KONFORMITÄT MIT DER EN ISO 11607-1:2006/ AMD 1:2014 · 6 KONFORMITÄT DER HALYARD*...
52
1 KONFORMITÄT MIT DER EN ISO 11607-1:2006/ AMD 1:2014 Sterilisationsvliese
Transcript of KONFORMITÄT MIT DER EN ISO 11607-1:2006/ AMD 1:2014 · 6 KONFORMITÄT DER HALYARD*...

1
KONFORMITÄT MIT DER EN ISO 11607-1:2006/ AMD 1:2014
Sterilisationsvliese

2

3
“Der Hersteller Halyard Health haftet nicht für die ungeeignete Wahl
oder die fehlerhafte Anwendung des in dieser Broschüre dargestellten
Produktes. Alle in dieser Broschüre enthaltenen Informationen sind so
präzise wie zum Zeitpunkt der Veröffentlichung möglich angegeben. Die
Gesetzgebung und die geltenden Bestimmungen werden jedoch ständig
überarbeitet und können sich nach Veröffentlichung der Broschüre
ändern. Dementsprechend kann sich auch die Produktspezifikation
ändern.”
4
EINLEITUNG
4. ALLGEMEINE ANFORDERUNGEN
4.2 Qualitätssysteme
4.3 Stichprobenprüfung
4.4 Prüfmethoden
4.5 Dokumentation
5. MATERIALIEN UND VORGEFERTIGTE STERILBARRIERESYSTEME
5.1 Allgemeine Anforderungen
5.2 Mikrobielle Barriereeigenschaften
5.3 Kompatibilität mit dem Sterilisationsverfahren
5.4 Kompatibilität mit dem Kennzeichnungssystem
5.5 Lagerung und Transport
Anhang 1: ISO 13485: 2003 Zertifikat
Anhang 2: Zertifikat über die mikrobielle Belastung (Bioburden)
Anhang 3: Physikalische Eigenschaften
Anhang 4: Chemische Eigenschaften
Anhang 5: Durchdringung und Rückstände des Sterilisationsmittels bei der Ethylenoxid-
Sterilisation - Studienergebnisse zu den HALYARD* Sequential und ONE-STEP*
Sterilisationsvliesen
Anhang 6: Dampfdurchdringung bei der Dampfsterilisation mit Vorvakuum - Studienergebnisse
zu den HALYARD* Sequential und ONE-STEP* Sterilisationsvliesen
Anhang 7: Kompatibilität und Rückstände bei der Formaldehyd-Sterilisation - Studienergebnisse
zu den HALYARD* Sequential und ONE-STEP* Sterilisationsvliesen
Anhang 8: Kompatibilität mit der Sterilucent-Sterilisation und MPI-Studienergebnisse des
HALYARD ONE-STEP* Sterilisationsvlieses
Anhang 9: Sterrad® Sterilisation - MPI-Studienergebnisse der HALYARD ONE-STEP* /
QUICK-CHECK* Sterilisationsvliese
Anhang 10: Amsco V-Pro Sterilisation - MPI-Studienergebnisse des HALYARD ONE-STEP*
Sterilisationsvlieses
Anhang 11: EO-Sterilisation und Dampfsterilisation mit Vorvakuum - MPI-Studienergebnisse der
HALYARD* Sequential und ONE-STEP* Sterilisationsvliese
Anhang 12: Flächengewicht nicht zu konditionierender Materialien
Anhang 13: Kurzzusammenfassung der Studie zur Farbechtheit des HALYARD ONE-STEP*
Sterilisationsvlieses
Anhang 14: Final Pack Test beim HALYARD ONE-STEP* Sterilisationsvlies im Prionenzyklus
(18 Minuten)
INHALTSVERZEICHNIS(NUMMERIERUNG NACH REIHENFOLGE DER EN ISO 11607-1:2006)

5
HALYARD* STERILISATIONSVLIES ABKÜRZUNGSVERZEICHNIS
°C : Grad Celsius
AAMI : Association for the Advancement of Medical Instrumentation [Gesellschaft zur Förderung des Fortschritts medizinischer Instrumentarien]
AATCC : American Association of Textile Chemists and Colorists [Amerikanische Vereinigung der Textilchemiker und -koloristen]
ANSI : American National Standards Institute [US-amerikanisches Institut zur Normung industrieller Verfahren]
ASP : Advanced Sterilisation Products [Hochentwickelte Sterilisationsprodukte]
ASTM : American Society for Testing and Materials [Amerikanische Gesellschaft für das Prüf- und Materialwesen]
Ø FGW : Mittleres Flächengewicht
BFE : Bakterielle Filtereffizienz
BI : Biologischer Indikator
CD Reißver-such :
Cross Direction (Querrichtung)
cfm : Kubikfuß pro Minute
KBE : Koloniebildende Einheit
cm2 : Quadratzentimeter
VK : Variationskoeffizient
DIN : Deutsches Institut für Normung
ECH : Ethylenchlorhydrin
EN : Europäische Norm
EO : Ethylenoxid
F : Fahrenheit
FIFO : First In First Out [Lagermethode: erster rein - erster raus]
FTMS : Flexible Test and Measurement System [Flexibles Test- und Mess-System]
in2 : Quadratinch
INDA : International Nonwovens and Disposables Association [Internationale Gesellschaft für Vliesstoffe und Einwegprodukte]
ISO : International Organization for Standardization [Internationale Organisation für Standardisierung]
IST : International Standard Test [Internationaler Standardtest]
kg : Kilogramm
l : Liter
lbs : Pfund
LPC : Laser Particle Counter [Laserpartikelzähler]
m2 : Quadratmeter
mbar : Millibar
MD Machine Direction [Maschinenlaufrichtung]
mg : Milligramm
ml : Milliliter
mm : Millimeter
μM : Mikrometer
MPI : Maintenance of package integrity [Aufrechterhaltung der Unversehrtheit der Verpackung]
NFPA : National Fire Prevention Association [Nationale Vereinigung für Brandschutz in den USA]
osy : Ounces per square yard [Unzen pro Quadratyard]
pH : Maß für den Säure- oder Basengrad
ppm : Parts per million [Teile pro Million]
PVC : Polyvinylchlorid
RH : Relative Humidity [Relative Feuchtigkeit]
SAL : Sterility Assurance Level [Sterilitätssicherheitsgrad]
SBS : Sterilbarrieresystem
Sek. : Sekunden
SOPs : Standard Operating Procedures [Standardarbeitsanweisungen/Standardverfahren]
STD : Standard Deviation [Standardabweichung]
TC : Technical Committee [Technischer Ausschuss]
TNO : Niederländische Forschungsorganisation
UV : Ultraviolett

6
KONFORMITÄT DER HALYARD* STERILISATIONSVLIESE MIT DER EN ISO 11607-1:2006
EINLEITUNGSehr geehrter Kunde,
Im Juli 2014 veröffentlichte der technische Ausschuss ISO/TC 198 (Sterilisation von Produkten
für die Gesundheitsfürsorge) die Änderung der EN ISO 11607-1.
Wichtigste Änderung der EN ISO 11607-1 ist die veränderte Definition der mikrobiellen
Barriere.
Die Neufassung 2014 der EN ISO 11607-1 definiert die mikrobielle Barriere als Fähigkeit des
Sterilbarrieresystems sicherzustellen, dass ein Eindringen von Mikroorganismen verhindert
wird und fügt hinzu, dass diese Fähigkeit unter Testbedingungen zu prüfen ist, die neben
dem Sterilisationsverfahren auch Handhabung, Verteilung, Transport und Lagerung der
Sterilguteinheiten berücksichtigen.
Halyard Health hat diesen Aspekt schon immer als wesentlichen Bestandteil der Sicherung
der mikrobiellen Barriere berücksichtigt. Deshalb wurden in diesem Zusammenhang bei den
Sterilisationsprodukten von Halyard auch schon vor der Neufassung der ISO 11607-1 Tests zur
Sicherung der Aufrechterhaltung sowie der Unversehrtheit der Verpackung (Maintenance of
Package Integrity Testing, kurz MPI-Tests) durchgeführt.
Dieses Dokument dürfte die meisten Fragen beantworten. Sollten darüber hinaus noch
Fragen bestehen, beantwortet Ihr lokaler Halyard Ansprechpartner diese gerne. In diesem
Dokument werden die einzelnen Anforderungen der EN ISO 11607-1 aufgeführt und die
Konformität mit dem entsprechenden Passus erläutert. Die Nummerierung entspricht den
Ziffern der EN ISO 11607-1.
7
4. ALLGEMEINE ANFORDERUNGEN
4.2 Qualitätssysteme
4.2.1 Die in diesem Abschnitt der EN ISO 11607 beschriebenen Maßnahmen sind innerhalb eines formalen Qualitätssystem durchzuführen.
Die HALYARD* Sterilisationsprodukte werden in unserer Produktionsstätte in den USA hergestellt.
Die Produktionsstätte wurde durch folgende Dokumente zertifiziert:
Siehe Anhang 1: ISO 13485: Zertifikat 2003
4.3 Stichprobenprüfung
Die Stichprobenpläne für die Auswahl und Prüfung der Verpackungssysteme müssen auf die zu evaluierenden
Verpackungssysteme anwendbar sein und auf statistisch validen Prinzipien basieren.
Alle Prüfungen der Konformität mit der EN ISO 11607-1 erfolgten an zufällig ausgewählten Stichproben aus
lieferbereiten Produkten, welche somit repräsentativ für die normalen Schwankungen der Produktmerkmale sind.
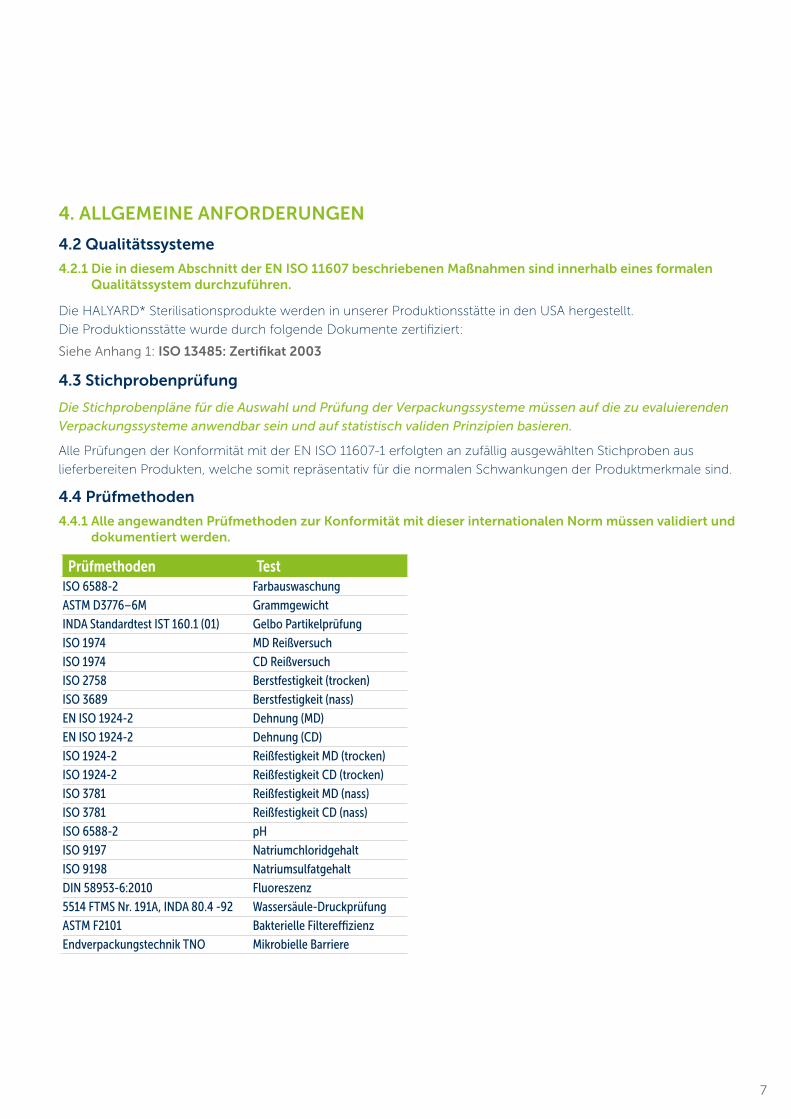
4.4 Prüfmethoden
4.4.1 Alle angewandten Prüfmethoden zur Konformität mit dieser internationalen Norm müssen validiert und dokumentiert werden.
Prüfmethoden TestISO 6588-2 Farbauswaschung
ASTM D3776–6M Grammgewicht
INDA Standardtest IST 160.1 (01) Gelbo Partikelprüfung
ISO 1974 MD Reißversuch
ISO 1974 CD Reißversuch
ISO 2758 Berstfestigkeit (trocken)
ISO 3689 Berstfestigkeit (nass)
EN ISO 1924-2 Dehnung (MD)
EN ISO 1924-2 Dehnung (CD)
ISO 1924-2 Reißfestigkeit MD (trocken)
ISO 1924-2 Reißfestigkeit CD (trocken)
ISO 3781 Reißfestigkeit MD (nass)
ISO 3781 Reißfestigkeit CD (nass)
ISO 6588-2 pH
ISO 9197 Natriumchloridgehalt
ISO 9198 Natriumsulfatgehalt
DIN 58953-6:2010 Fluoreszenz
5514 FTMS Nr. 191A, INDA 80.4 -92 Wassersäule-Druckprüfung
ASTM F2101 Bakterielle Filtereffizienz
Endverpackungstechnik TNO Mikrobielle Barriere
8
4.4.2 Die Validierung der Prüfmethoden soll deren Eignung für den Prüfzweck demonstrieren und folgende Elemente enthalten:
• Erstellung einer Begründung für die Wahl des geeigneten Tests für das Verpackungssystem;
• Festlegung der Abnahmekriterien;
• Bestimmung der Wiederholbarkeit der Prüfmethode;
• Feststellung der Reproduzierbarkeit der Prüfmethode;
• Feststellung der Sensitivität der Prüfmethode für die Integritätsprüfungen.
Diese Informationen sind in unserem Design Control System und in den speziellen Prüfverfahren dokumentiert.
4.4.3 Sofern nicht in den jeweils anzuwendenden Prüfverfahren anders spezifiziert, sind die Prüfmuster bei (23 ± 1)°C und (50 ± 2)% relativer Luftfeuchtigkeit (RH) mindestens 24 h zu konditionieren.
Alle Testergebnisse wurden bei 23°C und 50% RH ermittelt. Die BFE-Methode erfordert andere
Zustandsparameter, deshalb wurden die für diese Methode festgelegten Parameter angewandt. Alle anderen Tests
erfolgten nach den spezifischen methodischen Anforderungen.
4.5 Dokumentation
4.5.1 Der Nachweis der Konformität mit den Anforderungen dieses Teils der EN ISO 11607 ist zu dokumentieren.
4.5.2 Alle Dokumentationen sind für einen festgelegten Zeitraum aufzubewahren. Bei der Aufbewahrungsfrist sind behördliche Vorschriften, Haltbarkeitsdaten und die Rückverfolgbarkeit des Medizinproduktes oder Sterilbarrieresystems zu berücksichtigen.
Hierbei werden die Halyard-Aktenaufbewahrungsfristen eingehalten, welche derzeit für die Aufbewahrung von
Chargenprotokollen einen Aufbewahrungszeitraum von 10 Jahren ab Herstellungsdatum vorgeben.
5. MATERIALIEN UND VORGEFERTIGTE STERILBARRIERESYSTEME
5.1 Allgemeine Anforderungen
5.1.3 Die Bedingungen, unter denen das Material und/oder das vorgefertigte Sterilbarrieresystem hergestellt und gehandhabt werden, müssen festgelegt, kontrolliert und aufgezeichnet werden, um sicherzustellen, dass:
a) die Bedingungen mit dem Bestimmungszweck des Materials und/oder Sterilbarrieresystems kompatibel sind,
b) die Leistungsmerkmale des Materials und/oder Sterilbarrieresystems aufrechterhalten werden.
5.1.4 Als Mindestvorgabe ist Folgendes zu berücksichtigen:
a) Temperaturbereich
Empfohlen wird:
• Bei der Sterilisation sollte eine Temperatur von 143°C (290°F) nicht überschritten werden.
• Bei Durchführung eines 100% Ethylenoxid- (EO-) Sterilisationszyklus mit einer Konzentration von 725-735 mg/l
bei 55°C (131°F) und 40% - 80% relativer Feuchtigkeit über einen Zeitraum von 60 Minuten mit dem HALYARD*
Sterilisationsvlies darf die Sterilisationstemperatur nicht auf unter 55°C (131°F) eingestellt werden.
Der ideale Temperaturbereich, unmittelbar vor der Verwendung, liegt bei 20°C (68°F) bis 23°C (73°F).
9
b) Druckbereich
Das HALYARD* Sterilisationsvlies wird bei normalen Anwendungsbedingungen durch schwankende
Druckunterschiede nicht beeinflusst.
c) Feuchtigkeitsbereich
Die EO-Sterilisation sollte bei 40% - 80% relativer Feuchtigkeit durchgeführt werden.
Unmittelbar vor der Anwendung liegt die ideale Feuchtigkeit bei 30% bis 60%.
d) gegebenenfalls maximale Änderungsrate der o.g. Parameter
Das HALYARD* Sterilisationsvlies wird bei normalen Anwendungsbedingungen durch Änderungen in Temperatur,
Druck oder Feuchtigkeit nicht beeinflusst.
e) Sonnen- oder UV-Lichtexposition
Das HALYARD* Sterilisationsvlies darf keinem fluorezierenden oder UV-Licht ausgesetzt werden.
f) Reinheit
Im normalen Gebrauch wurde keine signifikante Partikelbildung festgestellt.
Siehe Paragraph 5.1.7.d.
g) Gesamtkeimzahl
Während des gesamten Herstellungsprozesses wurden die Umgebungsbedingungen kontrolliert und die
Keimzahl überwacht. Da die Studien zur Durchdringung des Sterilisationsmittels und zur Aufrechterhaltung
der Sterilisation erfolgreich an zufällig ausgewählten Vlieschargen durchgeführt wurden, ist erwiesen, dass die
Keimbelastung am Vlies kein Problem für die Sterilisation darstellt.
Siehe Anhang 2: Zertifikat über die mikrobielle Belastung, März 2015
h) Elektrostatische Leitfähigkeit
Das HALYARD* Sterilisationsvlies wird mit einem unter 0,009% Gewichtsprozent liegendem Kaliumphosphat
antistatisch behandelt.
5.1.5 Quelle, Geschichte und Rückverfolgbarkeit aller Materialien, insbesondere der recycelten Materialien, müssen bekannt und überprüft sein um sicherzustellen, dass das Endprodukt den Anforderungen dieses Abschnitts der EN ISO 11607 durchgängig entspricht.
Die Quelle, Geschichte und Rückverfolgbarkeit aller Materialien wird durch interne Qualitätssysteme überprüft.
5.1.6 Folgende Merkmale sind zu untersuchen:
a) Mikrobielle Barriere (siehe 5.2)
Die mikrobiellen Barriereeigenschaften (die Keimdichtigkeit) des HALYARD* Sterilisationsvlieses werden mithilfe
des Final Pack Tests und des bakteriellen Filtereffizienztests geprüft.
Mit dem HALYARD* Sterilisationsvlies wurden Tests zur Aufrechterhaltung der Unversehrtheit der Verpackung
durchgeführt, um die Aufrechterhaltung der mikrobiellen Barriere unter Berücksichtigung der Handhabung,
Verteilung, Transport und Lagerung zu demonstrieren.
Siehe Anhang 3: Physikalische Eigenschaften
Siehe Anhang 14: Final Pack Test
Siehe Paragraph 5.1.9.d
10
b) Biokompatibilität und toxikologische Attribute
HALYARD* Sequential und ONE-STEP* Sterilisationsvliese wurden auf ihre Biokompatibilität überprüft. Die
Prüfmuster des (durch Ethylenoxid, Dampfsterilisation mittels Gravitationsverfahren, Dampfsterilisation mit
Vorvakuum) sterilisierten Vliesmaterials wurden auf ihre In-vitro-Zytotoxizität, ihre In-vivo-Hautreizung und ihr
dermales Sensibilisierungspotenzial untersucht. Die Ergebnisse dieser Studien waren zulässig und zeigten keinerlei
Anzeichen von Toxizität. Weitere Humanstudien und In-vitro-Studien unterstützen diese Ergebnisse.
Bei vorschriftsmäßigem Gebrauch bieten die Sequential und ONE-STEP* Sterilisationsvliese Anwendern und
Patienten einen großen Sicherheitsspielraum. Somit können sie als grundsätzlich schadstofffrei angesehen
werden. Diese Aussage basiert auf der Beurteilung der Sicherheitsprofile der zur Herstellung der Sequential und
ONE-STEP* Sterilisationsvliese verwendeten Rohmaterialien in Kombination mit den Ergebnissen aus Analysen
und Entflammbarkeitstests und den nicht vorhandenen Nebenwirkungen bei der Biokompatibilitäts-Testserie an
Prüfmustern, die mittels Ethylenoxid- oder Dampfsterilisation mit Vorvakuum bzw. Gravitationsverfahren sterilisiert
worden waren.
c) Physikalische und chemische Eigenschaften
Alle in Anhang 3 und 4 aufgeführten physikalischen und chemischen Eigenschaften sind Bestandteil der
EN 868-2:2009.
Siehe Anhang 3: Physikalische Eigenschaften
Siehe Anhang 4: Chemische Eigenschaften
d) Kompatibilität in Bezug auf die Fertigungs- und Versiegelungsprozesse
Das HALYARD* Sterilisationsvlies mit KIMGUARD* Materialtechnologie wird seit über 20 Jahren verwendet und
hat seine hervorragende Drapierbarkeit. Ebenso konnte eine glatte und dichte Anpassung an die Form der zu
verpackenden Einheit unter Beweis gestellt werden.
e) Kompatibilität mit dem/den geplanten Sterilisationsverfahren (siehe 5.3)
Die physikalischen Eigenschaften des Vlieses wurden vor und nach der Sterilisation mittels Dampf, Ethylenoxid,
Formaldehyd und Gasplasma getestet und die Designspezifikationen in allen Fällen eingehalten.
Siehe Anhang 5: Durchdringung und Rückstände des Sterilisationsmittels bei der Ethylenoxid-Sterilisation -
Studienergebnisse zu den HALYARD* Sequential und ONE-STEP* Sterilisationsvliesen
Siehe Anhang 6: Dampfdurchdringung bei der Dampfsterilisation mit Vorvakuum - Studienergebnisse zu den
HALYARD* Sequential und ONE-STEP* Sterilisationsvliesen
Siehe Anhang 7: Kompatibilität und Rückstände bei der Formaldehyd-Sterilisation - Studienergebnisse zu den
HALYARD* Sequential und ONE-STEP* Sterilisationsvliesen
Siehe Anhang 8: Kompatibilität mit der Sterilucent-Sterilisation und MPI-Studienergebnisse des HALYARD ONE-
STEP* Sterilisationsvlieses
Siehe Anhang 9: Sterrad® Sterilisation - MPI-Studienergebnisse der HALYARD ONE-STEP* / QUICK-CHECK*
Sterilisationsvliese
Siehe Anhang 10: Amsco V-Pro Sterilisation - MPI-Studienergebnisse des HALYARD ONE-STEP*
Sterilisationsvlieses
11
f) Beschränkungen der Lagerbeständigkeit vor und nach der Sterilisation
Gesundheitseinrichtungen können ereignis- oder zeitbezogene Standardprotokolle verwenden, um die
Aufrechterhaltung der Sterilität der mit den Sequential bzw. ONE-STEP* Sterilisationsvliesen verpackten Einheiten
nach anerkannten Standards zu verfolgen. Echtzeit-Tests des simulierten klinischen Gebrauchs stützen die
Aufrechterhaltung der Verpackungssterilität für ein Jahr. Diese Zeitangabe erspart den Einrichtungen jedoch nicht
die durchgängige Standard-Protokollierung.
