130583 Bruetsch dt - brr.ch · DOM-Rohre Das aktuelle Gesamtprogramm Anwendung von DOM-Rohren...
15
DOM-Rohre Das aktuelle Gesamtprogramm Anwendung von DOM-Rohren Hydraulische Anwendungen ein- schliesslich Teleskopzylinder und Kolbenrohre Achsen und Hochgeschwindig- keitswellen (Gelenkwellen) Walzen für die Druck-, Textil- und Papierindustrie Laufringe und Abstandhalter Bearbeitete Rohrteile aller Art (geringe Mengen direkt ab Werk)
Transcript of 130583 Bruetsch dt - brr.ch · DOM-Rohre Das aktuelle Gesamtprogramm Anwendung von DOM-Rohren...

DOM-RohreDas aktuelle Gesamtprogramm
Anwendung von DOM-Rohren
� Hydraulische Anwendungen ein-schliesslich Teleskopzylinder und Kolbenrohre
� Achsen und Hochgeschwindig-keitswellen (Gelenkwellen)
� Walzen für die Druck-, Textil-und Papierindustrie
� Laufringe und Abstandhalter
� Bearbeitete Rohrteile aller Art
(geringe Mengen direkt ab Werk)

1
Copperweld - Ein Pionier in der Herstellung vonDOM-Rohren (Drawn-Over-Mandrel)
Copperweld ist ein nordamerikanischer Pionier in der Herstellung vonDOM Rohren. Seit mehr als 60 Jahren wird dieses Produkt hergestellt.Während dieser Zeit haben wir durch Innovation die technische Überle-genheit bei der Fertigung und Anwendung erzielt. Heute produziertCopperweld DOM-Rohre am Standort Shelby/Ohio.
Unsere DOM-Rohre sind lieferbar in einem weltweit umfangreichstenDurchmesserbereich, der ständig erweitert wird. Soweit nichts anderesangegeben ist, werden sie im kaltgezogenen Zustand geliefert. Ein be-sonderes Produkt, TuffDOM-Rohre, sind für höchst anspruchsvolle An-wendungen in der Hydraulik entwickelt worden.
Unsere lange Erfahrung bei der Herstellung von DOM-Rohren erlaubtuns, die garantierten Toleranzen bei der maschinellen Bearbeitung,beim Schälen/Rollieren bzw. Honen und dem spitzenlosen Schleifen die-ser Produkte auf 50% des normalen Industriestandards zu senken undToleranzen bei Innen- und Aussendurchmessern zu garantieren, diewesentlich enger sind als bei den handelsüblichen Standards.
Ferner produzieren wir vergütete DOM-Rohre für spezielle Anwendun-gen in der Hydraulik und auch für Konstruktionszwecke (z.B. für denEinsatz im Bau von Gittermasten/Krantechnologie).
Copperweld liefert für den europäischen Markt Rohre aus einem koh-lenstoffarmen Werkstoff z.B. TuffDOM 520 (vergleichbar St. 52-3) undTuffDOM 620 (vergleichbar STE 460). Selbstverständlich werden andereWerkstoffsorten gemäss der amerikanischen ASTM A–Norm hergestellt.
Qualitätstandard unserer DOM-Rohre
Alle Copperweld-Produktionsanlagen für DOM-Rohre sind entsprechendISO 9002 und der anspruchsvollen QS 9000 der Automobilindustrie zertifiziert.
Diese Leistung ist im wesentlichen auf den Einsatz der SPC zurückzu-führen (statistische Prozess-Kontrolle). Unsere SPC-Technologie wurdevon der amerikanischen Bundesregierung anerkannt und hat zurErlangung der Qualitätszertifikate geführt.
Die SPC-Technologie wurde beispielsweise angewandt, um die Masshal-tigkeit beim Kaltziehen weiter zu verbessern. Durch Zielwerte werdendimensionale Daten so transformiert, dass eine einzige kontinuierlichePrüfkarte an jeder Ziehbank eingesetzt werden kann. Eine Vielzahl vonAbmessungen im Bereich unseres "Job Shop" werden mit der selbenSPC-Tabelle geprüft.Umfangreiche Tests und Inspektionsprogramme in jedem Werk beinhal-ten hochwertige In-line-Ausrüstungen sowie komplett ausgerüsteteWerkstoffprüflabore. Unser DOM-Rohr wird einer vollständigen Reihezerstörungsfreier Tests sowie Zerstörungsprüfungen als auch visuellenund Massprüfungen unterzogen, um die strikte Übereinstimmung mitden Spezifikationen sicherzustellen.
� www.b-r.ch � [email protected] � +41 (0)1 871 34 34 2
Die Vorteile unserer DOM-Rohre
Copperweld produziert DOM-Rohre gemäss ASTM-Spezifikation A513Typ 5 und 6 durch elektrische Widerstandsschweissung. Dies ergibt diehöchstmögliche Schweissfestigkeit. Das Vorrohr wird nach dem Schweis-sen kaltgezogen und bietet daher als DOM-Rohr noch eine Reihe ande-rer Vorteile:
• Die gleichmässige Wanddicke der DOM-Rohre mit engeren AD und IDToleranzen ergibt eine maximale Konzentrizität.
• Die Wärmebehandlung vor dem Kaltziehen kristallisiert die Korn-struktur des Werkstoffes und der Schweissnaht, so dass eine homoge-ne, kontrollierte Gefügestruktur und Härte entsteht.
• Das Kaltziehen bewirkt bei DOM-Rohren eine höhere Streck- und Zugfestigkeit sowie eine bessere Formgebung. Durch eine weitere Wärmebehandlung nach dem Kaltziehen wird eine höhere Duktilität erreicht (Lieferzustand BK+S/spannungsarm geglüht).
• Die Oberflächen der AD und ID sind glatter, sauberer und dichter als bei anderen Rohrprodukten. Durch die Wärmebehandlung und der Reduzierung des Rohrquerschnittes beim Kaltziehen wird die Schweiss-naht egalisiert und kann in den meisten Fällen nur anhand des Schliff-bildes festgestellt werden.
• DOM-Rohre können innerhalb des Abmessungsprogrammes in einemunbegrenzten Bereich an Durchmessern und Wandstärken, gegeben durch Veränderungen der Masse an Ziehringe und Ziehdorne, herge-stellt werden. Dieser individuelle Abmessungsbereich bringt dem Be-arbeiter Materialeinsparungen und niedrigere Kosten durch die Aus-wahl einer Abmessung, die den Massen des fertigen Produktes ent-sprechen kann.
• Die engen Toleranzen, kontrollierte mechanische Eigenschaften und die glatte Oberfläche von DOM-Rohren führen zu sehr guten Bearbei-tungsergebnissen und ermöglichen auch eine weitergehende Bearbei-tung, wie zum Beispiel das Hartverchromen nach entsprechender Vorbehandlung.
Anwendung von DOM-Rohren
Copperweld DOM-Rohre werden bevorzugt für ein weites Feld statischerund dynamischer Anwendungen und von den anspruchsvollsten Indu-striebereichen erfolgreich eingesetzt:• Hydraulische Anwendungen einschliesslich Teleskopzylinder
und Kolbenrohre• Achsen und Hochgeschwindigkeitswellen (Gelenkwellen)• Walzen für die Druck-, Textil- und Papierindustrie• Laufringe und Abstandhalter• Bearbeitete Rohrteile aller Art
Die Abnehmergruppe für DOM-Rohre sind die Automotiv- und LKW-Industrie, Bauausrüstungen, landwirtschaftliche Maschinen, Werkzeugefür die Öl- und Gasindustrie und den allgemeinen Maschinenbau.Copperweld DOM-Rohre können, im Vergleich zu den europäischenHerstellern, in relativ geringen Mengen ab Werk bezogen werden.
