b.b. P. rlagsort 2301 Groß Enzersdorf 09Z037980M ... · PDF fileKunststoffzeitschrift...
56
Seite 27 Kunststoff Österreichische Zeitschrift 41. Jahrgang · Nr. 7/8 2010 Offizielles Organ der Gesellschaft zur Förderung der Kunststofftechnik, der Vereinigung Österreichischer Kunststoffverarbeiter und der Bundesinnung der Kunststoffverarbeiter ISSN 0029-926X P.b.b. Verlagsort 2301 Groß Enzersdorf 09Z037980M ● K-Messe-Vorschau ● Ausbildung
Transcript of b.b. P. rlagsort 2301 Groß Enzersdorf 09Z037980M ... · PDF fileKunststoffzeitschrift...

Seite 27Seite 27
KunststoffÖsterre ich ische
Zeitschr i f t41. Jahrgang · Nr. 7/8 2010
Offizielles Organ der Gesellschaft zur Förderung der Kunststofftechnik, der VereinigungÖsterreichischer Kunststoffverarbeiter und der Bundesinnung der Kunststoffverarbeiter
ISS
N00
29-9
26X
P.b
.b.
Verl
agso
rt23
01G
roß
Enz
ersd
orf
09Z
0379
80M
41. Jahrgang · Nr. 7/8 201041. Jahrgang · Nr. 7/8 2010
● K-Messe-Vorschau Zeitschr i f t
K-Messe-VorschauK-Messe-VorschauK-Messe-VorschauK-Messe-VorschauK-Messe-VorschauK-Messe-VorschauK-Messe-VorschauK-Messe-Vorschau
● Ausbildung
xxxC`savsgC`u
&=y&=
2z&z
;Dwwhogsvi
Ghvpcr~
2id&zdYz=d&
&d2z&z
yS%VSG GhwpdH V X`vndsg`ttd &8= H dYzY Uidn H RdlCi "&z fYq d HdYo8zYo { 0`yi "&z fYq d HdYo822S H d8m`ili bonu`buM`savsgCbom
Drjcjhphrx lr xwxhvvhlek+ XOcSO; h`u tdind J`nntbh`eu wdstuqsku vnc
dind Lsg`nit`uion in Uidn gdgs+ncduC y`t kompdudnud Rd`m dssdibhu Qid k+neuig nobh tbhndlldsC
I`ttdn Qid tibh vme`ttdnc vnudstu+u{dnC XOcSO; esdvu tibh `ve dind inudntiwd Xvt`mmdn`sadiuO

NEU! Das Bezugsquellenverzeichnis in derÖsterreichischen Kunststoffzeitschrift
Bestellen Sie Ihren Eintrag [email protected]
Wer.Was.Wo ... mit Kunststoff
Wer.Was.Wo ... mit Kunststoff


152 Österreichische Kunststoffzeitschrift 7/8 2010
Offizielles Organ der Gesellschaft zur Förderungder Kunststofftechnik (GFKT), der Vereinigung
Österreichischer Kunststoffverarbeiter (VÖK), derBundesinnung der Kunststoffverarbeiter und der
Landesinnungen.Herausgegeben unter Mitarbeit folgender Institutionen: Fachverband
der chemischen Industrie Österreichs (Berufsgruppen Kunststofferzeugende Industrie und Kunststoffverarbeitende Industrie) –TGM-Kunststofftechnik (LKT-TGM)–Montanuniversität Leoben,
Studienrichtung Kunststofftechnik – Österreichisches Forschungs-institut für Chemie und Technik.
I M P R E S S U M
Herausgeber, Eigentümer und Verleger:FACHVERLAG WIEN
A-2301 Groß-Enzersdorf, DOK IV, NW 21Tel. 0043 (0)2249 4104, Fax 0043 (0)2249 7481
[email protected] www.labor.at
Erscheint jeden zweiten Monat.Bezugspreis Inland € 62,–,
Ausland € 74,50 pro Jahr, inklusive Versandkosten.
Bankverbindung: Bawag BLZ 14000,Kontonummer 0160762472
IBAN AT27 1400 0016 1076 2472BIC BAWAATWW
Redaktion und Anzeigenannahme: Mag. Kerstin SochorA-1230 Wien, Tribulzgasse 33, Tel.: 0043 (0)699 1040 1070
Chefredakteur: Ing. Robert Hillisch,[email protected]
Abonnementverwaltung: Birgit [email protected]
Herstellung: Alwa & Deil Druckerei Ges.m.b.H.Sturzgasse 1a, A-1140 Wien
Das Abonnement ist jeweils einen Monat vor Jahresende kündbar, sonstgilt die Bestellung für das folgende Jahr weiter.
Anzeigen und Mitteilungen, welche von Firmen stammen, unterliegennicht der Verantwortlichkeit der Redaktion. Ihre Wiedergabe besagt nicht,
dass sie die Meinung der Redaktion oder eine Empfehlung darstellen.
Nachdruck nur mit Genehmigung des Verlages gestattet.
© FACHVERLAG WIEN 2010,ISSN 0029-926XDVR 0521451
UID-Nr. ATU 13258204
KunststoffÖsterre ich ische
Zeitschr i f t41. Jahrgang · Nr. 7/8 2010
Das Herzstückeiner flexiblen Test- und Simulationseinheit
Schnelles und kostengünstiges Setup
Einfache Anbindung von Zusatzgeräten wieMesskneter und Messextruder
Automatische Erkennung der Zusatzgeräte
Moderne Softwarepakete für aktuelle Versionenvon Windows® zur Versuchsdokumentation undAuswertung
Brabender® GmbH & Co. KGE-Mail: [email protected] • www.brabender.com
modular · intelligent · erweiterbar
Plasti-Corder® Lab-Station

Österreichische Kunststoffzeitschrift 7/8 2010 153
I N H A L T
Aktuelles, kurz notiert 154
HaidlmairContainer-Know-how für Geschirrspüler 156
Kunststoff-ClusterInnovative Allround-Verletztentragefür alpines Gelände 160
Boida KunststofftechnikAktive Qualitätssicherung bei derProduktion von TPE-Teilen 161
faigleHalteschlaufen mit Werbebotschaft 164
Ausbildung 165
K-Messe-Vorschau 169
Wirtschaftsnachrichten 193
Veranstaltungen 196
Rapid Prototyping 198
Additive und Hilfsstoffe 199
Werkzeuge 200
Wer.Was.Wo...mit Kunststoff 201
... zuverlässig und mobil, nicht nur für beengte Verhältnisse:
• Materialtrocknung direkt neben der Verarbeitungsmaschine
• Basis-Trocknungs-Programm mit höchster Effizienz
• Schnelllauf-Programm für höchste Materialdurchsätze
und optimale Trocknungsqualität des Kunststoffgranulats
• das OKÖ-Energie-Sparprogramm zur Einsparung von
bis zu 40% Energiekosten
• modulare Trocknungsbehältergrößen
KKT Beistell-Trockenluft-Trockner
Ausgereifte Trockenlufttrocknungs-Technologie auf kleinstem Raum ...
KKT 55 fürTrockenluftmengenbis zu 55 m³/h
Foto
:sta
rlim
//st
erne
rFo
to:f
aigl
e

154 Österreichische Kunststoffzeitschrift 7/8 2010
Aktuelles, kurz notiert!
Ein Urgestein des Österreichischen Ge-werbevereins und ein Pionier der österrei-chischen Kunststoffwirtschaft feierte am 6.Juni seinen 90. Geburtstag.
Ing. Polland befasste sich schon vor demZweiten Weltkrieg im väterlichen Betriebmit der Erzeugung von isolierten Drähtenund Kabeln. Nach Kriegsdienst und rus-sischer Kriegsgefangenschaft kam er aufdie Idee, die textile Isolation der Telefon-schnüre durch Kunststoff zu ersetzen. EinWelterfolg gelang ihm hierbei durch dieErfindung spiralisierter Telefonschnüre,mit denen er in die Geschichte der Tele-fonie einging: sogar Hollywood-Stars tele-fonierten in Filmen der 50er-Jahre mit Pol-lands Telefonschnüren.
Polland fand aber auch immer Zeit fürseine Standesvertretung und für die Ju-gend: bereits 1946 trat er dem ÖGV beiund übernahm die Führung der Junioren-gruppe. 1958 und 1962 war er maßgeblichan der Gründung der VÖK und der GFKTbeteiligt und bis in die 90er-Jahre auchFunktionär dieser, für die Entwicklung derösterreichischen Kunststoffwirtschaft wich-tigen Standesvertretungen.
Eine Delegation des ÖGV und der VÖKüberbrachte Herrn Ing. Gottfried Pollanddie Glückwünsche der Kunststoffwirtschaftund feierte den Jubilar gemeinsam mit sei-
Mit Ing. Gottfried Polland (2.von links) feierten Komm.-Rat Dkfm. Dr. Roman Jaekel, ÖGV- undVÖK-Ehrenpräsident Prof. Dr. Ernst Pöcksteiner (stehend), VÖK-Präsident Ing. Leopold Katzmayerund Robert Augmüller. Foto: VÖK
ner charmanten Gattin. ÖGV und VÖKdanken damit ihrem langjährigen Mitgliedund Funktionär für seine hervorragenden
Ing. Gottfried Polland feierte 90. Geburtstag
Leistungen für die österreichische Wirt-schaft und wünschen: Ad multos annos!
E. Pöcksteiner
Arburg
Eigene Organisationin ÖsterreichSeit Juni 2010 ist Arburg mit einer eigenenOrganisation auch in Österreich direkt imMarkt vertreten. Die Zentrale befindet sichzwar in Wien, jedoch sind die Vertriebs-und Service-Mitarbeiter dezentral aufge-stellt. Damit haben diese nicht nur einenunmittelbaren Kontakt zu ihren jeweiligenKunden in der Alpenrepublik, sondernsind auch sehr schnell vor Ort. Geschäfts-führer Arburg Österreich, Dipl.-Ing. Eber-hard Lutz, freut sich über die Aufwertungdes Standortes sowie die Verstärkung sei-nes Teams vor Ort: „Wir sind sicher, dasswir mit der Erweiterung unseres Engage-ments in Österreich allen unseren Kundendort eine absolut perfekte Betreuung an-bieten können.“
Starkes Team für ÖsterreichIng. Michael Winkler wird die Vertriebsre-gion Österreich Ost, Ing. Markus Heindldie Mitte Österreichs bearbeiten. Die bei-den neuen Mitarbeiter unterstützen StefanBriel, der nach wie vor zentraler Ansprech-partner für anwendungstechnische Sach-verhalte in ganz Österreich bleibt. Darüberhinaus betreut er die Kunden im Verkaufs-
gebiet West. Den technischen Supportübernimmt hauptsächlich der österrei-chische Servicetechniker Ing. AlexanderBöck. Unterstützt wird er von drei deut-schen Kollegen aus dem bayrischen Raum.
Foto: Arburg
Mit ihren komplett ausgerüsteten Service-Fahrzeugen sind alle vier schnell bei denKunden in Österreich zur Stelle und kön-nen die meisten Wartungs- und Serviceauf-gaben direkt erledigen.
www.arburg.at
DasArburg-Team(von links): Ing.AlexanderBöck (Service),Dipl.-Ing.EberhardLutz (GeschäftsführerArburg Österreich), Stefan Briel (Verkaufsberater, anwendungstechnische Beratung), DieterKirschmann (Vertrieb Arburg Loßburg), Ing. Michael Winkler (Verkaufsberater) und Ing. MarkusHeindl (Verkaufsberater).
Aktuelles, kurz notiert!
Österreichische Kunststoffzeitschrift 7/8 2010 155
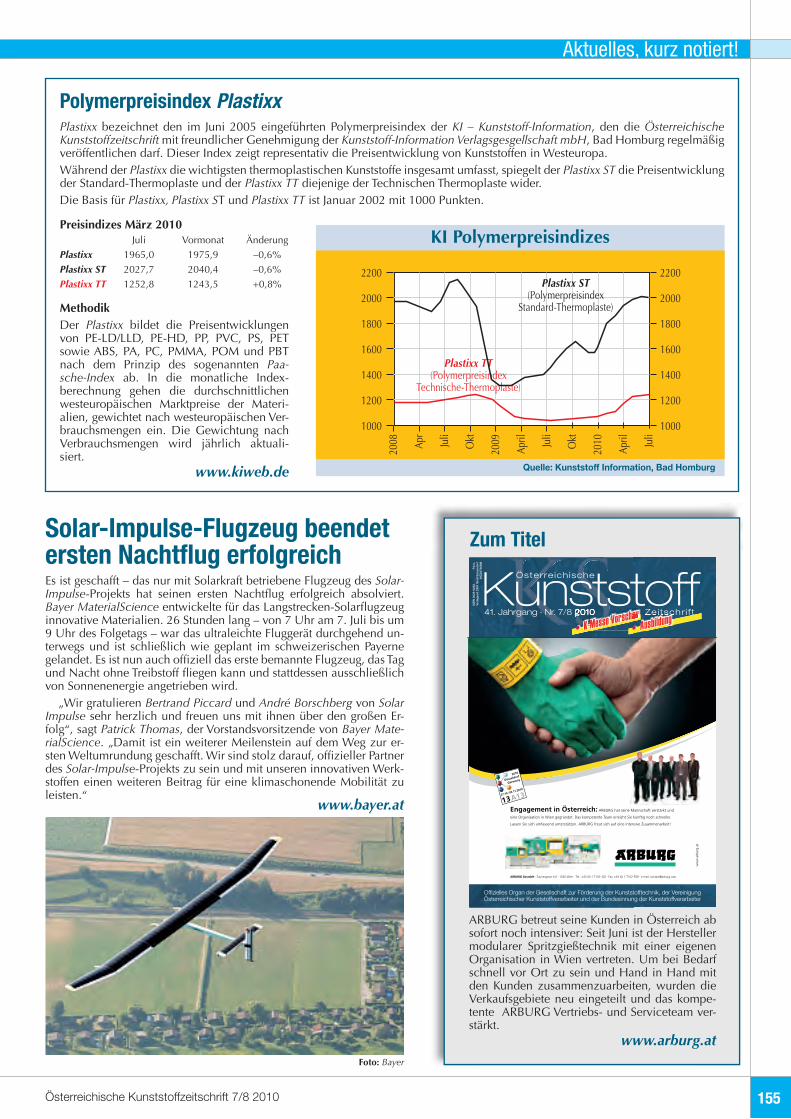
Polymerpreisindex PlastixxPlastixx bezeichnet den im Juni 2005 eingeführten Polymerpreisindex der KI – Kunststoff-Information, den die ÖsterreichischeKunststoffzeitschrift mit freundlicher Genehmigung der Kunststoff-Information Verlagsgesgellschaft mbH, Bad Homburg regelmäßigveröffentlichen darf. Dieser Index zeigt representativ die Preisentwicklung von Kunststoffen in Westeuropa.Während der Plastixx die wichtigsten thermoplastischen Kunststoffe insgesamt umfasst, spiegelt der Plastixx ST die Preisentwicklungder Standard-Thermoplaste und der Plastixx TT diejenige der Technischen Thermoplaste wider.Die Basis für Plastixx, Plastixx ST und Plastixx TT ist Januar 2002 mit 1000 Punkten.
Preisindizes März 2010Juli Vormonat Änderung
Plastixx 1965,0 1975,9 –0,6%Plastixx ST 2027,7 2040,4 –0,6%Plastixx TT 1252,8 1243,5 +0,8%
MethodikDer Plastixx bildet die Preisentwicklungenvon PE-LD/LLD, PE-HD, PP, PVC, PS, PETsowie ABS, PA, PC, PMMA, POM und PBTnach dem Prinzip des sogenannten Paa-sche-Index ab. In die monatliche Index-berechnung gehen die durchschnittlichenwesteuropäischen Marktpreise der Materi-alien, gewichtet nach westeuropäischen Ver-brauchsmengen ein. Die Gewichtung nachVerbrauchsmengen wird jährlich aktuali-siert.
www.kiweb.de
Zum Titel
ARBURG betreut seine Kunden in Österreich absofort noch intensiver: Seit Juni ist der Herstellermodularer Spritzgießtechnik mit einer eigenenOrganisation in Wien vertreten. Um bei Bedarfschnell vor Ort zu sein und Hand in Hand mitden Kunden zusammenzuarbeiten, wurden dieVerkaufsgebiete neu eingeteilt und das kompe-tente ARBURG Vertriebs- und Serviceteam ver-stärkt.
www.arburg.at
2200
2000
1800
1600
1400
1200
1000
2200
2000
1800
1600
1400
1200
1000
2008 Ap
r
Juli
Okt
2009
April Juli
Okt
2010
April Juli
Plastixx ST(Polymerpreisindex
Standard-Thermoplaste)
Plastixx TT(Polymerpreisindex
Technische-Thermoplaste)
Quelle: Kunststoff Information, Bad Homburg
KI Polymerpreisindizes
Foto: Bayer
Solar-Impulse-Flugzeug beendetersten Nachtflug erfolgreichEs ist geschafft – das nur mit Solarkraft betriebene Flugzeug des Solar-Impulse-Projekts hat seinen ersten Nachtflug erfolgreich absolviert.Bayer MaterialScience entwickelte für das Langstrecken-Solarflugzeuginnovative Materialien. 26 Stunden lang – von 7 Uhr am 7. Juli bis um9 Uhr des Folgetags – war das ultraleichte Fluggerät durchgehend un-terwegs und ist schließlich wie geplant im schweizerischen Payernegelandet. Es ist nun auch offiziell das erste bemannte Flugzeug, das Tagund Nacht ohne Treibstoff fliegen kann und stattdessen ausschließlichvon Sonnenenergie angetrieben wird.
„Wir gratulieren Bertrand Piccard und André Borschberg von SolarImpulse sehr herzlich und freuen uns mit ihnen über den großen Er-folg“, sagt Patrick Thomas, der Vorstandsvorsitzende von Bayer Mate-rialScience. „Damit ist ein weiterer Meilenstein auf dem Weg zur er-sten Weltumrundung geschafft. Wir sind stolz darauf, offizieller Partnerdes Solar-Impulse-Projekts zu sein und mit unseren innovativen Werk-stoffen einen weiteren Beitrag für eine klimaschonende Mobilität zuleisten.“
www.bayer.at
Seite 27Seite 27
KunststoffÖsterre ich ische
Zeitschr i f t41. Jahrgang · Nr. 7/8 2010
Offizielles Organ der Gesellschaft zur Förderung der Kunststofftechnik, der VereinigungÖsterreichischer Kunststoffverarbeiter und der Bundesinnung der Kunststoffverarbeiter
ISS
N00
29-9
26X
P.b
.b.
Verl
agso
rt23
01G
roß
Enz
ersd
orf
09Z
0379
80M
41. Jahrgang · Nr. 7/8 201041. Jahrgang · Nr. 7/8 2010
" K-Messe Vorschau Zeitschr i f tVorschau
K-Messe VorschauK-Messe VorschauK-Messe VorschauK-Messe VorschauK-Messe VorschauK-Messe VorschauK-Messe VorschauK-Messe VorschauK-Messe
" Ausbildung
xxxC`savsgC`u
&=y&=
2z&z
;Dwwhogsvi
Ghvpcr~
2id&zdYz=d&
&d2z&z
yS%VSG GhwpdH V X`vndsg`ttd &8= H dYzY Uidn H RdlCi "&z fYq d HdYo8zYo { 0`yi "&z fYq d HdYo822S H d8m`ili bonu`buM`savsgCbom
Drjcjhphrx lr xwxhvvhlek+ XOcSO; h`u tdind J`nntbh`eu wdstuqsku vnc
dind Lsg`nit`uion in Uidn gdgs+ncduC y`t kompdudnud Rd`m dssdibhu Qid k+neuig nobh tbhndlldsC
I`ttdn Qid tibh vme`ttdnc vnudstu+u{dnC XOcSO; esdvu tibh `ve dind inudntiwd Xvt`mmdn`sadiuO

156 Österreichische Kunststoffzeitschrift 7/8 2010
Was bewegte Europas führenden Hersteller von Geschirrspülern, dieGroßkomponenten-Spritzgießwerkzeuge von einem Werkzeugbau zubeziehen, dessen Kern-Know-how bei Verpackungscontainern liegt? Essind die ähnlichen Anforderungen an die Produkte und die Produktion:Denn eine Sollstückzahl von bis zu mit 10000 Stück pro Tag, einehohe Ausfallsicherheit, komplexe containerähnliche Bauteile ausPolypropylen, zum Teil mit anspruchsvollen Sichtflächen, die auch nachlanger Laufzeit konstant nacharbeitsfrei hergestellt werden müssen– allesamt Anforderungen, wie sie auch für Getränkecontainer zutreffen.Dies war die Ausgangsbasis für die bisher achtjährige Zusammenarbeitzwischen der BSH Bosch und Siemens Hausgeräte GmbH in Dillingenund der Haidlmair Werkzeugbau GmbH – ein Projektbericht.
Haidlmair für BSH
Container-Know-how fürGeschirrspüler
Abbildung 1: Große rechteckige Formteile aus Polypropylen sind wesentliche Komponenten derGeschirrspüler von BSH Bosch und Siemens Hausgeräte GmbH. Dazu zählt das „Chassis“ (vorne)ebenso, wie der „Wärmetauscher“ für das Spülwasser (rechts hinten) oder die „Besteckschublade“.Allen drei Komponenten gemeinsam ist, dass sie mit Spritzgießwerkzeugen der HaidlmairWerkzeugbau GmbH herstellt werden und vom langjährigen Behälter-Know-how profitieren.
Foto: R. Bauer
Wer hätte gedacht, dass die traditionelleArt, Geschirr von Hand zu spülen, nichtnur viel Arbeitszeit und Einsatz erfordert,sondern darüber hinaus auch noch wenigerökologisch ist, als ein moderner Geschirr-spülautomat. Mit seinem ausgeklügeltenWassersprühsystem verbraucht er nichtnur weniger Wasser und Spülmittel, son-dern er reinigt selbst stark verschmutztesGeschirr in der Regel besser und vor allemhygienischer, ganz abgesehen von der Zei-tersparnis für die Haushaltsmitglieder. Da-rüber hinaus sind moderne Geschirrspülerauch noch perfekte Energiesparer. Die Ge-räte der BSH Bosch und Siemens GmbH ge-winnen einen Großteil der im Spülwasserenthaltenen Wärmeenergie wieder zurück.Über das eingesetzte Wärmetauscherver-fahren wird eine optimale Geschirrtrock-nung nach dem Spülvorgang erzielt.
Dennoch standen Geschirrspüler beiden Anschaffungen für einen Haushaltstets im Schatten der Herde, Kühlschrän-ke oder Waschmaschinen, deren Marktsät-tigung bereits nahezu 100 Prozent erreichthat, während sie bei den Geschirrspülernerst bei rund 55 Prozent liegt. Es besteht
Abbildung 2: Zu den Hauptkomponenten derBSH-Geschirrspüler gehören hoch integrierte,multifunktionale Kunststoff-Formteile wie dasChassis und der Spülwasser-Wärmetauscher(linke Seitenfläche am Gerät). Foto: BSH
daher ein Nachholbedarf, der gedeckt seinwill. Der größte GeschirrspülerproduzentEuropas ist mit einer Jahresproduktion vonrund 4,5 Millionen die BSH Bosch undSiemens Hausgeräte GmbH. Rund 10000Stück pro Tag (!) kommen aus der Produk-tion im Werk Dillingen an der Donau.Der Rest aus weiteren Werken in Spanien,Polen, der Türkei und den USA.
Kunststoff übernimmt wesentlicheAufgabenDrei große Spritzgießteile aus Polypro-pylen sind neben den Gehäuseteilenaus Blech die größten Einzelkomponen-ten eines Geschirrspülers. Der mit rund2,3 kg schwerste Teil ist das multifunktio-nelle Chassis (Abbildungen 1 und 2). Inseinem Grundkonzept ein Container, al-lerdings in stark technischer Ausprägung,enthält es die gesamte Technik, ist Trägerder Spülkammer und integriert die ein-stellbaren Stellfüße. Die beiden weiterenGroßteile sind der plattenförmige Spülwas-ser-Wärmetauscher und die Besteckschub-lade. Auch diese Teile sind im weitesten
Haidlmair, Container-Know-how

Österreichische Kunststoffzeitschrift 7/8 2010 157
Sinn, wenn auch flache, Container mit dentypischen Qualitätskriterien wie Ebenheit,Verzugsfreiheit, Maßpräzision und optischanspruchsvolle Oberflächen, Kriterien wiesie bei Getränkekisten oder Logistikcontai-nern übliche Praxis sind.
Somit war es naheliegend, die Spritz-gießwerkzeuge für diese technischen Con-tainer mit ausgewiesenen Werkzeugbau-spezialisten für Behälter zu diskutieren undvon deren Erfahrungshintergrund zu profi-tieren. Dazu der BSH-Gruppenleiter derKunststoffteilefertigung Bernhard Schilling:„Als wir vor rund 10 Jahren unsere Produk-tionskapazitäten der steigenden Nachfrageanpassen mussten, haben wir dies zum An-lass genommen, unsere Produktionstech-nik zu überdenken. Wir waren offen für dieWerkzeugkonzepte, die uns von den Tech-nikern der Haidlmair Werkzeugbau GmbHfür unsere ‚Container’ präsentiert wurden.Letztendlich war für uns schlüssig, dassPrinzipien, die sich in der Großserien-Pro-duktion von Containern bewährt hatten,auch für unsere durchaus ähnlichen Pro-dukte von Nutzen sein sollten. Der wich-tigste Aspekt waren die technischen Sy-nergien aus der Verpackungstechnik, wie
Abbildungen 3a und 3b: Das Haidlmair-Werkzeugkonzept für das Geschirrspüler-Chassis ist direkt vom bewährten Einformungsprinzip für Logistik-Container abgeleitet (3a) und profitiert von dem dort üblichen Produktivitätsniveau. Jeweils zwei Werkzeuge produzieren auf einer Tandem-Maschinemit zwei Spritzeinheiten (3b). Foto: BSH
Abbildung 4:Der Haidlmair-Vertriebspartnerfür Bayern, PeterZott und der BSH-Gruppenleiter derKunststoffteile-fertigung BernhardSchilling ziehenBilanz über dieLeistungsfähigkeitder Haidlmair-Spritzgießwerkzeuge:Fünf Werkzeugesichern dieTagesproduktionvon 10 000 StückGeschirrspüler-Chassis.Foto: R.Bauer
die Auslegung auf hohe Produktivität undlange Standzeiten sowie hohe Zuverlässig-keit.“
Hohe Produktivität durch Container-Know-howBesonders effizient konnten die kon-struktiven Synergien bei den Basisträgern(=Chassis des Geschirrspülers) genutztwerden. Das Einformungsprinzip, die Di-mensionierung und Ausführung von Ba-ckenschiebern und Schieberführung oderdie Konzeption des Kühlungssystems leh-nen sich stark an die Prinzipien für Fla-schenbehälter-Werkzeuge an, von denenHaidlmair mehr als 1000 Stück innerhalbder letzten 20 Jahre gebaut hat. Jeweilszwei Werkzeuge werden in einer Spritz-gießmaschinen mit Tandem-Schließeinheitsynchron betrieben (Abbildung 3b).
Ebenso komplex, jedoch mit anderertechnischer Priorität sind die Werkzeugefür die beiden Gehäusekomponentendes Spülwasser-Wärmetauschers (Abbil-dung 5). Es handelt sich dabei um zweirund 45 cm x 60 cm große, flächige Ge-
häusehälften aus PP-natur mit zahlreichenDurchflusskanälen und Anschlussstutzen,die nach dem Spritzgießen in der Mon-tagelinie mit diversen Bauteilen versehenund mittels Spiegelschweißen dicht ver-bunden werden. Jede Gehäusehälfte wirdin einem Etagenwerkzeug mit zwei Kavi-tätenebenen hergestellt. Zur Unterstützungder „Mittelplatte“ setzt Haidlmair ein Trä-gersystem aus eigener Entwicklung ein,das integraler Bestandteil des Spritzgieß-werkzeugs ist. Es besteht aus zwei groß-zügig dimensionierten Kragträgern, diesich auf der düsenseitigen Aufspannplat-te der Spritzgießmaschine abstützen undmit dem Formaufbau des Spritzgießwerk-zeugs verschraubt sind (Abbildung 6). Aufden Trägern befinden sich Präzisions-Li-nearführungen, auf denen die Mittelplatteüber dauergeschmierte Gleitschuhe abge-stützt und geführt wird. Analoge Führungs-konzepte sind auch bei großen Backen-schieberformen für Behälterwerkzeuge zufinden und in großer Zahl bewährt. DieSynchronisierung der Hubbewegung derMittelplatte übernehmen Zahnstangen,die Parallelführung erfolgt durch ein Füh-rungssäulensystem. Das in sich selbst tra-
Abbildung 5: Der rund 45 cm × 60 cm großePlatten-Wärmetauscher für das Spülwasserbesteht aus dem technisch komplexerenund höheren Unterteil (im Bild rechts)und dem Deckel. Beide Teile werden durchSpiegelschweißen dicht miteinander verbun-den. Dazu ist eine Ausgangsqualität mit groß-möglicher Planparallelität und Verzugsfreiheiterforderlich. Foto: R. Bauer
Haidlmair, Container-Know-how

158 Österreichische Kunststoffzeitschrift 7/8 2010
gende System erfordert beim Rüsten keineandere Vorgangsweise bei Installation undBedienung als bei einem Standardwerk-zeug mit einer Öffnungsebene (Abbildung7). Der schwere Mittelteil des Werkzeugsmuss nicht, wie oft bei Etagenwerkzeugenüblich, auf dem Maschinenbett oder denHolmen der Spritzgießmaschine abgestütztwerden.
Wiederum anders liegt die Problematikbeim dritten Großteil, der Besteckschubla-de. Es ist ein typischer Sichtteil, bei demzusätzlich zur Funktionalität auch die op-tischen Qualitäten von Bedeutung sind,womit sich Analogien zu den Gitterboxenherstellen lassen, wenn auch zu sehr fla-chen. Eine hohe Priorität bei diesem Pro-jekt hatte das Kühlungssystem, denn zureinwandfreien Funktion als Lade gehörteine verzugsfreie und ebene Auflageflächein den Ladenführungen. Mindestens eben-so wichtig ist die „Unsichtbarkeit“ unddauerhafte Gratfreiheit aller Trennebenen,alles Aspekte, wie sie auch bei Container-Werkzeugen üblich sind (Abbildung 8).
Partnerschaft bringt ErfolgMehr als 25 Hochleistungswerkzeuge fürGeschirrspüler-Großkomponenten wur-den innerhalb der letzten acht Jahre vonder Haidlmair Werkzeugbau GmbH an dieBSH-Gruppe geliefert. Peter Zott, Haidl-mair-Vertriebspartner für Bayern ergänzt:
„Aus der Zusammenarbeit hat sich einePartnerschaft entwickelt. Und, wie es ineiner Partnerschaft ist, bringen wir nichtnur unsere Erfahrungen aus dem leistungs-bewussten Verpackungsspritzguss ein, son-dern wir bekommen auch einiges an Erfah-rung zurück, nämlich die Erkenntnis, dassunsere „Container-Werkzeuge“ mit ihrenspezifischen Auslegungsdetails ein bisherwenig genütztes Potenzial zur Leistungs-steigerung für eine ganze Reihe von tech-nischen Formartikeln bieten können.“ Das
Abbildung 6: Für die Produktion der Wärme-tauscher-Gehäuseteile werden Etagenwerk-zeuge mit integrierten Mittelplattenführungen,ein Prinzip aus dem Behälter-Werkzeugbau,eingesetzt. Foto: Haidlmair
Abbildung 7: In der Spritzgießmaschine kommt das Haidlmair-Etagenwerkzeug ohne zusätzlichemaschinenseitige Aufstützung für die Mittelplatte aus. Es kann wie ein Standardwerkzeug aus- undeingebaut werden. Foto: BSH
Abbildung 8:Auch bei der
„Besteckschublade“,einer flachen
Gitterbox, kamBehälter-Know-how
zur Anwendung,vor allem bei der
Auslegung desAnguss- und des
Kühlungssystems.Foto: Haidlmair
Haidlmair Werkzeugbau GmbH
Die Haidlmair Werkzeugbau GmbH, gegründet 1979, ist das Stammwerk in einerFirmengruppe mit aktuell sieben Betrieben und 500 Mitarbeitern, die einen Umsatzvon rund 60 Millionen Euro erwirtschaften. Im Jahr 2006 wurde Haidlmair in derKategorie „Externer Werkzeugbau über 100 Mitarbeiter“ mit dem Titel „Werkzeug-bau des Jahres 2006“ ausgezeichnet. Das Kerngeschäft des Stammwerkes in Nuss-bach ist die Herstellung von Spritzgießformen mit Fokus auf das gesamte Spektruman Behältern – von der Getränkekiste bis zur Palettenbox, ergänzt um Großformenfür Paletten.
Die Betriebe Mould&Matic und EMO/Extrusion Moulding, beide in Micheldorf,HTM, Szekesksfehervar sind auf Spritzgießformen für Verpackungsteile, Extrusions-werkzeuge für die Produktion von Folien und Platten und allgemeine Spritzgieß-formen spezialisiert. Drei weitere Betriebe in der Gruppe sind Dienstleistungsbe-triebe für die Formeninstandhaltung und die Komponentenfertigung.
Haidlmair Werkzeugbau GmbHHaidlmairstraße 1, A-4542 NußbachTel.: 0043 7587 6001 [email protected], www.haidlmair.at
Haidlmair, Container-Know-how

