Endpräsentation Null-Messung Vorbereitet durch: Heinz-Joachim Schulte.
12
Endpräsentation Null-Messung Vorbereitet durch: • Heinz-Joachim Schulte
-
Upload
gerburg-lenz -
Category
Documents
-
view
218 -
download
4
Transcript of Endpräsentation Null-Messung Vorbereitet durch: Heinz-Joachim Schulte.
Endpräsentation Null-Messung
Vorbereitet durch:• Heinz-Joachim Schulte
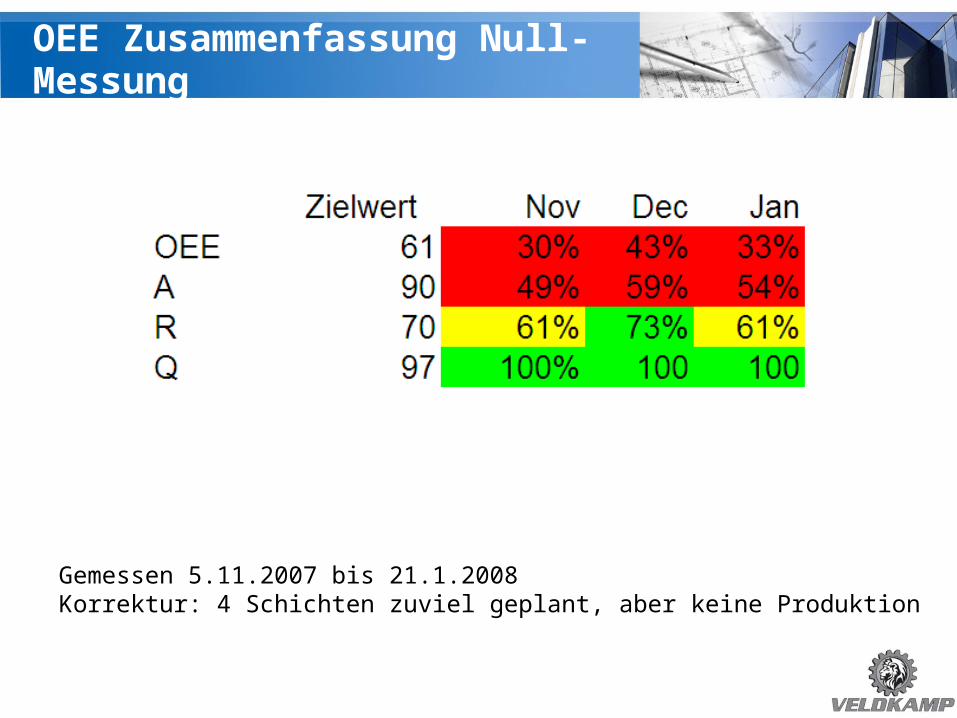
OEE Zusammenfassung Null-Messung
