Ein-baumöglichkeiten mit den neuen lager-losen Ausführungen. Mit der integrierten Funktionskontrolle (EMS) sorgt Baumer für mehr funktionale Sicherheit dank Diagno-sefunktionen.
iNFos | KoNTAKTBaumer Electric AG Hummelstrasse 17CH-8500 Frauenfeld Telefon +41 (0)52 728 11 [email protected]

56 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
N e w s & T r e N d sA d v e r T o r i A l s
version der Baumüller webseite für smartphonesn Seit Ende des Jahres ermöglicht der Nürnberger Hersteller von Antriebs- und Automatisierungslösungen auch mobil prob lemlosen Zugriff auf alle Informationen zum Unternehmen.
Unter dem Namen «Baumüller be mo-bile» ist die Baumüller Webseite nun auch in einer Version verfügbar, die speziell für die Nutzung auf mobilen Geräten optimiert wurde.
Diese Kurzfassung, die auf Englisch vorliegt, bietet Zugang zu allen wichtigen Informationen rund um das Unternehmen sowie den Kontaktinformationen sämtlicher Standorte und Niederlassungen weltweit.
Mit der neuen Webseite reagiert Bau-müller auf die gesteigerte mobile Nutzung des Internet, die vor allem in der raschen Zunahme webfähiger Smartphones be-gründet liegt. Das für kleinere Bildschirme und Touchscreens optimierte Layout der Seite gewährleistet bequemes Navigieren. Durch kürzere Ladezeiten können Nutzer schnell auf Informationen zugreifen.
Um unnötigen Datenverkehr zu ver-meiden, ist auch offline das Navigieren auf der Webseite möglich. Anwender können die Seite herunterladen und unter den Fa-
voriten auf ihrem Smartphone speichern. Bei erneutem Aufrufen findet dann kein zusätzlicher Datenverkehr statt. Es han-delt sich bei «Baumüller be mobile» nicht um eine App im herkömmlichen Sinne und Nutzer benötigen keinen Zugang zu einem App-Store.
Die mobile Baumüller Webseite liegt ab sofort unter der URL www.baumueller.de/mobil auf dem Server des Unterneh-mens zum Download und Surfen bereit.
iNFos | KoNTAKTBaumüller Swiss AGOberwiesenstrasse 75CH-8500 Frauenfeld
Telefon +41 (0)52 723 28 [email protected]
Platzsparender und flexibler Kapazitivsensor
n Für die sichere Detektion von Füllstän-den bei engen Platzverhältnissen bringt Baumer den neuen Kapazitivsensor CFDK 25 auf den Markt. Der Sensor zeichnet sich durch ein sehr flaches Gehäuse und beson-ders vielseitige Montagemöglichkeiten aus.
Die sehr flache Bauform mit nur 6 mm Bauhöhe ermöglicht einen einfachen Einbau, zum Beispiel zwischen Behälter und Wand. Um die Integration des Kapa-zitivsensors in Maschinen und Anlagen zu erleichtern, bietet Baumer passend zum Sensor einen innovativen Montagerahmen an. Über diesen kann der Sensor nicht nur mit Schrauben, sondern auch mit Kabel-bindern, Klettband oder Kleber befestigt werden. Bei Füllstandsmessungen an mo-bilen Behältern, wie zum Beispiel bei Ab-
fallbehältern in der Laborautomation, kann derselbe Sensor für diverse Behältnisse verwendet werden, an denen bereits der Rahmen montiert ist. Aus dem Montage-rahmen kann der Sensor einfach und ohne Werkzeug entfernt und wieder eingesetzt werden (Snap in place).
Vier fix eingestellte Schaltabstände von 2 bis 15 mm machen ein Potentiometer überflüssig und den CFDK 25 zur Plug-and-Play-Lösung. Neben dem Einsatz in der Laborautomation ist der Sensor ausserdem für platzkritische Anwendungen in Druck- und Verpackungsmaschinen oder in Monta-ge- und Handlingsautomaten geeignet. Hier kann er zum Beispiel bündig unter einem flachen Förderband versenkt werden, um darauf Objekte zu erkennen.
iNFos | KoNTAKTBaumer Electric AG Hummelstrasse 17CH-8500 Frauenfeld Telefon +41 (0)52 728 11 [email protected]
energie zum Greifen nah
n Die automatischen Kabel- und Schlauch-aufroller bringen die Energie genau dorthin, wo sie gebraucht wird. Dabei ist die Vielfalt der Modellreihe ganz auf individuelle An-forderungen abgestimmt. Die Kabel- bezie-hungsweise Schlauchlänge passt sich da-bei in jeder Situation flexibel an, eine auto-matische Arretierung fixiert Schlauch und Kabel in der jeweiligen ausgezogenen Län-ge und sorgt so für zugentlastetes Arbeiten. Gleichzeitig verschwinden Stolperfallen, die durch herumliegende Kabel entstehen. Die ordentliche geschützte Aufbewahrung bei Nichtgebrauch verlängert ausserdem die Lebensdauer von Kabel und Schläuchen.
Eine ganze Reihe von wichtigen Kons-truktions- und Ausstattungsmerkmale machen die Schill Kabelaufroller zu den zu-verlässigen und langlebigen Arbeitsgeräten wie sie seit vielen Jahren von Anwendern weltweit geschätzt werden.
iNFos | KoNTAKTDemelectric AG Steinhaldenstrasse 26 CH-8954 Geroldswil
Telefon +41 (0)43 455 44 00 [email protected]
Stabile Kunststoffachse für gute Lauf eigen-schaften. Elektrisch vollisoliert und korro-sions beständig.
