01RI0646B ABericht BPI 10-03-31
30
Seite 1 von 30 Bekleidungsphysiologisches Institut Hohenstein e.V. Schloss Hohenstein 74357 Bönnigheim Germany Abschlussbericht Zum Verbundvorhaben im Rahmen des BMBF-Förderschwerpunktes: „Innovationen als Schlüssel für Nachhaltigkeit in der Wirtschaft“ Verbundvorhaben: Nachhaltige Weiterentwicklung der Cellulosecarbamat-Technologie Teilprojekt: Untersuchungen zur Gebrauchstauglichkeit der textilen Flächen Förderkennzeichen: 01RI0646B Ausführende Stelle: Bekleidungsphysiologisches Institut Hohenstein e.V. (BPI) Schloss Hohenstein 74357 Bönnigheim Projektleiter: Dr. Jan Beringer
Transcript of 01RI0646B ABericht BPI 10-03-31

Seite 1 von 30
Bekleidungsphysiologisches Institut Hohenstein e.V.
Schloss Hohenstein
74357 Bönnigheim Germany
Abschlussbericht
Zum Verbundvorhaben im Rahmen des BMBF-Förderschwerpunktes: „Innovationen als Schlüssel für Nachhaltigkeit in der Wirtschaft“
Verbundvorhaben: Nachhaltige Weiterentwicklung der Cellulosecarbamat-Technologie Teilprojekt: Untersuchungen zur Gebrauchstauglichkeit der textilen Flächen
Förderkennzeichen: 01RI0646B Ausführende Stelle: Bekleidungsphysiologisches Institut Hohenstein e.V. (BPI)
Schloss Hohenstein 74357 Bönnigheim
Projektleiter: Dr. Jan Beringer

Seite 2 von 30
INHALTSVERZEICHNIS SEITE
1. Einleitung und Aufgabenstellung 3
1.1 Bezug des Vorhabens zu den förderpolitischen Zielen 4
2. Gesamtziel des Vorhabens, Teilaufgaben der Partner 5
3. Stand der Technik 7
4. Ergebnisse des Teilprojektes BPI 9
4.1 Charakterisierung der Fasermorphologie 12
4.2 Beständigkeit bei industriellen Waschbehandlungen 16
4.3 Untersuchungen für den Einsatz im Hygiene- und Medizinsektor 19
4.3.1 Bakterienundurchlässigkeit 19
4.3.2 Sterilisierbarkeit 21
4.3.3 Biokompatibilität 22
4.3.4 Harnstofffreisetzung 24
4.4 Untersuchungen der physiologischen Eigenschaften 28
5. Zusammenfassung 29
6. Verwertungsplan der Ergebnisse 30
7. Fortschritte anderer Stellen mit Bezug zum Forschungsprojekt 30

Seite 3 von 30
1. Einleitung und Aufgabenstellung Aufgrund der mit der Verknappung fossiler Rohstoffe verbundenen jüngsten Preissteigerungen von Synthesefasern, die aus petrochemischen Rohstoffen hergestellt werden (Polyolefine, Polyester, Polyamide etc.), haben Fasern aus natürlich nachwachsenden Rohstoffen mittlerweile wieder eine sehr wichtige Bedeutung für zukünftige Faserentwicklungen. Mit großem Abstand wichtigster natürlicher Rohstoff ist die Cellulose, hauptsächlich gewonnen aus verschiedenen Hölzern. Nach Delignifizierung, einer geeigneten Derivatisierung und dem Lösen der Cellulosederivate können verschiedenste Fasern gesponnen werden, die im Spinnbad zu Cellulosefasern regeneriert werden (Regeneratfasern). Aus diesen Fasern können funktionelle und hochwertige Produkte für den Textilsektor und die Bereiche Medizin, Hygiene und technischer Textilien hergestellt werden. Das wichtigste Verfahren zur Herstellung von Celluloseregeneratfasern das Viskoseverfahren hat aber den entscheidenden Nachteil, dass die Herstellung von starken Umweltbelastungen begleitet ist: Das Verfahren ist charakterisiert durch schwer zu kontrollierende Nebenreaktionen von Schwefelkohlenstoff mit Natronlauge und die Freisetzung von Schwefelwasserstoff und Schwefelkohlenstoff. Durch die stetig fallenden Grenzwerte für Schwefelkohlenstoff und Schwefelwasserstoff steigen die Kosten und der Aufwand überproportional, weshalb alte Anlagen aus wirtschaftlichen Gründen nicht nachgerüstet werden. Diese Faktoren können dazu führen, dass die Produktion und damit das gesamte Know-how des wichtigen Faserrohstoffes aus Europa und vor allem aus Deutschland verschwindet. Dies hätte erhebliche wirtschaftliche Auswirkungen für die gesamte viskosefaserverarbeitende Folgeindustrie. Die Suche nach alternativen Löse- und Spinnverfahren hat bereits zu interessanten Ergebnissen geführt [1-4]. Ein technischer Ansatz ist, Cellulose in einem Direktlösemittel aufzulösen und bei der Faserherstellung auszufällen. Besonderes geeignet und umweltfreundlich ist das Lösemittel N-Methyl-Morpholin-N-oxid (NMMO). Das entwickelte NMMO-Verfahren liefert Fasern (Lyocell) mit hoher Kristallinität und Festigkeit, deren Eigenschaften allerdings verfahrensbedingt kaum variiert werden können. Als nachteilig für wesentliche Anwendungsbereiche hat sich die starke Fibrillierneigung dieses Fasertyps erwiesen. Lyocellprodukte konnten bisher textile Viskosequalitäten und damit das Viskoseverfahren aufgrund der erzielten Eigenschaftsspektren der Fasern nicht ersetzten. Obwohl das Verfahren bezüglich des Chemikalieneinsatzes und des Lösemittelrecyclings sehr vorteilhaft ist, sind aufgrund der Reaktivität und der begrenzten Stabilität des N-Oxides erheblich technische Anforderungen zu erfüllen und hohe Investitionen zu tätigen. Vorhandene Anlagen anderer Technologien zur Celluloseregeneratfaserherstellung können nicht auf das Lyocellverfahren umgestellt werden. In den 70er Jahren wurde ein alternatives Verfahren, das sogenannte Carbamatverfahren vorgestellt, das vollständig auf den Einsatz von Schwefelkohlenstoff verzichtet und damit das Schadstoffproblem prinzipiell löst. In vorangegangenen Arbeiten [5] ist es am ITCF gelungen eine neue kostengünstige Carbamatsynthese zu entwickeln, die sich durch besonders gute Produkteigenschaften auszeichnet. Diese Eigenschaften, vor allem die ausgezeichnete Löslichkeit und Quellbarkeit bei der Verarbeitung, wird durch eine für das ITCF-Verfahren charakteristische Derivatisierung im intrakristallin gequollenen Zustand der Cellulose erreicht, die zu vollständig dekristallisierten Produkten mit homogener Substituentenverteilung führt. Dies ist ein entscheidender technischer Unterschied zu den bisherigen Carbamatsynthesen, die zu ganz anderen Carbamat-Produkteigenschaften führen. Im Rahmen eines BMBF-Projektes im Förderschwerpunkt „Integrierter Umweltschutz in der Textilindustrie“ wurde diese Synthesevariante weiterentwickelt [6,7]. Die Carbamatsynthese nach dem ITCF-Verfahren wurde im Rahmen des Projektes am ITCF im kleintechnischen Maßstab (5 kg/batch) bezüglich der Verfahrensökonomie, der Nebenproduktbildung (Ökologie) und der Carbamat-Rohprodukteigenschaften (Löslichkeit, Lagerfähigkeit) optimiert und ausgereift. Es konnte in einer Kooperation zwischen dem Maschinenbauer Zimmer AG und den Instituten ITCF Denkendorf und Fraunhoferinstitut IAP gezeigt werden, dass das Carbamatverfahren zur Herstellung von Cellulosefasern sowohl ökonomisch als auch maschinentechnisch konkurrenzfähig zum bestehenden Viskoseverfahren ist [7]. Im Mittelpunkt der Arbeiten stand die Entwicklung der umweltfreundlichen Maschinentechnik zur Herstellung einer Faserqualität, die Viskosefilamentgarne ersetzten sollte. Diese Technik sollte in vorhandene Viskoseanlagen integriert und damit vor Ort die Viskosetechnologie auf das Carbamatverfahren umgestellt werden (Revamp). Obwohl technisch möglich, scheiterte dieser Ansatz an der Durchführung der Carbamatsynthese vor Ort. Es konnte kein Faserhersteller gefunden werden, der im großen Umfang eine Carbamatsynthese aufgrund der fehlenden Expertise und Syntheseanlagen durchführen konnte.

