Informationsserie TEXTILCHEMIE - vci.de · sowie die textilveredelnde Industrie Hand in Hand....
64
Informationsserie TEXTILCHEMIE
Transcript of Informationsserie TEXTILCHEMIE - vci.de · sowie die textilveredelnde Industrie Hand in Hand....

Informationsserie
TEXTILCHEMIE


Textilien umgeben den Menschen – und zwar imwahrsten Sinne des Wortes. Er trägt sie nicht nur amKörper, sondern lebt und arbeitet mit ihnen,gestaltet mit ihnen seine Freizeit, lässt sich vonihnen in Gefahrensituationen schützen odermedizinisch versorgen. Denn von der Kleidung überden Sofabezug aus Microfaser bis hin zur Angelaus-rüstung, zum Airbag im Auto oder zum chirurgischenNähfaden: Überall nutzen wir Textilien.
Damit wir sie aber in der jeweiligen Form und fürden bestimmten Gebrauch verwenden können, istder gezielte Einsatz von Chemie erforderlich. Dasreicht von der Garnherstellung für ein T-Shirt bis hinzu Raumanzügen, die den Astronauten vor Strahlungoder Kälte schützen sollen. Man denke auch an dasriesige Spektrum von Farbstoffen und Pigmenten fürdie Färbung von Fasern und Textilien. Wie beimLesen dieser Broschüre deutlich werden wird, sinddie Einsatzgebiete der Textilchemie unglaublich breitgefächert und bieten auch für die Zukunft vieleweitere reizvolle Möglichkeiten.
Im Zuge der schon sehr früh einsetzenden Globalisie-rung der Textilwirtschaft wurde Deutschland zueinem bedeutenden Exportland für Textilchemikalien;die deutschen Hersteller von Textilchemikalien sindheute wichtigster Lieferant. In der sogenannten „textilen Kette“ arbeiten die Faserhersteller, die Liefe-ranten von Farbmitteln und chemischen Hilfsmittelnsowie die textilveredelnde Industrie Hand in Hand.Ungeachtet der Verlagerung eines Großteils derBekleidungsindustrie in Länder außerhalb der EU hatdie Textilchemie ihre Bedeutung für den StandortDeutschland erhalten können, wenn auch mit neuemSchwerpunkt. Denn zunehmend behaupten sichFirmen am deutschen und am europäischen Markt,die sich auf die Herstellung technischer Textilien,z. B. für den Fahrzeugbau, konzentrieren. Hierkommt es weniger auf niedrige Lohnkosten, sondernvielmehr auf Qualität, Liefersicherheit und eine engeZusammenarbeit zwischen Lieferanten und Kundenan. In diesem hoch innovativen Bereich konntenüberlebensfähige und weiterhin wachsende Nischengeschaffen werden, für die die oben genanntenErfolgsfaktoren von hoher Bedeutung sind.
Die vorliegende Informationsserie, die in Zusammen-arbeit mit dem Fonds der Chemischen Industrieund dem Verband TEGEWA e.V. entstanden ist, istin erster Linie für den Chemieunterricht in denSekundarstufen I und II gedacht. Weil unser Themaso gut wie alle Bereiche des täglichen Lebens berührt,sind Textheft und CD-ROM darüber hinaus sicherlichfür jeden von Interesse, der ein wenig mehr über die-ses spannende und zukunftsträchtige Feld erfahrenmöchte.
Dem Textheft beigefügt ist eine CD-ROM, auf der Vorschläge für Experimente in der Schule gemachtwerden. Sie enthält zudem die Powerpointfolien, einumfangreiches Glossar und Arbeitsblätter, die denUnterricht praxisnah und sinnvoll ergänzen sollen.
Wir hoffen mit dieser Kombination aus Informa-tionen und Praxisanwendungen einen interessantenBlick hinter die Kulissen eröffnet zu haben unddiesen meist im Hintergrund stehenden Bereich einwenig mehr ins Licht der Öffentlichkeit gerückt zuhaben.
Frankfurt am Main, im Januar 2007Die Herausgeber
Vorwort
�3
VORWORT

INHALT
Vorwort >3
1 Didaktische Hinweise für den Chemieunterricht >7
1.1 Textilien im Chemieunterricht der Sekundarstufen I und II >8
2 Kleider machen Leute – historische Anmerkungen zu Textilien >10
3 Vom Rohstoff zum Textil >12
3.1 Naturfasern >133.1.1 Wolle (WO) >13 3.1.2 Baumwolle (CO) >15 3.2 Chemiefasern >153.2.1 Cellulosische Chemiefasern >163.2.2 Synthetische Chemiefasern >183.2.3 Arbeitsgänge der Chemiefaserherstellung >22
Exkurs: Was sind Microfasern? >22
3.3 Arbeitsprozesse bei der Textilherstellung >263.3.1 Spinnen und Garnherstellung >263.3.2 Herstellung textiler Flächen >273.4 Textilveredelung >303.4.1 Vorbehandlung >30
Exkurs: Umweltschutz ist heute mehr und mehr systemintegriert >31
3.4.2 Färberei >333.4.3 Stoffdruck >353.4.4 Ausrüstung >363.4.5 Konfektion >41
4 Verwendung textiler Produkte >43
4.1 Bekleidungstextilien >434.1.1 Funktionalität von Bekleidungstextilien >43
Exkurs: HighTex-Forschungsbeispiel Fleece: Hochleistung, die sich gut anfühlt >43
4.1.2 Mischgewebe >454.2 Heimtextilien >464.3 Technische Textilien >474.3.1 Textilien in der Verkehrstechnik >474.3.2 Schutzbekleidung für Extremsituationen >484.3.3 Textilien für Hygiene und Medizin >494.3.4 Textiles Bauen >49
4�

INHALT
�5
5 Ökologische Aspekte der Herstellung und der Verwendung von Textilien >51
5.1 Schutz der Umwelt >515.1.1 Abwasser >515.1.2 Luft >515.2 Schutz der Verbraucher >525.3 Textilunverträglichkeiten >525.3.1 Textilfriktion >535.3.2 Textilallergien >535.4 Kennzeichnung von Textilien >545.4.1 Öko-Label >545.4.2 Verbleib der Textilien nach Gebrauch >56
6 Zukunftsperspektiven >58
Exkurs: Nano... >59
Arbeitsblätter >61Versuche >61Impressum >62

6�

1DIDAKTIK
Wegen ihrer Allgegenwart und ihrer Bedeutung imLebensalltag der Schülerinnen und Schüler stellenTextilien für den Chemieunterricht einen motivieren-den Kontext dar. Das Thema Textilien ist zwar nicht soexplizit in den Lehrplänen verankert wie es etwa dieThemen Farbstoffe oder Kunststoffe sind, aber anhandvon Fragestellungen, die sich rund um das ThemaTextilien entwickeln lassen, können verschiedenePflichtinhalte des Chemieunterrichts vermitteltwerden. Dabei werden Kerninhalte der chemischenFachsystematik und lebensnahe Zusammenhänge somiteinander verflochten, dass der Chemieunterrichtattraktiv und effektiv wird.
Auf der Grundlage der zahlreichen chemischen Facetten, die Textilien bieten, können grundlegendeBegriffe, Konzepte, Denk- und Arbeitsweisen der Chemie im Unterricht behandelt werden. Dazu gehö-ren insbesondere die vielfachen Aspekte der Relationzwischen der Teilchenstruktur und den Stoffeigen-schaften, das Donator-Akzeptor-Prinzip, das chemische Gleichgewicht, die Stoffkreisläufe, dieReaktionstypen in der organischen Chemie und dasDenken in Modellen (vgl. Tabellen 1 und 2).
Die vorliegende Informationsserie ist so konzipiert,dass sie für Lehrerinnen und Lehrer einen fundiertenBackground in Sachen Textilien und Textilchemieanbietet. Das betrifft die Sachinformationen in denfolgenden Kapiteln dieser Broschüre. Aus dem bereit-gestellten Pool an Informationen kann für die Gestal-tung des Unterrichts ausgewählt werden, wobei dieFachbegriffe mithilfe des Glossars auf der CD-ROMdem Niveau der Altersstufe angeglichen werdenmüssen.
Die Experimente, Folien und Arbeitsblätter von derCD-ROM können in der vorliegenden Form eingesetztwerden oder vom Unterrichtenden für die jeweiligeLerngruppe adaptiert werden. Damit werden Experi-mente, Aufgaben und Informationen aus dem Schul-buch ergänzt oder teilweise ersetzt.
Folgt man dem „Programme for International StudentsAssessment“ (PISA) ,ist „naturwissenschaftlicheGrundbildung (scientific literacy) die Fähigkeit, natur-wissenschaftliches Wissen anzuwenden, naturwissen-schaftliche Fragen zu erkennen und aus BelegenSchlussfolgerungen zu ziehen, um Entscheidungenzu treffen, welche die natürliche Welt und die durchmenschliches Handeln an ihr vorgenommenenVeränderungen betreffen”. Ganz in diesem Sinne istdie vorliegende Infoserie gestaltet: Gerade auch diebeigefügte CD-ROM kann für Schülerinnen und Schüler als ein Instrument zur Aneignung und Erprobung von Arbeitstechniken dienen. Teile derCD-ROM können zu diesem Zweck kopiert und/oderins Intranet der Schule eingebunden werden.
Auf der beigefügten CD-ROM sind 14 Versuche und21 Arbeitsblätter zum Themenbereich Textilien ent-halten. Sie können ausgedruckt und als Kopiervor-lagen verwendet werden. Ihre Einsatzmöglichkeitenim Unterricht ergeben sich aus den jeweiligen Inhal-ten. Zusätzliche didaktische Hinweise zum Gebrauchder Versuche und Arbeitsblätter können den orangeunterlegten Kästen in diesem Heft entnommen werden.
1 Didaktische Hinweise für den Chemieunterricht
�7

DIDAKTIK1
• Stoffe, Stoffeigenschaften: Löslichkeit von Stoffen (Fleckentfernung von Textilien, verschiedene Flecke, verschiedene Lösemittel)
• Aggregatzustandsänderungen, Teilchenmodell (Trocknen von Wäsche; Faktoren, von denen die Verdunstung abhängt;Adsorption und Desorption von Geruchsstoffen auf entsprechend ausgerüsteten Textilien)
• Trennen von Stoffgemischen (Filtrieren durch Textilien, Gewebe = feinmaschige Siebe)
• Chemische Reaktion (Verbrennung verschiedener Textilien, Brandverhalten und Verbrennungsprodukte)
• Brandschutz, Brandbekämpfung (brennbare und gegen Brand ausgerüstete Textilien)
• Wasser, Wasseraufbereitung (Abwässer beim Waschen von Textilien)
• Alkalimetalle und ihre Verbindungen (Zersetzung einiger Textilien in Natronlauge)
• Halogene (Bleichen von Textilien mit Chlor)
• Ionenbindung, Fällungsreaktion, hartes Wasser (Auswirkung des harten Wassers auf das Waschen von Textilien – vgl. auch weiter unten)
• Elektronenpaarbindung, Moleküle (Bauprinzip und Eigenschaften von Makromolekülen am Beispiel von Textilfasern)
• Zwischenmolekulare Kräfte, Hydrophilie, Hydrophobie, mechanische Eigenschaften (Wasserstoffbrückenbindungen zwischen Textilfasern und Wasser-Molekülen, zwischen Molekülen in der Textilfaser etc.)
Tabelle 1
Unterrichtsinhalte inder Sekundarstufe I(Bezüge zu Textilien)
1.1 Textilien im Chemieunterricht der Sekundarstufen I und II
Einige Impulse im Hinblick auf Einsatzmöglichkeitendieser Infoserie im Rahmen der Sekundarstufe I bie-tet Tabelle 1. Die Reihenfolge entspricht denüblichen Lehrgängen in der Sekundarstufe I, wie siein Lehrplänen und Schulbüchern zu finden sind.
In Tabelle 2 wird auf einige Projektthemen für dieSekundarstufe I hingewiesen, bei denen Bezüge zuTextilien hergestellt werden können. Die Tabellenennt nach dem Projekttitel den thematischenSchwerpunkt aus der Chemie, darauf in KlammernEinzelaspekte mit Bezugspunkten zu Textilien. DieseThemen können sowohl im Rahmen eines projekt-orientierten Unterrichts in den planmäßigen Chemie-stunden bearbeitet werden als auch an Projekttagenund in Projektwochen.
Da in der Sekundarstufe II verschiedene Kurs- undThemenfolgen möglich und üblich sind, erscheint esin diesem Fall zweckmäßig, die Kapitel aus dieserBroschüre und die Materialien von der CD-ROM mitInhalten des Chemieunterrichts zu verknüpfen, ohneeine bestimmte curriculare Reihenfolge zu konstruie-ren (vgl. Tabelle 3).
8�

1DIDAKTIK
Kapitel in diesem Heft über Textilien
Naturfasern: Wolle, Baumwolle
Synthetische Chemiefasern: Polyacryl, Polyamid, Polyester
Natürliche Chemiefasern: Viskose/Acetat
Vom Rohstoff zum Textil: Vorbehandlung, Färberei, Druckerei,Ausrüsten
Sporttextilien, Heimtextilien, Technische Textilien
Ökonomie und Ökologie
Zukunftsperspektiven
Unterrichtsinhalte in der Sekundarstufe II
Aminosäuren, Peptide, Proteine (Primär-, Sekundär- und Tertiärstruktur) für Wollfasern und SeideGlucose, Saccharose, Stärke und Cellulose für Baumwollfasern
Monomere, Polymere (Struktur und Eigenschaften),Polymerisation, Polykondensation, Polyaddition (Reaktionstypen, Gleichgewichte, technische Prozesse)
Löslichkeitsverhalten von makromolekularen Verbindungen,polymeranaloge Reaktionen
Stoffklassen: verschiedene Klassen von Makromolekülen, Tenside, Komple-xe, Enzyme, Oxidationsmittel, Reduktionsmittel,Säuren, Laugen, Farbstoffklassen, Fluoreszenzfarbstoffe,UV-AbsorberReaktionstypen: bei der Vorbehandlung natürlicher und der Synthesekünstlicher Fasern, bei einigen Färbeverfahren etc.Struktur und Beeinflussung der folgenden Eigenschaften:mechanische (Reißfestigkeit, Elastizität, Resistenz gegenGeschosse etc.), optische (Glanz, Farbe, Fluoreszenz etc.), elek-trische (leitend, nichtleitend, halbleitend), chemische(Beständigkeit gegen Säuren, Laugen, Oxidationsmittel,UV-Licht)
Zwischenmolekulare Wechselwirkungen, Gleichgewichte,Massenwirkungsgesetz
Relation Struktur/Eigenschaften (mechanische, thermische,optische und chemische Eigenschaften)
Stoffkreisläufe, Verbundwirtschaft, Energetik, produktionsin-tegrierter Umweltschutz, Ökobilanzen
Textilien als Anwendungsfeld für Ergebnisse aus derForschung in den Materialwissenschaften und in den Biowissenschaften
Tabelle 3
Themen undUnterrichtsinhalte inder Sekundarstufe II
• Schmutzige Wäsche waschen: Fette, Seifen, Waschmittel (Tenside, Wasserenthärter, Farbaufheller und Bleichmittel beim Waschen von Textilien)
• Das süße Geheimnis von Baumwolle und Weizen: Kohlenhydrate, natürliche Fasern (Fasern aus Cellulose und aus chemisch modifizierter Cellulose)
• Vom Erdöl zu Lifestyle-Textilien: Kunststoffe, Synthesefasern (Herstellung, Eigenschaften und Verwendung von „Chemiefasern“)
• Kleider machen Leute: Textilien (Arten, Zusammensetzung, Eigenschaften, Rohstoffe, Herstellung, Umweltproblematik etc.)
Tabelle 2
Projektthemen in derSekundarstufe I(Bezüge zu Textilien)

GESCHICHTE2
„Kleider machen Leute!“ Ein bekanntes Sprichwort,das Zutreffendes enthält, denn die Bekleidung ist fürdie Menschen wichtig – nicht nur in bestimmten Krei-sen und nicht nur heutzutage. Die geschichtlichenEpochen, die sozialen Schichten, die regionalbestimmten Kulturkreise haben nicht nur typischeWerkzeuge, Waffen, Kunstwerke, Baudenkmäler etc.geschaffen, sondern sie lassen sich auch durch dieBekleidung der Menschen charakterisieren.
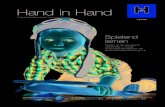
Bereits vor 135 000 Jahren trugen die Menschen derAltsteinzeit einfache Fellkleidung. Damit schütztensie sich in erster Linie vor Kälte. Wie Höhlenzeich-nungen jedoch ahnen lassen, diente sie auch alsSchmuck und als Unterscheidungsmerkmal (Abb. 1).
Im Laufe der Zeit entwickelten die Menschen Techni-ken, auch andere natürliche Materialien für Beklei-dungszwecke zu nutzen. Zunächst wurden Rohstoffewie Binsen, Gräser, Bastfasern oder Rosshaar verwen-det, die unterschiedliche Faserlängen (Stapellängen)aufweisen. Um die kurzen Fasern zu verlängern, wur-den sie aneinandergedreht (verdrillt). Man gingzudem dazu über, die verschiedenen Faserartendurch Verflechten zu Garnen zu kombinieren. Aufdiese Weise konnten die Vorteile der unterschied-lichen Fasern genutzt werden. Die ersten Garne wur-den aus einer Kombination von Tierhaaren und Pflan-zenfasern erzeugt; daraus ließen sich textile Flächen-gebilde herstellen. Aus den Garnen wurde nicht nurKleidung gefertigt, es wurden daraus beispielsweiseauch Fischernetze geknüpft.
2 Kleider machen Leute – historische Anmerkungen zu Textilien
10�
Abbildung 1
Bekleidung im Wandelder Zeit

2GESCHICHTE
�11
Im Laufe der folgenden Jahrhunderte begann dieMenschheit weitere Naturfasern zu nutzen: Um 5000vor Christus begannen die Sumerer aus Flachs Leinenherzustellen, um 2700 vor Christus wurde in Peruerstmals Baumwolle angebaut und um 2600 vorChristus stellten die Chinesen erstmals Seide her.
Mit steigender Lebensqualität und wachsender Welt-bevölkerung stieg der Bedarf an Textilien. Gleich-zeitig musste die Bevölkerung ernährt werden. Des-halb gab es Interessenkonflikte, wie die verfügbarenlandwirtschaftlichen Flächen genutzt werden sollten.In Europa musste letztendlich der Nahrungsmittelproduzierenden Landwirtschaft – um das Überlebenzu ermöglichen – Priorität zulasten der Schafzuchtund des Flachsanbaus eingeräumt werden. Damitstand dem Anbau von nachwachsenden Rohstoffenfür die Textilindustrie in Europa nur noch eine konti-nuierlich abnehmende Fläche zur Verfügung, sodassdie Versorgung der Bevölkerung mit textilen Rohstof-fen vom europäischen Kontinent selbst nicht mehrgedeckt werden konnte. Es wuchs die Bedeutung vonImport-Schafwolle aus Australien. Und Leinen, für dasman bislang Flachs angebaut hatte, wurde verdrängtvon der Baumwolle, die aber nur in subtropischenLändern gedeiht.
Es waren sowohl militärische Auseinandersetzungen,die des Öfteren zu Störungen der transatlantischenTransportwege führten, als auch gestiegene An-sprüche an Textilien, die den Wunsch drängenderwerden ließen, sich der bisherigen transkontinen-talen Abhängigkeit von nachwachsenden Rohstoffenzu entledigen. Dabei spielte die Chemie eine ent-scheidende Rolle. Bereits 1665 hatte der EngländerRobert Hooke die Idee, künstliche Fäden aus einerzähflüssigen Masse zu erzeugen. Die Herstellunggelang allerdings erst Christian Friedrich Schönbein;er produzierte im Jahr 1845 künstliche Fäden aus Tri-nitrocellulose („Schießbaumwolle“), also einemchemisch modifizierten pflanzlichen Produkt. Diesesthermisch brisante Material ist für Textilien ungeeig-net – so folgten andere Variationen von cellulosi-schen Fasern (Kupferseide, Viskose, Acetatseide). ImJahr 1935 gelang es dann einer Gruppe von Ameri-kanern um Wallace Hume Carothers, das erstevollsynthetische, spinnfähige Polyamid herzustellen,das in Form der Nylon-Strümpfe ins Bewusstsein der
Öffentlichkeit geriet. Bahnbrechend dafür: die Er-kenntnis von Hermann Staudinger, der im Jahr 1925die Existenz von makromolekularen organischen Ver-bindungen postuliert und dann auch experimentellnachgewiesen hatte. Somit unterscheiden wir heutezwischen cellulosischen und synthetischen Chemie-fasern. Das vielfach fälschlich als Oberbegriff ver-wendete Wort „Kunstfaser“ bezeichnet ausschließlichChemiefasern auf Cellulosebasis.
Bereits im Altertum hatte man bei der Herstellungvon Textilien Hilfsstoffe verwendet, die die Bearbei-tung der Fasern erleichtert und den Fertigerzeug-nissen das gewünschte Aussehen verliehen haben.Seifen zum Waschen und Walken, Öle zur Verbes-serung der Glätte beim Spinnen und Weben sowieStärke zum Versteifen der Gewebe gehörten dazu.Mit zunehmender Technisierung wurden die Anforde-rungen höher, aber erst um 1900 begann die Ent-wicklung der modernen Textilhilfsmittel.
Sulfatierte Ricinusöle („Türkischrotöle“) erwiesen sich wegen ihrer Beständigkeit in hartem Wasser als geeignete Hilfsmittel in der Färberei. Die in denfolgenden Jahren gefundenen Tenside wurden oftzuerst als Textilhilfsmittel eingesetzt. Ein Meilensteinwar 1916 die Entwicklung des Nekals („Netzt kalt“),eines Diisopropylnaphthalinsulfonats, des erstenhochwirksamen Netzmittels. Noch in den Zwanziger-jahren wurden die ersten Patente für die Anwendungder Harnstoff-Formaldehydharze für die permanentePflegeleicht-Ausrüstung von Baumwolltextilien ange-meldet. Die Fluorverbindungen für die Schmutzabweisende Ausrüstung wurden in den sechzigerJahren eingeführt.
Einen Abriss der historischen Entwicklung der Textilfarbstoffe findet man in der Folienserie desFonds der Chemischen Industrie Nr. 15: „Farbstof-fe und organische Pigmente“. Die Meilensteineder Textilfaserhistorie von den Naturfasern überchemisch modifizierte Naturfasern (cellulosischeChemiefasern) bis zu den modernen synthe-tischen Chemiefasern sind im Internet unterwww.element-unseres-lebens.de aufgezeichnet.
DIDAKTISCHER <<< HINWEIS

