Charakterisierung der Mischung und Fällung bei kontinuierlichen...
205
Charakterisierung der Mischung und Fällung bei kontinuierlichen sonochemischen Reaktoren unter besonderer Berücksichtigung der Reaktorform Von der Fakultät für Maschinenbau, Verfahrens- und Energietechnik der Technischen Universität Bergakademie Freiberg genehmigte DISSERTATION zur Erlangung des akademischen Grades Doktor-Ingenieur (Dr.-Ing.) vorgelegt von Dipl.-Ing. Birte Pohl geboren am 22.04.1983 in Dortmund Gutachter: Prof. Dr.-Ing. Urs Peuker, Freiberg Prof. Dr.-Ing. Gunther Brenner, Clausthal-Zellerfeld Tag der Verleihung: 20.12.2012
Transcript of Charakterisierung der Mischung und Fällung bei kontinuierlichen...
-
Charakterisierung der Mischung und Fällung bei
kontinuierlichen sonochemischen Reaktoren unter
besonderer Berücksichtigung der Reaktorform
Von der Fakultät für Maschinenbau, Verfahrens- und
Energietechnik der Technischen Universität Bergakademie Freiberg
genehmigte
DISSERTATION
zur Erlangung des akademischen Grades
Doktor-Ingenieur (Dr.-Ing.)
vorgelegt
von Dipl.-Ing. Birte Pohl
geboren am 22.04.1983 in Dortmund
Gutachter: Prof. Dr.-Ing. Urs Peuker, Freiberg Prof. Dr.-Ing. Gunther Brenner, Clausthal-Zellerfeld
Tag der Verleihung: 20.12.2012
-
Vorwort
Die vorliegende Arbeit entstand im Rahmen meiner Tätigkeit als
wissenschaftliche Mitarbeiterin am Institut für Chemische
Verfahrenstechnik der Technischen Universität Clausthal sowie am
Institut für Mechanische Verfahrenstechnik und Aufbereitungstechnik der
Technischen Universität Bergakademie Freiberg. Die Arbeit wurde von
der Arbeitsgemeinschaft industrieller Forschungsvereinigungen „Otto von
Guericke“ e.V. (AiF Nr. 15347 BG (AiF) finanziert. Die Ergebnisse sind
ebenfalls im AiF - Abschlussbericht veröffentlicht worden.
Mein besonderer Dank gilt Herrn Professor Dr.-Ing. Urs Peuker für die
Betreuung der Arbeit sowie für seine Unterstützung, sein Vertrauen und
den großzügig gewährten Freiraum, den er mir und meiner Arbeit stets
entgegenbrachte.
Für die sehr gute Kooperation in diesem Projekt danke ich Herrn
Professor Dr.-Ing. Gunther Brenner vom Institut für Technische Mechanik
der Technischen Universität Clausthal. Ihm danke ich ebenfalls für die
Übernahme des Zweitgutachtens.
Mehrere Studenten haben im Rahmen Ihrer Literaturarbeiten an diesem
Projekt mitgewirkt, ihre Ergebnisse sind in diese Arbeit mit eingeflossen.
Hier möchte ich insbesondere Andrea Frey, Claudia Kuwilsky, Marcel
Laurinat und Sascha Rußig danken. Sascha Rußig gebührt besonderer
Dank, da er mir in den letzten Jahren während seiner Zeit als
wissenschaftliche Hilfskraft eine große Unterstützung war.
Weiterhin möchte ich allen Mitarbeitern beider Institute danken, die zum
Gelingen dieser Arbeit beigetragen haben. Speziell möchte ich Herrn
Thomas Zschoge, Herrn Thomas Hantusch und Frau Monika Teichmann
danken.
Jacqueline Erler danke ich für die kritische Durchsicht des Manuskriptes.
Zu guter Letzt danke ich meinem Freund Hermann Kreyenschulte für sein
Vertrauen, seine ständige Unterstützung und die Ermunterung, das Ziel
weiter zu verfolgen.
Birte Pohl, September 2012
-
I
1. Einleitung .................................................................... 1
2. Grundlagen ................................................................. 3
2.1. Fällung................................................................................3 2.1.1. Abgrenzung Kristallisation - Fällung ...............................3 2.1.2. Triebkraft für den Stoffübergang bei der Fällung ............6 2.1.3. Teilprozesse der Feststoffbildung...................................9 2.1.4. Stabilisierung................................................................22
2.2. Mischung ..........................................................................25 2.2.1. Mischskalen .................................................................25 2.2.2. Relevanz des Mikromischens für die ........................... Fällungsreaktion...........................................................26 2.2.3. Mikromischzeit .............................................................28
2.3. Ultraschall.........................................................................29 2.3.1. Grundlagen des Ultraschalls ........................................29 2.3.2. Wirkmechanismen des Ultraschalls..............................31 2.3.3. Einflussfaktoren............................................................33 2.3.4. Einfluss von Ultraschall auf die Mikromischung............36 2.3.5. Einfluss von Ultraschall auf Kristallisations- ................... prozesse.......................................................................37 2.3.6. Theorie der numerischen Berechnungen zur ................. Akustik und Ultraschall .................................................39
3. Material und Methoden ............................................. 43
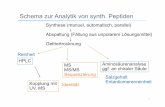
3.1. Analysemethoden .............................................................43 3.1.1. Dynamische Lichtstreuung (DLS) .................................43 3.1.2. Rasterelektronenmikroskopie (REM)............................44 3.1.3. Transmissionselektronenmikroskopie (TEM)................45 3.1.4. Röntgendiffraktometrie (XRD) ......................................45 3.1.5. Stickstoffadsorption nach Brunauer-Emmet- ................. Teller (BET)..................................................................46 3.1.6. Alternating Gradient Magnetometer (AGM) ..................46 3.1.7. Villermaux-Reaktion .....................................................47 3.1.8. Weissler-Reaktion ........................................................49
3.2. Verwendete Stoffsysteme .................................................51 3.2.1. Bariumsulfat .................................................................51 3.2.2. Magnetit .......................................................................54
3.3. Anlage ..............................................................................56 3.3.1. Konischer Reaktorraum................................................57 3.3.2. Reaktor nach dem Kavitationsfeld ................................58 3.3.3. Mischzelle ....................................................................59
-
II
4. Versuchsdurchführung .............................................. 60
5. Strömungen in den Reaktoren / Modellvorstellung ... 61
6. Untersuchungen zur Einstellung ..................................
optimaler Parameter.................................................. 65
6.1. Optimierung der Volumenstromverhältnisse .....................65 6.2. Untersuchung des Eduktverhältnisses ..............................67 6.3. Untersuchung der Konzentration bei konstantem Überschuss an Bariumionen............................................................73
7. Untersuchungen im konischen Reaktor .................... 76
7.1. Analyse der Mikromischqualität ........................................76 7.2. Analyse der Kavitationsintensität ......................................80 7.3. Fällung..............................................................................82 7.4. Zusammenfassung konischer Reaktor..............................91
8. Optimierte Reaktorform: Reaktor nach der
Kavitationsfeldform.................................................... 92
8.1. Analyse der Mikromischqualität ........................................92 8.2. Berechnung der Mikromischzeit........................................95 8.3. Analyse der Kavitationsintensität ......................................99 8.4. Fällung............................................................................102
9. Partikelsystem Magnetit .......................................... 124
9.1. Voruntersuchungen.........................................................124 9.2. Vergleich des konischen Reaktor mit dem ....................... Kavitationsfeldreaktor .....................................................125
10. Mischzelle – Vorstufe Scale Up ....................... 130
11. Zusammenfassung .......................................... 138
12. Symbolverzeichnis........................................... 140
13. Literaturverzeichnis.......................................... 144
14. Anhang ............................................................ 162
14.1. Kalibrierung des UV Detektors........................................162 14.2. Konstruktionszeichnungen der Reaktoren.......................163 14.3. Optimierung der Konzentration für die Villermaux- ............... Reaktion .........................................................................168
-
III
14.4. Aufnahme des Schalldruckfeldes....................................171 14.5. Optimierung der Edukte für die Fällungsreaktionen ........173 14.6. Modifikation der Kavitationsfeldform ...............................174
14.6.1. Einfluss des Einlasskapillarabstandes auf die ............. Bariumsulfatfällung...................................................175 14.6.2. Einfluss des Einlasskapillarabstandes auf die ............. Magnetitfällung.........................................................179 14.6.3. Einfluss der Auslasslänge auf die ............................. Bariumsulfatfällung...................................................182 14.6.4. Einfluss der Temperatur auf die ................................ Bariumsulfatfällung...................................................185
14.7. Programme zur Berechnung der .................................... Keimbildung und des Kristallwachstums .........................190
-
1
1. Einleitung
In den letzten Jahren hat die Bedeutung zur Herstellung von
Nanopartikeln stark zugenommen [Bm06, La12, Pa03, Sc08b, Re05].
Dabei ist es vor allem relevant neue Anwendungspotentiale zu
erschließen. Auf die Anwendungen nehmen die Partikelgröße und die
Morphologie einen entscheidenden Einfluss. Deshalb ist eine
reproduzierbare Synthese der Partikeleigenschaften von großer
Signifikanz. Nanopartikel, bei denen wenigstens eine Längenausdehnung
unter 100 nm liegt, können als ein disperses System definiert werden.
Aus dieser Größe resultieren die besonderen Eigenschaften von
Nanopartikeln. Sie finden Anwendung in Katalysatoren, Keramiken, in
pharmazeutischen Wirkstoffen, Fotomaterialien oder Magnetbändern
aber auch in Spezialchemikalien.
Ein möglicher Prozess zur Herstellung von Nanopartikeln stellt die
Fällung dar. Stand der Technik zur Herstellung von Nanopartikeln durch
Fällung sind Rührkessel oder Hochdruck-T-Mischer. Diese sind jedoch
hinsichtlich der Mischprozesse und dem Scale-Up limitiert.
Der Übergang vom flüssigen in den festen Zustand wird in erster Linie
von der Übersättigung und damit von der räumlichen
Konzentrationsverteilung bestimmt. Eine Übersättigung entsteht erst
durch das Mischen der Edukte. Deshalb ist eine möglichst ideale
Durchmischung der Ionen im Reaktor anzustreben, um damit eine
räumlich homogene Konzentrationsverteilung im betrachteten
Reaktionsvolumen zu gewährleisten. Je schlechter die Durchmischung
ist, desto stärkere örtlich unterschiedliche Keimbildungsraten und
Kristallwachstumsgeschwindigkeiten und schlussendlich breitere
Partikelgrößenverteilung sowie verschiedene Partikelmorphologien
entstehen.
-
2
Durch Ultraschalleintrag in eine Flüssigkeit kann u.a. eine erhöhte
Molekülbewegung im Fluid hervorgerufen werden und somit zu einer
besseren Durchmischung der Flüssigkeit beitragen. Der zweite
fundamentale Wirkmechanismus im Ultraschallfeld ist die akustische
Kavitation. Durch den Blasenkollaps können Mikro-Jets entstehen, die die
Durchmischung weiter verbessern können.
Deshalb soll in dieser Arbeit untersucht werden, ob Durchflussreaktoren,
bei denen die Durchmischung vor allem durch Ultraschall erzeugt wird,
eine Alternative zu den zurzeit gebräuchlichen T-Mischern darstellen
können.
Hierzu sollen die Einflüsse der Prozessparameter Durchsatz und
Ultraschalleintrag auf die Mikromischqualität, die Kavitationsintensität und
auf die Produktqualität von gefälltem Bariumsulfat und Magnetit
untersucht werden.
Weiterhin soll die Reaktorgeometrie dahingegen optimiert werden, dass
keine sekundären Strömungseffekte auftreten. Zudem soll die
Durchmischung der Feedströme in der Kavitationszone erfolgen und eine
kurze Verweilzeit in der Mischzone eingehalten werden. Zusätzlich wird
die Mikromischzeit unter der Annahme einer laminaren bzw. einer
turbulenten Strömung bestimmt. Darüber hinaus wird eine Möglichkeit für
ein Scale-Up aufgezeigt.
