7.1 Anstreifverhalten und Spalt- haltung an Schaufelspitzen · Seite 7.1.1-3 Die Sicherheit von...
24
Seite 7.1.1-1 Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung: Schaufelspitzen: Grundlagen 7.1.1 Grundlagen des Anstreifvorgangs 7.1.2 Spaltänderungen 7.1.3 Schäden durch Anstreifen 7.1.4 Abhilfen gegen Schäden 7.1 Anstreifverhalten und Spalt- haltung an Schaufelspitzen
Transcript of 7.1 Anstreifverhalten und Spalt- haltung an Schaufelspitzen · Seite 7.1.1-3 Die Sicherheit von...

Seite 7.1.1-1
Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
7.1.1 Grundlagen des Anstreifvorgangs
7.1.2 Spaltänderungen
7.1.3 Schäden durch Anstreifen
7.1.4 Abhilfen gegen Schäden
7.1 Anstreifverhalten und Spalt- haltung an Schaufelspitzen

Die Sicherheit von Flugtriebwerken
Seite 7.1.1-2
Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
7.1.1 Grundlagen des Anstreifvorgangs an Schaufelspitzen
Ursachen für Anstreifvorgänge und besondere Anforderungen an das Anstreifsystem:
Anstreifvorgänge an Schaufelspitzen können sehr verschiedene Ursachen haben. Mit Anstreifsystemenmüssen deshalb neben einer Spaltminimierung unterschiedlichste Betriebzustände und Anforderungen be-herrscht werden. Daraus ergeben sich besondere Forderungen an Anstreifsysteme. Anstreifvorgänge dür-fen z.B. Schadensabläufe nur so beeinflussen, dass die Folgeschäden möglichst gering gehalten werden.Der turbinenseitige Rotor ist bei Wellentrennern abzubremsen, um gefährliche Überdrehzahlen zu vermei-den. Der Bruch einer Schaufel darf nicht zum Bruch der restlichen Schaufeln führen. Anstreifvorgängesollten nicht selbstverstärkend sein und dürfen das Gehäuse nicht überlasten (thermisch, mechanisch, Ver-schleiß). Diese Gefahr besteht insbesondere dann, wenn Blattbruchstücke von den Spitzen der Schaufelnüberlaufen werden. Es darf zu keinem (Titan-) Feuer bzw. zu keinen (Staub-) Explosionen kommen.
Das Anlauf- / und Einlaufverhalten von Tribosystemen zur Spaltminimierung
Wegen der vielfältigen Betriebseinflüsse (Bild 7.1.1-1) auf ein Spalthaltungssystem ist dessenEntwicklung und Optimierung äußerst zeit- und kostenaufwändig (Bild 7.1.1-2). Ein besonderes Problemist die ausreichend betriebsnahe Charakterisierung, Prüfung und Erprobung der Eigenschaften von An-undEinlaufsystemen. Dies beginnt bei der Qualitätssicherung im Fertigungsprozess, gilt für die Bewertung intechnologischen Versuchen und die Erprobung im Triebwerk. Die Beurteilung der Prüfergebnisse wirdsinnvollerweise vergleichend mit Erfahrungen an Systemen aus dem Triebwerksbetrieb erfolgen. DieErprobung sollte möglichst an Orginalbauteilen oder diesen ausreichend ähnlichen Proben erfolgen, weilbauteiltypische Eigenschaften, wie z.B. das Schwingverhalten, Steifigkeiten, Querschnitte und damit dieWärmeabfuhr für das Ergebnis von entscheidender Bedeutung sind. Letztendlich ist das Langzeitverhaltenim Triebwerk im typischen Betrieb entscheidend („the engine will tell us!“). Die Auswahl der Werkstoffedes Tribosystems muss neben dem Anstreifverhalten eine Vielzahl weiterer Forderungen berücksichtigen.Hierzu gehört:
- Keine unzulässige Beeinflussung der Komponenten (z.B. durch Schwingermüdung oder Überhitzung).
- Keine Schädigung anderer Bauteile durch Abriebpartikel (z.B. Heißteilverstopfung, Reaktionenmit Heißteiloberflächen, Erosion).
Anstreifparameter
Die Ausbildung und Größe eines Spalts zwischen Bauteilen mit unterschiedlichen Umlaufgeschwindigkeitenhängt von verschiedenen Parametern ab und kann variieren. Zu den Anstreifparametern gehören Zustellung,Anstreifgeschwindigkeit und Zeitdauer. Wichtiges Merkmal der Zustellung ist die Art der Zustellbewegung.Diese kann kontinuierlich oder oszillierend, bleibend (z.B. bei plastischen Verformungen durch Kriechen)oder reversibel (z.B. bei Wärmedehnungen oder elastischen Verformungen) ablaufen. Beim Anstreifvor-gang ist der Kontaktbereich von erheblicher Bedeutung (z.B. für die Wärmeentstehung undSchwingungsanregung). Die Schaufelspitzen können über den gesamten Umfang, nur über eine kurze Streckeoder periodisch mit der Gegenfläche in Kontakt stehen. Typische Ursachen für den ungleichmäßigen Verzugeines Gehäuses sind Steifigkeitssprünge im Bereich von Axialflanschen.

Seite 7.1.1-3
Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Zeitabläufe und Zustellung:
Von den Anstreifbedingungen hängt die Beanspruchung der Bauteile beim Anstreifvorgang ab.Hierzu gehören Schwingungsanregungen, statische Verformungen und die Aufheizung der Schau-feln, Rotornaben und Gehäuse.
Natürlich sind die Zustellbewegungen die zur Spaltüberbrückung führen ebenfalls durchaus unterschiedlich.Stoßartige Rotordurchbiegungen können in Sekundenbruchteilen einen Anstreifvorgang ablaufen lassen,Wärmedehnungen bei Gehäusen können Minuten benötigen.
In Lit. 7.1.1-3 wird festgestellt, dass langsame Zustellbewegungen bei hohen Betriebs-temperaturen schwere, besonders schädigende, Anstreifvorgänge auslösen. Höhere Zustell-geschwindigkeiten sind dagegen bei niedrigen Betriebstemperaturen gefährlicher.
Die Spaltüberbrückung zwischen rotierenden und statischen Bauteilen ist bauteilspezifisch vonParametern wie Anstreifzeit, Zustellung, Kontaktweg bzw. Kontaktfläche abhängig:
- Große Zustellungen in Sekundenbruchteilen bei großen Unwuchten in Schadensabläufen (Verdichter-pumpen, Vogelschlag, Unwuchten)
- Große Zustellungen in Sekundenbruchteilen durch Verformungen von Gehäusen und Leitappa-raten als Folge von Schäden bzw. extremer Krafteinwirkung (z.B. Vogelschlag, Containment beiSchaufelbruch)
- Zustellung in Sekundenbbruchteilen als Folge eines Fremdkörpers im Spalt
- Axiale große und schnelle Anstreifvorgänge, besonders mit Axialbewegungen als Folge von Wellen-trennern.
- Schnelle große Zustellung durch selbstverstärkende Anstreifvorgänge wie „Fangen“ und Auf-drehen einer Fanschaufel im Gehäuse oder Materialaufbau durch Aufschmieren.
- Kleine schnelle radiale Zustellungen in Sekundenbruchteilen durch hochfrequente Schwingun-gen von Gehäusen und/oder Rotorkomponenten.
- Über Sekunden anwachsende große Zustellung (z.B. bei Rotorverkrümmung)
- Elastische Verformungen im Minutenbereich von Gehäusen und/oder Rotoren (z.B. bei Kurvenflugdurch Trägheitskräfte und Kreiselkräfte).
- Langsame, relativ kleine Zustellung über mehrere Minuten (z.B. bei Dehnungsunterschiedendurch thermische Dehnungen, Fliehkräfte, Gasdrücke).