Österreichische Kunststoffzeitschrift 7/8 2010 159
Schlusswort hat BSH-Gruppenleiter Bern-hard Schilling (Abbildungen 4 und 9):„Der Blick über den Tellerrand hinaus inein anderes Spezialgebiet der Kunststoff-verarbeitung und die Nutzung der Syner-gien daraus hat einen wesentlichen Beitragzu unserer Produktionseffizienz gebracht.Als Beispiele seien die für technische For-martikel bisher wenig eingesetzten Etagen-werkzeuge oder die auf lange Einsatzdau-er auf hohem Leistungsniveau ausgelegteWerkzeugtechnik aus dem Verpackungs-spritzguss genannt – alles in Allem ein ge-lungenes Beispiel für die Nutzung von Sy-nergien, das zur Nachahmung empfohlenwerden kann.“
Autor:Reinhard Bauer / TECHNOKOMM,freier technischer [email protected]
BSH – Bosch Siemens HaushaltsgeräteDie BSH Bosch und Siemens Hausgeräte GmbH ist eine weltweit tätige Unterneh-mensgruppe mit einem Jahresumsatz von rund 8,4 Milliarden Euro (2009). Sie ent-stand 1967 aus einem Joint Venture zwischen der Robert Bosch GmbH, Stuttgart undder Siemens AG, München. Heute produziert die BSH mit 41 Fabriken in 13 Län-dern in Europa, USA, Lateinamerika und Asien. Zusammen mit einem Welt umspan-nenden Netz von Vertriebs- und Kundendienstgesellschaften besteht die BSH aus 60Gesellschaften mit rund 40 000 Mitarbeitern in fast 40 Ländern.
Im umfassenden Markenportfolio sind Bosch und Siemens die Hauptmarken, er-gänzt um sechs Spezialmarken (Gaggenau, Neff, Thermador, Constructa, Viva undUfesa). Vier Regionalmarken (Balay, Pitsos, Profilo und Coldex) sichern Image und brei-te Präsenz in ihren jeweiligen Heimatmärkten. Das Produktspektrum umfasst Groß-und Kleingeräte für den Haushalt, Warmwassererzeuger und Bodenpflegegeräte.
Bosch-Siemens in Dillingen1960 wurde der Standort von der Robert Bosch GmbH gegründet und 1967 in dasGemeinschaftsunternehmen mit Siemens eingebracht. 1976 wird in Dillingen die Ge-schirrspülerproduktionaufgenommenundseitdemlaufenderweitertundmodernisiert,so dass heute in Dillingen an der Donau Europas größtes und modernstes Geschirrspü-lerwerk steht. Innerhalb der BSH Bosch und Siemens GmbH ist der Standort Dillingendas weltweit verantwortliche Entwicklungs- und Kompetenzzentrum für Geschirr-
spülmaschi-nen. Beispielefür BSH-Innova-tionen sind der1987 als Welt-neuheit vorge-stellte 45-cm-Spüler oder derweltweit ersteVollautomatik-Geschirrspüler(2000) und derenergieeffizi-enteste Geschirr-spüler der Weltmit Zeolith®-Trocknungs-system (2008).
BSH Bosch und Siemens Hausgeräte GmbHRobert-Bosch-Straße 16, D-89401 Dillingen an der DonauTel.: 0049 9071 52 0
www.bsh-group.de
Abbildung 9: Gruppenleiter Kunststoffteile-fertigung Bernhard Schilling und Haidlmair-Vertriebspartner Peter Zott mit dem fer-tigen Produkt, dem täglich 10000-fach inmehreren Ausführungsvarianten produziertenGeschirrspüler. Foto: R. Bauer
Haidlmair, Container-Know-how
Ausgabe September/Oktober 2010
MessevorschauRedaktionsschluss: 29. September [email protected]
160 Österreichische Kunststoffzeitschrift 7/8 2010
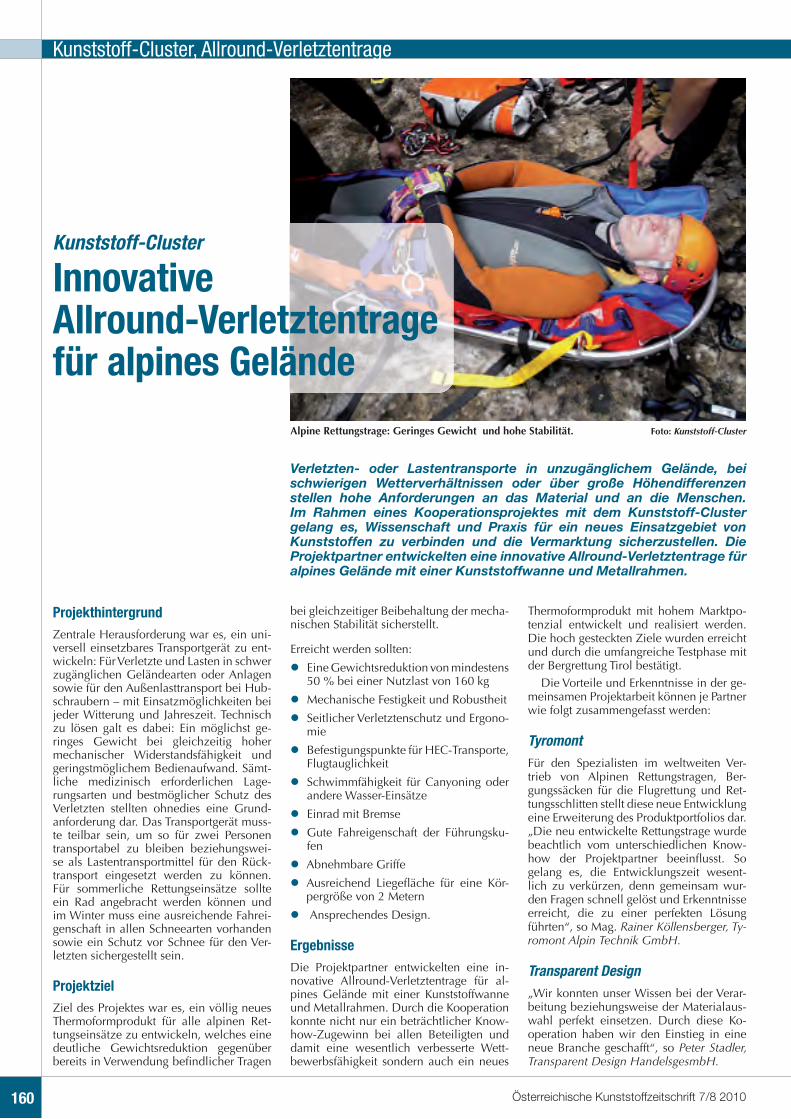
Verletzten- oder Lastentransporte in unzugänglichem Gelände, beischwierigen Wetterverhältnissen oder über große Höhendifferenzenstellen hohe Anforderungen an das Material und an die Menschen.Im Rahmen eines Kooperationsprojektes mit dem Kunststoff-Clustergelang es, Wissenschaft und Praxis für ein neues Einsatzgebiet vonKunststoffen zu verbinden und die Vermarktung sicherzustellen. DieProjektpartner entwickelten eine innovative Allround-Verletztentrage füralpines Gelände mit einer Kunststoffwanne und Metallrahmen.
Kunststoff-Cluster
InnovativeAllround-Verletztentragefür alpines Gelände
Alpine Rettungstrage: Geringes Gewicht und hohe Stabilität. Foto: Kunststoff-Cluster
ProjekthintergrundZentrale Herausforderung war es, ein uni-versell einsetzbares Transportgerät zu ent-wickeln: FürVerletzte und Lasten in schwerzugänglichen Geländearten oder Anlagensowie für den Außenlasttransport bei Hub-schraubern – mit Einsatzmöglichkeiten beijeder Witterung und Jahreszeit. Technischzu lösen galt es dabei: Ein möglichst ge-ringes Gewicht bei gleichzeitig hohermechanischer Widerstandsfähigkeit undgeringstmöglichem Bedienaufwand. Sämt-liche medizinisch erforderlichen Lage-rungsarten und bestmöglicher Schutz desVerletzten stellten ohnedies eine Grund-anforderung dar. Das Transportgerät muss-te teilbar sein, um so für zwei Personentransportabel zu bleiben beziehungswei-se als Lastentransportmittel für den Rück-transport eingesetzt werden zu können.Für sommerliche Rettungseinsätze sollteein Rad angebracht werden können undim Winter muss eine ausreichende Fahrei-genschaft in allen Schneearten vorhandensowie ein Schutz vor Schnee für den Ver-letzten sichergestellt sein.
ProjektzielZiel des Projektes war es, ein völlig neuesThermoformprodukt für alle alpinen Ret-tungseinsätze zu entwickeln, welches einedeutliche Gewichtsreduktion gegenüberbereits in Verwendung befindlicher Tragen
bei gleichzeitiger Beibehaltung der mecha-nischen Stabilität sicherstellt.
Erreicht werden sollten:
l Eine Gewichtsreduktion von mindestens50 % bei einer Nutzlast von 160 kg
l Mechanische Festigkeit und Robustheit
l Seitlicher Verletztenschutz und Ergono-mie
l Befestigungspunkte für HEC-Transporte,Flugtauglichkeit
l Schwimmfähigkeit für Canyoning oderandere Wasser-Einsätze
l Einrad mit Bremse
l Gute Fahreigenschaft der Führungsku-fen
l Abnehmbare Griffe
l Ausreichend Liegefläche für eine Kör-pergröße von 2 Metern
l Ansprechendes Design.
ErgebnisseDie Projektpartner entwickelten eine in-novative Allround-Verletztentrage für al-pines Gelände mit einer Kunststoffwanneund Metallrahmen. Durch die Kooperationkonnte nicht nur ein beträchtlicher Know-how-Zugewinn bei allen Beteiligten unddamit eine wesentlich verbesserte Wett-bewerbsfähigkeit sondern auch ein neues
Thermoformprodukt mit hohem Marktpo-tenzial entwickelt und realisiert werden.Die hoch gesteckten Ziele wurden erreichtund durch die umfangreiche Testphase mitder Bergrettung Tirol bestätigt.
Die Vorteile und Erkenntnisse in der ge-meinsamen Projektarbeit können je Partnerwie folgt zusammengefasst werden:
TyromontFür den Spezialisten im weltweiten Ver-trieb von Alpinen Rettungstragen, Ber-gungssäcken für die Flugrettung und Ret-tungsschlitten stellt diese neue Entwicklungeine Erweiterung des Produktportfolios dar.„Die neu entwickelte Rettungstrage wurdebeachtlich vom unterschiedlichen Know-how der Projektpartner beeinflusst. Sogelang es, die Entwicklungszeit wesent-lich zu verkürzen, denn gemeinsam wur-den Fragen schnell gelöst und Erkenntnisseerreicht, die zu einer perfekten Lösungführten“, so Mag. Rainer Köllensberger, Ty-romont Alpin Technik GmbH.
Transparent Design„Wir konnten unser Wissen bei der Verar-beitung beziehungsweise der Materialaus-wahl perfekt einsetzen. Durch diese Ko-operation haben wir den Einstieg in eineneue Branche geschafft“, so Peter Stadler,Transparent Design HandelsgesmbH.
Kunststoff-Cluster, Allround-Verletztentrage

Österreichische Kunststoffzeitschrift 7/8 2010 161
EurofoamIm Rahmen der Zusammenarbeit konnten neue Erfahrungen für einbisher nicht bearbeitetes Anwendungsgebiet gesammelt werden.In Kremsmünster werden derzeit Schaumstoffe für die Polster- undFreizeitmöbel- sowie Matratzenindustrie und für Konfektionsbe-triebe, das Gewerbe und den Handel produziert und zu Halbfabri-katen weiterverarbeitet. Lösungen für Sicherheits- und Spezialver-packungen werden auf Wunsch ebenfalls erarbeitet. „Dieses sehrspannende Projekt ermöglicht uns neue Erfahrungen in einem bis-her nicht bearbeiteten Anwendungsgebiet zu sammeln. Unsere Er-fahrung half uns aber auch für diese neue Rettungstrage eine pas-sende Schaumauflage zu entwickeln“, meint Christian Heger vonEurofoam GmbH.
Fachhochschule Wels„Für unsere Studenten ist es immer eine große Herausforderung,an einem realen Projekt Erfahrungen zu sammeln. Die Studentenleisteten eine gute Basisarbeit, welche für die praktische Umset-zung der Rettungstrage notwendig war“, so Rainer Daubeck, Fach-hochschule OÖ, Campus Wels.
Projektpartner:
FH OÖ Forschungs- undEntwicklungs GmbHFranz-Fritsch-Straße 11, A-4600 Wels(Projektkoordinator)
www.fh-wels.at
Tyromont Alpin Technik GmbHVillerberg 1, A-6020 Innsbruck
www.tyromont.com
Transparent Design HandelsgesmbHFranzosenhausstraße 31, A-4030 Linz
www.transparentdesign.at
Eurofoam GmbHGreinerstraße 70, A-4550 Kremsmünster
www.eurofoam.at
In der Praxis stellen die Viskosität und Elastizität von TPE die Verarbeiterprozessual vor einige Hürden. Das gilt insbesondere bei Chargenwechsel.Hinzu kommt – gerade bei Mehrkavitätenwerkzeugen ist der Prozess inengen Toleranzen oft eher ein stetiges Anpassen an die Maschine, ohnedas Füllverhalten der Kavitäten wirklich zu beherrschen.
Boida Kunststofftechnik
Aktive Qualitätssicherung beider Produktion von TPE-Teilen
Selektive Verteilung der Drucksensoren an den Kavitäten des Werkzeugs.
Provvido sprach mit Martin Mitterer vonder Qualitätssicherung bei Boida in St. Ul-rich, wie unter Einsatz der Werkzeugin-nendruckmessung eine Anpassung der Ma-schine an das Teil möglich und damit einechter Ansatz zur Null-Fehler-Produktionumgesetzt wurde.
Referenzteil: TPE-DichtungselementAls Anwendungsbeispiel von Boida dientedazu ein TPE-Dichtungsteil für die Elek-troversorgung einer Solaranlage. Es dich-tet die Kabelführung des Solarmoduls nachaußen ab und muss daher in hohem Maßewitterungsbeständig sein. Das Teil selbstwiegt 0,39 g und besteht aus Santoprene
101-64. Der Shore-Grad liegt bei 64 ShoreA. Mit diesem „Langläufer“ kann eine Pro-duktionsmenge von bis zu 30 MillionenStück pro Jahr erreicht werden.
Aufgabe: Null-Fehler-ProgrammMartin Mitterer von der Qualitätssicherungfiel die Aufgabe zu, für dieses Teil ein echtesNull-Fehler-Programm zu entwickeln.Dazu holte er Hans-Heinrich Behrens vonspritzguss-schulung.de für eine Grundla-genschulung des Spritzgießprozesses. AlleMitarbeiter der Fertigung und des Werk-zeugbaus nahmen an der Schulung teil. Ineinem zweiten Schritt führte der externe Be-rater Behrens eine Ist-Aufnahme von Stär-
ken und Schwächen der aktuellen Produk-tion durch. Diese Erfahrungen nutzte Boidabeim Bau einer neuen Produktionshalle.Materialversorgung und Temperiertechnikwurden für alle Fertigungsanlagen optimiertund ein durchgängiger Qualitätsprozessdefiniert. Für das TPE-Dichtungsteil wurdeeine Produktion unter Einsatz der Werk-zeuginnendruckmessung mit Komponentenvon Kistler eingeleitet. Kistler lieferte dazudie Drucksensoren, sowie die CoMo-Steu-er- und Auswerteeinheit. Als Spritzgießma-schine wird eine Engel Victory 200/45 Techeingesetzt. Eine konsequente KVP (Kontinu-ierliche Verbesserungsprozess)-Routine run-det das Maßnahmenpaket der Qualitätssi-cherung bei Boida ab.
Boida, Qualitätssicherung
162 Österreichische Kunststoffzeitschrift 7/8 2010
TPE-Mehrkavitätenproduktiondurch WerkzeuginnendrucksensorikabsichernAusgangspunkt des Werkzeugkonzepteswar ein wirtschaftlicher Einsatz der Senso-rik zur Messung desWerkzeuginnendrucks.Bei diesem Werkzeug werden 32 Kavitätenüber 0,5-mm-Tunnel-Anspritzpunkte und4 Unterverteiler/Düsen sternförmig ange-spritzt. Das Werkzeug wurde mit einem 4-fach-Heißkanalsystem mit offenen Düsenvon Günther Heisskanal-Technik ausge-legt. Zusammen mit Behrens wurden danndie wirklich notwendigen Nester für eineWerkzeuginnendruckmessung festgelegt.Würden alle Nester mittels Innendruck-messung überwacht, wären die Kostendeutlich höher als die reinen Werkzeugko-sten, allerdings bei 100 % Sicherheit. Ver-nünftig war es eher, in jedem der vier Ver-teilersterne zwei Nester auszuwählen, sodass insgesamt 8 der 32 Kavitäten über-wacht werden. Mitterer: „Der Kompromiss
ergibt ungefähr 50% der Kosten jeweils fürdas Werkzeug mit Heißkanaltechnik undder Sensorik mit Fühlern und Bedienungvon Kistler.“ Mehr Sensorik würde die the-oretische Sicherheit zwar nach oben trei-ben, war aber weder sinnvoll, noch für dieArtikelkalkulation vertretbar.
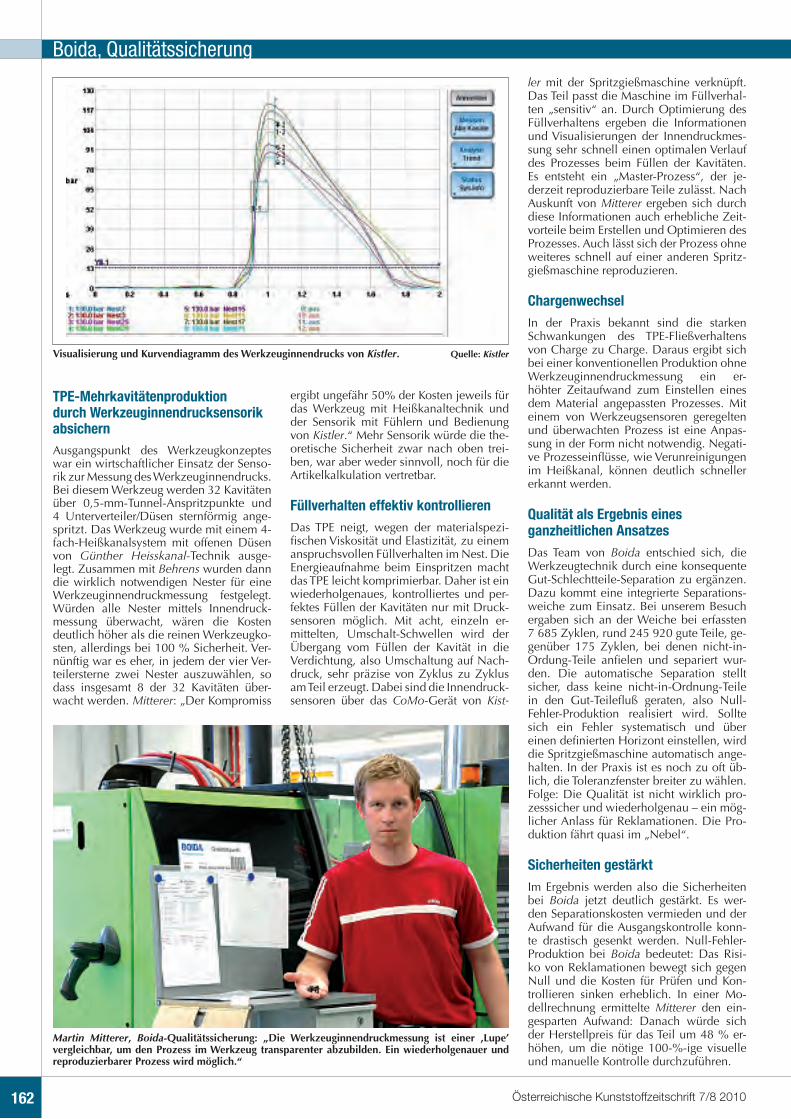
Füllverhalten effektiv kontrollierenDas TPE neigt, wegen der materialspezi-fischen Viskosität und Elastizität, zu einemanspruchsvollen Füllverhalten im Nest. DieEnergieaufnahme beim Einspritzen machtdas TPE leicht komprimierbar. Daher ist einwiederholgenaues, kontrolliertes und per-fektes Füllen der Kavitäten nur mit Druck-sensoren möglich. Mit acht, einzeln er-mittelten, Umschalt-Schwellen wird derÜbergang vom Füllen der Kavität in dieVerdichtung, also Umschaltung auf Nach-druck, sehr präzise von Zyklus zu ZyklusamTeil erzeugt. Dabei sind die Innendruck-sensoren über das CoMo-Gerät von Kist-
ler mit der Spritzgießmaschine verknüpft.Das Teil passt die Maschine im Füllverhal-ten „sensitiv“ an. Durch Optimierung desFüllverhaltens ergeben die Informationenund Visualisierungen der Innendruckmes-sung sehr schnell einen optimalen Verlaufdes Prozesses beim Füllen der Kavitäten.Es entsteht ein „Master-Prozess“, der je-derzeit reproduzierbare Teile zulässt. NachAuskunft von Mitterer ergeben sich durchdiese Informationen auch erhebliche Zeit-vorteile beim Erstellen und Optimieren desProzesses. Auch lässt sich der Prozess ohneweiteres schnell auf einer anderen Spritz-gießmaschine reproduzieren.
ChargenwechselIn der Praxis bekannt sind die starkenSchwankungen des TPE-Fließverhaltensvon Charge zu Charge. Daraus ergibt sichbei einer konventionellen Produktion ohneWerkzeuginnendruckmessung ein er-höhter Zeitaufwand zum Einstellen einesdem Material angepassten Prozesses. Miteinem von Werkzeugsensoren geregeltenund überwachten Prozess ist eine Anpas-sung in der Form nicht notwendig. Negati-ve Prozesseinflüsse, wie Verunreinigungenim Heißkanal, können deutlich schnellererkannt werden.
Qualität als Ergebnis einesganzheitlichen AnsatzesDas Team von Boida entschied sich, dieWerkzeugtechnik durch eine konsequenteGut-Schlechtteile-Separation zu ergänzen.Dazu kommt eine integrierte Separations-weiche zum Einsatz. Bei unserem Besuchergaben sich an der Weiche bei erfassten7 685 Zyklen, rund 245 920 gute Teile, ge-genüber 175 Zyklen, bei denen nicht-in-Ordung-Teile anfielen und separiert wur-den. Die automatische Separation stelltsicher, dass keine nicht-in-Ordnung-Teilein den Gut-Teilefluß geraten, also Null-Fehler-Produktion realisiert wird. Solltesich ein Fehler systematisch und übereinen definierten Horizont einstellen, wirddie Spritzgießmaschine automatisch ange-halten. In der Praxis ist es noch zu oft üb-lich, die Toleranzfenster breiter zu wählen.Folge: Die Qualität ist nicht wirklich pro-zesssicher und wiederholgenau – ein mög-licher Anlass für Reklamationen. Die Pro-duktion fährt quasi im „Nebel“.
Sicherheiten gestärktIm Ergebnis werden also die Sicherheitenbei Boida jetzt deutlich gestärkt. Es wer-den Separationskosten vermieden und derAufwand für die Ausgangskontrolle konn-te drastisch gesenkt werden. Null-Fehler-Produktion bei Boida bedeutet: Das Risi-ko von Reklamationen bewegt sich gegenNull und die Kosten für Prüfen und Kon-trollieren sinken erheblich. In einer Mo-dellrechnung ermittelte Mitterer den ein-gesparten Aufwand: Danach würde sichder Herstellpreis für das Teil um 48 % er-höhen, um die nötige 100-%-ige visuelleund manuelle Kontrolle durchzuführen.
Visualisierung und Kurvendiagramm des Werkzeuginnendrucks von Kistler. Quelle: Kistler
Martin Mitterer, Boida-Qualitätssicherung: „Die Werkzeuginnendruckmessung ist einer ‚Lupe’vergleichbar, um den Prozess im Werkzeug transparenter abzubilden. Ein wiederholgenauer undreproduzierbarer Prozess wird möglich.“
Boida, Qualitätssicherung

Österreichische Kunststoffzeitschrift 7/8 2010 163
FazitDie Werkzeuginnendrucktechnik machtden Spritzgießprozess transparent. Er wirdsomit beherrschbar und erlaubt ein kon-trolliertes Produktionsverfahren im Sinneeiner Null-Fehler-Produktion durch Mini-mierung der Ausschuss- und Reklamations-quote. Innendruckfühler sind nicht immeran allen Kavitäten notwendig. Es bedarfjedoch einer gewissen Erfahrung, die An-zahl und Position der Fühler sinnvoll fürein gutes Ergebnis in der Serienproduktionfestzulegen. Gleichmäßiges und wieder-holgenaues Füllen der Kavitäten, ohne un-nötiges Komprimieren des TPE oder Über-laden der Kavitäten, werden möglich. DieWerkzeuginnendruckmessung ist mit einer„Lupe“ vergleichbar, um den Prozess imWerkzeug transparenter abzubilden. Einwiederholgenauer und reproduzierbarerProzess am Formteil wird möglich.
Spritzguss-SchulungDie spritzguss-schulung.de beschäf-tigt sich mit Effizienzsteigerungen inSpritzgießbetrieben. Das Potential fürein höheres Qualitäts- und Leistungs-niveau ist immer noch sehr groß. Dastechnische Instrumentarium zur Qua-litätssicherung hat in den vergangenenJahren enorme Möglichkeiten eröff-net. Der Ausbildungsstand der Pro-duktions-Mitarbeiter in den Betriebenallerdings bedarf der Verbesserung.Der Bediener sollte in die Lage ver-setzt sein, die Optionen wertschöp-fend zu nutzen und sich zum Spritz-gießer entwickeln, der den Prozess sobeherrscht, dass Qualität als Ergebnisdes Prozesses eine Selbstverständlich-keit ist. Praktiker Hans-Heinrich Beh-rens hat sich in fast 35 Berufsjahrenmit Aspekten der Prozesskette in derPraxis des Spritzgießens beschäftigt.Er bietet Beratung und Schulungen fürSpritzgießbetriebe als Selbständigeran. Erfahrungen aus der Praxis für diePraxis.
spritzguss-schulung.deHans-Heinrich BehrensRosenstraße 5, D-82069 SchäftlarnTel.: 0049 81 78 86 74 [email protected]
www.spritzguss-schulung.de
BoidaBoida ist ein Unternehmen des Formenbaus und der Kunststoffverarbeitung mit jeeinem Standort in Deutschland und in Österreich. Beide Unternehmen, die BoidaKunststofftechnik GmbH & Co. KG in Langgöns, Deutschland und die Boida Kunst-stofftechnik GmbH in St. Ulrich am Pillersee, beschäftigen je etwa 40 Mitarbeiter. Be-dingt durch die Spezialisierung auf hochwertige Kunststoffspritzgussteile ist die Anla-genausstattung, sowohl im Werkzeugbau als auch in der Spritzerei, auf dem neuestentechnologischen Stand.
Das besondere Know-how liegt in der Herstellung von Metall-Kunststoffverbunden(Insert Moulding) und der 2-K-Technik. Im Rahmen eines kompletten Serviceange-botes bietet Boida den Kunden eine umfassende Produktberatung mit der Option zurEntwicklung und Fertigung der gewünschten Kunststoffformteile. Die Umsetzung er-folgt über den eigenen Werkzeugbau. Neben der Herstellung von Werkzeugen für dieFertigung von individuellen Mustern, Pilot-, Klein- und Großserien werden, auch ineigener Entwicklung, Prototypenwerkzeuge gefertigt. Aufgrund der maschinellen Aus-rüstung werden seit kurzem auch vermehrt HSC-gefräste Aluminiumbauteile für denMotorsport gefertigt. Boida verfügt derzeit über insgesamt 33 Spritzgießmaschinenim Schließkraftbereich von 50 bis 1 500 kN. Beide Unternehmen erwirtschafteten imJahre 2009 mit etwa 80 Mitarbeitern einen Umsatz von 4,5 Millionen Euro.
Boida Kunststofftechnik GmbHNiedersee 11, A-6393 St. Ulrich am Pillersee, Tel.: 0043 5353 [email protected]
www.boida.com
32-Kavitäten-Werkzeug mit
Heißkanaltechnik.
Fertigungszelle Engel Victory 200/45 Tech bei Boida in St. Ulrich am Pillersee. Fotos: Boida
Boida, Qualitätssicherung
164 Österreichische Kunststoffzeitschrift 7/8 2010
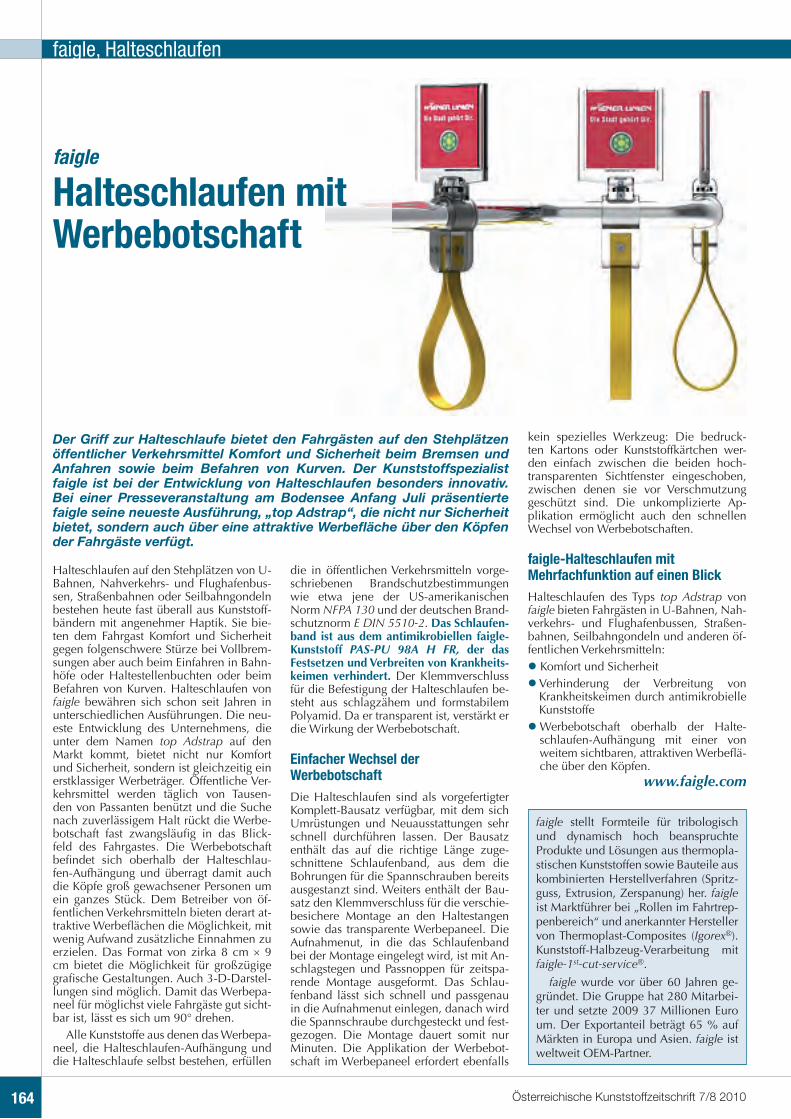
Der Griff zur Halteschlaufe bietet den Fahrgästen auf den Stehplätzenöffentlicher Verkehrsmittel Komfort und Sicherheit beim Bremsen undAnfahren sowie beim Befahren von Kurven. Der Kunststoffspezialistfaigle ist bei der Entwicklung von Halteschlaufen besonders innovativ.Bei einer Presseveranstaltung am Bodensee Anfang Juli präsentiertefaigle seine neueste Ausführung, „top Adstrap“, die nicht nur Sicherheitbietet, sondern auch über eine attraktive Werbefläche über den Köpfender Fahrgäste verfügt.
faigle
Halteschlaufen mitWerbebotschaft
Halteschlaufen auf den Stehplätzen von U-Bahnen, Nahverkehrs- und Flughafenbus-sen, Straßenbahnen oder Seilbahngondelnbestehen heute fast überall aus Kunststoff-bändern mit angenehmer Haptik. Sie bie-ten dem Fahrgast Komfort und Sicherheitgegen folgenschwere Stürze bei Vollbrem-sungen aber auch beim Einfahren in Bahn-höfe oder Haltestellenbuchten oder beimBefahren von Kurven. Halteschlaufen vonfaigle bewähren sich schon seit Jahren inunterschiedlichen Ausführungen. Die neu-este Entwicklung des Unternehmens, dieunter dem Namen top Adstrap auf denMarkt kommt, bietet nicht nur Komfortund Sicherheit, sondern ist gleichzeitig einerstklassiger Werbeträger. Öffentliche Ver-kehrsmittel werden täglich von Tausen-den von Passanten benützt und die Suchenach zuverlässigem Halt rückt die Werbe-botschaft fast zwangsläufig in das Blick-feld des Fahrgastes. Die Werbebotschaftbefindet sich oberhalb der Halteschlau-fen-Aufhängung und überragt damit auchdie Köpfe groß gewachsener Personen umein ganzes Stück. Dem Betreiber von öf-fentlichen Verkehrsmitteln bieten derart at-traktive Werbeflächen die Möglichkeit, mitwenig Aufwand zusätzliche Einnahmen zuerzielen. Das Format von zirka 8 cm × 9cm bietet die Möglichkeit für großzügigegrafische Gestaltungen. Auch 3-D-Darstel-lungen sind möglich. Damit das Werbepa-neel für möglichst viele Fahrgäste gut sicht-bar ist, lässt es sich um 90° drehen.
Alle Kunststoffe aus denen das Werbepa-neel, die Halteschlaufen-Aufhängung unddie Halteschlaufe selbst bestehen, erfüllen
die in öffentlichen Verkehrsmitteln vorge-schriebenen Brandschutzbestimmungenwie etwa jene der US-amerikanischenNorm NFPA 130 und der deutschen Brand-schutznorm E DIN 5510-2. Das Schlaufen-band ist aus dem antimikrobiellen faigle-Kunststoff PAS-PU 98A H FR, der dasFestsetzen und Verbreiten von Krankheits-keimen verhindert. Der Klemmverschlussfür die Befestigung der Halteschlaufen be-steht aus schlagzähem und formstabilemPolyamid. Da er transparent ist, verstärkt erdie Wirkung der Werbebotschaft.
Einfacher Wechsel derWerbebotschaftDie Halteschlaufen sind als vorgefertigterKomplett-Bausatz verfügbar, mit dem sichUmrüstungen und Neuausstattungen sehrschnell durchführen lassen. Der Bausatzenthält das auf die richtige Länge zuge-schnittene Schlaufenband, aus dem dieBohrungen für die Spannschrauben bereitsausgestanzt sind. Weiters enthält der Bau-satz den Klemmverschluss für die verschie-besichere Montage an den Haltestangensowie das transparente Werbepaneel. DieAufnahmenut, in die das Schlaufenbandbei der Montage eingelegt wird, ist mit An-schlagstegen und Passnoppen für zeitspa-rende Montage ausgeformt. Das Schlau-fenband lässt sich schnell und passgenauin die Aufnahmenut einlegen, danach wirddie Spannschraube durchgesteckt und fest-gezogen. Die Montage dauert somit nurMinuten. Die Applikation der Werbebot-schaft im Werbepaneel erfordert ebenfalls
kein spezielles Werkzeug: Die bedruck-ten Kartons oder Kunststoffkärtchen wer-den einfach zwischen die beiden hoch-transparenten Sichtfenster eingeschoben,zwischen denen sie vor Verschmutzunggeschützt sind. Die unkomplizierte Ap-plikation ermöglicht auch den schnellenWechsel von Werbebotschaften.
faigle-Halteschlaufen mitMehrfachfunktion auf einen BlickHalteschlaufen des Typs top Adstrap vonfaigle bieten Fahrgästen in U-Bahnen, Nah-verkehrs- und Flughafenbussen, Straßen-bahnen, Seilbahngondeln und anderen öf-fentlichen Verkehrsmitteln:l Komfort und SicherheitlVerhinderung der Verbreitung von
Krankheitskeimen durch antimikrobielleKunststoffe
l Werbebotschaft oberhalb der Halte-schlaufen-Aufhängung mit einer vonweitem sichtbaren, attraktiven Werbeflä-che über den Köpfen.
www.faigle.com
faigle stellt Formteile für tribologischund dynamisch hoch beanspruchteProdukte und Lösungen aus thermopla-stischen Kunststoffen sowie Bauteile auskombinierten Herstellverfahren (Spritz-guss, Extrusion, Zerspanung) her. faigleist Marktführer bei „Rollen im Fahrtrep-penbereich“ und anerkannter Herstellervon Thermoplast-Composites (Igorex®).Kunststoff-Halbzeug-Verarbeitung mitfaigle-1st-cut-service®.
faigle wurde vor über 60 Jahren ge-gründet. Die Gruppe hat 280 Mitarbei-ter und setzte 2009 37 Millionen Euroum. Der Exportanteil beträgt 65 % aufMärkten in Europa und Asien. faigle istweltweit OEM-Partner.
faigle, Halteschlaufen