3
DOM-RohreSpezifikationen und Abmessungsbereiche
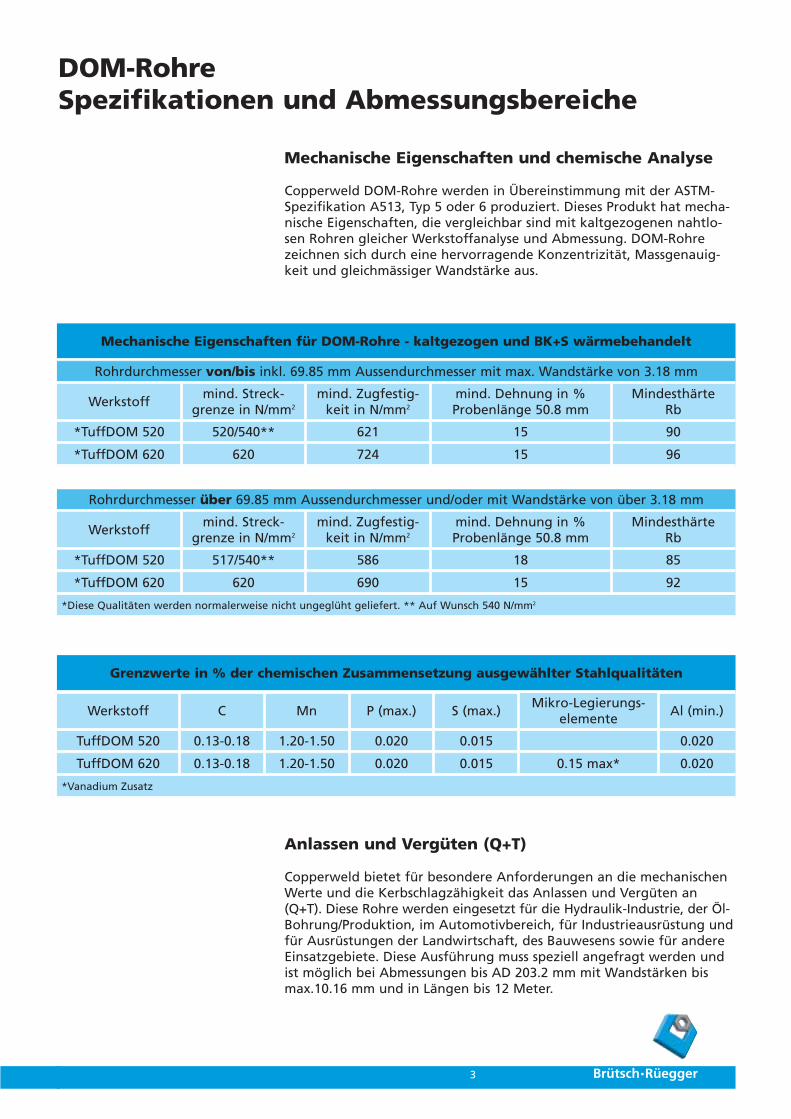
Mechanische Eigenschaften und chemische Analyse
Copperweld DOM-Rohre werden in Übereinstimmung mit der ASTM-Spezifikation A513, Typ 5 oder 6 produziert. Dieses Produkt hat mecha-nische Eigenschaften, die vergleichbar sind mit kaltgezogenen nahtlo-sen Rohren gleicher Werkstoffanalyse und Abmessung. DOM-Rohrezeichnen sich durch eine hervorragende Konzentrizität, Massgenauig-keit und gleichmässiger Wandstärke aus.
Anlassen und Vergüten (Q+T)
Copperweld bietet für besondere Anforderungen an die mechanischenWerte und die Kerbschlagzähigkeit das Anlassen und Vergüten an(Q+T). Diese Rohre werden eingesetzt für die Hydraulik-Industrie, der Öl-Bohrung/Produktion, im Automotivbereich, für Industrieausrüstung undfür Ausrüstungen der Landwirtschaft, des Bauwesens sowie für andereEinsatzgebiete. Diese Ausführung muss speziell angefragt werden undist möglich bei Abmessungen bis AD 203.2 mm mit Wandstärken bismax.10.16 mm und in Längen bis 12 Meter.
Mechanische Eigenschaften für DOM-Rohre - kaltgezogen und BK+S wärmebehandelt
Rohrdurchmesser von/bis inkl. 69.85 mm Aussendurchmesser mit max. Wandstärke von 3.18 mm
Werkstoff
*TuffDOM 520
*TuffDOM 620
520/540**
620
621
724
15
15
90
96
mind. Streck-grenze in N/mm2
mind. Zugfestig-keit in N/mm2
mind. Dehnung in %Probenlänge 50.8 mm
MindesthärteRb
Grenzwerte in % der chemischen Zusammensetzung ausgewählter Stahlqualitäten
Werkstoff
TuffDOM 520
TuffDOM 620
0.13-0.18
0.13-0.18
1.20-1.50
1.20-1.50
0.020
0.020
0.015
0.015
0.020
0.020
C Mn P (max.) S (max.) Al (min.)
0.15 max*
Mikro-Legierungs-elemente
Rohrdurchmesser über 69.85 mm Aussendurchmesser und/oder mit Wandstärke von über 3.18 mm
Werkstoff
*TuffDOM 520
*TuffDOM 620
517/540**
620
586
690
18
15
85
92
mind. Streck-grenze in N/mm2
mind. Zugfestig-keit in N/mm2
mind. Dehnung in %Probenlänge 50.8 mm
MindesthärteRb
*Diese Qualitäten werden normalerweise nicht ungeglüht geliefert. ** Auf Wunsch 540 N/mm2
*Vanadium Zusatz

� www.b-r.ch � [email protected] � +41 (0)1 871 34 34 4
Gleichmässige Wandstärke und Konzentrizität
Die gleichmässige Wandstärke ist die wichtigste Eigenschaft der DOM-Stahlrohre von Copperweld. Nahtlose Rohre, die gewalzt werden, indemein rotierender, erwärmter Block über einen konischen Dorn gewalztwird, weisen immer eine spiralförmige Exzentrizität auf, da es unmög-lich ist, den Dorn exakt im Mittelpunkt des Blockes zu halten.Aus verschiedenen technologischen Gründen weist das DOM-Rohr vonCopperweld diese Exzentrizität nicht auf und verfügt über eine sehr gleich-mässige Wandstärke. Das Rohr wird aus qualitativ hochwertigem, flachgewalztem Bandstahl mit geringen Massabweichungen gefertigt. All-fällige, geringfügige Abweichungen des Vormaterials zeigen sich daherin der gleichen Ebene über die gesamte Rohrlänge, die Bohrung bleibtdaher gerade und eben.DOM-Rohre von Copperweld werden in einer Vielzahl von Anwendun-gen bevorzugt, bei denen eine gleichmässige Wandstärke (eine Voraus-setzung für Konzentrizität) und die Geradheit der Bohrung wichtig ist.
Oberflächenbeschaffenheit
Durch die hervorragende Oberflächenbeschaffenheit des gezogenenDOM-Rohres von Copperweld können Kosten für die Oberflächenbear-beitung vieler Teile erheblich reduziert werden. Da die Rohre ausserdemeine sehr genaue Konzentrizität aufweisen, kann teilweise auf eineNachbearbeitung ganz verzichtet werden. Vor dem Kaltziehen wird dasgeschweisste Rohr sorgfältig gereinigt, um saubere, blanke Innen- undAussenflächen zu erhalten. Während des Kaltziehens wird die Quer-schnittsreduzierung genau überwacht, um eine noch bessere Oberflä-chenqualität zu erhalten.DOM-Rohre von Copperweld sind mit Innenflächen in zwei verschiede-nen Güteklassen erhältlich: 1) Standardqualität, 2) gehont.