Mit dem Kabelstopper kann die Länge des heraushängenden Kabelendes individuell eingestellt werden und dient auch als Si-cherung gegen Zurückschnellen des Kabels.
n Anzeige
Flach- und Kegelradgetriebe-Modulbauweise - Einheitliches Gehäuse für 2-3 Stufen- Montage mit Fuss und Flansch- Aluminium Druckguss bis Gr. 3 - Grauguss ab Gr. 4
Baureihe RN Flachgetriebe
Baureihe ROHorizontalesKegelradgetriebe
Baureihe RV Vertikales Kegelradgetriebe

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 57
B ü c H e rK ATA l o G e | l e x i K A
Neuer Katalog für stationäre spannsysteme
Katalog «vakuum- Komponenten 2012/2013»
walter-Katalog jetzt als e-Paper online
esd/ATex-energieketten ab lager
n Kein anderer Hersteller bietet ein so um-fassendes, standardisiertes Baukastensys-tem für die hocheffiziente Werkstückspan-nung wie SCHUNK. In einem neuen Katalog bündelt der Kompetenzführer für Spann-technik und Greifsysteme nun sein Kom-plettprogramm der stationären Spanntech-nik. Erstmals mit dabei sind VERO-S NSE mini, das flachste pneumatische Nullpunkt-spannmodul der Welt, VERO-S NSL turn, eine hocheffiziente Spannstation für Dreh-Fräszentren, die kräftige Roboterkupplung VERO-S NSR fürs automatisierte Paletten-
n 3500 Produkte, 700 Seiten, für jede Auf-gabe eine Lösung: Der neue Vakuum-Kom-ponenten-Katalog von Schmalz überzeugt mit beeindruckender Vielfalt und umfas-sendem Vakuum-Know-how.
Aus einer Hand bietet Schmalz die passenden Produkte für Ihre Automatisie-rungslösung.
Zu den Neuheiten im Katalog ge hören zum Beispiel anpassungsfähige Verpa-ckungssauggreifer für Kartonagen oder Beutel, der Highspeed-Sauggreifer SAXM für Bleche sowie die Kompaktejektoren
n Der Werkzeugspezialist Walter präsen-tiert in seinem neuen Katalog sämtliche 49’000 Produkte der Kompetenzmarken Walter, Walter Titex und Walter Prototyp. Erstmals ist der Katalog auch als E-Paper verfügbar, wodurch der Kunde von zahl-reichen Funktionen profitiert und schneller das richtige Werkzeug für die gewünschte Anwendung findet. Mit der interaktiven Online-Version des Katalogs bietet Walter eine Lösung, die unter Werkzeugherstellern in dieser Form einzigartig ist und unter-streicht damit einmal mehr seine Kompe-tenzführerschaft in der Zerspanung.
n Im neuen ESD/ATEX-Katalog von igus präsentieren sich 280 verschiedene ESD/ATEX-Energieketten-Versionen samt einfa-cher Innenaufteilung ab Lager. Um Kons-trukteuren die rasche Fertigstellung ihrer Maschinen und Anlagen zu erleichtern, ist das ESD/ATEX-Programm mit einer Aus-wahl der Serien zipper e-ketten, E2/000, E4.1 und E4/light seit anfangs Jahr kom-plett ab Lager verfügbar.
Konzipiert wurde igumid ESD für Anwendungen, in denen elektrostatische
handling sowie KONTEC KSX, ein Kraftpa-ket für die simultane 5-Achs-Bearbeitung. Der Katalog kann ab sofort kostenlos be-stellt werden unter www.schunk.com.
iNFos | KoNTAKTSCHUNK Intec AGIm Ifang 12CH-8307 Effretikon
Telefon +41 (0)52 354 31 31www.ch.schunk.com [email protected]
SMPi mit innovativer IO-Link Technologie. Neu im Katalog sind auch der Wafergrei-fer SWGm und der Composite-Greifer SCG für die schonende Handhabung besonders empfindlicher Werkstoffe. Passend dazu hat Schmalz die Branchenkennzeichnung der Produkte verbessert und Empfehlungen für neue Einsatzfelder wie Solar, Composite und Batterietechnik aufgenommen.
Neben dem Printkatalog gibt es erst-mals einen digitalen Katalog, der im Inter-net aufrufbar oder auf DVD erhältlich ist. Er ist direkt mit dem Schmalz Online-Shop verknüpft, was die Bestellung beschleunigt. Die erweiterte Suchfunktion erleichtert das Auffinden des passenden Artikels: Mehrere Produktmerkmale wie etwa Material oder Durchmesser von Saugern stehen als Aus-wahlkriterien zur Verfügung.
iNFos | KoNTAKTSchmalz GmbHEigentalstrasse 1CH-8309 Nürensdorf
Telefon +41 (0)44 888 75 [email protected]
Über die Menüleiste kann der Nutzer die Kapitelübersichten öffnen und direkt in die gewünschten Anwendungen wie Drehen, Bohren, Gewinden oder Fräsen einsteigen. In der Online-Version kann über ein Ausschneidewerkzeug ein Bildschirm-ausschnitt ausgewählt und direkt als PDF-Datei oder Bild gespeichert werden, um ihn beispielsweise per E-Mail an Kunden oder Kollegen zu schicken.
Traditionalisten müssen sich aber kei-ne Sorgen machen: Neben dem E-Katalog wird es auch weiterhin eine gedruckte Ver-sion des Walter-Katalogs geben.
iNFos | KoNTAKTWalter (SCHWEIZ) AGHunnenweg 2CH-4501 Solothurn
Telefon +41 (0)32 617 40 [email protected]
Entladungen vollkommen unerwünscht sind. Dazu zählen vor allem die Fertigung oder das Handling sensibler elektronischer Produkte und Bauelemente. Wie überall wo Bewegung im Spiel ist, entsteht zwischen Maschinenteilen Reibung und damit kann sich auch Reibungselektrizität bilden. Bei Kontakt mit einem geerdeten Körper kann sie sich schlagartig entladen, wie man es beispielweise vom Griff an eine Türklinke kennt. Spannungen bis zu 10’000 V können dabei fliessen.
