Grundlagen des Kaltfräsens DAV-Vortragsreihe Herbst 2017 · Verband Europäischer...
51
Verband Europäischer Straßenfräsunternehmungen e.V. Association of European Road Milling Enterprises Grundlagen des Kaltfräsens DAV-Vortragsreihe Herbst 2017
Transcript of Grundlagen des Kaltfräsens DAV-Vortragsreihe Herbst 2017 · Verband Europäischer...

Verband Europäischer Straßenfräsunternehmungen e.V.
Association of European Road Milling Enterprises
Grundlagen des Kaltfräsens DAV-Vortragsreihe Herbst 2017
1. Vorstellung VESF
2. Wie funktionieren Kaltfräsen?
3. Was bedeutet „gut und richtig fräsen“?
1. Frästiefe
2. Herstellung von Texturen
3. Ebenheit
4. Granulometrie des Fräsguts
5. Beispiele aus Ausschreibungen
… und was Kaltfräsen noch so alles können
Inhalt
Nov / Dez 2017 DAV-Seminare Herbst 2017 2/39
• Gegründet 1981 als VDSF (Verband Deutscher Straßenfräsunternehmungen)
• Seit 2002: Verband Europäischer Straßenfräsunternehmungen
• Aktuelle Mitgliederstruktur 2017
63 % Fräsdienstleister
20 % Maschinenhersteller
17 % Hersteller von Verschleißteilen
• Heute Mitglieder aus 10 europäischen Staaten: Deutschland, Schweiz, Niederlande, Belgien, Luxemburg, Frankreich, Norwegen, Großbritannien, Österreich, Italien
• 2 Mitgliederversammlungen im Jahr an wechselnden Standorten in Europa
1. Vorstellung VESF Verbandsstruktur
Nov / Dez 2017 DAV-Seminare Herbst 2017 3/39

1. Vorstellung VESF Mitglieder
Nov / Dez 2017 DAV-Seminare Herbst 2017 4/39
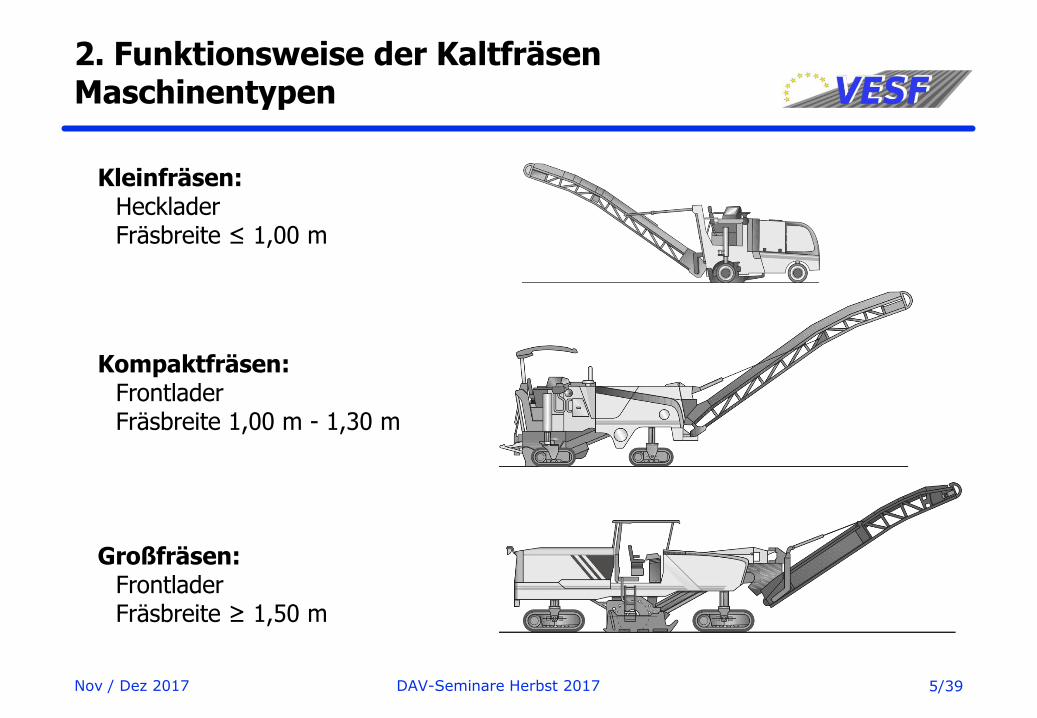
Kleinfräsen: Hecklader Fräsbreite ≤ 1,00 m
2. Funktionsweise der Kaltfräsen Maschinentypen
Nov / Dez 2017 DAV-Seminare Herbst 2017
Kompaktfräsen: Frontlader Fräsbreite 1,00 m - 1,30 m
Großfräsen: Frontlader Fräsbreite ≥ 1,50 m
5/39
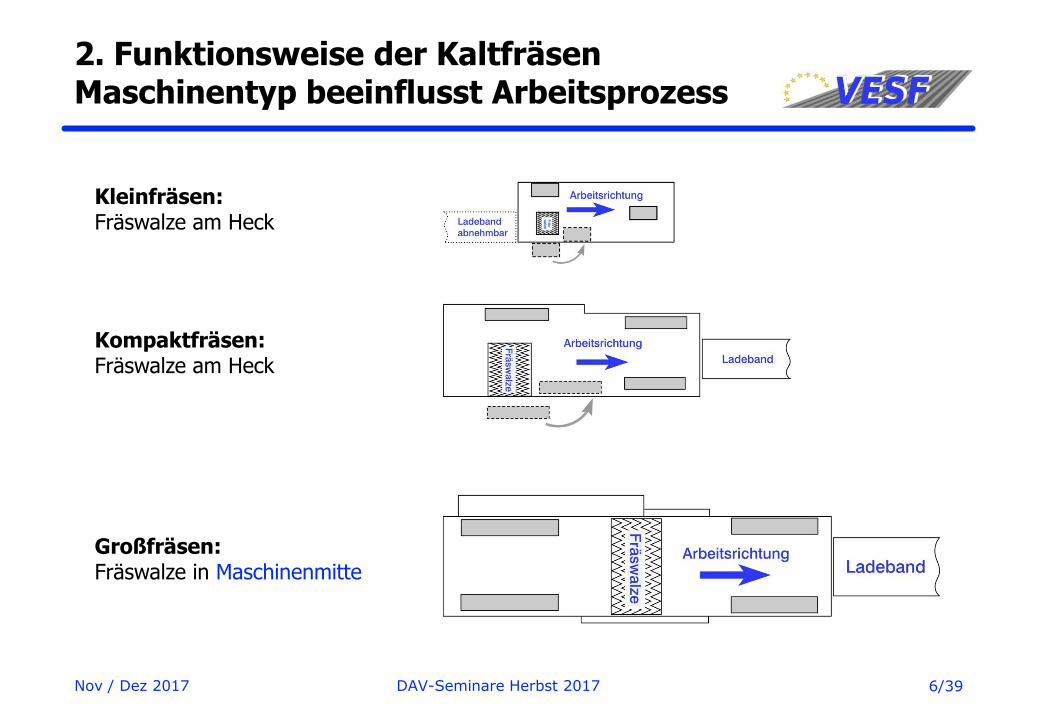
2. Funktionsweise der Kaltfräsen Maschinentyp beeinflusst Arbeitsprozess
Nov / Dez 2017 DAV-Seminare Herbst 2017
Kompaktfräsen: Fräswalze am Heck
Großfräsen: Fräswalze in Maschinenmitte
Kleinfräsen: Fräswalze am Heck
6/39
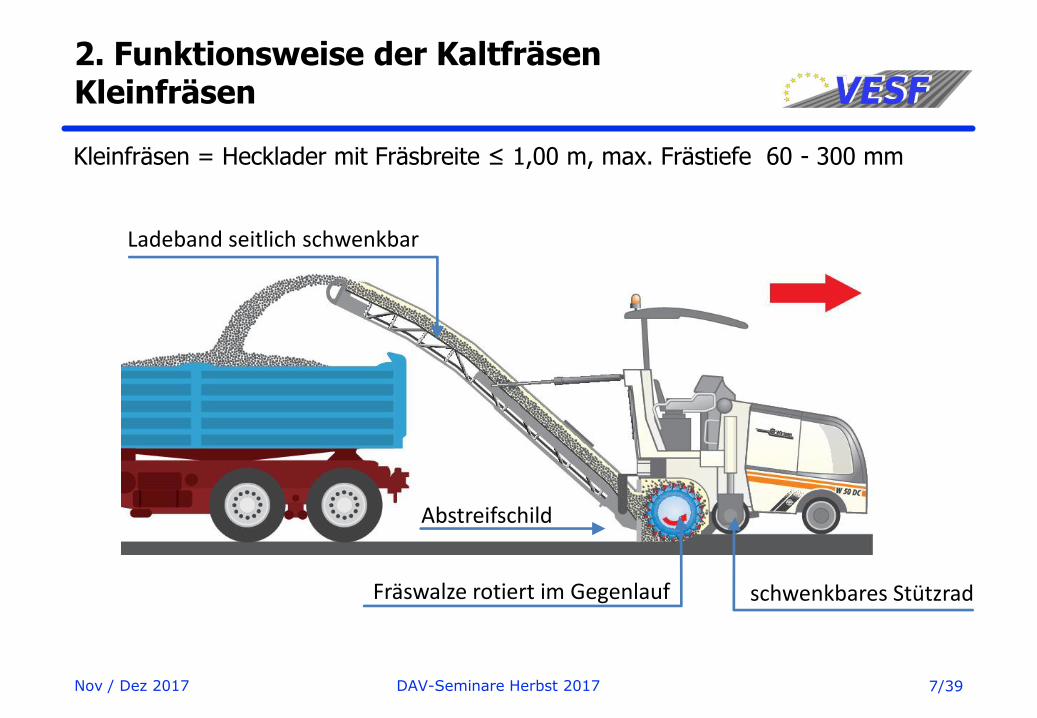
Kleinfräsen = Hecklader mit Fräsbreite ≤ 1,00 m, max. Frästiefe 60 - 300 mm
2. Funktionsweise der Kaltfräsen Kleinfräsen
Nov / Dez 2017 DAV-Seminare Herbst 2017
Ladeband seitlich schwenkbar
Fräswalze rotiert im Gegenlauf schwenkbares Stützrad
Abstreifschild
7/39
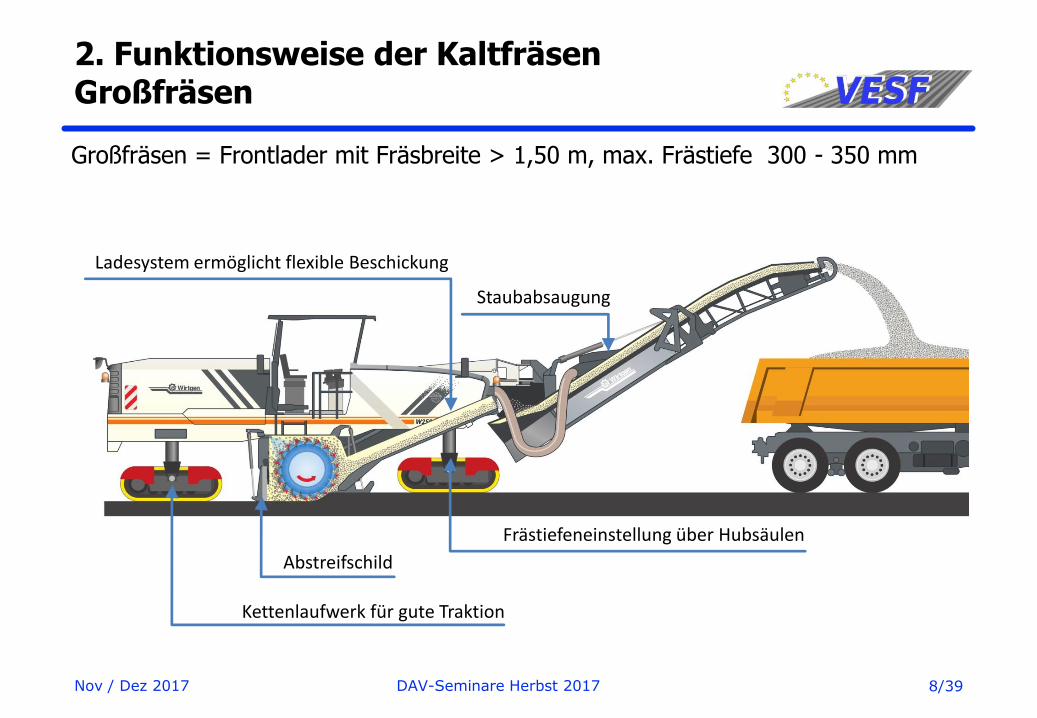
Großfräsen = Frontlader mit Fräsbreite > 1,50 m, max. Frästiefe 300 - 350 mm
Abstreifschild
Kettenlaufwerk für gute Traktion
Frästiefeneinstellung über Hubsäulen
Ladesystem ermöglicht flexible Beschickung
2. Funktionsweise der Kaltfräsen Großfräsen
Nov / Dez 2017 DAV-Seminare Herbst 2017
Staubabsaugung
8/39

