ALLGEMEINE TECHNOLOGIE -...
67
1 ALLGEMEINE TECHNOLOGIE - STOFFUMSATZ Vorlesung für das Lehramt HRGe (SI), GyGe (SII) Grundstudium und GHRGe/Gr Hauptstudium Fach Technik und LB NW an allgemein bildenden Schulen SS 2008 Prof. Dr.-Ing. E. Sauer, Universität Duisburg-Essen, Fakultät für Ingenieurwissenschaften, Campus Essen, Abt. Technik (Lehramt), Fach Technologie und Didaktik der Technik (TUD), V15 S02 C51, Tel.: 0201/183-2642, Fax: 0201/183-2637, E-Mail: [email protected], Homepage: http://www.tud.uni-essen.de/2index.htm Inhaltsverzeichnis Seite 1 Einführung ..................................................................................................................... 3 1.1 Technikverständnis........................................................................................................ 3 1.2 Begründung für Technik in der Schule .......................................................................... 3 1.3 Systemmodell ................................................................................................................ 4 2 Rohstoffe ....................................................................................................................... 6 2.1 Bedeutung der Rohstoffe............................................................................................... 6 2.2 Lebensdauer von Rohstoffen......................................................................................... 7 2.3 Zusammensetzung von Rohstoffen ............................................................................... 8 3 Suchen, Erkunden, Erschliessen ................................................................................. 10 3.1 Satellitenaufnahmen .................................................................................................... 10 3.2 Gravimetrie .................................................................................................................. 13 3.3 Seismik ........................................................................................................................ 14 3.4 Magnetik ...................................................................................................................... 14 3.5 Geoelektrik .................................................................................................................. 15 3.6 Bohrungen ................................................................................................................... 15 4 Gewinnen .................................................................................................................... 16 4.1 Verfahren der Gewinnung ........................................................................................... 16 4.2 Schachtförderung von Steinkohle ................................................................................ 17 4.3 Theorie zur Seilscheibe ............................................................................................... 19 4.4 Rechenbeispiel Seilscheibenförderung........................................................................ 20 4.5 Versatzbergbau ........................................................................................................... 23 4.6 Aufgaben, Beispiel Fahrstuhl ....................................................................................... 23 5 Aufbereiten .................................................................................................................. 25 5.1 Zerkleinern................................................................................................................... 25 5.1.1 Übersicht Zerkleinerungsmaschinen ........................................................................... 25 5.1.2 Kegelbrecher ............................................................................................................... 26 5.1.3 Kugelmühle.................................................................................................................. 26 5.2 Klassieren .................................................................................................................... 28 5.2.1 Sieben ......................................................................................................................... 28 5.2.2 Stromklassieren, Kräftebilanz, Widerstandsbeiwert und Reynoldszahl ....................... 28 5.2.3 Rechenbeispiele zur Endfallgeschwindigkeit ............................................................... 30 5.2.4 Viskosität ..................................................................................................................... 33 5.3 Sortieren ...................................................................................................................... 33 5.3.1 Schwerkraftaufbereitung.............................................................................................. 33 5.3.1.1 Schwertrübe ................................................................................................................ 34 5.3.1.2 Setzmaschinen ............................................................................................................ 35 5.3.2 Flotation....................................................................................................................... 35 5.3.3 Magnetscheider ........................................................................................................... 36 5.4 Entwässern .................................................................................................................. 37 5.4.1 Flüssigkeitsbindungsarten ........................................................................................... 37 5.4.2 Filtration....................................................................................................................... 37 5.4.3 Zentrifugen, Schleuder ................................................................................................ 37
Transcript of ALLGEMEINE TECHNOLOGIE -...
1
ALLGEMEINE TECHNOLOGIE - STOFFUMSATZ
Vorlesung für das Lehramt HRGe (SI), GyGe (SII) Grundstudium und GHRGe/Gr Hauptstudium Fach Technik und LB NW an allgemein bildenden Schulen SS 2008 Prof. Dr.-Ing. E. Sauer, Universität Duisburg-Essen, Fakultät für Ingenieurwissenschaften,
Campus Essen, Abt. Technik (Lehramt), Fach Technologie und Didaktik der Technik (TUD), V15 S02 C51, Tel.: 0201/183-2642, Fax: 0201/183-2637,
E-Mail: [email protected], Homepage: http://www.tud.uni-essen.de/2index.htm Inhaltsverzeichnis Seite 1 Einführung ..................................................................................................................... 3 1.1 Technikverständnis........................................................................................................ 3 1.2 Begründung für Technik in der Schule .......................................................................... 3 1.3 Systemmodell ................................................................................................................ 4 2 Rohstoffe ....................................................................................................................... 6 2.1 Bedeutung der Rohstoffe............................................................................................... 6 2.2 Lebensdauer von Rohstoffen......................................................................................... 7 2.3 Zusammensetzung von Rohstoffen ............................................................................... 8 3 Suchen, Erkunden, Erschliessen................................................................................. 10 3.1 Satellitenaufnahmen.................................................................................................... 10 3.2 Gravimetrie.................................................................................................................. 13 3.3 Seismik........................................................................................................................ 14 3.4 Magnetik...................................................................................................................... 14 3.5 Geoelektrik .................................................................................................................. 15 3.6 Bohrungen................................................................................................................... 15 4 Gewinnen .................................................................................................................... 16 4.1 Verfahren der Gewinnung ........................................................................................... 16 4.2 Schachtförderung von Steinkohle................................................................................ 17 4.3 Theorie zur Seilscheibe ............................................................................................... 19 4.4 Rechenbeispiel Seilscheibenförderung........................................................................ 20 4.5 Versatzbergbau ........................................................................................................... 23 4.6 Aufgaben, Beispiel Fahrstuhl....................................................................................... 23 5 Aufbereiten .................................................................................................................. 25 5.1 Zerkleinern................................................................................................................... 25 5.1.1 Übersicht Zerkleinerungsmaschinen ........................................................................... 25 5.1.2 Kegelbrecher ............................................................................................................... 26 5.1.3 Kugelmühle.................................................................................................................. 26 5.2 Klassieren.................................................................................................................... 28 5.2.1 Sieben ......................................................................................................................... 28 5.2.2 Stromklassieren, Kräftebilanz, Widerstandsbeiwert und Reynoldszahl ....................... 28 5.2.3 Rechenbeispiele zur Endfallgeschwindigkeit ............................................................... 30 5.2.4 Viskosität ..................................................................................................................... 33 5.3 Sortieren...................................................................................................................... 33 5.3.1 Schwerkraftaufbereitung.............................................................................................. 33 5.3.1.1 Schwertrübe ................................................................................................................ 34 5.3.1.2 Setzmaschinen ............................................................................................................ 35 5.3.2 Flotation....................................................................................................................... 35 5.3.3 Magnetscheider ........................................................................................................... 36 5.4 Entwässern.................................................................................................................. 37 5.4.1 Flüssigkeitsbindungsarten ........................................................................................... 37 5.4.2 Filtration....................................................................................................................... 37 5.4.3 Zentrifugen, Schleuder ................................................................................................ 37
2
5.5 Stückigmachen ............................................................................................................ 39 6 Umwandeln.................................................................................................................. 40 6.1 Bedeutung Eisenerz und Stahl .................................................................................... 40 6.2 Überblick Einsatzstoffe bis Fertigerzeugnisse ............................................................. 41 6.3 Reduktion von Eisenerz............................................................................................... 42 6.3.1 Reduktion im Hochofen ............................................................................................... 42 6.3.2 Schmelzreduktionsverfahren (Corex-Verfahren) ......................................................... 46 6.4 Stahlerzeugung ........................................................................................................... 46 6.4.1 Roheisenvorbehandlung.............................................................................................. 46 6.4.2 Frischprozess .............................................................................................................. 46 6.4.2.1 Entwicklung bei den Frischverfahren ........................................................................... 47 6.4.2.2 Kombinierte Blasverfahren .......................................................................................... 47 6.4.2.3 Elektrolichtbogenofen .................................................................................................. 48 6.4.3 Sekundärmetallurgie.................................................................................................... 48 6.5 Vergiessen im Hüttenwerk........................................................................................... 48 7 Nachbehandeln und Bearbeiten .................................................................................. 51 7.1 Kristalle und Kristallgitterformen von Eisen ................................................................. 51 7.2 Eisen-Kohlenstoff-Diagramm (EKD) ............................................................................ 51 7.2.1 Abkühlung und Schaubild bei Nichtmischbarkeit im festen Zustand............................ 51 7.2.2 Abkühlung und Schaubild bei vollkommener Mischbarkeit im festen Zustand............. 52 7.2.3 Kombination Nichtmischbarkeit und vollkommene Mischbarkeit ................................. 53 7.2.4 Eutektikum................................................................................................................... 53 7.3 Wärmebehandlung ...................................................................................................... 54 7.4 Zugversuch als Beispiel zur Ermittlung der Werkstoffeigenschaften ........................... 55 7.5 Weitere Fertigungsverfahren zur Werkstoffbearbeitung zu Fertigteilen/Produkten...... 56 7.5.1 Definition und Ordnungsprinzipien............................................................................... 56 7.5.2 Übliche Bearbeitungsverfahren aus der Metallpraxis .................................................. 57 7.5.2.1 Bearbeitungsverfahren Biegeumformen - Richten und Schmieden ............................. 57 7.5.2.2 Bearbeitungsverfahren Meißeln, Sägen, Feilen und Scheren ..................................... 57 7.5.2.3 Bearbeitungsverfahren Bohren - Senken und Drehen................................................. 57 7.5.2.4 Bearbeitungsverfahren Fräsen, Hobeln und Schleifen ................................................ 58 7.5.2.5 Bearbeitungsverfahren Thermisches Abtragen, Erodieren und Lasern ....................... 58 7.5.2.6 Bearbeitungsverfahren Schweißen, Löten und Kleben................................................ 58 7.5.3 Beispiel Erodieren ....................................................................................................... 58 8 Nutzen, Recyceln, Entsorgen ...................................................................................... 60 8.1 Lebenslauf und Nutzungsdauer von Rohstoffen und Produkten.................................. 60 8.2 Recyceln...................................................................................................................... 60 8.3 Beispiel Verpackung, Getränkedosen, Verpackungsverordnung................................. 61 8.4 Gründe für das Recyceln von Aluminium .................................................................... 62 9 Literaturverzeichnis ..................................................................................................... 63 Hinweis: Die optimale Nutzung der Verknüpfungen mit anderen PDF-Dokumenten und
HTML-Seiten wird erst durch den neuesten Acrobat-Reader gewährleistet. Installation siehe PlugIn/Viewer Download!
Zur Ansicht der pdf-Folien/Bilder sollte in den Grundeinstellungen des Readers (unter „Bearbeiten“) bei der Seitenanzeige die Standardvergrößerung auf „Fens-tergröße“ stehen!
3
1 EINFÜHRUNG 1.1 Technikverständnis Was ist Technik?
Lebenszyklus von Apparaten, Maschinen und Verfahren unter Beachtung und Umset-zung der Naturgesetze zur Nutzbarmachung der Natur und Umwelt unter vorgegebenen Randbedingungen (τεχνη: 1. Geschicklichkeit, 2. List, 3. Kunstwerk). Finaler Charakter (Absicht, Ziel (lat.: finis), Zweck)!
Was ist Physik?
Gesetzmäßige und mathematische Darstellung von Naturgesetzen durch Beobachten und Messen. Kausaler Charakter (Begründung, Ursache, Wirkung)!
Wie ist das Technikverständnis nach RiLi NRW Kultusministerium? Aspekte zum Technikbegriff für Fach Technik: /1/, /2/, /3/,
siehe auch: http://www.ritterbach.de/ (28.11.2007)!
→ Folie „Technikverständnis nach den Schul-Richtlinien in NRW“ /1/, S. 28; /2/, S. 5; /3/, S. 32
- Gestaltung und Veränderung der Umwelt, - Technik und Natur nutzen Energie, Stoff, Information und
wandeln, transportieren und speichern sie, - Gegenstände und Verfahren, - Technik – Wirtschaft – Gesellschaft, - Ziele und Mittel für Gesellschaft.
1.2 Begründung für Technik in der Schule Warum Technik in der Schule?
→ Folie „Aufgaben der Schule und Lernziele“
Ergebnis: Unterricht und Erziehung! - Neigungsdifferenzierung (erkennen, wecken, fördern; Propädeutik: Einführung in die Vor-kenntnisse für Beruf oder Studium) - Wechselwirkung mit anderen Lernbereichen Technik-Wirtschaft-Gesellschaft - Technische Grundbildung zum Urteilen (Abwägen Vor- und Nachteile; Bewältigung von Le-benssituationen /4/) - Tägliche Umgang mit Technik (Mindestmaß an technischem Sachverstand in technikorien-tierter Welt).
4
1.3 Systemmodell
→ Zeigen Faltblatt „Power and desalination plant“ Problem: Großer Bereich und Vielfalt der Technik!
- Vielzahl von Einzelkomponenten mit komplizierten Zusammenhängen, - Unzahl von verschiedenen technischen Systemen und Einzelgeräten.
Abhilfe: - Didaktische Reduktion
(Didaktik: Unterrichtslehre/Methodik der Lehrfächer! Gibt Antwort auf die Fragen: Was + Wie soll gelehrt + gelernt werden?) horizontal: Einschränkung ähnlicher Beispiele; vertikal: Tiefe der theoretischen Durchdringung),
und Grundgemeinsamkeiten (zur Strukturierung des Gegenstandsbereichs der Allgemeinen Technologie im Gegensatz zur Speziellen Technologie = Berufsausbildung) und Analysemethode für unbekannte technische Systeme durch
- Systemmodell /5/ vereinheitlichen (Art „Zwangsjacke/Gemeinsamer Hut“)! Ähnlich der Beschreibung der Dampfmaschine im Buch von Heinrich Spoerl „Die Feuerzangen-bowle“: „Also, wat is en Dampfmaschin? Da stelle mer uns janz dumm. Und da sage mer so: En Dampfmaschin, dat is en jroße schwarze Raum, der hat hinten un vorn e Loch. Dat eine Loch, dat is de Feuerung. Und dat andere Loch dat krieje mer später“.
→ Folie „Systemmodell und Studienschwerpunkte Lehramt Technik“, nach /5/, S. 29
Input: S = Stoff, E = Energie, I = Information; Abgrenzung: System zur Umgebung; Relationen: Teilsysteme untereinander; Output: Stoff, Energie, Information. ⇒ Bild an Tafel „Kaffeemühle und System-Modell“
Input: Bohnen (S), mechanische Energie über Kurbel (E), Bohnen noch nicht ge-
mahlen und Mahlwerk geht schwer (I); Output: Kaffeepulver (S), Abwärme (E), Mahlwerk geht leicht und Kaffee gemahlen
(I). Begründungen für die Anwendung des Systemmodells bei Techniklehrerausbidung: 1. Allgemeine Technologie (für allgemein bildende Schulen, in denen der Werdegang der
Schülerinnen und Schüler noch nicht bekannt ist) im Gegensatz zur speziellen Technolo-gie (berufsbildende Schulen);
2. Grundgemeinsamkeiten technischer Gegenstände und Systeme (S Stoff-, E Energie- und I Informationsumsatz);
3. Analysewerkzeug zum Verstehen unbekannter/neuer technischer Systeme 4. Ordnungsmuster und Kontrollinstrument für Techniklehrer für die Behandlung des ge-
samten Technikbereichs mit den Attributen S, E, I und den Funktionen Umwandlung, Transport und Speicherung (Matrix);
5. Basis für Lernen und Verstehen zum Schritt Synthese (Neues gestalten). Weiteres Beispiel: System-Modell und Waschmaschine!
5
Zusammenfassung zu Kapitel 1: Technik, Technikverständnis, Warum Technikunterricht? Physik- und Technikunterricht (Unter-schiede), Didaktische Reduktion (horizontal, vertikal), System-Modell und Allgemeine Techno-logie, Beispiel Kaffeemühle.

6
2 ROHSTOFFE Was sind Rohstoffe?
Natürlich gebildete Stoffe, die nach der Befreiung von anhaftenden Verunreinigungen und unerwünschten Beimengungen zur Weiterverarbeitung oder Umwandlung (Erz → Stahl, Erdöl → Produkte) bestimmt sind /6/.
Mineralien: Chemisch und physikalisch einheitliche Bestandteile der Erdkruste /7/, z. B. Kupfer
(natürliche einheitliche anorganische Stoffe). 2.1 Bedeutung der Rohstoffe
→ Verteilen Broschüre „Mineralische Rohstoffe“ (Vergriffen!“ Neuauflage fraglich!) /8/ BGR: http://www.bgr.bund.de (17.07.2008)
Neuere Daten siehe: http://www.bgr.bund.de/cln_029/DE/Themen/Min__rohstoffe/min__rohstoffe__node.html (17.07.2008)!
Bedeutung der Rohstoffe /8/:
→ Folie „Schatzkiste Erde“, Werte aus /8/, S. 7 Werte 1998 siehe http://www.bgr.de/b121/ropy98.pdf (17.07.2008)!
Hoher Wirtschaftswert
Erdöl (http://www.bp.com/home.do (17.07.2008)), Welt, 2007: Handelsmenge: 2.700,6·106 t/a (Verbrauch 3.937·106 t/a /9/, http://www.mwv.de/cms/front_content.php?idart=2&idcat=9 (17.07.2008)); Erdölpreis (OPEC-Korb) 2007: ≈ 69,1 USD/barrel; Handelswert Handelsmenge 2006: ≈ 1,4·1011 USD/a;
- Deutschland: ≈ 51⋅109 €/a für Importenergien 2005 /10/ davon ≈ 36⋅109 €/a Ölimporte 2005
http://www.weltenergierat.de/ (15.08.2008).
Vergleichswerte - Bruttoinlandsprodukt BIP Deutschland 2006: 2.322·109 €/a = 2,322 Billionen €/a
= 2,322·1012 €/a = Wert der produzierten Waren und erbrachten Dienstleistungen /11/, http://www.bmwi.de/ (15.08.2008) Frage: Bundeshaushalt 2006:.........Milliarden €/a?
→ Folie „Produktion mineralischer Rohstoffe in der westlichen Welt nach Menge“
/8/, S. 6 Werte 1998 siehe http://www.bgr.de/b121/ropy98.pdf (03.12.2007)!
Riesige Mengen und Volumen - z. B. Sand und Kies: 18 Milliarden t pro Jahr Weltproduktion; - Deutschland Erdgaseinsatz 2006: V ≈ 88⋅109 m3 /a (http://www.eon-
ruhrgas.com/cps/rde/xchg/SID-3F57EEF5-3987D5D5/er-corporate/hs.xsl/679.htm (15.08.2008)), F = FlächeBRD ≈ 350.000 km2, Volumen = Fläche⋅Höhe, V = F·h: → h = 25 cm (p = 1 bar, T = 273 K [ϑ = 0 °C]).
7
→ Folie „Erzlieferländer“, Ausbildungsunterlagen Thyssen Niederrhein AG, 04/82,
Vorläuferunterlagen von /12/
Weite Entfernungen mit Schiffstransport über Weltmeere mit aufwendiger Logistikleis-tung
- z. B. Eisenerztransport aus Brasilien, Kanada, Schweden und Australien, - Erdöltransport mit Supertanker über 20.000 km Entfernung von Saudi Arabien
(2005: 4,2⋅106 t/a) z. B. nach Wilhelmshaven.
→ Folie „Rohstoffverbrauch einer Person in Deutschland im Laufe eines Lebens von 78 Jahren“ /8.1/
Jeder verursacht seinen Anteil am Einsatz („Verbrauch“) von Rohstoffen und deren
Produkten - z. B. Summe „Rohstoffverbrauch“ innerhalb eines Lebensalters(78 a)
ca. 1.043 t/Mensch; - Trinkwasser private Haushalte 150 l/(E⋅d) = 3.830 m3/Mensch, Industrie
0,9⋅109 m3/a; öffentliche Einrichtungen 0,44⋅109 m3/a. 2.2 Lebensdauer von Rohstoffen
Lebensdauer: Endlichkeit der Rohstoffe. 3 Hauptkriterien für die Bewertung von Lagerstättenvorräten:
1. Sicherheitsgrad des Nachweises (Exploration/Erkundung) (geologisch-lagerstättenkundliche Bewertung: sicher (s), wahrscheinlich (w), ver-mutlich (v))
2. Bauwürdigkeit (Preis) (wirtschaftliche Bewertung: voll, bedingt, unbauwürdig)
2. Gewinnbarkeit (Technik) (technische Bewertung: gegenwärtig, zukünftig, absehbar nicht gewinnbar).
→ Folie „Lebensdauer der Weltvorräte mineralischer Rohstoffe 1993/1995 in Jah-
ren“, /8/, S. 25 Ermittlung der statischen (derzeitiger Stand) Lebensdauer LDstat:
LDstat = wirtschaftlich gewinnbare Reserven/Jahresproduktion („Verbrauch“) = Rwg/JP z. B. Kupfer: LDstat(Cu, s+w, 1993) = 308⋅106 t/9,5⋅106 t/a ≈ 33 a.
Achtung: Kein fester naturgegebener Wert, da abhängig von Erkundung, Preis,
Technik und Einsatz/Produktion!
→ Folie „Entwicklung der sicher gewinnbaren Welterdgasreserven und ihre statische Reichweite“, Folie der Ruhrgas AG/Essen, 1998
Ergebnis: Trotz steigendem Einsatz nimmt statische Reichweite zu! Begrenztheit der abbauwürdigen Mengen in der Erdkruste:

8
70er Jahre: Club of Rome, Meadows „Die Grenzen des Wachstums“ /13/. Absehbare Erschöpfung der mineralischen Rohstoffe wirkte damals wie Schock auf westliche Industrienationen. Ölembargo 1973 und Ölpreiskrise 1978/79 verdeutlichen politisches Machtinstru-ment mit Rohstoffen. Damals nur statische Betrachtung ohne Veränderungen und Betrachtung ohne wissenschaftlich-technischen Fortschritt.
Heute: mehr der Schwerpunkt der Diskussion auf der Frage: Wachstum der Grenzen?
⇒ Bild an Tafel „Dreidimensionale Darstellung der Reserven = Funktion von → Nachweissicherheit (Start Achsenkreuz: sicher), ↑ Bauwürdigkeit (Start Achsenkreuz: billig),
Gewinnbarkeit/Technik (Start Achsenkreuz: einfach). 3 Blöcke: 1 bisheriger Verbrauch (b.V.), 2 wirtschaftlich gewinn-
bare Vorräte (w.g.V.), 3 geologische Vorrä-te/Ressourcen (g.V.)“
Beispiel Erdgas: Statische Lebensdauer 1970 → 39 Jahre 1980 → 49 Jahre 1990 → 58 Jahre 2030 → 98 Jahre? Ergebnis aus 1970 bis 1990: 39 a → 58 a ► Wachstum der Grenzen! Zukunft: Weitere Erkundungen, bessere Rohstoff- und Werkstoffausnutzung, Substitution
knapper Rohstoffe, Recyceln (bei Energierohstoffen nicht möglich)! Beispiele dazu Frage: Was ist Nachhaltige Entwicklung (aus Forstwirtschaft)/Sustainable development?
Wieviel müssen wir jetzt sparen und auf Rohstoffe verzichten, damit die n-te (10-te, 100-te, 1000-te, etc.) nachfolgende Generation noch Rohstoffe nutzen kann , z. B. Steinkohle (Basisdaten 2000: JP = 4·109 t/a, LDstat = 250 a)?
→ Folie „Wichtige Rohstoffe Seite 1“
2.3 Zusammensetzung von Rohstoffen Mineralien/Rohstoffe:
nicht im Reinzustand sondern in Verbindungen mit anderen Elementen und Neben-gestein (Berge) in der Erdkruste.
→ Folie „Wichtige Rohstoffe Seite 2“
z. B. Magneteisenstein/Magnetit Fe3O4,
aus Periodensystem der Elemente Fe: 56, O: 16 ergibt sich Gesamtmassenzahl zu 3⋅56 + 4⋅16 = 168 + 64 = 232. Fe-Anteil xFe = mFe/mgesamt = 168/232 = 0,72 = 72 %.
→ Folie „Wichtige Rohstoffe Seite 1“
z. B. Bauxit (nach erstem Fundort Les Baux in Frankreich) als Hydroxid Al(OH)3:
9
Frage: Wie hoch ist Al-Anteil = mAl/∑mi = ?
→ Folie „Periodisches System der Elemente“, /14/, S. 606
Beispiele für mi: H ≈ 1, C ≈ 12, N ≈ 14, O = 16, Al ≈ 27, Fe ≈ 56.
Beispiel Al(OH)3: mAl = 27, Σmi = 27 + (16 + 1)·3 = 78, 7827 = 0,35,
Massenanteil Al xAl = 35 %! Fragen: Warum ist der wirkliche Al-Anteil noch geringer?
Konsequenzen für Aufbereitung, Transport und Umwandlung (z. B. hoher Strom-anteil bei Alu-Herstellung) von Rohstoffen?
Zusammenfassung zu Kapitel 2: Definition Rohstoffe/Mineralien, Bedeutung: Wirtschaftswert, Mengen/Volumen, Entfernung, „Verbrauch“ pro Menschenalter; Verfügbarkeit/Lebensdauer = f(Nachweissicherheit (Explorati-on), Bauwürdigkeit (Geld), Gewinnbarkeit (Technik)), Statische Lebensdauer, Club of Ro-me/Meadows: Grenzen des Wachstums ↔ Wachstum der Grenzen (Beispiel Erdgas), Stre-ckung der Ressourcen, Metallanteil in Erzen.

10
3 SUCHEN, ERKUNDEN, ERSCHLIESSEN Rohstoffe und ihre Lagerstätten sind meist in der Erdkruste durch Deckschichten überlagert.
→ Suchen (Wo?), → Erkunden (Wieviel? Tiefe?), → Erschließen (Wie kommt man an die Rohstoffe ran?).
Methoden und Verfahren/Messprinzipien siehe /8/, /15/, /16/, /17/. 3.1 Satellitenaufnahmen Satellitenaufnahmen/Optische Fernmesserkundung (/8/, BGR, S. 21)
⇒ Zeigen „Globus mit Neigung der Erdrotationsachse von 23,5° zur Ebene Umlauf-bahn“
→ Folie „Lagerstättensuche aus der Satellitenperspektive“, /8/, BGR S. 21
Anmerkungen zur Satellitenaufnahme: Südlicher Iran/Straße von Hormus (Bild von 1987 steht in BGR-Schrift auf Kopf), von Spot-Satelliten, Landsat/NASA, Bahnhöhe = 640 km?; Scans: tasten Erdoberfläche in 6 Farbbereichen ab (wie Fernsehen), auch Infrarot, nach Ab-spielung erfolgt Manipulation der Farben, jede Formation hat andere Reflexionen (Lichtfilter), z. B. Chrom und Nickel (andere werden ausgeblendet); hier Falschfarbenbild: Rot = Vegetation (Sonnenlicht = elektromagnetische Strahlung von Utraviolett bis Infrarot, Erdatmosphäre streut und absorbiert stark blauen Anteil, Satellitenauf-nahmen im grünen, roten und kurzwelligen infraroten Bereich, Schwarzweißbilder, Umsetzung 3 Wellenlängenbereiche Farbe Blau für grünes Licht/Farbe Grün für rotes Licht/Farbe Rot für inf-rarotes Licht; ⇒ frische Vegetation in roten Farbtönen (in den Blättern enthaltene Chlorophyll reflektiert be-sonders stark die Wellenlängen des nahen Infrarot). Warum bleibt der Satellit auf seiner
- Umlaufbahn (Umlaufzeit Satellit (S) TS < Umlaufzeit Erde (E) TE) oder seiner - geostätionären Bahn (TS = TE = 24 h, über Äquator)? Frage: TS > TE möglich?
⇒ Bild an Tafel „2 Körper mit Anziehungskraft“
mit m2, m1 (1 < 2), Abstand r und Anziehungskraft A = Gravitations-kraft = Schwerkraft
⇒ Gravitationsgesetz von Newton (England 1643 – 1727):
Anziehungskraft zwischen zwei Körpern:
221
rmmγA ⋅
⋅= ,
mit γ = Gravitationskonstante = 2
311
skgm106,67⋅
⋅ − ,
m = Masse, r = Entfernung der Massen.

11
⇒ Bild an Tafel „Körper auf Erdoberfläche, ohne Erdrotation“
Daten der Erde: m2 = mErde = mE = 5,977⋅1024 kg,
r = r Erde = rE = 6,37⋅106 m (Werte z. B. aus Geographiebuch).
g = Erdbeschleunigung = 2E
22
rmγ
rmγ ⋅=⋅ = 22
313
rsm1039,866⋅
⋅
= 22
34
rskm1039,866⋅
⋅ ,
g(r = rE = 6,37·103 km) = 9,81 2sm ,
Beschleunigung b = ∆v/∆t = Änderung der Geschwindigkeit mit der Zeit, z. B. Anfahren oder Abbremsen bei Verkehrsmitteln
(Beispiele: Transrapid b = 1 2sm , U-Bahn: b = 1,2 2s
m ).
Anziehungskraft auf Erdoberfläche A = m1⋅g = Masse x Beschleunigung.
Kräftegleichgewicht: A – Gewichtskraft = A – G = 0 → A = G!
Beispiel Mond: Radius rM = 1.738 km, Masse mM = 0,07349·1024 kg,
gM =…….m/s2?
⇒ Bild an Tafel „Körper auf Erdoberfläche, Äquator, mit Erdrotation“ Zentrifugalkraft bei Kreisbewegung: Z = m1⋅ω2⋅r,
mit ω = Winkelgeschwindigkeit =Tπ2 ⋅ ,
T = Periodendauer = Umlaufzeit.
Umfangsgeschwindigkeit vU =T
rπ2 ⋅⋅ = ω⋅r,
Umfangsgeschwindigkeit bleibt im Betrag gleich, ändert jedoch ständig ihre Richtung, sodass eine Beschleunigung zum Kreismittelpunkt erfolgt: bei kleinem Winkel gilt das Verhältnis (Angaben in [...] sind Zusatzinformationen!)
[gkeitGeschwindi
runggkeitsändeGeschwindi = Radius
gWegänderun ,
v∆v =
r∆tv ⋅ ,
∆t∆v =
rv2
= b = Zentralbeschleunigung].
Umlaufzeit der Erde: TE = 24 h = 24⋅3600 s = 86.400 s.
Zentrifugalkraft am Äquator ZE(r = rE) = 2E
E2
1 Trπ4m ⋅⋅
⋅ = 294
gmsm0,0336m 121 ⋅=⋅ ,
Kräftegleichgewicht: A – G – Z = 0,

12
Gewichtskraft an der Erdoberfläche G = AE – ZE = )294
g(gm1 −⋅ = m1·(1 - )2941
≈ m1⋅g.
Beispiel: Unterschied Äquator/Pol bei Federwaage!
Balkenwaage zeigt richtig an, da Massen-Vergleich! Frage: Auf welchem Markt Mailand oder Singapore erhält Kunde mehr Masse bei
der „Wiegung“ mit Federwaage?
⇒ Bild an Tafel „Satellit um Erde, mit Rotation“ ⇒ Kräftegleichgewicht: A – Z = 0, Zentrifugalkraft = Anziehungskraft: Z = A;
Beispiel: hS = 1000 km.
Frage: Wie groß muss die Periodendauer/Umlaufzeit des Satelliten sein?
r,ωmZ 2S1 ⋅⋅=
SS T
π2ω ⋅=
2S
21
rmmγA ⋅
⋅=
A und ω in Z eingesetzt und nach T aufgelöst ergibt:
2
3S
2
S mγrπ4T
⋅⋅⋅
= .
Werte: rS = rE + hS = 6.370 km + 1.000 km = 7,37·106 m,
2
311
skgm106,67γ⋅
⋅= − ,
m2 = mE = 5,977⋅1024 kg,
Umrechnung 1 s = 3.600
1 h.
Ergebnis: TS =........h Umlaufzeit?
Weitere Aufgaben:
- Umlaufzeit direkt über der Erdoberfläche unter der Annahme, dass keine Erdatmo-sphäre den Satelliten abbremst (kleinste Umlaufzeit T um der Erde)
TS(rE) =.........h?
- Fluchtgeschwindigkeit vF(rE), bei der ein Körper/Molekül das Schwerefeld der Erde verlässt
Hinweis: Kinetische Energie > potentielle Energie, Ekin ≥ Epot,
Ekin = 21 ·m1· 2
Fv ;
Epot = ∫∞r
rE
A ·dr, mit r = rE folgt nach Integration:
13
Epot = m1·m2·γ·Er1 (da 2. Integrationsgrenze
∞r1 = 0),
vF = E
2 r1γm2 ⋅⋅⋅ =..........
skm ?
- Entfernung rS Satellit-Erde bei vorgegebener Umlaufzeit, z. B. TS = 1 h 40 min =
1,666 h und Höhe hS Satellit über Erdboden Ansatz: A = Z, mit Auflösen nach r folgt:
→ rS = 32
2S2
π4Tmγ
⋅⋅⋅ ,
rS =.............km? RS = rE + hS, → hS = r – rE, hS =...........km?
- Geostationäre Umlaufbahn über Äquator = Geo: TS = TE,= 24 h = 86.400 s
rS =...........km? HS =...........km?
[Einige Daten zu Satelliten:
Erdnahe Umlaufbahn = Low Earth Orbit = LEO ≈ 200 bis 2.000 km Höhe, z. B. Europäische Forschungssatelliten ERS 1 und ERS 2 Erdumrundung alle 100 Minu-ten in 800 km Höhe; ISS International Space Station 350 – 400 km Höhe, Flugbahn siehe: http://spaceflight.nasa.gov/realdata/tracking/index.html (15.08.2008)]
3.2 Gravimetrie Gravimetrie/Feldmessung Schwerkraft/Abweichungen
(Messung der Schwerkraft/Schwerebeschleunigung mit Pendel und Spiralfeder)
→ Folie „Gravimetrie mit Federwaage und Pendel“, /17/, S. 495 ⇒ Spiralfeder mit Schweremaßstab: Gleichgewicht der Kräfte: G = F,
mit G = Gewichtskraft, F = Federkraft, m⋅g = C⋅s,
mit C = Federkonstante, s = Federweg,
Schweremaßstab: ∆s = sschweres Gestein – snormales Gestein = Cm⋅( gsG – gnG )
(Nur Schweredifferenzen messbar).

14
⇒ Pendel: glπ2T ⋅⋅=→ ,
[ ...),16ˆ(1
Tlπ4g
2
22 +
ϕ+⋅⋅⋅= ϕ klein (< 8°), 0
16ˆ 2
≈ϕ ]
(Absolute Schweremessungen möglich). 3.3 Seismik Seismik/Schallausbreitung mit Reflexion und Brechung
(Messung der Erschütterungen durch Schallausbreitungen und Reflexionen (Zeit-messung der Schallsignale künstlicher „Erdbeben“ durch Sprengungen))
→ Folie „Seismik: Reflexion und Refraktion“, /17/, S. 495
⇒ Unterschiedliche Schallgeschwindigkeiten vS in unterschiedlichen festen Körpern,
Brechung (Refraktionsseismik) und Reflexion (Reflexionsseismik) der Erschütterungswellen an Grenzschichten.
[Beispiele: ρEvS ≈ , E = Elastizitätsmodul, ρ = Dichte;
z. B. vS(Luft) = 330 m/s, vS(Blei) = 1.300 m/s, vS(unverfestigte oberflächennahe Sedimente) = 1.500 bis 2.000 m/s, vS(Messing, 18 °C) = 3.400 m/s, vS(Quarzglas, 18 °C) = 5.250 m/s;
Brechung: nvv
sinβsinα
S2
S1 == (siehe Lichtbrechung bei Optik).]
3.4 Magnetik Magnetik/Feldmessung Magnetkraft (Messung der Veränderungen des erdmagnetischen Fel-
des durch magnetische Rohstoffe)
→ Folie „Magnetfeld der Erde“, /18/, S. 438; /19/, S. 133
→ Folie „Vereinfachte Darstellung der magnetischen Messung vom Flugzeug aus“, /15/, S. 36
Tiefen-/Egussgesteine und metamorphe Gesteine = Basement = Grundgebirge verschieden stark magnetisch, verursachen Abweichungen/Anomalien des magnetischen Erdfeldes (magnetische Störfelder), Flugzeug mit Magnetometer/Luftmagnetometer (wenige Hundertstel Gamma genau messbar), Wechselwirkung zwischen Magneten und elektrischen Strömen, Geomagnetische Gradiometer = zwei hochempfindliche Magnetometer in bestimmtem vertika-len Abstand zum Flugzeug, Messung: senkrechte Gradienten des erdmagnetischen Feldes und Totalintensität, Raster mit Länge von 1 bis 2 km oder bis 30 km Abstand, Tiefe des Basement und Vorhan-densein von Strukturen im Grundgebirge.
15
3.5 Geoelektrik Geoelektrik/Spannungspotential, Leitfähigkeit
(Messung des Eigenpotentials (Spannungsveränderungen) bei Metallerzlagerstätten
→ Folie „Eigenpotentialverfahren“, /17/, S. 495
Oberflächenwasser Oxydationsvorgänge (oben stärker als unten) in Erzlagerstätte → elektrische Ströme, Eigenpotential = Spannung gegenüber Bezugspunkt, Tiefe Ionen geben Elektronen an Lagerstätte ab (Oxydation), Sickerzone umgekehrter Vorgang (Reduktion)
3.6 Bohrungen Bohrungen/Probeentnahme (Kontinuierliche Probeentnahmen (Bohrkerne) aus der Erdkruste).
→ Folie „Rotary-Bohrgerät“, /15/, S. 50
→ Folie „Drehtisch und Hauptdrehtischeinsatz“, /20/, S. 56 Aufgaben Drehtisch:
- Drehbewegung an Bohrgestänge übertragen, - Auffangkeilen Platz bieten beim Gestängeziehen oder –einlassen sowie beim –
verlängern und Gestängegewicht übernehmen.
→ Folie „Schema einer Rotary-Tiefbohranlage“, /17/, S. 497 ⇒ Probebohrungen und Schürfarbeiten:
wenn verschiedene Messverfahren Anhaltspunkte für Lagerstätten geben. Bohrungen: zeit- und kostenaufwendig,
Beispiele: d = 10 bis 80 cm, Bohrleistung ≈ 20 cm/h (harter Fels) bis 500 m/8h (weiches Gestein), USA ab 5000 m Tiefe etwa 500 $/m (1997), Erdgasbohrungen in Deutschland bis 3.000 DM/m (1997).
Bei Erdgas und –öl werden Probebohrungen auch als Förderbohrungen benutzt.
Zusammenfassung zu Kapitel 3: Erdkruste mit Deckschichten verbergen Bodenschätze; Satelliten: Gravitation, Zentrifugalkraft, Umlaufzeit und –bahn; Gravimetrie: Feder und Pendel; Seismik: Brechung und Reflexion; Mag-netik: Flugzeug; Geoelektrik (Spannungsänderungen); Bohrungen: zeit- und kostenaufwen-dig/endgültige Sicherheit über Vorräte.
16
4 GEWINNEN 4.1 Verfahren der Gewinnung
→ Verteilen CD „Bergbau transparent“, WVB, 2003 (vegriffen 2006!) - Obertägige Förderung:
Abbau der Deckschichten/Deckgebirge und der Rohstoffe (z. B. Erze, Kohlen) mit Maschinen ( z. B. Schaufelradbagger ) und Transport ( z. B. Förderband, Bahn, Schiff ) der Rohstoffe zum Verarbeiter, Kunden oder Verbraucher.
→ Folie „Schaufelradbagger Tagebau Hambach“, /21/, S. 97
Große Abmessungen (Länge 230 m, Höhe 90 m) und Leistungen (240.000 m3/d,
Elektrischer Antrieb ≈ 10 MW),
spezifische Förderleistung (Braunkohle, Deutschland, 1994) = SchichtMannBKt
14⋅
(bezogen auf alle Beschäftigte); aktuelle Daten: siehe http://www.braunkohle.de/ (20.08.2008) 2004 =......t BK/(M·S)?
riesige Abbauleistungen (Braunkohle, Deutschland,2007): mBK = 180⋅106 t/a;
=..............t/a?
,BKt1At8
BKtransportBraunkohleAsportAbraumtran
=
BKt1Am5
förderungBraunkohlegungAbraumbewe 3
= .
→ Folie „Schema der Entwicklung eines Braunkohlentagebaus“, /22/, S. 59
- Untertägige Förderung:
Rohstoffe werden durch die Deckschichten/Deckgebirge über Bohrungen und Schächte transportiert.
⇒ Bohrungen:
Förderung über Rohrleitungen (Erdgas, Erdöl) durch Lagerstättenenergie (Druck) oder Pumpen (Erdöl), Fördertechnik fest installiert, keine menschliche Ar-beitskraft Untertage.
→ Folie „Primäres Fördern von Erdöl mit Tiefpumpe“, /22/, S. 82
⇒ Zeigen/Vorführen „Tauchkolben-Druckpumpe und
Zugpumpe mit Kugelventil“
⇒ Bild an Tafel „Druckbilanz pK im Kolbenpumpenraum beim Saugbetrieb“ Fragen: Warum Kolben der Tiefpumpe so weit unterhalb des Bodenniveaus? Maximale Saughöhe von Pumpen bei H2O: hmax.=........m? Stoff Hg, ρHg = 13,55 g/cm3, pDHg(20 °C) = 0,001 mbar: hmax =........m? Welche Pumpen sind selbstansaugend?