Der Katalog kann unter www.igus.de/ESD_ATEX_KATALOG heruntergeladen werden.
iNFos | KoNTAKTigus® Schweiz GmbHIndustriestrasse 11CH-4623 Neuendorf
Telefon +41 (0)62 388 97 [email protected]

58 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
K a pa z i t ä t e nO c c a s i O n e n , V e r s c h i e d e n e s
V O r s c h a u n r . 3 | M ä r z 2 0 1 2
Gysi Pumpen AGCH-1726 FarvagnyTel. 026 411 30 71www.gysi-pumpen.chSPEZIALISIERT AUF PUMPEN FÜR DENAPPARATE-UND MASCHINENBAU
hier werden sie gefunden!
www.maschinenbau-schweiz.ch
Habe noch freie Kapazität•CNCDrehen•Bearbeitungscenter
bis 1,1 m
Region Thurgau 079 376 09 71
industrieMagazinSchulungTechnisches Training onlineMit my|eCampus hat Endress+Hauser ein innovatives,web-basiertes Trainingsprogramm speziell für die in-dustrielleVerfahrenstechnikentwickelt.DastechnischeTraining online ermöglicht es, sich rund um die Uhr sehr komforta-bel zum Thema Messtechnik und Automa-tisierungslösungen zu qualifizieren – Reisezeiten und Fahrtkostenentfallenkomplett.JedederEinheitenistsoausgelegt,dasssieinmaximaleinerStundezuabsolvie-renist.EinabschliessenderTestinklusiveZertifikatstellteinennachhaltigenLernerfolgsicher.
dOssierMess-, Steuer- und RegeltechnikIndustrielle Qualitätssicherung mit BildverarbeitungZum ersten von zwei Technologietagen in diesemJahr hat die Fraunhofer-AllianzVision Ende Juni nachKaiserslautern eingeladen. Unter dem Titel «Innovati-veTechnologien für die industrielle QualitätssicherungmitBildverarbeitung»wurdendenTeilnehmernanzweiTagen die Möglichkeiten und Grenzen verschiedenerBildverarbeitungstechnologienaufgezeigt.
Berührungslos, kompakt, robustMagnetische Drehgeber ohne Eigenlagerung sind we-gen ihrer robusten Ausführung für den Einsatz unterschwierigen Umgebungsbedingungen geeignet. Das gilt fürTextilmaschinenebensowiefürraueIndustrieumge-bungenodermobileAnwendungenwodeneingesetztenDrehgeberneinigesabverlangwird.
dOssierTransportieren, Lagern, Logistik, IndustriebauVielseitig, ergonomisch und leistungsstarkDieKommissioniererderBTOptioL-SeriesetzenneueMassstäbeimNiederhub-Bereich.DieModellreiheum-fasst eine breite Palette verschieden konfigurierbarerGerätefürdieersteundzweiteRegalebenemitTragfä-higkeitenzwischen1000und2500kg.
Fabrikplanung der Zukunft«Energieeffizienz»heisstdieneueZielgrösseinderFa-brikplanung.BeiderGestaltungneuerProduktionsstät-tenwerdenUnternehmenzukünftignichtmehrnurdenMaterialfluss effizient gestalten. In Zeiten steigenderStrom- und Gaspreise muss auch eine effiziente Nut-zungvonEnergiegewährleistetwerden.

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 59
S A c h r e g i S t e r B e z u g S q u e l l e n
n Abdeckungen
Novoglas AG, Durisolstrasse 10CH-5612 VillmergenTel. +41 (0)56 622 24 24Fax +41 (0)56 622 77 65www.novoglas.com, [email protected]
n Airmould-teile
n Anlagenkomponenten
n Antriebstechnik
Unitec AG, Elemente der AntriebstechnikIm Wani 1CH-8422 PfungenTel. +41 (0)52 633 42 42Fax +41 (0)52 633 42 43
www.unitec-ag.ch, [email protected]
n Arbeitsbühnen
n Auswuchten
n Auswuchtmaschinen und -geräteMüller-Technik AGBuchsweg 2, CH-3052 ZollikofenTel. +41 (0)31 901 02 03Fax +41 (0)31 901 03 09www.muellertechnik.ch, [email protected] Cemb S.p.A. und Hof mann, Lohnwu cht arbeiten
RoViTec GmbH, AuswuchttechnikStudbachstrasse 16, CH-8340 HinwilTel. +41 (0)43 843 13 13Fax +41 (0)43 843 13 00www.rovitec.ch, [email protected], vertikal, horizontal
n Beschichtungen
TTM S.A., Ile Falcon, CH-3960 SierreTel. +41 (0)27 455 42 12Fax +41 (0)27 455 42 18www.ttmcoating.ch, [email protected]® PTFE, PFA, FEP, Molykote®, Halar, Rilsan, Silikon, Nano-Materialien, hochhitze-feste Kunststoff-Beschichtungen, Innen-beschichtungen (Kapillar-/Mikro röhrchen)
n Biegsame Wellen und Werkzeugantriebe
n Blechverarbeitung
• Blechbearbeitung• Laserschneiden• Roboterschweissen• Behäusebau
SCHWARZ AG FEINBLECHTECHNIK056 297 16 [email protected] www.schwarzag.ch
n Bodenmatten
n Bohrbuchsen/SchnittbuchsenE. Ramseier – Werkzeugnormalien AGDübendorfstrasse 27, CH-8602 WangenTel. +41 (0)44 834 01 01Fax +41 (0)44 834 02 00