Gemessen 5.11.2007 bis 21.1.2008Korrektur: 4 Schichten zuviel geplant, aber keine Produktion
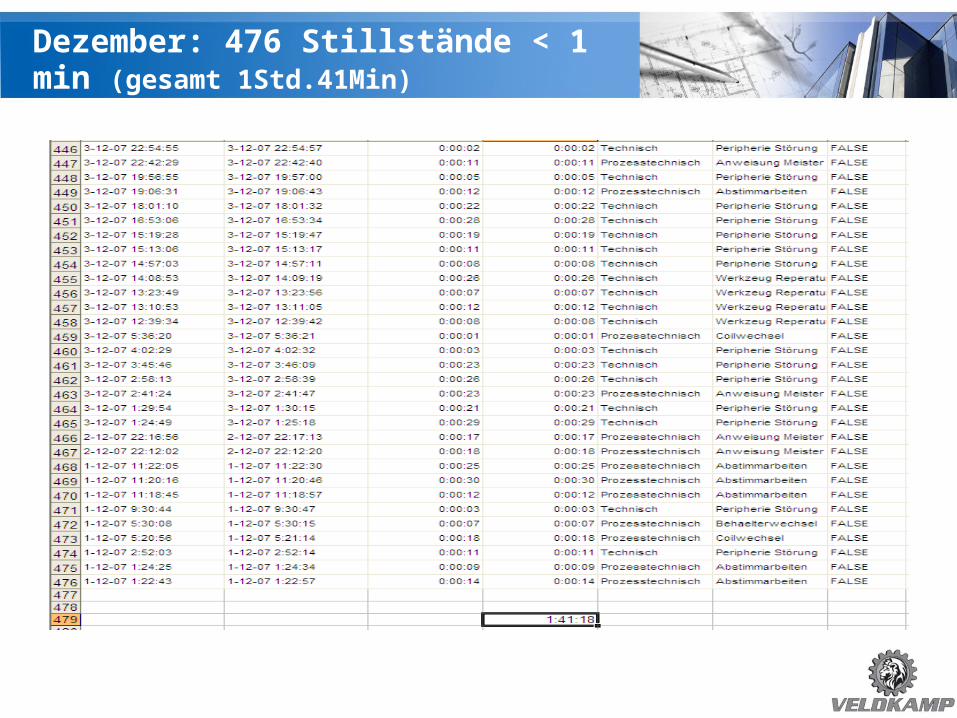
Dezember: 476 Stillstände < 1 min (gesamt 1Std.41Min)
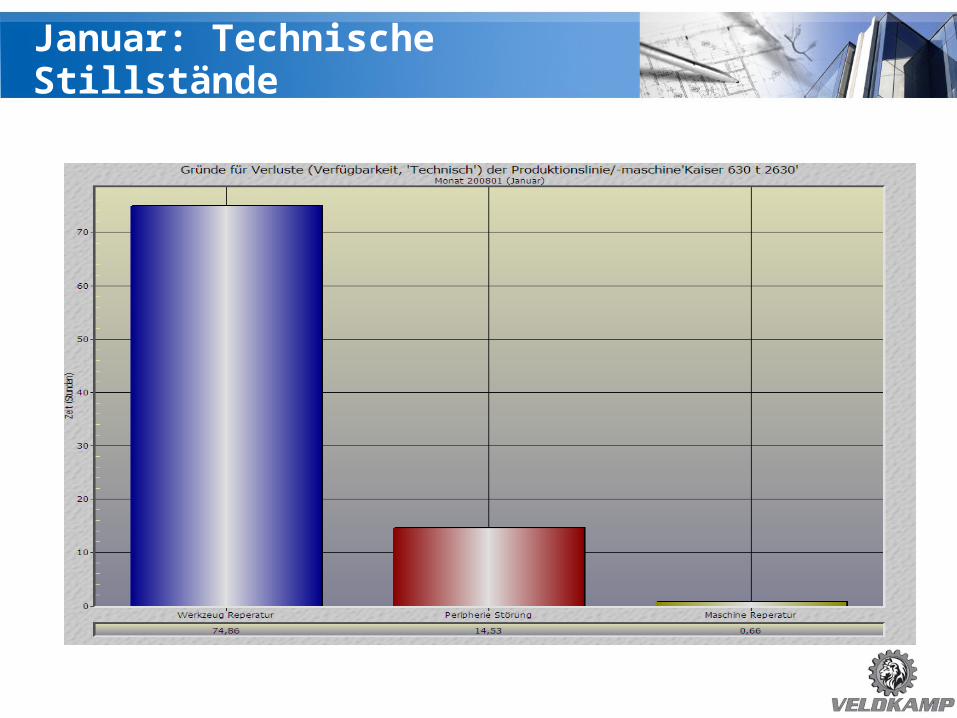
Januar: Technische Stillstände
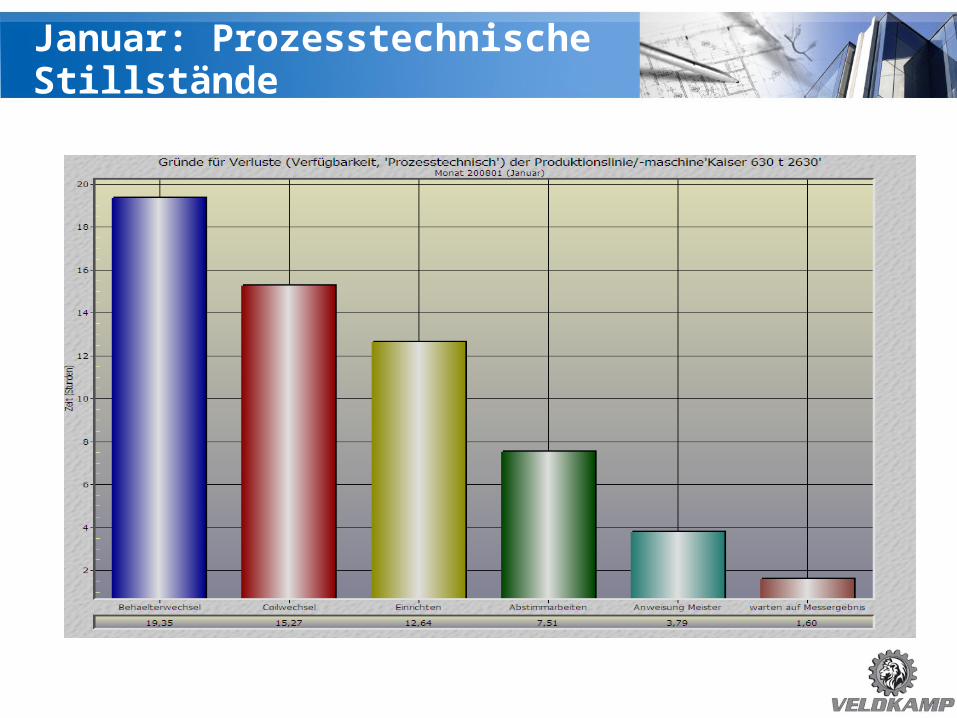
Januar: Prozesstechnische Stillstände
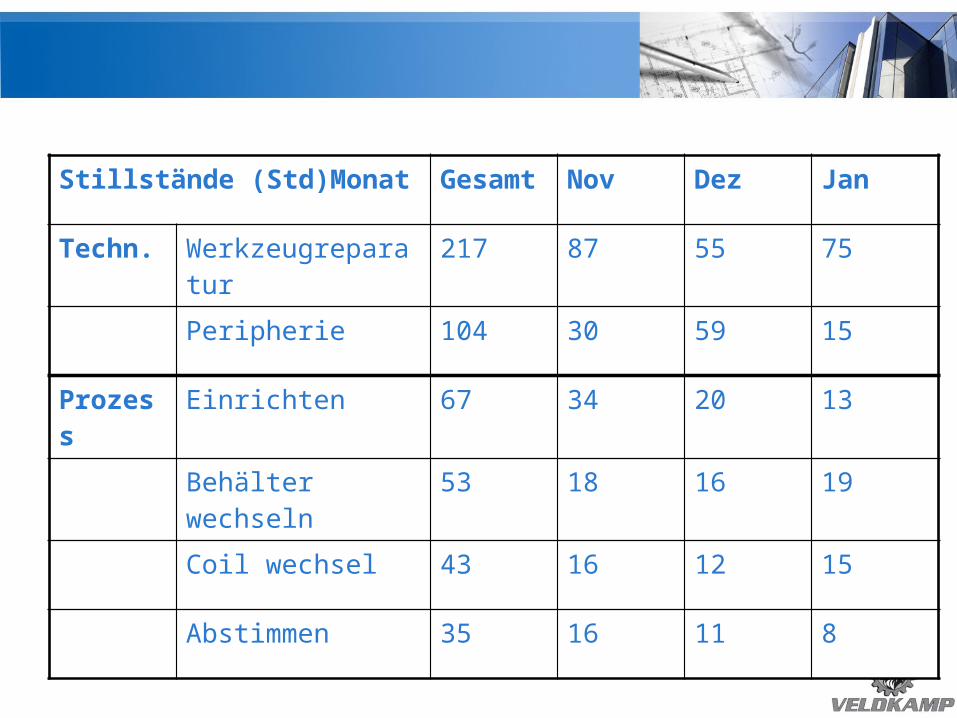
Top 6 Stillstände Stillstände (Std)Monat Gesamt Nov Dez Jan
