04 Stückliste_Arbeitsplan (04/15)
22
Stückliste und Arbeitsplan Stammdaten-2
-
Upload
wutzedaleman -
Category
Documents
-
view
95 -
download
0
description
Vorlesung "ERP" von Prof. Dr. Ketterer, Hochschule Fulda
Transcript of 04 Stückliste_Arbeitsplan (04/15)

Stückliste und
Arbeitsplan
Stammdaten-2

Stückliste und Arbeitsplan
Wesentliche Stammdaten der Produktion – bitte bei Bedarf im Buch von Speth nachlesen
(Lernfeld 5)/ WI-Methoden/ Grundlagen (Kapitel 2.2)
– Grundlage für Bedarfsplanung
– Planung der Termine
– Planung der Ressourcenauslastung
– Kalkulation der Produktkosten
Stücklisten/ Arbeitspläne im SAP-Umfeld – bitte nachlesen im Buch von Benz, Kapitel 4.3 bis 4.5
Prof. Dr. Norbert Ketterer – HS Fulda 2
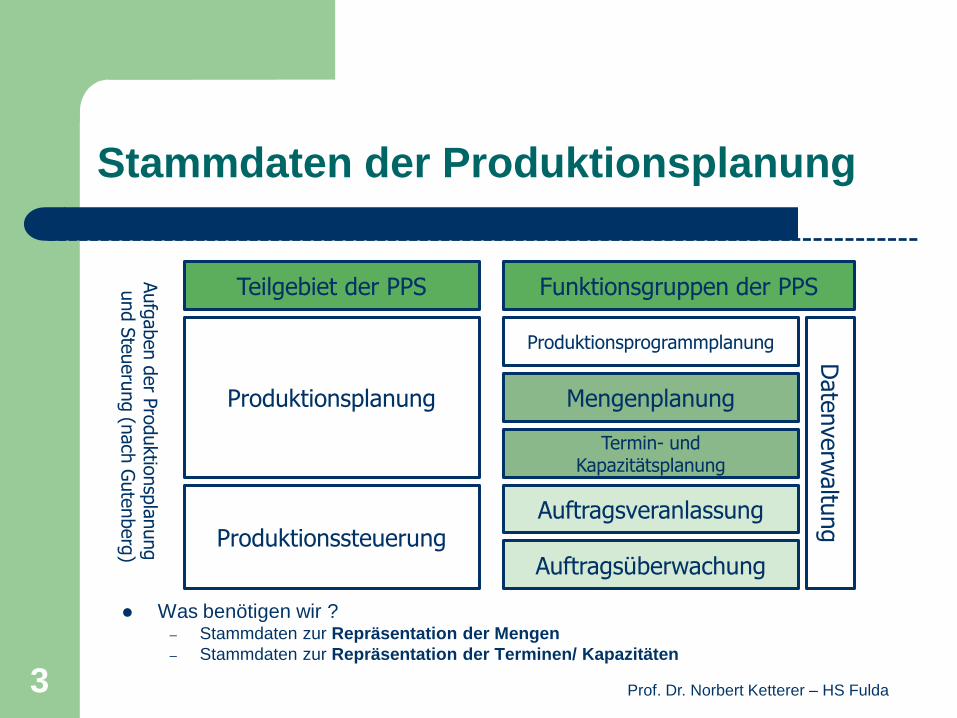
Stammdaten der Produktionsplanung
Prof. Dr. Norbert Ketterer – HS Fulda 3
Aufg
aben d
er P
roduktio
nsp
lanung
und S
teueru
ng (n
ach
Gute
nberg
)
Teilgebiet der PPS Funktionsgruppen der PPS
Produktionsplanung
Produktionsprogrammplanung
Mengenplanung
Termin- und Kapazitätsplanung
Produktionssteuerung Auftragsveranlassung
Auftragsüberwachung
Date
nverw
altu
ng
Was benötigen wir ? – Stammdaten zur Repräsentation der Mengen
– Stammdaten zur Repräsentation der Terminen/ Kapazitäten
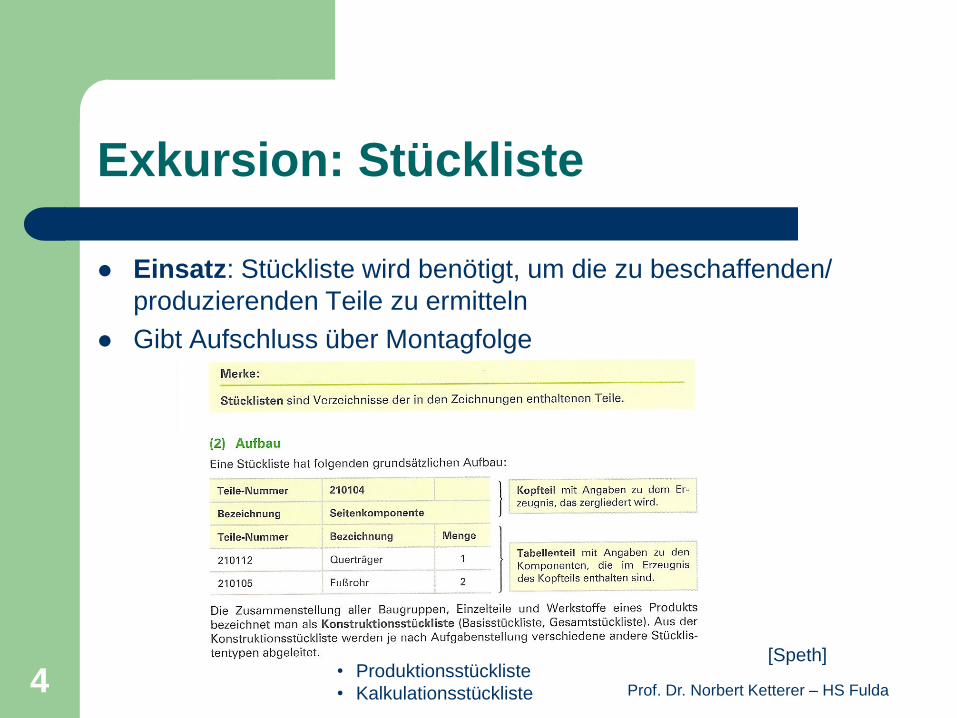
Exkursion: Stückliste
Prof. Dr. Norbert Ketterer – HS Fulda 4
Einsatz: Stückliste wird benötigt, um die zu beschaffenden/
produzierenden Teile zu ermitteln
Gibt Aufschluss über Montagfolge
[Speth] • Produktionsstückliste
• Kalkulationsstückliste