HERSTELLUNG3
Es sind viele Arbeitsschritte notwendig, bis einfertiges Textil, etwa ein Oberhemd oder eine Bluse,entstanden ist. Ausgangsstoffe für Textilfasern sind inaller Regel Verbindungen aus linearen Makro-molekülen. Die Rohstoffe dafür liefert die Natur. Dasgilt sowohl für die Naturfasern als auch für die cellu-losischen und synthetischen Chemiefasern. Die Gewin-nung der Rohstoffe für die Naturfasern beginnt beider Schur der Schafe oder der Ernte der Baumwolle.Bei den cellulosischen Chemiefasern bildet die Cellulose aus dem Holz die Basis. Die synthetischenChemiefasern werden letztendlich aus Erdöl oder aus Erdgas hergestellt. Bis zum fertigen Produktfolgen dann beispielsweise folgende Verarbeitungs-prozesse: Ist der Faserrohstoff gewonnen, so wird erzu einem Garn gesponnen, veredelt und dann zueiner textilen Fläche verarbeitet. Das Flächengebildewird anschließend ebenfalls veredelt. Es wird für dieFärbung vorbehandelt, danach gefärbt und bedruckt.
Falls bestimmte Eigenschaften nicht bereits inhärentin der Faser vorhanden sind, wie es vielfach bei Che-miefasern üblich ist, erhält das Textil nun eine Aus-rüstung. Damit kann zum Beispiel das Hemd leichtergebügelt werden oder der Teppich im Flugzeug wirdschwer entflammbar. Zum Abschluss wird konfektio-niert: Aus der Meterware wird ein T-Shirt, ein Airbagoder das Dach eines Fußballstadions.
Auf dem Weg zum Gebrauchstextil (zum Beklei-dungsstück, zum Heimtextil, zum Technischen Textil)durchlaufen die Rohstoffe (Baumwolle, Schafwolle,Holz, Erdöl, Erdgas, Erdkohle) eine ganze Reihe vonchemischen Prozessen (Abb. 2). Betrachtet man dieseProzesse in einer Übersicht, wird deutlich, dass derAnteil der chemischen Verarbeitungsschritte unddamit auch der Einsatz von Chemikalien bei der Herstellung von Alltagstextilien aus Naturfasern keineswegs geringer ist als bei Textilprodukten ausChemiefasern. Denn im Alltagsgebrauch werden die
AlltagstextilienBekleidung, Heimtextilien, Technische Textilien
Erdöl, ErdgasKohlenwasserstoffe
Chemiefasern
Garnegesponnene Fasern
Textile FlächenGewebe, Maschenware, Vliese
Textile FlächenGewebe, Maschenware, Vliese
Garnegesponnene Fasern
• Waschen• Polykondensation oder• Polymerisation oder• Polyaddition oder• Reaktion an Polymeren
• Präparation
• Schlichten• Vorbehandlung• Färberei
• Vorbehandlung• Färberei• Ausrüstung
• Vorbehandlung (wesentlich mehr chemische Prozesse als bei Chemiefasern)• Färberei• Ausrüstung (mehr als bei Chemiefasern)
• Schlichten• Vorbehandlung• Färberei
• Präparation• Schmälzen
• Lösen von Zellstoff• Überführung in die Spinnmasse
Herstellung der monomeren
Bausteine (mehrere Reaktionsschritte)
Pflanze, TierZellstoff, Baumwolle, Wolle, Seide
Naturfasern
Abbildung 2
Der Weg vom Rohstoffzum Textil (vgl. auchArbeitsblatt A 2)
3 Vom Rohstoff zum Textil

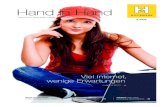
Naturfasern
Pflanzliche Fasern
Tierische Fasern
PflanzenhaareBaumwolle
KapokAkon
SisalManila
Alfagras
MaulbeerseideTussahseide
Kokos
FlachsHanfJute
SunnKenafRamie
AlginatBlattfasern Fruchtfasern
Wolle (Schafwolle)
Ziege:Mohair
KaschmirTibet
HaseKanin
Angora
Schafkamel: Alpaka
LamaVikunja
Guanako
ZiegeRindRoss
Wollen undfeine Tierhaare
Grobe Tierhaare
BastfasernStängelfasern
Hartfasern
Wollenund Haare
Seiden
Ansprüche, die Chemiefasern erfüllen, auch an Natur-faser-Textilien gestellt. Wollen Letztere „mithalten“,führt an nachträglichen Veredelungsschritten keinWeg vorbei. Viele der geforderten Eigenschaften(etwa die Feuchtigkeitsaufnahme, die Reißfestigkeit,die Elastizität oder die Beständigkeit gegen Hitze,Kälte, Bakterien etc.) können bei synthetischen Che-miefasern von vornherein „vorgegeben“ werden,zunächst durch die Auswahl der Monomere und nach-folgend auch durch die Herstellungsbedingungen.
3.1 Naturfasern
In der Textilindustrie werden verschiedene Natur-fasern verarbeitet (Abb. 3). Wolle und Baumwollemachen dabei den Hauptanteil aus, weshalb nachfol-gend auf diese beiden Naturfasern nähereingegangen wird.
3.1.1 Wolle (WO)
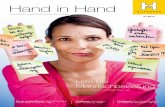
Mit dem Begriff „Wolle“ wird nur das vom Fell desSchafs gewonnene Haar bezeichnet. Haare andererTierarten, wie zum Beispiel Lama, Vikunja, Angora-kaninchen, Kaschmirziege, Kamel etc., werden nichtunter dem Begriff „Wolle“ zusammengefasst.Das Wollhaar besteht aus verschiedenen Schichten(Abb. 4):
� Die äußere Schuppenschicht (Epicuticula) ist dastypische Merkmal aller Tierhaare.
� Die Mantelschicht (Cuticula) schützt das Haar vorallem gegen äußere Einflüsse; sie lässtbeispielsweise Wassertropfen abperlen.
� Der Faserkern (Cortex) ist der Hauptbestandteil,gebildet aus spindelförmigen Faserzellen.
� Den Markkanal, einen Hohlraum im Inneren derFaser, findet man bei groben Schafwollen bzw.Tierhaaren.
3HERSTELLUNG
Abbildung 3
Einteilung der Naturfasern
�13

HERSTELLUNG3
Zusammensetzung und EigenschaftenDie Wolle gehört zur Gruppe der Eiweißfasern (Pro-teinfasern), die hauptsächlich aus einer Hornmasse,dem Keratin, bestehen. Wollkeratin enthält 50 % bis55 % Kohlenstoff, 21 % bis 25 % Sauerstoff, 15 % bis21 % Stickstoff, 6 % bis 7 % Wasserstoff und 3 % bis 4 % Schwefel. Das Keratin setzt sich aus mehr als 20verschiedenen Aminosäuren zusammen (u. a. Cystin,Lysin, Serin, Lanthionin, Asparaginsäure, Tryptho-phan). Es macht 80 % des Wollhaares aus. Außerdementhält Wolle 17 % Nicht-Keratin-Proteine, 1 % bis 2 % Lipide und 0,5 % bis 1 % Mineralsalze.
Die Wolle, die man nach der Schur der Schafe erhält,wird als Rohwolle oder Schweißwolle bezeichnet. Sieenthält neben der Wollfaser selbst zahlreiche Ver-unreinigungen wie Wollfett, Wollschweiß, Schmutz,Feuchtigkeit. Die Verunreinigungen, zu denen auchKot, Sand, Kletten und Futterbestandteile gehören,können einen Anteil am Gesamtgewicht erreichen,der zwischen 15 % und 30 % liegt (Tabelle 4).
Sie müssen vor der Weiterverarbeitung der Rohwolleentfernt werden. Im Wesentlichen geschieht dies inder Wollwäscherei.
Je nach Herkunft unterscheidet man Hochland- undTieflandschafe. Hochlandschafe kommen ursprüng-lich aus Spanien. Die wichtigste Rasse ist das Merino-Schaf. Tieflandschafe kommen aus England. Die wich-tigsten Rassen sind Lincoln- und Cheviot-Schafe.Kreuzungen aus Merino- und Lincoln-Schafen werdenCrossbred genannt.
Die Wolle der verschiedenen Schafrassen unterschei-det sich in der Feinheit der Haare (Durchmesser). DasMerinohaar hat einen Durchmesser von 18 bis 24μm, das Crossbredhaar einen von 26 bis 34 μm, dasCheviothaar einen von mehr als 36 μm. Charakte-ristisch für Wolle ist, dass sie bis zu 35% ihres Gewich-tes an Wasser aufnehmen kann, ohne sich feuchtanzufühlen. Die natürliche Kräuselung der Wollemacht die Faser dehnbar und elastisch und ermöglichtein sehr gutes Wärmerückhaltevermögen.
Die ausgeprägte Schuppenstruktur verursacht das Ver-filzen der Wolle unter Druck, durch Bewegung, beiWärme oder durch Feuchtigkeitseinwirkung. Dabeiverhaken sich die Schuppen ineinander. Chemisch istWolle empfindlich gegen alkalische Lösungen, Oxida-tionsmittel, Licht, hohe Temperaturen und Bakterien.Sie ist gut beständig gegenüber Säuren, organischenLöse- und Reduktionsmittteln.
Produktion und EinsatzIm Jahr 2004 lag die Produktion bei 1,2 Mio. t,wovon mehr als 1⁄3 aus Australien kam. Wichtige Produktionsländer sind außerdem Südafrika (Merino-schaf), Südamerika (Crossbredschaf) und Neusee-land (Cheviotschaf). Die Weltproduktion ist infolgeeiner geringeren Nachfrage der Verbraucher, dessteigenden Preises für feine Wolle, der Substitutiondurch Chemiefasern und nicht zuletzt wegen desMangels an Weideflächen derzeit rückläufig.
Wolle wird hauptsächlich für Damen- und Herren-bekleidung (Web- und Maschenware) – oft in Kombi-nation mit synthetischen Chemiefasern –, aber auchim Bereich Heimtextilien (Teppich, Möbelbezugs-stoff) und als Technisches Textil (Filter, Automobilin-dustrie, Dämmstoffindustrie) eingesetzt.
DIDAKTISCHERHINWEIS >>>
Einige Eigenschaftsunterschiede von Wolle undBaumwolle können in den Versuchen Nr. 5 bisNr. 8 festgestellt bzw. untersucht werden. Aufden Zusammenhang zwischen den Eigenschaftenvon Wolle und Baumwolle und der molekularenStruktur von Proteinen und von Cellulose wird inden Arbeitsblättern A 14 und A 16 eingegangen.
14�
Markkanal
Cortex
Schuppen-schicht
Tabelle 4
Zusammensetzung vonRohwolle
Schafstyp Protein Fett/Lanolin Schweiß Schmutz Feuchtigkeit
Merino 49 % 16 % 6 % 20 % 9 % Crossbred 61 % 11 % 8 % 8 % 12 %
Abbildung 4
Modell der Wollfaser

3.1.2 Baumwolle (CO)
Die Baumwollpflanze (englisch „cotton“ von arabisch„Katun“) ist ein Malvengewächs, das in tropischenund subtropischen Gebieten gedeiht. Die etwawalnussgroßen Früchte platzen nach der Reife aufund geben ein faustgroßes Büschel von Saatkörnernmit Samenhaaren frei. Diese Haare können bis zu 5 cm lang werden; sie sind das Ausgangsmaterial für das Spinnen.
Baumwollfasern bestehen aus einer einzigen zylindri-schen, dickwandigen Zelle (Abb. 5). Ihr Aufbau mitFibrillen und Fibrillensträngen verleiht den Faserneine gute Festigkeit. Mit zunehmender Reife trocknetdie Faser, sodass die zylindrische Form verloren gehtund sich die Faser korkenzieherartig verdreht. Sieähnelt dann im Feinbau einem verdrehten Seil.
Zusammensetzung und EigenschaftenBaumwolle ist mengenmäßig die wichtigste Cellulo-se-Faser. Sie besteht zu 80 % bis 90 % aus Celluloseund enthält außerdem noch 4 % bis 5 % Hemicellulo-se und Pektine, 0,5 % bis 1 % Wachse und Fette, 1 %bis 1,8 % Proteine, 0,5 % bis 0,9 % organische Säuren,0,6 % bis 1,5 % Asche (mineralische Stoffe) und einenRest an sonstigen Rückständen. Sie kann 8 % bis 10 %Wasser in Dampfform aufnehmen.
Die Baumwollpflanze gehört zur Pflanzengattung„Gossypium“, von der es zahlreiche Arten gibt. DieBaumwollqualität wird nach Farbe, Reinheit, Längeder Baumwollfasern (Stapellänge), Feinheit (Faser-durchmesser), Feuchtigkeitsgrad und Herkunftslandunterschieden.
Auch die chemische Zusammensetzung der Baum-wollfaser hängt von der Sorte der Pflanze, demHerkunftsland, den Wachstumsbedingungen undvom Reifegrad ab. Baumwolle ist gut beständiggegen Alkalien, Oxidationsmittel, Reduktionsmittel,Lösemittel und höhere Temperaturen, aber empfind-lich gegenüber Säuren.
Produktion und EinsatzIm Jahr 2004 wurden ca. 26,1 Mio. t Baumwollegeerntet. Die wichtigsten Erzeugerländer sind China,die USA, Kasachstan, Usbekistan, Indien, Pakistan,Ägypten und Brasilien.
Die Baumwollpflanze ist außerordentlich empfindlichgegen Schädlinge. 50 % der Welternte gehen durchParasiten und Krankheiten verloren. Deshalb gehtman weltweit immer mehr dazu über, gentechnischveränderte Baumwolle anzubauen, die resistentergegen Schädlinge ist. Die Baumwollpflanze benötigtaußerdem sehr viel Wasser. Da die Baumwolle meistin Gebieten angebaut wird, in denen Wasserknapp-heit herrscht, ist eine weitere Steigerung der Anbau-fläche kaum möglich.
Baumwolle wird heute zunehmend maschinell geern-tet. Aus der so gewonnenen Rohbaumwolle müssendie beim Ernteprozess mitgerissenen Samenkörner inEntkörnungsmaschinen von den Fasern getrennt wer-den.
Baumwolle kommt in der Bekleidungsindustrie fürDamen- und Herren-Unterwäsche wie auch für Ober-bekleidung (zum Beispiel Jeans) zum Einsatz. In derSportbekleidung und im Heimtextilbereich (Bett- undTischwäsche, Frottierwaren) liegen weitere Schwer-punkte.
3.2 Chemiefasern
Jahrhundertelang bestimmten lediglich die Eigen-schaften von Wolle, Baumwolle und Seide den Cha-rakter des Endproduktes. Mit der Entwicklung derChemiefasern wurden die Möglichkeiten um ein Viel-faches erweitert (Abb. 6). Sie sind Fasern nach Maß,d. h. sie werden so geplant („molecular design“),
3HERSTELLUNG
�15
Lumen (L)
Tertiärwand (T)
Äußere Sekundärwand (Ä)
Primärwand (P)
Cuticula (C)
L
Ä
TIPC
Faserschichten
Innere Sekundärwand (I)
Fibrillenstrang
Makrofibrille
Mikrofibrille
Elementarfibrille
Abbildung 5
Modell der Baumwollfaser

HERSTELLUNG3
entwickelt und produziert, wie sie für den Anwen-dungsbereich und das Endprodukt gebrauchtwerden. Neben dem steigenden Bedarf an textilenRohstoffen ist dies ein weiterer Grund für ihren weit-verbreiteten Einsatz. So waren in Deutschland imJahr 2005 ca. 88 % aller verarbeiteten FaserartenChemiefasern. Baumwolle und Wolle hatten nureinen Anteil von 8 % bzw. 4 %.
3.2.1 Cellulosische Chemiefasern
Cellulosische Chemiefasern bestehen aus chemischmodifizierter Cellulose, also der in der Natur am häufigsten vertretenen organischen Verbindung. Der monomere Grundbaustein, das MonosaccharidGlucose, bildet sich bei der Photosynthese ausKohlendioxid und Wasser in Pflanzen und konden-siert zu den linearen Makromolekülen desPolysaccharids Cellulose (Abb. 7).
Große Mengen an Cellulose werden aus Holz gewon-nen. Besonders geeignet ist das Holz der in Floridaangebauten Southern Pine (Südkiefer), das 60% bis70% Cellulose enthält. Je nach Herstellungsverfahren
unterscheidet man verschiedene Arten von cellulo-sischen Chemiefasern: Viskosefasern, Modalfasern,Lyocellfasern, Acetatfasern etc.
Viskosefasern (CV)Der primäre Rohstoff für die Herstellung von Viskose-fasern ist Zellstoff, der aus Bäumen von Zuchtplanta-gen gewonnen wird. Er besteht zu über 90 % aus Cel-lulose. Zur Faserproduktion muss die Cellulose ausdem Zellstoff herausgelöst werden. Dazu wird imnächsten Produktionsschritt die sogenannte Spinn-masse hergestellt. Die Zellstoffplatten werden zu-nächst in Natronlauge getaucht. Die Lauge dringt indas Innere des Molekülverbandes und lockert dasmakromolekulare Gefüge auf. Dabei wird ein Teil derHydroxy-Gruppen in den Cellulose-Molekülen depro-toniert.
Die gequollene Cellulose wird ausschließlich durchZusatz von Kohlenstoffdisulfid (CS2) in Cellulose-xanthogenat überführt. So erhält man eine zähflüssi-ge, spinnfähige Masse, die sogenannte Viskose.
H2OCellOH CellONaNaOH+ +
16�
Chemiefasern aus natürlichen
Polymeren
Chemiefasern aus synthetischen
Polymeren
Pflanzliche Herkunft
Tierische Herkunft
ViskoseCuproAcetatModalLyocell
Kasein
ZeinArdein
Glycinin
Spinn-papier
Cellulon Gummi Alginat
Cellulosische Fasern
Papierfasern Alginatfasern
GummifasernPflanzeneiweiß-fasern
Polykonden-sationsfasern
PolyesterPolyamid 6.6
Polyamid 6PolyacrylnitrilPolypropylen
PolyethylenPolyvinylchlorid Elastan
Polymeri-sationsfasern
Polyadditions-fasern
Tiereiweiß-fasern
Chemiefasern
Abbildung 6
Einteilung der Chemiefasern

Die Viskose wird nass gesponnen (vgl. Abb. 13,S. 24), indem man sie durch Spinndüsen presst undin einem Bad mit Schwefelsäure (H2SO4) zu Fasern ausfällt.
Im Bekleidungsbereich kommen die speziellenEigenschaften der Viskose besonders gut zurGeltung. Dieses Material ist seidig, glänzend, hateinen weichen, fließenden Fall, ist glatt und lädt sichbeim An- und Ausziehen nicht elektrostatisch auf.Stoffe aus Viskose lassen sich gut färben und be-drucken und sie zeigen Farben besonders brillant.Viskose hat ein hohes Feuchtigkeitsaufnahmevermö-gen von 11 % bis 14 % (Baumwolle: zwischen 7 % und 11 %) und ist daher hautfreundlich. Das machtViskose zu einem idealen Futtermaterial für Bekleidung. Aus Viskose werden traditionell Damen-kleider, Röcke und Blusen hergestellt. Aber auch inder Männermode haben Viskose und Viskose-mischungen für Hemden, Sakkos und Hoseninzwischen einen festen Platz. Als sogenanntes „Tech-nisches Textil“ findet man sie zum Beispiel als Reifen-cord in Hochgeschwindigkeitsreifen.
Modalfasern (CMD)Eine Weiterentwicklung des Viskose-Verfahrensergibt die Modalfaser, eine strukturmodifizierteViskosespinnfaser. Gegenüber der Viskoseherstellungwerden dem Fällbad weitere Substanzen wie zumBeispiel Fettamine und Zinksulfat zugegeben. DieSchwefelsäurekonzentration des sogenannten Spinn-bads ist relativ niedrig und die Spinnbadtemperatursowie die Spinngeschwindigkeit sind niedriger alsbei normalen Fasern. Man erhält eine Faser mit einerbesonders hohen Nass- und Trockenfestigkeit. ImVergleich zur Viskosefaser ist sie alkalibeständigerund hat eine geringere Knitterneigung.
Das Anwendungsspektrum der Modalfasern ist imWesentlichen das gleiche wie das der Viskosefasern.
Darüber hinaus werden sie bei der Herstellung vonHeimtextilien eingesetzt.
Lyocellfasern (CLY)Ebenfalls aus Zellstoff werden auch die Lyocellfasernhergestellt. Als Lösemittel für die Spinnmasse wirddas organische Lösemittel N-Methyl-Morpholin-N-Oxid (NMMO) eingesetzt, das dem Verfahren auchden Namen gibt (NMMO-Verfahren). Danebenkommt auch 2-(N,N-Dimethylaminoethoxy)-Ethanol-N-Oxid zum Einsatz. Die Lösemittel können zurückge-wonnen und wiederverwendet werden. Dies ist eingroßer ökologischer Fortschritt gegenüber der Visko-segewinnung, der die Fasern aber auch entsprechendverteuert. Außerdem haben Lyocellfasern eine faseri-ge Oberfläche, ähnlich wie Baumwolle (sie „fibril-ieren“). In einem zusätzlichen Prozess-Schritt mussdie Lyocellfaser mit Cellulasen geglättet werden, um ein gutes Färbeergebnis zu ermöglichen.
Zu den besonderen Eigenschaften der Lyocellfaserngehört eine hohe Festigkeit und eine vergleichsweiseniedrige Dehnung. Diese Eigenschaften werdendurch die hohe Orientierung der Makromoleküle unddie damit verbundene höhere Kristallinität des Faser-materials ermöglicht.
Das Verhältnis von kristallinen zu amorphen Bereichenliegt bei 9:1, während es bei Viskosefasern 6:1beträgt. Im praktischen Gebrauch zeigen sich diesemolekularen Eigenschaften in einer hohen Nass-festigkeit der Fasern und einer ausgezeichneten Form-stabilität der daraus hergestellten Flächengebilde.Lyocellfasern können rein oder in Mischungen mitPolyester, Baumwolle, Leinen, Seide, Viskose oderWolle verarbeitet werden.
0,5 H2SO4
0,5 Na2SO4 CS2
+ Cell O C SNa
CellOH + +
S
Cell O C SNaCellONa CS2+
S
3HERSTELLUNG
�17
OH
OH
H
H H
H HCH2OH
OOH
OH
H
H
CH2OH
O
O
OO O
OH
OH
H
HH
H
HH
CH2OHO
OH
OH
H
H
CH2OH
O
O
H
Abbildung 7
Ausschnitt aus einerCellulosekette

HERSTELLUNG3
In Bekleidungstextilien findet man sie in Damen-oberbekleidung, Hemden, Dessous. Auch in Heim-textilien und in Technischen Textilien (zum Beispielin Vliesstoffen) werden sie eingesetzt.
Acetatfasern (CA)Für die Herstellung von Acetatfasern wird die Cellulo-se mit Essigsäureanhydrid oder Essigsäure in saurerKatalyse in Celluloseacetat umgewandelt. Dabei wer-den pro Glucose-Baustein zunächst drei Hydroxy-Gruppen zu Acetat-Gruppen verestert. Nach partiellerHydrolyse in warmem Wasser bleiben durchschnitt-lich zwei bis zweieinhalb Acetat-Gruppen pro Bau-stein übrig. Das Celluloseacetat wird in Aceton gelöstund aus dieser Lösung werden die Acetatfasern nachdem Trockenspinnverfahren (vgl. Abb. 13, Seite 24)hergestellt.
Acetatfasern werden als Futterstoffe, Samt und Plüschsowie als Zigarettenfilter eingesetzt. Textile Acetatgarnebesitzen einen edlen Glanz, einen fülligen Griff undeinen eleganten Fall sowie eine hohe Elastizität. Textilien aus Acetatfasern sind formbeständig undknitterarm. Sie ähneln sehr der Naturseide, habenjedoch ein geringeres Flächengewicht.
3.2.2 Synthetische Chemiefasern
Auch die synthetischen Chemiefasern werden auseinem in der Natur vorkommenden organischen Roh-stoff hergestellt, nämlich aus Erdöl. In den Chemiefa-sern sind die Moleküle ähnlich wie in den Natur-fasern aufgebaut. Die Grundstruktur aller Faser-Makromoleküle ist eine Kette, die vorwiegend ausKohlenstoff-Atomen besteht. Die Kohlenstoff-Atomesind entlang der Kette sowohl miteinander als auchmit anderen Atomen wie zum Beispiel Wasserstoff,Sauerstoff oder Stickstoff verbunden. Die Anzahl unddie Art der Atome in der Kette ist spezifisch für das
entstehende Polymer. Dieses bestimmt durch seinEigenschaftsprofil die chemischen und die physika-lischen Eigenschaften der Fasern.
Es ist üblich und zweckmäßig, synthetische Chemie-fasern – ebenso wie die Kunststoffe allgemein – nachden Reaktionstypen einzuteilen, die bei der Syntheseentsprechender Makromoleküle ablaufen. Die dreiwichtigsten Reaktionstypen zur Erzeugung künst-licher Makromoleküle sind die Polymerisation, diePolykondensation und die Polyaddition. In denfolgenden Abschnitten werden die synthetischenChemiefasern jedoch nach den strukturellen Merk-malen der Makromoleküle klassifiziert und daher als Polyester-, Polyamid-, Polyacryl- und Elastan-fasern (bzw. Polyurethanfasern) beschrieben.
Polyesterfasern (PES)Bekannt und gefragt unter Handelsnamen wie „Trevi-ra“, „Dacron“ und „Diolen“, ist dieser Fasertyp derheute am weitesten verbreitete. Die Synthese vonPolyesterfasern erfolgt durch Polykondensation ausbifunktionellen Monomeren. Am häufigsten sind dasorganische Dicarbonsäuren oder deren Derivate undDiole (zweiwertige Alkohole). Als Säure wird vielfach1,4-Benzendicarbonsäure (Terephthalsäure) oder 1,4-Benzendicarbonsäuredimethylester (Dimethyltereph-thalat) und als Alkohol 1,2-Ethandiol (Ethylenglykol)eingesetzt (Abb. 8). Diese werden bei hoher Tempera-tur im Vakuum zu makromolekularem Polyethylente-rephthalat umgesetzt. Namengebend für diese ganzeStoffklasse ist die Estergruppe -CO-O-. Sie verknüpftdie monomeren Bausteine in den Makromolekülen.
Polyethylenterephthalat (PET) ist ein glasklarerFeststoff. Er wird bei Temperaturen um 280 °Cgeschmolzen und dann im Schmelzspinnverfahren(Abb. 13) zu Polyester-Filamenten (PES) versponnen. Fasern aus Polyester können pur oder in Abmischun-gen mit anderen Fasern verarbeitet werden. Eineklassische Abmischung ist zum Beispiel Polyesterund Schurwolle im Verhältnis von 55:45.
HOOC COOHR1 HO R2+
H2O+HOOC OH
OH
R1 R2C O
O
DIDAKTISCHERHINWEIS >>>
Versuche zu Polyreaktionen (Polymerisation,Polykondensation und Polyaddition) sind in allengängigen Schulbüchern für die Sekundarstufe IIbeschrieben. Der Versuch Nr. 1 („Nylonseiltrick“)und die Arbeitsblätter A 4, A 5 und A 9 von derCD-ROM sind ebenfalls den Polyreaktionengewidmet.
18�

Gewebe aus Polyesterfasern oder Mischungen miteinem entsprechend hohen Anteil an Polyester besit-zen eine geringe Knitterneigung und behalten ihreFormbeständigkeit auch bei Einwirkung von Feuchtig-keit. Zugleich verfügt die Faser über einen gutenFeuchtigkeitstransport. Kleidungsstücke aus Polyes-terfasern trocknen daher sehr schnell. Die Kapillarwir-kung der offenen Poren des Polyesters sorgt dafür,dass die Feuchtigkeit (auch Schweiß) abgeleitet wird.Diese wird in der zur Feuchtigkeitsaufnahme geeigne-ten Garnkomponente (zum Beispiel Baumwolle)gespeichert. Dort kann die Feuchtigkeit verdunsten,sodass die Haut trocken bleibt.
Artikel aus Polyester laufen nicht ein. Sie sind also inhohem Maße formstabil. Hohe Festigkeitswerte sor-gen für eine überdurchschnittliche Strapazierfähig-keit. Die Polyesterfaser ist thermoplastisch, d. h., mankann zum Beispiel bei Hosen oder Plissee-Röckendurch Hitze dauerhaft Falten fixieren. Polyesterfaserneignen sich für Outdoor- und Funktionsbekleidung,daneben auch besonders für Anzüge, Sakkos undHosen, für Kleider, Blusen und Röcke. Polyesterfasernhaben einen angenehm weichen Griff, sind pflege-leicht und hoch lichtbeständig. Man findet sie auch inBerufskleidung, in Bettwäsche und in Heimtextilien.Bei den Technischen Textilien findet man Polyester in
Planen, Zelten, Schläuchen, Sicherheitsgurten,Vliesen und anderen Automobilinnenausstattungen.
Polyamidfasern (PA)Polyamide sind heute die zweitwichtigste Material-klasse im Bereich der synthetischen Textilfasern. Daserste spinnfähige Polyamid 6.6 wurde im Jahr 1934vom amerikanischen Chemiker Wallace H. Carothersaus 1,4-Butandicarbonsäure (Adipinsäure) und 1,6-Diaminohexan (Hexamethylendiamin) durch Poly-kondensation hergestellt (Abb. 9). Die BezeichnungPolyamid 6.6 ist darauf zurückzuführen, dass man indiesem Fall zwei monomere Bausteine verwendet,deren Moleküle jeweils sechs Kohlenstoffatomebesitzen. Im Jahr 1939 begann die Vermarktung desPolyamids 6.6 unter der Handelsbezeichnung Nylon.
Unabhängig von Carothers gelang es im Jahr 1938erstmals dem deutschen Chemiker Paul Schlack, ausnur einem Monomer ein ähnliches Makromolekülherzustellen (Abb. 10). Als Monomer benutzte er dasCaprolactam, welches nach Ringöffnung als bifunktio-nelles Monomer polymerisieren konnte. Da man nurein Monomer mit sechs Kohlenstoffatomen benutzt,wird das entstandene Polymer als Polyamid 6 oderauch mit dem Handelsnamen Perlon bezeichnet.
3HERSTELLUNG
�19
HO CH2 HOOC COOHCH2 OH
HO CH2 CH2 O
O
C COOH
- H2O
- n H2O
+ n A + n B
Ethylenglykol A Terephthalsäure B
O CH2 CH2 O
O
C
O
C
nPolyethylenterephthalat (PET)
Abbildung 8
Synthese einer Poly-esterfaser

HERSTELLUNG3
Einen Unterschied zwischen Perlon und Nylon findetman im chemischen Aufbau der Kette. Da Nylon auszwei unterschiedlichen bifunktionellen MonomerenH2N-R1-NH2 und HOOC-R2-COOH entsteht, verhaltensich jeweils zwei Peptidgruppen entlang der Kettespiegelbildlich, was beim Perlon nicht der Fall ist.Dieser Unterschied hat Auswirkungen auf die dreidi-mensionale Anordnung der Polymerketten und führtzu einem leicht unterschiedlichen physikalischen Ver-halten von Perlon und Nylon. So hat z. B. Nyloneinen höheren Schmelzpunkt als Perlon.
Unabhängig davon, ob Polyamid-Makromoleküledurch Polykondensation (Nylon) oder durch Polymeri-sation (Perlon) hergestellt wurden, enthalten sieimmer die Peptid-Gruppe -NH-CO- als Bindegliedzwischen den monomeren Bausteinen. Die Peptid-Gruppe ist auch Strukturelement der Eiweiß-Makromoleküle in Wolle und Seide; dort verknüpftsie Aminosäure-Bausteine miteinander.
Aus den Polyamiden werden im Schmelzspinn-prozess (Abb. 13, Seite 24) Polyamidfasernersponnen. Sie können je nach Querschnitt und jenach ihrer weiteren Bearbeitung ganz fein und glatt,aber auch gekräuselt sein, glänzend oder matt.
Wegen der hohen Scheuerfestigkeit, Elastizität,Biegefestigkeit, Knitterarmut und ihres gutenTrocknungsverhaltens findet man Polyamidfasern inStrumpfwaren, Dessous, Bade- und Sportbekleidung.Weiterhin eignen sie sich besonders zur Herstellungvon Teppichböden, Schnürsenkeln, Angelschnüren,Fallschirmen und Airbags.
Polyacrylnitrilfasern (PAN)Die Herstellung von Polyacrylnitrilfasern bereitetelange Zeit Probleme, da Polyacrylnitril nicht imSchmelzspinnverfahren versponnen werden konnteund kein geeignetes Lösemittel bekannt war. Erst imJahr 1942 wurde Dimethylformamid (DMF) vomdeutschen Wissenschaftler Herbert Rein gefunden.1950 konnte dann die Polyacrylnitrilfaserkommerziell hergestellt und unter dem Handels-namen „Dralon“ vermarktet werden.
Das Monomer zur Herstellung von Polyacrylnitril istAcrylnitril H2C=CHCN, das nach folgendem Schemapolymerisiert wird.
Fasern aus Polyacrylnitril lassen sich sowohl im Nass-als auch im Trockenspinnverfahren (Abb. 13, Seite24) erspinnen. Sie sind leicht, weich, licht- undwetterbeständig. Ihre Eigenschaften sind ähnlichdenen der Wolle. Polyacrylnitrilfasern filzen abernicht, sind stabil gegen Tierfraß (zum BeispielMotten) und ohne weitere Ausrüstung pflegeleicht.Sie laufen nicht ein und trocknen schnell. Reine Poly-acrylnitrilfasern werden vorwiegend für dentechnischen Bereich verwendet. Mit ihrem hohenBauschvermögen eignen sich Polyacrylnitrilfasern
n H2C CH H2C
n C N
CH
C N
Einige Eigenschaftsunterschiede von Textilienaus Polyester, Polyamid und Polyacryl könnenmithilfe der Versuche Nr. 5 bis Nr. 9 festgestelltwerden. Auf den Arbeitsblättern A 7, A 8, A 11,A 12, A 13 und A 20 wird auf die RelationMolekülstruktur/Eigenschaften verschiedenerChemiefasern und ausgerüsteter Faserneingegangen.
20�
DIDAKTISCHERHINWEIS >>>
n H2N (CH2)6 NH2 n HOOC (CH2)4
(CH2)4 (CH2)6
COOH- n H2O
NH NH
O
C
O
C
n
+
Abbildung 9
Synthese von Nylon

3HERSTELLUNG
�21
besonders für füllige Maschenware in der Damen-,Herren- und Kinderbekleidung und für Handstrick-garne. Eingesetzt werden sie auch für Heimtextilienwie Reisedecken, Vorhang- und Möbelstoffe sowiefür Bodenbeläge, Säureschutzbekleidung, Markisenund Cabriolet-Verdecke.
Elastanfasern (EL)Im Jahr 1937 erfand der deutsche Chemiker OttoBayer die Polyurethane. Aus diesen Polymerengelang in den USA 1959 die Herstellung der erstensogenannten Elastanfaser.
Polyurethane werden aus zwei bifunktionellen Mono-meren, einem Diisocyanat, OCN-R1-NCO, und einemDialkohol, HO-R2-OH, durch Polyaddition hergestellt.Es bildet sich die Urethangruppe R1-NH-CO-O-R2.
Elastanfasern werden meist nach dem Trockenspinn-verfahren (Abb. 13) ersponnen. Sie erreichen eineHöchstzugkraftdehnung (HZKD) von mehr als 500 %und zeigen eine gute Alterungsbeständigkeit. Da dieHZKD beinahe doppelt so hoch ist wie die von Gum-mifasern, haben Elastane die Gummifasern in vielenBereichen nahezu vollständig substituiert. Elastanwird jedoch nie allein verarbeitet; seine guten Eigen-schaften werden vielmehr kombiniert mit Natur- oderanderen Chemiefasern.
Um Elastanfasern in Webware besser verarbeiten zukönnen, werden sie teilweise mit verschiedenenFasern umwunden. Bei den sogenannten Core-Spun-Garnen wird der Kern, die Elastanfaser, im verstre-ckten Zustand mit einer anderen Faser umsponnen.Das dabei entstehende Garn hat die Optik und denGriff der verwendeten Außenfaser, wie beispielsweisePolyester oder Polyacrylnitril. Elastanfäden könnenaber auch ohne Umwindung eingesetzt werden(sogenannte „Nackt-Verarbeitung“). Dazu wird derreine Elastanfaden verwirkt, verstrickt oder mit anderen Fasern verwebt. Bei Web- und Maschen-waren erhöht Elastan die Formbeständigkeit undbeschleunigt die Knittererholung.
Elastanfasern haben ihre Anwendungsbereiche über-all dort, wo ein hohes Maß an dauerhafter Elastizitätverlangt wird. Dazu gehören Strumpfwaren miteinem glatten, geschmeidigen und faltenfreien Sitzam Bein, körpernahe, aerodynamische Sportbeklei-dung, Bademode und Miederwaren mit dauerhafterPassform, Tragekomfort und Bewegungsfreiheit.
+N
OCO R2
R2HO OH
OHR1O C N NH
C OR1O C N
Abbildung 10
Synthese von Perlon + Na(CH2)5N H
O
O
n
+ n
N NC H
O
(CH2)5
O H
N NC
O
N H
O
N
O
N H
O
- [H], Na+

HERSTELLUNG3
3.2.3 Arbeitsgänge der Chemiefaserherstellung
Zur Herstellung von Chemiefasern sind verschiedeneArbeitsschritte erforderlich:
� Herstellung von Polymeren� Herstellung einer Spinnmasse aus Polymeren� Erspinnen eines Endlosfadens (Filament)� Herstellung von Stapelfasern� Verstrecken� Garnherstellung� Texturieren
SpinnmassenDie „rohen“ makromolekularen Materialien müssenso aufbereitet werden, dass sie zu Fasern geformtwerden können. Dazu werden sie durch Lösen ineiner Flüssigkeit oder durch Erhitzen in einesirupähnliche, zähflüssige Masse, die Spinnmasse,überführt. In dieser Masse ändern die Makromolekü-le infolge der temperaturbedingten Bewegung derMoleküle ständig ihre Lage. Um aus den Spinn-massen Endlosfasern (Filamente) zu gewinnen, wirddas spinnbare Material durch die äußerst feinen Öffnungen einer Spinndüse gepresst.
Was sind Microfasern?
Microfasern sind Chemiefasern, die deutlich feiner als alle natürlichen Faserarten sind. Zumeistwerden Microfasern aus Polyester, Polyamid und Polyacrylnitril eingesetzt. Zur Feinheitskenn-zeichnung dient die Maßeinheit „dtex“ (dezitex). 1 dtex entspricht einem 10 000 m langenGarn mit einem Gewicht von 1 g. So bringt es ein Seidenfaden auf 1,3 dtex, ein Microfilament-garn aus Polyester dagegen auf nur 0,5 bis 0,8 dtex. Es ist damit sechzigmal feiner als einmenschliches Haar.
Diese so außerordentliche Feinheit seiner Fasern bewirkt, dass ein Textil aus Microfasern sichnicht nur geschmeidig und weich anfühlt, sondern auch einen leicht fließenden Fall, eine aus-gezeichnete Knitterarmut, eine hohe Pflegeleichtigkeit, eine problemlose Bügelfreiheit undeinen eleganten Seidenglanz aufweist. Zudem: Gewebe aus Microfasern quellen kaum undtrocknen rasch, ohne einzulaufen. Damit die Faserstruktur unverändert bleibt, darf bei einerWäsche jedoch kein Weichspüler verwendet werden.
In einem Gewebe aus Microfasern liegen die Fasern so dicht aufeinander, dass es zwar für Was-serdampf durchlässig ist, Wassertropfen aber abperlen. Textilien aus Microfasern sind deshalbwinddicht, wasserabweisend und atmungsaktiv – was sie insbesondere für den Einsatz imSport- und im Outdoorbereich prädestiniert. Wasser und Schnee können nicht eindringen.Gleichzeitig erhält die Haut die Möglichkeit, bei körperlicher Aktivität „atmen“ zu können: Ein„Sauna-Effekt“ wird von diesen Spezialgeweben dadurch verhindert, dass Körperschweiß undKörperfeuchtigkeit ungehindert verdunsten können (Abb. 11).
Stoffe aus Microfasern werden zu 10 % zu Aktiv-Sportbekleidung, zu 40 % zu modischen Jackenund Mänteln und zu 50 % zu Tageskleidung verarbeitet. Inzwischen halten Microfasern auchaußerhalb des Bekleidungssektors Einzug. Bei gleicher Fläche und Dichte eines Textils ausMicrofasern ist dessen spezifische Oberfläche deutlich größer als die eines Textils, das aus kon-ventionellen Fasern besteht. Diese Eigenschaft nutzt man zum Putzen, denn die mikroskopischfeinen Fasern verleihen dem Textil eine hohe Reinigungskraft – bei trockener wie auch beifeuchter Anwendung können kleinste Schmutzpartikel aufgenommen werden.
EXKURS >>>
22�

Diese Spinndüse muss hohen Temperaturen undhohem Druck standhalten. Der Teil der Düse, der dieBohrungen enthält, kann aus Glas, hochwertigemStahl, Nickel, Tantal oder Legierungen von Edelmetal-len wie Gold, Platin oder Rhodium bestehen. Er kannbis zu 60 000 Einzeldüsen mit Durchmessernzwischen 0,02 mm und 1,0 mm und mit unterschied-lichen Querschnittsgeometrien aufweisen. Sobald dieSpinnmasse durch ein Düsenloch gepresst wird, trittbeim Abziehen der sich bildenden Filamente eineerste, teilweise Ausrichtung der Makromoleküle inRichtung der Faserlängsachse ein (Vororientierung).Dabei kommt es zur Ausbildung von kristallinenBereichen (Kristalliten), in denen die Makromoleküleparallel zueinander liegen. Sie sind entscheidend fürdie Festigkeit der Fasern. Zwischen diesen kristal-linen Bereichen entstehen aber auch Bereiche, indenen die Makromoleküle verknäult sind und eineunregelmäßige Lage haben (Abb. 12). Diese amor-phen Bereiche verleihen der Faser Beweglichkeit undSchmiegsamkeit. In die amorphen Zonen könnenauch andere Moleküle wie zum Beispiel Wasser oder
Farbstoffe einziehen. Je nachdem, wie viele kristal-line und wie viele nicht kristalline Bereiche in einerChemiefaser vorhanden sind, ändern sich ihre Eigen-schaften.
Deshalb kommt der Behandlung der Filamentezwischen Spinndüse und Aufwickelvorrichtung eineganz besondere Bedeutung zu. Die Gleichmäßigkeit(Egalität) der Feinheit der Filamente (Titergleich-mäßigkeit) und ihre Verarbeitungseigenschaften werden durch diesen Verfahrensschritt maßgeblichbeeinflusst.
Der Spinnprozess stellt außerordentlich hoheAnforderungen an die Reinheit der Spinnmassenoder Schmelzen, weil die Spinnmasse durch feinsteDüsenlöcher gepresst wird. Um Filamente höchsterGleichmäßigkeit mit einer Länge von Hunderten vonKilometern zu bilden, dürfen sie zum Beispiel wederfeste Teilchen noch Luftbläschen enthalten, die denDurchfluss durch das Düsenloch unterbrechen undzum Fadenabbruch führen könnten.
3HERSTELLUNG
�23
Abbildung 11
Funktionsweise vonMicrofasertextilien
Abbildung 12
Rechts:Amorphe (A) und kristalline (B) Bereichein den Filamenten
Links:Spinndüse
A
B

HERSTELLUNG3
SpinnverfahrenUm aus der Spinnmasse aufwickelbare Filamenteherzustellen, werden drei Spinnverfahrenangewendet (Abb. 13).
Beim Trockenspinnverfahren tritt die in einem orga-nischen Lösemittel gelöste Spinnmasse aus derSpinndüse in einen mehrere Meter hohen Spinn-schacht aus, in den vorsichtig Warmluft eingeblasenwird. Dadurch verdampft das Lösemittel und die Fila-mente verfestigen sich. Dabei dürfen die Filamenteeinander nicht berühren, damit sie nicht verkleben,was zu Garnfehlern führen würde. Das Lösemittelwird aus der vom Spinnschacht abgesaugten Luftzurückgewonnen, was für die Reinhaltung derUmwelt wichtig ist und zudem auch Kosten mindert.
Beim Nass-Spinnverfahren werden gelöste Spinn-massen in ein wässriges Fällbad gepresst, welchesbewirkt, dass die Filamente gerinnen (koagulieren).Da die Strahlen der Spinnmasse direkt beim Austrittaus der Düse noch zähflüssig sind, würden sie durchihr eigenes Gewicht reißen, wenn man sie von obendem Fällbad zuführen würde. Deshalb ist die Düseunten im Fällbad montiert und die Spinnmassenwerden nach oben angezogen. Die sich so bildenden
Filamente reißen nicht mehr, sind aber noch weichund lassen sich deshalb leicht verstrecken. Je nach
Anwendungszweck kann man durch Ändern der Ver-streckung ihre Festigkeit und ihr Dehnverhaltenabwandeln. Es folgt die Nachbehandlung, die imWesentlichen zur Reinigung der Faser von Chemi-kalien dient.
Das Schmelzspinnverfahren wird für Faserrohstoffeangewendet, die sich schmelzen lassen, sich also beiihrer Schmelztemperatur nicht zersetzen. DurchHitzeeinwirkung entsteht die sogenannte Schmelze,die nach dem Filtrieren durch die Düsen der Düsen-platte gepresst wird. Die Strahlen der Spinnmassefließen in einen mehrere Meter hohen Spinnschacht,in dem sie von einem gleichmäßig abkühlendenLuftstrom sacht umströmt werden. Die Filamentemüssen sich schnell verfestigen, damit sie derAbzugsgeschwindigkeit, die bis zu viertausend Meterpro Minute betragen kann, unbeschadet widerstehenkönnen. Das Schmelzspinnverfahren ist das einfachs-te und rationellste Spinnverfahren.
Verstrecken, Texturieren und ThermofixierenSowohl die synthetischen als auch die cellulosischenFilamente müssen verstreckt werden, um ihreendgültigen Eigenschaften zu erhalten. Bereits beimAbziehen von der Düse werden sie etwas verstreckt,was allerdings für die Weiterverarbeitung noch nichtausreicht. Der kristalline Anteil, der für die Festigkeit
24�24�
Abbildung 13
Die drei Spinn-verfahren zur Chemie-faserherstellung
Gelöste Spinnmasse
Spinnpumpe
Spinndüse Verstrecken
Aufwickel-vorrichtungChemikalienbad
Abzugsvorrichtung
Nass-Spinnverfahren Schmelzspinnverfahren
Verstrecken Aufwickel-vorrichtung
Geschmolzene Spinnmasse
Spinnpumpe
Spinndüse Kaltluftstrom
Trockenspinnverfahren
Verstrecken
Gelöste Spinnmasse
Spinnpumpe
Spinndüse
Aufwickel-vorrichtung
Warmluftstrom
Lösemittel

der Chemiefasern verantwortlich ist, aber auch Vor-aussetzung ist für eine gleichmäßige Färbung, ist indiesem Stadium noch zu wenig ausgeprägt. Beim Ver-strecken beginnt sich der Querschnitt der Filamentean einer Stelle einzuengen. Dabei werden die in sichverknäulten Makromoleküle der amorphen Bereicheteilweise in eine geordnete, orientierte Lage inRichtung der Filamentachse gezogen, wobei neuekristalline Bereiche entstehen. Nun weisen dieMakromoleküle wesentlich mehr Parallelbereicheauf, in denen sich Kräfte zwischen den Ketten-molekülen aufbauen und auswirken können. Diesebilden sogenannte Brücken, welche die Haftung derMolekülketten aneinander wesentlich verstärken. DasFilament erhält dadurch seine außerordentlich hoheFestigkeit. Anschließend wird jedes Filamentbündeleiner Spinndüse für sich auf eine Spule aufgewickelt.
Durch die Texturierung erhalten glatte FilamentgarneVolumen und Bausch (Abb. 14). Texturierte Garneweisen eine hohe Elastizität, eine gute Wärmeisolie-rung und ein hohes Feuchtigkeitsaufnahmevermögenauf. Die Texturierung verändert durch die Kräuselungden textilen Charakter der ursprünglich glattenGarne völlig und hat den synthetischen Filament-garnen Verwendungsgebiete erschlossen, für dieursprünglich nur Spinnfasergarne zur Verfügungstanden. Zur Herstellung texturierter Garne wurdenzahlreiche Verfahrenstechniken entwickelt, die Garnemit unterschiedlichen Eigenschaften (Volumen, Deh-nung) ergeben. Bei der Einteilung der Texturier-verfahren wird grundsätzlich unterschieden zwischenmechanisch-thermischen (Torsionskräuselung),chemisch-thermischen und mechanischen Verfahren.Der Texturierprozess kann gesondert nach dem Stre-cken durchgeführt werden. Teilweise wird aber auchdas Strecken schon in einem Arbeitsgang zusammenmit dem Texturieren auf der Texturiermaschinedurchgeführt. Texturierte Garne werden zur Herstel-lung von Herren- und Damenbekleidung, Sport- undFreizeitkleidung, Feinstrümpfen und Strumpfhosensowie von Teppichen eingesetzt.
Das Thermofixieren nutzt die Eigenschaft der Molekü-le, sich immer in Bewegung zu befinden – und dieseBewegung mit zunehmender Temperatur zu steigern.In den Fasern eines Garns liegen die Makromolekülevorzugsweise in Richtung der Faser- bzw. Garnachse.
Wird nun das gerade Garn beim Weben, Strickenoder Wirken in eine Bogen- bzw. Maschenformgezwungen, so werden die Brückenkräfte zwischenden Molekülketten durch Dehnung wie bei einer Spiralfeder geschwächt. Sie neigen gleichwohl dazu,ihre „entspannte“ Lage wieder einzunehmen, d. h.,die Kettenmoleküle und damit auch die Garne unddie daraus hergestellten Flächengebilde streben wieder eine geradlinige Form an. Die Maschen oder Falten sind also nicht wirklich stabil. Werden nun dieGarne oder Stoffe geringfügig über den Erweichungs-bereich der Fasern hinaus erwärmt, dann werden dieBrückenkräfte an den gedehnten Stellen vollkommenaufgehoben, sodass sich die Molekülketten in eine„entspannte Form“ umlagern können. Beim Abkühlenbehalten die Ketten dann diese Form bei, sodassauch die Maschen – oder die Falten – bei Gebrauchihre Struktur nicht mehr ändern. Dieser Vorgang istnur bei thermoplastischen Chemiefasern möglich,nicht jedoch bei Naturfasern. Der physikalischeProzess des Thermofixierens kommt aber auch nichtohne Chemie aus: Um dabei ein Vergilben der Faserzu vermeiden, werden spezielle Hilfsmittel einge-setzt. Durch Thermofixieren eines texturierten Garnsunter leichter Spannung und unter Erwärmen wird
3HERSTELLUNG
Abbildung 14
Texturiertes Filamentgarn(rechts), nicht texturiertesFilamentgarn (links)
Auf die Gemeinsamkeiten und die Unterschiededer drei Spinnverfahren sowie auf Vorgängebeim Verstrecken, Texturieren und Thermo-fixieren wird auf dem Arbeitsblatt A 3 einge-gangen.
DIDAKTISCHER <<< HINWEIS