17
⇒ Schächte/Zechen: Anlagen mit Förder- (Steinkohle), Ver- (Wetter, Wasser) und Entsorgungsschäch-ten, Fördertechnik bewegt sich mit Rohstoff, Menschen Untertage tätig. Trotz Automatisierung und Mechanisierung schwierige Arbeitsbedingungen (Teufe bei 930 m, Flözmächtigkeit bei 150 cm)
→ Folie „Niedergang der Steinkohle“, /23/, S. 15
Frage: Welcher Wert ergibt sich 1996 für die Fördermenge von Steinkohle pro Jahr und
Mitarbeiter: t/(B·a)? → Folie „Steinkohle in Deutschland“, /24/, S. 13
2006: 21,5·106 t/a, 35.400 Beschäftigte (281 t/(B·a) → 607 t/(B·a)!)
Schichtleistung 2006 = SM
SKEt6,409⋅
bergbauliche Betriebe (Achtung: daraus
nicht Belegschaftsstärke bergbaulicher Betrieb berechenbar da ca. 30 % entgan-gene Schichten wegen Urlaub, Krankheit, etc.),
2006 = SM
t2,76
aS220M35.400
at1021,5 6
⋅=
⋅
⋅ alle Beschäftigte.
Weltsteinkohlemarkt:
Förderung 1975 = 2,4⋅109 t/a, 1995 = 3,6⋅109 t/a, 2006 = 5,0⋅109 t/a;
Wirtschaftlich gewinnbare Vorräte ≈ 800⋅109 t, Deutschland: (neuere Daten siehe http://www.deutsche-steinkohle.de/ (20.082008))
Förderung 1960 = 142⋅106 t/a, 2006 = 20,7⋅106 t/a; Weltmarktpreis Steinkohle 2006 = 62 €/t, Förderpreis Deutschland 2006 ≈ 175 €/t; Weltmarktpreis Steinkohle 2008 = 140 €/t, Förderpreis Deutschland 2006 ≈ 170 €/t;
2006/2007: http://www.verein-kohlenimporteure.de/ (20.08.2008) 12/2007 Steam Coal Marker Prices NWE cif(cost, insurance, freight) = 148,21 USD/t SKE, 3. Quartal/2007 Grenzübergangspreis für Kraftwerkssteinkohle = 67,14 €/tSKE,
Mai 2004 Preisdifferenz Deutsche Steinkohle – Importkohle > 90 €/t SKE! 4.2 Schachtförderung von Steinkohle
→ Zeigen Film „Steinkohlenbergwerk – Technik unter und über Tage“ Video VHS, 12 min, Farbe, FWU, Grünwald, Gesamtverband des deutschen
Steinkohlenbergbaus, Essen, 1989 → Verteilen „Steinkohle Medienangebot Gesamtverband des deutschen Steinkohlenbergbaus“,
Herne, 2006
Hinweis: http://www.rag-deutsche-steinkohle.de/virtuelle_grubenfahrt/ (20.08. 2008)

18
Schachtbau:
Bis 1.000 m Tiefe, technisch sehr aufwendige Abteufverfahren (Senkschacht-, Spundwand- und Gefrierverfahren auf ersten 100 m), 40 bis 60 m pro Monat mit wasserdichtem Ausbau aus Stahlblech und Betonwandver-stärkung, Kosten bis 100 Millionen DM pro Schacht.
→ Folie „Kohlengräberei, Stollenbau und Tiefbau (Schachtbau)“, /25/, S. 8
→ Folie „Nordwanderung des Steinkohlebergbaus“, /26/, Foliengraphik Fg 1/8
→ Folie „Baufelder und Förderstandorte an Rhein und Ruhr“, /27/
→ Verteilen „Steinkohlenbergbau in Deutschland“, /28/
→ Folie „Schnitt durch ein Steinkohlenbergwerk“
/25/, S. 19 oder /28/, Ausgabe 2003, S. 49 Begriffe und Definitionen:
- Berge: Gestein, was bei Abbau und Aufbereitung der Steinkohle anfällt - Flöz: Kohleschicht im Boden - Füllort: Schnittpunkt zwischen Schacht und Strecke - Halde: Aufschüttung von Bergematerial - Hangende: Gesteinsschicht über dem Kohleflöz (Decke) - Liegende: Gesteinsschicht unter dem Kohleflöz (Fußboden) - Sohle: Stockwerk des Grubengebäudes unter Tage - Streb: Verbindung zwischen zwei Abbaustrecken (Flözabbau) - Strecke: tunnelartige Gänge unter Tage (Gesteins- und Abbaustrecken) - Teufe: Tiefe ab Erdoberfläche - Wetter: Luft im Grubengebäude (frische Wetter und Abwetter).
→ Folie „Schreitausbau mit Stahlschilden“, /28/, S. 18/19
Abbau der Kohle mit Hobel- und Walzenschrämladern und Transport der Kohle mit Bändern und Zügen zum Füllort
→ Folie „Schema der Wetterführung“, /28/, S. 13 Wetterführung (Frischluft) über Einziehschacht, Sohle, Streb und Ausziehschacht mit sau-genden Ventilatoren (bis 3 MW elektrische Antriebsleistung, bis 26.000 m3/min) zur:
- Abführung der Erdwärme
geothermische Tiefenstufe: m33C1
∆z∆T °
≈ = m100
C3 °,
q& mittel ≈ 0,065 2mW spezifische Wärmeleistung aus dem Erdboden,
[q& = 0,87 bis 1,7⋅10-6 ,scm
cal2 ⋅
1 cal = 4,184 J, 1 J = 1 W⋅s],
- Frischluft für Bergleute: mind. 6 minM
m3
⋅,

19
- Abführung der Maschinenabwärme und –abgase,
- Verdünnung des Grubengases: bei 5 bis 14 Vol.-% Methan in der Luft explosiv = Schlagwetter [Methan durch Zersetzung der luftdicht verschlossenen abgestorbenen Ve-getation, Zündtemperatur bei 600 bis 650 °C]. → Folie „Querschnitt durch ein Steinkohlenbergwerk“
Wasserhaltung:
über Pumpenkammer , auch bei stillgelegten Bergwerken wegen Süd-Nord-Gefälle bei Flözen.
→ Folie „Zeche Zollverein 12, Essen-Katernberg“
Zeche Zollverein 12: 1932 Inbetriebnahme, 1986 Stilllegung, 2001 Ernennung zum UNESCO-Weltkulturerbe (14. Dezember),
siehe auch: http://www.zollverein.de/index.php?f_categoryId=680 (20.08.2008).
4.3 Theorie zur Seilscheibe
→ Folie „Förderturm“ Fördermaschine mit Antriebsseilscheibe ebenerdig wegen Gewicht, Förderkorb in der Höhe der Schachthalle leer L: Gewichtskraft an Seilscheibe SL, Förderkorb am Füllort voll V: Gewichtskraft an Seilscheibe SV. Fragen: Warum rutscht das Seil mit der größeren Kraft SV nicht nach unten? Oder: Warum rutscht ein vollbeladener Fahrstuhl nicht nach unten? Oder: Warum kann ein Auto anfahren, ohne dass die Räder durchdrehen?
Oder: Warum kann man mit dem Fahrrad Kurven fahren, ohne im Graben zu lan-den?
Bilanz: ⇒ Kräfte auf Seil und Seilscheibe (/29/, S. 159 und 160):
⇒ Bilder an Tafel „Thema Reibung“ „Körper auf Ebene mit G und N, ohne seitliche Kraft S, keine Reibung R“ „Körper auf Ebene mit G und N, mit seitlicher Kraft S und Reibung R“
„Körper auf Ebene mit G und N, mit maximaler seitlicher Kraft S, Reibung R und maximalem Haftreibungskoeffizient µmax“ „Verlauf µ = f(S) bis µmax und Abfall auf µGleitreibung“ „Körper auf schiefer Ebene mit unterschiedlichen Neigungswinkeln α und Aufteilung von G in Komponenten N und S = R bis zum Punkt αmax“
⇒ Coulombsches Reibungsgesetz (Haftreibung):
Gewichtskraft = Normalkraft: G = N (senkrechte Komponente der Gewichtskraft), Reibungskraft = Haftreibungskoeffizient x Normalkraft: R = µ⋅N = µ⋅G, µ = f(S), Haftreibungsbedingung: S = R = µ⋅N =µ⋅G ≤ µmax·N.
⇒ Bild an Tafel „Seilscheibe mit Gewichtskräften und dϕ“
20
Bilanz an differentiell kleinem Umschlingungswinkel dϕ für Haften: 1. Bedingung S + dR ≥ S + dS, → dS ≤ dR = µ⋅dN mit µ = µmax, 2. Bedingung dN = (S + dS)⋅dϕ) = S⋅dϕ) + dS⋅dϕ) ≈ S⋅dϕ) wegen S⋅dϕ) >>dS⋅dϕ) ≈ 0. 2. in 1. eingesetzt ergibt: dS ≤ µ⋅S⋅dϕ)
mit dϕ) = differentiell kleiner Umschlingungswinkel im Bogenmaß = 2·π·dφ/360°.
Integration:
∫ ∫ ∫⋅=⋅≤V
L
S
S
α
0
α
0
dµdµSdS ϕϕ )) ,
α
0
S
SµSln V
Lϕ)⋅≤ ,
0)α(µlnSlnS LV −⋅≤− ) ,
αµSSln
L
V )⋅≤ oder αµ
L
V eSS )⋅≤ .
Ergebnis: SV ≤ SL· αµe
)⋅ , mit µ = Haftreibungskoeffizient,
α) = Umschlingungswinkel im Bogenmaß = 2·π·°360
α ,
e = Eulersche Zahl = Basis des natürlichen Logarithmus = 2,718.
Hinweis:
Bei größeren Seilgeschwindigkeiten (vU ≥ 10 m/s) für genauere Rechnungen eventuell noch Zentrifugalkraft des Seils berücksichtigen (Verringerung von R).
⇒ Versuch „Fischer-Technik-Kunststoffseilscheibe mit Seil (Garn), 2 Metallförderkörbe,
Muttern als Gewichte und Waage zur Bestimmung des Haftreibungskoeffi-zienten µmax für das Stoffpaar Kunststoff-Garn“
Beispiele für den Haftreibungskoeffizienten:
µ ≈ 0,2 (Stahl auf Grauguss) bis 0,6 (Holz auf Metall). 4.4 Rechenbeispiel Seilscheibenförderung Rechenbeispiel (Bergwerk BW Ewald/Hugo /30/):
→ Folie „Schachtbeschreibung Ewald Schacht 7 Nord und Süd (Hauptförder-schacht)“, /30/
⇒ Bild an Tafel „Seilscheibe mit Fördergefäßen und Ober- und Unterseil“
→ Zeigen „Modell Förderturm, Seilscheibe mit E-Antrieb und Gewichten“
21
Gegeben: Förderhöhe h = 1000 m,
Masse des Förderbehälters mFB = 28,3 t = 28,3⋅103 kg (Behälter 25 t, Geschirr 3,3 t),
Seile S: Oberseil (Förderseil) OS = 1, DOS = 7,3 cm = 0,073 m, ρOS = 5,33⋅103 kg/m3 → mLOS = 22,3 kg/m,
Unterseil US = 1, Flachseil 200 mm x 33 mm, mUS = mOS, Haftreibungskoeffizient µ = 0,25, Umschlingungswinkel α = 184o, Unterer Heizwert der Kohle HU = 29,7 MJ/kg, Kraftwerksnutzungsgrad ηN = 0,35 = Eelektrisch/EBrennstoff = ENK/EB, Fördergeschwindigkeit vU = 18 m/s bei DSeilscheibe = 7,5 m. Gesucht:
a) Maximale Fördermenge Kohle mKmax? b) Nutzarbeit zur Förderung der Kohle ENK = mK⋅g⋅h bei mK = 0,32⋅mKmax (0,32 = 32 % aus Bremssicherheitsgründen)?
c) Primärenergieeinsatz zur Förderung der Kohle EB = ENK/ηN?
d) Vergleich spezifischer Primärenergieeinsatz bezogen auf Heizwert UN Hη
hg⋅⋅ ?
e) Nutzleistung zur Förderung der Kohle PNK? Lösung: a) Maximale Fördermenge Kohle mKmax aus Seilkräften:
SL = (mFB + mUS)·g, SV = (mFB + mOS + mKmax)·g, (mFB + mOS + mKmax)·g ≤ (mFB + mUS)·g· α̂µe ⋅ , mUS = mOS, mKmax ≤ (mFB + mOS)· αµe
)⋅ - (mFB + mOS), mKmax ≤ (mFB + mOS)·( αµe
)⋅ - 1). Berechnung von mOS:
mLOS = 22,3 mkg , wird in der Regel so schon angegeben,
wenn nicht, aus Dichte und Volumen berechnen!
[ ,S
S
S
SS V
mVolumenMasse
VmStahlseilsdesDichteρ
∑
∑==== ΣS = 1 (da nur ein Seil),
Volumen = Fläche x Länge,
,ρLängeFläche
mLängeFläche
Masseρ OSOS
S =⋅
=⋅
=
spezifisches längenbezogenes Seilgewicht mLOS = Fläche,ρLängem
OSOS ⋅=
Fläche = ,4
DπF2OS
OS ⋅=
,4
m0,073πmkg105,33
4Dπρm
22
33
2OS
OSLOS⋅
⋅⋅⋅=⋅⋅= ]
Masse des Seils: ,m1000mkg22,3hmm LOSOS ⋅=⋅=

22
mOS = 22,3⋅103 kg = 22,3 t.
1)(et50,61)(et)22,3t(28,3m 0,803360184
π20,25
Kmax −⋅=−⋅+≤⋅⋅⋅
= 50,6 t·(2,2318 – 1) = 50,6 t·1,23,
mKmax = 62,24⋅103 kg = 62,24 t. b) Nutzarbeit zur Förderung der Kohle
ENK = mK⋅g⋅h bei mK = 0,32⋅mKmax Arbeit = Dimension Energie E = Kraft x Weg = Masse x Beschleunigung x Weg Berechnung der Nutzmasse mK: mK = 0,32⋅mKmax = 0,32⋅62,24⋅103 kg, mK ≈ 20⋅103 kg = 20 t.
m.s
mkg10196,2m1000sm9,81kg1020hgmE 2
62
3KNK ⋅
⋅⋅=⋅⋅⋅=⋅⋅=
Umrechnungen: .10k1h;3.600
1s1s;W1J1mN1;s
mkg1N1 32 ==⋅==⋅⋅
=
kWh54,5kWh3.60010196,2E
3
NK =⋅=
ENK ≈ 55 kWh ≠ f(Zeit)! (ENK in der Regel elektrische Arbeit (Strom)!) c) Primärenergieeinsatz zur Förderung der Kohle EB = ENK/ηN:
Definition: Nutzungsgrad = B
NKN E
EeinsatzBrennstoff
StromAufwandNutzenη === ,
kWh,155,70,35
kWh54,5η
EEEN
NKBBrennstoff ====
EB ≈ 156 kWh.
d) Vergleich spezifischer Primärenergieeinsatz bezogen auf Heizwert UN Hη
hg⋅⋅ :
Aus ,H
hg
mE
hgE
hgmEEη
U
K
BB
K
B
NKN
⋅=
⋅=
⋅⋅== HU = unterer Heizwert , folgt für den Primärener-
gievergleich Förderenergie zu Brennstoffenergie:
.29,7MJ0,35s
kgm1.0009,81mHηhg
2UN ⋅⋅
⋅⋅=
⋅⋅
Umrechnungen: J.1mN1,s
mkg1N1,10M1 26 =⋅
⋅==
.%0,094370,0009437J1029,70,35
J1.0009,81Hηhg
6UN
==⋅⋅
⋅=
⋅⋅
Spezifischer Primärenergieeinsatz für die Förderung ≈ 0,1 % des Heizwertes! e) Nutzleistung zur Förderung der Kohle PNK:
ZeitEnergie
ZeitArbeitLeistung ==
23
gkeitGeschwindiKraftZeit
WegxKraftPNK ⋅== .
Bestimmung der Kraft K: gmg)m(mg)mm(mSSK KUSFBKOSFBLV ⋅=⋅+−⋅++=−= .
sm18
sm9,81kg1020vgmP 2
3UKNK ⋅⋅⋅=⋅⋅= , Weitere Möglichkeit?
kW3.531,6W3.531.60018s
sW10196,2P 3NK ==⋅
⋅⋅=
PNK ≈ 3,5 MW = f(Zeit)! Pinstalliert(BW Ewald) = 2 x 5 MW Gleichstrommotoren da 2 Förderseile.
4.5 Versatzbergbau Bergschäden:
Einbrechen der Flöze (Bruchbau) und unregelmäßige Absenkung der Erdoberfläche; Reduzierung der Bergschäden und Bergehaldenflächen durch Versatzbergbau (Wiederverfüllen der Flöze) /31/:
Anwendung: früher: steile Flözlagen (werden nicht mehr abgebaut), heute: nur punktuell, z. B. Schloss Kappenberg, Entsorgung
von Rückständen, zu teuer. → Folie „Blasversatzabbau bei der Steinkohle“, /32/, S. 1328
→ Folie „Blasmaschine mit konischem Zellenrad, senkrecht“, /33/, Deckblatt Verhältnis Kohle-/Bergeanteil Deutschland 1997: Abbau aus Flöz und Strecke (keine ge-
trennte Fördereinrichtung) Rohkohleförderung R = Kohle K + Berge B = 92·106 t/a, Kohleförderung K = 46·106 t/a,
Kohle/Berge K/B = 1/1 = 50 %/50 % (Volumenanteil B geringer wegen höherer Dichte).
4.6 Aufgaben, Beispiel Fahrstuhl Aufgaben zu: Schachtförderung von Steinkohle - Skizzieren Sie die Wetterführung für ein Flöz, was zwischen der 2. und 3. Sohle abgebaut wird! - Berechnen Sie bei der Schachtförderung mit Seilscheibe das maximale Massenverhältnis Kohle zu Fördergerät mKmax/mFB + OS bei einem Haftreibungskoeffizient von 0,3 und einem Um-schlingungswinkel von 190° (FB = Förderbehälter, OS = Oberseil)! Warum wird dieser maximale Wert beim Betrieb des Bergwerks nicht realisiert?
→ Folie „Aufzug – Prinzipdarstellung“, /34/, S. 67 - Übertragen Sie die Berechnungen der Schachtförderung auf einen Fahrstuhl mit den Massen-verhältnissen mF = Masse Fahrkorb, mP = Masse Nutzlast (Personen),
24
mG = Masse Gegengewicht ≈ mF + mP/2 (kein Unterseil wegen geringer Länge des Seils), mF ≈ mP (Richtwert), µ = 0,2, α = 180°! Fall (Fahrstuhl voll: nicht kritisch) Fahrstuhl leer: Gesucht: Zeichnung?
mPmax/mF =.........? Zusammenfassung zu Kapitel 4: Förderarten, Abbauleistungen, Zechen, Steinkohlemarkt, Schachtförderung von Steinkohle, Begriffe des Steinkohlenbergbaus, Abbaugeräte, Wetterführung, Schnitt durch ein Steinkohlen-bergwerk, Seilscheibe mit Reibung, Haftreibungsbedingungen, Rechenbeispiel: mKmax, ENK, EB, spezifische Förderenergie, PNK, Bergschäden, Versatzbergbau, Kohle-/Bergeanteil, Beispiel Fahrstuhl.
25
5 AUFBEREITEN Behandlung und Vorbereitung der Rohstoffe mit verschiedenen Verfahrenstechniken für - Weiterverarbeitung (z. B. Kohle für Kraftwerke) oder - Umwandlung (z. B. Erz für Rohstahlerzeugung).
→ Folie „Möglicher Verfahrensstammbaum einer Aufbereitungsanlage für Erze“ /35/, S. 37
Input: Eingangsgrößen
S = Roherz, Wasser, Zusatzstoffe, E = Elektrische und thermische Energie, I = Begleitstoffe stören und Korngrößen stimmen noch nicht, Angaben über
Massenstrom, Daten der Eintrittsgrößen von S und E; Wechselwirkungen: Maschinen und Apparate der einzelnen Verfahrensschritte müssen aufeinander abgestimmt
sein, Rückkopplungen untereinander;
Output: Ausgangsgrößen S = Konzentriertes Erz, Abwasser, Berge, Abfallstoffe, E = Abwärme; I = Erz für Umwandlung geeignet, Daten der Austrittsgrößen S und E.
→ Folie „Prinzipskizze einer Anreicherungsanlage“
→ Verteilen „Aufbereitungstechnik 02 D 09.05“, Prospekt ThyssenKrupp Fördertechnik GmbH,
Enningerlohe, http://www.tk-processing.com/ger/html/aufbereitungstechnik.pdf (20.08.2008) 5.1 Zerkleinern 5.1.1 Übersicht Zerkleinerungsmaschinen Definition ⇒ Aufteilung/Zerlegung eines Feststoffes durch Überwindung der Bindungs-
kräfte unter Wirkung mechanischer Kräfte (Druck, Schlag, Reiben/Scheren, Spalten, Prall) /36/.
Typische Beispiele: Schlagbrecher, Kegelbrecher und Kugelmühle
→ Folie „Schematische Übersicht über Zerkleinerungsmaschinen (Auszug)“ /36/, S. 56
Aufteilung: Grobzerkleinerungsmaschinen, Feinzerkleinerungsmaschinen. → Verteilen „Backenbrecher 01 D 07.03“, ThyssenKrupp Fördertechnik GmbH, Enningerlohe,
http://www.tk-processing.com/ger/html/backenbrecher.pdf (20.08.2008)
26
5.1.2 Kegelbrecher
→ Folie „Symonsbrecher (Aufbau)“, /14/, S. 280 Aufbau: außen: Brechmantel, innen: Brechkegel mit exzentrischem Antrieb.
→ Folie „Maul- B und Spaltweite A beim Symons-Kegelbrecher“, /37/, S. 6 Zerkleinerungsgrad z. B. beim Symons-Kegelbrecher /37/:
AB =
e)(SpaltweitsertsdurchmesGutaustrit)(MaulweiterdurchmesseGutaufgabe
= 17 bis
118 !
→ Folie „Zerkleinerungsvorgang beim Symons-Kegelbrecher“, /37/, S. 14
Vorgang: von B (Maulweite) ca. 5 x Rutschen und Zerkleinern bis zum Austritt bei A
(Spaltweite).
→ Verteilen „Kubria Kegelbrecher 02 D 01.08“, /38/, http://www.tk-processing.com/ger/html/kubriakegelbrecher.pdf (20.08.2008) „Kreiselbrecher“, 09.03, ThyssenKrupp Fördertechnik GmbH, Enningerlohe,
http://www.tk-processing.com/ger/html/kreiselbrecher.pdf (20.08.2008) Einzelteile Kegelbrecher: → Folie „Einzelteile und Aufbau eines Kubria-Kegelbrechers“
/38/, Ausgabe 1997, S. 4 Besonderheiten: Exzenterlagerung 6 ermöglicht verschiedene Gutaustrittsdurchmesser und
Hydraulik senkt Mahlkegel nach unten ab bei Überlast. → Animation „Kubria Kegelbrecher, Normalbetrieb und Überlast“, ThyssenKrupp Leistungs- PK und spezifischer Arbeitsbedarf Wm(0,5 bis 2 kWh/t) Kegelbrecher:
siehe /39/, S. 245, 264 und 265! Frage: Wie kommt man von Wm auf PK?
Kegel- und Walzenbrecher sind Bestandteile der EBUS-Anlage /12/ = Erz – Brech- und Sieb-anlage in der Erzgrube, um die ungebrochenen und ungesiebten Erze mit Stückgrößen von ca. 200 mm vorzubehandeln zur Herstellung von
- HO-Stückerz (HO = Hochofen) mit 7 – 30 mm, - Feinerz mit 1 – 7 mm (backen in Sinteranlage am Verhüttungsort), - Feinsterz mit < 1mm (pelletieren (Kugelherstellung) am Grubenort).
5.1.3 Kugelmühle Kugelmühle: Stahl- oder Gusskugeln zerkleinern Gut durch Rollen und Aufprall (Mahlen,
zum Aufsschließen und Anreichern von Armerzen).
→ Zeigen „Modell Kugelmühle mit Handkurbel“