Die Haltbarkeit des HALYARD* Sterilisationsvlieses vor seinem Gebrauch beträgt 5 Jahre.
5.1.7 Materialien wie Verpackungsmaterialien, Papier, Kunststofffolie, Vliesmaterial oder wiederverwendbare Stoffe müssen folgenden allgemeinen Leistungsanforderungen entsprechen:
a) Verwendung von Materialien, die unter den spezifizierten Anwendungsbedingungen nicht auslaugend und
zudem geruchsfrei sind, in dem Maße, dass weder die Leistungsfähigkeit noch die Sicherheit beeinträchtigt
sind und die Medizinprodukte, mit denen sie in Berührung kommen, nicht nachteilig beeinflusst werden.
Das HALYARD* Sterilisationsvlies weist im Prüfverfahren gemäß ISO 6588 mittels Heißextraktion keine
Farbauslaugung auf und ist unter normalen Anwendungsbedingungen geruchsfrei.
Siehe Anhang 4: Chemische Eigenschaften
b) Die Materialien dürfen keine Löcher, Risse, Falten, verdickte und/oder ausgedünnte Stellen aufweisen,
welche die Funktionalität beeinträchtigen könnten.
Die Produktionsstätten verwenden Standardarbeitsanweisungen (SOPs), um die Materialien routinemäßig auf
Löcher und andere sichtbare Fehler zu untersuchen und alle möglicherweise auftretenden Probleme zu beheben,
mit dem Ziel, dass die Kunden ein Produkt erhalten, das keine Fehler aufweist, die seine Leistungsfähigkeit in
Bezug auf den Bestimmungszweck beeinträchtigen könnten. Darüber hinaus sind die Anwender angehalten,
das Sterilisationsvlies vor seiner Verwendung zu untersuchen und auszumustern, wenn Fehler oder Fremdstoffe
entdeckt werden.
c) Die Materialien müssen das für sie spezifizierte Flächengewicht (Masse pro Flächeneinheit) aufweisen.
Das HALYARD* Sterilisationsvlies weist keine signifikanten Schwankungen im Flächengewicht auf. Das
Grammgewicht wurde auf Grundlage der ASTM 3776-6M bestimmt.
Siehe Anhang 12: Flächengewicht nicht zu konditionierender Materialien
d) Die Materialien müssen zulässige Reinheits- und Partikelwerte aufweisen.
Das HALYARD* Sterilisationsvlies wurde mit dem GELBO Partikeltest geprüft (IST 160.1 (01)). Die Testergebnisse
zeigen, dass die Partikelbildungs- und Reinheitswerte deutlich innerhalb der intern von Halyard spezifizierten
Werte liegen.
Siehe Anhang 3: Physikalische Eigenschaften
e) Die Materialien müssen den festgelegten spezifischen physikalischen Eigenschaften bzw. den
Mindestanforderungen an die physikalischen Eigenschaften entsprechen, beispielsweise in Bezug auf die
Zugfestigkeit, Schwankungen in der Materialdicke, die Reißfestigkeit, Luftdurchlässigkeit und Berstfestigkeit.
Alle HALYARD* Sterilisationsvliestypen entsprechen den festgelegten Anforderungen an die physikalischen
Eigenschaften nach EN 868-2: 2009.
Siehe Anhang 3: Physikalische Eigenschaften
12
f) Die Materialien müssen den festgelegten spezifischen chemischen Eigenschaften (wie pH-Wert,
Chlorid- und Sulfatgehalt) entsprechen, um den Anforderungen an das Medizinprodukt, das
Verpackungssystem oder das Sterilisationsverfahren zu entsprechen.
Alle HALYARD* Sterilisationsvliestypen entsprechen den festgelegten Anforderungen an die chemischen
Eigenschaften gemäß EN 868-2: 2009.
Siehe Anhang 4: Chemische Eigenschaften
g) Die Materialien dürfen keine Substanz enthalten oder freisetzen, die in ausreichender Menge toxisch und
vor, während oder nach der Sterilisation unter den Anwendungsbedingungen gesundheitsgefährdend ist.
Das Verpackungsmaterial besteht aus Polypropylen, welchem unter 2% Gewichtsprozent Phthalocyanin-
Blaupigment zugefügt wird, unter 1% Gewichtsprozent Titandioxid-Pigment und unter 0,009% Gewichtsprozent
Kaliumphosphat zur antistatischen Behandlung.
Die Sequential und ONE-STEP* Sterilisationsvliese wurden auf ihre Biokompatibilität überprüft. Die Prüfmuster des
finalen (durch Ethylenoxid, Dampfsterilisation mittels Gravitationsverfahren und Dampfsterilisation mit Vorvakuum)
sterilisierten Vliesmaterials wurden auf ihre In-vitro-Zytotoxizität, ihre In-vivo-Hautreizung und ihr dermales
Sensibilisierungspotenzial untersucht. Die Ergebnisse dieser Studien waren zulässig und zeigten keinerlei
Anzeichen von Toxizität. Weitere Humanstudien und In-vitro-Studien unterstützen diese Ergebnisse.
Siehe Paragraph 5.1.6.b
5.1.8 Zusätzlich zu den unter 5.1.1 bis 5.1.7 spezifizierten Anforderungen, müssen klebstoffbeschichtete Materialien auch die nachstehend angegebenen Anforderungen erfüllen:
a) Die Beschichtungsmuster müssen fortlaufend sein, ohne Unregelmäßigkeiten oder Unterbrechungen im
Muster, die zu Unterbrechungen der Versiegelung führen könnten.
Das HALYARD* Sterilisationsvlies ist nicht beschichtet.
b) Die Beschichtungsmasse muss dem vorgegebenen Wert entsprechen.
Das HALYARD* Sterilisationsvlies ist nicht beschichtet.
c) Die Materialien müssen bei der Herstellung einer Siegelnaht mit einem anderen spezifizierten Material die
spezifizierte Siegelnahtfestigkeit aufweisen.
Das HALYARD* Sterilisationsvlies stellt ein vollständiges Sterilbarrieresystem dar. Die Kombination mit der
Schutzverpackung wählt der Endverbraucher nach seinem Ermessen.
5.1.9 Zusätzlich zu den unter 5.1.1 bis 5.1.7 spezifizierten Anforderungen und, sofern zutreffend, zu den Anforderungen gemäß 5.1.8, müssen Sterilbarrieresysteme und vorgefertigte Sterilbarrieresysteme auch
die nachstehend angegebenen Anforderungen erfüllen:
a) Die Materialien und Materialbestandteile wie Beschichtungen, Druckfarbe oder chemische Indikatoren
dürfen das Medizinprodukt nicht durch Reaktion, Kontamination und/oder Übertragung vor, während oder
nach dem festgelegten Sterilisationsprozess negativ beeinflussen.
Es traten durch die Sterilisationszyklen keine Änderungen in der Farbechtheit der Druckfarbe auf.
Siehe Anhang 13: Kurzzusammenfassung der Studie zur Farbechtheit des HALYARD ONE-STEP*
Sterilisationsvlieses
b) Bei Verwendung einer Siegelnaht muss diese den spezifizierten Anforderungen an die Breite und Festigkeit
der Siegelnaht (Zugfestigkeit und/oder Reißfestigkeit) entsprechen.
Nicht zutreffend.
13
c) Die Aufreißmerkmale müssen durchgängig und homogen sein, ohne Schichtablösung (Delamination) oder Risse im Material, welche die aseptische Öffnung und Bereitstellung beeinträchtigen könnten.
Nicht zutreffend.
d) Versiegelungen und/oder Verschlüsse müssen eine Barriere gegenüber Mikroorganismen darstellen.
Durch die Verpackungsmethode entsteht ein labyrinthartiger Pfad (Pasteur'scher Pfad), welcher eine Barriere
für Mikroorganismen darstellt. Dies wurde bei der Prüfung der Auftrechtserhaltung der Verpackungsintegrität
(MPI-Tests) demonstriert.
Bei diesen MPI-Tests werden die verpackten Sterilguteinheiten im entsprechenden Sterilisationsverfahren sterilisiert
und unmittelbar nach der Sterilisation und Abkühlung oder Belüftung eine bestimmte Anzahl an Sterilguteinheiten
(Negativkontrollen) auf ihre Sterilität geprüft, um die Wirksamkeit des Sterilisators sicherzustellen. Zu diesem
Zweck werden sowohl von den Bioindikatoren als auch von der Testgaze der Negativkontrollen Kulturen angelegt.
Anhand weiterer Sterilguteinheiten, die mit den verschiedenen Sterilisationsvliesen verpackt sind, wird geprüft,
ob Kontaminationen festzustellen sind. Dies dient sowohl dazu sicherzustellen, dass feuchte Verpackungen (bei
Dampfsterilisation mit Vorvakuum) im Rahmen der Untersuchung keine Kontaminationsquelle darstellen, als auch
dazu, die mikrobielle Belastung im Laufe des Untersuchungszeitraums zu überprüfen.
Nach der Sterilisation und der anschließenden Abkühlung bzw. Belüftung werden die Testeinheiten aus dem
Sterilisator entnommen und einer Reihe von Handhabungen und Transporthandlungen unterzogen. Einmal
wöchentlich wird jede Testeinheit um 180° gedreht und in ein anderes Lagerfach innerhalb der Einrichtung
verlegt. Für die Dauer der Studie werden die Testeinheiten unter kontrollierten Bedingungen gelagert, die einer
Krankenhausumgebung für die Sterilgutaufbewahrung entsprechen. Nach 30 Tagen, 6 Monaten und/oder einem
Jahr Lagerung werden repräsentative Sterilguteinheiten auf ihre Sterilität geprüft.
Siehe Anhang 8: Kompatibilität mit der Sterilucent-Sterilisation und MPI-Studienergebnisse des HALYARD ONE-STEP* Sterilisationsvlieses
Siehe Anhang 9: Sterrad® Sterilisation - MPI-Studienergebnisse zum HALYARD ONE-STEP* / QUICK-CHECK* Sterilisationsvlies
Siehe Anhang 10: Amsco V-Pro Sterilisation - MPI-Studienergebnisse des HALYARD ONE-STEP* Sterilisationsvlieses
Siehe Anhang 11: EO-Sterilisation und Dampfsterilisation mit Vorvakuum - MPI-Studienergebnisse der HALYARD* Sequential und ONE-STEP* Sterilisationsvliese
Siehe Anhang 14: Final Pack Test beim HALYARD ONE-STEP* Sterilisationsvlies im Prionenzyklus (18 Minuten)
5.1.10 Zusätzlich zu den unter 5.1.1 bis 5.1.7 spezifizierten Anforderungen, müssen wiederverwendbare Con-tainer auch die nachstehend angegebenen Anforderungen erfüllen:
Nicht zutreffend.
5.1.11 Zusätzlich zu den unter 5.1.1 bis 5.1.7 und, sofern anwendbar, unter 5.1.8 spezifizierten Anforderungen, müssen wiederverwendbare Stoffe auch die nachstehend angegebenen Anforderungen erfüllen:
Das HALYARD* Sterilisationsvlies ist ein Vliesmaterial zum einmaligen Gebrauch.
5.2 Mikrobielle Barriereeigenschaften
5.2.1 Die Undurchlässigkeit eines Materials ist gemäß Anhang C zu bestimmen.
KIMGUARD* ist nicht undurchlässig. Es hat jedoch hervorragende mikrobielle Barriereeigenschaften demonstriert.
5.2.2 Durch Demonstration der Undurchlässigkeit des Materials ist die Anforderung an die mikrobielle Barriere zu erfüllen.
KIMGUARD* ist nicht undurchlässig, hat jedoch in den BFE-Tests hervorragende mikrobielle Barriereeigenschaften
demonstriert.
Siehe Anhang 3: Physikalische Eigenschaften
14
5.2.3 Poröses Material muss eine adäquate Barriere gegenüber Mikroorganismen darstellen, um die Integrität des sterilen Barrieresystems und die Produktsicherheit zu gewährleisten.
Das HALYARD* Sterilisation Wrap hat im Final Pack Test und im bakteriellen Filtereffizienztest (BFE-Test) nach
ASTM F2101 hervorragende mikrobielle Barriereeigenschaften demonstriert.
Siehe Anhang 3: Physikalische Eigenschaften
Siehe Anhang 14: Final Pack Test
5.3 Kompatibilität mit dem Sterilisationsverfahren
5.3.1 Es ist zu demonstrieren, dass die Materialien und das vorgefertigte Sterilbarrieresystem geeignet sind für die festgelegten Sterilisationsprozesse und Zyklusparameter.
Das HALYARD* Sterilisationsvlies hat die Tests über die Durchdringung der Sterilisationsmittel bei Dampf-,
Ethylenoxid-, Formaldehyd- und Wasserstoffperoxid-Gasplasma-Sterilisation erfolgreich bestanden.
Siehe Paragraph 5.1.6 e.
5.3.2 Die Sterilisationskompatibilität ist mit einem Sterilisator zu bestimmen, welcher den Anforderungen der geltenden internationalen oder europäischen Normen entsprechend konstruiert und betrieben ist.
Die in den Kompatibilitätstests verwendeten Sterilisatoren (EO, Dampf mit Vorvakuum, Wasserstoffperoxid-
Gasplasma) entsprechen den Anforderungen an die jeweiligen internationalen und europäischen Normen.
5.3.3 Die Leistungsfähigkeit der Materialien ist zu evaluieren um sicherzustellen, dass sie sich nach der Exposition gegenüber allen festgelegten Sterilisationsprozessen innerhalb der spezifizierten Grenzwerte bewegt.
Das HALYARD* Sterilisationsvlies wurde geprüft und entsprach vor und nach der Dampfsterilisation mit
Vorvakuum bei 132°C (270⁰F) für 4 Minuten mit 20 Minuten Trockenzeit und bei 135°C für 30 Minuten, bzw.
der Ethylenoxid-Sterilisation (100% EO mit einer Konzentration von 725 mg/l bei 54-55⁰C und 40% - 80%
relativer Feuchtigkeit für 60 Minuten mit anschließender Belüftung) den spezifizierten Anforderungen an die
Strapazierfähigkeit, Barrierewirkung und Partikelbildung.
Siehe Paragraph 5.1.7 e.
5.3.5 Bei der Bestimmung der Eignung für den Bestimmungszweck sind Materialschwankungen zu berücksichtigen, die bei der regulären laufenden Materiallieferung auftreten können.
Alle Tests erfolgten an zufällig ausgewählten, lieferbereiten Produkten, welche somit repräsentativ für die
normalen Variationen sind.
5.3.6 Bei mehreren Verpackungen oder Schichten können für die Materialeigenschaften unterschiedliche Grenzwerte für die Innen- und Außenschichten festgelegt werden.
Das Sterilbarrieresystem des HALYARD* Sterilisationsvlieses besteht immer aus 2 Vliesschichten. Unabhängig
davon, ob die Verpackung mit diesen beiden Vliesschichten gleichzeitig oder aufeinanderfolgend (sequenziell)
erfolgt, sind die Verpackungstechniken und die Qualitätsmerkmale der beiden Schichten identisch.
5.4 Kompatibilität mit dem Kennzeichnungssystem
Das Kennzeichnungssystem
a) muss bis zur Verwendungsstelle intakt und lesbar bleiben
b) muss vor und nach dem festgelegten Sterilisationsprozess mit den Materialien, dem Sterilbarrieresystem und
dem Medizinprodukt kompatibel sein. Es darf den Sterilisationsprozess nicht negativ beeinflussen
c) darf nicht mit einer Farbe bedruckt oder beschriftet werden, die auf das Medizinprodukt übertragen werden
kann. Des Weiteren darf die Farbe nicht mit dem Verpackungsmaterial und/oder -system reagieren und
15
die Gebrauchstauglichkeit des Verpackungsmaterials und/oder -systems beeinträchtigen. Weiterhin ist
auszuschließen, dass das Material mit der Farbe reagiert und dadurch die Gestaltung verändert, so dass die
Kennzeichnung unleserlich wird.
Das HALYARD ONE STEP* Sterilisationsvlies kann vor dem Gebrauch mit der Anweisung “ONE-STEP* – nur einmal
öffnen” (“ONE-STEP* – Open Once”) gekennzeichnet werden. Das aufeinanderfolgende HALYARD* Sequential
Vlies ist mit den meisten Sterilisationsklebebändern kompatibel. Das Vlies sollte nicht direkt beschriftet werden.
Siehe Anhang 13: Kurzzusammenfassung der Studie zur Farbechtheit des HALYARD ONE-STEP* Sterilisationsvlieses
5.5 Lagerung und Transport
5.5.1 Die Materialien und das vorgefertigte SBS sind zu verpacken, um bei Transport und Lagerung den nötigen Schutz für die Aufrechterhaltung der Leistungsmerkmale zu bieten.
Die Vliese werden (zur Wahrung der Reinheit) in Schrumpffolie verpackt und in einem Versandkarton platziert (um
sie vor UV-Licht und Beschädigung durch den Versand/Transport zu schützen).
Die Transportverpackung hat laut EN 868-2:2009 folgende Informationen zu liefern:
a) Artikelnummer
b) Menge
c) Name des Herstellers und Produktbezeichnung
d) Herstellungsdatum
e) Chargennummer
f) Nenngröße in Zentimetern
g) Empfohlene Lagerbedingungen
5.5.2 Die Materialien und vorgefertigten Sterilbarrieresysteme sind unter Bedingungen zu transportieren und zu lagern, welche dafür sorgen, dass ihre Leistungsmerkmale innerhalb der festgelegten Grenzwerte bleiben (siehe 5.1).
Dies erfolgt durch:
a) Demonstration der Aufrechterhaltung dieser Merkmale unter festgelegten Lagerbedingungen
b) Sicherstellung, dass die Lagerbedingungen konstant innerhalb bestimmter Grenzwerte gehalten werden.
Lagerung vor dem Gebrauch:
Die Lagerstätte soll• sauber• staubfrei• keinem fluoreszierenden oder ultraviolettem Licht ausgesetzt sein
Anwendung der First In, First Out (FIFO-) Methode (Lagermethode: erster rein - erster raus)
Vor dem Gebrauch
• Das Sterilisationsvlies ist vor dem Gebrauch etwa zwei Stunden der idealen Temperatur und Feuchtigkeit auszusetzen. - Temperatur 20°C bis 23°C / 68°F bis 73°F - Relative Feuchtigkeit zwischen 30% und 60%
• Das Sterilisationsvlies ist zu untersuchen und zu entsorgen, wenn Schäden oder Fremdstoffe festgestellt werden.
• Die zu verpackenden Sterilgüter sind gründlich zu reinigen und zu trocknen

16
ANHANG 1: ISO 13485:2003 ZERTIFIKAT
17
18
19
20
21
ANHANG 2: ZERTIFIKAT ÜBER DIE MIKROBIELLE BELASTUNG (BIOBURDEN)
22
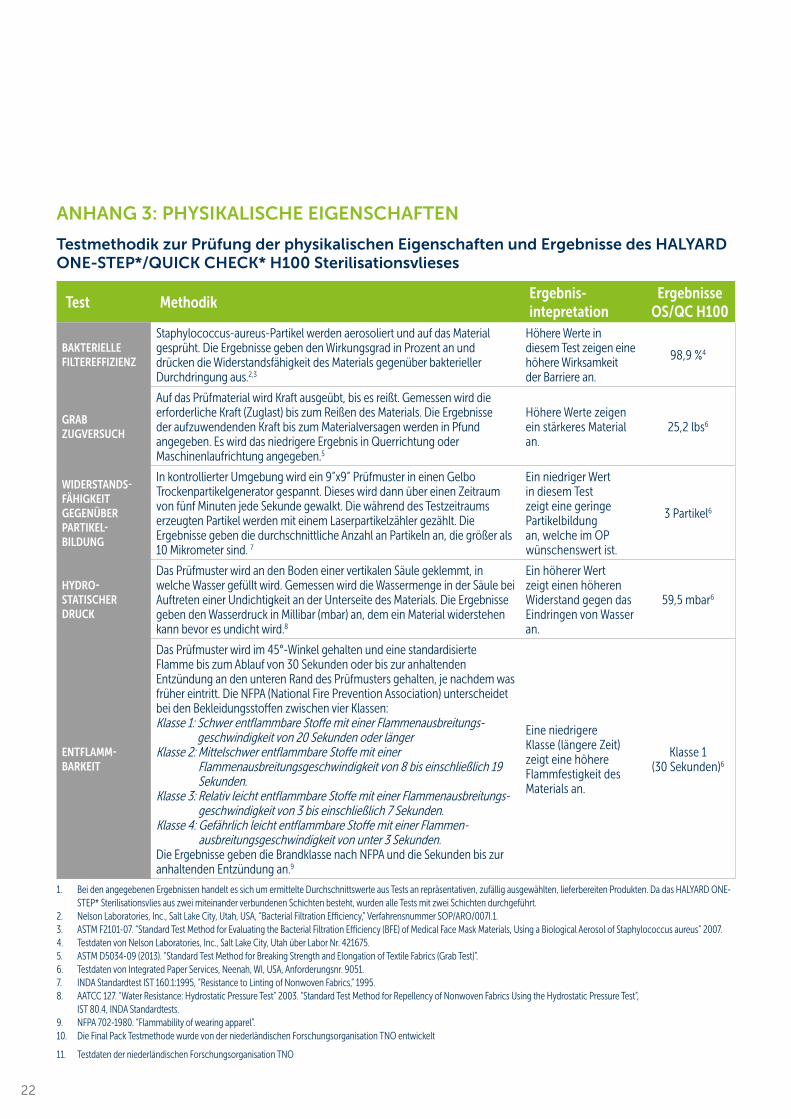
ANHANG 3: PHYSIKALISCHE EIGENSCHAFTEN
Testmethodik zur Prüfung der physikalischen Eigenschaften und Ergebnisse des HALYARD ONE-STEP*/QUICK CHECK* H100 Sterilisationsvlieses
Test MethodikErgebnis- intepretation
Ergebnisse OS/QC H100
BAKTERIELLE FILTEREFFIZIENZ
Staphylococcus-aureus-Partikel werden aerosoliert und auf das Material gesprüht. Die Ergebnisse geben den Wirkungsgrad in Prozent an und drücken die Widerstandsfähigkeit des Materials gegenüber bakterieller Durchdringung aus.2,3
Höhere Werte in diesem Test zeigen eine höhere Wirksamkeit der Barriere an.
98,9 %4
GRAB ZUGVERSUCH
Auf das Prüfmaterial wird Kraft ausgeübt, bis es reißt. Gemessen wird die erforderliche Kraft (Zuglast) bis zum Reißen des Materials. Die Ergebnisse der aufzuwendenden Kraft bis zum Materialversagen werden in Pfund angegeben. Es wird das niedrigere Ergebnis in Querrichtung oder Maschinenlaufrichtung angegeben.5
Höhere Werte zeigen ein stärkeres Material an.
25,2 lbs6
WIDERSTANDS-FÄHIGKEIT GEGENÜBER PARTIKEL- BILDUNG
In kontrollierter Umgebung wird ein 9”x9” Prüfmuster in einen Gelbo Trockenpartikelgenerator gespannt. Dieses wird dann über einen Zeitraum von fünf Minuten jede Sekunde gewalkt. Die während des Testzeitraums erzeugten Partikel werden mit einem Laserpartikelzähler gezählt. Die Ergebnisse geben die durchschnittliche Anzahl an Partikeln an, die größer als 10 Mikrometer sind. 7
Ein niedriger Wert in diesem Test zeigt eine geringe Partikelbildung an, welche im OP wünschenswert ist.