Exkursion: Stückliste (2)
Prof. Dr. Norbert Ketterer – HS Fulda 5
Weitere Einsatzmöglichkeiten der Stückliste
[Speth]
Definition Stückliste
Definition laut Gablers Wirtschaftslexikon:
– Eine Stückliste beschreibt die mengenmäßige Zusammensetzung eines Erzeugnisses aus
seinen Einzelteilen. Die Stückliste gibt dabei an, wie viele Mengeneinheiten eines
bestimmten Teils oder einer bestimmten Baugruppe auf untergeordneter
Erzeugnisstrukturebene benötigt werden, um eine Einheit des Erzeugnisses auf
übergeordneter Erzeugnisstrukturebene herzustellen.
Definition laut SAP:
– Ein für den jeweiligen Zweck vollständiges, formal aufgebautes Verzeichnis für einen
Gegenstand, das alle zugehörenden Bestandteile unter Angabe von Bezeichnung, Menge
und Einheit enthält. Die Bestandteile werden als Position bezeichnet.
Prof. Dr. Norbert Ketterer – HS Fulda 6

Stückliste (generell)
Prof. Dr. Norbert Ketterer – HS Fulda 7
Aufstellung über die Anzahl von Teilen, die zur Herstellung eines Erzeugnisses benötigt werden
– Teile können Rohstoffe, Hilfsstoffe, Zulieferteile oder Halbfabrikate sein
– Auch zusätzliche Positionen in Stückliste möglich – Dokumente, Texte, ..
– In Prozessindustrie wird der Begriff “Rezept” verwendet
-> bildet Mengenbeziehungen ab Einfaches Fertigprodukt:
5 Zwischenprodukte
8 Rohwaren
Einsatzmenge
( Benz, 2011) ( SAP)