n cAD/cAM-Systeme
CAMSOL GmbH8600 DübendorfTel 044 882 27 [email protected] www.camsol.ch
www.Camtek.de
n cnc-Bearbeitung
Novoglas AG, Kunststoffe in BestformIndustriegebiet, Durisolstrasse 10CH-5612 VillmergenTel. +41 (0)56 622 24 24Fax +41 (0)56 622 77 65www.novoglas.com, [email protected] Zürich: Tel. +41 (0)44 307 56 74Filiale Basel: Tel. +41 (0)61 225 42 94
n cnc-Fertigungstechnik
Peter-Mechanik AG Wir fertigen Präzision
Peter-Mechanik AG CNC-Fertigungstechnik
Postweg 5 | 5113 Holderbank Tel. 062 893 34 67 | Fax 40 [email protected] www.peter-mechanik.ch
Seit 1975 erfahren in Präzisions- mechanik
n Drehen und Fräsen/Bohren
CNC-Bearbeitungenbohren / fräsen bis max. 2,0 m Länge
Unsere Spezialitäten: • Aluminiumteile und Stahlprofile• Flexible Liefertermine • Prototypenbau/Einzelfertigung• Herstellung und Montage kompletter Baugruppen
Foba AG, 8907 WettswilTel. +41 (0)44 701 90 00Fax +41 (0)44 701 90 [email protected]
Hélios A. Charpilloz SAISO 9002 zertifiziertroute de Montoz 9, CH-2735 BévilardTel. +41 (0)32 491 72 72Fax +41 (0)32 491 73 73
Oeschger – mech. WerkstätteQuerbearbeitung / Fräsen / BohrenRückseitenbearbeitung / Ø 3–150 mmKaisermatt 1, CH-5026 DensbürenTel. +41 (0)62 878 10 06Fax +41 (0)62 878 10 [email protected]
WT Technologie AG, CNC, BearbeitungAuswuchten/WasserstrahlschneidenBösch 37, CH-6331 HünenbergTel. +41 (0)41 780 90 40Fax +41 (0)41 780 90 50www.wttec.ch, [email protected]

60 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
S A c h r e g i S t e r B e z u g S q u e l l e n
n Drehmoment-Schlüssel/ -Prüfgeräte/-Service
GAMAG AGVERSCHRAUBUNGSTECHNIK
GAMAG AGChrummacherstr. 38954 GeroldswilTel: 044 910 14 40 www.gamag-ag.ch
n Drehteile auf Drehautomaten und cnc-Drehmaschinen
Max Säuberli AG, Automatendreherei CNC-Fräsen, CH-5105 AuensteinTel. +41 (0)62 897 13 13 www.cnc-dreherei.ch
Walter Borer AGUntere Gasse 329, CH-4625 OberbuchsitenTel. +41 (0)62 393 12 58Fax +41 (0)62 393 22 79www. walterborer.ch, [email protected]
n Druckguss Alu + zn
• Druckgiesserei für Aluminium- und Zink-Teile
• Mechanische NachbearbeitungRüetschi AG, Postfach 307, 5034 Suhr Tel. 062 855 50 60, Fax 062 855 50 70Mailto: [email protected] www.giessereitech.ch
n Druckluftwerkzeuge P. Mettler, Renferstrasse 17, CH-2500 Biel 8Tel. +41 (0)32 341 57 08Fax +41 (0)32 341 69 08
n energieführungsketten in nylon und Stahl
n energieketten-Systeme
n entgraten/Polieren/VerrundenWieland + Oertli AGTrowal-Versuchszentrum, CH-8308 Illnau Tel. +41 (0)52 346 14 88Fax +41 (0)52 346 10 [email protected]
n Federn
Egli Federnfabrik AGNeugutstrasse 65, CH-8600 DübendorfTel. +41 (0)44 801 80 00Fax +41 (0)44 821 33 37www.eglifedern.ch, [email protected] S.A.Chemin de la Prévôté 7, CH-2504 BienneTel. +41 (0)32 341 30 79Fax +41 (0)32 342 52 [email protected]
Ihr Partner in der Federtechnik:– Druckfedern & Zugfedern– Schraubentellerfedern & Mehrdrahtfedern– Spezialfedern & FedersätzeWir produzieren kundenspezifisch in allenStückzahlen.
Dr. Werner Röhrs GmbH & Co. KGOberstdorfer Str. 11 – 15D-87527 Sonthofen [email protected]
n Federn und DrahtartikelDEJEX SA, Fabrique de ressortsRoute de Reuchenette 59, CH-2502 BienneTel. +41 (0)32 341 77 66Fax +41 (0)32 342 29 61www.ressort.ch, [email protected]
Thür & Co.Industrie-Aegert, CH-8305 DietlikonTel. +41 (0)44 807 44 11Fax +41 (0)44 807 44 00www.thuer-co.ch, [email protected]
n Federn und StanzartikelFpP Federnfabrik GmbHSihlbruggstrasse 144, CH-6340 BaarTel. +41 (0)41 761 28 22Fax +41 (0)41 761 28 23www.fpp.ch, [email protected]
n Feinblech
Wasenstrasse 49CH-4133 PrattelnTel: +41 (0)61 827 32 11Fax: +41 (0)61 827 32 [email protected]
n Filter
SF-Filter AGKasernenstrasse 6, CH-8184 BachenbülachSF-Filter: für Öl, Luft, Kraftstoff, Was ser, Hydraulik, Pneumatik, Entstaubung.Tel. +41 (0)44 864 10 68Fax +41 (0)44 864 14 56www.sf-filter.com, [email protected]
n Filter für Farbspritzkabinen/lüftungen
FSO-Filterservice AGAspstrasse 10, CH-8154 OberglattTel. +41 (0)44 850 01 60Fax +41 (0)44 850 62 15www.fso-filter.ch, [email protected]
n Filtration und Siebung