Seite 4 von 30
Aufgrund der Stabilität des Cellulosecarbamates kann die Synthese zentral bei einem auf Cellulosederivatisierung spezialisierten Unternehmen erfolgen. Hier kann das Nebenprodukt Ammoniak (pro kg Cellulosecarbamat entstehen ca. 100 g Ammoniak) gezielt einer weiteren Verwertung zugeführt werden. Bei der Faserherstellung kann auf die vorhandene Technologie von der Viskoseherstellung zurückgegriffen werden: Die Lösung erfolgt in Natronlauge, die Koagulation in Schwefelsäure, die Regenerierung im alkalischen Waschbad. Da keine Spinnbadadditive notwendig sind, entstehen bei der Faserherstellung Natriumsulfat und Ammoniumsulfat die mit vorhandener Technologie verwertet werden. Die im Vergleich zum NMMO-Verfahren erhöhten Chemikalienverbräuche und Rückgewinnungskosten werden durch sehr geringe Investmentkosten kompensiert. Die Entwicklung neuer Celluloseregeneratfasern stellt eine Schlüsselinnovation zur Herstellung hochwertiger Produkte nicht nur für Bekleidungstextilien und technische Textilen, sondern auch im Medizin- und Hygienebereich dar. Im Rahmen des Projekts soll eine nachhaltige Verbesserung der ökologischen Situation der industriellen Cellulosefaserherstellung erreicht werden. Der Projektansatz hat zudem ein hohes technisches und wirtschaftliches Umsetzungspotenzial bei entsprechender Anwendungsbreite der zu entwickelnden Produkte. 1.1 Bezug des Vorhabens zu den förderpolitischen Zielen Von den Entwicklungsarbeiten können unterschiedliche Industriebereiche profitieren. Die Breite reicht von klassischen Chemie- und Zellstoffbetrieben (Carbamatsynthese), über Faserhersteller bis hin zu klein- und mittelständischen Betrieben der Faserweiterverarbeitung zu Produkten mit hoher Anwendungsbreite und Innovationspotenzial. Hierzu zählen Produkte für den Medizinsektor, Hygieneartikel, hochsaugfähige Vliesstoffe, aber auch klassische Garne und Gewebe die zu neuen Funktionstextilien und technischen Textilien konfektioniert werden können. Das Vorhaben ist nachhaltig und hat hohe Umweltrelevanz, da sämtliche bei der Carbamatsynthese und bei Faserherstellung eingesetzten Produkte, hauptsächlich Zellstoff und Harnstoff, unbedenklich sind und auf nachwachsenden Rohstoffen basieren. Die zur Synthese notwendigen Prozesschemikalien, wie Methanol und Natronlauge, werden recycliert und wieder eingesetzt. Im Unterschied zum Viskoseverfahren kann bei der Carbamatfaserherstellung vollständig auf den Einsatz von Schwefelverbindungen und Abluftreinigungsanlagen verzichtet werden. Eine Belastung des Arbeitsplatzes mit gasförmigen Giftstoffen ist ausgeschlossen. Durch die enge Zusammenarbeit zwischen den Instituten und den Industriepartnern wird die Entwicklung neuer innovativer Produkte ermöglicht. Mit diesen Produkten eröffnen sich für verschiedene Branchen erhebliche Marktchancen, die zur Steigerung der Wettbewerbsfähigkeit und zur Schaffung von Arbeitsplätzen beitragen.

Seite 5 von 30
2. Gesamtziel des Vorhabens, Teilaufgaben der Partner Die Forschungsarbeiten gliedern sich in fünf Forschungsschwerpunkte: 1. Upscaling und Optimierung der Synthese des Cellulosecarbamates auf Pilotproduktionsmaßstab; (ITCF-
Denkendorf, Wolff Cellulosics) 2. Herstellung von Cellulosecarbamatstapelfasern im erweiterten Technikumsmaßstab unter
Produktionsbedingungen; (ITCF-Denkendorf, Kelheim Fibres) 3. Weiterverarbeitung der Cellulosecarbamatstapelfasern zu Garnen, Maschenwaren, Webwaren und
Vliesstoffen (Lohmann & Rauscher, Techtex Vliesstoffe, Eswegee) 4. Musterherstellung für innovative Endprodukte (Triumph, Lohmann & Rauscher, Techtex, Eswegee) 5. Prüfung und Optimierung der Gebrauchstauglichkeit der hergestellten textilen Flächengebilde für den
Einsatz im Medizin-, OP-, Hygiene-, Automobil- und Komfortbereich (BPI Hohenstein) Die genauen Kenntnisse der Syntheseparameter und des Reaktionsverlaufs bei der Carbamatsynthese nach dem ITCF-Verfahren sollten angewandt werden, um Cellulosecarbamat als Rohstoff für die Faserherstellung halbtechnisch bei Wolff Cellulosics herzustellen. Dies erfolgte in enger Zusammenarbeit zwischen ITCF und Wolff Cellulosics. Entscheidend war hierbei der Technologietransfer der Carbamatsynthese. Kelheim Fibres lieferte für die Synthese den Zellstoff und führte die Herstellung der Alkalicellulose durch (Aktivierungsstufe). Ziel war es, die Synthese auf einen Maßstab von 500 kg/batch zu erweitern. Die Cellulosecarbamate sollten bezüglich ihrer molekularen Eigenschaften (DP, DS), Kristallinität und Substituentenverteilung charakterisiert werden. Des weiteren sollten die Eigenschaften über zu erarbeitende Parametersätze so einstellbar werden, dass vorgegebene Fasertypenmuster hergestellt werden konnten. Hierzu war eine enge Zusammenarbeit zwischen ITCF, Wolff Cellulosics und Kelheim Fibres vorgesehen. Das für eine breite Anwendungsbasis notwendige Verfahren zur Herstellung von Stapelfasern sollte, ausgehend von den Erfahrungen im Nassspinntechnikum des ITCF (Kapazität 100 g Faser/h), in Kooperation mit dem Celluloseregenratfaserhersteller Kelheim Fibres zunächst am ITCF auf einen Maßstab von 1 kg/h erweitert und dann über einen Technologietransfer auf eine Pilotanlage am Standort Kelheim mit einer Produktionskapazität von 5 kg/h übertragen werden. Auf dieser Anlage sollten sämtliche Herstellungs- und Verfahrensparameter der unterschiedlichen Stapelfaserqualitäten erarbeitet werden, die von den Faserverarbeitern gefordert werden. Hierzu zählen u.a. unterschiedliche Faserfeinheiten (1,3 – 4,5 dtex Einzelfilamenttiter), Faserlängen, Faserfestigkeiten sowie die variable Einstellung des Sorptionsvermögens (WRV 85% - 200%). Die Versuche waren so angelegt, dass die Ergebnisse in Folge direkt auf die Produktionsstraße übertragbar sind. Die entsprechenden Faserprofile sollten in Abhängigkeit vom Produkteinsatz aufgestellt und charakterisiert werden. Die für die Faserherstellung notwendigen Cellulosecarbamatrohprodukte wurden vom ITCF (Mengen bis 30 kg für Spezialprodukte) und Wolff Cellulosics (Gesamtmenge bis 1000 kg vorwiegend Standardqualitäten) synthetisiert, gereinigt und lagerfähig für die Lösungs- und Faserherstellung bereitgestellt. Die von Kelheim Fibres gelieferten Stapelfaserqualitäten sollten bei Eswegee zu Garnen mit verschiedener Feinheit versponnen werden. Hierzu sollte ein Spinnverfahren auf der Produktionsspinnanlage entwickelt werden. Ziel war es, zusammen mit ITCF und BPI, die Garnqualitäten an die Anforderungen der Web- und Maschenwarenhersteller anzupassen. Bei Techtex und Eswegee sollten aus den Stapelfasern nach verschiedenen Verfahren Vliesstoffe (Nadelvlies, Thermovlies, Bindervlies, Multiknit, Malivlies) für die Endprodukte Medizintextilien, Hygieneprodukte und technische Textilien hergestellt werden. Dies würde in enger Rückkopplung mit dem BPI erfolgen. Die vom Garnhersteller gelieferten Garne verschiedener Feinheit sollten zu Geweben und Maschenwaren (Triumph) verarbeitet werden, die zu innovativen Endprodukten konfektioniert würden (Triumph, Lohmann & Rauscher). Ausgehend von dem am ITCF entwickelten Verfahren zur Herstellung von Beschichtungen aus Cellulosecarbamat [20,21] sollte in enger Kooperation mit den Verbundpartnern Beschichtungen auf Maschenwaren und Geweben verschiedener Substrate (Baumwolle, Polyester, Polypropylen und Polyamid) hergestellt werden, die zu funktionalen Produkten führen können. Für den Medizinbereich sollten

Seite 6 von 30
atmungsaktive Barrierebeschichtungen für OP-Bekleidungen auf Basis von Baumwolle und Polyestermikrofilament entwickelt werden (Lohmann & Rauscher). Im Sportunterwäsche- und Trikotagenbereich sollten atmungsaktive Beschichtungen auf Polypropylen und Polyamid zur Verbesserung des Tragekomforts entwickelt werden (Triumph). Die Bestimmung der Gebrauchstüchtigkeit (product performance), physiologische Tests und die Prüfung auf Eignung im Medizinsektor sollten am BPI durchgeführt werden.