27
→ Folie „Mahlkörperbewegung in einer Kugelmühle“, /40/, S. 437
⇒ Bild an Tafel „Kugelmühle und kritische Drehzahl mit FG und FZ“
Kräftegleichgewicht: Gewichtskraft FG ≤ Zentrifugalkraft FZ
(Haften der äußeren Kugeln an der Mühlentrommel),
,gmFG ⋅= mit m = Masse der Kugel,
g = Erdbeschleunigung = 9,81 m/s2,
,RvmRωmF
2U2
Z ⋅=⋅⋅=
mit ω = Winkelgeschwindigkeit, D = Durchmesser der Trommel = 2⋅R, d = Durchmesser der Kugeln = 2⋅r, Vereinfachung: d << D.
Drehzahl n:
da bei Maschinen meist nicht Umfangsgeschwindigkeit angeben wird sondern Drehzahl n, z. B. bei Waschmaschinen
nZeit
nUmdrehungederAnzahlDrehzahl ==
Umfangsgeschwindigkeit vU = Drehzahl x Umfang = n⋅2·π⋅R,
,Rπ2nv krit.Ukrit. ⋅⋅⋅= Einsetzen:
,R
Rπ4nmR
vmgm222
krit2Ukrit. ⋅⋅⋅
⋅=⋅≤⋅
Auflösen nach 2
kritn :
,Rπ4
gn 22krit. ⋅⋅
≥
Wurzelziehen:
⇒ Ergebnis: .Rg
π21nkrit. ⋅⋅
≥
Beispiel Waschmaschine, Drehzahl, bei der Wäsche an Trommelwand haften bleibt:
gegeben: D = 0,5 m, gesucht: n = nkrit = ?
⇒ Ergebnis: n ≥ m0,25s
9,81mπ2
12 ⋅
⋅⋅
= 1/s = min
nUmdrehunge60.
Für reibende Zerkleinerung: n = 0,6⋅nkrit Für schlagende Zerkleinerung: n = 0,8⋅nkrit.
28
→ Zeigen/Vorführen „Modell Kugelmühle“ 5.2 Klassieren Definition ⇒ Zerlegen eines körnigen Haufwerkes in Kornklassen (nach Größe).
- nach geometrischen Abmessungen: Sieben; - nach Endfallgeschwindigkeit: Stromklassierung (Wasser) oder
Windsichten (Luft) /41/. 5.2.1 Sieben Siebenanalyse: → Siehe Versuch „TP I“: Zur Kontrolle des Zerkleinerungsergebnisses!
→ Folie „Siebanalyse: Auswertungsschema, Relative Häufigkeitsverteilung, Summenverteilungskurven“, /36/, S. 48 – 50
Bilanz am Siebboden: m = mRückstand + mDurchgang. Auswertung im doppelt-logarithmischen Papier:
Rosin Rammler Sperling-Gerade /36/, S. 51.
→ Folie „Kreisschwingsieb – Maschine mit Unwuchtantrieb“ Kontinuierliche Siebung: zur größenmäßigen Trennung großer Stoffmengen. Beispiel: Kreisschwingsieb → Unwucht auf kreisförmiger Bahn lockert Siebgut auf und
Schwerkraft fördert Gut weiter, Neigungswinkel β ≈ 10°.
⇒ Zeigen „Modell Kreisschwingsieb“ 5.2.2 Stromklassieren, Kräftebilanz, Widerstandsbeiwert und Reynoldszahl Stromklassierung/Windsichten:
Endfallgeschwindigkeit/Sinkgeschwindigkeit als Feinheitsmerkmal (/41/, S. 6 bis 15, 95 und 306).
→ Folie „Gegen- und Querstromsichter“, /41/, S. 95 ⇒ Bild an Tafel „Partikel P in Fluid f (Flüssigkeit, Gas) mit Kräftegleichgewicht für die
drei Fälle A: ρf = ρP-; B: ρf > ρP↑; C: ρf < ρP↓“ Kräftebilanz: ΣK = KG – KA – KW = Schwerkraft – Auftriebskraft – Widerstandskraft = 0 bei v = stationäre Sinkgeschwindigkeit = konstant (Fall C: ρf < ρP). Schwerkraft KG: KG = Masse Partikel mP x Erdbeschleunigung g = mP·g,
Dichte des Partikels = P
PP V
mVolumenMasseρ == ,
29
daraus mP = ρP·VP, Volumen des Partikels ,r,rπV 2
d334
P =⋅⋅=
daraus VP = 3d6π⋅ ,
.gd6πρK 3
PG ⋅⋅⋅=
Auftriebskraft KA: Archimedisches Gesetz Wie ist die Auftriebskraft zu erklären?
KA = Schwerkraft des verdrängten Fluids, KA = Masse verdrängtes Fluid mf x Erdbeschleunigung g = mf·g = ρf·VP·g,
g.d6πρK 3
fA ⋅⋅⋅=
Widerstandskraft KW: KW = Widerstandsbeiwert cW x Widerstandsfläche AP x Dichte des
Fluids ρf x Geschwindigkeit zum Quadrat Halbe v2/2,
KW = cW(Red)·AP·ρf· 2v2
,
cW(Red) = dimensionsloser Widerstandsbeiwert/Funktion = f(Red),
AP = projizierte Fläche des Partikels (Kugel) = Kreisfläche = 4dπ
2
⋅ ,
Red = Viskositätdynamische
eFluiddichtrDurchmessegkeitGeschwindi ⋅⋅ = Reynolds-Zahl
Red = ηρdv f⋅⋅ ,
Red = .aftReibungskr
raftTrägheitsk
3 Bereiche für cW:
→ Folie cW-Diagramm für die Kugel“, /41/, S. 9
I: Stokes-Bereich Red ≤ 0,25 cW = dRe
24 ,
II: Übergangs-Bereich 0,25 ≤ Red ≤ 2⋅103 z. B. cW = 0,6dRe
18,5 ,

30
III: Newton-Bereich mit vollturbulenter Umströmung 1⋅103 ≤ Red ≤ 2⋅105, cW ≈ 0,4 – 0,5 ≈ 0,44 = konstant ≠ f/Red),
quadratischer Bereich (Widerstandskraft)! Einsetzen in Kräftebilanz.
02vρ
4dπ)(Recgd
6πρgd
6πρ
2
f
2
dW3
f3
P =⋅⋅⋅⋅−⋅⋅⋅−⋅⋅⋅
Aufgelöst nach der Sinkgeschwindigkeit:
Ergebnis ⇒ v = .)ρ(ρ)(Recρ3
gd2 fPdWf
−⋅⋅⋅⋅
⋅
v = f(d, g, ρP, fρ
1 , Wc1 ).
Diskussion der Parameter: d = Partikeldurchmesser → messen, g = Erdbeschleunigung → am Erdboden bekannt = 9,81 m/s2, ρP, ρf = Stoffgrößen → aus Tabellen,
η = dynamische Viskosität → aus Tabellen oder messen (siehe Technisches Prak-tikum I (TP I)),
cW = Widerstandsbeiwert = f(Red) = f(v) → wenn Bereich (I, II, III) bekannt, in Gleichung einset-zen und nach v (Bereich I, II) auflösen
Problem: wenn Bereich nicht bekannt → durch Iteration (Wiederholung, schrittweise) lösen:
v schätzen → Re berechnen → aus Diagramm Bereich ablesen → cW berechnen → v berechnen → Vergleich: vgeschätzt = vberechnet ?, wenn ja: o. k., wenn nein: neues v schätzen etc. oder cW schätzen ...!
5.2.3 Rechenbeispiele zur Endfallgeschwindigkeit Beispiele:
- Kohleteilchen in Wasser
Gegeben: d = 1 cm = 0,01 m, ρP = 33
mkg101,63 ⋅ , ρf = 3
3
mkg101⋅ ,
cW(Red) = 0,44 (Annahme bei Kugelform und Wassertemperatur = 20 °C). Gesucht: v = ?
Lösung: v = )ρ(ρ)(Recρ3
gd2 fPdWf
−⋅⋅⋅⋅
⋅

31
= 33
33
2
mkg101)(1,63
0,44mkg103
sm9,81m0,01
2 ⋅−⋅⋅⋅
⋅⋅ = 2· 2
2
sm0,0468 ,
Ergebnis: v = 0,433 sm ,
(Überprüfung Red = 4.330 > 1⋅103: cW ≠ f(Red), Rechnung o. k.)!
- Kohleteilchen in Luft
Gegeben: d = 0,01 m, ρP = 1,63⋅103 ,mkg
3 ρf = 1,188 ,mkg
3
cW = 0,44 (Annahme bei Kugelform und Lufttemperatur = 20 °C). Gesucht: v = ?
Lösung: v = ,sm101,8932
mkg1,188)(1630
0,44mkg1,1883
sm9,810,01m
2 2
2
3
3
2⋅=−⋅
⋅⋅
⋅⋅
Ergebnis: v = 20,19 .sm
Hinweis: Auftrieb bei ρP >> ρf vernachlässigbar ((1.630 – 1,188)kg/m3)!
Überprüfung von Red:
Red = ηρdv f⋅⋅ ,
ηLuft(20 °C) = 1,8·10-5 2msN ⋅ ,
Red = 2
5
3
msN101,8
mkg1,188m0,01
sm20,19
⋅⋅
⋅⋅
−,
Umrechnung: 1 N = 1 kg·m/s2,
Red = 22
5
3
mssmkg101,8
mkg1,188m0,01
sm20,19
⋅⋅⋅
⋅
⋅⋅
−,
Red = 13.325 → Rechnung o. k.!
- Stahlkugel in Wasser (für Tauchübung im Schwimmunterricht)
Gegeben: d = 1 mm = 0,001 m, ρP = 33
mkg107,85 ⋅ , ρf = 3
3
mkg101⋅ ,
kinematische Viskosität ν = η/ρf = 10-6 m2/s (Wasser, 20 °C), Bereich unbekannt.
32
Gesucht: v = ?
Lösung: v = )ρ(ρ)(Recρ3
gd2 fPdWf
−⋅⋅⋅⋅
⋅ = )ρ(ρρ3gd2 fPf
−⋅⋅⋅
⋅ ·)(Rec
1
dW
,
v = 2·3
32
mkg1.0003
mkg1.000)(7.850
sm9,81m0,001
⋅
−⋅⋅·
)(Rec1
dW
,
v = 0,299sm ·
)(Rec1
dW
.
1. Schätzung: cW = 1, → Red = 120 aus Diagramm.
v = 0,299 sm ·
11 = 0,299
sm .
Überprüfung von Re: Red = ν
dv ⋅ =
sm10
m0,001sm0,299
26−
⋅ = 299,
→ ReDiagramm < ReÜberprüfung: cW der 1. Schätzung ist zu groß! 2. Schätzung: cW = 0,8, → Red = 200 aus Diagramm. → ReDiagramm ist immer noch zu klein! 3. Schätzung: cW = 0,6, → Red = 400 aus Diagramm.
V = 0,299 sm ·
6,01 = 0,386
sm .
Überprüfung von Re: Red = ν
dv ⋅ =
sm10
m0,001sm0,386
26−
⋅ = 386,
→ ReDiagramm > ReÜberprüfung: cW der 3. Schätzung ist zu klein! 4. Schätzung: cW = 0,62, → Red ≈ 380 aus Diagramm.
V = 0,299 sm ·
62,01 = 0,380
sm .
Überprüfung von Re: Red = ν
dv ⋅ =
sm10
m0,001sm0,380
26−
⋅ = 380,
→ ReDiagramm = ReÜberprüfung: cW der 4. Schätzung ist o. K.!
Ergebnis: v ≈ 0,38 sm !
33
5.2.4 Viskosität Viskosität (Zähigkeit, innere Reibung):
Dynamische Viskosität η (Eta):
OH2η (20 °C) ≈ 10-2 Poise = 10-3 2m
sN ⋅ (N = Newton),
bei Flüssigkeiten Temperatur↑ (↑ = zunehmend) → η↓ (↓ = abnehmend),
Luftη (20 °C) ≈ 1,8·10-4 P = 1,8·10-5 2msN ⋅ ,
bei Gasen Temperatur↑ → η↑.
Kinematische Viskosität ν (Ny):
ν = fρη = dynamische Viskosität/Dichte.
Beispiel für den Einfluss der Viskosität auf die Sinkgeschwindigkeit: Annahme: Motoröl, Bereich I (Stokes Bereich),
Ergebnis: cW = dRe
24 , Red = ηρdv f⋅⋅ ,
eingesetzt in v = ... ergibt
v = )ρ(ρη18gd
fP
2
−⋅⋅⋅ ,
gleiche Kugeln, Öl als Fluid → Parameter im Zähler fest, Ergebnis: v = f(1/η). ⇒ Zeigen/Vorführen/Rumreichen „4 gleiche Kugeln in Röhrchen
mit Öl 0 W – 30, 0 W – 40, 5 W – 40, 15 W – 40“ 5.3 Sortieren Definition ⇒ Sortenmäßige Trennung in einzelne Komponenten (Kohle/Berge, Erz/Berge).
→ Folie „Sortieren: Mögliche Diskussionspunkte“ 5.3.1 Schwerkraftaufbereitung Schwerkraftaufbereitung: Trennung aufgrund der unterschiedlichen Dichte, z. B. bei
Steinkohlenaufbereitung.

34
5.3.1.1 Schwertrübe Schwimm-Sink-Verfahren: Trennung nach Dichte in Schwertrübe.
Schwertrübe: Suspension von Wasser W und feingemahlenen Schwerstof-fen S (z. B. Magnetit d < 0,2 mm mit ρS = 5,2·103 kg/m3) zur Erhöhung der Flüssigkeitsdichte.
Prinzip: Archimedisches Gesetz des hydrostatischen Auftriebs mit
Dichte leichte Partikel < Dichte Flüssigkeit < Dichte schwere Partikel.
Leichte (l) Partikel ρPl < ρf : → KA > KG und leichte Partikel schwimmen oben,
z. B. Steinkohle ρSteinkohle = 1,4 kg/l. Schwere (s) Partikel ρPs > ρf :
→ KG > KA und schwere Partikel sinken zu Boden, z. B. Quarz ρQuarz = 2,65·103 kg/m3. Beispiel: Schwertrübe aus Gemisch Wasser W und Magnetit M gegeben: Trübe mit Dichte der Trübe ρT = 2 kg/l, Volumen VT = 5 m3,
Mischung Wasser mit Dichte ρW = 1.000 kg/m3 und Magnetit mit Dichte ρM = ρS = 5.200 kg/m3,
gesucht: Masse Trübe mT, Masse Schwerstoff mS und Masse Wasser mW.
Hinweis: T
TT V
mρ = = SW
SW
VVmm
++ ;
W
WW V
mρ = ; S
SS V
mρ = , (Dichte = Volumen
Masse ),
WTS mmm −= , TVρm TT ⋅= ,
WWW Vρm ⋅= , SVVV TW −= , S
SS ρ
mV = ,
→
S
W
WTTS
ρρ1
ρρVm−
−⋅= .
Ergebnisse: mT = 10.000 kg = 10 t, mS = 6.190 kg = 6,19 t, mW = 3.810 kg = 3,81 t. Frage: Wie ist der Dichteverlauf der Trübe in Abhängigkeit vom Massenanteil des Schwerstoffes xS =
SW
S
mmm+
im Bereich von xS = 0 bis xS = 1 im Vergleich zur Geraden zwischen den beiden
Punkten 0 und 1: ρT = f(xS) bei gegebenem ρW und ρS)?
⇒ Zeigen „Klare Schwertrübe mit Wolframatokieselsäure-Hydrat, H4O40SiW12xH2O, M = 2878 g/mol, ~ 1 DM/g, ρTr = 2,91 g/cm3 bei mW = 70 g und mH2O = 10 g
35
(xW = 0,875) zur Trennung von Handmuster Flussspat (3.300 kg/m3) und Quarz (2,65 g/cm3)“
→ Verteilen „TESKA-Scheider, 4-411 d“, KHD Humboldt Wedag, Köln, /42/
→ Folie „TESKA-Scheider zur Aufbereitung von Kohle oder Erzen“, /42/, Deckblatt
Schwimmgut z. B. Kohle: wird von der Oberfläche der Schwertrübe mit Austragsvorrichtung 6
abgeschöpft, Sinkgut z. B. Berge: wird mit dem Austragsrad 1 nach oben gefördert und fällt dort
aufgrund der Schwerkraft in die Sinkgutrutsche 5. 5.3.1.2 Setzmaschinen Setzarbeit: intermittierender Wasser- oder Luftstrom wirbelt Schüttguthaufen mit Schwerpunkt
h1 auf (KW + KA > KG) und schichtet Setzgut nach der Dichte mit niedriger Schwer-punktlage h2: h2 < h1, /43/, S. 521.
→ Folie „Prinzip der Setzarbeit“, /43/, S. 521
→ Verteilen „Sorting Technology“ KHD Humboldt Wedag, Köln
„Raw material processing with jigs 4-200“, KHD Humboldt Wedag, Köln http://www.khdhw.com/en/international/news/brochures/518.html (20.08.2008)
→ Folie „Schema einer modernen Stauchsetzmaschine ROM-Jig“, /43/, S. 526
Leichtes Gut z. B. Kohle: wird durch Setzgutträger c nach oben geschichtet,
rutscht über Brücke g in rechten Teil i des Schöpfrades, Schöpfrad fördert leichtes Gut nach oben, wo es aufgrund der Schwerkraft in die Austragsschurre k fällt,
Schweres Gut z. B. Berge: wird durch Setzgutträger c nach unten geschichtet, Austrags-walze f fördert Schwergut in linken Teil h des Schöpfrades, Schöpfrad fördert schweres Gut nach oben, wo es aufgrund der Schwerkraft in die Austragsschurre j fällt.
Vorteil Stauchsetzmaschine: man braucht kein Transportwasser. Trenngüte/-wirkungsgrad: Reinheitsgrad bei Bergevorabscheidung 99 – 99,5 %,
Rest Kohle.
⇒ Versuch „Kolbensetzmodell mit Kohle- und Quarzkörpern“ 5.3.2 Flotation Flotation: Schwimmaufbereitung/Sortieren von feinkörnigen Mineralgemischen in einer Trü-
be mit Hilfe von Luftblasen. → Folie „Wirkprinzipien Schaumflotation“, /44/, S. 240 → Folie „Anlagerung von Feststoffteilchen an Luftblasen“, /45/, S. 4