KolumnentitelKolumnentitel
Österreichische Kunststoffzeitschrift 7/8 2010 165
Ausbildung
starlim//sternerModern und menschlichSeit rund 35 Jahren bildet starlim//sternerLehrlinge aus. 2008 führte die fortschritt-liche Ausbildungsphilosophie zur Prämie-rung zum „staatlich ausgezeichneten Aus-bildungsbetrieb“. Lehrlinge sind beimSpritzgussunternehmen bestens aufgeho-ben, denn neben der fachlichen Ausbil-dung hat das Unternehmen noch allerhandrundum zu bieten.
starlim//sterner wurde 2008 aufgrundseiner außergewöhnlichen Leistungenin der Lehrlingsausbildung mit dem ös-terreichischen Bundeswappen ausge-zeichnet. Das Marchtrenker Unterneh-men fertigt technische Formteile ausSilicon. Rund um die Produktion vonStrahlbildner für Brauseköpfe, Schnul-ler, Komponenten für Mobiltelefoneoder PCs arbeiten 400 Mitarbeiter, davon35 Lehrlinge. Da die Spritzgusswerk-zeuge selbst herstellt werden sind vorallem Berufe in der Metall- und Kunst-stoffverarbeitung gefragt. Derzeit bietetdas Unternehmen sechs Lehrberufe an.Werkzeugbautechniker/in mit Kunst-stoffformgeber/in als Doppellehre, Pro-duktionstechniker/in, Konstrukteur/inmit Schwerpunkt Werkzeugbautech-nik und Bürokaufmann/frau. Neu hinzugekommen ist der anspruchsvolle Me-chatroniker-Lehrberuf. Als Produktions-techniker/in besteht für leistungsstarkeSchüler auch die Möglichkeit die Ma-tura in der KTLA (Kremstaler TechnischeLehr Akademie) zu absolvieren. Schonwährend der Lehrzeit werden wöchent-lich Theoriestunden abgehalten. Nachabgeschlossener Lehre wird die Ausbil-dung bis zum 5. Jahr in Form von Abend-kursen fortgesetzt und an der HTL dieBerufsreifeprüfung absolviert.
Transparenz von Beginn anReinhard Koch, Lehrlingsausbilder, stelltfest: „Wir suchen nicht zwangsläufig diebesten Schüler, denn man kann seineAuswahl nicht nur von Schulnoten ab-
hängig machen. Genauigkeit, Einsatz-bereitschaft und Fleiß sind aber Voraus-setzung.“ Das Auswahlverfahren beistarlim//sterner verläuft sehr transparent.Nach eingehender Prüfung der Bewer-bung wird der interessierte Jugendlichezu zwei Schnuppertagen eingeladen.Verlaufen die positiv gibt es Gesprächemit den Eltern. Die Familie wird in dasAufnahmeverfahren voll integriert undspielt im Familienbetrieb auch eine tra-gende Rolle. Bevor die Lehre beginnt,werden alle Eltern nochmals zu einemElternabend eingeladen. „Wir möchten,dass alle Eltern ihre Kinder gut aufgeho-ben wissen, und sich darüber im Klarensind was von ihnen erwartet wird.
Arbeit darf auch Spaß machenVier hauptberufliche Ausbilder sorgendafür, dass der Lehrling sein Handwerkvon Grund auf erlernt. Großes Verant-wortungsbewusstsein wird vorausge-setzt – werden doch in der Lehrwerk-stätte auch schon Auftragsarbeiten fürKunden erledigt. Doch gilt der Grund-satz „Arbeit darf bei starlim//sterner auchSpaß machen“. Bei Fir-menfesten, Wanderta-gen und Skiwochenen-den sorgt man für dennötigen Ausgleich. Nichtzuletzt bringt das attrak-tive Prämiensystem zu-sätzliche Motivation. Er-gibt die schulische undbetriebliche Bewertungeine positive Resonanz,werden Handy- undFührerscheinkosten vomUnternehmen getragen– Leistung macht sich beistarlim//sterner eben be-zahlt.
Lernen fürs Leben„Eine zwischenmensch-liche und persönliche Bil-dung ist genauso wich-
Lehringsausbildner Reinhard Koch mit einem Lehrling. Fotos: starlim//sterner
tig wie die Berufsausbildung, weshalbbei uns auch soziale Kompetenzen ge-schult werden“, so Koch über die Säulender starlim//sterner-Lehrlingsausbildung.Rhetorik, Zeitmanagement und Kon-fliktlösung – Seminare die die Lehrlingeim Rahmen ihrer Ausbildung besuchen.Zu Lehrbeginn werden alle erstmal aufein 2-tägiges Kennenlern-Seminar ge-schickt, wo sie sich gegenseitig „be-schnuppern“ können.
Sicher gesundSicherheit und Gesundheit – das Fahrsi-cherheitstraining mit dem eigenen Mopedam Firmenparkplatz soll den Jugendlichenzu zusätzlicher Sicherheit im Straßenver-kehr verhelfen. Auch wird von Beginn andarauf geachtet, dass sie Arbeitstechnikenerst gar nicht falsch einstudieren – Lehr-gänge zum „Richtigen Heben“ werden allezwei Jahre durchgeführt. Im hauseigenenFitnessstudio können sie sich außerdemnach der Arbeit noch mal so richtig auspo-wern. „Langeweile? So etwas kennen wirnicht!“
www.starlim-sterner.com

166 Österreichische Kunststoffzeitschrift 7/8 2010
Ausbildung
FH OÖ Campus WelsJob- und PraktikumsbörseAb sofort können sich interessierte Unter-nehmen für die Job- und Praktikumsbörsean der Fakultät für Technik und Umwelt-wissenschaften in Wels am 9. November2010 registrieren. Der FH OÖ CampusWels erwartet etwa 60 High-Tech-Unter-nehmen, die sich auf dieser Karrieremessepräsentieren, um hochqualifizierte Mitar-beiter zu finden.
Für die 1500 aktiven Welser FH-Studie-renden bietet sich bei der Job- und Prakti-kumsbörse die Chance, spannende Neben-jobs, Berufspraktika, Diplomarbeitsthemenund auch Absolventen-Jobs zu finden. Spe-ziell die Berufspraktika bieten den perfektenEinstieg in ein Unternehmen. Beide Seitenlernen sich in dieser „Probezeit“ besser ken-nen. Meist führt dieses Praktikum auch zueinem konkreten Jobangebot. Auch immermehr Absolventen nutzen dieses Event.Viele der 1600 Welser Alumnis kommenan ihre Hochschule zurück, um sich überdie aktuelle Lage am Arbeitsmarkt zu infor-mieren oder sich sogar eine neue beruflicheHerausforderung zu suchen.
Die nächsteKarrieremesse am FHOÖ Campus Wels fin-
det am 9. November2010 von 9.30 bis
14.00 Uhr statt.Foto: FH OÖ Campus
Wels
Job- und PraktikumsbörseFH OÖ Campus WelsTermin: Dienstag, 9. November 2010,9.30 bis 14.00 UhrAusstellungsbereich: Foyer, FH OÖCampus Wels, Stelzhamerstraße 23,4600 WelsAnmeldeschluss: 8. Oktober 2010Info und Anmeldung:[email protected] oder unterwww.fh-ooe.at/campus-wels
Arburg undBerufsschule SteyrAllrounder hilft bei derAusbildung in ÖsterreichDirektor Franz Kronsteiner zeigte sichüberaus zufrieden mit der Leihgabe vonArburg: Das Unternehmen stellte der Be-rufsschule Steyr im Rahmen einer kleinenÜbergabezeremonie am 11. Juni neues-te elektrische Maschinentechnik zur Ver-fügung, um die Ausbildung von Kunst-
Beitrag zu fundierter Ausbildung: Stefan Briel, Ansprechpartner Anwendungstechnik für die öster-reichischen Kunden, Helmut Heinson, Geschäftsführer Vertrieb bei Arburg, und Eberhard Lutz,Geschäftsführer Arburg Österreich, (1. bis 3. von links) übergeben den elektrischen Allrounder370 A an Dir. Franz Kronsteiner (5. von links) sowie Mitarbeiter und Schüler der BerufsschuleSteyr. Foto: Berufsschule Steyr
stoffformgebern und Kunststofftechnikernin Österreich zielgerichtet weiterentwi-ckeln zu können. Bei der Maschinenü-bergabe waren auf Arburg-Seite HelmutHeinson, Geschäftsführer Vertrieb, sowieEberhard Lutz, Geschäftsführer ArburgÖsterreich, dabei und freuten sich mit derDirektion, den Lehrern und Lehrlingenüber die neue technische Ausstattung.
Helmut Heinson hob in seinem Gruß-wort zur Übergabe die Wichtigkeit des Ar-burg-Engagements in der Ausbildung her-vor: „Gerade in der Kunststoffindustriesind fundiert ausgebildete Fachleute not-wendig, um die Branche als Ganzes wei-
ter voranzubringen. Mit unseren Leihma-schinen für zentrale Institutionen in diesemBereich wollen wir zeigen, dass uns diesesAnliegen sehr wichtig ist und wir unserenBeitrag dazu leisten, junge Leute für dieKunststoffverarbeitung zu begeistern undunseren Kunden auch auf diesem Weg zuhelfen, zukünftig genügend Fachpersonalzur Verfügung zu haben.“
Berufsschule Steyr istzentrale österreichischeAusbildungsinstitutionDie Berufsschule Steyr ist die zentra-le Ausbildungsinstitution für Kunststoff-formgeber und -techniker in Österreich.Bei der Leihmaschine handelt es sich umeinen elektrischen Allrounder 370 A mit600 kN Schließkraft und Spritzaggregat170. Um auch für den Einstieg in eine au-tomatisierte Produktion wichtige Erkennt-nisse sammeln zu können, ist die Maschi-ne mit einem Multilift Select Robot-Systemzur Teilezuführung, -entnahme und -ab-lage ausgestattet, das über die universelleSelogica-Maschinensteuerung program-miert wird. Stefan Briel, der die Arburg-Delegation in Steyr vervollständigte, stehtder Berufsschule Steyr in seiner Funktionals zentraler Ansprechpartner für anwen-dungstechnische Sachverhalte in ganz Ös-terreich zur Verfügung.
Direktor Franz Kronsteiner und Fach-lehrer Harald Ebenhofer bedankten sichim Namen aller Schüler für die Leihgabe,die als Ausbildungsmaschine den Lehrlin-gen wertvolle Grund- und Praxiskenntnisseüber das moderne Spritzgießen ganz direktweitervermitteln wird.
www.arburg.deschulen.eduhi.at/bs-steyr1
Erfolgreiche KarrieremesseBis zu 70 Aussteller aus ganz Österreichund dem umliegenden Ausland präsen-tierten sich in den vergangenen Jahren imRahmen dieser Karrieremesse den WelserFH-Studierenden und Absolventen.
Für gesamte ÖffentlichkeitDie Welser FH-Karrieremesse steht der ge-samten Öffentlichkeit von 9.30 bis 14.00Uhr ohne Eintritt und Voranmeldung offen.
www.fh-ooe.at/campus-wels

Österreichische Kunststoffzeitschrift 7/8 2010 167
Ausbildung
LandesinnungOberösterreichKunststofflehre –Kreatives Potenzial zeigenund gewinnenKunststofftechnik ist ein breites Betäti-gungsfeld, nur kann sich der Jugendli-che oft wenig darunter vorstellen. Grundgenug für die Landesinnung der Kunst-stoffverarbeiter in Oberösterreich, miteinem Kreativitätswettbewerb auf den tol-len Lehrberuf aufmerksam zu machen.
Create your bagZeig’ mir deine Tasche und ich sage dir,wer du bist! Um den Jugendlichen dieAusbildungsrichtung Kunststoff auf krea-tive Weise näher zu bringen, veranstaltetdie oberösterreichische Kunststoffinnungheuer erstmals den Wettbewerb „Createyour bag“. Hierbei können Jugendlicheihre individuelle und einzigartige Kunst-stofftasche nach Ihrem persönlichen Stylegestalten. „Die jungen Leute sollen sich aufspielerische Art mit dem Material Kunst-stoff beschäftigen. Dieses Thema ist extrem
interessant – und das möchten wir den Ju-gendlichen vermitteln. Zusätzlich winkentolle Preise!“, ruft LandesinnungsmeisterIng. Franz Zitta zur Teilnahme auf. Denkreativsten Einsendungen winkt ein Wave-board von www.streetsurfing.at
Zwei Wege zum ErfolgOberösterreich ist die KunststoffhochburgÖsterreichs. Über 200 Betriebe bieten hierein spannendes und weitläufiges Tätig-keitsfeld. Ausbildungsplätze und Weiter-bildungsmöglichkeiten in diese Richtungwerden immer interessanter. Gut bezahlteArbeitsplätze – und die vor allem auf langeZeit gesichert! Das Material Kunststoff bie-tet Jugendlichen derzeit zwei spannendeBerufsbilder: Die Kunststoffformgebung(Lehrzeit 3 Jahre) und die Kunststofftechnik(Lehrzeit 4 Jahre). Jugendliche werden ein-geladen, Kunststoffartikel herzustellen undoder sich laufend mit neuen Rohstoffenund Verfahren auseinander zu setzen. ObComputergehäuse, Autoteile, Snowboards,oder Waveboards für den neuen Trend-sport – hier werden Ideen und Wissen ein-gebracht. Nach dem Lehrabschluss ist dieMatura möglich und danach stehen einemalle Wege offen: vom Facharbeiter bis zumUni-Absolventen.
Weitere Informationen bei:
Landesinnung der KunststoffverarbeiterHessenplatz 3, A - 4010 LinzTel.: 05 90909 [email protected]
www.kunststofflehre.at
NEU! Das Bezugsquellenverzeichnis in derÖsterreichischen Kunststoffzeitschrift
Bestellen Sie Ihren Eintrag [email protected]
Wer.Was.Wo ... mit Kunststoff
Wer.Was.Wo ... mit Kunststoff

168 Österreichische Kunststoffzeitschrift 7/8 2010
Ausbildung
schulen.eduhi.at/bs-steyr1
Schuljahr 2009/10 in der Berufsschule Steyr 1

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 169
Die europäischeKunststoffindustrie arbeitetkräftig daran die Krise zuüberwindenWährend sich Europa langsam von der schlimmsten Rezession seit vielenJahrzehnten erholt, geht die europäische Kunststoffindustrie an eineBestandsaufnahme und rüstet sich für die Zukunft. Die K 2010 kommtdabeiwohlgenauzumrichtigenZeitpunkt,umdieKunststoffunternehmenbei der Wiederankurbelung ihres Geschäfts zu unterstützen, auch wennder Weg aus der Krise lang und beschwerlich werden dürfte. Die aktuellenFinanzdaten verschiedener Branchen lesen sich im Jahresvergleich zwardurchaus positiv – dies liegt aber vor allem an der extrem schlechtenLage Ende 2008 und fast im gesamten Jahr 2009. Es wird eine Weiledauern, bis wieder Spitzenwerte wie in den Jahren 2007/2008 erreichtwerden, als die Maschinenproduktion Rekordniveau erreichte.
Gemäß Daten aus 27 europäischen Län-dern, erhoben von PlasticsEurope, demin Brüssel ansässigen Verband der euro-päischen Kunststofferzeuger, ist der Pro-duktionsindex im Maschinenbau (ausge-hend von einem Anfangswert von 100 imJahr 2005) von 110 im Jahr 2007 auf unter70 im Jahr 2009 gefallen. Laut einer kürz-lich von der britischen Unternehmensbe-ratung AMI (Applied Market Information,Bristol, GB) durchgeführten Studie hat derNachfragerückgang in den Jahren 2008und 2009 die fünf Jahre Wachstum davorpraktisch zunichte gemacht. Und die euro-päischen Materiallieferanten sind mit ihrenPrognosen für die kommenden Monate äu-ßerst zurückhaltend. Dennoch zeichnetsich bei der Herstellung von Kunststoffpro-dukten seit Mitte letzten Jahres eine lang-same Erholung ab.
Die Rezession war weltweit spürbar,aber Europa hatte am stärksten unter denAuswirkungen zu leiden. In Bezug auf dieKunststoffindustrie sind dafür zwei Fak-toren ausschlaggebend: Zum einen hattedie nordamerikanische kunststoffverarbei-tende Industrie in den vorangegangenen10 Jahren bereits stärker rationalisiert undbeträchtliche Kapazitäten nach Mittelame-rika und Asien verlagert. Zum anderen wardie Rezession absolut gesehen in Europagrößer als in anderen wichtigen Regionenwie zum Beispiel China. Darüber hinaushatten staatliche Stellen in China im Ver-gleich zu europäischen Ländern bessereMöglichkeiten die Nachfrage mit massivenAnreizpaketen anzukurbeln.
Die Bereiche Verpackung und Bausowie Automobil- und Elektro-/Elektronik-industrie sind für die Kunststoffindustrie inaller Welt die vier wichtigsten Branchen.Laut PlasticsEurope machen Verpackungenzirka 40 % des Gesamtverbrauchs in Euro-pa aus – ein Segen für die Kunststoffbran-che, denn der Verpackungssektor ist sehrviel weniger rezessionsanfällig als andereBereiche. Dagegen befindet sich die Bau-branche seit zweiJahren kontinuier-lich aufTalfahrt, unddie Automobilpro-duktion erlebte imvergangenen Jahrnach einem drama-tischen Einbruch2008 nur eine zö-gerliche Erholung.Beide Branchenwurden zeitwei-se durch staatlicheAnreizprogrammefür Konsumentenzur Verbesserungder Energieeffizi-enz und Reduzie-
rung von Treibhausgasen angekurbelt –und trotzdem werden in ganz Europa, vonSüditalien bis Skandinavien, weiterhin Au-towerke geschlossen.
Die Kunststoffindustrie in den 27 Län-dern der Europäischen Union beschäf-tigt 1,6 Millionen Menschen in der Pro-duktion von Materialien, Fertigproduktenund Halbzeugen sowie Geräten und Aus-rüstungen. Die EU bleibt in allen drei Be-reichen Nettoexporteur, und das trotz desanhaltenden Wachstums der Polymerpro-duktion im Nahen Osten und darüber hi-naus, trotz der inzwischen weitgehendabgeschlossenen Verlagerung von Produk-tionskapazitäten nach Asien, insbesonde-re nach China, und trotz des Wachstumsder Maschinenproduktion in China. Dabeikonzentrieren sich europäische Herstellerzunehmend auf hochwertige Produkte mitniedrigen Arbeitskosten und Produkte aushochverfügbaren Einsatzstoffen.
Das bedeutet, dass kaum noch neuePolymerproduktionsanlagen in der Re-gion entstehen werden, die Entwicklungvon Hochleistungsprodukten wie Koh-
170 Österreichische Kunststoffzeitschrift 7/8 2010
K 2010 Messevorbericht
lenstoffnanoröhrchen und Nanoverbund-werkstoffen jedoch weitergehen wird. DieProduktion herkömmlicher Blasfolien wirdschwierig bleiben, bei mehrschichtigenHochleistungsblas- und Flachfolien dürf-ten jedoch noch gute Margen erzielbarsein. Beim Spritzguss liegt die Zukunft inder hochautomatisierten und -integrierten„Pellet-to-Pallet“-Produktion.
Seit der letzten K im Jahr 2007 hat dieeuropäische Kunststoffindustrie einigewichtige strukturelle Veränderungen aufAngebots- wie Nachfrageseite erlebt. ZumBeispiel gehört im Spritzgussbereich inzwi-schen Battenfeld zu Wittmann, Demag Er-gotech zu Sumitomo Heavy Industries undSandretto zu Romi. Außerdem ist eine ver-stärkte Zusammenarbeit mit japanischenMaschinenherstellern zu erkennen: KraussMaffei arbeitet bei der Maschinenentwick-lung mit Toshiba zusammen; Engel gabkürzlich eine Kooperationsvereinbarungmit Mitsubishi Heavy Industries bekannt,die zunächst den Vertrieb von Mehrkom-ponentenmaschinen in Japan vorsieht, je-doch möglicherweise erweitert werdenkönnte. Im Extrusionsbereich wurde KiefelExtrusion zunächst von Brückner übernom-men; heute gehört das Unternehmen zuReifenhäuser. Einige Materiallieferanten,die durch frühere Akquisitionen eine hoheSchuldenlast haben, sind weiterhin dabeisich neu aufzustellen.
Besonders intensiv waren die M&A-Ak-tivitäten (Zusammenschlüsse und Über-nahmen) bei den Verarbeitern, speziell imAutomobil- und Verpackungsbereich. AMI
Messe Düsseldorf GmbHPostfach 1010 0640001 DüsseldorfGermany
450 m
1
78
U-BahnhofTram StationESPRIT arena/Messe Nord
geht davon aus, dass die Zahl der Verar-beitungsstandorte aufgrund von Standort-verlagerungen und Rationalisierungsmaß-nahmen in den letzten drei Jahren ummehr als 10 % gesunken ist.
Klar ist, dass die Verarbeiter geradezunach neuer europäischer Technologie dür-sten: Zu den Arburg-Technologie-Tagen imMärz 2009 kamen 4000 Besucher, und einvon Spritzguss-Technologieführer Engel or-ganisiertes Symposium im vergangenenJahr hatte 2000 Teilnehmer – mehr als jezuvor. „In diesen wirtschaftlich drama-tischen Zeiten versuchen unsere Kundenzunehmend ihre Wettbewerbsfähigkeitzu verbessern, indem sie ihre Produkti-vität steigern, Innovationen vorantreibenund Energie sparen“, erklärt Dr. Peter Neu-mann, CEO der Engel Gruppe.
Die Tücken der Gesetzgebung„Was mich nicht umbringt, macht michstärker“, sagte Nietzsche schon im Jahr1888. Dabei hatte er sicherlich nicht dieREACh-Verordnung (Registrierung, Bewer-tung, Zulassung und Beschränkung che-mischer Stoffe), die RoHS-Richtlinie (Be-schränkung der Verwendung gefährlicherStoffe), die auf das Recycling von elek-trischen und elektronischen Geräten ab-zielt, oder die Besteuerung des CO2-Aus-stoßes im Sinn, aber seine Worte passendennoch. Alle drei Entwicklungen belasteneuropäische Kunststoffunternehmen – esist jedoch zu hoffen, dass diejenigen, diediese Last verkraften, letztlich gestärkt da-
raus hervorgehen. Sie werden energieeffi-zienter sein, weniger Abfälle produzierenund darüber hinaus annähernd in der Ge-wissheit arbeiten können, dass die Chemi-kalien, die sie einsetzen und produzieren,sicher sind. Viele Kunststoffunternehmenin Europa beklagen eine Über-Regulierung– und im Vergleich zu anderen Teilen derWelt haben sie vermutlich sogar Recht.Dennoch wird kaum jemand die gute Ab-sicht hinter den Gesetzen bestreiten. DieVerbraucher von heute und morgen habenein Recht auf eine sichere und nachhaltigeUmwelt – und darauf zielen die EU-Ge-setzgeber.
www.k-online.de
Messe Düsseldorf GmbHPostfach 1010 0640001 DüsseldorfGermanyTel. +49(0)211/45 60-01Fax +49(0)211/45 60-6 68www.messe-duesseldorf.de

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 171
Halle 1, Stand A28TST mit Neuheiten beiMultikupplungenDie TST Germany GmbH, Göppingen, prä-sentiert Kunststoffverarbeitern, Werkzeug-bauern und Maschinenherstellern auf derK 2010 zahlreiche Neuheiten bei Schnell-kupplungen und Multikupplungen für Hy-drauliköl, Wasser, andere flüssige Medien,Gas und Druckluft. Das Unternehmen er-weitert sein Standardangebot zur Weltleit-messe um neue tropffreie Multikupplungenfür Wasser, zusätzliche Sicherheitsverriege-lungen für Temperierkupplungen und umTemperierkupplungen für Öl bis 300 °C,die wie gewohnt kompatibel sind mit vie-len weltweit etablierten Kupplungen.
Neue tropffreie Multikupplungen fürWasser sorgen beim Rüsten mehrkreisigwassertemperierter Werkzeuge für einenleckagefreien Wechsel der Temperieran-schlüsse. Sicherheitsverriegelungen fürTemperierkupplungen verhindern ein un-beabsichtigtes Lösen der Kupplung. TSTbietet jetzt drei verschiedene Sicherheits-systeme aus einer Hand an: Kugelmecha-nismus, Bajonettverschluss sowie Kupp-lungs- und Schraubverschluss.
TST erweitert sein 8000 Produkte umfassendes Portfolio um tropffreie Multikupplungen, Sicher-heitsverriegelungen sowie Öl-Temperierkupplungen bis 300 °C. Foto: TST Germany GmbH
Als führender Hersteller bietet TSTKupplungen aus Messing, Stahl und Edel-stahl an. Diese sind in einer großen Aus-wahl an Nennweiten, Dichtungen, An-schlüssen und Ausführungen verfügbar undkompatibel mit vielen weltweit etablierten
Kupplungen. TST-Multikupplungen mitautomatischem oder manuellem Verriege-lungsmechanismus verbinden verwechs-lungssicher standardmäßig bis zu 24 An-schlüsse pro Einheit.
www.tst-germany.com
Halle 2, Stand G06Innovative Mikroschichten-Technologie von EDIEine von Extrusion Dies Industries, LLC(EDI) entwickelte Mikroschicht-Tech-nologie für Dickfolien und Platten ver-spricht die Lagerfähigkeit von Retorten-,heiß abgefüllten und flexiblen Nahrungs-mittelverpackungen sowie die Formbarkeitbeim Thermoformen zu verbessern. EDIpräsentiert die Technologie auf der K 2010im Rahmen der Ausstellung seines innova-tiven Schichtenvervielfachungssystems.
In seinem Technology Center in Chip-pewa Falls, führt EDI die erste wissenschaft-lich strenge Studie der Vorteile und Gren-zen einer Schichtenvervielfachung durch,so Gary D. Oliver, Vice President für Tech-nologie. „Ein Ergebnis ist bisher die Ent-wicklung einer Technik zur selektivenVervielfachung der Sperrschichtin einer mehrschichtigenFolien- oder Platten-struktur“, erklär-te Oliver.„Durchdie
Umwandlung einer einzelnen Sperrschichtbeispielsweise aus EVOH in mehrere Mi-kroschichten ist es möglich, die Sauerstoff-durchlässigkeit um 60 bis 80 % zu senken.Und da EVOH ein kristallines, relativ sprö-des Material ist, erhöht die Verwendungmehrerer Mikroschichten an Stelle einereinzigen dicken Schicht die Formbarkeitbeim Thermoformen und die Flexibilität fürVakuum-Skin-Verpackungen.“
Zu den daraus resultierenden Vorteilen fürNahrungsmittelverpackungen zählen:
Verbesserte Lagerfähigkeit Neben derSenkung der Sau-
erstoffdurchläs-sigkeit verringertdie Schichtenver-vielfachung dasEindringen vonSauerstoff übereinen längerenZeitraum in erheb-lichem Umfang.
Bessere Qualitätund weniger Materi-alverbrauch Im Fallvon Tiefziehbehäl-tern zum Beispiel,bei denen bei we-niger gut formbarenMaterialien Eck-Verdünnungen einProblem darstellen,kann eine Verviel-fachung der EVOH-Schicht es überflüs-
sig machen, der Verdünnung durch eineErhöhung der Plattendicke entgegenzuwir-ken.
Vorteile fürNahrungsmittelverpackungenEin Schichtenvervielfacher ist ein Spezi-alwerkzeug, das darauf ausgelegt werdenkann, einige oder alle Schichten innerhalbeines „Coextrusions-Sandwiches“ zu ver-vielfachen, das von einem Feedblock be-reitgestellt wird. Die sich ergebende Mi-kroschichtenstruktur gelangt dann in denVerteilerkanal einer Extrusionsdüse, wo siein Folie oder Platten mit dem gewünschtenBreiten- und Dickenprofil umgeformt wird.Unabhängig davon, aus wie vielen Mikro-schichten die Struktur besteht, ist die Ge-samtdicke nicht größer als bei einer her-kömmlichen Coextrusion, und die Strukturenthält die gleiche Menge an Rohmaterial.
2009 stellte EDI ein weiterent-wickeltes System vor, das leichter zu instal-lieren, kompakter, präziser und vielseitigerist als jeder andere Schichtenvervielfachereinschließlich eines zuvor von EDI ange-botenen. Er wird lizenz- und gebührenfreizum Kauf angeboten.
Bei den Untersuchungen im eigenenTechnology Center vervielfachte EDI mit-hilfe seines neuen Systems die EVOH-Kern-schicht in Platten, die zum Warmformenvon Retorten-Einzelportionsbechern wie siebeispielsweise zum Verpacken von Frucht-salat und Pfirsichstücken verwendet wer-den. EDI extrudierte die Platten und ver-wendete eine branchenübliche Becherformzum Festphasen-Druckformen von Plattenmit einer, vier, acht und sechzehn EVOH-Schichten.
Innovative Schichtenvervielfachung von rechts nach links: Coextrusions-Einlaufblock, Schichtenvervielfachungsblock , zweiter Coextrusions-Einlaufblock und Breitschlitzdüse Grafik: Edi