Stücklistentypen
Stücklistentypen laut Gablers Wirtschaftslexikon:
– Baukastenstückliste (einstufige Stückliste): enthält nur die Teile der
nächsttieferen Fertigungsstufe.
– Strukturstückliste (mehrstufige Stückliste): enthält alle Teile über alle
Fertigungsstufen hinweg, die zur Herstellung des übergeordneten Teils
erforderlich sind, in hierarchischer Anordnung nach den Fertigungsstufen.
– Mengenübersichtsstückliste: summarische Aufstellung aller Teile, die in einer
Erzeugnisstruktur vorkommen. Teile, die mehrfach auftreten, werden nur einmal
(mit der Gesamtmenge) aufgeführt.
Prof. Dr. Norbert Ketterer – HS Fulda 8
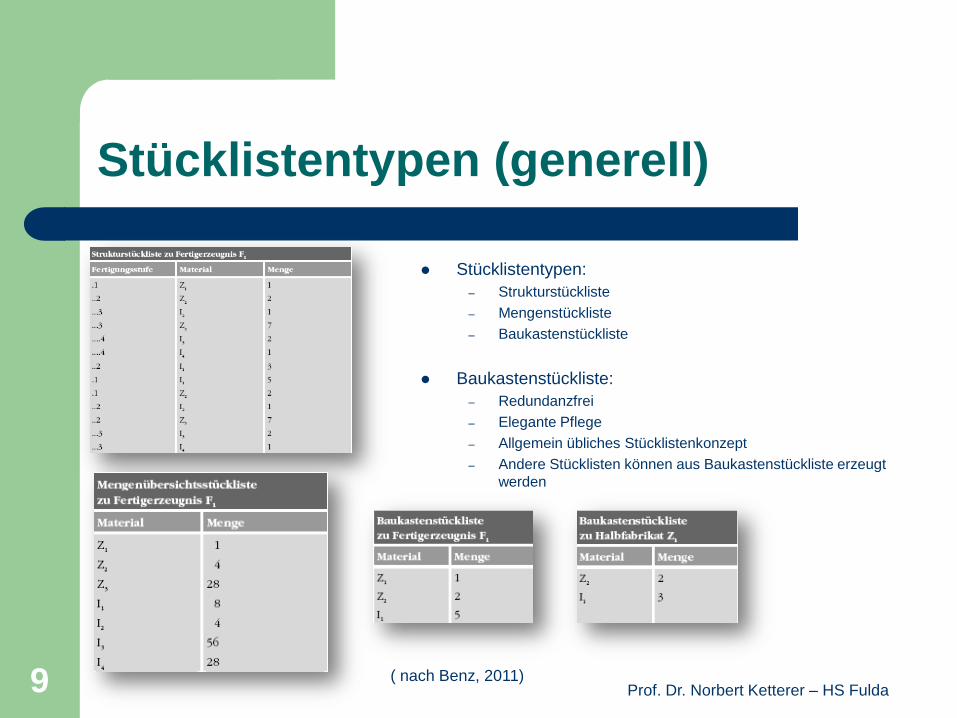
Stücklistentypen (generell)
Prof. Dr. Norbert Ketterer – HS Fulda 9
Stücklistentypen:
– Strukturstückliste
– Mengenstückliste
– Baukastenstückliste
Baukastenstückliste:
– Redundanzfrei
– Elegante Pflege
– Allgemein übliches Stücklistenkonzept
– Andere Stücklisten können aus Baukastenstückliste erzeugt
werden
( nach Benz, 2011)

SAP-Stücklisten
Prof. Dr. Norbert Ketterer – HS Fulda 10
Anlage grundsätzlich als Baukastenstückliste – dies ist typsich für ERP-Systeme (warum ??)
Bezug zu einem Werk oder konzernweit: Existenz von Werks und Konzernstücklisten
Mehrere Stücklisten pro Material möglich -> Fertigungsversionen (wofür braucht man so etwas ??)
Gültigkeit einer Stückliste vorgebbar (-> Änderungswesen, wofür braucht man so etwas ??)
Positionstypen -> Beschreibung der Art des Materials in der Stückliste
– Für uns ist der Typ i.d.R. “L” = “Lagermaterial”, wir probieren auch die Verwendung von “T” = “Textposition” aus
( Benz, 2011)