36
Sortieren in einer Trübe mit Hilfe von Luftblasen aufgrund unterschiedlicher Wasserbe-netzbarkeit,
Flotations-Mittel:
Schäumer = stabilisieren Luftblasen, (30 bis 50 g Methylisobutylcarbonil pro Tonne
Rohkohle),
Sammler = schaffen hydrophobe (schwer benetzbare, wassermeidende, wasserab- stoßende) Oberflächen, (300 bis 500 g höhere Alkohole pro Tonne Rohkohle),
hydrophobe Mineralteilchen haften an der Oberfläche der Luftteilchen und
schwimmen an der Trübeoberfläche,
hydrophile (benetzbare, wasserliebende, wasseranziehende, wasseraufnehmen- de) Teilchen haften nicht an den Luftblasen und verbleiben in der Trübe /40/, /45/.
Prinzip: Grenzflächenkräfte und Auftrieb.
→ Folie „M.S.-Standard-Flotationszelle“, /40/, S.163
Mehrere Zellen hintereinander zur Erhöhung der Trenngüte.
⇒ Versuch „Flotation eines Kohle- (ρK ≈ 1.300 kg/m3, dK < 200 µm = 0,2 mm)/Quarz-
(ρQ ≈ 2.600 kg/m3) Gemisches, Sammler und Schäumer 1-Propanol bzw. n-Propanol“
5.3.3 Magnetscheider Magnetscheidung: Trennung von magnetischem und unmagnetischem Gut in einem Magnet-
feld.
→ Folie „Magnetscheider: Nasstrommelscheider und Bandscheider“, /46/, S. 304
Mit Elektro- oder Permanentmagnet trennen von magnetischen und unmagnetischen Stoffen. Prinzip: KA + KM > KW + KG. Schwachfeldscheider: bei Eisen und Magnetit, Starkfeldscheider: bei Spateisenstein und Wolframit.
→ Verteilen „Aufbereitung von Martit-Eisenerzen...mit Magnetscheidern“, S4-751
d/eKHD, Köln → Folie „PERMOS Mittelfeld-Magnetscheider“, /47/, Deckblatt Besondere Ausrichtung der Einzelmagnete; Trenngüte/-wirkungsgrad: f(1/d, Einschlüsse). → Folie „Verfahren der PERMOS-Magnetscheidung mit Permanentmagneten“
/47/, S. 3
⇒ Versuch „Magnetsortierung auf Förderband mit Permanentmagneten zur Trennung von Kalkstein CaCO3 und Magnetit Fe3O4“

37
5.4 Entwässern Flüssigkeitsabscheidung: trennen von Gemischen aus Feststoff und Flüssigkeit durch
den Einfluss mechanischer Kräfte. 5.4.1 Flüssigkeitsbindungsarten
→ Folie „Flüssigkeitsbindungsarten in einem körnigen Gut“, /48/, S. 65 Bindungsarten: a) innere Feuchtigkeit: Kristallwasser b) Adsorptionsflüssigkeit:: Bindung von Gas- und Dampfmolekülen an der Oberfläche eines Feststoffes (molekulare Kräfte/ van der Waal) c) Adhäsionsflüssigkeit: Haften von festen und flüssigen Stoffen an- einander (Molekularkräfte) d) Zwickelkapillarflüssigkeit: auch schwer mechanisch trennbar e) Zwischenraumflüssigkeit: mechanisch abtrennbar f) Grobkapillarflüssigkeit: mechanisch abtrennbar.
Ergebnis: ⇒ Trennung von Flüssigkeiten mit den Bindungsarten e) und f) aus Fest-stoffen durch mechanische Kräfte wie Schwer-, Flieh-, Druck- und Adhäsi-onskräfte.
5.4.2 Filtration Filtration: abtrennen von Feststoffteilchen aus einem fluiden Medium (Flüssigkeit, Gas)
durch ein poröses Filtermittel: lässt fluides Medium durch, hält Feststoffteilchen zurück.
→ Folie „Wirkprinzipien der Filtration“, /48/, S. 68
Abtrennung von Feststoffen aus fluiden Medien wie Flüssigkeiten oder Gasen durch po-röse Filtermittel. Druckgefälle notwendig zwischen Trübestrom SV& (Suspension) und dem Filtratstrom lV& . Ziele: Scheidefiltration zur Feststoffgewinnung (hier), Klärfiltration zum Reinigen von Flüssigkeiten.
Kontinuierliche Filterung: z. B. durch Vakuum-Trommelfilter
→ Folie „Schematische Skizze eines Vakuum-Trommelfilters“, /35/, S. 40 5.4.3 Zentrifugen, Schleuder Zentrifugieren: mechanische Trennung von Feststoffen (auch Flüssigkeiten und Gasen)
aus Fluiden (Flüssigkeit, Gas) durch Zentrifugalkraft.
→ Folie „Schnecken-Sieb-Zentrifuge“, /40/, S. 595 → Folie „Wirkungsweise der Vollmantel-Schneckenzentrifuge (nach Alfa-Laval)“ /49/, S. 50
38
→ Zeigen Film: „Gravitation im Weltraum“ Film ALFA-LAVAL, CD-R (Dauer: ca. 15 min)
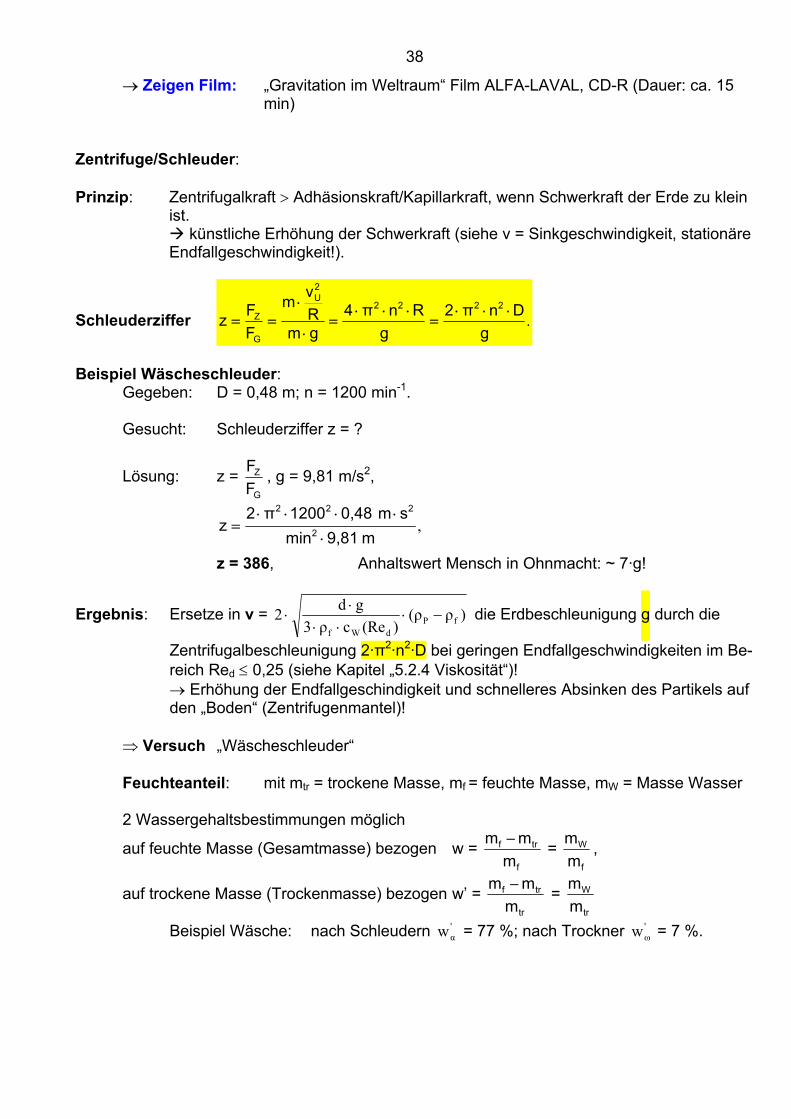
Zentrifuge/Schleuder: Prinzip: Zentrifugalkraft > Adhäsionskraft/Kapillarkraft, wenn Schwerkraft der Erde zu klein
ist. künstliche Erhöhung der Schwerkraft (siehe v = Sinkgeschwindigkeit, stationäre
Endfallgeschwindigkeit!).
Schleuderziffer .g
Dnπ2g
Rnπ4gmRvm
FFz
2222
2U
G
Z ⋅⋅⋅=
⋅⋅⋅=
⋅
⋅==
Beispiel Wäscheschleuder:
Gegeben: D = 0,48 m; n = 1200 min-1.
Gesucht: Schleuderziffer z = ?
Lösung: z = G
Z
FF , g = 9,81 m/s2,
,m9,81min
sm0,481200π2z 2
222
⋅
⋅⋅⋅⋅=
z = 386, Anhaltswert Mensch in Ohnmacht: ~ 7·g!
Ergebnis: Ersetze in v = )ρ(ρ)(Recρ3
gd2 fPdWf
−⋅⋅⋅⋅
⋅ die Erdbeschleunigung g durch die
Zentrifugalbeschleunigung 2·π2·n2·D bei geringen Endfallgeschwindigkeiten im Be-reich Red ≤ 0,25 (siehe Kapitel „5.2.4 Viskosität“)! → Erhöhung der Endfallgeschindigkeit und schnelleres Absinken des Partikels auf den „Boden“ (Zentrifugenmantel)!
⇒ Versuch „Wäscheschleuder“
Feuchteanteil: mit mtr = trockene Masse, mf = feuchte Masse, mW = Masse Wasser
2 Wassergehaltsbestimmungen möglich
auf feuchte Masse (Gesamtmasse) bezogen w = f
trf
mmm − =
f
W
mm ,
auf trockene Masse (Trockenmasse) bezogen w’ = tr
trf
mmm − =
tr
W
mm
Beispiel Wäsche: nach Schleudern 'αw = 77 %; nach Trockner '
ωw = 7 %.
39
Eventuell nach dem Entwässern noch: - Trocknen = Entfernen von Feuchtigkeit durch Verdunsten oder Verdampfen durch Zu-führung von Wärme: hoher Energieaufwand für Verdampfungswärme r notwendig (Beispiel Wasser: r(0 °C) = 2.500 kJ/kg), daher bei der Entwässerung (mechanische Trocknung) möglichst hohe Entwässerungs-grade anstreben (z. B. Wäsche: hohe Schleudertouren, dann erst in Trockner)!
5.5 Stückigmachen ⇒ Sintern: Kornvergrößerung durch Wärmebehandlung, aufschmelzen der Korngrenzen und
aneinanderschweißen (Zusammenbacken); kontinuierlich arbeitende Sinterbänder, meist bei Hüttenwerken, Korngrößen > 2 mm.
⇒ Pellets: Feinsterze und Konzentrate mit Korngrößen weit unter 1 mm zu Kügelchen von 10
bis 15 mm geformt, Anfeuchtung der Erzmischung und Bindemittel, Formung in Dreh-trommeln oder Drehtellern, Trocknung und bei 1000 °C brennen, meist bei Erzgrube oder Umschlagplatz, zur Reduzierung der Bergefracht.
→ Folie „Granulatbildung auf einem Granulierteller“, /49/, S. 121
→ Zeigen „Proben: Stückerz, Stahl-Sinter, Kiruna (Schweden) und Kostamus Pellets“ Als Zusammenfassung der Aufbereitung: → Folie „Standard-Aufbereitungsverfahren im deutschen Steinkohlenbergbau“ /50/, S. 218 Fragen: - Warum entfällt Schritt „Stückigmachen“?
- Wann Schritt „Stückigmachen“ notwendig? Zusammenfassung zu Kapitel 5: Verfahrensstammbaum Aufbereitung; Zerkleinern: Kegelbrecher und Kugelmühle, kritische Drehzahl; Klassieren: Sieben, Stromklassieren, Kräftebilanz (Schwer-, Auftriebs- und Wider-standskraft), Widerstandsbeiwert, Reynoldszahl und 3 Bereiche, Endfallgeschwindigkeit und Beispielrechnungen, Viskosität; Sortieren: Schwerkraftaufbereitung (Schwertrübe und Setzen), Flotation: Schäumer und Sammler, Magnetscheidung; Entwässern: Flüssigkeitsbindungsarten, Filtration, Zentrifugen, Schleuderziffer; Stückigmachen: Pellets, Sinter; Standard-Aufbereitungsverfahren Steinkohle.

40
6 UMWANDELN Beispiel: Vom Eisenerz zum Stahl, /51/.
→ Filme - „Vom Erz zum Stahl“, VHS, ca. 17 min., Preussag Stahl AG, Salzgitter, Stand 07.96; - F 279 „Eisengewinnung und Stahlerzeugung“, VDEh, Düsseldorf, 1997, 20 min., Leihgebühr 10 €/Film; - F 217 „Wege zum Stahl“, VDEh, Düsseldorf, 1990, 20 Minuten.
→ Download „Filmliste und Verzeichnis der Lichtbildvorträge, Stand: 01. 01. 2001“
VDEh Verein Deutscher Eisenhüttenleute, Düsseldorf 6.1 Bedeutung Eisenerz und Stahl
→ Folie „Wichtige Standorte der Stahlindustrie“, vdi-n, 4. 4. 97, Nr. 14, S. 8 Deutschland: nach /52/, http://www.stahl-online.de/ (20.08.2008) (Wirtschaft & Politik →
Stahl in Zahlen) 1996 2006
Stahlstandorte 30 22 Rohstahlerzeugung 40⋅106 t/a 47,2⋅106 t/a;
1998 2006 Rohstahlerzeugung R 44,046·106 t/a 47,224·106 t/a Importe Mengen Walzstahlgewicht 16,148·106 t/a 19,975·106 t/a, Exporte Mengen Walzstahlgewicht 18,284·106 t/a 23,043·106 t/a Beschäftigte 107.230 Personen 90.500 Personen Umsatz U 24,9·109 €/a 42,3·109 €/a Spezifischer Umsatz = U/R 565 €/t (Walzstahl) 895 €/t (Walzstahl). Frage: Warum erfolgt beim spezifischem Umsatz der Hinweis auf Walzstahl, obwohl der
Wert auf die Rohstahlerzeugung bezogen ist?
→ Folie „Die bedeutendsten Standorte der Stahlerzeugung in der Bundesrepublik Deutschland“, /52/, Ausgabe 2006/2007, Ausschlagtafel, Stand: Oktober 2007
Spezifische Tagesproduktion SPW von Rohstahl pro Standort oder Werk:
SPW (2006) = JahrprostageProduktionStahlwerke
uktionJahresprod⋅
=
ad365Werke22
at1047,224 6
⋅
⋅
= 5.881 dWerk
t⋅
.
41
Frage: Wie lässt sich aus dem Wert SPW die Tagesleistung eines Hochofens abschät-zen?
Welt: nach /31/, /52/, http://www.stahl-online.de/ (20.08.2008) (Stahl in Zahlen), http://www.worldsteel.org (20.08.2008)
1993 2005 Eisenerzproduktion 800 Mill. t 1384 Mill. t daraus Stahlindustrie 524 Mill. t Roheisen 801 Mill. t Roheisen einschließlich Schrott 310 Mill. t 462 Mill. t insgesamt Roheisen 725 Mill. t 1147 Mill. t.
Eisenerzpreise aus Brasilien ab Rotterdam 1990: bei Fe-Anteil von 61 bis 67 v. H. (/31/, S. 266) ≈ 41 bis 66 DM/t; Frage: Wie hoch ist der Preis:..........DM/t Fe?
Preise für Carajas-Überseefeinerz (Brasilien, fob: free on board) 2004: mit Fe-Anteil von 63 % ≈ 38 $-cts/Fe-Einheit; Frage: Wie hoch ist der Preis:......... $/t Erz?
Frage: Welche Kosten kommen bis Rotterdam hinzu:........? Frage: Wie hoch ist der Preis ab Rotterdam:.........$/t Fe? Ergebnis: Eisenerz ist ein wichtiges Handelsgut (Welt 2003: ~1 Mrd. t/a) in unserer Wirt-
schaft und Stahl (Welt 2003: ~960 Mill. t/a Rohstahl; Deutschland April 2004: ~ 700 €/t Profilstahl) ein wichtiger Werkstoff, der in vielen Lebensbereichen Anwen-dung findet.
→ Zeigen „Stahl und Umwelt – Transparente, Texte, Arbeitsblätter“, Hagemann, /53/
→ Folie „Anwendungsbereiche von Stahl“, /53/, Folie 1
6.2 Überblick Einsatzstoffe bis Fertigerzeugnisse
→ Verteilen „Schaubild Vom Erz zum Stahl“, Stahl-Informations-Zentrum, Düsseldorf, /54/
→ Folie „Vom Erz zum Stahl“, /54/, Schaubild Innenfaltseite http://www.stahl-online.de/ (20.08.2008)
Einsatzstoffe: Erze aufbereitet, gesintert (bei Hüttenwerk),
pelletiert (vom Lieferland), Reduktionsmittel Koks, Erdgas, Kohle, Zuschläge Kalk, Kalkstein, Erze + Zuschl. = Möller,
Stahlschrott Recyceln.
Fertigerzeugnisse: Bleche, Rohre, Profile, Schmiedestücke, Gussstücke.

42
Mögliche Entwicklungen für die Zukunft:
→ Folie „Vergleich der Corex-/Finex-Prozesstechnologie mit der konventionellen Hochofenroute“, Siemens/vdi-n, Düsseldorf April 2008
6.3 Reduktion von Eisenerz Reduktion = Wegnahme des Sauerstoffs aus dem Erz (z. B. aus Fe2O3, Hämatit = Rot-
eisenerz) durch Zuführung von Energie und Reduktionsmitteln (C, H). Drei Möglichkeiten: 1. Direktreduktion mit Gasen (CO, H2) oder Feststoffen (Kohle) in Reaktionsgefäßen (z. B.
Schachtofen) in der festen Phase (nichtaufgeschmolzen) zu Eisenschwamm = fest (5 bis 7 % weltweite Anwendung).
2. Roheisenerzeugung = flüssig mit Brennstoffen (Kohle, Öl; Gas) und Reduktionsmitteln
(Koks) im Hochofen. 3. Schmelzreduktionsverfahren erzeugt flüssiges Roheisen meist in zwei Schritten aus
Erz (1. Erze werden ganz oder teilweise reduziert, 2. Endreduktion und Aufschmelzen des Eisens), eventuell Verfahren der Zukunft.
6.3.1 Reduktion im Hochofen
⇒ Zeigen/Rumreichen Buch „Stahlfibel“, /51/
→ Folie „Materialfluss und Vorbereiten der Rohstoffe und Brennstoffe für die Erzeu-gung von Roheisen im Hochofen“, /51/, S. 27
Bilanzgrenzen: Input und Output am Hochofen
Input: - - Sintererz - Koks - Zuschlagstoffe - Wind - Energie - Kühlwasser
Output: - Roheisen (Namensgebung aus Historie (Dreckseisen, pig iron)) - Schlacke - Gichtgas - Abwärme - Kühlwasser.
→ Folie „Hochofenanlage“, /17/, S. 503
→ Folie „Prinzipielle Darstellung einer Hochofenanlage mit Winderhitzern“
/50/, S. 340 3 Winderhitzer: 1 Blasbetrieb, 2 Heizbetrieb (dauert länger)
43
→ Folie „Schematische Darstellung eines Hochofens“, Ausbildungsunterlagen Thys-sen Niederrhein AG, 04/82, Vorläuferunterlagen von /12/
→ Folie „Arbeitsblatt Hochofenaufbau“, Ausbildungsunterlagen Thyssen Niederrhein
AG, 04/82, Vorläuferunterlagen von /12/ Aufbau und 5 Einzelteile eines Hochofens (von oben nach unten)
→ Bild an Tafel „Hochofenaufbau“
- 1 Gicht: obere Teil des Hochofens zum Sammeln des Gichtgases und zur Begich-tung B: Zugabe von Erz + Zuschlägen = Möller und Koks K,
E + Z = M, M + K = B.
- 2 Schacht: hier findet die Umwandlung des Erzes (Reduktion) statt, weitet sich nach
unten (Ausdehnung des Materials durch Erwärmung). Mantel: äußerer Stahlmantel des Schacht, der mit feuerfesten grobkerami-schen Baustoffen ausgekleidet ist.
- 3 Kohlensack: Übergang von Schacht zu Rast (keine Volumenzunahme mehr).
- 4 Rast: schließt sich an Kohlensack an, verjüngt sich nach unten (Volumen kleiner)
Windleitung: Ringleitung für die Zuführung der Luft zu den Einblasdü- sen, Windformen: Einblasdüsen für die vorgewärmte Luft.
- 5 Gestell: Unterer Teil des Hochofens
- Schlackenabstich: Auslauf für die Schlacke - Roheisenabstich: Auslauf für das Roheisen.
→ Folie „Querschnitt durch einen Hochofen und Winderhitzer sowie Temperaturen
im Hochofen und wichtige chemische Reaktionen“, /51/, S. 28
→ Folie „Schema der physikalischen und chemischen Vorgänge im Hochofen“ Bildunterlage VDEh/Dr. Lüngen, Düsseldorf, 1997
4 Hauptaufgaben des Hochofens:
1 Reduktion des Eisens (Sauerstoff-Entzug mit Koks: keine Kohle, da Schüttung sonst gasdicht wird z. B. durch Teer)
2 Abtrennung der Gangart und Reduzierung des Schmelzpunktes der Schlacke
durch Zuschläge
3 Aufkohlung des Eisens (Fe3C) zur Reduzierung der Schmelztemperatur
4 Schmelzen des Eisens zu Roheisen (C > 4 %: siehe Fe-C-Diagramm!)