3 Partikel6
HYDRO-STATISCHER DRUCK
Das Prüfmuster wird an den Boden einer vertikalen Säule geklemmt, in welche Wasser gefüllt wird. Gemessen wird die Wassermenge in der Säule bei Auftreten einer Undichtigkeit an der Unterseite des Materials. Die Ergebnisse geben den Wasserdruck in Millibar (mbar) an, dem ein Material widerstehen kann bevor es undicht wird.8
Ein höherer Wert zeigt einen höheren Widerstand gegen das Eindringen von Wasser an.
59,5 mbar6
ENTFLAMM- BARKEIT
Das Prüfmuster wird im 45°-Winkel gehalten und eine standardisierte Flamme bis zum Ablauf von 30 Sekunden oder bis zur anhaltenden Entzündung an den unteren Rand des Prüfmusters gehalten, je nachdem was früher eintritt. Die NFPA (National Fire Prevention Association) unterscheidet bei den Bekleidungsstoffen zwischen vier Klassen: Klasse 1: Schwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 20 Sekunden oder länger Klasse 2: Mittelschwer entflammbare Stoffe mit einer
Flammenausbreitungsgeschwindigkeit von 8 bis einschließlich 19 Sekunden.
Klasse 3: Relativ leicht entflammbare Stoffe mit einer Flammenausbreitungs-geschwindigkeit von 3 bis einschließlich 7 Sekunden.
Klasse 4: Gefährlich leicht entflammbare Stoffe mit einer Flammen-ausbreitungsgeschwindigkeit von unter 3 Sekunden.
Die Ergebnisse geben die Brandklasse nach NFPA und die Sekunden bis zur anhaltenden Entzündung an.9
Eine niedrigere Klasse (längere Zeit) zeigt eine höhere Flammfestigkeit des Materials an.
Klasse 1 (30 Sekunden)6
1. Bei den angegebenen Ergebnissen handelt es sich um ermittelte Durchschnittswerte aus Tests an repräsentativen, zufällig ausgewählten, lieferbereiten Produkten. Da das HALYARD ONE-STEP* Sterilisationsvlies aus zwei miteinander verbundenen Schichten besteht, wurden alle Tests mit zwei Schichten durchgeführt.
2. Nelson Laboratories, Inc., Salt Lake City, Utah, USA, “Bacterial Filtration Efficiency,” Verfahrensnummer SOP/ARO/007I.1. 3. ASTM F2101-07. “Standard Test Method for Evaluating the Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials, Using a Biological Aerosol of Staphylococcus aureus” 2007.4. Testdaten von Nelson Laboratories, Inc., Salt Lake City, Utah über Labor Nr. 421675. 5. ASTM D5034-09 (2013). “Standard Test Method for Breaking Strength and Elongation of Textile Fabrics (Grab Test)”.6. Testdaten von Integrated Paper Services, Neenah, WI, USA, Anforderungsnr. 9051.7. INDA Standardtest IST 160.1:1995, “Resistance to Linting of Nonwoven Fabrics,” 1995.8. AATCC 127. “Water Resistance: Hydrostatic Pressure Test” 2003. “Standard Test Method for Repellency of Nonwoven Fabrics Using the Hydrostatic Pressure Test”,
IST 80.4, INDA Standardtests.9. NFPA 702-1980. “Flammability of wearing apparel”.10. Die Final Pack Testmethode wurde von der niederländischen Forschungsorganisation TNO entwickelt
11. Testdaten der niederländischen Forschungsorganisation TNO
23
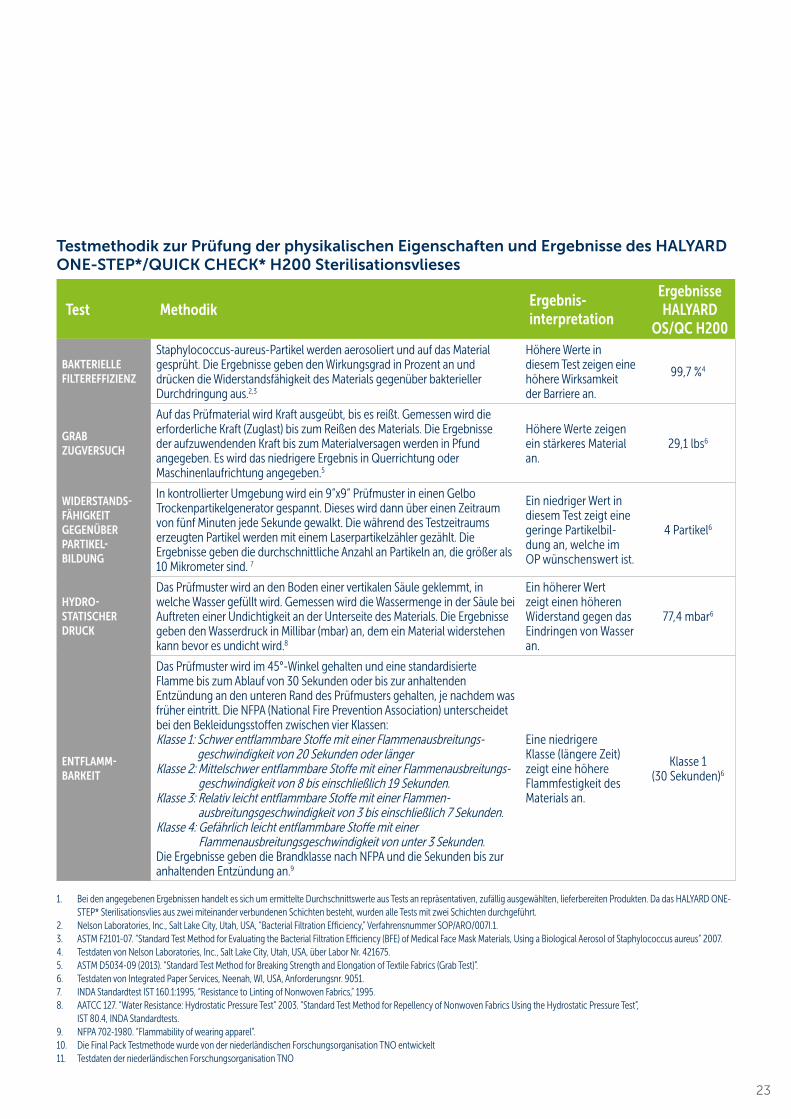
Testmethodik zur Prüfung der physikalischen Eigenschaften und Ergebnisse des HALYARD ONE-STEP*/QUICK CHECK* H200 Sterilisationsvlieses
Test MethodikErgebnis- interpretation
Ergebnisse HALYARD
OS/QC H200
BAKTERIELLE FILTEREFFIZIENZ
Staphylococcus-aureus-Partikel werden aerosoliert und auf das Material gesprüht. Die Ergebnisse geben den Wirkungsgrad in Prozent an und drücken die Widerstandsfähigkeit des Materials gegenüber bakterieller Durchdringung aus.2,3
Höhere Werte in diesem Test zeigen eine höhere Wirksamkeit der Barriere an.
99,7 %4
GRAB ZUGVERSUCH
Auf das Prüfmaterial wird Kraft ausgeübt, bis es reißt. Gemessen wird die erforderliche Kraft (Zuglast) bis zum Reißen des Materials. Die Ergebnisse der aufzuwendenden Kraft bis zum Materialversagen werden in Pfund angegeben. Es wird das niedrigere Ergebnis in Querrichtung oder Maschinenlaufrichtung angegeben.5
Höhere Werte zeigen ein stärkeres Material an.
29,1 lbs6
WIDERSTANDS-FÄHIGKEIT GEGENÜBER PARTIKEL- BILDUNG
In kontrollierter Umgebung wird ein 9”x9” Prüfmuster in einen Gelbo Trockenpartikelgenerator gespannt. Dieses wird dann über einen Zeitraum von fünf Minuten jede Sekunde gewalkt. Die während des Testzeitraums erzeugten Partikel werden mit einem Laserpartikelzähler gezählt. Die Ergebnisse geben die durchschnittliche Anzahl an Partikeln an, die größer als 10 Mikrometer sind. 7
Ein niedriger Wert in diesem Test zeigt eine geringe Partikelbil-dung an, welche im OP wünschenswert ist.
4 Partikel6
HYDRO-STATISCHER DRUCK
Das Prüfmuster wird an den Boden einer vertikalen Säule geklemmt, in welche Wasser gefüllt wird. Gemessen wird die Wassermenge in der Säule bei Auftreten einer Undichtigkeit an der Unterseite des Materials. Die Ergebnisse geben den Wasserdruck in Millibar (mbar) an, dem ein Material widerstehen kann bevor es undicht wird.8
Ein höherer Wert zeigt einen höheren Widerstand gegen das Eindringen von Wasser an.
77,4 mbar6
ENTFLAMM- BARKEIT
Das Prüfmuster wird im 45°-Winkel gehalten und eine standardisierte Flamme bis zum Ablauf von 30 Sekunden oder bis zur anhaltenden Entzündung an den unteren Rand des Prüfmusters gehalten, je nachdem was früher eintritt. Die NFPA (National Fire Prevention Association) unterscheidet bei den Bekleidungsstoffen zwischen vier Klassen: Klasse 1: Schwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 20 Sekunden oder länger Klasse 2: Mittelschwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 8 bis einschließlich 19 Sekunden. Klasse 3: Relativ leicht entflammbare Stoffe mit einer Flammen-
ausbreitungsgeschwindigkeit von 3 bis einschließlich 7 Sekunden. Klasse 4: Gefährlich leicht entflammbare Stoffe mit einer
Flammenausbreitungsgeschwindigkeit von unter 3 Sekunden. Die Ergebnisse geben die Brandklasse nach NFPA und die Sekunden bis zur anhaltenden Entzündung an.9
Eine niedrigere Klasse (längere Zeit) zeigt eine höhere Flammfestigkeit des Materials an.
Klasse 1 (30 Sekunden)6
1. Bei den angegebenen Ergebnissen handelt es sich um ermittelte Durchschnittswerte aus Tests an repräsentativen, zufällig ausgewählten, lieferbereiten Produkten. Da das HALYARD ONE-STEP* Sterilisationsvlies aus zwei miteinander verbundenen Schichten besteht, wurden alle Tests mit zwei Schichten durchgeführt.
2. Nelson Laboratories, Inc., Salt Lake City, Utah, USA, “Bacterial Filtration Efficiency,” Verfahrensnummer SOP/ARO/007I.1. 3. ASTM F2101-07. “Standard Test Method for Evaluating the Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials, Using a Biological Aerosol of Staphylococcus aureus” 2007.4. Testdaten von Nelson Laboratories, Inc., Salt Lake City, Utah, USA, über Labor Nr. 421675. 5. ASTM D5034-09 (2013). “Standard Test Method for Breaking Strength and Elongation of Textile Fabrics (Grab Test)”.6. Testdaten von Integrated Paper Services, Neenah, WI, USA, Anforderungsnr. 9051.7. INDA Standardtest IST 160.1:1995, “Resistance to Linting of Nonwoven Fabrics,” 1995.8. AATCC 127. “Water Resistance: Hydrostatic Pressure Test” 2003. “Standard Test Method for Repellency of Nonwoven Fabrics Using the Hydrostatic Pressure Test”,
IST 80.4, INDA Standardtests.9. NFPA 702-1980. “Flammability of wearing apparel”.10. Die Final Pack Testmethode wurde von der niederländischen Forschungsorganisation TNO entwickelt11. Testdaten der niederländischen Forschungsorganisation TNO
24
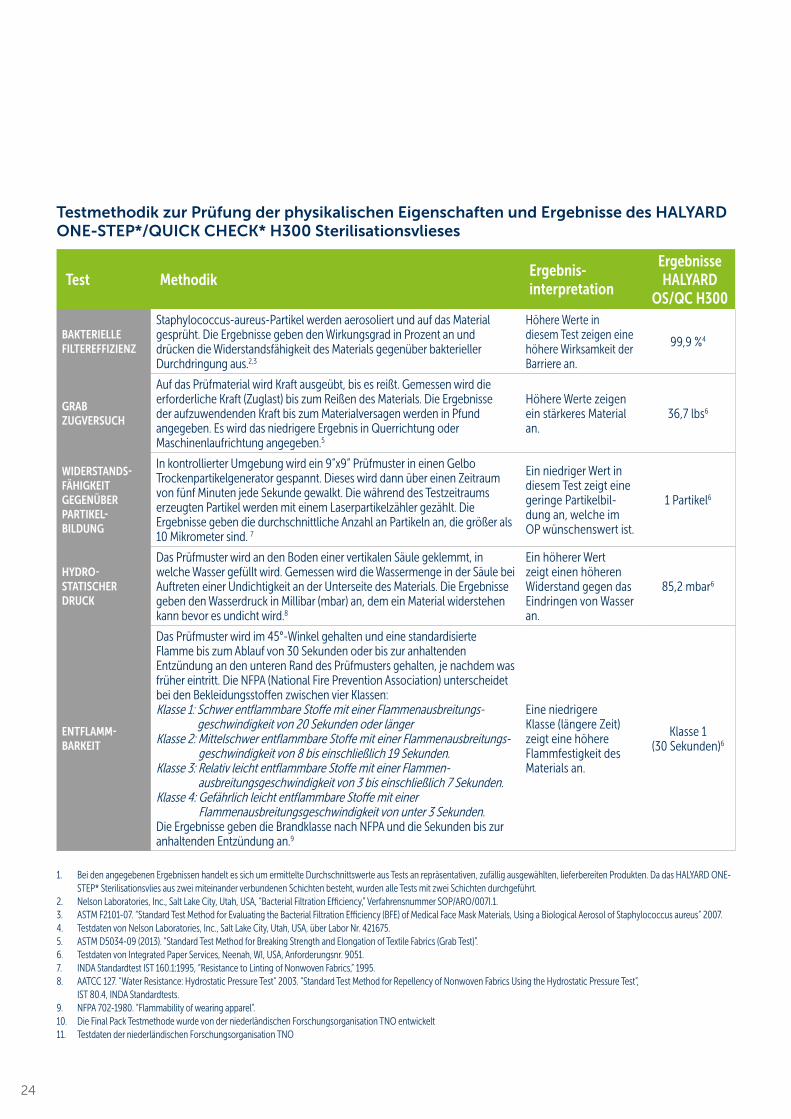
Testmethodik zur Prüfung der physikalischen Eigenschaften und Ergebnisse des HALYARD ONE-STEP*/QUICK CHECK* H300 Sterilisationsvlieses
Test MethodikErgebnis- interpretation
Ergebnisse HALYARD
OS/QC H300
BAKTERIELLE FILTEREFFIZIENZ
Staphylococcus-aureus-Partikel werden aerosoliert und auf das Material gesprüht. Die Ergebnisse geben den Wirkungsgrad in Prozent an und drücken die Widerstandsfähigkeit des Materials gegenüber bakterieller Durchdringung aus.2,3
Höhere Werte in diesem Test zeigen eine höhere Wirksamkeit der Barriere an.
99,9 %4
GRAB ZUGVERSUCH
Auf das Prüfmaterial wird Kraft ausgeübt, bis es reißt. Gemessen wird die erforderliche Kraft (Zuglast) bis zum Reißen des Materials. Die Ergebnisse der aufzuwendenden Kraft bis zum Materialversagen werden in Pfund angegeben. Es wird das niedrigere Ergebnis in Querrichtung oder Maschinenlaufrichtung angegeben.5
Höhere Werte zeigen ein stärkeres Material an.
36,7 lbs6
WIDERSTANDS-FÄHIGKEIT GEGENÜBER PARTIKEL- BILDUNG
In kontrollierter Umgebung wird ein 9”x9” Prüfmuster in einen Gelbo Trockenpartikelgenerator gespannt. Dieses wird dann über einen Zeitraum von fünf Minuten jede Sekunde gewalkt. Die während des Testzeitraums erzeugten Partikel werden mit einem Laserpartikelzähler gezählt. Die Ergebnisse geben die durchschnittliche Anzahl an Partikeln an, die größer als 10 Mikrometer sind. 7
Ein niedriger Wert in diesem Test zeigt eine geringe Partikelbil-dung an, welche im OP wünschenswert ist.
1 Partikel6
HYDRO-STATISCHER DRUCK
Das Prüfmuster wird an den Boden einer vertikalen Säule geklemmt, in welche Wasser gefüllt wird. Gemessen wird die Wassermenge in der Säule bei Auftreten einer Undichtigkeit an der Unterseite des Materials. Die Ergebnisse geben den Wasserdruck in Millibar (mbar) an, dem ein Material widerstehen kann bevor es undicht wird.8
Ein höherer Wert zeigt einen höheren Widerstand gegen das Eindringen von Wasser an.
85,2 mbar6
ENTFLAMM- BARKEIT
Das Prüfmuster wird im 45°-Winkel gehalten und eine standardisierte Flamme bis zum Ablauf von 30 Sekunden oder bis zur anhaltenden Entzündung an den unteren Rand des Prüfmusters gehalten, je nachdem was früher eintritt. Die NFPA (National Fire Prevention Association) unterscheidet bei den Bekleidungsstoffen zwischen vier Klassen: Klasse 1: Schwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 20 Sekunden oder länger Klasse 2: Mittelschwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 8 bis einschließlich 19 Sekunden. Klasse 3: Relativ leicht entflammbare Stoffe mit einer Flammen-
ausbreitungsgeschwindigkeit von 3 bis einschließlich 7 Sekunden. Klasse 4: Gefährlich leicht entflammbare Stoffe mit einer
Flammenausbreitungsgeschwindigkeit von unter 3 Sekunden. Die Ergebnisse geben die Brandklasse nach NFPA und die Sekunden bis zur anhaltenden Entzündung an.9
Eine niedrigere Klasse (längere Zeit) zeigt eine höhere Flammfestigkeit des Materials an.
Klasse 1 (30 Sekunden)6
1. Bei den angegebenen Ergebnissen handelt es sich um ermittelte Durchschnittswerte aus Tests an repräsentativen, zufällig ausgewählten, lieferbereiten Produkten. Da das HALYARD ONE-STEP* Sterilisationsvlies aus zwei miteinander verbundenen Schichten besteht, wurden alle Tests mit zwei Schichten durchgeführt.
2. Nelson Laboratories, Inc., Salt Lake City, Utah, USA, “Bacterial Filtration Efficiency,” Verfahrensnummer SOP/ARO/007I.1. 3. ASTM F2101-07. “Standard Test Method for Evaluating the Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials, Using a Biological Aerosol of Staphylococcus aureus” 2007.4. Testdaten von Nelson Laboratories, Inc., Salt Lake City, Utah, USA, über Labor Nr. 421675. 5. ASTM D5034-09 (2013). “Standard Test Method for Breaking Strength and Elongation of Textile Fabrics (Grab Test)”.6. Testdaten von Integrated Paper Services, Neenah, WI, USA, Anforderungsnr. 9051.7. INDA Standardtest IST 160.1:1995, “Resistance to Linting of Nonwoven Fabrics,” 1995.8. AATCC 127. “Water Resistance: Hydrostatic Pressure Test” 2003. “Standard Test Method for Repellency of Nonwoven Fabrics Using the Hydrostatic Pressure Test”,
IST 80.4, INDA Standardtests.9. NFPA 702-1980. “Flammability of wearing apparel”.10. Die Final Pack Testmethode wurde von der niederländischen Forschungsorganisation TNO entwickelt11. Testdaten der niederländischen Forschungsorganisation TNO

25
Testmethodik zur Prüfung der physikalischen Eigenschaften und Ergebnisse des HALYARD ONE-STEP*/QUICK CHECK* H400 Sterilisationsvlieses
Test MethodikErgebnis- interpretation
Ergebnisse HALYARD
OS/QC H400
BAKTERIELLE FILTEREFFIZIENZ
Staphylococcus-aureus-Partikel werden aerosoliert und auf das Material gesprüht. Die Ergebnisse geben den Wirkungsgrad in Prozent an und drücken die Widerstandsfähigkeit des Materials gegenüber bakterieller Durchdringung aus.2,3
Höhere Werte in diesem Test zeigen eine höhere Wirksamkeit der Barriere an.
99,9 %4
GRAB ZUGVERSUCH
Auf das Prüfmaterial wird Kraft ausgeübt, bis es reißt. Gemessen wird die erforderliche Kraft (Zuglast) bis zum Reißen des Materials. Die Ergebnisse der aufzuwendenden Kraft bis zum Materialversagen werden in Pfund angegeben. Es wird das niedrigere Ergebnis in Querrichtung oder Maschinenlaufrichtung angegeben.5
Höhere Werte zeigen ein stärkeres Material an.
51,8 lbs6
WIDERSTANDS-FÄHIGKEIT GEGENÜBER PARTIKEL- BILDUNG
In kontrollierter Umgebung wird ein 9”x9” Prüfmuster in einen Gelbo Trockenpartikelgenerator gespannt. Dieses wird dann über einen Zeitraum von fünf Minuten jede Sekunde gewalkt. Die während des Testzeitraums erzeugten Partikel werden mit einem Laserpartikelzähler gezählt. Die Ergebnisse geben die durchschnittliche Anzahl an Partikeln an, die größer als 10 Mikrometer sind. 7
Ein niedriger Wert in diesem Test zeigt eine geringe Partikelbil-dung an, welche im OP wünschenswert ist.
1 Partikel6
HYDRO-STATISCHER DRUCK
Das Prüfmuster wird an den Boden einer vertikalen Säule geklemmt, in welche Wasser gefüllt wird. Gemessen wird die Wassermenge in der Säule bei Auftreten einer Undichtigkeit an der Unterseite des Materials. Die Ergebnisse geben den Wasserdruck in Millibar (mbar) an, dem ein Material widerstehen kann bevor es undicht wird.8
Ein höherer Wert zeigt einen höheren Widerstand gegen das Eindringen von Wasser an.
88,6 mbar6
ENTFLAMM- BARKEIT
Das Prüfmuster wird im 45°-Winkel gehalten und eine standardisierte Flamme bis zum Ablauf von 30 Sekunden oder bis zur anhaltenden Entzündung an den unteren Rand des Prüfmusters gehalten, je nachdem was früher eintritt. Die NFPA (National Fire Prevention Association) unterscheidet bei den Bekleidungsstoffen zwischen vier Klassen: Klasse 1: Schwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 20 Sekunden oder länger Klasse 2: Mittelschwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 8 bis einschließlich 19 Sekunden. Klasse 3: Relativ leicht entflammbare Stoffe mit einer Flammen-
ausbreitungsgeschwindigkeit von 3 bis einschließlich 7 Sekunden. Klasse 4: Gefährlich leicht entflammbare Stoffe mit einer
Flammenausbreitungsgeschwindigkeit von unter 3 Sekunden. Die Ergebnisse geben die Brandklasse nach NFPA und die Sekunden bis zur anhaltenden Entzündung an.9
Eine niedrigere Klasse (längere Zeit) zeigt eine höhere Flammfestigkeit des Materials an.
Klasse 1 (30 Sekunden)6
1. Bei den angegebenen Ergebnissen handelt es sich um ermittelte Durchschnittswerte aus Tests an repräsentativen, zufällig ausgewählten, lieferbereiten Produkten. Da das HALYARD ONE-STEP* Sterilisationsvlies aus zwei miteinander verbundenen Schichten besteht, wurden alle Tests mit zwei Schichten durchgeführt.
