
Klassifikations- und Bauvorschriften II Werkstoffe und...
56
Klassifikations- und Bauvorschriften II Werkstoffe und Schweißtechnik 3 Schweißen 2 Gestaltung, Herstellung und Prüfung der Schweißverbindungen Ausgabe 1999
Transcript of Klassifikations- und Bauvorschriften II Werkstoffe und...
Klassifikations- und Bauvorschriften II Werkstoffe und Schweißtechnik
3 Schweißen
2 Gestaltung, Herstellung und Prüfung der Schweißverbindungen
Ausgabe 1999
Diese Vorschriften treten am 1. Juli 1999 in Kraft.
Änderungen gegenüber der vorherigen Ausgabe sind durch Balken am Rande des Textes angezeigt.
Germanischer Lloyd Aktiengesellschaft
Unternehmenszentrale Vorsetzen 35, 20459 Hamburg
Tel.: +49 40 36149-0 Fax: +49 40 36149-200
www.gl-group.com
Es gelten die "Allgemeinen Geschäftsbedingungen" in der jeweils gültigen Fassung (siehe Klassifikations- und Bauvorschriften, I - Schiffstechnik, Teil 0 - Klassifikation und Besichtigungen).
Nachdruck oder Vervielfältigung, auch auszugsweise, ist nur mit Genehmigung der Germanischer Lloyd Aktiengesellschaft gestattet.
Verlag: Germanischer Lloyd Aktiengesellschaft, Hamburg Druck: Gebrüder Braasch GmbH, Hamburg
Inhaltsverzeichnis
Abschnitt 1 Allgemeine Gestaltungsgrundsätze
A. Allgemeines ................................................................................................................................ 1- 1 B. Angaben in den Ausführungsunterlagen ..................................................................................... 1- 1 C. Werkstoffe, Schweißeignung ...................................................................................................... 1- 2 D. Konstruktive Einzelheiten .......................................................................................................... 1- 2 E. Bemessung der Schweißverbindungen ....................................................................................... 1- 4
Abschnitt 2 Arbeitsausführung
A. Allgemeines ................................................................................................................................ 2- 1 B. Nahtvorbereitung, Zusammenbau ............................................................................................... 2- 2 C. Witterungsschutz, Vorwärmung ................................................................................................. 2- 2 D. Schweißpositionen, Schweißfolge .............................................................................................. 2- 3 E. Ausführung der Schweißarbeiten ............................................................................................... 2- 3 F. Richtarbeiten, Toleranzen .......................................................................................................... 2- 4 G. Nachbehandlung von Schweißnähten ......................................................................................... 2- 4
Abschnitt 3 Wärmebehandlungen
A. Geltungsbereich .......................................................................................................................... 3- 1 B. Einrichtungen und Geräte für Wärmebehandlungen .................................................................. 3- 1 C. Grundsätze für die Wärmebehandlung ....................................................................................... 3- 1 D. Witterungsschutz, Vorwärmen, Wärmeführung beim Schweißen .............................................. 3- 2 E. Wärmebehandlungen nach dem Schweißen ............................................................................... 3- 7
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen
A. Allgemeines ................................................................................................................................ 4- 1 B. Prüfverfahren, Geräte und Prüfmittel ......................................................................................... 4- 1 C. Prüfpersonal, Prüfaufsicht .......................................................................................................... 4- 2 D. Prüfplan, Prüfprotokolle ............................................................................................................. 4- 2 E. Prüfzeitpunkt, Wartezeiten ......................................................................................................... 4- 3 F. Vorbereitung und Durchführung der Prüfungen ......................................................................... 4- 4 G. Bewertung der Prüfergebnisse .................................................................................................... 4- 4 H. Erweiterung des Prüfumfanges ................................................................................................... 4- 6 I. Ausbesserung, Nachprüfung ....................................................................................................... 4- 6 J. Visuelle Prüfung ......................................................................................................................... 4- 6 K. Durchstrahlungsprüfung ............................................................................................................. 4- 7 L. Ultraschallprüfung ...................................................................................................................... 4- 9 M. Magnetpulverprüfung ................................................................................................................. 4- 13 N. Eindringprüfung ......................................................................................................................... 4- 14
II - Teil 3 GL
Inhaltsverzeichnis Kapitel 2Seite 3
Abschnitt 5 Mechanische und technologische Prüfungen
A. Geltungsbereich .......................................................................................................................... 5- 1 B. Probenentnahme und Prüfung ..................................................................................................... 5- 1 C. Zugversuche ................................................................................................................................ 5- 2 D. Biegeversuche ............................................................................................................................. 5- 3 E. Kerbschlagbiegeversuche (EN 1d5 bzw. DIN 50115) ................................................................ 5- 5 F. Härteprüfung an Schweißungen (DIN 50163, Teil 1) ................................................................. 5- 6 G. Metallographische Untersuchungen an Schliffproben ................................................................ 5- 6 H. Prüfberichte ................................................................................................................................ 5- 7
Anhang A Unregelmäßigkeiten in Schweißverbindungen an Stahl
Anhang B Unregelmäßigkeiten in Schweißverbindungen an Aluminium
Anhang C Gegenüberstellung international vergleichbarer anerkannter Filmsystemklassen
Kapitel 2 Seite 4
II - Teil 3GL
Abschnitt 1
Allgemeine Gestaltungsgrundsätze
A. Allgemeines
1. Geltungsbereich
Diese Vorschriften enthalten allgemeingültige Grund-sätze für die konstruktive Gestaltung und Bemessung der Schweißverbindungen sowiezu den Angaben in den Ausführungsunterlagen.
2. Ergänzende Vorschriften
Für die Gestaltung und Bemessung von Schweißver-bindungen in den verschiedenen Anwendungsberei-chen gelten zusätzlich die in den Abschnitten des Kapitels 3 sowie die in den jeweiligen Bauvorschriften des Germanischen Lloyd enthaltenen, bauteilspezifi-schen Anforderungen.
B. Angaben in den Ausführungsunterlagen
1. Fugen-/Schweißnahtformen, Symbole
1.1 Die Darstellung von Schweißverbindungen sowie die Fugen- bzw. Schweißnahtformen müssen den Normen (z. B. EN 12345/ISO ........, EN 22553/ ISO 2553, oder EN 29692/ISO 9692) entsprechen. Die Kennzeichnung in den Ausführungsunterlagen (Zeich-nungen etc.) muß eindeutig, z. B. mittels der genorm-ten Symbole, erfolgen.
1.2 Abweichende Nahtformen oder Symbole sind in den Ausführungsunterlagen (Zeichnungen, Schweißplänen oder -spezifikationen) detailliert dar-zustellen bzw. zu erläutern und bedürfen der Geneh-migung durch den GL (z. B. im Zusammenhang mit der Zeichnungsprüfung oder mit einer Verfahrensprü-fung).
1.3 Es ist eine hinsichtlich der Art (statisch, dy-namisch) und Größe der zu übertragenden Kräfte geeignete und ausreichend bemessene bzw. günstig gestaltete Nahtform zu wählen. Die ausreichende Bemessung ist erforderlichenfalls nachzuweisen, siehe hierzu in den ergänzenden Vorschriften gemäß A.2.
2. Angaben zur Fertigung
2.1 In den zur Genehmigung vorzulegenden Ausführungsunterlagen sind Angaben zur Fertigung soweit zu machen, als sie für die Güte der Schweiß-verbindungen maßgebend und für die Prüfung durch den GL erforderlich sind. Hierzu gehören neben den Werkstoffen und Nahtformen folgende Angaben:
– Verfahren der Nahtvorbereitung (mechanisch, thermisch, etc.)
– Schweißverfahren, Schweißpositionen
– Schweißzusätze und -hilfsstoffe
– Vorwärmung und ggf. Wärmeführung beim Schweißen
– Nahtaufbau und Lagenzahl
– Schweißfolge (in Sonderfällen)
– Wurzelausarbeitung (Verfahren)
– evtl. (Wärme-)Nachbehandlung
– Anzahl und Lage mitzuschweißender Arbeits-proben (soweit gefordert).
Über die Angaben bezüglich der Anforderungen an die Schweißverbindungen und deren Prüfung siehe unter 3.
2.2 Soweit Nahtvorbereitung und Ausführung der Schweißungen (in Verbindung mit zugelassenen Schweißverfahren, Schweißzusätzen und -hilfsstoffen) der üblichen schweißtechnischen bzw. schiffbaulichen Praxis sowie diesen Vorschriften und den anerkannten Normen entsprechen, kann der GL auf eine besondere Darstellung bzw. Angabe in den Ausführungsunterla-gen verzichten.
3. Anforderungen an die Schweißverbindun-gen, Prüfungen
3.1 In den zur Genehmigung vorzulegenden Ausführungsunterlagen (z. B. Zeichnungen, Schweiß- oder Prüfplänen) sind ferner die Güteanforderungen an die Schweißverbindungen anzugeben. Dies kann - je nach Anwendungsbereich - z. B. über den Nahtgü-tegrad (siehe Kapitel 3, Abschnitt 1, I., Tabelle 1.9 oder über den Schweißnahtfaktor (siehe Kapitel 3, Abschnitte 2 und 3) und/oder eine der Bewertungs-gruppen nach EN 25817/ISO 5817 bzw. EN 30042/ISO 10042 (siehe Anhänge F und G) erfol-gen. Die zum Nachweis der geforderten Nahtgüte vorgesehenen Prüfungen (Prüfverfahren und Prüfum-fang) sind ebenfalls anzugeben.
II - Teil 3 GL
Abschnitt 1 Allgemeine Gestaltungsgrundsätze Kapitel 2Seite 1–1
B
3.2 Zu den anzugebenden Anforderungen gehö-ren auch die Dichtheit gegenüber Gasen und Flüssig-keiten oder die Korrosionsbeständigkeit gegenüber bestimmten Medien.
3.3 Über die erforderlichen Verfahrens- und Arbeitsprüfungen siehe Kapitel 1, Abschnitt 4 und die anwendungsbezogenen Abschnitte 1 bis 5 in Kapi-tel 3, über die zerstörungsfreien Prüfungen Abschnitt 4 und die anwendungsbezogenen Abschnitte des Kapi-tels 3.
C. Werkstoffe, Schweißeignung
1. Schweißeignung, Verarbeitung
Für Schweißkonstruktionen dürfen nur Werkstoffe mit nachgewiesener Schweißeignung eingesetzt werden. Etwaige, die Verarbeitung einschränkende Auflagen aus der Zulassung der Werkstoffe oder aus den Ver-fahrensprüfungen sowie die Empfehlungen der Werk-stoffhersteller sind bereits bei der Gestaltung der Schweißverbindungen zu berücksichtigen. Über die Verwendung und Verarbeitung von TM-Stählen siehe besondere Richtlinien des GL.
2. Werkstoffabhängige Besonderheiten
Werkstoffabhängige Besonderheiten, wie beispiels-weise die (geringere) Beanspruchbarkeit von Walzer-zeugnissen in Dickenrichtung (vgl. D.7.2), die Erwei-chung kaltverfestigter Aluminiumlegierungen durch das Schweißen oder unterschiedliche Wärmedehnun-gen der verschiedenen Werkstoffe, sind bei der Ges-taltung und Bemessung der Bauteile bzw. Schweiß-verbindungen zu berücksichtigen.
3. Plattierte Bleche
Plattierte Bleche können - bei nachgewiesener Haft-festigkeit der Verbindung zwischen Träger- und Auf-lagewerkstoff im Rahmen der Werkstoffprüfung (vgl. Teil 1, Kapitel 2, Abschnitt 1) - im allgemeinen (bis zu mittleren Blechdicken mit überwiegend Kehlnaht-verbindungen) wie massive Bleche eingesetzt werden.
4. Werkstoffpaarungen, Korrosion
Bei dem Seewasser oder anderen Elektrolyten ausge-setzten Paarungen verschiedenartiger Werkstoffe, wie beispielsweise Schweißverbindungen zwischen unle-gierten (Schiff-)Baustählen und nichtrostenden Stäh-len, ist die infolge unterschiedlicher Potentiale ver-stärkte Korrosionsneigung zu beachten. Nach Mög-lichkeit sind solche Schweißverbindungen in weniger korrosionsgefährdete Bereiche zu legen oder es sind besondere Schutzmaßnahmen (z. B. Beschichtung oder kathodischer Schutz) zu treffen.
D. Konstruktive Einzelheiten
1. Zugänglichkeit, Ausführung, Prüfbarkeit
1.1 Schweißverbindungen sind bei der Konstruk-tion von vornherein so zu planen, daß sie während der Fertigung gut zugänglich sind und in möglichst güns-tiger Schweißpostion und Schweißfolge ausgeführt werden können.
1.2 Schweißverbindungen und Schweißfolge sind so vorzusehen, daß die Schweißeigenspannungen möglichst gering gehalten werden und keine übermä-ßigen Verformungen entstehen. Schweißverbindungen sollen daher nicht überdimensioniert werden.
1.3 Bei der Gestaltung der Schweißverbindungen ist sicherzustellen, daß die vorgesehene Nahtart und -güte (z. B. voll durchgeschweißte Wurzel bei HV- oder D(oppel)HV-Nähten (K-Nähten)) unter den ge-gebenen Fertigungsbedingungen einwandfrei ausge-führt werden kann. Andernfalls sind entsprechend einfacher herzustellende Nahtarten vorzusehen und deren (evtl. geringere) Tragfähigkeit bei der Bemes-sung zu berücksichtigen.
1.4 Hochbeanspruchte - und damit im allgemei-nen prüfpflichtige - Schweißverbindungen sind so zu gestalten, daß das zum Fehlernachweis jeweils geeig-netste Prüfverfahren (Durchstrahlungs-, Ultraschall- bzw. Oberflächenrißprüfverfahren, evtl. auch in Kom-bination miteinander) eingesetzt werden kann und damit aussagefähige Prüfungen durchführbar sind.
2. Lage, Anordnung der Schweißverbindungen
2.1 In Bereichen hoher, konstruktiv bedingter Spannungskonzentrationen sind - insbesondere bei dynamischer Beanspruchung - Schweißverbindungen möglichst zu vermeiden oder so auszubilden, daß ein weitgehend ungestörter Kraftfluß ohne nennenswerte zusätzliche, von der Schweißung ausgehende Kerb-wirkung, erfolgen kann. Vergleiche hierzu auch GL-Vorschriften I – Schiffstechnik, Teil 1, Kapitel 1, Abschnitt 20 "Betriebsfestigkeit".
2.2 Sich kreuzende Stumpfstöße in tragenden Wandungen von Dampfkesseln und Druckbehältern sind zu vermeiden. Die Längsnähte von Rohren sind an den Rohrstößen um mindestens 50 mm gegenein-ander zu versetzen. Sich kreuzende Stumpfstöße in schiffbaulichen Konstruktionen sind zulässig, nach Möglichkeit ist aber der eine (z. B. Längsstoß) fertig zu schweißen und an den Enden sauber nachzuarbei-ten, bevor der andere (z. B. Querstoß) geschweißt wird.
3. Örtliche Häufung von Schweißungen, Mindestabstände
3.1 Örtliche Anhäufungen von Schweißungen sowie zu geringe Abstände von Schweißverbindungen
Kapitel 2 Seite 1–2
Abschnitt 1 Allgemeine Gestaltungsgrundsätze II - Teil 3GL
D

untereinander sind zu vermeiden (siehe hierzu auch Kapitel 3, Abschnitt 1, G.4.). Schweißnähte sollen nicht überdimensioniert werden. Die Dicke von Kehl-nähten soll das 0,7fache der kleineren Dicke der zu verschweißenden Teile nicht übersteigen.
3.2 Nebeneinanderliegende Stumpfstöße sollen mindestens 50 mm + 4 × Blechdicke voneinander entfernt sein. Kehlnähte untereinander und Kehlnähte von Stumpfstößen sollen mindestens 30 mm + 3 × Blechdicke voneinander entfernt sein. Die Breite von auszuwechselnden Plattenteilen (-streifen) soll jedoch mindestens 300 mm oder 10 × Blechdicke, je nachdem, welches das größere Maß ist, betragen. Siehe hierzu auch Kapitel 3, Abschnitt 1, G.4.1.
4. Freischnitte, Durchschweißlöcher
4.1 Freischnitte (Durchschweißlöcher) ausrei-chender Größe sind vorzusehen, wenn z. B. Verstei-fungen auf Beplattungen aufgesetzt werden, bevor die Stumpfstöße in der Beplattung geschweißt sind. Siehe hierzu auch Kapitel 3, Abschnitt 1, G.5. Die Durch-schweißlöcher sollen mit einem Mindestradius von 25 mm oder 2 × Blechdicke je nachdem, welches das größere Maß ist, ausgerundet sein.
4.2 In Sonderfällen, z. B. bei hoch dynamisch beanspruchten Bauteilen, kann es zweckmäßig sein, anstelle von Durchschweißlöchern im Bereich der Stumpfstöße eine K-Naht-Vorbereitung an dem aufzu-setzenden Bauteil vorzusehen, von beiden Seiten an dieses heranzuschweißen und den entstehenden Wur-zelfehler im Stumpfstoß von der Gegenseite (der Be-plattung) auszuarbeiten.
5. Örtliche Verstärkungen, Dopplungen
5.1 Bei örtlich erhöhter Beanspruchung von Beplattungen (auch Träger-, Rohr- oder Behälterwan-dungen) sind möglichst dickere Bleche anstelle von Dopplungen vorzusehen. Lagerbuchsen, Naben usw. sind grundsätzlich in Form von eingeschweißten di-ckeren Blechen, Schmiedeteilen o. ä. auszubilden.
5.2 Lassen sich Dopplungen nicht vermeiden, so sollen diese nicht dicker als 2 × Blechdicke und nicht breiter als die 30fache Dopplungsdicke sein. Über das Verschweißen der Dopplungen und insbesondere der Dopplungsenden siehe auch Kapitel 3, Abschnitt 1, G.6. Über die Ausbildung und Schweißung von Dopp-lungen als Ausschnittverstärkungen in Druckbehältern etc. siehe in den Bauvorschriften.
6. Kraftfluß, Übergänge
6.1 Alle Schweißverbindungen an tragenden Bauteilen sind so auszubilden, daß ein möglichst un-gestörter Kraftfluß ohne größere innere oder äußere Kerben, Steifigkeitssprünge und ohne Dehnungsbe-hinderung erreicht wird.
6.2 Bauteile unterschiedlicher Abmessungen sind einander dazu mit allmählichen Übergängen anzuglei-chen (z. B. durch Anschrägungen des dickeren Teils). Stahlguß und Schmiedeteile sollen dementsprechend mit angegossenen oder angeschmiedeten Schweißflan-schen versehen werden. Siehe hierzu auch Kapitel 3, Abschnitt 1, G.3. sowie Bauvorschriften..
7. Doppel-T-(Kreuz-)Stöße, Beanspruchung in Dickenrichtung
7.1 Werden Walzerzeugnisse bei Doppel-T-(Kreuz-)Stößen infolge der Schweißeigen- und/oder Lastspannungen in Dickenrichtung beansprucht, so sind geeignete konstruktive Maßnahmen gegen lamel-lares Aufreißen (Terrassenbrüche) zu treffen. Dies sind u. a. die Wahl günstiger Nahtformen mit einem möglichst geringen Nahtvolumen oder einer sinnvol-len Schweißfolge zur Verringerung der Schrumpf-spannungen in Dickenrichtung.
7.2 Bei sehr hohen Beanspruchungen in Dicken-richtung (z. B. infolge großvolumiger HV- oder D(oppel)HV-(K-Naht)-Verbindungen) sind Werkstof-fe mit verbesserten Eigenschaften senkrecht zur Er-zeugnisoberfläche (vgl. Teil 1, Kapitel 2, Abschnitt 1, I.) einzusetzen.
8. Schweißen in kaltgeformten Bereichen
Das Schweißen in kaltgeformten Bereichen von (Schiff-)Baustählen ist zulässig, wenn die Bedingun-gen gemäß Kapitel 3, Abschnitt 1, G.8. eingehalten werden. In Sonderfällen kann eine Wärmenachbe-handlung erforderlich oder der Nachweis ausreichen-der Zähigkeit nach dem Schweißen verlangt werden.
9. Sonstige konstruktive Maßnahmen
9.1 In Hohlkehlen von Profilen sollen wegen der Gefahr des Anschmelzens von Seigerungen und den dort vorhandenen Eigenspannungen aus dem Walzpro-zeß keine Schweißnähte angeordnet werden.
9.2 Schweißverbindungen (Kehlnahtverbindun-gen) in korrosionsgefährdeten Bereichen sollen durch-laufend und abdichtend um Bauteile, Ausschnitte etc. herum ausgeführt werden.
9.3 Wird an Bauteilen mit konstruktionsbeding-ten, abgeschlossenen Hohlräumen, wie sie z. B. bei Ausschnittverstärkungen (Dopplungen), aufgesetzten Blockflanschen oder Tragringen auftreten, eine Wär-mebehandlung durchgeführt, so ist eine Entlüftungs-möglichkeit, z. B. eine Bohrung, vorzusehen.
II - Teil 3 GL
Abschnitt 1 Allgemeine Gestaltungsgrundsätze Kapitel 2Seite 1–3
D

E. Bemessung der Schweißverbindungen
1. Bemessung, Berechnung
1.1 Die Bemessung ist unter Berücksichtigung der jeweiligen Nahtform und -güte sowie der Bean-spruchungsart (statisch - dynamisch) und -höhe nach den Bauvorschriften vorzunehmen. Die Nahtabmes-sungen (soweit erforderlich) müssen aus den zur Ge-nehmigung einzureichenden Ausführungsunterlagen ersichtlich sein. Bei Kehlnähten ist darüber hinaus anzugeben, ob sich die Maßangabe auf die Nahtdicke "a" oder die Schenkellänge "z" bezieht.
1.2 Soweit vom GL (z. B. in den Bauvorschrif-ten oder im Rahmen der Zeichnungsprüfung) gefor-dert, ist ein rechnerischer Nachweis (allgemeiner Spannungsnachweis und/oder Betriebsfestigkeits-nachweis) ausreichender Bemessung zu erbringen.
2. Kehlnaht-Mindestdicken
Kehlnahtdicken sind nach den Vorschriften des GL oder den Ergebnissen von Berechnungen zu bemessen. Nicht durch Vorschrift oder Berechnung festgelegte Nahtdicken sind mindesten mit einer Nahtdicke von
a Blechdicke= ⋅0 5,
auszuführen, wobei für die Bemessung die geringere Blechdicke maßgebend ist. Als Mindestkehlnahtdicke gilt, sofern nichts anderes vereinbart wurde (z. B. für
das vollmechanische Schweißen geringerer Blechdi-cken in entsprechenden Spannvorrichtungen)
at t
mmmin =+1 23
,
jedoch nicht weniger als 3 mm
t1 = kleinere Blechdicke (z. B Stegdicke) in [mm]
t2 = größere Blechdicke (z. B. Gurtdicke) in [mm]
Einer geringeren Mindestkehlnahtdicke (z. B. 2,5 mm) kann zugestimmt werden, wenn deren einwandfreie Ausführung in einer Verfahrensprüfung nachgewiesen wurde.
3. Bearbeitungszugabe
Nachträgliches mechanisches Bearbeiten von Schweißnähten erfordert entsprechende Bearbeitungs-zugaben (dickere Nähte), damit nach der Fertigstel-lung die in den Ausführungsunterlagen geforderten Nahtdicken erreicht werden. Dies gilt insbesondere für teildurchgeschweißte Nähte, wie sie gelegentlich, z. B. bei maschinenbaulichen Konstruktionen, vorkommen, hier sind für die mechanische Bearbeitung von vorn-herein entsprechend tiefere Fugen vorzusehen. Für das kerbfreie Beschleifen der Nähte, das für bestimmte Anforderungen an die Nahtgüte in Betracht kommt, sind entsprechend dickere Nähte zu schweißen.
Kapitel 2 Seite 1–4
Abschnitt 1 Allgemeine Gestaltungsgrundsätze II - Teil 3GL
E
Abschnitt 2
Arbeitsausführung
A. Allgemeines
1. Geltungsbereich, ergänzende Vorschriften
1.1 Dieser Abschnitt enthält allgemeingültige Regeln für die Ausführung der Schweißarbeiten von der Schweißnahtvorbereitung bis zur Fertigstellung der Schweißverbindungen, einschließlich eventueller Nacharbeiten. Über die Wärmebehandlung siehe Abschnitt 3, über die Prüfung der Schweißverbindun-gen Abschnitte 4 und 5.
1.2 Für die Ausführung der Schweißarbeiten gelten zusätzlich die anwendungsbezogenen Anforde-rungen gemäß den Abschnitten des Kapitels 3. Wei-terhin sind die diesbezüglichen Angaben in den jewei-ligen Bauvorschriften zu beachten.
2. Betriebliche Voraussetzungen
2.1 Alle Betriebe, die Schweißarbeiten ausführen wollen, müssen dafür die betrieblichen Voraussetzun-gen gemäß den Abschnitten 2 (Zulassung), 3 (Schwei-ßerprüfungen) und 4 (Verfahrensprüfungen) des Kapi-tels 1 und - soweit erforderlich - des Abschnittes 4 des Kapitels 2 (Zerstörungsfreie Schweißnahtprüfungen) erfüllen.
2.2 Die Betriebe haben aktuelle Unterlagen hier-über bereitzuhalten und dem Besichtiger auf Verlan-gen vorzulegen. Erforderlichenfalls (z. B. bei längerer Arbeitsunterbrechung, vergl. Kapitel 1, Abschnitt 2, A.4.2 und Abschnitt 3, E.) kann der GL eine erneute Betriebsüberprüfung durchführen.
3. Werkstoffe, Kennzeichnung
3.1 Schweißarbeiten dürfen nur an Werkstoffen ausgeführt werden, deren Identität und Schweißeig-nung unter den jeweiligen Fertigungsbedingungen anhand von Kennzeichnungen und Bescheinigungen usw. zweifelsfrei festgestellt werden kann.
3.2 Im Zweifelsfall sind die Werkstoffe vor Be-ginn der Schweißarbeiten auf ihre Identität und Schweißeignung zu überprüfen.
4. Schweißzusätze und -hilfsstoffe
4.1 Es dürfen nur nach Kapitel 1, Abschnitt 5 geprüfte und vom GL zugelassene Schweißzusätze und -hilfsstoffe mit einem dem zu schweißenden Grundwerkstoff entsprechenden Gütegrad verwendet werden. Die Zuordnung der verschiedenen Gütegrade zu den Schiffbaustählen ist nach Tabelle 1.1 in Kapi-tel 3, Abschnitt 1 vorzunehmen.
4.2 Schweißzusätze und -hilfsstoffe für besonde-re Werkstoffe oder solche für besondere Schweißver-fahren, die aufgrund einer Verfahrens(vor)-prüfung zugelassen worden sind, dürfen nur in dem in der jeweiligen Zulassungsbestätigung genannten Anwen-dungsbereich eingesetzt werden. Gegebenenfalls da-mit verbundene besondere Anwendungsbedingungen oder -vorschriften sind zu beachten.
4.3 Die Schweißzusätze und -hilfsstoffe dürfen nur mit den durch die Prüfung abgedeckten Elektro-dendurchmessern und nur in den zugelassenen Schweißpositionen eingesetzt werden. Die Empfeh-lungen und Hinweise der Hersteller für das Ver-schweißen, z. B. Stromart und -polung, sind zu beach-ten.
4.4 Die Schweißzusätze und -hilfsstoffe sind - wenn erforderlich - vor dem Gebrauch entsprechend den Herstellervorschriften rückzutrocknen (Maximal-trockenzeit beachten!) und am Arbeitsplatz trocken (in beheizten Köchern o. ä.) aufzubewahren.
5. Überschweißbare Fertigungsbeschichtungen
5.1 Überschweißbare Fertigungsbeschichtungen (Shop Primer), die vor dem Schweißen z. B. auf Ble-che und Profile aufgebracht und nicht abgearbeitet werden, müssen nach Kapitel 1, Abschnitt 6 geprüft und zugelassen sein.
5.2 Die Betriebe haben durch geeignete Kontrol-len - insbesondere der Schichtdicken - und stichpro-benweise Arbeitsprüfungen während der laufenden Fertigung sicherzustellen, daß die Güte der Schweiß-verbindungen nicht unzulässig beeinträchtigt wird.
II - Teil 3 GL
Abschnitt 2 Arbeitsausführung Kapitel 2Seite 2–1
A

6. Ausführungsunterlagen, Werknormen
6.1 Die Schweißungen sind nach genehmigten Zeichnungen, Schweißplänen oder vom GL anerkann-ten Werknormen auszuführen. Abweichungen hiervon bedürfen der Zustimmung des GL in jedem Einzelfal-le.
6.2 Für die Einhaltung der in den Ausführungs-unterlagen gemachten Angaben ist der Betrieb ver-antwortlich.
B. Nahtvorbereitung, Zusammenbau
1. Schweißnahtvorbereitung
1.1 Die Schweißnahtvorbereitung kann durch thermisches Schneiden oder durch mechanische Bear-beitung erfolgen. Thermisch geschnittene Nahtkanten (Fugenflanken) sind mechanisch nachzuarbeiten, z. B. zu schleifen, wenn eine nachteilige Beeinflussung der Schweißverbindung durch den Schneidvorgang nicht ausgeschlossen werden kann. Schweißkanten von Stahlguß- und Schmiedeteilen sind auf jeden Fall mindestens zu beschleifen, die Walz- oder Gußhaut ist zu beseitigen.
1.2 Die Fugenflanken müssen frei von Verunrei-nigungen und solchen Fehlern sein, welche die Güte der Schweißverbindung beeinträchtigen können, z. B. Dopplungen, grobe Brennriefen und Schlacke. Vor dem Verschweißen der Teile sind die Schweißkanten auf etwa vorhandene Fehler, z. B. Risse, Einschlüsse, Lunker oder Poren zu prüfen, soweit erforderlich mittels zerstörungsfreier Prüfverfahren.
2. Nahtformen, Stegabstände (Luftspalte)
2.1 Beim Vorbereiten und Zusammenpassen der Bauteile ist darauf zu achten, daß die in den Ausfüh-rungsunterlagen angegebenen Nahtformen und Steg-abstände (Luftspalte) eingehalten werden. Insbesonde-re bei HV- und DHV-(K-)Nähten ist auf ausreichen-den Stegabstand zur Erzielung ausreichender Durch-schweißung zu achten.
2.2 Der Stegabstand soll das Doppelte des vorge-gebenen Abstandes nicht überschreiten. Bei begrenz-ter, örtlicher Überschreitung des hiernach zulässigen Abstandes darf dieser - nach Zustimmung des Besich-tigers - durch Auftragsschweißung an den Nahtflanken vermindert werden. Bei Kehlnähten ist das a-Maß entsprechend zu vergößern oder - bei größeren Luft-spalten eine HV- oder DHV-(K-)Naht vorzusehen. Füllstücke oder Drähte dürfen nicht eingeschweißt werden.
3. Fluchten der Bauteile
3.1 Zu stoßende Bauteile sind möglichst genau fluchtend auszurichten. An Beplattungen ange-schweißte Profile sind dazu an den Enden unver-schweißt zu lassen. Besondere Beachtung ist dem Fluchten von durch querliegende Bauteile unterbro-chenen (abstoßenden) Trägern zu schenken, erforder-lichenfalls sind dazu Kontrollbohrungen im querlie-genden Bauteil anzubringen und später wieder zuzu-schweißen.