172 Österreichische Kunststoffzeitschrift 7/8 2010
K 2010 Messevorbericht
Halle 5, Stand A19Kurz mit neuerHeißprägefolieKurz bringt witterungs-, laugen-, ab-rieb- und kratzfeste Beschichtung aufden Markt
Der Beschichtungsspezialist Kurzstellt auf der K 2010 eine neue Heiß-prägefolie für Außenanwendungen vor.Die Prägefolie Colorit High Resistancewurde für die Dekoration und Kenn-zeichnung von Kunststoffartikeln wieGetränkekisten, Mülltonnen, Paletten,Kübel und Eimer entwickelt. Mit ColoritHigh Resistance realisierte Dekore hal-ten nach Kurz-Angaben sehr hoher Be-anspruchung stand. Die Beschichtungist zum Beispiel geeignet für die Deko-ration von Flaschenkästen, die im Freiengelagert werden und diverse Waschzyklenmit Reinigungsmitteln durchlaufen.
Wirtschaftlicher DekorationsprozessUm die hohen Festigkeits-Anforderungenzu erfüllen, wurden Kunststoffbehälter fürden Außenbereich bisher überwiegend im
„Die Schichten-Vervielfachung ist bei Fo-lien- und Dickfilmverpackungen wie bei-spielsweise steifen Retorten-Behältern undheiß verfüllten Behältern, stehenden Re-tortenbeuteln und Vakuum-Schrumpfver-packungen für Fleisch besonders vielver-sprechend“, sagte Oliver. „Wanddicke istwichtig – insbesondere bei Barriere-Mi-
kroschichten. Unsere Forscher haben fest-gestellt, dass die Sperreigenschaften nach-lassen, wenn die Schichtdicke unter 1 µmsinkt. Wir empfehlen eine Ziel-Wanddickeje Barriereschicht von 4 µm.“
Laut Oliver ist es auch wichtig, welchesBarrierematerial man wählt. „Zwar wurdendie Barriereeigenschaften bei Verwendung
eines EVOH in Retorten-Qualität merklichbesser, aber wir haben festgestellt, dassgenau die gleichen Tests für Portionsbe-cher aus Allzweck-EVOH merklich höhereSauerstoffdurchlässigkeit und verstärktesEindringen von Sauerstoff ergaben.“
www.extrusiondies.com
Tampon- oder Siebdruck dekoriert. DurchColorit High Resistance ist es möglich, dieVorteile des Heißprägens nun auch für diegenannten Exterior-Anwendungen zu nut-zen. Das Heißprägeverfahren ermöglichtein effizientes Dekorieren bei hoher op-tischer Qualität. Die trockene Übertra-gungstechnik vereinfacht die Verarbeitung
deutlich: Das Substrat benötigt keineVorbehandlung, die Maschinenrüst-zeiten sind niedrig, die Viskosität desLacks muss nicht eingestellt werden,die dekorierten Teile sind sofort wei-terverwendbar, da keinerlei Trocknungnötig ist. Dekorwechsel funktioniereneinfach per Auswechseln der Prägefo-lienrollen, Stillstandszeiten für die Ma-schinenreinigung entfallen. Zusätzlichist der trockene Lacktransfer umwelt-verträglich, weil er ohne Lösungsmit-tel auskommt. Die nach dem Transferzurückbleibende Trägerfolie ist ther-misch verwertbar, es entsteht kein Son-dermüll.
Heißprägung erweitert dieDesignmöglichkeitenAuch die optischen Vorzüge der Heiß-prägetechnik werden mit Colorit High
Resistance für Getränkekisten, Müllbehäl-ter und Co. nutzbar. Die Heißprägefolie er-zeugt ein besonders homogenes Farbbild,liefert saubere Abrisskanten und hohenGlanz. Die neue Prägefolie ist in fünf Stan-dardfarben ab Lager lieferbar sowie in kun-denspezifischen Farben produzierbar.
www.kurz.de
Halle 5, Stand C21BASF stellt Problemlösungen für technische Kunststoffe vorIm Jahr der Kunststoffmesse K 2010 stelltdie BASF viele neue technische Kunst-stoffe vor. Über die Verknüpfung von Ei-genschafts-Wirkungsbeziehungen mit Mi-krostrukturen werden die neuen Produktedirekt in kundenspezifische Materialienüberführt. Zu den neuen Werkstoffen ge-hören laserschweißbare, hochtemperatur-beständige, besonders flammgeschützteund hochfeste Werkstoffe.
Die Anwender technischer Kunststoffefragen heute weniger nach neuartigen Ma-terialien, sondern nach Lösungen für ihreProblemstellungen. Unter diesen Bedin-gungen müssen die Kunststoffe nicht nurimmer spezieller in ihren Leistungsprofi-len werden – der Kunststofflieferant musssie darüber hinaus mit einem umfang-reichen und kompetenten Service-Paketbegleiten, das Teil der Problemlösung ist.Die Anwendungsbereiche der einzelnentechnischen Kunststoffe werden dadurchschmaler, dafür aber anspruchsvoller undzahlreicher. Mit ihren bestehenden Werk-stoffen und ihrer optimierten Simulations-
methode Ultrasim™ ist die BASF hier be-reits weit gekommen. Das Unternehmenhat zur Entwicklung sehr komplexer hochbelasteter und sicherheitsrelevanter Bau-teile wie Ölwannen, Getriebebrücken,Motorlager und Fußgängerschutzstruk-turen beigetragen. Die inzwischen erreich-ten Grenzen sind jedoch nur mit neuar-tigen Methoden zu überwinden.
Technologisch besteht die neue Vorge-hensweise der BASF bei den technischenKunststoffen nun darin, Materialeigen-schaften über kontrollierte Mikrostruk-turen einzustellen und entsprechendeEigenschafts-Wirkungsbeziehungen zu er-zeugen. Zudem haben die BASF-Forscherherausgefunden, dass sich einige dieserTechnologien kombinieren lassen und zueinem „Blend von Wirkungsmechanismen“führen. Die resultierenden Produkte sindauf den speziellen Kundenwunsch und dasAnwendungsprofil hin maßgeschneidert,so dass man deutlich flexibler auf Markt-bedürfnisse eingehen kann. Resultat dieserForschungsaktiviäten sind vor allem ganz
neue Spezialitäten im Polyamid- (PA) undPBT-Sortiment. Dazu gehört ein Ultramid®
(PA) für die hohen Temperaturen an der La-deluftstrecke, das sich mit teuren Hoch-leistungskunststoffen ganz anderer Chemiemessen kann oder ein Ultradur® (PBT), dashochgradig flammgeschützt und hell ein-färbbar sein, aber trotzdem keine Halo-gene beinhalten soll. Dazu kommt ein Ul-tramid, dessen Festigkeit ganz nah an diedes Metalls heran geführt wurde und dastrotzdem die Vorteile des Kunststoffs be-hält oder ein Ultradur, das sich entgegender landläufigen Expertenmeinung exzel-lent zum Laserschweißen eignet und einenenormen Effizienzgewinn darstellt.
Die vielen neuen Produktnamen wie Ul-tramid® Endure, Ultramid® Structure, Ultra-dur® FRee oder Ultradur® LUX zeigen, dasshier wirkliche Meilensteine erreicht wer-den konnten, denn nur dann gibt die BASFihren technischen Kunststoffen neue Mar-kennamen.
www.basf.at

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 173
Messe Düsseldorf GmbHPostfach 1010 0640001 DüsseldorfGermanyTel. +49 (0)2 11/45 60-01Fax +49 (0)2 11/45 60-6 68www.messe-duesseldorf.de
k-online.de
Internationale MesseNr. 1 für Kunststoff undKautschuk weltweit
Halle 6, Stand B28Evonik zeigt Kompetenz beiSolartechnik und LeichtbauEvonik hat eine Idee von der Zukunft. DasUnternehmen entwickelt gerade im Kunst-stoffbereich nachhaltige Lösungen für dieVerwirklichung von Zielen, die im Rah-men der Megatrends Ressourceneffizienzund Globalisierung von Technologien vor-gegeben sind. Auf der im Oktober stattfin-denden Kunststoffmesse K 2010 will Evonikmit einem vollen Köcher neuer Produkteund Anwendungen ein klares Signal in dieseRichtung setzen. Vor allem in den BereichenSolartechnik und Leichtbau, in denen Kunst-stoff als das Material des 21. Jahrhundertsimmer wieder innovative Einsatzmöglich-keiten findet, hat sich Evonik viel vorgenom-men.
„Das Kunststoffgeschäft zählt unvermin-dert zu den Wachstumsgebieten von Evo-nik“, so der für die Sparte zuständige Lei-ter Gregor Hetzke. Der Umsatz soll in dennächsten Jahren auf bis zu zwei Milliar-den Euro gesteigert werden. Allein der Ge-schäftsbereich Performance Polymers inve-stierte im letzten Jahr rund 100 MillionenEuro in das Geschäft.
Ressourceneffizienz anschaulichgemachtDas Thema Leichtbau in Verbindung mit Res-sourceneffizienz findet sich als ein Schwer-punkt am Stand in komprimierter Form imRennsportwagen Lotus Exige wieder. Ge-wichtsreduzierung, Verbesserung des Wir-kungsgrades von Motor und Getriebe und eingeringer Rollwiderstand stehen hier im Fokus.Zum Leichtbau trägt auch ein Haftvermittlerbei: Vestamelt® ermöglicht es, Teile aus Stahlund Kunststoff zu Hybridwerkstoffen auf neueArt zu verbinden. Anwendungen finden sichzum Beispiel im Frontend eines Autos und inder Konstruktion von Autotüren und -dächern,aber auch andere Industriebereiche könnenvon einer Gewichtseinsparung von bis zu 25% profitieren.
SolartechnikDie Kraft der Sonne möglichst optimal zunutzen ist eine der großen Herausforde-rungen für die künftige Energieversorgung.Die konzentrierende Fotovoltaik (CPV) giltals eine der effizientesten Methoden, um ausSonnenlicht direkt elektrischen Strom zu ge-winnen. Mit der neuen Produktgruppe Plexi-glas® Solar bietet Evonik ein komplettes Pro-gramm aus Formmassen und Massivplattenfür alle anspruchsvollen Anwendungen aufdem Gebiet der Linsenherstellung für kon-zentrierende Fotovoltaik.
Effizienz ist auch das Thema bei der Sy-stemlösung CoverForm®. Hier hat Evonik –in Zusammenarbeit mit KraussMaffei – einenMeilenstein in der Kunststoffverarbeitung ge-setzt: einen neuen, integrierten Prozess, umdie Herstellkosten von transparenten Bautei-len mit Kratzschutzbeschichtung deutlich zureduzieren.
www.evonik.com

174 Österreichische Kunststoffzeitschrift 7/8 2010
K 2010 Messevorbericht
Halle 6, Stand A75Bayer MaterialScience:„From Megatrends toBusiness“Bayer MaterialScience leistet durch inno-vative Technologien und Prozesse einennachhaltigen Beitrag zur Bewältigung derglobalen Herausforderungen Energiever-knappung und Klimawandel. Das ist diezentrale Aussage des Unternehmens aufder K 2010. Ziel ist es dabei, Lösungenfür die Auswirkungen globaler Megatrends– wie beispielsweise das Bevölkerungs-wachstum und die zunehmende Verstädte-rung – zu entwickeln.
Im Rahmen einer europäischen Pres-sekonferenz im Juni in Leverkusen erläu-terte Patrick Thomas, Vorstandsvorsitzen-der von Bayer MaterialScience die Plänedes Unternehmens für die Präsentation aufder K 2010. Unter dem Motto „From Me-gatrends to Business“ wird das Unterneh-men auf über 1000 m² in der Halle 6 seineführende Position bei Polymermaterialiendemonstrieren – der Schwerpunkt liegtdabei auf nachhaltigen Lösungen und Ent-wicklungen in den Bereichen Klimaschutz,Technologie, Mobilität, Leben und Ge-sundheit.
„Unser Unternehmen kann solche Pro-bleme natürlich nicht allein bewältigen,aber es verfügt über nachhaltige Lösungenaufgrund innovativer Produkte, Prozesseund Anwendungen, die bereits heute zurVerfügung stehen beziehungsweise fürmorgen entwickelt werden“, sagte PatrickThomas.
Zu Beginn seiner Ausführungen fassteThomas zunächst die aktuelle Geschäfts-entwicklung zusammen. „Bayer MaterialS-cience ist erfolgreich ins Jahr 2010 gestartet,und wir sind für die künftige Entwicklungzuversichtlich“, sagte der Vorstandsvorsit-zende. Im 1. Quartal 2010 steigerte der
Bayer-Teilkonzernden Umsatz um 36Prozent auf 2,22(Vorjahr: 1,64) Mil-liarden Euro. Dassehr schwache Vor-jahresquartal wardurch die Wirt-schafts- und Fi-nanzkrise erheb-lich belastet. Auchim Vergleich zum4. Quartal 2009konnte MaterialSci-ence den Umsatzmit plus 9,9 Pro-zent steigern. Zudieser deutlichenErholung trugenalle Business Unitsmit Mengenauswei-tungen und Preiserhöhungen bei. Auch dasum Sondereinflüsse bereinigte Ergebnisvor Zinsen, Steuern und Abschreibungen(EBITDA) verbesserte sich mit 287 Millio-nen Euro deutlich gegenüber dem Verlustvon 116 Millionen Euro im Vorjahresquar-tal. Thomas bestätigte die Prognosen fürdas laufende Jahr. Danach geht BayerMaterialScience von einer weiteren kon-junkturellen Erholung aus und plant, denUmsatz im Gesamtjahr 2010 in der Grö-ßenordnung von 20 Prozent zu erhöhen.
Seine Zuversicht für die weitere wirt-schaftliche Entwicklung untermauerteThomas damit, dass Bayer MaterialSci-ence nachhaltige Lösungen für die Aus-wirkungen der globalen Megatrends biete.„Wir leben in einer dynamischen Welt mitvielen Herausforderungen, und wir beiBayer MaterialScience müssen uns fragen,welche Chancen und Risiken damit ein-hergehen. Globale Veränderungen – wiebeispielsweise der demografische Wandelder Gesellschaft, der Klimawandel und dieEnergieknappheit – treiben unsere Suchenach nachhaltigen Lösungen voran, diezur Erfüllung zukünftiger Bedürfnisse bei-tragen können“, so Thomas.
Im Jahr 2030 würden mehr als achtMilliarden Menschen auf der Erde leben,davon fünf Milliarden in Städten, führteThomas aus. „Heute entfallen rund 30 Pro-zent der globalen Treibhausgasemissionenund über 40 Prozent des globalen Ener-gieverbrauchs auf Gebäude. Daher ist derBedarf an erneuerbaren Energieformeneindeutig.“ Wenn etwa Gebäude mit Po-lyurethandämmung – dem nach spezi-fischem Gewicht bei weitem effizientestenMaterial – nachgerüstet würden, könntennachhaltige Reduzierungen der Kohlendi-oxidemissionen erzielt werden.
Thomas zufolge kommen über 14 Pro-zent aller Treibhausgase weltweit aus demTransportsektor, der damit der drittgrößteVerursacher von Emissionen ist. „Leicht-gewichtige Verbundwerkstoffe können dasGewicht eines Fahrzeugs um bis zu 30 Pro-zent verringern und damit den Kraftstoff-verbrauch deutlich reduzieren“, so Tho-mas.
„Wir liefern bereits Polyurethanverbund-werkstoffe zum Ersatz von Metalldächern
in Autos. Darüber hinaus bieten wir Ver-scheibungskomponenten aus Polycarbo-nat, die Glasscheiben ersetzen sollen. DerErsatz sehr energieintensiver Stahl- undGlaskomponenten in Fahrzeugen durchPolymere – die viel weniger energieinten-siv sind, deutlich weniger Energie bei derHerstellung verbrauchen und zugleich dasFahrzeuggewicht reduzieren – bietet einerhebliches Reduzierungspotenzial.“
Als weiteres Beispiel nannte er her-kömmliche Glühbirnen, die eine Lichtaus-beute von 3 Prozent im Vergleich von biszu 80 Prozent bei LEDs (Light Emitting Di-odes = Licht emittierende Dioden) hätten.Bei der Herstellung von LEDs und ihremLichtmanagement gehöre Polycarbonat-harz zu den wenigen Materialien, diefür hohe Temperaturbereiche einsetzbarseien.
Auch für die Frischhaltung von Lebens-mitteln sind Bayer-Materialien von großerBedeutung: So verderben bis zu 50 Pro-zent der Nahrungsmittelproduktion zwi-schen dem Zeitpunkt der Erzeugung unddem des Verbrauchs. „TemperaturgeführteTransporte mit Kühlanlagen sind äußerstwichtig – und Polyurethanmaterialien spie-len hier eine wichtige Rolle“, erklärte Tho-mas.
Innovative Produkte von Bayer Materi-alScience sollen künftig auch aus Wind-kraftanlagen nicht mehr wegzudenkensein: Für die Verbindung der Rotorblätterkommen zunehmend Klebstoffe auf Basisvon Polyurethan anstelle von Epoxidharzzum Einsatz. Zur Gewichtsreduzierung derRotorblätter können außerdem Nanoröhr-chen in die Epoxidharze integriert werden.„Unsere Materialien verfügen über das Po-tenzial, eine wesentliche Verbesserung derEnergieeffizienz jedes Wirtschaftssektorsherbeizuführen. Die Lösungen für die Zu-kunft, die wir auf der K 2010 präsentierenwollen, werden zeigen, dass Bayer Mate-rialScience die nötige Expertise bei Tech-nologie und Materialien besitzt, um unse-re Kunden bei ihren Neuentwicklungen zubegleiten. Gleichzeitig sind wir ein zuver-lässiger, innovativer Partner bei der Suchenach Lösungen zur Begegnung der Auswir-kungen globaler Megatrends“, so Thomas.
www.bayermaterialscience.de.
BMS-Vorstandsvorsitzender Patrick Thomas gab den Medienvertreterneinen tiefen Einblick in die Innovationspipeline des Unternehmens undmachte Appetit auf den Besuch der K 2010 in Düsseldorf.
Das Polyurethan-Sprühsystem Multitec® vonBaySystems hat sich für die RLE InternationalGmbH als bevorzugte Lösung bei derOptimierung des Herstellprozesses für Gehäusefür Triebwerksgondeln erwiesen. Das Gehäusedämpft den Schall des Getriebes und mussWitterungseinflüssen wieWind, Niederschlägenund UV-Strahlung dauerhaft standhalten.Multitec® erfüllt alle diese Forderungen undempfiehlt sich als vielseitiger Werkstoff mit ho-her Designfreiheit, der sich außerdem einfachund flexibel verarbeiten lässt.
Fotos: Bayer MaterialScience

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 175
Wegweisende Innovationen, bedeutendeInvestitionen und das Bekenntnis zurNachhaltigkeit – diese Inhalte werden Bo-realis’ und Borouges Messeauftritt auf derK 2010 bestimmen. Im Rahmen einer in-ternationalen Pressekonferenz im Innova-tion Headquarters in Linz Ende Mai prä-sentierten Borealis and Borouge rund umdas Thema „Creating New Horizons – Ca-pability, Commitment, Care” ihre breit ge-fächerten Kompetenzen, Engagement undunternehmerische Verantwortung sowieihre optimistischen Zukunftsvisionen. Bo-realis und Borouge gehören zu den welt-größten Unternehmen in der Kunststoff-industrie. Ihre finanziell stabilen undengagierten Eigentümer, die Internatio-nal Petroleum Investment Company (IPIC)und OMV für Borealis, und die Abu DhabiNational Oil Company (ADNOC) als Bo-realis’ Joint Venture Partner für Borouge,bilden das Rückgrat für eine enge partner-schaftliche Zusammenarbeit. Gemeinsambieten sie den Kunden weltweit Zugangzu modernsten Technologien, exzellentemService und innovativen Produkten in denverschiedensten Märkten und Anwen-dungsbereichen.
Borealis und Borouge werden den Besu-chern der K 2010 ein Reihe von aktuellenBeispielen präsentieren:
Capability Fähigkeit, den Kunden die rich-tigen Produkte und Dienstleistungen anzu-bieten, wann und wo immer sie gebrauchtwerden. Dies geschieht durch weltweiteExpansion und durch Investitionen in Pro-duktions- und Logistikanlagen.
l Die Fertigstellung des Petrochemiekom-plexes Borouge 2 in Ruwais, Abu Dhabi,Mitte 2010 verdreifachte Borouges Jah-reskapazität auf zwei Millionen TonnenPolyolefine.
l Die Inbetriebnahme von Borouge 3,derzeit im Bau, wird diese Jahreskapazi-tät bis Ende 2013 auf 4,5 Millionen Ton-nen erweitern.
l Der 400 Millionen Euro teure Ausbaueiner neuen Produktionsanlage in Ste-nungsund, Schweden, wird Anfang Juni2010 eröffnet.
Commitment Engagement und Strebennach Innovationsführerschaft.l Nach der Fertigstellung der 50-Millio-
nen-Euro-Investition in das InnovationHeadquarters in Linz, Österreich, im Jahr2009 hat Borealis weitere 75 Millionen
Euro für Investitionen in den Ausbau sei-ner Innovationsfähigkeiten geplant.
l Borouge begann im April 2010 mit demBau seines neuen Innovation Centres inAbu Dhabi.
l Zu den aktuellen Polyolefin-Innovati-onen, die auf einer breiten Palette vonTechnologien basieren, zählen auchfortschrittliche Produkte für den Verpa-ckungs-, Healthcare-, Automobil- undInfrastruktursektor.
Care Verantwortungsvolles Handeln ge-genüber den Mitarbeitern und durch Ein-führung nachhaltiger Innovationen aufdem Markt. Borealis’ und Borouges umfas-sendes Engagement für einen schonendenUmgang mit der Umwelt spiegelt sich so-wohl im täglichen Business als auch imZugang zum Thema Innovation wider.l Die Materialien können recycelt wer-
den, sie erzeugen auf ihrem Weg zumEndprodukt weniger Müll und bietenVorteile in den Bereichen Energiever-brauch und CO2-Emissionen.
l Das Programm Water for the World™trägt zum Schutz der wertvollsten Res-source unserer Erde bei und stellt sich
Halle 6, Stand A43Borealis und Borouge zeigen neue Horizonte auf
Borealis bietet Materialien für vielfältigeAnwendungen insbesondere Verpackungen fürdie Medizintechnik an.
Bor ECO PP-Materialien von Borealis tragen zum nachhaltigen Abwassermanagement bei wie inder Abbildung gezeigt bei einem Projekt in Cuxhaven, wo 1,2 km Beton- und Steinzeugrohre durchPP-Rohre ersetzt wurden.
Borealis baut die Produktion von Kabelisolationsmaterialen am Standort Stenungsund in Schwedenaus, und erweitert damit sein Portfolio an vernetztem Polyethylen (PE-XL). Fotos: Borealis

176 Österreichische Kunststoffzeitschrift 7/8 2010
K 2010 Messevorbericht
Halle 6, D75Omya präsentiert Calciumcarbonat-Portfolio2009 waren es 125 Jahre, seit der Grund-stein von Omya gelegt wurde. Anlässlichder K 2010 unterstreicht das Unternehmenerneut sein Engagement für die Polymerin-dustrie indem es sein gesamtes Calcium-carbonat-Portfolio präsentiert. Neben deneigenen Calciumcarbonat- und Dolomit-Produkten stellt Omya auch die breite Pro-duktpalette ihrer Distributionspartner vor.Auf dem Stand wird Erfahrung und Kompe-tenz in allen Kunststoffbereichen – von Po-lyolefinen und PVC über Duroplaste, Ver-bundwerkstoffe und Gummi gezeigt.
Omya ist ein führender, globaler Herstel-ler von Industriemineralien auf der Basisvon Calciumcarbonat und Dolomit sowieweltweit in der Distribution von Spezial-chemikalien tätig. Omya bietet ihren Kun-den Komplett-Lösungen an, und ergänzendihre eigenen Calciumcarbonat- und Dolo-mit Produkte mit Chemikalien, Zwischen-produkte und Spezialitäten ihrer internati-onalen Handelspartner.
In den letzten Jahren wurde mit beson-derer Aufmerksamkeit an der Herausfor-derung gearbeitet, die anspruchsvollentechnischen und kommerziellen Anfor-derungen zu erfüllen, die der Polyolefin-sektor im Hinblick auf die Erhöhung derCalciumcarbonatzugabe stellt. Omya haterhebliche Investitionen in die Omyafilm®-und Omyacarb®-Produkte getätigt, um Lö-sungen für Anwendungen wie Blasformen,Spritzgiessen sowie sämtliche Extrusions-verfahren zur Verfügung zu stellen.
Die PVC-Industrie hat spezifische Ent-wicklungsschritte durchgemacht und Omyawidmet sich mit vollem Einsatz der Aufga-be, diesen wichtigen Marktsektor ausrei-chend mit Top-Produkten wie Hydrocarb®95T zu versorgen.
Ob es um die Erhöhung von Calcium-carbonat-Füllgraden, die durch die Ver-wendung hochentwickelter Produkte er-möglicht wird, oder um die Sicherstellung
der Belieferung mit diesen geht, das Enga-gement von Omya ist unverändert stark.
Umweltschutz war Omya stets ein be-sonderes Anliegen. Seit den 80er Jahrenwurden eigene «Life Cycle Analysis Pro-grams» entwickelt. Besonders in den letz-ten fünf Jahren hat dieser Punkt an Wichtig-keit zugenommen. Omya freut sich, einenwesentlichen Beitrag bei der Entwicklungvon umweltverträglichen Kunststoffanwen-dungen leisten zu können, da Calciumcar-bonat, das Kunststoffen zugegeben wird,die CO2-Bilanz des so erhaltenen Endpro-duktes verbessert.
Recycling spielt weiterhin eine ent-scheidende Rolle innerhalb der Industrie.Die Tatsache, dass Artikel, die unter Ver-wendung von Calciumcarbonat produziertwurden, wiederaufbereitet werden kön-nen, unterstreicht die moralischeVerpflich-tung von Omya.
www.omya.com
der globalen Herausforderung, sauberesTrinkwasser und Sanitäreinrichtungenfür die Weltbevölkerung zu sichern.
l Borealis und Borouge haben Maßnah-men zur Verbesserung ihrer eigenenUmweltperformance definiert und reali-siert. Zu den Initiativen zählen eine 14-%-Reduzierung der CO2-Emissionen anBorealis’ Produktionsanlagen seit 2000;die Reduzierung des Borealis-Produk-tionsabfalls um ein Drittel seit 2000; dasgruppenweite Ziel einer 20-prozentigenVerbesserung der Energieeffizienz bis2020.„Die K 2010 bietet die wertvolle Chan-
ce, mit unseren Kunden aus aller Welt inengen Kontakt zu treten. Sie unterstütztden kontinuierlichen Dialog, der die Basisfür Borealis’ und Borouges ‚Value Creationthrough Innovation‘-Strategie ist, um neueHorizonte schaffen zu können, die dasRückgrat für unseren gemeinsamen Erfolgbilden“, erklärt Borealis’ Executive VicePresident für Polyolefine Lorenzo Deloren-zi. „Unsere Produkte und Dienstleistungenverfügen über die Qualität und potenzielleFähigkeit, entlang der gesamten Wert-schöpfungskette einen Beitrag zu leisten.Durch die Verbindung starker Kompe-tenzen mit unserem verantwortungsvollen,engagierten Ansatz, die modernsten nach-haltigen Innovationen auf den Markt zubringen, liefern wir Antworten auf einigeder größten Herausforderungen unsererErde, bieten den Kunden neue Differenzie-rungsmöglichkeiten und eröffnen der Ge-sellschaft insgesamt eine nachhaltige Zu-kunft.”
„Borouge verdreifacht derzeit seine Pro-duktionskapazität bei Polyethylen und Po-lypropylen auf zwei Millionen Tonnen proJahr. Damit wird das Fundament dafür ge-
schaffen, ein führender Anbieter innova-tiver Kunststoffe für die Kunststoffindustrieim Nahen Osten und in Asien zu sein“,sagt Borouges Vice President für Film &Moulding Gilles Rochas. „Bei den hohenWachstumsraten dieser Märkte und dersteigenden Zahl an Kunststoffverarbeitern,die aus diesen Regionen die K-Messe be-suchen, werden wir die Partnerschaften mitunseren Kunden entsprechend weiterent-wickeln können. Neben der Steigerung un-serer Produktionskapazität investieren wirauch in unsere Vertriebs- und Marketingor-ganisation sowie in unsere Innovationsfä-higkeit und logistische Infrastruktur. Damit
Pressekonferenenz im Innovation Headquarter in Linz. Foto: K. Sochor
schaffen wir die notwendigen Vorausset-zungen, um auch in Zukunft ein innova-tiver, rasch reagierender und verlässlicherZulieferer sein zu können.“
Für diese alle drei Jahre stattfindendeMesse werden Borealis und Borouge erst-mals zusammen mit Nova Chemicals aus-stellen, einem führenden Anbieter vonKunststoffen und Chemikalien, die das All-tagsleben sicherer, gesünder und leichtermachen. Die drei eigenständigen Unter-nehmen im Eigentum von ADNOC, IPICund OMV werden ihre Innovationen inHalle 6 präsentieren.

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 177
Halle 8B, Stand G46PolyOne –Innovative LösungenAuf der bevorstehenden K 2010 wird diePolyOne Corporation, ein weltweit füh-render Anbieter von Spezialpolymerenund Dienstleistungen, eine Reihe bahnbre-chender Lösungen vorstellen, die den Kun-den zur Steigerung ihres Geschäftswertsverhelfen und ihnen einen Wettbewerbs-vorteil verschaffen.
Das Thema von PolyOne auf der Aus-stellung lautet “Make It Possible” und stehtfür den kundenorientierten Ansatz des Un-ternehmens in der Entwicklung von inno-vativen und nachhaltigen Lösungen, diedie Kunden bei der Differenzierung ihrerProdukte, der Erschließung neuer Märkte,der Reduzierung ihrer Betriebskosten unddem Erreichen von Zielen im Rahmen derNachhaltigkeit unterstützen. Zu den prä-sentierten Innovationen gehören:
l OnColor Complete™-FlüssigfarbenEin revolutionäres, umweltfreundlichesFlüssigfarbensystem, das es Weiterver-arbeitern und Originalgeräteherstellern(OEMs) ermöglicht, dank der Kombinationeiner zum Patent angemeldeten Messtech-nologie, technologisch fortschrittlichstenFarbstoffen und nachfüllbaren Behältern ineinem geschlossenen Kreislaufsystem ihreGesamtbetriebskosten zu senken, Abfall zuvermeiden, die Sicherheit am Arbeitsplatzzu erhöhen und schädliche Auswirkungenauf die Umwelt zu mindern.
Foto: PolyOne
Steigerung der Wettbewerbsfähigkeit un-serer Kunden hervor“, so Bernard Baert,Vice President Europa und Internatio-nal. „Dieses Leitmotiv haben wir bei un-zähligen Kunden bereits in die Tat umge-setzt, indem wir eng zusammengearbeitethaben, um die Ziele im Rahmen der Nach-haltigkeit zu erreichen, produktionstech-nische Herausforderungen zu meistern,Lösungen für spezifische Materialanforde-rungen zu finden und neue Märkte zu er-schließen. Darüber hinaus werden wir eingroßes Spektrum von global verfügbarenneuen Technologien für spezifische An-wendungen und Märkte vorstellen.“
www.polyone.com
Halle 9, Stand B42Herbold mit Neuheiten für Zerkleinern und Recycling von Kunststoffabfällen
Feinmühle PU 650 mit vertikal angeordneterRotorachse. Foto: Herbold
Das Schneidmühlenprogramm von Her-bold Meckesheim wurde um die Schneid-mühlenreihe HB ergänzt und wird zumersten Mal auf der K2010 präsentiert. Beidieser Schneidmühle können ganze Folien-ballen, sperrige Spritz- oder Blasformteileoder Schaumstoffballen in einem Arbeits-gang auf eine zur Weiterverarbeitung erfor-derliche Mahlgutgröße zerkleinert werden.Der Mahlraum ist direkt mit einem Aufga-bebunker verbunden. Mit einem PLC ge-steuerten Schieber wird das Material demRotor zugeführt. Diese Kombination machtfür viele Materialien eine zweistufige Zer-kleinerung bestehend aus Shredder undSchneidmühle überflüssig.
Eine weitere Neuheit ist der Herbold-Naßschredder Typ HGM. Diese allseitiggepanzerte Zerkleinerungseinheit ist fürbesonders stark verschmutzte Kunststoff-abfälle, wie Landwirtschaftsfolien, entwi-ckelt worden. Das Zerkleinern stark ver-schmutzter Kunststoffe mit Wasserzugabe,bereits im ersten Prozessschritt, reduziertdas bekannte Verschleißproblem und stei-gert die Effektivität einer Landwirtschaftsfo-lien-Waschanlage beträchtlich.
Nicht nur für die Kompaktierung vonFolien, Fasern und Schaumstoffen zur Her-stellung rieselfähiger Agglomerate wirdder Plastkompaktor eingesetzt, auch amEnde einer Waschanlage zum Trocknenvon Dünn- und Stretchfolie ist er eine wir-kungsvolle Komponente, die wesentlichenergiesparender diesen Verfahrensschritterledigen kann als thermische oder batch-weise arbeitende Verfahren. Die optimierteZuführvorrichtung ermöglicht jetzt auchhöchste Leistungen bei sehr nassem Mate-rial oder Materialien mit extrem geringemSchüttgewicht.
Für die Feinmahlung, ein weitererSchwerpunkt des Herbold-Programms,steht die neuentwickelte Feinmühle PU650 zur Verfügung. Diese Maschine weistgegenüber konventionellen Mühlen eineBesonderheit auf: die Rotorachse ist verti-kal angeordnet, wodurch die Belastung aufdie Lagerung wesentlich reduziert werdenkonnte. Die Maschine baut dadurch auchsehr kompakt und wartungsfreundlich.
www.herbold.com
l Edgetek™ AM-Halogenfreie,flammwidrigeCompounds
Steigerung des Ge-schäftswerts undder Nachhaltig-keit: Dies sinddie Vorzüge desneuen Sortimentsvon RoHS-kon-formen Hochtem-peratur-Polyamid-Compounds, dieflammwidrig nachUL, GWFI und IECsind und eine ko-steneffektive, halo-genfreie Alternativezu den herkömm-lichen Technolo-gien bieten.
l Trilliant™ HC Compounds für die Me-dizintechnik
Dieses für die Einführung auf dem europä-ischen Markt anlässlich der K 2010 entwi-ckelte Portfolio von Spezial-Compoundsunterstützt die Lieferanten des streng re-gulierten Medizintechniksektors dabei,spezifische Leistungsziele zu erreichen,darunter: strukturelle Festigkeit, antimikro-bielle Wirkung, hochwertige Oberflächen-technik, leitende oder antistatische Eigen-schaften, effizientes Wärme-Managementund verbesserte Flammwidrigkeit.
„Unser Leitmotiv auf der K 2010 lau-tet ‚Make It Possible‘ und hebt den uner-müdlichen Einsatz von PolyOne für dieReduzierung der Betriebskosten und die