Exkursion: Arbeitsplan
Aus der Stückliste ist nur die Komponenten(-strukur) ablesbar, sowie die
Reihenfolge des Zusammenbaus; nicht die detaillierten Arbeitsschritte des
Zusammenbau
Arbeitsplan bildet Grundlage für die detaillierte Kapazitätsbetrachtung und
Kostenkalkulation (da die Zeitdauer der Belegung der Produktionsressourcen
ersichtlich ist)
Prof. Dr. Norbert Ketterer – HS Fulda 11 [Speth]
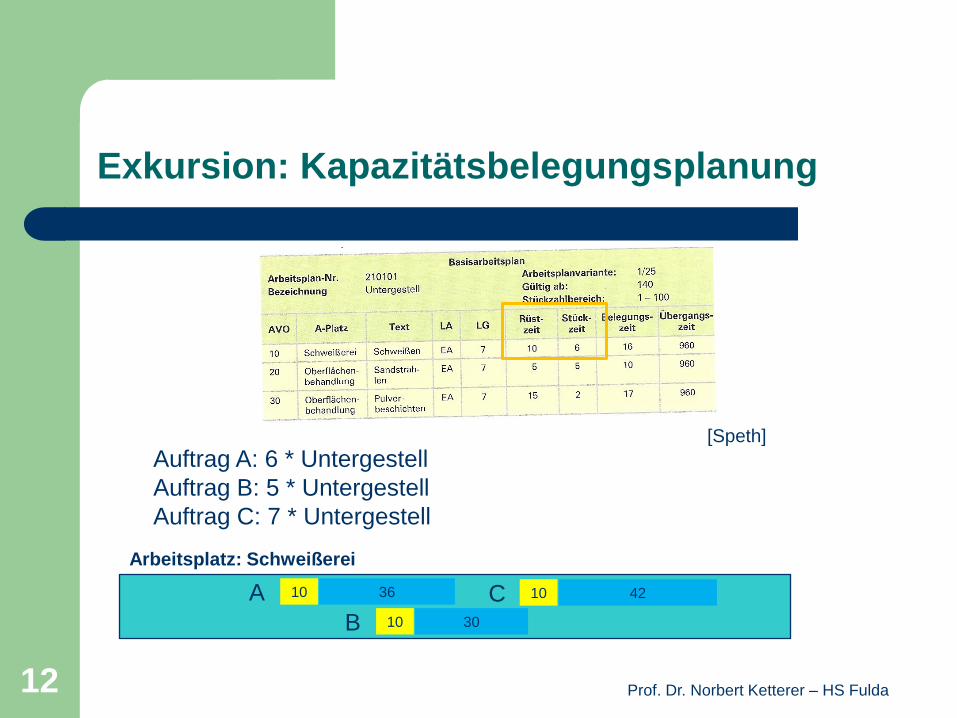
Exkursion: Kapazitätsbelegungsplanung
Prof. Dr. Norbert Ketterer – HS Fulda 12
Arbeitsplatz: Schweißerei
Auftrag A: 6 * Untergestell
Auftrag B: 5 * Untergestell
Auftrag C: 7 * Untergestell
10 36 A 10 30 B
10 42 C
[Speth]