Standard-Fräswalze mit Schnittlinienabstand LA 15
2. Funktionsweise der Kaltfräsen Fräswalze
Nov / Dez 2017 DAV-Seminare Herbst 2017
Minimeißel Standardmeißel
Unterschiedliche Fräsmeißel für unterschiedliche Anwendungen
9/39
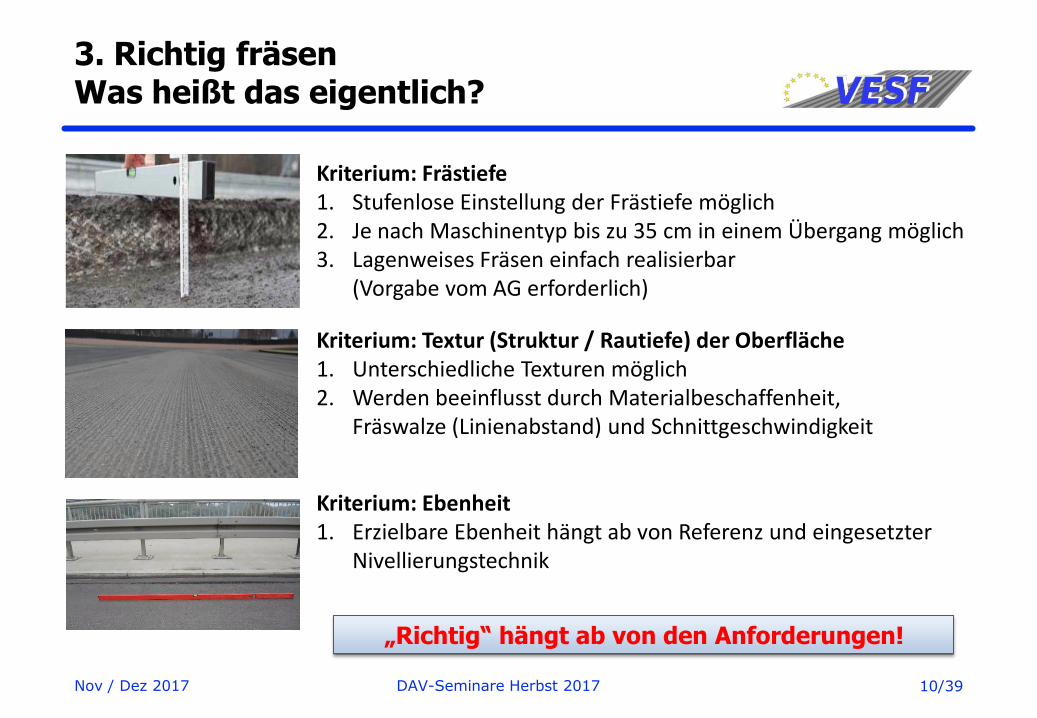
3. Richtig fräsen Was heißt das eigentlich?
Nov / Dez 2017 DAV-Seminare Herbst 2017
Kriterium: Frästiefe 1. Stufenlose Einstellung der Frästiefe möglich 2. Je nach Maschinentyp bis zu 35 cm in einem Übergang möglich 3. Lagenweises Fräsen einfach realisierbar
(Vorgabe vom AG erforderlich)
Kriterium: Textur (Struktur / Rautiefe) der Oberfläche 1. Unterschiedliche Texturen möglich 2. Werden beeinflusst durch Materialbeschaffenheit,
Fräswalze (Linienabstand) und Schnittgeschwindigkeit
Kriterium: Ebenheit 1. Erzielbare Ebenheit hängt ab von Referenz und eingesetzter
Nivellierungstechnik
„Richtig“ hängt ab von den Anforderungen!
10/39
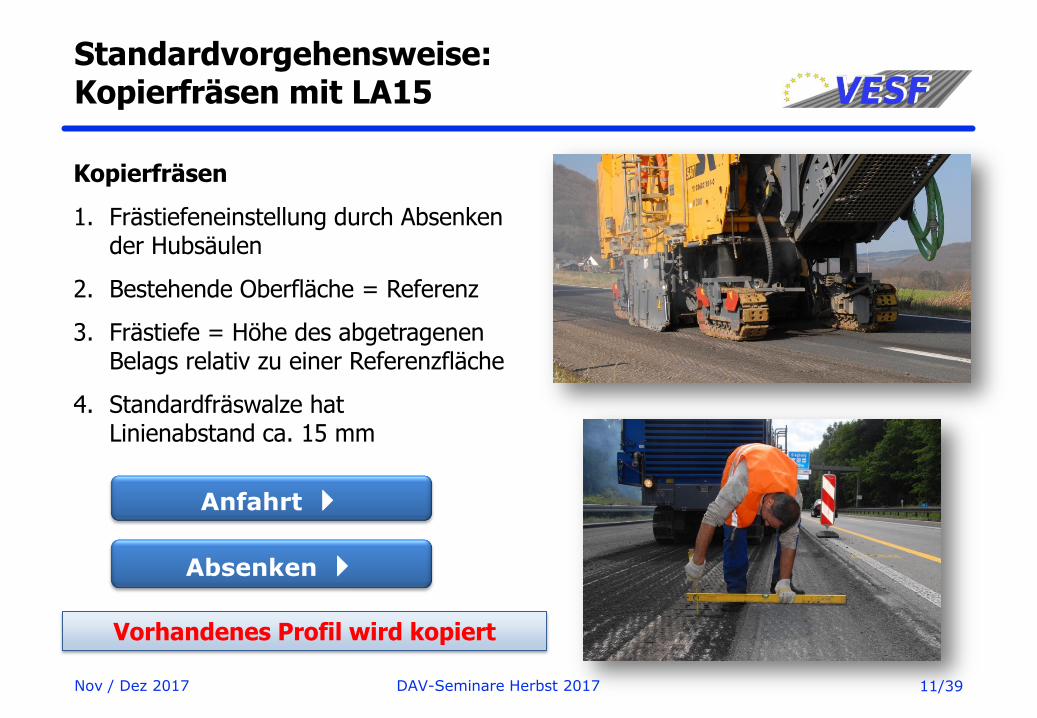
Kopierfräsen
1. Frästiefeneinstellung durch Absenken der Hubsäulen
2. Bestehende Oberfläche = Referenz
3. Frästiefe = Höhe des abgetragenen Belags relativ zu einer Referenzfläche
4. Standardfräswalze hat Linienabstand ca. 15 mm
Standardvorgehensweise: Kopierfräsen mit LA15
Nov / Dez 2017 DAV-Seminare Herbst 2017
Absenken
Anfahrt
Vorhandenes Profil wird kopiert
11/39
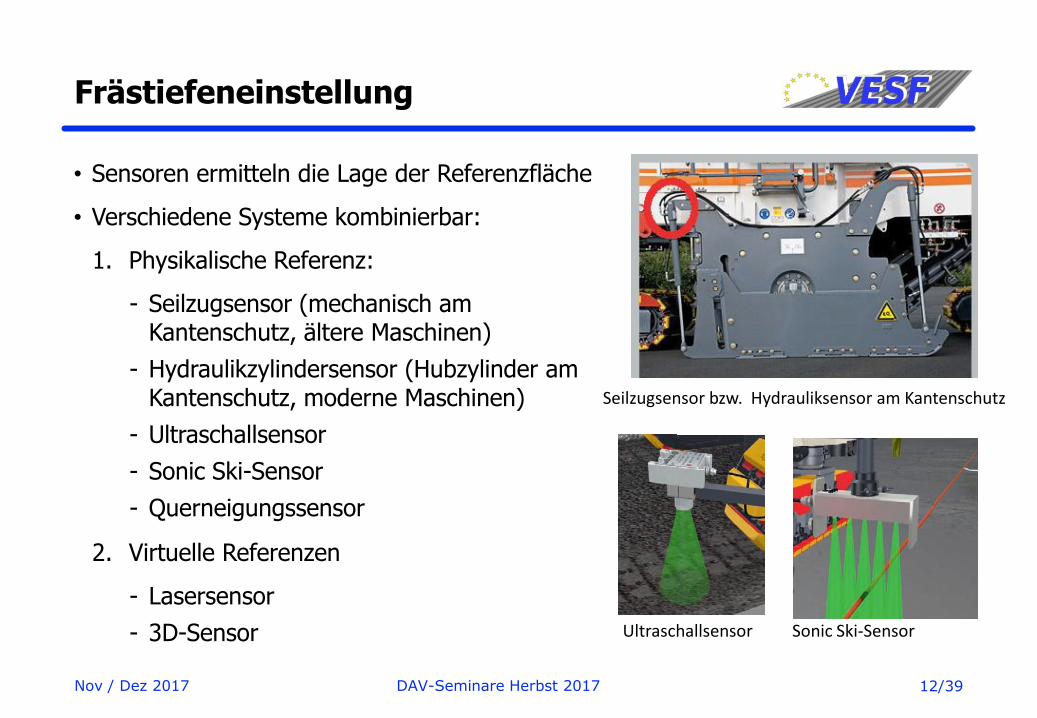
• Sensoren ermitteln die Lage der Referenzfläche
• Verschiedene Systeme kombinierbar:
1. Physikalische Referenz:
- Seilzugsensor (mechanisch am Kantenschutz, ältere Maschinen)
- Hydraulikzylindersensor (Hubzylinder am Kantenschutz, moderne Maschinen)
- Ultraschallsensor
- Sonic Ski-Sensor
- Querneigungssensor
2. Virtuelle Referenzen
- Lasersensor
- 3D-Sensor
Frästiefeneinstellung
Nov / Dez 2017 DAV-Seminare Herbst 2017
Seilzugsensor bzw. Hydrauliksensor am Kantenschutz
Ultraschallsensor Sonic Ski-Sensor
12/39
Standardfräsen = Kopierfräsen ist geeignet, wenn
1. der Asphalt verschlissen, aber das Profil in Ordnung ist und
2. geeignete Referenzen verfügbar sind (z. B. vorhandener Belag oder Bordstein)
Standardfräsen = Kopierfräsen ist ungeeignet zum
1. Ausgleich von Unebenheiten
2. Ausgleich von ungenügendem Wasserabfluss
Standardfräsen mit LA15 ist ungeeignet zum
1. Verbessern der Griffigkeit
2. Schaffen einer Grundlage für Dünnschichteinbau
3. Herstellen einer dauerhaft befahrbaren Fläche
Verschiedene Problemstellungen
Nov / Dez 2017 DAV-Seminare Herbst 2017 13/39