n Filze (Wollfilze und nadelfilze)FISSCO AGCH-3077 Enggistein b. WorbTel. +41 (0)31 838 40 40Fax +41 (0)31 839 76 30www.fissco.ch, [email protected]
n Flüssigkunststoffe
n Fördertechnik
Paul Hedfeld GmbHHundeicker Strasse 20, D-58285 GevelsbergTelefon +49 (0)23 32 63 71Fax +49 (0)23 32 6 11 67www.hedfeld.com, [email protected]
n gelenkwellen
n giessereibedarf
LIWAG Industrieofenbau + Wärmetechnik AGBotzen 12, CH-8416 FlaachTel. +41 (0)52 315 29 21Fax +41 (0)52 315 14 06www.liwag.ch, [email protected]
Nabertherm Schweiz AGMore Than Heat, 30 – 3000 °C Batterieweg 6, CH-4614 HägendorfTel. +41 (0)62 209 60 70Fax +41 (0)62 209 60 71www.nabertherm.ch, [email protected]
n gleitlager
Gleitlager, Buchsen, Gleitplatten
GGB Tristar Suisse SA 2544 Bettlach / Tel. 032 628 60 00
[email protected] www.ggbearings.com
www.sgtbronze.ch
n gravuren/Beschriftungen

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 61
S A c h r e g i S t e r B e z u g S q u e l l e n
n gummiformteile techn./ gummiwalzen, gummi-PtFe-
MetallverbindungenPLASTIGUM AG Grossholzstrasse 20, CH-8253 DiessenhofenTel. +41 (0)52 646 08 00Fax +41 (0)52 657 19 52
n gummi-/Polyurethane-/Silikon-/ Schaum-/cfk-Walzen und -Spezialrollen
TYP AG, Ritterquai 27, CH-4502 SolothurnTel. +41 (0)32 625 58 58Fax +41 (0)32 622 72 [email protected]
n härtesäcke – MetallfolieEFD DosiertechnikCH-7324 Vilters SG Tel. +41 (0)81 723 47 47Fax +41 (0)81 723 71 09www.dosiertechnik.ch/[email protected]
n härte- und Wärme- Behandlungs anlagen
Häberli Härterei- und Werkstofftechnik AGJägerweg 20, CH-3097 Bern-LiebefeldTel. +41 (0)31 971 73 30Fax +41 (0)31 971 73 [email protected]
Batterieweg 6CH-4614 HägendorfTel. +41 (0)62 209 60 70Fax +41 (0)62 209 60 [email protected]
n hebebühnen-Warenlifte
n heizbänder/-kabel/-matten/ -platten/-schläuche
n hochhitzebeständiger Kitt – thermoguss 2000
EFD Dosiertechnik, CH-7324 Vilters SG Tel. +41 (0)81 723 47 47Fax +41 (0)81 723 71 09www.dosiertechnik.ch, [email protected]
n honen/Kreuzschleifen
Flexibler Kleinbetrieb empfiehlt sich für
Kreuzschleifen (Honen), ø 3-250 x 3000mm
Klein- und Grossserien
Suhm GmbHSchiffmühlestrasse 17b 5417 Untersiggenthal Tel. 056/282 17 70, Fax 056/282 17 92 www.suhm-mechwerk.ch [email protected]
n hydraulikATP Hydraulik AGAahusweg 8, CH-6403 Küssnacht am RigiTel. +41 (0)41 799 49 49Fax +41 (0)41 799 49 48www.atphydraulik.ch, [email protected] HYWAG AGHochdruckhydraulik, Fabrikweg 1CH-8634 HombrechtikonTel. +41 (0)55 254 54 74Fax +41 (0)55 254 54 75
Girmatic AGBadstrasse 14
CH-8590 RomanshornTel. +41 71 466 15 15 Fax +41 71 466 15 00
www.girmatic.ch, info girmatic.chHydraulik
PneumatikElektronik
n hydraulik, Schläuche und Verschraubungen
TECALTO AG Rautistrasse 58, 8048 ZürichTelefon 044 404 58 58Telefax 044 404 58 [email protected], www.tecalto.ch
n hydraulik-Schnellservicehydroline-service ag, Kälte- und KlimatechnikKohlestrasse 12, CH-8952 SchlierenTel. +41 (0)44 730 87 10Fax +41 (0)44 730 87 [email protected]
n hydraulikzylinder
n hydraulikzylinder und -systeme
CYMAX AG, CH-8340 HinwilFon +41 (0)44 938 59 60Fax +41 (0)44 938 59 [email protected]
n industrie- und gewerbebau
De Meeuw AGWiesenstrasse 1, 9463 OberrietTel. +41 (0)71 763 70 20Fax +41 (0)71 763 70 25www.demeeuw.ch, [email protected]
n industrieöfen/Wärmeschränke
n industrielle Automation
n industriebedarf
n industrieumzüge
n infrarot-WärmestrahlerABECON AG ZÜRICH Friesenbergstrasse 108, CH-8055 ZürichTel. +41 (0)44 451 14 00Fax +41 (0)44 451 20 22www.abecon.ch, [email protected]

62 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
S A c h r e g i S t e r B e z u g S q u e l l e n
n industrie-Pc‘s und Displays
Spectra (Schweiz) Gewerbestrasse 12 a8132 Egg / ZHTel. 043 277 10 [email protected]
n industrielle Automation
Unser Team macht den Unterschied!
Rockwell Automation AGBuchserstrasse 75001 AarauTel. 062 889 77 77Fax 062 889 77 28www.rockwellautomation.chE-Mail: [email protected]
n Kälte- und Klimatechnikhydroline-service agAeroquip-/Eaton-VertretungKohlestrasse 12, CH-8952 SchlierenTel. +41 (0)44 730 87 10Fax +41 (0)44 730 87 [email protected]