Techn. Werkzeugreparatur 217 87 55 75
Peripherie 104 30 59 15
Prozess Einrichten 67 34 20 13
Behälter wechseln 53 18 16 19
Coil wechsel 43 16 12 15
Abstimmen 35 16 11 8
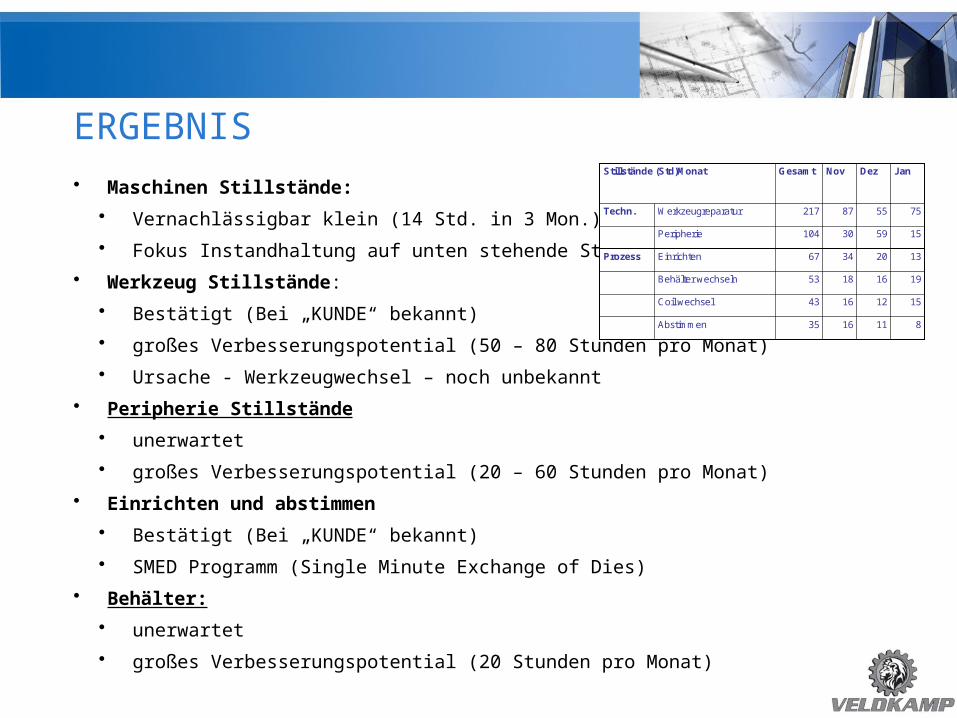
• Maschinen Stillstände:
• Vernachlässigbar klein (14 Std. in 3 Mon.)• Fokus Instandhaltung auf unten stehende Stillstände
• Werkzeug Stillstände:• Bestätigt (Bei „KUNDE“ bekannt)• großes Verbesserungspotential (50 – 80 Stunden pro Monat)• Ursache - Werkzeugwechsel – noch unbekannt
• Peripherie Stillstände • unerwartet• großes Verbesserungspotential (20 – 60 Stunden pro Monat)
• Einrichten und abstimmen• Bestätigt (Bei „KUNDE“ bekannt) • SMED Programm (Single Minute Exchange of Dies)
• Behälter:• unerwartet• großes Verbesserungspotential (20 Stunden pro Monat)
8111635Abstimmen
15121643Coil wechsel
19161853Behälter wechseln
13203467EinrichtenProzess
155930104Peripherie
755587217WerkzeugreparaturTechn.