1) StandardqualitätsrohrDas Standardqualitäts-DOM-Rohr kann in dem Zustand, wie es von Cop-perweld ausgeliefert wird, für viele Anwendungen eingesetzt werden.Es wird mit den Wandstärken, Innen- und Aussendurchmessertoleran-zen, die in den Tabellen auf den Seite 10, 11 und 12 aufgeführt sind,gefertigt und weisen die auf Seite 3 angegebenen mechanischenEigenschaften auf. Wenn die Oberflächen maschinell bearbeitet wer-den sollen, sind die auf den Seiten 6-9 aufgeführten Masszugaben zubeachten, damit eine 100%ige Oberflächenqualität gewährleistet wird.
2) gehonte RohreGehohnte Rohre von Copperweld sollten dann spezifiziert werden,wenn eine Anwendung im Zylinderbau einen höheren Grad an Glätteder Innenflächen oder engere Masstoleranzen als die normalen Stan-dards für die Handelsqualität erfordert.
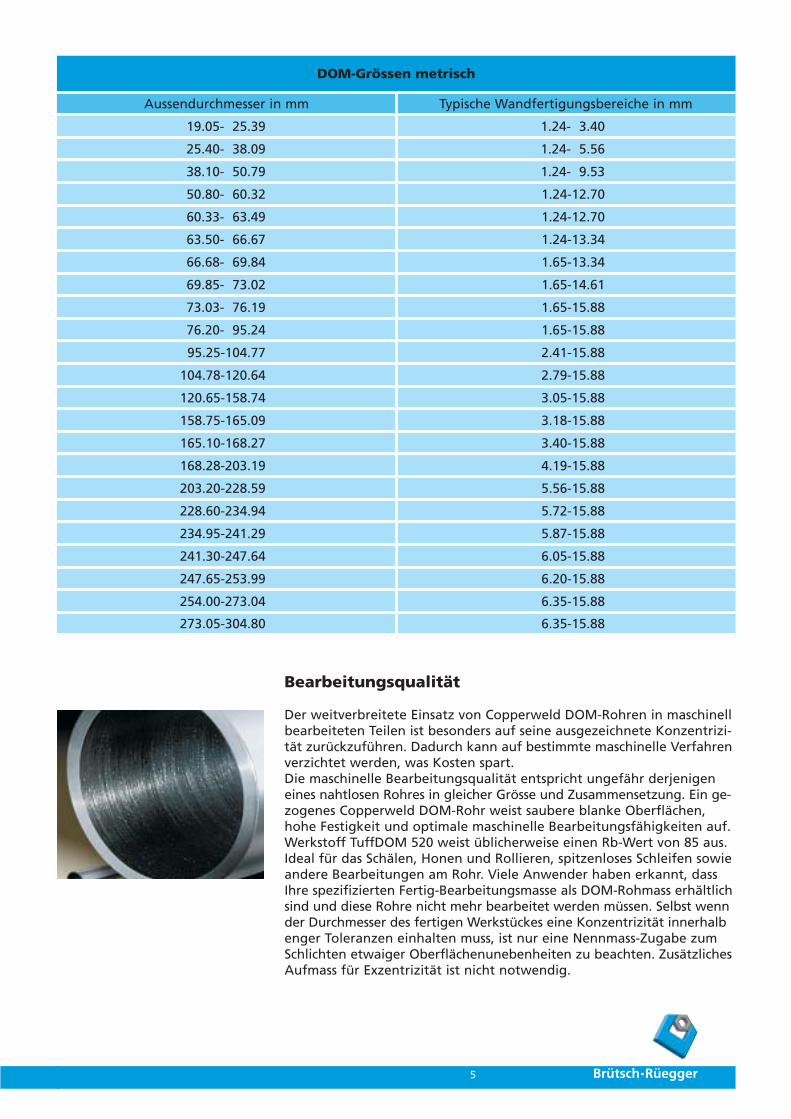
Grössenbereich
Copperweld produziert DOM-Rohre in einem umfangreichen Abmes-sungsbereich von 19.00 bis 304.80 mm Aussendurchmesser und von 1.25bis 15.88 mm Wandstärke. Viele Zwischenmasse und auch Sondermassekönnen gemäss Ihrer Spezifikation bestellt werden, ohne dass längereLieferzeiten oder zusätzliche Werkzeugkosten entstehen.
5
DOM-Grössen metrisch
Aussendurchmesser in mm Typische Wandfertigungsbereiche in mm
19.05- 25.39 1.24- 3.40
25.40- 38.09 1.24- 5.56
38.10- 50.79 1.24- 9.53
50.80- 60.32 1.24-12.70
60.33- 63.49 1.24-12.70
63.50- 66.67 1.24-13.34
66.68- 69.84 1.65-13.34
69.85- 73.02 1.65-14.61
73.03- 76.19 1.65-15.88
1.65-15.88
2.41-15.88
2.79-15.88
3.05-15.88
3.18-15.88
3.40-15.88
4.19-15.88
5.56-15.88
5.72-15.88
5.87-15.88
6.05-15.88
6.20-15.88
6.35-15.88
6.35-15.88
76.20- 95.24
95.25-104.77
104.78-120.64
120.65-158.74
158.75-165.09
165.10-168.27
168.28-203.19
203.20-228.59
228.60-234.94
234.95-241.29
241.30-247.64
247.65-253.99
254.00-273.04
273.05-304.80
Bearbeitungsqualität
Der weitverbreitete Einsatz von Copperweld DOM-Rohren in maschinellbearbeiteten Teilen ist besonders auf seine ausgezeichnete Konzentrizi-tät zurückzuführen. Dadurch kann auf bestimmte maschinelle Verfahrenverzichtet werden, was Kosten spart.Die maschinelle Bearbeitungsqualität entspricht ungefähr derjenigeneines nahtlosen Rohres in gleicher Grösse und Zusammensetzung. Ein ge-zogenes Copperweld DOM-Rohr weist saubere blanke Oberflächen,hohe Festigkeit und optimale maschinelle Bearbeitungsfähigkeiten auf.Werkstoff TuffDOM 520 weist üblicherweise einen Rb-Wert von 85 aus.Ideal für das Schälen, Honen und Rollieren, spitzenloses Schleifen sowieandere Bearbeitungen am Rohr. Viele Anwender haben erkannt, dassIhre spezifizierten Fertig-Bearbeitungsmasse als DOM-Rohmass erhältlichsind und diese Rohre nicht mehr bearbeitet werden müssen. Selbst wennder Durchmesser des fertigen Werkstückes eine Konzentrizität innerhalbenger Toleranzen einhalten muss, ist nur eine Nennmass-Zugabe zumSchlichten etwaiger Oberflächenunebenheiten zu beachten. ZusätzlichesAufmass für Exzentrizität ist nicht notwendig.