Die Sicherheit von Flugtriebwerken
Seite 7.1.1-4
Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Ein Anlauf- oder Einlaufsystem muss einer Vielzahl unterschiedlichster, teilweise gegensätzlicher Forderungen genügen.
Herstellung Funktion Betriebseinflüsse
• Schichten: - Struktur - Härte - Festigkeit - Haftfestigkeit - Eigenspannungen - Dicke - zulässige Fehlstellen - Kosten - Machbarkeit - Prüfbarkeit - Entfernbarkeit - Erneuerung/ Reparatur
• Gegenflächen (Schaufel- und Labyrinthspitzen): - geeignete Geometrie - Panzerung - Reparaturfähigkeit
• Anstreifverhalten:- keine unzulässigen Schädigungen (z.B. thermisch oder Schwingermüdung)- gewünschtes Ver- schleißverhalten- keine Schwingungs- anregung anderer Bauteile.- kein katastrophaler Versagensmecha- nismus- kein Zünden eines Titanfeuers- kein Zünden eines Ölfeuers (Funken- bildung)- keine Staubexplosion- Funktionsfähig nach Modultausch
• Dichtwirkung:- gute Dichtwirkung- ausreichende Dicht- wirkung über die vorgesehene Lebens- dauer.
• Spaltkontrolle:- Wärmeisolation- Wärmeleitung
• auf das Tribosystem:- geringe Alterung (z.B.Oxidation)- Schwingfestigkeit (z.B. "blade passing frequency", Gehäuse- schwingungen)- Korrosionsfestigkeit- Erosionsfestigkeit- ausreichende Haft- festigkeit von Schich- ten (LCF, HCF)
• auf andere Kompo- nenten:- Keine unzulässige Erosion durch Abrieb aus dem Anstreifvorgang- keine unzulässigen Reaktionen des Abriebs mit Heiß- teiloberflächen- keine korrosive Wirkung- keine gefährlichen (harten) Fremdkörper im Ölkreislauf (Lager)- keine Heißteilverstopfung- keine Verschmutzung von Pyrometerlinsen
Bild 7.1.1-1

Seite 7.1.1-5
Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Bild 7.1.1-1: Die Vielzahl oft gegensätzlicherAnforderungen an Anstreifsysteme macht Kom-promisse notwendig.
Herstellung:
Schichten:
Die Struktur einer Schicht beeinflusst dasZerspanungsverhalten und Alterungsprozesse(z.B. Oxidation, Korrosion). Sie wird von Merk-malen wie Porosität, Ausrichtung (z.B. Lagenbei Spritzschichten), Anordnung, Größe undForm unterschiedlicher Phasen (z.B. Nickelund Grafit) bestimmt. Schichteigenschaftenlassen sich über die Parameter desBeschichtungsprozesses (z.B. thermisches Sprit-zen) in weiten Grenzen beeinflussen.Die Härte einer Schicht beeinflusst neben demeigenen Abriebverhalten den Verschleiß an derGegenfläche. Die Messung der Härte poröser,vielphasiger spröder Schichten ist äußerst pro-blematisch und ergibt gewöhnlich stark streu-ende Werte die nur bedingt für eine ausreichendsichere Qualitätskontrolle geeignet sind.Festigkeit: Struktur und Härte bestimmen dieinnere Festigkeit der Schicht. Diese ist zusam-men mit dem Verformungsverhalten (spröd oderduktil) von besonderer Bedeutung für dasZerspanungsverhalten und damit dieAnstreifkräfte, welche auf die Schaufelspitzewirken. Sie beeinflusst zusätzlich die Erosi-onsempfindlichkeit der Schicht und dasSchwingermüdungsverhalten.Haftfestigkeit: Schichten müssen über die ge-samte Betriebszeit, insbesondere dieBetriebszyklen, sicher auf dem Substrat/Bauteilhaften. Unterschiedliche Wärmedehnungenund mechanische Belastungen (z.B. Fliehkräfte)müssen ohne unzulässige Schwächung der Haft-festigkeit aufgenommen werden. Zur Gewähr-leistung einer ausreichenden Haftfestigkeitwird gewöhnlich zuerst eine Haftschicht auf diemechanisch aufgerauhte Bauteiloberfläche(abrasiv gestrahlt) aufgebracht. Eine geeigne-te mechanische Verklammerung (Rauigkeit und
Topografie) und ausreichende Kohäsionskräfte(Diffusion, Verschweißung) sind Voraussetzungfür eine gute Haftfestigkeit. Diese steht zusätz-lich in Zusammenhang mit der inneren Festig-keit der Schichten und Eigenspannungen.Eigenspannungen überlagern sich den Betriebs-belastungen. So können je nach Eigen-spannungshöhe und -art entweder die Schicht-lebensdauer über die Haftfestigkeit verbessertoder verschlechtert werden. Die Ausbildungder Eigenspannungen ist vom Herstellungs-prozess gesteuert. Besonders einflussreich ist dieTemperaturführung von Schicht und Substratbeim Beschichtungsvorgang.Die Dicke einer Einlaufschicht bestimmt diemögliche radiale Zustellung. Sie beeinflusstaber auch den Wärmeübergang in das Bauteilund kann so als Wärmedämmschicht ein Ge-häuse thermisch träge machen. Dagegen ver-bessert eine dichte Al-Spritzschicht den Wärme-fluss . Damit trägt die Schicht entscheidend zurSpaltkontrolle bei. Je dicker eine Schicht ist,um so größer sind gewöhnlich die Eigenspan-nungen im Schicht/Substratsystem.Zulässige Fehlstellen müssen in seriengeeig-neten Verfahren feststellbar und bewertbarsein. Solche Fehlstellen erfordern ausreichendBetriebserfahrungen.Die Prüfbarkeit von Schichten ist in diesemZusammenhang eine wichtige Voraussetzungfür den Serieneinsatz. Nicht selten sind spezi-ell an den Schichttyp angepasste Verfahren (z.B.Thermografie, oder besondere Eindring-verfahren) notwendig. Eine Ultraschallprüfunglässt sich z.B. bei lamellarer Schichtstrukturund/oder Porosität nicht erfolgreich anwenden.Die Kosten eines Anstreifsystems entstehen so-wohl durch den Herstellungsprozess, als auchdurch, im Rahmen der Überholung notwendige,Reparaturen. Schichten, die sich nur miteiner merklichen Schädigung wenige Maleerneuern lassen, können durch die Bauteil-kosten indirekt sehr teuer werden.
Fortsetzung Seite 7.1.1-6

Die Sicherheit von Flugtriebwerken
Seite 7.1.1-6
Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Gegenflächen (Schaufel- und Labyrinth-spitzen):
Die Herstellung der Geometrie der Gegen-fläche darf diese nicht als Schwingfestigkeits-abfall schädigen. Überhitzungen bei einemSchleifprozess oder Schwingermüdungsrissebeim Überschleifen der Spitzen müssen vermie-den werden.
Panzerungen dürfen die aerodynamische Wirk-samkeit der Schaufelspitzen nicht unzulässigbeeinflussen. Deshalb ist besonders auf die Ein-haltung der vorgegebenen Schichtdicken unddie Schichtrauigkeit zu achten. Bei Panzerun-gen ist auf Veränderungen der Schwing-festigkeit bzw. das Schwingverhalten derSchaufeln zu achten. Reaktionen der Beschich-tung (z.B. Lot für die Einbettung von Hart-partikeln) mit dem Grundmaterial können ver-sprödend wirken. Gegenflächen unterliegen injedem Fall beim Anstreifvorgang auch einemVerschleiß.Bei der Überholung bzw. Reparatur muss ge-wöhnlich die Neuteilgeometrie wieder herge-stellt werden. Dies ist z.B. durch eine plasti-sche Verformung der Schaufelspitze (featheredging) oder durch Aufschweißen und mecha-nische Nacharbeit möglich. Labyrinthspitzenwerden ebenfalls mit speziellen Verfahren auf-geschweißt und nachgearbeitet. In jedem Fallsind vorher Panzerungen zu entfernen. Eine beider Überholung bzw. Reparatur nicht ausrei-chend problemlos entfernbare Panzerung istdeshalb praxisungeeignet. Hierzu gehörenchemisch und abrasiv resistente keramischeSchichten, deren Entfernung im Ätzbad auchdie natürlichen Karbide des Grundwerkstoffsherauslösen. Werkstoffe, die sich nicht Auf-schweißen lassen, schränken den Betriebs-nutzen der Bauteile wegen der eingeschränk-ten Reparierbarkeit entscheidend ein.Darüber hinaus müssen Panzerungen als Vor-aussetzung für niedrige Anstreifkräfte undgeringe Reibungswärme eine ausreichend
Funktion:
Anstreifverhalten:
Beim Anstreifvorgang darf kein Element desSystems unzulässige Schädigungen erfahren.Überhitzungen der Schaufelspitzen, von An-laufschichten oder Rotor- bzw. Gehäuse-wandungen müssen vermieden werden. Werk-stoffe der Gegenflächen, die beim Anstreifenzu Thermoermüdungsrissen oder Heißrissenneigen, sind genauso wenig geeignet wieBeläge, die beim Anstreifvorgang die Beschau-felung zu bedenklichen Schwingungen anregen.
Das Verschleißverhalten der Kontaktwerkstoffedes Anstreifsystems muss entsprechend einerAnlauf- oder Einlauffunktion aufeinander ab-gestimmt sein. Üblicherweise wird man, soweites sich realisieren lässt, die Gegenflächen (z.B.Schaufelspitzen) möglichst wenig verschleißenlassen, weil eine Reparatur teurer, risiko-behafteter und komplexer ist als die Erneue-rung des Anstreifbelags.
Ein katastrophaler Versagensmechanismus,durch progressiven Aufbau der Gegenfläche mitAbriebmaterial, sollte durch Panzerungen undkonstruktive Gestaltung vermieden werden.
Feuer (Titanfeuer, Ölfeuer) dürfen durch einenAnstreifvorgang nicht ausgelöst werden. D.h.die Aufheiztemperaturen beim Anstreifen dürfendie Zündtemperaturen des Grundmaterials imLuftstrom nicht erreichen. Die Bildung niedrigschmelzender Phasen (Schädigung, brennendeTröpfchen) ist zu vermeiden.Bei extremen Anstreifvorgängen, z.B. bei gro-ßen Unwuchten, müssen große Abriebmengen,die zu einer unbeherrschbaren Staubexplosionführen, vermieden werden (Kapitel 9.4). Ein be-sonderes Gefahrenpotential besteht z.B. bei feinverteilten Metallstäuben (Aluminium,Magnesium, Titan), und/oder Kunstharz- oder
schneidfähige Oberfläche aufweisen. Schichtensollten deshalb keine glatte, nachgearbeiteteOberfläche besitzen, sondern eine ausreichen-de Rauigkeit aufweisen.
Fortsetzung von Seite 7.1.1-5