2. Nelson Laboratories, Inc., Salt Lake City, Utah, USA, “Bacterial Filtration Efficiency,” Verfahrensnummer SOP/ARO/007I.1. 3. ASTM F2101-07. “Standard Test Method for Evaluating the Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials, Using a Biological Aerosol of Staphylococcus aureus” 2007.4. Testdaten von Nelson Laboratories, Inc., Salt Lake City, Utah, USA, über Labor Nr. 421675. 5. ASTM D5034-09 (2013). “Standard Test Method for Breaking Strength and Elongation of Textile Fabrics (Grab Test)”.6. Testdaten von Integrated Paper Services, Neenah, WI, USA, Anforderungsnr. 9051.7. INDA Standardtest IST 160.1:1995, “Resistance to Linting of Nonwoven Fabrics,” 1995.8. AATCC 127. “Water Resistance: Hydrostatic Pressure Test” 2003. “Standard Test Method for Repellency of Nonwoven Fabrics Using the Hydrostatic Pressure Test”,
IST 80.4, INDA Standardtests.9. NFPA 702-1980. “Flammability of wearing apparel”.10. Die Final Pack Testmethode wurde von der niederländischen Forschungsorganisation TNO entwickelt11. Testdaten der niederländischen Forschungsorganisation TNO

26
Testmethodik zur Prüfung der physikalischen Eigenschaften und Ergebnisse des HALYARD ONE-STEP*/QUICK CHECK* H500 Sterilisationsvlieses
Test MethodikErgebnis- interpretation
Ergebnisse HALYARD
OS/QC H500
BAKTERIELLE FILTEREFFIZIENZ
Staphylococcus-aureus-Partikel werden aerosoliert und auf das Material gesprüht. Die Ergebnisse geben den Wirkungsgrad in Prozent an und drücken die Widerstandsfähigkeit des Materials gegenüber bakterieller Durchdringung aus.2,3
Höhere Werte in diesem Test zeigen eine höhere Wirksamkeit der Barriere an.
99,9 %4
GRAB ZUGVERSUCH
Auf das Prüfmaterial wird Kraft ausgeübt, bis es reißt. Gemessen wird die erforderliche Kraft (Zuglast) bis zum Reißen des Materials. Die Ergebnisse der aufzuwendenden Kraft bis zum Materialversagen werden in Pfund angegeben. Es wird das niedrigere Ergebnis in Querrichtung oder Maschinenlaufrichtung angegeben.5
Höhere Werte zeigen ein stärkeres Material an.
56,9 lbs6
WIDERSTANDS-FÄHIGKEIT GEGENÜBER PARTIKEL- BILDUNG
In kontrollierter Umgebung wird ein 9”x9” Prüfmuster in einen Gelbo Trockenpartikelgenerator gespannt. Dieses wird dann über einen Zeitraum von fünf Minuten jede Sekunde gewalkt. Die während des Testzeitraums erzeugten Partikel werden mit einem Laserpartikelzähler gezählt. Die Ergebnisse geben die durchschnittliche Anzahl an Partikeln an, die größer als 10 Mikrometer sind. 7
Ein niedriger Wert in diesem Test zeigt eine geringe Partikelbil-dung an, welche im OP wünschenswert ist.
2 Partikel6
HYDRO-STATISCHER DRUCK
Das Prüfmuster wird an den Boden einer vertikalen Säule geklemmt, in welche Wasser gefüllt wird. Gemessen wird die Wassermenge in der Säule bei Auftreten einer Undichtigkeit an der Unterseite des Materials. Die Ergebnisse geben den Wasserdruck in Millibar (mbar) an, dem ein Material widerstehen kann bevor es undicht wird.8
Ein höherer Wert zeigt einen höheren Widerstand gegen das Eindringen von Wasser an.
109,4 mbar6
ENTFLAMM- BARKEIT
Das Prüfmuster wird im 45°-Winkel gehalten und eine standardisierte Flamme bis zum Ablauf von 30 Sekunden oder bis zur anhaltenden Entzündung an den unteren Rand des Prüfmusters gehalten, je nachdem was früher eintritt. Die NFPA (National Fire Prevention Association) unterscheidet bei den Bekleidungsstoffen zwischen vier Klassen: Klasse 1: Schwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 20 Sekunden oder länger Klasse 2: Mittelschwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 8 bis einschließlich 19 Sekunden. Klasse 3: Relativ leicht entflammbare Stoffe mit einer Flammen-
ausbreitungsgeschwindigkeit von 3 bis einschließlich 7 Sekunden. Klasse 4: Gefährlich leicht entflammbare Stoffe mit einer
Flammenausbreitungsgeschwindigkeit von unter 3 Sekunden. Die Ergebnisse geben die Brandklasse nach NFPA und die Sekunden bis zur anhaltenden Entzündung an.9
Eine niedrigere Klasse (längere Zeit) zeigt eine höhere Flammfestigkeit des Materials an.
Klasse 1 (30 Sekunden)6
1. Bei den angegebenen Ergebnissen handelt es sich um ermittelte Durchschnittswerte aus Tests an repräsentativen, zufällig ausgewählten, lieferbereiten Produkten. Da das HALYARD ONE-STEP* Sterilisationsvlies aus zwei miteinander verbundenen Schichten besteht, wurden alle Tests mit zwei Schichten durchgeführt.
2. Nelson Laboratories, Inc., Salt Lake City, Utah, USA, “Bacterial Filtration Efficiency,” Verfahrensnummer SOP/ARO/007I.1. 3. ASTM F2101-07. “Standard Test Method for Evaluating the Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials, Using a Biological Aerosol of Staphylococcus aureus” 2007.4. Testdaten von Nelson Laboratories, Inc., Salt Lake City, Utah, USA, über Labor Nr. 421675. 5. ASTM D5034-09 (2013). “Standard Test Method for Breaking Strength and Elongation of Textile Fabrics (Grab Test)”.6. Testdaten von Integrated Paper Services, Neenah, WI, USA, Anforderungsnr. 9051.7. INDA Standardtest IST 160.1:1995, “Resistance to Linting of Nonwoven Fabrics,” 1995.8. AATCC 127. “Water Resistance: Hydrostatic Pressure Test” 2003. “Standard Test Method for Repellency of Nonwoven Fabrics Using the Hydrostatic Pressure Test”,
IST 80.4, INDA Standardtests.9. NFPA 702-1980. “Flammability of wearing apparel”.10. Die Final Pack Testmethode wurde von der niederländischen Forschungsorganisation TNO entwickelt11. Testdaten der niederländischen Forschungsorganisation TNO
27
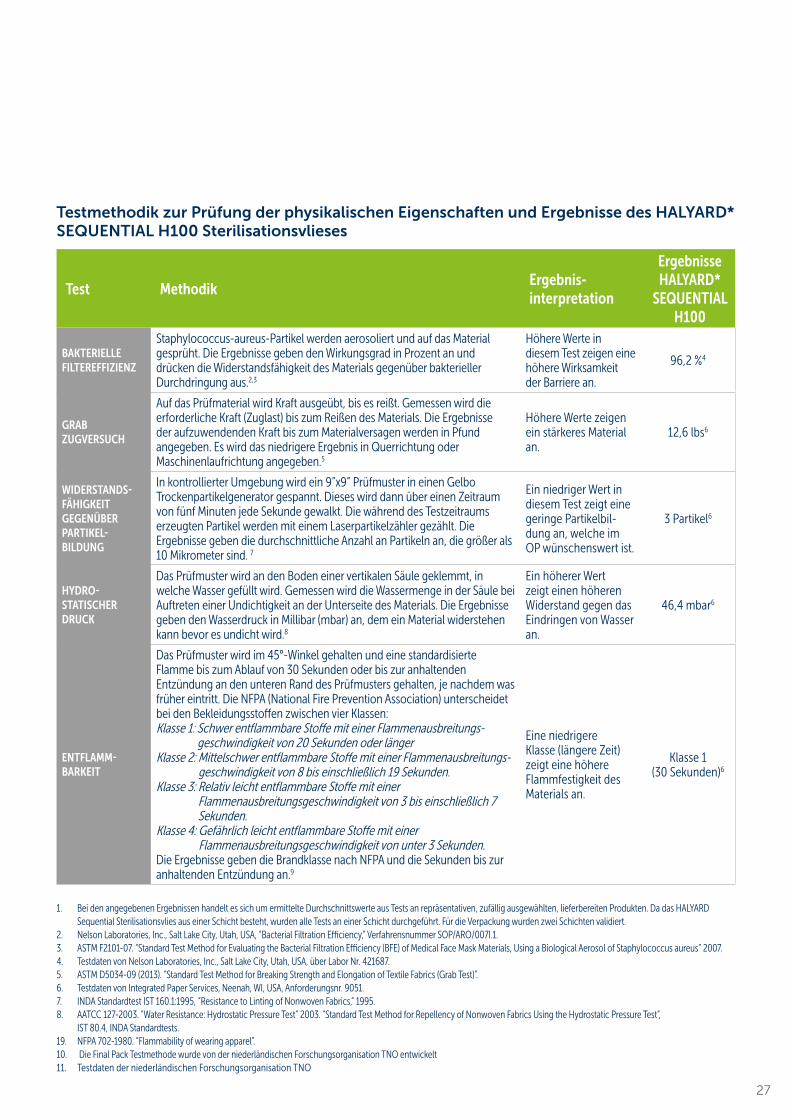
Testmethodik zur Prüfung der physikalischen Eigenschaften und Ergebnisse des HALYARD* SEQUENTIAL H100 Sterilisationsvlieses
Test MethodikErgebnis- interpretation
Ergebnisse HALYARD*
SEQUENTIAL H100
BAKTERIELLE FILTEREFFIZIENZ
Staphylococcus-aureus-Partikel werden aerosoliert und auf das Material gesprüht. Die Ergebnisse geben den Wirkungsgrad in Prozent an und drücken die Widerstandsfähigkeit des Materials gegenüber bakterieller Durchdringung aus.2,3
Höhere Werte in diesem Test zeigen eine höhere Wirksamkeit der Barriere an.
96,2 %4
GRAB ZUGVERSUCH
Auf das Prüfmaterial wird Kraft ausgeübt, bis es reißt. Gemessen wird die erforderliche Kraft (Zuglast) bis zum Reißen des Materials. Die Ergebnisse der aufzuwendenden Kraft bis zum Materialversagen werden in Pfund angegeben. Es wird das niedrigere Ergebnis in Querrichtung oder Maschinenlaufrichtung angegeben.5
Höhere Werte zeigen ein stärkeres Material an.
12,6 lbs6
WIDERSTANDS-FÄHIGKEIT GEGENÜBER PARTIKEL- BILDUNG
In kontrollierter Umgebung wird ein 9”x9” Prüfmuster in einen Gelbo Trockenpartikelgenerator gespannt. Dieses wird dann über einen Zeitraum von fünf Minuten jede Sekunde gewalkt. Die während des Testzeitraums erzeugten Partikel werden mit einem Laserpartikelzähler gezählt. Die Ergebnisse geben die durchschnittliche Anzahl an Partikeln an, die größer als 10 Mikrometer sind. 7
Ein niedriger Wert in diesem Test zeigt eine geringe Partikelbil-dung an, welche im OP wünschenswert ist.
3 Partikel6
HYDRO-STATISCHER DRUCK
Das Prüfmuster wird an den Boden einer vertikalen Säule geklemmt, in welche Wasser gefüllt wird. Gemessen wird die Wassermenge in der Säule bei Auftreten einer Undichtigkeit an der Unterseite des Materials. Die Ergebnisse geben den Wasserdruck in Millibar (mbar) an, dem ein Material widerstehen kann bevor es undicht wird.8
Ein höherer Wert zeigt einen höheren Widerstand gegen das Eindringen von Wasser an.
46,4 mbar6
ENTFLAMM- BARKEIT
Das Prüfmuster wird im 45°-Winkel gehalten und eine standardisierte Flamme bis zum Ablauf von 30 Sekunden oder bis zur anhaltenden Entzündung an den unteren Rand des Prüfmusters gehalten, je nachdem was früher eintritt. Die NFPA (National Fire Prevention Association) unterscheidet bei den Bekleidungsstoffen zwischen vier Klassen: Klasse 1: Schwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 20 Sekunden oder länger Klasse 2: Mittelschwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 8 bis einschließlich 19 Sekunden. Klasse 3: Relativ leicht entflammbare Stoffe mit einer
Flammenausbreitungsgeschwindigkeit von 3 bis einschließlich 7 Sekunden.
Klasse 4: Gefährlich leicht entflammbare Stoffe mit einer Flammenausbreitungsgeschwindigkeit von unter 3 Sekunden.
Die Ergebnisse geben die Brandklasse nach NFPA und die Sekunden bis zur anhaltenden Entzündung an.9
Eine niedrigere Klasse (längere Zeit) zeigt eine höhere Flammfestigkeit des Materials an.
Klasse 1 (30 Sekunden)6
1. Bei den angegebenen Ergebnissen handelt es sich um ermittelte Durchschnittswerte aus Tests an repräsentativen, zufällig ausgewählten, lieferbereiten Produkten. Da das HALYARD Sequential Sterilisationsvlies aus einer Schicht besteht, wurden alle Tests an einer Schicht durchgeführt. Für die Verpackung wurden zwei Schichten validiert.
2. Nelson Laboratories, Inc., Salt Lake City, Utah, USA, “Bacterial Filtration Efficiency,” Verfahrensnummer SOP/ARO/007I.1. 3. ASTM F2101-07. “Standard Test Method for Evaluating the Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials, Using a Biological Aerosol of Staphylococcus aureus” 2007.4. Testdaten von Nelson Laboratories, Inc., Salt Lake City, Utah, USA, über Labor Nr. 421687. 5. ASTM D5034-09 (2013). “Standard Test Method for Breaking Strength and Elongation of Textile Fabrics (Grab Test)”.6. Testdaten von Integrated Paper Services, Neenah, WI, USA, Anforderungsnr. 9051.7. INDA Standardtest IST 160.1:1995, “Resistance to Linting of Nonwoven Fabrics,” 1995.8. AATCC 127-2003. “Water Resistance: Hydrostatic Pressure Test” 2003. “Standard Test Method for Repellency of Nonwoven Fabrics Using the Hydrostatic Pressure Test”,
IST 80.4, INDA Standardtests.19. NFPA 702-1980. “Flammability of wearing apparel”.10. Die Final Pack Testmethode wurde von der niederländischen Forschungsorganisation TNO entwickelt11. Testdaten der niederländischen Forschungsorganisation TNO
28
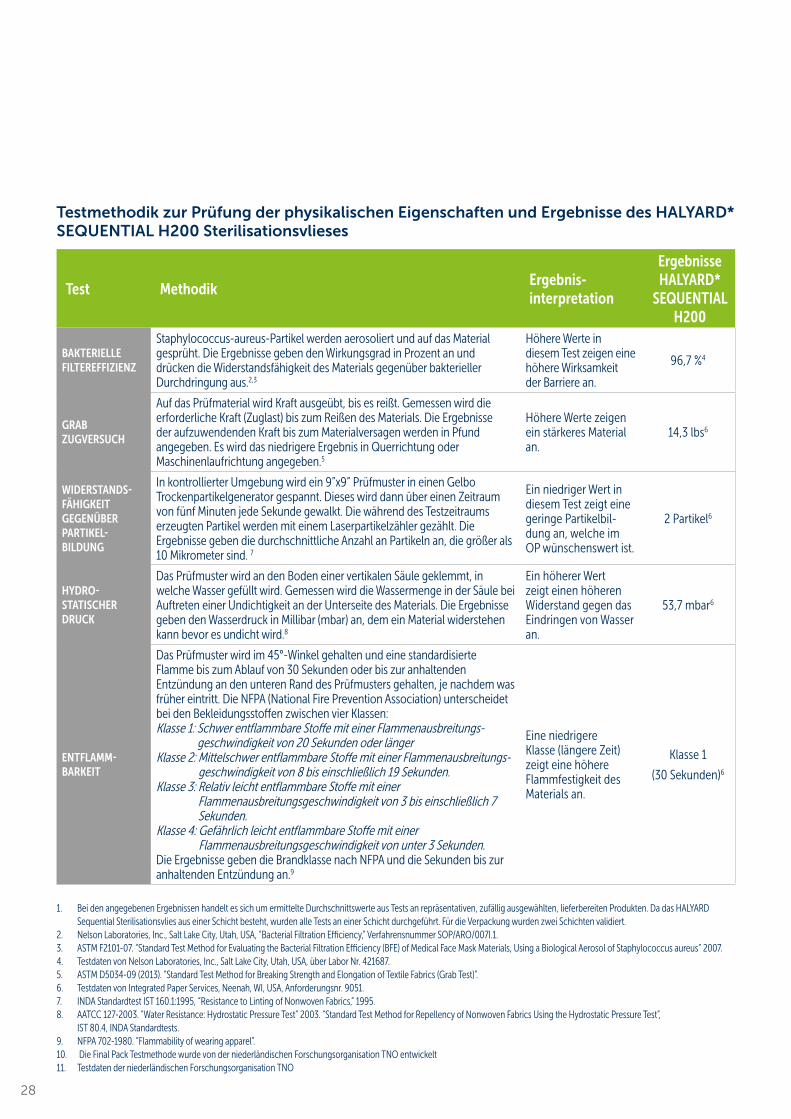
Testmethodik zur Prüfung der physikalischen Eigenschaften und Ergebnisse des HALYARD* SEQUENTIAL H200 Sterilisationsvlieses
Test MethodikErgebnis- interpretation
Ergebnisse HALYARD*
SEQUENTIAL H200
BAKTERIELLE FILTEREFFIZIENZ
Staphylococcus-aureus-Partikel werden aerosoliert und auf das Material gesprüht. Die Ergebnisse geben den Wirkungsgrad in Prozent an und drücken die Widerstandsfähigkeit des Materials gegenüber bakterieller Durchdringung aus.2,3
Höhere Werte in diesem Test zeigen eine höhere Wirksamkeit der Barriere an.
96,7 %4
GRAB ZUGVERSUCH
Auf das Prüfmaterial wird Kraft ausgeübt, bis es reißt. Gemessen wird die erforderliche Kraft (Zuglast) bis zum Reißen des Materials. Die Ergebnisse der aufzuwendenden Kraft bis zum Materialversagen werden in Pfund angegeben. Es wird das niedrigere Ergebnis in Querrichtung oder Maschinenlaufrichtung angegeben.5
Höhere Werte zeigen ein stärkeres Material an.
14,3 lbs6
WIDERSTANDS-FÄHIGKEIT GEGENÜBER PARTIKEL- BILDUNG
In kontrollierter Umgebung wird ein 9”x9” Prüfmuster in einen Gelbo Trockenpartikelgenerator gespannt. Dieses wird dann über einen Zeitraum von fünf Minuten jede Sekunde gewalkt. Die während des Testzeitraums erzeugten Partikel werden mit einem Laserpartikelzähler gezählt. Die Ergebnisse geben die durchschnittliche Anzahl an Partikeln an, die größer als 10 Mikrometer sind. 7
Ein niedriger Wert in diesem Test zeigt eine geringe Partikelbil-dung an, welche im OP wünschenswert ist.
2 Partikel6
HYDRO-STATISCHER DRUCK
Das Prüfmuster wird an den Boden einer vertikalen Säule geklemmt, in welche Wasser gefüllt wird. Gemessen wird die Wassermenge in der Säule bei Auftreten einer Undichtigkeit an der Unterseite des Materials. Die Ergebnisse geben den Wasserdruck in Millibar (mbar) an, dem ein Material widerstehen kann bevor es undicht wird.8
Ein höherer Wert zeigt einen höheren Widerstand gegen das Eindringen von Wasser an.
53,7 mbar6
ENTFLAMM- BARKEIT
Das Prüfmuster wird im 45°-Winkel gehalten und eine standardisierte Flamme bis zum Ablauf von 30 Sekunden oder bis zur anhaltenden Entzündung an den unteren Rand des Prüfmusters gehalten, je nachdem was früher eintritt. Die NFPA (National Fire Prevention Association) unterscheidet bei den Bekleidungsstoffen zwischen vier Klassen: Klasse 1: Schwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 20 Sekunden oder länger Klasse 2: Mittelschwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 8 bis einschließlich 19 Sekunden. Klasse 3: Relativ leicht entflammbare Stoffe mit einer
Flammenausbreitungsgeschwindigkeit von 3 bis einschließlich 7 Sekunden.
Klasse 4: Gefährlich leicht entflammbare Stoffe mit einer Flammenausbreitungsgeschwindigkeit von unter 3 Sekunden.
Die Ergebnisse geben die Brandklasse nach NFPA und die Sekunden bis zur anhaltenden Entzündung an.9
Eine niedrigere Klasse (längere Zeit) zeigt eine höhere Flammfestigkeit des Materials an.
Klasse 1
(30 Sekunden)6
1. Bei den angegebenen Ergebnissen handelt es sich um ermittelte Durchschnittswerte aus Tests an repräsentativen, zufällig ausgewählten, lieferbereiten Produkten. Da das HALYARD Sequential Sterilisationsvlies aus einer Schicht besteht, wurden alle Tests an einer Schicht durchgeführt. Für die Verpackung wurden zwei Schichten validiert.
2. Nelson Laboratories, Inc., Salt Lake City, Utah, USA, “Bacterial Filtration Efficiency,” Verfahrensnummer SOP/ARO/007I.1. 3. ASTM F2101-07. “Standard Test Method for Evaluating the Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials, Using a Biological Aerosol of Staphylococcus aureus” 2007.4. Testdaten von Nelson Laboratories, Inc., Salt Lake City, Utah, USA, über Labor Nr. 421687. 5. ASTM D5034-09 (2013). “Standard Test Method for Breaking Strength and Elongation of Textile Fabrics (Grab Test)”.6. Testdaten von Integrated Paper Services, Neenah, WI, USA, Anforderungsnr. 9051.7. INDA Standardtest IST 160.1:1995, “Resistance to Linting of Nonwoven Fabrics,” 1995.8. AATCC 127-2003. “Water Resistance: Hydrostatic Pressure Test” 2003. “Standard Test Method for Repellency of Nonwoven Fabrics Using the Hydrostatic Pressure Test”,
IST 80.4, INDA Standardtests.9. NFPA 702-1980. “Flammability of wearing apparel”.10. Die Final Pack Testmethode wurde von der niederländischen Forschungsorganisation TNO entwickelt11. Testdaten der niederländischen Forschungsorganisation TNO
29
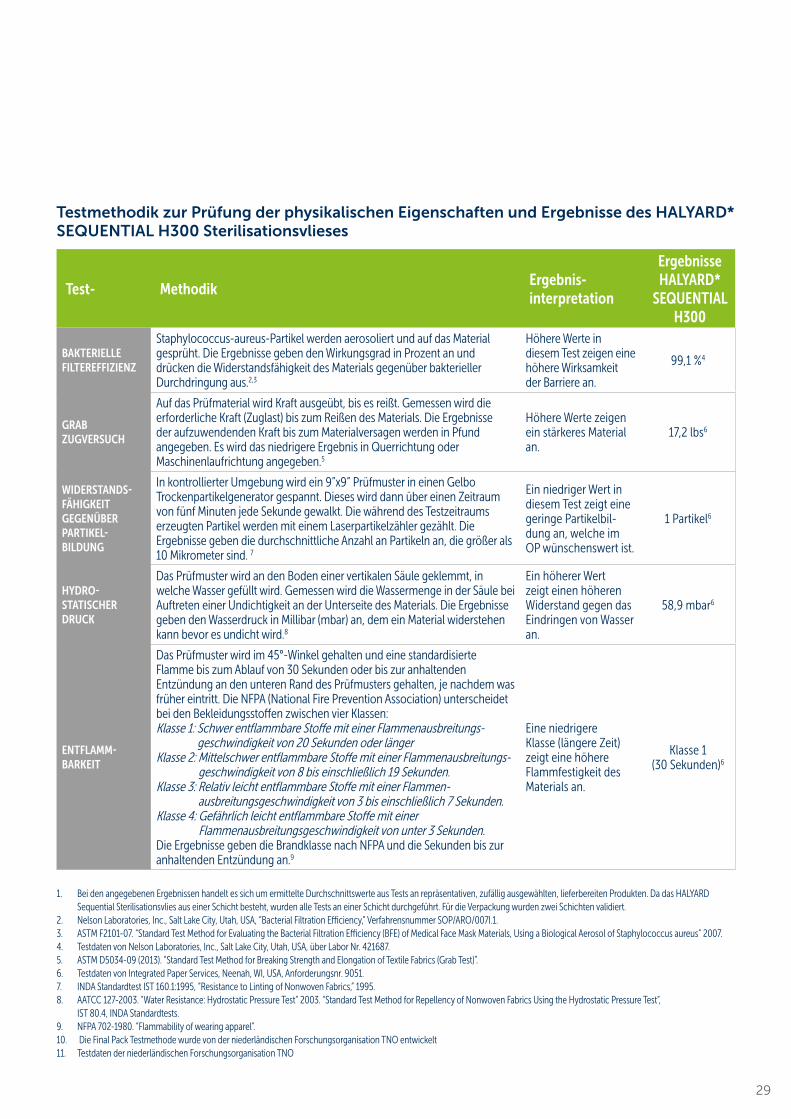
Testmethodik zur Prüfung der physikalischen Eigenschaften und Ergebnisse des HALYARD* SEQUENTIAL H300 Sterilisationsvlieses
Test- MethodikErgebnis- interpretation
Ergebnisse HALYARD*
SEQUENTIAL H300
BAKTERIELLE FILTEREFFIZIENZ
Staphylococcus-aureus-Partikel werden aerosoliert und auf das Material gesprüht. Die Ergebnisse geben den Wirkungsgrad in Prozent an und drücken die Widerstandsfähigkeit des Materials gegenüber bakterieller Durchdringung aus.2,3
Höhere Werte in diesem Test zeigen eine höhere Wirksamkeit der Barriere an.
