Der Werkzeugbau im Wandel - cimatron.com · entwicklung. Ziel: Herstellung der Serien-tauglichkeit...
28
© WZL/Fraunhofer IPT Der Werkzeugbau im Wandel Industrielle Prozessketten für höchste Kundenzufriedenheit Kristian Arntz Fraunhofer-Institut für Produktionstechnologie IPT, WBA Aachener Werkzeugbau Akademie GmbH Cimatron Anwendertreffen 24. Januar 2013, Fulda 1 2 2 1 SX B 523 Huron CNC Bettfräs- maschine UBF 2500/10 Kekelsen Huron MU4 Huron MU4 Traub Index GU 1000 Flachschleif- maschine Index GFG 250 II Index GFG 450 I Index GFG 450 II PFH 12-1400 Heller CNC Bettfräsmaschine PFU 3 Heller Böhringer VDF 250/315 KH 35 CN Ravensburger Reparatur Digma HSC 800 Mikron HSN 700 Digma HSC 850 VDF V 630 VDF V 630 VDF V 630 Ra-Bo-Ma Kal.-Pr. 1 2 2 1 SX B 523 Huron CNC Bettfräs- maschine UBF 2500/10 Kekelsen Huron MU4 Huron MU4 Traub Index GU 1000 Flachschleif- maschine Index GFG 250 II Index GFG 450 I Index GFG 450 II PFH 12-1400 Heller CNC Bettfräsmaschine PFU 3 Heller Böhringer VDF 250/315 KH 35 CN Ravensburger Reparatur Digma HSC 800 Mikron HSN 700 Digma HSC 850 Index GFG 250 I Kopf- dreh- maschine VDF V 630 VDF V 630 VDF V 630 Ra-Bo-Ma Kal.-Pr. 1
Transcript of Der Werkzeugbau im Wandel - cimatron.com · entwicklung. Ziel: Herstellung der Serien-tauglichkeit...

© WZL/Fraunhofer IPT
Der Werkzeugbau im Wandel Industrielle Prozessketten für höchste Kundenzufriedenheit
Kristian Arntz Fraunhofer-Institut für Produktionstechnologie IPT, WBA Aachener Werkzeugbau Akademie GmbH
Cimatron Anwendertreffen24. Januar 2013, Fulda
1
2 2
1SX B523 Huron
CNC Bettfräs-maschine UBF 2500/10 Kekelsen
Huron MU4 Huron MU4 Traub
Index GU 1000
Flachschleif-maschine
Index GFG 250 II
Index GFG 450 I
Index GFG 450 II
PFH12-1400
Heller
CNC Bettfräsmaschine PFU 3 Heller
BöhringerVDF 250/315
KH 35 CN Ravensburger
Reparatur
DigmaHSC 800 Mikron
HSN 700
DigmaHSC 850
Index GFG 250 I
Kopf-dreh-maschine
VDF V 630
VDF V 630
VDF V 630Ra-Bo-Ma
Kal.-Pr.
1
1
2 2
1SX B523 Huron
CNC Bettfräs-maschine UBF 2500/10 Kekelsen
Huron MU4 Huron MU4 Traub
Index GU 1000
Flachschleif-maschine
Index GFG 250 II
Index GFG 450 I
Index GFG 450 II
PFH12-1400
Heller
CNC Bettfräsmaschine PFU 3 Heller
BöhringerVDF 250/315
KH 35 CN Ravensburger
Reparatur
DigmaHSC 800 Mikron
HSN 700
DigmaHSC 850
Index GFG 250 I
Kopf-dreh-maschine
VDF V 630
VDF V 630
VDF V 630Ra-Bo-Ma
Kal.-Pr.
1

Seite 1© WZL/Fraunhofer IPT
Das Werkzeugmaschinenlabor WZL der RWTH Aachen und das Fraunhofer-Institut für Produktionstechnologie IPT
Werkzeugmaschinenlabor WZL
Institut der RWTH Aachen
1906 gegründet
580 Mitarbeiter
16 000 m² Bürofläche und Labore
Fraunhofer-Institut für Produktionstechnologie IPT
Institut der Fraunhofer-Gesellschaft
1980 gegründet
365 Mitarbeiter
3000 m² Bürofläche und Labore
Zertifiziert nach DIN EN ISO 9001:2000
Partner-Institut in Boston/ USA:Fraunhofer Center for Manufacturing Innovation CMI