HERSTELLUNG3
die sehr hohe elastische Dehnung, die für einigeKleidungsstücke unerwünscht ist, herabgesetzt. Manerhält ein sogenanntes Set-Garn, das einen hohenBausch entwickelt und den Artikeln Wärme, Flausch,weichen Griff und ein dichtes Warenbild verleiht.
3.3 Arbeitsprozesse bei der Textilherstellung
Bei der Textilherstellung erzeugt man aus den FasernSchritt für Schritt textile „Werkstoffe“, die dann zutextilen Produkten verarbeitet werden. Das Spektrumder textilen Produkte reicht von der täglich genutztenKleidung bis hin zu eher ungewöhnlichen Produktenwie dem Zirkuszelt oder dem Sonnensegel für denWeltraum.
In den folgenden Abschnitten wird beschrieben, wieaus den Fasern textile Flächengebilde werden undwie textile Grundmaterialien für ihre speziellenAnwendungen vorbereitet, ausgerüstet und vollendetwerden.
3.3.1 Das Spinnen und die Garnherstellung
Unter dem mechanischen Aspekt betrachtet, entstehtein Garn durch Parallelisieren, Verstrecken undZusammendrehen der einzelnen Natur- und Chemie-fasern oder von Gemischen aus beiden. Dies ist inetwa vergleichbar mit dem Zusammendrehen einesBindfadens oder Seils, nur natürlich viel feiner. Manbezeichnet diesen Prozess als Spinnen (Abb. 15).
Die Fachleute unterscheiden dabei zwischen Primär-und Sekundärspinnerei. Unter Primärspinnereiversteht man das Erspinnen von Chemiefasern auspolymeren Fäden praktisch unbegrenzter Länge (Fila-ment). Dies ist möglich, weil die Spinnautomaten mitden für die Produktion erforderlichen Polymeren
kontinuierlich beschickt werden können und so ausden Spinndüsen Fäden „ohne Ende“ schießen (Abb.12, Seite 23). Dies ist mit von Natur aus kurzen Fasern,beispielsweise denen der Baumwolle, nicht möglich.
Bei der Sekundärspinnerei werden Fasern natürlicherLänge (zum Beispiel Wolle, Baumwolle, Flachs) bzw.Chemiefasern begrenzter Länge (Stapelfasern) zu sogenannten Spinnfasergarnen versponnen.
Beim Primärspinnen kommen die Filamente für dasGarn direkt aus der ursprünglichen Rohstoffquelle(deshalb „primär“) und werden sofort verarbeitet.Beim Sekundärspinnen muss die Faser gewonnenund vorbereitet (gereinigt) werden, d. h., die Baum-wolle muss gepflückt, das Schaf muss geschoren,Chemiefasern müssen gekräuselt und geschnittenwerden. Dann wird in einem zweiten Schritt das Garngesponnen.
Damit die Fasern zu Garnen verarbeitet werdenkönnen, sind in der Spinnerei spezielle chemischeHilfsmittel erforderlich. Sie werden benötigt, um phy-sikalische Probleme beim Spinnprozess zu lösen(zum Beispiel Herabsetzen der Reibung) und um die Qualität zu sichern.
SpinnpräparationenBeim Herstellen von Chemiefasern erleichtern Präpa-rationen den Spinn- und Streckprozess. Es handeltsich dabei um chemische Produkte, die aus mehrerenKomponenten bestehen und in Lösung oder alsEmulsion angewendet werden. Spinnpräparationenregeln das Gleit- und Haftverhalten zwischen Faserund Faser sowie zwischen Faser und Metall. Sie regulieren die Feuchte, setzen die elektrostatischeAufladung herab und haben eine weich machendeWirkung. Die Präparationen dürfen nicht zurKorrosion des Metalls der Spinnmaschinen beitragenund müssen Temperaturen von bis zu 230 °C aushal-ten. Anschließend müssen sie sich gut von der Faserentfernen und umweltverträglich entsorgen lassen.Spinnpräparationen sind Zubereitungen z. B. ausnichtionischen, anionischen oder kationischen Tensi-den (zum Beispiel aus Fettalkohol- oder Fettamin-ethoxylaten) oder sulfatierten Pflanzenölen, Stearin-seifen, Ester- und Siliconölen.
26�
Einige der bei der Textilherstellung eingesetztenund in den folgenden Abschnitten genanntenChemikalien können mithilfe der ArbeitsblätterA 17, A 18, A 19 und A 21 im Unterrichtbehandelt werden.
DIDAKTISCHERHINWEIS >>>

Haft- und Gleitmittel fürs Spinnen und SchmälzenAuch das Sekundärspinnen von Garnen ist einanspruchsvoller Produktionsprozess, bei dem alleKomponenten optimal zusammenspielen müssen.Sind beim Spinnen die Fasern zu glatt (wie oft beiChemiefasern), sind Haftmittel erforderlich, damitder zu spinnende Faden nicht auseinanderfällt. Sinddie Fasern zu rau (wie oft bei Naturfasern), werdenGleitmittel benötigt, damit es „flutschen“ kann. AlsHaftmittel für das Spinnen werden meist sulfatiertePflanzenöle, als Gleitmittel emulgierte Paraffine oder Weißöle eingesetzt.
Schmälzmittel ermöglichen insbesondere das Spinnen und Strecken von Wollfasern und Mi-schungen mit synthetischen Chemiefasern. Sie vermitteln Glätte, Geschmeidigkeit und Anti-Elektrostatik. Bis zu 3 % des Warengewichts werdendavon auf die Faser aufgebracht. Schmälzmittel sind ölig-flüssige oder pastenförmige Zubereitungenvon pflanzlichen und tierischen Ölen, Fetten undMineralölen mit meist nichtionischen Emulgier-mitteln. Ihre Aufgabe ist es, die für den Spinnprozesserforderliche Spinnfähigkeit der Fasern über den gesamten Produktionsprozess hinweg zu optimierenund die Fasern zu schützen.
SpulenaufwicklungNach dem Spinnen wird das Garn auf Spulen aufge-wickelt. Für den Haushalt sind das zum BeispielGarnrollen mit wenigen Metern Zwirn oder Nähseide.Für die Industrie dagegen werden große Spulen mitvielen Kilometern von Garn für die Weiterver-arbeitung gewickelt.
Die Garnqualität wird nach fest definierten Parame-tern und nach genormten Messmethoden bestimmtund beschrieben. Sie umfasst Feinheit, Titer, Festig-keit, Haarigkeit, Gleichmäßigkeit, Garn- undFaserreinheit usw.
3.3.2 Die Herstellung textiler Flächen
Bevor ein textiles Endprodukt wie ein T-Shirt, eineJeans oder eine Baseball-Cap entstehen kann, müssenaus den Garnen Stoffe werden, sogenannte textile Flächen. Die grundlegenden Techniken zu deren Her-stellungen sind zwar alt, der Fortschritt in der maschi-nellen und automatisierten Erzeugung erfordertheute jedoch den Einsatz ebenso spezialisierter wieleistungsfähiger chemischer Hilfsstoffe.
Zetteln, Schlichten, WebenZum Herstellen von Geweben werden textile Fädenrechtwinklig verkreuzt, wobei sie unter- bzw. über-einandergelegt werden.
3HERSTELLUNG
�27
Abbildung 15
Spinnen eines Garns
Ordnen Strecken Verziehen Fertigspinnen
GarnVorgarnFaserbandloses Fasergut

HERSTELLUNG3
Den Faden, der in Längsrichtung läuft, nennt man„Kette“, den in der Querrichtung „Schuss“. Bevorjedoch mit dem eigentlichen Weben begonnenwerden kann, muss „angezettelt” und „geschlichtet“werden.
Unter „Zetteln“ versteht man das Anordnen der senk-recht verlaufenden Kettfäden in der jeweils benötigtenWebbreite. Dazu werden je nach Gewebequalität vieleHundert Kreuzspulen in die Zettelgatter gesteckt unddort auf eine breite Walze – den Zettelbaum – gewickelt.
Damit die Kettfäden gegen mechanische Belastungenwie Reiben, Ziehen und Biegen widerstandsfähigersind, werden sie „geschlichtet“ – d. h. mit Schlichte-mitteln behandelt. Schlichtemittel haben die Aufga-be, abstehende Fasern zu verkleben, Garne insgesamtzu glätten und widerstandsfähiger zu machen. Als ver-klebende Schlichtemittel werden makromolekulareProdukte verwendet – auf natürlicher Basis (etwa Stärke und Cellulosederivate) oder auf synthetischerBasis (zum Beispiel Polyvinylalkohole und Poly-acrylate). Als glättende Produkte kommen natürlicheÖle und Fette zum Einsatz (Fischöl, Rindertalg), natür-liche und synthetische Wachse sowie Paraffine.
Die Systeme zur Herstellung von Geweben unter-scheiden sich insbesondere durch die verschiedenenMöglichkeiten des Schusseintrags – also der Art, wie
die Schussfäden (in Abb. 16 rot) durch die Reihe derKettfäden (in Abb. 16 blau/gelb) befördert werden.Was früher von Hand geschah, wird heute mecha-nisch oder mit Wasser- oder Luftdruck realisiert.Dabei ist der Begriff „Schussfaden“ wirklich wörtlichzu verstehen: Er wird mit Höchstgeschwindigkeitdurch die Kettfäden „geschossen“.
Die ursprünglich handwerkliche Technik des Webenswurde immer weiter verfeinert und automatisiert. Sowurde die Verarbeitung von immer feineren Material-ien wie Spinnfasergarnen und schließlich Filament-garnen aus Mikrofilamenten möglich; aber natürlichwurde auch die Wirtschaftlichkeit verbessert. Heuteist Weben eine völlig technisierte Produktionsform,die höchste Ansprüche an die Leistungsfähigkeit von Garnen und Hilfsmitteln – wie auch an die Web-maschinen – stellt. Webware wird hauptsächlich zuHemden, Blusen, Hosen sowie Bett- und Tischwäscheverarbeitet.
Wirken und Stricken: die MaschenwareIm Gegensatz zum kreuzförmigen Verbund der Fädenin der Webware werden für die Maschenware inein-anderhängende Fadenmaschen erzeugt, die waage-recht nebeneinander sowie senkrecht übereinanderangeordnet sind (Abb. 17). Dieses kann mit einemoder mehreren Fäden unter Verwendung einer odermehrerer Nadeln geschehen.
28�
Schützen mit Schussspule
Webblatt
Kette
Abbildung 16
Prinzip des Schuss-eintrags

Werden die Maschen durch gemeinsam beweglicheNadeln erzeugt, spricht man von „Wirken“, sind dieNadeln nur einzeln beweglich, handelt es sich ums„Stricken“. Eine weitere Form des Herstellens vontextilen Flächengebilden aus Maschen ist das Häkeln.Wirk- und Strickwaren zeichnen sich durch eine sehrgute Elastizität aus. Deshalb eignen sie sich auchbesonders zur Herstellung von Bekleidungstextilienwie Sport- und Badebekleidung, Pullovern, Unter-und Nachtwäschen, Strümpfen, Socken, Handschuhenusw. Aber auch Heimtextilien wie Gardinenstoffekönnen gewirkt sein.
Die Hochleistungsmaschinen für das Wirken und dasStricken von textilen Flächengebilden stellen hoheAnforderungen an die Beschaffenheit der Garne.Damit die Fäden gleitfähiger und geschmeidigerwerden, behandelt man sie mit Glättungsmitteln.Diese haben die Aufgabe, die Reibung zwischen denMetallnadeln und der Faser herabzusetzen. Emulgier-te Weißöle und Paraffine erfüllen diese Anforderungenund sind zudem beständig gegen die auftretendenTemperaturen.
Die VliesstoffherstellungEs gibt auch textile Flächen, die ohne Garnherstel-lung, Weben oder Wirken erzeugt werden. Man
nennt sie deshalb „Non-wovens“ – also „Nicht-Geweb-tes“ oder auch „Vliesstoffe“. Um sich als Vliesstoff zuqualifizieren, muss die Fläche charakteristischetextile Eigenschaften aufweisen wie zum Beispiel Ver-nähbarkeit und einen textilen Griff. Aber auch hygie-nische Eigenschaften sind gefordert.
Typische Vliesstoffe des täglichen Gebrauchs sind Ein-malartikel wie Servietten und Windeln oder auch länger-fristig nutzbare Erzeugnisse wie Nadelvliesteppiche,Filtermatten oder Einlagestoffe für Bekleidungsartikel.
Das Besondere an Vliesstoffen ist, dass sie aus vielenauf- und nebeneinanderliegenden Fasern bestehen,die mit verschiedenen Techniken dauerhaft verbun-den werden. Mechanische (Vernadeln), physikalische(Druckverwirbeln) und chemische Methoden werdeneingesetzt. Abb. 18 zeigt die drei gebräuchlichstenMethoden der Vliesverfestigung. Am häufigsten ein-gesetzt werden das mechanische Verfestigen durch in das Vlies einstechende Nadeln (Nadelfilze), dasVerkleben von Faserschichten durch Binder und dasVerschweißen (Verkleben) von Faserlagen. Bei die-sem Verfahren wird ein Kunstharzpulver aufgestreutund durch Zufuhr von Heißluft geschmolzen. Sodringt das Pulver in das Vlies ein, wobei die Schmel-ze beim Abkühlen erstarrt und die Fasern verklebt.
3HERSTELLUNG
�29
Abbildung 17
Schematische Darstellung von Maschenware
linkes und rechtes Maschenstäbchen
linke Maschenreihe
rechte Maschenreihe
RECHTS/LINKS RECHTS/RECHTSLINKS/LINKS

HERSTELLUNG3
Die gebräuchlichsten Binder und Schmelzkleberstammen aus der Polymerchemie – meist sind esAcrylester wie Acrylnitril-Butadien-Styrol-Copoly-merisate (ABS-Binder).
3.4 Die Textilveredelung
Damit Fasern und textile Flächengebilde wie Ge-webe, Vliesstoffe und Maschenware sowie die darausgefertigten Kleidungsstücke, Heimtextilien oderTechnischen Textilien die gewünschte Optik, Griffqua-lität und Funktionalität erhalten, werden sie veredelt.Die Textilveredelung ist bei Naturfasern genausoerforderlich wie bei Chemiefasern und bei Misch-ungen aus Natur- und Chemiefasern. Die Textil-veredelung umfasst also sämtliche chemischen undmechanischen Behandlungen, die dem Zweck dienen,aus den textilen Rohmaterialien – je nach Verwen-dungszweck – gebrauchsfähige Textilien zu machen. Dazu gehören die folgenden Schritte bzw. Prozesse.
� VorbehandlungZum Beispiel Entschlichten, Waschen, Sengen,Bleichen, Mercerisieren.
� FarbgebungDie Farbe erhalten die Textilien durch Färben oderdurch Bedrucken.
� AusrüstungDie Textilien erhalten verbesserte bzw. zusätzlicheEigenschaften wie Knitterarmut, Bügelleichtigkeit,Wasserdichtigkeit usw. Auch Spezialbehandlungenwie die Erhöhung der Rutschfestigkeit beiTeppichen oder der Schutz vor Insekten fallenunter dieses Stichwort.
3.4.1 Die Vorbehandlung
Textile Rohwaren enthalten natürliche Verunreinigun-gen (wie Wollfett, Baumwollsamenschalen) odergezielt hinzugefügte Substanzen (wie Präparationen,Schlichtemittel). Zusammen machen diese Substan-zen nicht selten 30% des Fasergewichts aus. Sie müssenvor den nachfolgenden Veredelungsschritten entferntwerden – bei größtmöglicher Schonung der Fasern.In der modernen textilen Vorbehandlung werdenSchmutz und Fette mithilfe von Waschmitteln be-seitigt sowie mineralische Verunreinigungen durchDispergatoren feinstens verteilt.
30�
Nadelbalken
Hauptantrieb1. Mechanisch: Vernadeln
2. Chemisch: Bindemittel
obere Lochplatte
Abzugswalzen
untere Lochplatte
Vernadelungs-zone
Nadelfilz
Vollbadimpräg-nierung des Vlieses mittels Führungdurch Siebband
Bindemittel
Vliesstoff
NadelbrettVerfestigungsnadeln
EinzugswalzenZuführtisch
Vlies
Vlies
3. Thermisch: Verschweissen
HaubeLeitblech
Siebtrommel
Schild
Vlies
Umluft
Vliesstoff
Abbildung 18
Drei Arten der Vliesver-festigung (mechanisch,chemisch, thermisch)

Enzyme entfernen die Stärkeschlichten faserscho-nend bei niedrigen Temperaturen. Alkali in Form vonNatronlauge (bei Baumwolle) oder Soda (bei Wolle)verseifen die Begleitfette und Wachse. Außerdemaktivieren sie das Wasserstoffperoxid beim Bleichen.Komplexbildner maskieren Schwermetallionen,Stabilisatoren unterdrücken Nebenreaktionen beimBleichen. Die Bleichmittel selbst beseitigen Naturpig-mente, Samenschalen, Nissen und Stängel.Schließlich erhöhen Netzmittel die Hydrophilie unddamit die Saugfähigkeit des textilen Materials, wasdie Farbstoffaufnahme optimiert. Letztlich werden inder Vorbehandlung die Voraussetzungen für einebestmögliche Dimensionsstabilität, Falten- und Knit-terfreiheit geschaffen.
Die Vorbehandlungsschritte am Beispiel einesBaumwollgewebesUm aus der Baumwollfläche ein gebrauchsfertigesTextil zu machen, sind zahlreiche Vorbehandlungs-schritte erforderlich. Diese können in Abhängigkeit von der Herkunft der Rohstoffe sowie der angestreb-ten Produktqualität entweder einzeln nacheinanderoder in verschiedener Art und Weise miteinanderkombiniert durchgeführt werden. Um Zeit, Energie,Wasser oder Chemikalien zu sparen, lassen sich
angepasste Kombinationsverfahren entwickeln. Willman dabei in einem Bad mehrere Prozess-Stufendurchführen, so müssen an die eingesetzten Hilfs-mittel allerhöchste Ansprüche gestellt werden. Denndann müssen sie höhere Schmutzfrachten bewältigen,höheren Temperaturen oder höheren Konzentrationenan Chemikalien standhalten. Nachfolgend werden diewichtigsten Einzelstufen des Prozesses skizziert.
EntschlichtenHier werden die beim Weben verwendetenSchlichten entfernt. Bei Baumwolle sind dies oftStärkeschlichten. Sie werden durch Amylasen odersaure Chemikalien abgebaut. Dabei können auchNetzmittel, Komplexbildner und Peroxidisulfat imSinne einer Kombinationswirkung zugesetzt werden. Damit wird bereits ein Teil der natürlichen Faserbe-gleitstoffe entfernt, etwa die anorganischen Salze,welche die Wirkung der Tenside beim Waschen zumBeispiel durch Kalkseifenbildung beeinträchtigenkönnen. In der Folge können beim anschließenden
3HERSTELLUNG
�31
Die beschriebenen Prozesse werden auf demArbeitsblatt A 2 thematisiert.
DIDAKTISCHER <<< HINWEIS
Umweltschutz ist heute mehr und mehr systemintegriert
Für die Vorbehandlungsprozesse der Textilveredelung sind nicht nur viele Chemikalien erforder-lich, es wird auch viel Wasser benötigt – wie es etwa auch beim Wäschewaschen im Haushaltunvermeidlich ist. Umweltschutzmaßnahmen sind daher notwendig. Diese werden heutezunehmend systemintegriert durchgeführt. Die Textilveredelungsindustrie und die chemischeIndustrie haben deshalb Verfahren und chemische Hilfsmittel entwickelt, die einerseits Wieder-anschmutzungen verhindern und andererseits den Chemikalien- und Wassereinsatz mini-mieren (siehe Glossar auf der CD-ROM: Waschprozess im Gegenstrom). Zudem werden Wasserund zum Teil auch chemische Stoffe innerhalb der Industrieanlage zunehmend recycelt.
Ein Beispiel hierfür ist ein neues Verfahren zur Entfernung der als Schlichtemittel eingesetztenStärke. Sie wird enzymatisch in Glucose gespalten und anschließend zur Gluconsäure oxidiert.Die Gluconsäure wiederum kann dann als Komplexbildner genutzt werden, um eisenhaltigeVerunreinigungen zu inaktivieren.
Die Schlichte wird auf diesem „sanften Textilveredelungsweg“ nicht nur biologisch abgebaut,sondern wird gleichzeitig zum Komplexbildner recycelt und als Stabilisator sinnvollweiterverwendet.
<<< EXKURS