178 Österreichische Kunststoffzeitschrift 7/8 2010
K 2010 Messevorbericht
Halle 10, Stand B73K-Tron stellt Systems Engineering vorFür jeden Anwender eine massgeschneiderte Lösung entwickelnund als Projekt umsetzen – dies ist eine neue Dienstleistung, diedie K-Tron Process Group auf der K 2010 vorstellt.
K-Tron stellt auf dem Messestand ein Förder- und Dosiersystemfür schwer fliessende Pulver aus und zeigt hierbei auf, worauf esankommt.
Im realen Fabrikationsprozess müssen nicht nur unsere K-Tron-Komponenten ideal auf einander abgestimmt integriert werden,sondern es sind auch die Kundenbedürfnisse wie Infrastruktur, Au-tomatisierungsgrad, Reinigungsanforderung und anderes zu be-rücksichtigen. K-Tron hat Erfahrung bei der Konzeption und Monta-ge gut transportierbarer Anlagenmodule. Den Systemingenieuren
von K-Tron ist es wichtig, dieKundenbedürfnisse genauherauszuhören und umzu-setzen.
Um diese Kundenanfor-derungen zu erfüllen, hatK-Tron die erfahrensten In-genieure in Systems Engi-neering-Gruppen zusam-menfasst. Solche Gruppenoperieren in den USA, Asien,England, Deutschland undder Schweiz. Ein typischerK-Tron-Systemingenieur be-treut ein Projekt von der An-frage bis zur Inbetriebnah-me. www.ktron.ch
ERGE Distribution & Service GmbHHans-Sachs-Straße 16 • A- 9020 KlagenfurtTel. +43 463 287787 • Fax +43 463 [email protected]
TROCKNEN
HEIZENELEKTROW
ÄRMETECHN
IKFRANZMESSER
QUALITÄTS PRODUKTE SEIT 1927
Jia Xing ERGE Electric Heat Technology Co. Ltd.211 Yan Bei Road, Haiyan Zhejiang, China, Postcode 314300
Phone +86 (573) 86 16 00 66 • www.erge-online.cn
ENERGIE EFFIZIENZ
BesuchenSie
uns in Halle 11
Stand D 572010
Dosier- und Fördersystem in ei-ner Polyolefin Produktion.Foto: K-Tron
Halle 10, Stand J18Instron – Prüftechnik fürRohstoff und BauteilZur K 2010 präsentiert sich Instron auf alsuniverseller Ansprechpartner für die ge-samte Bandbreite der Kunststoffprüfung.Dabei reicht das Angebot an neu- undweiterentwickelten Prüfsystemen von derhochpräzisen Schmelzindexbestimmungbeim Rohstofferzeuger über Schlagwerkeund Systeme zur statischen und dyna-mischen Messung von Materialkennwertenbis hin zu anwendungsspezifischen Syste-men zur Evaluierung von Fertigteilen. Einneues Hochleistungs-Datenerfassungs-system und die ebenfalls neue Instron®Bluehill® 3-Prüfsoftware mit gesteigerterFlexibilität erleichtern das routinierte, nor-menkonforme Arbeiten im Prüflabor eben-so wie die zeitsparende Konfiguration undAbwicklung kunden- und anwendungsspe-zifischer Prüfungen.
Das neue, hochpräzise Mehrgewichts-Schmelzindexprüfgerät Ceast MMF7028von Instron ist auf die erhöhten Anforde-rungen der in Vorbereitung befindlichenISO/DIS 1133, T.2 abgestimmt. Teil seinesbesonderen mechanischen Konzepts ist dieausschwenkbare Heizkammer. Das Systemeignet sich zur automatisierten Durchfüh-rung von Tests mit bis zu fünf vorinstal-
Von der Schmelzindexmessung am Thermoplastischen Rohstoff bis zum Bauteiltest reicht das um-fangreiche Portfolio bewährter, weiter- und neu entwickelter Prüfsysteme, Datenerfassungssystemeund Softwarepakete, mit denen Instron die speziellen und hohen Anforderungen der gesamtenKunststoffbranche erfüllt. Foto: Instron
lierten, in beliebiger Reihenfolge anwähl-baren Gewichten.
Weiters präsentiert Instron das kom-pakte Fallwerk-Schlagprüfsystem Ceast9340 sowie das Universal-Pendelschlag-
werk Ceast 9050 für die instrumentierteoder nicht-instrumentierte Schlagprüfung,dessen steife monolithische Rahmenstruk-tur aus Gusseisen als Träger für alle Anbau-teile dient. Eine weitere Neuentwicklungenvon Instron ist das auf die Ceast-Pendel-schlag- und Fallwerke abgestimmte Daten-erfassungssystem DAS 64K, das jetzt mit 4Messkanälen und einer Speicherkapazitätvon 64 000 Messpunkten eine besondershohe Auflösung transienter Belastungsab-läufe ermöglicht.
www.instron.com

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 179
Halle 10, Stand A04Wittmann: „A box full ofinnovations“Die Teilnahme von Wittmann an der K2010 firmiert unter der Headline „A boxfull of innovations“. Ein Motto, das auf dieInnovationsfreudigkeit des Unternehmensverweist, das sich auf 460 m² Ausstellungs-fläche präsentiert. Wittmann stellt auf derheurigen K nicht weniger als 70 Exponateaus, darunter zahlreiche Neuheiten ausallen sieben Produktbereichen: Roboterund Automatisierungssysteme, In-Mold La-beling, Werkzeugtemperierung, Mühlen,Materialtrocknung, Förderung und Dosie-rung.
Am Wittmann-Messestand 10 A04 wer-den in erster Linie die spezifischen Vorteileeinzelner Peripheriegeräte herausgestellt.Wittmann Battenfeld hingegen (Halle 16,Stand D22) legt den Schwerpunkt auf diePräsentation kompletter Produktionszel-len, die neben den neuesten Spritzgießma-schinen auch die entsprechenden Periphe-rie-Lösungen beinhalten.
Neuheiten von Wittmann auf derheurigen K werden sein:l Im Produktbereich Roboter und Auto-
matisierungssysteme stellt Wittmann alsNeuheiten unter anderem das Robotmo-dell W873 und die Steuerungsgenerati-on R8 mit erweitertem Funktionsumfangvor.
l Im Bereich Temperierung führte das ste-tig anwachsende Interesse von Kunst-stoffverarbeitern an verbesserter Pro-
zesskontrolle nun zur Entwicklungdes neuen Messgeräts WFC 100, eineKombination aus Durchflussregler undDurchflussmessgerät.
l Die Basis-Temperiergeräte Temprobasic C90 und C140 sind bei hohem Be-dienkomfort und genauer Temperierungals offenes beziehungsweise geschlos-senes System einsetzbar und zeichnensich durch eine überkomplette Serien-ausstattung aus. Wittmann ergänzt nundas basic-Optionsprogramm (verstärktePumpe oder Anschlussbuchse für Au-ßenfühler) um eine Schnittstellen-Opti-on
l Der neuartige Radtrockner DrymaxAton vereint die Vorteile eines konstan-ten Taupunkts mit hoher Energieeffizi-enz. Diesen sehr widersprüchlichen An-forderungen wird der Trockner durchden vollkommen neuartigen Radaufbausowie durch einen patentierten Betriebs-modus, den so genannten EcoMode, ge-recht.
l Auf dem Gebiet der Materialförderungwerden mehrere neue Produkte gleich-zeitig präsentiert:– Zentralsteuerung eMax24, auf kleine
bis mittlere Förderanlagen mit bis zu24 Förderstellen und maximal 2 För-derpumpen ausgelegt, besticht durchein einzigartiges Preis-Leistungsver-hältnis.
– Auch der XM-Zentralfilter wurde über-arbeitet, und ist nun in neuer Form alsXM/B-Zentralfilter verfügbar.
– Das Kompaktfördergerät FeedmaxB105, das auf der K 2010 erstmalspräsentiert wird, vereint die Vorzüge
der größeren Abscheider der SerienB200 und B300 mit Just-In-Time-Ei-genschaften, die bei der Handhabungkleinerer Durchsätze oder kritischerMaterialien vorauszusetzen sind.
l Das neue gravimetrische Dosierge-rät Gravimax 14V präsentiert sich aufder K mit einem neuen Mischbehäl-ter, der dem Aufbau von statisch auf-geladenem Masterbatch entgegen-wirkt. Der neue Mischbehälter mitintegrierten „Ladungsbrechern“ be-wirkt ein gleichmäßiges Durchmischender einzelnen Komponenten, die imvorangegangenen Schritt mittels RTLS(= Real Time Live Scale) genauestensdosiert wurden.
l Eine neuartige IML-Anwendung wirdvorgestellt, die in 4 Kavitäten 300 mlfassende Rundbecher produziert, wobeiüberlappende Banderole-Label zumEinsatz kommen. Die Becher weisendurchgehend eine Wanddicke von 0,49mm auf, das Spritzgewicht pro Kavitätbeträgt 12 Gramm, die Gesamtzyklus-zeit 4,7 Sekunden.
l Im Produktbereich Mühlen stellt Witt-mann die MC34 Primus vor. Die Model-le der MC Primus-Serie sind konventi-onelle Schneidmühlen, die speziell fürdas Vermahlen von weichen bis mit-telharten Kunststoffen konzipiert wur-den. Diese werden künftighin die Lückeschließen, die zwischen der kostengün-stigen und beliebten Beistellmühle Witt-mann ML33 und der ZentralmühlenserieMC bestanden hatte.
www.wittmann-group.com
Foto: Wittmann

180 Österreichische Kunststoffzeitschrift 7/8 2010
K 2010 Messevorbericht
Ein weiterentwickeltes Modell des Farbdo-siergeräts Maguire® MGF hat bei den glei-chen kompakten Abmessungen mehr alsden doppelten Durchsatz des Original-Sy-stems und bietet den gleichen erheblichenPreisvorteil gegenüber konkurrierendengravimetrischen Geräten, wie von MaguireEurope bekannt gegeben wurde. Das Un-ternehmen wird das neue Dosiergerät aufder K 2010 vorstellen.
Das neue MGF-System wird zur Beschi-ckung von Kunststoffverarbeitungsmaschi-nen mit Farbstoffen und Additiven verwen-det und von einem Motor angetrieben, derzwar kleiner ist als beim früheren Farbdo-siergerät, Material aber im Vergleich zumSpitzendurchsatz des Vorgängermodellsvon 13,6 kg nun mit bis zu 36 kg pro Stun-de fördert. Dennoch kostet das Farbdosier-gerät noch immer so viel wie herkömm-liche volumetrische Farbdosiergeräte undfast 40 % weniger als gravimetrische Mo-delle anderer Hersteller.
„Der höhere Durchsatz des MGF-Farb-dosiergeräts erhöht den Anwendungsbe-reich dieses Systems ohne Kompromissebei Kompaktheit und Preis-Leistungs-Ver-hältnis“, sagte Paul Edmondson, Geschäfts-
führer von MaguireEurope. „Gleich-zeitig ermöglichtdieses weiterent-wickelte Systemmehr Unterneh-men die Nutzungder Vorteile gravi-metrischer Farbdo-siergeräte gegenü-ber volumetrischenGeräten, die der-zeit in der Branchevorherrschend sind.GravimetrischeFarbdosiergerätesind einfach we-niger kompliziert,leichter zu bedie-nen und genauer.“
Das MGF-Farb-dosiergerät verdankt seine Genauigkeitdem Einsatz von Wiegezellen, die denFarbstoff-Gewichtsverlust in einem (aufder Wiegezelle montierten) Trichter präzi-se überwachen, während das Material vonder Förderschnecke in die Verarbeitungs-maschine gespeist wird. Eine Software in
der Steuerung des Farbdosiergeräts scanntdie Farbenverbrauchsdaten jede halbe Se-kunde und justiert die Dosierung automa-tisch, sobald eine vorgegebene kumulativeAbweichung festgestellt wird.
www.maguire.com
Halle 10, Stand A26Maguire stellt optimiertes gravimetrisches Farbdosiergerät vor
Foto: Maguire
Halle 10, Stand A75X-Rite stellt neue leistungsstarke Farbmessgeräte vor
Mehrwinkel-Spektralfotometer von X-Rite.Foto: X-Rite
X-Rite Europe GmbH wird auf der K 2010erstmalig die Leistungsstärke seiner ge-samten Produktfamilie von Mehrwinkel-Spektralfotometern MA94, 96 und 98 prä-sentieren.Die Vertreter von X-Rite werdenzeigen, wie diese neue Familie von Mehr-winkel-Spektralfotometern sowie weitereMessgeräte und Software die Automobil-zulieferer, Verpackungsunternehmen, Ge-rätehersteller und andere Unternehmenbei der Kontrolle der Farbe und Aufrecht-erhaltung einer exakten Farbsteuerung fürdie von ihnen gemischten und verarbei-teten Kunststoffe unterstützen.
Neben den neuen Mehrwinkel-Spek-tralfotometern wird X-Rite Europe auch be-rührungslos messende Spektralfotometer,wie das VS450 und VeriColor Spectro, fürden industriellen Einsatz sowie portableund Tischgeräte vorstellen.
„Die Spektralfotometer MA94 undMA96 sind Farbmessgeräte der nächstenGeneration und optimierte Versionen desSpektralfotometers MA68II von X-Rite, dasjahrelang bei vielen Herstellern in zahl-reichen Branchen auf der ganzen Welt un-ermüdlich im Einsatz ist“, erläutert FelixSchmollgruber, Produktmanager für X-RiteEurope, der auch für den Mittleren Osten,Afrika und Asien verantwortlich ist.
Die Geräte MA94, 96 und 98 schließen diefolgenden Bauteile und Funktionen ein:l Anzeige der Messstellen mit der von
X-Rite entwickelten JOBS-Workflow-routine und ihren Text- und visuellenHinweisen sowie Erfassung der zu ana-lysierenden Messdaten mit der inte-grierten Software X-ColorQC®
l Kurze Messzeit von etwa 1 Sekunde, Be-rechnung und Anzeige in nur 2 Sekun-den
l Netzbetrieb oder Akkubetrieb für über 1400 Messungen pro Akkuladung
l Datenerfassung über USB 2.0 oderdrahtlos über Bluetooth
l Halbleiter-Drucksensoren und LEDs, diesignalisieren, wann das Gerät richtig ander Probe aufliegt, wodurch die Wieder-holgenauigkeit erhöht wird
l Lampenmodule, die sich problemlosund ohne Auswirkung auf die Messer-gebnisse austauschen lassen
l Kompatibilität zu älteren Geräten von X-Rite, wodurch sich vorhandene Daten-banken weiterverwenden lassen
l Software mit Bedieneranweisungen mitText- und visuellen Hinweisen.
www.xrite.com

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 181
Halle 10, Stand D40Hekuma mit Automatisie-rungslösungenDie Hekuma GmbH, Hersteller von Au-tomatisierungslösungen für Spritzgieß-systeme mit Sitz in Eching bei München,ist mit einer umfassenden Produktpräsen-tation auf der K 2010 vertreten. Ergän-zend zur Produktübersicht auf dem eige-nen Messestand werden Hekuma-Anlagenim laufenden Betrieb auf den Messestän-den von Partnerfirmen gezeigt. Der Heku-ma-Stand bietet einen Überblick über dasumfassende Leistungsangebot zur Hochlei-stungsmanipulation und -verarbeitung vonSpritzgussteilen.
Als Exponate werden zwei Messeneu-heiten präsentiert:l Konzept-Anlage mit neuen Lösungen
zur Qualitäts- und Produktivitätsstei-gerung. Das Automatisierungssystemdemonstriert Möglichkeiten zur Steige-rung der Produktivität bei derzeit nochfrei fallend produzierten Formteilen undwie gleichzeitig Wettbewerbsvorteiledurch eine Steigerung der Produktqua-lität erzielt werden können. Zusätzlichwird demonstriert, wie ein standardi-
siertes System an unterschiedliche Pro-duktionsbedingungen angepasst werdenkann.
l Die neue HekuCell, eine äußerst kom-pakte und flexibel einsetzbare Hoch-leistungs-Manipulationszelle zur Kom-bination mit kleinen bis mittlerenhorizontalen Spritzgießmaschinen. Miteinem 6-Achs-Dreharmroboter, konzi-piert für die seitliche Teileentnahme ausder Spritzgießmaschine, ist sie eine inte-ressante Einstiegsoption in das automa-tischeTeilehandling an schnell laufendenSpritzgießmaschinen. Ursprünglich fürBemusterungen, Pilot- und Null–Serien-Produktionen zur Qualifizierung undOptimierung von Hochleistungswerk-zeugen entwickelt, bietet die HekuCellvor allem durch ihre kompakten Abmes-sungen auch Vorteile für Sonderfälle imStandardspritzguss, und zwar besondersbei beengten Platzverhältnissen in derProduktion – sowohl zwischen den Ma-schinen, als auch bei niedrigen Hallen-höhen.Ergänzt wird der Hekuma-Messeauf-
tritt durch weitere Anlagenbeispiele aufden Messeständen von Partnerfirmen wieEngel, Fanuc und TSL.
www.hekuma.com
Die von Hekuma entwickelte HekuCell istein Standardmodul zur Automatisierung derTeileentnahme an eine Spritzgießmaschine mitkleiner und mittlerer Schließkraft. Durch dieVerwendung eines 6-Achs-Dreharmroboters istder benötigte Bewegungsraum klein, entspre-chend klein ist der Platzbedarf der HekuCell.
Foto: Hekuma
Halle 10, Stand D42EAS mit Innovationen fürdas SchnellspannenDas niederländische Unternehmen EASEurope B.V. bietet in Halle 10, Stand D42einen umfassenden Querschnitt über dieMöglichkeiten beim automatisierten Werk-zeugspannen – hydraulisch/mechanischund magnetisch – als auch beim Kuppelnvon Energie und Medien. Dabei steht vorallem die Programmerweiterung bei Ma-gnetspannsystemen, speziell für Hoch-temperaturanwendungen, im Fokus. Beihydraulischen Spannsystemen wurde dasumfassende Angebot um neue Spannele-mente speziell für Maschinen mit T-Nuten-Platten erweitert.
MagnetspannsystemeSeit der Übernahme der Magnetsystemefür Kunststoffmaschinen von Walker-Brail-lon im Jahr 2005 wurde dieser Geschäfts-bereich zu einem Tätigkeitsschwer-punktder EAS Europe B.V ausgebaut. SichtbaresZeichen dieser Schwerpunkt-setzung istdie Eröffnung einer eigenen Magnetsystem-fertigung in Wujiang in China im Dezem-ber 2008. Über den Standort China ist derZugang zu den besten Permanentmagnet-Qualitäten gesichert. Diese Qualitätensind die Grundlage für das EAS-Programman Magnetspannsystemen. Als Messeneu-heit bringt EAS die neue EAS-y-MAG-Ty-penreihe. Als Magnetelemente werdendie, vom Pressmag SP 100-Magnetspan-nsystem bekannten, quadratischen Ma-gnetpole mit 47mm Seitenlänge einge-
Betriebsfertiges Magnetspannsystem der neuenEAS-y-MAG-Typenreihe mit 47 mm × 47 mmQuadratpolelementen. Foto: EAS Europe B.V.
setzt. Jedes 47mm²-Pol-Paar entwickelt beivoller Überdeckung eine Haltekraft von2,2kN. Durch die kleinen Abmessungender Magnetpolelemente ergibt sich einedichte Verteilung des magnetischen Flussesvon der Platte zum Werkzeug. Die kom-pakten Abmessungen der Magnetelemente
erlauben vergleichsweise „schlanke“ Ma-gnetspannplatte mit einer Dicke von ledig-lich 38 mm. Somit wird nur ein geringerAnteil der Einbauhöhe der Spritzgießma-schine von einem nachgerüsteten Magnet-spannsystem beansprucht. Ein weitererVorteil der „kleinen“ 47mm²-Magnetpoleist die hohe Flexibilität bei der Verteilungder Spannkraft rund um die Auswerfer-bohrungen und die Öffnung für den Zen-trierring. Dies bringt Haltekraft-vorteile vorallem bei kleinen Werkzeugen.
Einfach wirkende „Rocker Clamps“Zur Abrundung des bekannten Hydrau-lik-Spannelemente-Programms präsentiertEAS eine neue Spannelemente-Baureihefür Maschinen mit T-Nuten–Aufspannplat-ten. Sie können in den T-Nuten flexibel po-sitioniert werden, entweder von Hand ausoder über pneumatische Verschiebeein-heiten. Der wesentliche Unterschied zuden konventionellen hydraulischen Span-nelementen ist, dass nur eine Hubbewe-gung, nämlich der Spannhub hydraulischbetätigt ist.
Typenprogramm anMedienkupplungen erweitertDas traditionell umfassende Angebot anMono- und Multikupplungen zur Verbin-dung von Wasser- und Ölkreisläufen wurdenochmals erweitert. Es werden zusätzlicheGrößenabstufungen, zur individuellerenAnpassung der Energie- und Medien-ver-sorgung an die Größe der Spritzgießform,in das Lieferprogramm aufgenommen.
www.easchangesystems.com

182 Österreichische Kunststoffzeitschrift 7/8 2010
K 2010 Messevorbericht
Halle 10, Stand D42/D50Halle 11, Stand E25Hahn Automation mit Ro-botern, Automatisierungs-zellen und TemperierungDie Hahn Automation GmbH, Herstellervon Linearrobotern, Temperiergeräten undAutomatisierungsanlagen für die Gummi-,Kunststoff- und Metallindustrie wird auf derK 2010 erstmals mit zwei Messeständenpräsent sein. In Halle 11, Stand E 25 prä-sentiert Hahn sein Programm an Roboternund Automatisierungszellen. Der zweiteStand in Halle 10, Stand D 42/D50 ist einGemeinschaftsstand mit derniederländischen PartnerfirmaEAS Europe B.V. und stellt dieKühl- und Temperiertechnikfür Spritzgießwerkzeuge samtder Schnellkupplungstechnikfür die Medienverbindungenin den Mittelpunkt der Präsen-tation. Die Hahn Automationmit dem Firmensitz in Rhein-böllen in Rheinland-Pfalz hatseit 2007 ihr Angebot für dieKunststoffindustrie kontinuier-lich ausgebaut.
Automatisierung rund umdie SpritzgießmaschineDazu wird auf dem Haupt-stand der Hahn Automationin Halle 11, E25 das neue Pro-gramm an Linearrobotern, An-guss-Pickern und Automatisie-rungszellen vorgestellt.
Das Hahn-Linearroboter-Kom-plettprogramm Mit der Über-nahme der Roboterprodukti-onen der deutschen RemakMaschinenbau GmbH und derSchweizer GHS AutomationGmbH kamen zwei Linearro-boter-Baureihen in das Pro-duktportfolio der Hahn Auto-mation. Sie wurden in Folgezusammengeführt und tech-nisch überarbeitet. Das Er-gebnis ist das neue Hahn-Komplettprogramm mit denBaureihen SmartLine, FlexLineund ProLine, sowie die An-guss- und Kleinteile-Entnah-megeräte der Baureihen Smart-Picker und ProPicker.
MasterCell für Reinrauman-wendungen Zunehmend wer-den Weiterverarbeitungen, wiePrüfen, Versiegeln, Montieren,direkt in-line neben der Spritz-gießmaschine durchgeführt.Dabei muss die Automations-anlage sowohl hinsichtlich Zy-kluszeit, als auch der Zuverläs-sigkeit dem Spritzgießprozessebenbürtig sein. Hahn setztdazu auf die neueste Version,
des 2006 erstmals vorgestellten Master-Cell-Konzepts.
Die neu entwickelte MasterCell-Clean-Room ist für Bearbeitungsvorgänge unterReinraumbedingungen gemäß Klasse 8und 7, alternativ 6 und 5 nach DIN EN ISO14 644-1 ausgelegt. Sie ist als standardi-sierte Automatisierungsplattform zur Kom-bination mit Spritzgießmaschinen in derMedizintechnik- oder der Pharmaproduk-tion konzipiert.
Kühl- und Temperiertechnik fürSpritzgießwerkzeugeDieses Thema ist eine Gemeinschaftsprä-sentation der Firmen Hahn Automation undEAS Europe in Halle 10 D42/D50. Dabei
werden die Hahn-Kühl- und Temperierge-räte der neuesten Generation in Kombina-tion mit der entsprechende Schnellkupp-lungstechnik zu den Spritzgießwerkzeugenvorgestellt.
Die Hahn-Wasser-Temperiergeräte DieBasis des Hahn-Angebotes ist das neueWasser-Temperiergerät unter dem Produkt-namen BaseTemp. Mit einer Heizleistungvon bis zu 9 kW und einer Kühlleistungvon bis zu 26 kW, einer Pumpenleistungvon bis zu 60 l/min bei 4 bar Systemdruckund einer Touch-Screen-Mikroprozessor-steuerung bietet dieses robuste und zu-verlässige Gerät ausreichend Leistung fürTemperieraufgaben bis 90 °C. Es ist als Ba-sisausrüstung für jeden Spritzgießbetriebkonzipiert. Für höhere Ansprüche an die
;snc lwx hlr Vrxhvrhkphr ghw Vpgcwek Ksr�hvrw plx {hox{hlx phkv cow SdzzzMlxcvdhlxhvrolrrhr cr vyrg &Sz WhvxvlhdwY yrg Lsjlwxlnwxcrgsvxhr lr Ddhv ^S L)rghvrdyow hlrhv ghv lrxhvrcxlsrco iDkvhrghr Hhvwxhoohv zsr T~wxhpwekcoyrjhr wxhkhr {lv iDvisvxwekvlxxolekh L>wyrjhrN pc#jhwekrhlghvxh ;lhrwxohlwxyrjwtcnhxh yrg cywjhtv)jxhThvzlehYRycolx)xd
FDv ghr {hlxhvhr yywdcy yrwhvhv ynxlzlx)xhr lr ghv Fsvwekyrj q Drx{lenoyrj wyekhr {lviDv yrwhv Hhcguycvxhv lr ypwxhxxhr hlrhor
Kunststofftechniker/in
Ikvh yyijcdhr+2 ;yvekiDkvyrj yrg �dhv{cekyrj zsr Whvwyekhr2 %hcvdhlxyrj zsr Drx{lenoyrjwcyijcdhr yrg Qvsgynxcgctxlhvyrjhr2 Dvwxhooyrj xhekrlwekhv Xhxxdh{hvdwzhvjohlekh2 McvnxY yrg QvsgynxdhsdcekxyrjN wxcxlwxlwekh yyw{hvxyrjhr2 VrxhvwxDx�yrj ghv Qvsgynxlsrwypwhx�yrj2 Dvwxhooyrj zsr Drx{lenoyrjw�hlekryrjhrN yyxsecg Mhekcrleco ;hwnxst
Ikv Qvsilo+2 ydjhwekoswwhrh yywdlogyrj lp Fcekdhvhlek Kyrwxwxsii "HULN FH sghv Lhkvh plx
ocrjm)kvljhv %hvyiwhvickvyrj-2 WhvickvhrwY yrg Qvs�hwwnhrrxrlwwh �yv Hhvwxhooyrj yrg Whvcvdhlxyrj zsr Kyrwxwxsiihr2 Gyxh Drjolweknhrrxrlwwh yrg mhgh {hlxhvh Fvhpgwtvcekh zsr Wsvxhlo2 Thkv jyxh MTYOiilehYKhrrxrlwwhN yyxsecg Mhekcrleco ;hwnxst2 Scwekh yyiicwwyrjwjcdh yrg crco~xlwekhw ;hrnzhvp>jhrN Mhxksghrnhrrxrlwwh �yv
L>wyrjwilrgyrj2 KsrxcnxY yrg Ksppyrlncxlsrwi)kljnhlx2 \hlxolekh yrg >vxolekh Foh}ldlolx)x
VrxhvwxDx�x zsr hlrhp Mhrxsv yrg hlrjhdyrghr lr hlr nspthxhrxhw Uhcp hv{cvxhx Tlhhlrh lrxhvhwwcrxh yrg zlhowhlxljh Hhvcywisvghvyrjd Xhrr Ikrhr rsek gc�y icekolekh yrgthvw>rolekh Drx{lenoyrj plx tvsihwwlsrhoohv VrxhvwxDx�yrj {lekxlj lwxN gcrr dh{hvdhr Tlhwlek srolrh Ddhv yrwhvh Hsphtcjh {{{dgsncdesponcvvlhvh
;snc Irgywxvlh GpdHN Mcjd Hcvcog TekcypDoohvN Jswhi Vpgcwek Qocx� &N ==zz ypwxhxxhrUhod+ CH= "z- iHi2 ^zSY2S=z
Doka. So formt man Zukunft!