3.2 Der zulässige Kantenversatz richtet sich nach der Art, Bedeutung und Beanspruchung des jeweiligen Bauteils und ist in den Abschnitten des Kapitels 3 behandelt. Sofern besondere Beanspruchungsbedin-gungen oder sonstige, den Verwendungszweck betref-fende Anforderungen eine Einengung des Kantenver-satzes notwendig machen, so ist er in den Ausfüh-rungsunterlagen anzugeben.
4. Heften und Vorbereiten zum Schweißen
4.1 Heftschweißungen sind möglichst sparsam von geschultem Personal auszuführen. Wenn die Güte der Heftschweißungen nicht den Anforderungen an die Schweißverbindung entspricht, so sind sie vor dem Fertigschweißen sorgfältig zu entfernen.
4.2 Spannbleche, Heftriegel und Ausrichtbolzen sollen möglichst aus dem gleichen oder einem artähn-lichen Werkstoff wie der Grundwerkstoff sein und sollen nicht mehr als notwendig angewendet werden. Beim Abarbeiten entstandene Beschädigungen sind fachgerecht zu beseitigen.
4.3 Beim mechanisierten Schweißen oder wenn Ansatz- und Endkraterfehler in Stumpfstößen vermie-den werden müssen, sind Vorschweiß- und Auslauf-bleche in Verlängerung der Naht vorzusehen.
4.4 Die Bauteile müssen im Bereich der Schweißnähte sauber und trocken sein. Zunder, Rost, Brennschlacke, Fett, Farbe (ausgenommen zugelasse-ne, überschweißbare Fertigungsbeschichtungen), Näs-se und Schmutz sind vor dem Schweißen sorgfältig zu entfernen.
C. Witterungsschutz, Vorwärmung
1. Die zu schweißenden Bereiche sind durch geeignete Maßnahmen vor Witterungseinflüssen wie Wind, Nässe und Kälte zu schützen und erforderli-chenfalls vorzuwärmen.
Kapitel 2 Seite 2–2
Abschnitt 2 Arbeitsausführung II - Teil 3GL
C
2. Für die Notwendigkeit und Höhe einer Vor-wärmung sind verschiedene Faktoren, z. B. chemische Zusammensetzung, Blechdicke, zwei- oder dreidimen-sionale Wärmeableitung, Umgebungs- bzw. Werk-stücktemperatur, Wärmeeinbringung beim Schweißen (Streckenenergie) maßgebend. Einzelheiten hierzu siehe Abschnitt 3 und Abschnitte des Kapitels 3.
3. Das Vorwärmen soll gleichmäßig über die ganze Blech- bzw. Bauteildicke auf einer Breite von 4 × Blechdicke, jedoch mindestens 100 mm erfolgen. Eine Vorwärmung kann gleichermaßen für Hilfs- und Heftschweißungen wie für die Fertigungsschweißun-gen notwendig werden.
D. Schweißpositionen, Schweißfolge
1. Das Schweißen soll in möglichst günstiger Schweißposition erfolgen, Zwangslagenschweißungen sind auf den unumgänglich notwendigen Umfang zu beschränken. Die in Zwangslagen eingesetzten Schweißer müssen in den jeweiligen Positionen ge-prüft sein. Über das Fallnahtschweißen siehe Kapitel 3, Abschnitt 1, H.6.
2. Die Schweißfolge ist so zu wählen, daß das Schrumpfen möglichst wenig behindert wird. Grund-sätzlich sind Stöße in Plattenfeldern vor dem Aufset-zen von Trägern und Versteifungen fertig zu schwei-ßen. In besonderen Fällen kann der GL einen Bauab-lauf- bzw. Schweißfolgeplan verlangen.
E. Ausführung der Schweißarbeiten
1. Durch den Betrieb ist sicherzustellen, daß die vorgegebenen Schweißdaten eingehalten und die Schweißungen fachgerecht ausgeführt werden.
2. Beim Schweißen dürfen die Bauteile keinen nennenswerten Bewegungen oder Erschütterungen ausgesetzt sein. Im Kran hängend oder schwimmend zusammenzufügende Teile sind vor dem Abheften in der Schweißfuge mittels Hilfseisen so zu fixieren, daß keine Bewegung der Bauteile gegeneinander stattfin-den kann. Beim Transport oder beim Wenden nicht fertiggeschweißter Bauteile müssen die Schweißver-bindungen genügend tragfähig sein.
3. Gerissene Heftstellen dürfen nicht über-schweißt werden, sie sind auszuarbeiten. Beim Mehr-lagenschweißen ist die Schlacke der vorhergehenden Lage vor dem Überschweißen vollständig zu entfer-nen. Poren, sichtbare Schlackeneinschlüsse oder sons-tige Schweißfehler sowie Risse dürfen nicht über-schweißt werden, sondern sind auszuarbeiten und auszubessern.
4. Die Schweißnähte müssen genügenden Ein-brand und saubere, gleichmäßige Oberflächen mit "weichen" Übergängen zum Grundwerkstoff haben. Übermäßige Nahtüberhöhungen und Einbrandkerben, sowie Kerben an Platten- oder Ausschnittkanten sind zu vermeiden.
5. Stumpfschweißverbindungen müssen - soweit im Einzelfall nichts anderes festgelegt wurde - über den vollen Querschnitt durchgeschweißt werden. Dazu ist in der Regel die Wurzel auszuarbeiten und gegen-zuschweißen. Einseitenschweißungen im Schiffbau, z. B. auf Keramik-Badsicherungsunterlagen, können nach erfolgreich durchgeführter und vom GL bestätig-ter Verfahrensprüfung den beidseitig geschweißten Stößen gleichgesetzt werden. Andere, nur einseitig zu schweißende Verbindungen, z. B. auf bleibenden Badsicherungsunterlagen, bedürfen der Genehmigung des GL im Rahmen der Zeichnungsprüfung.
6. HV- bzw. D(oppel)HV-(K-)Nähte können entsprechend den konstruktiven Vorgaben entweder mit Wurzelausarbeitung als vollständig durchge-schweißte Verbindungen oder als solche mit zulässi-gem Wurzelfehler bzw. definiertem unverschweiß-tem Steg und entsprechenden Abminderungsfaktoren ausgeführt werden, siehe hierzu Kapitel 3, Abschnitt 1, G.10.2. Die jeweilige Ausführungsform ist in den Zeichnungen anzugeben und muß vom GL im Rah-men der Zeichnungsprüfung genehmigt worden sein.
7. Bei Kehlnähten ist besonders auf gute Erfas-sung der Wurzel zu achten. Der Einbrand muß min-destens bis nahe an den theoretischen Wurzelpunkt heranreichen. Als Kehlnahtquerschnitt ist eine gleich-schenklige Flachnaht mit guten Übergängen zum Grundwerkstoff anzustreben. An Stegenden, Aus-schnitten oder Durchschweißlöchern sind die Kehl-nähte abdichtend um den Steg herumzuführen.
8. Die Ausbesserung von größeren Arbeitsfeh-lern oder von Fehlstellen im Werkstoff darf nur mit Zustimmung des Besichtigers erfolgen. Geringfügige Oberflächenfehler sollen durch flaches Ausschleifen entfernt werden. Tiefergehende Fehler (z. B. Risse oder beim Entfernen von Montagehilfsmitteln beschä-digte Schweißstellen) sind sauber auszuarbeiten und erforderlichenfalls mit genügender Wärmeeinbringung nachzuschweißen.
9. Reparaturschweißungen (sogenannte Ferti-gungsschweißungen) an Stahlguß- und Schmiedeteilen dürfen nur nach Zustimmung des Besichtigers erfol-
II - Teil 3 GL
Abschnitt 2 Arbeitsausführung Kapitel 2Seite 2–3
E
gen. Bei größerem Umfang sind der Hauptverwaltung des GL Reparaturskizzen und -beschreibungen zur Genehmigung einzureichen, mit Angaben über Grundwerkstoffanalyse, Schweißverfahren und Schweißzusätze und -hilfsstoffe. Der GL kann Span-nungsarmglühen oder in Sonderfällen auch eine erneu-te Wärmebehandlung der Bauteile nach dem Schwei-ßen fordern.
10. Bei der Verarbeitung und beim Schweißen höherfester Schiffbaustähle, hochfester (vergüteter) Feinkornbaustähle, nichtrostender austenitischer Stäh-le sowie von Aluminiumlegierungen sind die diesbe-züglichen Angaben und Vorschriften in den Abschnit-ten des Kapitels 3 zu beachten. Der GL kann hierfür die Vorlage einer entsprechenden Schweißspezifikati-on verlangen.
F. Richtarbeiten, Toleranzen
1. Richtarbeiten (thermische oder mechanische) dürfen die Güte der Werkstoffe und Schweißverbin-dungen nicht beeinträchtigen. Der GL kann einen Nachweis (z. B. Verfahrensprüfung) der Eignung des Richtverfahrens verlangen. Dies gilt insbesondere für die hochfesten (vergüteten) Feinkornbaustähle.
2. Sofern in den Abschnitten des Kapitels 3 oder in den Ausführungsunterlagen keine besonderen Tole-ranzen genannten werden, gelten die Freimaßtoleran-zen für Schweißkonstruktionen nach den Normen, z. B. EN ISO 13920, oder die Toleranzen nach dem Fertigungsstandard des Deutschen Schiffbaus; für Schweißverbindungen denjenigen nach EN 25817/ ISO 5817 bzw. EN 30042/ISO 10042, (siehe Anhän-ge A und B). Feinheitsgrad bzw. Bewertungsgruppe sind in den Ausführungsunterlagen festzulegen. Der GL kann andere (engere) Toleranzen verlangen, wenn dies aus Gründen der Festigkeit und/oder Betriebssi-cherheit erforderlich ist.
G. Nachbehandlung von Schweißnähten
1. Ist eine Nachbehandlung der Nähte, z. B. zur Verbesserung der Oberflächengüte bei dynamischer Beanspruchung vorgesehen, so darf diese die Eigen-schaften (mechanische Gütewerte) der Schweißver-bindungen nicht beeinträchtigen. Der GL kann hier-über einen Nachweis verlangen.
2. Über die Wärmenachbehandlung siehe Ab-schnitt 3, über die Nachbehandlung der Oberflächen für die zerstörungsfreie Prüfung siehe Abschnitt 4, F.1.
Kapitel 2 Seite 2–4
Abschnitt 2 Arbeitsausführung II - Teil 3GL
G
Abschnitt 3
Wärmebehandlungen
A. Geltungsbereich
1. Diese Vorschriften gelten für das Vorwär-men zum Schweißen und die Wärmeführung während des Schweißens sowie für ggf. erforderliche Wärme-nachbehandlungen von geschweißten Bauteilen. Über das Vorwärmen von Schiffbaustählen siehe auch Kapitel 3, Abschnitt 1, H.4 und H.5.
2. Anforderungen an die Wärmebehandlung von warm- bzw. kaltgeformten geschweißten Bautei-len (z. B. Kugel- und Klöpperböden, T-Stücken und Rohrbögen) sind in den GL-Werkstoffvorschriften spezifiziert.
B. Einrichtungen und Geräte für Wärmebe-handlungen
1. Einrichtungen und Geräte für das Vor-wärmen
Vorwärmen kann sowohl in Glüheinrichtungen als auch mittels mobilen Heizgeräten, z. B. Gasbrennern oder elektrischen Induktions- bzw. Widerstands-Heizgeräten (Heizmatten) erfolgen. Voraussetzung hierfür ist, daß die vorgeschriebenen Vorwärm- und Zwischenlagentemperaturen während des gesamten Schweißvorganges damit konstant gehalten und kon-trolliert werden können. Die Kontrolle kann dabei mittels geeigneter Geräte bzw. Hilfsmittel, z. B. Auf-setzthermometer, Temperaturfühler oder Farbum-schlag-Stifte erfolgen.
2. Ortsfeste Glüheinrichtungen (Glühöfen)
2.1 Ortsfeste Wärmebehandlungsanlagen (Glüh-öfen) müssen für die jeweiligen Bauteile und Kon-struktionen ausreichend dimensioniert sein und über eine entsprechende Temperaturregelung verfügen. Die Öfen müssen die jeweils geforderten Glühtempe-raturen gewährleisten und eine ausreichende Gleich-mäßigkeit bzw. Genauigkeit der Temperaturführung ermöglichen (DIN 17052, Güteklasse C).
2.2 Es ist eine ausreichende Anzahl von Tempe-raturmeßgeräten, mindestens jedoch 2 Stück pro Ofen, vorzusehen. Der Temperaturverlauf über der Zeit ist festzuhalten und zu protokollieren. Die Tem-peraturregelung und die verwendeten Temperatur- und Zeitmeßinstrumente sind in regelmäßigen Ab-
ständen zu überprüfen (mindestens 1 × pro Jahr) und das Ergebnis der Überprüfung ist dem GL auf Ver-langen nachzuweisen.
3. Sonstige Glüheinrichtungen
Die prinzipiellen Anforderungen sind in Para. B.1. spezifiziert und richten sich jedoch nach den jeweili-gen Bauteil- bzw. Konstruktionsanforderungen. Die Zustimmung der betreffenden Wärmebehandlungsart- und -methode ist durch den GL erforderlich.
Stehen für das Glühen von Bauteilen keine ausrei-chend bemessenen Öfen zur Verfügung, kann - nach Zustimmung des GL - die Wärmebehandlung in orts-beweglichen Anlagen (z.B. transportablen Öfen) oder besonders dafür konstruierten Einrichtungen erfol-gen. Diese müssen hinsichtlich Funktion, Tempera-turregelung und -messung die Anforderungen gemäß Absatz 1 erfüllen und sind vor dem Einsatz dem GL zur Überprüfung vorzustellen. Auf eine ausreichende Isolierung der zu glühenden Bauteile bzw. Schweiß-nähte ist zu achten, unzulässige Temperaturgradien-ten im Bauteil sind zu vermeiden.
C. Grundsätze für die Wärmebehandlung
1. Die Wärmebehandlung, Temperaturmessung und Protokollierung ist durch sachkundiges Personal durchzuführen. Siehe hierzu und über die Durchfüh-rung der Wärmebehandlung auch den europäischen Normentwurf (Dokument N 225) "Schweißen, Quali-tätsanforderungen für die Wärmebehandlung im Zusammenhang mit Schweißen und Umformen".
2. Die Wärmebehandlungsart, -temperatur und -dauer sowie die zulässigen Aufheiz- und Abküh-lungsgeschwindigkeiten sind vom Werkstoff, der Werkstoffdicke, der Fertigung und der Art des Bau-teiles bzw. der Konstruktion abhängig. Siehe hierzu auch die Angaben in EN 1011 Teile 1 bis 4 sowie in den Vorschriften des Kapitels 3. Die Angaben und Empfehlungen der Hersteller von Werkstoffen und Schweißzusätzen sind zu beachten.
3. Die Angaben zur Wärmevor- und -nach-behandlung eines Bauteiles bzw. einer Konstruktion müssen in den zur Prüfung durch den GL vorgelegten Ausführungsunterlagen enthalten sein. Soweit Schweißanweisungen des Herstellers (WPS) zur Anwendung kommen, müssen diese die notwendigen
II - Teil 3 GL
Abschnitt 3 Wärmebehandlungen Kapitel 2Seite 3–1
C

Angaben zum Vorwärmen, der Wärmeführung beim Schweißen und zur Wärmenachbehandlung enthalten.
4. Bauteile sind in der Regel einer Wärme-nachbehandlung im ganzen zu unterziehen. Teilwei-ses oder abschnittsweises Glühen von Schweißnähten bzw. das Glühen von Teilbereichen, insbesondere an druckführenden Bauteilen, erfordert die Zustimmung des GL in jedem Einzelfall. Hierfür ist dem GL eine Spezifikation zur Prüfung einzureichen.
5. Bei Schweißverbindungen von unterschied-lichen Werkstoffen, geschweißten komplexen Bautei-len (z. B. LNG/LPG-Prozessdruckbehältern und Gas-tanks), Bauteilen mit hohen Kaltumformgraden (mehr als 3 %), umfangreicheren Konstruktions- und Repa-raturschweißungen an Gußteilen sind Notwendigkeit, Art und Umfang einer Wärmebehandlung mit dem GL abzustimmen.
6. Die Teile sind ordnungsgemäß für die Wär-mebehandlung vorzubereiten. Flansch- und Dich-tungsflächen sind ausreichend gegen Verzunderung zu schützen. Es sind Vorkehrungen gegen Bauteil-verwerfungen zu treffen, die Bauteile und Konstruk-tionen sind entsprechend zu lagern. Unzulässige Temperaturgradienten während des Glühens, Aufhei-zens und Abkühlens sind zu vermeiden.
D. Witterungsschutz, Vorwärmen, Wärme-führung beim Schweißen
1. Witterungsschutz, Schweißen bei niedri-gen Temperaturen
1.1 Der Arbeitsbereich des Schweißers ist - ins-besondere bei Arbeiten im Freien - vor Wind, Nässe und Kälte zu schützen. Vor allem beim Schutzgas-schweißen ist auf ausreichende Abschirmung gegen Zugluft zu achten. Es empfiehlt sich in jedem Falle, die Nahtkanten bei Arbeiten im Freien unter ungüns-tigen Witterungsbedingungen trockenzuwärmen.
1.2 Bei Umgebungstemperaturen unter + 5 °C sind zusätzliche Maßnahmen festzulegen, wie Abde-cken der Bauteile, großflächiges Anwärmen, Vor-wärmen insbesondere beim Schweißen mit relativ geringer Wärmeeinbringung (Streckenenergie), z. B. bei dünnen Kehlnähten, oder bei rascher Wärmeab-leitung, z. B. bei dickwandigen Teilen. Bei Umge-bungstemperaturen unter – 10 °C soll möglichst nicht mehr geschweißt werden.
2. Vorwärmen beim Schweißen ferritischer Stähle
2.1 Die Notwendigkeit zum Vorwärmen ferriti-scher Stähle und die Höhe der zu wählenden Vor-wärmtemperatur sind von mehreren Einflußgrößen abhängig. Hierzu zählen insbesondere:
– die chemische Zusammensetzung von Grund-werkstoff (Kohlenstoffäquivalent) und Schweißgut,
– die Werkstückdicke und die Art des Schweiß-stoßes (zwei- oder dreidimensionale Wärmeab-leitung),
– das Schweißverfahren und die Schweißparame-ter (Streckenenergie)
– die Schrumpfspannungen und Umwandlungs-spannungen
– die Temperaturabhängigkeit der mechanischen Eigenschaften von Schweißgut und Wär-meeinflußzone sowie
– der Gehalt an diffusiblem Wasserstoff im Schweißgut.
2.2 Die einzuhaltende Arbeitstemperatur (Min-dest-Vorwärmtemperatur und maximale Zwischenla-gentemperatur) von (Schiff-) Baustählen kann gemäß EN 1011-2 bestimmt werden. Anhaltswerte daraus für die Vorwärmtemperatur für zwei verschiedene Streckenenergien 1 und Wasserstoffgehalte HD 2 des Schweißgutes sowie unterschiedliche Kohlenstoff-äquivalente CET 3 sind in den nachstehenden Abbil-dungen 3.1 und 3.2 angegeben.
–––––––––––––– 1 Streckenenergie:
U [Volt] 1[Amp.] Schweißzeit [min] 6 kJQNahtlänge [mm] mm
⋅ ⋅ ⋅ ⎡ ⎤= ⎢ ⎥
⎣ ⎦
2 HD 5 = max. 5 ml diffusibler Waserstoff pro 100 g Schweißgut
HD 15 = max. 15 ml diffusibler Waserstoff pro 100 g Schweißgut
3 Kohlenstoffäquivalent:
Mn Mo Cr Cu NiCET [Gew. %]10 20 40+ +
= + + −
Die obige Formel für die Ermittlung des Kohlenstoffäquiva-lents CET ist laut EN 1011-2 anwendbar für Stähle mit Streckgrenzen von 300 – 1000 MPa und für folgende chemi-sche Zusammensetzung : 0,05 – 0,32 % C, max. 0,8 % Si, 0,5 – 1,9 % Mn, max. 0,75 % Mo, max. 1,5 % Cr, max. 0,7 % Cu, max. 2,5 % Ni, max. 0,12 % Ti, max. 0,18 % V, max. 0,005 % B, max. 0,06 % Nb.
Kapitel 2 Seite 3–2
Abschnitt 3 Wärmebehandlungen II - Teil 3GL
D

�
��
���
���
���
���
�� �� �� �� �� � � �� ���
� ��������������
� ��������������
� ��������������
� ��������������
� ���������������
� ���������������
� ���������������
� ��������������������
����
�� �!��!"�
�#�$��%
&�'
()�*+��*,��%!!'
Abb. 3.1 Mindest - Vorwärmtemperaturen (Arbeitstemperaturen) bei Schweißverfahren mit relativ nied-riger Wärmeeinbringung (Streckenenergie 1 Q ≈ 0,5 kJ/mm) in Abhängigkeit vom Kohlenstoff-äquivalent CET 2 des Grundwerkstoffes und Wasserstoffgehalt des Schweißgutes
� ��������������
� ��������������
� ��������������
� ��������������
� ���������������
� ���������������
� ���������������
� ���������������
�
��
���
���
���
���
�� �� �� � ����� �� � ��
�����
����
�� �!��!"�
�#�$��%
&�'
()�*+��*,��%!!'
Abb. 3.2 Mindest - Vorwärmtemperaturen (Arbeitstemperaturen) bei Schweißverfahren mit relativ hoher Wärmeeinbringung (Streckenenergie 1 Q ≈ 3,5 kJ/mm) in Abhängigkeit vom Kohlenstoffäquiva-lent CET 2 des Grundwerkstoffes und Wasserstoffgehalt des Schweißgutes
II - Teil 3 GL
Abschnitt 3 Wärmebehandlungen Kapitel 2Seite 3–3
D
Hinweis:
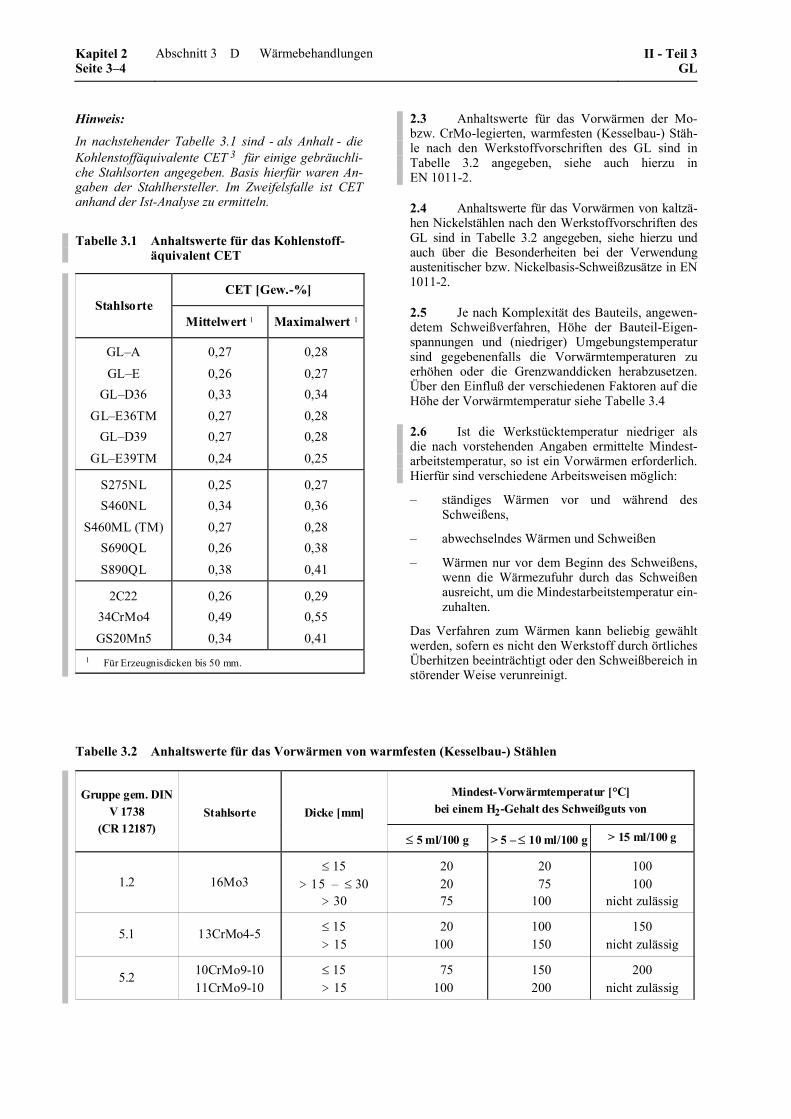
In nachstehender Tabelle 3.1 sind - als Anhalt - die Kohlenstoffäquivalente CET 3 für einige gebräuchli-che Stahlsorten angegeben. Basis hierfür waren An-gaben der Stahlhersteller. Im Zweifelsfalle ist CET anhand der Ist-Analyse zu ermitteln.
Tabelle 3.1 Anhaltswerte für das Kohlenstoff-äquivalent CET
CET [Gew.-%] Stahlsorte
Mittelwert 1 Maximalwert 1
GL–A
GL–E GL–D36
GL–E36TM GL–D39
GL–E39TM
0,27
0,26 0,33 0,27 0,27
0,24
0,28
0,27 0,34 0,28 0,28
0,25
S275NL S460NL
S460ML (TM) S690QL
S890QL
0,25 0,34 0,27 0,26
0,38
0,27 0,36 0,28 0,38
0,41
2C22 34CrMo4 GS20Mn5
0,26 0,49 0,34
0,29 0,55 0,41
1 Für Erzeugnisdicken bis 50 mm.
2.3 Anhaltswerte für das Vorwärmen der Mo- bzw. CrMo-legierten, warmfesten (Kesselbau-) Stäh-le nach den Werkstoffvorschriften des GL sind in Tabelle 3.2 angegeben, siehe auch hierzu in EN 1011-2.
2.4 Anhaltswerte für das Vorwärmen von kaltzä-hen Nickelstählen nach den Werkstoffvorschriften des GL sind in Tabelle 3.2 angegeben, siehe hierzu und auch über die Besonderheiten bei der Verwendung austenitischer bzw. Nickelbasis-Schweißzusätze in EN 1011-2.
2.5 Je nach Komplexität des Bauteils, angewen-detem Schweißverfahren, Höhe der Bauteil-Eigen-spannungen und (niedriger) Umgebungstemperatur sind gegebenenfalls die Vorwärmtemperaturen zu erhöhen oder die Grenzwanddicken herabzusetzen. Über den Einfluß der verschiedenen Faktoren auf die Höhe der Vorwärmtemperatur siehe Tabelle 3.4
2.6 Ist die Werkstücktemperatur niedriger als die nach vorstehenden Angaben ermittelte Mindest-arbeitstemperatur, so ist ein Vorwärmen erforderlich. Hierfür sind verschiedene Arbeitsweisen möglich:
– ständiges Wärmen vor und während des Schweißens,
– abwechselndes Wärmen und Schweißen
– Wärmen nur vor dem Beginn des Schweißens, wenn die Wärmezufuhr durch das Schweißen ausreicht, um die Mindestarbeitstemperatur ein-zuhalten.
Das Verfahren zum Wärmen kann beliebig gewählt werden, sofern es nicht den Werkstoff durch örtliches Überhitzen beeinträchtigt oder den Schweißbereich in störender Weise verunreinigt.
Tabelle 3.2 Anhaltswerte für das Vorwärmen von warmfesten (Kesselbau-) Stählen
Mindest-Vorwärmtemperatur [°C] bei einem H2-Gehalt des Schweißguts von
Gruppe gem. DIN V 1738
(CR 12187) Stahlsorte Dicke [mm]
≤ 5 ml/100 g > 5 – ≤ 10 ml/100 g > 15 ml/100 g
1.2 16Mo3 ≤ 15
> 15 – ≤ 30 > 30
20 20 75
20 75 100
100 100
nicht zulässig
5.1 13CrMo4-5 ≤ 15 > 15
20 100
100 150
150 nicht zulässig
5.2 10CrMo9-10 11CrMo9-10
≤ 15 > 15
75 100
150 200
200 nicht zulässig
Kapitel 2 Seite 3–4
Abschnitt 3 Wärmebehandlungen II - Teil 3GL
D
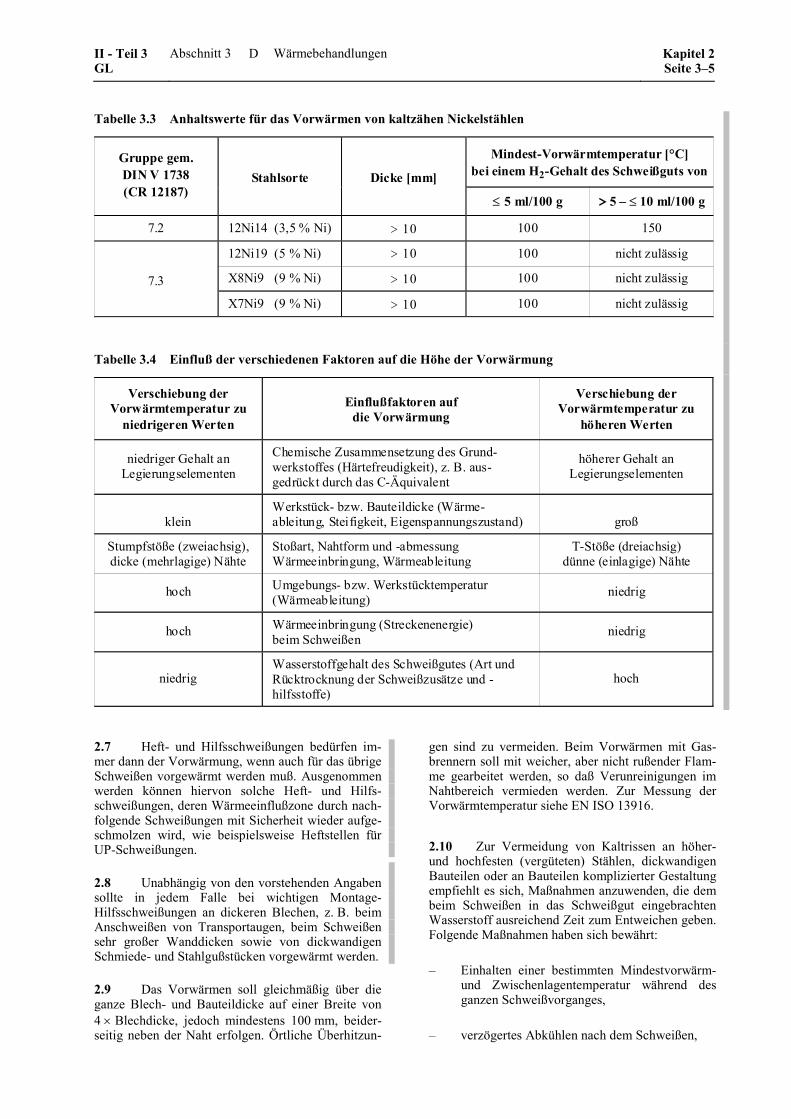
Tabelle 3.3 Anhaltswerte für das Vorwärmen von kaltzähen Nickelstählen
Mindest-Vorwärmtemperatur [°C] bei einem H2-Gehalt des Schweißguts von
Gruppe gem. DIN V 1738 (CR 12187)
Stahlsorte Dicke [mm]
≤ 5 ml/100 g > 5 – ≤ 10 ml/100 g
7.2 12Ni14 (3,5 % Ni) > 10 100 150
12Ni19 (5 % Ni) > 10 100 nicht zulässig
X8Ni9 (9 % Ni) > 10 100 nicht zulässig 7.3
X7Ni9 (9 % Ni) > 10 100 nicht zulässig
Tabelle 3.4 Einfluß der verschiedenen Faktoren auf die Höhe der Vorwärmung
Verschiebung der Vorwärmtemperatur zu
niedrigeren Werten
Einflußfaktoren auf die Vorwärmung
Verschiebung der Vorwärmtemperatur zu
höheren Werten
niedriger Gehalt an Legierungselementen
Chemische Zusammensetzung des Grund-werkstoffes (Härtefreudigkeit), z. B. aus-gedrückt durch das C-Äquivalent
höherer Gehalt an Legierungselementen
klein Werkstück- bzw. Bauteildicke (Wärme-ableitung, Steifigkeit, Eigenspannungszustand) groß
Stumpfstöße (zweiachsig), dicke (mehrlagige) Nähte
Stoßart, Nahtform und -abmessung Wärmeeinbringung, Wärmeableitung
T-Stöße (dreiachsig) dünne (einlagige) Nähte
hoch Umgebungs- bzw. Werkstücktemperatur (Wärmeableitung) niedrig
hoch Wärmeeinbringung (Streckenenergie) beim Schweißen niedrig
niedrig Wasserstoffgehalt des Schweißgutes (Art und Rücktrocknung der Schweißzusätze und -hilfsstoffe)
hoch
2.7 Heft- und Hilfsschweißungen bedürfen im-mer dann der Vorwärmung, wenn auch für das übrige Schweißen vorgewärmt werden muß. Ausgenommen werden können hiervon solche Heft- und Hilfs-schweißungen, deren Wärmeeinflußzone durch nach-folgende Schweißungen mit Sicherheit wieder aufge-schmolzen wird, wie beispielsweise Heftstellen für UP-Schweißungen.