-
3
2. Grundlagen
2.1. Fällung
2.1.1. Abgrenzung Kristallisation - Fällung
Die Fällung und die Kristallisation sind zwei mögliche Prozesse zur
Bildung von Feststoffen. Hierbei wird der gelöste Stoff, der in der
flüssigen Phase vorliegt, in einen Feststoff überführt. Bei diesen
Prozessen ist die Übersättigung die treibende Kraft. Ziel aller Systeme ist
es den thermodynamisch stabilsten Zustand zu erreichen: Im Fall von
übersättigten Systemen also den Gleichgewichts- oder
Sättigungszustand. Hierfür sind zwei Prozesse maßgebend. Zum einen
der Prozess der Keimbildung, bei dem neue feste Partikel gebildet
werden. Als zweiter Prozess ist das Kristallwachstum zu nennen. In
diesem Prozess wachsen die schon vorhandenen wachstumsfähigen
Keime weiter an [Ho04, La11, Fr11, Ku11].
Kristallisation
Die Verdampfungs- und Kühlungskristallisation unterscheiden sich in der
Art und Weise der Erzeugung der Übersättigung [Ho04, Li06a, Me90a].
Bei der Verdampfungskristallisation findet durch das Verdampfen von
Lösungsmitteln eine Aufkonzentrierung des auszukristallisierenden
Stoffes bis über die Sättigungskonzentration statt. Bei der
Kühlungskristallisation wird das System heruntergekühlt. So ist es
möglich eine Übersättigung auch bei gleichbleibender Konzentration
herzustellen [Kr01, Me90a]. Die Vakuumkristallisation ist die Kombination
dieser beiden Kristallisationsarten. Die Verdampfung und die Kühlung
des Systems finden simultan statt [Ho04, Me90a]. Die Verdampfungs-,
Kühlungs- und Vakuumkristallisation zählen alle zum Hauptfeld der
Lösungskristallisation. Diese ist vom Stofftransport dominiert. Mit der
Lösungskristallisation ist es möglich Partikel mit einer bestimmten
-
4
Korngrößenverteilung herzustellen [Ho04]. Bei diesen Kristallisationen
treten relativ geringe Übersättigungen von 1-1,5 auf, da die Löslichkeit
der auszukristallisierenden Stoffe sehr groß ist (1 bis 10 mol/L) [Ma96,
Me90a].
Eine weitere Kristallisationsform ist die Schmelzkristallisation. Sie gehört
zum Bereich der Kühlungskristallisation. Eine Komponente erfährt bei
Erreichen der Erstarrungstemperatur des Gemisches eine
Phasenänderung und geht vom flüssigen in den festen Zustand über. Im
Gegensatz zur Lösungskristallisation findet die Abfuhr der Wärme über
die kristalline Phase und nicht über die fluide Phase statt. Dieses
Kristallisationsverfahren wird zur Trennung, Aufkonzentrierung und
Reinigung von Stoffgemischen eingesetzt [Ba96]. Die Stofftrennung
erfolgt in diesen Fällen allein auf der Basis unterschiedlicher
Schmelzpunkte der im Gemisch vorhandenen Komponenten mit dem
Ziel, eine möglichst reine Komponente zu erhalten [Ho04]. Dazu wird im
ersten Schritt des Prozesses durch Abkühlung eine Kristallsuspension
erzeugt. Daran schließt sich die Trennung des Feststoffes von der
Restschmelze durch Filterapparate, Zentrifugen oder Waschkolonnen an
[We91].[La11, Fr11, Ku11]
Fällung
Die Fällung ist ein Spezialfall der Kristallisation. Die Bildung von Partikeln
findet in einem 3-Stufen Prozess statt [Ba99]. Zuerst muss eine Reaktion
erfolgen, um die auszukristallisierende Komponente zu erzeugen [Kr01].
Im weiteren Verlauf treten, wie auch bei der Kristallisation, die
Keimbildung und das Kristallwachstum ein.
Für die im ersten Schritt notwendige Reaktion können die Edukte
kontinuierlich oder diskontinuierlich zugegeben werden [Kr01]. Das
intensive Mischen dieser Edukte erzeugt die erforderliche Übersättigung
des Systems [Ma96]. Im Gegensatz zur Kristallisation liegt bei der
Fällung eine geringe Löslichkeit (z.B. 10-3 mol/L) der entstehenden
Feststoffe vor und damit auch eine deutlich höhere Übersättigung (z.B.
500 [Ma96]). Aufgrund der wesentlich höheren Geschwindigkeit bei
-
5
Fällungen im Vergleich zu Kristallisationsprozessen ist es schwieriger
einzelne Teilprozesse zu untersuchen [Me90a, Sc98a].
Um die Fällung exakt von der Kristallisation abgrenzen zu können, sind
die Unterschiede beider Prozesse in Tabelle 1 verdeutlicht:
Tabelle 1: Unterschiede zwischen Fällung und Kristallisation [Ka95]
Charakteristika Fällung Kristallisation
Übersättigung hoch (ca. 500) � erzeugt durch
chemische Reaktionen
niedrig (1 - 1,5) �erzeugt durch
Temperatur- oder Konzentrationsveränderung
Kristallbildung
schnell � entscheidender Prozess: primäre,
homogene Keimbildung
langsam � entscheidender Prozess:
Keimwachstum
Kristallanzahl hoch niedrig Partikel-
konzentration hoch niedrig
Partikelgröße sehr klein: < 10 µm
[Ho04] groß: > 100 µm
[Ho04] Temperatur konstant variabel
In Tabelle 1 wird deutlich, dass die Kristallisation bei kleinen
Übersättigungen stattfindet und dadurch wenige große Kristalle gebildet
werden. Bei der Fällung hingegen liegen hohe Übersättigungen und viele
Keime vor. Deshalb stehen bei der Fällung im Vergleich zur Kristallisation
für jeden einzelnen Keim weniger Ionen bzw. Atome zum Wachstum an
den vorhandenen wachstumsfähigen Keimen zur Verfügung. Dadurch ist
das Kristallwachstum eingeschränkt und es entstehen viele kleine
Partikel [Ho04, Kr01, Me90a]. [La11, Fr11, Ku11]
-
6
2.1.2. Triebkraft für den Stoffübergang bei der
Fällung
Thermodynamische Systeme bestreben immer ein Minimum der Gibbs-
Energie G zu erreichen (Gl. 1):
Dieses ist die treibende Kraft für die Phasen des Fällungsprozesses
(Keimbildung, Kristallwachstum), wie auch für die Agglomeration und
Alterung der gefällten Produkte [Sc05].
Allgemein gilt für die Gibbs-Energie eines Systems in differentieller
Schreibweise (Gl. 2):
i
pT
j
i i
dnn
GSdTVdpdG
,1
∑=
∂
∂+−= Gl. 2
mit dem Volumen V, der Temperatur T, dem Druck p und den
Stoffmengen n der Komponenten 1 bis j. S bezeichnet hierbei die
Entropie. Bei Annahme einer konstanten Temperatur und einem
konstanten Druck erhält man Gl. 3:
i
pT
j
i i
dnn
GdG
,1
∑=
∂
∂= . Gl. 3
Das chemische Potential µi (Gl. 4) ist definiert als die partielle Ableitung
der Gibbs-Energie G nach der Stoffmenge ni :
pTi
in
G
,
∂
∂=µ . Gl. 4
Gl. 4 eingesetzt in Gl. 3 ergibt Gl. 5:
i
j
i
idndG ∑=
=1
µ . Gl. 5
Das chemische Potential µi gibt die Fähigkeit eines Stoffs i an, mit
anderen Stoffen zu reagieren, Phasenumwandlungen einzugehen und
sich durch Diffusion im Raum zu verteilen. Jede der drei genannten
Aktionen (Reaktion, Phasenumwandlung und Diffusion) ist mit einer
dG = 0. Gl. 1
-
7
Änderung des chemischen Potentials verbunden. Das chemische
Potential weist nach der Aktion einen niedrigeren Wert auf als davor.
Wenn das chemische Potential µ der beiden Phasen s (fest) und l
(flüssig) für jede Komponente i identisch ist (Gl. 6), befindet es sich im
stofflichen Gleichgewicht und es kann keine weitere Aktivität stattfinden: ∗== i
l
i
s
i µµµ . Gl. 6
Bei einer ideal wässrigen Lösung mit einer so niedrigen Konzentration,
dass sich die einzelnen Moleküle nicht behindern, verhält sich das
System in vielen Eigenschaften wie ein ideales Gas. In diesem Fall lässt
sich das chemische Potential µi dieser Komponente i in einer Phase als
Summe des Potentials µi0 im Standardzustand und eines
konzentrationsbezogenen Terms (Gl. 7) darstellen:
iii cRT ln0 ⋅+= µµ . Gl. 7
R ist hierbei die allgemeine Gaskonstante und T ist die absolute
Temperatur. Bei realen Lösungen beeinflussen sich die einzelnen
Moleküle jedoch gegenseitig. Mit zunehmender Konzentration kommt es
zu immer größeren Abweichungen des in Gl. 7 beschriebenen idealen
Verhaltens. Dieses Verhältnis von idealem zu realem Verhalten einer
physikalischen Größe wird als Aktivität bezeichnet. Die Aktivität ai ist
definiert als (Gl. 8):
iiica ⋅= γ Gl. 8
γi bezeichnet hierbei den Aktivitätskoeffizienten. In einer wässrigen
Lösung eines Salzes AB (Gl. 9) BA zz BABA ⋅+⋅↔ −+−+ νννν Gl. 9
sind immer nur positiv und negativ geladene Ionen vorhanden. Deshalb
lässt sich lediglich das Produkt der Aktivitäten der An- und Kationen
(Gl. 10) durch Messungen ermitteln:
Die Größen ν+ und ν- symbolisieren die Stöchiometriekoeffizienten der
Kat- bzw. der Anionen, zA und zB die Ladungszahlen der Kat- bzw. der
Anionen.
ABBAABaaaa =⋅=
−
−
+
+
−+ + νννν . Gl. 10
-
8
Mit dieser mittleren Aktivität (Gl. 10) lässt sich Gl. 8 in Gl. 11 umformen:
( ) ( )−+−−++ +⋅⋅= ννννγ 1BAABABcca . Gl. 11
Ein thermodynamisches System versucht immer das in Gl. 6
beschriebene Gleichgewicht des chemischen Potentials zu erreichen. Bei
der Fällung werden demzufolge solange Ionen in das Kristallgitter
eingebaut, bis sich die Potentiale der festen und der gelösten Phase im
Gleichgewicht befinden bzw. bis sich in der flüssigen Phase das
Gleichgewichtspotential µi* (Gl. 6) eingestellt hat. Die durch die Fällung
abgebaute Potentialdifferenz lässt sich durch Gl. 12 beschreiben:
a
AB
ABii SRT
a
aRT lnln
*
* ⋅=⋅=− γγµµ . Gl. 12
Die mittlere Aktivität im Gleichgewichtszustand aAB* wird auch als
Löslichkeitsprodukt KL bezeichnet und setzt sich analog Gl. 10
zusammen. Sa ist hierbei die aktivitätsbezogene Übersättigung. Sie ergibt
sich zusammen mit Gl. 11 und Gl. 12 zu Gl. 13: ( )−+−
−
+
+
+
⋅⋅=
νννν
γ
1
L
BAABa
K
ccS . Gl. 13
Für die konzentrationsbezogene Übersättigung Sc (Gl. 14) wird der
Aktivitätskoeffizient γAB nicht berücksichtigt, ansonsten wird sie analog zu
Gl. 13 bestimmt:
( )−+−−
+
+
+
⋅=
νννν
1
L
BAc
K
ccS . Gl. 14
Zur Bestimmung des Aktivitätskoeffizienten sind lediglich semiempirische
Ansätze bekannt. Diese Ansätze basieren auf der Debye-Hückel-Theorie
[De23]. Ein semiempirischer Ansatz ist in Gl. 15 dargestellt:
)3,01
1(log I
IIzzA BADHAB ⋅−
+⋅⋅−=γ .