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 183
Leistung steht die Hahn ProTemp-Baurei-he zur Verfügung. Die Geräte dieser Bau-reihe sind ebenfalls Wasser-Temperierge-räte, jedoch mit einem Pumpendruck biszu 6 bar.
Das PulseTemp-System Für komplexeTemperieraufgaben bietet die Hahn Auto-mation die PulsTemp- Impuls-Temperier-geräte für bis zu 48 Kühlkreisläufe an. Fürjeden Kreislauf können die BetriebsartenImpulskühlung, Temperierung, Tempera-turüberwachung und Automatik gewähltwerden, entweder manuell oder automa-tisch von der Prozesssteuerung. Das bietetdas Potenzial, individuell für jeden Werk-zeugbereich die effizienteste Kühlmethodeeinzusetzen und so das Maximum aus demKühlprozess heraus zu holen. Darüber hi-naus besitzt jeder Kreis eine integrierte
Die MasterCell-CleanRoom ist, ebenso wie dieStandard-MasterCell, in diversen Größen undmodularer Ausstattung verfügbar.
Foto: Hahn Automation
Durchfluss- und Temperaturmessung imWasserrücklauf.
SmartCool-Kältemaschinen Neu im Hahn-Produktportfolio sind eigene luftgekühl-te Kältemaschinen. Die SmartCool – Kühl-geräte stellen eine optimale Ergänzung zuden bestehenden Temperierlösungen dar.Robuste und leistungsstarke Zentrifugal-pumpen und rostfreie, isolierte - Wasser-tanks garantieren eine hohe Verfügbarkeit.Die Kühlleistungen liegen im Bereich von2 bis 270 kW.
www.hahnautomation.com
Halle 11, Stand B78Hilma forciert schnellenWerkzeugwechselNeuheiten aus der Magnetspanntechnikfür den schnellen Werkzeugwechsel undfür kurze Maschinenstillstandszeiten inder Kunststoff und Gummi verarbeitendenIndustrie präsentiert die Hilma-RömheldGmbH auf der K 2010. Hierzu gehörenvier neue Magnetspannplatten für unter-schiedliche Temperaturanforderungen,spezielle Systeme für vertikale Pressen undeine neue Steuerung, die höchste Ansprü-che an Zuverlässigkeit erfüllt.
Schnellspannsysteme fürunterschiedliche TemperaturbereicheMit einer Ausweitung des Angebots in derMagnetspanntechnik bietet Hilma nun auchspezielle Spannelemente für die Kunststoff-verarbeitung bei niedrigeren Temperaturenund auf vertikalen Pressen. Vier neue Ma-gnetspannplatten sind für unterschiedlicheTemperaturbereiche vorgesehen und fürmaximale Arbeitstemperaturen von 80 ºC,
Neue Steuerung mit angepasstem PerformanceLevel für eine Spritzgießmaschine mit 35 000kN Schließkraft. Foto: Hilma
120 ºC, 180 ºC oder 230 ºC ausgelegt. An-wender können so – unabhängig davon,ob sie Thermoplaste, Elastomere, Duro-plaste oder Kautschuk verarbeiten – die fürsie passende Magnetspanntechnik entspre-chend den Anforderungen des zu verar-beitenden Werkstoffs wählen. Ein weiteresMagnetspannsystem hat Hilma speziell fürvertikale Pressen entwickelt. Nach der in-zwischen erfolgten Abnahme durch denTÜV zeigt es das Unternehmen auf der Kerstmals dem Publikum.
Hilma erleichtert denkostengünstigen Einstieg in dieMagnetspanntechnikDie Neuentwicklungen ermöglichen eben-so wie die 2009 vorgestellten, standardi-sierten Magnetspannsysteme der Produkt-linie Clamp & Go den kostengünstigenEinstieg in die Schnellwechseltechnologie.Alle elektromagnetischen Spannelementevon Hilma zeichnen sich dadurch aus, dassmit ihnen sämtliche nicht genormte Spritz-gießwerkzeuge ohne Änderungen amWerkzeug problemlos und schnell ausge-wechselt werden können. Dank der vollflä-chigen Spannkraft der Magnetspannplatten
führt diese Technik zu einer hohen Pro-zesssicherheit, vermindertem Ausschuss,einem geringeren Werkzeugverschleiß undreduzierten Instandhaltungskosten.
Vor dem Hintergrund der neuen Maschi-nenrichtlinie 2006/42/EG hat Hilma außer-dem die Steuerung der Magnetspannplat-ten entsprechend den neuen Vorschriftenüberarbeitet. Mit einem der Maschine oderPresse angepassten Performance Level lei-stet die neu entwickelte Steuerung einenzuverlässigen und hohen Beitrag zur Risi-kominimierung beim Einsatz der Magnet-spanntechnik.
www.hilma.de
Halle 7A, Stand B02Waldorf Technik bietetSicherheit bei AutomationDie Waldorf Technik GmbH & Co. KG ausdem baden-württembergischen Engen istSpezialist bei der Automation von Spritz-gießproduktionen. Das Unternehmen setztauf sichere Lösungen, was vor allem inder Medizintechnik von Kunden geschätztwird. Zur K 2010 ist Waldorf Technik beiNetstal, Halle 15, Stand D24 und bei Sumi-tomo Demag, Halle 15, Stand D22 sowieeinem eigenen Info-Stand, Halle 7A, StandB02, vertreten. Präsentiert wird bei Netstaldie kavitäten-spezifisch größte medizin-technische Anlage, die jemals auf der K ge-zeigt worden ist.
„Wir schaffen innovative Lösungen fürdie Medizintechnik und die Verpackungsin-
Foto: Thomas Behne
dustrie“, sagt Wolf-gang Czizegg, derGeschäftsführer vonWaldorf Technik. FürmedizintechnischeAnbieter werdenAutomatisierungenan Spritzgießma-schinen konzipiertfürVerbrauchsartikelwie Kontaktlinsen,Labormittel wie Pi-petten oder Gefäße,Injektions-Pens fürInsulin oder Petri-schalen, kurz alles,was in großen Men-gen aus Kunststoffin der Medizintechnik verwendet wird. „ImVerpackungsbereich erschließen wir uns mitKunststoff statt Glas und Blech einen neuenMarkt“, sagt Wolfgang Czizegg. www.waldorf-technik.de

184 Österreichische Kunststoffzeitschrift 7/8 2010
K 2010 Messevorbericht
Halle 13, Stand B91-5Extreme Coatings zeigtSchneckenbeschichtungmit WolframkarbidExtreme Coatings, eine der weltweit führen-den Marken für wolframkarbidbeschichte-te Plastifizierschnecken sowie für paralleleund konische Doppelschnecken und kon-tinuierlich mischende Rotoren, wird seinebreite Produktpalette und Dienstleistungenauf der K 2010 vorstellen. Besucher wer-den die Möglichkeit haben, Beispiele derWolfram- und Chromkarbid-Beschich-tungen und ins Detail gehende Exponatezu besichtigen, die verdeutlichen, wie Kar-bid die Lebensdauer von Komponentenverdoppeln bis verfünffachen kann.
Mit einer Erfahrung von über 30 Jahrenauf dem Gebiet der Verschleiß-Resistenz-technik und dem Schweißen von Metall-legierungen, ist die Surface Engineeringand Alloy Company Inc, St. Petersburg inFlorida, USA, einer der führenden Exper-ten auf diesem Gebiet. Unter der MarkeExtreme Coatings setzt das Unternehmenseine Kompetenz und Technologie an ex-trem komplizierten Oberflächen ein, wiezum Beispiel bei Schneckengängen. CurtKadau, Präsident der Surface Engineering& Alloy, erklärt: „Unsere Kunden, also Her-steller von Schnecken, strebten mehr undmehr nach verschleißfesten Materialienfür die Herstellung von Plastifizier-Kom-ponenten. Wir perfektionierten lediglicheine bereits vorhandene Idee. Der Einsatzder thermischen Spritzmethode (Flamm-spritzverfahren) bei Hartmetallen ist dierentabelste Verfahrensweise, um die Cha-
rakteristiken der Oberflächenabnutzungzu verbessern. Die Schwierigkeiten lagenbisher bei der Beschichtungshaftung, demPolieren des Materials aus Hartmetall undder rechtzeitigen Vollendung der Projekte.Zu allererst eruierten wir, warum andereBeschichtungen misslangen, und wir be-hoben auftretende Abweichungen. An-schließend entwickelten wir ein Diamant-poliermittel, um eine Hochglanzpolitur zuerreichen. Letztendlich spezialisierten wiruns auf das Gebiet der Förder- und Pla-stifizierschnecken-Beschichtung, so dassunsere Arbeit innerhalb eines Zeitraumsvon höchstens 10 Tagen vollendet werdenkann.“
DerVertriebspartner Groche Technik ausKalletal, Deutschland, wird Schnecken derExtreme Coatings auf der K 2010 in Halle13, Stand D 60 zeigen.
www.extremecoating.com
Verschleiß aufweisende 105-mm-Schnecke (links) und wolframgeschützte 105-mm-Schnecke (rechts) nach Einsatz mit 40 Prozent glasfaserverstärktemKunststoff. Fotos: Thomas Kvinge
Halle 13, Stand D 60Langlebig widerstandsfähige Schnecken von GrocheWiderstandsfähige und langlebige Plasti-fizierschnecken sind die Besonderheiten,welche die Groche Technik GmbH, Kalle-tal, bei der K 2010 präsentiert. Auf den er-sten Blick verraten sie nicht, dass sie einedrei- bis vierfache Standzeit und Dauerfe-stigkeit im Vergleich mit Standard-Schne-cken besitzen. Ungeachtet der – wegender speziellen Wolframkarbid-Beschich-tung – höheren Einstandskosten rechnetsich die Investition in jedem Fall bei derVerarbeitung von aggressiven Kunststoff-Abmischungen in der Spritzgieß-, MIM-,Extrusions- und Duroplasttechnik.
Große Bandbreite anEinsatzmöglichkeitenWie Armin Groche erläutert, eignen sichSchnecken und Zylinder des KalletalerSpezialisten für alle gängigen Werkstoffe inder Kunststoffindustrie. „Wir liefern Schne-cken für Standard-Thermoplaste, aber auchSchnecken und Zylinder für die Gummi-oder Silikonverarbeitung. Zudem werdenSchnecken für Duroplaste angeboten. Hier
ist dieVerschleißfestigkeit wichtig, weshalbwir mit spezieller Beschichtung arbeiten“,erläutert Armin Groche. Für Kunststoffemit hohem Glasfaseranteil und wenig Kor-rosionswirkung setzt Groche auf eine Be-schichtung aus 88 Prozent Wolframkarbidund 12 Prozent Kobalt, die in einer Dickevon 0,125 bis 0,25 mm den Spezialstahlder Schneckenumgibt. Bei Kunst-stoffen mit höhererKorrosionswir-kung wird diesel-be Beschichtungauf Nickelbasisangeboten. „Undfür Kunststoffe,die eine extremhohe Korrosionverursachen, wiezum Beispiel PFA,PMMA, PC oderFluorpolymeren,bieten wir die Spe-zial-BeschichtungGT4000 auf Ni-
ckel- und Chrombasis an“, erklärt ArminGroche. Dank des neuen HVOF-Verfah-rens, mit dem die Schnecken veredelt undvergütet werden, kann Groche Technik füralle Beschichtungen doppelte Standzeitenbei fast allen Anwendungen garantieren.
www.gt-plast.deFoto: Thomas Behne

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 185
Internationale MesseNr. 1 für Kunststoff undKautschuk weltweit
k-online.de
Gesell GmbH & Co. KG
Sieveringer Str. 153
1190 Wien
Telefon: (01) 320 50 37
Telefax: (01) 320 63 44
E-mail: [email protected]
Internet: www.gesell.com
Online-Services +++ Kartenvorverkauf und Aktivierung
der Eintrittsgutscheine +++ www.k-online.de/1130
wichtigste Messe!It’s K-time, das heißt: Rund 3.000 Aussteller aus über
50 Ländern präsentieren die neuesten Produkte und
Konzepte, von der Standard- bis zur Hightechlösung.
Das quantitativ und qualitativ erstklassige Angebot
macht die K zur weltweit wichtigsten Business- und Kon-
taktplattform für alle Anwenderindustrien. In 19 Hallen
sind vom Marktführer bis zum Nischenanbieter alle ver-
treten, die die Zukunft der Branche entscheiden. Seien Sie
dabei, wenn sich die Weltklasse der Kunststoff- und Kau-
tschukanbieter in Düsseldorf trifft!
Halle 14, Stand A 41Universelle Vakuumkammerpresse vonWickertWickert wird mit der WKP 5000 S eine universell einsetzbare Va-kuumkammerpresse für Kompressions- und Transferverfahren mitPressflächen bis 700 mm × 800 mm vorstellen. Dies ermöglichtWerkzeuge mit sehr hohen Kaliberzahlen. Mit einer Presskraft von5 500 kN stehen im Transferzylinder Spritzdrücke bis zu 350 kg/cm² zur Verfügung. Das Transferverfahren erlaubt viele Anspritz-punkte am Teil. Die Maschine kann sowohl im Heißkanal- als auchim Kaltkanal-Transferverfahren eingesetzt werden und ist für dieTemperierung des Transfertopfes vorbereitet.
Die Vakuumkammer sorgt auch bei komplizierten Teilegeome-trien für ein zuverlässiges Evakuieren der gesamten Form, bevordiese ganz geschlossen ist. Dadurch werden Lufteinschüsse so gutwie ausgeschlossen. Die Heizplatten der Presse sind mit einer 6-Zonen-Regelung ausgeführt, die eine Temperaturverteilung auch inden äußeren Nestern von ± 1°C gewährleisten. Durch diese ho-mogene Temperaturverteilung in den einzelnen Nestern kann dieHeizzeit in der Regel stark verkürzt werden.
WKP 5000 S – eine universell einsetzbare Vakuumkammerpresse fürKompressions- und Transferverfahren mit Pressflächen bis 700 mm ×800 mm. Foto: Wickert
Komfortables Trenn- und KlappsystemDas Trenn- und Klappsystem ermöglicht die komfortable Sicht-kontrolle aller Funktionsflächen im Werkzeug durch den Bedie-ner. Reinigungsvorgänge können schnell und bequem durchge-führt werden. Der weggeklappte Transfertopf wird während derOffenzeit der Presse auf der linken Seite beheizt. Der Ausstoßerauf der rechten Seite kann sowohl von oben nach unten, als auchvon unten nach oben ausstoßen. Dies ermöglicht die hydraulischeDrehvorrichtung für das Werkzeugmittelteil. Für den Bereich unterdem Ausstoßer werden Auffangsysteme angeboten, die als Schub-lade oder Förderband lieferbar sind.
Das Werkzeugtrennsystem, das bei ausgefahrenem Schiebetischdurch die untere Heizplatte hindurch aktiv wird, ist hydraulischsynchronisiert und trennt die Werkzeugplatten parallel, so dassBeschädigungen am gefertigten Teil vermieden werden. Dank derspeziellen Konzeption bleibt der Freiraum vor der Presse erhaltenund auch der Presseninnenraum ist für den Bediener zugänglich.
Diese Vakuumkammerpresse der WKP 5000 S-Serie eignet sichvor allem für Gummi-Metall-Verbindungen. Durch die gute Zu-gänglichkeit der Werkzeugplatten ist das Einlegen der Metallteilemittels Loading-Racket sehr einfach. Außerdem lässt sich gut prü-fen, ob alle Teile lagerichtig in den Kavitäten sitzen.
www.wickert-presstech.de

186 Österreichische Kunststoffzeitschrift 7/8 2010
K 2010 Messevorbericht
Halle 13, Stand A43BOY mit kompaktgebauten MaschinenMit neuem Slogan „Große Maschinen –kompakt gebaut” präsentiert sich BOY aufder K 2010. Eindrucksvolle Anwendungenverdeutlichen die Mehrwerte, die BOY-Spritzgießautomaten bieten. Mit insgesamt16 Exponatmaschinen demonstriert BOYals Spezialist für Spritzgießautomaten imSchließkraftbereich unter 1000 kN wie kom-pakt große Technik gebaut werden kann.
Modulares Fertigungskonzept fürmehr Präzision und WirtschaftlichkeitGleich neun Maschinen der neu einge-führten Baureihe BOY XS werden auf derK 2010 präsentiert. Auf dieser Maschinen-type lassen sich Mikro- und Kleinteile mitEinspritzvolumina zwischen 0,1 und 8,0cm³ vollautomatisch, präzise und höchst ef-fizient herstellen. Die BOY XS ist als Hori-zontalmaschine und Umspritzautomat lie-ferbar. Die Aufstellfläche beträgt nur 0,8bzw. 0,6 m². Damit ist die Maschine effek-tiv so kompakt wie eine Tischmaschine, ver-fügt aber über alle Funktionalitäten größererMaschinen einschließlich der Spitzensteu-erung Procan Alpha®. Sie ist voll geeignetfür den harten industriellen Dauereinsatz.Die BOY XS bietet alle wirtschaftlichen Vo-raussetzungen dazu mehrfach mit Einfach-Werkzeugen statt größerer Maschinen mit
Mehrfach-Werkzeugen eingesetzt zu wer-den. Auf der K 2010 präsentiert sich dieBOY XS als ultrakompaktes Multitalent mitvielen interessanten Anwendungen.
Eine optimale Integration von Periphe-rie- und Handlinggeräten steht bei den ge-zeigten BOY XS im Vordergrund ohne zu-sätzlich benötigte Aufstellfläche sind diePeripheriegeräte zum Trocknen, Fördernund Einfärben platzsparend positioniert.Dabei kommt ein neues, auf die BOY XSzugeschnittenes Handlinggerät zum Ein-satz. Neben den Funktionen Teile entneh-men oder absaugen lassen sich auch Teilein das Werkzeug zuführen.
Servomotorischer PumpenantriebEin weiterer Schwerpunkt der BOY-Expo-nate sind die Maschinen der BOY E-Bau-reihe. Diese Maschinen vereinigen dieVorteile eines hydraulischen und elektro-mechanischen Antriebs, haben einen deut-lich niedrigeren Energiebedarf, verfügenüber höchste Präzision und einen dyna-mischen, schnelleren Bewegungsablauf.Die Geräuschentwicklung konnte erheb-lich reduziert werden.
Bewährte TechnologienAuf einer BOY 22 A (220 kN Schließkraft)wird die Fertigung von Duroplast-Teilengezeigt. Die BOY 22 A ist ein höchst aus-gereiftes Produkt, welches sich schon seitJahrzehnten in maschinenbaulich nahe-zu unveränderter Weise im Fertigungspro-gramm des Spritzgießmaschinenherstellersbefindet.
Eine weitere Spezialität von BOY sinddie Umspritzautomaten. Auf je einer BOYXS V und einer BOY 35 VV werden inte-ressante Anwendungen des Umspritzensvon Einlegeteilen gezeigt. Durch die fest-stehende untere Schließplatte wird ein Ver-rutschen des eingelegten Teils währenddes Schließvorgangs vermieden. WeitereVorteile sind die freie Zugänglichkeit zumWerkzeug und die Möglichkeit Automati-onseinrichtungen auf dem Maschinenge-stell platzsparend unterzubringen.
www.dr-boy.de
Halle 13, Stand B63Faszination PUR beiHenneckeDie Hennecke GmbH entwickelt seitmehr als 60 Jahren erfolgreich Maschi-nen und Anlagen zur Polyurethan-Verar-beitung. Auf der diesjährigen K präsen-tiert das Traditionsunternehmen aus SanktAugustin nahe Bonn neue Maschinenkon-zepte und Weiterentwicklungen im Be-reich moderner und klassischer Verarbei-tungstechnologien. Frei nach dem neuenHennecke-Motto „Fascination PUR“ sol-len interessierte Besucher jedoch vor allemmit innovativen Musterteilen und zielori-entierter Lösungskompetenz vom Henne-cke-Portfolio überzeugt werden.
Der Erfinder der ersten Hochdruck-Do-siermaschine präsentiert neue Produkteim Bereich der Dosiermaschinentechnik.Dazu zählt unter anderem ein Neuzuganginnerhalb der Baureihe QFOAM. Die Va-riante XL kann durch einen deutlich ge-steigerten Ausstattungsumfang auch beispezielleren Anforderungen punkten. Dasgarantiert dem Anwender echten Mehr-wert und macht die extrem kompakte Ma-schine zur idealen Alternative zu Nieder-druck-Anlagen. Auch bei der Verarbeitungvon Gießsystemen zur Herstellung vonPUR-Elastomeren kann der Maschinen-bauer eine Neuentwicklung zur Schau stel- Grafik: Hennecke
len. Die Elastoline F passt sich mit einemflexiblen und modularen Anlagenkonzeptperfekt an die Bedürfnisse des Anwendersan.
Neben der Präsentation von Maschi-nen- und Anlagentechnik will der Polyu-rethan-Spezialist aus dem Rheinland überverschiedene, zukunftsweisende Techno-logien informieren. PUR-Verarbeitern sol-len neue Möglichkeiten und Anwendungs-felder aufgezeigt werden. Überhaupt stehtdie Kommunikation mit Kunden und sol-
chen, die es werden wollen im Fokus desHennecke-Messestandes. Gleich auf zweiStockwerken können sich die Fachbesu-cher über das gesamte Hennecke-Portfo-lio informieren. Im Erdgeschoss wird derMaschinenbauer seiner Technologievielfaltmit einer Vielzahl von Musterteilen praxis-nah gerecht, während ein internationalesTeam erfahrener Experten aus sämtlichenAnwendungsbereichen im ersten Stock-werk den persönlichen Dialog sucht.
www.hennecke.com
Foto: Boy

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 187
Halle 14, Stand B33Coperion ermöglichtDurchsatzsteigerungFür eine deutliche Erhöhung der Einzugs-leistung beim Verarbeiten von pulverför-migen Schüttgütern auf dem Doppelschne-ckenextruder hat die Coperion GmbH,Stuttgart, ehemals Werner & Pfleiderer, diesogenannte Feed Enhancement Techno-logy (FET) entwickelt. Das Grundprinzip:Der Einzugsbereich ist mit einem porösen,gasdurchlässigen Wandsegment ausgestat-tet, an dem von außen ein Vakuum anliegt.Durch dieses Wandsegment hindurch wirdpulvrigem Schüttgut eingeschleppte Zwi-schenpartikelluft entzogen. Dieses Kom-paktieren des Schüttguts steigert das Ma-terial-Aufnahmevermögen im Einzugbetriebssicher auf das Zwei- bis Dreifache;gleichzeitig bleibt die Compoundquali-tät unverändert hoch. Die FET-Ausstat-tung eignet sich sowohl für den Einzugs-bereich des DoppelschneckenextrudersZSK als auch für die zweiwellige Seiten-beschickung ZS-B, die pulvrige Produkteunmittelbar der Schmelze zuführt. Einezweiwellige Seitenbeschickung ZS-B mitFET-Ausstattung wird während der K 2010zu sehen sein.
Zu den wichtigsten Vorteilen der FET-Aus-stattung bei einzugsbegrenzten Aufberei-tungs- und Compoundierprozessen gehö-ren
Halle 15, Stand C24Georg Kaufmann ermöglicht funktionelle Oberflächen
Mit einem beim Spritzgießen integrierten kapazitiven Sensor im Randbereich des Demonstrator-Teils lässt sich die Helligkeit der Leuchtfolie in der Mitte einstellen. Foto: Georg Kaufmann
Mit zwei Themenschwerpunkten unter-mauert die Georg Kaufmann FormenbauAG, aus Busslingen aus der Schweiz, aufder K 2010 ihre Leistungsfähigkeit und In-novationskraft:l Die Herstellung von Bauteilen mit funk-
tionellen Oberflächen (zum Beispielselbstleuchtend, transparent, heizbar,Softtouch) und/oder mit integriertenSensoren. Dafür hat Kaufmann seinDuo-Lamination-Verfahren für das Hin-terspritzen und Hinterprägen weiterent-wickelt und ein vielfältig einsetzbaresDemonstrator-Werkzeug gebaut.
l Die Übertragung von Fertigungslö-sungen, die sich in der Automobilin-dustrie bewährt haben, auf ähnlicheVerarbeitungsaufgaben bei anderenKunststoffanwendungen, beispielsweisein der Möbel-, Sport- und Hausgerätein-dustrie.Bei beiden Themen ist Georg Kaufmann
Formenbau Partner im internationalen Pri-mus Netzwerk von KraussMaffei, und aufdem Messestand dieses Unternehmens istKaufmann während der K 2010 zu finden.Darüber hinaus arbeitet Kaufmann mit wei-teren Partnern wie Rohstoff- und Leuchtsy-stem-Hersteller sowie der Technische Uni-versität Chemnitz zusammen.
l die geringeren Investitionskosten, weilbereits eine Compoundieranlage gerin-gerer Größe den gewünschten Durch-satz erreicht,
l der geringere spezifische Energieein-trag,
l verringerte Produktionskosten durchden Wechsel auf nicht kompaktierte unddeswegen kostengünstigere Füllstoffe,
l eine verbesserte Compoundqualitätdurch das schonendere Aufbereiten vonempfindlichen Produkten aufgrund deshöheren Füllgrades,
l eine verringerte Staubbelastung, weildie Rückwärtsentgasung entfallen kann,
l die verbesserte Betriebssicherheit durchdas breitere Betriebsfenster in Bezug aufdie Einzugsgrenze.
FET – erfolgreich in vielenAnwendungsgebietenDie FET-Ausstattung bewährt sich seit derMarkteinführung in zahlreichen Neuma-schinen von Coperion. Darüber hinauswurde sie in enger Abstimmung mit denVerfahrensingenieuren von Coperion beimehreren Compoundieranlagen nachge-rüstet, damit diese Anlagen einen höherenDurchsatz erzielen.
Bei einem DoppelschneckenextruderZSK mit 240 mm Schneckendurchmesserzum Aufbereiten von Polyolefinpulvernwurde der Einzugsbereich mit der FET aus-
gestattet. Dadurch ist der Durchsatz von 14auf 17 t/h, also um 20 % angestiegen.
Beim Herstellen von talkumgefülltenCompounds setzt Borealis in den Pilotan-lagen des Innovation Headquarters in Linz,Österreich, sehr feines Talkum ein, das zurBrückenbildung neigt. Mit Hilfe der FET istes gelungen, den Durchsatz um bis zu 200% zu erhöhen und ein effektives, kosten-günstiges De-Bottle-Necking zu erzielen.Ein weiterer Compoundhersteller erreichteauf einem ZSK 92 mit der FET-Ausstattungeine erhebliche Leistungssteigerung. Bei20 Gewichtsprozent Talkumanteil stieg derDurchsatz von 2,4 auf 3,3 t/h, also um 40%, und bei 48 % Talkumanteil von 1,1 auf1,4 t/h (+ 30 %).
www.coperion.com
Die vielfältigen Möglichkeiten derOberflächengestaltung werden Musterteileauf der K 2010 für die Funktionen Sensor,Touch, Lighting und Surface anschaulichzeigen und fühlbar machen. Dazu erläu-tert Roger Kaufmann, Leiter Entwicklungund Vertrieb: „Kunststoffbauteile mit funk-tionellen Oberflächen und mit integrierter
Sensorik eröffnen eine neue Welt – nichtnur in der Fahrzeugbranche, sondern weitdarüber hinaus“. Auch bei den Bauteilenmit funktionellen Oberflächen ist das ge-meinsame Merkmal der von Kaufmannentwickelten Technologien die Zusam-menfassung von bisher getrennten Arbeits-schritten in einen einzigen, hoch auto-

188 Österreichische Kunststoffzeitschrift 7/8 2010
K 2010 Messevorberichtmatisierten Fertigungsablauf. Mit diesenFertigungslösungen können Kunststoffver-arbeiter anspruchsvolle Multifunktionsteileherstellen und sie erreichen gleichzeitigerhebliche Kosteneinsparungen und Qua-litätsfortschritte.
Demonstrator-Werkzeug zeigtPotenziale aufZur Veranschaulichung des werkzeug-und verfahrenstechnischen Potenzials hatKaufmann ein Demonstrator-Werkzeugentwickelt und mit Unterstützung vonKraussMaffei gebaut. Damit kann das Un-ternehmen in seinem Tech-Center cha-rakteristische Musterformteile herstellen.Sie bestehen aus dem Aussenbereich, der
in der Regel ein Textildekor aufweist, unddem Innenbereich, der mit weitgehend freiwählbaren Dekor- und Funktionsmateri-alien ausgestattet werden kann. Auf dieseWeise lassen sich an den Musterteilen un-terschiedlichste, für die künftige Anwen-dungen relevante Funktionen und Oberflä-chen realisieren. So können Entwickler undDesigner an ein und demselben Bauteilverschiedene Ausführungen vergleichenund bewerten. Das Demonstrator-Werk-zeug nutzt die Duo-Lamination-Technolo-gie und weitere bewährte Technologien fürdie Herstellung der Musterteile. So ist si-chergestellt, dass bei der anschliessendenUmsetzung in die Produktionspraxis keineverfahrens- oder werkzeugtechnischenSchwierigkeiten auftreten – vor dem Pro-
duktionsstart ist nur noch die übliche Fein-abstimmung notwendig.
Die Leistungsfähigkeit und Anwendungs-breite der mit dem Demonstrator herge-stellten Teile zeigen mit Oberflächenei-genschaften verknüpfte Themenfelder. EinBeispiel dafür ist die als Ambient Sensorsbezeichnete Integration von kapazitivenSensoren in ein Bauteil. Dazu werden deroder die Sensoren meist im textilhinter-spritzten Aussenbereich in das Musterteil in-tegriert. Durch eine einfache Berührung derSensoren lassen sich dann beispielsweiseBeleuchtung oder Scheibenheber betätigenoder die Heizung regulieren. In der Hausge-räteindustrie können solche Sensoren Ein-und Umschaltfunktionen auslösen.
www.gktool.ch
Konturgeformtes Echt-Holzfurnier kann mit einer Trägerstruktur aus Kunststoff in derSpritzgießmaschine hinterspritzt und im selben Werkzeug mit PUR-Gießlack beschichtet werden,so dass eine äußerst hochwertige Klavierlack-Anmutung entsteht. Foto: Schöfer
Die oberösterreichische Schöfer GmbH,Werkzeugbau und Spritzgießbetrieb mitdem Schwerpunkt bei Spritzgießteilen mithochwertigen Oberflächen präsentiert aufdem Messestand des Spritzgießmaschinen-herstellers Engel seine Werkzeug- und Ver-fahrenstechnik zur Realisierung neuartigerVerbundbauteile mit hochwertigen undfunktionellen Oberflächen.
Clearmelt = Kunststoff + Holzfurnier+ „Klavierlack“ aus einem GussSpritzgießteile mit hochwertigen Oberflä-chen sind seit vielen Jahren der Schwer-punkt des Hauses Schöfer. Dazu zählen vorallem Formteile, bei denen Verbundfolienim Spritzguss mit einer tragenden Strukturkombiniert werden. Die dabei verwende-ten dreidimensional vorgeformten Insertssind zumTeil beidseitig mit mehreren Lack-schichten versehen und bieten nahezu un-begrenzte Möglichkeiten zur individuellenOberflächengestaltung. Um die optischeAnmutung noch zu steigern und bei außer-grewöhnlicher Beanspruchung die Dekor-schichten zusätzlich zu schützen, hat Schö-fer wichtige Entwicklungsbeiträge für zurIntegration einer PUR-Gießlack-Beschich-tung in den Spritzgießprozess geliefert.Dabei wurde in der Werkzeugkonstrukti-on die verfahrenstechnische Brücke zwi-schen dem Hochdruckprozess des Spritz-gießens und dem NiederdruckprozessPUR-Gießen geschlagen. Die kompaktetransparente PUR-Beschichtung zeichnetsich durch eine sehr hohe Oberflächen-qualität bis zur Klavierlack-Anmutung, beigleichzeitig hoher Kratzfestigkeit aus. Dasauf der K 2010 präsentierte Beispiel gehtnoch einen Schritt weiter. Denn statt derKunststoff-Verbundfolie wird ein 3-dimen-sional konfektioniertes Echtholz-Furnierteilmit Kunststoff hinterspritzt und im selbenZyklus mit PUR-Gießlack beschichtet. Re-alisiert wurde es als Gemeinschaftsprojektmit den Firmen Engel (Spritzgießmaschi-ne), Hennecke (PUR-Druck-Gießanlage),Votteler (PUR-Gießlack) und HIB – Trim-
part Solutions (Prozesstechnik Holzfur-nierverarbeitung). Der wesentliche Beitragvon Schöfer ist die Werkzeugtechnik, dieeine nahezu nacharbeitsfreie Herstellungdes Verbundteils ermöglicht. Die entspre-chende Spritzgießanlage wird in Produkti-
on zu sehen sein. Die neuen Holz-Kunst-stoff-Verbunde bieten das Potenzial zurrationellen Herstellung von speziellenDekorteilen für Automobile, Möbel oderhochwertige Konsumgüter.
www.schoefer.at
Halle 15, Stand C58Know-how von Schöfer für hochwertige Oberflächen

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 189
Halle 15, Stand C24KraussMaffei setzt aufTechnologie³-KonzeptDurch die Systemkompetenz aufgrund desTechnologie³-Konzepts (Spritzgießtech-nik, Extrusionstechnik und Reaktionstech-nik) konnte KraussMaffei gestärkt aus derKrise hervorgehen und sieht dem kom-menden Jahr positiv entgegen. Dies bestä-tigte Aufsichtsratsvorsitzender Dr. DietmarStraub im Rahmen einer Pressekonferenzvor Fachjournalisten im Juni in Zürich.
Mit Innovationskraft möchte KraussMaf-fei auf der K 2010 die Besucher begeisternund stellt neue, hochwertige Anlagen undVerfahren vor, von denen im Folgenden ei-nige vorgestellt werden.
AX und EX – für jede Branche dieoptimale LösungDie vielfältigen und komplexen Anforde-rungen der verschiedenen Branchen erfor-dern individuelle Fertigungssysteme. Umdie unterschiedlichen Anforderungen op-timal abzudecken, bietet KraussMaffei mitden Spritzgießmaschinen-Baureihen AXund EX zwei völlig unterschiedliche Ma-schinenkonzepte.
Die Produktion technischer Bauteile, imBereich Elektro/Elektronik und in der Au-tomobilindustrie erfordert eine ressour-ceneffiziente Fertigung bei hoher Wie-derholgenauigkeit. Außerdem spielt dasPreis-Leistungsverhältnis der Maschineneine wichtige Rolle. Auf diese Anforde-rungen sind die Spritzgießmaschinen derAX-Baureihe perfekt zugeschnitten.
Produkte für die Medizintechnik stellenzusätzlich extrem hohe Anforderungen andie Umgebungsbedingungen bei der Bau-teilherstellung. Dies erfordert ein Betriebs-mittel, das möglichst wenig Partikel, Wärmeund Schall emittiert. KraussMaffei hat diesmit der EX-Baureihe umgesetzt. Die Maschi-nen der EX-Baureihe wurden kompromiss-los unter dem Gesichtspunkt der reinen Fer-tigung entwickelt. Sowohl Schließ- als auchSpritzeinheit der EX-Baureihe zeichnen sichdurch ihre extreme Sauberkeit aus.
Vollelektrische Maschinen können dieHerstellkosten positiv beeinflussen. Abererst eine klare Definition der Anforde-rungen führt zu der gewünschten optima-len Wirtschaftlichkeit der Anlagen. Die
Gegenüberstellung macht es deutlich: Mitden Maschinen der beiden vollelektrischenBaureihen AX und EX bietet KraussMaffeizwei völlig unterschiedliche Maschinen-konzepte, mit denen die verschiedenenBauteilanforderungen effizient erfüllt wer-den.
GroßrohrextrusionIm Münchner Werk von KraussMaffei Ber-storff läuft aktuell die Fertigung einer Ex-trusionsanlage zur Produktion von Groß-rohren bisher unerreichter Ausmaße aufHochtouren: Auf dieser Anlage wird P.E.S.Co. zukünftig glattwandige PE-HD-Rohremit einem Durchmesser von bis zu 2400Millimetern herstellen.
Um bei der Produktion von Großrohrenin neue Dimensionen vorstoßen zu kön-nen, bedarf es einer ausgefeilten Techno-logie, wie sie KraussMaffei Berstorff alsWeltmarktführer in der Großrohrextrusi-on mit seiner bewährten 36-L/D-Einschne-ckentechnologie in Kombination mit demWerkzeugkonzept eines Wendelverteilersplus passender Kalibrier- und Kühltechno-logie zur Verfügung stellt.
Technologiefusion vereinfachtMehrkomponenten-ProduktionAuf der K 2010 produziert KraussMaffeilive auf einer MX-SpinForm-Produktions-zelle mit integrierter Reaktionstechnik ineinem Schuss komplexe 3-K-Thermoplast-PUR- Verbundbauteile. Die wirtschaftlicheFertigung solcher Bauteile gewinnt so-wohl in der Automobilindustrie, als auchder Elektronikbranche, im Konsumgüterbe-reich oder für Verpackungsanwendungenständig an Bedeutung. Für das Applizierender PU-Komponente auf einen thermopla-stischen Träger wird der neueste Stand derReaktionstechnik verwendet. Das RimStarMiniDos-Dosiersystem ist mit den neu ent-wickelten Pumpen aus eigenem Haus be-stückt. Spezielle Oberflächenbehandlung,optimierte Steuerscheiben und Kolben si-chern einen reibungslosen Betrieb undgewährleisten eine lange Standzeit derDosiereinheit. Aktualisierte Mischkopf-technologie bietet einen präzisen Austragbei hohem Abrasionsschutz.
Mit dem innovativen Exponat präsen-tiert KraussMaffei dem Verarbeiter eineneinfachen Einstieg in die verfahrensüber-greifende Bauteilfertigung, da die gesamte
Maschinen, Automations- und Verfahrens-technik komplett aus einem Hause stammtund deshalb optimal aufeinander abge-stimmt ist.
Umformen und Spritzgießen in einemSchrittKraussMaffei präsentiert auf der K 2010einen neuartigen Produktionsprozess, derdie Vorteile des thermoplastischen Spritz-gießens mit denen des Thermoformens vonendlosfaserverstärkten Halbzeugen kom-biniert. Das Unternehmen zeigt erstmalsden kompletten Prozess inklusive der kom-pletten Automation. In einem Inline-Spritz-gießverfahren wird ein erwärmtes Orga-noblech von Bond-Laminates GmbH imWerkzeug umgeformt und mit einem glas-faserverstärktem Polyamid von Lanxessumspritzt. Für die Demonstration auf derMesse setzt KraussMaffei einen Spritzgieß-compounder mit 3000 kN Schließkraft inKombination mit einer Spritzgießmaschi-ne der CX-Baureihe ein, um im Ein-Stufen-Prozess Fasern unterschiedlichster Längeschonend beizumengen.
CoverForm® – kratzfeste Inline-BeschichtungMit dem CoverForm®-Verfahren zur Her-stellung kratzfest beschichteter Bauteile ineinem Schuss präsentiert KraussMaffei inPartnerschaft mit der Evonik Röhm GmbHeine wirtschaftliche und ressourcenscho-nende Lösung für die Großserienprodukti-on. Die CoverForm®-Systemlösung ermög-licht das Aufbringen einer funktionalenSchicht auf PMMA-Bauteile in einemdurchgängigen Prozess. Damit verkürzt esdie bislang bis zu 14-stufige Wertschöp-fungskette für die Herstellung beschichte-ter Bauteile auf einen Inline-Produktions-schritt mit anschließender Entnahme derfertigen Teile und Qualitätskontrolle.
Die Systemlösung aus dem CoverForm®-Verbund mit Evonik beinhaltet die erprobteFertigungszelle von KraussMaffei und dasabgestimmte Materialsystem bestehend ausFormmasse und Reaktivlösung von Evonik.Die herausragenden Materialeigenschaftenbieten hohe Kratzfestigkeit und Chemika-lienbeständigkeit für stark beanspruchteOberflächen, zum Beispiel in der Automo-bilindustrie oder für Displays von Haus-haltsgeräten und Mobiltelefonen.
www.kraussmaffei.com
Maschinen der AX-Baureihe ermöglichen die präzise und effiziente Fertigung unterschiedlichsterFormteile.
Wendelverteiler für den Rohrkopf KM-RKW 40-2400 – gefertigt bei KraussMaffei München.
Fotos: KraussMaffei