� www.b-r.ch � [email protected] � +41 (0)1 871 34 34 6
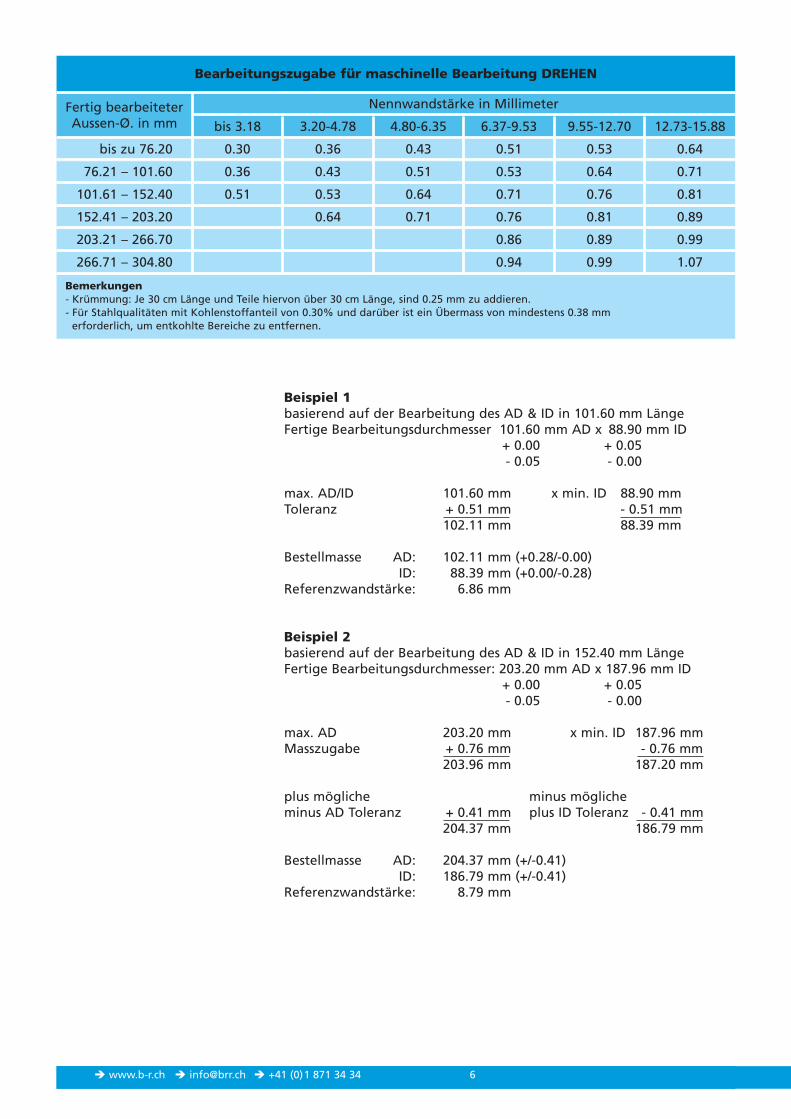
Bearbeitungszugabe für maschinelle Bearbeitung DREHEN
Fertig bearbeiteterAussen-Ø. in mm
Nennwandstärke in Millimeter
bis 3.18 3.20-4.78 4.80-6.35 6.37-9.53 9.55-12.70 12.73-15.88
0.30bis zu 76.20 0.36 0.43 0.51 0.53 0.64
0.3676.21 – 101.60 0.43 0.51 0.53 0.64 0.71
0.51101.61 – 152.40 0.53 0.64 0.71 0.76 0.81
152.41 – 203.20 0.64 0.71 0.76 0.81 0.89
203.21 – 266.70 0.86 0.89 0.99
266.71 – 304.80
Bemerkungen- Krümmung: Je 30 cm Länge und Teile hiervon über 30 cm Länge, sind 0.25 mm zu addieren.- Für Stahlqualitäten mit Kohlenstoffanteil von 0.30% und darüber ist ein Übermass von mindestens 0.38 mm
erforderlich, um entkohlte Bereiche zu entfernen.
0.94 0.99 1.07
Beispiel 1basierend auf der Bearbeitung des AD & ID in 101.60 mm LängeFertige Bearbeitungsdurchmesser 101.60 mm AD x 88.90 mm ID
+ 0.00 + 0.05- 0.05 - 0.00
max. AD/ID 101.60 mm x min. ID 88.90 mmToleranz + 0.51 mm - 0.51 mm
102.11 mm 88.39 mm
Bestellmasse AD: 102.11 mm (+0.28/-0.00)ID: 88.39 mm (+0.00/-0.28)
Referenzwandstärke: 6.86 mm
Beispiel 2basierend auf der Bearbeitung des AD & ID in 152.40 mm LängeFertige Bearbeitungsdurchmesser: 203.20 mm AD x 187.96 mm ID
+ 0.00 + 0.05- 0.05 - 0.00
max. AD 203.20 mm x min. ID 187.96 mmMasszugabe + 0.76 mm - 0.76 mm
203.96 mm 187.20 mm
plus mögliche minus möglicheminus AD Toleranz + 0.41 mm plus ID Toleranz - 0.41 mm
204.37 mm 186.79 mm
Bestellmasse AD: 204.37 mm (+/-0.41)ID: 186.79 mm (+/-0.41)
Referenzwandstärke: 8.79 mm
7
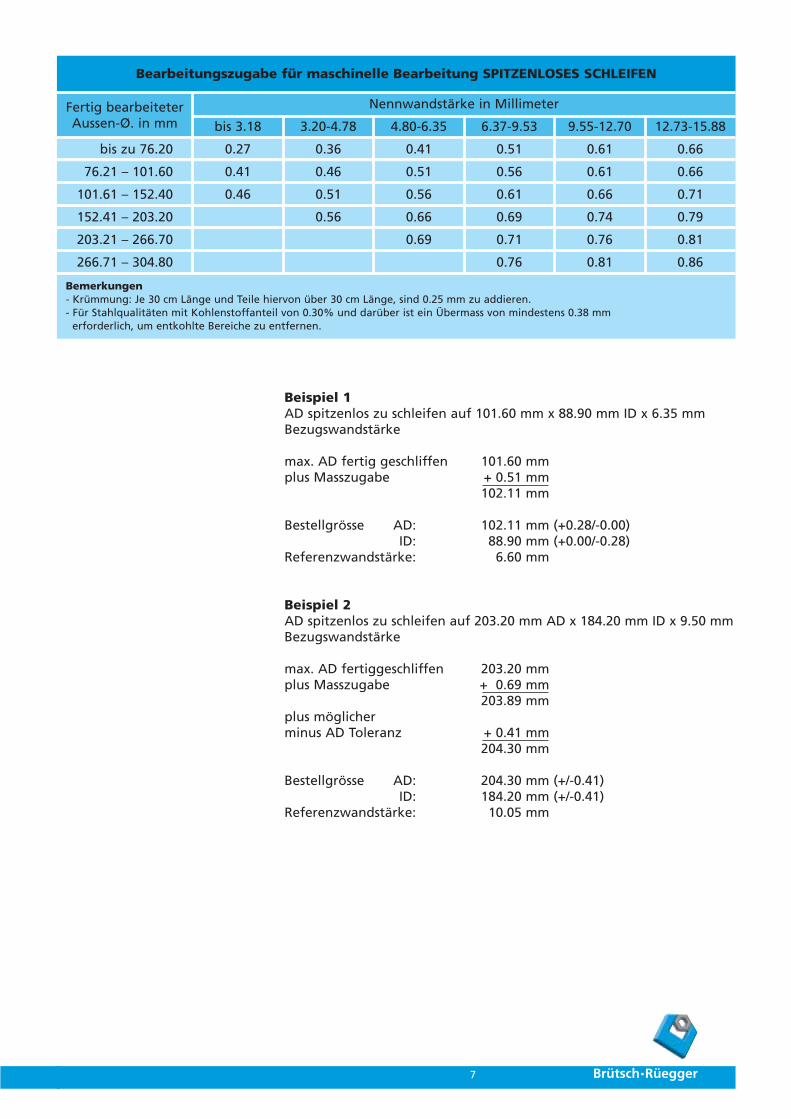
Bemerkungen- Krümmung: Je 30 cm Länge und Teile hiervon über 30 cm Länge, sind 0.25 mm zu addieren.- Für Stahlqualitäten mit Kohlenstoffanteil von 0.30% und darüber ist ein Übermass von mindestens 0.38 mm
erforderlich, um entkohlte Bereiche zu entfernen.