Gl. 15
-
9
Die darin enthaltenen Größen sind:
ADH Debye-Hückel-Konstante des Lösungsmittels m3/mol
zA, zB Ladungszahl des Kations A bzw. des Anions B -
γAB Aktivitätskoeffizient -
I Ionenstärke mol/m³
Die Ionenstärke I ist nach Debye und Hückel [De23] definiert als (Gl. 16):
∑=
⋅⋅=j
i
ii zcI1
2
2
1 . Gl. 16
Bei der Berechnung muss berücksichtigt werden, dass die
Konzentrationen aller gelösten Ionen in Gl. 16 eingehen, da auch
fremdartige Ionen die Ionenstärke beeinflussen. [Ru11]
2.1.3. Teilprozesse der Feststoffbildung
Wie in Kap. 2.1.1 erwähnt zählen die Keimbildung und das
Kristallwachstum sowohl bei den Kristallisations- als auch bei den
Fällungsprozessen zu den Phasen des Prozesses der Feststoffbildung.
Keimbildung
Bei der Keimbildung treten Feststoffe auf, wenn die Keime
thermodynamisch stabil sind, d.h. die kritische Keimgröße überschritten
haben und deshalb wachsen können [Kr01]. Ansonsten lösen sie sich
wieder auf [Jo06, Ka95, Kr01, Ly07].
-
10
Abbildung 1: Schematische Darstellung der Keimbildungsprozesse
Wie in Abbildung 1 dargestellt wird die Keimbildung in die primäre und
sekundäre Keimbildung unterteilt [Ho04, Ka95, Ly02, Mo11, Sc08]. Die
primäre Keimbildung gliedert sich weiter in die homogene und
heterogene primäre Keimbildung auf. Bei der primären homogenen
Keimbildung entstehen die Keime durch im Inneren der Lösung zufällig
entstandene Cluster. Die Cluster sind definiert als Gruppe von
Kristallbausteinen in kristallartiger Anordnung [Ch03, Ka95, Me90a].
Heterogene Keimbildung liegt vor, wenn fremde Feststoff- oder
Staubpartikel in der Lösung zusätzlich vorliegen [Ho04, Kö99, Sc08].
Diese Fremdpartikel erleichtern die primäre Keimbildung, da zusätzlich
die Cluster an den Oberflächen der Fremdpartikel entstehen können.
Sekundäre Keimbildung ist vorhanden, wenn Abriebvorgänge an bereits
vorhandenen Kristallen stattfinden. Diese Kristallbruchstücke dienen als
neue Keime [Ch03, Ho04, Ka95, Kö99, Me90a]. Wenn weder arteigene
Kristalle noch Fremdpartikel im System existieren, kann nur die primäre
homogene Keimbildung stattfinden [Kö99, Ly02, Sc08].
Welcher Mechanismus vorliegt ist von der Übersättigung abhängig. Der
Übergang von heterogener Keimbildung zu homogener Keimbildung liegt
nach Mersmann [Me00a, Me00b], Schubert [Sc98b] und Nielsen [Ni61]
bei 150. [Ru11, La11, Ku11, Fr11]
primär
sekundär
homogen
heterogen
Keimbildung
-
11
Keimbildungstheorie
Die klassische Keimbildungstheorie hat Ihren Ursprung in der
Beschreibung von der Bildung von Nebeltröpfchen in der übersättigten
Gasphase. Im Jahre 1926 haben Volmer und Weber einen exponentiellen
Ansatz für die Keimbildungsrate bhom (Gl. 17) beschrieben [Vo26].
K beschreibt einen Proportionalitätsfaktor, ∆GN die freie
Keimbildungsenthalpie, kB die Boltzmann-Konstante und T die
Keimbildungstemperatur.
Auf diesem Ansatz (Gl. 17) beruhen die meisten Keimbildungstheorien.
Farkas [Fa27], Becker und Döring [Be35] haben die von Volmer und
Weber entwickelte Gleichung zu der heute bekannten klassischen
Keimbildungstheorie weiterentwickelt [Il04]. Der Grundgedanke hinter
diesem Ansatz ist die Bildung von Clustern (Partikelverbänden) in einer
übersättigten Phase nur durch die Anlagerung von einzelnen Monomeren
bzw. Ionen. Diese Anlagerung ist aufgrund der Übersättigung ebenfalls
mit einer Änderung der Gibbs-Energie (freie Enthalpie) verbunden.
Dabei sind zwei Vorgänge energetisch von Bedeutung: Zum einen die
Änderung der freien Enthalpie zur Oberflächenbildung (erster Term). Der
Verband aus Ionen muss sich gegenüber der umgebenden Phase
abgrenzen. Demzufolge ist es notwendig, dass eine Grenzfläche entsteht
und eine feste Phase ausgebildet wird. Diese Änderung ist endergon.
Zum anderen die Änderung der freien Enthalpie bezogen auf die
Volumenphase (zweiter Term). Diese freie Enthalpie ist exergon. Die
resultierende freie Enthalpie berechnet sich nach Gl. 18:
( )aB
m
aB
m
NNN STk
V
x
xSTkV
VAG ln6ln
3
2 ν
π
σπνσ ⋅⋅−⋅⋅=⋅⋅−=∆ . Gl. 18
∆−⋅=
Tk
GKb
B
Nexphom . Gl. 17
-
12
Der erste Term beschreibt die freie Enthalpie, die aufgewendet werden
muss, um die Grenzfläche des Keims AN zu bilden (∆Gσ), σ steht für die
Grenzflächenenergie. Der zweite Term ergibt mit dem Volumen des
kritischen Keims VN und des Monomers (BaSO4) Vm sowie der
kinematischen Viskosität der flüssigen Phase ν die freie Enthalpie,
welche durch die Bildung des Keims frei wird (∆GV). Da die beiden
Größen ∆GV und ∆Gσ einen unterschiedlichen Verlauf mit zunehmendem
Durchmesser des Kristalls aufweisen, durchläuft die freie
Keimbildungsenthalpie ∆GN mit zunehmender Kristallgröße ein Maximum
∆GK.
Abbildung 2: Graphische Darstellung der resultierenden freien Keimbildungsenthalpie ∆GN in Abhängigkeit von der Kristallgröße x [Ru11]
Für die Keime gibt es eine kritische Keimgröße xk. Keime, die kleiner als
diese kritische Keimgröße sind, zerfallen wieder. Keime, die größer als
diese kritische Größe sind, wachsen weiter an. Der kritische Keimradius
liegt im Maximum der resultierenden freien Keimbildungsenthalpie ∆GN
-
13
vor. Sie lässt sich durch Nullsetzen der ersten Ableitung der
resultierenden freien Keimbildungsenthalpie ∆GN berechnen:
0=∆
dx
Gd N . Gl. 19
Diese aus Gl. 19 berechnete kritische Keimgröße xk (Gl. 20) wird in der
klassischen Keimbildungstheorie als charakteristischer Durchmesser
angewendet:
aB
mK
STk
Vx
ln
4
⋅⋅
⋅⋅=
νσ . Gl. 20
Die kritische freie Keimbildungsenthalpie ∆GK (Gl. 21) ergibt sich damit
durch Einsetzen von xK in Gl. 18:
( ) ( )22
2
3
ln3
16
a
m
B
KS
V
TkG
⋅⋅⋅=∆
νσ
π .
Gl. 21
Der in der Berechnung zur Keimbildungsrate (Gl. 17) enthaltene
Proportionalitätsfaktor K setzt sich aus einem Stoßfaktor s (Gl. 25,
Gl. 26), der Oberfläche des kritischen Keims AN, dem Zeldovich-Faktor Z
(Gl. 24) und der Monomerkonzentration n0 zusammen (Gl. 22):
0nAsZK N ⋅⋅⋅= . Gl. 22
So ergibt sich für die Keimbildungsrate nach Einsetzen des
Proportionalitätsfaktors (Gl. 22) in Gl. 17 die Gl. 23:
∆−⋅⋅⋅⋅=
Tk
GnAsZb
B
N
N exp0hom . Gl. 23
In Gl. 23 gibt der exponentielle Teil multipliziert mit der
Monomerkonzentration n0 die Anzahl der Keime, welche die kritische
Größe erreicht haben an.
Keime, die die kritische Keimgröße überschritten haben, werden aus der
Keimgrößenverteilung gelöscht. Dieses berücksichtigt der Zeldovich-
Faktor Z (Gl. 24) Dieser Faktor ist nach Zeldovich [Ze92] und Mersman
[Me00a] wie in Gl. 24 beschrieben definiert:
-
14
N
m
B AV
TkZ
12 ⋅⋅⋅=
σ . Gl. 24
Zum einen beschreibt der Stoßfaktor s nach Heyer [He00] wie die Keime
mit den Monomeren aufgrund der Brown’schen Molekularbewegung
interagieren (Gl. 25). Zum anderen stellt der Stoßfaktor eine
Wechselwirkungsrate dar mit der die Monomere auf die Keimoberfläche
auftreffen (Gl. 26). Kind und Mersman [Ki83] entwickelten basierend auf
der Arbeit von Nielsen [Ni64] einen Ansatz über die Häufigkeit, mit
welcher die Monomere auf die Keimoberfläche auftreffen:
4
43
04
3BaSO
Dns ⋅= . Gl. 25
Dabei beschreibt DBaSO4 den Diffusionskoeffizienten von Bariumsulfat und
n0 die Konzentration an Monomeren.
Laut Schubert [Sc98b] ist aber dem Ansatz nach Heyer zur Berechnung
des Stoßfaktors (Gl. 26), der die durch von Smoluchowski [vS17]
beschriebene, gegenseitige Wechselwirkung basierend auf der
Brownschen Molekularbewegung zwischen einem kritischen Cluster mit
dem Durchmesser xk und den Monomeren mit dem Durchmesser dm,
berücksichtigt, der Vorzug zu gewähren, da er im Vergleich zu dem
Ansatz von Kind und Mersman (Gl. 25) bessere Ergebnisse hinsichtlich
der Genauigkeit liefert:
( )mk
mk
BaSOdx
dxDns
⋅
+⋅=
2
0 44π . Gl. 26
Die Konzentration an Monomeren n0 in Gl. 23 kann auch durch Gl. 27 wie
folgt beschrieben werden:
AaLNSKn ⋅⋅=0 . Gl. 27
Hierbei bezeichnet NA die Avogadrokonstante. Damit erhält man
zusammen mit Gl. 21, Gl. 23, Gl. 24 und Gl. 26 die Berechnung für die
Keimbildungsrate bhom in partikelfreien Lösungen als Gl. 28:
-
15
( )( )
⋅⋅
⋅−⋅⋅⋅⋅⋅=
2
23
37
homln3
16exp
2
34
a
m
b
m
b
AaLBaSOS
V
TkV
TkNSKDb
ν
σπσ . Gl. 28
In Gl. 28 ist die Grenzflächenenergie σ (Gl. 29) von besonderer
Bedeutung, da diese mit der dritten Potenz in den Exponenten des
letzten Terms eingeht und eine experimentelle Ermittlung in der Regel
ungenaue Ergebnisse liefert [Sö82].