190 Österreichische Kunststoffzeitschrift 7/8 2010
K 2010 Messevorbericht
Halle 15, Stand C58 und B42Engel: „Inject the Future“Unter dem Motto „Inject the Future“ wirdsich Engel auf der diesjährigen K-Messein Düsseldorf einmal mehr mit beeindru-ckender Stärke dem internationalen Pu-blikum präsentieren. Verlässlich, effizientund innovativ. Das sind die Attribute, dieEngel den Weg durch die Krise bestreitenließen und die es ermöglichten, dass trotzder schwierigen Rahmenbedingungen derletzten Jahre, Engel seine Marktführerschaftweiter ausbauen konnte. Auf einer inter-nationalen Pressekonferenz Ende Mai amStandort Schwertberg präsentierten CEODr. Peter Neumann, CSO Mag. ChristianPum und Dipl.-Ing. Dr. Georg Steinbichlerdie Ergebnisse des vorangegangenen Ge-schäftsjahres und die Visionen für die Zu-kunft.
Die Engel Gruppe 2009/10Auch wenn die Krise inzwischen über-wunden zu sein scheint, sind die Auswir-kungen der vergangenen Monate nochdeutlich spürbar. Mit einem Umsatzrück-gang auf 358 Millionen Euro schließt Engeldas Geschäftsjahr 2009/10 im Vergleich zuden letzten Jahren mit einem deutlichenMinus ab. Durch innovative Konzepte fürseine Kunden und die uneingeschränkteNähe zum Markt und dessen Anforde-rungen konnten dagegen die Marktanteileder Engel-Gruppe auf stabil hohem Niveaugehalten werden. Die konsequente Markt-bearbeitung, die Einführung neuer Pro-dukte wie Engel victory spex, Engel duopico oder die neue LinearroboterbaureiheEngel viper haben dazu beigetragen, dassder Marktanteil in Europa unverändert beirund 27,2 Prozent liegt. Sowohl in Asienals auch in Amerika konnten die Marktan-teile sogar beträchtlich gesteigert werden.Entgegen der allgemeinen Trends hat Engeltrotz der Krise stetig seine Produktionsflä-chen, Infrastrukturen und Vertriebsstruk-turen erweitert und modernisiert. Damit istes gelungen die Voraussetzungen zu schaf-fen, um sich gerade jetzt, in Zeiten des Auf-schwungs mit voller Kraft den neuen He-rausforderungen bestmöglich stellen zukönnen. So wurde im vergangenen Jahr dasneue Werk in Kaplice mit 17 000 m² Pro-duktionsfläche in Betrieb genommen. DieArbeiten an der Erweiterung des St. Valen-tiner Großmaschinenwerks auf eine Flächevon 68000 m² sowie der Neubau des Tech-nologiezentrums in Schwertberg konntenverzögerungsfrei fertig gestellt werden. In-ternational wurde im März 2009 in Coro-na, Kalifornien ein neues Technical Cen-ter eröffnet. Das neue Technologiezentrumfür Engel Mexico in Queretaro wird im Juni2010 bezogen.
Langfristig stabil und erfolgreich„Insgesamt blickt Engel auf ein sehr schwie-riges Jahr zurück. Die Stärkung der Markt-anteile sowie der Rückhalt unserer Kundenzeigt einmal mehr, dass Engel ein langfri-stig stabiler Partner ist und bleibt. Gerade
die Nähe zum Kunden, die Kenntnis derspezifischen Marktanforderungen der ein-zelnen Branchen und die Stabilität machenunseren Erfolg aus. Auch in Krisenzeiten“,so Dr. Peter Neumann, CEO Engel HoldingGmbH.
Engel-Innovationen auf der KDa Automatisierungslösungen immer stär-ker im Fokus der Spritzgießverarbeiterstehen, wurde darüber hinaus der Auto-matisierungsstand in den Hauptstand ein-gegliedert. Auf über 1000 m² präsentiertEngel mit elf Exponaten seine Kompetenzin den Bereichen Automotive, TechnicalMoulding, Packaging, Teletronics und Me-dical. Besonders der Einsatz von energie-sparenden Systemen steht im Mittelpunktdes diesjährigen Auftritts von Engel bei derK 2010 in Düsseldorf. Engel präsentiertsich einmal mehr als verlässlicher Partnermit effizienter Technik und innovativen Lö-
Neue vollelektrischen Engel e-cap mit geringem Energieverbrauch.
sungen für seine Kunden. Insgesamt wer-den auf der Messe 20 Engel-Maschinenzu sehen sein, 11 auf den eigenen Stän-den, 9 auf den Ständen der Engel-Partner.Nachfolgend einige Beispiele für den inno-vativen Einsatz von Engel-Maschinen undAnlagen:
Engel automotive Im Bereich Automo-tive wird die Herstellung eines gespritz-ten Strukturbauteils auf einer Engel duo2050/500 pico gezeigt, das mit Orga-noblech verstärkt wird. Engel demonstriertdas Verfahren durch die Fertigung einesLenkstockes aus PA in einer komplettenFertigungszelle mit aufwändiger Automa-tisierung aus drei Robotern. Diese An-wendung revolutioniert insbesondere denLeichtbau, da damit Stahl- und Alumini-umbleche durch dünne Organobleche er-setzt werden können. Diese bestehen ausspeziellen Geweben aus Glas- oder Kohle-fasern, die in definierten Orientierungen in
Beispiele fürOrganobleche.

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 191
Engel zeigt Systemkompetenz mit viper-Roboterreihe. Fotos: Engel
eine Thermoplastikmatrix aus PA oder PPeingebettet sind. Projektpartner bei diesemExponat sind im Bereich Werkzeugbau Sie-benwurst, Deutschland und als Material-lieferant Bond Laminates, Deutschland.
Auf einer vollelektrischen Engel e-motion280 T wird die Überflutung eines Spritzteilsmit Polyurethan im Engel clearmelt-Ver-fahren gezeigt. Dabei wird eine Folie mitHolzdesign mit einem thermoplastischemTräger hinterspritzt und anschließend miteiner glasklaren PUR-Schicht überflutet.Das voll automatisierte Einlegen sowie dieEntnahme und Stapelung der produziertenTeile erfolgt mittels eines Engel viper 40.Partner in diesem Projekt sind die FirmenSchöfer (Produktidee und Werkzeug) undHennecke (PUR-Maschine).
Engel teletronics Im Bereich Teletronicszeigt Engel erstmals die neue entwickelteEngel e-insert – eine elektrifizierte Vari-ante der vertikalen Engel insert-Maschinemit servoelektrischem Drehtisch und voll-elektrischer Spritzeinheit – der Schließpro-zess sowie das Auswerfen erfolgen überdie neue Engel-Servohydraulik ecodrive.Auf einer Engel e-insert 310V/100 wer-
den in einem 4-fach-Werkzeug Sensorge-häuse aus glasfaserverstärktem PA mit Me-talleinlegeteilen für die Steuerelektronikgefertigt. Der Prozess beinhaltet das Um-spritzen von Einlegeteilen mit höchster Prä-zision durch das elektrische Spritzaggre-gat und schnellste Drehzeiten bei größterPositioniergenauigkeit durch den servoe-lektrisch angetriebenen Drehtisch. DiesesKonzept verkürzt die Zykluszeit und erhöhtgemeinsam mit der erheblichen Energieein-sparung durch die Elektrifizierung die Wirt-schaftlichkeit bei der Produktion von hoch-präzisen Spritzteilen. Die Automatisierungerfolgt mit einem Engel viper 20.
Engel packaging Mit der neuen vollelek-trischen Baureihe Engel e-cap ist es ge-lungen, die Anforderungen in der Ver-schlussproduktion hinsichtlich geringerZykluszeiten, hoher Flexibilität und gerin-gem Energieverbrauch zu realisieren. Voll-elektrisch und mit einer Zykluszeit vonunter drei Sekunden. Im Vergleich zu allenanderen Maschinen am Markt hat die e-cap den mit Abstand geringsten Energie-verbrauch. Möglich wird dies durch eineneue Einspritzeinheit in Premium-Ausfüh-
rung, die erhöhte Auswerferkraft sowiedurch einen verstärkten Schließantrieb.Auf der K-Messe wird eine Engel e-cap3440/420 T präsentiert, die auf einem 96-fach Werkzeug der Firma Schöttli, Schweizvon Verschlusskappen aus PE-HD mit einerZykluszeit von unter 3 Sekunden fertigt.Zusätzlich erfolgt integriert über ein Q-Visi-on-System eine direkte Qualitätskontrolle.
Engel technical moulding Der BereichTechnical Moulding präsentiert das neueWerkzeugsystem Multitube, das es ermög-licht, hohle, komplexe (verwinkelte) Teilein einem Schritt herzustellen. Dies erfolgtdurch einen zwei- oder mehrstufigen Ein-spritzvorgang mittels Umsetzen und Um-spritzen in einem Zyklus. Der besondereVorteil liegt darin, dass keine Nachbear-beitung, wie beispielsweise Verschweißenvon mehreren Bauteilen, notwendig ist.Gegenüber der gängigen Gasinjektions-technik punkten vor allem die guten In-nenoberflächen und die gleichmäßigenWanddicken. Präsentiert wird diese Werk-zeugtechnologie an Hand eines 2-K-Teilsmit eingelegten Gewindebuchsen aufeiner kompakten holmlosen Engel victo-ry 1050H/500W/220 combi-Maschinemit Huckepack-Aggregat und voll automa-tischer Entnahme mittels eines Sechs-Arm-Roboters innerhalb des Schutzgitters.
Engel medical Die Kompetenz im BereichMedizintechnik wird auf einer Engel e-mo-tion 1340/280 T anhand einer Petrischa-lenproduktion demonstriert. Gezeigt wirdeine vollautomatische, vollelektrische Fer-tigung einer Petrischale aus Polystyrol ineinem 8+8-fach-Werkzeug von Plastisud,Frankreich mit einer Zykluszeit von unter4,5 Sekunden. Die Automation wird vonFirma Hekuma, Deutschland zur Verfü-gung gestellt. Mittels dieser Anlage erfolgtdie vollautomatische Entnahme, die Qua-litätsprüfung, die Coronabehandlung imGreifer sowie das Stapeln und Folienver-packen der Teile.
Zur Darstellung der Systemkompetenzwird die zur K-Messe komplettierte Engelviper-Roboterreihe nicht nur auf den Expo-naten, sondern auch in einer Sonderaus-stellung gezeigt.
www.engel.at
www.kunststoff-zeitschrift.at www.kunststoff-zeitschrift.at www.kunststoff-zeitschrift.
at www.kunststoff-zeitschrift.at www.kunststoff-zeitschrift.at www.kunststoff-zeit
schrift.at www.kunststoff-zeitschrift.at www.kunststoff-zeitschrift.at www.kunststoff-
zeitschrift.at www.kunststoff-zeitschrift.at www.kunststoff-zeitschrift.at www.kunst
stoff-zeitschrift.at www.kunststoff-zeitschrift.at www.kunststoff-zeitschrift.at www.
kunststoff-zeitschrift.at www.kunststoff-zeitschrift.at www.kunststoff-zeitschrift.at
www.kunststoff-zeitschrift.at www.kunststoff-zeitschrift.at www.kunststoff-zeitschrift.
at www.kunststoff-zeitschrift.at www.kunststoff-zeitschrift.at www.kunststoffzeit
Aktuelle Informationen unter
www.kunststoff-zeitschrift.at

192 Österreichische Kunststoffzeitschrift 7/8 2010
K 2010 Messevorbericht
Halle 15, Stand D24Konzentration undKompetenz bei NetstalAuf einer Pressekonferenz, die im Juni imStammhaus in Näfels in der Schweiz statt-fand, informierte CEO Bernhard Merkiüber die aktuelle Geschäftsentwicklung,Strategien, Innovationen und Technologienund zeigte auf, wie die Zukunft des Un-ternehmens gestaltet werden soll um denbisherigen Erfolg zum Nutzen der Kunden,des Eigentümers KraussMaffei und der Mit-arbeiter weiter fortsetzen zu können.
Die aktuelle und zukünftige Kernkom-petenz von Netstal besteht laut Merki inder Entwicklung, Herstellung und Ver-marktung von Spritzgießmaschinen undProduktionssystemen für schnelllaufendeDünnwandteile sowie hochpräzise tech-nische Teile. Anspruch ist, als Innovator inall jenen Märkten wahrgenommen zu wer-den, die bearbeitet werden.
Die Maschinen und Produktionssystemeaus dem Hause Netstal zeichnen sich al-lesamt durch Präzision, Schnelligkeit, An-wenderfreundlichkeit und Zuverlässigkeitaus. Das Produkt- und Dienstleistungsange-bot von Netstal besteht aktuell aus den vierMaschinenbaureihen SynErgy, Evos, Elionund PET-Line sowie den unter der Dachmar-ke „Netstal Support Concept“ zusammen-gefassten Dienstleistungen. Die wichtigstenAbnehmer sind Produzenten von Verpa-
ckungen, Verschlüs-sen, PET-Preforms,
Medizinteilensowie hochpräzi-sen technischenTeilen.
Die Geschäfts-entwicklung der
Netstal-Gruppewurde durch die krisen-
bedingten Auswirkungen beeinträchtigt.Aufgrund der hervorragenden Positionie-rung in den eher krisenresistenten Anwen-dungsbereichen Verpackung, Verschlüsse,PET-Preforms und Medizin wurde Netstal,im Branchenvergleich, unterproportionalvom Abschwung betroffen. Netstal kon-zentrierte sich auch im ungünstigen kon-junkturellen Umfeld weiterhin auf ihreerfolgversprechenden Strategien und de-finierten Zielmärkte. Durch unternehme-rische Kontinuität, globale Präsenz undAktivitäten in voneinander unabhängigenGeschäftsfeldern konnten auch im ver-gangenen Jahr eine hohe Unternehmens-stabilität und damit Zukunftssicherheit fürunsere Kunden erreicht werden.
Netstal wird die weltweite Leitmesse Kals Plattform nutzen. Dem werden Fach-publikum diverse Neuheiten und Inno-vationen präsentiert und damit die Net-stal-Technologieführerschaft unter Beweisgestellt. Rechtzeitig zur K-Messe erweitertNetstal die bestehende Elion-Baureihe mitzwei neuen Modellen der Grössen 2200und 2800 kN. Dank der modularen Bau-weise wurden bei diesen Maschinen erst-mals die neuen elektrischen Schließein-
heiten mit den hybriden Spritzeinheitender Evos-Baureihe kombiniert. Die erreich-ten Trockenzyklen nach Euromap von 1,3und 1,4 Sekunden erlauben den Einsatzder Maschinen in Anwendungsgebieten,die bis heute hydraulischen Maschinenvorbehalten waren. Auf der Messe in Düs-seldorf feiert die neu entwickelte freipro-grammierbare Ablaufsteuerung aXos ihreFeuertaufe auf den Exponaten der Elion-Baureihe. Diese revolutionäre Maschinen-steuerung ermöglicht dem Maschinenbe-diener, die Erstellung, das Ausführen unddas Überwachen von Produktionsabläufenauf einfache und zugleich sehr sichere Artund Weise vorzunehmen.
Die Erhaltung einer hohen Ertragskraftbleibt für die Netstal-Gruppe auch 2010 einzentrales Thema. Die Projekte zur Verbes-serung der Produktivität, zur Reduktion derDurchlaufzeiten sowie zur Senkung der Ko-sten haben das Ziel, eine nachhaltige Wett-bewerbsfähigkeit von Netstal sicherzustel-len. Mit all diesen Maßnahmen wird Netstalbestens gewappnet sein, um am kommen-den Aufschwung zu partizipieren und gestär-kt in eine erfolgreiche Zukunft zu gehen.
www.netstal.com
Grafiken: Netstal
NEU! Das Bezugsquellenverzeichnis in derÖsterreichischen Kunststoffzeitschrift
Bestellen Sie Ihren Eintrag [email protected]
Wer.Was.Wo ... mit Kunststoff
Wer.Was.Wo ... mit Kunststoff

K 2010 Messevorbericht
Österreichische Kunststoffzeitschrift 7/8 2010 193
Halle 16, Stand A68Ettlinger optimiert Maschinen und Schmelzefilter
Die ERF-Schmelzefilter der Ettlinger Kunststoffmaschinen GmbH filtrieren Eingangsmaterial miteinem Störstoffanteil von bis zu 16 Prozent. Foto: Ettlinger
Immer wieder neue Möglichkeiten zur En-ergieeinsparung zu entwickeln, das ist dereigene Anspruch der Ettlinger Kunststoffma-schinen GmbH, die auf der K in Düsseldorfneueste Ansätze zum verantwortungsbe-wussten Umgang mit Energie präsentierenwird. „Bei mittleren bis großen Maschinenliegen die Energieeinsparungsmöglich-keiten im deutlichen fünfstelligen Euro-Be-reich pro Jahr“, erklärt Geschäftsführer Ro-derich Ettlinger. Ziel des Unternehmens istes, die zur Kunststoffverarbeitung einge-setzten Spritzgießmaschinen und Hoch-leistungs-Schmelzefilter stetig zu optimie-ren. Als Beispiel dafür wird die EttlingerGmbH auf der Messe unter anderem einenneuen ERF-Schmelzefilter mit einem be-darfsorientierten Antriebskonzept vorstel-len.
Spritzgießmaschinen für die Herstellungsehr großer Teile bis zu 120 Litern undkundenspezifisch konfigurierte Lösungensind die Kernkompetenzen der EttlingerKunststoffmaschinen GmbH aus Königs-brunn bei Augsburg. Mit Hilfe eines durch-dachten Baukastensystems kann Ettlingerindividuelle, kostengünstige Konzepte fürvielfältige Aufgabenbereiche bieten. EinVorzug dieser Anlagen ist, dass sich nebenNeuwaren auch Mischkunststoffe aus nichtsortenreinem Granulat verarbeiten lassen.Auf der Kunststoffmesse „K 2010“ werdenProduktbeispiele zu sehen sein, die mitsrm-Spritzgießmaschinen von Ettlinger her-gestellt wurden – wie beispielsweise Palet-ten, Fittings und Abwasserschachtsysteme.Durch die Ausstattung mit einer speziellenNiederdrucktechnologie arbeiten die Ma-schinen von Ettlinger deutlich energiespa-render als konventionelle Anlagen.
Dies gilt auch für den Bereich derSchmelzefiltration: Auf der K 2010 stelltdas Unternehmen seinen verbessertenHochleistungsfilter ERF vor. Dieser istnoch kompakter in der Ausführung als bis-herige Modelle und wurde als ergänzendeNeuerung mit Servomotoren ausgestattet.Durch den wesentlich höheren Wirkungs-grad dieser Motoren konnte der Energiebe-
darf zwischen 15 bis 20 Prozent gesenktwerden. Eine zusätzliche Besonderheit derERF-Reihe von Ettlinger ist, dass die Anla-gen Eingangsmaterial mit einem Störstoff-anteil von bis zu 16 Prozent filtrieren kön-nen. Herkömmliche Systeme bewältigenmeist nur einen Verschmutzungsgrad von0,5 bis 1 Prozent.
www.ettlinger.com
BASF ÖsterreichZusammenlegung der Standorte Wien,Graz und AnsfeldenSeit 1. Juli 2010 befinden sich die neuen Büroräumlichkeiten derBASF Österreich im Millennium Tower, dem höchsten Bürogebäu-de Österreichs. An diesem Standort ist jetzt auch das Team derPapierchemikalien aus Graz und die Mannschaft der Agro-Che-mikalien aus Ansfelden angesiedelt. Der Umzug in ein neues, ge-meinsames Büro ist Ausdruck einer neuen Ausrichtung der BASFin Österreich.
„Mit der Übersiedlung in den 25. Stock des Millennium Towersin Wien haben wir im wahrsten Sinne wieder eine sichtbare Po-sition in Österreich bezogen, die die neueren Entwicklungen derBASF in Österreich widerspiegelt“, so Dr. Joachim Meyer, Leiterdes Business Centers Europe Central.
„Mit den Akquisitionen der letzten Jahre wie der Produktions-anlage für Bauchemikalien von Degussa in Krieglach (Steiermark)oder im Rahmen der CIBA-Akquisition von Papierchemikalien inPischelsdorf (Niederösterreich) sowie Standorten in Eugendorf(Salzburg) und Vösendorf (Niederösterreich) für das Reparaturlack-geschäft sind wir wieder „sichtbar“ in Österreich vertreten. Dane-ben verfügen wir über vielfältige landeseigene Vertriebsaktivitäten,wie im Pflanzenschutz, in Care Chemicals oder in Chemikalien.Mit einem BASF-Gruppenumsatz von mehr als 400 Millionen Eurozählt der österreichische Markt damit zu den attraktiven Märkten,denen wir uns auch in Zukunft verstärkt widmen wollen“, so Meyerweiter.
BASF Österreich GmbHHandelskai 94 - 96, A-1200 WienTel.: 0043 1 878 90 0 · Fax: 0043 1 878 90 120
www.basf.at
Ausgabe September/Oktober 2010
MessevorschauRedaktionsschluss: 29. September 2010

194 Österreichische Kunststoffzeitschrift 7/8 2010
ifw Manfred Otte40 Jahre innovative Kontinuität
ifw Manfred Otte GmbH feiert diesesJahr das 40-jährige Bestehen. Das inMicheldorf ansässige Werk wurde1969/70 von Manfred Otte gegründetund hat sich als Weltmarktführer fürdie Entwicklung und Produktion vonPräzisionswerkzeugen für Fittings kon-tinuierlich weiterentwickelt. Seit 2007agiert die ifw Manfred Otte GmbHals Holdinggesellschaft, die gemein-sam mit der ifw mould tec GmbH, derifw kunststofftechnik GmbH sowie derfinnischen Tooler Systems Oy, die ifw-Gruppe bildet. Die Umstrukturierung
bewirkte eine optimale Positionierung, um die technologische Vor-reiterrolle in den Kernbereichen der ifw weiter auszubauen unddie Innovationskraft des Unternehmens auch auf andere Bereicheauszuweiten.
„Konsequente Spezialisierung und kundenindividuelle Lösungenfür Fittings sind seit der Gründung in 1969/70 der Schlüssel zumErfolg. Unsere langjährigen Kunden schätzen insbesondere dieInnovationskompetenz, die hohe Servicequalität und unsere Zu-verlässigkeit“, stellt Dr. Friedrich Kastner, Geschäftsführer der ifw,fest. Und er fügt hinzu: „Der Standort wird sich in den kommen-den Jahren mit unserem neuen Testzentrum noch stärker in Rich-tung Forschung und Entwicklung (F&E) ausrichten. Damit kann diehervorragende Qualität und Präzision unserer Werkzeuge weitergesteigert und die Produktionszeiten beim Kunden optimiert wer-den“.
Umfangreiche Investitionen in den UnternehmensstandortEine neue und größere Produktionshalle wurde 1972 in Michel-dorf, an der Phyrnstrasse errichtet und stellt heute den Standort fürdie ifw mould tec GmbH dar. Ein weiterer Meilenstein war in 2008die Entstehung von weiteren 1000m2 Unternehmensfläche für dieKonstruktion und Montage. 2009 wurden rund 1,3 Millionen Euroin die Errichtung eines neuen Testzentrums am Betriebsgelände derifw mould tec investiert. Heute ist die ifw mould tec GmbH Welt-marktführer im High-Tech-Werkzeugbau für Kunststoff-Rohrver-bindungen und profitiert von der günstigen geografischen Lage desWerkes.
Klares Bekenntnis zu InnovationenAls Technologievorreiter ist die Forschung und Entwicklung sowiedas Konstruktionsteam von großer Bedeutung für die gesamte ifw-Gruppe, um Produktideen zu entwickeln und Prozesse effizienterzu gestalten. Mit der Anschaffung der ersten Spritzgießmaschinezur Qualitätskontrolle der erzeugten Werkzeuge in 1973 fiel derStartschuss für zahlreiche zukünftige Entwicklungen. So stammenunter anderem die Erfindung des mechanischen Kernzuges für ver-ringerte Rüstzeiten und der Spreizkern zu Innovationen aus demHause ifw. „Wir sind bereits Inhaber zahlreicher Patente und ar-beiten permanent an Innovationen. 2008 haben wir beispielswei-se unsere Entwicklung ifw inmould label & gasket um das inno-vative Feature inline Druck ergänzt“, erläutert Dr. Kastner. Dasinmould label & gasket-Verfahren ermöglicht, in einem einzigenArbeitsgang Dichtung und individuell gestaltbare Etiketten bei derFitting- Produktion zu integrieren. Wichtige Informationen wie Di-mension, Standard, Datum, Uhrzeit, Chargennummer oder Bar-code können auf dem Etikett inline verankert und in weiterer Folgejederzeit abgeändert werden.
Erfolgsfaktor MitarbeiterEin weiteres wichtiges Erfolgsrezept ist die Investition in die Mitar-beiter. Die Innovationskompetenz des Unternehmens führte dazu,dass sehr früh die Entscheidung getroffen wurde, in den Aufbau vonqualifizierten Facharbeitern zu investieren. In der, vom Staat Öster-reich ausgezeichneten Lehrwerkstätte der ifw mould tec werden seit1971 permanent über 20 Lehrlinge zu Top-Facharbeitern ausgebil-det. Bis dato konnten bereits mehr als 200 Werkzeugbau-Techni-ker für die Berufswelt vorbereitet werden. Zwei Lehrlinge der erstenStunde sind seit damals im Betrieb beschäftigt. „Eine Vielzahl un-serer Mitarbeiter ist bereits seit mehreren Jahren im Unternehmenund verfügt somit sowohl über einen großen Erfahrungsschatz alsauch die neuesten Erkenntnisse, um das Unternehmen auch in Zu-kunft erfolgreich mit zu gestalten,“ stellt Dr. Kastner fest.
Der Erfolgsfaktor Innovation wird neben dem 40-jährigen Fir-menjubiläum bei der weltgrößten Fachmesse für die Kunststoff-und Kautschukindustrie – der K 2010, beim Auftritt der ifw im Vor-dergrund stehen. www.ifw.at
Wirtschaftsnachrichten

Österreichische Kunststoffzeitschrift 7/8 2010 195
Wirtschaftsnachrichten
Rainer Kottmeier, Division Manager battenfeld-cincinnati; RichardFüßlberger, CEO Gruber Extrusion; Thomas Baurnberger, Area SalesManager battenfeld-cincinnati; Siegfried Pramberger, CEO GruberExtrusion; Peter Gattinger, CEO Gruber Extrusion und Andreas Türk,Direktor Sales battenfeld-cininnati besiegeln die neue Partnerschaft.
Foto: Gruber Extrusion
Gruber Extrusion und battenfeld-cincinnatiWeltgrößtes Extrusionsnetzwerk mitösterreichischer BeteiligungFür weltweite Turn-Key-Projekte wird Gruber Extrusion exklusivdie Extruder von battenfeld-cincinnati einsetzen. Die Nachfolgenwie Extrusionslinien und Kalibriertische kommen von Gruber Ex-trusion. Die neue Partnerschaft wurde am 16. Mai 2010, anlässlichdes zweiten Geburtstages der Kooperation von Gruber Extrusionund Cincinnati Extrusion, sowie der Markenzusammenführung vonBattenfeld Extrsusionstechnik und Cincinnati Extrusion (battenfeld-cincinnati) auf der AMI-Konferenz in Wien besiegelt. „Durch dieneue Konstellation können unsere Kunden weltweit auf eine ein-malige Bündelung von Know-how und Branchenerfahrung zugrei-fen“, freut sich Peter Gattinger, Geschäftsführer von Gruber Extru-sion.
Turn-Key-ProjekteAls Projektgeschäft oder „Turn-Key-Projekte“ werden in der Extru-sionsbranche schlüsselfertige Produktionsstätten bezeichnet. Gru-ber Extrusion ist in diesem Markt dank umfassendem Know-how,hoher Qualität, innovativen und kundenspezifischen Extrusionslö-sungen sowie großer Verlässlichkeit anerkannt erfolgreich. Durchdie neue Kooperation mit battenfeld-cincinnati wird ein heraus-ragender internationaler Produktionsverbund geschaffen. Die Lö-sungsanforderungen der Kunden werden in den Mittelpunkt ge-rückt und forciert. Den Kunden steht ab sofort das Fachwissen ausinsgesamt rund 120 Jahren Erfahrung in der Extrusionsbranche zurVerfügung.
www.gruberextrusion.com
AustrothermDämmstoffpionier setzt auf InnovationDie Austrotherm GmbH, einer der führenden Anbieter von Poly-styrol-Dämmstoffen in Mittel- und Osteuropa, investiert heuer 3,2Millionen Euro in den Produktionsstandort Pinkafeld. „Aufgrundder ständig steigenden Ansprüche des Marktes nach hochleistungs-fähigen Dämmstoffen haben wir uns entschlossen, im Werk Pinka-feld in den Ausbau der Produktion der weiterentwickelten grau-en Austrotherm EPS Plus-Dämmstoffe zu investieren“, so PeterSchmid, geschäftsführender Gesellschafter der Austrotherm GmbH.„Damit sichern wir nicht nur unseren Innovationsvorsprung, son-dern schaffen in der Endausbaustufe zusätzlich sechs neue Arbeits-plätze im Burgenland.“
Burgenland ist Know-how-Lieferant für dieAustrotherm-GruppeSeit seiner Gründung im Jahr 1953 verfolgt Austrotherm eine kon-sequente Qualitäts- und Innovationspolitik. Mit der Fortsetzungdieser Forschungs- und Entwicklungstätigkeit und den damit ver-bundenen Investitionen trägt das Unternehmen im Burgenland zurStandortsicherung bei und schafft neue Arbeitsplätze. Austrothermbeschäftigt je nach Saison etwa 200 Mitarbeiter im Burgenland.„Investitionen, wie jene in Pinkafeld“, so Peter Schmid, „leistenzudem einen wichtigen Beitrag bei der Expansion in neue Mär-kte. Denn die Austrotherm-Standorte im Burgenland sind Know-how-Lieferanten für alle Austrotherm-Auslandsgesellschaften.“So weist die graue Austrotherm EPS F-Plus-Fassadendämmplat-te eine um 23 Prozent höhere Dämmleistung als herkömmlicheStyropor-Platten auf. Die speziell entwickelte neue hellrosa Pro-tect-Beschichtung garantiert eine einfache und sichere Verar-beitung. Erst im Februar dieses Jahres wurde der Dämmstoffpoi-nier von der Österreichischen Forschungsförderungsgesellschaftim Rahmen der Initiative „Arbeitsplätze durch Innovation“ auch
Peter Schmid, geschäftsführender Gesellschafter der AustrothermGmbH, investiert 3,2 Millionen Euro in den Ausbau der Produktion amStandort Pinkafeld. Foto: Austrotherm
für diese Innovationen zum Landessieger Burgenland gewählt.Austrotherm, der Spezialist für innovative Wärmedämmung, stelltextrudierte (XPS) und expandierte (EPS) Polystyrol-Dämmstoff-platten für den Einsatzbereich Wärme-, Kälte- und Schallschutzsowie Sanitär-Bauplatten her. In Pinkafeld werden neben den EPS-Dämmstoffen auch Fassadenprofile für den Neubau und die Sanie-rung sowie EPS-Zuschnitte als Gefälledach und im Dekorbereich,zum Beispiel für Werbedekorationen, erzeugt. Neben den beidenWerken in Pinkafeld und Purbach ist Austrotherm in 11 Ländernmit insgesamt 17 Produktionsstätten für EPS- und XPS-Dämmstoffevertreten. 2009 erzielte Austrotherm mit 850 Mitarbeitern einenUmsatz von 170 Millionen Euro. Die Austrotherm-Gruppe zählt,ebenso wie die Baumit Wopfinger- und Murexin-Gruppe, zurSchmid Industrieholding.
www.austrotherm.com