Multiplex-Fräsen - Abtasten einer Referenz mit 3, 6 oder mehr Sensoren pro Maschinenseite
Unebenheiten reduzieren mit Multiplex-Fräsen
Nov / Dez 2017 DAV-Seminare Herbst 2017
- Kombination verschiedener Sensoren möglich - Automatik berechnet Mittelwert und regelt Frästiefe entsprechend
Wozu eignet sich Multiplex-Fräsen? - Reduzierung von Unebenheiten
14/39

Beispiel: Einsatz zum Ausgleich von uneben eingebautem Gussasphalt
Unebenheiten reduzieren mit Multiplex-Fräsen
Nov / Dez 2017 DAV-Seminare Herbst 2017 15/39

Achtung: Bei mehreren parallel verlaufenden Bahnen oft nicht genau genug!
Wasserabfluss ungenügend
Nov / Dez 2017 DAV-Seminare Herbst 2017
Neigungssensor
Sensor für Höhenlage der Referenz
Ungenügender Wasserabfluss ist oft auf zu geringe Querneigung zurückzuführen.
Querneigungssensor kann bei Profilkorrektur unterstützen.
16/39

- Erstellen eines digitalen Geländemodells durch Bauherr / Bauunternehmung
- Definition der neuen Lage / des neuen Profils der Fahrbahn durch Bauherrn
- Übertragen der Soll-Daten in die Maschinensteuerung
- Ermittlen der Position der Fräse über GPS- bzw. GNSS-Systeme oder Totalstation (verschiedene Lösungen auf dem Markt)
Maschine steuert Höhenlage entsprechend der Position im Raum
Profil ungenügend > Profilkorrektur mit 3D-Fräsen
Nov / Dez 2017 DAV-Seminare Herbst 2017 17/39

Folgende Faktoren beeinflussen die Textur der Oberfläche:
• Linienabstand (LA) der Fräswerkzeuge
• Maschinenvorschub in Verbindung mit Walzendrehzahl (= Schnittgeschwindigkeit des Werkzeugs)
• Beschaffenheit des auszubauenden Asphalts
• Temperatur des Asphalts
Textur (Oberflächengestalt) der Fräsfläche
Nov / Dez 2017 DAV-Seminare Herbst 2017
LA 3, niedrige Schnittgeschwindigkeit
LA 15, mittlere Schnittgeschwindigkeit
Negativbeispiel: LA 8, Feinfräsen einer Tragschicht Durch Abplatzungen keine Frässtruktur erkennbar
18/39
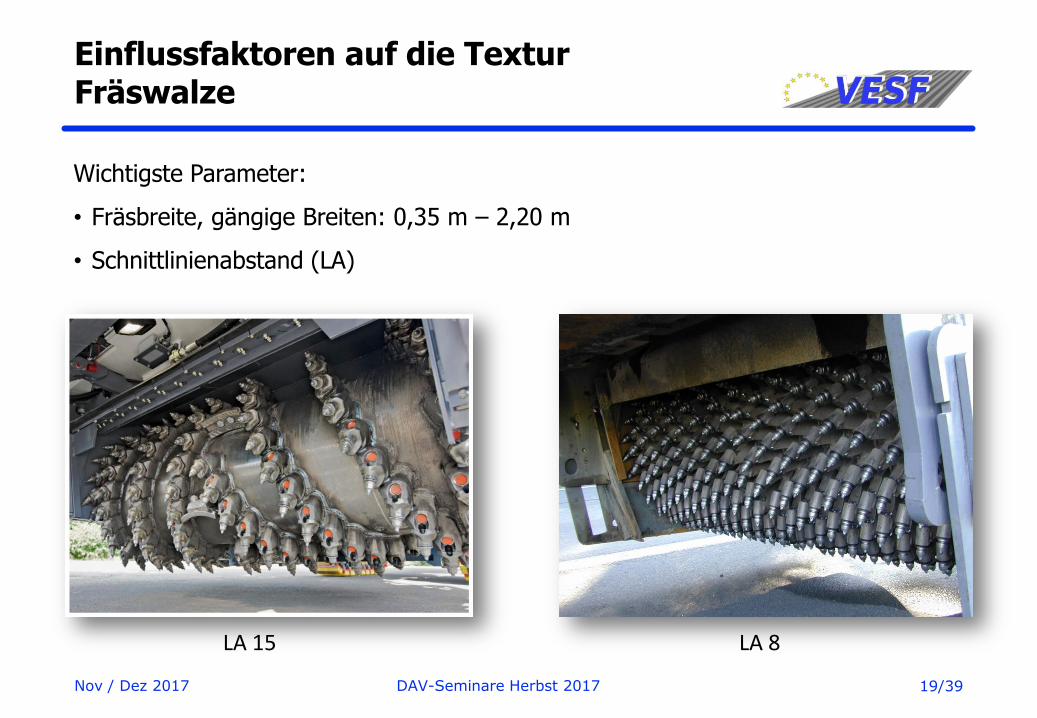
Wichtigste Parameter:
• Fräsbreite, gängige Breiten: 0,35 m – 2,20 m
• Schnittlinienabstand (LA)
Einflussfaktoren auf die Textur Fräswalze
Nov / Dez 2017 DAV-Seminare Herbst 2017
LA 15 LA 8
19/39