Mersman entwickelte eine empirische Gleichung für die Berechnung der
Grenzflächenenergie zwischen Kristall und Lösung mit einer Abweichung
von 7% gegenüber einem aus Keimbildungsraten berechneten Wert für
die Bariumsulfatfällung [Me90b] (Gl. 29):
( )
⋅
=
=
Li
s
i
i
As
iBl
i
s
i
A
s
iBKMM
NTk
c
cNcTk
ρρσ ln414,0ln414,0
32
32 . Gl. 29
Die verwendeten Größen sind hierbei:
σ Grenzflächenenergie J/m2
cis Konzentration der Komponente i in der festen
Phase
mol/m3
cil Konzentration der Komponente i in der flüssigen
Phase
mol/m3
NA Avogadrokonstante mol-1
kB Boltzmann-Konstante J/K
T absolute Temperatur K
ρis Dichte der festen Phase kg/m3
Mi Molmasse der Komponente i kg/mol
KL Löslichkeitsprodukt mol2/L6
Viele in diesem Modell verwendeten Parameter sind temperaturabhängig,
deshalb liefert Gl. 28 nur bei 25 °C reproduzierbare Ergebnisse [Il04].
Neben der klassischen Keimbildungstheorie sind in der Literatur viele
empirischen und halbempirischen Ansätzen zur Beschreibung der
Keimbildungsrate zu finden [Me00b, Sc98b, Ni64, Ni84, An94, Ki83,
-
16
Ku08a, Di91, Ni69, Ba95b, Ao99, Vi03, Ma02]. Die Parameter dieser
Ansätze werden durch Fitting von experimentellen Daten gewonnen und
sind deshalb in ihrer Gültigkeit auf einen gewissen Bereich beschränkt.
Daher wird auf diese hier nicht näher eingegangen, sondern auf die
entsprechende Literatur verwiesen. [Ru11]
Kristallwachstum
Das Kristallwachstum ist der zweite Teilprozess im
Feststoffbildungsprozess. Dieser ist genauso wie die Keimbildung von
der Übersättigung abhängig. Bei einer hohen Übersättigung wird diese
sehr schnell wieder durch die Bildung von vielen Keimen abgebaut. Damit
weisen die Primärpartikel nur eine geringe Größe auf. Bei geringen
Übersättigungen hingegen entstehen weniger Keime und die
Kristallwachstumsgeschwindigkeit überwiegt. Aus diesem Grunde
entstehen größere Partikel. Die Kristallwachstumsrate RG ist als die
zeitliche Änderung eines charakteristischen Durchmessers x eines
Partikels definiert (Gl. 30):
dt
dxRG
= . Gl. 30
Das Kristallwachstum besteht aus zwei Teilschritten. Im ersten Schritt
müssen hydratisierte Ionen aus der freien Lösung durch die Diffusions-
und Adsorbtionsgrenzschicht bis an die Oberfläche des Kristalls
diffundieren. Im zweiten Schritt erfolgt dann der Einbau in das
Kristallgitter. Der langsamste Teilschritt bestimmt dabei die
Wachstumsgeschwindigkeit. Somit kann das Kristallwachstum in
einbaulimitiertes und diffusionslimitiertes Kristallwachstum unterteilt
werden.
-
17
Abbildung 3: Schematisches Aktivitätsprofil in Abhängigkeit von der Entfernung von der Kristalloberfläche bei einbaulimitiertem und diffusionslimitiertem Kristallwachstum [Ku08a]
In Abbildung 3 ist das Aktivitätsprofil für diffusions- und einbaulimitiertes
Kristallwachstum in Abhängigkeit von der Entfernung der
Kristalloberfläche dargestellt. Bei einbaulimitiertem Kristallwachstum ist
der Einbau der Ionen in die Kristallstruktur der langsamste Schritt. Aus
diesem Grunde ist die Aktivität und damit auch die Konzentration
(vgl. Gl. 8, Gl. 10) nahe der Adsorptionsgrenzschicht in der gleichen
Größenordnung wie in der freien Lösung. Erst in der
Adsorptionsgrenzschicht findet ein starker Abfall der Konzentration auf
die Gleichgewichtskonzentration, welche direkt an der Kristalloberfläche
herrscht, statt ((1) in Abbildung 3). Im Gegensatz dazu liegt beim
diffusionslimitierten Kristallwachstum der Konzentrationsgradient in der
Diffusionsgrenzschicht ((2) in Abbildung 3). Der Grund hierfür ist, dass
die Ionen schneller in das Kristallgitter eingebaut werden, als der
Transport aus der freien Lösung an die Kristalloberfläche stattfindet.
-
18
Abbildung 4: Kristallwachstum an energetisch günstigen Stellen des Kristallgitters: Schraubenversetzungen und Stufenversetzungen mit 2 (Step Site) oder 3 (Kink Site) möglichen Nachbarbindungen [Di91]
Bei niedrigen Übersättigungen (Sa≥1) findet die Anlagerung von Ionen nur
an Gitterfehlern, Ecken und Kanten statt, d.h. nur an energetisch
günstigen Stellen des Kristallgitters. Die Anlagerung kann in sieben
Teilschritte gegliedert werden, wie in Abbildung 4 dargestellt:
(i): Transport der Ionen aus der freien Lösung an die Kristalloberfläche
(ii): Adsorption an der Kristalloberfläche
(iii): Diffusion über die Kristalloberfläche
(iv): Anlagerung an eine Versetzung
(v): Diffusion entlang der Versetzung
(vi): Einbau in die Versetzung
(vii) Diffusion der Ionen aus der elektrochemischen Doppelschicht weg von der Kristalloberfläche
Zur Beschreibung des Kristallwachstums existieren verschiedene Modelle
(Tabelle 2).
-
19
Tabelle 2: Mechanismen des einbaulimitierten Kristallwachstums und deren Abhängigkeit von der Übersättigung, nach Nielsen [Ni84], Söhnel und Garside [Sö92]
Art des Wachstums
Mechanismus RN proportional zu
Polynuklearer Mechanismus
( ) ( )
−−
a
aaaS
KonstSSS
ln
.expln1
613267
„Birth-and-Spread“-Modell
−
aS
Konst
ln
.exp
Oberflächen- keimbildung
Mono-nuklearer Mechanismus
( )21−aS
Oberflächen-wachstum
BCF-Modell ( )21−aS
Das BCF-Modell, benannt nach seinen Erfindern Burton, Frank und
Cabera [Bu51], beschreibt das Kristallwachstum an eindimensionalen
Gitterfehlern bzw. Schraubenversetzungen. Dieses Modell beruht auf
dem Oberflächenwachstum. Die gelösten Ionen lagern sich an diesen
Gitterfehlern an. Dadurch wird auf der gesamten Kristalloberfläche eine
neue Schicht von Ionen gebildet. Aus diesem Grunde verschwinden alle
Versetzungen und es entstehen Partikel mit einer vollkommen glatten
Kristalloberfläche. Dieses Modell findet bei sehr niedrigen
Übersättigungen Anwendung.
Die Oberflächenkeimbildung findet bei höheren Übersättigungen als beim
BCF-Modell Anwendung. Die Oberflächenkeimbildung wird über drei
verschiedene Modelle (mononuklearer Mechanismus, „Birth-and-Spread“-
Modell, polynukleares Wachstum) in Abhängigkeit der Übersättigung
unterteilt.
Beim mononuklearen Mechanismus lagert sich ein Keim auf der
Kristalloberfläche an. Dieser Keim wirkt dann als Versetzung, er breitet
sich über die gesamte Kristalloberfläche aus. Erst danach lagert sich der
nächste Keim an und der Vorgang beginnt erneut [Ni64]. Bei höheren
Übersättigungen Sa findet das Birth-and-Spread Modell (B+S)
Anwendung. Hierbei erfolgt die Oberflächenkeimbildung und die
Ausbreitung gleichzeitig. Dies führt zu rauen Kristalloberflächen [Sc05].
Bei noch höheren Übersättigungen wird das Modell des polynuklearen
mit
stei
gend
er
Übe
rsät
tigun
g
-
20
Wachstums (P+N) verwendet. Hierbei findet das Kristallwachstum nur
noch ausschließlich durch Oberflächenkeimbildung statt. Bei diesem
Modell verliert die Wachstumsrate der Oberflächenkeime im Vergleich zur
Oberflächenkeimbildungsrate an Bedeutung [Ni84].
In Abbildung 5 ist die Wachstumsgeschwindigkeit in Abhängigkeit der
Übersättigung für die verschiedenen Kristallwachstumsarten dargestellt.
Abbildung 5: Schematische Abhängigkeit der Art des Kristallwachstums von der Übersättigung. Gestrichelte Linien entsprechen den verschiedenen einbaulimitierten Wachstumsmechanismen. B+S = „birth-and-spread Modell, PN = polynuklearer Mechanismus [Ku08a]
Angerhöfer [An94] gibt den Übergang von einbaulimitiertem Wachstum
zu diffusionslimitiertem Wachstum bei einer Übersättigung von Sa > 40
an.
Für diffusionslimitiertes Wachstum ist die Berechnung der linearen
Wachstumsrate RG über die Massentransportgleichung (Gl. 31) möglich
[Ku08a]:
( )*iiiPii aaMAmdt
dm−⋅⋅⋅== β& . Gl. 31
Dabei beschreibt im& den Massenstrom einer Komponente i mit der
molaren Masse Mi, welche an die Partikeloberfläche AP angelagert wird.
Die treibende Kraft ist hierbei der Aktivitätsgradient (ai-ai*). Der
Aktivitätsgradient beschreibt die Differenz der Aktivität der
Partikeloberfläche und der Aktivität der umgebenden Lösung. Der
RG
40
-
21
Stoffübergangskoeffizient β ist über die Sherwood-Zahl Sh (Gl. 32) und
den Diffusionskoeffizienten Di der kristallisierenden Komponente
berechenbar:
iD
xSh
⋅=
β . Gl. 32
Bei Annahme der gleichen Stoffübergangskoeffizienten für alle
Ionenspezies i ergibt sich ein Massentransport für die Gesamtheit der
Spezies zu (Gl. 33):
( )( )∑∑ −⋅⋅⋅==i
iiiP
i
iaaMAmm*β&& . Gl. 33
Unter den Annahmen, dass die Dichte des Partikels zeitlich konstant
bleibt und eine kugelförmige Partikelgeometrie vorliegt gilt für dm/dt
(Gl. 34):
GPGPP
PP
PRxRx
dt
dx
dx
dV
dt
dV
dt
dm⋅⋅=⋅
′
⋅=⋅⋅=⋅= 232
1
6
1πρπρρρ . Gl. 34
Nach Einsetzen von Gl. 34 in Gl. 33 erhält man Gl. 35:
( )( )∑ −⋅⋅⋅=i
iii
P
ABG
aaMx
DShR
*2
ρ. Gl. 35
Für den Fall der stöchiometrischen Fällung kann in Gl. 35 der
Aktivitätsgradient durch das Löslichkeitsprodukt und die Übersättigung
ersetzt werden und es ergibt sich:
( )12 −⋅⋅⋅⋅= SKMx
DShR
L
P
ABG ρ
. Gl. 36
Diese Gleichung (Gl. 36) ist auch im Fall von unstöchiometrischen
Fällungen anwendbar. Hierzu zählt auch die Bariumsulfatfällung. Dieses
beruht darauf, dass die positiv geladene Adsorptionsschicht an den
Partikeln die Diffusion von weiteren Bariumionen an die
Partikeloberfläche hemmt. Dahingegen wird die Diffusion der Sulfationen
begünstigt. So heben sich beide Effekte gegenseitig auf.