Seite 7 von 30
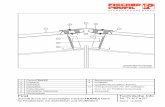
3. Stand der Technik Die Darstellung alternativer Verfahren zur Celluloseregenratfaserherstellung wurde in der Einleitung zu Punkt 1 behandelt. Dieser Abschnitt konzentriert sich auf projektspezifische Entwicklungsarbeiten zum Cellulosecarbamat. Nachdem in den 30er Jahren erstmals in zwei US-Patenten [8,9] die Herstellung von alkalilöslichem Cellulosecarbamat durch Umsetzung von Cellulose mit Harnstoff in der Hitze erwähnt wurde, erschienen in den 60er und 70er Jahren Veröffentlichungen [10,11], in denen einige grundlegende Angaben zu Herstellung, Struktur und Eigenschaften von Cellulosecarbamat publiziert wurden. Seit Ende der 70er Jahre wurden zunächst von der Neste Oy in Finnland [12] und später von weiteren Firmen und Instituten Möglichkeiten der Herstellung von alkalilöslichem Cellulosecarbamat und die Verformung der alkalischen Cellulosecarbamatlösungen zu Fasern, Folien und anderen Formgebilden untersucht und in zahlreichen Patenten sowie einigen publizierten Vorträgen [13 – 17] beschrieben. Aufbauend auf verschiedenen Synthese- und Verfahrenspatenten [5,17] wurde in zwei BMBF-Projekten [6,7] in einer Kooperation der Lurgi Zimmer AG, dem ITCFDenkendorf und dem Fraunhofer-Institut für Angewandte Polymerforschung (IAP) die Carbamatsynthese nach den verschiedenen Verfahren bezüglich der Verfahrensökonomie und -ökologie und der Carbamat-Rohprodukteigenschaften (Löslichkeit, Lagerfähigkeit) optimiert und ausgereift. Es konnte gezeigt werden, dass das Carbamatverfahren zur Herstellung von Cellulosefilamentfasern sowohl ökonomisch als auch maschinentechnisch zum bestehenden Viskoseverfahren konkurrenzfähig ist. Zur Berechnung der Wirtschaftlichkeit der Carbamatsynthese nach dem ITCF-Verfahren wurde eine detaillierte Stoff Energie-Bilanz erarbeitet und eine Kostenschätzung im Vergleich zum Viskoseverfahren durchgeführt. Als Basis der Bilanzierung wurde 1kg Cellulose (trocken) und ein Cellulose / Harnstoff- Verhältnis von 1 : 4 angesetzt. Entstehende Nebenprodukte wurden aufgefangen und die Menge analytisch bestimmt. Die Stoffbilanz der Carbamatsynthese ist im Folgenden als Blockdiagramm dargestellt.
Auf Basis der Stoffbilanz der Carbamatsynthese nach dem ITCF-Verfahren wurden Produktionskosten für die Carbamatfaser (Revamp vorhandener Viskoseanlagen) im Vergleich zum Viskoseverfahren (mit Sulfox-Reinigung) berechnet. Danach belaufen sich die Kosten für Roh- und Hilfsstoffe pro Tonne Faser beim Viskoseverfahren auf 1060 € und beim Carbamatverfahren mit ITCF-Synthese vergleichbar auf 1100 €. Diese Kosten sind weitgehend vom eingesetzten Zellstoff dominiert. Allerdings werden hierbei beim

Seite 8 von 30
Carbamatverfahren keine umweltgefährdenden Rohstoffe wie Schwefelkohlenstoff oder Zinksulfat eingesetzt. Die Kosten für Energie belaufen sich beim Viskoseverfahren nach neuesten Berechnungen auf 1.350 €/t und beim Carbamatverfahren auf 1.050 €/t. Damit sind die Gesamtproduktionskosten des Carbamatverfahrens wesentlich kostengünstiger als beim Viskoseverfahren und damit auch gegenüber dem Lyocellverfahren konkurrenzfähig. Eine detaillierte Produktionskostenanalyse im Vergleich zum Lyocellverfahren kann zum jetzigen Zeitpunkt nicht durchgeführt werden, da dies erst nach Upscaling der Carbamatsynthese möglich ist und dann erst erfolgen wird. Wie bereits erläutert, basieren diese Berechnungen auf einem Revamp vorhandener Viskoseanlagen mit der Carbamatsynthese beim Faserhersteller. Bei der in diesem Projekt durchgeführten örtlichen Trennung von Carbamatsynthese und Faserherstellung sind weitere Produktionskostenvorteile zu erwarten. Am ITCF wurden die Weiterverarbeitungseigenschaften in grundlegenden wissenschaftlichen Arbeiten untersucht. Hierbei wurden im textilen Bereich und bei Filamentgarnen sehr interessante Veredlungseigenschaften gefunden und die entsprechenden neuen Carbamatmaterialien geschützt [18,19]. Hervorzuheben sind insbesondere die außergewöhnlichen Quelleigenschaften, der seidenähnliche Faserglanz und die hervorragenden Färbeeigenschaften. Mit den am ITCF entwickelten Carbamatbeschichtungen konnten neue Materialien mit außergewöhnlichen, technisch interessanten Eigenschaften hergestellt und geschützt werden [20,21]. Aufgrund dieser neuen Arbeiten kann sichergestellt werden, dass die Prozesse und Produkte, die in diesem Verbundprojekt auf Basis von Carbamatstapelfasern entwickelt werden sollen, verwertet werden können. Es gibt nach unserer Erkenntnis keine Patente, die unseren geplanten Arbeiten entgegenstehen. Literatur zu Kapitel 3 [1] Bredereck, K.; Hermanutz, F.: Rev. Prog. Color 35(2005), 59 - 75 [2] Turbak, A. F.; Hammer, R. B.; Davies, R. E.; Hergert, H. L.: Chemtech. (1980), 51 [3] Woodings, C.: Regenerated Cellulose Fibers, Woodhead Publishing Limited, Boca Raton, Boston, New
York, 2000, Tappi International Dissolving and Speciality Pulps Conference, Boston 1983 [4] Berger, W.: Lenzinger Berichte 74(1994), 11 [5] DE 19635707 [6] BMBF-Verbundprojekt Nr. 0339786 [7] BMBF-Verbundprojekt Nr. 0330231 [8] USP 2129708 [9] USP 2134825 [10] Segal, L.; Eggerton, F. V. : Text. Res. J. 31 (1961) 460 u. 990 [11] Hebeish, A. et al. : Text. Res. J. 48 (1978) 671) [12] DE 3267856, DE 3271487, DE 3439714 [13] Vali, A. I.; et al.: Chim. drev. (1980) 5 [14] Ekman, K.; et al. : Chemiefasern/Textilindustrie 34 (1984) 399 [15] Turunen, O. T. ; et al. : Lenzinger Berichte 59 (1985) 111 [16] Urbanowski, A.: Chemical Fibers International 46 (1996) 260] [17] DD 259533, DD 260190, DE 4407906, DE 4443547, DE 19757958, DE 4242437, DE 4417140 [18] Gähr, F. ; Hermanutz, F. : Melliand Textilber., 83 (2002) 149 [19] DE 10126244 [20] Hermanutz, F.;Gähr, F.; Haiplik, A.: Melliand Textilber., 85 (2004) 68. [21] DE 10344396