Seite 7.1.1-7
Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Grafitstaub (grafithaltige Beläge, C-Faser ver-stärkte Kunststoffe). Dies ist bei der Auswahldes Belagmaterials zu berücksichtigen.
Dichtwirkung:
Die Dichtwirkung eines Anstreifsystems hängtnicht nur von der Spaltgröße und der Spalt-geometrie ab. Von Einfluss sind auch die Ober-flächenstruktur des Belags (z.B. Honeycomb-dichtung) oder eine offene innere Porosität(z.B. Metallfilz). Mit einer geeigneten Konturder Gegenfläche lässt sich diese Problematikentschärfen.Erosion oder Ausbrüche durch Betriebsein-flüsse wie Schwingermüdung und Thermo-spannungen können die Spaltverluste über dieLaufzeit (Deterioration) merklich vergrößern.Es ist deshalb auf ausreichende Langzeit-beständigkeit, insbesondere der relativ weichenEinlaufbeläge, zu achten. Ausreichend aus-sagefähig ist nur die Betriebserfahrung und/oder realistische Erprobungsergebnisse.
Beschichtungen beeinflussen den Wärmeüber-gang und Wärmedurchgang. Sie können des-halb, je nach Schichtart, zum schnelleren oderlangsameren Erwärmen von Gehäuse-wandungen oder Rotorkomponenten und da-mit zu Spaltänderungen im Betrieb beitragen.Dies kann oder muss z.B. in Gehäusen desHochdruckverdichters berücksichtigt und ge-nutzt werden. Änderungen des Belags inRauigkeit oder Dicke wirken sich somit auchauch auf die Spaltgrößen, besonders beiinstationärem Betrieb, aus.
Betriebseinflüsse:
Auf das Tribosystem:
Von den Betriebseinflüssen des Gasstroms wieOxidation, Korrosion, Erosion und Schwing-beanspruchung sind besonders die relativ wei-chen Einlaufbeläge betroffen. So beginnt bereitszwischen 300 und 400°C eine merkliche Oxi-
dation von Grafitbestandteilen in Ni/GrafitSpritzschichten.Druckpulsationen (auch Schallbeaufschla-gung) können Ermüdung und Ausbrüche derBeläge auslösen. Bemerkenswert ist die sog.„Blade Passing Frequency“ welche auf dieDruckverteilung um die Schaufelspitzen zu-rückzuführen ist. Der Druckberg vor und dasDrucktal nach einer Verdichterrotorschaufel-spitze erzeugt beim Vorbeilaufen der Schaufelnhochfrequente Gasschwingungen an denBelägen .Schwitzwasserbildung im Stillstand unterEinwirkung von Meeresatmosphäre lässtbesonders an Al-Pulver gefüllten Kunststoff-belägen im vorderen VerdichterbereichKorrosionsschäden mit Belagausbrüchen ent-stehen. Kann Schwitzwasser durch Spalte, Ris-se oder offene Porosität bis zu einemkorrosionsempfindlichen Grundwerkstoff odereiner empfindlichen Haftschicht vordringen,werden auch korrosionsunempfindliche Belä-ge unterwandert und abgelöst. Dieser Effektist z.B. bei beschichteten Zwischenringen(Spacern) aus Stählen zu berücksichtigen.Der Gasstrom und von ihm mitgeführte Parti-kel beanspruchen Anstreifbeläge, insbesonderedie weichen Einlaufbeläge in Gehäusen,merklich. Sinkt die Festigkeit infolge Alterung,kann eine ausgeprägte Spaltvergrößerungdurch Erosion erfolgen und so das Triebwerks-verhalten verschlechtern.Erosion an Heißteilen lässt sich als Folge aus-bröckelnder keramischer Schichten beobach-ten. Werden dünne Oxidationsschutzschichtenerosionsgeschädigt, beschleunigen sich Oxida-tion und Abtrag.
Wärmedehnungen und Dehnungen unter me-chanischen Beanspruchungen (bei Rotor-komponenten durch die Fliehkräfte, beiVerdichtergehäusen durch den Druckaufbau)können die Haftfestigkeit des Belags auf demBauteil absenken und zu Ausbrüchen führen.
Fortsetzung auf Seite 7.1.1-8

Die Sicherheit von Flugtriebwerken
Seite 7.1.1-8
Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Gefährdet sind erfahrungsgemäß harte kera-mische Zwischenringbeläge mit einem ungün-stigen Eigenspannungszustand durch dieLCF-Beanspruchung infolge der Start/Abstell-zyklen.
Folgeschäden nach Versagen der Anstreif-schicht:
Anstreifsysteme können auch andere Kompo-nenten des Triebwerks merklich beeinflussen.Belagpartikel, die durch den Anstreifvorgangoder durch Erosion entstehen, werden im Gas-strom mitgeführt und wirken erosiv oder kor-rosiv auf andere Komponenten. Reaktionenmit Heißteiloberflächen sind ebenso zuvermeiden wie eine äußere oder innereVerstopfung der Heißteile. Die Neigung zurVerstopfung von Heißteilen hängt u.a. von derZähigkeit und Schmelztemperatur derPartikelschmelze, die im Brennkammerbereichentsteht, ab. Schmelzen, die mit dem Grund-werkstoff bzw. den schützenden Oxidschichtenreagieren, können beim Abkühlen zumAbplatzen (Wärmedehnungsunterschied zwi-schen Ablagerung und Grundwerkstoff)führen.So wird der Abzehrungsvorgangverstärkt.
Bild 7.1.1-2: Viele Werkstoffkennwerte beein-flussen das Anstreifverhalten eines Gehäuse-belags (Lit 7.1.1-3). Zu den werkstofflichenMerkmalen gehören Struktur, Dichte, Zusam-mensetzung und die mechanischen Eigenschaf-ten. Hinzu kommen thermo-physikalische Ei-genschaften wie Schmelzpunkt, spezifischeWärme, Wärmeleitfähigkeit und Wärme-dehnung. Eine Auswahl potentieller Belag-werkstoffe nach diesen Kriterien kann wegender Komplexität des Anstreifvorgangs nicht denpraktischen Eignungsnachweis ersetzen. DieWerkstoffkennwerte sind jedoch hilfreich fürErklärung bzw. Interpretation der Versuchs-ergebnisse. Es bleibt festzuhalten:
Fortsetzung von Seite 7.1.1-7Die Entwicklung und Prüfung von Anstreif-systemen erfordert entsprechend dem An-forderungsspektrum vielfältige technologi-sche Prüfungen. Hierzu gehören:
A und F: Messung des Abriebverhaltens. ImAufbau A wird die Energieabgabe einerpendelnden Schneide für einen vorgegebenenAbrieb der zu prüfenden Belagprobe gemessen(Lit. 7.1.1-9). Messwerte an dieser Anlage streu-en erfahrungsgemäß stark und entsprechennicht ausreichend dem Triebwerksbetrieb mitweit höheren Schnittgeschwindigkeiten und un-terschiedlichen Bauteilelastizitäten. Aussage-kräftiger, aber auch bedeutend aufwändiger,sind Versuche mit Originalteilen in einemAnstreifprüfstand („ F“).
B: Bei dieser Anordnung zur Ermittlung derSchwingfestigkeit im Belag und an der Haft-fläche wird ein Ultraschallwerkzeug gegen dasSubstrat (Gehäusewand) gedrückt. So lassensich hochfrequente Schwingungen der Luft(„blade passing frequency“) und der Gehäuseeinigermaßen simulieren. Diese Versuche sindeher zur Schadenssimulation geeignet, umVerbesserungen im Vergleich abzusichern.
C: Die Haftfestigkeitsprüfung erfolgt an„Knopfproben die zwischen zwei Ein-spannungen für eine Zugprobe geklebt werden.Haft-bzw. Schichtfestigkeiten über der Festig-keit dieser Kunstharzkleber sind somit nicht zuermitteln. Dies gilt insbesondere fürTemperaturen, bei denen die Festigkeit desKlebers merklich abfällt (ca. 100°C ).
D: Die thermische Wechselfestigkeit (Ther-moermüdung) kann durch wechselnde An-strömung mit Heißgas und kalter Luft verglei-chend abgeschätzt werden. Die Beurteilung derVersuchsergebnisse benötigt Erfahrung mitdem Betriebsverhalten der Komponenten imTriebwerk. Kriterien sind Rissbildung, Ablö-sungen und Alterung.
Fortsetzung auf Seite 7.1.1-10