Einflussfaktoren auf die Textur Fräswalze
Nov / Dez 2017 DAV-Seminare Herbst 2017
Schruppfräsen Standardfräsen Feinfräsen Mikrofeinfräsen
Linienabstand
20/39
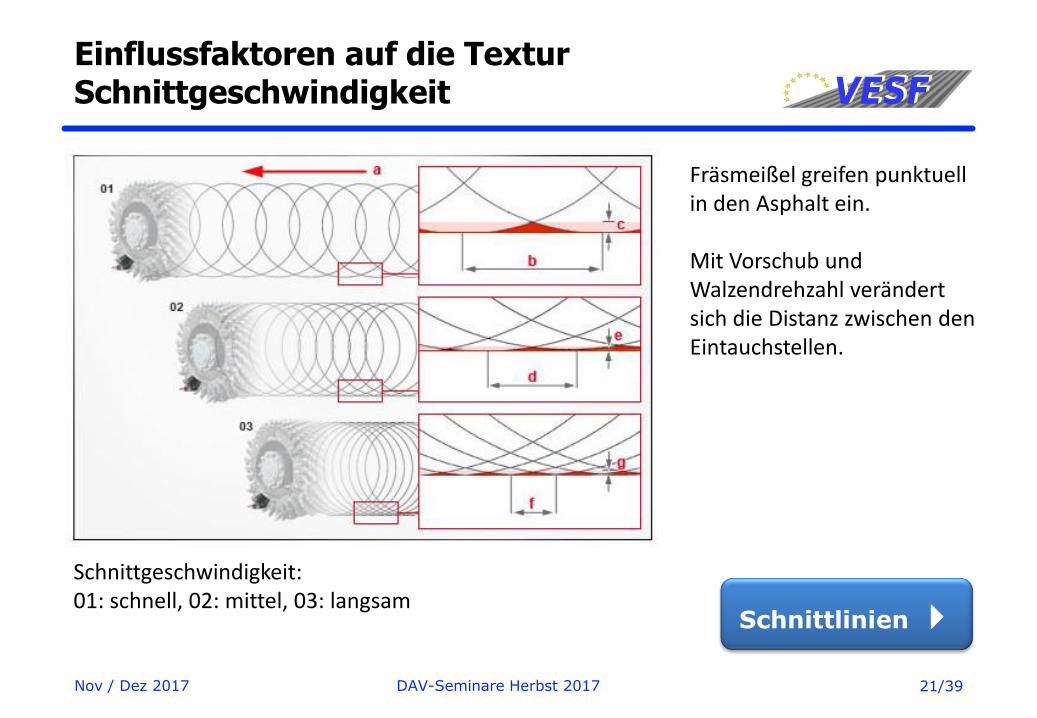
Einflussfaktoren auf die Textur Schnittgeschwindigkeit
DAV-Seminare Herbst 2017
Fräsmeißel greifen punktuell in den Asphalt ein. Mit Vorschub und Walzendrehzahl verändert sich die Distanz zwischen den Eintauchstellen.
Schnittlinien
Schnittgeschwindigkeit: 01: schnell, 02: mittel, 03: langsam
Nov / Dez 2017 21/39
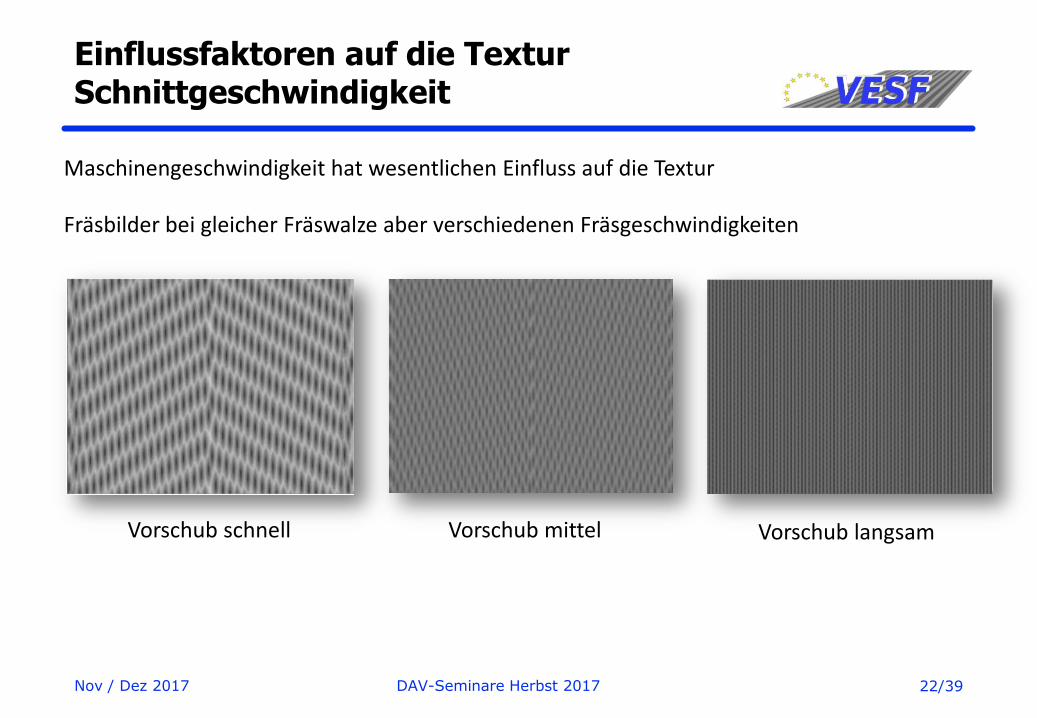
Einflussfaktoren auf die Textur Schnittgeschwindigkeit
Nov / Dez 2017 DAV-Seminare Herbst 2017
Maschinengeschwindigkeit hat wesentlichen Einfluss auf die Textur
Vorschub langsam Vorschub mittel Vorschub schnell
Fräsbilder bei gleicher Fräswalze aber verschiedenen Fräsgeschwindigkeiten
22/39
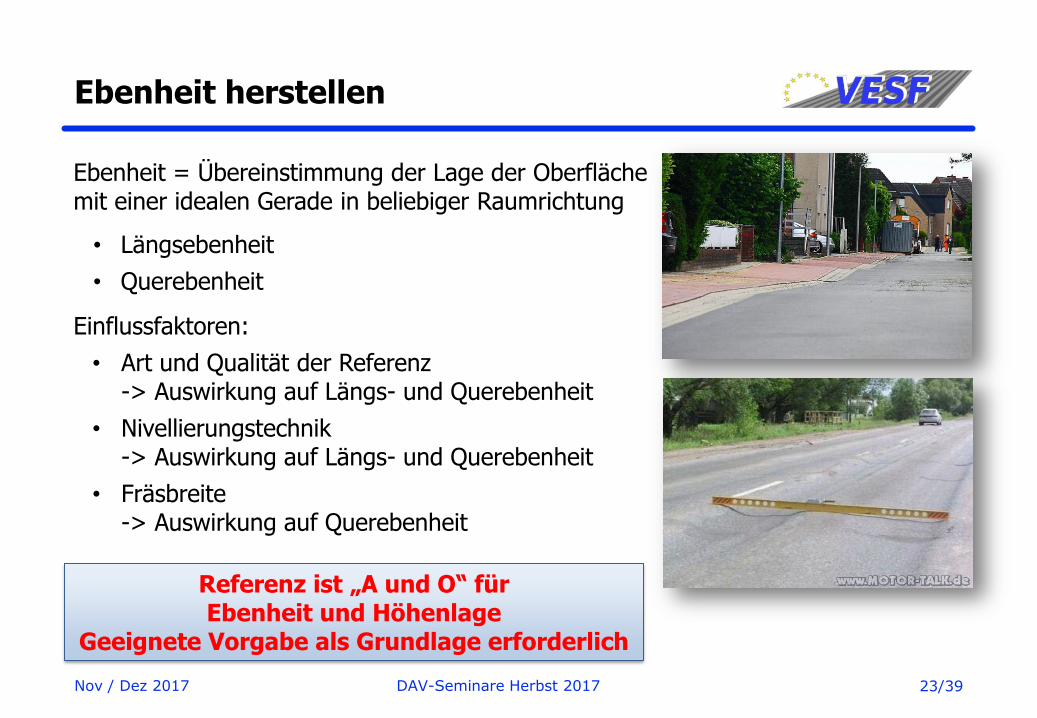
Ebenheit = Übereinstimmung der Lage der Oberfläche mit einer idealen Gerade in beliebiger Raumrichtung
• Längsebenheit
• Querebenheit
Einflussfaktoren:
• Art und Qualität der Referenz -> Auswirkung auf Längs- und Querebenheit
• Nivellierungstechnik -> Auswirkung auf Längs- und Querebenheit
• Fräsbreite -> Auswirkung auf Querebenheit
Ebenheit herstellen
Nov / Dez 2017 DAV-Seminare Herbst 2017
Referenz ist „A und O“ für Ebenheit und Höhenlage
Geeignete Vorgabe als Grundlage erforderlich
23/39
Gut und richtig fräsen > Wahl der passenden Technik
Nov / Dez 2017 DAV-Seminare Herbst 2017
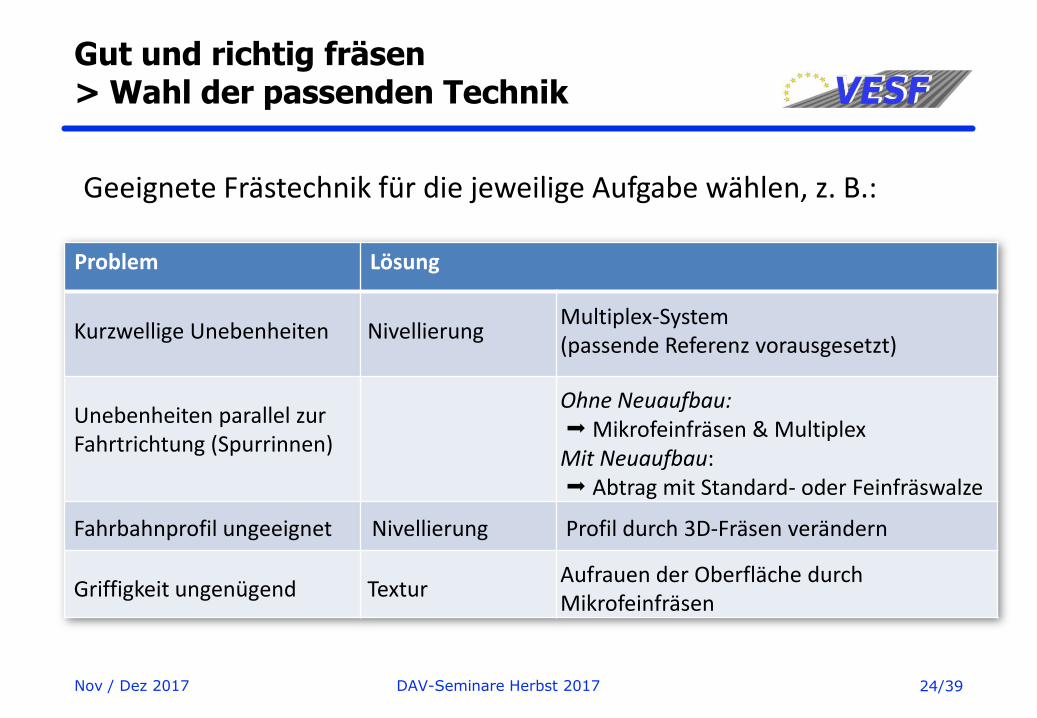
Geeignete Frästechnik für die jeweilige Aufgabe wählen, z. B.:
Problem Lösung
Kurzwellige Unebenheiten Nivellierung Multiplex-System (passende Referenz vorausgesetzt)
Unebenheiten parallel zur Fahrtrichtung (Spurrinnen)
Ohne Neuaufbau: Mikrofeinfräsen & Multiplex Mit Neuaufbau: Abtrag mit Standard- oder Feinfräswalze
Nivellierung
Textur
Fahrbahnprofil ungeeignet
Griffigkeit ungenügend
Profil durch 3D-Fräsen verändern
Aufrauen der Oberfläche durch Mikrofeinfräsen
24/39
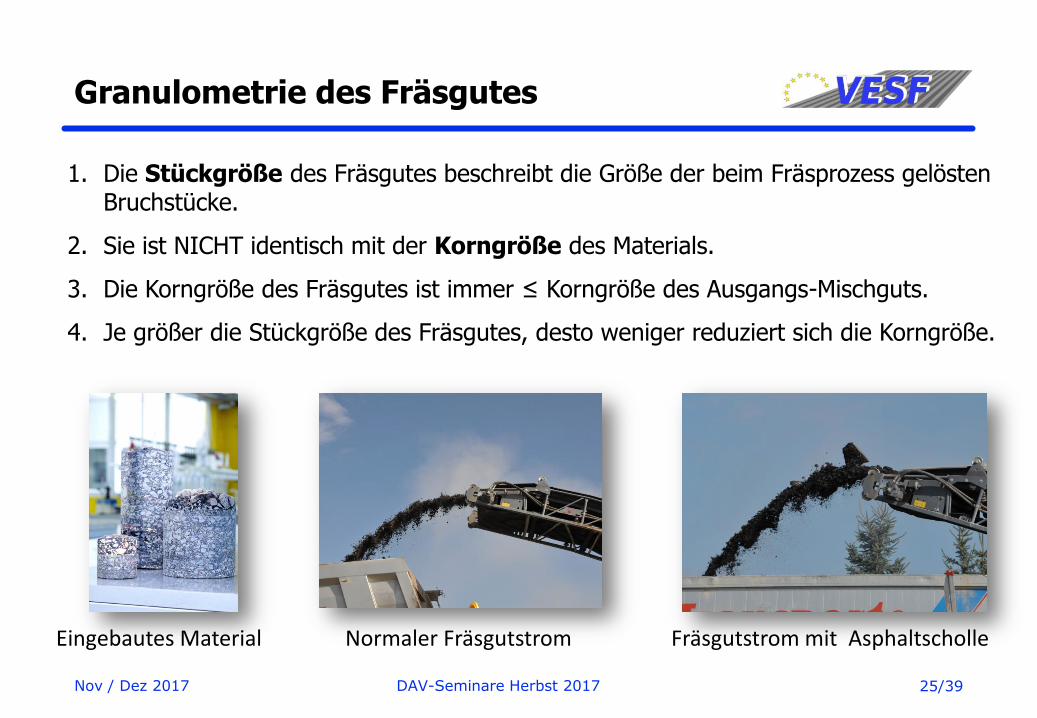
1. Die Stückgröße des Fräsgutes beschreibt die Größe der beim Fräsprozess gelösten Bruchstücke.
2. Sie ist NICHT identisch mit der Korngröße des Materials.
3. Die Korngröße des Fräsgutes ist immer ≤ Korngröße des Ausgangs-Mischguts.
4. Je größer die Stückgröße des Fräsgutes, desto weniger reduziert sich die Korngröße.
Granulometrie des Fräsgutes
Nov / Dez 2017 DAV-Seminare Herbst 2017
Eingebautes Material Normaler Fräsgutstrom Fräsgutstrom mit Asphaltscholle
25/39
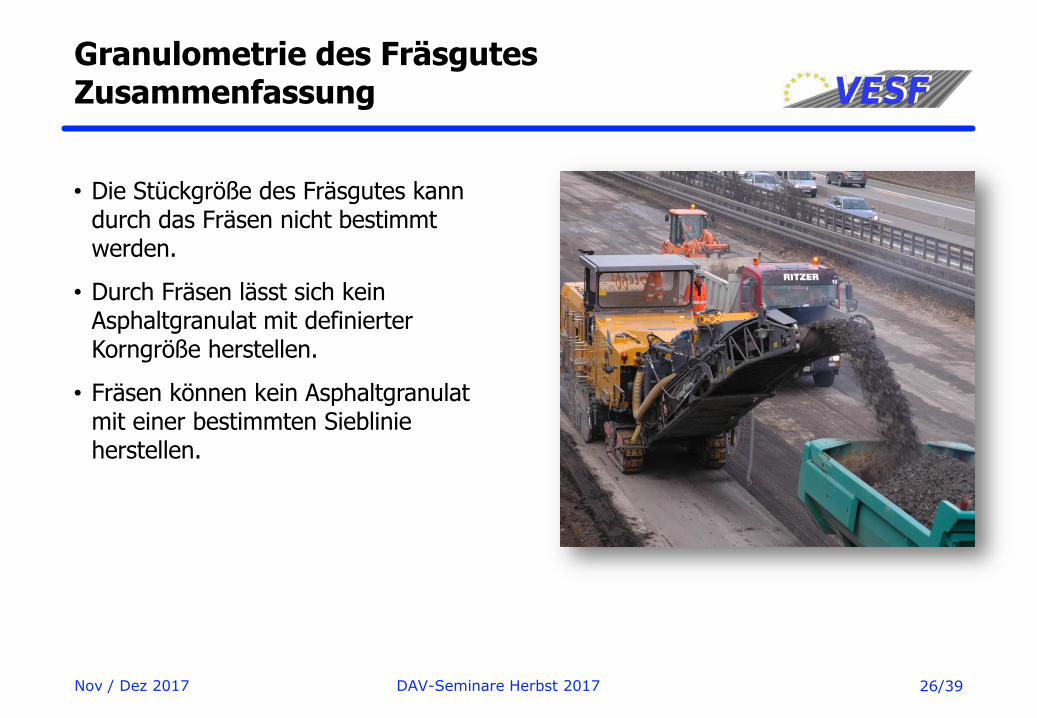
• Die Stückgröße des Fräsgutes kann durch das Fräsen nicht bestimmt werden.
• Durch Fräsen lässt sich kein Asphaltgranulat mit definierter Korngröße herstellen.
• Fräsen können kein Asphaltgranulat mit einer bestimmten Sieblinie herstellen.
Granulometrie des Fräsgutes Zusammenfassung
Nov / Dez 2017 DAV-Seminare Herbst 2017 26/39