Seite 3© WZL/Fraunhofer IPT
Der Werkzeugbau ist das Herz der Produktion Wertschöpfung mittels Produktionsoptimierung durch das Werkzeug
Heute
Kundenproduktivität
»TCO« (Total Cost of Ownership)
Produktivität der Produktion liegt hier im Fokus
Gestern
Werkzeugbereitstellung
Bereitstellung von Betriebsmitteln
Fokus ist die technische Umsetzung der spezifizierten Anforderungen
Morgen
Kundeneffizienz
»TEC« (Total Efficiency Control)
Integrativer Werkzeugbau mit einem Fokus auf Ressourcen- und Kostenoptimierung
Ein Beitrag zur Steigerung der Kundeneffizienz basiert auf dem ganzheitlichen Verständnis der Produktionsprozesse beim Kunden!
Tool useDesign Manufacture Recycling
Tool Manufacture
Assembly
Design
Usage
Recycling
Product
Dimensioning

Seite 4© WZL/Fraunhofer IPT
Und die Realität? Im Werkzeugbau bündeln sich die Herausforderungen!
Herausforderung Demographischer Wandel
Quelle Bild: BMW
Herausforderung Technologietrends
Herausforderung Wirtschaftsdynamik
Herausforderung Diversifizierung
& kürzere Produktlebenszyklen
Werkzeug-bau
Seite 5© WZL/Fraunhofer IPT
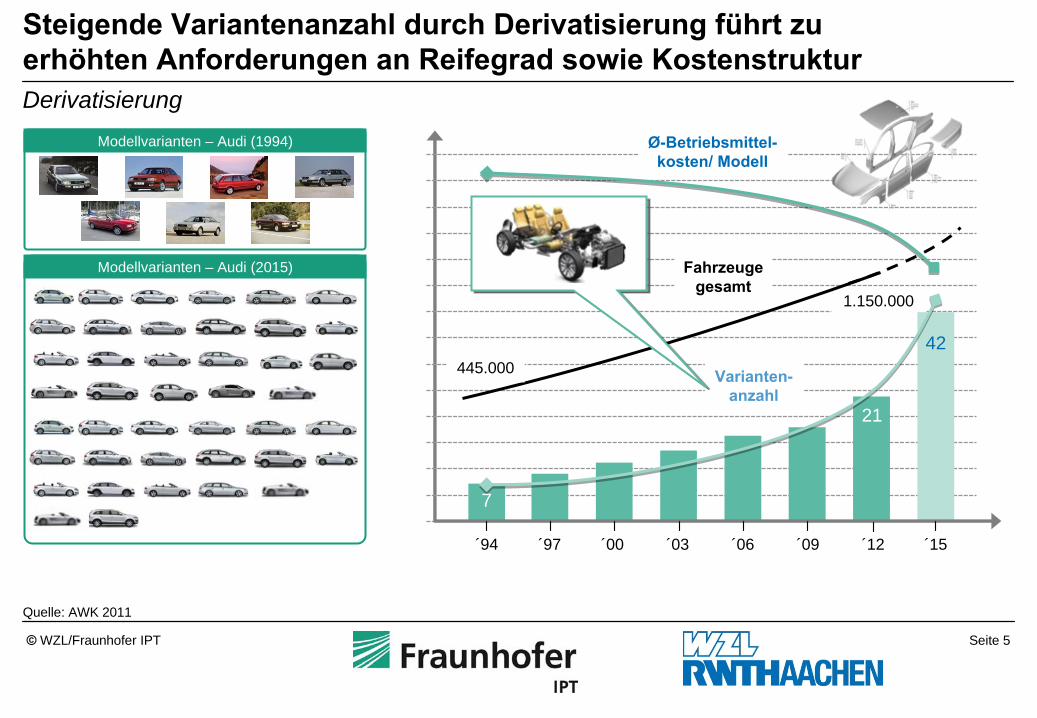
Steigende Variantenanzahl durch Derivatisierung führt zu erhöhten Anforderungen an Reifegrad sowie KostenstrukturDerivatisierung
Quelle: AWK 2011
1.150.000
Varianten-
anzahl
42
21
7
Fahrzeuge
gesamt
Modellvarianten – Audi (1994)
Modellvarianten – Audi (2015)
445.000
´15´97 ´00 ´03 ´06 ´09 ´12´94
Ø-Betriebsmittel-
kosten/ Modell

Seite 6© WZL/Fraunhofer IPT
Die globalen Trends der Produktion müssen vom Werkzeugbau verstanden und adaptiert werden
Globale Trends der Produktion
Kunde
MaterialProdukte
NiedrigereKosten/ Teil
Die Werkzeugbaubetriebe sind ein wichtiger Partner internationaler Produktionsunternehmen
Zuver-lässige
Werkzeugee
NiedrigereWZ-Kosten
Höhere Material- effizienz
Werkzeuge
Höhere Werkzeug-komplexität
Lokale Produktion
Lokale Werkzeugbaubetriebe
Beeindruckende und individualisierte Produkte
Höhere Materialkosten
Kürzere Amortisations-dauer
Sinkende Margen
Zuverlässigkeit in Produkt und Prozess
Hohe Kunden- anforderungen
Kürzere Produkt- lebenszyklen Globalisierte Märkte Termintreue Höhere Rohstoffpreise