Seite 7.1.1-9
Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Schaufel
Spitze
Abrieb
Aufheizung (Längung) Zündung (Titanfeuer)
Schädigung(- Schwingermüdung- Versprödung- Kerben- Festigkeitsabfall)
Überhitzung
Deformation
BelagAbrieb
Erosion
Schwingermüdung ( - Schwingung - Thermoermüdung)
Alterung (Oxidation)
Korrosion
Gehäuse
GesamttriebwerkHeißteilverstopfung
Heißteilschädigung (Reaktionen mit demGrundmaterial)
Erosion durch AbriebZündung eines Ölfeuers
Staubexplosion
Blattbereich
Deformation
Gewaltbruch
Ermüdung (Schwingung)
Wandung
Wichtige Eigenschaften eines Anstreifsystems
entspricht dem Energieverlustdurch Anstreifen
Belagprobe
Schneide(Blattspitze)
Ges
amtb
erei
ch (
Bei
spie
l Ni/C
g)zu
läss
igel
Tol
eran
z
Rei
bene
rgie
[J]
Pendelschneidwerk
unzu
läss
ig
Messung des Abriebverhaltens
Knopfprobe
SpritzschichtSubstrat
Verklebungen
Abziehkörper (Probenbefestigung) ca. 25 mm
Gummiadapter
Leckluftzu prüfenderporöser Belag
Schlauchverbindung
Luftdruck ca. 0,7 barDurchflussmessgerät
Manometer
Ventil
Fügezone
ca. 10 mm
Ultraschallwerkzeug
ausgebrochenderBelag
Rückwand derBelagprobe
Kamera
Messwerte-übertrager
Prüfkammer
Rotor-antrieb
Zustellantrieb
Zustellspindel
Gegenlager
Gehäuse mitEinlaufschicht
beschaufelter Rotor
Prüfstand für das Triboverhalten von Anstreifsystemern
zu prüfende Turbinen-Ringsegmente
Kühlluft
Kühlluft
abwechselndHeißgasoder Kaltluft
Kraftstoffzufuhr Brennkammer Kühlluft für dieSchaufel,gegebenenfallspartikelbeladen
gekühlte Schaufelmit Schleierkühlung
Zuführung vonBelagpartikelnoder Staub
Verbrennungsluft
Druckluft mitPrüftemperatur
Staubgefäß
Probe
Prüfkammer
Erosionsprüfstand
A B C
D
E
FGH
Eigenschaftsnachweis und Qualitätssicherung sind bei Anstreifsystemen eine anspruchsvolle Aufgabe
Bild 7.1.1-2

Die Sicherheit von Flugtriebwerken
Seite 7.1.1-10
Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
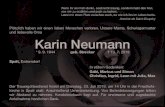
Bild 7.1.1-3:Oben links ist das Verschleißdia-gramm für das Anstreifsystem Schaufel (TiAl6-4) gegen eine plasmagespritzte Nickel/Gra-fit Einlaufschicht. Interessanterweise nimmtder Blattspitzenabrieb mit steigender Anstreif-geschwindigkeit ab. Mit der Zustellgeschwin-digkeit nimmt der Blattspitzenabrieb erst zu,dann ab.Eine typische Verschleißkarte (schematisch)des Verschleißmechanismus nach Fa,. Sulzer(siehe auch Bild 7.1.1- 4 ) für ein Anstreifsystemzeigt das Diagramm oben rechts. Die hier nichteingetragenen Einzelmesswerte enthalten An-gaben zu den Anstreifparametern: „gewichte-te Belagrauigkeit“ und Gewichtsänderungdes Blattes. Dabei kann es sich um Abrieb oderum Aufschmierungen handeln. Das Verhaltender Blattspitze ( Aufschmierung) überlagert sichmit unterschiedlichem Belagverhalten (Schneid-vorgang, Belagausbrüche). Größte Belag-rauigkeiten entstehen beim Aufschmieren desBelags auf die Schaufelspitze. Schneidvorgängeführen erwartungsgemäß zu wenig Spitzenab-rieb, die entstehenden Belagrauigkeiten kön-nen jedoch in einem weiten Streuband zwischenGlättung und deutlicher Aufrauung liegen.Eine Verschleißkarte für ein reales System stelltdas untere Diagramm dar. Man erkennt, dassder Verschleißmechanismus teilweise mit den
E: Für die Abschätzung der schädigenden Nei-gung des Schichtabriebs auf Heißteile, wie Ver-stopfung von Kühlluftöffnungen und -kanälenoder unzulässige Reaktionen mit derOberfläche, lässt sich ein Heißgasversuchnutzen. Schichtabrieb wird in eine Brennkam-mer eingeblasen und vom Gasstrom auf oderin das Heißteil transportiert. GeschmolzenerAbrieb kann sich auf dem Blatt ablagern, Boh-rungen für die Schleierkühlung zusetzen undmit der schützenden Oxidschicht reagieren.Beim Abkühlen kommt es gegebenenfalls zumAbplatzen des spröden Belags mit der Oxid-schicht. Die freigelegten metallischen Oberflä-chen oxidieren verstärkt. Innen liegende Kühl-luftbohrungen können durch zähflüssigen Staubverstopfen.
F: Anstreifstand zur Untersuchung des Ver-haltens eines Systems unter realistischen An-streifbedingungen. Von besonderem Interesseist die thermische und dynamische Schaufel-belastung beim Anstreifvorgang. Dabei werdenmit geeigneten Sensoren (Temperatur, Deh-nung) ausgerüstete Originalschaufeln mitbetriebstypischen Umfangsgeschwindigkeitenund Temperaturen mit Originalanstreifflächen(Gehäuse oder Rotornabe) zum Anstreifen un-ter kontrollierten Zustellbedingungen gebracht(Bild 7.1.1-8). Es sei darauf hingewiesen, dassdiese Versuche üblicherweise im Vakuum erfol-gen. Damit wird der Aspekt der Titanfeuer-zündung nicht abgedeckt. In diesem Fall ist einPrüfstand erforderlich, bei dem die Schaufelsteht und der Anstreifbelag rotiert (Bild 9.1.1-14). Das Tribosystem ist darauf zu überprüfen,dass kei „Streichholzeffekt“ auftritt.
G: Permeabilitätsmessung poröser Anstreif-schichten. Ermittelt wird die Neigung des Be-lags Leckluft um die Schaufel- oder Labyrinth-spitze fließen zu lassen.
H: Dieser Erosionsversuch sollte vergleichendmit Betriebserfahrungen erfolgen. Der Staub
Fortsetzung von Seite 7.1.1-8wird mit injizierter Luft auf die Probe gebla-sen. Mit diesem Versuch kann der Einfluss ver-schiedener Parameter wie Partikelgeschwin-digkeit und Auftreffwinkel auf das Erosions-verhalten der Anstreifschicht abgeschätzt wer-den.

Seite 7.1.1-11
Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
150
m/s
BelagausbrücheMaterialübertrag
Schnittwirkung
Schaufelabrieb
0Blattabrieb
Bel
agra
uigk
eit
Anfangswert
mit verändertem Schaufelgewichtnormiertes Abriebvolumen des Belags
Volumenbezogene Verschleißrate für dasTribosystem Schaufelspitze Ti6Al4V undflammgespritzten Ni/Grafit Belag(nach Fa. Sulzer)
0- +
Bel
agra
uhig
keit
Gewichtsänderung des Blattes
Anfangsrauigkeit
Die Effekte an der Schaufelspitze beim Anstreifenkönnen in Abhängigkeit von den Tribobedingungensehr unterschiedlich sein.
0
-5
-10
-15
-20
-25
-30
-35
-40
0
-5
-10
-15
-20
-25
-30
-35
-40
300
150250
125
25
Blattsp
itzen
gesc
hwin-
digke
it [m
/s]
Zustellgeschwindigkeit
[0,001 mm
/sm/s]
Abr
ieb
[mg]
Abr
ieb
[mg]
3D-Verschleißdiagramm für eine Schaufelspitzeaus Ti6Al4V und einem Ni-Grafit-Einlaufbelag
300
m/s
450
m/s
250 m/s
Aufschmieren der Blattspitze
SchneidvorgangBelagausbrüche
BlattspitzenabriebAufschmierung desBelags auf dieBlattspitze
Bild 7.1.1-3
Anstreifgeschwindigkeiten korelliert. Bei nied-rigen Anstreifgeschwindigkeiten (150 m/s) trittbevorzugt Schaufelabrieb auf, bei mittlerenGeschwindigkeiten um 300 m/s entstehenBelagausbrüche und bei hohen Geschwindig-keiten besteht die Gefahr der Material-
übertragung auf die Schaufelspitze. Dies be-deutet einen selbstbeschleunigenden Ver-schleißvorgang.Es zeigt sich also, dass ein Anstreifsystemgenau auf die in der jeweiligen Anwendungherrschenden Parameter abgestimmt werdenmuss.