Definition Arbeitsplan
Definition laut Gablers Wirtschaftslexikon:
– Aufstellung mit Informationen über die Art, die technologische Reihenfolge der Aktionen
eines jeden Auftrages/Teilauftrages, deren Zeitbedarf (Kapazitätsbedarf ohne
Periodenzuordnung, gemessen in Zeiteinheiten) und die Art der benötigten Kapazitäten
(Maschinen, Werkzeuge, Arbeitskräfte). Häufig werden in den Arbeitsplänen auch
Zusatzangaben über Materialqualitäten, Ausschussvorgaben, Richtzeiten,
Transporthinweise etc. gegeben.
Definition laut SAP:
– Beschreibung eines Fertigungsablaufs zur Herstellung von Werksmaterialien bzw. zur
Erbringung von Leistungen in der Fertigungsindustrie.
Prof. Dr. Norbert Ketterer – HS Fulda 13
Definition Arbeitsplatz
Definition laut Gablers Wirtschaftslexikon:
– Räumlicher Bereich, in dem der Mensch innerhalb des betrieblichen Arbeitssystems mit
Arbeitsmitteln und -gegenständen zusammenwirkt. Der Arbeitsplatz ist die kleinste
räumliche Struktureinheit eines Betriebs.
Definition laut SAP:
– Organisationseinheit, die festlegt, wo und von wem ein Vorgang ausgeführt werden soll.
– Der Arbeitsplatz hat ein bestimmtes Kapazitätsangebot. Die am oder vom Arbeitsplatz
durchgeführten Arbeiten werden mit Verrechnungssätzen bewertet, die durch die
Kostenstellen und Leistungsarten bestimmt werden. Als Arbeitsplätze können folgende
Einheiten definiert werden:
– Maschinen
– Personen
– Fertigungslinien
– Gewerke (Handwerkergruppe (z.B. Schlosserei))
Prof. Dr. Norbert Ketterer – HS Fulda 14
Arbeitsplatz und Arbeitsplan
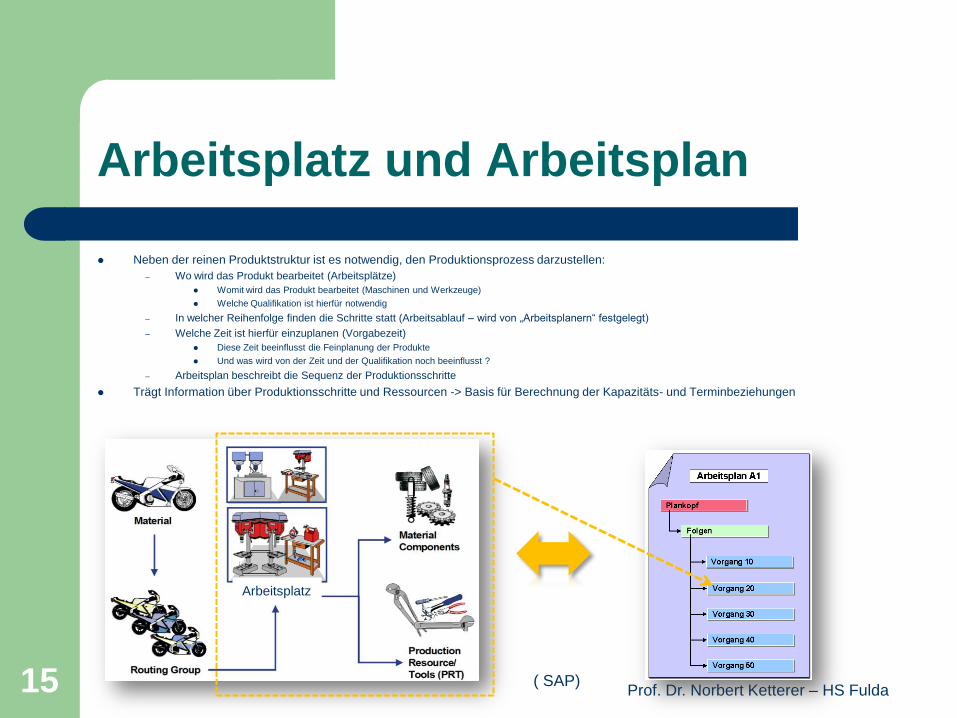
Neben der reinen Produktstruktur ist es notwendig, den Produktionsprozess darzustellen:
– Wo wird das Produkt bearbeitet (Arbeitsplätze)
Womit wird das Produkt bearbeitet (Maschinen und Werkzeuge)
Welche Qualifikation ist hierfür notwendig
– In welcher Reihenfolge finden die Schritte statt (Arbeitsablauf – wird von „Arbeitsplanern“ festgelegt)
– Welche Zeit ist hierfür einzuplanen (Vorgabezeit)
Diese Zeit beeinflusst die Feinplanung der Produkte
Und was wird von der Zeit und der Qualifikation noch beeinflusst ?
– Arbeitsplan beschreibt die Sequenz der Produktionsschritte
Trägt Information über Produktionsschritte und Ressourcen -> Basis für Berechnung der Kapazitäts- und Terminbeziehungen
Prof. Dr. Norbert Ketterer – HS Fulda 15
Arbeitsplatz
( SAP)