HERSTELLUNG3
Abkochen und Bleichen in geringerem Maße Kom-plexbildner eingesetzt werden. Und durch die Nass-behandlung quillt die trockene Faser auf, was dasEindringen der wässrigen Behandlungsflotten beimAbkochen und Bleichen erleichtert. Das spart Zeitund Chemikalien.
Waschen Dabei werden fettige, ölige oder wachsartige Faser-begleitstoffe und Schmutz durch geeignete Wasch-mittel abgelöst und im Waschbad gebunden (emul-giert). Dies beugt einer Rückverschmutzung bei nachfolgenden Spülgängen vor. Die Wäsche kannneutral oder schwach alkalisch erfolgen.
Demineralisation/Saure ExtraktionSchwer lösliche metallische Verunreinigungen,insbesondere Carbonate, Oxide und Hydroxide, lösensich sehr leicht in Säuren und können so bereits bei
niedrigen Temperaturen aus dem Fasergefügeentfernt werden. Anstelle aggressiver Mineralsäurensetzt man biologisch abbaubare Polyhydroxycarbon-säuren mit chelatisierender und dispergierender Wirkung ein.
Alkalisches Abkochen/BeuchenDas Abkochen dient der Beseitigung anorganischerSalze und der Hydrophilierung der Faser. Letztereswird zum Beispiel durch Zugabe von anionischenTensiden erreicht. Zudem wird hier verhindert, dasssich Beläge wie Kalkseifen auf den Textilien und denMaschinen bilden (Antiscaling). Als solche „Belags-verhinderer“ werden Dispergatoren und Komplex-bildner zugegeben. Die Natronlauge dient auch zurVerseifung der Begleitwachse. Erfolgt das Abkochenunter Druck, spricht man von Beuchen. Auf dieseWeise lassen sich Samenschalen besonders gutaufschließen und entfernen.
BleichenBeim Bleichen werden die farbigen Naturpigmentedurch Oxidation bzw. Reduktion zerstört. Durch Ablö-sen restlicher Verunreinigungen versucht man, einen
32�
n
N CH2CH2 N NCH2CH2
PO3H2CH2 PO3H2CH2
PO3H2CH2
H2O3P CH2
H2O3P CH2
CH CH CHCH2
OCH3 COOH COOH
O HCH2( CH2 O)m
H3C(CH2)nCOO Na+
CH2COO Na+
CH2COO Na+
CH2COO Na+
Na+ OOCCH2CCH2COO Na+
OH
COO Na+
H3C(CH2)nOSO3 Na+
H3C(CH2)n
H3C(CH2)mCH2SO3 Na+
Seifen
n = 10 bis 17
n = 8 bis 18m = 3 bis 15
n = 1 bis 5
n, m = 15 bis 17
Pentanatriumtriphosphat Poly 4-methoxytetramethylen 1,2 dicarbonsäure
Poly tetraethylen 1,2,4 tricarbonsäure
Natriumnitrilotriacetat (NTA)
Natriumcitrat
Fettalkoholsulfat
Alkylsulfonat (AS)
Alkylbenzolsulfonat (ABS)
Tetraalkylammoniumchlorid
Fettalkoholpolyglycolether
Alkylpolyglucosid (APG)
Anionische Tenside
Kationische Tenside
H3C(CH2)n
H3C(CH2)n
O OP OP O 5Na+
N
P
H3C(CH2)mCH SO3 Na+
O
O
O O
H3C(CH2)n
H3C(CH2)m
CH3
CH3
N Cl-
O O
Komplexbildner Dispergatoren
Diethylentriaminpenta(methylenphosphonsäure) DTPMP
Nicht-ionische Tenside (Niotenside)
n
CH CH2 CHCH
COOH COOH COOH
CH2OH
OHn
H
OO
O
OCH2
OH
O
HOHO
HO
n = 9 bis 19
n = 4 bis 7m = 5 bis 10
n = 4 bis 5m = 7 bis 9
Abbildung 19
Beispiele für in derVorbehandlung einge-setzte Tenside,Komplexbildner undDispergatoren
Auf Arbeitsblatt A 21 wird der Bleichprozess, aufArbeitsblatt A 19 der Waschprozess thematisiert.
DIDAKTISCHERHINWEIS >>>

maximalen Weißgrad und eine höchstmöglicheHydrophilie bei bester Faserschonung zu erreichen.Wasserstoffperoxid ist das meistverwendete Agens. Es wird durch Natronlauge aktiviert. In Spezialfällenwird auf Persäuren oder Natriumchlorit zurückgegrif-fen, ebenso auf schwefelhaltige Reduktionsmittel.Chlor- bzw. hypochlorithaltige Bleichmittel würdenden AOX-Gehalt des Abwassers oft über bestehendeAbwassergrenzwerte hinaus erhöhen; sie könnendann nicht mehr eingesetzt werden.
Waschen, Demineralisieren, Abkochen und Bleichenwerden oft in einem einzigen Prozess-Schritt durch-geführt.
MercerisierenMit dem von John Mercer 1844 erfundenen Ver-fahren erhalten die Baumwollfasern Glanz. Außerdemnimmt ihre Festigkeit zu und die Aufnahmefähigkeitfür Farbe wird gesteigert. Dies geschieht durch dieBehandlung mit hoch konzentrierter Natronlaugeunter hoher Zugspannung. Bei diesem Prozess wirdaus der makromolekularen Cellulose zum TeilNatriumcellulose gebildet. Wenn diese unter mecha-nischer Spannung herausgespült wird, ordnen sichdie Moleküle erneut, und zwar mit wesentlichhöherer Orientierung und verbesserter Kristallinität.Damit steigen die Affinität zum Farbstoff und dieFaserfestigkeit. Allerdings geht ein Materialverlustmit dieser Behandlung einher. Da die Faser nun run-der und damit an der Oberfläche glatter wird,steigert sich auch ihr Glanz. Zudem hydrolysiert diestark konzentrierte Natronlauge Begleitwachse derBaumwolle besser, sodass diese leichter ausgespültwerden können.
3.4.2 Die Färberei
Damit in der Färberei textile Materialien die gewünschte Farbe bekommen können, müssen für diesen Veredelungsschritt chemische und physikalischeProzesse fein aufeinander abgestimmt werden.
Gefärbt werden können unterschiedlichste Textil-formen: Flocken und Garne sowie Vliese, Gewebe und Maschenware als Flächengebilde oder auch alsbereits fertig konfektionierte Stücke.
Die Kunst des Färbens besteht darin, je nach Faserartund Farbstofftyp die Textilfarbe möglichst dauerhaftund gleichmäßig in die Textilien einzulagern, siedaran anzulagern oder eine chemische Bindungzwischen Farbstoff und Faser herbeizuführen.Chemiefasern haben dabei einen Vorteil: Die Farbekann als Zusatz zur Spinnmasse bereits bei derHerstellung dauerhaft eingebracht werden.
Beim Färben wird das Färbegut mit einer wässrigenFarbstofflösung behandelt. Da textile Fasern chemischunterschiedlich beschaffen sind und zudem differen-zierte physikalische Eigenschaften besitzen, ist esnicht möglich, mit einem Farbstoff alle Faserarten zufärben. Deshalb mussten für jede Faserart spezielleFarbstoffe entwickelt werden, die auf den späterenVerwendungszweck wie auf den gewünschten Farbtonzugeschnitten sind.
Damit also Textilien mit Erfolg gefärbt werden können, muss der geeignete Farbstoff eingesetzt und es mussdas richtige Färbeverfahren ausgewählt werden.Dabei ist auch die Zusammensetzung des Färbebades(Flotte) und die Beachtung weiterer Parameter wich-tig: Das Bad sollte nicht nur das richtige Verhältniszwischen Textil und Farbstofflösung aufweisen,sondern auch Temperatur, Behandlungszeit, Qualitätdes Wassers (Verschmutzung, Härtegrad), Elektro-lytgehalt und pH-Wert (Wolle wird zum Beispiel
3HERSTELLUNG
�33
Versuche und Auswertungen zum Färben vonTextilien sind vielfach in Schulbüchern ent-halten. Das Färben mit Neocarmin und mitAnthocyanidinfarbstoffen zur Fasererkennungkann mithilfe der Anleitungen zu den VersuchenNr. 5 und Nr. 6 von der CD-ROM durchgeführtund mithilfe des Arbeitsblatts A15 vertiefendausgewertet werden.
Mehr Hintergrundwissen über Textilfarbstoffe,über die Techniken, sie an Fasern zu binden,sowie über die Wechselwirkungen zwischenFarbstoffteilchen und Fasern vermitteln ausführ-lich die Informationsserie 15 „Farbstoffe und Pig-mente“ und die Informationsserie 28 „Lacke undFarben“ des Fonds der Chemischen Industrie.
DIDAKTISCHER <<< HINWEIS

HERSTELLUNG3
sauer, Baumwolle alkalisch gefärbt) müssen berück-sichtigt werden, die Textilhilfsmittel müssen richtigdosiert sein.
Besonders hohe Anforderungen stellt die Bearbei-tung bzw. das Färben von Mischgeweben. Weil indiesen Geweben verschiedene Materialienkombiniert sind, ist es mitunter schwierig, ein farb-tongleiches Ergebnis (uni) zu erzielen. Bei einemWolle-Polyester-Mischgewebe kann es zum Beispielnotwendig sein, zunächst den Wollanteil in einemersten Färbebad zu färben und den Polyesteranteilanschließend in einem zweiten Bad. Mit speziellen,auf das Mischgewebe abgestimmten Farbstoff-mischungen ist es möglich, die Färbung in einemBad durchzuführen.
Die FärbeverfahrenWeil textile Materialien, die Menge des zu färbendenTextils, die Kosten für die Färbung, die Farbstoffe undinsbesondere auch die erwünschten Qualitäten einerFärbung sehr verschieden sein können, muss das Fär-beverfahren entsprechend ausgewählt werden. Amhäufigsten angewendet werden das Ausziehverfahrenund das Zwangsauftragsverfahren.
AusziehverfahrenBei diesem Färbeverfahren ziehen die gelösten oderdispergierten Farbstoffe aus einem Färbebad (Flotte)auf die Textilfaser auf. Voraussetzung dafür ist eineentsprechende Affinität zwischen Faser und Farbstoff.Der Farbstoff zieht so lange auf, bis ein Gleichge-wicht zwischen Farbstoff auf der Faser und Farbstoffim Bad erreicht ist. Anschließend wird der überschüs-sige Farbstoff ausgewaschen. Mit dem Ausziehverfah-ren lassen sich Garne, Gewebe und Maschenwaregenauso färben wie fertig konfektionierte Artikel(Abb. 20).
Zwangsauftragsverfahren (Klotzfärbeverfahren)Am häufigsten wird bei diesem Färbeverfahren eineMaschine mit Walzensystem, der sogenannteFoulard, eingesetzt (Abb. 21). Darin wird dasTextilgut zuerst durch das Färbebad (Flotte) in einemTauchtrog gezogen. Anschließend wird der Stoffdurch zwei Walzen geführt; dadurch wird die Farblö-sung durch „Abquetschen“ in das textile Gewebegepresst. Damit sich der Farbstoff dauerhaft mit der
Faser verbindet, muss er dann durch Trocknen undDämpfen fixiert werden. Das Foulardverfahren eignetsich vor allem zum Färben von großen Mengen texti-ler Flächengebilde.
FärbereihilfsmittelDie Färbung der Textilien hat nicht nur hohe Egalität,Farbechtheit und Brillanz zum Ziel, sondern mussauch faserschonend, temperaturbeständig und ab-riebfest sein. Darüber hinaus dürfen auch die Aspek-te Wirtschaftlichkeit, Ressourcenschonung undGesundheitsschutz nicht vernachlässigt werden. Umallen Ansprüchen gerecht zu werden, wird nebenhochwertigen Textilfarben eine Vielfalt vonFärbereihilfsmitteln benötigt.
� Farbstofflösemittel und hydrotrope Mittelunterstützen das Auflösen der Farbstoffe im Färbe-bad. Dabei handelt es sich meist um in Wasserlösliche Lösemittel wie Alkohole oder Ester.
� Dispergiermittelhalten in Wasser schwer lösliche und unlöslicheFarbstoffe in der Schwebe und bilden bzw. stabili-sieren Dispersionen. Es handelt sich um grenzflä-chenaktive Stoffe. Eingesetzt werden u. a.sulfitierte Fettsäureester und -amide, Alkylarylsul-fonate und Fettsäureethoxylate.
� Schutzkolloideumhüllen dispergierte Teilchen und verhindernein Ausflocken der Dispersionen, auch wenn sichdie Temperatur ändert oder Elektrolyte zugesetztwerden. Eingesetzt werden u. a. Ligninsulfonateund wasserlösliche Polymere wie zum BeispielPolyacrylate.
� Netzmittelsetzen die Grenzflächenspannung zwischen demTextil und der Farbflotte herab und sorgen füreinen raschen und gleichmäßigen Zugang desFarbstoffs zur Faser. Dazu werden vielfach anioni-sche Tenside eingesetzt wie Alkylsulfate, Alkan-sulfonate sowie Salze der Sulfobernsteinsäure undder Phosphorsäure
� Egalisiermittelhaben die Aufgabe, eine gleichmäßige („egale“)
34�

Färbung zu erreichen. Dazu werden Hilfsmittelbenötigt, die während der Aufheizphase das Auf-ziehen der Farbstoffe verlangsamen („retardie-ren“), beim Erreichen der Endtemperatur das Wandern der Farbstoffe („Migrieren“) und das Eindringen der Farbstoffe in die Faser („Penetrieren“) fördern, ohne farbstoffaffineStellen der Faser zu blockieren. Geeignet sindFettsäureester und -amide, Alkylamine und deren ethoxylierte Varianten.
� Färbebeschleuniger werden bei der Ausziehfärbung von Polyesterwaremit Dispersionsfarbstoffen der Färbeflotte zu-gefügt, damit die Farbstoffe schneller in die Faserdiffundieren und die Farbausbeute sich erhöht.Oft werden schwer lösliche aromatische Kohlen-wasserstoffe und Phthalsäureimide als Färbe-beschleuniger eingesetzt. Auch bei der Niedrig-temperaturfärbung von Wolle werden die Färbungbeschleunigende Hilfsmittel zugesetzt.
� NachbehandlungsmittelIm Anschluss an die Färbung können Nachbehand-lungsmittel die Reib-, Nass- oder Lichtechtheit ver-bessern. Die Reibechtheit verbessert sich, wennnicht fixierte Farbstoffanteile beim Nachwaschen
durch geeignete Hilfsmittel entfernt werden.Nassechtheiten von Reaktiv- und Direktfärbungenkönnen durch quaternäre Ammoniumverbin-dungen und kationische Formaldehydkondensa-tionsprodukte verbessert werden.
3.4.3 Stoffdruck
Eine weitere Technik, textile Materialien farbig zugestalten, ist der Stoffdruck. Er wird vorwiegend für
3HERSTELLUNG
�35
Färben
Ware
Wickeltrommeln
Trog mit Farbflotte
Abbildung 20
Typisches Ausziehverfahren:Färben im Jigger.Das Textilgut wird durch dieFlotte bewegt.
Abbildung 21
Färben im Foulard:Das Textilgut wird mitFarbflotte getränkt undanschließend abge-quetscht.
Wareneinlauf Abquetschwalzen
Tauchtrog mit Farbflotte

HERSTELLUNG3
textile Flächengebilde – Gewebe und Maschenware –eingesetzt. Während beim Färben nur mit einerFarbe gearbeitet wird, können beim Stoffdruck auchmehrere Farben eingesetzt werden. Charakteristischfür das Bedrucken von Stoffen ist das örtlich begrenz-te (lokale) Anfärben verschiedener Bereiche. Soentstehen Flächen mit unterschiedlichen Farben undMustern.
Beginnend mit der Vorbehandlung des zubedruckenden Materials werden Verunreinigungenentfernt und das Textilgut wird für die Aufnahme derDruckfarbe vorbereitet. Damit die Farben an dengewünschten Stellen trennscharf haften, werdenFarbstoffe und Pigmente zu Druckpasten verarbeitet,die komplexe Zubereitungen von unterschiedlicherZusammensetzung und Viskosität darstellen. Zu denInhaltsstoffen dieser Pasten gehören neben den Farb-stoffen Säuren, Laugen oder Salze. Vor allem aber ent-halten sie Verdickungsmittel (Abb. 22). Hierfür einge-setzt werden zum Beispiel natürliche Polymere (Poly-saccharide) auf Basis von Stärke, Guar, Tamarindeund deren Derivaten – meist abgebaut oderverethert. Ebenfalls zur Verdickung dienen Alginate,
die Natriumsalze der Alginsäure. Auch synthetischePolymere wie Polyacrylate, Methacrylsäurederivate,Maleinsäurederivate und Polyurethane sind imPigmentdruck wegen ihrer Bindungs- und Haftungs-fähigkeiten von großer Bedeutung.
Damit sich der Farbstoff dauerhaft mit der Faser ver-bindet, muss er durch Trocknen und Dämpfen fixiertwerden. In einer anschließenden Wäsche werden –zum Teil unter Zusatz von Chemikalien – je nach Farb-stoffklasse die Farben entwickelt, die störende Verdickung wird entfernt und die Echtheiten werdenoptimiert.
3.4.4 Ausrüstung
Ausrüstung (auch Appretur genannt) ist ein Sammel-begriff für alle Verfahren in der Textilveredelung, mitdenen der Nutzen und die Attraktivität von Textilienerhöht werden. Sowohl textile Stoffe aus Natur- undChemiefasern als auch Stoffe aus Mischgeweben wer-den „ausgerüstet“ – mit Eigenschaften, die sie vonNatur aus nicht besitzen.
36�
Guarmehl
n CH2 CH
Acrylsäurederivate (Beispiel)
Acrylsäure Polyacrylsäure Ammoniumpolyacrylat
n
n
CH2
COOH C O
OCOOH
CH CH2 CH+ n NH3
NH4
Alginsäure
Maleinsäurederivat
OOC
HC CH CH2 CH2CH2 CH2
OHOHH
H
HHH
CH2
OOO
OHOHH
H
HHH
CH2OH
OO
OHOHH
H
HHH
CH2
OO
OHOHH
H
HHH
CH2OH
O
HOOHH O
H
HH
COOH
O
O
HOOH
H O
HHH
R1
R2O
O
HOHH
HHO
OHHH
CH2OH
O
OHOH
HHHO
OHHH
CH2OH
O
O
R1=H, R2=COOH oder R1=COOH, R2=H
n
OC
Abbildung 22
Typische, im Stoffdruck eingesetzteVerdickungsmittel

Da Textilien sehr unterschiedlich genutzt werden,sind auch die Anforderungen an die Ausrüstung ver-schieden. Während Bekleidung vor allem schön aus-sehen, sich gut anfühlen oder pflegeleicht sein soll,werden an die Gebrauchseigenschaften von Heim-oder Technischen Textilien ganz andere Ansprüchegestellt: vom Schutz gegen Motten bis hin zumBrandschutz.
In der Ausrüstung werden chemische und mecha-nische Methoden eingesetzt, um bestimmte Produkt-eigenschaften und -qualitäten zu erzielen. Tabelle 5erläutert Werkzeuge oder physikalische Techniken,die bei der mechanischen Ausrüstung von Textilienangewendet werden. Chemische Methoden der Aus-rüstung haben darüber hinaus die Vielfalt textilerEigenschaften und deren Nutzen deutlich erweitert.
Aus der Fülle chemischer Ausrüstungen werden imFolgenden drei charakteristische Beispiele erläutert.Tabelle 6 gibt einen Überblick über weitere wichtigeAnwendungen.
Pflegeleicht-AusrüstungDie Pflegeleicht-Ausrüstung, auch „Wash-and-wear-Ausrüstung“ genannt, veredelt Baumwoll- bzw.Baumwollmischgewebe dahingehend, dass siewasch- bzw. waschmaschinenfest, leicht zu bügeln,knitterarm, formstabil sind und schnell trocknen.
Da bei der Baumwolle die einzelnen Fasern beim Bie-gen oder Knicken unter Spannung geraten und diecellulosischen Polymerketten aneinander abgleiten,
neigt sie besonders stark zum Knittern. Selbst nachdem Entspannen durch Waschen oder Trocknenbleibt der „Knitter“ erhalten. Bei der Pflegeleicht-Aus-rüstung wird das Baumwollgewebe mit einer Vernet-zerlösung getränkt, getrocknet und anschließend bei170 °C fixiert. Dabei entstehen zwischen den Cellulo-sefibrillen feste Querverbindungen, sodass sie sichnicht mehr gegeneinander bewegen können. Diesführt dazu, dass die Baumwolle im Wasser wenigerquillt und ihre Formstabilität zunimmt (Abb. 23).
Der Pflegeleicht-Effekt lässt sich bereits mit geringenVernetzermengen (etwa 10g pro Herrenhemd) errei-chen. Die meisten Vernetzer enthalten DMDHEU (Abb. 24), die aus Harnstoff, Glyoxal und Formalde-hyd aufgebaut sind.
Flammhemmende AusrüstungEs gibt zahlreiche Textilien, die einem Entflamm-oder Brandrisiko ausgesetzt sind und deren Brenn-barkeit deshalb durch eine spezielle Ausrüstung
3HERSTELLUNG
�37
Die verschiedenen Stoffdruckarten – Flach- bzw. Rotationsdruck, Direkt-, Ätz-, Reserve-, Transfer-und Inkjetdruck – sind im Glossar auf der CD-ROM zu dieser Informationsserie beschrieben.
Mehr Informationen über Textildruckfarben undihre Verarbeitung: in der Informationsserie 15„Farbstoffe und Pigmente“ des Fonds der Chemi-schen Industrie
<<< HINWEIS
V
V
V
V
V
Abbildung 23
Vernetzung von Cellu-losefibrillen

HERSTELLUNG3
reduziert wird. Dies trifft für Sitzbezüge in Flug-zeugen oder Autos genauso zu wie für Heimtextilien,zum Beispiel Möbelstoffe oder Gardinen. Bauvor-schriften für öffentliche Gebäude wie Kinos oder Theater schreiben einen Flammschutz inzwischen verbindlich vor. Dieser ist oft durch die flammhem-mende Ausrüstung von Textilien zu erreichen. AuchSchutzkleidung zum Beispiel für Feuerwehrleuteoder Gießereiarbeiter muss heute entsprechend ausgerüstet sein.
Mithilfe einer flammhemmenden Ausrüstung werdendie Entflamm- und die Brennbarkeit sowie das Nach-glimmen von Natur- oder Chemiefasern herabge-setzt. Im Brandfall dürfen die flammhemmendenAusrüstungsmittel für Textilien keine ätzendenSäuren freisetzen und es darf nicht zur Bildung vonSchmelztropfen kommen. Weiterhin müssen dietextilen Stoffe auch mit dieser flammhemmendenAusrüstung waschbar, reinigungsbeständig und näh-fähig sowie hygienisch und hautverträglich bleiben.
38�
Tabelle 5
PhysikalischeAusrüstungsmethoden
NH2H2N
HH
O
+
C
Harnstoff
Formaldehyd
Glyoxal
OO
OCH2 CH2O
C C
NN
OHHO
O
C
HC CH
HOCH2 CH2OH
Abbildung 24
Reaktivvernetzer aufder Basis von DMDHEU(Dimethyloldihydroxy-ethylenharnstoff)
Technik Effekt
Rauhen Macht den Griff flauschig weich
Schleifen/Schmirgeln Gibt Stoffen eine wildleder- oder samtartige Oberfläche (Pfirsichhaut)
Scheren Dient dem Erzielen einer gleichmäßigen Stoffoberfläche und wird auch bei der Herstellung von Samt sowie Plüscheingesetzt
Brechen/Tumbeln Hat das Weichmachen zum Ziel
Kalandrieren/Mangeln Bedeutet das Erzeugen von textilen Eigenschaften unter Druck,der beim Kalandrieren bis zu 10 000 t betragen kann; die Effekte sind z. B. geschmeidigerer Griff, Glätte, Glanz
Moirieren Erzeugt schillernde, wellenförmige optische Interferenzmuster
Prägen Führt zu dreidimensionalen Mustern im Textil
Plissieren Bedeutet das dauerhafte Einbügeln von eng liegenden Falten

3HERSTELLUNG
�39
Tabelle 6
ChemischeTextilausrüstung:weitere häufig eingesetzte Methoden
Methode
WeichmachenErhöht die Geschmeidigkeit von textilen Materialien
Beschweren
Füllen, Versteifen Beeinflussen ebenfalls den Griff des Textils (Beispiel Petticoat)
Hydrophobieren/OleophobierenSoil-repellantDurch Hydrophobieren wird der Stoff wasserabweisend; eswird auch Imprägnieren genannt. Durch Oleophobierenwiederum wird der Stoff fettabweisend. Soil-repellant ist derOberbegriff und bezeichnet allgemein die Fähigkeit, Schmutzabzuweisen.
Hydrophilieren Macht synthetische Fasern saugfähiger und wird zum Beispielfür Damenstrümpfe oder Miederwaren eingesetzt
Scheuerfest-Ausrüstung/AbriebfestBettwäsche, Tischwäsche und andere stark beanspruchte Tex-tilien wie z. B. Teppiche werden so ausgerüstet
Antistatische AusrüstungVerhindert die elektrostatische Aufladung von synthetischenFasern durch Reibung beim Tragen; vor allem auch bei Teppi-chen wichtig
Filzfrei-AusrüstungMacht Textilien aus Schurwolle oder wollreichen Mischungenwaschmaschinenfest
Optisches AufhellenErhält zum Vergilben bzw. Vergrauen neigende Textilienleuchtend weiß
Antimikrobielle AusrüstungVerhindert die Vermehrung von Mikroorganismen. Diese Artder Ausrüstung wird beispielsweise bei Markisen oderZeltstoffen eingesetzt.
Fraßschutz/RepellentsWehren Textilschädlinge wie Motten oder Teppichkäfer ab.Das Wollsiegel zum Beispiel verlangt eine mottensichere Ausrüstung.
Eingesetzte Substanzen (Beispiele)
Dispersionen von Fetten, Ölen, Wachsen, Paraffinen; Emulsionen von Siliconölen, Polyethylendispersionen
Metallsalze
Stärke; spezielle Kunstharze, die auch zur Pflegeleicht-Ausrüs-tung eingesetzt werden (siehe dort)
Fluorcarbonharze; metallsalzhaltige Paraffinemulsionen; Silicone
Polyacrylate, Polyamid-Derivate
Kieselsäuren/Kunstharze
Phosphorsäureester, Kaliumsalze niedermolekularer Carbon-säuren (z. B. Kaliumformiat)
Polyamid-Überzug, Enzyme (Proteasen)
Triazinylflavonate, Stilbenderivate
Tetraalkylammoniumverbindungen
Pyretroide