-
22
Wenn die Partikel kleiner als 10 µm sind, findet zwischen den Partikeln
und dem umgebenden Fluid keine Relativgeschwindigkeit statt und die
Konvektion kann vernachlässigt werden. Aus diesen Gründen kann für
die Sherwood-Zahl ihr minimaler Wert von Shmin = 2 angenommen
werden [Ni80]. [Ru11]
2.1.4. Stabilisierung
Nach der Fällung der Partikel kann es zu einer unerwünschten
Aggregation der Partikel kommen. Ob eine Aggregation eintritt, hängt von
den Wechselwirkungen der Partikel untereinander ab. Wenn die
attraktiven kurzreichweitigen van-der-Waals Kräfte größer als die
repulsiven Kräfte sind, kommt es zu einer Aggregation und damit
Sedimentation der Partikel. Van-der-Waals Kräfte wirken 5-10 nm um das
Partikel herum. Hierbei verändern sich die Produkteigenschaften von
Nanopartikeln, die für die Anwendung dieser Stoffe sehr wichtig sind. Aus
diesem Grunde ist eine langzeitige Stabilisierung der Nanopartikel
notwendig. Bei den Stabilisierungsmethoden wird zwischen der
elektrostatischen und sterischen Stabilisierung unterschieden. Zu der
sterischen Stabilisierung zählen ebenfalls die Verarmungs- und die
elektrosterische Stabilisierung.
Die elektrostatische Stabilisierung beruht auf der Abstoßung
gleichnamiger Ladungen. Ursachen für die Ladung der Oberfläche sind
Dissoziationsreaktionen, spezifische Ionenadsorption oder Gitterdefekte.
Bei salzartigen Kolloiden, wie zum Beispiel Bariumsulfat, erfolgt die
Ladung durch Adsorption von potential bestimmenden Ionen (PDI) aus
dem Elektrolyten. Diese lagern sich einfacher an als die restlichen Ionen
der Suspension [La97, Sc06, Sa05].
Bei der Bariumsulfatfällung sind Ba2+ - und K+ - Ionen die potential
bestimmenden Ionen [Eb00]. Die Anlagerung findet im Kristallgitter dort
statt, wo Sulfationen im Kristallgitter lokal im Überschuss vorliegen und
damit partiell negative Ladungen entstehen. Dadurch wird das Partikel
positiv geladen.
-
23
Kaliumionen K+ Bariumionen Ba
2+
Sulfationen SO42- Chloridionen Cl
-
Abbildung 6: Schematische Darstellung der elektrostatischen Stabilisierung für das vorliegende Partikelsystem Bariumsulfat
Um das mit adsorbierten Ionen belegte Partikel befindet sich die
sogenannte elektrische Doppelschicht. Diese setzt sich aus der
Sternschicht und der diffusen Schicht zusammen. Um die
Elektroneutralität zu gewährleisten, befindet sich um die Sternschicht
eine diffuse Schicht. In dieser befinden sich die Gegenionen, welche bei
dem vorliegenden Partikelsystem aus Cl-- und SO42--Ionen bestehen
(Abbildung 6), die die positive Ladung der Partikeloberfläche und den
positiven Ladungsüberschuss der Sternschicht kompensieren. Hier sind
die Ionen nicht adsorbiert, sondern frei beweglich. Nähern sich nun zwei
Teilchen an, so verhindert ihre gegenseitige Abstoßung ein Ausflocken.
Partikel- oberfläche Sternschicht
diffuse Schicht
-
24
Überwiegen die anziehenden Wechselwirkungen, so kommt es zu einer
Koagulation der Partikel. Damit eine Dispersion stabil ist, müssen die
darin enthaltenden Teilchen durch genügend große abstoßende
Wechselwirkungen auf Abstand gehalten werden. Die Dicke der
elektrischen Doppelschicht gibt an, ob eine Dispersion stabil ist. Wenn
die abstoßende Doppelschicht eine größere Reichweite um das Partikel
hat, so ist die Dispersion stabil.
Die sterische Stabilisierung ist eine weitere Möglichkeit der Stabilisierung.
Hierbei werden Makromoleküle der Dispersion hinzugegeben. Die
Makromoleküle adsorbieren chemisch oder physikalisch an der
Teilchenoberfläche. Dadurch bildet sich eine Hülle von Makromolekülen
um das Partikel. Diese Schicht verhindert damit die Annäherung der
Partikel. Je dicker diese Schicht ist, desto stabiler ist die Dispersion.
Zur sterischen Stabilisierung sind in Abbildung 7 vier verschiedene
Mechanismen beschrieben.
Im Fall A lagern sich die zugegebenen Alkylketten so am Partikel an,
dass sich die Partikel räumlich nicht annähern können. Dieses beruht auf
der Stauchung dieser Alkylketten, wodurch die Bewegungsfreiheit
eingeschränkt wird.
Im Fall B liegt eine lokale Konzentrationsabnahme zwischen den
Partikeln vor. Der hierbei vorliegende osmotische Effekt übt die repulsive
Kraft aus.
Die elektrosterische Stabilisierung (Fall C und Fall D) beruht auf einer
Kombination der elektrostatischen und der sterischen Stabilisierung. Im
Fall C besitzen die Partikel eine Oberflächenladung und im Fall D tragen
die adsorbierten Makromoleküle eine Ladung [La05, Ar02].
-
25
Abbildung 7: Mechanismen der sterischen Stabilisierung [La05]
Die Verarmungsstabilisierung kann ebenfalls bei der Zugabe von Polymer
vorliegen. Diese lagern sich aber nicht an der Partikeloberfläche an,
sondern liegen in freier Lösung vor. Ansonsten ähnelt die
Verarmungsstabilisierung dem beschriebenen Fall B. Die Stabilisierung
beruht ebenfalls auf der Verdrängung und der Konzentrationsabnahme
des Polymers. Eine Annäherung wird durch einen Ausgleich des lokal
unterschiedlichen osmotischen Druckes verhindert [Ar02].
2.2. Mischung
2.2.1. Mischskalen
Bei einer Mischung werden verschiedene Mischskalen unterschieden:
• das Makromischen,
• Mesomischen und
• Mikromischen [Ba95a, Kr01, No08, Ra08, To01a].
Makromischen
Das Makromischen beschreibt Strömungsvorgänge im makroskopischen
Bereich. Die hierbei betrachteten Fluidballen sind kleiner als die
Reaktorabmessungen, aber größer als der Durchmesser eines einzelnen
-
26
Moleküls. Hierdurch sind Beschreibungen von Konzentrations- und
Geschwindigkeitsverteilungen im cm-Maßstab und größer möglich [Ba01,
Kr01, Ri09, vL96a].
Mesomischen
Beim Mesomischen wird die Umwandlung großer Wirbel betrachtet. Die
Flüssigkeitselemente werden durch den turbulenten Wirbelzerfall in Folge
von Trägheitskräften in immer kleinere Elemente dissipiert. Ab einer
bestimmten Größe überwiegen die viskosen Kräfte über diesen
Trägheitskräften. Als kritische Wirbelmessung wird die Kolmogrov-Länge
angenommen. Mit dem Mesomischen werden Vorgänge im mm-Bereich
beschrieben [Ba95a, Ra08, vL96a].
Mikromischen
Das Mikromischen beschreibt das Vermischen im molekularen Bereich.
Die Vermischung von benachbarten Fluidballen erfolgt durch die viskos-
konvektive Umwandlung von Flüssigkeitselementen. Diese ist gefolgt von
der molekularen Diffusion [Ba95a, Ra08, Ri09, vL96a] und ist bedeutend
für Fällungen. Die Relevanz wird in Kap. 2.2.2 näher erläutert. [Fr11]
2.2.2. Relevanz des Mikromischens für die
Fällungsreaktion
Die Mikromischung ist wichtig, da bei der Fällung die Geschwindigkeit der
chemischen Reaktion hoch ist. Durch das Mikromischen kommt es zu
einer intensiven Vermischung der Edukte und dadurch zu einer räumlich
homogenen Konzentrationsverteilung im betrachteten Reaktionsvolumen.
Bei kinetischen Gleichungen zur Beschreibung einer Reaktion wird der
homogene Zustand vorausgesetzt. In der Realität liegen aber häufig
inhomogene Konzentrationsverteilungen vor, da eine homogene
Vermischung über den gesamten Reaktor nicht möglich ist [Ma96].
-
27
Der Phasenwechsel von flüssig nach fest ist von der Übersättigung und
damit von der räumlichen Konzentrationsverteilung abhängig. Die
vorliegende Übersättigung wird damit durch das Mischen der Edukte
bestimmt. Bei einer inhomogenen Verteilung liegt in der Kontaktzone der
Reaktanden eine lokale maximale Übersättigung vor. An diesen Stellen
ist die Keimbildung begünstigt [Fr95]. In den schlechter durchmischten
Zonen liegt eine geringere Übersättigung vor und das Kristallwachstum
findet bevorzugt statt. Dadurch liegen örtlich unterschiedliche
Keimbildungsraten, Keimgrößen und Kristallwachstumsgeschwindig-
keiten vor wodurch breitere Partikelgrößenverteilungen und verschiedene
Partikelmorphologien entstehen [Ba95b, Ba99, Ch96, Gr06, Ho97, Ma96,
Ma91, vL96a, vL96b].
In vielen Untersuchungen wurde gezeigt, dass mit einer Erhöhung der
Rührintensität eine intensivere Vermischung stattfindet [Ch07, Fo96,
Li97, No08]. In Bezug auf die Fällungsergebnisse sind bei einer
Erhöhung der Mischungsintensität in der Literatur widersprüchliche
Ergebnisse verzeichnet. Im Folgenden sind einige Beispiele vor allem
vom Modellsystem Bariumsulfat als auch einige von Calciumcarbonat
und Calciumoxalat verzeichnet.
W. Zheng et al. [Zh06], Fitchett und Tarbell [Fi90], Leewen et al. [vL96b],
A.C Rasmuson und M. Torbacke [To01b] sowie Baldyga et al. [Ba95b,
Ph99] fanden heraus, dass mit steigender und damit intensiverer
Vermischung die Partikelgröße zunimmt. Phillips et al. [Ph99] erklärten
diesen Zusammenhang durch eine schnellere Neuverteilung der
Übersättigung bei höherer Vermischungsintensität. I. Houcine et al.
[Ho97], J. Franck und A. Mersman [Fr95], B. Judat et al. [Ju03] erhielten
dazu widersprüchliche Ergebnisse. Sie zeigten, dass bei einer
Intensivierung der Vermischung die resultierende Partikelgröße sinkt. I.
Houcine [Ho97] begründete die Beobachtung durch eine Begünstigung
der sekundären Keimbildung bei einer Erhöhung der Durchmischung. Es
kommt dadurch zu verstärktem Bruch und Abrieb der Partikel. Diese
Bruchstücke wirken als weitere Keime, so dass schlussendlich kleinere
Partikel erzeugt werden. J. Franck [Fr95] führte die Beobachtung darauf
zurück, dass der erhöhte Energieeintrag zu einer Verkürzung der
-
28
Mikromischzeit führt und damit auch zu einer höheren Übersättigung. Die
resultierende höhere Keimbildungsrate und geringere Wachstumsrate
führt demzufolge zu einer Verringerung der Partikelgröße.
A. Barresi et al. [Ba99] und Pagliolico et al. [Pa99] sowie Fitchett und
Tarbell [Fi90] stellten eine Veränderung der Partikelmorphologie in
Abhängigkeit der Mischbedingungen fest. Bei einer Erhöhung der
Vermischungsintensität, z.B. durch eine Steigerung der Rührintensität,
werden Partikel synthetisiert, die die Form einer Rose aufweisen.