99,1 %4
GRAB ZUGVERSUCH
Auf das Prüfmaterial wird Kraft ausgeübt, bis es reißt. Gemessen wird die erforderliche Kraft (Zuglast) bis zum Reißen des Materials. Die Ergebnisse der aufzuwendenden Kraft bis zum Materialversagen werden in Pfund angegeben. Es wird das niedrigere Ergebnis in Querrichtung oder Maschinenlaufrichtung angegeben.5
Höhere Werte zeigen ein stärkeres Material an.
17,2 lbs6
WIDERSTANDS-FÄHIGKEIT GEGENÜBER PARTIKEL- BILDUNG
In kontrollierter Umgebung wird ein 9”x9” Prüfmuster in einen Gelbo Trockenpartikelgenerator gespannt. Dieses wird dann über einen Zeitraum von fünf Minuten jede Sekunde gewalkt. Die während des Testzeitraums erzeugten Partikel werden mit einem Laserpartikelzähler gezählt. Die Ergebnisse geben die durchschnittliche Anzahl an Partikeln an, die größer als 10 Mikrometer sind. 7
Ein niedriger Wert in diesem Test zeigt eine geringe Partikelbil-dung an, welche im OP wünschenswert ist.
1 Partikel6
HYDRO-STATISCHER DRUCK
Das Prüfmuster wird an den Boden einer vertikalen Säule geklemmt, in welche Wasser gefüllt wird. Gemessen wird die Wassermenge in der Säule bei Auftreten einer Undichtigkeit an der Unterseite des Materials. Die Ergebnisse geben den Wasserdruck in Millibar (mbar) an, dem ein Material widerstehen kann bevor es undicht wird.8
Ein höherer Wert zeigt einen höheren Widerstand gegen das Eindringen von Wasser an.
58,9 mbar6
ENTFLAMM- BARKEIT
Das Prüfmuster wird im 45°-Winkel gehalten und eine standardisierte Flamme bis zum Ablauf von 30 Sekunden oder bis zur anhaltenden Entzündung an den unteren Rand des Prüfmusters gehalten, je nachdem was früher eintritt. Die NFPA (National Fire Prevention Association) unterscheidet bei den Bekleidungsstoffen zwischen vier Klassen: Klasse 1: Schwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 20 Sekunden oder länger Klasse 2: Mittelschwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 8 bis einschließlich 19 Sekunden. Klasse 3: Relativ leicht entflammbare Stoffe mit einer Flammen-
ausbreitungsgeschwindigkeit von 3 bis einschließlich 7 Sekunden. Klasse 4: Gefährlich leicht entflammbare Stoffe mit einer
Flammenausbreitungsgeschwindigkeit von unter 3 Sekunden. Die Ergebnisse geben die Brandklasse nach NFPA und die Sekunden bis zur anhaltenden Entzündung an.9
Eine niedrigere Klasse (längere Zeit) zeigt eine höhere Flammfestigkeit des Materials an.
Klasse 1 (30 Sekunden)6
1. Bei den angegebenen Ergebnissen handelt es sich um ermittelte Durchschnittswerte aus Tests an repräsentativen, zufällig ausgewählten, lieferbereiten Produkten. Da das HALYARD Sequential Sterilisationsvlies aus einer Schicht besteht, wurden alle Tests an einer Schicht durchgeführt. Für die Verpackung wurden zwei Schichten validiert.
2. Nelson Laboratories, Inc., Salt Lake City, Utah, USA, “Bacterial Filtration Efficiency,” Verfahrensnummer SOP/ARO/007I.1. 3. ASTM F2101-07. “Standard Test Method for Evaluating the Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials, Using a Biological Aerosol of Staphylococcus aureus” 2007.4. Testdaten von Nelson Laboratories, Inc., Salt Lake City, Utah, USA, über Labor Nr. 421687. 5. ASTM D5034-09 (2013). “Standard Test Method for Breaking Strength and Elongation of Textile Fabrics (Grab Test)”.6. Testdaten von Integrated Paper Services, Neenah, WI, USA, Anforderungsnr. 9051.7. INDA Standardtest IST 160.1:1995, “Resistance to Linting of Nonwoven Fabrics,” 1995.8. AATCC 127-2003. “Water Resistance: Hydrostatic Pressure Test” 2003. “Standard Test Method for Repellency of Nonwoven Fabrics Using the Hydrostatic Pressure Test”,
IST 80.4, INDA Standardtests.9. NFPA 702-1980. “Flammability of wearing apparel”.10. Die Final Pack Testmethode wurde von der niederländischen Forschungsorganisation TNO entwickelt11. Testdaten der niederländischen Forschungsorganisation TNO

30
Testmethodik zur Prüfung der physikalischen Eigenschaften und Ergebnisse des HALYARD* SEQUENTIAL H400 Sterilisationsvlieses
Test- MethodikErgebnisinterpre-tation
Ergebnisse HALYARD*
SEQUENTIAL H400
BAKTERIELLE FILTEREFFIZIENZ
Staphylococcus-aureus-Partikel werden aerosoliert und auf das Material gesprüht. Die Ergebnisse geben den Wirkungsgrad in Prozent an und drücken die Widerstandsfähigkeit des Materials gegenüber bakterieller Durchdringung aus.2,3
Höhere Werte in diesem Test zeigen eine höhere Wirksamkeit der Barriere an.
99,7 %4
GRAB ZUGVERSUCH
Auf das Prüfmaterial wird Kraft ausgeübt, bis es reißt. Gemessen wird die erforderliche Kraft (Zuglast) bis zum Reißen des Materials. Die Ergebnisse der aufzuwendenden Kraft bis zum Materialversagen werden in Pfund angegeben. Es wird das niedrigere Ergebnis in Querrichtung oder Maschinenlaufrichtung angegeben.5
Höhere Werte zeigen ein stärkeres Material an.
24,3 lbs6
WIDERSTANDS-FÄHIGKEIT GEGENÜBER PARTIKEL- BILDUNG
In kontrollierter Umgebung wird ein 9”x9” Prüfmuster in einen Gelbo Trockenpartikelgenerator gespannt. Dieses wird dann über einen Zeitraum von fünf Minuten jede Sekunde gewalkt. Die während des Testzeitraums erzeugten Partikel werden mit einem Laserpartikelzähler gezählt. Die Ergebnisse geben die durchschnittliche Anzahl an Partikeln an, die größer als 10 Mikrometer sind. 7
Ein niedriger Wert in diesem Test zeigt eine geringe Partikelbil-dung an, welche im OP wünschenswert ist.
0 Partikel6
HYDRO-STATISCHER DRUCK
Das Prüfmuster wird an den Boden einer vertikalen Säule geklemmt, in welche Wasser gefüllt wird. Gemessen wird die Wassermenge in der Säule bei Auftreten einer Undichtigkeit an der Unterseite des Materials. Die Ergebnisse geben den Wasserdruck in Millibar (mbar) an, dem ein Material widerstehen kann bevor es undicht wird.8
Ein höherer Wert zeigt einen höheren Widerstand gegen das Eindringen von Wasser an.
62,1 mbar6
ENTFLAMM- BARKEIT
Das Prüfmuster wird im 45°-Winkel gehalten und eine standardisierte Flamme bis zum Ablauf von 30 Sekunden oder bis zur anhaltenden Entzündung an den unteren Rand des Prüfmusters gehalten, je nachdem was früher eintritt. Die NFPA (National Fire Prevention Association) unterscheidet bei den Bekleidungsstoffen zwischen vier Klassen: Klasse 1: Schwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 20 Sekunden oder länger Klasse 2: Mittelschwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 8 bis einschließlich 19 Sekunden. Klasse 3: Relativ leicht entflammbare Stoffe mit einer
Flammenausbreitungsgeschwindigkeit von 3 bis einschließlich 7 Sekunden.
Klasse 4: Gefährlich leicht entflammbare Stoffe mit einer Flammenausbreitungsgeschwindigkeit von unter 3 Sekunden.
Die Ergebnisse geben die Brandklasse nach NFPA und die Sekunden bis zur anhaltenden Entzündung an.9
Eine niedrigere Klasse (längere Zeit) zeigt eine höhere Flammfestigkeit des Materials an.
Klasse 1 (30 Sekunden)6
1. Bei den angegebenen Ergebnissen handelt es sich um ermittelte Durchschnittswerte aus Tests an repräsentativen, zufällig ausgewählten, lieferbereiten Produkten. Da das HALYARD Sequential Sterilisationsvlies aus einer Schicht besteht, wurden alle Tests an einer Schicht durchgeführt. Für die Verpackung wurden zwei Schichten validiert.
2. Nelson Laboratories, Inc., Salt Lake City, Utah, USA, “Bacterial Filtration Efficiency,” Verfahrensnummer SOP/ARO/007I.1. 3. ASTM F2101-07. “Standard Test Method for Evaluating the Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials, Using a Biological Aerosol of Staphylococcus aureus” 2007.4. Testdaten von Nelson Laboratories, Inc., Salt Lake City, Utah, USA, über Labor Nr. 421687. 5. ASTM D5034-09 (2013). “Standard Test Method for Breaking Strength and Elongation of Textile Fabrics (Grab Test)”.6. Testdaten von Integrated Paper Services, Neenah, WI, USA, Anforderungsnr. 9051.7. INDA Standardtest IST 160.1:1995, “Resistance to Linting of Nonwoven Fabrics,” 1995.8. AATCC 127-2003. “Water Resistance: Hydrostatic Pressure Test” 2003. “Standard Test Method for Repellency of Nonwoven Fabrics Using the Hydrostatic Pressure Test”,
IST 80.4, INDA Standardtests.9. NFPA 702-1980. “Flammability of wearing apparel”.10. Die Final Pack Testmethode wurde von der niederländischen Forschungsorganisation TNO entwickelt11. Testdaten der niederländischen Forschungsorganisation TNO

31
Testmethodik zur Prüfung der physikalischen Eigenschaften und Ergebnisse des HALYARD* SEQUENTIAL H500 Sterilisationsvlieses
Test- MethodikErgebnis- interpretation
Ergebnisse HALYARD*
SEQUENTIAL H500
BAKTERIELLE FILTEREFFIZIENZ
Staphylococcus-aureus-Partikel werden aerosoliert und auf das Material gesprüht. Die Ergebnisse geben den Wirkungsgrad in Prozent an und drücken die Widerstandsfähigkeit des Materials gegenüber bakterieller Durchdringung aus.2,3
Höhere Werte in diesem Test zeigen eine höhere Wirksamkeit der Barriere an.
99,5 %4
GRAB ZUGVERSUCH
Auf das Prüfmaterial wird Kraft ausgeübt, bis es reißt. Gemessen wird die erforderliche Kraft (Zuglast) bis zum Reißen des Materials. Die Ergebnisse der aufzuwendenden Kraft bis zum Materialversagen werden in Pfund angegeben. Es wird das niedrigere Ergebnis in Querrichtung oder Maschinenlaufrichtung angegeben.5
Höhere Werte zeigen ein stärkeres Material an.
26,6 lbs6
WIDERSTANDS-FÄHIGKEIT GEGENÜBER PARTIKEL- BILDUNG
In kontrollierter Umgebung wird ein 9”x9” Prüfmuster in einen Gelbo Trockenpartikelgenerator gespannt. Dieses wird dann über einen Zeitraum von fünf Minuten jede Sekunde gewalkt. Die während des Testzeitraums erzeugten Partikel werden mit einem Laserpartikelzähler gezählt. Die Ergebnisse geben die durchschnittliche Anzahl an Partikeln an, die größer als 10 Mikrometer sind. 7
Ein niedriger Wert in diesem Test zeigt eine geringe Partikelbil-dung an, welche im OP wünschenswert ist.
1 Partikel6
HYDRO-STATISCHER DRUCK
Das Prüfmuster wird an den Boden einer vertikalen Säule geklemmt, in welche Wasser gefüllt wird. Gemessen wird die Wassermenge in der Säule bei Auftreten einer Undichtigkeit an der Unterseite des Materials. Die Ergebnisse geben den Wasserdruck in Millibar (mbar) an, dem ein Material widerstehen kann bevor es undicht wird.8
Ein höherer Wert zeigt einen höheren Widerstand gegen das Eindringen von Wasser an.
79,1 mbar6
ENTFLAMM- BARKEIT
Das Prüfmuster wird im 45°-Winkel gehalten und eine standardisierte Flamme bis zum Ablauf von 30 Sekunden oder bis zur anhaltenden Entzündung an den unteren Rand des Prüfmusters gehalten, je nachdem was früher eintritt. Die NFPA (National Fire Prevention Association) unterscheidet bei den Bekleidungsstoffen zwischen vier Klassen: Klasse 1: Schwer entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 20 Sekunden oder länger Klasse 2: Mittelschwer entflammbare Stoffe mit einer Flammen-
ausbreitungsgeschwindigkeit von 8 bis einschließlich 19 Sekunden. Klasse 3: Relativ leicht entflammbare Stoffe mit einer Flammenausbreitungs-
geschwindigkeit von 3 bis einschließlich 7 Sekunden. Klasse 4: Gefährlich leicht entflammbare Stoffe mit einer
Flammenausbreitungsgeschwindigkeit von unter 3 Sekunden. Die Ergebnisse geben die Brandklasse nach NFPA und die Sekunden bis zur anhaltenden Entzündung an.9
Eine niedrigere Klasse (längere Zeit) zeigt eine höhere Flammfestigkeit des Materials an.
Klasse 1 (30 Sekunden)6
1. Bei den angegebenen Ergebnissen handelt es sich um ermittelte Durchschnittswerte aus Tests an repräsentativen, zufällig ausgewählten, lieferbereiten Produkten. Da das HALYARD Sequential Sterilisationsvlies aus einer Schicht besteht, wurden alle Tests an einer Schicht durchgeführt. Für die Verpackung wurden zwei Schichten validiert.
2. Nelson Laboratories, Inc., Salt Lake City, Utah, USA, “Bacterial Filtration Efficiency,” Verfahrensnummer SOP/ARO/007I.1. 3. ASTM F2101-07. “Standard Test Method for Evaluating the Bacterial Filtration Efficiency (BFE) of Medical Face Mask Materials, Using a Biological Aerosol of Staphylococcus aureus” 2007.4. Testdaten von Nelson Laboratories, Inc., Salt Lake City, Utah, USA, über Labor Nr. 421687. 5. ASTM D5034-09 (2013). “Standard Test Method for Breaking Strength and Elongation of Textile Fabrics (Grab Test)”.6. Testdaten von Integrated Paper Services, Neenah, WI, USA, Anforderungsnr. 9051.7. INDA Standardtest IST 160.1:1995, “Resistance to Linting of Nonwoven Fabrics,” 1995.8. AATCC 127-2003. “Water Resistance: Hydrostatic Pressure Test” 2003. “Standard Test Method for Repellency of Nonwoven Fabrics Using the Hydrostatic Pressure Test”,
IST 80.4, INDA Standardtests.9. NFPA 702-1980. “Flammability of wearing apparel”.10. Die Final Pack Testmethode wurde von der niederländischen Forschungsorganisation TNO entwickelt11. Testdaten der niederländischen Forschungsorganisation TNO
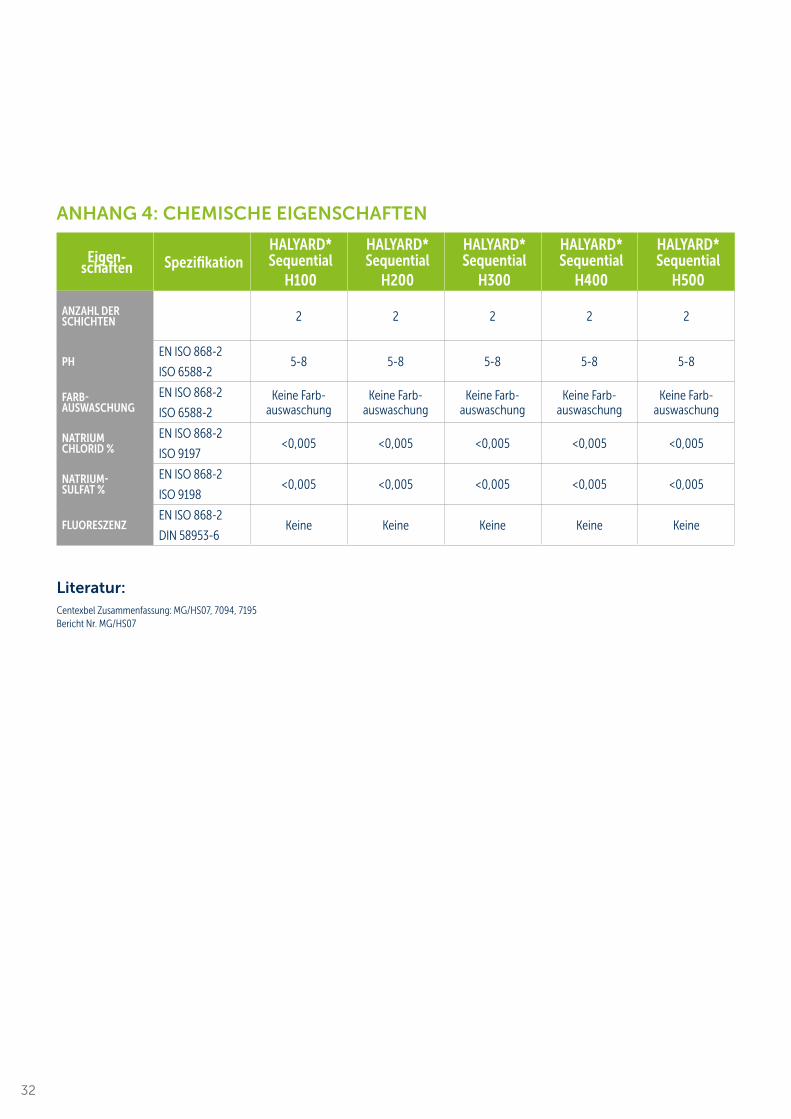
32
ANHANG 4: CHEMISCHE EIGENSCHAFTEN
Eigen- schaften Spezifikation
HALYARD* Sequential
H100
HALYARD* Sequential
H200
HALYARD* Sequential
H300
HALYARD* Sequential
H400
HALYARD* Sequential
H500
ANZAHL DER SCHICHTEN 2 2 2 2 2
PHEN ISO 868-2
ISO 6588-25-8 5-8 5-8 5-8 5-8
FARB- AUSWASCHUNG
EN ISO 868-2
ISO 6588-2Keine Farb-
auswaschungKeine Farb-
auswaschungKeine Farb-
auswaschungKeine Farb-
auswaschungKeine Farb-
auswaschung
NATRIUM CHLORID %
EN ISO 868-2
ISO 9197<0,005 <0,005 <0,005 <0,005 <0,005
NATRIUM- SULFAT %
EN ISO 868-2
ISO 9198<0,005 <0,005 <0,005 <0,005 <0,005
FLUORESZENZEN ISO 868-2
DIN 58953-6Keine Keine Keine Keine Keine
Literatur:Centexbel Zusammenfassung: MG/HS07, 7094, 7195 Bericht Nr. MG/HS07
33
ANHANG 5: DURCHDRINGUNG UND RÜCKSTÄNDE DES STERILISATIONSMITTELS BEI DER ETHYLENOXID-STERILISATION - STUDIENERGEBNISSE ZU DEN HALYARD* SEQUENTIAL UND ONE-STEP* STERILISATIONSVLIESEN
Zweck
Die HALYARD* Sequential und ONE-STEP* Vliese wurden auf ihre Eignung für die Verwendung bei der
Ethylenoxid- (EO-) Sterilisation mit einem Sterilitäts-Sicherheitsgrad (SAL - Sterility Assurance Level) von
10-6 mithilfe von Bioindikator- (BI-) Tests mit der Overkill-Methode validiert. Darüber hinaus wurden die
Rückstandsmengen an Ethylenoxid (EO) und Ethylenchlorhydrin (ECH) bestimmt.
Prüfmuster
Die Testeinheiten wurden für den AAMI Challenge-Test nach AAMI ST41, Abschnitt 7.6.1., zusammengestellt. Jede
Testpackung enthielt vier Baumwoll-OP-Tücher, einen Latexschlauch von 10 Zoll Länge, einen PVC-Tubus, zwei
Bioindikatoren in 10-ml-Spritzen ohne Nadel und zwei chemische Indikatoren und wurde mit dem Sequential und
dem ONE-STEP* Sterilisationsvlies in Diagonalverpackung verpackt.
Es wurden folgende Modelle getestet:
• H100 Seqential und ONE-STEP*
• H400 Sequential und ONE-STEP*
• H600 Sequential und ONE-STEP*1
Bei dieser Studie wurde die Durchdringung der Halyard Sequential und ONE-STEP* Sterilisationsvliese mit
Sterilisationsdampf überprüft. Da die Tests mit den schwersten und leichtesten Vliesmodellen (H600 und H100)
und einem mittelschweren Vlies (H400) durchgeführt wurden, sind diese Tests repräsentativ für alle nachstehend
aufgeführten Ausführungen der Sequential und ONE-STEP* Sterilisationsvliese: H100, H200, H300, H400, H500,
H600.
Testmethode
Die mit dem Sequential und ONE-STEP* H100, H400 und H600 verpackten Einheiten wurden mit 100%
Ethylenoxid (EO) mit einer Konzentration von 725-735 mg/l bei 55°C/131°F und 40% - 80% relativer Feuchtigkeit
sterilisiert. Die untersuchte Expositionszeit betrug 30 Minuten, was der Hälfte des Standard-Krankenhauszyklus bei
diesen Bedingungen entspricht. Unmittelbar nach der Exposition wurden Kulturen der Bioindikatoren angelegt,
um die Sterilität zu überprüfen.
Nachdem der Halbzyklus in mindestens drei Durchläufen bestätigt wurde, wurde ein weiterer Satz dem vollen
Zyklus ausgesetzt (60 Minuten). Unmittelbar nach der Sterilisation (0 Stunden Belüftung) wurden die Einheiten auf
Ethylenoxid- (EO-) und Ethylenchlorhydrin- (ECH-) Rückstände untersucht. Weitere Einheiten wurden zunächst
unter typischeren Zeitbedingungen belüftet (8 Stunden bei 55°C und 12 Stunden bei 43,3°C) und anschließend
getestet.