2.8 Unabhängig von den vorstehenden Angaben sollte in jedem Falle bei wichtigen Montage-Hilfsschweißungen an dickeren Blechen, z. B. beim Anschweißen von Transportaugen, beim Schweißen sehr großer Wanddicken sowie von dickwandigen Schmiede- und Stahlgußstücken vorgewärmt werden.
2.9 Das Vorwärmen soll gleichmäßig über die ganze Blech- und Bauteildicke auf einer Breite von 4 × Blechdicke, jedoch mindestens 100 mm, beider-seitig neben der Naht erfolgen. Örtliche Überhitzun-
gen sind zu vermeiden. Beim Vorwärmen mit Gas-brennern soll mit weicher, aber nicht rußender Flam-me gearbeitet werden, so daß Verunreinigungen im Nahtbereich vermieden werden. Zur Messung der Vorwärmtemperatur siehe EN ISO 13916.
2.10 Zur Vermeidung von Kaltrissen an höher- und hochfesten (vergüteten) Stählen, dickwandigen Bauteilen oder an Bauteilen komplizierter Gestaltung empfiehlt es sich, Maßnahmen anzuwenden, die dem beim Schweißen in das Schweißgut eingebrachten Wasserstoff ausreichend Zeit zum Entweichen geben. Folgende Maßnahmen haben sich bewährt:
– Einhalten einer bestimmten Mindestvorwärm- und Zwischenlagentemperatur während des ganzen Schweißvorganges,
– verzögertes Abkühlen nach dem Schweißen,
II - Teil 3 GL
Abschnitt 3 Wärmebehandlungen Kapitel 2Seite 3–5
D
– Halten bei rd. 250 °C vor dem Abkühlen (Was-serstoffarmglühen) oder
– Glühen unmittelbar nach dem Schweißen (ohne Zwischenabkühlung).
2.11 Liegen Schiffbaustähle oder Feinkornbau-stähle thermomechanisch umgeformt (TM-Stähle) vor, so ist über die Notwendigkeit und Höhe der Vorwärmung unter Berücksichtigung des Kohlen-stoffäquivalents und der Ergebnisse der Zulassungs- bzw. Verfahrensprüfungen gesondert zu entscheiden. Gegebenenfalls reicht ein Trockenwärmen der Schweißstellen aus.
3. Kontrolle der Zwischenlagentemperatu-ren
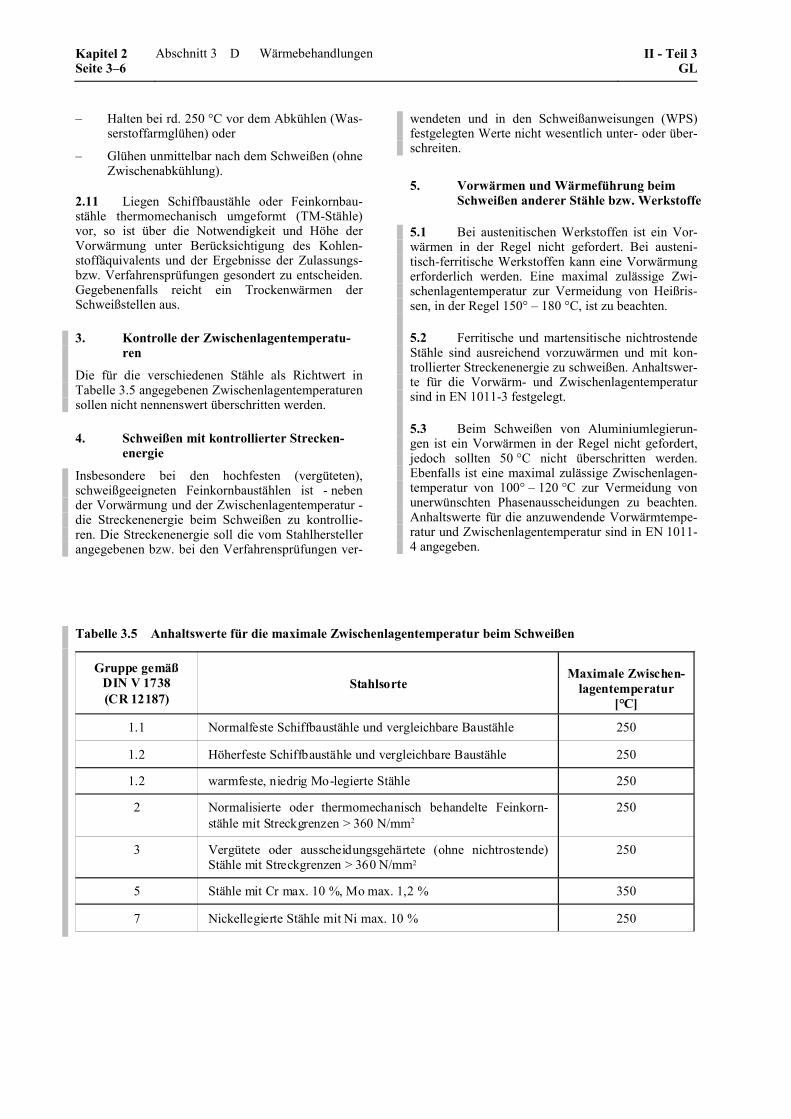
Die für die verschiedenen Stähle als Richtwert in Tabelle 3.5 angegebenen Zwischenlagentemperaturen sollen nicht nennenswert überschritten werden.
4. Schweißen mit kontrollierter Strecken-energie
Insbesondere bei den hochfesten (vergüteten), schweißgeeigneten Feinkornbaustählen ist - neben der Vorwärmung und der Zwischenlagentemperatur - die Streckenenergie beim Schweißen zu kontrollie-ren. Die Streckenenergie soll die vom Stahlhersteller angegebenen bzw. bei den Verfahrensprüfungen ver-
wendeten und in den Schweißanweisungen (WPS) festgelegten Werte nicht wesentlich unter- oder über-schreiten.
5. Vorwärmen und Wärmeführung beim Schweißen anderer Stähle bzw. Werkstoffe
5.1 Bei austenitischen Werkstoffen ist ein Vor-wärmen in der Regel nicht gefordert. Bei austeni-tisch-ferritische Werkstoffen kann eine Vorwärmung erforderlich werden. Eine maximal zulässige Zwi-schenlagentemperatur zur Vermeidung von Heißris-sen, in der Regel 150° – 180 °C, ist zu beachten.
5.2 Ferritische und martensitische nichtrostende Stähle sind ausreichend vorzuwärmen und mit kon-trollierter Streckenenergie zu schweißen. Anhaltswer-te für die Vorwärm- und Zwischenlagentemperatur sind in EN 1011-3 festgelegt.
5.3 Beim Schweißen von Aluminiumlegierun-gen ist ein Vorwärmen in der Regel nicht gefordert, jedoch sollten 50 °C nicht überschritten werden. Ebenfalls ist eine maximal zulässige Zwischenlagen-temperatur von 100° – 120 °C zur Vermeidung von unerwünschten Phasenausscheidungen zu beachten. Anhaltswerte für die anzuwendende Vorwärmtempe-ratur und Zwischenlagentemperatur sind in EN 1011-4 angegeben.
Tabelle 3.5 Anhaltswerte für die maximale Zwischenlagentemperatur beim Schweißen
Gruppe gemäß DIN V 1738 (CR 12187)
Stahlsorte Maximale Zwischen-
lagentemperatur [°C]
1.1 Normalfeste Schiffbaustähle und vergleichbare Baustähle 250
1.2 Höherfeste Schiffbaustähle und vergleichbare Baustähle 250
1.2 warmfeste, niedrig Mo-legierte Stähle 250
2 Normalisierte oder thermomechanisch behandelte Feinkorn-stähle mit Streckgrenzen > 360 N/mm2
250
3 Vergütete oder ausscheidungsgehärtete (ohne nichtrostende) Stähle mit Streckgrenzen > 360 N/mm2
250
5 Stähle mit Cr max. 10 %, Mo max. 1,2 % 350
7 Nickellegierte Stähle mit Ni max. 10 % 250
Kapitel 2 Seite 3–6
Abschnitt 3 Wärmebehandlungen II - Teil 3GL
D

E. Wärmebehandlungen nach dem Schwei-ßen
1. Wenn in den Abschnitten 1 bis 5 von Kapi-tel 3 gefordert, sind geschweißte Bauteile einer Wär-menachbehandlung zu unterziehen. Im allgemeinen kommt eine Wärmenachbehandlung für ferritische Stähle in Betracht, hierfür genügt in der Regel ein Spannungsarmglühen oder Anlaßglühen. Sofern bei der Herstellung bestimmter Bauteile oder Konstrukti-onen anderweitige Regelwerke mitberücksichtigt werden müssen (z. B. beim Bau von Dampfkesseln TRD 201, vergl. Kapitel 3, Abschnitt 2, A.2.2), so sind die Angaben zur Wärmenachbehandlung in diesen Regelwerken mit zu beachten.
Hinweis:
Die Notwendigkeit und Art einer Wärmenachbehand-lung wird von verschiedenen Faktoren bestimmt, die wichtigsten sind nachstehend genannt:
– Werkstoffeigenschaften und -abmessungen (Wanddicken)
– Niedrigste zu erwartende Betriebstemperatur (Entwurfstemperatur)
– Art des Betriebs- und Umgebungsmediums (z. B. Korrosionsgefahr)
– Dehnungs- und Schrumpfungsbehinderung durch Anhäufung von Schweißnähten
– Gefahr des Verziehens bei nachfolgender me-chanischer Bearbeitung
2. Reicht ein Spannungsarmglühen nach dem Schweißen nicht aus und ist eine weitergehende Wärmebehandlung gefordert (z. B. Normalglühen oder Vergüten), so ist deren Art anhand der Werk-stoffspezifikation und der Einsatzbedingungen be-sonders festzulegen und mit dem GL abzustimmen. Dies gilt sinngemäß auch für andere als die hier be-handelten Werkstoffe und Werkstoffkombinationen sowie für andere Methoden des Spannungsabbaus.
3. Das Spannungsarmglühen muß durch ein langsames und gleichmäßiges Erwärmen der Bauteile auf die vorgeschriebenen Temperaturbereiche (An-haltswerte gibt Tabelle 3.6), ein Halten in diesen Bereichen von 2 Minuten je mm Wanddicke, mindes-tens aber für 30 Minuten, ein langsames Abkühlen im Ofen oder in der Glühvorrichtung bis auf 400 °C und ein anschließendes Abkühlen an ruhender Luft erfol-gen. Bei dickwandigen Bauteilen braucht eine Halte-zeit von 150 Minuten nicht überschritten werden.
4. Besteht die Gefahr, daß beim Glühen ein Verwerfen der Bauteile eintritt, kann in bestimmten Grenzen bei niedrigerer Temperatur mit erhöhter Haltezeit geglüht werden. Die hierfür erforderlichen Temperaturen und Haltezeiten sind mit dem GL zu vereinbaren.
5. Bei Verbindungen zwischen ferritischen und austenitischen Stählen (Schweißgut) dürfen Wärme-behandlungen wegen der Gefahr von Kohlenstoff-Diffusionen im allgemeinen nicht durchgeführt wer-den, sofern nicht mit Nickelbasis-Zusatzwerkstoffen geschweißt wird.
II - Teil 3 GL
Abschnitt 3 Wärmebehandlungen Kapitel 2Seite 3–7
E
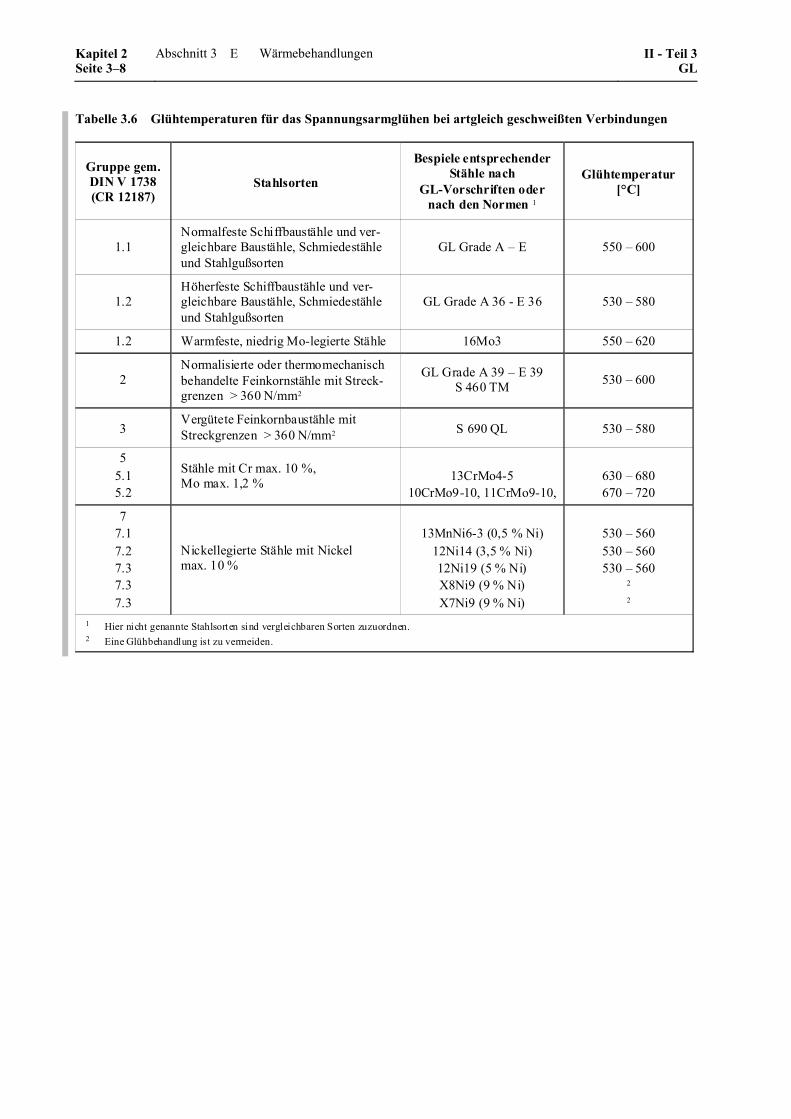
Tabelle 3.6 Glühtemperaturen für das Spannungsarmglühen bei artgleich geschweißten Verbindungen
Gruppe gem. DIN V 1738 (CR 12187)
Stahlsorten
Bespiele entsprechender Stähle nach
GL-Vorschriften oder nach den Normen 1
Glühtemperatur [°C]
1.1 Normalfeste Schiffbaustähle und ver-gleichbare Baustähle, Schmiedestähle und Stahlgußsorten
GL Grade A – E 550 – 600
1.2 Höherfeste Schiffbaustähle und ver-gleichbare Baustähle, Schmiedestähle und Stahlgußsorten
GL Grade A 36 - E 36 530 – 580
1.2 Warmfeste, niedrig Mo-legierte Stähle 16Mo3 550 – 620
2 Normalisierte oder thermomechanisch behandelte Feinkornstähle mit Streck-grenzen > 360 N/mm2
GL Grade A 39 – E 39 S 460 TM 530 – 600
3 Vergütete Feinkornbaustähle mit Streckgrenzen > 360 N/mm2 S 690 QL 530 – 580
5 5.1 5.2
Stähle mit Cr max. 10 %, Mo max. 1,2 %
13CrMo4-5
10CrMo9-10, 11CrMo9-10,
630 – 680 670 – 720
7 7.1 7.2 7.3 7.3 7.3
Nickellegierte Stähle mit Nickel max. 10 %
13MnNi6-3 (0,5 % Ni)
12Ni14 (3,5 % Ni) 12Ni19 (5 % Ni) X8Ni9 (9 % Ni) X7Ni9 (9 % Ni)
530 – 560 530 – 560 530 – 560
2 2
1 Hier nicht genannte Stahlsorten sind vergleichbaren Sorten zuzuordnen. 2 Eine Glühbehandlung ist zu vermeiden.
Kapitel 2 Seite 3–8
Abschnitt 3 Wärmebehandlungen II - Teil 3GL
E
Abschnitt 4
Zerstörungsfreie Schweißnahtprüfungen
A. Allgemeines
1. Geltungsbereich
1.1 Diese Vorschriften gelten für die Durchfüh-rung der in den einzelnen Abschnitten des Kapitels 3 für die verschiedenen Anwendungsgebiete nach Art und Umfang vorgeschriebenen zerstörungsfreien Prü-fungen der Schweißverbindungen. Siehe hierzu auch Kapitel 1, Abschnitt 1, A.1. und A.2.
1.2 Sie gelten darüber hinaus für die Durchfüh-rung aller zerstörungsfreien Schweißnahtprüfungen, die in anderen Vorschriften, Richtlinien oder sonstigen technischen Regeln des GL gefordert werden und für die dort keine besonderen Angaben gemacht worden sind.
2. Normen und andere Regelwerke
2.1 Die nachstehend genannten Normen etc. sind Bestandteil dieser Vorschrift und bei der Durchfüh-rung der zerstörungsfreien Schweißnahtprüfungen mit zu beachten. Stehen die Normen im Widerspruch zu diesen Vorschriften, so gelten letztere vorrangig.
2.2 Prüfungen nach anderen, vergleichbaren Regelwerken bedürfen der vorherigen Zustimmung des GL. Dazu sind dem GL die jeweiligen Regelwerke zusammen mit den übrigen Prüfungsunterlagen (siehe D.1.1) zur Prüfung und Anerkennung vorzulegen.
3. Anforderungen an die Prüfstelle
3.1 Die Prüfstelle des Betriebes soll von der Fertigung so weit unabhängig und unbeeinflußbar sein, daß eine objektive Prüfung und Bewertung der Prüfergebnisse gewährleistet ist. Dies gilt sinngemäß für externe Prüfstellen.
B. Prüfverfahren, Geräte und Prüfmittel
1. Prüfverfahren
1.1 Die Auswahl des jeweils anzuwendenden Prüfverfahrens wird u. a. durch die Bauteil- bzw. Schweißnahtgeometrie, den Werkstoff und die nach-zuweisenden Fehler (Art und Lage) bestimmt, siehe hierzu auch in den einzelnen anwendungsbezogenen Abschnitten des Kapitels 3.
1.2 Soweit in den einzelnen anwendungsbezoge-nen Abschnitten des Kapitels 3 keine anderen Anga-ben gemacht werden, gelten folgende, grundsätzliche Forderungen:
– Bis etwa 30 mm Wand- bzw. Schweißnahtdicke ist bevorzugt die Durchstrahlungsprüfung anzu-wenden, für größere Dicken ist die Ultraschall-prüfung als primäres Prüfverfahren einzusetzen.
– Ab etwa 10 mm Wand- bzw. Schweißnahtdicke können - in Abstimmung mit dem GL - wahl-weise Durchstrahlungs- oder Ultraschallprüfun-gen durchgeführt werden.
– Bei der Durchstrahlungsprüfung sind vorzugs-weise Röntgenstrahler zu verwenden, Gamma-Strahler dürfen nur nach Zustimmung des GL aufgrund einer Überprüfung und nach Anerken-nung des Prüfverfahrens eingesetzt werden, sie-he hierzu unter K.1.
– Bei magnetisierbaren Werkstoffen ist für die Oberflächenrißprüfung bevorzugt die Magnet-pulverprüfung einzusetzen, die Eindringprüfung bei magnetisierbaren Werkstoffen bedarf der Zustimmung des GL in jedem Einzelfall.
1.3 Das Prüfverfahren muß die möglichen äuße-ren und/oder inneren Fehler sicher aufzeigen können. Erforderlichenfalls sind dazu zwei oder mehrere Prüf-verfahren kombiniert anzuwenden. Das (oder die) jeweils anzuwendende(n) Prüfverfahren ist (sind) im Prüfplan (vgl. D.1.1) anzugeben.
2. Prüfgeräte und Prüfmittel
2.1 Die eingesetzten Prüfgeräte und Prüfmittel müssen dem Stand der Technik und den Normen ent-sprechen und in einem einwandfreien, gebrauchstüch-tigen Zustand sein. Der GL kann eine Überprüfung der eingesetzten Prüfgeräte und/oder Prüfmittel verlangen.
2.2 Bei der Inanspruchnahme von Prüfeinrich-tungen, Prüfgeräten etc. betriebsfremder, anderer Prüfstellen hat der Betrieb dafür Sorge zu tragen, daß die Bedingungen gemäß 2.1 erfüllt sind.
II - Teil 3 GL
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen Kapitel 2Seite 4–1
B
C. Prüfpersonal, Prüfaufsicht
1. Prüfpersonal (Prüfer)
1.1 Mit der Durchführung der zerstörungsfreien Schweißnahtprüfungen dürfen nur solche Personen betraut werden, die mit dem jeweiligen Prüfverfahren geschult worden sind und über ausreichende Erfah-rungen damit verfügen. Dem GL sind hierüber ent-sprechende Nachweise, z. B. nach EN 473/ISO 9712 zu erbringen.
1.2 Für die Schweißnahtprüfung mit Ultraschall dürfen nur Prüfer mit einem DGZfP 1 - Zeugnis U.2.1 (oder äquivalent, z. B. ASNT 2 Level II) und mindes-tens 2 Jahren nachgewiesener Prüfpraxis eingesetzt werden, die vom GL anerkannt sind.
1.3 Der GL kann für diese Anerkennung eine Überprüfung der Eignung der Ultraschallprüfer zu-sammen mit Prüfgeräten und Prüfmethode unter Pra-xisbedingungen im Betrieb verlangen.. In Ausnahme-fällen und ggf. für einen eingeschränkten Einsatzbe-reich kann der GL - nach erfolgreicher Überprüfung - auch solche Prüfer anerkennen, die die unter 1.2 ge-forderten Zeugnisse nicht besitzen.
1.4 Die Überprüfung ist mit folgenden Angaben und Unterlagen bei der Hauptverwaltung des GL zu beantragen:
– Ausbildungsbelege der Prüfer und ggf. des Prüf-aufsichtspersonals
– Beschreibung der Prüfeinrichtungen (Geräte, Prüfköpfe usw.)
– Beschreibung der Prüfmethode (Gerätejustie-rung, Einschallwinkel und -richtungen, Emp-findlichkeitseinstellung usw.)
– Methode der Fehlergrößenbestimmung
– Form des Prüfprotokolls
Nach erfolgreicher Überprüfung kann mit der Aner-kennung auch eine Autorisierung des Prüfers für die selbständige und eigenverantwortliche Durchführung bestimmter Prüfaufgaben (Werkstoffe, Schweißnaht-formen) verbunden werden. Die Entscheidung hier-über liegt beim GL.
Hinweis:
Die Anerkennung und ggfs. Autorisierung eines Prü-fers umfaßt im allgemeinen die Prüfung üblicher Stumpfstöße, Eckstöße (z. B. der Deckstringer-Scheergangverbindung) oder annähernd rechtwinkli-ger T-Stöße an Schiffbaustählen und/oder vergleich-baren anderen Baustählen. Für darüber hinausgehen-de (schwierigere) Prüfaufgaben (z. B. an anderen Werkstoffen und/oder an spitzwinkligen Rohrknoten-verbindungen sowie vergleichbar komplizierten Naht-geometrien) ist eine besondere Überprüfung und Er-gänzung der Zulassung erforderlich.
2. Prüfaufsichtspersonal
2.1 Für die Planung, die Überwachung der Durchführung und für die Bewertung der Prüfergeb-nisse der zerstörungsfreien Schweißnahtprüfungen muß eine entsprechend qualifizierte Prüfaufsichtsper-son des Betriebes zur Verfügung stehen. Die Prüfauf-sichtsperson ist dem GL zu benennen; deren Qualifi-kationsnachweise (z.B. DGZfP 1 Stufe 3, ASNT 2 Level III oder Schweißaufsicht nach EN 719/ISO 14731 mit ZfP-Zusatzausbildung) sind dem GL vorzu-legen.
2.2 Die Prüfaufsicht ist dafür verantwortlich, daß die zerstörungsfreien Schweißnahtprüfungen entspre-chend diesen Vorschriften, den Normen und dem genehmigten Prüfplan von dafür geeignetem Prüfper-sonal fachgerecht und gewissenhaft ausgeführt und protokolliert werden.
2.3 Bei der Inanspruchnahme von betriebsfrem-den Prüfstellen hat der Betrieb dafür Sorge zu tragen, daß die obigen Bedingungen erfüllt sind. Der Betrieb hat den GL hierüber zu unterrichten.
D. Prüfplan, Prüfprotokolle
1. Prüfplan
1.1 Soweit nicht bereits in den übrigen zur Ge-nehmigung vorzulegenden Ausführungsunterlagen (Zeichnungen, Stücklisten etc.) angegeben, ist für die zerstörungsfreien Schweißnahtprüfungen ein Prüfplan zu erstellen, der folgende Angaben enthalten muß:
– Zu prüfende Bauteile bzw. Schweißverbindun-gen
– Prüfverfahren und Prüfumfang, Prüfbereiche, Lage der Prüfstellen (siehe dazu in den anwen-dungsbezogenen Abschnitten des Kapitels 3)
– Anforderungen an die Schweißverbindungen (Bewertungskriterien, siehe auch dazu in den anwendungsbezogenen Abschnitten des Kapitels 3)
– Prüfnormen und/oder -spezifikationen, wenn andere, als die in diesen Vorschriften genannten, angewendet werden sollen.
1.2 Die Lage der Prüfstellen ist zwischen Betrieb und GL-Besichtiger abzustimmen. Der Prüfplan ist der Hauptverwaltung des GL zur Genehmigung einzurei-chen. Der GL behält sich vor, diesen Prüfplan auch nach der Genehmigung zu modifizieren und insbeson-dere die Lage der einzelnen Prüfstellen zu verändern oder den Prüfumfang zu erweitern (siehe hierzu auch
–––––––––––––– 1 Deutsche Gesellschaft für Zerstörungsfreie Prüfung 2 American Society for Nondestructive Testing
Kapitel 2 Seite 4–2
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen II - Teil 3GL
D
unter H), wenn Fertigung und/oder Prüfergebnisse dies notwendig erscheinen lassen.
2. Prüfprotokolle
2.1 Über alle Prüfungen (erste und wiederholte) sind Protokolle anzufertigen, die zusammen mit den weiteren Unterlagen (z. B. Durchstrahlungsfilmbil-dern) dem Besichtiger vorzulegen sind. Die Prüfpro-tokolle müssen alle notwendigen Angaben gemäß den Abschnitten K. bis N. über das jeweils angewendete Prüfverfahren, die Prüfposition und das Ergebnis der Prüfungen enthalten.
Hinweis:
Sollen die Ergebnisse der Prüfungen gemäß Kapitel 1, Abschnitt 3, E.3. anstelle der vorgeschriebenen Schweißerwiederholungsprüfungen anerkannt werden, so sind in den Protokollen auch die Namen bzw. Kennnummern der Schweißer anzugeben.
2.2 Wiederholungsprüfungen (nach Ausbesse-rungen) bzw. deren Ergebnisse sind in den Prüfproto-kollen besonders kenntlich zu machen, siehe auch I.2.2. Dem Besichtiger des GL sind zusammen mit den Ergebnissen und Unterlagen der Wiederholungsprü-fungen auch die Ergebnisse und Unterlagen der Erst-prüfung vorzulegen, und zwar auch dann, wenn deren Ausbesserung intern veranlaßt wurde.
2.3 Die Prüfprotokolle müssen vom Prüfer und von der Prüfaufsicht unterzeichnet werden. Protokolle und Unterlagen sind sechs Jahre lang aufzubewahren.
E. Prüfzeitpunkt, Wartezeiten
1. Die zerstörungsfreien Schweißnahtprüfungen sind grundsätzlich erst nach Abschluß aller Schweiß-arbeiten an dem jeweiligen Bauteil durchzuführen. In besonderen Fällen, z. B. bei dickwandigen, rißgefähr-deten Bauteilen, kann es zweckmäßig sein, zwischen-durch (während der Schweißarbeiten) zerstörungsfreie Prüfungen, z. B. Oberflächenrißprüfungen, durchzu-führen.
2. Vor der Anwendung der Prüfverfahren ge-mäß K. bis N. ist eine visuelle Prüfung der Schweiß-verbindungen durchzuführen. Oberflächenfehler, die die Aussagefähigkeit der Prüfungen beeinträchtigen oder zu Mißdeutungen der Prüfergebnisse führen können, sind vor den weiteren Prüfungen zu beseiti-gen. Siehe hierzu auch unter J.3.
3. Bauteile, die nach dem Schweißen einer Wärmenachbehandlung (z. B. Spannungsarmglühen) unterzogen werden, sind grundsätzlich nach der Wär-mebehandlung zu prüfen. Es empfiehlt sich, auch vor der Wärmebehandlung eine Prüfung auf Schweißfeh-
ler durchzuführen. Der GL kann vorher durchgeführte Prüfungen bei der Festlegung des endgültigen Prüfum-fanges berücksichtigen, Einzelheiten hierzu sind von Fall zu Fall mit dem GL zu vereinbaren.
4. Bei höherfesten und insbesondere den hoch-festen (z. B. flüssigkeitsvergüteten) Baustählen, bei denen eine verzögerte Rißbildung (z. B. infolge von Wasserstoff im Schweißgut) nicht auszuschließen ist, sollen die Prüfungen frühestens 48 Stunden nach Ab-schluß der Schweißarbeiten durchgeführt werden. Der GL kann längere Wartezeiten (z. B. 72 Stunden bis max. 7 Tage) verlangen oder - zumindest stichpro-benweise - eine Wiederholung der Prüfungen nach entsprechender Wartezeit verlangen.
5. Eine Wiederholung zerstörungsfreier Prüfun-gen ist vorzusehen oder kann verlangt werden, wenn die Bauteile bzw. Schweißverbindungen vor ihren eigentlichen Betriebsbelastungen außerordentlichen Beanspruchungen (z. B. bei Transporten, Probebelas-tungen oder Druckprüfungen) ausgesetzt worden sind. Art und Umfang solcher Prüfungen sind von Fall zu Fall mit dem GL zu vereinbaren.