Das Makromischen stellt den dominierenden Mischungsprozess in Bezug
auf die Partikelform dar, wie B. Judat [Ju04] gezeigt hat. Durch eine
Erhöhung der Makromischqualität ändert sich die Partikelform von der
regulären in eine irreguläre Form. Begründet wird dieses dadurch, dass
bei einer hohen Übersättigung das diffusive Wachstum der Partikel
begünstigt ist und dadurch irreguläre Partikelformen entstehen. Bei einer
geringen Übersättigung, hervorgerufen durch eine geringere
Makromischqualität, wird hingegen das integrative Wachstum der Partikel
bevorzugt. Diese führt zu regulären Partikelformen [Ju04]. Die Bildung
von irregulären Partikelformen durch eine Steigerung der
Makromischqualität konnte ebenfalls durch M. Mazzotti et al. [Ma07a]
bewiesen werden. [Fr11]
2.2.3. Mikromischzeit
Ein weiterer wichtiger Einflussfaktor auf Fällungsreaktionen ist die
Mikromischzeit. Für Fällungsreaktionen sollte diese kleiner als 1 ms sein
[Ma07b]. Es sollen nun Berechnungsmöglichkeiten für die Mikromischzeit
bei vorliegenden laminaren und turbulenten Strömungen aufgezeigt
werden. Nach Johnson et al. [Jo03] kann für laminare Strömungen
angenommen werden, dass die charakteristische Mischzeit gleich der
Diffusionszeit (Gl. 37) ist:
( )D
k
diffm
25.0 λ
ττ⋅
== . Gl. 37
-
29
Als charakteristische Längenskala wurde die Kolmogorov-Wirbellänge λk
(Gl. 38) verwendet:
41
3
=
εν
λk . Gl. 38
Zur Bestimmung der Energiedissipationsrate ε wird die dem System
zugeführte Leistung betrachtet, die durch das Produkt vom Mischvolumen
Vmisch und der Dichte ρ dividiert wird (Gl. 39):
Als Dichte ρ wird vereinfacht die Dichte von Wasser herangezogen.
Eine weitere Möglichkeit zur Berechnung der Mikromischzeit für viskoses
konvektives Mischen erfolgt über den Engulfment Faktor E. Nach dem
Engulfment Modell zur Mikromischung nach Baldyga [Ba89] kann die
Mikromischzeit über die Energiedissipationsrate nach Gl. 40 bestimmt
werden:
Die Energiedissipationsrate ist prinzipiell in Gl. 39 angegeben. Auf die
genaue Definition zur Berechnung der Leistung wird in Kap. 8.2 näher
betrachtet.
2.3. Ultraschall
2.3.1. Grundlagen des Ultraschalls
Der Mischprozess kann ebenfalls durch Ultraschall realisiert werden
[Mo99b].
Die durch Ultraschall erzeugten Schallwellen sind vom Menschen nicht
hörbar. Für Menschen ist nur der Frequenzbereich von 16 bis 20 kHz
wahrnehmbar [Ka95], [Ka06], [Kr01]. Die Ultraschallwellen bewegen sich
aber im Frequenzbereich von 16 kHz bis 2 MHz [Kr01, Mo00].
mischV
P
⋅=
ρε . Gl. 39
εν
⋅== 2,171
Etm . Gl. 40
-
30
Ultraschallwellen entstehen durch die Umwandlung von elektrischer
Energie in mechanische Schwingungen. Dies kann z.B. durch piezo-
elektrische Kristalle realisiert werden. Bei Anlegen eines elektrischen
Wechselfeldes an diesem aus Quarz bestehenden Kristall kann dieser
mechanische Schwingungen durch ein Ausdehnen und anschließendes
Zusammenziehen ausführen. Um Ultraschall erzeugen zu können, ist
hierfür ein hochfrequentes elektrisches Wechselfeld notwendig.
Voraussetzung für die Ausbreitung der Schallwellen ist immer eine
Materie [Ka06].
Für die Übertragung der Schallwellen in einer Flüssigkeit kann z.B. eine
Sonotrode verwendet werden. Eine Sonotrode hat eine in Richtung ihrer
normalen Schwingungen ausführende Oberfläche. Diese Bewegungen
werden in der Flüssigkeit auf die Nachbarelemente übertragen und
können sich so über die gesamte Materie ausbreiten [Ze04]. In einer
Flüssigkeit können keine Querkräfte übertragen werden, deshalb liegen
keine Transversalwellen sondern nur Longitudinalwellen vor [Mi87]. Unter
Longitudinalwellen werden Wellen verstanden, die parallele
Schwingungen zur Ausbreitungsrichtung ausüben [Ka95, Ze04]. Die
Schallwelle in der Flüssigkeit ist durch die räumliche und zeitliche
Änderung der Flüssigkeitsdichte, des Druckes und der Geschwindigkeit
der einzelnen Teilchen, aber auch von physikalischen Kenngrößen, wie
der Temperatur und dem Dampfdruck der Flüssigkeit bestimmt [Ze04].
Die Ausbreitung erfolgt durch Druck- und Dichteschwankungen in der
Flüssigkeit [Kr01]. In realen Flüssigkeiten nimmt die Schallintensität
aufgrund von Dissipationsverlusten exponentiell mit der Entfernung der
Sonotrode ab. Durch die Abnahme der Schallintensität wird die
Auslenkungsamplitude der Teilchen kontinuierlich kleiner. Dieses kann
verschiedene Ursachen haben. Zum einen wird die Schallintensität durch
die viskosen Kräfte der Flüssigkeit und der dadurch erzeugten
Wärmeentwicklung gedämpft. Zum anderen sind aber auch
nichtdissipative Ursachen wie z.B. Streuung an Inhomogenitäten oder
Reflexionen für die Dämpfung denkbar [Ka95]. [Ku11, Fr11, La11]
-
31
2.3.2. Wirkmechanismen des Ultraschalls
In Flüssigkeiten treten durch Ultraschallwellen zwei wichtige Effekte auf.
Zum einen wird eine erhöhte Molekülbewegung im Fluid erzeugt.
Hierdurch wird eine akustische Strömung hervorgerufen. Durch die
verstärkte Molekülbewegung kommt es zu einer Erhöhung des
Stoffübergangs und zu einer verbesserten Durchmischung des Fluids
[Ka95].
Zum anderen tritt akustische Kavitation ein [Jo06, Ka95]. Dieser Effekt
liegt vor, wenn die Kavitationsschwelle überschritten wird. Die
Kavitationsschwelle ist ein Grenzwert ab dem Kavitation eintritt [Bu99,
Ke02]. In der Literatur wird dieser Grenzwert mit einem Wert von ca.
1 W/cm² angegeben [So03].
Die Wellen erzeugen durch ihre Ausbreitung in Longitudinalwellen
wechselnde Kompressions- und Dehnungszonen. Dabei werden die
Teilchen zusammengedrückt bzw. voneinander wegbewegt. Es wird
hierbei von Hochdruck- und Unterdruck-Zyklen gesprochen [Ka95, Ab07].
Wenn der Druck in den Dehnungszonen unter den Dampfdruck der
Flüssigkeit sinkt, geht die Flüssigkeit partiell in den gasförmigen Zustand
über [Sc08]. Dabei entstehen mit Dampf oder Gas gefüllte Blasen [Jo06,
Ka95, Ly02, Sc08]. Meistens liegen nicht reine gas- oder dampfbefüllte
Blasen vor, sondern Mischformen von Gas- und Dampfblasenkavitation.
Gas- oder dampffreie Blasen treten in der Realität fast nie auf [Ze04].
Diese Kavitationsblasen wachsen solange bis sie instabil werden. Im
folgenden Hochdruck-Zyklus (Kompressionszone) zerfallen die Blasen
schlagartig oder sie implodieren [Kö99, Ly02].
In ungestörter Umgebung kollabieren die Blasen kugelsymmetrisch. In
der Nähe von Hindernissen, Feststoffober- oder Phasengrenzflächen
erfolgt der Kollaps nicht mehr kugelsymmetrisch [Ho96, Ka95, Kr01]. Es
kommt zur Ausbildung von Flüssigkeitsstrahlen („Mikro-Jets“), diese sind
auf feste Oberflächen gerichtet und erreichen Geschwindigkeiten von bis
zu 100 m/s (Abbildung 8) [Bo10, Do00, Ha99, Se01, Ho96, Ka95, Kö99,
Ul02]. Durch die Flüssigkeitsstrahlen kann es zu einer Verbesserung der
Mischung kommen. Weiterhin können Reinigungseffekte erzielt werden.
-
32
Bei Kavitation entstehen aber auch negative Effekte, wie z.B.
Erosionserscheinungen an festen Oberflächen [Ci08, Do00, Ka95, Kö99,
Se01, Ma85, Su87, Wi95].
Abbildung 8: Vorgang der asymmetrischen Blasenimplosion [We04]
Durch das Kollabieren der Blasen treten hohe Temperaturen auf. Darüber
hinaus werden auch kraftvolle Schockwellen freigesetzt [Ha99, Ho96,
Ly02]. Dieses Phänomen beruht auf der sehr kurzen Zeitdauer des
Kollabierens im Vergleich zum Blasenwachstum [Jo06]. Dieses ist in
Abbildung 9 dargestellt. Das Blasenwachstum dauert ca. eine halbe
Schwingungsperiode [Kr01]. In Abbildung 9 ist zudem die Abhängigkeit
der Blasengröße von der Ultraschallfrequenz abgebildet. Bei konstanter
Schallintensität sind mit zunehmender Frequenz die entstehenden Blasen
kleiner [Ka95]. Der Grund für die kleineren Blasen bei hohen Frequenzen
wird im nächsten Abschnitt zum Einfluss der Frequenz auf die Kavitation
erklärt. Neben der Frequenz ist die Blasengröße auch von der
Schallintensität abhängig. Mit der Zunahme der Schallintensität entstehen
größere Blasen [Ka95].
-
33
Abbildung 9: Blasengröße in Abhängigkeit von der Zeit und der Frequenz [Ul02]
Zusammenfassend kann gesagt werden, dass die Kavitation für die
Verbesserung der Durchmischung und zur Oberflächenreinigung
eingesetzt werden kann. Aber es müssen auch die negativen
Auswirkungen der Kavitation, wie die massive Beschädigung von
Bauteiloberflächen infolge des Materialabtrages, beachtet werden [En96].
[Fr11, Ku11, La11]
2.3.3. Einflussfaktoren
Zur Betrachtung der Einflüsse der Flüssigkeitseigenschaften auf die
Kavitation ist die Einführung zweier Begriffe sinnvoll [Ka95]:
• Die Kavitationsfestigkeit ist die Schallintensität, bei der das erste
Mal Kavitation auftritt.
• Die Kavitationsintensität ist ein Maß für die auftretenden Drücke
und Temperaturen beim Kollabieren der Blasen.
Im Folgenden sollen die wichtigsten Einflussfaktoren hinsichtlich der
Kavitation beschrieben werden.
-
34
Frequenz des Ultraschalls
Im Frequenzbereich von 20 – 50 kHz ist die Kavitation besonders
ausgeprägt [Ka95]. In diesem Frequenzbereich treten durch den
Blasenkollaps und die dadurch erzeugten Flüssigkeitsstrahlen starke
mechanische Wirkungen auf. Mit Zunahme der Frequenz nimmt die
Schwingungsperiode ab. Dadurch neigt die Flüssigkeit mit zunehmender
Frequenz bei konstanter Schallintensität weniger zur Kavitation. Die Zeit
für das Wachstum und den Kollaps der Blasen verringert sich
(Abbildung 9). Durch die kürzere Wachstumszeit entstehen kleinere
Blasen und durch die geringere Dauer des Kollapses werden
ausschließlich niedrigere Kavitationsintensitäten erreicht [Ka95, Ki06].
Außerdem wirkt sich die verstärkte molekulare Dämpfung in Flüssigkeiten
bei Einwirkung hoher Frequenzen aus [Ka95].
Gelöste Gase in der Flüssigkeit
Die gelösten Gase in der Flüssigkeit nehmen Einfluss auf die Kavitation
und wirken als Kavitationskeime. Dadurch setzt die Kavitation schon bei
niedrigeren Unterdrücken ein, als theoretisch ohne Gase notwendig wäre.
Die zusätzlichen Keime setzen die Kavitationsschwelle [Ka95, Ki06, Ul02]
und damit auch die Kavitationsfestigkeit der Flüssigkeit herab.