Die Sicherheit von Flugtriebwerken
Seite 7.1.1-12
Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Blattbiegebelastung [% Dehnung]
Bla
ttspi
tzen
tem
pera
tur
[°C
]
100 %
120%
rela
tive
Rei
blei
stun
g
Oberflächenrauigkeit des Spacerbelags0
Die Belastung der Schaufeln beim Anstreifen aneinen harten Belag hängt deutlich vom Belagwerkstoffund der Belagrauigkeit ab.
Spacer Umlauf
"Ratterspuren": leichterMaterialauftrag in gleich-mäßigen Abständen
Spacer Umlauf
starker Materialauftrag("Aufschmierungen")
Spacer Umlauf
gleichmäßiger leichterMaterialauftrag
Typische Anstreifbilder auf hartenAnlaufbelägen
Schaufelspitze
Gratbildung
Drehrichtung
A B C
Typisches Aussehen von Schaufelspitzennach dem Anstreifen an einem hartenAnlaufbelag
600
00 0,1
Feinkorn
Mittelkorn
Grobkorn
WC
WC
WCCrC
Al2O3
SiC galvanisch gebundenSiC
unbeschichtet
Bild 7.1.1-4

Seite 7.1.1-13
Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Bild 7.1.1-4: Das Diagramm oben links(Lit.7.1.1-1) zeigt die in einem Prüfstand er-mittelten Anstreiftemperaturen für typischeSpitzenbeschichtungen von Leitschaufeln ge-gen einen Rotorzwischenring aus Cr-Stahl. DerBelag mit der niedrigsten Reibungstemperaturwurde galvanisch mit eingelagerten hartenPartikeln aufgetragen . Die niedrige Wärme-entwicklung wird durch die galvanische Bin-dung erklärt. Damit sollte verhindert werden,dass, nicht wie bei thermischen Spritzverfahren,ein Abrunden der abrasiven Partikel durch An-schmelzen auftritt. So ist die Zerspanung desAnstreifbelags durch die scharfkantigen Par-tikel besser. Je niedriger die Anstreiftempe-raturen liegen, um so günstiger ist der Belag inHinsicht auf eine Schädigung des Rotors und/oder der Schaufelspitze zu bewerten. Es ver-mindert sich z.B. die Gefahr eines Durch-brennens des Rotors (Bild 7.1.3-6 ). NiedrigeAnstreiftemperaturen lassen bei hartenSpitzenbeschichtungen entweder auf einen Zer-spanungsvorgang im Mikrobereich oder einensehr niedrigen Reibbeiwert des Tribosystemsmit entsprechend geringer Wärmeentstehungschließen. Interessant ist, dass die Reibleistungmit der Rauigkeit der harten Beläge anstieg(Diagramm oben rechts). Dies kann damit er-klärt werden, dass bei diesem Tribosystem we-nig Zerspanung und mehr Abrieb stattfand.Als allgemeingültig ist dieses Verhalten wohlnicht anzusehen. Nach Angaben in Lit. 7.1.1-3ist die Reibenergie beim Anstreifvorgang alsKriterium für ein Einlaufsystem untauglich.„Rub energy does not correlate with blade wearand cannot be used as a screening test forcoating materials“. Das Verhalten eines Tribosystems lässt sich inGrenzen aus dem Erscheinungsbild der an-gestreiften Schaufelspitzen abschätzen (Skiz-ze unten links). Bei weichen Einlaufbelägenund/oder schneidfähigen Schaufelspitzen mitrelativ geringer Wärmeentstehung ist ein er-wünschter Abrieb ohne merkliche Gratbildungzu erwarten („A“). Eine schlechte Zerspanungmit großer Wärmeproduktion lässt vorzugs-
weise einseitige Grate erwarten („B“). Im Ex-tremfall treten beidseitige Grate auf („C“).Beidseitige Grate dürften von Stauchkräften be-günstigt werden, die bei schneller Zustellungzu erwarten sind.Die Skizze rechts unten zeigt typische Anstreif-bilder auf Belägen von Anlaufsystemen mitharten Schichten (z.B. Spacer). Es ist möglich,dass die drei dargestellten Haupttypen auch inKombinationen auftreten. Als normal kann einegleichmäßige, leichte Anstreifspur gelten. Star-ker Materialauftrag mit Anzeichen großerHitzeentwicklung (Lit 7.1.1-5 ) werden häufigbei starkem Anlauf auf keramischen Schichten,wie an Hochdruckturbinenringsegmenten, be-obachtet. In Verdichtern sind solche Anstreif-spuren ein Hinweis auf einen potentiell gefähr-lich beschleunigten Anstreifvorgang der zum„Durchbrennen“ dünner Querschnitte wieRotorzwischenringen führt.Schwache, periodische Anstreifspuren wer-den immer wieder beobachtet (Lit 7.1.1- 1). DieUrsache für diese Erscheinung ist nicht ein-deutig klar. Es kann sich um den Hinweis aufSchwingungen einer anstreifenden Schaufelhandeln. Denkbar ist aber auch, dass sichlediglich fertigungsbedingte Stufen im Belag(Rattermarken vom Schleifprozess) beim An-streifvorgang abbilden.Die Anstreifflächen bei Versuchen mit Titan-schaufeln sind darauf zu überprüfen, ob es Hin-weise auf die Zündung eines Titanfeuers gibt(„Streichholzeffekt“).Derartige Anzeichen sindOxidation und Aufschmelzungen der Schaufel-spitzen welche die Anstreifspuren überdecken.

Die Sicherheit von Flugtriebwerken
Seite 7.1.1-14
Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
neue Keramiken undKeramik-Metall Systeme
gefüllte Honigwaben
offenzellige Honigwaben auskonventionellen Metallen
verbesserte Sinterwerkstoffe
gespritztes poröses Nickel
gespritzte Matrix mit Füllern
gespritzte Metallpulver
gespritzte Metalle
infiltrierte gespritzte Metalle
gegossene Kunststoffe mit Füller
flammgespritzte Kunststoffe mit Füller
Füllwerkstoff: Pulver aus intermetallischen Phasen wie NiAl oder NiCrweiterentwickelte Folien, gegossene verstärkte Legierungen(dispersionsgehärtet)
z.B. aus Metallfasern oder Metallpulvern
z.B. NiCr/BN
gesinterte Metallfilze, gesintertes Ni/Grafit-Pulver, Metallpulver wieHastelloy X, Haynes 1888, intermetallische Phasen
Aluminium, Silber, Aluminium/Grafit, Aluminum/Silizium, CuNi/Bentonit
z.B. CuNi/Wasserglas
z.B. Silikongummi mit Glas-Mikrospheres", Epoxid mit "Phenol-Mikroballoons"
z.B. Aluminium/Polyester
(unter Verwendung von Angaben nach F.H. Mahler)
1200
900
600
300
20
Anw
endu
ngst
empe
ratu
r [°
C]
Für einen weiten Temperaturbereich gibt es spezielleAnstreifsysteme mit spezifischen Problemen.
Bild 7.1.1-5