Seite 9 von 30
4. Ergebnisse des Teilprojektes BPI Einleitung Das Projekt besteht aus drei voneinander abhängigen Arbeitschwerpunkten. Der Carbamatsynthese, der Carbamatstapelfaserherstellung, der Faserweiterverarbeitung und Produktentwicklung. Es wurden deshalb zwei Meilensteine definiert, die aufgrund der Nichterfüllung des 1. Meilensteines zu einer wesentlichen Änderung des Projektablaufs führten. Meilenstein 1: Die Produktqualität der synthetisierten Cellulosecarbamate im 100 kg-Maßstab bei Wolff Cellulosics muss die Mindestqualitätsanforderungen hinsichtlich Löslichkeit und Verarbeitbarkeit der Lösungen erfüllen. Folgende Kriterien müssen erfüllt sein: Lagerstabilität > 4 Wochen Lösekonzentration 7 Gew.% Carbamat in 6 gew.%iger NaOH Gelteilchenfreie Lösungen Spinnstabilität unter Standardspinnbedingungen
Meilenstein 2: Die Faserqualität der in Kelheim auf der Pilotanlage hergestellten Stapelfasern muss folgende Mindestanforderungen erfüllen: Festigkeit: > 15 cN/tex Dehnung > 8 % Weiterverarbeitungseigenschaften ähnlich einer textilen Viskosequalität
Der Meilenstein 1 sollte nach 15 Monaten erfüllt sein. Da dies nicht gelungen ist, wurde über die gesamte Projektlaufzeit an der Optimierung der Carbamatsynthese im 100 kg Maßstab gearbeitet, d. h. vorwiegend auf dem Forschungsschwerpunkt 1 gearbeitet. Die Forschungsschwerpunkte 2 (Faserherstellung) und 5 (Prüfung) konnten aufgrund der fehlenden Ausgangsmaterialien nur sehr eingeschränkt bearbeitet werden. Die Forschungsschwerpunkte 3 (Weiterverarbeitung der Carbarbamatstapelfasern zu Garnen, Maschenwaren, Webwaren und Vliesstoffen) und 4 (Musterherstellung für innovative Endprodukte) konnten nicht bearbeitet werden. Im folgenden werden die Ergebnisse der eingeschränkten Eigenschaftsprüfungen an Carbamatfilmen, Carbamatbeschichtungen sowie an zwei Carbamatfasern-Ausspinnungen aus den Versuchen bei Elsterberg dargestellt. Tabelle 1 zeigt die Auflistung der am BPI untersuchten Muster mit den dazugehörigen Spezifikationen. Tabelle 1: Auflistung der am BPI untersuchten Muster mit den dazugehörigen Spezifikationen Muster Spezifikationen
Lösung 8% Carbamat in 33% Natronlauge
Auftragsdicke 200µm
Koagulationsbad Ethanol
Waschbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Luft
1 CC1 Film
Bemerkung Film
Lösung 8% Carbamat in 33% Natronlauge
Auftragsdicke 90µm
Koagulationsbad Ethanol
Waschbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Luft
2 CC1 Beschichtung
Bemerkung Lösung direkt auf Viskosevlies aufgetragen

Seite 10 von 30
Muster Spezifikationen
Lösung 8% Carbamat in 33% Natronlauge
Auftragsdicke 90µm
Koagulationsbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Luft
3 CC1 Beschichtung
Bemerkung Lösung direkt auf Viskosevlies aufgetragen
Lösung 8% Carbamat in 33% Natronlauge
Auftragsdicke 90µm
Koagulationsbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Luft
4 CC1 Beschichtung
Bemerkung Lösung direkt auf Baumwollgewebe aufgetragen
Lösung 8% Carbamat in 33% Natronlauge
Auftragsdicke 90µm
Koagulationsbad Ethanol
Waschbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Luft
5 CC1 Beschichtung
Bemerkung Lösung direkt auf Baumwollgewebe aufgetragen
Lösung 6% Carbamat in 33% Natronlauge
Auftragsdicke 200µm
Koagulationsbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Gefriergetrocknet
6 CC2 Beschichtung
Bemerkung Lösung direkt auf Viskosevlies aufgetragen
Lösung 6% Carbamat in 33% Natronlauge
Auftragsdicke 200µm
Koagulationsbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Gefriergetrocknet
7 CC2 Beschichtung
Bemerkung Folie am Foulard auf Viskosevlies gepresst
Lösung 6% Carbamat in 33% Natronlauge
Auftragsdicke 200µm
Koagulationsbad Ethanol
Waschbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Gefriergetrocknet
8 CC3 Beschichtung
Bemerkung Lösung direkt auf Viskosevlies aufgetragen
Lösung 6% Carbamat in 33% Natronlauge
Auftragsdicke 200µm
Koagulationsbad Ethanol
Waschbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Gefriergetrocknet
9 CC3 Beschichtung
Bemerkung Folie am Foulard auf Viskosevlies gepresst

Seite 11 von 30
Muster Spezifikationen
Lösung 6% Carbamat in 33% Natronlauge
Auftragsdicke 200µm
Koagulationsbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Gefriergetrocknet
10 CC3 Beschichtung
Bemerkung Folie am Foulard auf Viskosevlies gepresst
Lösung 8% Carbamat in 33% Natronlauge
Auftragsdicke 200µm
Koagulationsbad Wasser/ Essigsäure pH 4
Waschbad Wasser
11 CC4 Film
Trocknung Luft
Lösung 6% Carbamat in 33% Natronlauge
Auftragsdicke 200µm
Koagulationsbad Ethanol
Waschbad Wasser/ Essigsäure pH 4
Waschbad Wasser
12 CC4 Film
Trocknung Luft
Lösung 8% Carbamat in 33% Natronlauge
Auftragsdicke 200µm
Koagulationsbad Ethanol
Waschbad Wasser/ Essigsäure pH 4
Waschbad Wasser
13 CC4 Film
Trocknung Luft
Lösung 8% Carbamat in 33% Natronlauge
Auftragsdicke 90µm
Koagulationsbad Ethanol
Waschbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Luft
14 CC4 Beschichtung
Bemerkung Lösung direkt auf Baumwollgewebe aufgetragen
Lösung 8% Carbamat in 33% Natronlauge
Auftragsdicke 90µm
Koagulationsbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Luft
15 CC4 Beschichtung
Bemerkung Lösung direkt auf Baumwollgewebe aufgetragen
Lösung 8% Carbamat in 33% Natronlauge
Auftragsdicke 200µm
Koagulationsbad Wasser/ Essigsäure pH 4
Waschbad Wasser
Trocknung Luft
16 CC4 Beschichtung
Bemerkung Folie mit Vlieskleber bei 125°C mit 1bar auf Baumwollgewebe gepresst

Seite 12 von 30
Muster Spezifikationen
17 ELSNS 001 Faser
Sp 6 Faser im Neuzustand
18 ELSNS 001 Faser
Sp 8 Faser im Neuzustand
19 ELSNS 001 Faser
Sp 8 Faser nach 10x Wiederaufbereitung nach ISO 15797-8
20 ELSNS 001 Faser
Sp 8 Faser nach 26x Wiederaufbereitung desinfizierendes Praxis-Waschverfahren mit Peressigsäure
21 ELSNS 001 Faser
Sp 8 Faser nach 26x Wiederaufbereitung desinfizierendes Praxis-Waschverfahren mit Chlor
4.1 Charakterisierung der Morphologie Zur Charakterisierung der Morphologie der in Tabelle 1 aufgeführten Carbamatfilme, -beschichtungen und –fasern wurden erste orientierende Aufnahmen mit dem Rasterelektronen Mikroskop (REM) durchgeführt, welche in den folgenden Abbildungen dargestellt sind Carbamatfilme Die optische Charakterisierung mittels REM wurden an den Mustern 1, 11, 12 und 13 in unterschiedlichen Vergrößerungen durchgeführt. Exemplarisch sind in Abb. 1 und 2 die Muster 12 und 13 dargestellt. Es sind die typischen Strukturen für Filme zu erkennen. Muster 1 und 11 zeigen vergleichbare Morphologien.
Abbildung 1: REM-Aufnahme Muster 12 (100 x) (500 x)
Abbildung 2: REM-Aufnahme Muster 13 (250 x) (1000 x)

Seite 13 von 30
Carbamatbeschichtungen Am ITCF wurde Viskosevliesstoff und Baumwollgewebe mit Cellulose-Carbamatlösungen beschichtet und am BPI mittels REM-Aufnahmen charakterisiert. In Abb. 3 bis 5 sind die beschichteten Trägermaterialien anhand von Muster 4, 6 und 16 exemplarisch dargestellt.
Abbildung 3: REM-Aufnahme Muster 4, beschichtetes Baumwollgewebe (35 x und 1000 x)
Abbildung 4: REM-Aufnahme Muster 6, beschichtetes Viskosevlies (500 x und 1000 x)
Abbildung 5: REM-Aufnahme Muster 16, Carbamat-Folie auf Baumwollgewebe gepresst (500 x und 1000 x) Es sind die für Beschichtungen mit wässrigen Medien typischen Strukturen erkennbar. Die übrigen beschichteten Muster zeigen vergleichbare Erscheinungen.