Bearbeitungszugabe für maschinelle Bearbeitung SPITZENLOSES SCHLEIFEN
Fertig bearbeiteterAussen-Ø. in mm
Nennwandstärke in Millimeter
bis 3.18 3.20-4.78 4.80-6.35 6.37-9.53 9.55-12.70 12.73-15.88
0.27bis zu 76.20 0.36 0.41 0.51 0.61 0.66
0.4176.21 – 101.60 0.46 0.51 0.56 0.61 0.66
0.46101.61 – 152.40 0.51 0.56 0.61 0.66 0.71
152.41 – 203.20 0.56 0.66 0.69 0.74 0.79
203.21 – 266.70 0.69 0.71 0.76 0.81
266.71 – 304.80 0.76 0.81 0.86
Beispiel 1AD spitzenlos zu schleifen auf 101.60 mm x 88.90 mm ID x 6.35 mmBezugswandstärke
max. AD fertig geschliffen 101.60 mmplus Masszugabe + 0.51 mm
102.11 mm
Bestellgrösse AD: 102.11 mm (+0.28/-0.00)ID: 88.90 mm (+0.00/-0.28)
Referenzwandstärke: 6.60 mm
Beispiel 2AD spitzenlos zu schleifen auf 203.20 mm AD x 184.20 mm ID x 9.50 mmBezugswandstärke
max. AD fertiggeschliffen 203.20 mmplus Masszugabe + 0.69 mm
203.89 mmplus möglicherminus AD Toleranz + 0.41 mm
204.30 mm
Bestellgrösse AD: 204.30 mm (+/-0.41)ID: 184.20 mm (+/-0.41)
Referenzwandstärke: 10.05 mm
� www.b-r.ch � [email protected] � +41 (0)1 871 34 34 8
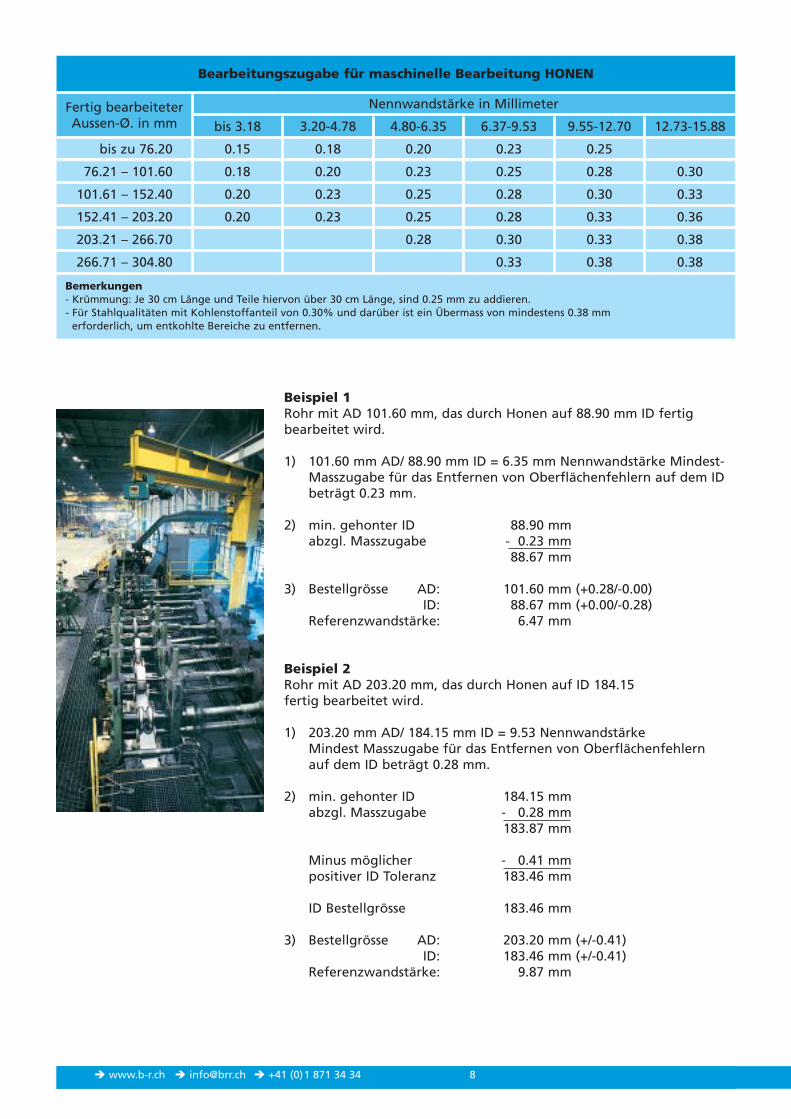
Bearbeitungszugabe für maschinelle Bearbeitung HONEN
Fertig bearbeiteterAussen-Ø. in mm
Nennwandstärke in Millimeter
bis 3.18 3.20-4.78 4.80-6.35 6.37-9.53 9.55-12.70 12.73-15.88
0.15bis zu 76.20 0.18 0.20 0.23 0.25
0.1876.21 – 101.60 0.20 0.23 0.25 0.28 0.30
0.20101.61 – 152.40 0.23 0.25 0.28 0.30 0.33
0.20 152.41 – 203.20 0.23 0.25 0.28 0.33 0.36
203.21 – 266.70 0.28 0.30 0.33 0.38
266.71 – 304.80 0.33 0.38 0.38
Beispiel 1Rohr mit AD 101.60 mm, das durch Honen auf 88.90 mm ID fertigbearbeitet wird.
1) 101.60 mm AD/ 88.90 mm ID = 6.35 mm Nennwandstärke Mindest- Masszugabe für das Entfernen von Oberflächenfehlern auf dem ID beträgt 0.23 mm.
2) min. gehonter ID 88.90 mmabzgl. Masszugabe - 0.23 mm
88.67 mm
3) Bestellgrösse AD: 101.60 mm (+0.28/-0.00)ID: 88.67 mm (+0.00/-0.28)
Referenzwandstärke: 6.47 mm
Beispiel 2Rohr mit AD 203.20 mm, das durch Honen auf ID 184.15fertig bearbeitet wird.
1) 203.20 mm AD/ 184.15 mm ID = 9.53 NennwandstärkeMindest Masszugabe für das Entfernen von Oberflächenfehlernauf dem ID beträgt 0.28 mm.
2) min. gehonter ID 184.15 mmabzgl. Masszugabe - 0.28 mm
183.87 mm
Minus möglicher - 0.41 mmpositiver ID Toleranz 183.46 mm
ID Bestellgrösse 183.46 mm
3) Bestellgrösse AD: 203.20 mm (+/-0.41)ID: 183.46 mm (+/-0.41)
Referenzwandstärke: 9.87 mm
Bemerkungen- Krümmung: Je 30 cm Länge und Teile hiervon über 30 cm Länge, sind 0.25 mm zu addieren.- Für Stahlqualitäten mit Kohlenstoffanteil von 0.30% und darüber ist ein Übermass von mindestens 0.38 mm
erforderlich, um entkohlte Bereiche zu entfernen.