Seite 7© WZL/Fraunhofer IPT
Der Werkzeugbau als Einzelkämpfer ist kein Zukunftsmodell4
Herausforderung Prozesskettengestaltung im Werkzeugbau3
Gestaltungsrahmen für die Industrialisierung in der Unikatfertigung2
Motivation: Der Werkzeugbau als Produktivitäts-
und Effizienzlieferant1
Agenda

Seite 8© WZL/Fraunhofer IPT
Die gestiegenen Kundenanforderungen sowie der globale Wettbewerbsdruck erfordern ein Umdenken in der Branche!
Hohe Varianz durch Unikatfertigung
Funktionale Organisationsstrukturen
Lange Durchlaufzeiten, geringe Termintreue
„Der Werkzeugbau ist eine Edelmanufaktur, die mit jedem Werkzeug ein neues Kunstwerk an
handwerklicher Begabung erstellt“
Traditionelles Verständnis
Charakteristische Merkmale
Quelle: awf 2008, Bilder: Adval Tech (2008), Audi (2008)
Erforderliches Verständnis
„Die Industrialisierung der Traditionsbranche Werkzeugbau
ist nicht mehr aufzuhalten“
Standardisierung von Werkzeugen
Lean Production Prinzipien
Kurze Durchlaufzeiten mit hoher Termintreue
Charakteristische Merkmale