2. Ausbruch der Fräskante ist Qualitätsmangel NEIN, denn:
• Die Fräse hat keinen Einfluss auf Fräskante.
• Die Ausformung der Kante ist abhängig von Material und Klimabedingungen.
Vier große Irrtümer: Nr 1 und Nr 2
Nov / Dez 2017 DAV-Seminare Herbst 2017
1. Feines Fräsgut ist das bessere Fräsgut NEIN, denn:
• Fräsen ist irreversibel. Einmal gebrochen, kann man den Mineralstoff nicht mehr vergrößern.
• Aber: Gröberes Fräsgut lässt sich immer durch Nachbrechen verkleinern.
27/39
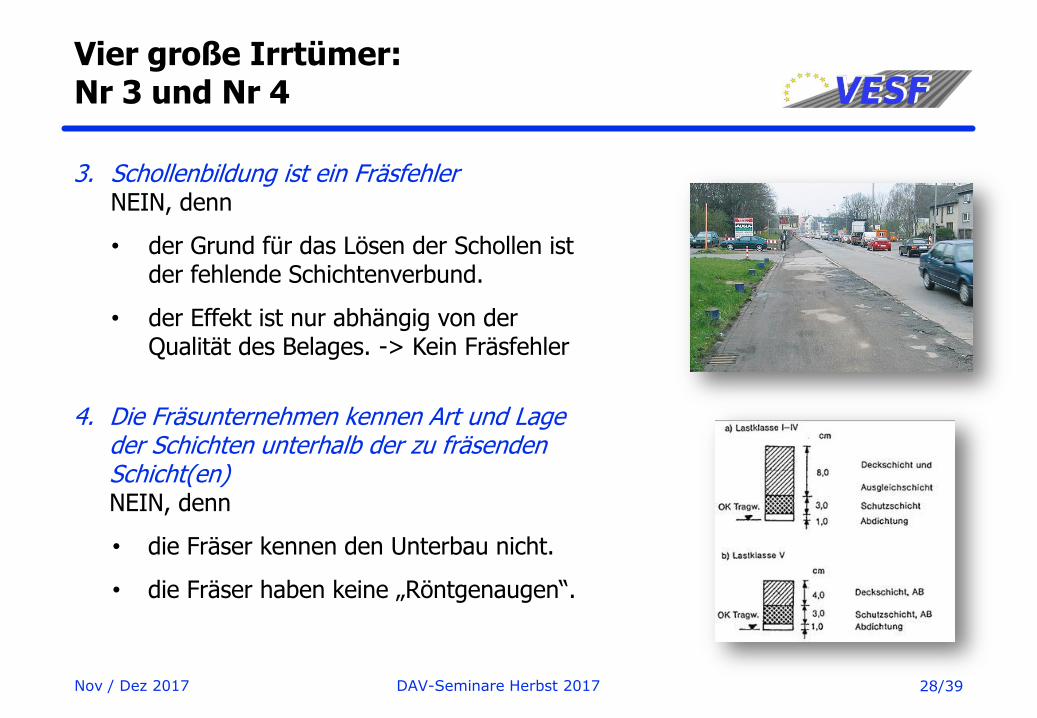
3. Schollenbildung ist ein Fräsfehler NEIN, denn
• der Grund für das Lösen der Schollen ist der fehlende Schichtenverbund.
• der Effekt ist nur abhängig von der Qualität des Belages. -> Kein Fräsfehler
Vier große Irrtümer: Nr 3 und Nr 4
Nov / Dez 2017 DAV-Seminare Herbst 2017
4. Die Fräsunternehmen kennen Art und Lage der Schichten unterhalb der zu fräsenden Schicht(en) NEIN, denn
• die Fräser kennen den Unterbau nicht.
• die Fräser haben keine „Röntgenaugen“.
28/39
Die Fräsunternehmen können verschiedenste Anforderungen erfüllen.
Um die passende Fräsergebnis zu erhalten, helfen:
• präzise Vorgaben (Referenz, vorhandener Belag, digitales Deckenbuch, …)
• Abstimmung vor bzw. während der Ausführung mit dem AG bzw. Baulastträger
• genügend große Zeitfenster
• genügend Raum ( >> Vollsperrungen sind auch für das Fräsen hilfreich)
Umsetzung in die Praxis
Nov / Dez 2017 DAV-Seminare Herbst 2017 29/39
• Frästiefe auf sinnvolle Bereiche eingrenzen
• Differenzierung: Kopieren oder Profilveränderung (Referenz)?
• Ebenheit passend zur Fräsaufgabe und zur Lage im Fahrbahnkörper
• Feinfräsen nur zur Herstellung von bestimmten Texturen oder bei bestimmten Aufgabenstellungen vorgeben
• Abstimmung des AG bzw. Bauherrn mit dem Fräsunternehmen über Referenzen, Fräsgut, Organisation, …
• Angabe zum zu fräsenden Material
• Info über Zeitplanung (klare, widerspruchsfreie Darstellung des Bauablaufs)
• Vorlauf für Planung der Maschinentransporte vorsehen
• Info über Schichtaufbau (insbesondere beim Fräsen auf Brücken)
• Risiko-Reduzierung durch Standby-Maschinen
Hochwertig und wirtschaftlich fräsen durch sinnvolle Vorgaben
Nov / Dez 2017 DAV-Seminare Herbst 2017 30/39