Seite 7.1.1-15
Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung:
Schaufelspitzen: GrundlagenBild 7.1.1-5 und Bild 7.1.1-6: Spezifisch fürdie Anforderungen der Komponenten geeigne-te Anstreifschichten gibt es für den gesamtenweiten Betriebstemperaturbereich eines Trieb-werks. Für die hohen Temperaturen im Trieb-werk kommen meist harte keramische undmetallische Anstreifschichten zum Einsatz,während für niedrigere Temperaturen im Ver-dichter weichere Beläge (z.B. Ni/Grafit, gefüllteKunstharze, gefüllte Elastomere)geeignetersind. Ob eine Schicht als Anlauf- oder Ein-laufschicht bezeichnet werden kann, hängtin erster Linie von der Härte der Schaufel-spitze gegenüber der Belaghärte ab. Werdenim Folgenden Schichten als Einlaufschichtenbezeichnet, wird davon ausgegangen, dass dieSchaufelspitze deutlich härter ist als die Schicht.Elastomere: Einlaufschichten aus gefülltemSilikongummi kommen im Fan-Bereich zumEinsatz. Sie werden als mehrere Millimeter di-cke Streifen eingegossen oder eingeklebt. IhrAnstreifverhalten ähnelt dem eines Radiergum-mis. Sie werden von der Schaufelspitze leichtzerspant. Derartige Beläge können auf das Ge-häuse dämpfend wirken und so vor Schwing-ungsanregung schützen. Die Festigkeit derKlebung muss für die Beanspruchungen desEinlaufvorganges (Kräfte, Temperatur) sichersein und diese Eigenschaft über die Lebensdau-er bewahren.Gefüllte Kunstharzbeläge wie Epoxidbelägemit Grafitpulver werden durch Aufspachtelnoder (in einem „Schleuderprozess“) durch Auf-gießen in das rotierende, gegebenenfalls bereitsbeschaufelte Gehäuse, eingebracht. So könnendiese Beläge zusätzlich auf die Leitschaufelnschwingungsdämpfend wirken. Längere Be-triebszeiten können durch Alterungs- undSchrumpfprozesse zu Rissbildung und Ablö-sung der Beschichtung führen.Thermisch gespritzte Einlaufbeläge: Die üb-lichen Beschichtungsverfahren sind für solcheBeläge das Flamm- oder Plasma-Spritzen.Aluminium/Polyester: Diese bis zu mehrerenMillimeter dicken Beläge bestehen aus einerMischung flammgespritzter Pulver einer Al-Le-gierung und einem besonders warmfesten
Polyesterharz. Die maximale Einsatz-temperatur liegt bei ca. 340°C. Weil solcheBeläge in Meeresatmophäre sehr korrosions-empfindlich sind (Band 1), bietet sich als Al-ternative Pulver aus einer Al-Bronze (AlCu-Le-gierung) oder eloxiertes Pulver an. Hier stelltsich jedoch die Frage nach der Verfügbarkeit.Für Reparaturarbeiten und für eine nachträg-liche Versiegelung der Anstreiffläche sowie derRänder (Schrumpfspalte!) werden organischeoder für höhere Temperaturen anorganischeLacke (z.B. Keramikbinder gefüllt mit Al-Pul-ver) verwendet. Dieser Korrosionsschutz istverständlicherweise im Fall eines Einlaufs oderbei Rissbildung im Blatt sehr begrenzt. Es wur-den Fälle bekannt, wo der Einsatz von Trieb-werken durch die Korrosion derartiger Belä-ge merklich behindert wurde. Die Beläge zei-gen eine relativ geringe Porosität der vomPolyestergehalt abhängig ist und mit dem sichein guter Kompromiss zwischen Einlauf-verhalten (Zerspanbarkeit) und Erosions-widerstand erzielen lässt (Bild 7.1.1-8). Beistarkem Ausrieb größerer Belagmengen (z.B.als Folge eines Vogelschlags oder Schaufel-schadens) besteht die Gefahr einer Staub-explosion. Reaktionen geschmolzener Al-Par-tikel mit Heißteiloberflächen können zu örtli-chen Anschmelzungen und/oder Veränderungen(z.B. Versprödung) durch Diffusion führen.Aluminium- und Aluminium/Grafit (Al/Cg,Cg steht für Kohlenstoff in Grafitform): Spritz-schichten aus Al-Legierungen haben sich seitLangem als Einlaufschichten in Verdichtern biszu Betriebstemperaturen von 480 °C bewährt.Sie zeigen einen guten Korrosions- und Ero-sionswiderstand bei ausreichendem Einlauf-verhalten. Der Abrieb dieser Al-Spritzschich-ten kann durch den Grafitanteil (zwischen 25%und 50%) optimiert werden. Diese Beläge wer-den aus Mischungen von Al- und Grafitpulverhergestellt. Die Gefahr einer Staubexplosionbesteht bei großem Abriebanfall. Die Diffusionaufgespritzter Schichtpartikel kann Heißteileschädigen.
Fortsetzung auf Seite 7.1.1-16

Die Sicherheit von Flugtriebwerken
Seite 7.1.1-16
Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Cu/Ni/Wasserglas: Diese Beläge bestehen auseiner porösen Struktur flammgespritzter Cuund Ni-Partikel, die mit Wasserglas (wässrigeLösung von Alkalisilikaten) infiltriert wird. DerKorrosions- und Erosionswiderstand dieser Be-läge ist akzeptabel, wegen des Wasserglasan-teils kommt es jedoch an den Schaufelspitzenzu erhöhtem Abrieb und Wärmeentwicklung.Nickel/Grafit (Ni/Cg): Diese flammgespritztenBeläge (plasmagespritzte Beläge sind üblicher-weise zu hart), sind die am häufigsten verwen-deten Einlaufbeläge in Verdichtern. DerGewichtsanteil an Grafit liegt üblicherweisezwischen 15% und 25%, womit sich die Poro-sität und das Einlaufverhalten gezielt beeinflus-sen lässt. Das für den Spritzprozess verwende-te Pulver besteht meist aus galvanisch mit Ni-ckel umhüllten Grafitpartikeln. Falls diese Par-tikel vorzugsweise rund sind, spricht man vonglobularen Pulvern und oft irreführend vonglobularen Schichten, obwohl der Spritz-prozess eine typische lamellare Spritzschicht-struktur erzeugt(Bild 7.1.1-6). Das Einlauf-verhalten ist nicht so gut wie das von Al- oderAl/Polyester Belägen. Der Blattspitzenabriebund die Aufheizung ist relativ hoch, wenn derBelag für eine ausreichende Erosionsfestigkeitdichter gespritzt ist. Die maximalen Betriebs-temperaturen für den Dauereinsatz liegen beica. 480 °C. Bei dieser Temperatur ist jedochschon nach wenigen hundert Stunden Laufzeitmit einer merklichen Veränderung der Schichtdurch Oxidation zu rechnen und damit einemdeutlich verschlechterten Einlauf- undErosionsverhalten. Der Abrieb solcher Schich-ten kann zur Verstopfung gekühlter Heißteileführen.Zur Verbesserung der Langzeitbeständigkeitlässt sich das globulare Ni/Cg-Pulver durchSintern zu einer Schicht mit weitgehend ge-schlossener Zellstruktur verdichten. In diesemFall kann berechtigt von einer globularenSchichtstruktur gesprochen werden. SolcheSchichten sind jedoch kompliziert herzustellenund haben sich in der Serienanwendung nichtdurchgesetzt.
NiCrAl-Schichten mit Einlagerungen:Typische Vertreter dieser Gattung sind flamm-gespritzte NiCrFeAl/Bn-Beläge, die an vielenStellen im Turbinenbereich genutzt werden. Ihremaximale Betriebstemperatur liegt bei ca. 800°C. Die metallische Matrix enthält ca. 15% he-xagonales Bornitrid welches dem Grafit ver-gleichbare Gleiteigenschaften bei höhererOxidationsbeständigkeit aufweist.NiCrAl/Bentonit Flammspritzschichten sindeine Alternative bei der Bentonit die Gleitei-genschaften bestimmt. Solche Schichten sindporös und haben thermisch isolierende Wir-kung. Damit kann zusätzlich eine Spalt-änderung über Wärmedehnung beeinflusst wer-den. Diese Schichten werden wegen der ther-mischen Isolationseigenschaften auch zumFüllen von Honigwaben verwendet, um dieBefestigungslötung ausreichend kühl zu halten.Ungefüllte metallische Spritzschichten:Hierzu gehören Schichten aus intermetal-lischen Phasen (IP) wie NiAl. Sie kommen beihohen Betriebstemperaturen (um 800°C, z.B.auf Turbinenringen oder Turbinensegmenten)zum Einsatz. Bei guter Erosions- undOxidationsbeständigkeit ist ihre Einlauf-fähigkeit schlecht.Harte Schichten kommen wegen ihrer gutenWarmfestigkeit vorzugsweise auf Zwischenrin-gen (Spacer) in Verdichterrotoren oder aufDichtsegmenten deckbandloser Hochdruck-turbinen zur Anwendung.Metallfilze und -gewebe: Solche Werkstoffewerden in Belagdicken bis zu mehrerenMillimetern verwendet. Diese Beläge könnenals Halbzeug bezogen werden (von demProduktnamen „Feltmetal®“ stammt diehäufig verwendete Bezeichnung für dieseBelagstypen). Die Belagstruktur besteht entwe-der aus vernickelten Kohlenstofffasern oderfeinen Spänen aus warmfesten Metalllegierun-gen. Die Aufbringung erfolgt durch Kleben oderLöten. Daraus ergibt sich eine besondere Pro-blematik (Bild 7.2.2-32). Wird der Belag zu starkdurch das Haftmedium infiltriert, kann das An-
Fortsetzung von Seite 7.1.1-15
Fortsetzung auf Seite 7.1.1-18

Seite 7.1.1-17
Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
gefüllte Honigwaben(Honeycomb)gegen Schaufelspitze mitoder ohne Deckband
dichte homogenemetallische Schicht,thermisch gespritzt
inhomogene Schichtmit globularer Struktur,thermisch gespritzt
Es gibt eine Vielfalt von Anlauf- und Einlaufbelägenmit unterschiedlichem Betriebsverhalten.
dichte inhomogenelamellare Schicht,thermisch gespritzt
inhomogene poröselamellare Schicht,thermisch gespritzt
Metallfilz gelötet, geklebt
gefülltes Elastomer,geklebt
gefülltes Kunstharzgespachtelt, "eingeschleudert"
keramische Anlaufschicht(Thermobarriere)gegen gepanzerteSchaufelspitze ohneDeckband
Verdichterbereich
Turbinenbereich
Honigwabendichtungen(Honeycombdichtungen)
Turbinenrotor
Turbinengehäuse
Bild 7.1.1-6