Seite 9© WZL/Fraunhofer IPT
Die Basis für eine Industrialisierung der Fertigung bildet das Gestaltungsmodell für den industriellen Werkzeugbau
Prozessstandar- disierung
FließfertigungTaktung
Produktstandar-disierung
Wertschöpfungs- system für den
industriellen Werkzeugbau
Kooperation
Fokussierung
Mitarbeiter + Veränderung
Administration
Quelle: Klotzbach 2007, Aachen
Seite 10© WZL/Fraunhofer IPT
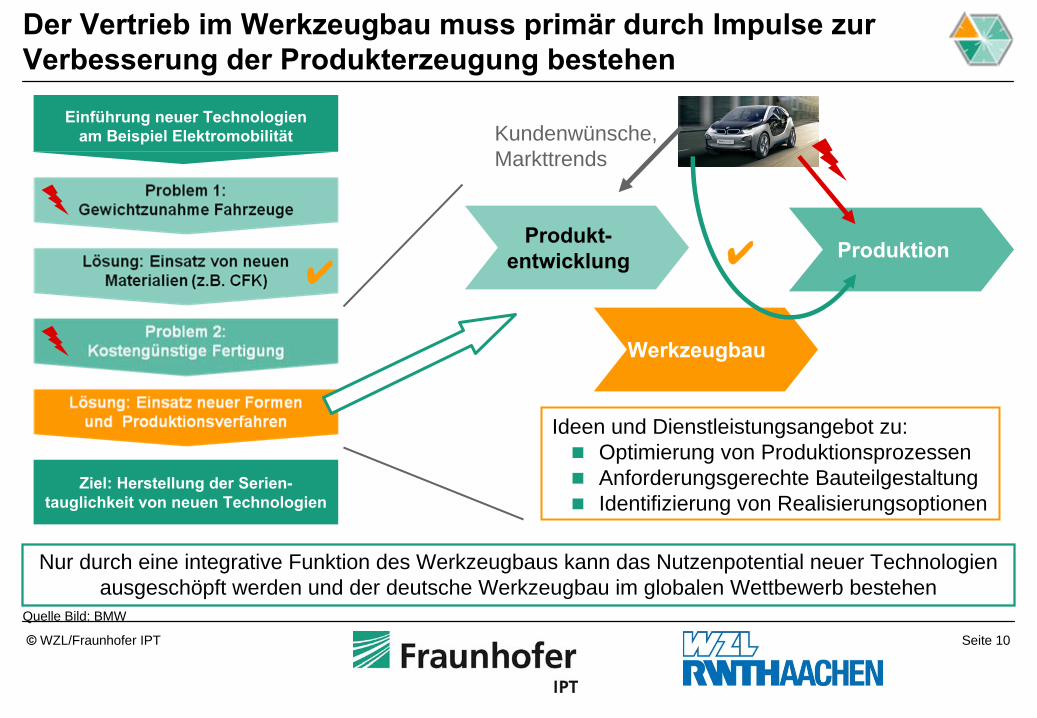
Der Vertrieb im Werkzeugbau muss primär durch Impulse zur Verbesserung der Produkterzeugung bestehen
Nur durch eine integrative Funktion des Werkzeugbaus kann das Nutzenpotential neuer Technologien ausgeschöpft werden und der deutsche Werkzeugbau im globalen Wettbewerb bestehen
Produktion
Werkzeugbau
Produkt- entwicklung
Ziel: Herstellung der Serien-
tauglichkeit von neuen Technologien
Ideen und Dienstleistungsangebot zu:
Optimierung von Produktionsprozessen
Anforderungsgerechte Bauteilgestaltung
Identifizierung von Realisierungsoptionen
Einführung neuer Technologien
am Beispiel Elektromobilität Kundenwünsche,
Markttrends
✔
Quelle Bild: BMW
✔
Seite 11© WZL/Fraunhofer IPT
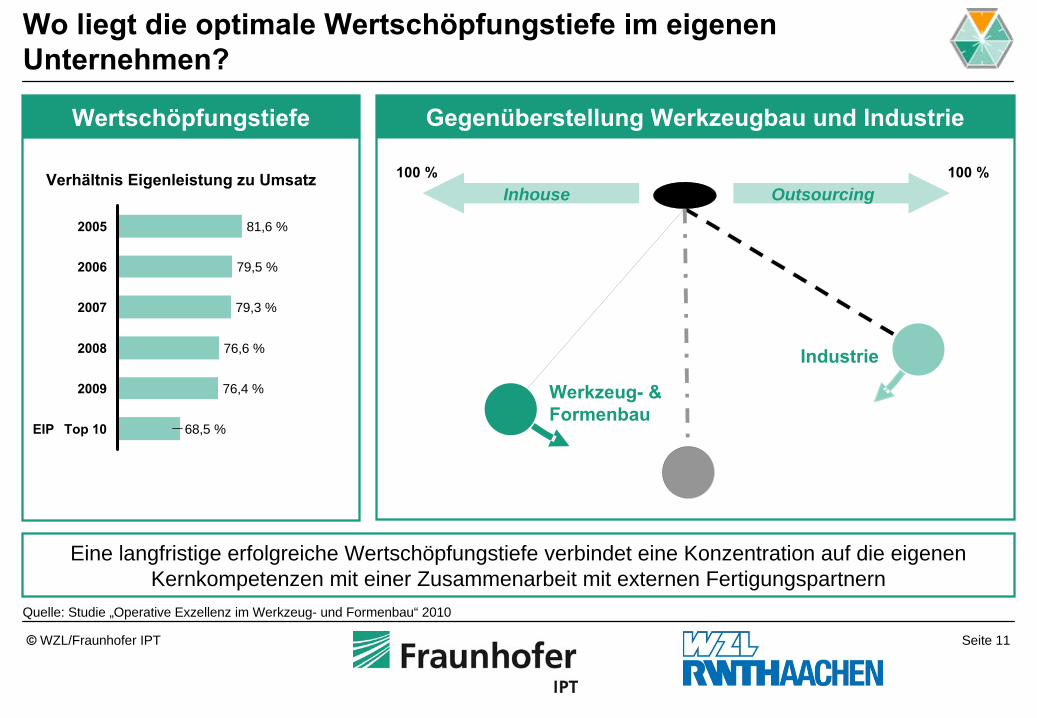
Wo liegt die optimale Wertschöpfungstiefe im eigenen Unternehmen?
Eine langfristige erfolgreiche Wertschöpfungstiefe verbindet eine Konzentration auf die eigenen Kernkompetenzen mit einer Zusammenarbeit mit externen Fertigungspartnern
Quelle: Studie „Operative Exzellenz im Werkzeug- und Formenbau“ 2010
EIP
Top 10 68,5 %
2009 76,4 %
2008 76,6 %
2007 79,3 %
2006 79,5 %
2005 81,6 %
Verhältnis Eigenleistung zu Umsatz
?
Wertschöpfungstiefe Gegenüberstellung Werkzeugbau und Industrie
Werkzeug-
& Formenbau
Industrie
100 % 100 % Inhouse Outsourcing