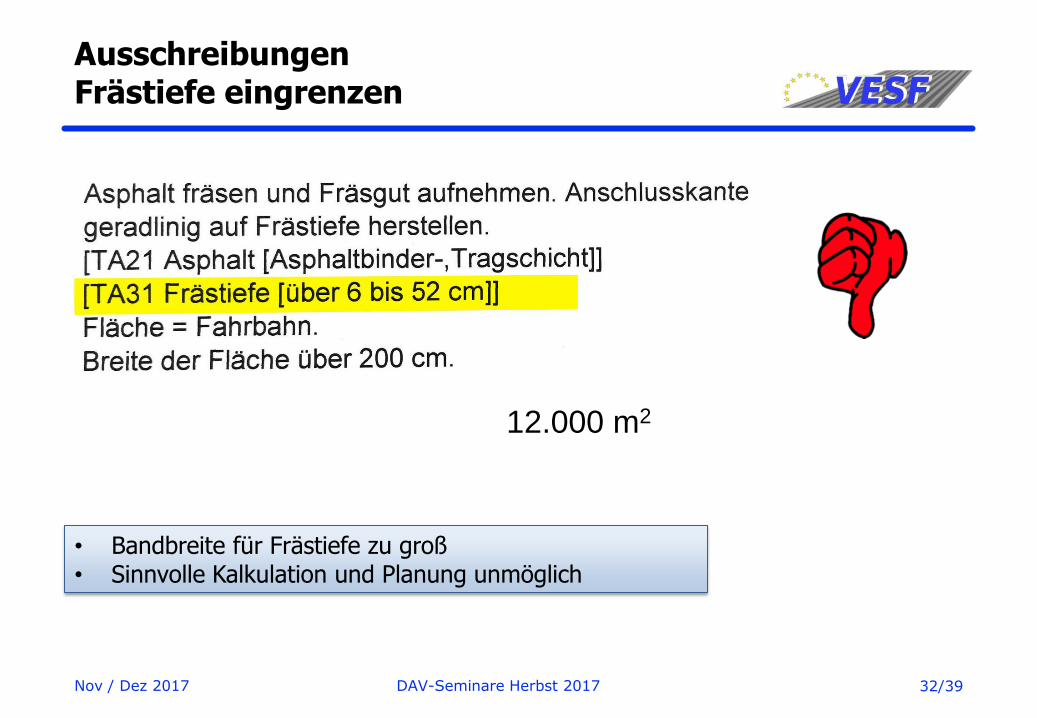
Ausschreibungen Frästiefe eingrenzen
Nov / Dez 2017 DAV-Seminare Herbst 2017
• Bandbreite für Frästiefe zu groß • Sinnvolle Kalkulation und Planung unmöglich
31/39
Ausschreibungen Frästiefe eingrenzen
Nov / Dez 2017 DAV-Seminare Herbst 2017
• Bandbreite für Frästiefe zu groß • Sinnvolle Kalkulation und Planung unmöglich
12.000 m2
32/39
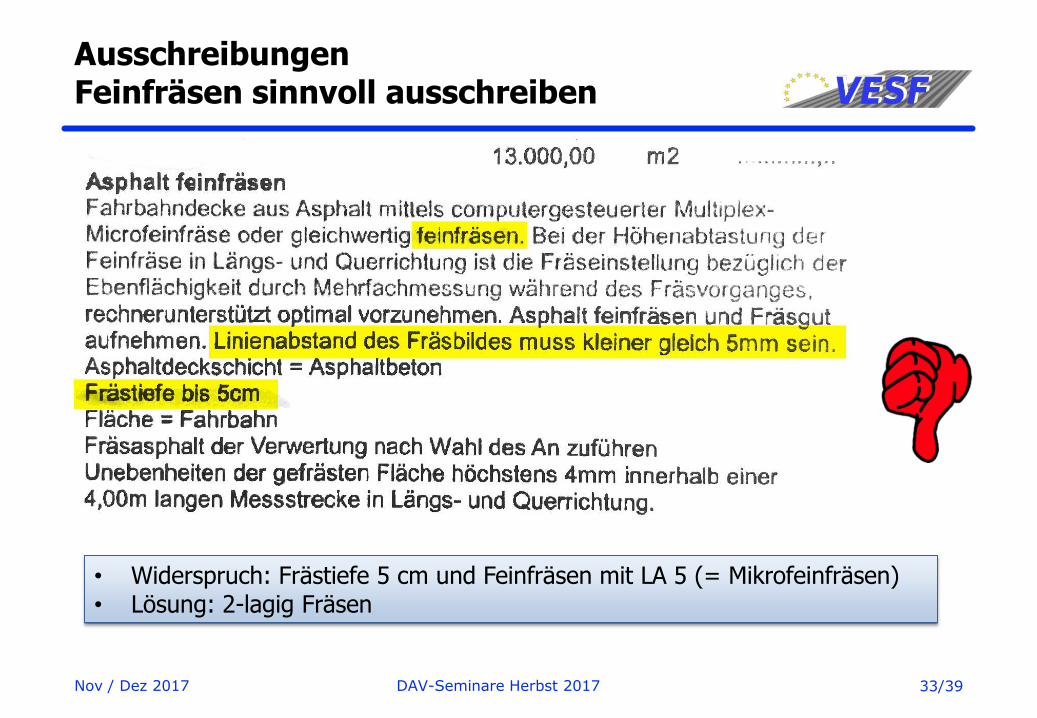
Ausschreibungen Feinfräsen sinnvoll ausschreiben
Nov / Dez 2017 DAV-Seminare Herbst 2017
• Widerspruch: Frästiefe 5 cm und Feinfräsen mit LA 5 (= Mikrofeinfräsen) • Lösung: 2-lagig Fräsen
33/39
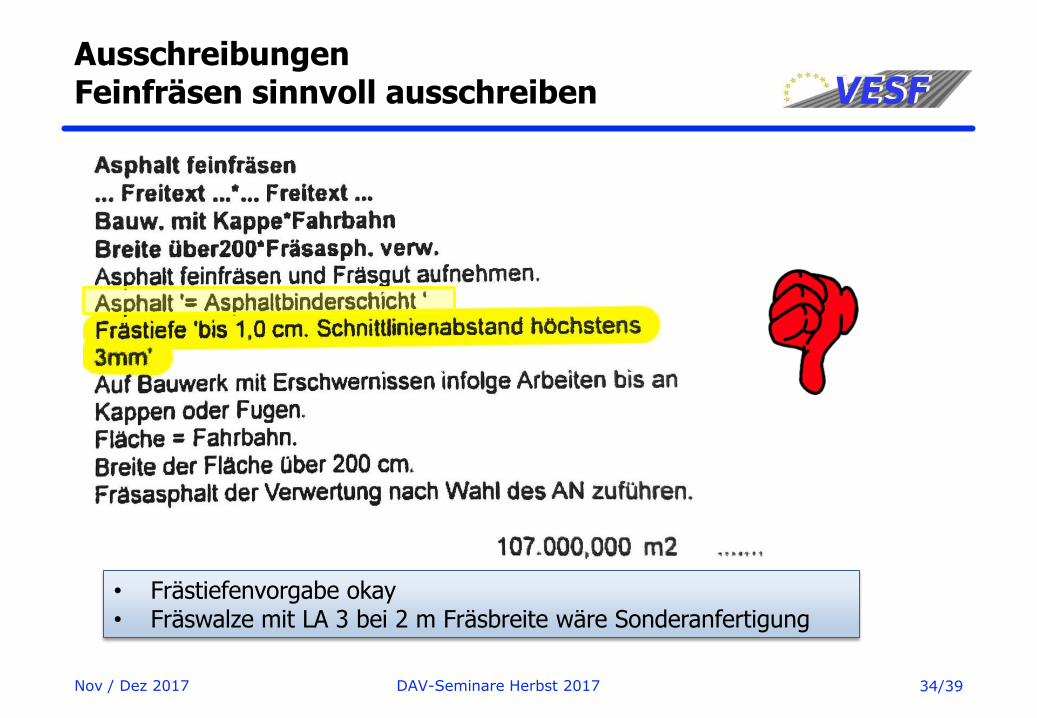
Ausschreibungen Feinfräsen sinnvoll ausschreiben
Nov / Dez 2017 DAV-Seminare Herbst 2017
• Frästiefenvorgabe okay • Fräswalze mit LA 3 bei 2 m Fräsbreite wäre Sonderanfertigung
34/39
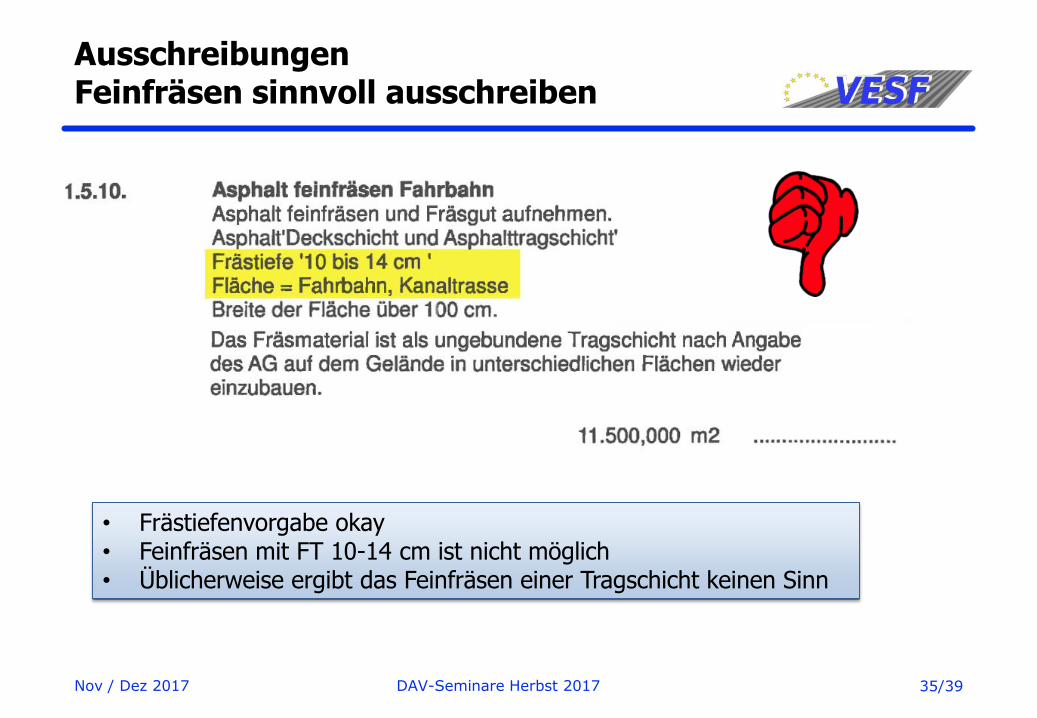
Ausschreibungen Feinfräsen sinnvoll ausschreiben
Nov / Dez 2017 DAV-Seminare Herbst 2017
• Frästiefenvorgabe okay • Feinfräsen mit FT 10-14 cm ist nicht möglich • Üblicherweise ergibt das Feinfräsen einer Tragschicht keinen Sinn