HERSTELLUNG3
Diese Eigenschaften können bei synthetischenChemiefasern durch Modifikation bereits ins Polymerintegriert werden. Bei einer nachträglichen flamm-hemmenden Ausrüstung werden textile Fasern oderFlächen zum Beispiel mit halogen- oder phosphorhal-tigen Hilfsmitteln oder Mineralsalzen behandelt. Sol-che Substanzen können den Verbrennungsprozessdurch physikalische oder chemische Wirkungenverzögern bzw. verhindern. So werden beispielsweisedurch das Freisetzen von Wasser unter Hitzeein-wirkung Energie verbrauchende Prozesse ausgelöst,die das Material unter die Temperatur kühlen, die fürden Fortgang des Verbrennungsprozesses erforder-lich ist (physikalische Wirkweise). Chlor- oderbromhaltige Flammschutzmittel, die insbesonderefür Chemiefasern eingesetzt werden, entwickeln ihreWirkung durch chemische Reaktionen: Sie unterbre-chen die Radikalkettenreaktion der Verbrennung inder Gasphase und erreichen so eine Abkühlung desSystems.
Typische halogenierte Flammschutzmittel fürTextilien sind Hexabromcyclododecan,Dekabromdiphenylether und Chlorparaffine.
Zur kochwaschechten Faserbeschichtung von Cellu-lose werden spezielle reaktive, phosphorhaltigeFlammschutzmittel eingesetzt. Sie vermindern durchDehydratisierung die Bildung leicht brennbarerPyrolyse-Produkte.
Für Polyamid 6 und 6.6 werden Flammschutzmittelauf der Basis von rotem Phosphor eingesetzt. AuchAmmoniumpolyphosphate werden für Textilaus-rüstungen verwendet.
Anti-Smell-Ausrüstung mit CyclodextrinenEine neue Art der Veredelung ist die Anti-Smell-Aus-rüstung. Beschichtet man Textilien mit Cyclodextri-nen, können Gerüche aller Art in den ringförmigenZuckermolekülen „eingefangen“ werden. Cyclodex-trine werden aus Stärke gewonnen. In Bioreaktorenschneiden bestimmte Enzyme aus ihr winzige Stückeheraus, die sich dann zu den ringförmigen Cyclodex-trin-Molekülen verbinden. Es gibt das Alpha-, dasBeta- und das Gamma-Cyclodextrin, sie bestehen aussechs, sieben bzw. acht Einheiten des Alpha-1,4-ver-knüpften Glucosemoleküls (Abb. 26).
40�
Detaillierte Informationen über Flammschutzmittel findet man im Internet unter www.cefic-efra.com und unterwww.bsef.com.
HINWEIS >>>
Abbildung 25
Formeln typischerFlammschutzmittel
OBr Br
Br Br Br Br
Br Br Br Br
Br Br
Br BrBrBr
HexabromcyclododecanDekabromdiphenylether
Phosphatester
O R2R1 O P
O
R3
O
Phosphonate
O R2R1 P
O
R3
O
Phosphinate
R2R1 P
O
R3
O

Die Durchmesser der Innenräume variieren – vomAlpha- bis zum Gamma-Cyclodextrin – von 0,47 nmbis 0,83 nm, die Tiefe des Hohlraumes beträgt etwa0,8 nm. Für die Textilveredelung wird vor allem dasBeta-Cyclodextrin eingesetzt.
Cyclodextrinmoleküle können auf der Oberfläche ver-schiedenster Fasermaterialien dauerhaft fixiertwerden. Besitzt ein Cyclodextrinderivat eine reaktiveGruppe, wie zum Beispiel eine Monochlortriazinyl-gruppe, so kann diese auf Baumwollfasern reaktivverbunden, sozusagen „verankert“ werden (Abb. 27).Dagegen ist auf einer Polyesterfaser eine dauerhafteAnbindung nur möglich, wenn das Cyclodextrin-derivat eine hydrophobe Gruppe besitzt, die in dasFaserinnere wandert (Abb. 27 links), analog zu einerDispersionsfärbung. Der polare Molekülteil bleibt aufder Faseroberfläche. Die polaren Hydroxylgruppender Cyclodextrinmoleküle verhindern, dass dieCyclodextrinmoleküle selbst in das Innere der Polyes-terfaser wandern können.
Das Ausrüsten mit Cyclodextrinen bedeutet aller-dings nicht, dass das Waschen überflüssig wird.Denn die aufgenommenen Stoffe werden, wenn auch sehr langsam, wieder abgegeben. Auch die so
ausgerüsteten Textilien müssen also zum Regenerie-ren gewaschen werden. Insgesamt können dieCyclodextrin-Textilien bis zu 50-mal gewaschen wer-den, ohne ihre Anti-Smell-Wirkung zu verlieren.
3.4.5 Konfektion
Die serienmäßige Herstellung von Kleidungsstückenund Heimtextilien wird als „Konfektion“ bezeichnet.Sie ist die letzte Stufe der textilen Produktionskette,in der aus textilen Flächen verkaufsfertige Produkteentstehen – auch dies geschieht heute hochtechnisiert und automatisiert.
Wichtige Stationen des textilen Fertigungsprozessessind das Zuschneiden bzw. Stanzen von textilenFormteilen, das Nähen, Kleben und Schweißen alsVerbindungstechniken sowie abschließende Wärme-und Feuchtbehandlungen wie Bügeln, Dämpfen undFormfixieren.
3HERSTELLUNG
�41
HO
OH
OO
HO
HO
OHO
O
OH
HO
OH
O
O
HO
HO
OH
OO
HO
HOOH
O
O
HO
HO
OH
O
O
HO
OH
OH
OO
HO
β γα
HO
OH
OO
HO
HO
OHO
O
HO
OH
HO
O
O
HOHO
OH
OO
HO
HO
OHO
O
HO
OH
OH
O
OHO
HO
OH
OO
HO
HO
OHO
O
OH
HO
OH
O
O
HO
OH
OH
OO
HO HO
OH
OO
HO
HO
OH O
O
OH
HO
OH
O
O
HO
OH
OH
OO
HO
Abbildung 26
Chemische Strukturvon Cyclodextrinen
Die Versuchsreihe Nr. 4 und das Arbeitsblatt A 10auf der CD-ROM sind der Ausrüstung vonBaumwolle mit Beta-Cyclodextrin gewidmet.
DIDAKTISCHER<<< HINWEIS

HERSTELLUNG3
Auch in der Konfektion tragen Textilhilfsmittel dazubei, dass technische Fortschritte realisierbar sind, dassProzesse beschleunigt und die Qualität sowie dieWirtschaftlichkeit besser gesichert werden können.
Ein Beispiel ist das Nähen mit Hochgeschwindigkeits-Nähautomaten. Bei bis zu 4 000 Einstichen pro Minu-te entsteht eine sehr hohe Reibungswärme. Ohnespezialisierte Hilfsmittel würden beim Nähen Natur-fasern und cellulosische Chemiefasern verbrennen,synthetische Chemiefasern schmelzen. Ein andererAspekt sind die hohen Zugkräfte, die auf den Näh-faden ausgeübt werden. Daher kommt es darauf an,die im Nähprozess auftretende Reibung herabzu-setzen. Dafür werden Glättungsmittel wie Silikon-derivate und Paraffine für den Nähfaden und für dieNadel eingesetzt. Auch die textile Fläche selbst wirdreibungsmindernd präpariert.
42�
OOH
OHOOH
OO
O
OO
O
O O
O OO
O
OO
O
O
O
Mit einer hydrophoben Gruppe
O
N
NN ONa
OHO
OH
OH
OO
O
OO
O
O O
O OO
O
OO
O
O
O
Mit einer reaktiven Gruppe
Abbildung 27
Verankerung von Beta-Cyclodextrinderivaten

Im Wesentlichen sind es drei Bereiche, in denen wirtextile Erzeugnisse nutzen: Bekleidung, Wohnenbzw. Raumausstattung sowie technische Nutzungs-zwecke. Jedes Anwendungsgebiet ist für sich so viel-fältig und variantenreich, dass die nachfolgendenBeispiele stellvertretend für unzählig viele anderedargestellt werden.
4.1 Bekleidungstextilien
Da wir Menschen über kein eigenes Fell verfügen,um uns vor Kälte, Nässe oder Hitze zu schützen, sindwir auf Bekleidung angewiesen. Dabei sind wirgewohnt, Kleidungsstücke ganz nach Anlass oderZweck anzuziehen: Wer zur Schule oder zur Arbeitgeht, kleidet sich anders als jemand, der eine Discooder das Theater besuchen will.
Die Leistungen von Bekleidungstextilien – zu ihrenFunktionen gehört nicht zuletzt, dass sie kleidsamsind – werden von ihren Materialien und deren
Veredlungseigenschaften bestimmt. Eine Jeans ausrobustem Denimbaumwollstoff trägt sich anders alsein Pullover aus kostbarer Kaschmirwolle, einTrainingsanzug bietet ganz andere Funktionen alseine Badehose oder ein Bikini.
4.1.1 Funktionalität von Bekleidungstextilien
Die Anforderungen an Bekleidungstextilien habensich im Laufe der Zeit verändert. Der modischeAspekt ist längst nicht mehr der allein entschei-dende; auch die Funktionalität von Textilien be-stimmt inzwischen die Gestaltung von Alltags-kleidung mit – sie wird sogar zum Trendsetter. Funktionen wie gute Atmungsaktivität, Schutz vorUV-Strahlung sowie weitere gesundheitsschützendeund -fördernde Eigenschaften sind neben geschmack-vollem Design für Verbraucher zunehmend relevant.Durch die ständig steigenden Anforderungen an tex-tile Produkte und die Fortschritte in der Forschungund Entwicklung entstehen Hochleistungstextilien,die immer individuellere Problemlösungen bieten
�43
HighTex-Forschungsbeispiel Fleece: Hochleistung, die sich gut anfühlt
Unter Fleece versteht man eine leichte, zugleich voluminöse und stark geraute Ware aus Chemie-fasern. Dieses innovative Material wurde ca. 1980 in den USA entwickelt. Mit der Kombinationaus Wärmeisolation, Atmungsaktivität, Strapazierfähigkeit und Pflegeleichtigkeit, bei geringemEigengewicht, erwies es sich als besonders geeignet für extreme Klimabedingungen und fürSportler.
Textiltechnisch handelt es sich bei Fleece um Maschenware, deren Besonderheit eine Ober-fläche aus dicht an dicht aufrecht stehenden Schlingen ist. Diese werden mit speziellen Maschi-nen aufgeschnitten, sodass die sehr feinen Einzelfasern auseinandergehen: Eine flauschigeOberfläche entsteht. Dabei gilt: Je feiner die Einzelfaser ist, desto flauschiger fühlt sich dieOberfläche an. Die am häufigsten für Fleece eingesetzte synthetische Chemiefaser ist Polyester,weil sie nur 0,5 % ihres Eigengewichts an Feuchtigkeit aufnimmt, die sie auch nicht speichert,sondern schnell ableitet. Diese vorteilhafte Eigenschaft wird durch die große Oberfläche desFleece-Materials zusätzlich unterstützt.
Eine weitere Qualitätssteigerung für Fleece bringt der Einsatz von Microfasern. Darunter sindsynthetische Chemiefasern aus Polyester, Polyamid oder Polyacryl zu verstehen, die extrem feinsind. Microfasern werden zu Garnen gebündelt oder als Stapelfasern zu Garn versponnen. Wäh-rend übliche Polyestergarne aus bereits 40 Einzelfäden bestehen, bringt es ein Garn aus Micro-fasern auf rund 150 Einzelfäden. So lässt sich leicht nachvollziehen, warum Fleece aus Microfa-sern nochmals um ein Vielfaches flauschiger ist.
<<< EXKURS
4 Verwendung textiler Produkte
VERWENDUNG4

VERWENDUNG4
und dadurch unsere Lebensqualität stetig weiter ver-bessern.
Textilien für Sport und FreizeitTextilien, die bei sportlicher Betätigung getragenwerden, müssen besonders hohe Anforderungenerfüllen – im Spitzen- wie im Breitensport. Siesollten nicht nur möglichst knitterfrei, schnell trock-nend, wasserdicht und schmutzabweisend, sondernauch temperaturausgleichend, geruchabsorbierendsowie antibakteriell ausgerüstet sein. Man denkezum Beispiel an die Trikothose eines „Tour deFrance“-Fahrers auf seinem Weg durch die Pyrenäen:Sie muss dem Hochleistungssportler nicht nur einenguten, „reibungslosen“ Sitz auf seinem Fahrradsattelbieten, große Mengen von Schweiß aufnehmen undnach außen leiten, die Körperwärme abführen, son-dern auch „windschnittig“ sein sowie Schutz bietengegen den Fahrtwind, vor der Sonnenhitze, vorRegen und Kälte.
Auch bei Sportgeräten und -zubehör sind Hoch-leistungstextilien nicht wegzudenken. Ob es um dasTrampolin, den Fallschirm, das Kletterseil oder um
die Netze beim Fußball, beim Tennis oder auch fürden Angelsport geht – überall sind textile Erzeug-nisse im Spiel.
Membranen: Wetterschutz, der von innen kommtDen modernsten, wirkungsvollsten und angenehms-ten Wetterschutz für Kleidung sieht man nicht, hörtman nicht – und man spürt ihn auch nicht. Gleichwohlsorgt er für optimales Wohlbefinden. Der Grund dafürsind hauchdünne Membranen aus speziellen Kunst-stoffen. Sie bringen das Kunststück fertig, Feuchtig-keit von innen nach außen abzuleiten, aber der Nässe,die von außen kommt, den Weg nach drinnen zu versperren (Abb. 28). Die beiden bekanntestenWetterschutzsysteme für moderne Bekleidung tragendie Markennamen Gore-Tex und Sympatex.
Das Besondere an Gore-Tex ist eine Membran ausPolytetrafluorethylen. Dieses Material ist mikroporösund besitzt rund 1,4 Milliarden mikroskopischkleine Öffnungen pro Quadratzentimeter. Wegenihrer Oberflächenspannung haben Wassertropfenkeine Chance, die Membran zu überwinden. Wasser-dampfteilchen allerdings, wie sie zum Beispiel durch
44�
WindObermaterial Wasser AtmungsaktivitätFutterstoff Membran
Abbildung 28
Wetterschutzmembran

Körperwärme und Schweiß erzeugt werden, könnendie Poren problemlos passieren.
Sympatex ist eine geschlossene Membran ohnePoren und besteht aus einem Copolymer: ausPolyester (wasserabweisende Wirkung) und Poly-ether (Wasserdampf durchlassende Wirkung). Von außen kann kein Wassertropfen eindringen,Wasserdampfmoleküle aus dem Schweiß werdenjedoch durch die Membran von innen nach außengeleitet, d. h., Schweiß wird wie über einen Dochtvon innen nach außen abgeführt. Dabei sorgt derTemperaturunterschied zwischen Körper und Außen-luft für die richtige Fließrichtung.
Technisch haben beide Membranen gleichermaßenden Vorteil, dass sie hauchdünn (0,01 bis 0,02 mm)und deshalb auch sehr leicht sind. Der Anteil einerSympatex-Membran am Gewicht eines Anoraksbeträgt nur 40 g. Im Gegensatz zu den früher einge-nähten Folien rascheln sie nicht. Da die Membranenhauchzart und empfindlich sind, werden sie immermit einem Trägermaterial des Bekleidungsstückeskombiniert. In der Regel sind dies Gewebe,Maschenware oder Fleece. Die Membran wird aufden jeweiligen Trägerstoff aufgebracht (laminiert)und geht – je nach Verarbeitungsart – eine feste Ver-bindung mit Oberstoff, Futterstoff und/oder einemanderen Trägermaterial ein.
UV-Schutz: Textilien contra Sonnenbrand In Deutschland erkranken jährlich mehr als 100 000Menschen an Hautkrebs. Eine Ursache dafür ist einezu starke UV-Strahlung, welche die Haut schädigt.Deshalb sind UV-Schutz-Textilien auch in Europa zueinem wichtigen Thema geworden. Was viele nichtwissen: Biker, Jogger, Wanderer oder Kletterer, diesich stundenlang der Sonne aussetzen, riskiereneinen Sonnenbrand auch unter der Bekleidung. Einnormales weißes T-Shirt beispielsweise kann keinenausreichenden UV-Schutz bieten (Schutzfaktor ca. 10bis 15) – vor allem dann nicht, wenn es feucht odernass ist (Schutzfaktor 2 bis 3).
Dicht gewebte und schwere Textilien in dunklen Far-ben weisen in der Regel zwar einen höheren, abernicht immer ausreichenden UV-Schutz auf und siesind für sommerliche Temperaturen nicht geeignet.
Wissenschaftler der Universität Bochum fanden her-aus, dass ein kräftiges Grün bzw. Rot besondersgeeignet sind – Lichtechtheit vorausgesetzt. Dochtendieren Verbraucher bei Sommerhitze und Son-neneinstrahlung eher zu heller, leichter und damitUV-durchlässiger Bekleidung aus Baumwolle.
Die nicht zuletzt infolge der Diskussion um das„Ozonloch“ aktuelle Frage nach einem wirksamenSchutz vor Hautkrebs hat Textilhersteller dazu veran-lasst, Bekleidung mit integrierten UV-Filtern zu ent-wickeln. Eine Lösung besteht zum Beispiel in derMöglichkeit, Chemiefasern bereits im SpinnprozessPigmente zuzusetzen, die UV-Strahlen reflektieren.Als Pigmente werden meist nanoskalige Titandioxid-partikel eingesetzt. Bei entsprechender Verarbeitungkönnen damit Textilien hergestellt werden, dieeinen Lichtschutzfaktor von 60 oder mehr aufweisen– und das als permanenten Schutz, der sich nichtauswäscht. Eine andere Möglichkeit ist die Appli-kation farbloser „UV-Absorber“ (Textilhilfsmittel,Waschzusätze) auf dem Textil. Allerdings ist hierbeim Waschen auf die Dauer ein Ablösungseffektfestzustellen.
4.1.2 Mischgewebe
Die Textilkennzeichnung bringt es an den Tag: Heute sind die meisten Kleidungsstücke nichts fürPuristen. Das heißt, die verwendeten Garne bzw.Gewebe bestehen aus mehreren textilen Rohstoffen.Zum Beispiel aus einer Kombination von Polyesterund Baumwolle oder von Polyester und Schurwolle,mit unterschiedlichen Anteilen. Als „klassischeMischung“ gilt die Kombination von 55 % Polyestermit 45 % Schurwolle. Weitere für Mischgewebe verwendete Materialien sind etwa Leinen, Kaschmirund andere feine Tierhaare, Viskose/Modal, Poly-amid, Polyacryl, Elastan sowie Microfasern.
Mischgewebe sind in der Anwendung vor allem des-halb interessant, weil sie die vorteilhaften Eigen-schaften der Einzelfasern mehren und deren nachtei-lige Eigenschaften verringern. Sie laufen wenigerein, sind pflegeleichter und bügelfrei, Plissee- undFalteneffekte halten dauerhaft, die Reißfestigkeit isterhöht und auch die gute Knittererholung ist einüberzeugender Vorteil.
4VERWENDUNG
�45

VERWENDUNG4
Hinzu kommen wirtschaftliche Vorteile. So sindBaumwolle und Wolle teurer als Polyester. Mischun-gen sind also kostengünstiger als zum Beispiel„reine Wolle“.
4.2 Die Heimtextilien
Mit einem Anteil von 30 % am Gesamtumsatz derdeutschen Textilindustrie kommt der Heim- undHaustextilien-Industrie eine bedeutende Position zu.Dies entspricht dem breiten Anwendungsbereichvon Heimtextilien in der Ausstattung bzw.Gestaltung von Wohnräumen, Hotels, Restaurants,Büros und einer Vielzahl weiterer Nutzbauten.
GardinenstoffeDer weitaus größte Teil der Gardinenstoffe wirdinzwischen aus synthetischen Garnen gefertigt.Moderne Gardinen zeichnen sich durch eine hoheFestigkeit aus. Sie haben eine sehr gute Formbestän-digkeit und sind pflegeleicht; d. h., sie sind leicht,schnell waschbar und trocknen schnell, sie sind knit-terfest und bügelfrei. Sie besitzen eine außerordent-liche Lichtbeständigkeit – auch bei intensiverSonneneinstrahlung bleibt der Weißgrad der Gar-dine erhalten – und sind unempfindlich gegenüberUV-Strahlen.
DekostoffeUnter Dekorationsstoffen werden im weitesten Sinnealle Vorhang- und Wandbespannungsstoffe zusam-mengefasst, die zur Raumdekoration dienen. Nebenmodischen und dekorativen Aspekten gewinnen zumBeispiel Brandschutz oder schwere Entflammbarkeitan Bedeutung. Vorhänge und Wandbespannungen,die gezielt Schall sowohl reflektieren als auch absor-bieren, tragen dazu bei, auf der einen Seite den Hör-genuss zu erhöhen und zu bewahren und auf deranderen Seite die Nachbarn vor Lärmbelästigung zuschützen. Sogar ein Schutz gegen elektromagnetischeFelder (Elektrosmog) ist durch Verwendungspezialisierter Vorhang- und Dekostoffe möglich.
MöbelstoffeOb Sessel oder Sofa: Gemütlichkeit, das Gefühl derGeborgenheit, die Möglichkeit zur Entspannung – alldas wird in hohem Maße auch durch den Bezugsstoff
vermittelt. Er kann ein Flachgewebe, ein Polgewebe(Velours) oder auch ein Microfaser-Vliesstoff sein. Zuden bevorzugten Materialien für textile Möbelstoffezählen Wolle, Polyamid, Polyacrylnitril und Mischge-webe. Eine schmutzabweisende Ausrüstung, keineKnötchenbildung (Pilling), eine hohe Lichtechtheitund ein gute Reibechtheit (nass und trocken) sindMerkmale einer guten Qualität.
TeppicheFür die Produktion textiler Bodenbeläge werdenNaturfasern (zum Beispiel Wolle oder Hanf), genausowie synthetische Chemiefasern eingesetzt, vor allemPolyamid. Teppiche werden gewebt, geknüpft, ge-tuftet oder als Nadelfilz hergestellt. Die wichtigstenAnforderungen an die Ausrüstung modernerTeppiche sind eine geringe elektrostatische Aufla-dung, ihre Maßgenauigkeit und Formstabilität, eingutes Schallschluckvermögen, eine hohe Abrieb-bzw. Verschleißfestigkeit, eine hohe Lichtechtheitsowie eine gute Reib- und Shampoonierechtheit.
DeckenDecken sind einseitig oder beidseitig geraute – beiNaturfasern gewalkte – füllige, flauschige, konfektio-nierte Gewebe oder auch Vliese aus Schurwolle,Echthaaren, Baumwolle oder Chemiefasern undderen Mischungen. Man unterscheidet Decken nachden Rohstoffarten, der Herstellungsart, derMusterung sowie dem Einsatzzweck. In jedem Fallspielen das Rohmaterial, die Konstruktion (Garn-feinheit) und die Ausrüstung der Decke für die Qua-lität eine nahezu gleichwertige Rolle.
BettwäscheNach wie vor ist Bettwäsche aus 100 % Baumwolledie am meisten nachgefragte Qualität. Allerdingswerden bügelfreie und pflegeleichte Produkte ausMischungen mit Polyester immer beliebter, und dieEntwicklung schreitet voran: So gibt es inzwischenWäsche, die mit Aromen wie Rosenduft ausgerüstetist, oder solche, die Gerüche absorbiert.
TischwäscheSchmutzabweisend und pflegeleicht muss zeitge-mäße Tischwäsche sein. Mit den modernen Ausrüs-tungen ist das weitgehend zu verwirklichen. So lässtsich zum Beispiel eine Tischdecke aus Baumwolle
46�

oder Polyester mit einer Acryl-Beschichtung derartschmutzabweisend ausrüsten, dass sie sich wie einWachstuch feucht abwischen lässt – ohne den textilenCharakter einer Stoffdecke einzubüßen. Ebensopflegeleicht ist Baumwolle mit Teflonbeschichtung.
FrottierwareFrottierware erkennt man an den charakteristischenSchlingen auf einer oder auf beiden Seiten desGewebes. Sie sorgen für die sehr gute Saugfähigkeitdes Frottiermaterials. Besonders pflegeleicht ist eineMaterialmischung aus 70 % Baumwolle und 30 %cellulosischen Chemiefasern. Die bessere Wasserauf-nahme dieser Mischung ist ein weiterer Vorteilgegenüber der Verwendung von ungemischtenMaterialien.
4.3 Technische Textilien
Als „Technische Textilien“ werden Industrietextiliensowie Funktionsbekleidung oder Hygieneproduktebezeichnet, die nicht zu den allgemeinen Beklei-dungs- und Heimtextilien gehören. Tabelle 7 gibteinen Überblick über die derzeit wichtigsten Einsatz-gebiete dieser sogenannten „Technischen Textilien“.
Bei den Technischen Textilien spielen Chemiefasernaus synthetischen Polymeren (zum Beispiel Polyamide,
Polyester, Polytetrafluorethylen, Polyethylen, Polypro-pylen, Polyacrylnitril usw.) die dominierende Rolle.Für die jeweiligen Anwendungsgebiete können siemit speziellen Eigenschaftsprofilen maßgeschneiderthergestellt werden (Tab. 8 auf der CD-ROM).
Ebenfalls eingesetzt werden Chemiefasern ausnatürlichen Polymeren, zum Beispiel in Form vonViskose-Cord als textiler Verstärkung in Autoreifen,in Form von Celluloseacetat für Zigarettenfilter(Filter- Tow) oder als hochreine Viskose für Hygiene-produkte (Binden, Tampons), da Naturfasern denAnforderungen dieser Produkte nicht genügen. Vonden Naturfasern wird derzeit Baumwolle lediglich alsTechnisches Textil bei medizinischen Produkten oderbei Hygieneartikeln eingesetzt. Wollabfälle kommenals Dicht- und Dämmstoffe zum Einsatz. Aktuellstrebt jedoch vor allem die Automobilindustrie an,zunehmend nachwachsende Rohstoffe zu verwen-den. Dadurch würden in Zukunft neben den cellulosischen Chemiefasern auch die Naturfaserneine breite Anwendung in diesem Bereich finden.
4.3.1 Textilien in der Verkehrstechnik
In einem Personen- oder Lastkraftwagen befindensich durchschnittlich mehr als 20 kg Textilien. Siedienen dem Insassenschutz, beispielsweise alsSicherheitsgurt und als Airbag.
4VERWENDUNG
�47
Abbildung 29
Kleidung für extremeBeanspruchungen,z. B. am Hochofen, inder Raumfahrt, imMotorsport