Seite 12© WZL/Fraunhofer IPT
Das Zukunftsmotto für den Werkzeugbau muss lauten: Unikat für den Kunden –
Standard für den Werkzeugbau
Quelle: Rathgeber; Bildquelle: Hasco
Die Standardisierung der Werkzeuge basiert auf einer detaillierten Analyse der Werkzeugstruktur und schafft die Grundlage für eine Verbesserung der internen Prozessabläufe und deren Produktivität
Seite 13© WZL/Fraunhofer IPT
Der Werkzeugbau als Einzelkämpfer ist kein Zukunftsmodell4
Herausforderung Prozesskettengestaltung im Werkzeugbau3
Gestaltungsrahmen für die Industrialisierung in der Unikatfertigung2
Motivation: Der Werkzeugbau als Produktivitäts-
und Effizienzlieferant1
Agenda

Seite 14© WZL/Fraunhofer IPT
Kennzeichnend für die Werkzeugbaufertigung sind meist komplexe und sich kreuzende Materialflüsse
Index GFG 250 II
VDF V 630
KH 35 CN Ravensburger
Böhringer VDF 250/315
Flachschleif-maschine
Index GFG 450 II
Index GFG 450 I
Index GFG 250 I
VDF V 630
VDF V 630
Kopfdreh-maschine
Reparatur
Inde
x G
U 1
000
Traub
Digma HSC 800
Mikron HSN 700
Digma HSC 850
Huron MU4
Huron MU4
CNC Bettfräs-maschine UBF 2500/10 Kekelsen
SX B523 Huron
PFH 12-1400 Heller
CNC Bettfräs-maschine PFU 3 Heller
Ra-Bo-Ma
Kal.-Pr.
Seite 15© WZL/Fraunhofer IPT
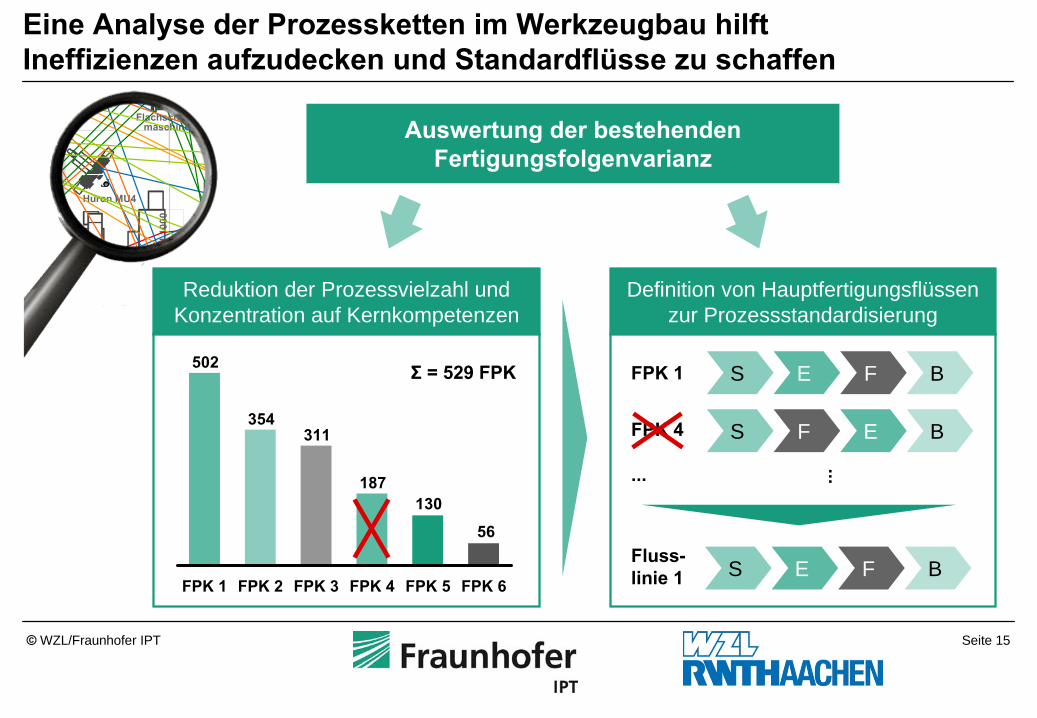
Eine Analyse der Prozessketten im Werkzeugbau hilft Ineffizienzen aufzudecken und Standardflüsse zu schaffen
Reduktion der Prozessvielzahl und Konzentration auf Kernkompetenzen
Definition von Hauptfertigungsflüssen zur Prozessstandardisierung
Auswertung der bestehenden Fertigungsfolgenvarianz
56
130187
311354
502
FPK 6FPK 2 FPK 4FPK 3FPK 1 FPK 5
S E F B
S F E B
S E F B
FPK 1
FPK 4
Fluss-
linie 1
... ...
Σ
= 529 FPK
Flachschleif-maschine
GU
100
0
Huron MU4
Huron MU4