1 Die Produktverfügbarkeit kann je nach Standort variieren.
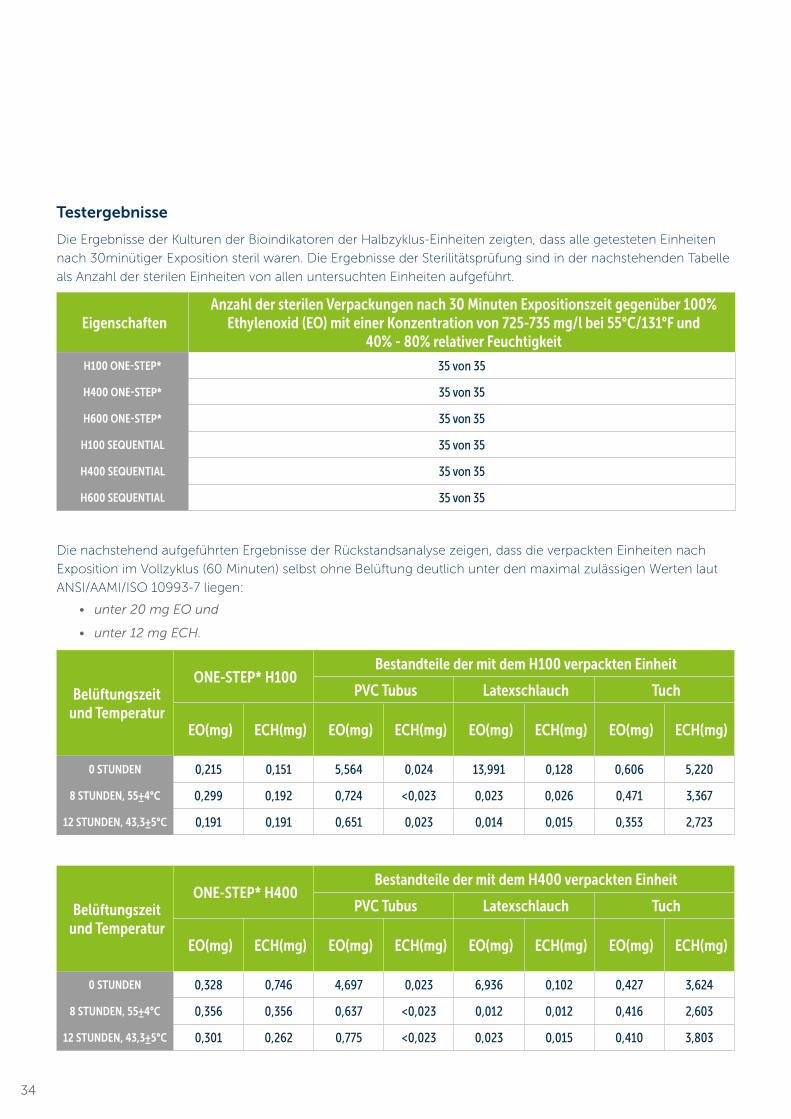
34
Testergebnisse
Die Ergebnisse der Kulturen der Bioindikatoren der Halbzyklus-Einheiten zeigten, dass alle getesteten Einheiten
nach 30minütiger Exposition steril waren. Die Ergebnisse der Sterilitätsprüfung sind in der nachstehenden Tabelle
als Anzahl der sterilen Einheiten von allen untersuchten Einheiten aufgeführt.
EigenschaftenAnzahl der sterilen Verpackungen nach 30 Minuten Expositionszeit gegenüber 100%
Ethylenoxid (EO) mit einer Konzentration von 725-735 mg/l bei 55°C/131°F und 40% - 80% relativer Feuchtigkeit
H100 ONE-STEP* 35 von 35
H400 ONE-STEP* 35 von 35
H600 ONE-STEP* 35 von 35
H100 SEQUENTIAL 35 von 35
H400 SEQUENTIAL 35 von 35
H600 SEQUENTIAL 35 von 35
Die nachstehend aufgeführten Ergebnisse der Rückstandsanalyse zeigen, dass die verpackten Einheiten nach
Exposition im Vollzyklus (60 Minuten) selbst ohne Belüftung deutlich unter den maximal zulässigen Werten laut
ANSI/AAMI/ISO 10993-7 liegen:
• unter 20 mg EO und
• unter 12 mg ECH.
Belüftungszeit und Temperatur
ONE-STEP* H100Bestandteile der mit dem H100 verpackten Einheit
PVC Tubus Latexschlauch Tuch
EO(mg) ECH(mg) EO(mg) ECH(mg) EO(mg) ECH(mg) EO(mg) ECH(mg)
0 STUNDEN 0,215 0,151 5,564 0,024 13,991 0,128 0,606 5,220
8 STUNDEN, 55±4°C 0,299 0,192 0,724 <0,023 0,023 0,026 0,471 3,367
12 STUNDEN, 43,3±5°C 0,191 0,191 0,651 0,023 0,014 0,015 0,353 2,723
Belüftungszeit und Temperatur
ONE-STEP* H400Bestandteile der mit dem H400 verpackten Einheit
PVC Tubus Latexschlauch Tuch
EO(mg) ECH(mg) EO(mg) ECH(mg) EO(mg) ECH(mg) EO(mg) ECH(mg)
0 STUNDEN 0,328 0,746 4,697 0,023 6,936 0,102 0,427 3,624
8 STUNDEN, 55±4°C 0,356 0,356 0,637 <0,023 0,012 0,012 0,416 2,603
12 STUNDEN, 43,3±5°C 0,301 0,262 0,775 <0,023 0,023 0,015 0,410 3,803

35
Belüftungszeit und Temperatur
ONE-STEP* H600Bestandteile der mit dem H600 verpackten Einheit
PVC Tubus Latexschlauch Tuch
EO(mg) ECH(mg) EO(mg) ECH(mg) EO(mg) ECH(mg) EO(mg) ECH(mg)
0 STUNDEN 0,482 0,441 4,843 0,023 7,664 0,094 0,377 3,336
8 STUNDEN, 55±4°C 0,461 0,434 0,718 <0,023 0,016 0,016 0,340 2,509
12 STUNDEN, 43,3±5°C 0,411 0,411 0,676 <0,024 0,015 0,025 0,310 3,664
Belüftungszeit und Temperatur
SEQUENTIAL H100Bestandteile der mit dem H100 verpackten Einheit
PVC Tubus Latexschlauch Tuch
EO(mg) ECH(mg) EO(mg) ECH(mg) EO(mg) ECH(mg) EO(mg) ECH(mg)
0 STUNDEN 0,197 0,197 4,43 <0,023 6,79 0,086 0,415 3,61
8 STUNDEN, 55±4°C 0,227 0,227 0,573 0,023 0,034 <0,012 0,639 3,00
12 STUNDEN, 43,3±5°C 0,186 0,186 0,559 0,023 <0,012 <0,012 0,245 3,26
Belüftungszeit und Temperatur
SEQUENTIAL H400Bestandteile der mit dem H400 verpackten Einheit
PVC Tubus Latexschlauch Tuch
EO(mg) ECH(mg) EO(mg) ECH(mg) EO(mg) ECH(mg) EO(mg) ECH(mg)
0 STUNDEN 0,358 0,358 4,33 <0,023 7,03 0,086 0,562 4,73
8 STUNDEN, 55±4°C 0,339 0,339 0,427 <0,023 0,012 <0,012 0,882 0,973
12 STUNDEN, 43,3±5°C 0,488 0,329 0,465 0,023 0,022 0,012 1,08 1,15
Belüftungszeit und Temperatur
SEQUENTIAL H600Bestandteile der mit dem H600 verpackten Einheit
PVC Tubus Latexschlauch Tuch
EO(mg) ECH(mg) EO(mg) ECH(mg) EO(mg) ECH(mg) EO(mg) ECH(mg)
0 STUNDEN 0,490 0,484 4,55 <0,023 6,37 0,084 0,517 3,14
8 STUNDEN, 55±4°C 0,464 0,464 0,598 0,023 <0,012 <0,012 0,186 0,710
12 STUNDEN, 43,3±5°C 0,698 0,481 0,658 <0,023 0,019 <0,012 0,428 2,54
36
Fazit
Die Parameter des validierten Ethylenoxidzyklus für die HALYARD* Sequential und ONE-STEP* H100, H400 und
H600 Sterilisationsvliese lauten: 100% Ethylenoxid (EO) mit einer Konzentration von 725-735 mg/l bei 55°C/131°F
und 40% - 80% relativer Feuchtigkeit über einen Zeitraum von 60 Minuten, mit einer Belüftung von 8 Stunden bei
55 ºC oder 12 Stunden bei 43,3 ºC. (Der Halbzyklus wurde auf 30 Minuten zu den zuvor genannten Bedingungen
festgelegt.) Die Analyse der Rückstände zeigt, dass das Sterilisationsvlies selbst ohne Belüftung deutlich unter den
laut ANSI/AAMI/ISO 10993-7 geforderten Höchstwerten von 20 mg EO und 12 mg ECH liegt.
Bei dieser Studie wurde die Durchdringung der Halyard Sequential und ONE-STEP* Sterilisationsvliese mit
Sterilisationsdampf überprüft. Da dieser Zyklus für die schwersten und leichtesten Vliese (H600 und H100) gilt und
von der Ausführung mittleren Gewichts (H400) bestätigt wurde, gilt dieser Zyklus für alle Modelle des HALYARD*
Sequential und ONE-STEP* Vlieses: H100, H200, H300, H400, H500 und H600.
Bezüge
Protokolle der Nelson Labors: 200803407 REV 01, 200900091 REV 01
Protokolle der Nelson Labors: 455561, 457003, 457004, 458664, 458666, 458667

37
ANHANG 6: DAMPFDURCHDRINGUNG BEI DER DAMPFSTERILISATION MIT VORVAKUUM - STUDIENERGEBNISSE ZU DEN HALYARD* SEQUENTIAL UND ONE-STEP* STERILISATIONSVLIESEN
Zweck
Die HALYARD* Sequential und ONE-STEP* Vliese wurden auf ihre Eignung für die Verwendung bei der
Dampfsterilisation mit Vorvakuum mit einem Sterilitäts-Sicherheitsgrad (SAL - Sterility Assurance Level) von 10-6
mithilfe von Bioindikator-(BI-) Tests mit der Overkill-Methode validiert.
Prüfmuster
Die Testeinheiten wurden für den AAMI Challenge-Test nach AAMI ST79, Abschnitt 10.7.2.1., zusammengestellt.
Jede Testpackung enthielt sechzehn etwa 16 x 26 Zoll (40,6 x 66 cm) große Baumwoll-OP-Tücher, zwei
biologische Indikatoren und zwei chemische Indikatoren. Die mit dem ONE-STEP* Sterilisationsvlies verpackten
Einheiten wurden simultan mit einem doppellagigen Vlies in der Diagonalverpackungstechnik verpackt. Die mit
dem HALYARD* Sequential Sterilisationsvlies verpackten Einheiten wurden nacheinander mit zwei einzelnen
Vlieslagen in der Diagonalverpackungstechnik verpackt.
Es wurden folgende Modelle getestet:
• H100 Sequential und ONE-STEP*
• H400 Sequential und ONE-STEP*
• H600 Sequential und ONE-STEP*2
Bei dieser Studie wurde die Durchdringung der Halyard Sequential und One-STEP* Sterilisationsvliese mit
Sterilisationsdampf überprüft. Da die Tests mit den schwersten und leichtesten Vliesmodellen (H600 und H100)
und einem mittelschweren Vlies (H400) durchgeführt wurden, sind diese Tests repräsentativ für alle nachstehend
aufgeführten Ausführungen der Sequential und ONE-STEP* Sterilisationsvliese: H100, H200, H300, H400, H500,
H600.
Testmethode
Die mit dem Sequential und ONE-STEP* H100, H400 und H600 verpackten Einheiten wurden mittels
Dampfsterilisation mit Vorvakuum bei 132°C/270ºF sterilisiert. Die untersuchte Expositionszeit betrug 0,5 Minuten,
was der Hälfte des Standard-Krankenhauszyklus bei diesen Bedingungen entspricht. Unmittelbar nach der
Exposition (ohne Trockenzeit) wurden Kulturen der Bioindikatoren angelegt, um die Sterilität zu überprüfen.
2 Die Produktverfügbarkeit kann je nach Standort variieren.
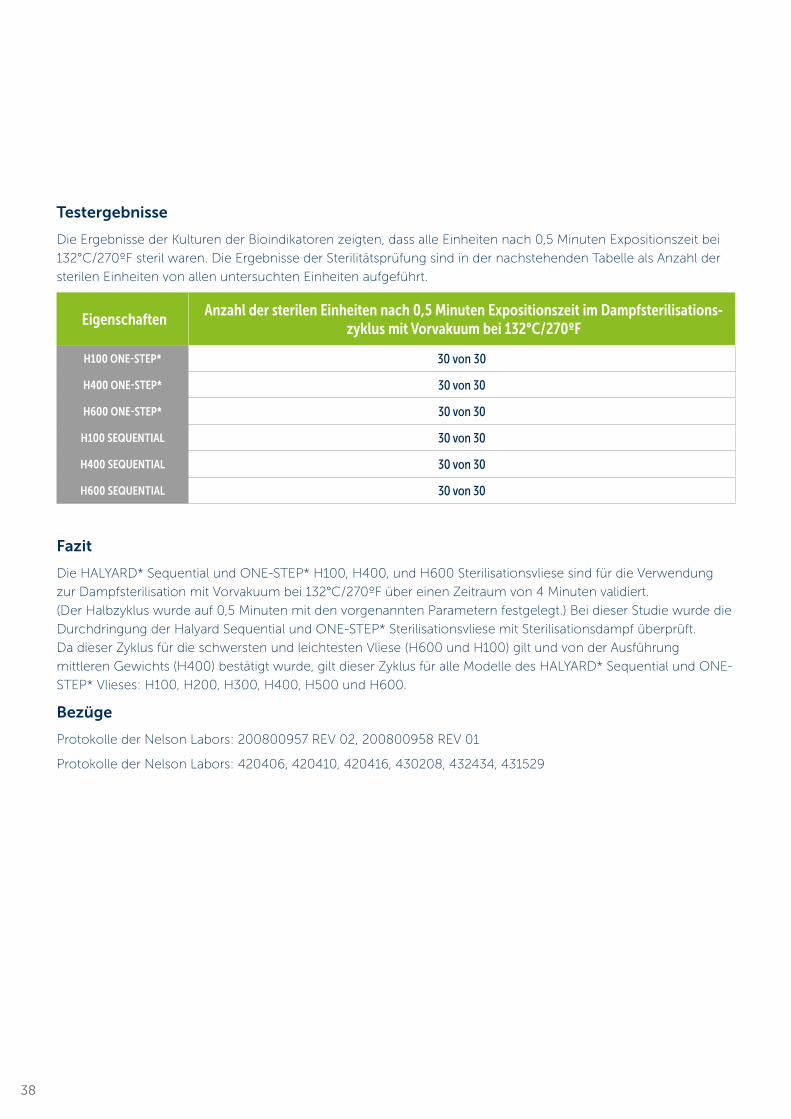
38
Testergebnisse
Die Ergebnisse der Kulturen der Bioindikatoren zeigten, dass alle Einheiten nach 0,5 Minuten Expositionszeit bei
132°C/270ºF steril waren. Die Ergebnisse der Sterilitätsprüfung sind in der nachstehenden Tabelle als Anzahl der
sterilen Einheiten von allen untersuchten Einheiten aufgeführt.
EigenschaftenAnzahl der sterilen Einheiten nach 0,5 Minuten Expositionszeit im Dampfsterilisations-
zyklus mit Vorvakuum bei 132°C/270ºF
H100 ONE-STEP* 30 von 30
H400 ONE-STEP* 30 von 30
H600 ONE-STEP* 30 von 30
H100 SEQUENTIAL 30 von 30
H400 SEQUENTIAL 30 von 30
H600 SEQUENTIAL 30 von 30
Fazit
Die HALYARD* Sequential und ONE-STEP* H100, H400, und H600 Sterilisationsvliese sind für die Verwendung
zur Dampfsterilisation mit Vorvakuum bei 132°C/270ºF über einen Zeitraum von 4 Minuten validiert.
(Der Halbzyklus wurde auf 0,5 Minuten mit den vorgenannten Parametern festgelegt.) Bei dieser Studie wurde die
Durchdringung der Halyard Sequential und ONE-STEP* Sterilisationsvliese mit Sterilisationsdampf überprüft.
Da dieser Zyklus für die schwersten und leichtesten Vliese (H600 und H100) gilt und von der Ausführung
mittleren Gewichts (H400) bestätigt wurde, gilt dieser Zyklus für alle Modelle des HALYARD* Sequential und ONE-
STEP* Vlieses: H100, H200, H300, H400, H500 und H600.
Bezüge
Protokolle der Nelson Labors: 200800957 REV 02, 200800958 REV 01
Protokolle der Nelson Labors: 420406, 420410, 420416, 430208, 432434, 431529
39
ANHANG 7: KOMPATIBILITÄT UND RÜCKSTÄNDE BEI DER FORMALDEHYD-STERILISATION - STUDIENERGEBNISSE ZU DEN HALYARD* SEQUENTIAL UND ONE-STEP* STERILISATIONSVLIESEN
Zweck
Halyard Health hat Tests durchgeführt, um die Strapazierfähigkeit, Barriereleistung und Sicherheit der HALYARD*
Sequential und ONE-STEP* Sterilisationsvliese nach der Formaldehydsterilisation zu untersuchen. Darüber hinaus wurden
die Rückstandsmengen an Formaldehyd im Sterilisationsvlies bestimmt.
Prüfmuster
Die Muster dreier Chargen des HALYARD* Sequential Sterilisationsvliese wurden vor und nach der Niedrigtemperatur-
Dampfsterilisation und der Formaldehyd-Sterilisation geprüft. Zwei dieser Chargen wurden einem normalen Formaldehyd-
Sterilisationszyklus ausgesetzt. Die dritte Charge wurde zwei Formaldehyd-Sterilisationszyklen unterzogen.
Hinweis: Halyard Health empfiehlt seinen Kunden, das Material nur einem Sterilisationszyklus auszusetzen. Die Tests
wurden durchgeführt um zu demonstrieren, dass die Vliesmaterialien nach der Formaldehydsterilisation stabil und
unversehrt bleiben. Die dafür festgelegten Schritte sind im Sterilitätssicherheitsprotokoll HCSA-04-003 näher beschrieben.
Zur Qualifizierung wurden die Strapazierfähigkeit, die Barrierewirkung und die Sicherheit der Sterilisationsvliese untersucht.
Die Ergebnisse der Untersuchung wurden dann mit den aktuellen Angaben abgeglichen. Die Auswirkungen der
Niedrigtemperatur-Dampfsterilisation und der Formaldehyd-Sterilisation lagen innerhalb der akzeptierten Grenzen und
entsprachen den Angaben der aktuellen technischen Datenblätter von Halyard für das Sequential Sterilisationsvlies.
Ergebnisse zur Strapazierfähigkeit: Die Muster wurden visuell, mittels Grab Zugversuch (in Querrichtung),
Abriebtest und Flächengewichtsprüfung untersucht. Die Muster blieben intakt, ohne wesentliche Mängel durch die
Formaldehydsterilisation. In der Studie wurden keine signifikanten Auswirkungen in Bezug auf Abrieb und Flächengewicht
festgestellt. Nach einmaliger Sterilisation wurde im Grab Zugversuch eine minimale Auswirkung festgestellt (0-4%). Nach
zweimaliger Sterilisation wurde eine Verringerung um 11% verzeichnet. Die Prüfung der Daten deutet jedoch darauf
hin, dass diese Abnahme akzeptabel für die Produktleistungsfähigkeit ist und sich innerhalb der von Halyard in seinem
technischen Datenblatt zum HALYARD* Sequential Sterilisationsvlies angegebenen Grenzen befindet.
Ergebnisse zur Barriereleistung: Die Muster wurden auf ihre bakterielle Filtereffizienz geprüft und Wassersäulen-
und Luftdurchlässigkeitsprüfungen durchgeführt. Bei der Wassersäule-Prüfung wurden keine statistisch signifikanten
Auswirkungen festgestellt. In der bakteriellen Filtereffizienz wurden minimale Auswirkungen (1,0-1,4%) beobachtet,
welche innerhalb der von Halyard in seinem technischen Datenblatt zum Sequential Vlies angegebenen Grenzen für die
Barrierewirkung gegenüber mikrobieller Kontamination liegen. Nach einmaliger Sterilisation wurde ein leichter Anstieg
(0-3,5%) der Luftdurchlässigkeit festgestellt. Nach zweimaliger Sterilisation scheinen sich die Auswirkungen auf die
Luftdurchlässigkeit zu verstärken (10%).
Ergebnisse zur Sicherheit: Die Muster wurden auf Formaldehydrückstände und Entflammbarkeit getestet und eine Gelbo
Partikelprüfung durchgeführt. Die Untersuchung der Rückstände ergab, dass sich diese innerhalb der sicheren Grenzen
nach in EN 14180 befanden, wobei zu berücksichtigen ist, dass die HALYARD* Sterilisationsvliese nicht als Medizinprodukte
eingestuft sind. Die Formaldehydsterilisation hatte keine Auswirkungen auf die Entflammbarkeit. In der Gelbo
Partikelprüfung wurden bei einer Charge nach einmaligem Sterilisationszyklus minimale Auswirkungen festgestellt, die
Partikelanzahl (Durchschnittsanzahl an Partikeln mit einer Größe über 10 Mikrometern) ist jedoch im Wesentlichen gleich.
Das unsterile Muster wies im Durchschnitt 0,65 Partikel auf, im Vergleich zu 1.10 Partikeln nach einmaliger Sterilisation.
Fazit
Es wurde festgestellt, dass die Leistungsfähigkeit und Sicherheit des Sterilisationsvlieses innerhalb der zulässigen Grenzen
blieb. Die HALYARD* Sequential, ONE-STEP* und QUICK CHECK* Sterilisationsvliese sind mit der Formaldehydsterilisation
kompatibel. Anwendern wird jedoch empfohlen, das Material nur einem Sterilisationszyklus auszusetzen.