F. Vorbereitung und Durchführung der Prü-fungen
1. Vorbereitung der Prüfflächen
1.1 Die Prüfflächen (Schweißnahtoberflächen bzw. benachbarte Werkstückoberflächen) müssen in einem für das jeweilige Prüfverfahren ausreichend sauberen und ebenem Zustand sein. Schweißnahtunre-gelmäßigkeiten (vgl. E.2.), Reste von Hilfsschweißun-gen, Schweißspritzer, Schlackenreste etc., aber auch evtl. vorhandene Schutzanstriche oder sonstige Kon-servierungsmittel sind vor den Prüfungen zu entfer-nen, wenn sie deren sachgemäße Durchführung behin-dern.
Hinweis:
Siehe hierzu auch Merkblatt DVS 0709 "Anforderun-gen an die Oberflächenbeschaffenheit von Schweiß-verbindungen an Stahl für die Anwendung zerstö-rungsfreier Prüfverfahren". Die im Schiffbau üblichen überschweißbaren Fertigungsbeschichtungen (Shop Primer) beeinträchtigen erfahrungsgemäß die Prü-fungen nicht und können daher im allgemeinen belas-sen werden. Bei "nachgeprimerten" Schweißnähten sollte allerdings die Beschichtung nicht wesentlich dicker als die sonst übliche Beschichtungsdicke sein.
1.2 In besonderen Fällen, z. B. bei der Ultra-schallquerfehlerprüfung (vgl. L.4.3) kann ein Be-schleifen der Naht bzw. der Werkstückoberfläche erforderlich sein.
II - Teil 3 GL
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen Kapitel 2Seite 4–3
F
2. Durchführung der Prüfungen
2.1 Die zerstörungsfreien Schweißnahtprüfungen sind in der unter K. bis N. beschriebenen Weise durch-zuführen. Ort und Zeitpunkt der Prüfungen sind dem Besichtiger des GL rechtzeitig bekanntzugeben. Dem Besichtiger ist auf Verlangen Gelegenheit zu geben, an den Prüfungen teilzunehmen bzw. diese zu über-wachen.
2.2 Die Lage der einzelnen Prüfpositionen (Prüf-stellen) ist am Bauteil bzw. an der Schweißnaht dau-erhaft so zu kennzeichnen, daß die Prüfbefunde (z. B. auszubessernde Schweißnahtfehler) bis zum Abschluß aller Prüfungen und ggf. Nachbesserungen jederzeit zweifelsfrei lokalisiert werden können. Bei entspre-chender Bemaßung o. ä. in den Zeichnungen, Prüfplä-nen und -protokollen kann auf eine Markierung am Bauteil verzichtet werden.
G. Bewertung der Prüfergebnisse
1. Kennzeichnung von Prüfbefunden
1.1 Zur Kennzeichnung (Beschreibung) von Prüfbefunden (z. B. Schweißfehlern) können - bei der Durchstrahlungsprüfung und, soweit anwendbar bei den Oberflächenprüfverfahren - die Ordnungsnum-mern und/oder Buchstabensymbole nach EN 26520/ ISO 6520 bzw. Tabelle 4.1 (Auszug aus der Norm) verwendet werden. Zur Fehlerbeschreibung bei der Ultraschallprüfung siehe unter L.5.
2. Bewertungskriterien
2.1 Soweit in den anwendungsbezogenen Ab-schnitten des Kapitels 3 für die jeweiligen Bauteile
bzw. Schweißverbindungen keine anderen Angaben gemacht werden, können für Stahl die Bewertungs-gruppen nach EN 25817/ISO 5817 (Anhang A) und für Aluminiumlegierungen diejenigen nach EN 30042/ISO 10042 (Anhang B) als Bewertungsmaßstab verwendet werden.
2.2 In den vom Betrieb zu erstellenden Prüfplä-nen, -anweisungen etc. (vgl. D.1.) sind den einzelnen Bauteilen bzw. Schweißverbindungen die je nach Beanspruchungsart und -höhe zu bestimmenden Be-wertungsgruppen oder erforderlichenfalls einzelne, davon abweichende Bewertungsmerkmale zuzuord-nen. Über die Bewertung von Ultraschallbefunden in Verbindung mit den Festlegungen in den zuvor ge-nannten Normen (Bewertungsgruppen) siehe L.5.
2.3 Der GL kann davon abweichenden Bewer-tungsmaßstäben oder solchen nach anderen Normen etc. zustimmen, wenn diese den unter 2.1 genannten in etwa vergleichbar und für das jeweils angewandte Prüfverfahren geeignet sind. Die Einzelheiten hierzu sind von Fall zu Fall mit dem GL zu vereinbaren.
3. Bewertung, Benotung
3.1 Die Prüfergebnisse sind zunächst von der Prüfstelle und/oder der Schweißaufsicht zu bewerten. Die endgültige Bewertung einschließlich der Ent-scheidung über Belassen oder Ausbessern von Werk-stoff- und/oder Schweißfehlern bleibt dem Besichtiger des GL vorbehalten.
3.2 Die Benotung kann - bei der Durchstrah-lungsprüfung - nach Tabelle 4.2 bzw. bei der Ultra-schallprüfung oder wenn auf eine erweiterte statisti-sche Auswertung verzichtet werden soll - mit "belas-sen" oder "erfüllt" bzw. "auszubessern" oder "nicht erfüllt" erfolgen.
Kapitel 2 Seite 4–4
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen II - Teil 3GL
G
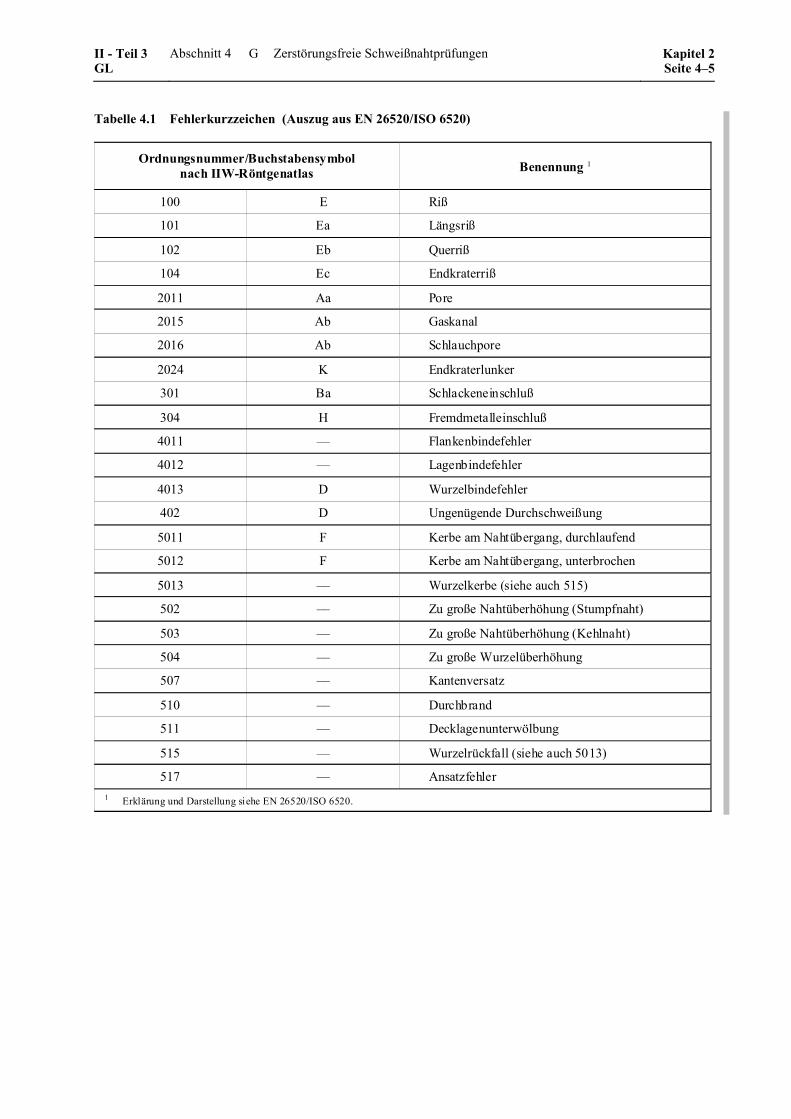
Tabelle 4.1 Fehlerkurzzeichen (Auszug aus EN 26520/ISO 6520)
Ordnungsnummer/Buchstabensymbol nach IIW-Röntgenatlas Benennung 1
100 E Riß
101 Ea Längsriß
102 Eb Querriß
104 Ec Endkraterriß
2011 Aa Pore
2015 Ab Gaskanal
2016 Ab Schlauchpore
2024 K Endkraterlunker
301 Ba Schlackeneinschluß
304 H Fremdmetalleinschluß
4011 –– Flankenbindefehler
4012 –– Lagenbindefehler
4013 D Wurzelbindefehler
402 D Ungenügende Durchschweißung
5011 F Kerbe am Nahtübergang, durchlaufend
5012 F Kerbe am Nahtübergang, unterbrochen
5013 –– Wurzelkerbe (siehe auch 515)
502 –– Zu große Nahtüberhöhung (Stumpfnaht)
503 –– Zu große Nahtüberhöhung (Kehlnaht)
504 –– Zu große Wurzelüberhöhung
507 –– Kantenversatz
510 –– Durchbrand
511 –– Decklagenunterwölbung
515 –– Wurzelrückfall (siehe auch 5013)
517 –– Ansatzfehler 1 Erklärung und Darstellung siehe EN 26520/ISO 6520.
II - Teil 3 GL
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen Kapitel 2Seite 4–5
G
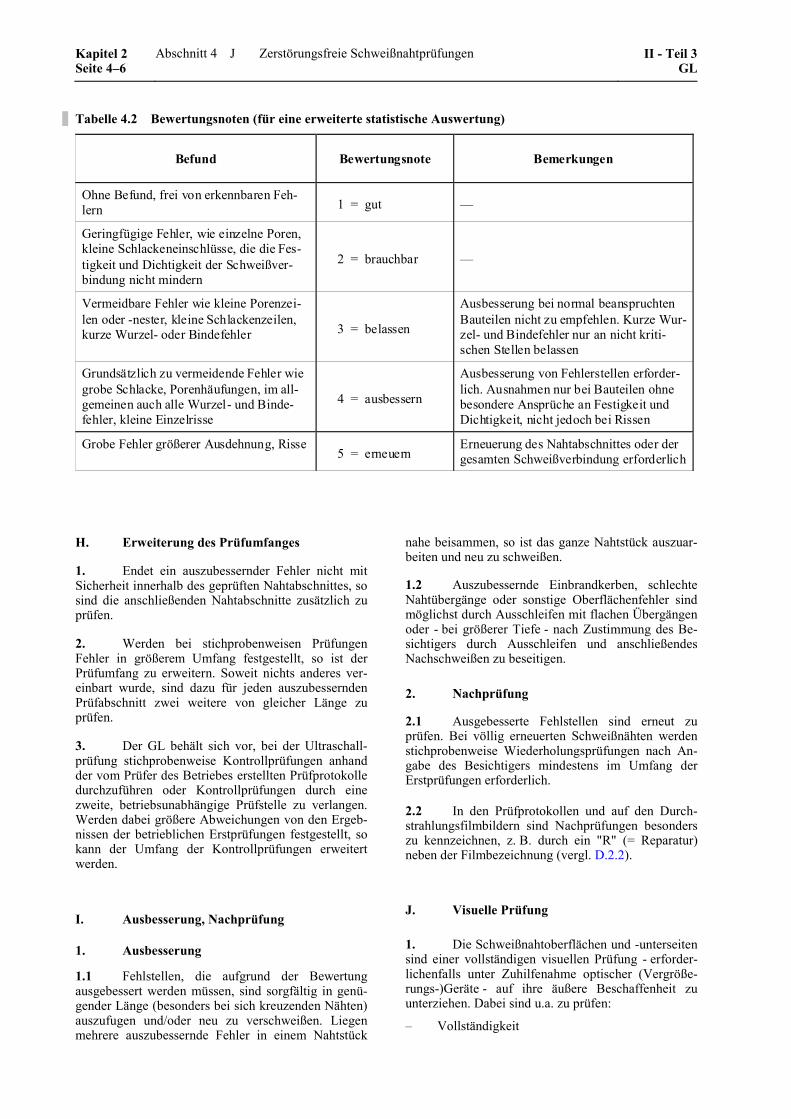
Tabelle 4.2 Bewertungsnoten (für eine erweiterte statistische Auswertung)
Befund Bewertungsnote Bemerkungen
Ohne Befund, frei von erkennbaren Feh-lern 1 = gut ––
Geringfügige Fehler, wie einzelne Poren, kleine Schlackeneinschlüsse, die die Fes-tigkeit und Dichtigkeit der Schweißver-bindung nicht mindern
2 = brauchbar ––
Vermeidbare Fehler wie kleine Porenzei-len oder -nester, kleine Schlackenzeilen, kurze Wurzel- oder Bindefehler 3 = belassen
Ausbesserung bei normal beanspruchten Bauteilen nicht zu empfehlen. Kurze Wur-zel- und Bindefehler nur an nicht kriti-schen Stellen belassen
Grundsätzlich zu vermeidende Fehler wie grobe Schlacke, Porenhäufungen, im all-gemeinen auch alle Wurzel- und Binde-fehler, kleine Einzelrisse
4 = ausbessern
Ausbesserung von Fehlerstellen erforder-lich. Ausnahmen nur bei Bauteilen ohne besondere Ansprüche an Festigkeit und Dichtigkeit, nicht jedoch bei Rissen
Grobe Fehler größerer Ausdehnung, Risse 5 = erneuern
Erneuerung des Nahtabschnittes oder der gesamten Schweißverbindung erforderlich
H. Erweiterung des Prüfumfanges
1. Endet ein auszubessernder Fehler nicht mit Sicherheit innerhalb des geprüften Nahtabschnittes, so sind die anschließenden Nahtabschnitte zusätzlich zu prüfen.
2. Werden bei stichprobenweisen Prüfungen Fehler in größerem Umfang festgestellt, so ist der Prüfumfang zu erweitern. Soweit nichts anderes ver-einbart wurde, sind dazu für jeden auszubessernden Prüfabschnitt zwei weitere von gleicher Länge zu prüfen.
3. Der GL behält sich vor, bei der Ultraschall-prüfung stichprobenweise Kontrollprüfungen anhand der vom Prüfer des Betriebes erstellten Prüfprotokolle durchzuführen oder Kontrollprüfungen durch eine zweite, betriebsunabhängige Prüfstelle zu verlangen. Werden dabei größere Abweichungen von den Ergeb-nissen der betrieblichen Erstprüfungen festgestellt, so kann der Umfang der Kontrollprüfungen erweitert werden.
I. Ausbesserung, Nachprüfung
1. Ausbesserung
1.1 Fehlstellen, die aufgrund der Bewertung ausgebessert werden müssen, sind sorgfältig in genü-gender Länge (besonders bei sich kreuzenden Nähten) auszufugen und/oder neu zu verschweißen. Liegen mehrere auszubessernde Fehler in einem Nahtstück
nahe beisammen, so ist das ganze Nahtstück auszuar-beiten und neu zu schweißen.
1.2 Auszubessernde Einbrandkerben, schlechte Nahtübergänge oder sonstige Oberflächenfehler sind möglichst durch Ausschleifen mit flachen Übergängen oder - bei größerer Tiefe - nach Zustimmung des Be-sichtigers durch Ausschleifen und anschließendes Nachschweißen zu beseitigen.
2. Nachprüfung
2.1 Ausgebesserte Fehlstellen sind erneut zu prüfen. Bei völlig erneuerten Schweißnähten werden stichprobenweise Wiederholungsprüfungen nach An-gabe des Besichtigers mindestens im Umfang der Erstprüfungen erforderlich.
2.2 In den Prüfprotokollen und auf den Durch-strahlungsfilmbildern sind Nachprüfungen besonders zu kennzeichnen, z. B. durch ein "R" (= Reparatur) neben der Filmbezeichnung (vergl. D.2.2).
J. Visuelle Prüfung
1. Die Schweißnahtoberflächen und -unterseiten sind einer vollständigen visuellen Prüfung - erforder-lichenfalls unter Zuhilfenahme optischer (Vergröße-rungs-)Geräte - auf ihre äußere Beschaffenheit zu unterziehen. Dabei sind u.a. zu prüfen:
– Vollständigkeit
Kapitel 2 Seite 4–6
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen II - Teil 3GL
J
– Maßhaltigkeit
– Einhaltung der vorgegebenen Nahtform
– Freiheit von unzulässigen äußeren Fehlern.
2. Die Maßhaltigkeit ist stichprobenweise mit geeigneten Meßzeugen zu kontrollieren. Bei der Mes-sung von Kehlnahtdicken sind Meßlehren zu verwen-den, die ggf. auch in nicht exakt rechtwinkliger Kehle ausreichend genau messen.
3. Bei der Überprüfung auf Nahtform und äuße-re Fehler sind u.a. zu berücksichtigen:
– Nahtüberhöhung bzw. Decklagenunterwölbung
– Nahtflankenwinkel (Übergänge)
– Kantenversatz
– Einbrand- und Randkerben
– sichtbare Poren und Schlackeneinschlüsse
– angeschmolzene Schweißspritzer
– Zündstellen auf der Grundwerkstoffoberfläche
– Wurzelrückfall und nicht durchgeschweißte Wurzel
– Risse
– Ungleichschenkligkeit (von Kehlnähten).
Über die Zulässigkeitsgrenzen siehe G.2. bzw. anwen-dungsbezogene Abschnitte des Kapitels 3. Sichtbare Risse sind in jedem Falle auszubessern.
K. Durchstrahlungsprüfung
1. Strahlenquellen, Geräte
1.1 Als Strahlenquellen für die Durchstrahlungs-prüfung sind bevorzugt Röntgengeräte zu verwenden. Die Strahlenenergie (Röhrenspannung) soll innerhalb der Grenzenergiebereiche nach EN 1435/ISO 1106 liegen. Innerhalb des zulässigen Arbeitsbereiches soll die Strahlenenergie (Röhrenspannung) unter Berück-sichtigung der Dickenunterschiede des Bauteils so niedrig wie möglich gehalten werden, um ein kontrast-reiches Bild zu erhalten.
1.2 In begründeten Ausnahmefällen (z. B. bei mangelnder Zugänglichkeit) können, nach Zustim-mung des GL in jedem Einzelfall, Gammastrahler - vorzugsweise Ir 192 oder Se 75 - als Strahlenquelle benutzt werden, siehe hierzu auch unter 4.4.
2. Filme, Verstärkerfolien
2.1 Für Durchstrahlungsaufnahmen mit Röntgen-strahlen an Stahl können im schiff- und maschinen-baulichen Bereich normalerweise Filme der Klasse
C 5 nach EN 584-1 bzw. G III nach ISO 5579 ver-wendet werden. Für die Durchstrahlung von Alumini-umlegierungen und bei Verwendung von Gamma-strahlern (an Stahl) sind Filme der Klasse C3 oder C4 bzw. GI oder GII zu verwenden. Im Bereich Dampf-kessel-, Druckbehälter- und Rohrleitungsbau (Rohr-klassen I und II) sind Filme der Klasse C3 oder C4 bzw. GI oder GII obligatorisch.
Hinweis:
Eine Übersicht über die Klassifizierung der gängigs-ten, z. Z. auf dem Markt erhältlichen Röntgenfilme gibt Anhang C. Diese Übersicht erhebt keinen An-spruch auf Vollständigkeit, Hersteller anderer Rönt-genfilme sind aufgefordert, die Klassifizierung Ihrer Produkte durch unabhängige Prüfinstitute bekannt zu machen und dem GL entsprechende Unterlagen für die Vervollständigung der Übersicht zur Verfügung zu stellen.
2.2 Für Durchstrahlungsaufnahmen an Stahl sind im allgemeinen Vorder- und Hinterfolien aus 0,02 mm Blei zu verwenden. Film und Aufnahmefolien müssen in dafür geeigneten Kassetten, Verpackungen o. ä. während der Aufnahme eng aneinanderliegen. Auf-nahmen an Aluminiumlegierungen können bis zu etwa 65 mm Dicke ohne Verstärkerfolien gemacht werden.
2.3 Die Verwendung von Salzverstärkerfolien und fluoro-metallischen Folien ist nicht zulässig.
3. Aufnahmebedingungen
3.1 Bei der Aufnahme von Durchstrahlungsbil-dern sind für den schiffbaulichen Bereich in der Regel die Bedingungen der Prüfklasse A (Allgemeine Prüf-technik) nach EN 1435/ISO 1106 einzuhalten. Für den Dampfkessel-, Druckbehälter- und Rohrleitungsbau (Rohrklassen I und II) gelten diejenigen der Prüfklasse B (Prüftechnik höherer Prüfempfindlichkeit). In Son-derfällen kann der GL auch für den schiffbaulichen Bereich die Prüfklasse B fordern. Der Film-Fokus-Abstand soll bei der Durchstrahlungsprüfung (mit Röntgenstrahlen) bei einer Filmlänge von 480 mm in der Regel etwa 700 mm, jedoch nicht weniger als Filmlänge betragen.
3.2 Wird eine Naht durch mehrere Filme geprüft (z. B. bei Rundstrahlaufnahmen), so müssen sich diese an den Enden so überlappen, daß der gesamte Naht-verlauf ohne Unterbrechungen verfolgt werden kann.
3.3 Bei der Prüfung von Rohren können bei Rohr-Außendurchmessern ≤ 90 mm Ellipsen-Aufnah-men gemacht werden. Je nach Rohrdurchmesser und -wanddicke sind zwei oder mehrere Ellipsen-Aufnah-men so vorzusehen, daß die gesamte Schweißnahtlän-ge (der gesamte Rohrumfang) im auswertbaren Be-reich der Aufnahmen abgebildet wird.
3.4 Für Rohre größeren Durchmessers sind ent-weder Doppelwand-Aufnahmen oder, wenn der Rohr-
II - Teil 3 GL
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen Kapitel 2Seite 4–7
K
durchmesser dieses zuläßt, Zentral- oder Einwandauf-nahmen zu machen. Es ist sicherzustellen, daß der Film an seinen beiden Enden noch auswertbar ist. Als auswertbarer Bereich gilt nur derjenige Nahtabschnitt, bei dem die den Strahlenkegel begrenzenden Strahlen nicht mehr als das 1,1fache der bei senkrechter Ein-strahlung durchstrahlten Nahtdicke erfassen. Die An-zahl der Aufnahmen ist danach festzulegen.
3.5 Zur Bestimmung der Bildgüte nach EN 462-3 ist bei jeder Aufnahme mindestens ein Bildgüteprüf-körper nach EN 462-1 (Drahtsteg) auf die filmferne, der Strahlenquelle zugewandten Seite der Schweiß-naht aufzulegen und mit zu durchstrahlen. Ist dies nicht möglich, so kann der Bildgüteprüfkörper nach entsprechenden Vergleichsaufnahmen zur Ermittlung der veränderten Bildgütezahlen nach Zustimmung des GL auch filmnah (zwischen Film und Schweißnaht) am Werkstück befestigt werden. Diese Anordnung muß aus einer entsprechenden Kennzeichnung ("N") auf dem Filmbild und im Prüfprotokoll ersichtlich sein.
3.6 Jedes Filmbild muß durch Bleizahlen bzw. -buchstaben, die mit durchstrahlt und auf dem Film abgebildet werden, eindeutig und unverwechselbar gekennzeichnet werden. Die Kennzeichnung muß mit derjenigen im Prüfplan identisch sein und die eindeu-tige Lokalisierung gefundener Fehler erlauben. Sie ist außerhalb des auszuwertenden Nahtbereiches (Naht-breite + mind. 10 mm auf jeder Seite) anzubringen.
4. Filmverarbeitung, Schwärzung, Bildgüte
4.1 Die Filme müssen in dafür zweckentspre-chend eingerichteten Dunkelkammern so verarbeitet werden, daß keine Mängel, die die Auswertung stören (z. B. Schleierschwärzung, Kratzer, dunkle halbmond-förmige Figuren von Knicken im Film usw.), auftre-ten. Die Vorschriften und Empfehlungen der Film- und Chemikalienhersteller sind einzuhalten. Ein vor-zeitiges Unterbrechen des Entwicklungsvorganges oder ein Abschwächen mit Chemikalien von überbe-lichteten Filmen ist nicht zulässig.
4.2 Die Schwärzung der Durchstrahlungsfilmbil-der muß im gesamten auszuwertenden Bereich min-destens D = 2,0 betragen. Der obere Grenzwert richtet sich nach der Helligkeit der zur Auswertung verfügba-ren Filmbetrachtungsgeräte, er soll jedoch den Wert D = 2,5 bis maximal D = 3,0 nicht übersteigen. Größe-re Schwärzungsdifferenzen innerhalb einer Aufnahme sind zu vermeiden.
4.3 Die Bildgüte ist gemäß 3.5 mittels des Bild-güteprüfkörpers nach EN 462-1 zu ermitteln. Bei Prüfklasse A gemäß 3.1 ist für Stahl die Bildgüteklas-se B anzustreben, mindestens muß jedoch Bildgüte-klasse A erreicht werden. Für Aluminiumlegierungen und bei Prüfklasse B muß Bildgüteklasse B erreicht werden. Maßgebend ist jeweils der kleinste, im aus-zuwertenden Bereich bei gleichmäßiger Schwärzung noch sichtbare Draht des Bildgüteprüfkörpers.
4.4 Der Betrieb oder die Prüfstelle muß - insbesondere bei Gamma-Aufnahmen - auf Verlan-gen durch Probeaufnahmen nachweisen, daß die ge-forderten Aufnahmebedingungen und die geforderte Bildgüte eingehalten werden können.
5. Betrachtungsbedingungen, Auswertung, Prüfprotokoll
5.1 Für die Betrachtung und Auswertung von Durchstrahlungsaufnahmen sind Betrachtungsgeräte mit einer für die geforderte Filmschwärzung ausrei-chenden Leuchtdichte gemäß EN 25580/ISO 5580 zu verwenden. Das Betrachtungsfeld muß durch Blenden dem auszuwertenden oder auswertbaren Filmformat angepaßt werden können. Die Helligkeit muß regelbar sein.
5.2 Betrachtung und Auswertung von Durch-strahlungsaufnahmen sollen in einem abgedunkelten, jedoch nicht völlig dunklen Raum erfolgen. Die Aus-wertung darf erst nach einer ausreichenden Adapti-onszeit erfolgen. Helle, blendende Zonen des Betrach-tungsfeldes sind abzudecken. Der Gebrauch von Lu-pen kann für die Erkennbarkeit feiner Details vorteil-haft sein.
5.3 Im Prüfprotokoll ist folgendes anzugeben und erforderlichenfalls durch Skizzen zu erläutern:
– Bau-Nr., Bauteil, Prüfplan-Nr., Aufnahmeposi-tion(en)
– Werkstoff, Schweißverfahren
– Werkstück- bzw. Schweißnahtdicke
– Prüfzeitpunkt (vgl. u. a. E.3.)
– Strahlenquelle und Röhrenbrennfleck- oder Strahlergröße
– Röhrenspannung bzw. Aktivität zum Zeitpunkt der Aufnahme
– Aufnahmeanordnung nach EN 1435/ISO 1106, Lage des Drahtsteges
– Filmtyp, Aufnahmefolien (Art und Dicke)
– Prüfklasse, Bildgütezahl und Bildgüteklasse
– Fehlerkurzzeichen und Bewertung gemäß G.
Aus dem Protokoll muß ferner ersichtlich sein, ob es sich um eine Erstaufnahme oder um eine Folgeauf-nahme nach bereits erfolgter Ausbesserung handelt, vgl. hierzu auch D.2.1 und I.2.2.
5.4 Die Bewertung ist zunächst von der Schweiß-aufsicht und/oder der Prüfstelle des Betriebes durch-zuführen, danach sind die Filme (Erst- und Folgeauf-nahmen, vgl. D.2.2 und I.2.) zusammen mit den Prüf-protokollen dem Besichtiger des GL zur Beurteilung vorzulegen, siehe hierzu auch G.3.1.
Kapitel 2 Seite 4–8
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen II - Teil 3GL
K

L. Ultraschallprüfung
1. Prüfgeräte und Zubehör
1.1 Die verwendeten Prüfgeräte, Prüfköpfe und sonstigen Hilfsmittel (Kontroll- oder Vergleichskörper zur Empfindlichkeitseinstellung, Vorsatzskalen usw.) müssen dem Stand der Technik und den Normen (z. B. DIN 54120, EN 27963/ISO 2400, EN 1714 oder DIN 54126) entsprechen.
1.2 Alle im Bereich der benutzten Geräteemp-findlichkeit möglichen Echohöhenverhältnisse müssen mit Hilfe eines in dB kalibrierten Verstärkungsstellers und einer geeigneten Skalenmarkierung am Bild-schirm bestimmbar sein. Der Unterschied zwischen den Schaltstufen soll nicht mehr als 2 dB betragen. Geräte ohne kalibrierten Verstärkungssteller dürfen nicht verwendet werden.
1.3 Die am Prüfgerät wählbaren Justierbereiche müssen mit Hilfe einer stufenlosen Verstellmöglich-keit möglichst lückenlos aneinander anschließen. Innerhalb jedes einzelnen Bereiches muß die Zeitab-lenkung kontinuierlich verstellbar sein.
1.4 Die Prüfköpfe müssen hinsichtlich der geo-metrischen Größen des Schallfeldes, insbesondere des Einschallwinkels und des Schielwinkels, der Prüffre-quenz und des Auflösevermögens, innerhalb der in den o. g. Normen angegebenen Toleranzen liegen. Der Einschallwinkel und der Schielwinkel sollen um nicht mehr als jeweils 2° vom Nennwert bzw. von der Prüf-kopfmittellinie abweichen. Der Einschallwinkel sowie der Schallaustrittspunkt (von Winkelprüfköpfen) ist zu kontrollieren.
2. Justierung, Empfindlichkeitseinstellung
2.1 Die Entfernungsanzeige (Zeitablenkung) kann wahlweise in Projektionsabständen "a", verkürz-ten Projektionsabständen "a'" oder Schallwegen "s", bei Bedarf auch Tiefenlagen "b" justiert werden. So-weit nichts anderes vereinbart wurde, ist bei der Schweißnahtprüfung vorzugsweise in verkürzten Pro-jektionsabständen "a" und bei kompliziert geformten Teilen (z. B. Rohrknoten) in Schallwegen "s" zu jus-tieren.
2.2 Zur Justierung gemäß 2.1 ist - bei der Prüfung an (Schiff-) Baustählen - ein Kontrollkörper nach DIN 54120 oder EN 27963/ISO 2400 zu verwenden. Bei Werkstoffen mit abweichenden Schallgeschwindigkei-ten (z. B. bei hochlegierten Stählen und Nichteisenme-tallen) sind entsprechende Kontroll- oder Vergleichs-körper zu benutzen. Zum Justieren verwendete Bohrun-gen sollen nicht größer als 2 mm sein und parallel zur Prüffläche liegen. An Kanten soll möglichst nicht justiert werden.
2.3 Die Empfindlichkeitseinstellung ist - je nach vorgesehener Methode der Echohöhenbeschreibung - an Justierreflektoren bekannter Form, Lage und Größe
(z. B. große ebene Reflektoren, Querbohrungen) unter Beachtung der Angaben in DIN 54127, Teil 1 vorzu-nehmen. Soweit nichts anderes vereinbart wurde, ist nach der AVG-Methode zu prüfen. Bei der AVG-Methode ist die Empfindlichkeitseinstellung entspre-chend den Angaben der Gerätehersteller an den Kon-trollkörpern nach DIN 54120 und EN 27963/ISO 2400 vorzunehmen. Flachbodenbohrungen und Nuten sollen nicht als Justierreflektoren verwendet werden.