Seite 16© WZL/Fraunhofer IPT
Die Standardisierung der Prozessabläufe bildet die Basis für eine effiziente Werkzeugerstellung in Hochlohnstaaten
Die Standardisierung der Prozessabläufe bildet die Basis für eine effiziente Werkzeugerstellung in Hochlohnstaaten, die Königsdisziplin bildet eine Taktung der Fertigungsabläufe
1
2 2
1SX B523 Huron
CNC Bettfräs-maschine UBF 2500/10 Kekelsen
Huron MU4 Huron MU4 Traub
Index GU 1000
Flachschleif-maschine
Index GFG 250 II
Index GFG 450 I
Index GFG 450 II
PFH12-1400
Heller
CNC Bettfräsmaschine PFU 3 Heller
BöhringerVDF 250/315
KH 35 CN Ravensburger
Reparatur
DigmaHSC 800 Mikron
HSN 700
DigmaHSC 850
Index GFG 250 I
Kopf-dreh-maschine
VDF V 630
VDF V 630
VDF V 630Ra-Bo-Ma
Kal.-Pr.
1
1
2 2
1SX B523 Huron
CNC Bettfräs-maschine UBF 2500/10 Kekelsen
Huron MU4 Huron MU4 Traub
Index GU 1000
Flachschleif-maschine
Index GFG 250 II
Index GFG 450 I
Index GFG 450 II
PFH12-1400
Heller
CNC Bettfräsmaschine PFU 3 Heller
BöhringerVDF 250/315
KH 35 CN Ravensburger
Reparatur
DigmaHSC 800 Mikron
HSN 700
DigmaHSC 850
Index GFG 250 I
Kopf-dreh-maschine
VDF V 630
VDF V 630
VDF V 630Ra-Bo-Ma
Kal.-Pr.
1
Konventionelle Werkstättenfertigung im Werkzeugbau
Erhöhung der Effizienz durch eine synchronisierte Fertigung
Index GFG 250 II
VDF V 630
KH 35 CN Ravensburger
BöhringerVDF 250/315
Flachschleif-maschine
Index GFG 450 II
Index GFG 450 I
Index GFG 250 I
VDF V 630
VDF V 630
Kopfdreh-maschine
Reparatur
Inde
x G
U 1
000
Traub
DigmaHSC 800
Mikron HSN 700
DigmaHSC 850
Huron MU4
Huron MU4
CNC Bettfräs-maschine UBF 2500/10 Kekelsen
SX B523 Huron
PFH 12-1400 Heller
CNC Bettfräs-maschine PFU 3 Heller
Ra-Bo-Ma
Kal.-Pr.

Seite 17© WZL/Fraunhofer IPT
Technologische MaßnahmenErweiterung technologischer Grenzen
– Hartbearbeitung (spanend)– HSC-Bearbeitung
„Intelligenter“ Technologieeinsatz– Fokus Prozessorientierung/ Durchlaufzeit– Einsatz neuartiger Technologien
Organisatorische MaßnahmenFremdvergabe von Fertigungs-prozessen und Bauteilen
Standardisierung der Werkzeugkomponenten
Standardisierung von Arbeitsplänen und Reduktion von Freiheitsgraden
Reduktion der Prozessvielzahl und Konzentration auf Kernkompetenzen als Grundlage effizienten Prozessmanagements
SägenSäge X
DrehenDrehm. X
FräsenFräsm. X
ErodierenEDM X
HärtenOfen X
SchleifenSchleifm. X
SägenSäge A
FräsenFräsm. A
HSC-FräsenFräsm. X
ErodierenEDM X Schleifen
SägenSäge X
FräsenFräsm. X
ErodierenEDM X
HärtenOfen X Schleifen
SägenSäge X
DrehenDrehm. X WEDM Härten
Ofen X Polieren
DrehenDrehm. X
FräsenFräsm. X
ErodierenEDM X Härten
1
2
3
4
5
n SägenSäge X
DrehenDrehm. X
FräsenFräsm. X
ErodierenEDM X
HärtenOfen X Hartfräsen
……