Seite 14 von 30
Carbamatfasern Die Morphologie der Carbamatfasern-Ausspinnungen ELSNS 001 Sp6 (Muster 17) und ELSNS 001 Sp8 (Muster 18) der Synthesen bei Elsterberg wurden ebenfalls optisch durch REM-Aufnahmen dargestellt. Abb. 6 und 7 zeigen die hergestellten Filamente in unterschiedlichen Vergrößerungen.
Abbildung 6: REM-Aufnahmen Muster 17 (1000x, 2000x und 3000x) Die Ausspinnung der Carbamatsynthese ELSNS 001 Sp6 (Muster 17) zeigt viskoseähnliche Rillenstrukturen auf der Faseroberfläche, was auf einen viskoseähnlichen Faserbildungsprozess hinweist. Die Faseroberfläche selbst ist glatt, ohne erkennbare Defekte und nahezu frei von Verunreinigungen.

Seite 15 von 30
Abbildung 7: REM-Aufnahmen Muster 18 (1000x, 2000x und 3000x) Die Ausspinnung der Carbamatsynthese ELSNS 001 Sp8 (Muster 18) zeigt im Vergleich zu Sp6 eine abweichende Morphologie. Viskoseähnliche Rillenstrukturen auf der Faseroberfläche sind hier nicht vorhanden, was auf einen unterschiedlichen Prozess der Faserbildung hindeuten könnte. Die Faseroberfläche ist bei dieser Ausspinnung deutlich unebener, mit gut erkennbaren Abspleißungen an der Faseroberfläche und häufig vorhandenen partikulären nicht näher definierbaren Verunreinigungen.

Seite 16 von 30
4.2 Beständigkeit bei industriellen Waschbehandlungen Um die Beständigkeit der Carbamatfaser ELSNS 001 Sp8 (Muster 18) gegenüber industriellen Waschbehandlungen zu ermitteln, wurden an den Fasern Wiederaufbereitungsverfahren jeweils 10 Zyklen nicht desinfizierend nach ISO 15797-8 (Muster 19) und desinfizierend für Medizintextilien 26 Zyklen nach Praxisverfahren einmal mit Peressigsäure (Muster 20) und einmal mit Chlor (Muster 21) durchgeführt. Aufgrund der geringen verfügbaren Fasermengen konnte die Faserschädigung lediglich qualitativ und optisch mittels REM-Aufnahmen bestimmt werden (Abb. 8 bis 10)
Abbildung 8: REM-Aufnahmen Muster 19, ISO 15797-8 (1000 x, 2000 x) Durch eine Wiederaufbereitung nach ISO 15797-8 (ohne Desinfektion) sind keine visuellen Faserschädigungen erkennbar. Festigkeitsmessungen konnten aufgrund der geringen zur Verfügung stehenden Fasermenge nicht durchgeführt werden.

Seite 17 von 30
Abbildung 9: REM-Aufnahmen Muster 20, Praxisverfahren mit Peressigsäure (1000 x, 2000 x) Durch ein desinfizierendes Waschverfahren mit Peressigsäure treten leichte visuell erkennbare Faserschädigungen an der Oberfläche der Filamente ein, die sich aber nach unseren Erfahrungswerten noch im allgemein üblichen Bereich befinden. Festigkeitsmessungen konnten wiederum aufgrund der geringen Fasermenge nicht durchgeführt werden.

Seite 18 von 30
Abbildung 10: REM-Aufnahmen Muster 21, Praxisverfahren mit Chlor (1000 x, 2000 x) Ein desinfizierendes Waschverfahren mit Chlor führt ebenfalls zu leichten visuellen Faserschädigungen, die aufgrund von unseren Erfahrungswerten als nicht kritisch einzustufen sind. Festigkeitsmessungen konnten auch hier aufgrund der geringen Fasermenge nicht durchgeführt werden. Zusammenfassend lässt sich sagen, dass eine gewerbliche Wiederaufbereitung nach den hier aufgrund der geringen Fasermengen lediglich orientierend untersuchten Carbamatfasern als grundsätzlich möglich erscheint.

Seite 19 von 30
4.3 Untersuchungen für den Einsatz im Hygiene und Medizinsektor Allgemeines Von Carbamatfasern, - folien und -beschichtungen wurde erwartet, dass Eigenschaften wie hohes Saugvermögen (Wasserrückhaltevermögen) Nassechtheit Reibechtheit Stabilität Geringe Partikelabgabe Potenzielle Harnstofffreisetzung
im Bereich Medizin und Hygiene zu neuen Produkten führen, die ein besseres Leistungsvermögen aufweisen: Deutliche Produktvorteile sind zu erwarten bei der Haut- und Schleimhautverträglichkeit von Produkten wie z.B. Tampons und OP-Komponenten wie Bauchtücher, Abdecksysteme oder OP-Mäntel [A3-5]. Die Faservorteile können vermutlich ebenso für Neuentwicklungen von Wundauflagen mit besserem Flüssigkeitsmanagement genutzt werden. Gerade bei chronischen, schlecht heilenden Wunden ist die feuchte Wundbehandlung oberstes Gebot einer erfolgreichen Therapie [A2]. Von besonderem Marktinteresse ist die Nutzung der Eigenschaft der Harnstofffreisetzung aus Carbamatfasern: Dies kann erstmalig zur Entwicklung einer therapeutischen Neurodermitisbekleidung genutzt werden. Harnstoff wird seit langem zur Behandlung trockener Neurodermitishaut eingesetzt. In der Neurodermitistherapie wird daher die Erhöhung der Wasser-bindenden Substanz Harnstoff durch textile Substitution aus medizinischer Sicht äußerst begrüßt [A8]. Auch die trockene Altershaut (Xerodermie) wäre mit einem Textil das Harnstoff freisetzt, besser therapierbar [A9]. Die Optimierung von Carbamat-Prototypen für den Hygiene und Medizinsektor hatte zum Ziel, diese Eigenschaften näher zu untersuchen. Vorbemerkung Von den in der Tabelle 1 benannten Mustern wurden insgesamt vom Projektpartner nur äußerst geringe Mengen zur Verfügung gestellt, so dass z.T. normierte Methoden abgewandelt werden mussten, um die Produkteigenschaften zu überprüfen. 4.3.1 Bakterienundurchlässigkeit Diverse Muster sollten im Rahmen des Forschungsvorhabens mit bereits am Markt etablierten Barrieretextilien (Einweg/Mehrwegmaterial) auf ihre Leistungsfähigkeit hin beurteilt und verglichen werden. Die Anforderung nach der Bakterienundurchlässigkeit von Barrieretextilien wurden mit Hilfe der Norm DIN EN 22610 überprüft [A3, A4]. Grundsätzlich müssen Operationsabdecktücher, -mäntel und Rein-Luftkleidung zur Verwendung als Medizinprodukte für Patienten, Klinikpersonal und Geräte aus infektionsprophylaktischen Gründen eine definierte Barrierewirkung gegen Mikroorganismen haben. Die Anforderungsprofile dafür sind in der Normenserie DIN EN 13795-1 bis -3 festgelegt. Körperflüssigkeiten können mit residenten Keimen, aber auch mit Krankheitserregern zum Teil hoch belastet sein: Speichel kann 106 KBE/ml bis 108 KBE/ml, Nasensekret 106 KBE/ml bis 107 KBE/ml, Schweiß ca. 105 KBE/ml enthalten. Blut kann mit unterschiedlichen Viren wie mit Hepatitis- und/oder HIV infiziert sein. Deshalb muss der Barrierewirkung der Textilien im feuchten Zustand besondere Bedeutung beigemessen werden. Dafür ist normativ die Prüfung nach DIN EN ISO 22610: 2006, Prüfverfahren für die Widerstandsfähigkeit gegen Keimdurchtritt im feuchten Zustand, vorgesehen. Für diese Prüfung sind Musterflächen von 25 cm x 25 cm erforderlich. Da uns nicht ausreichend Prüfmaterial vorlag, modifizierten wir die Prüfung und führten sie mit den Mustern 1-4 durch. Prüfstamm Die mikrobiologische Prüfung auf Barrierewirkung wurde mit dem gram-positiven, kugelförmigen Bakterium Staphylococcus aureus ATCC 29213 durchgeführt. Die Anzucht des Stammes erfolgte in einer Übernachtschüttelkultur in TS-Bouillon bei 36°C. Die Kultur wurde in 0,85% NaCl-Lösung auf 1,0 KBE/ml bis 4,0 x 106 KBE/ml zur Arbeitssuspension verdünnt. Durchführung der Prüfung Die Prüfmuster 2,0 cm x 2,0 cm wurden zunächst unter der Clean-Bench einer UV-Desinfektion unterzogen (beidseitig), dann auf TSC-Agarplatten aufgelegt und mit je 10 µl o.g. Arbeitssuspension beimpft. Die Keimsuspension wurde mit einem Glasobjektträger von oben beschwert und gleichzeitig auf dem Material verteilt. Die Platten mit dem beimpften Muster wurden über Nacht bei 36°C inkubiert. Am nächsten Tag wurden die Agarplatten unterhalb der Muster auf bakterielles Wachstum geprüft.