2.4 Die Empfindlichkeitseinstellung ist erforder-lichenfalls (z. B. für oberflächennahe Fehler) nach DIN 54127, Teil 1 zu korrigieren. Die Schallschwä-chung kann bei der Prüfung der un- und niedriglegier-ten (Schiff-) Baustähle und nicht zu großen Schallwe-gen (vgl. DIN 54127, Teil 1) im allgemeinen vernach-lässigt werden. In jedem Falle ist jedoch eine Trans-ferkorrektur zur Ermittlung der Ankopplungsunter-schiede zwischen Vergleichskörperoberfläche und derjenigen des Prüfgegenstandes durchzuführen. Der Transferkorrekturwert ist im Prüfprotokoll anzugeben.
2.5 Zum besseren Auffinden von Fehlern emp-fiehlt es sich, mit einer gegenüber der gewählten Re-gistriergrenze (siehe unter 5.1) um etwa 6 dB erhöhten Prüfempfindlichkeit (Suchempfindlichkeit) zu arbei-ten. Für die Bewertung von Fehleranzeigen gilt jedoch generell die Registriergrenzeneinstellung. Alle zu registrierenden Echoanzeigen müssen - selbst bei größtem Schallweg - mindesten 20 % der Bildschirm-höhe erreichen, vergleiche hierzu auch DIN 54127, Teil 1. Bei elektrogasgeschweißten Nähten ist generell mit einer um 12 dB erhöhten Empfindlichkeit zu prü-fen, im Prüfprotokoll ist dies mit einem Hinweis auf das Schweißverfahren ausdrücklich zu vermerken (z. B. EG + 12 db).
3. Oberflächenvorbereitung, Ankopplung
3.1 Die Prüfflächen beiderseits der Schweißnaht (vgl. 4.1) müssen glatt und frei von ankopplungsstö-renden Verunreinigungen sein. Rost, Zunder und Schweißspritzer sind so zu beseitigen, daß die Prüf-köpfe satt aufliegen können, erforderlichenfalls sind die Oberflächen zu beschleifen. Fest haftende Farbe kann belassen werden, wenn die Prüfung dadurch nicht beeinträchtigt wird und die durch sie hervorgeru-fenen Empfindlichkeitsverluste bei der Echohöhenbe-wertung quantitativ berücksichtigt werden können.
3.2 Wenn zur Prüfung auf Querfehler Winkel-prüfköpfe auf die Nahtoberfläche aufgesetzt werden müssen (siehe hierzu 4.3), so ist auch diese als Prüf-fläche im obigen Sinne vorzubereiten. Quer zum Schallhauptstrahl verlaufende Kerben, Riefen oder dergleichen, die zu Fehlanzeigen führen und die Prü-fung beeinträchtigen können, sind zu beseitigen.
3.3 Die Ankopplung an die gemäß 3.1 vorbereite-ten Prüfflächen soll möglichst gleichmäßig sein und darf um nicht mehr als ± 4 dB schwanken. Bei größe-ren Schwankungen ist der Oberflächenzustand zu
II - Teil 3 GL
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen Kapitel 2Seite 4–9
L
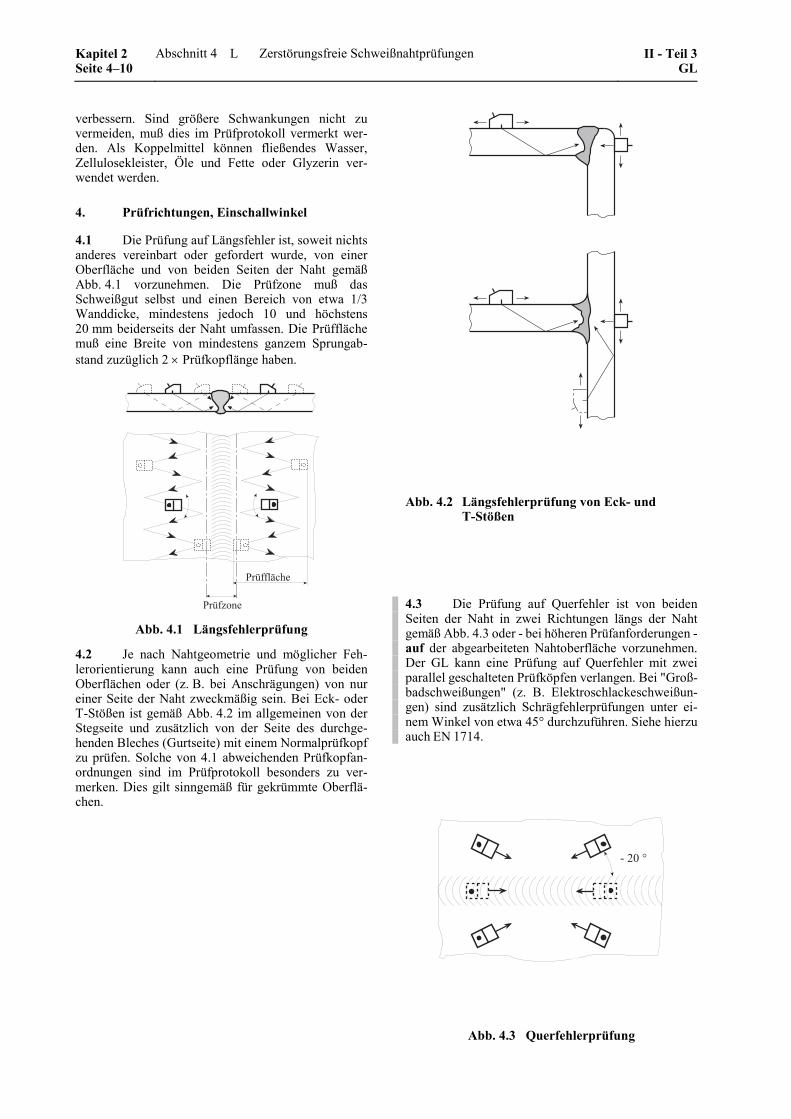
verbessern. Sind größere Schwankungen nicht zu vermeiden, muß dies im Prüfprotokoll vermerkt wer-den. Als Koppelmittel können fließendes Wasser, Zellulosekleister, Öle und Fette oder Glyzerin ver-wendet werden.
4. Prüfrichtungen, Einschallwinkel
4.1 Die Prüfung auf Längsfehler ist, soweit nichts anderes vereinbart oder gefordert wurde, von einer Oberfläche und von beiden Seiten der Naht gemäß Abb. 4.1 vorzunehmen. Die Prüfzone muß das Schweißgut selbst und einen Bereich von etwa 1/3 Wanddicke, mindestens jedoch 10 und höchstens 20 mm beiderseits der Naht umfassen. Die Prüffläche muß eine Breite von mindestens ganzem Sprungab-stand zuzüglich 2 × Prüfkopflänge haben.
��������
������ Abb. 4.1 Längsfehlerprüfung
4.2 Je nach Nahtgeometrie und möglicher Feh-lerorientierung kann auch eine Prüfung von beiden Oberflächen oder (z. B. bei Anschrägungen) von nur einer Seite der Naht zweckmäßig sein. Bei Eck- oder T-Stößen ist gemäß Abb. 4.2 im allgemeinen von der Stegseite und zusätzlich von der Seite des durchge-henden Bleches (Gurtseite) mit einem Normalprüfkopf zu prüfen. Solche von 4.1 abweichenden Prüfkopfan-ordnungen sind im Prüfprotokoll besonders zu ver-merken. Dies gilt sinngemäß für gekrümmte Oberflä-chen.
Abb. 4.2 Längsfehlerprüfung von Eck- und T-Stößen
4.3 Die Prüfung auf Querfehler ist von beiden Seiten der Naht in zwei Richtungen längs der Naht gemäß Abb. 4.3 oder - bei höheren Prüfanforderungen - auf der abgearbeiteten Nahtoberfläche vorzunehmen. Der GL kann eine Prüfung auf Querfehler mit zwei parallel geschalteten Prüfköpfen verlangen. Bei "Groß-badschweißungen" (z. B. Elektroschlackeschweißun-gen) sind zusätzlich Schrägfehlerprüfungen unter ei-nem Winkel von etwa 45° durchzuführen. Siehe hierzu auch EN 1714.
������
Abb. 4.3 Querfehlerprüfung
Kapitel 2 Seite 4–10
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen II - Teil 3GL
L
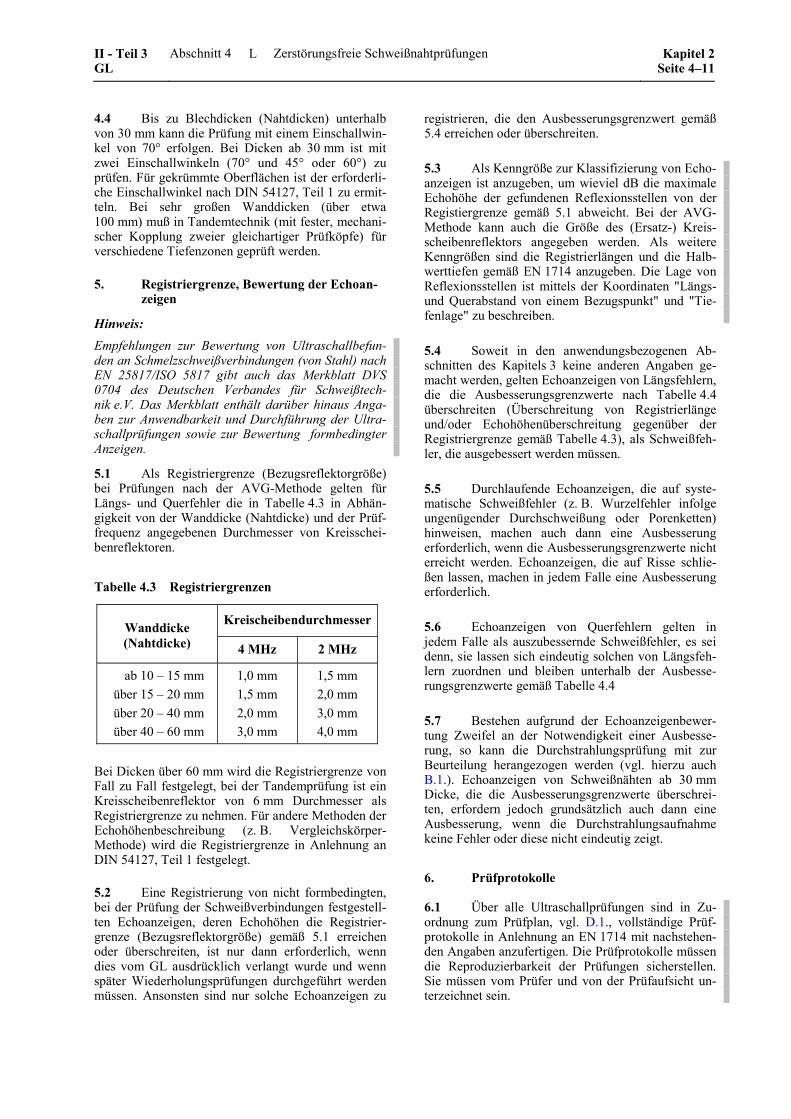
4.4 Bis zu Blechdicken (Nahtdicken) unterhalb von 30 mm kann die Prüfung mit einem Einschallwin-kel von 70° erfolgen. Bei Dicken ab 30 mm ist mit zwei Einschallwinkeln (70° und 45° oder 60°) zu prüfen. Für gekrümmte Oberflächen ist der erforderli-che Einschallwinkel nach DIN 54127, Teil 1 zu ermit-teln. Bei sehr großen Wanddicken (über etwa 100 mm) muß in Tandemtechnik (mit fester, mechani-scher Kopplung zweier gleichartiger Prüfköpfe) für verschiedene Tiefenzonen geprüft werden.
5. Registriergrenze, Bewertung der Echoan-zeigen
Hinweis: Empfehlungen zur Bewertung von Ultraschallbefun-den an Schmelzschweißverbindungen (von Stahl) nach EN 25817/ISO 5817 gibt auch das Merkblatt DVS 0704 des Deutschen Verbandes für Schweißtech-nik e.V. Das Merkblatt enthält darüber hinaus Anga-ben zur Anwendbarkeit und Durchführung der Ultra-schallprüfungen sowie zur Bewertung formbedingter Anzeigen.
5.1 Als Registriergrenze (Bezugsreflektorgröße) bei Prüfungen nach der AVG-Methode gelten für Längs- und Querfehler die in Tabelle 4.3 in Abhän-gigkeit von der Wanddicke (Nahtdicke) und der Prüf-frequenz angegebenen Durchmesser von Kreisschei-benreflektoren.
Tabelle 4.3 Registriergrenzen
KreischeibendurchmesserWanddicke(Nahtdicke) 4 MHz 2 MHz
ab 10 – 15 mmüber 15 – 20 mmüber 20 – 40 mmüber 40 – 60 mm
1,0 mm1,5 mm2,0 mm3,0 mm
1,5 mm2,0 mm3,0 mm4,0 mm
Bei Dicken über 60 mm wird die Registriergrenze von Fall zu Fall festgelegt, bei der Tandemprüfung ist ein Kreisscheibenreflektor von 6 mm Durchmesser als Registriergrenze zu nehmen. Für andere Methoden der Echohöhenbeschreibung (z. B. Vergleichskörper-Methode) wird die Registriergrenze in Anlehnung an DIN 54127, Teil 1 festgelegt.
5.2 Eine Registrierung von nicht formbedingten, bei der Prüfung der Schweißverbindungen festgestell-ten Echoanzeigen, deren Echohöhen die Registrier-grenze (Bezugsreflektorgröße) gemäß 5.1 erreichen oder überschreiten, ist nur dann erforderlich, wenn dies vom GL ausdrücklich verlangt wurde und wenn später Wiederholungsprüfungen durchgeführt werden müssen. Ansonsten sind nur solche Echoanzeigen zu
registrieren, die den Ausbesserungsgrenzwert gemäß 5.4 erreichen oder überschreiten.
5.3 Als Kenngröße zur Klassifizierung von Echo-anzeigen ist anzugeben, um wieviel dB die maximale Echohöhe der gefundenen Reflexionsstellen von der Registiergrenze gemäß 5.1 abweicht. Bei der AVG-Methode kann auch die Größe des (Ersatz-) Kreis-scheibenreflektors angegeben werden. Als weitere Kenngrößen sind die Registrierlängen und die Halb-werttiefen gemäß EN 1714 anzugeben. Die Lage von Reflexionsstellen ist mittels der Koordinaten "Längs- und Querabstand von einem Bezugspunkt" und "Tie-fenlage" zu beschreiben.
5.4 Soweit in den anwendungsbezogenen Ab-schnitten des Kapitels 3 keine anderen Angaben ge-macht werden, gelten Echoanzeigen von Längsfehlern, die die Ausbesserungsgrenzwerte nach Tabelle 4.4 überschreiten (Überschreitung von Registrierlänge und/oder Echohöhenüberschreitung gegenüber der Registriergrenze gemäß Tabelle 4.3), als Schweißfeh-ler, die ausgebessert werden müssen.
5.5 Durchlaufende Echoanzeigen, die auf syste-matische Schweißfehler (z. B. Wurzelfehler infolge ungenügender Durchschweißung oder Porenketten) hinweisen, machen auch dann eine Ausbesserung erforderlich, wenn die Ausbesserungsgrenzwerte nicht erreicht werden. Echoanzeigen, die auf Risse schlie-ßen lassen, machen in jedem Falle eine Ausbesserung erforderlich.
5.6 Echoanzeigen von Querfehlern gelten in jedem Falle als auszubessernde Schweißfehler, es sei denn, sie lassen sich eindeutig solchen von Längsfeh-lern zuordnen und bleiben unterhalb der Ausbesse-rungsgrenzwerte gemäß Tabelle 4.4
5.7 Bestehen aufgrund der Echoanzeigenbewer-tung Zweifel an der Notwendigkeit einer Ausbesse-rung, so kann die Durchstrahlungsprüfung mit zur Beurteilung herangezogen werden (vgl. hierzu auch B.1.). Echoanzeigen von Schweißnähten ab 30 mm Dicke, die die Ausbesserungsgrenzwerte überschrei-ten, erfordern jedoch grundsätzlich auch dann eine Ausbesserung, wenn die Durchstrahlungsaufnahme keine Fehler oder diese nicht eindeutig zeigt.
6. Prüfprotokolle
6.1 Über alle Ultraschallprüfungen sind in Zu-ordnung zum Prüfplan, vgl. D.1., vollständige Prüf-protokolle in Anlehnung an EN 1714 mit nachstehen-den Angaben anzufertigen. Die Prüfprotokolle müssen die Reproduzierbarkeit der Prüfungen sicherstellen. Sie müssen vom Prüfer und von der Prüfaufsicht un-terzeichnet sein.
II - Teil 3 GL
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen Kapitel 2Seite 4–11
L
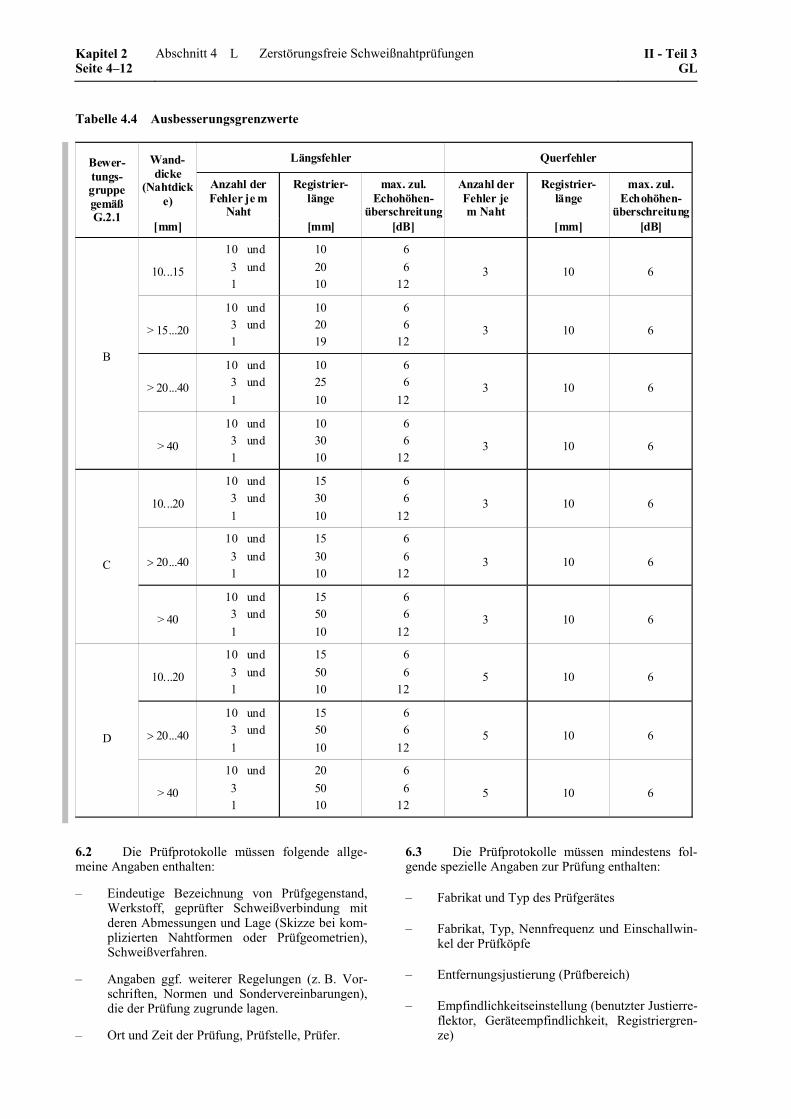
Tabelle 4.4 Ausbesserungsgrenzwerte
Längsfehler Querfehler Wand-dicke
(Nahtdicke)
Anzahl der Fehler je m
Naht
Registrier- länge
max. zul. Echohöhen-
überschreitung
Anzahl der Fehler je m Naht
Registrier- länge
max. zul. Echohöhen-
überschreitung
Bewer-tungs-gruppe gemäß G.2.1
[mm] [mm] [dB] [mm] [dB]
10...15
10 und 3 und 1
10 20 10
6 6 12
3 10 6
> 15...20
10 und 3 und 1
10 20 19
6 6 12
3 10 6
> 20...40
10 und 3 und 1
10 25 10
6 6 12
3 10 6
B
> 40
10 und 3 und 1
10 30 10
6 6 12
3 10 6
10...20
10 und 3 und 1
15 30 10
6 6 12
3 10 6
> 20...40
10 und 3 und 1
15 30 10
6 6 12
3 10 6 C
> 40
10 und 3 und 1
15 50 10
6 6 12
3 10 6
10...20
10 und 3 und 1
15 50 10
6 6 12
5 10 6
> 20...40
10 und 3 und 1
15 50 10
6 6 12
5 10 6 D
> 40
10 und 3 1
20 50 10
6 6 12
5 10 6
6.2 Die Prüfprotokolle müssen folgende allge-meine Angaben enthalten:
– Eindeutige Bezeichnung von Prüfgegenstand, Werkstoff, geprüfter Schweißverbindung mit deren Abmessungen und Lage (Skizze bei kom-plizierten Nahtformen oder Prüfgeometrien), Schweißverfahren.
– Angaben ggf. weiterer Regelungen (z. B. Vor-schriften, Normen und Sondervereinbarungen), die der Prüfung zugrunde lagen.
– Ort und Zeit der Prüfung, Prüfstelle, Prüfer.
6.3 Die Prüfprotokolle müssen mindestens fol-gende spezielle Angaben zur Prüfung enthalten:
– Fabrikat und Typ des Prüfgerätes
– Fabrikat, Typ, Nennfrequenz und Einschallwin-kel der Prüfköpfe
– Entfernungsjustierung (Prüfbereich)
– Empfindlichkeitseinstellung (benutzter Justierre-flektor, Geräteempfindlichkeit, Registriergren-ze)
Kapitel 2 Seite 4–12
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen II - Teil 3GL
L
– Korrekturwerte (für oberflächennahe Fehler, Transferkorrektur)
– Prüfempfindlichkeit
– Oberflächenvorbereitung, Kopplungsmittel
– Prüfflächen, Prüfrichtungen, Einschallwinkel.
6.4 Die Ergebnisse der Prüfungen - soweit zu protokollieren, vgl. 5.2 - sind nach Möglichkeit tabel-larisch oder in Skizzen mit folgenden Angaben zu-sammenzustellen:
– Fehlerkoordinaten mit Angabe des Bezugspunk-tes
– maximale Echohöhenüberschreitung (+ ... dB) gegenüber der jeweiligen Registriergrenze (Be-zugsreflektorgröße) oder ggf. Durchmesser des zugehörigen (Ersatz-) Kreisscheibenreflektors
– Fehlerkenngrößen (Registrierlänge, Halbwerts-tiefe).
Erfolgt eine Registrierung von Echoanzeigen auch unterhalb der Ausbesserungsgrenzwerte gemäß Tabel-le 4.4, so ist jedem so gekennzeichneten Fehler eine Bewertung (z. B. belassen oder ausbessern, e = An-forderungen erfüllt oder ne = Anforderungen nicht erfüllt) zuzuordnen.
M. Magnetpulverprüfung
1. Prüfgeräte, Prüfmittel
1.1 Die verwendeten Prüfgeräte und Prüfmittel müssen dem Stand der Technik und den Normen (z. B. DIN 54130, 54131, 54132, 54152) entsprechen. Die Magnetisierungsgeräte müssen mit Kennzeichnungen oder Meßeinrichtungen versehen sein, die Aufschluß über die jeweilige Magnetisierungsstromstärke geben. Der GL kann entsprechende Kontrollmessungen ver-langen. Die Eignung der Prüfmittel ist auf Verlangen nachzuweisen.
1.2 Als Prüfmittel zum Nachweis des magneti-schen Streuflusses von Materialtrennungen sind in geeigneten, möglichst leicht flüchtigen Trägerflüssig-keiten aufgeschwemmte Magnetpulver zu verwenden. Die Magnetpulver können schwarz oder fluoreszie-rend gemacht sein. Bei Verwendung schwarzer Mag-netpulver ist die zu prüfende Oberfläche mit einer weißen, nicht abwischbaren Kontrastfarbe in mög-lichst geringer Schichtdicke einzufärben.
1.3 Der Magnetpulveranteil in der Trägerflüssig-keit muß den Herstellerangaben entsprechen und ist zu kontrollieren (z. B. mittels eines Testkörpers oder des Absetzversuches in einem Zentrifugenglas nach ASTM D 96-73, Bild 6). Trockene Prüfmittel dürfen nur für Heißprüfungen (z. B. von Wurzellagen) ver-wendet werden.
2. Magnetisierungsverfahren und -feldstärke
2.1 Die Wahl des Magnetisierungsverfahrens richtet sich nach der Bauteilgeometrie und ist mit dem GL abzustimmen. Als Magnetisierungsverfahren ist vorzugsweise die Stromdurchflutung (Selbstdurchflu-tung) oder - für kleinere, örtlich begrenzte Prüfaufga-ben - die Jochmagnetisierung mit Elektro- oder not-falls Dauermagneten anzuwenden.
2.2 In Sonderfällen (z. B. wenn Brandstellen unter allen Umständen vermieden werden müssen oder bei Rundnähten) kann die Magnetisierung mittels eines stromdurchflossenen Leiters (Kabel oder Spule) zweckmäßig sein. Eine Kombination verschiedener Magnetisierungsverfahren zum Nachweis unterschied-lich orientierter Fehler ist zulässig.
2.3 Die Stromdurchflutung kann mit Wechsel-, Gleich-, Puls- oder Stoßstrom durchgeführt werden. Für die Jochmagnetisierung können Wechselstrom- oder Gleichstrommagnete verwendet werden. Bei der Stromdurchflutung sollten zur Einleitung des Magne-tisierungsstromes in das Werkstück sogenannte selbst-abschmelzende Elektroden verwendet werden, um Brandstellen zu vermeiden. Wird Wechselstrom be-nutzt, sind selbstabschmelzende Elektroden obligato-risch.
2.4 Die Magnetisierungsfeldstärke (effektive Tangentialfeldstärke) muß mindestens 20 A/cm (25 Oe) betragen, sie soll jedoch 50 A/cm (62,5 Oe) nicht überschreiten. Die ausreichende Magnetisierung ist bei der Prüfung durch geeignete Hilfsmittel (z. B. Testkörper) oder mittels eines Tangentialfeldstärke-messers zu kontrollieren.
3. Prüfflächenvorbereitung, Magnetisie-rungsrichtung und -dauer
3.1 Die Prüfflächen müssen frei von losem Zun-der, Rost, Schweißspritzern und sonstigen Verunreini-gungen sein. Kerben, Riefen, Kratzer, Kanten usw., die zu Scheinanzeigen führen können, sind vor der Prüfung zu beseitigen. Dünne, trockene Farbschichten (z. B. Shop Primer - Beschichtungen bis zu etwa 20 μm Schichtdicke) können belassen werden, wenn sie die Prüfung nicht behindern.
3.2 Die Magnetisierung muß gemäß Abb. 4.4 in zwei verschiedenen, mindestens um 60°, höchstens um 90° gegeneinander verschwenkten Richtungen erfolgen, um unterschiedlich orientierte Fehler orten zu können.
3.3 Die Magnetisierung muß mindestens so lange dauern, wie die Prüffläche mit der Magnetpulversus-pension besprüht wird; danach ist noch solange nach-zumagnetisieren, bis keine Bewegung der Magnetpul-versuspension mehr erkennbar ist, mindestens jedoch 5 Sekunden. Eine Prüfung in Remanenz ist nicht zuläs-sig.
II - Teil 3 GL
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen Kapitel 2Seite 4–13
M
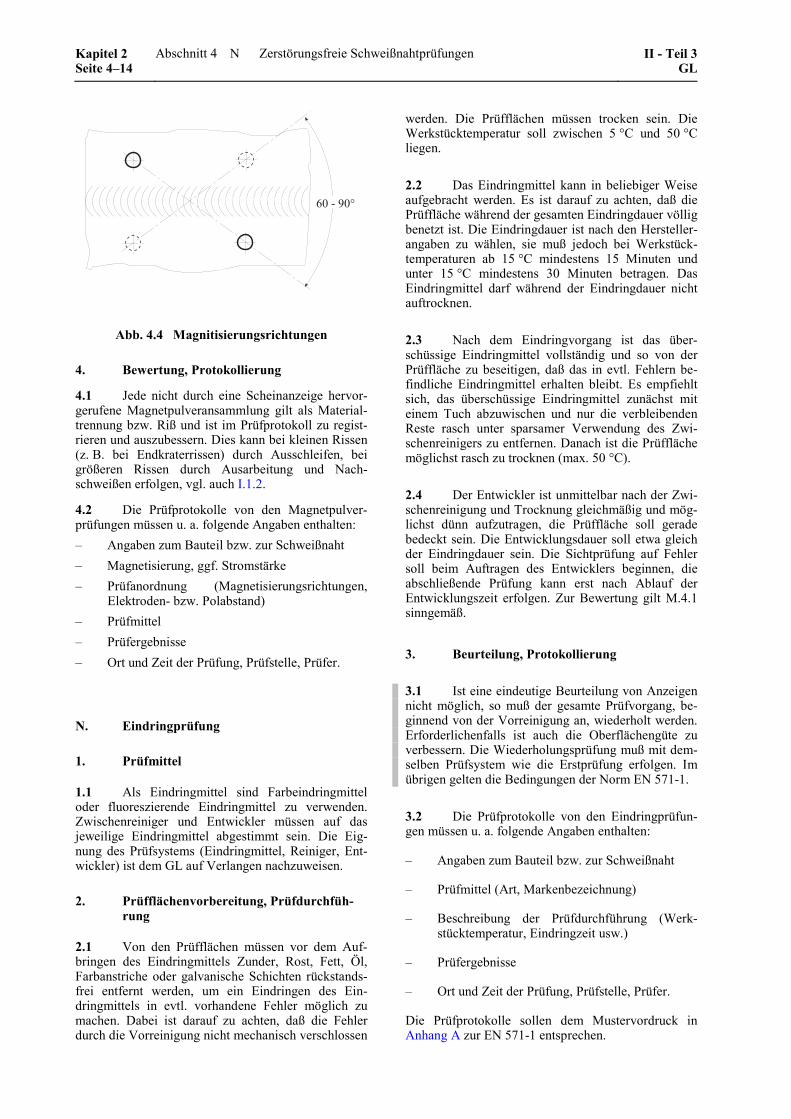
��������
Abb. 4.4 Magnitisierungsrichtungen
4. Bewertung, Protokollierung
4.1 Jede nicht durch eine Scheinanzeige hervor-gerufene Magnetpulveransammlung gilt als Material-trennung bzw. Riß und ist im Prüfprotokoll zu regist-rieren und auszubessern. Dies kann bei kleinen Rissen (z. B. bei Endkraterrissen) durch Ausschleifen, bei größeren Rissen durch Ausarbeitung und Nach-schweißen erfolgen, vgl. auch I.1.2.
4.2 Die Prüfprotokolle von den Magnetpulver-prüfungen müssen u. a. folgende Angaben enthalten: – Angaben zum Bauteil bzw. zur Schweißnaht – Magnetisierung, ggf. Stromstärke – Prüfanordnung (Magnetisierungsrichtungen,
Elektroden- bzw. Polabstand) – Prüfmittel – Prüfergebnisse – Ort und Zeit der Prüfung, Prüfstelle, Prüfer.