Seite 18© WZL/Fraunhofer IPT
Beispiel: Erweiterung technologischer Grenzen Schruppfräsbearbeitung: Bearbeitungsbeispiel Tiefziehwerkzeug
Material
Pulvermetallurgischer Schnellarbeitsstahl S6-5-3PM
Härte 65 HRCAnforderungen
Oberflächenrauheit Ra 0,3 µm
Minimaler Innenradius 1 mmProzess
Kompletthartbearbeitung
Simultan fünfachsige Schrupp- und Schlichtbearbeitung
Vollhartmetall- und CBN- Werkzeuge
Vollhydrostatische Fünfachs- Fräsmaschine
Bearbeitungszeit: Schruppen 6h, Schlichten 5h
Komplettbearbeitung durch Fräsen ermöglicht standardisierte Rohlinge und verkürzte Prozessketten
Seite 19© WZL/Fraunhofer IPT
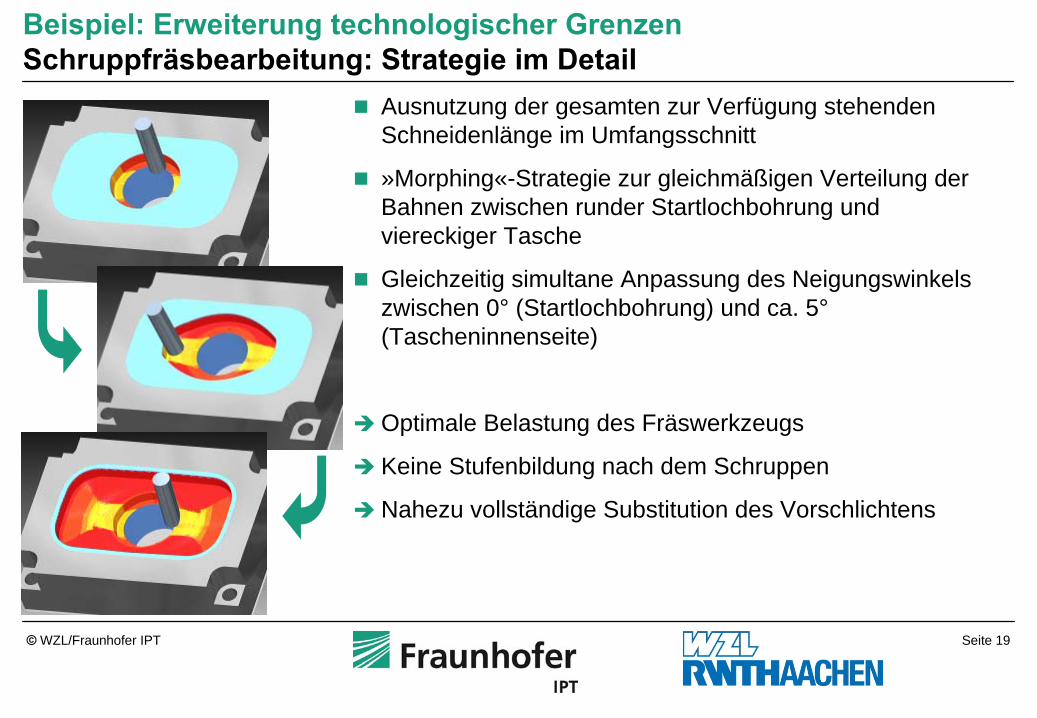
Beispiel: Erweiterung technologischer Grenzen Schruppfräsbearbeitung: Strategie im Detail
Ausnutzung der gesamten zur Verfügung stehenden Schneidenlänge im Umfangsschnitt
»Morphing«-Strategie zur gleichmäßigen Verteilung der Bahnen zwischen runder Startlochbohrung und viereckiger Tasche
Gleichzeitig simultane Anpassung des Neigungswinkels zwischen 0° (Startlochbohrung) und ca. 5° (Tascheninnenseite)
Optimale Belastung des Fräswerkzeugs
Keine Stufenbildung nach dem Schruppen
Nahezu vollständige Substitution des Vorschlichtens

Seite 21© WZL/Fraunhofer IPT
„Intelligenter“
Technologieeinsatz Der Laser als flexibles Produktionsmittel
Prozesstechnologische Vorteile
Geringer Energieeintrag ins Bauteil– Geringer Verzug
Flexible lokale Oberflächenbehandlung von Bauteilen
Gute Automatisierung und Integration in Anlagensysteme
Bearbeitung filigraner Geometrien
Lokale Verbesserung der Werkstoff-eigenschaften und Oberflächen-beschaffenheit bei komplexenGeometrien in der Einzel- oder
Kleinstserienfertigung desWerkzeugbaus
Laserst rahl
Grundwerkstof f
Wärmeeinf lusszone
LegierterBereich
PulverInertgas Pulver
Inertgas
Koaxiale Pulverdüse
Laseropt ik Laserschutzglas
Laserst rahl
Grundwerkstof f
Wärmeeinf lusszone
LegierterBereich
PulverInertgas Pulver
Inertgas
Koaxiale Pulverdüse
Laseropt ik Laserschutzglas
Opt ik
Wire
Schutzgas
Wärmeeinf lusszone
Cross-jet
SchweißzoneSchmelzbad
Schutzgas
Prozesspart ikel
Schutzglas
LuftstromNozzle
Grundwerkstof f
Laserstrahl
Schweißnaht
Draht fördereinehit
Opt ik
Wire
Schutzgas
Wärmeeinf lusszone
Cross-jet
SchweißzoneSchmelzbad
Schutzgas
Prozesspart ikel
Schutzglas
LuftstromNozzle
Grundwerkstof f
Laserstrahl
Schweißnaht
Draht fördereinehit
Laserlegieren Laserauftragschweißen
Grundwerkstoff Grundwerkstoff
Laserlegierte Zone Beschichtung