Seite 20 von 30
Penetrationsergebnisse Die 16 Prüfmuster wurden mit je 1,16 x 104 Kolonie bildenden Einheiten (KBE) von Staphylococcus aureus beimpft. Nach Inkubation über 18 Stunden wurde die Muster- als auch die Agar-Oberfläche auf bakterielles Wachstum geprüft. Bei keinem Muster war eine Bakterielle Penetration nachweisbar. Jedoch war auf den Oberflächen von 10 Mustern Wachstum erkennbar (siehe Tabelle 2). Offensichtlich gelangten Nährstoffe aufgrund der Saugfähigkeit des Materials aus dem Agar auf die Oberflächen der Muster. Dies hat sich jedoch nicht negativ auf die Barrierewirkung der Materialien ausgewirkt. Damit ist grundsätzlich eine Barrierewirkung gegen Bakterien im feuchten Zustand erwiesen. Dies ist eine erforderliche Grundvoraussetzung für den Einsatz von Barrieretextilien im OP-Bereich. Da diese Versuche aufgrund zu geringer Materialmengen unter statischen Bedingungen durchgeführt wurden, sollten noch weitere Untersuchungen unter mechanisch-dynamischen Bedingungen nach DIN EN ISO 20610 vorgenommen werden. Tabelle 2: Barrierewirkung der Testmuster gegen Staphylococcus aureus im feuchten Zustand
Bezeichnung Muster Trägermaterial Keimpenetration Oberflächenwachstum
CC1 1 Folie negativ positiv
CC1 2 Viskosevlies negativ positiv
CC1 3 Viskosevlies negativ negativ
CC1 4 Baumwollgewebe negativ positiv
CC1 5 Baumwollgewebe negativ negativ
CC2 6 Viskosevlies negativ negativ
CC2 7 Viskosevlies negativ positiv
CC3 8 Viskosevlies negativ positiv
CC3 9 Viskosevlies negativ positiv
CC3 10 Viskosevlies negativ positiv
CC4 11 Folie negativ negativ
CC4 12 Folie negativ positiv
CC4 13 Folie negativ positiv
CC4 14 Baumwollgewebe negativ negativ
CC4 15 Baumwollgewebe negativ negativ
CC4 16 Baumwollgewebe negativ positiv

Seite 21 von 30
4.3.2 Sterilisierbarkeit Die Sterilisierbarkeit ist eine grundlegende Eigenschaft, die alle Arten von textilen Medizinprodukten aufweisen sollten. Sie ist im Medizin- und Hygienesektor unabdingbar. Die Sterilisierbarkeit wurde daher für alle verfügbaren Carbamat-Muster durchgeführt. In diesem Arbeitsschritt wurde die Gebrauchstauglichkeit (u.a. Nassfestigkeit und Berstdruck) nach Dampfsterilisierung getestet. Hierzu wurden alle Muster entsprechend der Rahmenbedingungen der Norm DIN EN 556 überprüft [A1]. Die Sterilisation erfolgte bei 121°C für 20min im Dampfsterilisator. Makroskopisch zeigten die Carbamat beschichteten Baumwoll- und Viskosemuster größtenteils ein Krümmungsverhalten aufgrund einer offensichtlichen Schrumpfung der beschichteten Seite bzw. ein teilweise Ablösen der Beschichtung (Muster 6, 10, 16). Muster 1, 2, 3, 7, 8 und 10 zeigten keine auffälligen Veränderungen. Anschließend wurden die Muster rasterelektronenmikroskopisch auf feinstrukturelle Strukturveränderungen überprüft (Abb. 11).
Abbildung 11: REM-Aufnahmen Muster 6, nach Dampfsterilisation (100 x, 2000 x) Die deutlichsten Strukturveränderungen (leichte mikroskalige Blasenbildung) der Carbamatbeschichtung nach Sterilisation zeigte Muster 6, welches hier auch beispielhaft dargestellt ist. Möglicherweise könnten lokale Feuchtigkeitsansammlungen in Inhomogenitäten der Carbamatmatrix diesen Effekt verursacht haben. Bei höheren Auflösungen sind keine feinstrukturellen Veränderungen der Morphologie der Beschichtungsmatrix erkennbar. Alle weiteren Muster wiesen im Verglich zum Neuzustand keine sichtbaren feinstrukturellen Veränderungen auf.

Seite 22 von 30
4.3.3 Biokompatibilität Die Anwendung der Carbamatfasern/-beschichtungen liegt im Medizin- und Hygienesektor. Die Produkte werden daher als Medizinprodukte eingestuft. Daher ist eine weitere grundlegende Anforderung an alle Muster die biologische Unbedenklichkeit, die so genannte Biokompatibilität. Die biologischen Risiken von Medizinprodukten können anhand der Norm EN ISO 10993 eingeschätzt werden, daher sieht der Arbeitspunkt vor, die Haut-, bzw. Wund-Reizlosigkeit aller Muster anhand von Biokompatibilitätsprüfungen nach EN ISO 10993 zu beurteilen. Untersucht wurde der Endpunkt Zytotoxizität. Das Labor ist für diese Prüfung bei der Zentralstelle der Länder für den Gesundheitsschutz ZLG akkreditiert. Methodenbeschreibung Zytotoxizität Die Prüfung auf Zytotoxizität nach DIN EN ISO 10993-5 [A6, A7] wurde aufgrund der geringen Probenmengen an Muster 16 (Baumwollgewebe mit 8% Carbamat) sowie an der Faser ELSNS 001 Sp6 (Muster 17) durchgeführt. Es wurde ein Schweißextrakt des Untersuchungsgutes hergestellt. Dazu wurde das Untersuchungsgut mit einer sauren Schweißlösung nach Norm DIN EN ISO 105-E04 24 Std. bei 37° C unter leichtem Schütteln inkubiert. Der hieraus entstandene so genannte Schweißextrakt wurde auf pH 7,3 – 7,4 eingestellt und sterilfiltriert. Bindegewebszellen L 929 wurden 68 – 72 Std. mit dieser Lösung in Verdünnungsstufen von 33,3 % - 4,4 % behandelt. Als Positivkontrolle diente eine 5% DMSO Lösung. Nach der Inkubationsperiode wurde der Proteingehalt der Kulturen mit dem der Kontrollen verglichen und daraus das Zellwachstum in Anwesenheit des Prüfmaterials ermittelt. In Gegenwart zelltoxischer Substanzen zeigen sich veränderte Proliferations- und Teilungsraten der Zellen (Wachstumsinhibitions-Test). Die Auswertung erfolgte colorimetrisch mit dem BC-Assay der Firma Uptima (#UP40840A). Die Messung erfolgte im Photometer mit einem 540 nm Filter. Die Berechnung der prozentualen Wachstumshemmung (% WH) erfolgte nach folgender Formel:
Leerwert) (OD540nm - Kontrolle) (OD540nmLeerwert) (OD540nm - Probe) (OD540nm
100-100 %WH •=
Nach Borenfreund und Borrero (Literatur: Borenfreund, E. und Borrero, O., Cell Biol Toxicol. 1984 Oct;1(1):55-65) kann der Proteingehalt der Zellkulturansätze als Maß für das Wachstum der L 929 Mausfibroblasten bzw. für eine Wachstumshemmung in Gegenwart zelltoxischer Substanzen dienen. Als eindeutig zelltoxischer Effekt wird hierbei eine Wachstumshemmung von mehr als 30 % im Vergleich zur Lösungsmittelkontrolle gewertet. Dies wird in der Regel bei der höchsten Extraktionsstufe von 33,3 % des Schweißextraktes erreicht.