44
Ein Gang durch den Hochofen:
Start: Austritt Gichtgas
Austritt Gichtgas (N2, CO2, CO, H2): p = 2,5 bar, T = 200 °C, zur Beheizung der Winderhitzer (Cowper: englischer Ingenieur).
8 Reaktionen im Hochofen (von oben nach unten; vereinfachte Darstellung des mehr- stufigen Vorgangs siehe auch /55/, S. 19), 2 Fälle: endotherm = Energiezufuhr notwendig,
exotherm = Energiefreisetzung:
⇒ 1 Aufheizen und Austreiben von Wasser und Kohlendioxid aus Erz und Kalkstein
⇒ 2 Indirekte Reduktion beginnend bei 400 °C, allgemein: FexOy + CO → FeiOj + CO2
Hämatit/Roteisen, sauer, leicht reduzierbar 3 Fe2O3 + CO → 2 Fe3O4 + CO2 (exotherm) Magnesit/Magneteisenerz, sauer, schwer reduzierbar Fe3O4 + CO → 3 FeO + CO2 (endotherm) FeO + CO → Fe + CO2 (exotherm) Frage: Wo kommt das viele CO her?
⇒ 3 Boudouard Reaktion (→ Koksvergasung) CO2 + C ↔ 2 CO (endotherm)
tiefe Temperatur hohe Temperatur T = 500 – 800 °C ↔ T = 850 – 2000 °C
(CO2 aus Verbrennung, C aus Koks)
→ Folie „Gleichgewicht der Boudouard-Reaktion bei Atmosphärendruck (Darstellung nach BUEKENS)“, /56/, S. 224
Frage: Wo kommt das viele CO2 her?
Boudouard-Reaktion (←) und Verbrennung!
⇒ 4 Aufkohlung des Eisens mit CO zu Zementit Fe3C = Erniedrigung des Schmelzpunktes
3 Fe + 2 CO → Fe3C + CO2.
⇒ 5 Direkte Reduktion beginnend bei 850 °C (scheinbar reduziert glühender Koks Eisenerz „direkt“)
CO2 + C → 2 CO FeO + CO → Fe + CO2 Summenformel:
FeO + C → Fe + CO Warum Name „direkte“ Reduktion?
CO2 aus Reduktion des Eisens ist bei hohen Temperaturen in Gegenwart von Kohlenstoff nicht beständig. Zerfall in CO und Aufnahme des Sauerstoffs aus dem Erz zu CO2.

45
Wieder Zerfall etc... Reaktionen laufen praktisch gleichzeitig ab und es sieht so aus, als ob fester Koh-lenstoff das Eisen reduziert hätte!
⇒ 6 Aufkohlung des Eisens mit C zu Zementit Fe3C
= Erniedrigung des Schmelzpunktes 3 Fe + C → Fe3C.
⇒ 7 Koksvergasung (aus festem Brennstoff wird gasförmiger Brennnstoff) C + CO2 → 2 CO. Frage: Wo kommt das viele CO2 her?
⇒ 8 Koksverbrennung = Energie- und CO2-Lieferant C + O2 → CO2.
Ende: Austritt Schlacke und Roheisen (wegen hohem C-Gehalt nicht schmiedbar), Ver-weildauer von oben nach unten ca. 12 h.
Austritt Schlacke
Bindung von Schwefel (hauptsächlich aus Kohle) und Abscheidung der Gangart (Nicht-eisenanteile im Erz) durch Aufschwimmen auf Roheisen, verhindert Sauerstoffaufnahme aus Heißwind, Bestandteile: Calciumoxid CaO (gebrannter Kalk), Magnesiumoxid MgO,
Tonerde Al2O3 (Aluminiumoxid), Kieselsäure H4SiO4 (Orthokieselsäure). Austritt Roheisen:
„Abstechen“ alle 2 bis 4 Stunden, 1400 °C bis 1500 °C, C-Gehalt etwa 3,5 – 4,5 % (siehe Fe-C-Diagramm), Zusatzelemente P, S, Si, Mn, ... (teilweise unerwünscht), Roheisensorten: Stahlroheisen, Thomasroheisen, Gießereiroheisen, Sonderroheisen.
Neue Hochöfen: Austritt Roheisen und Schlacke (schwimmt oben) gemeinsam.
→ Folie „Darstellung der Einzelreaktionen, des mittleren Temperaturverlaufs von Gas und Feststoff und des inneren Zustandes im Hochofen“, /50/, S. 340
→ Folie „Stoffbilanz zur Erzeugung von Roheisen“, /51/, S. 31
Input: Möller = 1,65 t, Koks = 0,5 t, Heißwind = 2 t, Summe = 4,15 t; 20 t H2O Output: Roheisen = 1 t, Schlacke = 0,31 t, Gichtgas und Staub = 2,84 t; 20 t H2O.
Beispiel: Betriebsdaten Hochofen Hüttenwerk Krupp Mannesmann HKM/Duisburg → Folie „Roheisenerzeugung im Hochofenverfahren“, /57/, Präsentation, Folie 21 Beispiel: Leistungen von Hochöfen (Lebensdauer ca. 50 Jahre)
→ Folie „Abmessungen und Leistungen von Hochöfen“, /58/, , S. 11
46
6.3.2 Schmelzreduktionsverfahren (Corex-Verfahren) Eventuell in Zukunft: Corex-Verfahren → Folie „Schematische Darstellung der Schmelzreduktion – Corex-Verfahren“ /50/, S. 345
- Corex-Verfahren: Vorteile: Direkteinsatz Kohle → Kokerei/teilweise Sinteranlage entfällt.
Betriebsweise:
im Reduktionsschacht 2 mit prozesseigenem Reduktionsgas im Gegenstrom
Reduktion auf 90 % Fe, mit Schnecken Transport in Einschmelzvergaser 1
(Vergasung der Kohle mit O2), im Einschmelzvergaser 1 Restreduktion, Einschmelzen Eisenschwamm mit Metall- und Schlackenreaktionen, Kohle bildet nach Entgasung festbettähnliche Struktur wie im Hochofen Abstich Schlacke und Roheisen wie bei Hochofen unten. 6.4 Stahlerzeugung 6.4.1 Roheisenvorbehandlung Verringerung der Elemente: Schwefel S, Silicium Si und Phosphor P, durch: Einblasen von Soda, Calciumcarbid und Magnesium (für S),
kalkhaltigen Flussmitteln (für P) und Eisenoxiden (für Si) in Pfannen zur Abbindung in Schlacken.
Ergebnis: Verbesserung des nachfolgenden Produktionsprozesses. 6.4.2 Frischprozess Frischen (Reinigen) = Herausbrennen der Beimengungen = Oxidieren
Chemische Reaktionen: - Entkohlung, - Verschlackung der Begleitelemente, - Desoxidation.
→ Folie „Ziele und Beispiele chemischer Reaktionen beim Frischen“, /51/, S. 40
Heute hauptsächlich Anwendung von zwei Verfahren:
- Sauerstoffblas-Verfahren - Elektrolichtbogenofen-Verfahren.
47
6.4.2.1 Entwicklung bei den Frischverfahren Frühere Entwicklungen (Technikentwicklung als Beispiel für Strukturierung und Betrach-
tungsweisen der Technik, siehe Einführung in die Didaktik der Tech-nik):
→ Folie „Siemens-Martin-Ofen (ab 1865)“, /17/, S. 509
- Siemens-Martin-Ofen (Einsatz von Roheisen und/oder Schrott)
Reduktion von Roheisen mit stark sauerstoffhaltigen Verbrennungsgasen (Weiterentwicklung des Puddelverfahrens aus England 1784).
Regenerativfeuerung: Heizkammer (heiß) zur Vorwärmung der Verbrennungsluft,
Heizkammer (kalt) zur Wärmerückgewinnung aus den heißen Abgasen, Umschaltung der Verbrennungsluftführung wenn Heizkammer heiß abgekühlt und Heizkammer kalt aufgewärmt.
→ Folie „Schema des Thomasverfahrens im birnenförmigen Konverter“, /51/, S. 135
- Windfrisch-Verfahren nach Thomas (England 1879) im birnenförmigen Konver-ter (to convert = umwandeln) mit basischer Ausmauerung und Einblasung der Luft von unten (Weiterentwicklung der Bessemerbirne mit saurer Auskleidung von 1855).
Weiterentwicklung mit Vorteilen von Siemens und Thomas:
- Sauerstoffaufblasverfahren (ab 1930: Gewinnung von reinem Sauerstoff zu vertretbaren Preisen)!
→ Folie „Querschnitt durch ein Sauerstoffaufblasstahlwerk“, /17/, S. 507
→ Folie „Sauerstoffaufblaskonverter“, /17/, S. 507
6.4.2.2 Kombinierte Blasverfahren Heute: - Kombinierte Blastechnik!
→ Folie „Stahlherstellungsverfahren in der Bundesrepublik Deutschland 1950-1980“, /17/, S. 507
Bundesrepublik Deutschland: Nur noch kombinierte Blastechnik und Elektrostahl (Schrott)!
→ Folie „Schema der kombinierten Blastechnik mit Aufblaslanze oder Seitendüse“ /51/, S. 47
→ Folie „Sauerstoffblasender Konverter (LD-Konverter)“, /50/, S. 344
- Verfahren des kombinierten Blasens: - Sauerstoffaufblasen (LD – Linz-Donawitz (2 Orte), 1952, Österreich) mit Inert-
gasspülungen durch den Boden oder
48
- Sauerstoffaufblasen und Sauerstoffbodenblasen = Kombination der Vorteile Sie-mens-Martin, Thomas und Sauerstoffaufblasung,
Sauerstoff ohne Ballast des Stickstoffs: Luftzerlegungsanlage durch Abkühlung (Siedepunkt O2: -183 °C, Siedepunkt N2: -196 °C).
→ Folie „Gegenüberstellung der Stahllinien vom Ausgangsprodukt Eisenerz bis hin
zum ausgewalzten Warmbreitband zu verschiedenen Zeiten“, /50/, S. 333 6.4.2.3 Elektrolichtbogenofen
→ Folie „Elektrolichtbogenofen (Schnitt; schematisch)“, /51/, S. 50
- Elektrostahlerzeugung: Notwendige Energie wird durch elektrischen Strom zugeführt, mehr als 90 % des Elektrostahls werden im Elektrolichtbogenofen erzeugt, für Schrottmetallurgie.
Vorteile: jede Stahlsorte, unabhängig vom Einsatz, Investitionsbedarf geringer,
programmier- und automatisierbar, hoher Wirkungsgrad.
→ Folie „Schematischer Ablauf des Elektrolichtbogenofen-Verfahrens“, /51/, S. 51 Ablauf der Schmelze (alle Schritte in einem Gefäß): Einsetzen, Einschmelzen, Oxidations- o-
der Frischperiode, Desoxidations- oder Feinungsperiode. 6.4.3 Sekundärmetallurgie Nach Frischprozess Nachbehandlung des Stahls wegen erhöhter Qualitätsanforderungen (Fein-einstellung der Begleitstoffe). 6.5 Vergiessen im Hüttenwerk Hüttenwerk → Stahlwerk → Gießbetrieb. Übergang des flüssigen Stahls in die feste Phase Gießverfahren des in großen Mengen anfallenden „fertigen“ Stahls im Gießbetrieb: - Kokillenguss: portionsweise Abgießen des Stahls zu geometrisch einfachen in sich nach
oben verjüngende Dauerformen (Kokillen) von quadratischem, rechteckigem, rundem, ovalem oder vieleckigem Querschnitt zu Blöcken oder Brammen zur spä-teren Weiterverarbeitung im Walzwerkbetrieb, Schwinden beim Erstarren unter Bildung von Lunkern im oberen Teil → unbrauchbar für Umformung, Anteil BRD und Welt: bei 10 bis 40 %
(siehe Schaubild „Vom Erz zum Stahl“, Blockguss). - Strangguss: kontinuierliches Abgießen zu kleineren Abmessungen als bei Kokillenguss
in Knüppel- (100 mm x 100 mm bis 450 mm x 650 mm) und Brammenanlagen (bis 300 mm x 2500 mm) (Marktwert: 2003 → ca. 20 Cent/kg, 2004 → ca. 25
49
Cent/kg; 10 % Umwelt-Kostenanteil) mit eventuell sich anschließenden Weiterver-arbeitung im Walzwerk zu Halbzeugen (z. B. Bleche zu Walzen aufgedreht) oder Fertigerzeugnissen (z. B. Profile, Rohre).
Zusammenfassung vom Erz zum Strangussstahl: → Folie „Produktionsanlagen und Kapazitäten pro Jahr“, /57/, Präsentation, Folie 7 5 Einzelschritte: 1. Reduktion des Eisenerzes im Hochofen → flüssiges Roheisen, 2. Roheisenvorbehandlung in Pfannen, → flüssiges entschwefeltes Roheisen,
z. B. Roheisentschwefelung, 3. Frischen im Konverterbetrieb → flüssiger Rohstahl, 4. Sekundärmetallurgie, Pfannenmetallurgie, → flüssiger legierter Stahl, 5. Gießbetrieb, Strangießen → fester Walzstahl.
→ Folie „Grundbegriffe beim Walzen von Stahl (Längswalzen)“, /51/, S. 77
Walzen: plastisches Umformen durch Gegeneinander-Verschieben von Atomen durch Gleiten in bevorzugten Ebenen.
- Formguss: Fertigerzeugnis wird direkt durch Gießen hergestellt, für Serien- und Einzelferti-
gung hochbeanspruchter Teile, sehr oft außerhalb des Hüttenwerks wegen gerin-gerer Mengen.
⇒ Gusseisen: mehr als 2 % C und 2 bis 3 % Si,
durch hohen Kohlenstoffgehalt niedriger Schmelzpunkt und Verminderung der Umformbarkeit, Unterscheidung der verschiedenen Gusseisensorten durch die Form der im Grundgefüge eingelagerten Graphitteilchen (reiner Kohlenstoff C), Roheisen in Form von Masseln vom Hochofen zu Gießereien, dort mit Schrott, Gussbruch und weiteren Zusätzen in Kupolöfen zu Gusseisen umschmelzen.
- Gusseisen mit Lamellengraphit: Graphitlamellen stören bei Belastung, Bruchemp-
findlichkeit, geringe Zug- und Biegefestigkeit, für Sani-tärguss und Werkzeugmaschinenständer (hohes Dämp-fungsvermögen).
- Gusseisen mit Kugelgraphit: Graphit liegt in Form von Kugeln vor durch Impfung mit
Magnesium (Mg) und anschließender Glühbehandlung, stahlähnliche Eigenschaften, /59/.
- Temperguss: Temperrohguss zunächst als Eisencarbit (Fe3C, Zementit), durch
längeres Glühen (Tempern) zerfällt Zementit in Temperkohle (Gra-phit in Flocken), ähnliche Eigenschaften wie Kugelgraphit, Beschrän-kung auf Gussstücke geringeren Gewichts.
⇒ Stahlguss: Stahl in Formen gegossen, die keiner Umformung unterworfen werden. E-
ventuell noch spanende Bearbeitung. Bis etwa 1 % C. Konkurrenz zu Schmie-destücken und Anwendung, wenn Eigenschaften von Gusseisen nicht mehr genü-gen /51/, /60/.
→ Folie „Handformen für Gussstücke“, /61/, S. 143
50
⇒ Exkursion „Hüttenwerk Krupp Mannesmann HKM, Duisburg-Huckingen“ Freitag, 25. Juli 2008, http://www.hkm.de/ (20.08.2008)
→ Zeigen: „Film: Stahl. Das sind wir.“ Film der Hüttenwerke Krupp Mannes-
mann GmbH HKM, Duisburg, CD-R 07/2004 (Dauer: ca. 15 min), /57/
→ Zeigen: „Präsentation: Stahl. Das sind wir.“ Foliensatz der Hüttenwerke
Krupp Mannesmann GmbH HKM, Duisburg, CD-R 07/2004, /57/ Zusammenfassung zu Kapitel 6: Bedeutung Eisenerz und Stahl, Einsatzstoffe, Fertigerzeugnisse, Reduktion, 5 Einzelteile Hoch-ofen, 4 Hauptaufgaben des Hochofens, 8 Reaktionen im Hochofen, Boudouard-Reaktion, Stoff-bilanz Roheisen, Corex-Verfahren, Stahlerzeugung, Frischprozess, Siemens-Martin/Thomas, Aufblasverfahren, kombinierte Blastechnik, Elektrolichtbogenofen, Kokillenguss, Strangguss, 5 Einzelschritte vom Eisenerz zum Walzstahl, Walzen, Formguss, Gießen, Stahlguss.
51
7 NACHBEHANDELN UND BEARBEITEN 7.1 Kristalle und Kristallgitterformen von Eisen
→ Folie „a) Regelmäßige Anordnung von Eisenatomen im kubisch-raumzentrierten α-Eisen; b) Elementarzelle des α-Eisens a) Regelmäßige Anordnung von Eisenatomen im kubisch-flächen- zentrierten γ-Eisen; b) Elementarzelle des γ-Eisens “, /51/, S. 4; „Die Raumgitterformen des Eisens“, /62/, S. 10
⇒ Element Eisen Fe je nach Temperatur in zwei Kristallgittern:
Allotropie (Polymorphie) (z. B. Kohlenstoff C als Diamant oder Graphit). - α-Eisen = Ferrit: kubisch-raumzentriert von Raumtemperatur bis 911 °C (fest), - γ-Eisen = Austenit (nach Sir Roberts-Austen): kubisch-flächenzentriert von 911 °C bis
1391 °C (fest), Kristallwürfel größer und enthält mehr Atome, Würfelmitte wird frei, - δ-Eisen = kubisch-raumzentriert wie α-Eisen von 1392 °C (fest) bis 1536 °C (Schmelze).
Bild an Tafel „Diagramm Kristallgitter = f(T/K oder ϑ/°C) bei 100 % Fe“ ⇒ Stahl = Legierung (Mischung) von Eisen Fe und anderen nichtmetallischen und metalli-
schen Elementen (z. B. C, Si, Cr, W, etc.) mit unterschiedlicher Anordnung im Raumgitter
→ Folie „Beispiel eines γ-Mischkristalls (schematisch)
Aus dem Raumgitter des Eisens ausgeschiedenes Carbid eines Legie-rungselementes (schematisch)“, /51/, S. 5
- Substitutionsmischkristall = Ersatz von Eisenatomen durch Legierungselemente mit etwa
gleich großem Atomdurchmesser (z. B. Ni, Cr) - Einlagerungsmischkristall = Einlagerung von Legierungselementen mit kleinen Atom-
durchmessern (z. B. C) - Verbindungsbildung = Formung eines eigenen Raumgitters (Kristallite) von Eisen und Le-
gierungselementen in oder zwischen den Kristallkörnern des Eisens (z. B. Carbide = Verbindung des Kohlenstoffs mit anderen Elemen-ten).
7.2 Eisen-Kohlenstoff-Diagramm (EKD) ⇒ Kohlenstoff: verschiebt die Temperaturen, bei denen die Umwandlung von α- zu γ-Eisen
erfolgt. 7.2.1 Abkühlung und Schaubild bei Nichtmischbarkeit im festen Zustand
→ Folie „Abkühlungskurven und daraus abgeleitetes Zustandsschaubild bei Nicht-mischbarkeit im festen Zustand“, /62/, S. 6
52
Liquiduslinien = obere Linien: Erstarrungsbeginn (von oben: Ende des Schmelzens) Soliduslinien = untere Linien: beendete Erstarrung (von unten: Beginn des Schmelzens) Ergebnis: Für den Fall Nichtmischbarkeit im festen Zustand beginnen bei Abkühlung einer
Schmelze einer Legierung z. B. bei der Konzentration x im Punkt 2 im Bereich links vom Punkt C erst alleine die Kristalle A zu erstarren, die Mischung der Schmelze reichert sich dadurch an mit der Komponente B, bis der Punkt C (eutek-tischer Punkt) erreicht ist, bei dem beide Stoffe A und B gleichzeitig erstarren. Im Bereich rechts von C beginnen erst alleine die Kristalle B zu erstarren, die Mi-schung der Schmelze reichert sich dadurch an mit der Komponente A, bis ...!
Frage: Beispiel aus Alltag für Nichtmischbarkeit im flüssigen Zustand? Bestimmung der Mengenverhältnisse der Komponenten bzw. der Phasen bei Legierungen: → Folie „Gesetz der abgewandten Hebelarme", /63/, S. 55
⇒ Bild an Tafel „Abgewandtes Hebelarmgesetz am Beispiel des Drehmomemts“ Beispiel Fragestellung: Eine Schmelze L mit der Masse mL mit dem Massenanteil xB wird
von der Schmelztemperatur T auf die Temperatur Ta-d abgekühlt. Wie groß ist die Masse mc der Restschmelze c und die Masse der Primär- kristalle mA?
Definition: Massenanteil xA = BA
A
mmm+
, xB = BA
B
mmm+
, xA + xB = 1.
Ansätze: mA x Strecke ab = mc x Strecke bc, mL = mA + mc, Strecken von xA und xc aus Diagramm, → mc und mA berechenbar (Waage mit ungleichen Hebelarmen und Kräften)!
Übungsbeispiel: mL = 2 kg, xA = 0,7, xB = 0,3, ab = 0,75, bc = 0,25, mA =........kg?
mc = ...... kg? 7.2.2 Abkühlung und Schaubild bei vollkommener Mischbarkeit im festen Zustand
→ Folie „Abkühlungskurven und daraus abgeleitetes Zustandsschaubild bei voll-kommener Mischbarkeit im festen Zustand“, /62/, S. 7
Ergebnis: Für den Fall vollkommene Mischbarkeit im festen Zustand beginnen bei Abkühlung
einer Schmelze einer Legierung z. B. bei der Konzentration x der Komponente B im Fall 4 (E) erst Mischkristalle mit der Konzentration E’ zu erstarren, die Mi-schung der Schmelze reichert sich dadurch an mit der Komponente B, bis bei Punkt E’’ die Restschmelze bei der höchsten Konzentration vom Stoff B liegt und erstarrt. Die erstarrten Mischkristalle E’’’ haben die gleiche Konzentration E der ur-sprünglichen Schmelze!
Bestimmung der Mengenverhältnisse der Komponenten oder Phasen bei Legierungen:

53
→ Folie „Abkühlung der Legierung CuNi40 mit Hebelbeziehung", /64/, S. 49 Beispiel: gegeben: mL = 1000 kg, xNi = 0,4, Abkühlung aus Schmelze L auf TB, gesucht: xS2, xMK2, mS2, mMK2. Lösung: aus Diagramm: xS2 = 0,11, xMK2 = 0,43, mS2·(0,4 - 0,11) = mMK2·(0,43 - 0,4), etc, mS2 =...........kg? mK2 =...........kg? 7.2.3 Kombination Nichtmischbarkeit und vollkommene Mischbarkeit ⇒ Kombination der Fälle Nichtmischbarkeit und vollkommene Mischbarkeit:
Eisen-Kohlenstoff-Diagramm (EKD): Konstruktion aus vielen Abkühlungskurven.
→ Folie „Zustandsfelder im System Eisen-Eisencarbid“, /62/, S. 27
→ Folie „Zustandsfelder im System Eisen-Graphit“, /62/, S. 27 → Folie „Das Zustandsschaubild (Doppelschaubild) Eisen-Kohlenstoff", /62/, S. 9 durchgezogene Linien:
metastabiles Gleichgewicht Eisen (Fe: 56) - Carbid (Zementit Fe3C: 180) für Aufbau von Stählen wichtig (metastabil: C gebunden in Fe3C), (metastabil: durch Verzögerungserscheinung noch in einem Zustand, der den äußeren Bedin-gungen nicht mehr entspricht);
gestrichelte Linien: stabiles Gleichgewicht Eisen (Fe: 56) - Graphit (reiner Kohlenstoff C: 12) bevorzugt
bei langsamer Abkühlung oder bei Glühen (stabil: C als Graphit). → Folie „Eisen-Kohlenstoff-Diagramm (schematisch, metastabiles System)“, /64/ Diagramm gibt Bereiche zu Temperatur, C-Gehalt und Kristallformen/-namen an.
Metastabil: durch Verzögerungserscheinungen in einem Zustand befindlich, der den äußeren Bedingungen nicht mehr entspricht.
7.2.4 Eutektikum → Folie „Eisen-Kohlenstoff-Zustandsdiagramm“, /65/, S. 291, 292 Eutektikum: Punkt C im Zustandsdiagramm bei 4,3 Massen-% C (griech.: eu = gut; tektein =
schmelzen) Feines kristallines Gemisch aus mehreren Kristallarten, das aus einer einheitlich erstarrten Schmelze entstanden ist und den niedrigsten möglichen Schmelz- bzw. Erstarrungspunkt (eutektischer Punkt) zeigt.
Weitere Beispiele für Anwendungen eutektischer Systeme in stoff- und energieumsetzenden Systemen: - Aluminium-Herstellung Al2O3 (Tonerde) schmilzt erst bei 2072 °C. Elekrolyse dieser Schmel-
ze zu ernergieintensiv (Wärmeverluste). Bildung eines eutektischen
54
Gemisches mit Na3AlF6 (Natriumhexafluraluminat, Kryolith) senkt die Elektrolysetemperatur auf 935 °C.
- Gusslegierungen Durch die Absenkung der Schmelztemperatur wird Energie gespart. - Glasindustrie SiO2 (Quarzsand) als Hauptbestandteil von Glas schmilzt erst bei
1710 °C. Durch den Zusatz von Na2O (Natriumoxid als Flussmittel) entsteht ein Eutektikum mit einer Schmelztemperatur von 790 °C. ⇒ Leichtere Verarbeitung!
- Keramik/ Erhöhung der Sintergeschwindigkeit von Pulvern. - Elektrotechnik Lotmittel für metallische Verbindungen (z. B. Pb-Sn, Blei-Zinn-
Weichlot). - Asche aus Feuerungen Begleitstoffe (Schwermetalle, Salze) im Brennstoff Kohle bilden in
Staubfeuerungen mit trockener Entaschung (Brennkammerwände aus gekühlten Rohren) ein Eutektikum, das den Schmelzpunkt der Asche (SiO2) erniedrigt. Die geschmolzene Asche erstarrt beim Auf-treffen auf die Verdampferrohre und bildet eine Schmutzschicht, die die Wärmeübertragung verschlechtert (Negativbeispiel).
⇒ Bisherige Ausführungen im E-K-D-Diagramm nur für langsame Erwärmung
und Abkühlung! 7.3 Wärmebehandlung ⇒ Wärmebehandlung: - gesteuerte Temperaturänderungen zur Erreichung der gewünsch-
ten Eigenschaften (Werkstoff- und Gefügezustand noch nicht vor-handen),
- meist nach Abschluss der wesentlichen Umformvorgänge, - bei raschen Temperaturänderungen hat Kohlenstoff nicht genügend Zeit zur Diffusion, Gefügeveränderungen in weiten Grenzen verän-derbar , da Temperatur zur Umwandlung von γ- zu α-Eisen zu niedri-geren Werten verschoben wird.
→ Folie „Temperatur-Zeit-Folge-Schaubild für die Wärmebehandlung von Werk-
zeugstählen“, /65/, S. 298 Wärmebehandlungsarten:
- Glühen: Erwärmung des Stahls auf bestimmte Temperaturen (ab 600 °C Stahl selbstleuchtend) mit längerem Halten und nachfolgendem Abkühlen in ei-nen gleichmäßigeren (z. B. spannungsarm) aber weniger festen Zustand bringen,
- Härten: Wärmebehandlung mit fundamentalen Änderungen der Gitterstruktur,
Austenitisierungstemperatur → Austenit, schnelle Abkühlung bis Raumtem-peratur → Martensit, wesentlich härter und verschleißfest,
- Anlassen: Erwärmung nach vorangegangenem Härten, Temperatur ohne Austenitbil-
dung, Härte nimmt ab und Zähigkeit zu, → Folie „Temperaturverlauf beim Vergüten“, /65/, S. 299
55
- Vergüten: Härten und nachfolgendes Anlassen auf relativ hohe Temperaturen (700 °C), hohe Festigkeit und gute Zähigkeit, geringe Minderung der Streck-grenze.
Werkstoffeigenschaften und Wärmebehandlungsergebnisse werden durch Werkstoffüberprü-fungen (zerstörende, zerstörungsfreie) festgestellt/kontrolliert! 7.4 Zugversuch als Beispiel zur Ermittlung der Werkstoffeigenschaften Werkstoffprüfung: für Beurteilung der Werkstoffe hinsichtlich Verarbeitung, liefert Werkstoffkennwerte für Konstruktion und Kontrolle /64/. Beispiele: Härtemessung, Festigkeit bei statischer Belastung, Festigkeit bei dynamischer
Belastung, Zähigkeit, Verarbeitungseigenschaften, Gefüge, zerstörungsfreie Prü-fung und Kontrolle.
Beispiel Zugversuch: Ermittlung der Festigkeit = errechnete Spannung (Kraft pro Fläche;
Querschnittsfläche der Probe vor dem Versuch) bei einem bestimm-ten Verformungszustand (elastische Verlängerung; geringe plasti-sche Verformung: Dehngrenze, Streckgrenze; Bruch: Zugfestigkeit) des Probekörpers.
→ Folie „Zugproben mit Gewindeköpfen“, /64/, S. 336 „Schematische Darstellung des Spannung-Dehnung-Diagramms“
/64/, S. 337 Diagrammverlauf: Geradliniger Teil: bis zur Proportionalitätsgrenze, Hookesche Gesetz ε ~ σ, zulässige Span-
nungen σzul < σp, kurz darüber Elastizitätsgrenze σE (Beanspruchung ohne bleibende Formänderung);
Schwach gekrümmter Teil: σ und ε nicht mehr proportional, bei Entlastung kleine bleiben-de Dehnung, Maximum der Kurve bei Streckgrenze Re;
Abfallender Teil: Werkstoff gibt ruckartig nach, plastische Verformung durch Fließen; Ansteigender Teil: Kaltverfestigung durch Fließen (Kaltverformung), Probe wird gleichmäßig
dünner, Maximum der Kurve Zugfestigkeit Rm; Absteigender Teil: ab Maximum der Kurve örtliche Querschnittsverkleinerung (Einschnürung),
abnehmende Querschnitt erfordert kleiner werdende Kräfte bis zum Bruch. Werkstoffkennwerte:
Zugfestigkeit Rm = 0
m
SF (R: résistance, m: maximale),
Streckgrenze Re = 0
S
SF (e: élastique),
0,2 Dehngrenze Rp 0,2 = 0
0,2
SF
(p: nicht-proportional,
0,2: 0,2 % Dehnung),
Bruchdehnung A = 0
0u
LLL − ·100,
Elastizitätsmodul E = elεσ , gedachte Spannung, die die Probe elastisch auf
die doppelte Länge (ε = 1) dehnen würde; damit elastische

56
Formänderungen von Bauteilen unter Spannung ausrechen-bar; Maß für Widerstand, den ein Werkstoff seiner Verlänge-rung entgegensetzt;
Beispiele: EStahl = 210 kN/mm2; EAl = 70 kN/mm2. Beispiel für Werkstoffkennwerte /66/: Unlegierter Baustahl, warmgewalzt Kurznahme S185 (früher St 33), Zugfestigkeit Rm = 290...510 N/mm2, Streckgrenze Re = 185 N/mm2, Sicherheitszahl ν = 2, zulässige Belastung σzul = Re/ν,
σzul = 92 N/mm2! Weitere Einzelheiten: Siehe auch Technisches Praktikum I - Stoffumsatz! 7.5 Weitere Fertigungsverfahren zur Werkstoffbearbeitung zu Fertigteilen/Produkten 7.5.1 Definition und Ordnungsprinzipien Definition Fertigungsverfahren (Begriffe nach DIN 8580, /67/):
Herstellung von geometrisch bestimmten festen Körpern aus Werkstücken mit Hilfe von Werkzeugen und Wirkmedien in ein oder mehreren Arbeitsvorgängen aus dem Roh- in einen Fertigungszustand.
Problem: ca. 160 unterschiedliche Fertigungsverfahren nach E DIN 8580, /68/. → Folie „Merkmale für die Hauptgruppen und Fertigungsverfahren
- Auszug aus E DIN 8580: 2002-05“, /68/, S. 7 - 14 Ordnungsprinzipien /67/: 1 Schaffen der Form 2 Ändern der Form 3 Ändern der Stoffeigenschaften Zusammenhalt: Stoffeigenschaften: 1 Schaffen 2 Beibehalten 3 Vermindern 4/5 Vermehren 6 Ändern Daraus Ordnungsmatrix von → 6 Hauptgruppen und weitere Unterteilung in Gruppen ↓ Unterschiedliche Untergruppen. 6 Hauptgruppen der Fertigungsverfahren: 1 Urformen (Urf) z. B. Gießen (siehe Kapitel 6.6!) 2 Umformen (Umf) z. B. Walzen (siehe Kapitel 6.6!) 3 Trennen (Tre) z. B. Drehen, Fräsen, Erodieren 4 Fügen (Füg) z. B. Schweißen, Kleben 5 Beschichten (Bes) z. B. Streichen, Galvanisieren 6 Stoffeigenschaft ändern (Stä) z. B. Härten (siehe Kapitel 7.3!).

57
7.5.2 Übliche Bearbeitungsverfahren aus der Metallpraxis Aufzählung üblicher Bearbeitungsverfahren aus der Metallpraxis, /69/: Hauptgruppe 2 (Umf) Biegeumformen-Richten
Schmieden Hauptgruppe 3 (Tre) Meißeln
Sägen Feilen Scheren Bohren - Senken - Reiben Drehen Fräsen Hobeln Schleifen Thermisches Abtragen Erodieren Lasern
Hauptgruppe 4 (Füg) Schweißen Löten Kleben.
7.5.2.1 Bearbeitungsverfahren Biegeumformen - Richten und Schmieden
→ Folie „Bearbeitungsverfahren Biegeumformen - Richten und Schmieden“ /69/, S. 115, 114, 129
Merkmal Schmieden: Werkstückumformung durch Schlag oder Druck im glühenden
Zustand.
Frage: Wird Werkstück beim Schmieden (z. B. Schiffswellen, Turbinenläufer) mit Hand gewendet?
7.5.2.2 Bearbeitungsverfahren Meißeln, Sägen, Feilen und Scheren → Folie „Bearbeitungsverfahren Meißeln, Sägen, Feilen und Scheren“
/69/, S. 71, 72, 82, 83, 92, 104 Merkmal Meißeln, Sägen, Feilen und Scheren: Werkstück fest, Werkzeug bewegt
sich.
Frage: Ist Kontrolle der Schärfe der Schneiden der Feile oder der Werkstückober-fläche mit Finger-/Handprobe sinnvoll?
7.5.2.3 Bearbeitungsverfahren Bohren - Senken und Drehen → Folie „Bearbeitungsverfahren Bohren - Senken und Drehen“
/65/, S. 133; /69/, S. 142, 146, 176, 174 Merkmal Bohren Senken: Werkstück fest, Werkzeug dreht sich.
58
Merkmal Drehen: Werkstück dreht sich, Werkzeug bewegt sich.
Frage: Wird Reitstock (rechte Seite Drehbank) zum Halten des Werkstücks immer eingesetzt?
7.5.2.4 Bearbeitungsverfahren Fräsen, Hobeln und Schleifen → Folie „Bearbeitungsverfahren Fräsen, Hobeln und Schleifen“
/69/, S. 217, 218, 290, 305, 306 Merkmal Fräsen –Schleifen: Werkstück bewegt sich (Vorschub) mit Maschinentisch, Werk-
zeug dreht sich/rotiert. Merkmal Hobeln: Werkstück bewegt sich (Arbeitshub) mit Maschinentisch,
Werkzeug steht fest. 7.5.2.5 Bearbeitungsverfahren Thermisches Abtragen, Erodieren und Lasern → Folie „Bearbeitungsverfahren Thermisches Abtragen, Erodieren und Lasern“
/69/, S. 336, 340; /65/, S. 199, 204 Merkmal Thermisches Abtragen: Werkstück ist fest, Werkzeug bewegt sich mit Heizflamme und
Schneidsauerstoff (Eisenoxid). Merkmal Erodieren: Werkstück bewegt sich mit Maschine mit Vorschub- und Lage-
regelung über numerische Bahnsteuerung , Werkzeug feste und schwenkbar mit Drahtbewegung (Elektrodenverschleiß).
Merkmal Lasern: Werkstück (z. B. Blech) festgespannt, Werkzeug (Laser-schneidkopf mit Hochenergie-Lichtstrahl und Schneidgas zum Ausblasen des schmelzflüssigen Materials aus der Schnittfu-ge) bewegt sich mit CNC(Computerized Numerical Control)-Streckensteuerung oder umgekehrt.
7.5.2.6 Bearbeitungsverfahren Schweißen, Löten und Kleben → Folie „Bearbeitungsverfahren Schweißen, Löten und Kleben“
/69/, S. 372, 410, 409, 415, 417 Merkmal Schweißen: Werkstück fest, Werkzeug (Gasflamme mit Zusatzwerkstoff, Elektro-
de/n) bewegt sich. Merkmal Löten: Werkstück fest, Werkzeug (gas- oder elektrisch-beheiztes Lötgerät
und Lot = metallischer Werkstoff mit niedriger Schmelztemperatur als das Werkstück: siehe Eutektikum!) wird bewegt.
Merkmal Kleben: Werkstück (gleiche oder unterschiedliche Werkstoffe) wird zusam-mengefügt mit Hilfe eines nichtmetallischen Werkstoffes (Klebstoff).
7.5.3 Beispiel Erodieren Beispiel Erodieren (/70/, S. 96): Prinzip des elektro-/funkenerosiven Abtragens durch
pulsierende (bis 500 kHz) Gleichspannungsanlegung (60 - 300 V) und Entladung (Entladungsstrecke durch Ionenkonzentration, bis 400 A) zwischen (0,005 - 0,5
59
mm) Werkzeug (Elektrode) und Werkstück (bis 12.000 °C) in einer elektrisch nicht-leitenden Flüssigkeit (Dielektrikum) und Herausspülen des abgetragenen Materials durch Dielektrikum.
→ Folie „Aufbau einer Anlage zum funkenerosiven Senken“, /70/, S. 97
Anwendung: bei Einzelanfertigung, schwierig herrstellbaren Geometrien in gehär-teten Stählen. Elektrode wird auch abgetragen und muss erneuert werden z. B. über Spule und Rolle ablaufender Draht beim Drahterodieren.
→ Folie „Möglichkeiten des Drahterodierens“, /70/, S. 99 ⇒ Zeigen „Erodiertes Werkstück Namenszug SAUER: 6 Seitenansichten“ Namenszug: Rost- und Säurebeständiger Stahl (VA-Stahl: Krupp-Bezeichnung), Abmessungen 44 mm x 40 mmm x 73 mm, Erodierdraht 0,25 mm, Messing, 20 - 30 cm/s, Werkstückvorschub 2 mm/min (1. Schnitt), 4 mm/min (2. Schnitt: fein, rückwärts), Gesamterodierzeit ca. 15 h, Nachbehandlung Läppstrahlen (Körnung 30 - 0,25 µm, für helle Oberfläche). Frage: Wie Start bei kreisrunden geschlossenen Geometrien? Weitere Informationen zum Thema „Erodieren“ siehe Internet z. B.:
http://www.menke-funkenerosion.de/deutsch/Geschichte.html (20.08.2008), http://www.aldrovandi.ch/erodieren_tutorial.htm (20.08.2008). Zusammenfassung zu Kapitel 7: Kristallgitterformen von Eisen, Stahl, Kohlenstoffwirkung, Abkühlungskurven bei Nicht- mischbarkeit und völliger Mischbarkeit im festen Zustand, Gesetz über abgewandte Hebelarme, Eisen-Kohlenstoff-Diagramm (EKD), Eutektikum, Beispiele für Anwendungen eutektischer Sys-teme, Wärmebehandlung, Zugversuch, Werkstoffkennwerte, 6 Hauptgruppen Fertigungsverfah-ren, Bearbeitungsverfahren aus der Metallpraxis, Erodieren.
60
8 NUTZEN, RECYCELN, ENTSORGEN 8.1 Lebenslauf und Nutzungsdauer von Rohstoffen und Produkten „Lebenslauf“ von Rohstoffen, technischen Produkten und Systemen: = f(Vorkette Erkunden → Gewinnen, Herstellung, Nutzung, Recyceln, Entsorgung). → Folie „Werdegang eines technischen Systems“, /2/, S. 14 Achtung: Kreislauf des Werdegangs ist nicht geschlossen, da nach Recyceln (stoffliche
Verwertung, thermische Verwertung) die nicht mehr verwendbaren Reststoffe entsorgt werden müssen (Deponie) und als Ersatz dafür eine Versorgung mit neu-en Rohstoffen erfolgen muss.
Beispiele für die durchschnittliche Nutzungsdauer von technischen Produkten: Bauwerke - Brücken 100 Jahre; Haushaltsgeräte (Werte teilweise aus /71/, S. 31) - Kühlschrank 15 - 18 Jahre, - Gefrierschrank 15 Jahre, - Kochherd, Backofen 15 Jahre, - Warmwasserboiler, elektrisch 15 Jahre, - Mikrowelle 12 Jahre,
- Waschvollautomat 9,5 - 11,5 Jahre, - Wäschetrockner 10 Jahre, - Spülmaschine 8 - 11 Jahre, - Fernsehgerät 8 Jahre; Flaschen - Glasflasche Mehrweg 40 - 50 Umläufe, - Bierflasche (20 Umläufe, 4 - 8 Wochen/Umlauf) 2 Jahre, - Glasflasche Einweg 1 Umlauf. 8.2 Recyceln Recyceln: Wiedereinsatz der am Ende der Nutzungsdauer angekommenen Stoffe und Pro-
dukte. Beispiele:
- Schrott bei der Stahlerzeugung (ρSt ≈ 7,8 kg/l): weltweit 40 %, Trennprinzip Magne-tisierbarkeit,
- Aluminium (ρAl ≈ 2,7 kg/l): Aluminiumbedarf Deutschland 2004 = 3 Mio t/a, davon ca. 670.000 t/a aus Primäraluminiumhütten (Rohstoff Bauxit mit weiten Transportentfernungen aus Australien, Guinea, Jamaika und Brasilien; ho-her Stromeinsatz ca. 16 kWh/kg Al bei der Schmelzflusselektrolyse) und 700.000 t/a aus Sekundärmaterial (Recycling) (http://www.aluinfo.de (20.08.2008)). Frage: Woher kommt der Rest?
→ Verteilen Literatur zu Al „Der Werkstoff Aluminium“ /73/
Siehe auch http://www.aluinfo.de (20.08.2008)
61
→ Folie „Einsatzgebiete und Recyclingquoten für Aluminium“
/74/, Folie kfajuel4.ds4 8.3 Beispiel Verpackung, Getränkedosen, Verpackungsverordnung Beispiel Verpackung 1994: Lebensdauer ca. 3 Monate, Recycling ca. 130.000 t/a
(~ 70 %). Probleme bei Verbundwerkstoffen (Verpackung) und sortenreine Trennung von Knet- (bis 3 % Legierungselemente) und Gießaluminium (bis 12 % Legierungselemente). Beispiel Getränkedosen (Verpackung) 2000: Deutschland ca. 7 Milliarden Getränkedo-
sen/a, ~ 1 Milliarde/a Alu-Dosen! → Folie „Der Bedarf an Getränkedosen in Europa“, /72/, S. 23 Ergebnis: Deutschland war Spitzenreiter in Europa beim Bedarf an Getränkedosen,
ca. 6 Milliarden Dosen/a aus Weißblech mit Aluminiumdeckel und 1 Milliarde Do-sen/a aus Aluminium ≈ 7·109 Dosen/a für das Jahr 2000 (nach Untersuchungen der GVD, Gesellschaft für Verpackungsmarktforschung mbH/Wiesbaden http://www.gvm-wiesbaden.de/ (20.08.2008),
Deutschland 2000: spezifischer Wert ca. 90 JahrEinwohner
Dosen⋅
!
Deutschland 2005: spezifischer Wert ca. 36 JahrEinwohner
Dosen⋅
!
Deutschland 2002: ≈ 7,3·109 Dosen/a, Deutschland 2005: ≈ 2,7·109 Dosen/a,
Getränkedosen haben wegen Dosenpfand weit mehr als die Hälfte der abgefüllten Menge verloren an Mehrweg- und Ein-weg-PET-Flaschen (einheitliche Rücknahmefraktionen)!
Neuere Daten siehe: http://www.bcme.org/ → Market (20.08.2008) Exkurs PET: Polyethylenterephthalat, ein Kunststoff aus der Gruppe Polyester; vielfältig einsetzbarer, leichter und bruchsicherer Kunststoff;
wird aus Erdöl oder Erdgas produziert, 1,9 kg Erdöl für 1 kg PET mit Ener-gieaufwand von 84 MJ (23 kWh); http://www.petrecycling.ch (20.08.2008).
Verpackungsverordnung von 1991, geändert am 21.08.1998: http://bundesrecht.juris.de/verpackv_1998/index.html (20.08.2008),
Anreiz zur Herstellung/Benutzung von Mehrweggetränkeverpackungen und Recyceln von Einwegverpackungen,
ab 1997 fiel Mehrwegquote bei Getränken unter 72 % → Pfand (25 Cent/Behälter, 1,5 l: 50 Cent/Flasche) für Getränkeeinwegverpackungen ab 1. Januar 2003, Rückführung in Recyclingkreislauf über Grünen Punkt/DSD, http://www.gruener-punkt.de/ (20.08.2008).