N. Eindringprüfung
1. Prüfmittel
1.1 Als Eindringmittel sind Farbeindringmittel oder fluoreszierende Eindringmittel zu verwenden. Zwischenreiniger und Entwickler müssen auf das jeweilige Eindringmittel abgestimmt sein. Die Eig-nung des Prüfsystems (Eindringmittel, Reiniger, Ent-wickler) ist dem GL auf Verlangen nachzuweisen.
2. Prüfflächenvorbereitung, Prüfdurchfüh-rung
2.1 Von den Prüfflächen müssen vor dem Auf-bringen des Eindringmittels Zunder, Rost, Fett, Öl, Farbanstriche oder galvanische Schichten rückstands-frei entfernt werden, um ein Eindringen des Ein-dringmittels in evtl. vorhandene Fehler möglich zu machen. Dabei ist darauf zu achten, daß die Fehler durch die Vorreinigung nicht mechanisch verschlossen
werden. Die Prüfflächen müssen trocken sein. Die Werkstücktemperatur soll zwischen 5 °C und 50 °C liegen.
2.2 Das Eindringmittel kann in beliebiger Weise aufgebracht werden. Es ist darauf zu achten, daß die Prüffläche während der gesamten Eindringdauer völlig benetzt ist. Die Eindringdauer ist nach den Hersteller-angaben zu wählen, sie muß jedoch bei Werkstück-temperaturen ab 15 °C mindestens 15 Minuten und unter 15 °C mindestens 30 Minuten betragen. Das Eindringmittel darf während der Eindringdauer nicht auftrocknen.
2.3 Nach dem Eindringvorgang ist das über-schüssige Eindringmittel vollständig und so von der Prüffläche zu beseitigen, daß das in evtl. Fehlern be-findliche Eindringmittel erhalten bleibt. Es empfiehlt sich, das überschüssige Eindringmittel zunächst mit einem Tuch abzuwischen und nur die verbleibenden Reste rasch unter sparsamer Verwendung des Zwi-schenreinigers zu entfernen. Danach ist die Prüffläche möglichst rasch zu trocknen (max. 50 °C).
2.4 Der Entwickler ist unmittelbar nach der Zwi-schenreinigung und Trocknung gleichmäßig und mög-lichst dünn aufzutragen, die Prüffläche soll gerade bedeckt sein. Die Entwicklungsdauer soll etwa gleich der Eindringdauer sein. Die Sichtprüfung auf Fehler soll beim Auftragen des Entwicklers beginnen, die abschließende Prüfung kann erst nach Ablauf der Entwicklungszeit erfolgen. Zur Bewertung gilt M.4.1 sinngemäß.
3. Beurteilung, Protokollierung
3.1 Ist eine eindeutige Beurteilung von Anzeigen nicht möglich, so muß der gesamte Prüfvorgang, be-ginnend von der Vorreinigung an, wiederholt werden. Erforderlichenfalls ist auch die Oberflächengüte zu verbessern. Die Wiederholungsprüfung muß mit dem-selben Prüfsystem wie die Erstprüfung erfolgen. Im übrigen gelten die Bedingungen der Norm EN 571-1.
3.2 Die Prüfprotokolle von den Eindringprüfun-gen müssen u. a. folgende Angaben enthalten:
– Angaben zum Bauteil bzw. zur Schweißnaht
– Prüfmittel (Art, Markenbezeichnung)
– Beschreibung der Prüfdurchführung (Werk-stücktemperatur, Eindringzeit usw.)
– Prüfergebnisse
– Ort und Zeit der Prüfung, Prüfstelle, Prüfer.
Die Prüfprotokolle sollen dem Mustervordruck in Anhang A zur EN 571-1 entsprechen.
Kapitel 2 Seite 4–14
Abschnitt 4 Zerstörungsfreie Schweißnahtprüfungen II - Teil 3GL
N
Abschnitt 5
Mechanische und technologische Prüfungen
Vorbemerkung:
Dieser Abschnitt wurde zunächst noch in der bisheri-gen Form beibehalten, obwohl inzwischen für die wichtigsten zerstörenden Prüfungen von Schweißver-bindungen an metallischen Werkstoffen aktuellere EN- bzw. ISO-Normen erschienen sind oder als Entwürfe vorliegen. Es ist vorgesehen, diesen Abschnitt später ersatzlos zu streichen und statt dessen dann in Kapitel 1, Abschnitt 4, "Verfahrensprüfungen" (dort werden die Angaben zur mechanisch-technologischen Prüfung hauptsächlich benötigt) nur noch auf die neuen Nor-men zu verweisen Es sind dies unter anderem:
– EN 895/ISO 4136 Querzugversuch (Ersatz für DIN 50120-1 und 50120-2)
– EN 876/ISO 5178 Längszugversuch an Schweißgut in Schmelz-schweißverbindungen
– EN 910/(ISO 5173) Biegeprüfungen (Ersatz für DIN 50121-1 und 50121-2)
– EN 875/ISO 9016 Kerbschlagbiegeversuch (Ersatz für DIN 50122)
– EN 1043/ISO 9015 Härteprüfung, mehrere Teile (Ersatz für DIN 50163)
– EN 1320/ISO 9017 Bruchprüfungen (Ersatz für DIN 50127)
– EN 1321 Makroskopische und mikroskopische Untersu-chungen
– EN ISO 8249 Bestimmung der Ferritnummer
Nach Möglichkeit sind die mechanisch-technolo-gischen Prüfungen nach den neuen Normen durchzu-führen. Für eine Übergangszeit, oder wo die neuen Normen noch nicht verfügbar sind, können die me-chanisch-technologischen Prüfungen unter Beachtung auch der Angaben in Kapitel 3 noch nach den folgen-den Bestimmungen durchgeführt werden. In den Prüf-protokollen ist anzugeben, welche Regeln der Prüfung zugrundelagen. Bei sehr unterschiedlichen Vorgaben in den verschiedenen Regelwerken ist die Vorgehens-weise mit dem GL abzustimmen.
A. Geltungsbereich
1. Diese Vorschriften gelten für die üblichen Verfahren und Probenformen, die bei mechanischen und technologischen Prüfungen von Schweißnähten, z. B. an Prüfstücken von Verfahrens- und Arbeitsprü-fungen anzuwenden sind, sowie für die hierbei erfor-derlichen metallographischen Untersuchungen.
2. Sonderverfahren und -probenformen, z. B. für die Handfertigkeitsprüfung von Schweißern, die Prüfung von Schweißzusätzen und -hilfsstoffen und überschweißbaren Fertigungsbeschichtungen (Shop Primer) sind in den betreffenden Abschnitten festge-legt.
3. Es sind vorzugsweise die in den nachstehend zitierten Normen angegebenen Prüfverfahren und Probenformen anzuwenden. Im Einvernehmen mit dem Besichtiger dürfen auch Verfahren und Proben-formen nach anderen Normen angewendet werden, wenn damit gleiche Ergebnisse erzielt werden können.
B. Probenentnahme und Prüfung
1. Alle Prüfungen sind von geschultem Personal an geeichten Prüfmaschinen durchzuführen. Die Prüf-maschinen müssen von ihren Eigentümern in funkti-onsfähigem Zustand gehalten werden und sind durch eine unabhängige Prüfstelle in regelmäßigen Abstän-den eichen zu lassen.
2. Die Proben sind vor ihrer Entnahme aus dem Prüfstück durch den Besichtiger zu kennzeichnen, möglichst durch mechanische Verfahren zu entneh-men und maschinell auf die erforderlichen Abmessun-gen zu bearbeiten. Werden Proben durch thermische Verfahren dem Prüfstück entnommen, müssen sie genügend breit sein, so daß die Wärmeeinflußzone durch die maschinelle Bearbeitung restlos entfernt werden kann.
3. Soweit nicht anders festgelegt oder verein-bart, sind alle mechanischen und technologischen Prüfungen in Gegenwart des Besichtigers auszufüh-ren. Die Schliffbilder sind ihm zur Beurteilung vorzu-legen.
II - Teil 3 GL
Abschnitt 5 Mechanische und technologische Prüfungen Kapitel 2Seite 5–1
B
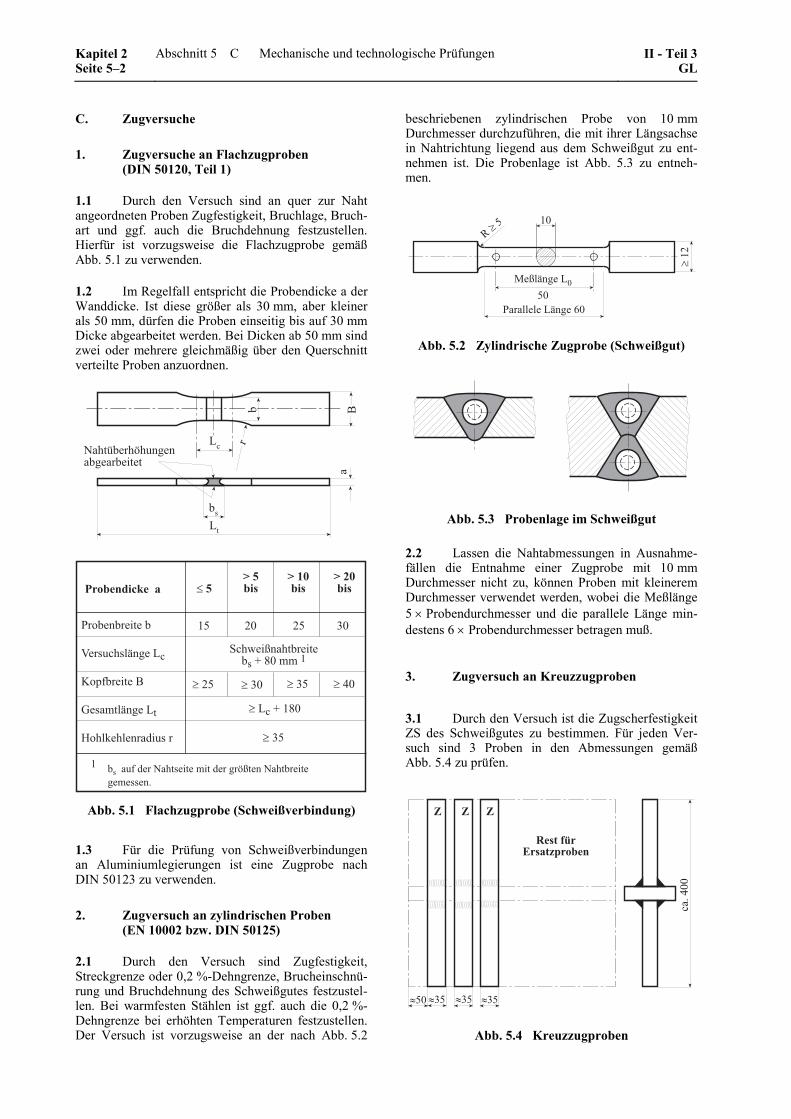
C. Zugversuche
1. Zugversuche an Flachzugproben (DIN 50120, Teil 1)
1.1 Durch den Versuch sind an quer zur Naht angeordneten Proben Zugfestigkeit, Bruchlage, Bruch-art und ggf. auch die Bruchdehnung festzustellen. Hierfür ist vorzugsweise die Flachzugprobe gemäß Abb. 5.1 zu verwenden.
1.2 Im Regelfall entspricht die Probendicke a der Wanddicke. Ist diese größer als 30 mm, aber kleiner als 50 mm, dürfen die Proben einseitig bis auf 30 mm Dicke abgearbeitet werden. Bei Dicken ab 50 mm sind zwei oder mehrere gleichmäßig über den Querschnitt verteilte Proben anzuordnen.
����������� ���� ��������
��
��
����
�
����������� ��������
������
������
������������
���������� ����
�����������
��������� ����
����������� ����
!" #$ #" %$
&��'��(������������)�*$����!
��#" ��%$ ��%" ��+$
��%"
�����)�!*$
! �������� ���������������� �� (������������� �������,
Abb. 5.1 Flachzugprobe (Schweißverbindung)
1.3 Für die Prüfung von Schweißverbindungen an Aluminiumlegierungen ist eine Zugprobe nach DIN 50123 zu verwenden.
2. Zugversuch an zylindrischen Proben (EN 10002 bzw. DIN 50125)
2.1 Durch den Versuch sind Zugfestigkeit, Streckgrenze oder 0,2 %-Dehngrenze, Brucheinschnü-rung und Bruchdehnung des Schweißgutes festzustel-len. Bei warmfesten Stählen ist ggf. auch die 0,2 %-Dehngrenze bei erhöhten Temperaturen festzustellen. Der Versuch ist vorzugsweise an der nach Abb. 5.2
beschriebenen zylindrischen Probe von 10 mm Durchmesser durchzuführen, die mit ihrer Längsachse in Nahtrichtung liegend aus dem Schweißgut zu ent-nehmen ist. Die Probenlage ist Abb. 5.3 zu entneh-men.
!$-��
�"
.�(��� ���$
"$������������ ��/$
��!#
Abb. 5.2 Zylindrische Zugprobe (Schweißgut)
Abb. 5.3 Probenlage im Schweißgut
2.2 Lassen die Nahtabmessungen in Ausnahme-fällen die Entnahme einer Zugprobe mit 10 mm Durchmesser nicht zu, können Proben mit kleinerem Durchmesser verwendet werden, wobei die Meßlänge 5 × Probendurchmesser und die parallele Länge min-destens 6 × Probendurchmesser betragen muß.
3. Zugversuch an Kreuzzugproben
3.1 Durch den Versuch ist die Zugscherfestigkeit ZS des Schweißgutes zu bestimmen. Für jeden Ver-such sind 3 Proben in den Abmessungen gemäß Abb. 5.4 zu prüfen.
� � �
����������� ��������
��,�+
$$
�%"�%"�%"�"$
Abb. 5.4 Kreuzzugproben
Kapitel 2 Seite 5–2
Abschnitt 5 Mechanische und technologische Prüfungen II - Teil 3GL
C
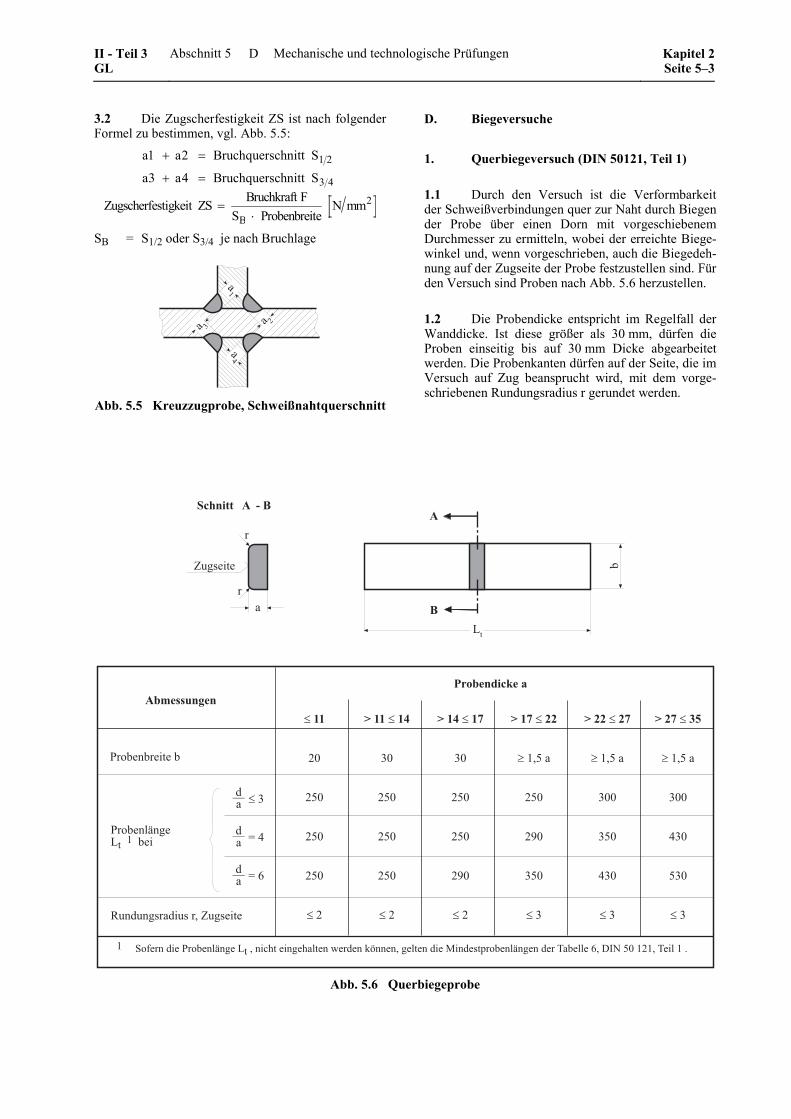
3.2 Die Zugscherfestigkeit ZS ist nach folgender Formel zu bestimmen, vgl. Abb. 5.5:
a a Bruchquerschnitt S
a a Bruchquerschnitt S
1 2
3 41 2
3 4
+ =
+ =
Zugscherfestigkeit ZSS
N mmB
=⋅
Bruchkraft FProbenbreite
2
SB = S1/2 oder S3/4 je nach Bruchlage
�!
�+
� % � #
Abb. 5.5 Kreuzzugprobe, Schweißnahtquerschnitt
D. Biegeversuche
1. Querbiegeversuch (DIN 50121, Teil 1)
1.1 Durch den Versuch ist die Verformbarkeit der Schweißverbindungen quer zur Naht durch Biegen der Probe über einen Dorn mit vorgeschiebenem Durchmesser zu ermitteln, wobei der erreichte Biege-winkel und, wenn vorgeschrieben, auch die Biegedeh-nung auf der Zugseite der Probe festzustellen sind. Für den Versuch sind Proben nach Abb. 5.6 herzustellen.
1.2 Die Probendicke entspricht im Regelfall der Wanddicke. Ist diese größer als 30 mm, dürfen die Proben einseitig bis auf 30 mm Dicke abgearbeitet werden. Die Probenkanten dürfen auf der Seite, die im Versuch auf Zug beansprucht wird, mit dem vorge-schriebenen Rundungsradius r gerundet werden.
�����������
������������
�������� �����!�����
-�� �� �� ����0�1� �����
!�����&����� ����������� �����0���������� ��������'� ��������0� ������ ���.�� ����������� ��� ��2�������/0�34��"$�!#!0�2����!�,
����������
55� ��%
��� ���!�
��!0"��
%$$
+%$
"%$
��%
55� 6�+
55� 6�/
����
#$
#"$
#"$
#"$
��#
��������"
%$
#"$
#"$
#"$
��#
���"����
%$
#"$
#"$
#7$
��#
��� �����
��!0"��
#"$
#7$
%"$
��%
��������
��!0"��
%$$
%"$
+%$
��%
1� �����
�
#$���������%�&�
&�
��
Abb. 5.6 Querbiegeprobe
II - Teil 3 GL
Abschnitt 5 Mechanische und technologische Prüfungen Kapitel 2Seite 5–3
D
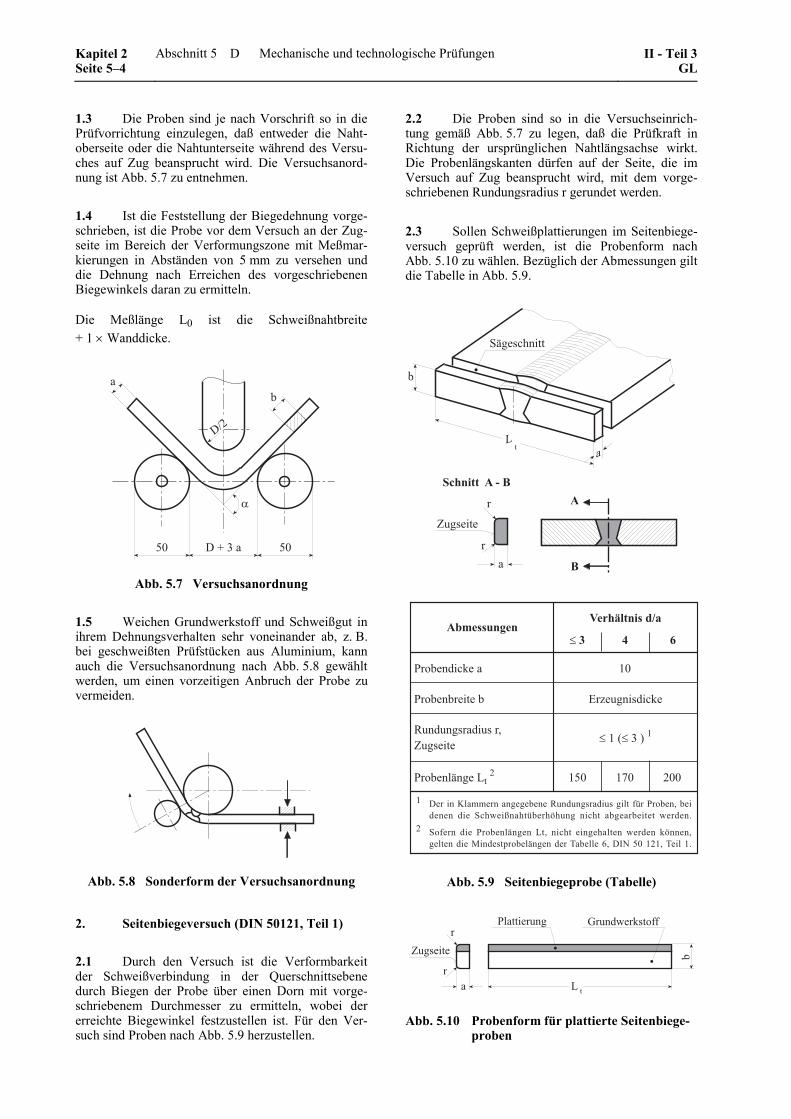
1.3 Die Proben sind je nach Vorschrift so in die Prüfvorrichtung einzulegen, daß entweder die Naht-oberseite oder die Nahtunterseite während des Versu-ches auf Zug beansprucht wird. Die Versuchsanord-nung ist Abb. 5.7 zu entnehmen.
1.4 Ist die Feststellung der Biegedehnung vorge-schrieben, ist die Probe vor dem Versuch an der Zug-seite im Bereich der Verformungszone mit Meßmar-kierungen in Abständen von 5 mm zu versehen und die Dehnung nach Erreichen des vorgeschriebenen Biegewinkels daran zu ermitteln.
Die Meßlänge L0 ist die Schweißnahtbreite + 1 × Wanddicke.
��
�
"$ 3�)�%�� "$
38#
Abb. 5.7 Versuchsanordnung
1.5 Weichen Grundwerkstoff und Schweißgut in ihrem Dehnungsverhalten sehr voneinander ab, z. B. bei geschweißten Prüfstücken aus Aluminium, kann auch die Versuchsanordnung nach Abb. 5.8 gewählt werden, um einen vorzeitigen Anbruch der Probe zu vermeiden.
Abb. 5.8 Sonderform der Versuchsanordnung
2. Seitenbiegeversuch (DIN 50121, Teil 1)
2.1 Durch den Versuch ist die Verformbarkeit der Schweißverbindung in der Querschnittsebene durch Biegen der Probe über einen Dorn mit vorge-schriebenem Durchmesser zu ermitteln, wobei der erreichte Biegewinkel festzustellen ist. Für den Ver-such sind Proben nach Abb. 5.9 herzustellen.
2.2 Die Proben sind so in die Versuchseinrich-tung gemäß Abb. 5.7 zu legen, daß die Prüfkraft in Richtung der ursprünglichen Nahtlängsachse wirkt. Die Probenlängskanten dürfen auf der Seite, die im Versuch auf Zug beansprucht wird, mit dem vorge-schriebenen Rundungsradius r gerundet werden.
2.3 Sollen Schweißplattierungen im Seitenbiege-versuch geprüft werden, ist die Probenform nach Abb. 5.10 zu wählen. Bezüglich der Abmessungen gilt die Tabelle in Abb. 5.9.
#$�������%�&
�
1� �����
�
&
&� ��������
�
�
���
�����������'��$()�����*
��! " +
����� ������
������������
-�� �� �� ����01� �����
�������� �����#
!$
9:�� ��� ����
��!�;��%�<�!
!"$ !=$ #$$
! 3��������������� � ������-�� �� �� ���� ������������0���� ����� ��� &��'��(����������� � ������ �� ��������� '� ��,
# &����� ��� �������� ��� ��0� ������ ��� �������� '� ��� �����0 ������ ���.�� ���������� ��� ��2�������/0�34��"$�!#!0�2����!,
Abb. 5.9 Seitenbiegeprobe (Tabelle)
1� �����
�
��������� ��� '�������
���
�
Abb. 5.10 Probenform für plattierte Seitenbiege-proben
Kapitel 2 Seite 5–4
Abschnitt 5 Mechanische und technologische Prüfungen II - Teil 3GL
D
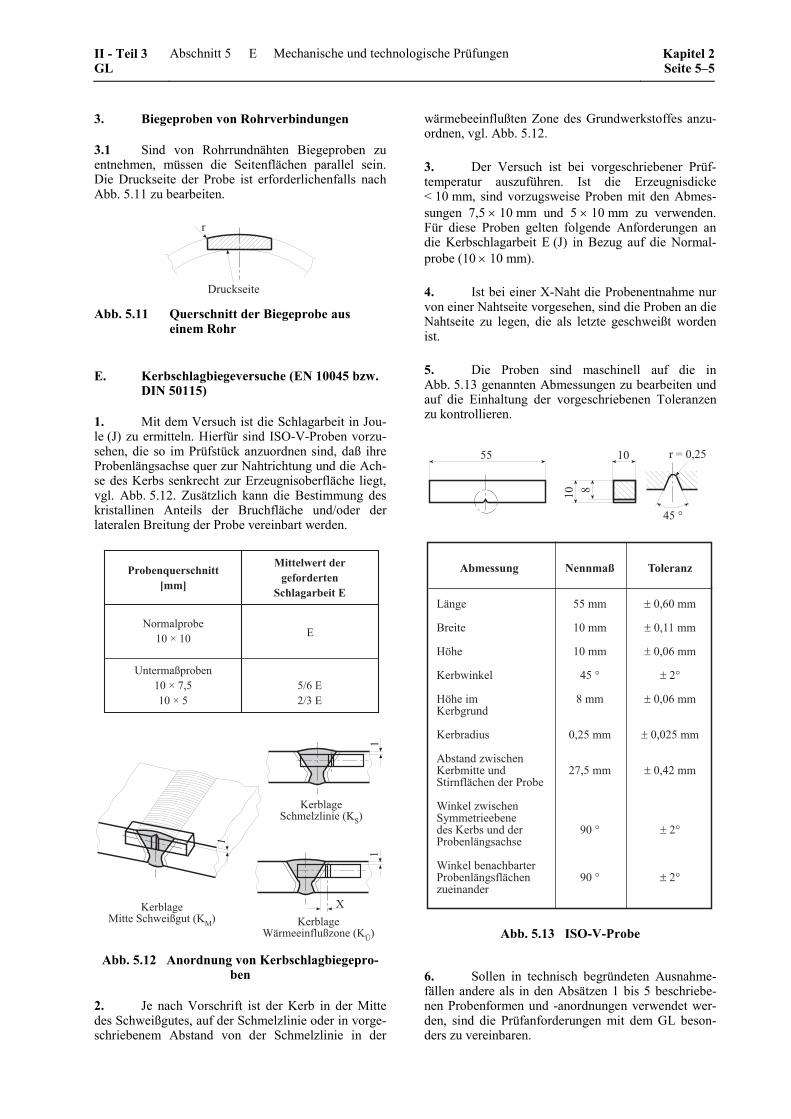
3. Biegeproben von Rohrverbindungen
3.1 Sind von Rohrrundnähten Biegeproben zu entnehmen, müssen die Seitenflächen parallel sein. Die Druckseite der Probe ist erforderlichenfalls nach Abb. 5.11 zu bearbeiten.
3�������� Abb. 5.11 Querschnitt der Biegeprobe aus
einem Rohr
E. Kerbschlagbiegeversuche (EN 10045 bzw. DIN 50115)
1. Mit dem Versuch ist die Schlagarbeit in Jou-le (J) zu ermitteln. Hierfür sind ISO-V-Proben vorzu-sehen, die so im Prüfstück anzuordnen sind, daß ihre Probenlängsachse quer zur Nahtrichtung und die Ach-se des Kerbs senkrecht zur Erzeugnisoberfläche liegt, vgl. Abb. 5.12. Zusätzlich kann die Bestimmung des kristallinen Anteils der Bruchfläche und/oder der lateralen Breitung der Probe vereinbart werden.
����� �>���������(:����;�?<
!
����� �.�����&��'��( ���;�.<
����� �&�����:������;�&<
!!
@
������,����$���-��.
/���)0������������������
#$) � ������
���������!$�A�!$
B�����(�����!$�A�=0"!$�A�"
"8/�9#8%�9
9
Abb. 5.12 Anordnung von Kerbschlagbiegepro-
ben
2. Je nach Vorschrift ist der Kerb in der Mitte des Schweißgutes, auf der Schmelzlinie oder in vorge-schriebenem Abstand von der Schmelzlinie in der
wärmebeeinflußten Zone des Grundwerkstoffes anzu-ordnen, vgl. Abb. 5.12.
3. Der Versuch ist bei vorgeschriebener Prüf-temperatur auszuführen. Ist die Erzeugnisdicke < 10 mm, sind vorzugsweise Proben mit den Abmes-sungen 7,5 × 10 mm und 5 × 10 mm zu verwenden. Für diese Proben gelten folgende Anforderungen an die Kerbschlagarbeit E (J) in Bezug auf die Normal-probe (10 × 10 mm).
4. Ist bei einer X-Naht die Probenentnahme nur von einer Nahtseite vorgesehen, sind die Proben an die Nahtseite zu legen, die als letzte geschweißt worden ist.
5. Die Proben sind maschinell auf die in Abb. 5.13 genannten Abmessungen zu bearbeiten und auf die Einhaltung der vorgeschriebenen Toleranzen zu kontrollieren.
"" !$
!$ *
�6�$0#"
+"�C
�����������������
��� �
�����
���
���'�����
��������� ��
���� ���
D����� �:'����������������� &����������� ������
>������:'������&E����������� ���������� � ��������� ������
>������������������������ ��������:������ �
1���� 2
""���
!$���
!$���
+"�C
*���
$0#"���
#=0"���
7$�C
7$�C
3�)�� ��
��$0/$���
��$0!!���
��$0$/���
��#C
��$0$/���
��$0$#"���
��$0+#���
��#C
��#C
Abb. 5.13 ISO-V-Probe
6. Sollen in technisch begründeten Ausnahme-fällen andere als in den Absätzen 1 bis 5 beschriebe-nen Probenformen und -anordnungen verwendet wer-den, sind die Prüfanforderungen mit dem GL beson-ders zu vereinbaren.