Ebenso unentbehrlich sind sie für Filtersysteme,Schläuche, Keilriemen und für die Lärmdämmung.Unmittelbar sichtbar sind sie bei der Innenaus-stattung: als Sitzbezug, Dachhimmel oderKofferraumauskleidung.
In der Luft- und Raumfahrt werden Technische Texti-lien in Form von textilen Werkstoffen, Faserverbund-kunststoffen und auch in Form von kohlefaserver-stärkten Kunststoffen eingesetzt. Vorteile gegenüberMetallwerkstoffen sind Gewichtseinsparung(dadurch geringerer Treibstoffverbrauch), Hitzebe-ständigkeit, dynamische Festigkeit, Schwingungs-dämpfung, aber auch Flexibilität. In Raumanzügenschützen Technische Textilien den Astronauten vorschädlicher Strahlung, Kälte und mechanischen Verletzungen.
4.3.2 Schutzbekleidung für Extremsituationen
Unter Schutzbekleidung ist vor allem Berufsbe-kleidung für extreme Arbeitsbedingungen zu verste-hen. Dabei kann es um den Schutz vor Hitze oder vorKälte gehen, um den Schutz vor Chemikalien odervor Strahlung oder auch vor physikalischen Einwir-kungen wie etwa Schüssen. Hinzu kommt oft dieAnforderung, dass die Träger der Bekleidung deut-lich erkennbar sein sollen, wofür entweder die Farb-gebung oder die Ausstattung mit Reflektoren sorgenkann. Auf Schutzbekleidung angewiesen sind be-stimmte Berufsgruppen wie die Feuerwehr, die Poli-zei, der Grenzschutz, das Militär sowie Beschäftigteder Stahl-, der Energie- oder der chemischen Indus-trie. Aber auch an die Arbeitskleidung für andereBereiche – zum Beispiel Müllabfuhr, Straßenbau,
48�
Einsatzgebiet
Fahrzeugtechnik
Arbeitssicherheit
Medizin und Hygiene
Verfahrenstechnik
Agrartechnik
Bautechnik
Umweltschutz
Förder-, Transport- und Lagertechnik
Industrie
Sport und Freizeit
Anwendungsbeispiele
Airbags, Sicherheitsgurte, Antriebselemente, Filtersysteme,Reifen, Schläuche, Akustik-, Dämmteile
Stich- und Projektilschutz, Hitze-/Strahlenschutz,Kälteschutz, Chemikalienschutz, Warnkleidung,Wetterschutz, Schnittschutz
Aufnahme von Körperflüssigkeiten, Implantate, Chirurgie,Wundversorgung, Dialyse, Erste Hilfe, Reha
Prozessgasreinigung, Flüssigkeitstransport, Entwässerung,Dichtungen, Auskleidungen, Reinigungstechnik
Silos, Pflanzbehälter, Tieraufzucht, Wasserspeicherung,Beschattung, Bodenbewässerung
Straßenbau, Lärmschutz, Dämmstoffe, Sicht- und Sonnen-schutz, Bau-Sicherheit
Luftreinigung, Wasserreinigung, Gewässerschutz, Recycling
Silos, Container (Bags), Abdeckplanen, Großzelte,Förderbänder, Lasthebegurte
Antriebstechnik, Dämpfungselemente, Schmelzprozesse,Walzenbezüge, Schleiftechnik, Filtrationen, Isolationen
Schuhe, Trimmgeräte, Segelsport, Alpinistik, Angelsport,Radsport
Tabelle 7
Überblick über die wichtigsten Einsatzge-biete Technischer Textilien
VERWENDUNG4

�49
Umweltschutz, Untertagebau, Gleisbau und Flug-hafenvorfeld – werden besondere Anforderungenhinsichtlich Sicherheit und Zweckmäßigkeit gestellt.
Ein eindrucksvolles Beispiel, welchen extremenBelastungen die Textilien ausgesetzt sind, gibt dieArbeitssituation eines Arbeiters am Hochofen. DieKleidung darf nicht schmelzen, nicht schrumpfen;sie darf die Temperatur direkt auf der Haut nichtüber 45 °C steigen lassen. Denn bei Temperaturenvon mehr als 45 °C werden Schmerzen, bei Temperaturenvon mehr als 55 °C werden Verbrennungserschei-nungen hervorgerufen. Für solche Hitzeschutz-anzüge werden Aramide oder Imide eingesetzt (Tab. 8 auf CD-ROM).
4.3.3 Textilien für Hygiene und Medizin
Textilien für den hygienischen und den medizini-schen Gebrauch kennen wir alle. Bereits die Kleins-ten profitieren von immer besseren, saugfähigeren,bequemeren und sogar pflegenden Einmalwindeln.Über den Schnitt am Daumen wird ein Pflaster ge-klebt, das besonders soft, extrarobust oder auchwasserfest sein kann. Die Blase am Fuß wird eben-falls mit einer speziellen Wundauflage behandelt.
Generell werden an Textilien für den hygienischenund den medizinischen Einsatz besondere Anfor-derungen zu deren spezifischen Funktionen undnachweisbaren Eigenschaften gestellt. Im Hygiene-bereich, zum Beispiel bei Damenbinden, bietenetwa bioabbaubare Polymere die Möglichkeit einerumweltfreundlichen Kompostierung – bei zusätzlichverbesserter Körperverträglichkeit und antimikrobiellerAusrüstung. Bei antimikrobiellen Produkten sindallerdings nur die organischen Substanzen bioab-baubar. Im Krankenhaus kommen Einmalartikel ausVliesstoffen zum Einsatz – neue Membrantextilienmit mikroporösen Beschichtungen (Porendurchmes-ser < 0,1 μm) gewährleisten eine hohe Keimdichtig-keit. Ein weiteres eindrucksvolles Beispiel für spezi-elle Anforderungen, die an ein Technisches Textil ge-stellt werden, ist der chirurgische Nähfaden. Er mussunter anderem biologisch abbaubar sein – sich alsonach einer gewissen Zeit auflösen. Dies ermöglichenu. a. Polyester auf der Basis von Milchsäure.
4.3.4 Textiles Bauen
Der Einsatz von textilen Werkstoffen zur Isolierungund Wärmedämmung ist seit Langem bekannt. Tex-tile Flächen aus Chemiefasern mit einer beidseitigen
4VERWENDUNG
Abbildung 30
Stadionbedachung derAOL-Arena in Hamburg

VERWENDUNG4
Kunststoffbeschichtung – sogenannte Membranen –eröffnen jedoch vollkommen neue Dimensionen imBaubereich. Für Dächer wird hier ein Material ge-nutzt, das sich gegenüber herkömmlichem Baumate-rial durch eine hohe Lichtdurchlässigkeit undFlexibilität sowie ein geringes Flächengewicht beigleichzeitig extrem hoher Zugfestigkeit auszeichnet.Damit werden zum Beispiel große Flächen stützen-frei überdacht, wurden lichtdurchflutete Räumegeschaffen und vollkommen neue Formen baulichumgesetzt; zudem wird eine hohe Aufmerksamkeitdurch außergewöhnliche Form- und Farbgebungerreicht.
Das eingesetzte Chemiefasergewebe kann grund-sätzlich aus den verschiedensten Kunststoffen wiebeispielsweise Polyamid, Polypropylen, Polyethylenoder Polyester hergestellt werden. Für die beidseiti-ge Beschichtung der Gewebe wird vorwiegend PVCeingesetzt, das eine Vielzahl von chemischen Zu-sätzen erlaubt. Dadurch ist gewährleistet, dass dasMembranmaterial in seinen wichtigsten Eigenschaf-ten – Dichtigkeit, Lichtdurchlässigkeit, UV-Beständig-keit, Beständigkeit gegen verschiedene Mediensowie Abriebfestigkeit – den einsatzspezifischenAnforderungen genau angepasst werden kann.
Aber auch mit Beton sind textile Materialien sehrgut zu kombinieren. Ein aktuelles Beispiel dafür ist„Textilbeton“, der wegen seiner Flexibilität und Wet-terresistenz bevorzugt im Straßenbau eingesetztwird. Darüber hinaus gewinnen Glasfasergewirke beider Herstellung von dünnwandigen – also auchleichteren – Betonteilen vermehrt an Bedeutung.
50�

5.1 Schutz der Umwelt
Die Textilindustrie nimmt im Wesentlichen Einflussauf die Umweltmedien Wasser und Luft.
5.1.1 Abwasser
Innerhalb der textilen Kette ist die Textilveredelungder Bereich, in dem viel Wasser benötigt wird. DasAbwasser wird bei den meisten Unternehmen direktüber die öffentliche Kanalisation in die kommunaleKläranlage eingeleitet. Für den Umgang mit betrieb-lichen Abwässern sind verschiedene wasserrechtlicheBestimmungen auf Bundes-, Landes- und kommuna-ler Ebene zu beachten. Im Mittelpunkt für die Unternehmen steht hier der „Anhang 38“ zurAbwasserverordnung mit seinen Anforderungen fürden Bereich der Textilherstellung und Textilver-edelung. Danach dürfen eine Reihe von Substanzen,wie z. B. chlororganische Färbebeschleuniger, imAbwasser nicht enthalten sein – was einemAnwendungsverbot gleichkommt.
Die Abwässer entstehen im Wesentlichen in den vierBereichen
� Textile Vorbehandlung (Waschen, Entschlichten,Abkochen, Bleichen, Mercerisieren, Laugieren)
� Färberei (kontinuierlich/diskontinuierlich)� Druckerei� Ausrüstung
Im Zuge der Veredelung gelangen diejenigen Chemi-kalien ins Abwasser, die entweder
� bei der Herstellung der Fasern sowie bei derHerstellung von Garnen und Flächengebilden ein-gesetzt und bei der Vorbehandlung vom textilenSubstrat entfernt werden oder die
� bei den Veredlungsprozessen eingesetzt werden.
Dabei ist grundsätzlich zwischen den Textilhilfsmit-teln (die überwiegend organische Substanzen enthal-ten), den Textilgrundchemikalien (anorganische Stof-fe, aliphatische organische Säuren, organische Re-duktions- und Oxidationsmittel sowie Harnstoff) und
den Farbmitteln (Farbstoffen und Farbpigmenten) zuunterscheiden. Die meisten am Markt erhältlichenTextilhilfsmittel sind im sogenannten Textilhilfsmit-tel-Katalog verzeichnet.
In vielen Textilhilfsmitteln sind Tenside enthalten.Diese dürfen nur verwendet werden, wenn sie ingenügendem Maße biologisch abbaubar sind.Bestimmte Tenside, sogenannte Nonylphenolethoxy-late, werden zu Stoffen abgebaut, die eine höhereaquatische Toxizität (Giftigkeit gegenüber Wasser-lebewesen) aufweisen als die Ausgangssubstanzen.Deshalb verzichten die Textilhilfsmittelhersteller unddie Textilindustrie in Deutschland seit vielen Jahrenauf deren Einsatz. Seit 2005 gibt es ein gesetzlichesVerbot in der gesamten Europäischen Union.
Die Textilhilfsmittelhersteller ordnen den von ihnenverkauften Textilhilfsmitteln sogenannte Abwasserre-levanzstufen (ARS) zu:
ARS I wenig abwasserrelevantARS II abwasserrelevantARS III stark abwasserrelevant
Zur Auswahl geeigneter Hilfsmittel kann die Textil-veredelungsindustrie nun außer anwendungstech-nischen Eigenschaften und dem Preis auch noch aufeinfache Weise die Abwasserrelevanzberücksichtigen. Dieses Konzept ist nicht gesetzlichvorgeschrieben, sondern wird von der Textilhilfs-mittelindustrie und der Textilveredelungsindustriefreiwillig angewendet. Das Konzept ist außer-ordentlich erfolgreich: Von 1997 bis 2005 hat derAnteil der ARS-I-Produkte um 30 % zugenommen undder der ARS-III-Produkte um 83 % abgenommen.
5.1.2 Luft
Die im wässrigen Medium vorbehandelten, gefärb-ten, bedruckten und ausgerüsteten Textilien werden
5ÖKOLOGISCHE ASPEKTE
�51
Die Ökobilanz des Waschens wird auf demArbeitsblatt A 18 thematisiert.
DIDAKTISCHER <<< HINWEIS
5 Ökologische Aspekte der Herstellung und der Verwendung von Textilien

ÖKOLOGISCHE ASPEKTE 5
in bestimmten Aggregaten, sogenannten Spann-rahmen, getrocknet und fixiert. Der Schadstoffgehaltder dabei entstehenden Abluft muss den gesetz-lichen Regelungen der Technischen Anleitung Luft(TA Luft) des Bundesimmissionsschutzgesetzes genü-gen, was zum Teil mit hohem Reinigungsaufwandverbunden ist. Deshalb müssen die Verfahren unddie Auswahl der Textilhilfsmittel auch hinsichtlichihrer Abluftrelevanz optimiert werden. Dies geschiehtim Rahmen eines Bausteinekonzepts: Der Textilhilfs-mittelhersteller teilt dem Textilveredeler einen soge-nannten Emissionsfaktor des Hilfsmittels mit. InKenntnis seines Verfahrens errechnet dieser die zuerwartenden Emissionen und achtet darauf, dass sieunter dem gesetzlich zulässigen Limit liegen. DieÜberwachung der Einhaltung der Emissionswerteerfolgt durch die Behörden stichprobenweise. DiesesKonzept hat sich seit Jahren bewährt.
5.2 Schutz der Verbraucher
Textilien gehören in Deutschland zu den Bedarfs-gegenständen, die dazu bestimmt sind, nicht nurvorübergehend mit dem menschlichen Körper inBerührung zu kommen. Die Herstellung, der Vertriebund der Verkauf solcher Bedarfsgegenstände sindgesetzlich geregelt – im sogenannten Bedarfsgegen-ständegesetz. Dieses Gesetz verbietet es, derartigeGegenstände herzustellen, zu behandeln oder zu
vermarkten, sofern sie die Gesundheit schädigen,zum Beispiel wenn toxikologisch wirksame Stoffedarin enthalten sind. Diese allgemeine Bestimmungwird in der Bedarfsgegenständeverordnung nur füreinige wenige Fälle konkretisiert. Am wichtigsten istdie Bestimmung, dass Textilien nicht solche Azofarb-stoffe enthalten dürfen, die in krebserzeugendearomatische Amine aufgespalten werden können. Von den ca. 3 000 Azofarbstoffen sind ca. 120 vondiesem Verbot betroffen.
5.3 Textilunverträglichkeiten
In der Regel fühlen wir uns in unserer Kleidungwohl. Die getragenen Textilien behagen unserer Haut und offenbar beeinträchtigen die bei derHerstellung verwendeten Textilhilfsmittel undFarbstoffe in aller Regel nicht unser Wohlbefinden.Das liegt vor allem daran, dass die meisten Textilhilfs-mittel lediglich zur Produktion der Textilieneingesetzt und bereits während des Herstellungspro-zesses wieder ab- bzw. herausgewaschen werden.Lediglich die Ausrüstungschemikalien, die etwa dasEinlaufen verhindern sollen oder dafür sorgen, dassdas Textil bügelleicht ist, sowie die Farbstoffe verblei-ben auf dem Endprodukt. In seltenen Fällen könnenTextilien, Textilhilfsmittel und Farbstoffe trotzdemHautreaktionen hervorrufen.
52�
NH2+ NaNO2, + HCl, + H
- H- 2 H2O- NaCl,
N=Nl
R
Aromatisches Amin1 Diazoniumsalz Kupplungskomponente,oft ein aromatisches Amin
Azospaltung durchreduzierende Agenzien
+
+1R1
R2
NH2
R2
NH2
N
R1
N
Azofarbstoff Aromatische Amine
R2
NH2
H2N
+
+
+
NH2
R1
Abbildung 31
Synthese und Spaltungvon Azofarbstoffen

5.3.1 Textilfriktion
Die sogenannte „Textilfriktion“ kann auftreten, wennzu enge Kleidung auf der Haut reibt und scheuert,was besonders in den Faltenregionen, also etwa inder Leistenbeuge oder am Oberschenkel, häufigerauftritt. Sie wird begünstigt durch das Tragen vonWäsche, die nicht genügend Schweiß aufnimmt. DieFolgen sind Rötungen und ein Aufrauen der Haut,die mit einem Jucken oder Brennen verbunden seinkönnen. Solche Reaktionen sind bekannt unter denBezeichnungen „Wolf“ oder „Jeans-Dermatitis“.
Zu den durch abstehende Faserenden verursachtenphysikalischen Irritationen, zählt auch die Woll-Emp-findlichkeit, die sich durch Kribbeln oder Kratzenäußert, manchmal auch in Form von Rötungen undEkzemen. Sie tritt häufiger und stärker auf an feuch-ter Haut und bei Jüngeren. Werden die Ursachen vonTextilfriktionen beseitigt, verschwinden meist auchdie Hautreizungen.
5.3.2 Textilallergien
Immer wieder wird von „Allergien“ durch Kleidungs-stücke berichtet und schnell wird „die Chemie“ dafürverantwortlich gemacht. Dabei ist oft gar nicht klar,ob es sich um eine allergische oder um eine irritativeHautreaktion handelt oder ob diese durch chemischeStoffe oder durch physikochemische (auf der physika-lischen Chemie basierende) Eigenschaften der Faseroder der Konfektion selbst hervorgerufen wird.
Eine Beeinflussung der menschlichen Haut kann aufverschiedene Mechanismen zurückzuführen sein:Zellschädigende (zytotoxische) Effekte einer Substanzkönnen ebenso wie rein mechanische (physikalische)Einflüsse, zum Beispiel Wollunverträglichkeit, zueiner Hautreizung (Irritation) führen. Durch denHautkontakt mit den Wollfasern werden Rezeptorenund periphere Nervenfasern in der Haut derart stimu-liert, dass die Haut anfängt zu jucken. Die Reaktionenkönnen von Rötungen bis hin zu ekzematösen Verän-derungen reichen. Aber auch durch zu eng sitzendeKleidung, scheuernde Etiketten und Nähte könnenHautirritationen ausgelöst werden. Unverträglich-keitsreaktionen zum Beispiel auf Wolle treten sehrhäufig auf, echte allergische Reaktionen dagegen
vergleichsweise selten. Der seit 1992 tätigeArbeitskreis zur „Gesundheitlichen Bewertung vonTextilhilfs- und Farbmitteln“ des Bundesinstitutes fürRisikobewertung (BfR) stellte fest, dass dokumentier-te Textilienkontaktallergien selten sind; sie machenmaximal 1 % bis 2 % aller beobachteten Kontaktder-matosen aus. Die häufigsten und auch aggressivstenAllergene sind Blütenpollen, Tierhaare und Inhalts-stoffe von Nahrungsmitteln.
Grundlage der allergischen Reaktion Der menschliche Organismus kann zwischen körper-eigenen Geweben und körperfremden Stoffen unter-scheiden. Körperfremde Stoffe, auf die das Immun-system feindlich reagiert, werden Antigene genannt.Zur Abwehr der Antigene kann das Immunsystem beieinem ersten Kontakt spezifische Antikörper bilden.Oder es entstehen spezifische Körperzellen, soge-nannte T-Lymphozyten. Nach diesem ersten Kontaktist das Immunsystem sensibilisiert. Bei einem wieder-holten Kontakt findet ein Kampf in Form einerAntigen-Antikörper-Reaktion statt. Eine zweite Formist eine Immunreaktion, bei der die T-Lymphozytenden Kampf mit den Antigenen aufnehmen. Ist dieAbwehrreaktion des Immunsystems unverhältnismä-ßig stark, nennt man die eindringenden körper-fremden Stoffe Allergene. Die allergischen Reaktionenreichen von juckenden Quaddeln über allergischenSchnupfen bis hin zu Atemnot oder Kreislaufversagen.
Seidenbast-AllergieDas in der Rohseide natürlich vorkommende Seiden-bastprotein Sericin war bis vor einigen Jahren beisensibilisierten Personen die Ursache für allergischeAtemwegserkrankungen. Das Immunsystem lösteinnerhalb von Minuten eine Antigen-Antikörper-Reak-tion aus. Da das Sericin heute als Allergen bekannt
5ÖKOLOGISCHE ASPEKTE
�53
Eine umfassendere Übersicht über gesundheit-liche Aspekte von Textilien ist auf der Websitedes Bundesinstitutes für Risikobewertung zu finden: http://www.bfr.bund.de (Rubrik „Bedarfs-gegenstände“/Weitere Informationen/Textilien).Die Liste der verbotenen Azofarbstoffe ist auf der Website des Verbandes der ChemischenIndustrie zu finden: www.vci.de
<<< HINWEIS