n Klettverschluss-Systeme
n Kompressoren und zubehörairtag engineering AGDrucklufttechnik und AnlagenbauHölzliwisenstrasse 5, CH-8604 VolketswilTel. +41 (0)43 399 30 20Fax +41 (0)43 399 30 [email protected]
Amblank AG I Holzgasse 18 I 5242 Birr Tel.056 / 444 83 34 I Fax 056 / 444 98 06
www.amblank.ch I [email protected]
Kompressoren • KältetrocknerFilter • Gesamtsysteme
Atlas Copco (Schweiz) AGKompressoren und DruckluftaufbereitungBüetigenstrasse 80, CH-2557 StudenTel. +41 (0)32 374 14 02Fax +41 (0)32 374 12 [email protected]
Kompressoren Vakuum GebläseService Engineering AufbereitungKAESER Kompressoren AG - 8105 RegensdorfTel. 044 871 63 63 Fax 044 871 63 90www.kaeser.com [email protected]
Kolben- und Schraubenkompressoren,Druckluftaufbereitung, Druckluft zu behör,Märwilerstrasse 43, CH-9556 AffeltrangenTel. +41 (0)71 918 60 60Fax +41 (0)71 918 60 40www.prematic.ch, [email protected]
Telefon 062 789 75 95, www.servatechnik.ch
n Kondensatableiter
n Kunststoffbearbeitung Novoglas AG, Kunststoffe in BestformDurisolstr. 10, CH-5612 VillmergenTel. +41 (0)56 622 24 24Fax +41 (0)56 622 77 65www.novoglas.com, [email protected] Zürich: Tel. +41 (0)44 307 56 74Filiale Basel: Tel. +41 (0)61 225 42 94
n Kupplungen
n Kupplungen/Schnellverschlüsse/ Druckmessgeräte
Wieland + Oertli AG, CH-8308 IllnauTel. +41 (0)52 346 14 88Fax +41 (0)52 346 10 [email protected]
n lager-/Archivierungssysteme
HW-Regale AG, LagertechnikRiedgrabenstrasse 10, CH-8153 RümlangTel. +41 (0)44 817 60 50Fax +41 (0)44 817 24 34Filiale: Säntisstrasse 9, CH-9030 Abtwil Tel. +41 (0)71 311 29 35Fax +41 (0)71 311 23 55
Widmer AG LagertechnikFrauenfelderstrasse 33CH-8555 MüllheimTel. +41 (0)52 763 35 35Fax +41 (0)52 763 35 [email protected]
n laserbeschriftung
Der Spezialist für Laserbeschriftung AG für Laserbeschriftung Döttingerstrasse 11, 5303 Würenlingen Tel. +41 (0)56 297 11 11Fax +41 (0)56 297 11 12 www.lasergraph.ch, [email protected]
n laserschneiden

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 63
S A c h r e g i S t e r B e z u g S q u e l l e n
• Blechbearbeitung• Laserschneiden• Roboterschweissen• Behäusebau
SCHWARZ AG FEINBLECHTECHNIK056 297 16 [email protected] www.schwarzag.ch
n lineartechnik
n lochstempel/ Formenbaunormalien
E. Ramseier – Werkzeugnormalien AGDübendorfstrasse 27CH-8602 WangenTel. +41 (0)44 834 01 01Fax +41 (0)44 834 02 [email protected]
n logistikzentrum
n löten im DurchlaufofenGrenacher Metall AGMetallwarenfabrik, CH-5275 EtzgenTel. +41 (0)62 867 20 00Fax +41 (0)62 867 20 [email protected]
n MagneteHEIL Magnet-+WerkzeugtechnikBlegistrasse 15, CH-6340 Baar-WalterswilTel. +41 (0)41 760 76 60Fax +41 (0)41 760 76 65www.heilmagnet.ch, [email protected]
n MaschinenhandelWerkzeugmaschinen Kon. + CNC+AW+ Maschinen GmbH, CH-6110 WolhusenTel. +41 (0)41 490 11 11Fax +41 (0)41 490 27 20Natel +41 (0)79 730 11 11
n Maschinenschutzabdeckungen
Lestoprex AGKronenstr. 11, CH-8735 St.GallenkappelTel. +41 (0)55 284 51 51Fax +41 (0)55 285 51 53www.lestoprex.ch, [email protected]
SYMA-SYSTEM AGSystemverkauf / TronicPanoramastrasse 199533 Kirchberg/SG
Tel. 071 932 32 32 Fax 071 932 32 [email protected] www.syma.ch
C o n t i n u o u s I n n o v a t i o nMaschinenverkleidungen · Maschinenunterbauten
Werkmeisterkabinen · Profile und Komponenten
n Materialprüfung
n Mechanische Bearbeitung
Humech AGGewerbe Seeben, CH-8460 MarthalenTel. +41 (0)52 319 15 55Fax +41 (0)52 319 16 34
n Messebauer
n Messtechnik
DICHTPRÜFGERÄTEDURCHFLUSSMESSGERÄTE
Web: www.ateq.deMail: [email protected]
n Metall-Servicezenter
n MetallspritzanlagenFEHR Oberflächentechnik AGIndustriestrasse 36, CH-8108 DällikonTel. +41 (0)44 844 26 64Fax +41 (0)44 844 54 [email protected]
n Metallspritztechnik
n Mini-raupenkrane
n MontageDKM, Althau 1, CH-5303 WürenlingenTel. +41 (0)56 290 00 05Fax +41 (0)56 290 00 [email protected]
n Montagetechnik
n nivellierschuhe und -elemente
s t o p s v i b r a t i o n s
S W I S S T E C H N O L O G Y
N E U E N K AT A L O GK O S T E N L O S A N F O R D E R N !