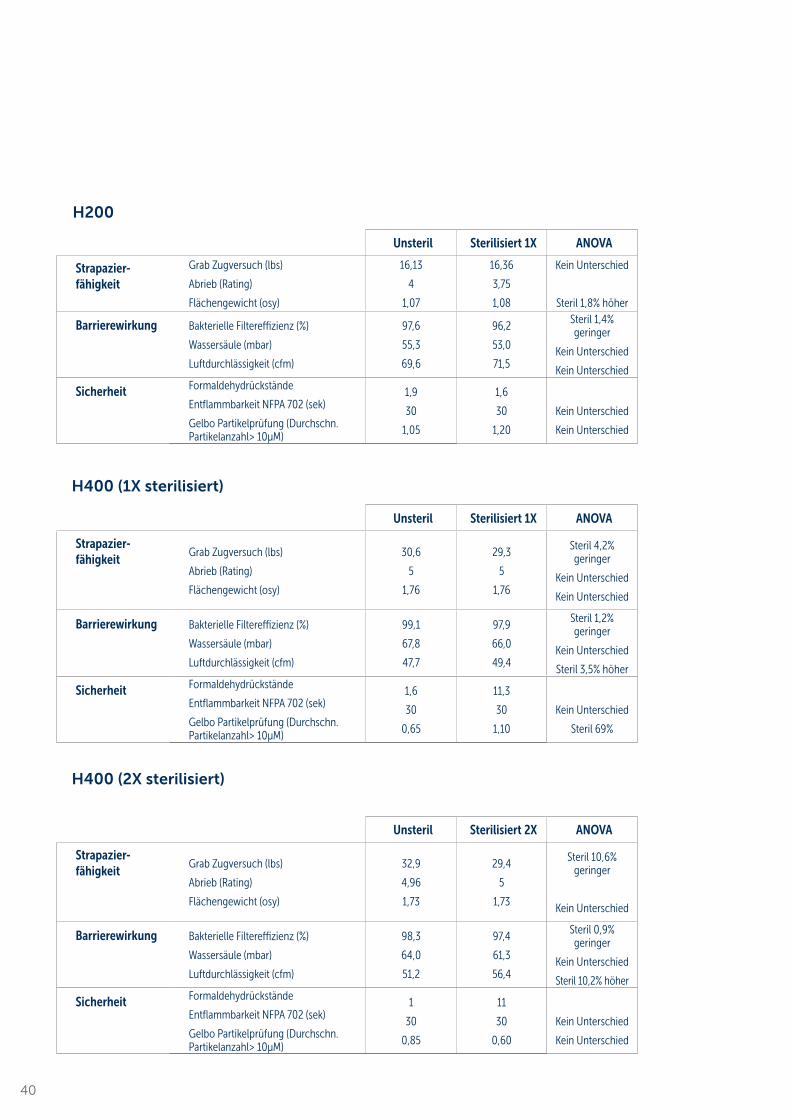
40
H200
Unsteril Sterilisiert 1X ANOVA
Strapazier-fähigkeit
Grab Zugversuch (lbs)
Abrieb (Rating)
Flächengewicht (osy)
16,13
4
1,07
16,36
3,75
1,08
Kein Unterschied
Steril 1,8% höher
Barrierewirkung
Bakterielle Filtereffizienz (%)
Wassersäule (mbar)
Luftdurchlässigkeit (cfm)
97,6
55,3
69,6
96,2
53,0
71,5
Steril 1,4% geringer
Kein Unterschied
Kein Unterschied
Sicherheit
Formaldehydrückstände
Entflammbarkeit NFPA 702 (sek)
Gelbo Partikelprüfung (Durchschn. Partikelanzahl> 10μM)
1,9
30
1,05
1,6
30
1,20
Kein Unterschied
Kein Unterschied
H400 (1X sterilisiert)
Unsteril Sterilisiert 1X ANOVA
Strapazier-fähigkeit
Grab Zugversuch (lbs)
Abrieb (Rating)
Flächengewicht (osy)
30,6
5
1,76
29,3
5
1,76
Steril 4,2% geringer
Kein Unterschied
Kein Unterschied
Barrierewirkung
Bakterielle Filtereffizienz (%)
Wassersäule (mbar)
Luftdurchlässigkeit (cfm)
99,1
67,8
47,7
97,9
66,0
49,4
Steril 1,2% geringer
Kein Unterschied
Steril 3,5% höher
Sicherheit
Formaldehydrückstände
Entflammbarkeit NFPA 702 (sek)
Gelbo Partikelprüfung (Durchschn. Partikelanzahl> 10μM)
1,6
30
0,65
11,3
30
1,10
Kein Unterschied
Steril 69%
H400 (2X sterilisiert)
Unsteril Sterilisiert 2X ANOVA
Strapazier-fähigkeit
Grab Zugversuch (lbs)
Abrieb (Rating)
Flächengewicht (osy)
32,9
4,96
1,73
29,4
5
1,73
Steril 10,6% geringer
Kein Unterschied
Barrierewirkung
Bakterielle Filtereffizienz (%)
Wassersäule (mbar)
Luftdurchlässigkeit (cfm)
98,3
64,0
51,2
97,4
61,3
56,4
Steril 0,9% geringer
Kein Unterschied
Steril 10,2% höher
Sicherheit
Formaldehydrückstände
Entflammbarkeit NFPA 702 (sek)
Gelbo Partikelprüfung (Durchschn. Partikelanzahl> 10μM)
1
30
0,85
11
30
0,60
Kein Unterschied
Kein Unterschied

41
ANHANG 8: KOMPATIBILITÄT MIT DER STERILUCENT-STERILISATION UND MPI-STUDIENERGEBNISSE DES HALYARD ONE-STEP* STERILISATIONSVLIESES
Mit den Testergebnissen wurden die HALYARD ONE-STEP* Sterilisationsvliese (H100, H200, H300, H400 und
H500) für die Sterilisation von Sterilgütern mit dem Sterilucent PSD-85 Wasserstoffperoxid-Sterilisator validiert
(Zyklen mit Sterilgut mit und ohne Lumen). Zusätzlich wurde das HALYARD ONE-STEP* Sterilisationsvlies für die
Verwendung mit dem vorprogrammierten PSD-85 Sterilisationszyklus validiert und seine Eignung zur effektiven
Belüftung nachgewiesen.
Der PSD-85 Lumen-Zyklus wurde für die Sterilisation von bis zu zehn (10) Pfund (45kg) Sterilgut (kombinierte
Beladung mit Sterilgut mit Hüllen- und Vliesverpackungen) mit maximal zehn (10) Edelstahl-Instrumenten mit
einfachem Lumen (Hohlraum) pro Fülleinheit mit folgenden Abmessungen validiert:
• Innendurchmesser von 1 mm oder größer und Länge von 60 mm oder kürzer
• Innendurchmesser von 2 mm oder größer und Länge von 250 mm oder kürzer
• Innendurchmesser von 3 mm oder größer und Länge von 350 mm oder kürzer
Der PSD-85 Zyklus ohne Lumen wurde für die Sterilisation von bis zu 25 Pfund (11,3 kg) Sterilgut (Beladung mit
Sterilgut mit Hüllen- und Vliesverpackungen) validiert.
Alle Modelle der HALYARD ONE-STEP* Sterilisationsvliese (H100, H200, H300, H400 und H500) wurden für die
Sterilisation von Sterilgütern mit dem Sterilucent PSD-85 Wasserstoffperoxid-Sterilisator validiert. Siehe Tabelle 1.
TABELLE 1: Validierter Sterilucent PSD-85 Wasserstoffperoxid-Sterilisationszyklus (Hinweis: Die nachstehenden Anweisun-gen ersetzen nicht die zum Sterilucent PSD-85 Wasserstoffperoxid-Sterilisator gehörige detaillierte Gebrauchsanweisung.)
PSD-85 ZYKLUS Geeignete Beladung
MIT LUMEN Wiederverwendbares metallisches und nicht-metallisches Sterilgut einschließlich Produkten mit diffusionseingeschränkten Räumen, beispielsweise im Bereich von Zangen- und Scherenscharnieren und bis zu 10 Edelstahlinstrumente mit einfachem Lumen mit folgenden Abmessungen pro Kammerladung:
• Innendurchmesser von 1 mm oder größer und Länge von 60 mm oder kürzer
• Innendurchmesser von 2 mm oder größer und Länge von 250 mm oder kürzer
• Innendurchmesser von 3 mm oder größer und Länge von 350 mm oder kürzer
(Vollständige Anweisungen zur Beladung und zu den verschiedenen Zyklen des PSD-85, sowie zum Beladen der Kammer sind der Gebrauchsanweisung zu entnehmen (z.B. 10 lbs pro Ladung = 45 kg))
OHNE LUMEN Wiederverwendbares metallisches und nicht-metallisches Sterilgut ohne Hohlräume, einschließlich Produkte mit diffusionseingeschränkten Räumen, beispielsweise im Bereich von Zangen- und Scherenscharnieren.
(Vollständige Anweisungen zur Beladung und zu den verschiedenen Zyklen des PSD-85, sowie zum Beladen der Kammer sind der Gebrauchsanweisung zu entnehmen (z.B. 25 lbs pro Ladung = 11,3 kg))
42
Zusammenfassung der nichtklinischen Tests
Die Leistungsfähigkeit der HALYARD ONE-STEP* Sterilisationsvliese (H100, H200, H300, H400, H500) wurde
entsprechend den geltenden Anforderungen der Pre-Market Notification 510(k) Submission zum Inverkehrbringen
von medizinischen Sterilisations-Verpackungssystemen für die Verwendung in Gesundheitsheitseinrichtungen
getestet; Leitfadenentwurf für die Industrie und die US-amerikanische Gesundheitsbehörde FDA (07. März 2002).
Alle Testergebnisse entsprachen den geforderten Kriterien und demonstrierten, dass die HALYARD ONE-STEP*
Sterilisationsvliese für die Sterilisation mit dem Sterilucent PSD-85 Wasserstoffperoxid-Sterilisator geeignet sind
und die Sterilität bis zur Verwendung des Sterilgutes aufrecht erhalten.
Zusammenfassung der durchgeführten Tests Ergebnisse
Durchdringung des Sterilisationsvlieses mit dem Sterilisationsmittel des Sterilucent Systems
Bestanden
Material-Kompatibilität/-Biokompatibilität - nach der Sterilisation (Zytotoxizität - ISO-Elution, ISO-Reaktivität intrakutan, ISO-Sensibilisierungs-Maximierungstest an Meerschweinchen)
Bestanden
Leistungstests – nach der Sterilisation Bestanden
Aufrechterhaltung der Unversehrtheit der Verpackung (180 Tage) Bestanden
Fazit zur Gesamt-Leistungsfähigkeit
Die nichtklinischen Studien haben demonstriert, dass das HALYARD ONE-STEP* Sterilisationsvlies seine
Funktion als Sterilisations-Verpackungssystem für in der Endverpackung zu sterilisierende Medizinprodukte bei
Verwendung des Sterilucent PSD-85 Wasserstoffperoxid-Sterilisators (in Zyklen für Medizinprodukte mit und
ohne Lumen/Hohlraum) bestimmungsgemäß erfüllt. Diese Studien demonstrieren, dass das HALYARD ONE-
STEP* Sterilisationsvlies den gleichen Kriterien wie seine Vorgängerprodukte entspricht und im Wesentlichen
gleichwertig ist.
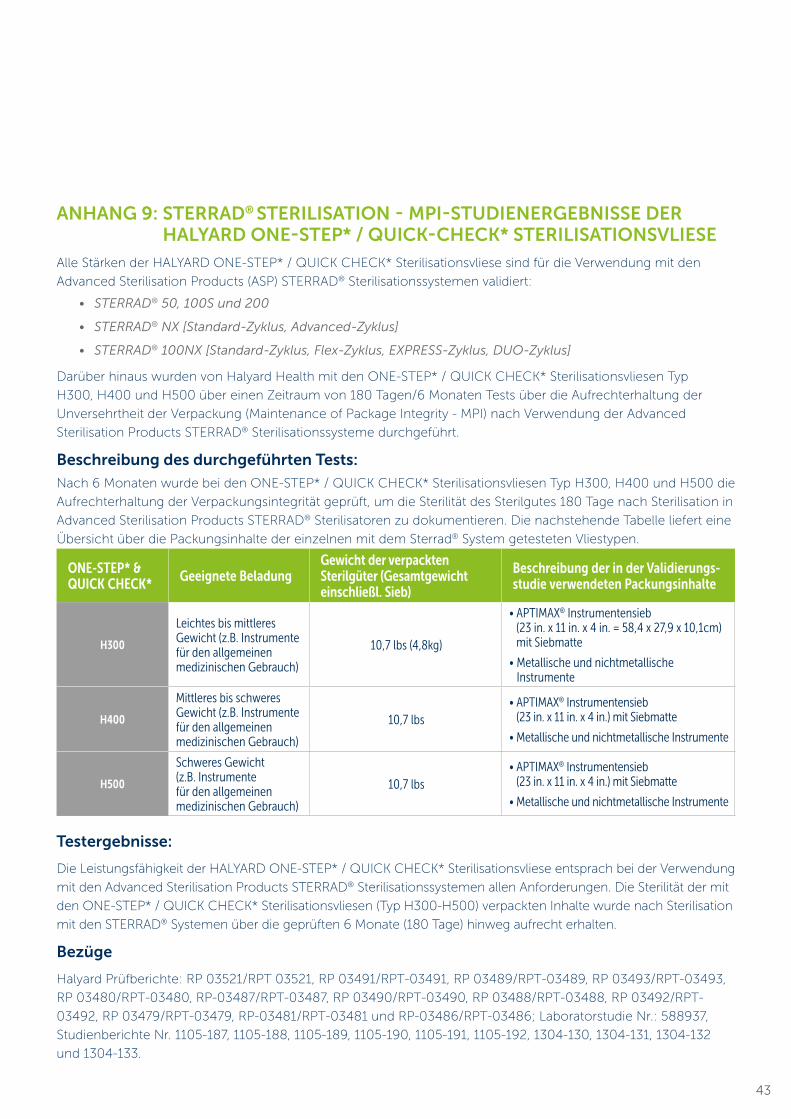
43
ANHANG 9: STERRAD® STERILISATION - MPI-STUDIENERGEBNISSE DER HALYARD ONE-STEP* / QUICK-CHECK* STERILISATIONSVLIESE
Alle Stärken der HALYARD ONE-STEP* / QUICK CHECK* Sterilisationsvliese sind für die Verwendung mit den
Advanced Sterilisation Products (ASP) STERRAD® Sterilisationssystemen validiert:
• STERRAD® 50, 100S und 200
• STERRAD® NX [Standard-Zyklus, Advanced-Zyklus]
• STERRAD® 100NX [Standard-Zyklus, Flex-Zyklus, EXPRESS-Zyklus, DUO-Zyklus]
Darüber hinaus wurden von Halyard Health mit den ONE-STEP* / QUICK CHECK* Sterilisationsvliesen Typ
H300, H400 und H500 über einen Zeitraum von 180 Tagen/6 Monaten Tests über die Aufrechterhaltung der
Unversehrtheit der Verpackung (Maintenance of Package Integrity - MPI) nach Verwendung der Advanced
Sterilisation Products STERRAD® Sterilisationssysteme durchgeführt.
Beschreibung des durchgeführten Tests:
Nach 6 Monaten wurde bei den ONE-STEP* / QUICK CHECK* Sterilisationsvliesen Typ H300, H400 und H500 die
Aufrechterhaltung der Verpackungsintegrität geprüft, um die Sterilität des Sterilgutes 180 Tage nach Sterilisation in
Advanced Sterilisation Products STERRAD® Sterilisatoren zu dokumentieren. Die nachstehende Tabelle liefert eine
Übersicht über die Packungsinhalte der einzelnen mit dem Sterrad® System getesteten Vliestypen.
ONE-STEP* & QUICK CHECK* Geeignete Beladung
Gewicht der verpackten Sterilgüter (Gesamtgewicht einschließl. Sieb)
Beschreibung der in der Validierungs-studie verwendeten Packungsinhalte
H300
Leichtes bis mittleres Gewicht (z.B. Instrumente für den allgemeinen medizinischen Gebrauch)
10,7 lbs (4,8kg)
• APTIMAX® Instrumentensieb (23 in. x 11 in. x 4 in. = 58,4 x 27,9 x 10,1cm) mit Siebmatte
• Metallische und nichtmetallische Instrumente
H400
Mittleres bis schweres Gewicht (z.B. Instrumente für den allgemeinen medizinischen Gebrauch)
10,7 lbs• APTIMAX® Instrumentensieb
(23 in. x 11 in. x 4 in.) mit Siebmatte
• Metallische und nichtmetallische Instrumente
H500
Schweres Gewicht (z.B. Instrumente für den allgemeinen medizinischen Gebrauch)
10,7 lbs• APTIMAX® Instrumentensieb
(23 in. x 11 in. x 4 in.) mit Siebmatte
• Metallische und nichtmetallische Instrumente
Testergebnisse:
Die Leistungsfähigkeit der HALYARD ONE-STEP* / QUICK CHECK* Sterilisationsvliese entsprach bei der Verwendung
mit den Advanced Sterilisation Products STERRAD® Sterilisationssystemen allen Anforderungen. Die Sterilität der mit
den ONE-STEP* / QUICK CHECK* Sterilisationsvliesen (Typ H300-H500) verpackten Inhalte wurde nach Sterilisation
mit den STERRAD® Systemen über die geprüften 6 Monate (180 Tage) hinweg aufrecht erhalten.
Bezüge
Halyard Prüfberichte: RP 03521/RPT 03521, RP 03491/RPT-03491, RP 03489/RPT-03489, RP 03493/RPT-03493,
RP 03480/RPT-03480, RP-03487/RPT-03487, RP 03490/RPT-03490, RP 03488/RPT-03488, RP 03492/RPT-
03492, RP 03479/RPT-03479, RP-03481/RPT-03481 und RP-03486/RPT-03486; Laboratorstudie Nr.: 588937,
Studienberichte Nr. 1105-187, 1105-188, 1105-189, 1105-190, 1105-191, 1105-192, 1304-130, 1304-131, 1304-132
und 1304-133.
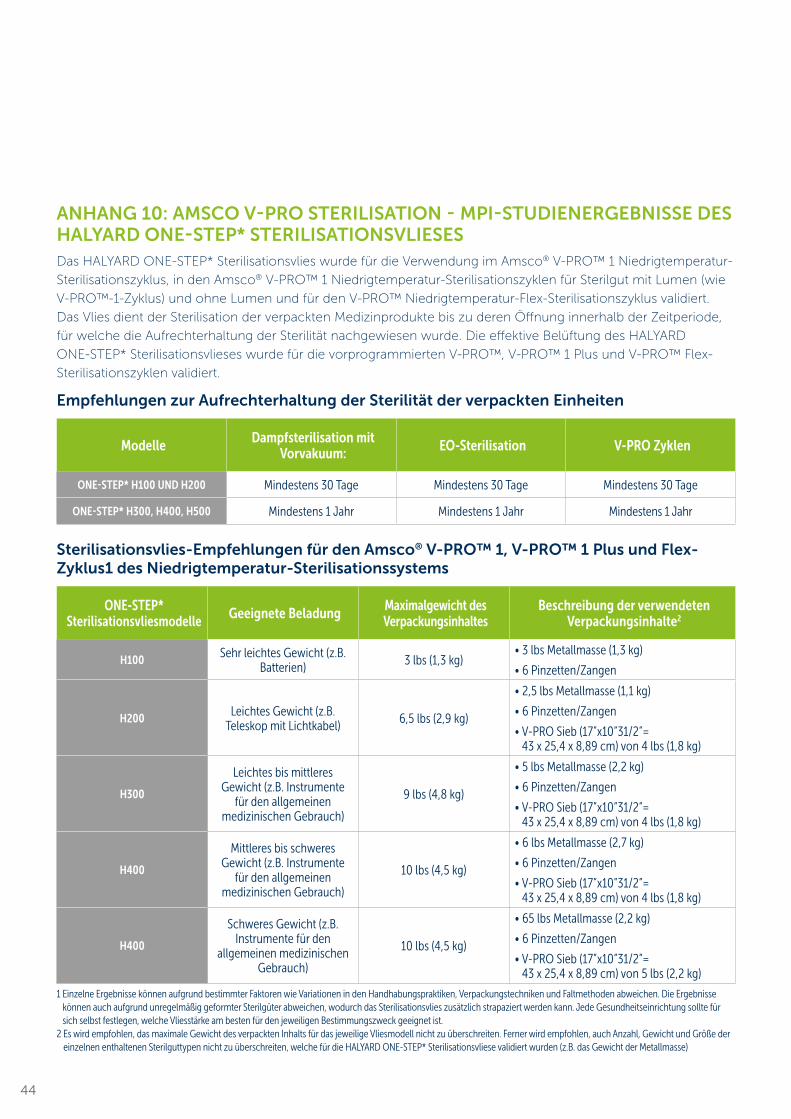
44
ANHANG 10: AMSCO V-PRO STERILISATION - MPI-STUDIENERGEBNISSE DES HALYARD ONE-STEP* STERILISATIONSVLIESESDas HALYARD ONE-STEP* Sterilisationsvlies wurde für die Verwendung im Amsco® V-PRO™ 1 Niedrigtemperatur-
Sterilisationszyklus, in den Amsco® V-PRO™ 1 Niedrigtemperatur-Sterilisationszyklen für Sterilgut mit Lumen (wie
V-PRO™-1-Zyklus) und ohne Lumen und für den V-PRO™ Niedrigtemperatur-Flex-Sterilisationszyklus validiert.
Das Vlies dient der Sterilisation der verpackten Medizinprodukte bis zu deren Öffnung innerhalb der Zeitperiode,
für welche die Aufrechterhaltung der Sterilität nachgewiesen wurde. Die effektive Belüftung des HALYARD
ONE-STEP* Sterilisationsvlieses wurde für die vorprogrammierten V-PRO™, V-PRO™ 1 Plus und V-PRO™ Flex-
Sterilisationszyklen validiert.
Empfehlungen zur Aufrechterhaltung der Sterilität der verpackten Einheiten
Modelle Dampfsterilisation mit Vorvakuum: EO-Sterilisation V-PRO Zyklen
ONE-STEP* H100 UND H200 Mindestens 30 Tage Mindestens 30 Tage Mindestens 30 Tage
ONE-STEP* H300, H400, H500 Mindestens 1 Jahr Mindestens 1 Jahr Mindestens 1 Jahr
Sterilisationsvlies-Empfehlungen für den Amsco® V-PRO™ 1, V-PRO™ 1 Plus und Flex-Zyklus1 des Niedrigtemperatur-Sterilisationssystems
ONE-STEP* Sterilisationsvliesmodelle Geeignete Beladung Maximalgewicht des
Verpackungsinhaltes Beschreibung der verwendeten
Verpackungsinhalte2
H100Sehr leichtes Gewicht (z.B.
Batterien)3 lbs (1,3 kg)
• 3 lbs Metallmasse (1,3 kg)
• 6 Pinzetten/Zangen
H200Leichtes Gewicht (z.B.
Teleskop mit Lichtkabel)6,5 lbs (2,9 kg)
• 2,5 lbs Metallmasse (1,1 kg)
• 6 Pinzetten/Zangen
• V-PRO Sieb (17”x10”31/2”= 43 x 25,4 x 8,89 cm) von 4 lbs (1,8 kg)
H300
Leichtes bis mittleres Gewicht (z.B. Instrumente
für den allgemeinen medizinischen Gebrauch)
9 lbs (4,8 kg)
• 5 lbs Metallmasse (2,2 kg)
• 6 Pinzetten/Zangen
• V-PRO Sieb (17”x10”31/2”= 43 x 25,4 x 8,89 cm) von 4 lbs (1,8 kg)
H400
Mittleres bis schweres Gewicht (z.B. Instrumente
für den allgemeinen medizinischen Gebrauch)
10 lbs (4,5 kg)
• 6 lbs Metallmasse (2,7 kg)
• 6 Pinzetten/Zangen
• V-PRO Sieb (17”x10”31/2”= 43 x 25,4 x 8,89 cm) von 4 lbs (1,8 kg)
H400
Schweres Gewicht (z.B. Instrumente für den
allgemeinen medizinischen Gebrauch)
10 lbs (4,5 kg)
• 65 lbs Metallmasse (2,2 kg)
• 6 Pinzetten/Zangen
• V-PRO Sieb (17”x10”31/2”= 43 x 25,4 x 8,89 cm) von 5 lbs (2,2 kg)
1 Einzelne Ergebnisse können aufgrund bestimmter Faktoren wie Variationen in den Handhabungspraktiken, Verpackungstechniken und Faltmethoden abweichen. Die Ergebnisse können auch aufgrund unregelmäßig geformter Sterilgüter abweichen, wodurch das Sterilisationsvlies zusätzlich strapaziert werden kann. Jede Gesundheitseinrichtung sollte für sich selbst festlegen, welche Vliesstärke am besten für den jeweiligen Bestimmungszweck geeignet ist.
2 Es wird empfohlen, das maximale Gewicht des verpackten Inhalts für das jeweilige Vliesmodell nicht zu überschreiten. Ferner wird empfohlen, auch Anzahl, Gewicht und Größe der einzelnen enthaltenen Sterilguttypen nicht zu überschreiten, welche für die HALYARD ONE-STEP* Sterilisationsvliese validiert wurden (z.B. das Gewicht der Metallmasse)
45
ANHANG 11: EO-STERILISATION UND DAMPFSTERILISATION MIT VORVAKUUM - MPI-STUDIENERGEBNISSE DER HALYARD* SEQUENTIAL UND ONE-STEP* STERILISATIONSVLIESE
Zweck
Das HALYARD* Sequential Sterilisationsvlies wurde 30 Tage nach der Sterilisation auf seine Leistungsfähigkeit
hinsichtlich der Aufrechterhaltung der Unversehrtheit der Sterilgutverpackung getestet. Das HALYARD
ONE-STEP* Sterilisationsvlies wurde sowohl 30 Tage als auch 6 Monate und 1 Jahr nach der Sterilisation auf
seine Leistungsfähigkeit hinsichtlich der Aufrechterhaltung der Unversehrtheit der Sterilgutverpackung getestet.