62
8.4 Gründe für das Recyceln von Aluminium Gründe für das Recyceln z. B. für Alu:
- Kosteneinsparung (betriebswirtschaftliche Gründe), z. B. Preise für Aluminiumschrotte April 1997 ca. 1.400 – 2.700 DM/t /74/ im Vergleich zum Aluminiumpreis Aluminium High Grade London 2.800 DM/t.
- Rohstoffeinsparung (Vorsorge für Zukunft, Umweltschutz), z. B. Input 1,4 t Rohstoffe/t Sekundäraluminium im Vergleich zu 4,5 t Rohstoffe (in der Hauptsache Bauxit)/t Primäraluminium.
- Energieeinsparung (Vorsorge für Zukunft, Umweltschutz), z. B. Primärenergieeinsatz 20 GJ/t Sekundäraluminium im Vergleich zu 170 GJ/t Pri-märaluminium. Frage: Wovon hängt der Primärenergiebedarf stark ab?
- Entsorgungsprobleme (Staatliche Vorgaben), z. B. Dosenpfand von 0,25 Euro bzw. 0,5 Euro (über 1,5 l) ab 1. Januar 2003 in Deutschland wegen Unterschreitung (64 %) der 72-Prozent-Mehrweg-Quote.
Zusammenfassung zu Kapitel 8: Lebenslauf Rohstoffe/technische Systeme, Nutzungsdauer, Recycling Aluminium, Einsatzgebie-te Aluminium, Getränkedosen, Verpackungsverordnung, Recyclinggründe und Beispiele.

63
9 LITERATURVERZEICHNIS 1. Einführung /1/ -: Richtlinien für die gymnasiale Oberstufe in Nordrhein-Westfalen - Technik
Heft 4726, 1. Auflage 1981, Verlagsgesellschaft Ritterbach mbH, Frechen, Nachdruck 1991; Herausgeber Kultusministerium Nordrhein-Westfalen, Düsseldorf
/2/ -: Richtlinien und Lehrpläne für die Sekundarstufe II - Gymnasium/Gesamtschule in
Nordrhein-Westfalen - Technik Heft 4726, 1. Auflage, Ritterbach Verlag GmbH, Frechen, 1999; Herausgeber Ministerium für Schule und Weiterbildung, Wissenschaft und Forschung des Landes Nordrhein-Westfalen, Düsseldorf
/3/ -: Richtlinien und Lehrpläne für das Gymnasium - Sekundarstufe I - in Nordrhein-
Westfalen - Technik Heft 3422, Verlagsgesellschaft Ritterbach mbH, Frechen, 4/1993; Herausgeber Kultus-ministerium des Landes Nordrhein-Westfalen, Düsseldorf
/4/ Robinsohn, S.: Bildungsreform als Revision des Curriculum Luchterhand, Neuwied-Berlin, 1967 /5/ Ropohl, G.: Systemtechnik - Grundlagen und Anwendung
Carl Hanser Verlag, München/Wien, 1975 2. Rohstoffe /6/ Wahl, S.: Fakten und Tendenzen der Rohstoff- und Energiewirtschaft: Gegenwärtige Situati-
on und Entwicklungslinien in der Welt und in der Bundesrepublik Riederer, Stuttgart, 1974 /7/ -: Ein Konversationslexikon in 20 Bänden Deutscher Taschenbuch Verlag, München, 1976 /8/ -: Mineralische Rohstoffe - Bausteine für die Wirtschaft Bundesanstalt für Geowissenschaften und Rohstoffe (BGR), Hannover, 1995 /8.1/ -: BGR Geostandpunkt - Rohstoffe
Bundesanstalt für Geowissenschaften und Rohstoffe, Hannover, 2005 /9/ -: MWV Mineralöl-Zahlen 2007 MWV Mineralölwirtschaftsverband e. V., Hamburg, 2008 /10/ -: Energie für Deutschland 2006 – Fakten, Perspektiven und Positionen im globalen Kontext
Deutsches Nationales Komitee des Weltenergierates e.V. (DNK), Berlin, 2007 /11/ -: Zahlen und Fakten - ENERGIE DATEN 2003 - Nationale und internationale Entwicklung Bundesministerium für Wirtschaft und Technologie BMWi, Berlin, September 2003 /12/ -: Verfahrenstechnik: Eisen und Stahl - Hochofen Lehrgang für die berufliche Bildung, Thyssen Krupp Stahl AG, Duisburg, 1998
64
/13/ Meadows, D. L.; et al: Die Grenzen des Wachstums: Bericht des Club of Rome zur Lage der Menschheit Deutsche Verlags-Anstalt, Stuttgart, 1972
/14/ Schiefer, K.: Lexikon der Verfahrenstechnik Band 16, Lueger Lexikon der Technik, Deutsche Verlags-Anstalt GmbH, Stuttgart, 1970 3. Suchen, Erkunden, Erschließen /15/ BP AG: Das Buch vom Erdöl Reuter & Klöckner Verlagsbuchhandlung, Hamburg, 1978 /16/ Bentz, A.: Lehrbuch der angewandten Geologie, Band I Allgemeine Methoden Ferdinand Enke Verlag, Stuttgart, 1961 /17/ Thome, K.: Wie funktioniert das? - Die Technik im Leben von heute 3. Auflage, Meyers Lexikonverlag, Mannheim, 1986 /18/ Kuchling, H.: Taschenbuch der Physik Fachbuchverlag Leipzig im Carl Hanser Verlag, München, 1996 /19/ German, W.; Weiss, H.: Der neue Grimsehl - Physik für höhere Lehranstalten I Ernst Klett Verlag, Stuttgart, 1961 /20/ Fritzsche, C. H.: Lehrbuch der Bergbaukunde, Erster Band Springer-Verlag, Berlin, 1961 4. Gewinnen /21/ Sauer, E.; Zeise, R.: Energietransport, -speicherung und -verteilung Technischer Verlag Resch/Verlag TÜV Rheinland GmbH, Köln, 1983 /22/ Reuther, E.-U.: Einführung in die Bergbaukunde Verlag Glückauf GmbH, Essen, 1982 /23/ -: Niedergang der Steinkohle VDF Führungskraft Nr. 3/4 - 1997 /24/ -: Steinkohle in Deutschland VDF Führungskraft Nr. 1/2 - 1998 /25/ Dreger, R.: Unsere Steinkohle - Woher sie kommt Was sie bedeutet Gesamtverband des deutschen Steinkohlenbergbaus, Essen, 1996 /26/ Kreiner, G.; Obermann, H.; Wittenberg, W.: Geo Baustein - Folien und Arbeitsbögen zur
Erdkunde - Steinkohle: Auszug aus Geobaustein Ballungsräume Interdidact GmbH, Verlag für Lehr- und Lernmittel, Heinsberg-Kirchhoven, 1985 Verleih Steinkohle: Gesamtverband des deutschen Steinkohlenbergbau, Essen /27/ -: AKTUELL zur Gründung der Deutschen Steinkohle AG (DSK) DSK, Essen, 25. September 1998 /28/ -: Steinkohlenbergbau in der Bundesrepublik Deutschland (... in Deutschland) Gesamtverband des deutschen Steinkohlenbergbaus, Essen, 1995 (... Ausgabe: 2003)
65
/29/ Börner, P.: Statik, Reibung Carl Hanser Verlag, München, 1973 /30/ -: Schachtbeschreibung BW Ewald/Hugo Ruhrkohle Bergbau AG, Stand 04/98 /31/ Naujoks, S.: Das Bergbau-Handbuch Verlag Glückauf GmbH, Essen, 1994; Herausgeber Wirtschaftsvereinigung Bergbau e.
V., Bonn /32/ Schaefer, H.: VDI-Lexikon Energietechnik VDI-Verlag, Düsseldorf, 1994 /33/ - : Blasversatz-Anlagen Prospekt Maschinenfabrik KARL BRIEDEN GmbH & Co., Bochum-Linden /34/ Kirchenmayer, G.: Moderne Aufzugsantriebe - Aspekte für Planer und Architekten 645 TAB 4/97, S. 67 - 70 5. Aufbereiten /35/ Wagener, W.: Naturwissenschaftliche und technische Fragestellungen an einem Beispiel
aus der Verfahrenstechnik Die Realschule, Jg. 95, 1987, S. 37 - 41
/36/ Bockhardt, H.-D.; Güntzschel, P.;Poetschukat, A.: Grundlagen der Verfahrenstechnik für
Ingenieure 4. Auflage, Deutscher Verlag für Grundstoffindustrie, Stuttgart, 1997 /37/ -: Symons-Kegelbrecher Prospekt Fried. Krupp Maschinen- und Stahlbau Rheinhausen, Duisburg /38/ -: Kubria Kegelbrecher Prospekt Kubria 02 D 01.08,ThyssenKrupp Fördertechnik GmbH, Enningerlohe, 2008 /39/ Stieß, M.: Mechanische Verfahrenstechnik 2 Springer-Verlag, Berlin, 1994 /40/ Schiefer, K.: Verfahrenstechnik, Nahrungsmitteltechnik und Haushaltstechnik Techniklexikon, Rowohlt Taschenbuch Verlag GmbH, Reinbek bei Hamburg, 1972 /41/ Stieß, M.: Mechanische Verfahrenstechnik 1 Springer-Verlag, Berlin, 1992 /42/ -: TESKA-Scheider Prospekt 4-411 d, KHD Humboldt Wedag AG, Köln, 1-88 S /43/ Kellerwessel, H.: Setzmaschinen besonders für Recyclingaufgaben - Möglichkeiten, Grenzen, Bauarten - AUFBEREITUNGS-TECHNIK 34 (1993) Nr. 10, S. 521 - 530 /44/ Schubert, H.: Aufbereitung fester Stoffe. Band II: Sortierprozesse Deutscher Verlag für Grundstoffindustrie, Stuttgart, 1996

66
/45/ Wagener, W.: Die Flotation als Sortierverfahren in der Aufbereitung von Steinkohle und Er-zen
Mitteilungsblatt der staatlichen Ingenieurschule für Maschinenwesen, Essen, 21. Jg., Juli 1970, Nummer 3, S. 3 - 11
/46/ Kirchberg, H.: AUFBEREITUNG BERGBAULICHER ROHSTOFFE,
Band I, Allgemeine Aufbereitung, Verfahren und Maschinen Wilhelm Gronau Verlag, Jena, 1953
/47/ -: PERMOS Mittelfeld-Magnetscheider Prospekt 4-750 d, KHD Humboldt Wedag AG, Köln, 8-93 S /48/ Schubert, H.: Aufbereitung fester mineralischer Rohstoffe. Band III VEB Deutscher Verlag für Grundstoffindustrie, Leipzig, 1984 /49/ Hemming, W.: Verfahrenstechnik 7. Auflage, Vogel Buchverlag, Würzburg, 1993 /50/ Brauer, H.: Produktions- und produktintegrierter Umweltschutz - Band 2 Handbuch des Umweltschutzes Springer-Verlag, Berlin, 1996 6. Umwandeln /51/ -: STAHLFIBEL Herausgeber Verein Deutscher Eisenhüttenleute, Düsseldorf; Verlag Stahleisen mbH,
Düsseldorf, 1989 /52/ -: Statistisches Jahrbuch der Stahlindustrie 1999/2000 (2006/2007) Wirtschaftsvereinigung Stahl, Verlag Stahleisen GmbH, Düsseldorf, 1999 (2007) /53/ -: Transparente-Mappe „Stahl und Umwelt“ Lehrmittelverlag Wilhelm Hagemann GmbH, Düsseldorf, 1996; Herausgeber Stahl-
Informations-Zentrum, Düsseldorf /54/ -: Schaubild Vom Erz zum Stahl Stahl-Informations-Zentrum, Düsseldorf, 1996 /55/ Biester, W.: Technik - Technikunterricht im 9./10. Schuljahr, Sekundarstufe
Verlag Ferdinand Kamp, Bochum, 1983 /56/ Sattler, K.; Emberger, J.: Behandlung fester Abfälle 4. Auflage, Vogel Buchverlag, 1995 /57/ -: Stahl. Das sind wir. (Film + Präsentation) Hüttenwerke Krupp Mannesmann GmbH HKM, Duisburg, CD-R 07/2004 /58/ -: Technische Dokumentation Preussag Stahl AG Preussag Stahl AG, Salzgitter, Druck: PSAG/FOD 05.92 2000 /59/ Hachenberg, K.; et al: Duktiles Eisen - Gusseisen mit Kugelgraphit Zentrale für Gussverwendung (ZGV), Düsseldorf, 1989

67
/60/ Christianus, W.; et al: Stahlguss: Herstellung - Eigenschaften - Anwendung Zentrale für Gussverwendung (ZGV), Düsseldorf, 1989 /61/ -: GUSS-PRODUKTE 95 - Jahreshandbuch der Gießereien, Zulieferer, Aussteller Verlag Hoppenstedt, Darmstadt, April 1995 7. Nachbehandeln und Bearbeiten /62/ Horstmann, D.: Das Zustandsschaubild Eisen-Kohlenstoff und die Grundlagen der Wärmebehandlung der Eisen-Kohlenstoff-Legierungen 5. neubearbeitete Auflage, Verlag Stahleisen GmbH, Düsseldorf, 1992 /63/ Domke, W.: Werkstoffkunde und Werkstoffprüfung 10. Auflage, Cornelsen Verlag Schwann-Girardet, Düsseldorf, 1987 /64/ Weißbach, W.: Werkstoffkunde und Werkstoffprüfung 11. Auflage, Friedr. Vieweg & Sohn Verlagsgesellschaft mbH,
Braunschweig/Wiesbaden, 1994 /65/ Fischer, U.; et al: Fachkunde Metall 52. Auflage, Europa-Nr.: 10129, Verlag Europa-Lehrmittel, Haan-Gruiten, 1996 /66/ Fischer, U.; et al: Tabellenbuch Metall 41. Auflage, Europa-Nr.: 10609, Verlag Europa-Lehrmittel, Haan-Gruiten, 1999 /67/ -: DIN 8580 Fertigungsverfahren – Einteilung Beuth Verlag GmbH, Berlin, Juni 1974 /68/ -: E DIN 8580 Fertigungsverfahren – Begriffe, Einteilung Entwurf, Beuth Verlag GmbH, Berlin, Mai 2002 /69/ Jung, H.; Pahl, J.-P.; Schröder, W.: Fachpraxis Metall 5. Auflage, Cornelsen Verlag, Berlin, 1996 /70/ Koether, R.; Rau, W.: Fertigungstechnik für Wirtschaftsingenieure Carl Hanser Verlag, München, 1999 8. Nutzen, Recyceln, Entsorgen /71/ Ziesing, H.-J.; et al: Minderung der CO2-Emissionen in Bayern Abschlussbericht zur Untersuchung für das Bayerische Staatsministerium für Wirtschaft,
Verkehr und Technologie, München; DIW, FfE und TUM, Berlin und München, November 1994
/72/ Sommer, K.: Aluminium – Naturwissenschaften im Unterricht Chemie Erhard Friedrich Verlag GmbH, Seelze, 2002, Heft Nr. 68 /73/ -: Merkblatt W1 - Der Werkstoff Aluminium Herausgeber GDA - Gesamtverband der Aluminiumindustrie e. V., Düsseldorf, 06-2004 /74/ Hoberg, H.: Recycling von Aluminium
Vortrag bei der KFA Jülich am 13. Juni 1997 zur GSTE Frühjahrstagung; RWTH Aachen, Lehrstuhl für Aufbereitung, Veredlung und Entsorgung