JanDezNovGesamtStillstände (Std)Monat
8111635Abstimmen
15121643Coil wechsel
19161853Behälter wechseln
13203467EinrichtenProzess
155930104Peripherie
755587217WerkzeugreparaturTechn.
JanDezNovGesamtStillstände (Std)Monat
ERGEBNIS
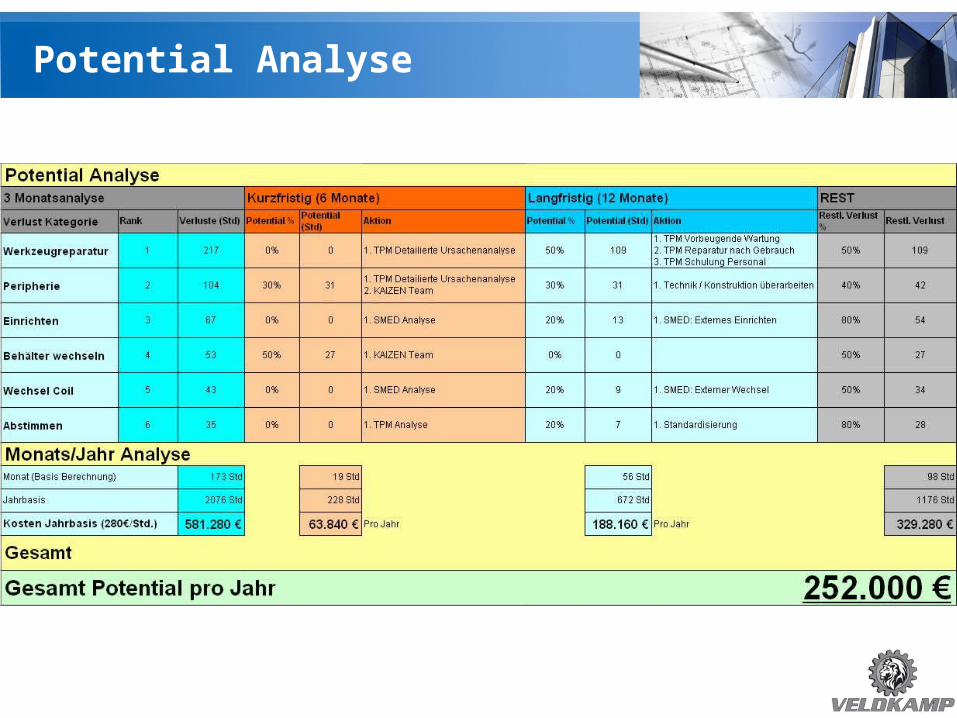
Potential Analyse Potential Analyse
Aktionen (kurzfristige Lösungen)
• Werkzeugreparatur :1. TPM Ursachenanalyse :
• „ Produktivitäts-Messung“ einrichten mit weiteren detaillierten Stillstandsanalyse • Tiefere Analysen erweitert mit Meldungen aus der Instandhaltungs-Software
• Peripherie: 1. TPM Ursachenanalyse :
• Tiefere Analysen erweitert mit Meldungen aus der Instandhaltungs-Software• „Produktivitäts-Messung“ einrichten mit weiteren detaillierten Stillstandsanalyse
2. KAIZEN Team:• Lösungsrichtung : Verhindern des Verlaufen der Einstellungen
• Einrichten und Coilwechsel1. SMED Analyse
• Analyse internes und externes Umrüsten• Behälter:
1. Beratung KAIZEN:• Lösungsrichtung: Einführung schneller Wechsel voller/leerer Behälter
• Abstimmen: 1. TPM Analyse
• Lösungsrichtung: Standardisierung Prozess
Aktionen (langfristige Lösungen)
• Werkzeugreparatur :
1. TPM Vorbeugende Wartung :• Werkzeug Instandhaltung nach Methodik Maschinen-Instandhaltung
2. TPM Reparatur nach Gebrauch• Check-up des Werkzeug nach der Produktion durch erfahrener Techniker
3. TPM Schulung des Personals :• Einführung Kompetenz Matrix• Schulungsmethodiken gemäß TPM
• Peripherie Prozess: 1. Technik / Konstruktion überarbeiten
• Überarbeiten des Konstruktion (Verlaufen der Prozessparameter)z.B.: Verstärkung des Rahmens, etc.