Weiterhin können die gelösten Gase in die bereits gebildeten Blasen
während des Blasenwachstums hinein diffundieren. Dadurch wird die
Kavitationsintensität der Blasen abgeschwächt, da die Implosion durch
die im Inneren der Blase vorhandenen Gase gedämpft wird [Do00, En96,
Ka95]. Zudem reduzieren sich der maximale Druck und die Temperatur
während des Blasenkollapses [Do00].
Partikel im System
Feststoff- und Staubpartikel wirken wie gelöste Gase als zusätzliche
Keime und setzen damit die Kavitationsfestigkeit analog zu den
Zusammenhängen bei den gelösten Gasen herab [Ka95, Ul02].
-
35
Temperatur der Flüssigkeit
Viele Stoffeigenschaften z.B. der Dampfdruck, die Viskosität und die
Oberflächenspannung sind temperaturabhängig. Im Folgenden sollen die
wichtigsten Einflussfaktoren näher beschrieben werden.
a) Dampfdruck
Mit steigender Temperatur nimmt der Dampfdruck zu. Flüssigkeiten mit
hohen Dampfdrücken und niedrigen Viskositäten besitzen eine geringere
Kavitationsfestigkeit, da ein geringerer Unterdruck für das Entstehen der
Blasen notwendig ist [Ka95, Ki06]. Die Blasen füllen sich mit Dampf,
deshalb ist die Kavitationsintensität analog zu den mit Gas gefüllten
Blasen herabgesetzt, und die Implosion der Blasen wird gedämpft [Ka95,
Ki06].
b) Viskosität
Die Viskosität der Flüssigkeit nimmt mit steigender Temperatur ab und
hat damit ebenfalls großen Einfluss auf die Kavitation.
Bei einer erhöhten Viskosität ist mehr Arbeit notwendig, damit die
Flüssigkeit auseinander gerissen werden kann [Ka95]. Aufgrund der
erhöhten inneren Reibung sind die Teilchen zäher Flüssigkeiten stärker
aneinander gebunden bzw. unbeweglicher. Der durch die Schallwellen
erzeugte Unterdruck muss die Zugfestigkeit der Flüssigkeit übersteigen,
damit Kavitation auftreten kann [Ke02]. Die Kavitationsfestigkeit steigt bei
einer erhöhten Viskosität [Ka95], da die Kavitationsschwelle der
Flüssigkeit aufgrund der inneren Reibung stark angehoben wird [Ul02].
Mit erhöhter Viskosität sinkt hingegen die Kavitationsintensität, da sich
die Wachstumsgeschwindigkeit der Blasen verringert und dadurch die
Blasen kleiner bleiben und die Druckstöße bei der Blasenimplosion sind
ebenfalls geringer [Ka95]. [Ku11]
-
36
2.3.4. Einfluss von Ultraschall auf die Mikromischung
H. Monnier et al. [Mo99a, Mo00, Mo99b], N.P. Vichare et al. [Vi01] und J.
Krüger [Kr01] untersuchten die Verbesserung der Mischeffizienz durch
Ultraschall. Es zeigte sich, dass durch Ultraschall Mikromischungseffekte
erzeugt werden können. Dabei ist zu beachten, dass die Zugabe der
Substanzen unterhalb der Sonotrode erfolgen sollte, da an dieser Stelle
die Intensität der Kavitation am höchsten ist. Durch eine Erhöhung der
Intensität des Ultraschalls ist eine deutliche Verbesserung der
Mikromischung zu verzeichnen.
Monnier stellte einen Vergleich zwischen Ultraschall und einem
klassischen Rührbehälter her [Mo99a]. Es zeigte sich, dass durch den
Ultraschall im Vergleich zum klassischen Rührkessel keine Verbesserung
der Mikromischungseffekte hervorgerufen werden konnte. Es konnten
lediglich identische Mikromischzeiten in beiden Fällen erreicht werden.
Beim Scheibenrührer ist allerdings eine hohe Rührgeschwindigkeit
notwendig, um die identischen Mikromischzeiten zu erreichen. Weiterhin
untersuchten Monnier [Mo99a] und C. Gatumel et al. [Ga98], ob eine
Steigerung der Mikromischqualität durch die Kopplung eines Rührers mit
Ultraschall möglich ist. Jedoch konnte keine Verbesserung der
Mikromischungseffekte bei hohen Rührgeschwindigkeiten festgestellt
werden, der Einfluss des Ultraschalls verschwindet vollständig [Ga98]. In
diesem Fall kommt es aufgrund der hohen Rührintensität und der
Ausdehnung der Schallwellen zu einer Interaktion zwischen der
Turbulenz und der Kavitation. [Fr11, Ku11, La11]
-
37
2.3.5. Einfluss von Ultraschall auf Kristallisations-
prozesse
Konventionelle Kristallisationsprozesse
Konventionelle Kristallisationsprozesse sind in Bezug auf die
Korngrößenverteilung des Produktes schwer steuerbar [De03, Ru05,
Sc09b, Sc10, Sc08]. Mit Ultraschall kann diesem Problem entgegen
gewirkt werden, da durch Ultraschall der Verlauf der Keimbildung
kontrolliert werden kann [Li03]. Durch diese Steuerung und damit der
Reproduzierbarkeit der Prozesse können die Produkteigenschaften
optimiert werden [Ab07, De03, Li06a, Ru05, Sc09b, Sc10, Sc08]. Damit
besitzt der Einsatz von Ultraschall bei Kristallisationen weitreichende
Potentiale in industriellen und pharmazeutischen Prozessen [Ci08]. Es ist
allerdings schwierig die einzelnen Effekte getrennt voneinander zu
betrachten [Wi04]. Folgende Haupteffekte des Ultraschalls auf die
Kristallisationsprozesse können aufgelistet werden [As74]:
1. Deutlicher Anstieg der Keimbildungsrate [Ab07, Ci08, Li03, Lo06,
Ly02, Mo11, Ru05, Sc09a, Sc09b, Sc10].
2. Erhöhung der Kristallwachstumsgeschwindigkeit [Ci08, Ka95,
Ru05, Wi01].
3. Reduzierung der Kristallgröße [As74, Gu05, Li92, Mo11, Sc08,
Wi01].
4. Verengung der Kristallgrößenverteilung [Ab07, Mo11, Sc09a,
Sc09b, Sc08, Vi06, Wi01, Wi04].
5. Veränderung der Kristallmorphologie (z.B. Vergleichmäßigung)
[Ab07, Gu05, Ka95, Li92, Lo06, Mo11, Sc09a, Wi01].
6. Vermeidung/Zerstörung von Kristallagglomeration.
Der dritte bis sechste Effekt beruht auf den beiden ersten Prozessen
[Ka95].
Kallies [Ka95], Cintas [Ci08], Ruecroft [Ru05] und Wilhelm [Wi01] führen
die Erhöhung der Kristallwachstumsgeschwindigkeit auf die akustische
-
38
Strömung zurück, die sich bei geringen Ultraschallintensitäten unter der
Kavitationsschwelle ausbildet. Durch die akustische Strömung wird der
Stoff- und Wärmetransport an der Phasengrenze zwischen Kristall und
umgebender Flüssigkeit verbessert. Durch diesen Effekt wird die
Wachstumsgeschwindigkeit der Kristalle erhöht.
Die Erhöhung der Keimbildungsrate ist nach Kallies [Ka95] in erster Linie
auf die sekundäre Keimbildung zurückzuführen. Die entstandenen
Bruchstücke wirken als Keime. Kallies [Ka95] bezeichnet diesen Vorgang
als sehr effektiv, da bereits einzelne Kristalle ausreichen, um die
sekundäre Keimbildung einzuleiten.
Die Auswirkung der Kavitation auf die primäre Keimbildung ist dagegen
umstritten. Kallies [Ka95] konnte das Auslösen der primären Keimbildung
durch Ultraschall bei Versuchen mit Wasser und organischen Substanzen
nicht bestätigen. Bei den Versuchen mit Wasser wurde eine spontane
primäre Keimbildung durch Ultraschall beobachtet. Kallies [Ka95]
berichtet aber, dass die primäre Keimbildung in Wasser allein durch
starkes Rühren bei vergleichbaren Übersättigungen herbeigeführt werden
kann. Demzufolge führt Kallies [Ka95] diese ausgelöste primäre
Keimbildung bei Versuchen mit Wasser ausschließlich auf den Eintrag
mechanischer Energie durch den Ultraschall zurück, wodurch die
Durchmischung verbessert wurde. Schembecker [Sc09a, Sc09b, Sc10,
Sc08] konnte im Gegensatz zu den Untersuchungen von Kallies [Ka95]
seine These einer heterogenen primären Keimbildung durch seine
Untersuchungsergebnisse bestätigen. Er ersetzte die Kavitationsblasen
durch Gasblasen. Diese Gasblasen expandieren, kollabieren aber nicht.
Da die Versuche mit Gasblasen aber ein ähnliches Ergebnis zeigten wie
die Versuche mit Kavitationsblasen wurde Schembeckers Hypothese
einer heterogenen Keimbildung bekräftigt. [Ku11, La11, Fr11]
Fällungsprozesse
Die Fällung wird als Spezialfall der Kristallisation angesehen. Deshalb
gelten prinzipiell die gleichen Einflüsse des Ultraschalls auf die Fällung.
-
39
Durch die Anwendung von Ultraschall in Fällungsprozessen kann die
Vermischung durch höhere Scherkräfte und höhere Rührenergien
verbessert werden [Ly07, Sc98a]. Es ist zudem möglich einige Parameter
wie z.B. die Energiezufuhr, das Reaktordesign, die Beschallungsdauer
und die Eduktkonzentration unabhängig voneinander zu untersuchen
[Ba04, Ba06].
Die Einflüsse des Ultraschalls auf Fällungsprozesse können wie folgt
zusammengefasst werden:
• Beschleunigung oder Verzögerung der Fällung [Gu06, Jo06, Ni04]
• Förderung der Keimbildungsrate [As74, Ba04, Gu06, Jo06, Kr01,
Ly07, Ni04, Sc98a]
• Verbesserung der Mikromischung der flüssigen Reaktionspartner
[Ba04, Sc98a]
• Reduzierung der Kristallgröße [As74, He67, Ly07]
• Verengung der Kristallgrößenverteilung [Gu06, Jo06, Ni04]
• Veränderung der Kristallmorphologie (z.B. Vergleichmäßigung) oder
des Kristallcharakters [Gu06, Jo06, Ni04]
• Vermeidung bzw. Zerstörung von Kristallagglomeraten [Ba04, Gu06,
Jo06, Kr01, Ni04, Sc98a]. [Ku11, Fr11, La11]
2.3.6. Theorie der numerischen Berechnungen zur
Akustik und Ultraschall
Um einzelne Effekte besser erklären zu können, wurden numerische
Berechnungen vom Kooperationspartner am Institut für Technische
Mechanik an der TU Clausthal durchgeführt [Ja12].
Ausgangspunkt für die Formulierung eines Modells ist die
Wellengleichung in der Form (Gl. 41):
ss
s pct
p 222
2
∇=∂
∂ . Gl. 41
-
40
Darin ist ),( txps der Schalldruck und sc die Schallgeschwindigkeit. Wird
die Schallgeschwindigkeit in Gl. 41 zunächst als konstant angenommen,
so folgt mit dem in Gl. 42 gezeigten Ansatz: ti
ss exptxpω−⋅= )(ˆ),(
rr Gl. 42
die Helmholtz-Gleichung (Gl. 43):
0ˆˆ 22 =+∇ ss pkp , Gl. 43
ω bezeichnet hierbei die Kreisfrequenz und ck /ω= die Wellenzahl.
Prosperetti und Commander [Pr89] leiteten anhand der Arbeiten von
Wijngaardan [vW68] eine nichtlineare Wellengleichung für die
Ausbreitung von Schall in einem Flüssigkeits-Dampf Gemisch her.