Arbeitsplatz
Ein Arbeitsplatz ist ein Ort der Leistungserbringung für den
Fertigungsprozess
Wichtig für die Charakterisierung eines Arbeitsplatzes:
– Arbeitsplatzart (manuelle, maschinelle oder automatische Bearbeitung)
– Geforderte Qualifikation (bei Bedarf menschlicher Arbeitsleistung)
– Erbringbare Leistungen (z.B. Bohren, Fräsen oder Packen)
– Kapazität (Normalkapazität, Maximalkapazität)
– Rüstzeiten
– Verrechnungssätze für Bearbeitungszeit und Rüstzeit
Falls Arbeitsplätze austauschbar sind -> Zusammenfassung zu
Gruppen sinnvoll
– Vergleichbare Parameter (technisch, Kosten, Standort)
Prof. Dr. Norbert Ketterer – HS Fulda 16
SAP-Arbeitsplätze
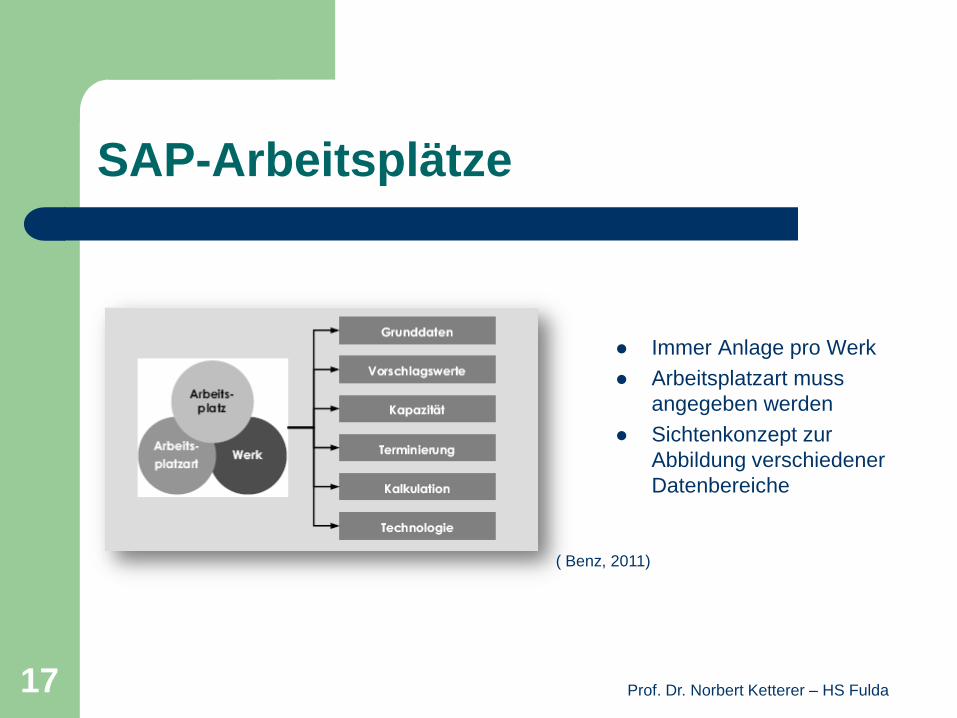
Immer Anlage pro Werk
Arbeitsplatzart muss
angegeben werden
Sichtenkonzept zur
Abbildung verschiedener
Datenbereiche
Prof. Dr. Norbert Ketterer – HS Fulda 17
( Benz, 2011)

Sichten des Arbeitsplatzes
Grunddaten
– Generelle Daten: Verantwortlicher, Standort
– Arbeitsplanorganisationsdaten: Verwendung in Plänen, Vorgabewerte (Werte, die im Arbeitsplan für diesen
Arbeitsplatz zu pflegen sind)
Vorschlagswerte
– Arbeitsplandaten: Daten, die vom Arbeitsplatz als Vorschlag in den Arbeitsplan kopiert werden
Kapazität & Terminierung
– Technische Information: Formeln zur Berechnung des Kapazitätsbedarfs sowie der Durchführungszeit, Betriebszeiten
des Arbeitsplatzes und Schichtmodelle
Kalkulations & Personalsystemdaten:
– Organisatorische Information: Angabe der Leitungsart, die am Arbeitsplatz erbracht wird, Angabe der Kostenstelle
Hierarchie:
– Spezifikation, mit welchen Arbeitsplätzen der Arbeitsplatz zusammengefasst werden kann
Prof. Dr. Norbert Ketterer – HS Fulda 18