II - Teil 3 GL
Abschnitt 5 Mechanische und technologische Prüfungen Kapitel 2Seite 5–5
E
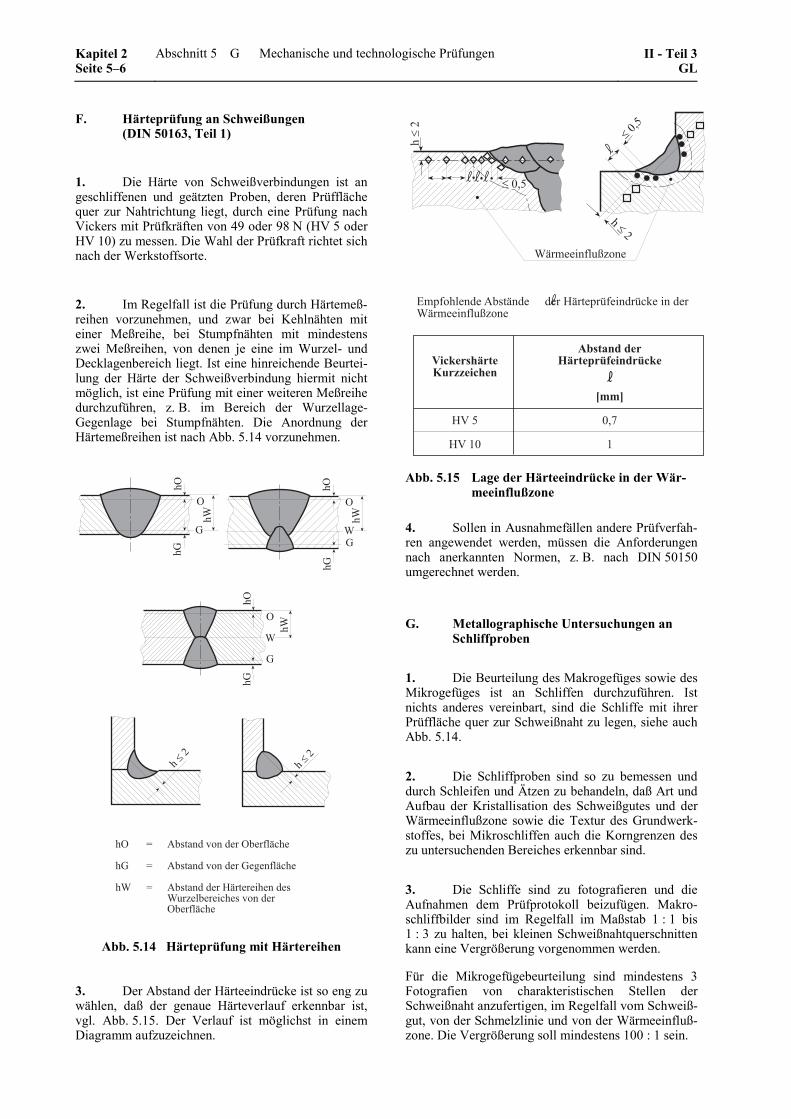
F. Härteprüfung an Schweißungen (DIN 50163, Teil 1)
1. Die Härte von Schweißverbindungen ist an geschliffenen und geätzten Proben, deren Prüffläche quer zur Nahtrichtung liegt, durch eine Prüfung nach Vickers mit Prüfkräften von 49 oder 98 N (HV 5 oder HV 10) zu messen. Die Wahl der Prüfkraft richtet sich nach der Werkstoffsorte.
2. Im Regelfall ist die Prüfung durch Härtemeß-reihen vorzunehmen, und zwar bei Kehlnähten mit einer Meßreihe, bei Stumpfnähten mit mindestens zwei Meßreihen, von denen je eine im Wurzel- und Decklagenbereich liegt. Ist eine hinreichende Beurtei-lung der Härte der Schweißverbindung hiermit nicht möglich, ist eine Prüfung mit einer weiteren Meßreihe durchzuführen, z. B. im Bereich der Wurzellage-Gegenlage bei Stumpfnähten. Die Anordnung der Härtemeßreihen ist nach Abb. 5.14 vorzunehmen.
����#
��
�>
�F
F
�
>
F
�
�F��
�>
F
>
�F
�>
�
��
����#
�F
��
�>
6
6
6
D����� �G��� ��F��������
D����� �G��� ���� ��������
D����� � ������������ ��>�:�����������G��� �F��������
Abb. 5.14 Härteprüfung mit Härtereihen
3. Der Abstand der Härteeindrücke ist so eng zu wählen, daß der genaue Härteverlauf erkennbar ist, vgl. Abb. 5.15. Der Verlauf ist möglichst in einem Diagramm aufzuzeichnen.
>���������(:���
9�������� ��D����� ������ ������������ �������� �>���������(:���
'����$(���4�����$��
���"
���!$
���� ������5(��������������
-��.
$0=
!
����#
��$0"
����#
��$0"
Abb. 5.15 Lage der Härteeindrücke in der Wär-meeinflußzone
4. Sollen in Ausnahmefällen andere Prüfverfah-ren angewendet werden, müssen die Anforderungen nach anerkannten Normen, z. B. nach DIN 50150 umgerechnet werden.
G. Metallographische Untersuchungen an Schliffproben
1. Die Beurteilung des Makrogefüges sowie des Mikrogefüges ist an Schliffen durchzuführen. Ist nichts anderes vereinbart, sind die Schliffe mit ihrer Prüffläche quer zur Schweißnaht zu legen, siehe auch Abb. 5.14.
2. Die Schliffproben sind so zu bemessen und durch Schleifen und Ätzen zu behandeln, daß Art und Aufbau der Kristallisation des Schweißgutes und der Wärmeeinflußzone sowie die Textur des Grundwerk-stoffes, bei Mikroschliffen auch die Korngrenzen des zu untersuchenden Bereiches erkennbar sind.
3. Die Schliffe sind zu fotografieren und die Aufnahmen dem Prüfprotokoll beizufügen. Makro-schliffbilder sind im Regelfall im Maßstab 1 : 1 bis 1 : 3 zu halten, bei kleinen Schweißnahtquerschnitten kann eine Vergrößerung vorgenommen werden.
Für die Mikrogefügebeurteilung sind mindestens 3 Fotografien von charakteristischen Stellen der Schweißnaht anzufertigen, im Regelfall vom Schweiß-gut, von der Schmelzlinie und von der Wärmeeinfluß-zone. Die Vergrößerung soll mindestens 100 : 1 sein.
Kapitel 2 Seite 5–6
Abschnitt 5 Mechanische und technologische Prüfungen II - Teil 3GL
G

H. Prüfberichte
1. Der Betrieb muß über die Prüfungen Berichte oder Protokolle anfertigen, die alle für die Beurteilung des Verfahrens erforderlichen Einzelheiten enthalten müssen. Hierzu gehören insbesondere:
– Art der Prüfung (z. B. schweißtechnische Ver-fahrensprüfung)
– Prüfstück-Abmessungen und -Nummern
– Grundwerkstoffe
– Nahtvorbereitung
– Schweißverfahren und -positionen
– Schweißzusätze und deren Abmessungen sowie Schweißhilfsstoffe
– Schweißstromquelle
– Schweißstromstärke und -spannung
– Wärmenachbehandlung
– Prüfverfahren und Probenformen
– Prüfergebnisse
2. Die Berichte bzw. Protokolle sind dem Be-sichtiger in mindestens zweifacher Ausfertigung zur Durchsicht zu übergeben. Die sachgemäße Durchfüh-rung der Prüfung und die Richtigkeit der Ergebnisse sind von ihm durch Stempel und Unterschriften zu bestätigen.
II - Teil 3 GL
Abschnitt 5 Mechanische und technologische Prüfungen Kapitel 2Seite 5–7
H

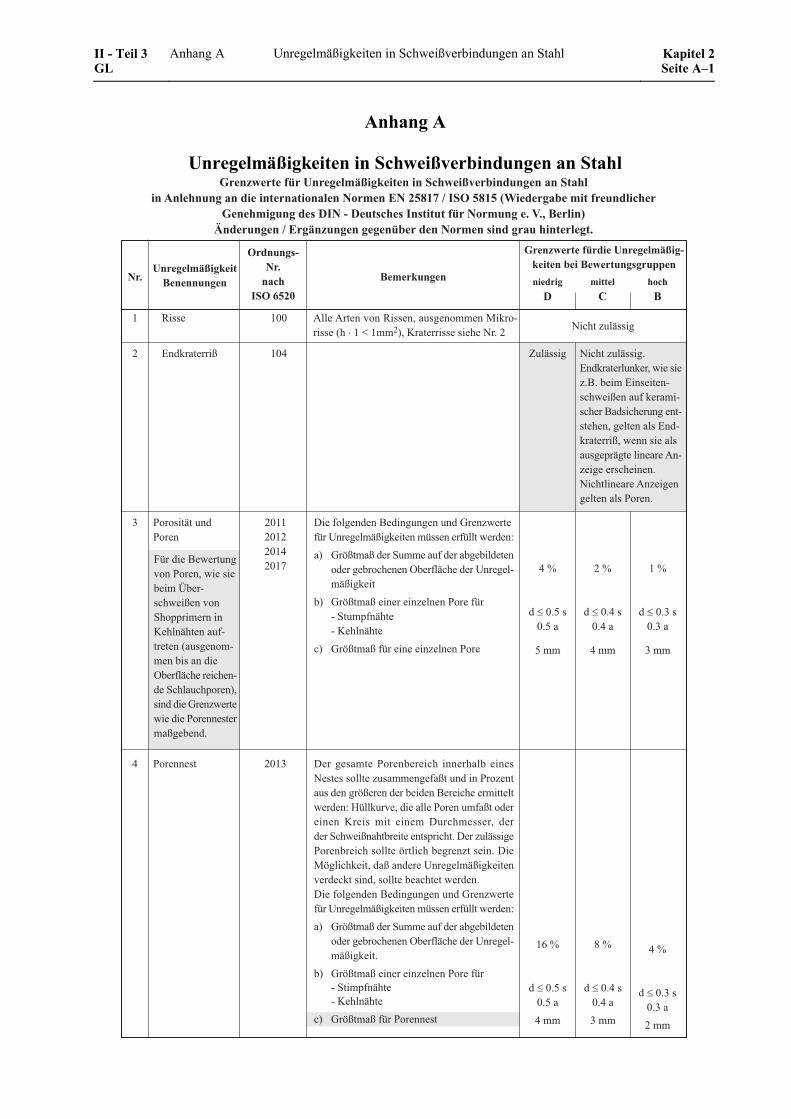
Anhang A
Unregelmäßigkeiten in Schweißverbindungen an Stahl���������������� ������ ������������������������ ���������
���������� ���������������������������� !"#$%&�'!"#!()����� ������������������������ �� ��*+&�,+���*���*&�*������������� �-.-/0�����1
2������ ��%�� ����� �� � ���������������*��� ����������� �-
��-���� ������ ����0������� ��
��������������� ������ ��������������� �������������������������� �� ����������
0������� ��
������������������� ������ ,���������0������� * ��33��
������
+������
4����
0
� �� � ����� ���!��" ��
� #�$��������% ��& �� ���!��" ���#�$��������������'��� ��!�(��)����#�� ������ �'��%�����*�������� ����(�$ � ����������� ���������������� �#�$���������%��'���� ����� �� ��+�"���������������!������� ��������� ������������!�������������� �,����
-��" ��
. ,� ��"����$,���
�����������&���/
0���*����$���(�$�����������$�1���!'����*2��3�������"%����������2 �����*2����'��$��4
�� 1�5%���%�$���6�������*�$����)��)��$����$�����)� ������7)��*�" ���$���3��������"%������
)� 1�5%���%����������!������,���*2���6���+*�"����������"���
� 1�5%���%�*2����������!������,��
& ,����� � ���. 0����� �����,���)���� �� ��������)����� �� �� � �����!� �������*�%����$����,�!����� �$�����5%�����$���)��$���(���� ������������'��$��4�82��������$��������,������*�%��$�������� ���� � ���� ������ 0�� ��� ���� $��$���6 �'��%����)��������� +�� ����0���!��" ���,���)��� �� �����5���� ��)�����!�� �����0���5��� �������$�%���$����3�������"%����������$� ��� ��$�� �����)�� �����'��$���0���*����$���(�$�����������$�1���!'����*2��3�������"%����������2 �����*2����'��$��4
�� 1�5%���%�$���6�������*�$����)��)��$����$�����)� ������7)��*�" ���$���3��������"%�������
)� 1�5%���%����������!������,���*2���6���+*�"����������"���
� 1�5%���%�*2��,����� �
92��$���(�'��������,�����'��� ��)����:)��� �'��%����6�++��������������"�������*����������� ���������)� ����$��7)��*�" ������ ����$��6 ���� �+����� ��$�$���1���!'����'���$���,����� �����%��)��$�
&�;
$�����<� ��<��
<���
��;
$�����&� ��&��
&���
��;
$�����.� ��.��
.���
�=�;
$�����<� ��<��
&���
>�;
$�����&� ��&��
.���
&�;
$�����.� ��.��
����
'����� *,��-����
&�'5! 6
II - Teil 3 GL
Anhang A Unregelmäßigkeiten in Schweißverbindungen an Stahl Kapitel 2Seite A–1
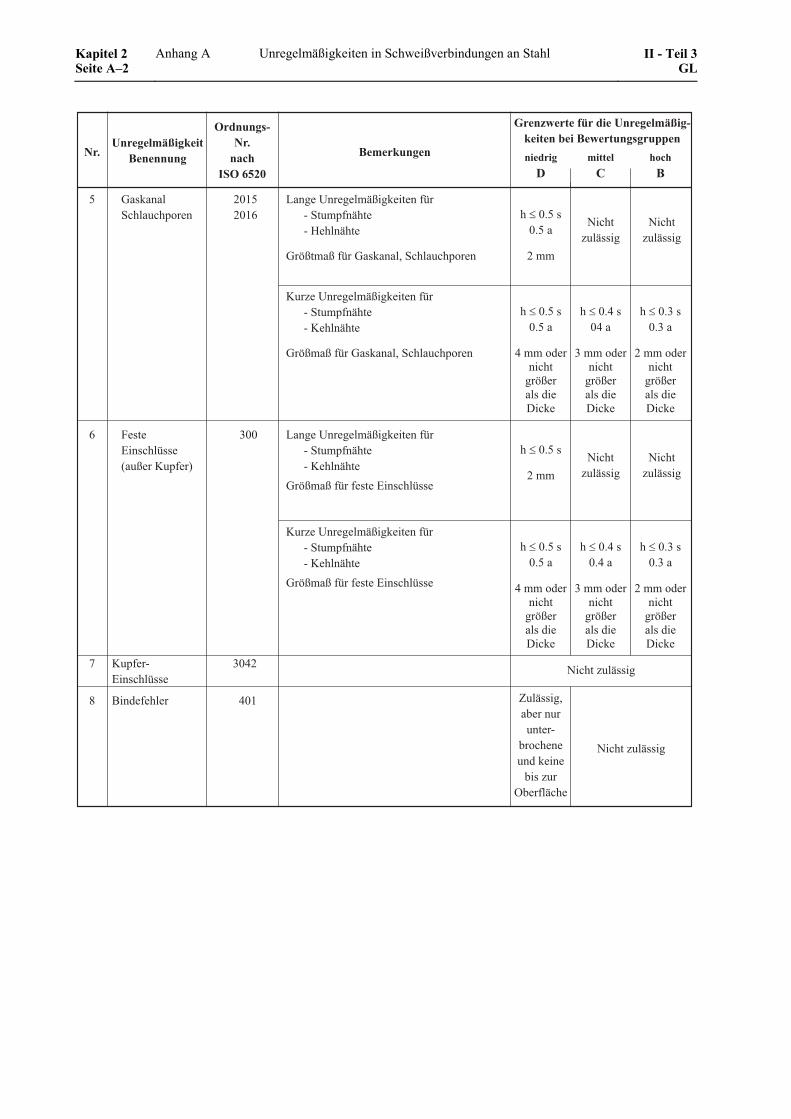
��-���� ������ ����
0�������
?�����3�������"%���������*2���6���+*�"�����8����"���
1�5%���%�*2��1� �������6 ���� �+���
0������� ��
������������������� ������ ,���������0������� * ��33��
������
+������
4����
0
< 1� �����6 ���� �+���
���<���=
/ ��+*���#�� ��2 �
.�&�
������<� ��<��
����
�� ��!��" ��
�� ��!��" ��
���!��3�������"%���������*2���6���+*�"����������"���
1�5%��%�*2��1� �������6 ���� �+���
������<� ��<��
&����$���� ����5%���� �$��0� ��
������&� �&��
.����$���� ����5%���� �$��0� ��
������.� ��.��
�����$���� ����5%���� �$��0� ��
?�����3�������"%���������*2���6���+*�"����������"���
1�5%��%�*2��*� ���#�� ��2 �
= 9� ��#�� ��2 ����%�����+*���
.��������<�
����
�� ��!��" ��
�� ��!��" ��
���!��3�������"%���������*2���6���+*�"����������"���
1�5%��%�*2��*� ���#�� ��2 �
������<� ��<��
&����$���� ����5%���� �$��0� ��
������&� ��&��
.����$���� ����5%���� �$��0� ��
������.� ��.��
�����$���� ����5%���� �$��0� ��
�� ���!��" ��
> (��$�*����� &��
�� ���!��" ��
-��" ����)������������
)� ������$������)� �!��
7)��*�" ��
'����� *,��-����
&�'5! 6
Kapitel 2 Seite A–2
Anhang A Unregelmäßigkeiten in Schweißverbindungen an Stahl II - Teil 3GL
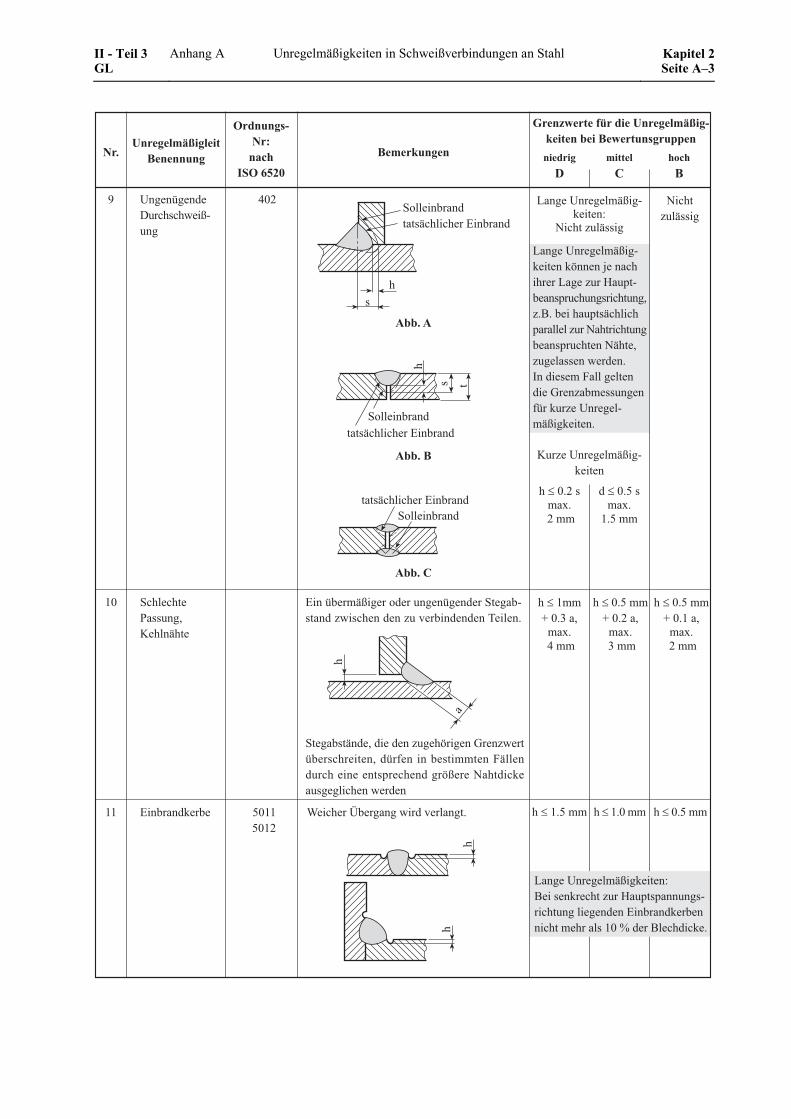
��-���� ������ ����
0������� 0������� ��
������������������� ������ ,���������0�������* ��33��
������
+������
4����
0
@ 3����2���$�0�� � �'��%����
&��
�������� ��A������
B
B
BBBB 6�����)���$��� " ��� ����#��)���$
�
���-�
���-0
6�����)���$��� " ��� ����#��)���$
���-4
?�����3�������"%���������4
�� ���!��" ��
�� ��!��" ��
?�����3�������"%�����������5�����C���� �������?����!���8��+��)��� +�� ���� �� ������!�(��)������+� " ��� �+��������!��������� �����)��� +�� ������"����!����� ���'��$���D��$�� ���9����������$���1���!�)�� �����*2�����!��3��������"%���������
���!��3�������"%���������
$�����<� ��A�
��<���
6�����)���$��� " ��� ����#��)���$
�
�
�� 6 ��� ���,� ���������"���
#���2)���"%�����$��������2���$���6����)� ���$�!'� ����$���!����)��$��$���E������
6����) �"�$���$���$���!����5������1���!'���2)�� ���������$2�*��� ���)� ��������9"����$�� ���������� +�� ���$���5%��������$� ���� ����� ����'��$��
�� #��)���$���)� F�� ����:)�������'��$���������<���<���
������<��� ���������� ������<���
?�����3�������"%��������4(��� ����� ���!���8��+� +������ ��� ������������$���#��)���$���)���� ���������� ����;�$���(�� �$� ���
�������G���.�����A��&���
������<���G���������A��.���
������<���G���������A������
�
��
�
'����� *,��7����
&�'5! 6
II - Teil 3 GL
Anhang A Unregelmäßigkeiten in Schweißverbindungen an Stahl Kapitel 2Seite A–3
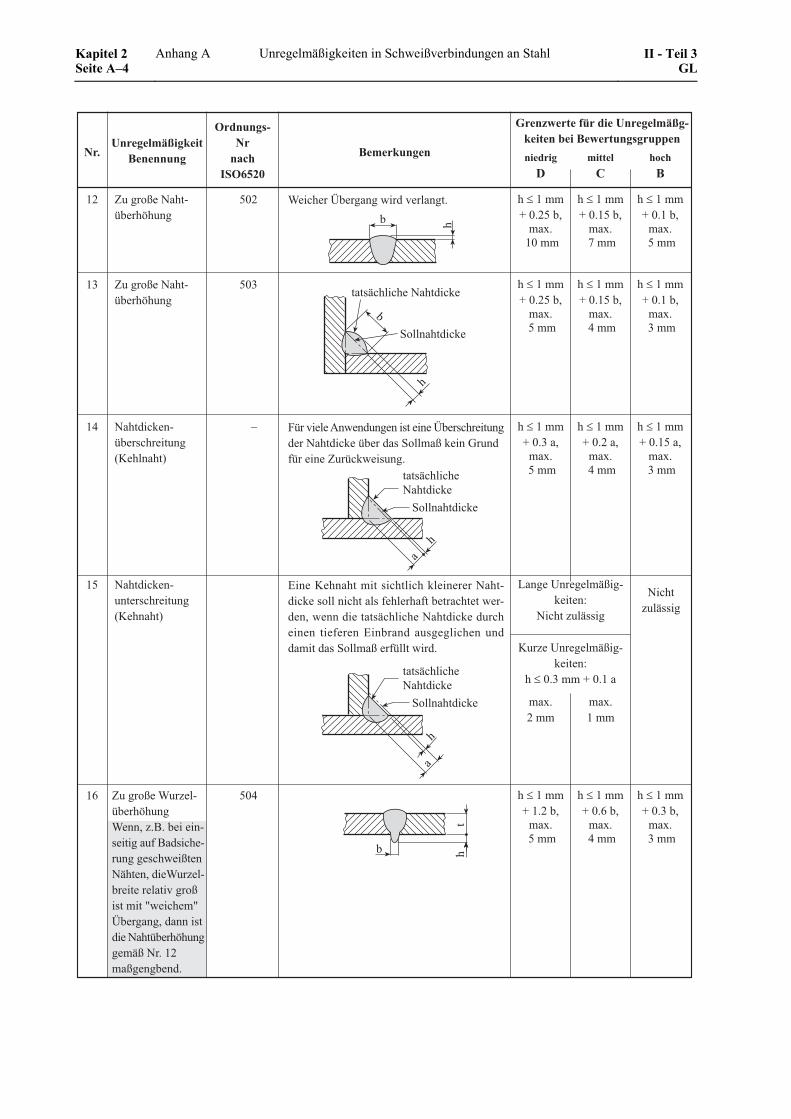
��-���� ������ ����
0������� 0������� ��
������������������� ����� ,���������0������� * ��33��
������
+������
4����
0
�� -����%�������2)���5����
<�� F�� ����:)�������'��$��������� ��������G����<�)���A�
������
��������G����<�)���A��/���
��������G�����)���A��<���
�. -����%�������2)���5����
<�. ��������G����<�)���A��<���
��������G����<�)���A��&���
��������G�����)���A��.���
�& ����$� ����2)�� ������������������
��������G���.�����A��<���
��������G���������A��&���
��������G����<�����A��.���
92���������'��$������� �������:)�� ��������$�������$� ���2)���$� �6����%������1���$*2�������-��2 �'�� ����
�< ����$� ��������� �����������������
#���������������� � ���� �����������������$� ��� ����� ����� �*�������*��)���� �����'���$����'����$������ " ��� �������$� ���$�� ������� ���*�����#��)���$� �� ����� ���� ��$$�����$� �6����%���*2����'��$�
�= -����%��F��!���2)���5����F�����!�(��)������� ��������*�(�$ � ���������� �'��%����"������$��F��!���)���������������%� ������H'�� ���H:)��������$����� �$�������2)���5�������"%���������%����)��$�
<�& ��������G�����)���A��<���
��������G���=�)���A��&���
��������G���.�)���A��.���
) �
��� " ��� �������$� ��
6������$� ��
)
�
��� " ��� ������$� ��6������$� ��
��
�
�
) ��
'����� *,������
&�'5! 6
�
?�����3�������"%���������4
�� ���!��" ��
�� ��!��" ��
���!��3�������"%���������4
������.����G������
��A�����
��A�����
��� " ��� ������$� ��6������$� ��
Kapitel 2 Seite A–4
Anhang A Unregelmäßigkeiten in Schweißverbindungen an Stahl II - Teil 3GL
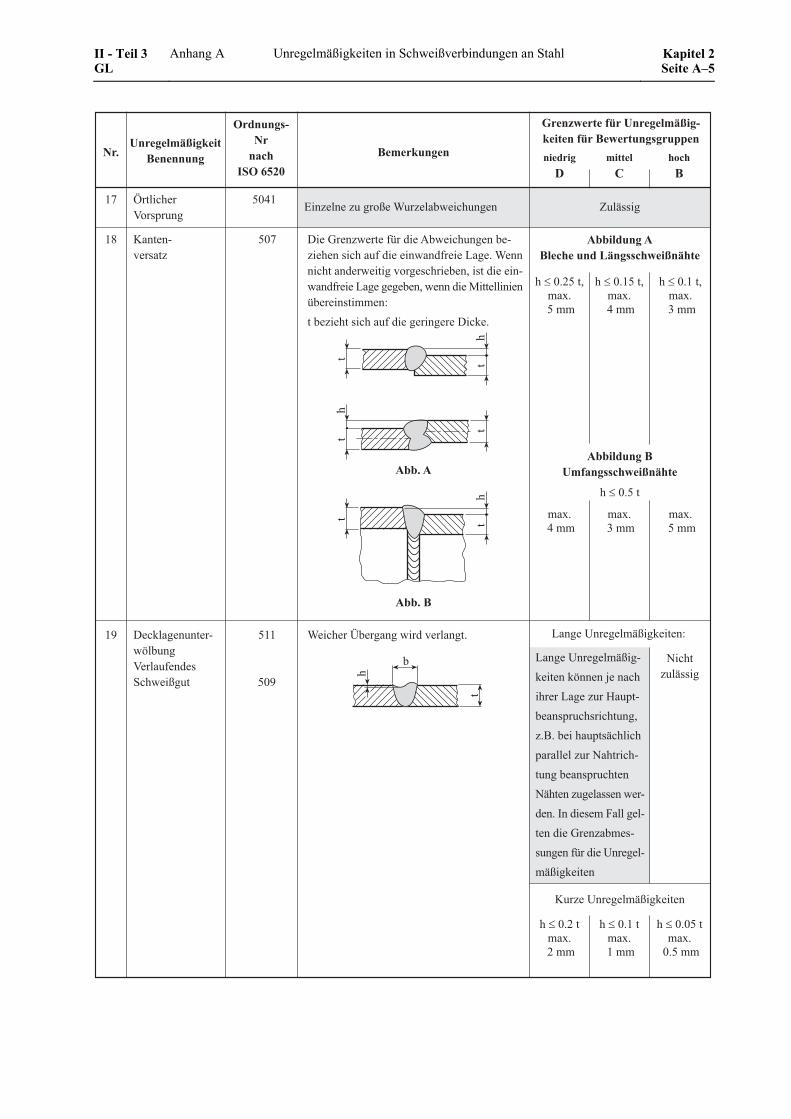
��-���� ������ ����
0������� 0������� ��
���������������� ������ ,��������0������� * ��33��
������
+������
4����
0
�/ I���� ���J� +����
<�&�
�> ��������� ��!
<�/
�������<�����A��<���
�@ 0� ������������'5�)���J�����*��$� 6 �'��%���
<��
<�@
�����������A������
-��" ��
�������<�����A��&���
������������A��.���
0���1���!'�����*2��$����)'�� �������)��!������ � ����*�$������'��$*�����?�����F����� �����$��'��������� ����)����� ��$�������'��$*�����?��������)����'����$���������������2)����� ������4
��)�!����� � ����*�$�������������0� ���
F�� ����:)�������'��$��������� ?�����3�������"%��������4
���!��3�������"%��������
�����������A������
�������<����A�
���<���
)
�
�
�������� �0��������8�� **�����������
��A��&���
��A��.���
��A��<���
�������� 0���� **�����������
���
�
��
���-��
��
���-0
?�����3�������"%���
��������5�����C���� �
������?����!���8��+��
)��� +�� � �� ������
!�(��)������+� " ��� �
+��������!��������� ��
�����)��� +�� ����
�"�����!����� ���'���
$����D��$�� ���9��������
����$���1���!�)�� �
������*2��$���3�������
�"%��������
'����� *,������
&�'5! 6
������<��
#��!�����!����%��F��!���)'�� ������
�� ��!��" ��
II - Teil 3 GL
Anhang A Unregelmäßigkeiten in Schweißverbindungen an Stahl Kapitel 2Seite A–5
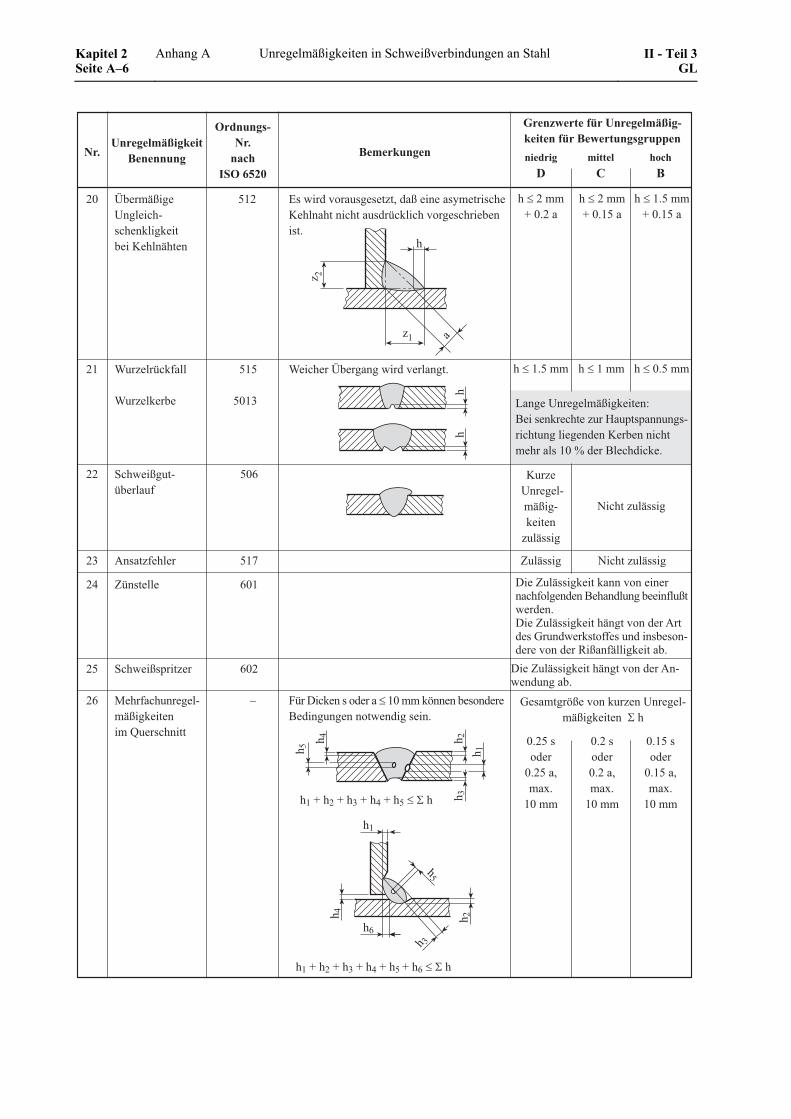
��-���� ������ ����
0������� 0������� ��
���������������� ������ ,��������0������� * ��33��
������
+������
4����
0
�� :)���"%���3����� �� �����������)��������"����
<�� # �'��$���� �� ��!���$�%������� K����� ������������� ����� $�2 ��� ����� ����)��� ��
��������G������
��������G����<��
������<���G����<��
�
!�
! �
�
�� F��!���2 �*���
F��!�����)�
<�<
<��.