9
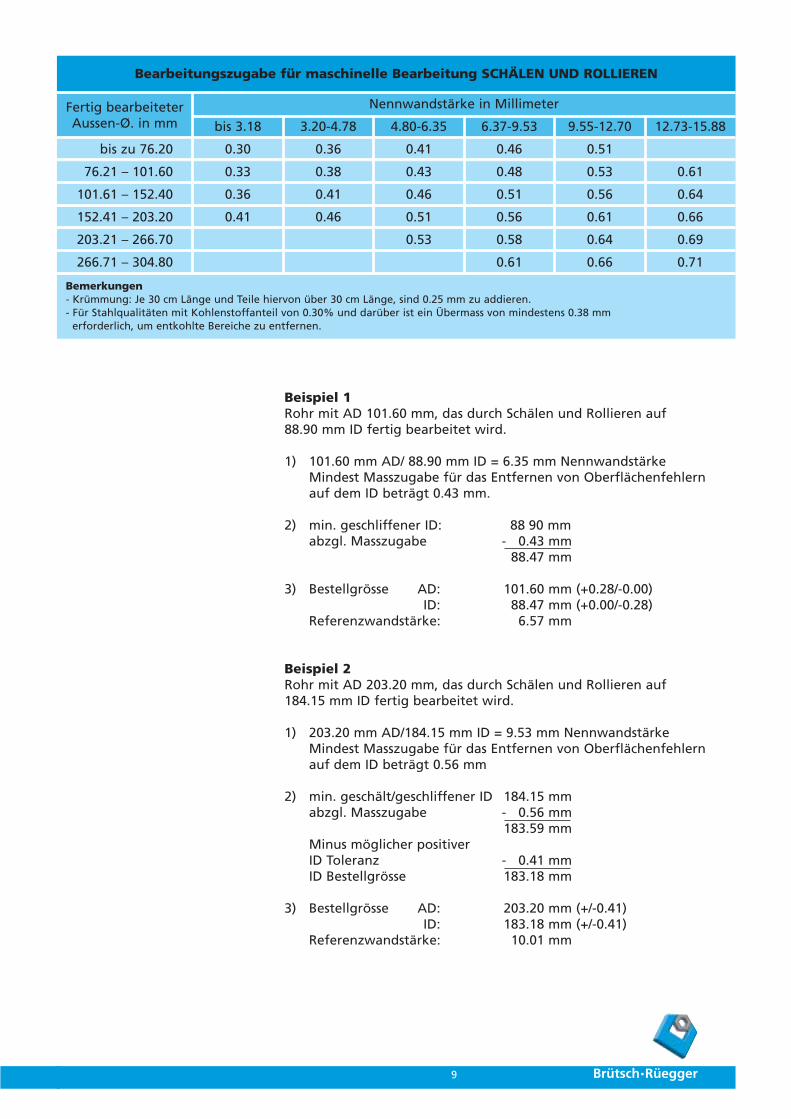
Bearbeitungszugabe für maschinelle Bearbeitung SCHÄLEN UND ROLLIEREN
Fertig bearbeiteterAussen-Ø. in mm
Nennwandstärke in Millimeter
bis 3.18 3.20-4.78 4.80-6.35 6.37-9.53 9.55-12.70 12.73-15.88
0.30bis zu 76.20 0.36 0.41 0.46 0.51
0.3376.21 – 101.60 0.38 0.43 0.48 0.53 0.61
0.36101.61 – 152.40 0.41 0.46 0.51 0.56 0.64
0.41 152.41 – 203.20 0.46 0.51 0.56 0.61 0.66
203.21 – 266.70 0.53 0.58 0.64 0.69
266.71 – 304.80 0.61 0.66 0.71
Beispiel 1Rohr mit AD 101.60 mm, das durch Schälen und Rollieren auf88.90 mm ID fertig bearbeitet wird.
1) 101.60 mm AD/ 88.90 mm ID = 6.35 mm NennwandstärkeMindest Masszugabe für das Entfernen von Oberflächenfehlernauf dem ID beträgt 0.43 mm.
abzgl. Masszugabe - 0.43 mm88.47 mm
3) Bestellgrösse AD: 101.60 mm (+0.28/-0.00)ID: 88.47 mm (+0.00/-0.28)
Referenzwandstärke: 6.57 mm
Beispiel 2Rohr mit AD 203.20 mm, das durch Schälen und Rollieren auf184.15 mm ID fertig bearbeitet wird.
1) 203.20 mm AD/184.15 mm ID = 9.53 mm NennwandstärkeMindest Masszugabe für das Entfernen von Oberflächenfehlernauf dem ID beträgt 0.56 mm
2) min. geschält/geschliffener ID 184.15 mmabzgl. Masszugabe - 0.56 mm
183.59 mmMinus möglicher positiverID Toleranz - 0.41 mmID Bestellgrösse 183.18 mm
3) Bestellgrösse AD: 203.20 mm (+/-0.41)ID: 183.18 mm (+/-0.41)
Referenzwandstärke: 10.01 mm
Bemerkungen- Krümmung: Je 30 cm Länge und Teile hiervon über 30 cm Länge, sind 0.25 mm zu addieren.- Für Stahlqualitäten mit Kohlenstoffanteil von 0.30% und darüber ist ein Übermass von mindestens 0.38 mm
erforderlich, um entkohlte Bereiche zu entfernen.
2) min. geschliffener ID: 88. 90 mm
� www.b-r.ch � [email protected] � +41 (0)1 871 34 34 10
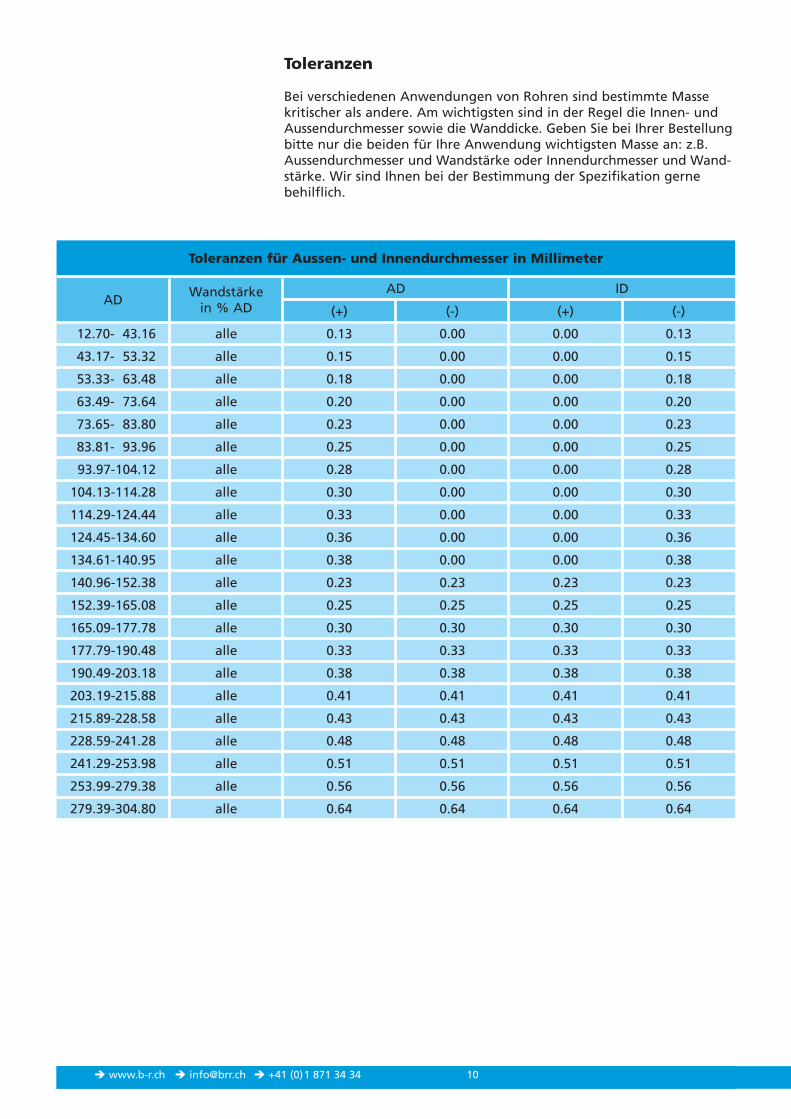
Toleranzen
Bei verschiedenen Anwendungen von Rohren sind bestimmte Massekritischer als andere. Am wichtigsten sind in der Regel die Innen- undAussendurchmesser sowie die Wanddicke. Geben Sie bei Ihrer Bestellungbitte nur die beiden für Ihre Anwendung wichtigsten Masse an: z.B.Aussendurchmesser und Wandstärke oder Innendurchmesser und Wand-stärke. Wir sind Ihnen bei der Bestimmung der Spezifikation gernebehilflich.