Arbeitspläne
Dokumente des Herstellungsprozesses die dem Werker vorgeben, wie ein
Fertigungsauftrag abzuarbeiten ist
Vorgabewerte sowie Ressourceninformation bilden Basis für Produktionsplanung,
Erzeugniskalkulation, Entlohnung
Korrekte Vorgabewerte sind betrieblich sehr wichtig:
– Beeinflussung der planbaren Auslastung der Betriebsmittel
– Grundlage für Kalkulation der Kosten/ Entlohnung der Beschäftigten
– Typische Methoden: Messung von Ist-Zeiten, Verfahren vorbestimmter Zeiten (Basis:
minimale Abläufe), Simulation, Analogieschlüsse (Basis: ähnliche Produkte)
Prof. Dr. Norbert Ketterer – HS Fulda 19
Arbeitspläne in SAP
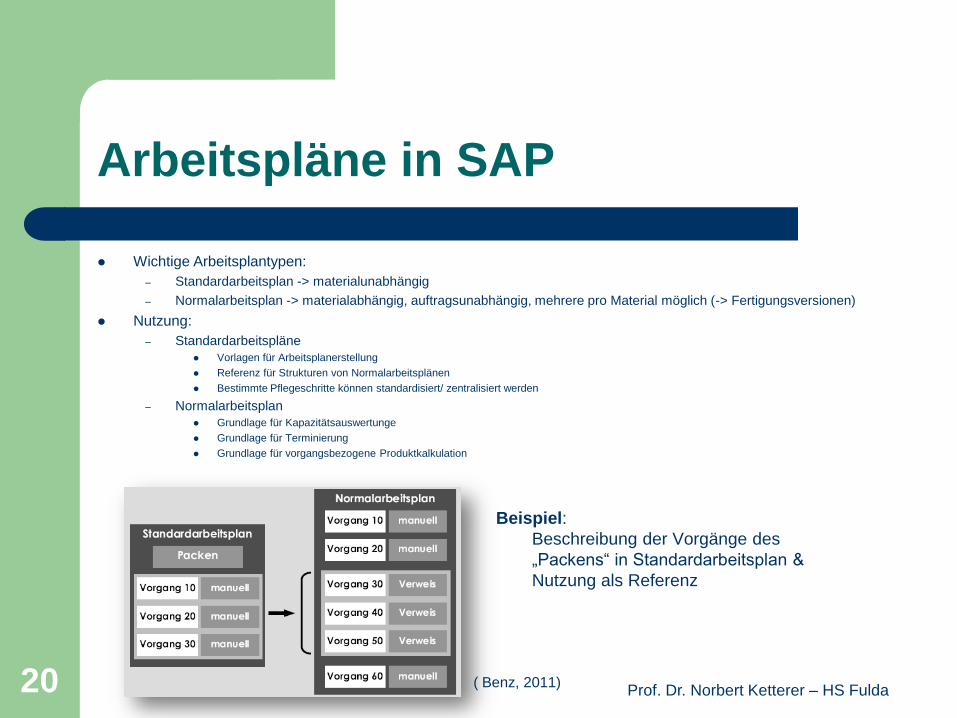
Wichtige Arbeitsplantypen:
– Standardarbeitsplan -> materialunabhängig
– Normalarbeitsplan -> materialabhängig, auftragsunabhängig, mehrere pro Material möglich (-> Fertigungsversionen)
Nutzung:
– Standardarbeitspläne
Vorlagen für Arbeitsplanerstellung
Referenz für Strukturen von Normalarbeitsplänen
Bestimmte Pflegeschritte können standardisiert/ zentralisiert werden
– Normalarbeitsplan
Grundlage für Kapazitätsauswertunge
Grundlage für Terminierung
Grundlage für vorgangsbezogene Produktkalkulation
Prof. Dr. Norbert Ketterer – HS Fulda 20
Beispiel:
Beschreibung der Vorgänge des
„Packens“ in Standardarbeitsplan &
Nutzung als Referenz
( Benz, 2011)

Folgentypen
Physischer Produktionsprozess ist nicht immer an genau eine Maschinensequenz
gekoppelt
– Alternative Maschinen, Alternative Sequenz von Maschinen
– Parallele Arbeit auf anderen Maschinen
Abbildung im Arbeitsplan: alternative Folge/ parallele Folge
Prof. Dr. Norbert Ketterer – HS Fulda 21
bildet zeitliche
Unterschiede ab
Vorgang
50
( Benz, 2011)

Vorgänge
Vorgangstext („was wird getan“)
Spezifikation des Arbeitsplatzes
Vorgabezeiten
Materialkomponenten (optional)
– Wofür kann man das benutzen ?
Fertigungshilfsmittel
(Werkzeuge)
Sonstige (Ereignispunkte,
Prüfmerkmales, ..)
Prof. Dr. Norbert Ketterer – HS Fulda 22
( Benz, 2011)