35/39
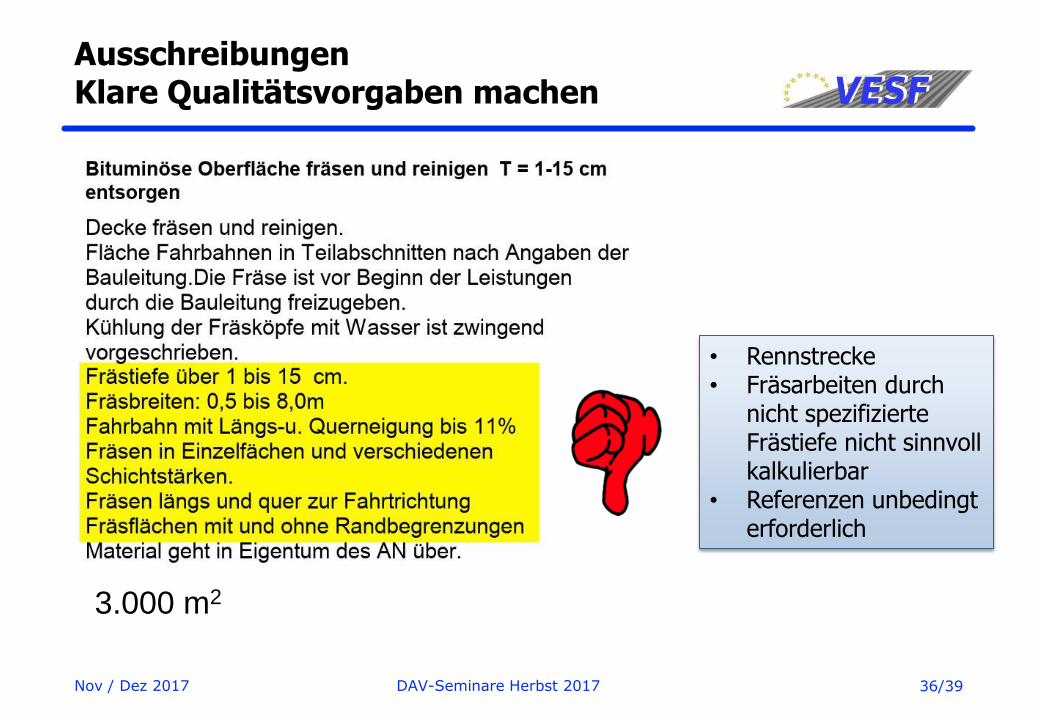
Ausschreibungen Klare Qualitätsvorgaben machen
Nov / Dez 2017 DAV-Seminare Herbst 2017
• Rennstrecke • Fräsarbeiten durch
nicht spezifizierte Frästiefe nicht sinnvoll kalkulierbar
• Referenzen unbedingt erforderlich
3.000 m2
36/39
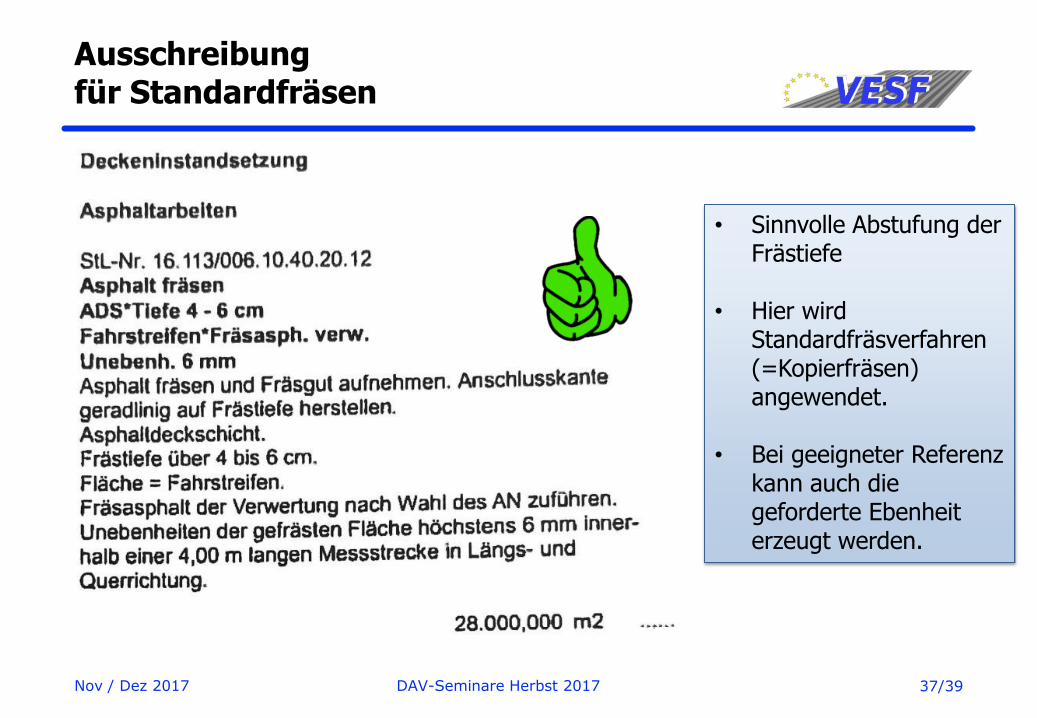
Ausschreibung für Standardfräsen
Nov / Dez 2017 DAV-Seminare Herbst 2017
• Sinnvolle Abstufung der Frästiefe
• Hier wird Standardfräsverfahren (=Kopierfräsen) angewendet.
• Bei geeigneter Referenz kann auch die geforderte Ebenheit erzeugt werden.
37/39
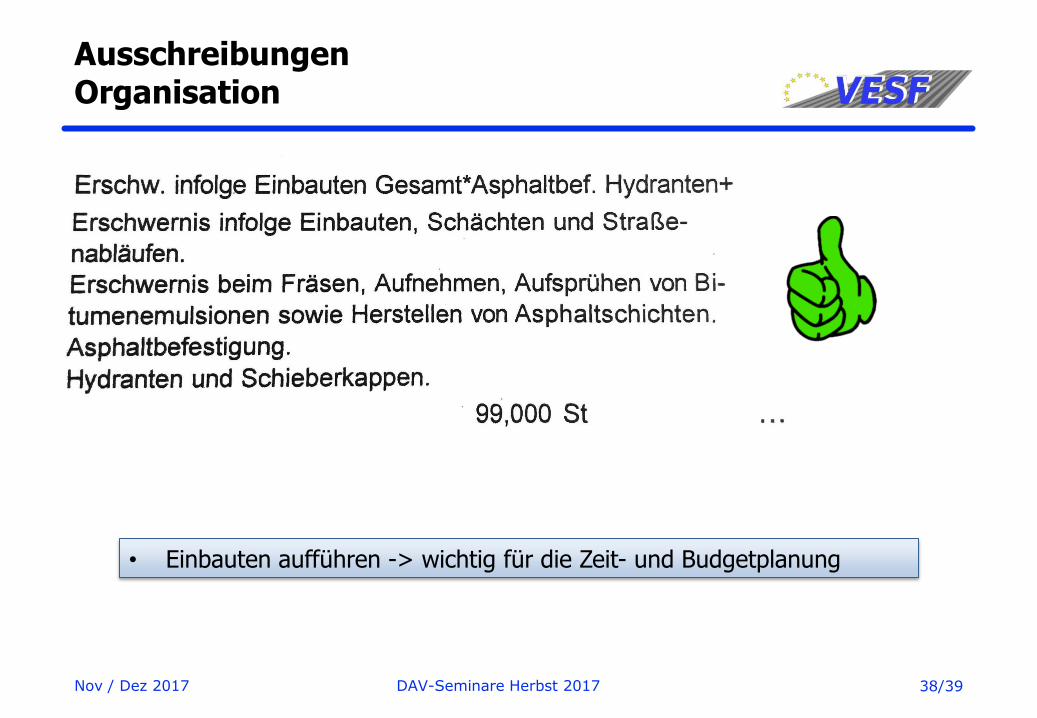
Ausschreibungen Organisation
Nov / Dez 2017 DAV-Seminare Herbst 2017
• Einbauten aufführen -> wichtig für die Zeit- und Budgetplanung
38/39
Vielen Dank für Ihre Aufmerksamkeit
Der VESF beantwortet Ihnen gerne weitere Fragen
rund um das Fräsen.
Web: www.vesf-ev.com
E-Mail: [email protected]
Telefon: +49 2636 9419 118
Noch Fragen?
Nov / Dez 2017 DAV-Seminare Herbst 2017 39/39