ÖKOLOGISCHE ASPEKTE 5
ist, wird es aus der Rohseide ausgewaschen, sodassderartige Reaktionen nicht mehr zu befürchten sind.
Textilfarbstoffe und AllergienIn Deutschland sind für selten auftretende textil-bedingte Kontaktallergien hauptsächlich Färbungenschlechter Qualität mit bestimmten Dispersionsfarb-stoffen verantwortlich. Unter dem Stichwort „Strumpf-farbenallergie“ bzw. „Nylonstrumpf-Dermatitis“ istdas Phänomen in den 70er-Jahren in die Literatureingegangen, in den 90er-Jahren wurden sogenann-te „Leggins-Allergien“ beschrieben. Ursache war inbeiden Varianten eine falsche Kombination vondiesen Dispersionsfarbstoffen und textilem Substrat.Es wurden Farbstoffe eingesetzt, die auf den verwen-deten Polyacetat- und Polyamidfasern nur eine unge-nügende Echtheit zeigen und ausbluten. Bedingtdurch diese Vorfälle und aufgrund intensiver wissen-schaftlicher Untersuchungen wurde das Problemerkannt. Auf den Einsatz solcher allergisierenden Dispersionsfarbstoffe wird heute in der europäischenTextilveredelungsindustrie verzichtet.
Zuerst waschen – dann tragenWer zu Allergien neigt, sollte Textilien mit direktemHautkontakt nicht gleich anziehen, sondern sie – auchaus hygienischen Gründen – zunächst waschen,damit eventuelle Reste der in der Produktion einge-setzten chemischen Substanzen entfernt werden.
5.4 Kennzeichnung von Textilien
Die Textilkennzeichnung gibt Auskunft über die Artdes Fasermaterials des textilen Artikels, zum Beispieldarüber, ob es sich um reine Baumwolle oder umPolyester handelt. Wenn ein Mischgewebe vorliegt,wird darüber informiert, welche Fasern zu welchenAnteilen darin verarbeitet wurden. Pflegehinweiserichten sich an Verbraucher, Wäschereien und Chemi-sche Reinigungen. Sie enthalten Empfehlungen zumWaschen von Textilien, zum Einsatz von Bleich- undFleckentfernungsmitteln, zur chemischen Reinigung,zum Trocknen im Wäschetrockner und zum Bügeln(Abb. 32). Die Textilkennzeichnung ist gesetzlich vor-geschrieben. Die Angaben zur richtigen Pflege sindfreiwillig.
5.4.1 Öko-Label
Bekleidungstextilien dienen dazu, die Menschen vorKälte und Nässe zu schützen. Darüber hinaus sindmit der Verwendung von Bekleidung stets auchkulturelle Aspekte verknüpft wie zum Beispiel Mode,Status etc. Einer dieser kulturellen Aspekte ist derseit Ende des letzten Jahrhunderts besonders inMitteleuropa gepflegte Umweltgedanke, der sich mitden folgenden drei Begriffen charakterisieren lässt.
Produktionsökologie Diese beschreibt, unter welchen umweltrelevantenBedingungen Produkte hergestellt werden. Einbesonderes Augenmerk wird dabei auch der Auswahlder Rohstoffe gewidmet.
HumanökologieSchwerpunkt dieses Ansatzes ist die Wirkung, dieProdukte wie zum Beispiel Bekleidungs- oder Heim-textilien auf den Menschen haben. Dabei steht dieVermeidung einer Gefährdung durch Schadstoffe, diebei normalem Gebrauch auf die Haut gelangen undin den Körper eindringen können, im Vordergrund.
EntsorgungsökologieSie betrachtet den umweltrelevanten Aspekt des Ver-bleibs von Produkten nach ihrem Gebrauch.
Textil- und Bekleidungshersteller arbeiten daran, ihreProdukte so zu gestalten, dass Schadstoffe gar nichterst in bedenklichen Konzentrationen auftreten – undzwar mit Erfolg. Das Bundesinstitut für Risikobe-wertung konnte nach Auswertung von eigenen Unter-suchungen, von Analyseergebnissen der Über-wachungsbehörden und von Informationen aus derIndustrie schließlich feststellen, „dass das Potenzialeiner gesundheitlichen Gefährdung durch Textiliensehr gering ist, vor allem, wenn es sich um Textilienaus Deutschland handelt“. Der Textilverbraucherkann an den Waren im Kaufhaus jedoch nichtablesen, bei welchen Produkten sich der Herstellerbesondere Mühe im Hinblick auf die Textilökologiegegeben hat. Für eine Kurzinformation zu diesemAspekt sorgen in den letzten Jahren zunehmend diesogenannten Öko-Label.
54�

5ÖKOLOGISCHE ASPEKTE
�55
Abbildung 32
Übersicht vonPflegesymbolen(Stand: Juli 2006)
WASCHEN(Waschbottich)
Normal-wasch-gang
Normal-wasch-gang
heiß bügeln
keine Chemisch-reinigung möglich
mäßig heiß bügeln nicht bügelnnicht heiß bügeln;Vorsicht beim Bügeln
mit Dampf
Schon-wasch-gang
95
BLEICHEN(Dreieck)
BÜGELN(Bügeleisen)
PROFESSIONELLETEXTILPFLEGE
(Reinigungstrommel)
95
Schon-wasch-gang
6060
Normal-wasch-gang
Spezial-schon-wasch-gang
Schon-wasch-gang
40 40 40
Normal-wasch-gang
Spezial-schon-wasch-gang
Schon-wasch-gang
30 30 30
Hand-wäsche
nichtwaschen
Die Zahlen im Waschbottich entsprechen den maximalen Waschtemperaturen, die nicht überschritten werden dürfen. Der Balken unterhalb des Waschbottichs verlangt nach einer (mechanisch) milderen Behandlung
(Schonwaschgang). Er kennzeichnet Waschzyklen, die sich zum Beispiel für pflegeleichte und mechanisch empfindliche Artikel eignen. Der doppelte Balken kennzeichnet Waschzyklen mit weiter minimierter Mechanik, z. B. für Wolle.
Chlor- und Sauerstoffbleiche zulässig nur Sauerstoffbleiche zulässig;keine Chlorbleiche gestattet
nicht bleichen
Die Punkte kennzeichnen die Temperaturbereiche der Reglerbügeleisen.
Die Buchstaben sind für den Chemischreiniger bestimmt. Sie geben einen Hinweis auf die in Frage kommenden Lösemittel.
Der Balken unterhalb des Kreises verlangt bei der Reinigung nach einer Beschränkung der mechanischen Bean-spruchung, der Feuchtigkeitszugabe und/oder der Temperatur.
Dieses Symbol kann Artikel kennzeichnen, die im Nassreinigungsverfahren behandelt werden können.Es wird als zweite Zeile unter dem Symbol für die Chemischreinigung angebracht.
Die Balken unterhalb des Kreises verlangen bei der Nassreinigung nach einer Beschränkung der mechanischen Beanspruchung (siehe Waschen).
P FFP
WW W
TUMBLER-TROCKNUNG
(Trockentrommel)
Die Punkte kennzeichnen die Trockenstufe der Tumbler (Wäschetrockner).
Trocknen im Tumblernicht möglich
Trocknen mit normaler thermischer Belastung
Trocknen mit reduzierterthermischer Belastung

ÖKOLOGISCHE ASPEKTE 5
Es gibt Label von Herstellern, von Handelshäusern,von Prüfinstituten und von politischen Institutionen.
Der Verbraucher ist in erster Linie an der humanöko-logischen Unbedenklichkeit interessiert. Deshalbkonzentrieren sich die meisten der miteinanderkonkurrierenden Öko-Label auf diesen Aspekt. Dersogenannte Öko-Tex Standard 100 ist das am weites-ten verbreitete Label in Deutschland (Abb. 33). DerHerausgeber, die Internationale Gemeinschaft fürForschung und Prüfung auf dem Gebiet derTextilökologie (www.oeko-tex.com), bietet auch einPrüfverfahren an, das die Produktionsökologie miteinbezieht; die entsprechende Zertifizierung wird alsÖko-Tex Standard 1 000 bezeichnet. Auch das Ver-gabeverfahren für das Umweltzeichen der Europä-ischen Union für Textilien (Abb. 33) bezieht die Pro-duktion des Textils, die Unbedenklichkeit desProduktes und Gebrauchstauglichkeitskriterien wiezum Beispiel Farbechtheit mit ein.
5.4.2 Verbleib der Textilien nach Gebrauch
Der Textilienverbrauch in der BundesrepublikDeutschland lag 1994 pro Kopf und Jahr zwischen 23 kg und 26 kg; das hat sich seitdem kaumgeändert. Mit den Problemen der Entsorgung dieserriesigen Textilmengen beschäftigt man sich aller-dings erst seit circa 15 Jahren.
Nach dem Benutzen werden Textilien auf einem derfolgenden drei Wege entsorgt: Sie werden entwederin den Hausmüll gegeben, als Second-Hand-Artikelim In- und Ausland weiterverwendet oder siegelangen in die Altkleidersammlung.
50 % der Textilien werden über den Hausmüllentsorgt. Auf den Deponien belegen sie allerdingsrecht viel Raum und verrotten oftmals nur sehrschlecht – zum Beispiel behindern eine antimikro-bielle Ausrüstung oder eine Pflegeleicht-Ausrüstungden Abbau. Deponierung und Verbrennung müssensachgemäß gehandhabt werden, um toxischeEmissionen zu vermeiden.
Alttextilien aus der Altkleidersammlung werden recycelt bzw. aufbereitet und wieder als Rohstoff eingesetzt. Sie gehen an karitative Einrichtungenoder werden von den Sammelstellen auf die Abfall-deponie gebracht. Ein beträchtlicher Anteil wird nachOsteuropa, nach Südamerika und nach Afrikaexportiert. Was auf den ersten Blick sinnvoll scheint,birgt allerdings auch Probleme, wie am Beispiel„Kleiderspende für Afrika“ deutlich wird. Da eineReihe afrikanischer Staaten eine eigene Textil- undBekleidungsindustrie hat, beeinflussen preiswerteSecond-Hand-Waren oder Schenkungen karitativerEinrichtungen die ländereigene Textilindustrie durch-aus negativ. Arbeitsplatzverluste und steigendeArmut sind die Folgen. Zwar haben einige Länder
56�
Abbildung 33
Beispiele für Ökolabel:Ökotex-Standard 100,Umweltzeichen derEuropäischen Union

inzwischen sogar Importverbote für „Alttextilien“erlassen, doch hat dort deren Schmuggel stark zuge-nommen. Fraglich ist auch die Praxis, „Alttextilien“über Tausende von Kilometern zu transportieren unddie dabei auftretenden Umweltbelastungen in Kaufzu nehmen.
Was müsste geschehen, um die Entsorgungspro-bleme besser in den Griff zu bekommen? EinFortschritt wäre schon durch die Erhöhung desRecyclinganteils erreicht. Hierzu müsste aber ingeeigneten Bereichen zunächst die Entwicklungsortenreiner Textilien forciert werden. Wie im Kapitel„Mischgewebe“ erläutert wurde, wäre dieser Verzichtauf Fasermischungen aber mit dem Verlust vieler derVorteile verbunden. Im Automobilbau, bei textilenBodenbelägen und Möbelbezugsstoffen sinddennoch Fortschritte in dieser Richtung zubeobachten.
5ÖKOLOGISCHE ASPEKTE
�57

ZUKUNFT6
Ein Blick auf die Textilgeschichte macht augenfällig,wie konsequent die Menschen ihren Elan darauf ver-wenden, die Rohstoffe immer besser zu nutzen unddie Produkte immer zweckmäßiger durch Veredelungder Materialien zu gestalten. Für die Zukunft zeichnetsich deutlich ab, dass die Innovationsprozesse weiteran Dynamik gewinnen werden. Absehbar ist ebenso,dass die innovativen Entwicklungen im Bereich derTextilien mit denen in anderen Bereichen eng ver-netzt werden – Produkte mit völlig neuen Qualitätenwerden entstehen.
EinflussfaktorenZu den wichtigsten Einflussfaktoren für neue Entwick-lungen in der Textil- und in der Veredelungsindustriezählen zunächst die Menschen selbst, ihre sichändernden, wachsenden Wünsche, ihre Bedürfnissehinsichtlich Wohlbefinden und Sicherheit.
Vor dem Hintergrund der Notwendigkeit, die Umweltimmer besser schützen zu müssen, was insbesonderedie sparsame Verwendung der begrenzten Ressour-cen Wasser und Energie betrifft, ist die Umwelt derzweite große Einflussfaktor. Hierauf basierendwerden die Gesetzgeber auch weiterhin wachsendenEinfluss nehmen, in Brüssel wie auch in Berlin.
Neue Entwicklungen in der TextilveredelungIn Zukunft werden in der Textilveredelung Materia-lien, Techniken und Prozesse weiter an Bedeutung
gewinnen, die möglichst wenig Wasser benötigen,zudem wenig Energie verbrauchen sowie wenigerChemikalien erfordern. All dieses wird die Umweltweiter entlasten. Repräsentative Beispiele mit ihrenAnwendungsvorteilen zeigt Tabelle 9.
Entwicklungsfelder für textile ProdukteDie Möglichkeiten in der Textilentwicklung sind viel-fältiger denn je. Dieses gilt für Mode genauso wie fürKleidung mit besonderen Eigenschaften, wie z. B.Geruchsverminderung, Wärmeregulierung oder Well-ness, Schutz vor UV-Strahlung oder Elektrosmog.Hinzu kommen hoch entwickelte Textilien für speziel-le Bereiche, etwa für den Hochleistungssport, für dieMedizin und die Gesundheitspflege, für die Archit-ektur, die Umwelt, für die Verkehrs- und dieWeltraumtechnik. Ein besonders aussichtsreichesEntwicklungsfeld eröffnet sich mit den sogenannten„Smart Clothes“. Ob ein Pulsmessgerät für dieKontrolle des Fitnesstrainings in den BH integriertwird oder ob zur Überwachung der Herzfunktion beiInfarktpatienten Sensoren ins Unterhemd eingearbei-tet werden: Die „intelligente Bekleidung“ hat nebenihrem textilen Basisnutzen vielfältige informations-technologische Zusatzeigenschaften zu bieten. Selbstdie Jacke mit integriertem Handy und kabellosemZugriff aufs Internet ist keine Utopie. Die ent-scheidende Voraussetzung für den Erfolg dieserIdeen ist jedoch die Akzeptanz des höheren Preisesdieser Produkte durch den Textilverbraucher.
58�
6 Zukunftsperspektiven
Tabelle 9
Neue Entwicklungen inder Textilveredelung
Enzymtechnologie Neue, schonende Vorbehandlungsverfahren;biologische Abwassertechnologie;ökologische Optimierung von textilen Prozessen
Plasmatechnologie Verbesserte Steuerung textiler Eigenschaften – wie der Wasserfreundlichkeit (Hydrophilie) von Polyesterfasern (PES) oder des Filzverhaltens von Wolle
Lasertechnologie Neue Oberflächeneffekte bei textilen Flächen
Inkjet-Drucktechnik Wasserfreies „Bedrucken“ durch computergesteuertes Aufsprühen von Farben auf textile Flächen
Niedertemperaturtechniken Energiesparende Prozesse bei Textilveredelungsprozessen
Ultraschall Neue, schonende Waschmethoden
Überkritisches Kohlendioxid Neue Färbemöglichkeiten unter Verzicht auf Wasser –für vermehrten Umweltschutz

Textilien und MikrokapselnDie Eigenschaften und das Leistungsvermögen vonTextilien können auch durch den Einsatz von Mikro-kapseln deutlich erweitert werden. Das Prinzip kenntman zum Beispiel von Kosmetikanzeigen in Illustrier-ten: Einfach kratzen und schon verströmt der Duftdes offerierten Parfüms. So wie auf Papier lassen sichMikrokapseln auch auf Fasern und Geweben sowieauf bereits fertigen Kleidungsstücken, zum Beispielaus dem Bereich der Funktionsbekleidung, auf-bringen. Die mikroskopisch kleinen Kapseln (0,1μmbis 10 μm) bieten mehr Möglichkeiten als nur dieDepotfunktion für Duftstoffe. Das Spektrum reichtvon Substanzen, die die Haut beruhigen, regene–rieren, desinfizieren und sogar behandeln können,bis hin zu Wellness-Effekten und zum Schutz vorUmweltbelastungen.
Ein gezielt eingesetzter Vorteil der Mikrokapselnergibt sich aus ihrer Eigenschaft, bei Bewegung oderbei Reibung aufzureißen und ihren Inhalt freizu-geben, der gasförmiger, flüssiger oder fester Natursein kann. Da die Textilien Millionen von Kapselnenthalten können, bleibt das erwünschte „Release-on-Demand“ von Substanzen auch nach häufigerBenutzung und nach mehrmaligem Waschen inhohem Maße erhalten. Längst ist auch dieMöglichkeit gegeben, dass bei jedem Betreten einesTeppichbodens oder beim Hineinsetzen ins AutoDuftstoffe freigesetzt werden, die unerwünschteGerüche neutralisieren und angenehme Aromen ver-breiten. Allerdings können bereits geöffnete Kapselnnicht wieder gefüllt werden.
Textilien und NanotechnikAn vielen Stellen wird weltweit daran geforscht, wieman mittels Nanotechnologie Fasern und Textilienverbesserte und erweiterte Funktionalitätenverleihen kann. Dabei werden z. B. reaktive Polymeremit dem Textil so vernetzt, dass sie auf der Oberfläche
Strukturen im Nano-Bereich (< 100 nm) bilden unddort auch permanent verbleiben. In diese Strukturenkönnen nanoskalige Partikel aus z. B. Siliziumdioxid,Titandioxid oder Zinkoxid eingelagert werden. Beitextilen Produkten auf der Basis von Nanotechnik,die Verbraucher bereits heute erwerben können, ste-hen schmutzabweisende und selbstreinigende Effek-te und der UV-Schutz im Vordergrund. Es hat sichgezeigt, dass derartige Produkte sehr waschbestän-dig sein können. Weil die nanoskaligen Teilchenpraktisch unsichtbar sind, ist ein „Vergrauen“ der Tex-tilien nicht zu erwarten.
Neben der Biotechnologie und der Elektronik siehtdie Textilindustrie Entwicklungen in der Nanotechno-logie als wichtigste Basis für weitere Innovationenan. Ein nanostrukturiertes Trägermaterial, an dasman Duftstoffe und homöopathische Essenzen gegenMuskelkater und Schnupfen andocken kann, istjedoch bislang noch Zukunftsmusik.
Insgesamt ist zu erwarten, dass sich mithilfe derNanotechnik Gebrauchseigenschaften nicht nur vonBekleidungs-, sondern auch von Funktionstextiliensignifikant verbessern lassen.
Neue und wiederentdeckte FasernSowohl bei den Chemie- als auch bei den Naturfasernwird an Neuentwicklungen gearbeitet. Schon heutesind Cellulosefasern erhältlich, die mit Wirkstoffenaus Meeresalgen angereichert werden. Diewertvollen Inhaltsstoffe der Algen werden beimTragen an die Haut abgegeben.
Auch altbekannte Fasern kommen wieder zu Ehren,wie beispielsweise die Fasern aus den Fruchtkapselndes Kapokbaumes, der in den tropischen Regionenzu Hause ist. Bis in die 50er-Jahre des letztenJahrhunderts fand die Kapokfaser bei uns als Füll-und Polstermaterial Verwendung, wurde aber dann
�59
Nano...
Im Griechischen bedeutet „nano“ Zwerg. So ist ein Nanometer definiert als der milliardsteTeil von einem Meter. Etwas anschaulicher wird diese Größe durch folgende Schreibweise:
1 nm = 0,000 000 001 m. Diese Maßgröße entspricht der Länge von 3 bis 5 Atomen!
<<<EXKURS
6ZUKUNFT

von Synthetikmaterialien verdrängt (Abb. 34). Heute besinnt man sich wieder darauf, dass Kapokeinen Bitterstoff enthält, der Motten und Milbenfernhält. Und auch der Flaum aus den Früchten derheimischen Pappeln eignet sich als Füllmaterial,speziell für Bettdecken. Die Pappelfaser-Füllungenhalten so warm wie Gänsedaunen und transportierendie Feuchte fast so problemlos ab wie eineWolldecke.
60�
Abbildung 34
Altes neu entdeckt:Kapok-Fasern (links)und Pappelflaum(rechts) als Füllmaterial
ZUKUNFT6

7
�61
ARBEITSBLÄTTERVERSUCHE
Versuche
V 1 „Nylonseiltrick“ (Polyamid-Herstellung)V 2 Optische AufhellerV 3 Siliconisiertes BaumwollgewebeV 4 Textilausrüstung mit CyclodextrinenV 5 Färben von Textilfasern mit NeocarminV 6 Färben von Wolle und Baumwolle mit AnthocyanidinfarbstoffenV 7 Bestimmen der Waschechtheit von Färbungen und DruckenV 8 Bestimmen der Wasserechtheit von Färbungen und DruckenV 9 NetztestV 10 SchaumtestV 11 Dispergiertests mit Indanthren Blau BCV 12 TEGEWA-TropftestV 13 Photokatalytische Entfernung von FruchtfleckenV 14 Bestimmung der Bügelechtheit von Färbungen und Drucken
Tabellen 10 und 11
21 Arbeitsblätter und14 Versuche sowie alleAbbildungen undTabellen aus dem Text-heft befinden sich aufder ergänzend heraus-gegebenen CD-ROM.
Arbeitsblätter
Sekundarstufe I Sekundarstufe II
A 1 Textilgeschichte X XA 2 Vom Rohstoff zur Textilie X XA 3 Spinnverfahren XA 4 Polyreaktionen XA 5 Polyreaktionen X XA 6 Pflegesymbole X XA 7 Outdoor-Textilien XA 8 Outdoor-Textilien XA 9 „Nylonseiltrick“ XA 10 Anti-Smell-Ausrüstung X XA 11 Siliconisierung von Baumwolle XA 12 Textilien mit Superabsorbern XA 13 Textilien mit Superabsorbern X XA 14 Tertiärstruktur bei Wolle XA 15 Färben XA 16 Begriffsnetz Textilfasern XA 17 Waschen von Textilien XA 18 Öko-Bilanz des Waschens von Textilien X XA 19 Tenside X XA 20 Photokatalytische Fleckentfernung XA 21 Bleichmittel X
7 Arbeitsblätter und Versuche

IMPRESSUM8
62�
Herausgeber
Fonds der Chemischen Industrie im Verband der Chemischen Industrie e. V., Karlstraße 21, 60329 Frankfurt am Main
In Kooperation mit TEGEWA e. V., Karlstraße 21, 60329 Frankfurt am Main
Erstauflage: Januar 2007
Alle Rechte vorbehalten.
Das vorliegende Textheft zur Informationsserie„Textilchemie“ ist zusammen mit einer interaktiven CD-ROM erschienen. Auf dieser CD-ROM sind alleAbbildungen nochmals separat als ppt- und pdf-Dateien gespeichert. Außerdem enthält die CD-ROMArbeitsblätter, Versuchsbeschreibungen und ein Glossar.
Die gesamte Informationsserie ist außerdem überdas Internet abrufbar (http://fonds.vci.de).
Autoren
Dipl.-Ing. Anka Bode, Industrievereinigung Chemiefaser e. V., FrankfurtDr. Peter Hardt, BOZZETTO GmbH, KrefeldDipl.-Ing. Michael Pöhlig, Gesamtverband der deutschen Textilveredlungs-industrie (TVI), FrankfurtDr. Wilhelm Rauch, Industrievereinigung Chemiefaser e. V., FrankfurtDr. Volker Schröder, TEGEWA e. V., FrankfurtProf. Dr. Michael W. Tausch, Bergische Universität WuppertalDipl.-Ing. Wolfgang Tiedemann, IllertissenDipl.-Ing. Michaele Uppenkamp, Gesamtverband der deutschen Textilveredlung-sindustrie (TVI), FrankfurtDr. Annette Vielfort, Fonds der Chemischen Industrie, Frankfurt
Bildquellennachweis
Arbeitsgemeinschaft PVC und Umwelt e. V. (Seite 49 unten)Alamy (Seite 60 links)Getty Images (Titelseite Hauptmotiv und links Mitte)Invista (Deutschland) GmbH (Titelseite links oben)istockphoto (Titelseite, Seiten 2, 7, 8, 10, 11, 14, 15,17, 18, 19, 20, 22, 27, 28, 29, 30, 31, 33, 34, 38,43, 44, 45, 46, 47, 49, 51, 53, 54, 57, 60, 63) Fonds der Chemischen Industrie (Seiten 47 links und Mitte, 50, 59) Michel Vincent (Seite 60 rechts)Thorey Textilveredelung, Gera (Seite 35) TREVIRA (Titelseite links unten, Seite 18 oben, Seite 23 oben)„Zur Geschichte der Kostüme“, Braun & Schneider,München, ca.1860–80 (Seite 10 links oben)
Gestaltung
Seippel & Weihe Kommunikationsberatung GmbH Bernardstraße 14–1663067 Offenbach am Mainwww.seippel-weihe.com
Druck
Frotscher Druck GmbHRiedstraße 864295 Darmstadtwww.frotscher-druck.de
Impressum

�63

Der Fonds der Chemischen Industrieim Internet
Auf den Internetseiten des Fonds der Chemischen Industrie (FCI) finden Sie alle zurzeit zur Verfügung stehenden Informations-materialien aufgelistet. Selbstverständlich können Sie sich dort auch über die weiteren Fördermaßnahmen informieren.
Besuchen Sie uns im Internet und senden Sie uns Ihre Fragen undAnmerkungen per Mail: [email protected]
http://fonds.vci.de