Seite 23 von 30
Ergebnis Zytotoxizität (Abb. 12): Beide Proben (Muster 16 (Baumwollgewebe mit 8% Carbamat) sowie Faser ELSNS 001 Sp6) zeigten Wachstumshemmungen < 30%. Sie werden daher als nicht zytotoxisch eingestuft. Damit ist eine Grundvoraussetzung für die Weiterentwicklung der Carbamattechnologie zu Medizinprodukten gegeben. Es ist davon auszugehen, dass auch die Carbamatfolien keine Zytotoxizität aufweisen.
51 0 0 0 00 0 0 0 0 0
0
10
20
30
40
50
60
70
80
90
100
33,30% 22,20% 14,80% 9,90% 6,60% 4,40%
Schweißextrakt Verdünnung
Wac
hstu
msh
emm
ung
[%]
Carbamat Muster 16 (beschichteteBaumwolle)Carbamat Faser ELS NS 001 Sp 6
Abbildung 12: Zytotoxizität Muster 16 und 17

Seite 24 von 30
4.3.3 Harnstofffreisetzung Von besonderem Interesse ist die Nutzung der Nanoporosität der Carbamatfasern. In diesen Nanoporen lassen sich vermutlich Harnstoffmoleküle speichern. Damit könnten Textilien aus Carbamatfasern erstmalig mit diesem dermatologischen Wirkstoff „aufgeladen“ werden. Denkbar ist ebenso eine mögliche Harnstoffabgabe aus speziell bei der Synthese mit Harnstoff derivatisierten Carbamatfasern. Diese Fasereigenschaft kann zur Entwicklung einer therapeutischer Neurodermitiskleidung genutzt werden. Harnstoff wird seit langem in der Behandlung der trockenen Neurodermitikerhaut eingesetzt. In der Neurodermitistherapie wird die Erhöhung der Wasser-bindenden Substanz Harnstoff durch textile Substitution aus medizinischer Sicht daher begrüßt. Im Projekt wurde die Harnstofffreisetzung aus Carbamatmustern auf die menschliche Haut anhand der Biruetreaktion oder im Urease-enzymtest quantifiziert. Theorie Zur Bestimmung der Harnstofffreisetzung aus 100% Carbamat-Folien wurde die Biuret-Reaktion eingesetzt. Hierbei wird nach Erhitzen und Zugabe von Kupferionen ein blauer Komplex gebildet, dessen Absorption bei 540 nm im Photometer gemessen werden kann. Die Auswertung erfolgte anhand einer Eichkurve. Durchführung Zunächst wurden die Carbamatfolien bis zu einer Temperatur > 150°C erhitzt, solange bis ein wahrnehmbarer Ammoniakgeruch entstand. Anschließend wurde das entstandene Biuret mit 200µl des Kupferionen-enthaltenen BCA-Reagenz (Fa. Uptima) bis eine leichte lila Färbung entstand. Diese Farbänderung beruht auf der o.g. Biuret-Reaktion, so dass eine Komplexbildung von Carbamoylharnstoff mit Cu2+ Ionen unter Bildung von rotvioletten Farbkomplexen entstand. Da Peptidbindungen analog reagieren, konnte die Eichgerade zunächst mit Hilfe eines Protein-Standards durchgeführt werden (hier: Bovines Serum Albumin, BSA). Hierbei liegt die Absorption proportional zur Anzahl der Peptidbindungen. Die Proteinprobe wurde mit BCA-Reagenz versetzt Anschließend 20min inkubiert Die Messung des Absorptionskoeffizienten erfolgte bei 540nm
BSA - Standard
y = 2,5716x
0
0,5
1
1,5
2
2,5
3
0 0,5 1 1,5 2
BSA [mg/ml]
OD
540n
m
Abbildung 13: Protein-Eichgerade, erhoben mit Bovinem Serum Albumin BSA als Standard.

Seite 25 von 30
Die BSA Bestimmung wurde mit dem Bicinchoninsäure(BCA)-Assay (Fa. Uptima) durchgeführt. Dies stellt eine Kombination aus Biuret-Reaktion mit BCA dar. Sie beruht ebenfalls auf der Reduktion von Cu2+ zu Cu+ durch die Aminosäuren Tyrosin, Tryptophan, Cystein und Cystin, welche Komplexe mit BCA bilden. Ihre Intensität (Farbstoffbildung) ist abhängig von der Temperatur. Insgesamt ist die BCA-Methode ein sehr empfindlicher Proteinnachweis. Peptidbindungen und die vier Aminosäuren Cystein, Cystin, Tryptophan und Tyrosin sollen für die Bestimmung bedeutsam sein. Die Bildung von Cu(I)-Ionen durch Proteine unter alkalischen Bedingungen entspricht dabei der Biuret Bestimmungsmethode. Ein Cu(I)-Ion wird dann durch zwei Moleküle BCA zu einem roten Farbkomplex gebunden. Dieser Komplex kann sehr empfindlich nachgewiesen werden.
Im weiteren Verlauf wurde die Eichgerade auch mit Harnstoff und dem BCA-Reagenz erstellt (siehe folgende Abb. 14)
Urea 9.7.08 y = 0,1092xR2 = 0,9822
0
0,05
0,1
0,15
0,2
0,25
0,3
0,35
0,4
0 0,5 1 1,5 2 2,5 3 3,5 4
Urea-Einwaage [mg]
Abbildung 14: Eichgerade Harnstofffreisetzung

Seite 26 von 30
Ergebnis der Musterfolien Methodik: Harnstofffreisetzung aus Carbamat-Folien: Die Folien Muster 1, 12 sowie 13 wurden eingewogen und 15min bei 250°C erhitzt. Als Referenz wurde Harnstoff in 200µl A.dest gelöst. 50µl davon wurden für den BC-Assay eingesetzt. Einwaagen der 3 Musterfolien:
B1= 13,81 mg B2= 9,02 mg B3= 2,22 mg
Die Folien wurden in 50µl A.dest. gelegt. Anschließend wurden je Inkubationsvertiefung (well) 250µl BCA-Reagenz zugefügt und der Ansatz für 30min bei 60°C inkubiert. Im Anschluss daran wurden die Proben 15min auf Raumtemperatur abgekühlt und je 150µl Überstand bei 540nm im Photometer gemessen. Die Muster zeigten insgesamt eine inhomogene Harnstofffreisetzung (siehe folgende Abb. 15). Muster Folie 1 zeigte eine deutlich geringere Harnstoff-Freisetzungsrate als Folienmuster 12 beziehungsweise 13. Die beiden letztgenannten Muster erzielten – je nach Einwaage- bis knapp 4 mg Harnstofffreisetzung.
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
Folie 1 Folie 12 Folie 13
Muster
mg
Ure
a /
Einw
aage
B1B2B3
Abbildung 15: Harnstofffreisetzung von Carbamatfolien Insgesamt lässt die Konstanz der Harnstofffreisetzung noch zu wünschen übrig. Sie muss weiter optimiert werden. Ungeachtet dessen ist die grundlegende Eigenschaft der Harnstofffreisetzung jedoch aus medizinischer Sicht begrüßenswert. Hauttherapierende Textilien oder Textilbeschichtungen sind grundlegend realisierbar.

Seite 27 von 30
Literatur zu Kapitel 4.3 [A1] DIN EN 556-1 2002-03 Sterilisation von Medizinprodukten - Anforderungen an Medizinprodukte, die als "STERIL"
gekennzeichnet werden - Teil 1: Anforderungen an Medizinprodukte, die in der Endpackung sterilisiert wurden; Deutsche Fassung EN 556-1:2001
[A2] Winter G D. Effect of air drying and dressings on the surface of a wound.
Nature 197: 91-93 (1962)
[A3] DIN EN ISO 22612 2005-05 Schutzkleidung gegen infektiöse Agenzien - Prüfverfahren zur Beständigkeit gegen mikrobielle Penetration im trockenen Zustand (ISO 22612:2005); Deutsche Fassung EN ISO 22612:2005
[A4] DIN EN ISO 22610 2006-10 Operationsabdecktücher, -mäntel und Rein-Luft-Kleidung zur Verwendung als Medizinprodukte für Patienten, Klinikpersonal und Geräte - Prüfverfahren für die Widerstandsfähigkeit gegen Keimdurchtritt im feuchten Zustand (ISO 22610:2006); Deutsche Fassung EN ISO 22610:2006
[A5] DIN EN ISO 9073-10 2005-03 Textilien - Prüfverfahren für Vliesstoffe - Teil 10: Analyse von Faserfragmenten und anderen Partikeln im trockenen Zustand (ISO 9073-10:2003); Deutsche Fassung EN ISO 9073-10:2004
[A6] DIN EN ISO 10993-5, 1999-11 Biologische Beurteilung von Medizinprodukten - Teil 5: Prüfungen auf in-vitro-Zytotoxizität (ISO 10993-5:1999); Deutsche Fassung EN ISO 10993-5:1999
[A7] DIN EN ISO 10993-3, 2004-02 Biologische Beurteilung von Medizinprodukten - Teil 3: Prüfungen auf Genotoxizität, Karzinogenität und Reproduktionstoxizität (ISO 10993-3:2003); Deutsche Fassung ISO 10993-3:2003
[A8] Stuttgen G Results and consequences of long-term urea therapy for clinical practice. Hautarzt,
1992;43 Suppl 11:9-12 [A9] Ademola J, Frazier C, Kim SJ, Theaux C, Saudez X. Clinical evaluation of 40% urea and 12%
ammonium lactate in the treatment of xerosis. Am J Clin Dermatol. 2002;3(3):217-22.