AirLoc Schrepfer AGIndustriestrasse 2CH-8618 Oetwil am SeeTelefon +41 44 929 77 00Fax +41 44 929 77 [email protected]
AirLoc Maschinen-aufstelltechnik undSchwingungsisolation
Ad Purchasing_3-32h_de 7.3.2008 18:12 Uhr Seite 1

64 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
S A c h r e g i S t e r B e z u g S q u e l l e n
n normalienZylinderstifte, Lochstempel, Aus werfer stifte, Führungsbolzen, Mess-Stifte, BohrbüchsenAlfonso S.A.ch. Louis-Hubert 2, CH-1213 Petit-LancyTel. +41 (0)22 3 44 51 20Fax +41 (0)22 345 43 00www.alfonso-sa.ch, [email protected]
n Oberflächentechnik
Iten Galvanik AGBernstrasse 6, CH-8964 RudolfstettenTel. +41 (0)56 633 43 43Fax +41 (0)56 633 84 58www.iten-galvanik.ch, [email protected]
n Öl(nebel)abscheider
Lestoprex AGKronenstr. 11, CH-8735 St.GallenkappelTel. +41 (0)55 284 51 51Fax +41 (0)55 285 51 53www.lestoprex.ch, [email protected]
n Pneumatik-Komponenten, garagen- und luftdienstgeräte/ Manometer und Ventile
AZE Handels + Vertriebs AGSihlquai 278, Postfach, CH-8031 ZürichTel. +41 (0)44 272 76 11Fax +41 (0)44 271 10 88www.aze.ch, [email protected]
n Präzisionstrennautomat/ Präzisionskreissägeautomat
n Pressen
Moderne Pressentechnologiewww.schmidttechnology.ch
Telefon 031 755 40 71
n Profile
K-Profile AGBisrütistrasse 3, CH-9220 BischofszellTel. +41 (0)71 424 26 40Fax +41 (0)71 424 26 49www.k-profile.com, [email protected]
SYMA-SYSTEM AGSystemverkauf / TronicPanoramastrasse 199533 Kirchberg/SG
Tel. 071 932 32 32 Fax 071 932 32 [email protected] www.syma.ch
C o n t i n u o u s I n n o v a t i o nMaschinenverkleidungen · Maschinenunterbauten
Werkmeisterkabinen · Profile und Komponenten
n Prüfmittelüberwachung
SCS Kalibrierstelle Nr. 038/3D-MessungenSULZER INNOTEC AG, Messlabor 1581, Hegifeldstrasse 12, CH-8404 WinterthurTel. +41 (0)52 262 58 73Fax +41 (0)52 262 00 43
n PumpenGysi Pumpen AGCH-1726 FarvagnyTel. +41 (0)26 411 30 [email protected]
n radialventilatorenABECON AG ZÜRICHFriesenbergstrasse 108, CH-8055 ZürichTel. +41 (0)44 451 14 00Fax +41 (0)44 451 20 22www.abecon.ch, [email protected]
n räumarbeiten
M. Strausak & Co. AGBruggetenstrasse 5, CH-8833 SamstagernTel. +41 (0)44 786 80 00Fax +41 (0)44 786 80 01www.broaching.ch, [email protected]
n reinigungs- und entfettungs anlagen
Perfix Apparatebau AGRuchstuckstrasse 12, CH-8306 BrüttisellenTel. +41 (0)44 805 52 05Fax +41 (0)44 805 52 [email protected]
n reinigungs- und entfettungs - anlagen, ultraschall
Cleantec AGAlte Winterthurerstr. 90CH-8309 NürensdorfTel. +41 (0)44 836 47 57Fax +41 (0)44 836 47 [email protected]
n rohre und Profile biegen
Rohrbiegerei Bommer AG
Hubstrasse 769500 WilTel. +41 (0)71 912 40 40Fax +41 (0)71 912 40 43www.bommer.chRohre und Profile biegen und walzen, von 3 bis 160 mm, eigener Werkzeugbau
n rohr- und Profilbiegemaschinen rohr-ø 4 bis 120 mm
MEWAG Maschinenfabrik AGDorfstrasse 51CH-3457 WasenTel. +41 (0)34 437 75 75Fax +41 (0)34 437 75 [email protected]
n rohrbiegen
Rohr-Profil-BlechbiegenMeriedweg 17CH-3172 Niederwangen b. BernTelefon +41 31 981 30 88Fax +41 31 981 30 91Internet www.schenkmetall.chE-mail [email protected]
SCHENK METALL
n rollen und räder
WEMAS – J.-P. Mathez & CieCH-2720 Tramelan Tel. +41 (0)32 487 43 28Fax +41 (0)32 487 44 43www.wemas.ch
n SandstrahlanlagenFEHR Oberflächentechnik AGIndustriestrasse 36CH-8108 DällikonTel. +41(0)44 844 26 64Fax +41(0)44 844 54 [email protected]
SGT Strahlmaschinen AGRuchstuckstrasse 12CH-8306 BrüttisellenTel. +41 (0)44 805 52 00Fax +41 (0)44 805 52 [email protected]
n Sandstrahlmittel
n Schaltschrännke
• Blechbearbeitung• Laserschneiden• Roboterschweissen• Behäusebau
SCHWARZ AG FEINBLECHTECHNIK056 297 16 [email protected] www.schwarzag.ch
n Schmiermittel
Hig-Tec Allrounder
NSF H1
BRUNOX AG,
Tel. 055 285 80-80, Fax -81
www.brunox.com
n Schweisskonstruktionen
HANS SIGNER AG 8586 Ennetaach-ErlenTel. 071 649 11 11Fax 071 649 11 22www.signerag.ch
LASER- und Wasserstrahlschneiden, CNC- Stanzen, Abkanten bis 7 m, Schweisskonstruktionen und mech. Grossbearbeitung bis 30 t Stückgewicht.
n Schwingungsmessgeräte
Müller-Technik AGBuchsweg 2, CH-3052 ZollikofenTel. +41 (0)31 901 02 03Fax +41 (0)31 901 03 [email protected]
RoViTec GmbH, AuswuchttechnikStudbachstrasse 16, CH-8340 HinwilTel. +41 (0)43 843 13 13Fax +41 (0)43 843 13 00www.rovitec.ch, [email protected]

maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972. 65
S A c h r e g i S t e r B e z u g S q u e l l e n
n Sensoren
n Sondermaschinen
Ihr Partner für industrielle Elektrotechnik.
Stockstr. 8, CH-9444 Diepoldsau
Tel. +41 (0)71 733 15 73
Fax +41 (0)71 733 18 69
www.rhenatech.ch, [email protected]
Sondermaschinenbau
Automatisierung
n Sicherheitsschuhe im Freizeitlook
n Spanntechnik
n Spannwerkzeuge
Lestoprex AGKronenstr. 11, CH-8735 St.GallenkappelTel. +41 (0)55 284 51 51Fax +41 (0)55 285 51 53www.lestoprex.ch, [email protected]
PräzisionswerkzeugeAussergrütstrasse 2CH-6319 AllenwindenTel. (d+e) + 41 (0) 41 727 27 27 www.triag.comFax + 41 (0) 41 727 27 99 E-Mail: [email protected]
n Spritzgussteile
n Stahlrohre
n Stapler aller Art
044 846 51 11�
www.still.ch
KaufMieteLeasing
n Stellventile
n StrahlmittelBBA AG, Schachenallee 29, CH-5001 AarauTel. +41 (0)62 824 58 62Fax +41 (0)62 824 61 40
n technische Kunststoffteile
n teilereinigungs- Waschmaschinen
Perfix Apparatebau AGRuchstuckstrasse 12, CH-8306 BrüttisellenTel. +41 (0)44 805 52 05Fax +41 (0)44 805 52 [email protected]
n uV/ultraviolettstrahlerABECON AG ZÜRICH Friesenbergstrasse 108, CH-8055 ZürichTel. +41 (0)44 451 14 00Fax +41 (0)44 451 20 22www.abecon.ch, [email protected]
n uV-Strahler/-geräte
n Vakuumpumpen und Kompressoren
•
n Verbindungstechnik
Moderne Pressentechnologiewww.schmidttechnology.ch
Telefon 031 755 40 71
n VerpackungenAeberhard AG, CH-9434 Rheineck Tel. +41 (0)71 886 40 [email protected]
n Vibrationsmessungen
Müller-Technik AGBuchsweg 2, CH-3052 ZollikofenTel. +41 (0)31 901 02 03Fax +41 (0)31 901 03 [email protected]
RoViTec GmbH, AuswuchttechnikStudbachstrasse 16, CH-8340 HinwilTel. +41 (0)43 843 13 13Fax +41 (0)43 843 13 00www.rovitec.ch, [email protected]
n Wälzlager
n Wärmetauscher
WT Wärmeaustausch Technologien AGAergerastrasse 10, 1734 TentlingenTel. 026 418 06 56, Fax 026 418 06 57e-mail [email protected], www.wt-sa.ch
n Wärmetauscher-Stationen
n Wasserstrahlschneiden

66 maschinenbau 2/2012 | Das Schweizer Industriemagazin. Seit 1972.