Toleranzen für Aussen- und Innendurchmesser in Millimeter
ADAD
(+)
0.13 0.00 0.00 0.13
(-) (+) (-)
ID
12.70- 43.16
Wandstärkein % AD
alle
0.15 0.00 0.00 0.1543.17- 53.32 alle
0.18 0.00 0.00 0.1853.33- 63.48 alle
0.20 0.00 0.00 0.2063.49- 73.64 alle
0.23 0.00 0.00 0.2373.65- 83.80 alle
0.25 0.00 0.00 0.2583.81- 93.96 alle
0.28 0.00 0.00 0.2893.97-104.12 alle
0.30 0.00 0.00 0.30104.13-114.28 alle
0.33 0.00 0.00 0.33114.29-124.44 alle
0.36 0.00 0.00 0.36124.45-134.60 alle
0.38 0.00 0.00 0.38134.61-140.95 alle
0.23140.96-152.38 alle
0.25152.39-165.08 alle
0.30165.09-177.78 alle
0.33177.79-190.48 alle
0.38190.49-203.18 alle
0.41203.19-215.88 alle
0.43215.89-228.58 alle
0.48228.59-241.28 alle
0.51241.29-253.98 alle
0.56253.99-279.38 alle
0.64
0.23
0.25
0.30
0.33
0.38
0.41
0.43
0.48
0.51
0.56
0.64
0.23
0.25
0.30
0.33
0.38
0.41
0.43
0.48
0.51
0.56
0.64
0.23
0.25
0.30
0.33
0.38
0.41
0.43
0.48
0.51
0.56
0.64279.39-304.80 alle
11
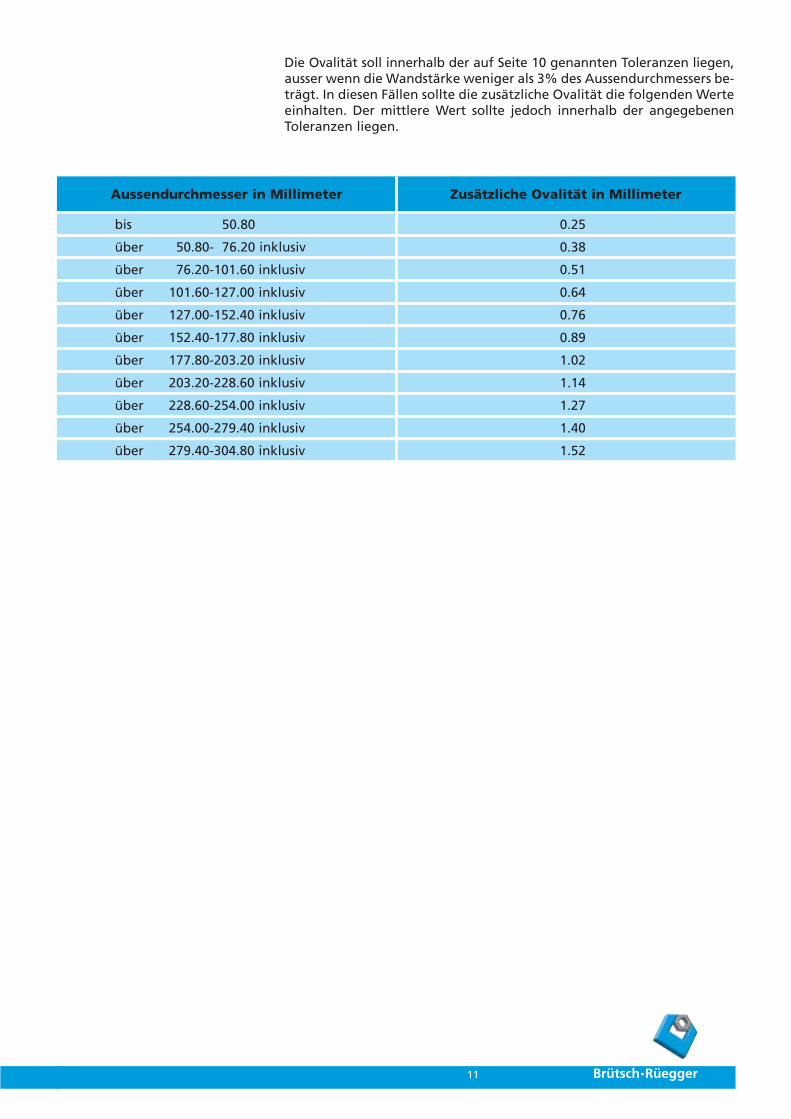
Die Ovalität soll innerhalb der auf Seite 10 genannten Toleranzen liegen,ausser wenn die Wandstärke weniger als 3% des Aussendurchmessers be-trägt. In diesen Fällen sollte die zusätzliche Ovalität die folgenden Werteeinhalten. Der mittlere Wert sollte jedoch innerhalb der angegebenenToleranzen liegen.