Seite 22© WZL/Fraunhofer IPT
Verschleißschutz und Reparatur »Komplexe Geometrien«: Anlagentechnik und CAM-System
Integration sämtlicher Komponenten in eine fünfachsige, präzise Werkzeug- maschine
Robuste, umhauste Anlage mit Absaugung
Nutzung sämtlicher Steuerungs- funktionalitäten und Einbindung der Laserfunktionen im Interpolationstakt
Vollständig CAM-integrierte Bahnplanung und Prozessparametrierung
Simulation, Analyse und Optimierung von Bearbeitungsweg und Materialauftrag
Modulaufbau garantiert Übertragbarkeit auf branchenübliche CAM-Systeme
Simulation der Maschinenkinematik
zur Kollisionsüberwachung von Bauteil und Maschine

Seite 24© WZL/Fraunhofer IPT
Der Werkzeugbau als Einzelkämpfer ist kein Zukunftsmodell4
Herausforderung Prozesskettengestaltung im Werkzeugbau3
Gestaltungsrahmen für die Industrialisierung in der Unikatfertigung2
Motivation: Der Werkzeugbau als Produktivitäts-
und Effizienzlieferant1
Agenda

Seite 25© WZL/Fraunhofer IPT
p p j Technologieorientierte CAM-Module, Beispiel Laserauftragschweißen
»Werkzeug«
Werkstück
Rohmaterial
Werkzeugbahn

Seite 26© Werkzeugbau Akademie
Demonstrationswerkzeugbau
Die Aachener Werkzeugbau Akademie bietet Forschung, Beratung und Weiterbildung mit einem einzigartigen Demonstrationswerkzeugbau
WeiterbildungIndustrieberatungForschung
Forschung zu Basiskompe- tenzen und Zukunftsfeldern der Branche Werkzeugbau
Systematische und abge- stimmte Vorhaben nach einer Forschungsroadmap
Modulares Weiterbildungs- angebot für Nicht-Akade- miker und Akademiker
Hochkarätige Referenten aus Industrie und Wissenschaft
Bilaterale Projekte zu technologischen und organisatorischen Themen
Gemeinsame Konzept- erstellung und Umsetzung von Projekten
Aachener Werkzeugbau Akademie
Abbildung der gesamten Prozesskette zur Werkzeugfertigung

Seite 27© Werkzeugbau Akademie
Die Partner der Aachener Werkzeugbau AkademiePremium Partner
Business Partner
Partner
Kooperations-partner

Seite 28© WZL/Fraunhofer IPT
Excellence in Production 2013 –
Werkzeugbau des Jahres
Zum 10. Mal findet der Wettbewerb Excellence in Production „Werkzeugbau des Jahres“
statt
Nehmen auch Sie teil und überprüfen Ihre Wettbewerbsfähigkeit
Der Wettbewerb ist kostenlos
– Jeder Teilnehmer erhält ein individuelles Feedback über Stärken und Verbesserungspotenziale im Vergleich zum Teilnehmerfeld
Einsendeschluss für den Fragebogen ist der 5. April 2013
Veranstalter des EiP 2013 Partner des EiP 2013
Weitere Informationen und unverbindliche Registrierung unter www.excellence-in-production.de

© WZL/Fraunhofer IPT
Der Werkzeugbau im Wandel Industrielle Prozessketten für höchste Kundenzufriedenheit
Kristian Arntz Fraunhofer-Institut für Produktionstechnologie IPT, Aachener Werkzeugbau-Akademie GmbH
Cimatron Anwendertreffen24. Januar 2013, Fulda
Vielen Dank für Ihre Aufmerksamkeit!

Seite 30© WZL/Fraunhofer IPT
Ihr Kontakt zum Fraunhofer IPT
Dipl.-Ing. Kristian Arntz
Abteilungsleiter LasermaterialbearbeitungLeiter Geschäftsfeld WerkzeugbauFraunhofer-Institut für Produktionstechnologie IPTSteinbachstraße 1752074 Aachen
Tel.: + 49 241 8904 121Fax: + 49 241 8904 6121 Mail: [email protected]