196 Österreichische Kunststoffzeitschrift 7/8 2010
Vortragabende 2. Halbjahr 2010
Für das 2. Halbjahr 2010 sind bisher folgendeVortragstermine,
jeweils um 19.00 Uhr,im Österreichischen Gewerbeverein (ÖGV),
Eschenbachgasse 11, 1010 Wien geplant:
Dienstag, 28. September 2010, 19.00 Uhr
Vortragsabend der Plastoplan Kunststoffhandel GmbHFarblich compoundiert mit Plastoplan
Referent:Dipl.-Ing. (FH) Peter Ruhland, Leiter Anwendungstechnik
Dienstag, 9. November 2010, 19.00 UhrVortragsabend der Wittmann Battenfeld GmbH
Thema und Referent werden noch bekanntgegeben.
Dienstag, 1. Dezember 2010, 19.00 Uhr
Vortragsabend der Biesterfeld Interowa GmbH & Co KGThema und Referent werden noch bekanntgegeben.
Veranstaltungsort:Festsaal des Österreichischen Gewerbevereines,
1010 Wien, Eschenbachgasse 11, 1. Stock
Die Einladungen zu den Vortragsabenden sind jeweils dreiWochen vor dem Veranstaltungstermin unter
www.kunststoff.or.at abrufbar.
Anmeldungen bitte an das VÖK-Sekretariat unterTel.: 01/587 36 33-21 DW, Frau Zotteroder per E-Mail [email protected]
www.kunststoff.or.at
MKWBackstage 2010MKW aus dem oberösterreichischen Weibern wird heuer 50. Zudiesem Anlass kamen am 24. Juni 2010 rund 40 Top-Kunden undGeschäftspartner, um gemeinsam mit MKW die „Perspektive Zu-kunft“ zu erörtern. Welche generellen Entwicklungen sind zu er-warten, welche Innovationen werden den Markt prägen und wel-che Rahmenbedingungen werden dabei zu beachten sein? – daswaren die Hauptthemen. Nach Präsentation und Diskussionsrun-de erfolgte eine ausführliche Firmenführung am Standort Weibernund am Nachmittag genossen die geladenen Gäste die OÖ Lan-desausstellung 2010 inklusive VIP-Führung.
Firmenbesichtigung am Standort Weibern, im Bild der Werkzeugbau.
Das MKW-Werk in Weibern ist in den Ortskern integriert und beschäftigthier rund 180 Mitarbeiter. Fotos: MKW
Den Auftakt der Veranstaltung Backstage 2010 bildete die Fir-menpräsentation mit anschließendem Erfahrungsaustausch. HansDanner und Wolfgang Niederndorfer ließen dabei die Geschichteder MKW Revue passieren:
MKW ist Technologie- und Innovationsführer bei der Herstel-lung hochwertiger WC-Sitze. Im Bereich Beschichtung und Galva-nik steht derzeit die größte Investition seit Firmengründung an. Miteinem Volumen von 6 Millionen Euro wird in Haag am Hausruckauf einem Areal von 3000 m² ein neues Beschichtungszentrumerrichtet. Die Kunststoffverarbeitung umfasst die Herstellung vontechnischen Teilen aus Duroplast und Thermoplast mittels Spritz-guss- oder Presstechnik. Im Bereich der Drahtfertigung wird haupt-sächlich für die Haus- und Kühlgeräteindustrie produziert.
Das Ausstattungsprogramm für Möbel ist das erste Produkt, dassämtliche Kernkompetenzen von MKW in ein- und dasselbe Pro-dukt einfließen lässt: Entwicklung, Werkzeugbau, Automation,Drahtverarbeitung, Oberflächenveredelung, Duroplast- und Ther-moplast-Komponenten inklusive Montage und kundengerechterLosgrößenoptimierung.
www.mkw.at
Veranstaltungen
Berichtigung der Internet-Adresse der Nuga AG:In der Ausgabe 3/4 2010 wurde bei der Pressemitteilungder Firma Nuga AG „Energieeffiziente Schneidmühlen“ aufSeite 96 eine falsche Internetadresse angegeben. Die rich-tige Internetadresse muss lauten:
www.nuga.ch

Österreichische Kunststoffzeitschrift 7/8 2010 197
Veranstaltungen
Technologietage bei TampoprintBei den Technologietagen der Tampoprint® AG im Juni gab es ver-schiedene Hightech-Automationen zu sehen. Beispiel hierfür dieTampondruckautomation Linear-Modul 2010 mit nur einer Werk-stückaufnahme, welche äußerst flexibel gestaltet werden kann, obmit Luftunterstützung, Dreh- oder Wendevorrichtungen. Der line-are Druckteiltransport erlaubt eine völlig freie Druckfolgegestal-tung und frei wählbare Druckbildpositionierung. Druckbildgrößenwerden ermöglicht durch die frei wählbare Größe und Anzahl von
Technologie-Tage 2010 bei Tampoprint. Foto: Tampoprint
hermetic-Topfeinheiten. Bei den Topfeinheiten handelt es sich umautarke, vollständige Tampondruckwerke, welche durch das Trans-fersystem und über eine SPS-gesteuerte ganzheitliche Programmie-rung der Druckabfolge angesteuert werden. Vor 10 Jahren warenfür dieselbe Druckbildaufbringung mehrere Arbeitsgänge über dreiProduktions-Schichten notwendig.
Weiter zeigte Tampoprint Trends des Getränke-Verpackungs-marktes. Beispiel hierfür die Dekoration von Aluminium-Long-Caps. Die Vollautomation TopSpin LC ermöglicht auf „fertige“LongCaps einen Direktdruck. Passergenau und bis 4-Farbdruck inbestechender Qualität. Auf Wunsch mit Spiegeldruck (Verschluss-kappen-Oberseite) in einem Arbeitsgang.Vorteil: DerTampondruckarbeitet mit einem Bruchteil des Energieaufwandes und der Inve-stition als vergleichsweise bei tiefgezogenen, bedruckten Blechta-feln notwendig ist, welche anschließend mit 100 kW starken Off-set-Maschinen rundum bedruckt werden.
Auch im medizintechnischen Bereich folgt Tampoprint demTrend nach flexibler Produktion mit konsequenter Weiterentwick-lung, der reinraumfähigen standardisierten Automation Modul2010. Kombination von Laserkennzeichnung und Tampondruck,nur Tampondruck oder nur Laserkennzeichnung unterliegen einemmodularen und ästhetischen Anspruch.
Im Bereich der Verbrauchsgüter setzen die von Tampoprint ent-wickelten lasergravierten Tampondruckklischees neue Maßstäbemit Intaglio-Technik für 4-Farben-Raster- oder Halbton-Druckbild-motive für den Tampondruck.
So konnten sich auch in diesem Jahr Kunden aus aller Welt vonder Flexibilität und der Leistungsfähigkeit der Tampoprint AG über-zeugen.
www.tampoprint.dewww.fjmayer.at
Sumitomo DemagPräsentation der neuenEl-Exis SP-Verpackungs-maschinenRechtzeitig zur K 2010 bringt SumitomoDemag Plastics Machinery GmbH mit derSP-Reihe eine neue Generation der El-Exisauf den Markt, die vor allem für Schnell-laufanwendungen neu konzeptioniertwurde. Seit Jahrzehnten bedient Demag an-spruchsvolle Kunden in der Verpackungs-branche. Die Anforderungen an Werkzeug,Material, Peripherie und Maschinentech-nik nehmen hinsichtlich Qualität, Energie-verbrauch und höherer Produktionsleistungzu. Dazu haben die Entwickler die Anfor-derungen im zukünftigen Verpackungsmarktmit ihren Kunden und Partnern genau ana-lysiert. „Diese Erkenntnisse sind die Basisfür das technische Konzept der El-Exis SP“,erklärte kürzlich Christian Renners, Vertriebsleiter des deutsch-ja-panischen Maschinenbauers, bei einer Vorab-Präsentation für in-ternationale Kunden, die vorwiegend im Verpackungsmarkt tätigsind.
Rund 90 Gäste kamen am 26. Juni nach Schwaig, um sich vonder Leistungsfähigkeit der neuen SP-Maschinenreihe zu überzeu-gen. Wie Bernd Tröger, Produktmanager El-Exis, am Ende der Ver-anstaltung resümierte, waren viele Teilnehmer positiv überrascht,wie viele Komponenten für die seit den 90-er Jahren in der Verpa-ckungsindustrie eingesetzte El-Exis neu entwickelt wurden. Auchder Rahmen für die exklusive Präsentation – zum einen neueste
Maschinentechnologie im Schwaiger Technikum und zum ande-ren exklusive Oldtimer beim Dauphin Speed Event – der größtenOldtimer-Sammlung Europas in Lauf – kam bei den Teilnehmerngut an.
Für die SP-Reihe, die mit Schließkräften von 150 bis 750 Ton-nen auf den Markt kommt, wurde der innovative Hybrid-Antriebder Schließeinheit weiterentwickelt und hinsichtlich höherer Ver-fahrgeschwindigkeit, Dynamik und Genauigkeit stark verbessert.Durch die hohe Zuverlässigkeit und Energieeffizienz eignet sichdieses ausgereifte Antriebskonzept vor allem für Schnelllaufappli-kationen. www.sumitomo-shi-demag.eu
Foto: Demag

198 Österreichische Kunststoffzeitschrift 7/8 2010
Rapid Prototyping
1zu1 PrototypenErweiterungsbauschafft Platz für neuesVakuumgießverfahrenDie Dornbirner 1zu1 Prototypen GmbH &Co KG wächst weiter und errichtet derzeiteinen Erweiterungsbau mit 2 000 Quadrat-metern Fläche. Direkt neben dem Firmen-standort in Dornbirn saniert und erweitertdas Unternehmen eine alte Industriehal-le. Die Halle schafft Platz für ein revolu-tionäres, selbst entwickeltes Vakuumgieß-verfahren, mit dem aus einer Silikonformbeliebig viele Prototypen hergestellt wer-den können. Damit schließt 1zu1 Proto-typen die Lücke zur Serienfertigung.
1zu1 Prototypen gehört europaweit zuden führenden Anbietern von Rapid Pro-totyping. Der Fokus liegt dabei immerauf „rapid“, also auf extrem kurzfristigerDurchführung von Projekten. Für Kundenwie Playmobil, MTU Aero Engines oderRoche Diagnostics erstellt das Unterneh-men Modelle und Kleinserien in Kunst-stoff und Metall. Die Fertigungsverfahrenzur Modellerstellung wurden in den letz-ten Jahren stark erweitert.
„Mit unserem neuen Vakuumgießver-fahren können wir viel rascher als bishergrößere Stückzahlen von Bauteilen her-stellen“, sagt Geschäftsführer WolfgangHumml. Die Produktionszeit wurde hal-biert, eine Form ergibt beliebig viele Stück.„Eine neue Silikonbehandlung sowie ver-besserte Polyurethan-Harze garantierenaußerdem eine noch höhere Genauigkeitals bisher.“
Prototyping via InternetEine weitere Neuerung bei 1zu1: Das Un-ternehmen bietet seit Jahresanfang ein in-ternetbasiertes Anfrage- und Bestellsysteman. Mit diesem Konfigurator können Kun-den Prototypen anfragen, bestellen, ver-walten und konfigurieren. Das Online-Tool ist schnell und einfach zu bedienen.Mit einem persönlichen Login kann derKunde Werkstoffe auswählen sowie Stück-zahl und Anwendungen festlegen. Durch
den Upload von STL-Files wird der Proto-typ als 3-D-Modell simuliert.
Großes Wachstum im Bereich RapidToolingNeben dem Arbeitsgebiet Rapid Prototy-ping Kunststoff ist 1zu1 Prototypen auchin den Bereichen Rapid Prototyping Me-tall, mechanische 3-D-Bearbeitung sowieRapid Tooling und Spritzguss tätig. GroßesWachstum erzielt das Unternehmen der-zeit im Bereich Rapid Tooling. Hier fer-
1zu1 Prototypen1996 gründeten Wolf-gang Humml undHannes Hämmerle dieHTS Humml & Häm-merle Tooling ServiceGmbH, die sie 2002 in1zu1 Prototypen um-benannten. Am Beginnstanden eine Betriebs-fläche von 250 Qua-dratmetern, zwei Mit-
arbeiter und zwei Vakuumgießanlagen. Heute erwirtschaften64 Fachkräfte und 16 Lehrlinge einen Umsatz von mehr alssieben Millionen Euro. Mit den neuen Räumlichkeiten stehenab August über 5000 Quadratmeter Fläche zur Verfügung.
Die beiden Geschäftsführer WolfgangHumml und Hannes Hämmerle.
tigt das Unternehmen in wenigen WochenSpritzgießwerkzeuge und die gewünsch-ten Kunststoff-Spritzgießteile in Serien vonbis zu 10 000 Teilen. „Wir verstehen RapidTooling als eine Form von innovativem Pro-totypenbau“, sagt Geschäftsführer HannesHämmerle. Vorwiegend im HSC-Verfah-ren, teils in Kombination mit modernstenVerfahren des Rapid Prototyping, entste-hen mittels Kunststoffspritzguss Kleinserienin Originalmaterial in kürzester Durchlauf-zeit.
www.1zu1.eu
RT-Spritzguss in Originalmaterial.
1zu1 bietet Feinguss für seriennahe Funktionsmodelle mit und ohneBearbeitung, im Bild ein Motorblock. Fotos: 1zu1 Prototypen

Österreichische Kunststoffzeitschrift 7/8 2010 199
MomentumNeues Treibmittel mitSchaumoptimiererMicrocell® 545 von Momentum ist ein neueschemisches Treibmittel mit endothermerReaktionskinetik. Die Wirksubstanzen er-geben schon bei niedrigen Einsatzmengensehr feine Schaumstrukturen. Das Treibmit-tel eignet sich insbesondere für PE-HD, PP,Polyamide und TPU. Bei Dosierungen von0,5 % bis 1,0 % ist bei Polyamid eine Ge-wichtsreduktion von zirka 10 % möglich,
bei PP bis zu 15 % und bei hochviskosemPE-HD bis 12 %. Bei Polyamid bewirkt dieTreibmittelformulierung zusätzlich eine er-heblich schnellere Plastifizierung, schnel-leres Einspritzen und durch Spritzen ohneNachdruck signifikante Energieeinspa-rungen. Diese liegen bei bis zu 10 %. Auchbei glasfaserverstärkten Polyamiden ergibtsich eine sehr feine Schaumstruktur.
BeiTPU (Elastollan 1185) wird die Dich-te bei 1 % Einsatzmenge um 28 % redu-ziert. Die Oberflächen sind störungsfrei.
www.momentumadditive.com
Additive und Hilfsstoffe
Rapid Purge bei SchlichtSpezialreinigungsgranulatRapid Purge bietet jetzt drei neue nicht ab-rasive Reinigungsgranulate an:l Typ IG3000 ist ein Konzentrat in Pel-
letform für anwenderspezifische Mi-schungen. Es wird zu 50 % mit einem
Trägermaterial angemischt, das genauauf die vom Kunden verarbeiteten Kunst-stoffe abgestimmt ist. Es ist besondersgeeignet für PC, PC-ABS, PC-APEC, PSsowie nachweislich zum Entfernen vonVerbrennungen auf Schnecke, Zylinderund im Heißkanal.
l Speziell für leichtere Reinigungsan-wendungen wurden die mechanischen
Reinigungsgranulate MP1000 undMP1000HT entwickelt. Sie werden fürSchnecken-, Zylinder- und Heißkanal-reinigungen eingesetzt.Die verschiedenen Sorten des original
Rapid Purge-Reinigungsgranulats werdenvon der Hamburger Schlicht Handelsge-sellschaft oHG vertrieben.
www.schlicht-gmbh.de
RowaAntimikrobielleWirksubstanzen in Kunst-stoffanwendungenAls Entwickler und Lieferant in Spezial-bereichen der Kunststoffindustrie ging dieRowa GmbH, Hersteller von Farb- undAdditivkonzentraten sowie Lacksystemen,eine Allianz zur europaweiten Vermark-tung und Aufbereitung von antimikro-biellen Wirksubstanzen mit der SteriOneGmbH & Co. KG ein.
Die Additivmasterbatche der RowaGmbH werden unter dem Namen RO-WAcare® vermarktet. Die Partnerunterneh-men der Rowa Group – Romira GmbHund Horst Müller Kunststoffe GmbH & Co.KG – bieten zudem komplett ausgerüste-te und eingefärbte Compounds an. Zieldieser Gemeinschaftsarbeit zwischen derRowa Group und SteriOne ist der Schutzvor Bakterien, Keimen, Viren und Pilzenund die damit verbundene Förderung derGesundheit und der natürlichen Prophyla-xe. Sterione sind antimikrobiell wirksameAdditive und metallorganische Stoffe mit Fo
to:R
owa
ionisierender Wirkung. Sie bilden konti-nuierlich Ionen mit hoher Aktivität, die dieStoffwechselsysteme der Bakterienzellenso angreifen, dass primitive Organismenabsterben. Eine Reihe praktischer Anwen-dungen in Kunststoffen wie PE, PP, PVC,PBT, POMM, TPU, TPE, PET, PMMA undPC-Blends sind Beispiele für einen bereitserfolgreich eingeschlagenen Weg.
Im Gegensatz zu einer Vielzahl heuteam Markt befindlicher Substanzen handeltes sich bei Sterionen nicht um Nanomate-rialien. Sie migrieren nicht, da sie fest in
das Gerüst der Polymermatrix innerhalbdes Kunststoffes eingebettet sind. Sterionesind somit auch ökologisch und gesund-heitlich unbedenklich. Die Wirksubstan-zen entsprechen den wichtigsten einschlä-gigen Zulassungsrichtlinien (wie FDA, undanderen europäischen und internationa-len Bestimmungen). Mit Sterionen in denentsprechenden Wirkstoffkonzentrationenantimikrobiell versehene Produkte zeigeneine volle Wirksamkeit über einen Zeit-raum von fünf Jahren hinaus.
www.rowa-group.com
Ausgabe September/Oktober 2010
MessevorschauRedaktionsschluss: 29. September 2010
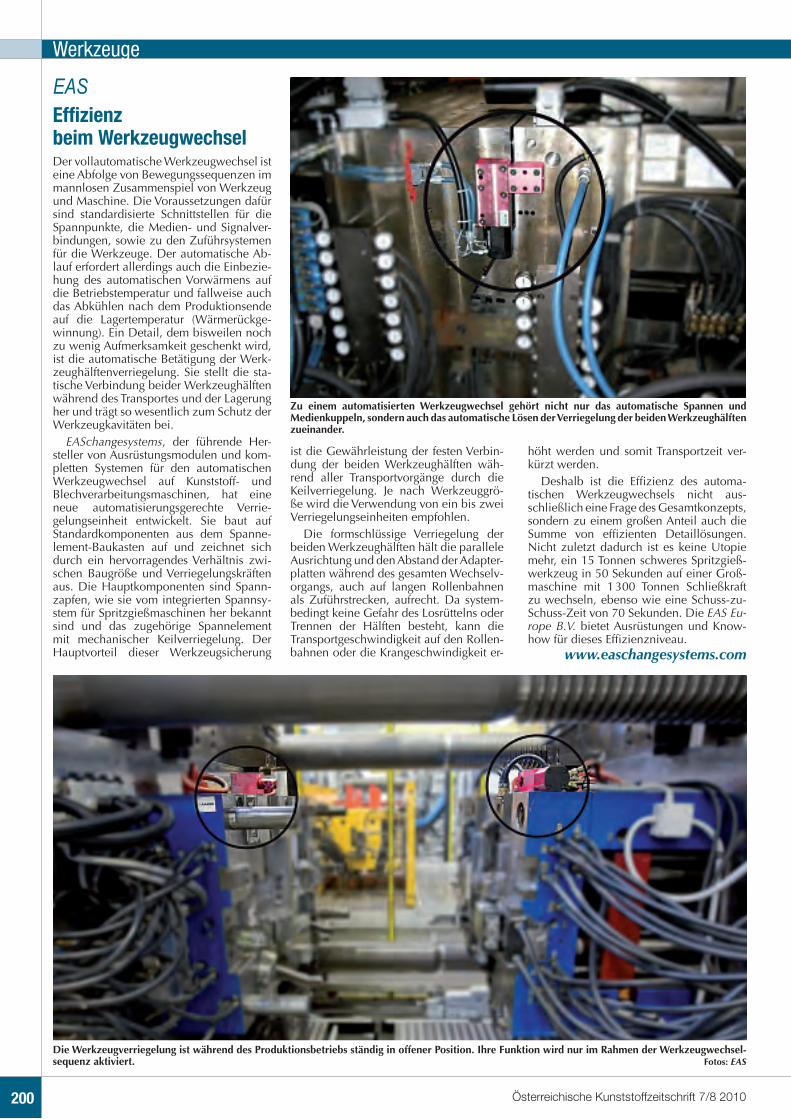
200 Österreichische Kunststoffzeitschrift 7/8 2010
EASEffizienzbeim WerkzeugwechselDer vollautomatische Werkzeugwechsel isteine Abfolge von Bewegungssequenzen immannlosen Zusammenspiel von Werkzeugund Maschine. Die Voraussetzungen dafürsind standardisierte Schnittstellen für dieSpannpunkte, die Medien- und Signalver-bindungen, sowie zu den Zuführsystemenfür die Werkzeuge. Der automatische Ab-lauf erfordert allerdings auch die Einbezie-hung des automatischen Vorwärmens aufdie Betriebstemperatur und fallweise auchdas Abkühlen nach dem Produktionsendeauf die Lagertemperatur (Wärmerückge-winnung). Ein Detail, dem bisweilen nochzu wenig Aufmerksamkeit geschenkt wird,ist die automatische Betätigung der Werk-zeughälftenverriegelung. Sie stellt die sta-tische Verbindung beider Werkzeughälftenwährend des Transportes und der Lagerungher und trägt so wesentlich zum Schutz derWerkzeugkavitäten bei.
EASchangesystems, der führende Her-steller von Ausrüstungsmodulen und kom-pletten Systemen für den automatischenWerkzeugwechsel auf Kunststoff- undBlechverarbeitungsmaschinen, hat eineneue automatisierungsgerechte Verrie-gelungseinheit entwickelt. Sie baut aufStandardkomponenten aus dem Spanne-lement-Baukasten auf und zeichnet sichdurch ein hervorragendes Verhältnis zwi-schen Baugröße und Verriegelungskräftenaus. Die Hauptkomponenten sind Spann-zapfen, wie sie vom integrierten Spannsy-stem für Spritzgießmaschinen her bekanntsind und das zugehörige Spannelementmit mechanischer Keilverriegelung. DerHauptvorteil dieser Werkzeugsicherung
Zu einem automatisierten Werkzeugwechsel gehört nicht nur das automatische Spannen undMedienkuppeln, sondern auch das automatische Lösen derVerriegelung der beidenWerkzeughälftenzueinander.
Die Werkzeugverriegelung ist während des Produktionsbetriebs ständig in offener Position. Ihre Funktion wird nur im Rahmen der Werkzeugwechsel-sequenz aktiviert. Fotos: EAS
ist die Gewährleistung der festen Verbin-dung der beiden Werkzeughälften wäh-rend aller Transportvorgänge durch dieKeilverriegelung. Je nach Werkzeuggrö-ße wird die Verwendung von ein bis zweiVerriegelungseinheiten empfohlen.
Die formschlüssige Verriegelung derbeiden Werkzeughälften hält die paralleleAusrichtung und den Abstand der Adapter-platten während des gesamten Wechselv-organgs, auch auf langen Rollenbahnenals Zuführstrecken, aufrecht. Da system-bedingt keine Gefahr des Losrüttelns oderTrennen der Hälften besteht, kann dieTransportgeschwindigkeit auf den Rollen-bahnen oder die Krangeschwindigkeit er-
höht werden und somit Transportzeit ver-kürzt werden.
Deshalb ist die Effizienz des automa-tischen Werkzeugwechsels nicht aus-schließlich eine Frage des Gesamtkonzepts,sondern zu einem großen Anteil auch dieSumme von effizienten Detaillösungen.Nicht zuletzt dadurch ist es keine Utopiemehr, ein 15 Tonnen schweres Spritzgieß-werkzeug in 50 Sekunden auf einer Groß-maschine mit 1300 Tonnen Schließkraftzu wechseln, ebenso wie eine Schuss-zu-Schuss-Zeit von 70 Sekunden. Die EAS Eu-rope B.V. bietet Ausrüstungen und Know-how für dieses Effizienzniveau.
www.easchangesystems.com
Werkzeuge

Österreichische Kunststoffzeitschrift 7/8 2010 201
Polyamid
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
Kommunikation
Sie wollen neue Zielgruppen ansprechen, ihre Produkte überregionalbekannt machen, Kompetenzen vermitteln, an Messen teilnehmenoder eine Pressekonferenz ausrichten, dann ist TECHNOKOMM derrichtige Partner für Sie. Wir kommen aus der Kunststofftechnik undsprechen die Sprache der Techniker.Das Leistungsangebot:l Technische Fachberichte, Pressemitteilungenl Unternehmensprofile / Webseitenkonzeptel Unternehmens- und ProduktbroschürenKontakt: Mobil-Tel: 0699 – 815 797 58
E-Mail: [email protected], Internet: www.technokomm.at
Beratung Spritzguss
MAPLANMaschinen und technische AnlagenPlanungs- undFertigungs-Gesellschaft m.b.H.
Schoellergasse 9, A-2630 Ternitz / AustriaTel.: +43 / 2630 35706Fax: +43 / 2630 35408http://www.maplan.at, e-mail: [email protected]
Spritzgießmaschinen für Elastomere, Silikon und TPE
K 2010, Halle 16, Stand B47
Elastomer-Spritzgießmaschinen
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
Aufbereitung
SINGLE Temperiertechnik GmbH MAK Vertrieb und Service GmbHOstring 17-19, D-73269 Hochdorf Parkweg 4, A-4048 PuchenauTel.: +49 7153 3009 0 Tel.: 0043/70/341572 20Fax: +49 7153 3009 50 Fax: 0043/70/341572 50Mail: [email protected] Mail: [email protected]: www.single-temp.de Web: www.mak.co.at
K 2010, Halle 10, Stand G56
Kältetechnik
Biokunststofffe
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
Compoundierung
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
Compounds
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
Einfärben
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
Masterbatche
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
PEEK
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
Wer.Was.Wo...mitKunststoffBezugsquellenverzeichnis der Österreichischen Kunststoffzeitschrift
Wer.Was.Wo ... mit Kunststoff

202 Österreichische Kunststoffzeitschrift 7/8 2010
Wer.Was.Wo..Bezugsquellenverzeichnis der Österreichischen Kunststoffzeitschrift
Wer.Was.Wo ... mit Kunststoff
Bezugsquellenverzeichnis der Österreichischen Kunststoffzeitschrift
Polycarbonat
Bayer Austria GesmbHHerbststraße 6-10, 1160WienTel.: +43-1-711 46-0, www.bayer.at
K 2010, Halle 6, Stand A75
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
Polyurethane
Bayer Austria GesmbHHerbststraße 6-10, 1160WienTel.: +43-1-711 46-0, www.bayer.at
K 2010, Halle 6, Stand A75
Recycling
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
Regranulate
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
Rohstoffhandel
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
Seminare Spritzguss
Silikon-Spritzgießmaschinen
MAPLANMaschinen und technische AnlagenPlanungs- undFertigungs-Gesellschaft m.b.H.
Schoellergasse 9, A-2630 Ternitz / AustriaTel.: +43 / 2630 35706Fax: +43 / 2630 35408http://www.maplan.at, e-mail: [email protected]
Spritzgießmaschinen für Elastomere, Silikon und TPE
K 2010, Halle 16, Stand B47
Roboter
Stäubli Roboticswww.staubli.com/robotik
K 2010, Halle 11, Stand H11
ARBURG GmbH + Co KG ARBURG GesmbHArthur-Hehl-Straße Zaunergasse 4-6D-72290 Loßburg A-1030 WienTel.: +49 (0) 7446 33-0 Tel.: +43 (0) 1 7102-302Fax: +49 (0) 7446 33-3365 Fax: +43 (0) 1 7102-558E-Mail: [email protected] E-Mail: [email protected] www.arburg.at
K 2010, Halle 13, Stand A13
Software
Stäubli Roboticswww.staubli.com/robotik
K 2010, Halle 11, Stand H11
Spritzgießmaschinen
ARBURG GmbH + Co KG ARBURG GesmbHArthur-Hehl-Straße Zaunergasse 4-6D-72290 Loßburg A-1030 WienTel.: +49 (0) 7446 33-0 Tel.: +43 (0) 1 7102-302Fax: +49 (0) 7446 33-3365 Fax: +43 (0) 1 7102-558E-Mail: [email protected] E-Mail: [email protected] www.arburg.at
K 2010, Halle 13, Stand A13
MAPLANMaschinen und technische AnlagenPlanungs- undFertigungs-Gesellschaft m.b.H.
Schoellergasse 9, A-2630 Ternitz / AustriaTel.: +43 / 2630 35706Fax: +43 / 2630 35408http://www.maplan.at, e-mail: [email protected]
Spritzgießmaschinen für Elastomere, Silikon und TPE
K 2010, Halle 16, Stand B47
Österreichische Kunststoffzeitschrift 7/8 2010 203
.mitKunststoffBezugsquellenverzeichnis der Österreichischen Kunststoffzeitschrift
TPE-Spritzgießmaschinen
MAPLANMaschinen und technische AnlagenPlanungs- undFertigungs-Gesellschaft m.b.H.
Schoellergasse 9, A-2630 Ternitz / AustriaTel.: +43 / 2630 35706Fax: +43 / 2630 35408http://www.maplan.at, e-mail: [email protected]
Spritzgießmaschinen für Elastomere, Silikon und TPE
K 2010, Halle 16, Stand B47
ThermoplastischeElastomere
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
ThermoplastischeUrethane
[email protected] www.geba.euCOMPOUNDIERUNG TECHNISCHER KUNSTSTOFFE■ Compounds in Spritzguss- und Extrusionsqualitäten■ Master- u. Funktionsbatche ■ Hauseigene Coloristik■ Labor & Anwendungstechnikum ■ Recycling ■
Kunststoffrohstoff An- u. Verkauf ■
Tel.: +43 4212 33060-0, Industriepark Str. 18, A-9300 St. Veit/Glan
K 2010, Halle 5, Stand A27
Steuer- und Regelgeräte
SINGLE Temperiertechnik GmbH MAK Vertrieb und Service GmbHOstring 17-19, D-73269 Hochdorf Parkweg 4, A-4048 PuchenauTel.: +49 7153 3009 0 Tel.: 0043/70/341572 20Fax: +49 7153 3009 50 Fax: 0043/70/341572 50Mail: [email protected] Mail: [email protected]: www.single-temp.de Web: www.mak.co.at
K 2010, Halle 10, Stand G56
WeiterbildungTemperiergeräte
SINGLE Temperiertechnik GmbH MAK Vertrieb und Service GmbHOstring 17-19, D-73269 Hochdorf Parkweg 4, A-4048 PuchenauTel.: +49 7153 3009 0 Tel.: 0043/70/341572 20Fax: +49 7153 3009 50 Fax: 0043/70/341572 50Mail: [email protected] Mail: [email protected]: www.single-temp.de Web: www.mak.co.at
K 2010, Halle 10, Stand G56
Trockner
ARBURG GmbH + Co KG ARBURG GesmbHArthur-Hehl-Straße Zaunergasse 4-6D-72290 Loßburg A-1030 WienTel.: +49 (0) 7446 33-0 Tel.: +43 (0) 1 7102-302Fax: +49 (0) 7446 33-3365 Fax: +43 (0) 1 7102-558E-Mail: [email protected] E-Mail: [email protected] www.arburg.at
K 2010, Halle 13, Stand A13
Turnkey-Produkte
ARBURG GmbH + Co KG ARBURG GesmbHArthur-Hehl-Straße Zaunergasse 4-6D-72290 Loßburg A-1030 WienTel.: +49 (0) 7446 33-0 Tel.: +43 (0) 1 7102-302Fax: +49 (0) 7446 33-3365 Fax: +43 (0) 1 7102-558E-Mail: [email protected] E-Mail: [email protected] www.arburg.at
K 2010, Halle 13, Stand A13
K 2010, Halle 16, Stand D22
Wittmann Battenfeld GmbHWiener Neustädter Str. 81, 2542 Kottingbrunn
www.wittmann-battenfeld.com
Spritzgießmaschinen
NEU! Das Bezugsquellenverzeichnis in der Österreichischen Kunststoffzeitschrift
WER.WAS.WO...mit KunststoffRufen Sie uns an oder schreiben Sie ein Mail, um Ihren Eintrag zu bestellen:
+43 699 1040 1070 oder [email protected] Sochor

</-1,$66,048.&$.%93 ;(3$ <8.4646/%%6$M(.*+
>J4M(*.$. L </-1,$66J.,J&$. L C$3:*M$ L A,J.8.& L B/(46/%%$
<&55 &8 :4 207&3:589896,,9&"0523 /&09
?'DCD"= L 7N)D7'B> L >@D"?)#@=@BDB@?;# L DB;" L 5'<E
7"2?'B)>EC#7='B L <B"ECC >"22'; N'BCD@B22 L 7">@C
D">A@2='H L F;B5;?;@ ?"CDB; L E?;=@I >;="#B@?
NKG L <B'I'?N@B5 L 2;?<'
,*#"' (%-) J E"7,?"7;7";>.'". G C"7?+K" J <A11 B>7,"78L07# J D>--."7IFK)8;7F(" %%D"-4 5&< 2A3==<1:9<%</*A J 6F@ 5&< 2A3==<1:9<%</*%= J 0#$K"H->'"74"> J +++&$*#"'&"*
;#-)=1$.+(#?#-*=..1+%#+ (+ 9.>'#>'(#+ 1+? :+%=-+