Aufgrund der viskosen, thermischen und akustischen Effekte liegt in dem
Flüssigkeits-Dampf Gemisch eine deutlich höhere Dämpfung vor. Die
modifizierte Helmholtz-Gleichung (Gl. 44), die die nichtlinearen Effekte
berücksichtigt, lautet:
0ˆˆ 22 =+∇ sms pkp . Gl. 44
Die in Gl. 44 erwähnte komplexe Wellenzahl (km) ist definiert als (Gl. 45):
( )∫
∞
+−+=
0 22
0
2
2
22
2
,4 Bl
BlBl
s
m daib
rafa
ck
ωωωπω
ω . Gl. 45
Der Gleichgewichtsradius der Dampfblasen (aBl) wird mit 150 µm
angenommen. ( )raf Bl , ist die Anzahl der Blasen mit einem
Gleichgewichtsradius zwischen Bla und BlBl daa + und 0ω symbolisiert die
Eigenfrequenz der Blasen. Die Eigenfrequenz der Blasen kann mit Gl. 46
berechnet werden:
−Φ=
0
2
02
0
2Re
paa
p
Bl
s
Bl
σ
ρω . Gl. 46
Aufgrund der Oberflächenspannung ist der mittlere Druck in den
Dampfblasen 0p um den Betrag Bla/2σ größer als der Druck im
umgebenden Fluid. Die Oberflächenspannung sσ und die Dichte ρ sind
bekannte Stoffeigenschaften. Der komplexe, dimensionslose Parameter
Φ kann über Gl. 47 berechnet werden:
( ) ( ) ( )[ ]1/coth/1313
2/12/1 −−−=Φ
χχχγ
γ
iiiw
w . Gl. 47
-
41
wγ ist das Verhältnis der spezifischen Wärmen (cp/cV) des Gases in der
Blase. Für die Berechnungen wird für wγ der Wert von 1,4 angenommen.
χ ist ein dimensionsloser Parameter, der über Gl. 48 ermittelt werden
kann: 2
/ Blt aD ωχ = . Gl. 48
Dieser dimensionslose Parameter ist von der thermischen Diffusivität tD
abhängig. Der Dämpfungsfaktor b in Gl. 45 ist definiert als Gl. 49:
s
Bl
BlBlc
a
a
p
ab
2Im
2
2
2
0
2
ω
ρωρ
µ+Φ+= . Gl. 49
Der Dämpfungsfaktor hängt neben akustischen Größen von der
Viskosität des Fluids ab. Bei der Annahme einer monodispersen
Verteilung von Dampfblasen mit dem Radius 0Bl
a vereinfacht sich Gl. 45
zu Gl. 50:
+−+=
ωωω
πωib
anc
ck
Blbs
s
m2
41
22
0
0
2
2
22 , Gl. 50
bn bezeichnet hierbei die Anzahl der Blasen im betrachteten Volumen.
Wie gezeigt wurde, hängt die Dämpfung des Schalldrucks im Fluid von
zahlreichen Parametern ab. Die Viskosität und die Volumenfraktion der
Dampfphase stellen dabei die signifikanten Parameter dar.
Die Volumenfraktion der Dampfphase Dβ (Gl. 51) ist definiert als:
bBlD na3
03
4πβ = . Gl. 51
Mit Gl. 51 kann auf die Anzahl der Blasen im betrachteten Volumen bei
bekannter Volumenfraktion der Dampfphase Dβ rückgeschlossen
werden.
In der vorliegenden Arbeit wird für die Volumenfraktion der Blasen
(Dampfblasenverteilung) folgender empirischer, linearer Zusammenhang
zum Schalldruck angenommen (Gl. 52) [Dä99]:
TD p×⋅=−9102 β . Gl. 52
Bei diesem Modell wird die Dynamik der Kavitation (Blasenwachstum
nach Rayleigh-Plesset) nicht berücksichtigt.
Der minimale Druck pT, bei dem Kavitation auftreten kann (Blake
Schwellwert [Dä99]), hängt vom Umgebungsdruck p0, der
-
42
Oberflächenspannung δ und dem Blasenradius aBl ab und ist in Gl. 53
definiert:
•
+
+=
Bl
Bla
pa
ppσ
σσ
22
3
9
8
0
3
0T
Gl. 53
Für die Betriebsbedingungen in der vorliegenden Anlage wird dieser
Druck pT mit 1 bar angenommen.
Die Berechnung des Schallfeldes läuft iterativ in mehreren Schritten ab:
Zunächst wird auf der Basis der Helmholtz-Gleichung (Gl. 43) das
Schallfeld für das anfänglich blasenfreie Fluid bestimmt. Zusammen mit
Gl. 52 wird damit das Blasenfeld berechnet. Demzufolge ändert sich die
komplexe Wellenzahl gemäß Gl. 50. Mit Hilfe von Gl. 51 kann die Anzahl
der Blasen im betrachteten Volumen bestimmt werden. Mit dieser wird
die modifizierte Helmholtzgleichung (Gl. 44) gelöst und der Prozess wird
wiederholt, bis Konvergenz erzielt wird. Als Randbedingung sind für die
PTFE - Wände des Reaktionsraumes die Dirichlet Randbedingungen mit
p = 0 in der Helmholtz-Gleichung (Gl. 43) verwendet worden. Die
Frequenz beträgt wie auch bei den experimentell durchgeführten
Versuchen 20 kHz und deshalb ist die Dicke der Reaktionsraumwände
vernachlässigbar zu der Wellenlänge vom Ultraschall. Die äußeren
Wände der Sonotrode werden als reflektierende Wände angesehen und
demzufolge wird die Neumann Randbedingung mit dp/dn=0 verwendet.
Für die äußeren Wände der Einlass- und Auslasskapillaren ist ebenfalls
die Neumann Randbedingung eingesetzt worden. Die Querschnitte der
Einlass- und Auslasskapillaren sind als Dirichlet Randbedingungen mit
p=0 angenommen worden. Als Quelle vom Ultraschall wird die Sonotrode
mit der Dirichlet Randbedingung p = pAmplitude verwendet. Die
Berechnungen wurden mit dem FEM Programmpaket COMSOL
durchgeführt. [Ja12, Ai12]
-
43
3. Material und Methoden
3.1. Analysemethoden
3.1.1. Dynamische Lichtstreuung (DLS)
Die Partikelgrößenverteilung wird mit Hilfe eines Zetasizers Nano Series
von Malvern mittels Photonenkorrelationsspektroskopie bestimmt. Es
können mit dem Zetasizer Nano ZS Partikel im Größenbereich von
0,6 nm bis 6 µm vermessen werden. Sinnvolle Messungen sind allerdings
nur im Messbereich von 10 nm bis 1 µm möglich. Dabei sollte die
Partikelkonzentration für die Partikelgrößenmessungen in den vom
Hersteller empfohlenen Bereichen (Tabelle 3) liegen. Die sehr kleinen
Partikeln (< 10 nm) streuen das Licht sehr schwach, deshalb muss
hierbei die minimale Konzentration bedeutend größer sein als bei den
größeren Partikeln.
Tabelle 3: Empfohlene Partikelkonzentrationen für Partikelgrößenmessungen
Partikelgröße Minimale
Konzentration
Maximale Konzentration
x < 10 nm 0,5 g/L Nur limitiert durch Wechsel-
wirkungen, Aggregation, Gel-
bildung etc. des Probematerials
10 nm < x < 100 nm 0,0001 g/L 5 mass-%
(bei einer Dichte von 1 g/cm3)
100 nm < x < 1 µm 0,01 g/L
(10-3 mass-%)
1 mass-%
(bei einer Dichte von 1 g/cm3)
x > 1 µm 0,1 g/L
(10-2 mass-%)
1 mass-%
(bei einer Dichte von 1 g/cm3)
Bei der Messung werden die Partikel mit einem Laser bestrahlt und die
Intensitätsfluktuationen des gestreuten Lichts analysiert. Unterschiedlich
-
44
große Partikel bewegen sich aufgrund der Brownschen
Molekularbewegung verschieden schnell. Durch die Stokes-Einstein
Gleichung lässt sich von der Bewegungsgeschwindigkeit auf die
jeweiligen Partikelgrößen schließen.
Die Probenanalyse vom Bariumsulfat erfolgte unverdünnt direkt nach der
Fällung. Unter der Annahme, dass das Kaliumsulfat (cK2SO4 = 0,04 mol/L)
vollständig umgesetzt wurde, ergibt sich bei der Messung unter
Berücksichtigung der Molaren Masse vom Bariumsulfat
(M = 233,39 g/mol) eine Partikelkonzentration an gefälltem Bariumsulfat
von 4,5 g/L.
Die Magnetitproben wurden im Verhältnis 1:20 vor der Messung
verdünnt. So ergibt sich bei der Messung eine Magnetitkonzentration von
ca. 0,5 g/L.
3.1.2. Rasterelektronenmikroskopie (REM)
Die Morphologie des gefällten Bariumsulfats wurde mit Hilfe eines
Rasterelektronenmikroskops (REM) (FEI, Phenom) untersucht. Mit dem
verwendeten Phenom© sind Vergrößerungen von 525x bis 24 000x
möglich. Die maximale Auflösungsgrenze liegt bei Partikelgrößen von
30 nm. Beim Rasterelektronenmikroskop werden die Partikeloberflächen
mit einem fokussierten Elektronenstrahl abgetastet. Durch
Wechselwirkungen der Primärelektronen mit der Oberfläche entstehen
verschiedene detektierbare Sekundärstrahlen mit charakteristischer
Energie, die genutzt werden können, um Abbildungen der
Oberflächentopographie zu erzeugen. Beim verwendeten Phenom©
werden die Rückstreuelektronen detektiert.
KClBaSOSOKBaCl +↓↔+ 4422 Gl. 54
Um überschüssige Edukte (BaCl2) sowie gebildete Nebenprodukte (KCl)
(Gl. 54) aus den Proben zu entfernen war eine Vorbehandlung mit
folgender Durchführung notwendig: Als Erstes fand das Waschen der
Partikel mit deionisiertem Wasser statt. Anschließend erfolgte die
Abscheidung der Bariumsulfatpartikel mittels einer Zentrifuge (Universal
-
45
Hettich 30F, 5000 U/min, 6 min). Dieser Vorgang wurde dreimal
wiederholt, um die Waschung zu vervollständigen. Im letzten Schritt
wurden die Partikeln durch Dipcoating auf die Probenträger aufgebracht
und vor der Vermessung mit einer Gold-Palladium-Mischung für 40 s
besputtert (Emitech, SputterCoater). Die Morphologie der Partikeln wurde
bei 10.000 facher Vergrößerung analysiert.
3.1.3. Transmissionselektronenmikroskopie (TEM)
Im Gegensatz zum Bariumsulfat wurde die Morphologie des Magnetits
aufgrund der geringeren Partikelgröße des gefällten Produktes mittels
Transmissionselektronenmikroskopie (TEM, JEOL JEM 2100 LaB6) in der
Mechanischen Verfahrenstechnik, TU Clausthal untersucht. Bei der
Transmissionselektronenmikroskopie können nur sehr dünne Proben von
10 – 100 nm untersucht werden. Die Proben werden von einem
Elektronenstrahl durchleuchtet. Dieser wechselwirkt mit dem
Probenmaterial. Ein Teil der Strahlen wird gestreut oder adsorbiert. Die
Intensität der durchgelassenen Strahlen ist von der Probe abhängig. Die
Proben wurden vor der Messung mit deionisiertem Wasser gewaschen.
Anschließend erfolgte die Abtrennung der Magnetitpartikeln mit Hilfe
eines Magneten. Nach siebenmaliger Wiederholung des Vorganges
wurden die Proben bei 60°C getrocknet. Die TEM-Bilder von dem
Magnetit-Pulver wurden mit 100.000 facher Vergrößerung aufgenommen.
3.1.4. Rö