Die Sicherheit von Flugtriebwerken
Seite 7.1.1-18
Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
streifverhalten unzulässig verschlechtert wer-den. Bei zu wenig Haftmedium besteht die Ge-fahr unzureichender Bindung und spätererBelagablösung im Betrieb (Bild 7.2.2-33). DerEinsatzbereich galvanisch hergestellter Filzeliegt aus Oxidationsgründen bei ca. 500 °C, fürFilze aus warmfesten Legierungen bei 800°C.Die Filze können durch einen Al-Diffusions-prozess eine höhere Oxidationsbeständigkeiterhalten. Das Einlaufverhalten der Metallfilzeist problematisch. Man beobachtet starkeWärmeentwicklung, Materialaufbau und Ver-schleiß der Schaufelspitze.Ungefüllte und gefüllte Honigwaben(Honeycomb): Dichtungen aus dünnwandigenHonigwabenstrukturen gehören zu den amlängsten angewandten Dichtungssystemen inTriebwerken. Sie werden an Heißteilen wieTurbinenringen und -segmenten in Kombina-tion mit Schaufeln ohne und mit Deckband ge-nutzt. Gewöhnlich bestehen die dünnen Blecheaus der Ni-Basis Legierung „Hastelloy X“.Moderne Ziviltriebwerke haben Überholinter-valle von mehreren 10 000 Stunden. Über die-se lange Betriebszeit besteht die Gefahr einerSchädigung der Dichtungsstege infolge Oxida-tion und Heißgaskorrosion. Es kommt zumgroßflächigen Ausbrechen der durchoxidiertenZellstruktur. Es empfiehlt sich eine gezielte Vor-oxidation der blanken Neuteiloberflächen, umdie Oxidationsbeständigkeit graduell zu verbes-sern. Eine deutlichere Verbesserung kann durcheine Al-Diffusionsbehandlung der Honeycomb-struktur erreicht werden. Sind die Waben miteiner Spritzschicht oder Sinterwerkstoffen ge-füllt (z.B. Ni oder NiAl) lässt sich dieOxidationsbeständigkeit ebenfalls verbessern,zusätzlich lässt sich ein Wärmedämmeffektnutzen. Derartige Waben haben ein sehr be-grenztes Einlaufverhalten. Es kommt zum ver-stärkten Verschleiß und thermischer Schädi-gung der Schaufelspitzen. Bei keramischen Fül-lungen wird dieses Verhalten weiter verschlech-tert. Die maximale Langzeitbetriebstemperatur
von Honeycombdichtungen liegt bei 1000 °C .Keramische Beläge:Üblicherweise handelt es sich um thermischeSpritzbeläge auf Zirkonoxid-(ZrO
2),
oder Alu-
miniumoxid (Al2O
3) -Basis. Solche Beläge wer-
den in Verdichtern auf Rotorzwischenringenund in Turbinen auf den gehäuseseitigenTurbinenringen bzw. Turbinenringsegmentenangewandt (Bild 7.1.1-7).Beläge mit Schneidpartikeln: Versuche habengezeigt (Bild 7.1.1-4, Lit 7.1.1-1), dass der Ein-bau von schneidfähigen harten Partikeln wiein die Schicht galvanisch gebundenes oder auf-gelötetes SiC die Wärmeentwicklung und dieBiegebelastung des Schaufelblattes entschei-dend verringert. Für die Schneidwirkung istdabei die „Fassung“ des Korns von entschei-dender Bedeutung (Bild 7.1.4-14).
Fortsetzung von Seite 7.1.1-16

Seite 7.1.1-19
Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Typische Anwendungen keramischer Anstreifschichten.
Turbinensegment
deckbandloseHochdruck-turbinen-schaufel
Hochdruckturbine
Rotorzwischenringe ("Spacer")Anlaufbeläge siehe Pfeile
Leitschaufeln
Hochdruckverdichter
Bild 7.1.1-7
Bild 7.1.1-7: Obwohl Spitzenabrieb an Leit-schaufeln wegen hoher Reparaturkosten bei derÜberholung nicht erwünscht ist, lässt sich die-ser im Fall der Abstandsringe in Verdichter-rotoren (Skizze oben) nicht vermeiden. DieBetriebsbeanspruchungen des Belags (Flieh-kräfte, Wärmedehnungen, fliehkraftbedingteelastische Dehnungen) stellen an Eigen- undHaftfestigkeit der Beschichtung hohe Anforde-rungen. Aus diesem Grund werden dieseSchichtwerkstoffe eher nach einer gutenSchleifwirkung (Bild 7.1.1-4) ausgewählt. Kri-terien für gutes Anlaufverhalten und damit dieEignung dieser Beläge sind:
- niedrige Blattspitzentemperatur- niedrige Blattbiegebelastung- niedrige Schwingbelastung des Blattes- geringe Aufheizung von Belag und Grundmaterial- wenig „Aufschmierneigung“ bzw.
gute „Selbstreinigung“- sichere Haftung des Belags über die gesamte Betriebsdauer unter rotortypischen LCF-Belastungen- thermische Stabilität- optimierte Rauigkeit bezüglich Schleif- verhalten und Beeinflussung der Strö- mung.
Ein zweiter wichtiger Einsatzbereich kerami-scher Anstreifbeläge ist die Hochdruckturbine(Skizze unten). Die Anwendung dieser Schich-ten wird in den Gehäusen durch die hohenBetriebstemperaturen um 1000°C erzwungen.Auch die Wärmedämmwirkung dieser Schich-ten ist notwendig, um die tragende metallischeStruktur des Dichtrings zu schützen undWärmedehnungen mit möglichst wenig Kühl-luft steuern zu können. Eine Beschichtung derdeckbandlosen Schaufelspitzen mit Hartstoff-partikeln wie SiC macht aus einem Anlauf-system ein Einlaufsystem (Bild 7.1.4-14).

Die Sicherheit von Flugtriebwerken
Seite 7.1.1-20
Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
spröde poröseEinlaufschicht
Gehäuse
V-Rotorschaufel
zähe dichteEinlaufschicht
Gehäuse
V-Rotorschaufel
Zerspanungsvorgänge an Einlaufschichten
ausgebrocheneSchichtpartikel
plastisch verformteoder verdichtete Zone
Schnittspäne
Bild 7.1.1-8
Bild 7.1.1-8 (Lit 7.1.1-4): Für die Entwicklungund den Nachweis eines geeigneten Anstreif-verhaltens sind betriebsnahe Anstreifversuchein geeigneten Prüfständen unerlässlich (Bild7.1.1-2). Grundsätzlich unterscheidet sich dasAnlaufverhalten poröser Beläge von dichten,thermisch gespritzten, Einlaufbelägen (Lit7.1.1-6).Poröse Beläge (15-45 Vol% Porosität) mit nied-riger Dichte geben beim Anstreifvorgang ein-zelne Partikel, die aus dem Belag gebrochenwerden, frei (Skizze links). Der Belag erscheintmakroskopisch spröd. Dabei entstehen die Brü-che in erwünschten bindungsschwachen Zonen.Im Mikrobereich können die Trennungendurchaus zäh erfolgen.„Dichte“ Beläge (2-15 Vol % Porosität) zei-gen einen komplexeren Zerspanungsmecha-nismus, der in erster Linie von drei Effektenbeeinflusst ist: - plastische Verformung des Belags- Nachgeben oder Verdichtung des Belags- Mikrozerspanung durch die Schaufelspitze
Für thermische Spritzschichten ist das Anstreif-verhalten also besonders von der Porositätbestimmt. Ein indirektes und eingeschränktaussagefähiges Maß ist die Mikrohärte des Be-lags. Die Härte wird üblicherweise mit einemKegel und niedriger Last gemessen (RockwellR15Y). Dabei liegen die Belagshärten zwischenR15Y 30 und R15Y 80. Beläge mit niedrigerenHärten sind zu erosionsempfindlich, härtereBeläge reiben die Blattspitzen zu stark ab (Bild7.1.1-9 und 7.1.3-22).Natürlich ist auch die Form der Schnittkante,also der schneidenden Kante der Schaufelspitzevon Bedeutung für das Zerspanungsverhaltendes Systems. Dabei ist auch die Steifigkeit desSchaufelblattes wichtig. Biegt sich das Schau-felblatt aus oder wird es merklich tordiert än-dern sich die Schnittparameter. Es kann zuverstärkten Schaufelschwingungen kommen,ähnlich dem Rattern bei Werkzeugmaschinen.Schneidende Schaufelkanten sind für zähe dich-te, stumpfe Kanten eher für spröde poröse An-streifschichten günstig.