F�� ����:)�������'��$��������� ������<��� �������� ������<���
?�����3�������"%��������4(��� ����� ����!���8��+� +������ ��� ������������$������)����� ��������� ����;�$���(�� �$� ���
�� 6 �'��%����2)�����*
<�= ���!��3��������"%���������!��" ��
�� ���!��" ��
�. �� ��!*����� <�/ -��" �� �� ���!��" ��
�& -2� ����� =��
��
0���-��" ��������������������� �*����$���(����$�����)����*��%�'��$���0���-��" ��������"������$������$� �1���$'��� �**� ���$��� )� ��$������$�����%��*"����������)�
�< 6 �'��% +���!�� =�� 0���-��" ��������"������$������'��$�����)�
� .
�=
�<
� &
��
� �
�= ����*� ����������"%�����������L��� �����
� 92��0� ���� �$��������������5�����)� �$���(�$�����������'��$��� ����
���<� $��
���<�����A������
���G����G��.�G��&�G��<�G��=������
���� $����������A������
���<� $��
���<�����A������
'����� *,��-����
&�'5! 6
1� �����5%�������!���3��������"%�������������
� &
� <
� �� �
� .���G����G��.�G��&�G��<������
Kapitel 2 Seite A–6
Anhang A Unregelmäßigkeiten in Schweißverbindungen an Stahl II - Teil 3GL
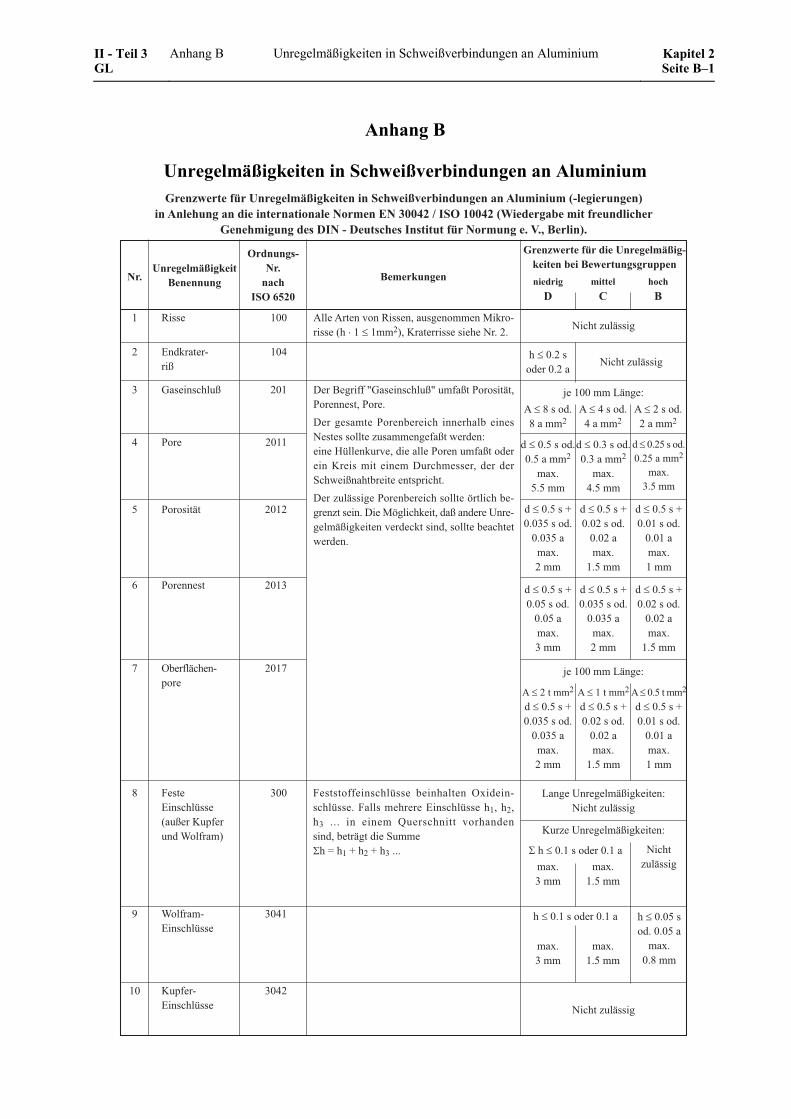
Anhang B
Unregelmäßigkeiten in Schweißverbindungen an Aluminium
���������������������������� �����
���������������������������� �
������
���������������� ������ ������������������������ ����������������� ����� ������������ �������������� ����! ����"!#$$%&'(�)*$$%&�+����� �����������������
������� �� ��,-(!�-���,���,(�,�������! ���� �./.01������.
!�.���� ������ ����
1�������
��������������������������������������������� �����������!��"�������������� ��#�����
1������� ��
������������������� ������ ����������1������� , ��22��
������
-������
3� ��
1
� ����� ���#�$ ��%��&����
� '�����������(
��)
)����� ,�!�.����
(�)45&$
#�$ ��%��&����
*������$ ��( ���
) +�� ����
� +����&� ����
,���-����..�/*������$ ��(/���.�(��+����&��+���������+���
,�����������+���0����$ � ����� ��0� �����#������������%���������.�(��1�����2�����34��������������������+������.�(���������"��������� ������,��$ �������� �������5$ 1��(�� �0����������6��$ ��
,���%��&������+���0����$ �������7����$ �0������%��������,����7���$ ��������(��������8��������&(��������������$���������������0��$ ���1������
9 +������� ���
: ;0��.�&$ ���6��
���:
<���������=&���2
����>�����>������
����)�����)������
�����������������
���������������������
�� �������
�������������������
�� �)�����
�����������������������
�� ������
���������������������������� �����
���������������������������� �
������
���������������������������� �����
���������������������������� ����
�����������
���������������������������� �����
�����������
���������������������������� �
������
�������������
���������������������������� �����
<���������=&���2
> ?����'���$ �4������(���"�6.������@�.���!
�� =�����8�������&(��������2#�$ ��%��&����
"��%��8�������&(��������2
#�$ �%��&����
�� �������������������� ����
�� �������
A @�.����'���$ �4���
�)� ������������������
�� ����
�� �������
�������������������� �
��>���
�� "�6.���'���$ �4���
�)�
#�$ ��%��&����
�����������������
?�����..����$ �4���� 0��� ������ ; �������$ �4�����?������� �����'���$ �4���� ��� �� � ���� ��� ������ B����$ ����� �� �����������0���&�������5����� �C� ���� ���� ����
II - Teil 3 GL
Anhang B Unregelmäßigkeiten in Schweißverbindungen an Aluminium Kapitel 2Seite B–1
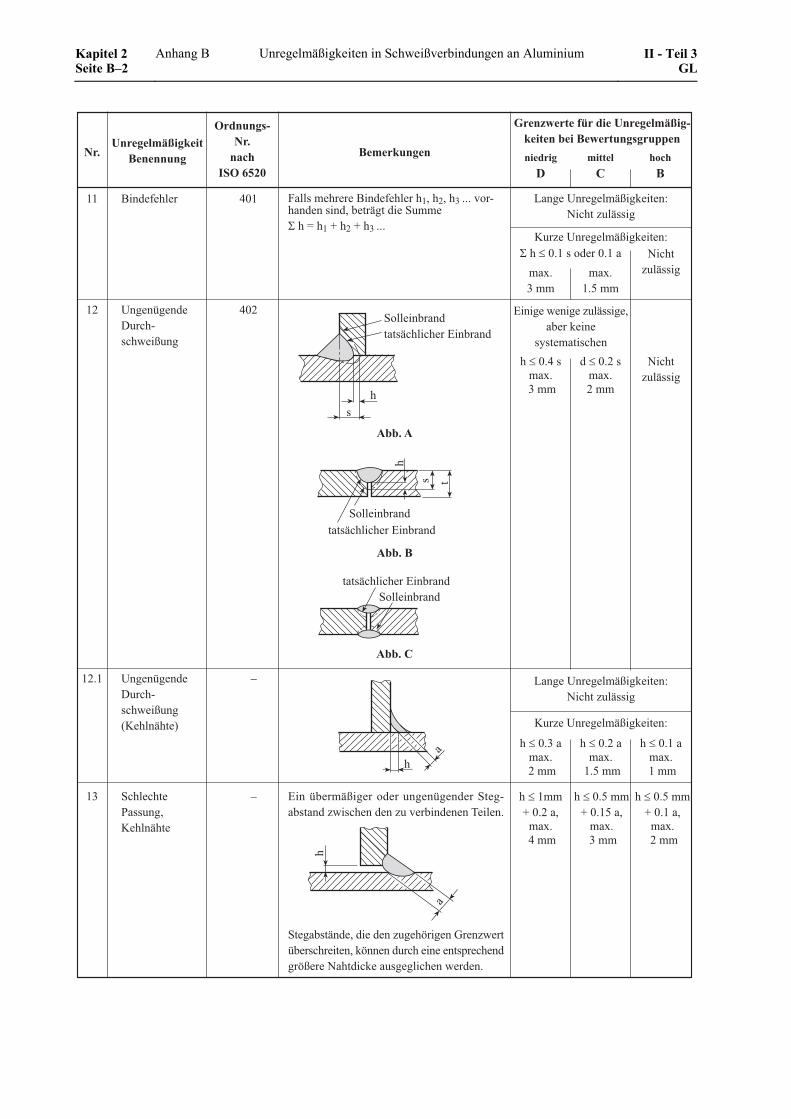
!�.���� ������ ����
1������� 1������� ��
������������������� ������ ����������1������� , ��22��
������
-������
3� ��
1
�� 8����4�����,��$ ��$ 1��(���
)��
�����)���� �����
���.1
5�����0��������&$ ��$ ���'��0����
���.3
'������1������%��&�������0��������
�D��������$ ��
����������� �����
5�����0��������&$ ��$ ���'��0����
� �
� 5$ ��$ ��+�������"� ��& ��
'���40���&(��������������4�������5�����0������%1��$ �������%�����0��������E������
5����0��&�������������%��� 7������*���%1���40���$ ���������7��������$ ����������6��$ �����7(����#� ���$�����������$ ���1������
���������������� ��)���
�������������������� �����
������������������� ������
�
)����� ,�!�.����
(�)45&$
�� -����.� ��� )�� =�����8�������&(��������2#�$ ��%��&����
?������� �����-����.� ���� ��� ��� �������� ������������0���&�������5������ �C� ���� ���� ����
�� ������������������"��%��8�������&(��������2
#�$ �%��&������ �
����� �
������
F
F
FFFF 5�����0��������&$ ��$ ���'��0����
�
���.�
�
���� 8����4�����,��$ ��$ 1��(����"� ��& ��!
�
�
=�����8�������&(��������2#�$ ��%��&����
"��%��8�������&(��������2
��������� ������
���������� �
�������
���������� ������
#�$ �%��&����
Kapitel 2 Seite B–2
Anhang B Unregelmäßigkeiten in Schweißverbindungen an Aluminium II - Teil 3GL
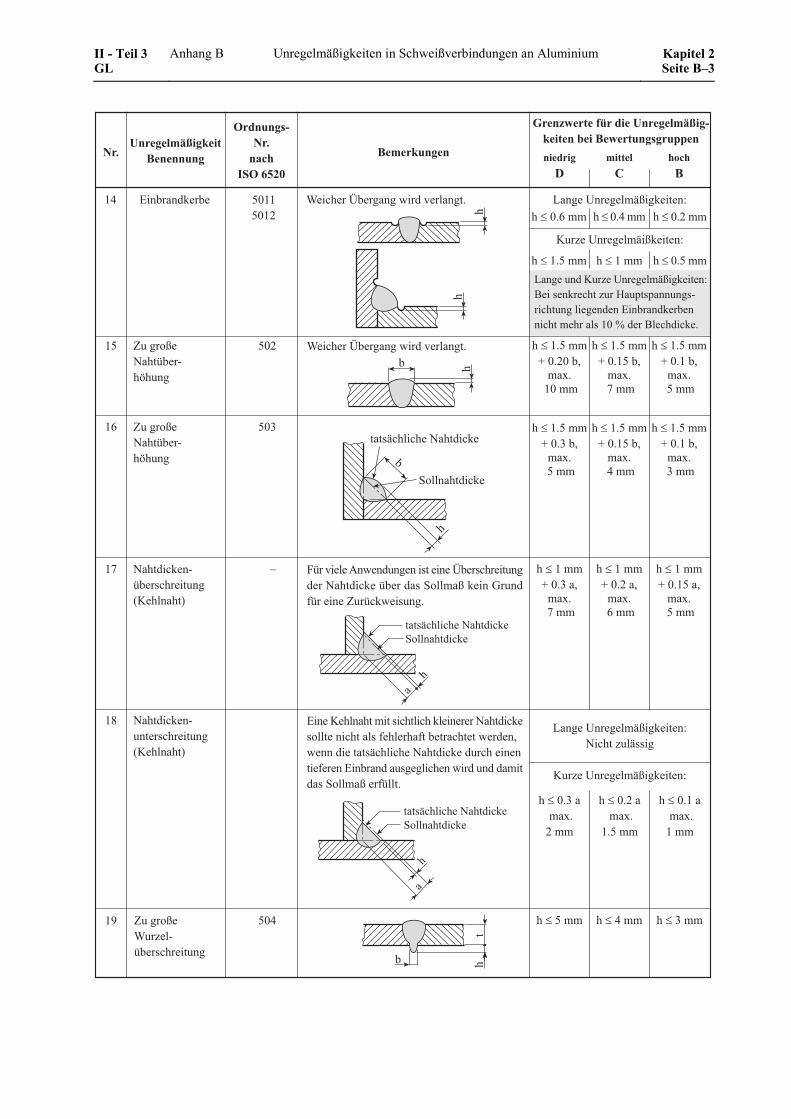
=���������"��%��8�������&(��������2-���������$ ��%���3��6��6����������$ ���������������'��0�������0����$ ���� ���������G�����-��$ ��$���
!�.���� ������ ����
1������� 1������� ��
������������������� ������ ����������1������� , ��22��
������
-������
3� ��
1
�� H����(�#� �40��� 7 ���
��� @��$ ���I0�������1������������� ����������������0��� �
������
����������������0��� ��:���
���������������0��� ������
�9 H����(�#� �40��� 7 ���
�� ��������������0��� ������
����������������0��� ��)���
���������������0��� �����
�: #� ���$����40���$ ��������"� ��� �!
���������������� ��:���
����������������� ��9���
������������������ ������
?4����������1������������������I0���$ �����������#� ���$���40�������5����(������*����.4�������H��4$�1�������
�> #� ���$����������$ ��������"� ��� �!
'����"� ��� ��������$ ���$ �����������#� ���$����������$ ������.� ��� �.��0����$ ����1������1������������&$ ��$ ��#� ���$������$ ���������.�����'��0�������������$ ���1�����������������5����(���.4����
�A ��) ������� ���)��� ������
0
0 �
)����� ,�!�.����
(�)45&$
�
=�����8�������&(��������2#�$ ��%��&����
"��%��8�������&(��������2
���������� �����
�) '��0�������0� @��$ ���I0�������1���������������������
��������� ������� ���������
����&$ ��$ ��#� ���$��
5���� ���$��
0
����&$ ��$ ��#� ���$��5���� ���$��
�
����&$ ��$ ��#� ���$��5���� ���$��
�
=�����8�������&(��������2 �����9��� �����)��� ���������
"��%��8�������&�(������2
����������� �������
����������� �����
H����(�@��%���40���$ �������
II - Teil 3 GL
Anhang B Unregelmäßigkeiten in Schweißverbindungen an Aluminium Kapitel 2Seite B–3
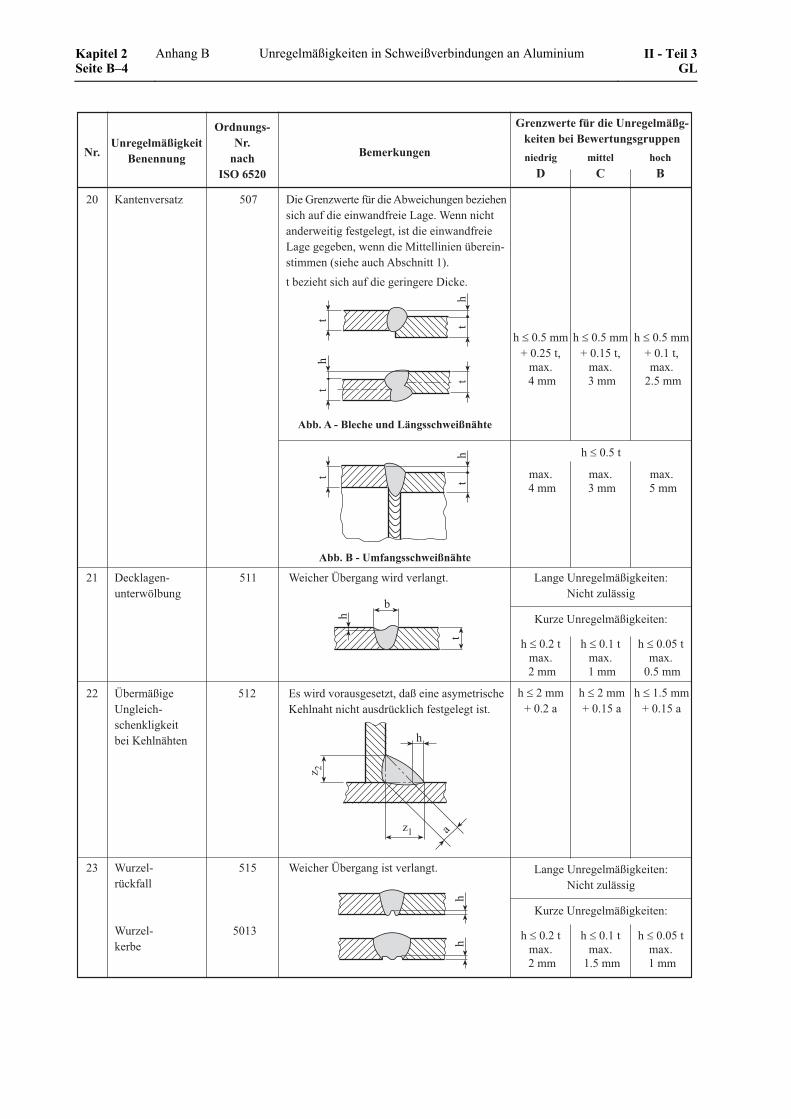
���������� ������
����������� �
�������
!�.���� ������ ����
1������� 1������� ��
������������������� ����� ����������1������� , ��22��
������
-������
3� ��
1
�� "�����������% ��:
�������������������� ��)���
�� ,�$������������17�0���
���
���������� ������
�������������������� �����
������������������� �
�������
,���*���%1�����.4�������01��$ ������0�%�� ����$ ���.��������1���.�����=�����@������$ ������1������.����������������������1���.����=��������0����1���������������������40������������������ ����$ ��0�$ ������!�
��0�%�� ����$ ���.���������������,�$���
@��$ ���I0�������1������������� =�����8�������&(��������2#�$ ��%��&����
"��%��8�������&(��������20
�
�� ��)���
�� �����
�� ������
�
�
���.��1��������6�� ,,�����������
���.1����� ,,�����������
)����� ,�!�.����
(�)45&$
��������
�� I0���&(���8�����$ ��$ ����������0���"� ��& ���
��� '��1��������������%�����(��������D������$ �"� ��� ����$ �������4$���$ �.��������������
��������������
���������������
�����������������
%�
% �
�
��
� @��%����4$�.���
@��%������0�
���
���
@��$ ���I0��������������������
���������� �
�������
����������� ������
���������� ������
=�����8�������&(��������2#�$ ��%��&����
"��%��8�������&(��������2
��
Kapitel 2 Seite B–4
Anhang B Unregelmäßigkeiten in Schweißverbindungen an Aluminium II - Teil 3GL
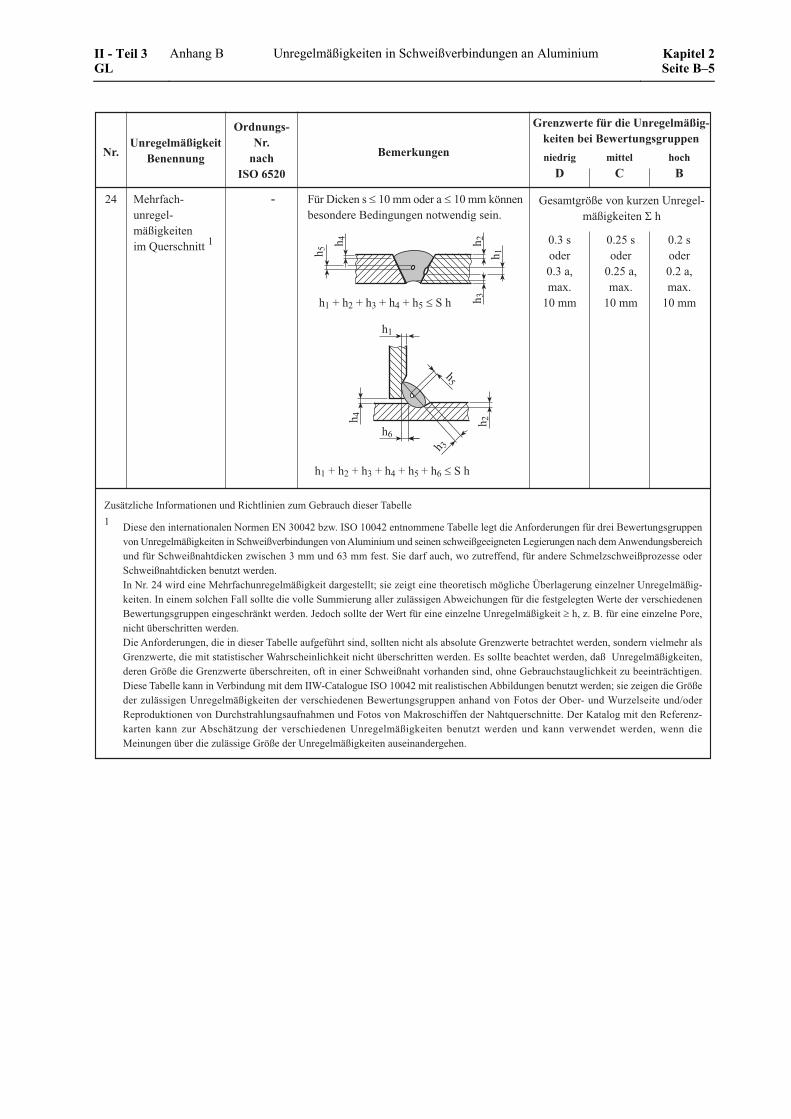
����������� ��� �
��������� ����������
���������������� ���������� ���� ������ ������������������
� ��� �
� ���
�� !�
�
9
�
)
�
�
�� �������� ���������������� ��������� �����
� �������� �������������������������� � !��� �����"��� �� �� � ��#� ������� $
�$%�������$%�&�'$�����
)
�
� �
���� ���� ��� )��� ����5�
���� ���� ��� )��� ���� 9���5�
�$�(�������$�(�&�'$�����
�$��������$��&�'$�����
"������������#!�
$%"�&'()
)������ ���*� ����+� �, ���������������� ����
-����+�����. ������� � �� ��/����� �� �+���)�!�����������0!����
� �������� �� ��� ��� �� �1���� �21�%�����!+#$�.34�������� � ���� ��0!��������������5 ������� �� ����������"�#���� �����66� *� �, ��������������� �� �3�#���*��!� �� �� �*� �5���� ����� ����� � ���#�������� ��� �7������ �� � ������5 #� �� ��!������ ������3�#��� ������ �+#���� �%����� ��8%��������$�3���������&�#��+������� �&����� �����3����+��#���6��+���������3�#��� ������ �!� ��+��#���� $. �1�$����#������ ��������� �������������������������9�����+������� �������������� ������:!������� ���� +�� ���, ���������������� $�. ��� �������� ����������������*�����3������� �������+�������� �5!#���� �� �������������������� �;���������*�������� � "�#���� �����66� ��� ������ ���#���� $�<����������������;���������� ���� +�� ��, ������������������&�+$�"$������� ���� +�� ��=���& �����!��������� �#���� $����5 ������� �� &������ ��������0!����������������� �&������� � �������!�������)�� +#�����!��������#���� &��� ��� �*����������)�� +#����&���������������������;������ �������� �����!��������� �#���� $�2���������!������#���� &�����, ��������������� &���� �)� �������)�� +#������!��������� &������ ��� ���3�#��� ���*��� �� ��� �&��� ��)�!���������������+��!��� �������� $������0!������ �� �>��!� �� ����������..;�?�������.34��������������������� �5!!���� �� �!� ��+��#���� 9�����+���� �����)� ������+�������� �, ��������������� �����*�������� � �"�#���� �����66� � � ��*� �����������4!����� ��;��+��������� �@����/�6�������� � �*� ����������� ���� ��� �� ��������*� ����������� �����1��A����� ����$�����B����������� �/����� +����� � � � +���5!����+� �� ���� *�������� � �, ��������������� � !� ��+��#���� � � �� � � *��#� ����#���� &�#� � ������ � �� ��!�������+���������)� �������, ��������������� ����� ������� $
II - Teil 3 GL
Anhang B Unregelmäßigkeiten in Schweißverbindungen an Aluminium Kapitel 2Seite B–5

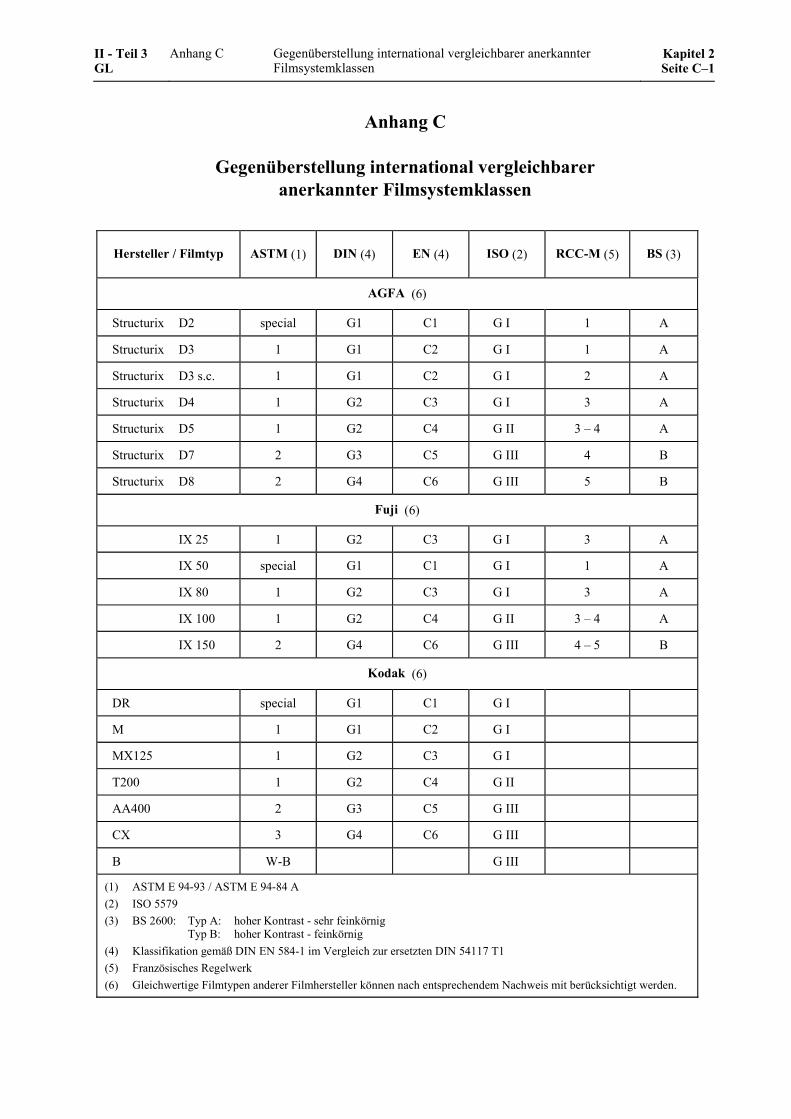
Anhang C
Gegenüberstellung international vergleichbarer anerkannter Filmsystemklassen
Hersteller / Filmtyp ASTM (1) DIN (4) EN (4) ISO (2) RCC-M (5) BS (3)
AGFA (6)
Structurix D2 special G1 C1 G I 1 A
Structurix D3 1 G1 C2 G I 1 A
Structurix D3 s.c. 1 G1 C2 G I 2 A
Structurix D4 1 G2 C3 G I 3 A
Structurix D5 1 G2 C4 G II 3 – 4 A
Structurix D7 2 G3 C5 G III 4 B
Structurix D8 2 G4 C6 G III 5 B
Fuji (6)
IX 25 1 G2 C3 G I 3 A
IX 50 special G1 C1 G I 1 A
IX 80 1 G2 C3 G I 3 A
IX 100 1 G2 C4 G II 3 – 4 A
IX 150 2 G4 C6 G III 4 – 5 B
Kodak (6)
DR special G1 C1 G I
M 1 G1 C2 G I
MX125 1 G2 C3 G I
T200 1 G2 C4 G II
AA400 2 G3 C5 G III
CX 3 G4 C6 G III
B W-B G III
(1) ASTM E 94-93 / ASTM E 94-84 A(2) ISO 5579(3) BS 2600: Typ A: hoher Kontrast - sehr feinkörnig
Typ B: hoher Kontrast - feinkörnig(4) Klassifikation gemäß DIN EN 584-1 im Vergleich zur ersetzten DIN 54117 T1(5) Französisches Regelwerk(6) Gleichwertige Filmtypen anderer Filmhersteller können nach entsprechendem Nachweis mit berücksichtigt werden.
II - Teil 3 GL
Anhang C Gegenüberstellung international vergleichbarer anerkannter Filmsystemklassen
Kapitel 2Seite C–1

