Seite 28 von 30
4.4 Untersuchungen der physiologischen Eigenschaften An den vom ITCF zu Beginn des Projektes zur Verfügung gestellten Carbamat-Beschichtungen wurden Untersuchungen zu physiologischen Eigenschaften, insbesondere zu Hautsensorik durchgeführt. An Einzelfasern sind dies Messungen nicht durchführbar, hierfür ist immer ein textiles Flächengebilde notwendig. Die Hautsensorikmessungen geben einen quantifizierbaren Eindruck des Tragegefühls eines Textil auf der Haut des Trägers und setzten sich aus einer Kombination verschiedener Messszenarien zusammen. Hierzu zählen: Biegesteifigkeit (Griff. Je kleiner der Winkel desto weicher der Griff. 90° = steif) Benetzungsindex (Geschwindigkeit der Schweißaufnahme. Je schneller desto besser) Klebeindex Oberflächenindex bzw. Kontaktpunktzahl
Aufgrund der geringen Mustergröße konnten nur die ersten beiden Messungen durchgeführt werden, da hierfür die Materialmenge gerade ausreichend war. Die Messungen (Tab. 3) erfolgten nach hausinternen Standards: Die Biegesteifigkeit nach BPI 3.5 und der Benetzungsindex nach BPI 3.2. Tabelle 3: Biegesteifigkeit s und Benetzungsindex iB von Carbamat-Beschichtungen
Muster Biegesteifigkeit s [Winkel in °] Benetzungsindex iB [Zeit in s]
2 87,7 4,11
3 88,0 32,33
4 85,1 38,58
5 84,6 20,34
6 88,3 0,69
7 76,6 0,41
8 87,6 0,45
9 77,1 0,19
10 61,4 0,29
14 87,2 16,76
15 87,3 15,73
16 77,9 28,06
CO Trägergewebe < 20 31,56
Viskose Trägervlies < 20 0,42
Die hier vorliegenden Carbamat-Beschichtungen versteifen den Griff der Trägermaterials deutlich (Biegewinkel zwischen 80 und 90°) und haben somit einen negativen Einfluss auf das Tragegefühl. Der Benetzungsindex (Schweißaufnahme) wird aufgrund des hydrophilen Charakters der Carbamat-Beschichtung nicht negativ beeinflusst.

Seite 29 von 30
5. Zusammenfassung Zu Beginn sollte an dieser Stelle erwähnt sein, dass alle Untersuchungen zum Gebrauchsverhalten der Carbamatfilme, -beschichtungen und –fasern aufgrund der sehr geringen Musteranzahl, -größe und -menge lediglich einen ersten, orientierenden Eindruck darstellen. Eine belastbare und wissenschaftlich fundierte Aussage hierzu ist folglich zurzeit nur begrenzt möglich. Die Morphologie der Carbamatfilme und -beschichtungen zeigen für diese beiden Applikationen typische Strukturen. Die beiden Faser-Ausspinnungen der Elsterberg Synthese weisen unterschiedliche Oberflächenstrukturen auf. Während Muster 17 (Sp6) viskoseähnliche Rillenstrukturen an der Faseroberfläche besitzt, sind diese bei Muster 18 (Sp8) nicht vorhanden. Dies deutet auf einen unterschiedlichen Faserbildungsprozess im Koagulationsbad hin. Zur Aufklärung dieses Phänomens sollten weitere Untersuchungen durchgeführt werden. Gewerbliche Waschverfahren (mit und ohne Desinfektionswirkung) führen zu leichten visuellen Faserschädigungen, die nach unseren Erfahrungswerten als nicht kritisch einzustufen sind. Festigkeitsmessungen zur Bestimmung einer möglichen Schädigung des Polymers konnten aufgrund der geringen Fasermenge nicht durchgeführt werden. Somit erscheint eine gewerbliche Wiederaufbereitung der hier untersuchten Carbamatfasern als grundsätzlich möglich. Weitere Untersuchungen, insbesondere an textilen Flächengebilden hierzu sind zu empfehlen. Hinsichtlich des Einsatzes der Carbamatfilme, -beschichtungen und -fasern im Hygiene- und Medizinsektor konnte folgendes gezeigt werden: Eine Barrierewirkung gegen Bakterien im feuchten Zustand konnte grundsätzlich nachgewiesen werden. Somit ist einer der erforderlichen Grundvoraussetzung für den Einsatz von Barrieretextilien im OP-Bereich erfüllt. Bei der Dampfsterilisation zeigte lediglich Muster 6 Strukturveränderungen in Form leichter mikroskaliger Blasenbildung der Carbamatbeschichtung. Bei höheren Auflösungen sind keine feinstrukturellen Veränderungen der Morphologie der Beschichtungsmatrix erkennbar. Auch alle weiteren Muster wiesen im Verglich zum Neuzustand keine sichtbaren feinstrukturellen Veränderungen auf. Dies deutet auf eine grundsätzliche Beständigkeit von Carbamatfilmen, -beschichtungen und –fasern in der Sterilisation hin. Weitere tiefer gehende Untersuchungen hierzu sind für eine eindeutige Aussage erforderlich. Die exemplarisch untersuchten Muster 16 und 17 zeigten jeweils eine Wachstumshemmungen der verwendeten Bindegewebszellen von < 30%. Sie werden daher als nicht zytotoxisch eingestuft. Damit ist eine Grundvoraussetzung für die Weiterentwicklung der Carbamattechnologie zu Medizinprodukten gegeben. Es ist davon auszugehen, dass auch die Carbamatfolien keine Zytotoxizität aufweisen. Die untersuchten Muster zeigten insgesamt eine inhomogene Harnstofffreisetzung. Insofern lässt die Konstanz der Harnstofffreisetzung noch Optimierungspotentiale zu. Ungeachtet dessen ist die grundlegende Eigenschaft der Harnstofffreisetzung jedoch aus medizinischer Sicht begrüßenswert. Hauttherapierende Textilien oder Textilbeschichtungen aus Carbamat sind somit grundlegend realisierbar. Die Untersuchungen zur physiologischen Eigenschaften, insbesondere der Hautsensorik (Tragegefühl), zeigten dass eine Carbamat-Beschichtung die Biegesteifigkeit und somit den Griff der Trägermaterialien deutlich versteift, was sich negativ auf das Tragegefühl auswirkt. Der Benetzungsindex und damit die Schweißaufnahme wird aufgrund des hydrophilen Charakters der Carbamat-Beschichtung nicht negativ beeinflusst – es zeigt sich in einigen Fällen sogar eine messbare Verbesserung der Benetzbarkeit. Aufgrund der Ergebnisse der hier gemachten ersten, orientierenden Untersuchungen erscheint die Gebrauchstauglichkeit und ein definiertes Anwendungspotential im Hygiene- und Medizinsektor der hier charakterisierten Carbamatfilme, -beschichtungen und –fasern grundsätzlich gegeben. Es sind jedoch noch weitere Untersuchungen, insbesondere an Flächenmaterialien notwendig, um tiefer gehende Erkenntnisse über die Gebrauchseigenschaften zu erlangen.

Seite 30 von 30
6. Verwertungsplan der Ergebnisse Eine Verwertung der bislang erzielten Ergebnisse ist erst möglich, wenn eine Cellulosecabamatqualität aus ausreichender Menge synthetisiert werden kann, in einer Qualität, die alle Forderungen des 1. Meilensteines erfüllt. Bezüglich der Carbamatmenge und Produktqualität besteht vor allem bei der kontinuierlichen Synthese in einer Kneteranlage, wie sie bei LIST eingesetzt wurde, die Chance das in vollem Umfang zu realisieren. Die wesentlichen Prozessparameter wurden im Forschungsprojekt vom Projektpartner ITCF erarbeitet. Die Grundvoraussetzungen zur Erspinnung von Fasern aus Cellulosecarbamat sind realisiert. Die Chance einer erfolgreichen Umsetzung der Carbamattechnologie und der Einführung der hiermit zu produzierenden neuen Fasergattung in die Textilindustrie ist daher nach wie vor gegeben. All dies ist die essentielle Grundvorrausetzung für die Erschließung von Anwendungsfeldern der Carbamattechnologie in Form von textilen Flächengebilden unter Berücksichtigung der Gebrauchstauglichkeit sowie normativen Anforderungen. 7. Fortschritte anderer Stellen mit Bezug zum Forschungsprojekt Nach unserem Kenntnisstand wurden im Projektzeitraum keine Ergebnisse publiziert, die für das Forschungsprojekt relevant sind. Bönnigheim, den 31.3.2010 Dr. Jan Beringer