• Einrichten und Wechsel Coil:1. Externes Einrichten
• Umsetzen der Aktivitäten die außerhalb des Rüstprozess gebracht werden können. • Abstimmen:
1. Standardisierung• Einführung von Techniken die zur Standardisierung führen
Kaizen (das; jap. 改善 , Veränderung zum Besseren) ist eine japanische Lebens- und Arbeitsphilosophie, die das Streben nach ständiger Verbesserung zu ihrer Leitidee gemacht hat. In der Industrie wurde dieses Konzept zu einem Managementsystem weiterentwickelt. In der Praxis werden die Begriffe Continuous Improvement Process (kurz CIP) bzw. Kontinuierlicher Verbesserungsprozess (kurz KVP) synonym verwendet.
Begriffe
Single Minute Exchange of Die (SMED; dt.: Werkzeugwechsel im einstelligen Minutenbereich) bezeichnet ein Verfahren, das die Rüstzeit einer Produktionsmaschine oder einer Fertigungslinie reduzieren soll. Der Terminus "Werkzeugwechsel" ist hierbei irreführend da die Zeit vom letzten Gutteil des alten Fertigungsloses zum ersten Gutteil des neuen Fertigungsloses gemeint ist und besser mit "Produktionswechsel" zu bezeichnen ist. Der Unterschied ist, dass nicht die reine Zeit des Wechsel eines Werkzeuges maßgebend ist, sondern auch Dinge wie die Bereitstellung des neuen Materials oder die Parametrierung der Maschine o.ä., d.h. die Zeit in der nicht produziert werden kann.
TPM steht im Original für Total Productive Maintenance. Heute wird TPM auch als Total Productive Manufacturing oder Total Productive Management im Sinne eines umfassenden Produktionssystems interpretiert. Hier können Parallelen zu Kaizen oder Lean Production gesehen werden.Von der grundsätzlichen Idee her ist TPM ein Programm zur kontinuierlichen Verbesserung in allen Bereichen eines Unternehmens. Dabei geht es vor allen Dingen um die Jagd nach Verlusten und Verschwendung mit dem Ziel von Null Defekten, Null Ausfällen, Null Qualitätsverlusten, Null Unfällen usw. Hauptfokus liegt im Bereich der Produktion.Der komplette Umfang von TPM beinhaltet acht unterschiedliche Säulen, die jeweils Ansätze zur Eliminierung der 16 Verluste beinhalten.
Enterprise Resource Planning (ERP, auf Deutsch in etwa „Planung [des Einsatzes/der Verwendung] der Unternehmensressourcen“) bezeichnet die unternehmerische Aufgabe, die in einem Unternehmen vorhandenen Ressourcen (Kapital, Betriebsmittel oder Personal) möglichst effizient für den betrieblichen Ablauf einzusetzen.

Begriffe
Bei Fragen hilft unser Partner:
INDUSTRIE-TECHNIKHeinz-Joachim SchulteHeinenbusch 4253804 Much
TEL: +49 (0)2245 600 601FAX: +49 (0)2245 600 602