Seite 7.1.1-21
Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Schichteinlauf
Blattabrieb
Bla
ttabr
ieb/
(B
latta
brie
b +
Sch
icht
einl
auf)
Filzmetall ausrostfreiem Stahl
Flammspritzschicht
unbe
schi
chte
t
Blattspitze:
30%
WC
, 70%
Co
CrM
o+ 3
0%W
C 7
0%C
o
CrM
o+ 1
2%W
C 8
8%C
o
Bel
agei
nlau
f/Bla
ttabr
ieb
[mm
]M
ater
iala
uftr
ag [m
m]
Porosität [%]
0 20 40
0,8
0,6
0,4
0,2
0
-0,2
-0,4
-0,6
-0,8
Belag
Belag BelagBlatt
BlattBlatt
Prüftemperatur480 °C 20 °C
plasmagespritzter Cu-9Al Belag mit unterschiedlichenPolyesterzumischungen entsprechend der Porosität
1,2
1,0
0,8
0,6
0,4
0,2
0
-0,2
-0.4
-0,6
-0,8
-1,0
1
2
34
5
6
7
89
10
11
12
131415
16
17
Schichteinlauf
Blattabrieb
Blattabrieb
Sch
icht
einl
auf [
mm
]M
ater
iala
uftr
ag [m
m]
0 0,2 0,4 0,6 0,8 1,0 1,2
Schichtwerkstoffe 1= Zn 2 = Al 3/4 = Cu 5/6 = Fe 7/8 = Cu-5Al 9/10 = Cu-9Al11/12 = Cu-10Zn13/14 = Fe-6Al15/16 = Fe-13Cr 16 = Fe-13Cr 17 = Ni-13Cr
Schaufelwerkstoff Ti 6Al 4VPrüftemperatur 20 °C Prüftemperartur 480 °C
AlZn
Cu Fe Cu-5Al Cu-9AlCu-10Zn
Fe-6AlFe-13Cr
Ni-13Cr
Streuung
Prüftemperatur der Schicht 480°C
Prüftemperatur der Schicht 20°C
Tie
fe d
er A
ufhe
izzo
ne a
n de
r B
latts
pitz
e [m
m]
2
1,5
1
0,5
0
Aufheizung während des Anstreifens> 1000 °C (bleibende Gefügeveränderung)
Das Betriebsverhalten des Tribosystems Blattspitze/Belag ist von vielen Einflüssen abhängig.
Bild 7.1.1-9
Beschreibung zu Bild 7.1.1-9 nächste Seite

Die Sicherheit von Flugtriebwerken
Seite 7.1.1-22
Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Bild 7.1.1-9 (Lit 7.1.1-3): In einem umfangrei-chen Programm mit Anstreifversuchen wurdenunterschiedliche metallische thermische Spritz-beläge in ihrem Anstreifverhalten gegen Rotor-schaufelspitzen aus der Titanlegierung TiAl6V4untersucht. Es zeigte sich, dass kleine Ände-rungen in den Spritzparametern und derKorngrößenverteilung der Spritzpulver dieEignung eines Anstreifsystems entscheidendbeeinflussen. Dies unterstreicht die Bedeutungstabiler Fertigungsprozesse. Es wurde auchbeobachtet, dass kleine Änderungen der An-streifbedingungen (z.B. Zustellungsgeschwin-digkeit und Anstreifgeschwindigkeit) das Ver-halten des Tribosystems deutlich verändern .Dies unterstreicht die Bedeutung ausreichendbetriebsnaher Tauglichkeitsnachweise.Es zeigte sich, dass Al-Bronzen gegenüber rei-nen Kupferschichten sowohl den Blattspitzen-abrieb reduzieren, als auch die Aufrauung derBelagfläche verringern. Zu klären wäre nochdie Frage, in wie weit die Verträglichkeit einesAbriebs dieser Beläge mit Heißteiloberflächengewährleistet ist. Ob ein Materialauftrag ander Schaufelspitze oder ein Abrieb an derSchicht auftritt, ist nicht ohne weiteres aus denWerkstoffdaten vorhersagbar. Eine wichtigeRolle spielen Reaktionen zwischen Schaufel-und Belagmaterial. Einen deutlich werkstoff-abhängigen Einfluss hat offenbar die Prüf-temperatur (Diagramm oben links).Dichte Beläge (geringe Porosität) neigen an-scheinend zu verstärktem Materialaufbau ander Schaufelspitze und damit zu einer Verstär-kung des Anstreifvorgangs. Dieses Verhaltenist unerwünscht und kann zu unbeherrschbarenReibvorgängen führen. Damit wird die mecha-nische Blattbeanspruchung hoch und die Ge-fahr einer statischen oder dynamischen Über-lastung wächst (Bild 7.1.3- 4).Folgerung: Die Porosität eines Anstreifbelagsist wichtig für ein „gutmütiges“ Anstreif-verhalten ohne Materialauftrag.
Die Aufheizung der Blattspitze durch die frei-werdende Reibungsenergie führt zu einer Schä-digung dieser dynamisch hoch belastetenBauteilzone (Bild 7.1.3-1, Versprödung durchOxidation, Festigkeitsabfall, Wärmespann-ungen / Eigenspannungen). Eine erhöhtePrüftemperatur erzeugt meist, aber nichtimmer, eine tiefere Aufheizzone (Diagrammunten links). Dies ist damit zu erklären, dassmanche Beläge bei hoher Prüftemperatur einbesseres Anstreifverhalten aufweisen.Nach Möglichkeit sollte der Blattspitzenabriebminimiert werden. Großer Abrieb führt zu grö-ßeren Spaltquerschnitten als bei Schichteinlauf(siehe Bild 7.1.2-2 und 7.1.2-3) und zu höhe-ren Reparaturkosten.Um den Blattspitzenabrieb zu minimieren, bie-ten sich Panzerungen der Spitze an (Diagrammunten rechts). Unbeschichtete Blattspitzen zei-gen sowohl gegenüber Filzmetallbelägen alsauch gegen Flammspritzbeläge großen Abrieb.Eine Panzerung der Spitze mit, in einer Kobalt-matrix eingelagertem, Wolframcarbid (WC) -Partikeln reduziert bei den vorliegendenVersuchsparametern lediglich für die Flamm-spritzschicht den Spitzenabrieb deutlich. EineZumischung von CrMo in die Panzerung bringtdagegen eine signifikante Verbesserung gegen-über beiden Belagmaterialien. Dieses Beispielzeigt, wie kleine Veränderungen des Tribo-systems große Effekte auslösen können.Heute werden auch Verdichterschaufeln, ähn-lich deckbandlosen Turbinenrotorschaufeln,erfolgreich mit Hartstoffpartikeln gepanzert.

Seite 7.1.1-23
Die Sicherheit von Flugtriebwerken Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen

Die Sicherheit von Flugtriebwerken
Seite 7.1.1-24
Anstreifen und Spalthaltung:
Schaufelspitzen: Grundlagen
Literatur zum Kapitel 7.1.1
7.1.1-1 Stetson A.R., Vogan J.W., Compton W.A. (Solar Turbine Int.) „Abrasive Coatings as Self Cleaning Gas Turbine Compressor Vane Tip Seals“ AGARD-CP-237 Conference Proceedings 1973 Seite 3-1 bis 3-14.
7.1.1-2 Patentschrift EP 0254 667 B1 vom 4.7.87, United Technologies Corporation, „Improved Method for Adhesion of Grit to Blade Tips“.
7.1.1-3 Schwab R.C., (G.E. Company) „Program to Develop Sprayed, Plastically Deformable Compressor Shroud Materials“, NASA-Cr-159741, Progress Report 1976 - 1979,
Seite 1 - 65.
7.1.1-4 T.J.Uihlein, „Airseals for Advanced Military Jet Engines“, AGARD Conference Proceedings 589, AGARD Structures and Materials Panel, Sesimbra, Portugal, 6-7 May 1996, Seite 17-1 bis 17-19.
7.1.1-5 L.T. Shiembob, O.L. Stewart, R.C. Bill, „Developing of Sprayed Ceramic Seal System for Turbine Gas Path Sealing“, ASME Publication Paper 78-WA/GT-7, Transactions of ASME, Jourrnal of Engineering for Power 1979, Seite 1-7.
7.1.1-6 E.R. Novinski, „The Design of Thermal Sprayed Abradable Seal Coatings for Gas Turbi- ne Engines“, Proceedings of the Fourth National Thermospray Conference, Pittsburgh, PA, 4-10 May 1991, Seite 451-456.
7.1.1-7 F.E. Kennedy, „Thermomechanical Phenomena in High Speed Rubbing“, Paper presented at the Workshop on Thermal Deformation, Annapolis, Maryland, June 1979.
7.1.1-8 R.C. Bill, L.T. Shiembob, „Some Considerations of the Performance of Two Honeycomb Gas-Path Seal Material Systems“, Zeitschrift: „Lubrication Engineering“, April 1981, Seite 209-216.
7.1.1-9 J.G.Ferguson, „Use of Coatings in Turbomachinery Gas Path Seals“, Proceeding AGARD- CP-237 der Konferenz „Seal Technology in Gas Turbine Engines“, Seite 2-1-2-13.