Aussendurchmesser in Millimeter Zusätzliche Ovalität in Millimeter
0.25
über 50.80- 76.20 inklusiv
bis 50.80- 50.80
über 76.20-101.60 inklusiv
über 101.60-127.00 inklusiv
über 127.00-152.40 inklusiv
über 152.40-177.80 inklusiv
über 177.80-203.20 inklusiv
über 203.20-228.60 inklusiv
über 228.60-254.00 inklusiv
über 254.00-279.40 inklusiv
über 279.40-304.80 inklusiv
0.38
0.51
0.64
0.76
0.89
1.02
1.14
1.27
1.40
1.52
� www.b-r.ch � [email protected] � +41 (0)1 871 34 34 12
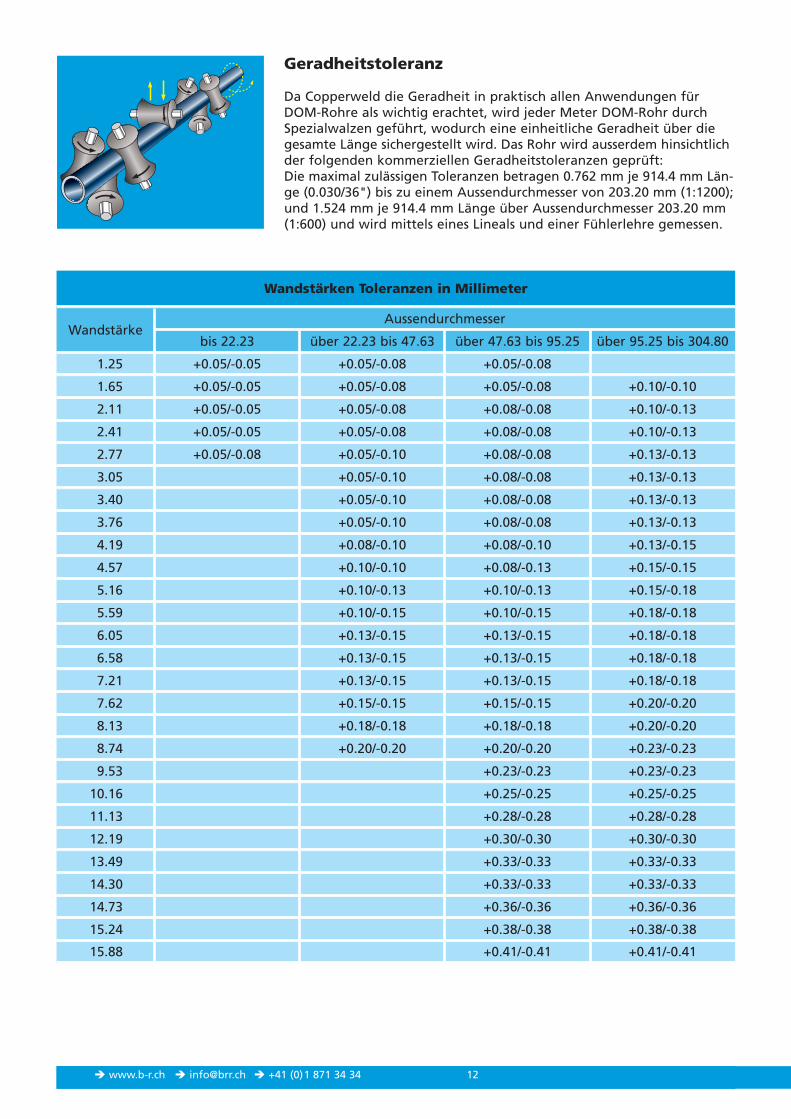
Geradheitstoleranz
Da Copperweld die Geradheit in praktisch allen Anwendungen fürDOM-Rohre als wichtig erachtet, wird jeder Meter DOM-Rohr durchSpezialwalzen geführt, wodurch eine einheitliche Geradheit über diegesamte Länge sichergestellt wird. Das Rohr wird ausserdem hinsichtlichder folgenden kommerziellen Geradheitstoleranzen geprüft:Die maximal zulässigen Toleranzen betragen 0.762 mm je 914.4 mm Län-ge (0.030/36") bis zu einem Aussendurchmesser von 203.20 mm (1:1200);und 1.524 mm je 914.4 mm Länge über Aussendurchmesser 203.20 mm(1:600) und wird mittels eines Lineals und einer Fühlerlehre gemessen.
Wandstärken Toleranzen in Millimeter
WandstärkeAussendurchmesser
1.25
bis 22.23
+0.05/-0.05 +0.05/-0.08 +0.05/-0.08
über 22.23 bis 47.63 über 47.63 bis 95.25 über 95.25 bis 304.80
1.65 +0.05/-0.05 +0.05/-0.08 +0.05/-0.08 +0.10/-0.10
2.11 +0.05/-0.05 +0.05/-0.08 +0.08/-0.08 +0.10/-0.13
2.41 +0.05/-0.05 +0.05/-0.08 +0.08/-0.08 +0.10/-0.13
2.77 +0.05/-0.08 +0.05/-0.10 +0.08/-0.08 +0.13/-0.13
3.05 +0.05/-0.10 +0.08/-0.08 +0.13/-0.13
3.40 +0.05/-0.10 +0.08/-0.08 +0.13/-0.13
3.76 +0.05/-0.10 +0.08/-0.08 +0.13/-0.13
4.19 +0.08/-0.10 +0.08/-0.10 +0.13/-0.15
4.57 +0.10/-0.10 +0.08/-0.13 +0.15/-0.15
5.16 +0.10/-0.13 +0.10/-0.13 +0.15/-0.18
5.59 +0.10/-0.15 +0.10/-0.15 +0.18/-0.18
6.05 +0.13/-0.15 +0.13/-0.15 +0.18/-0.18
6.58 +0.13/-0.15 +0.13/-0.15 +0.18/-0.18
7.21 +0.13/-0.15 +0.13/-0.15 +0.18/-0.18
7.62 +0.15/-0.15 +0.15/-0.15 +0.20/-0.20
8.13 +0.18/-0.18 +0.18/-0.18 +0.20/-0.20
8.74 +0.20/-0.20 +0.20/-0.20 +0.23/-0.23
9.53 +0.23/-0.23 +0.23/-0.23
10.16 +0.25/-0.25 +0.25/-0.25
11.13 +0.28/-0.28 +0.28/-0.28
12.19 +0.30/-0.30 +0.30/-0.30
13.49 +0.33/-0.33 +0.33/-0.33
14.30 +0.33/-0.33 +0.33/-0.33
14.73 +0.36/-0.36 +0.36/-0.36
15.24 +0.38/-0.38 +0.38/-0.38
15.88 +0.41/-0.41 +0.41/-0.41

13
Spezielle Rohrformen
Rohre in speziellen Formen von Copperweld sind oft die beste Lösungfür problematische Konstruktionen. Die Rohrformen werden auf diejeweils erforderliche Konfiguration kaltgezogen. Damit wird der kosten-intensive Bearbeitungsaufwand reduziert oder gar eliminiert. Diese Me-thode bietet eine hervorragende kostensparende Alternative zuSpezialanfertigungen, Gussteilen oder aus Vollmaterial hergestelltenTeilen. Die Verantwortung von Copperweld als Komplettzuliefererbeginnt mit der Unterstützung in der Entwicklungsphase und erstrecktsich durch den gesamten Prozess von der Rohrfertigung bis hin zurProduktion der endgültigen Form beim Kaltziehen. Die Ingenieure vonCopperweld wählen die geeignete Kombination von Fertigungsprozes-sen aus, anhand derer eine kundenspezifische Konfiguration erstelltwerden kann. Sie entwickeln die Werkzeuge und Dorne, die dann inder Werkstatt gefertigt werden. Auf der Ziehbank werden runde Rohredurch den Ring und über Dorne gezogen und erhalten so ihre Form.Copperweld fertigt Stahlrohre und Spezialformen in Zoll oder metri-schen Einheiten, wobei die Abmasse entsprechend den speziellen An-forderungen überwacht werden.
Prüfen und überwachen
Aufgrund der hohen Qualität, die das Ergebnis des aussergewöhnlichenPrüf- und Überwachungsprogrammes des Herstellers ist, wird das DOM-Rohr von Copperweld bevorzugt für Hydraulik-Zylinder, maschinell be-arbeitete zylindrische Werkstücke und andere anspruchsvolle Anwen-dungen eingesetzt. Dieses Programm beinhaltet moderne, komplettausgestattete Metallurgie-Labore und hochwertige Messgeräte, diedirekt im Fertigungsprozess integriert sind. Weiterhin sind zerstörungs-freie und zerstörende Prüfverfahren sowie Sichtkontrolle und Kontrollemittels Messgeräten ein integraler Bestandteil des Fertigungsprozesses,wodurch die strikte Einhaltung der Spezifikationen sichergestellt wird.
Weitere Tests und Prüfungen
Während des Schweissens werden Proben der Rohre verschiedenen zer-störenden Tests unterzogen, die von der Verwendung und den Spezifi-kationen abhängen. Während des gesamten Fertigungsprozesses wirddas Copperweld DOM-Rohr Sicht- und Masskontrollen unterzogen, umdie strikte Einhaltung der Kundenspezifikationen sicherzustellen.

Tech
nis
che
Än
der
un
gen
vo
rbeh
alte
n/0
5.20
03, 6
00d
/600
f
Brütsch•Rüegger AG
Stahlrohre/Tubes en acierPostfach, Althardstrasse 83, 8105 Regensdorf, Tel. +41 01 871 34 34, Fax +41 01 871 34 99, Internet: www.b-r.ch, E-Mail: [email protected]