Einsatzbeispiele
Nov / Dez 2017 DAV-Seminare Herbst 2017 40/39

Einsatzbeispiele Ablegen statt Verladen
Nov / Dez 2017 DAV-Seminare Herbst 2017 41/39

Einsatzbeispiele Gestein fräsen und mit Laser nivellieren
Nov / Dez 2017 DAV-Seminare Herbst 2017 42/39

Einsatzbeispiele Tunnelsohle begradigen
Nov / Dez 2017 DAV-Seminare Herbst 2017 43/39

Einsatzbeispiele Fräsen mit großer Fräsbreite
Nov / Dez 2017 DAV-Seminare Herbst 2017 44/39

Einsatzbeispiele Nutfräsen mit Seitenfräsrad (FT 70 cm)
Nov / Dez 2017 DAV-Seminare Herbst 2017 45/39

Einsatzbeispiele Sonderfräswalze für schmale Flächen
Nov / Dez 2017 DAV-Seminare Herbst 2017 46/39

Einsatzbeispiele Nutfräsen
Nov / Dez 2017 DAV-Seminare Herbst 2017 47/39

Einsatzbeispiele Demarkierung
Nov / Dez 2017 DAV-Seminare Herbst 2017 48/39

Einsatzbeispiele Steilhangfräsen
Nov / Dez 2017 DAV-Seminare Herbst 2017 49/39

Einsatzbeispiele Steilhangfräsen
Nov / Dez 2017 DAV-Seminare Herbst 2017 50/39

Einsatzbeispiele … und vieles mehr
Nov / Dez 2017 DAV-Seminare Herbst 2017
Auf Wiedersehen
auf der Baustelle
51/39




![Graphite für die Funkenerosion - graphitprodukte.de · Seite 3 von 10 Lieferformen [delivery program] Sägen [sawing] Fräsen / Drehen [milling / turning] 3D-Fräsen [3D-milling]](https://static.fdokument.com/doc/165x107/5d61671188c9930d798b721d/graphite-fuer-die-funkenerosion-seite-3-von-10-lieferformen-delivery-program.jpg)