S A c h r e g i S t e r B e z u g S q u e l l e n
i n S e r e n t e n - , r e D A K t i O n S - & A D V e r t O r i A l - V e r z e i c h n i S
13 Abacus Research AG 39 AMK Antriebs- & Regeltechnik AGUG 1 Bauberger AG10 Baumgartner AG46 Baumgartner AG15 Beckhoff Automation AG 23 Bibus AG 8 Bollhalder Industrielogistik AG27 Bunorm AG UG 3 Demelectric AG30 Durolaminat AG12 ETSM SA 14 Eurebis AG 31 FMS-Technik AG 17 FSO Filterservice AG 55 Furter & Co. AG 41 Gutekunst & Co.
58 Gysi Pumpen AG58 Huvit GmbH40 IBZ, Basler Bildungsgruppe21 Igus Schweiz GmbH 28 Innolta AG26 Interstar AG UG 2 Kaeser Kompressoren AG46 Kägi + Co. AG47 Keller Laser AG 58 Martin Hänssler 18 Max Mitschjeta AG UG 4 Maxon Motor AG35 Meier + Co. AG 40 Neo Dress AG 29 Nozag AG 24 Otto Suhner AG 32 Pantec Engineering AG
19 Pepperl + Fuchs AG45 Polysoude (Schweiz) AG UG 1 R+W Antriebselemene GmbH 35 Ringspann AG 38 Rotax A. Moser 11 Schnegg Tools AG 9 SOLO Swiss Group Pathern SA 3 Stettler AG 4 Trumpf Maschinen AG 56 Unitec AG 22 Univer AG 44 Valbruna AG 49 Weidmüller Schweiz AG58 Wekatex Handels GmbH17 Wolfensberger AG
Messen33/51 GrindTec, Augsburg43/51 Ceramitec, München 50 Metav, Düsseldorf36/50 Usetec, Köln25 Wire, Tube, Düsseldorf
BeilagenEuroexpo Messe- und Kongress GmbHFMS-Technik AG Beringen
Fett = Anzeigen Normal = Redaktionelles/Advertorials
n Werkzeug- und Formenbau
n Werkzeugbau-normalien
E. Ramseier – Werkzeugnormalien AGDübendorfstrasse 27, CH-8602 WangenTel. +41(0)44 834 01 01Fax +41(0)44 834 02 00www.ramseier-normalien.ch
n Werkzeuge und Betriebseinrichtungen
n Werkzeugmaschinen
Service, Handel, Reparaturen, RevisionenDKM, Althau 1, CH-5303 WürenlingenTel. +41 (0)56 290 00 05Fax +41 (0)56 290 00 [email protected]
CH-3401 BurgdorfTel. +41 (0)34 445 56 11Fax +41 (0)34 445 62 [email protected]
Lestoprex AGKronenstr. 11, CH-8735 St.GallenkappelTel. +41 (0)55 284 51 51Fax +41 (0)55 285 51 53www.lestoprex.ch, [email protected]
Steiner Werkzeugmaschinen AGWynenmattenweg 1, CH-5722 GränichenTel 0041 62 855 0660Fax 0041 62 855 [email protected]
n Werkzeugreparaturen
n zahnräderHans Christen AGCH-3360 Herzogenbuchsee Tel. +41 (0)62 956 50 50Fax +41 (0)62 956 50 [email protected]
n zerspanungswerkzeuge für experten
PräzisionswerkzeugeAussergrütstrasse 2CH-6319 AllenwindenTel. (d+e) + 41 (0) 41 727 27 27 www.triag.comFax + 41 (0) 41 727 27 99 E-Mail: [email protected]

machtdruck
in zürich
gdz AG, Spindelstrasse 2, 8041 ZürichTelefon +41 44 488 81 11, Fax +41 44 488 83 [email protected], www.gdz.ch
Drucken ist unsere Passion und unbestrittene
Kompetenz. Schon seit über 100 Jahren. Dabei
ist Ihre Zufriedenheit unsere grösste Motivation.
Denn nur die perfekte Realisation Ihrer anspruchs
vollen Wünsche garantiert uns eine erfolgreiche
Zukunft. Deshalb realisieren wir sämtliche Druck
aufträge von A bis Z bei uns im Hause. Von der
Beratung über Prepress, Bogenoffsetdruck bis hin
zu Weiterverarbeitung, Lettershop und Versand.
Immer in höchster Qualität und unter einem Dach.
Profitieren auch Sie von unserer Fachkompetenz.
Wir messen uns gerne im Dreiklang von Qualität,
Preis und Geschwindigkeit.
Alles Aus einer hAnd – von A bis z
seiT 1898 AM MArKT
gdz_Inserat_88x255.indd 1 09.12.11 08:09