Die Sterilisation erfolgte durch Dampfsterilisation mit Vorvakuum bei 132°C/270ºF über einen Zeitraum von
4 Minuten oder mit 100% Ethylenoxid (EO) mit einer Konzentration von 725-735 mg/l bei 55°C/131°F und
40% - 80% relativer Feuchtigkeit für einen Zeitraum von 60 Minuten.
Prüfmuster
Es wurden alle 5 Modelle des Sequential und des ONE-STEP* Sterilisationsvlieses getestet:
• H100 Sequential und ONE-STEP*
• H200 Sequential und ONE-STEP*
• H300 Sequential und ONE-STEP*
• H400 Sequential und ONE-STEP*
• H500 Sequential und ONE-STEP*
Die nachstehende Tabelle gibt die Verpackungsinhalte der einzelnen getesteten Vliesmodelle an. Jede
Verpackung enthielt acht Testgazestapel und einen Bioindikator. Die Testgazestapel wurden zwischen dem
Vlies und den Verpackungsinhalten positioniert, wobei vier Stapel obenauf und vier am Boden platziert wurden,
um die Sterilität zu prüfen. Die Bioindikatoren wurden in der Mitte der Einheiten platziert, um die Wirksamkeit
des Sterilisationszyklus zu verifizieren. Die mit dem ONE-STEP* Sterilisationsvlies verpackten Einheiten wurden
simultan mit einem doppellagigen Vlies in der Diagonalverpackungstechnik verpackt. Die mit dem HALYARD*
Sequential Sterilisationsvlies verpackten Einheiten wurden nacheinander mit zwei einzelnen Vlieslagen in der
Diagonalverpackungstechnik verpackt.
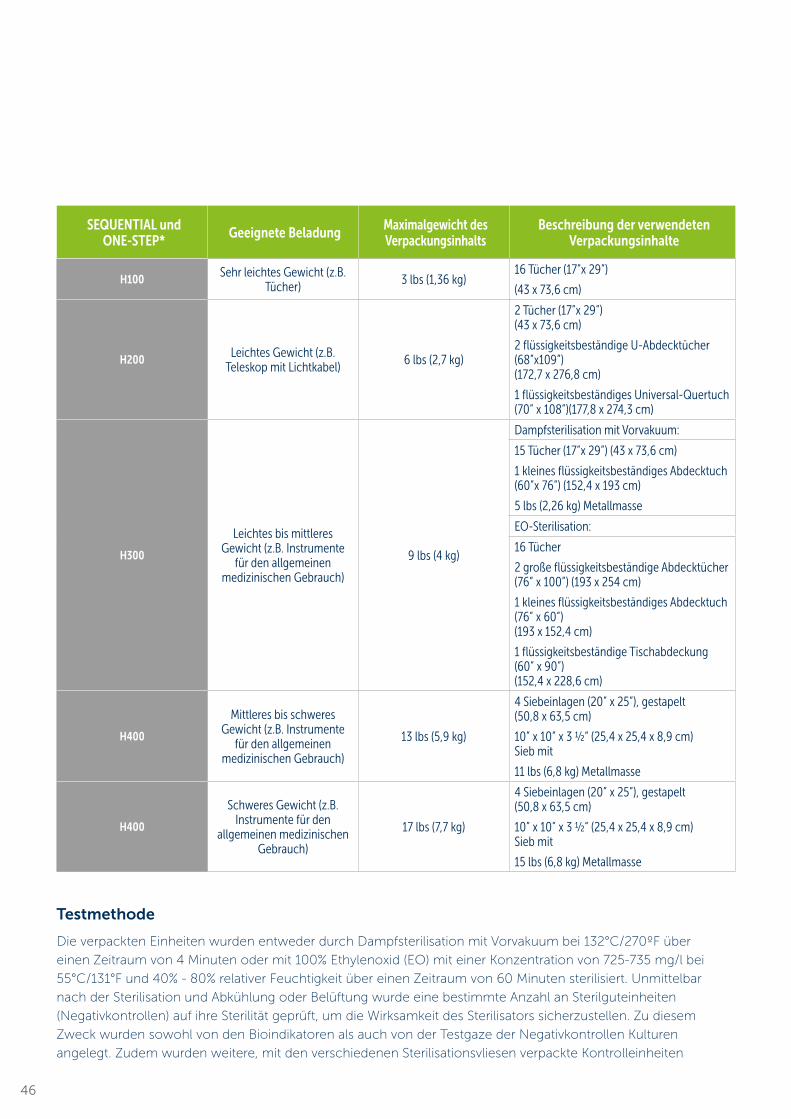
46
SEQUENTIAL und ONE-STEP* Geeignete Beladung Maximalgewicht des
Verpackungsinhalts Beschreibung der verwendeten
Verpackungsinhalte
H100Sehr leichtes Gewicht (z.B.
Tücher)3 lbs (1,36 kg)
16 Tücher (17”x 29”)
(43 x 73,6 cm)
H200Leichtes Gewicht (z.B.
Teleskop mit Lichtkabel)6 lbs (2,7 kg)
2 Tücher (17”x 29”) (43 x 73,6 cm)
2 flüssigkeitsbeständige U-Abdecktücher (68”x109”) (172,7 x 276,8 cm)
1 flüssigkeitsbeständiges Universal-Quertuch (70” x 108”)(177,8 x 274,3 cm)
H300
Leichtes bis mittleres Gewicht (z.B. Instrumente
für den allgemeinen medizinischen Gebrauch)
9 lbs (4 kg)
Dampfsterilisation mit Vorvakuum:
15 Tücher (17”x 29”) (43 x 73,6 cm)
1 kleines flüssigkeitsbeständiges Abdecktuch (60”x 76”) (152,4 x 193 cm)
5 lbs (2,26 kg) Metallmasse
EO-Sterilisation:
16 Tücher
2 große flüssigkeitsbeständige Abdecktücher (76” x 100”) (193 x 254 cm)
1 kleines flüssigkeitsbeständiges Abdecktuch (76” x 60”) (193 x 152,4 cm)
1 flüssigkeitsbeständige Tischabdeckung (60” x 90”) (152,4 x 228,6 cm)
H400
Mittleres bis schweres Gewicht (z.B. Instrumente
für den allgemeinen medizinischen Gebrauch)
13 lbs (5,9 kg)
4 Siebeinlagen (20” x 25”), gestapelt (50,8 x 63,5 cm)
10” x 10” x 3 ½“ (25,4 x 25,4 x 8,9 cm) Sieb mit
11 lbs (6,8 kg) Metallmasse
H400
Schweres Gewicht (z.B. Instrumente für den
allgemeinen medizinischen Gebrauch)
17 lbs (7,7 kg)
4 Siebeinlagen (20” x 25”), gestapelt (50,8 x 63,5 cm)
10” x 10” x 3 ½“ (25,4 x 25,4 x 8,9 cm) Sieb mit
15 lbs (6,8 kg) Metallmasse
Testmethode
Die verpackten Einheiten wurden entweder durch Dampfsterilisation mit Vorvakuum bei 132°C/270ºF über
einen Zeitraum von 4 Minuten oder mit 100% Ethylenoxid (EO) mit einer Konzentration von 725-735 mg/l bei
55°C/131°F und 40% - 80% relativer Feuchtigkeit über einen Zeitraum von 60 Minuten sterilisiert. Unmittelbar
nach der Sterilisation und Abkühlung oder Belüftung wurde eine bestimmte Anzahl an Sterilguteinheiten
(Negativkontrollen) auf ihre Sterilität geprüft, um die Wirksamkeit des Sterilisators sicherzustellen. Zu diesem
Zweck wurden sowohl von den Bioindikatoren als auch von der Testgaze der Negativkontrollen Kulturen
angelegt. Zudem wurden weitere, mit den verschiedenen Sterilisationsvliesen verpackte Kontrolleinheiten
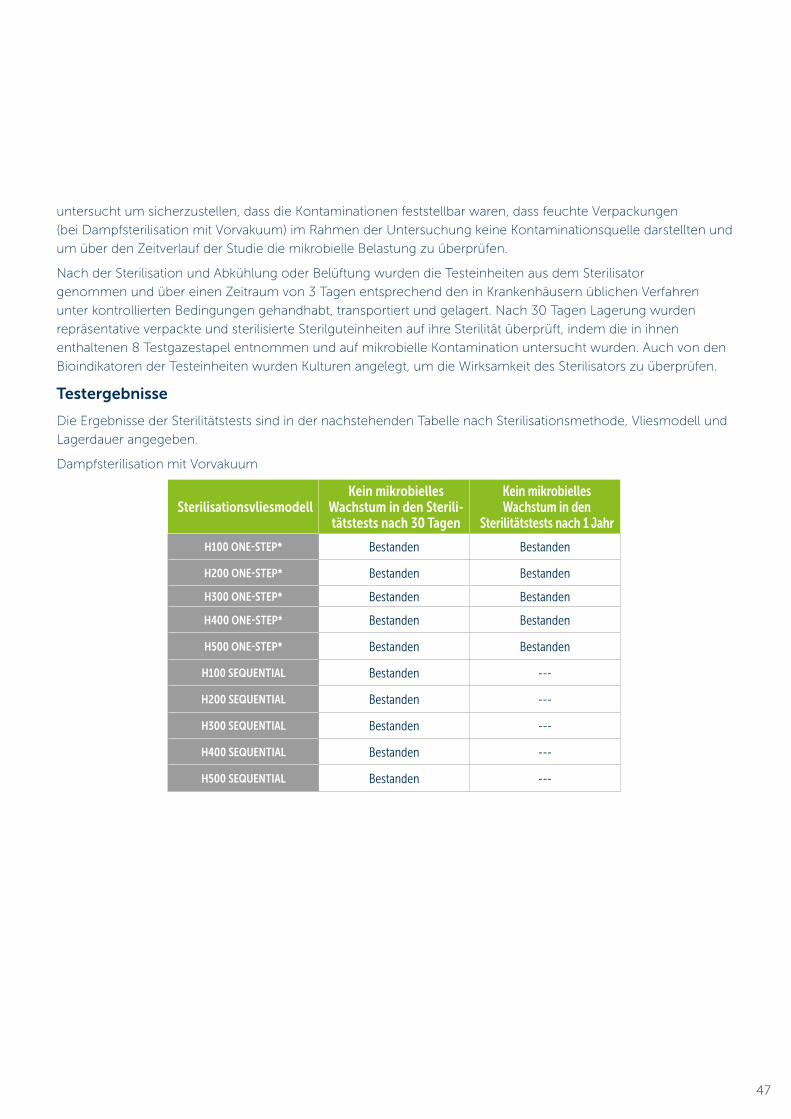
47
untersucht um sicherzustellen, dass die Kontaminationen feststellbar waren, dass feuchte Verpackungen
(bei Dampfsterilisation mit Vorvakuum) im Rahmen der Untersuchung keine Kontaminationsquelle darstellten und
um über den Zeitverlauf der Studie die mikrobielle Belastung zu überprüfen.
Nach der Sterilisation und Abkühlung oder Belüftung wurden die Testeinheiten aus dem Sterilisator
genommen und über einen Zeitraum von 3 Tagen entsprechend den in Krankenhäusern üblichen Verfahren
unter kontrollierten Bedingungen gehandhabt, transportiert und gelagert. Nach 30 Tagen Lagerung wurden
repräsentative verpackte und sterilisierte Sterilguteinheiten auf ihre Sterilität überprüft, indem die in ihnen
enthaltenen 8 Testgazestapel entnommen und auf mikrobielle Kontamination untersucht wurden. Auch von den
Bioindikatoren der Testeinheiten wurden Kulturen angelegt, um die Wirksamkeit des Sterilisators zu überprüfen.
Testergebnisse
Die Ergebnisse der Sterilitätstests sind in der nachstehenden Tabelle nach Sterilisationsmethode, Vliesmodell und
Lagerdauer angegeben.
Dampfsterilisation mit Vorvakuum
SterilisationsvliesmodellKein mikrobielles
Wachstum in den Sterili-tätstests nach 30 Tagen
Kein mikrobielles Wachstum in den
Sterilitätstests nach 1 Jahr
H100 ONE-STEP* Bestanden Bestanden
H200 ONE-STEP* Bestanden Bestanden
H300 ONE-STEP* Bestanden Bestanden
H400 ONE-STEP* Bestanden Bestanden
H500 ONE-STEP* Bestanden Bestanden
H100 SEQUENTIAL Bestanden ---
H200 SEQUENTIAL Bestanden ---
H300 SEQUENTIAL Bestanden ---
H400 SEQUENTIAL Bestanden ---
H500 SEQUENTIAL Bestanden ---
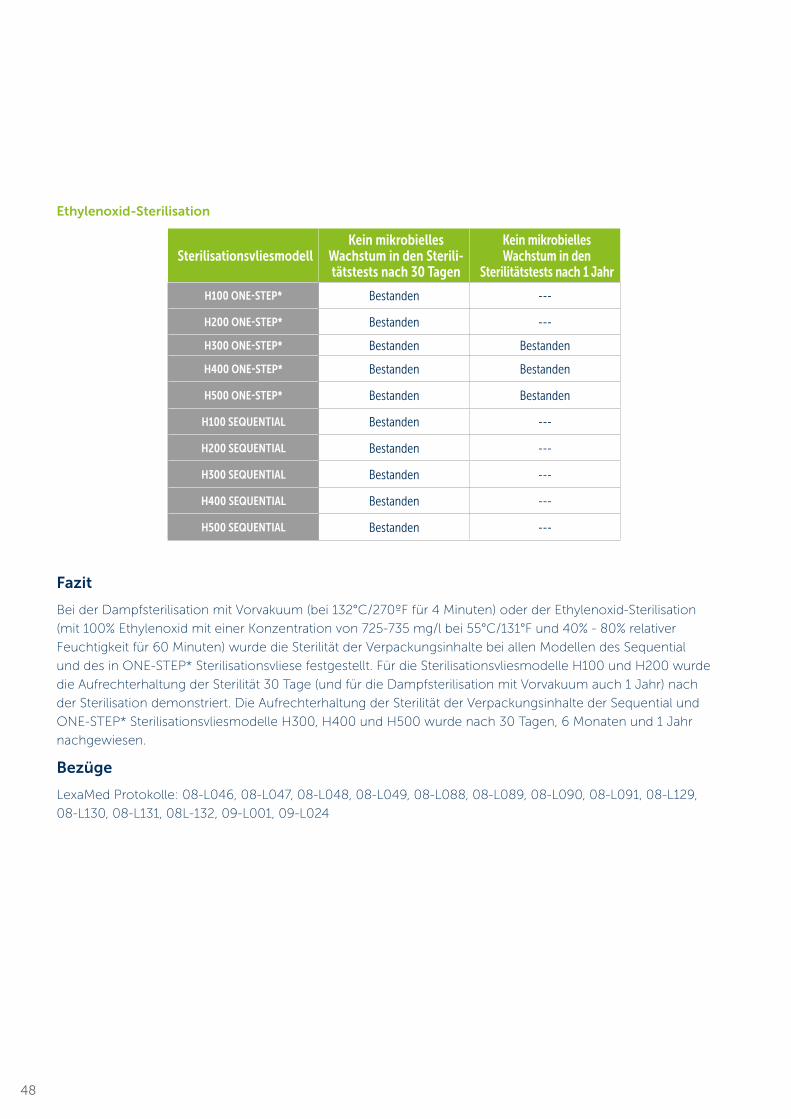
48
Ethylenoxid-Sterilisation
SterilisationsvliesmodellKein mikrobielles
Wachstum in den Sterili-tätstests nach 30 Tagen
Kein mikrobielles Wachstum in den
Sterilitätstests nach 1 Jahr
H100 ONE-STEP* Bestanden ---
H200 ONE-STEP* Bestanden ---
H300 ONE-STEP* Bestanden Bestanden
H400 ONE-STEP* Bestanden Bestanden
H500 ONE-STEP* Bestanden Bestanden
H100 SEQUENTIAL Bestanden ---
H200 SEQUENTIAL Bestanden ---
H300 SEQUENTIAL Bestanden ---
H400 SEQUENTIAL Bestanden ---
H500 SEQUENTIAL Bestanden ---
Fazit
Bei der Dampfsterilisation mit Vorvakuum (bei 132°C/270ºF für 4 Minuten) oder der Ethylenoxid-Sterilisation
(mit 100% Ethylenoxid mit einer Konzentration von 725-735 mg/l bei 55°C/131°F und 40% - 80% relativer
Feuchtigkeit für 60 Minuten) wurde die Sterilität der Verpackungsinhalte bei allen Modellen des Sequential
und des in ONE-STEP* Sterilisationsvliese festgestellt. Für die Sterilisationsvliesmodelle H100 und H200 wurde
die Aufrechterhaltung der Sterilität 30 Tage (und für die Dampfsterilisation mit Vorvakuum auch 1 Jahr) nach
der Sterilisation demonstriert. Die Aufrechterhaltung der Sterilität der Verpackungsinhalte der Sequential und
ONE-STEP* Sterilisationsvliesmodelle H300, H400 und H500 wurde nach 30 Tagen, 6 Monaten und 1 Jahr
nachgewiesen.
Bezüge
LexaMed Protokolle: 08-L046, 08-L047, 08-L048, 08-L049, 08-L088, 08-L089, 08-L090, 08-L091, 08-L129,
08-L130, 08-L131, 08L-132, 09-L001, 09-L024

49
ANHANG 12: FLÄCHENGEWICHT NICHT ZU KONDITIONIERENDER MATERIALIEN
Die Prüfmuster hatten eine Größe von 161,29 cm2 (25 in2).
H100 seq
H100 OS
H200 seq
H200 OS
H300 seq
H300 OS
H400 seq
H400 OS
H500 seq H500 OS
Ø FGW G/M² 34,78 70,33 40,58 80,44 46,36 92,34 62,25 123,73 69,46 138,78
STD 0,56 2,37 0,62 1,19 1,09 1,26 1,42 1,89 1,34 2,67
% VK 2 3 2 1 2 1 2 2 2 2
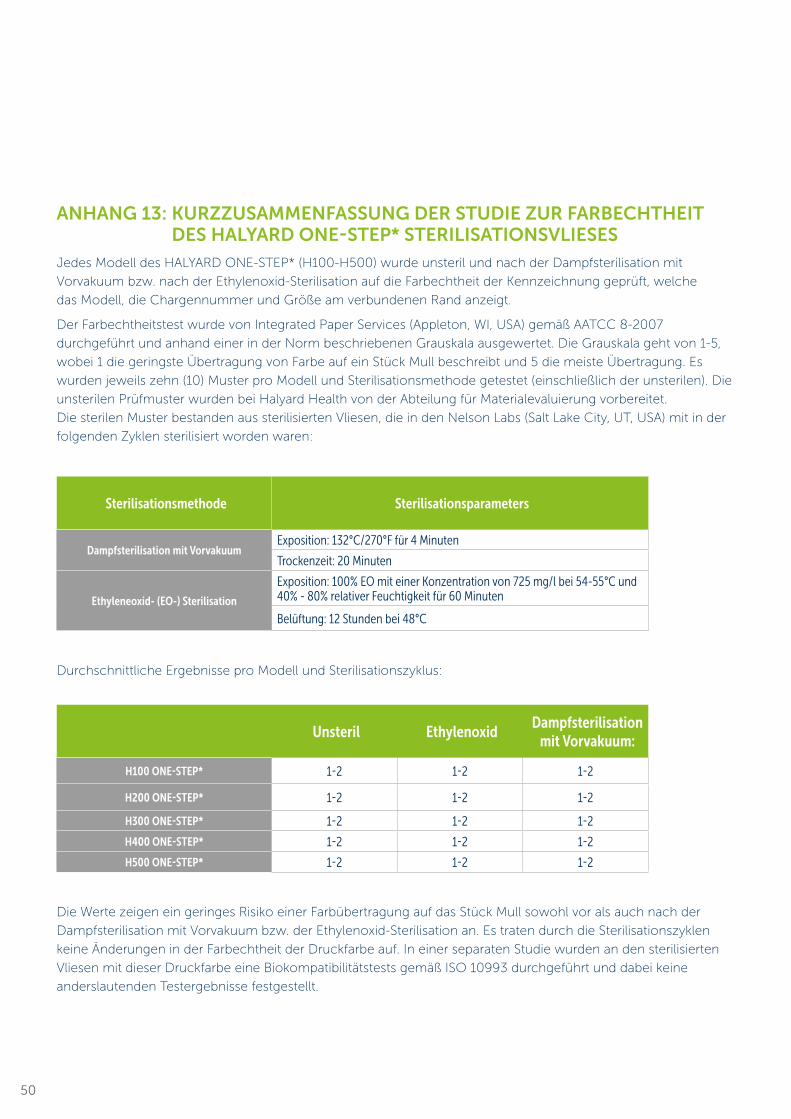
50
ANHANG 13: KURZZUSAMMENFASSUNG DER STUDIE ZUR FARBECHTHEIT DES HALYARD ONE-STEP* STERILISATIONSVLIESES
Jedes Modell des HALYARD ONE-STEP* (H100-H500) wurde unsteril und nach der Dampfsterilisation mit
Vorvakuum bzw. nach der Ethylenoxid-Sterilisation auf die Farbechtheit der Kennzeichnung geprüft, welche
das Modell, die Chargennummer und Größe am verbundenen Rand anzeigt.
Der Farbechtheitstest wurde von Integrated Paper Services (Appleton, WI, USA) gemäß AATCC 8-2007
durchgeführt und anhand einer in der Norm beschriebenen Grauskala ausgewertet. Die Grauskala geht von 1-5,
wobei 1 die geringste Übertragung von Farbe auf ein Stück Mull beschreibt und 5 die meiste Übertragung. Es
wurden jeweils zehn (10) Muster pro Modell und Sterilisationsmethode getestet (einschließlich der unsterilen). Die
unsterilen Prüfmuster wurden bei Halyard Health von der Abteilung für Materialevaluierung vorbereitet.
Die sterilen Muster bestanden aus sterilisierten Vliesen, die in den Nelson Labs (Salt Lake City, UT, USA) mit in der
folgenden Zyklen sterilisiert worden waren:
Sterilisationsmethode Sterilisationsparameters
Dampfsterilisation mit VorvakuumExposition: 132°C/270°F für 4 Minuten
Trockenzeit: 20 Minuten
Ethyleneoxid- (EO-) Sterilisation
Exposition: 100% EO mit einer Konzentration von 725 mg/l bei 54-55°C und 40% - 80% relativer Feuchtigkeit für 60 Minuten
Belüftung: 12 Stunden bei 48°C
Durchschnittliche Ergebnisse pro Modell und Sterilisationszyklus:
Unsteril EthylenoxidDampfsterilisation
mit Vorvakuum:
H100 ONE-STEP* 1-2 1-2 1-2
H200 ONE-STEP* 1-2 1-2 1-2
H300 ONE-STEP* 1-2 1-2 1-2
H400 ONE-STEP* 1-2 1-2 1-2
H500 ONE-STEP* 1-2 1-2 1-2
Die Werte zeigen ein geringes Risiko einer Farbübertragung auf das Stück Mull sowohl vor als auch nach der
Dampfsterilisation mit Vorvakuum bzw. der Ethylenoxid-Sterilisation an. Es traten durch die Sterilisationszyklen
keine Änderungen in der Farbechtheit der Druckfarbe auf. In einer separaten Studie wurden an den sterilisierten
Vliesen mit dieser Druckfarbe eine Biokompatibilitätstests gemäß ISO 10993 durchgeführt und dabei keine
anderslautenden Testergebnisse festgestellt.
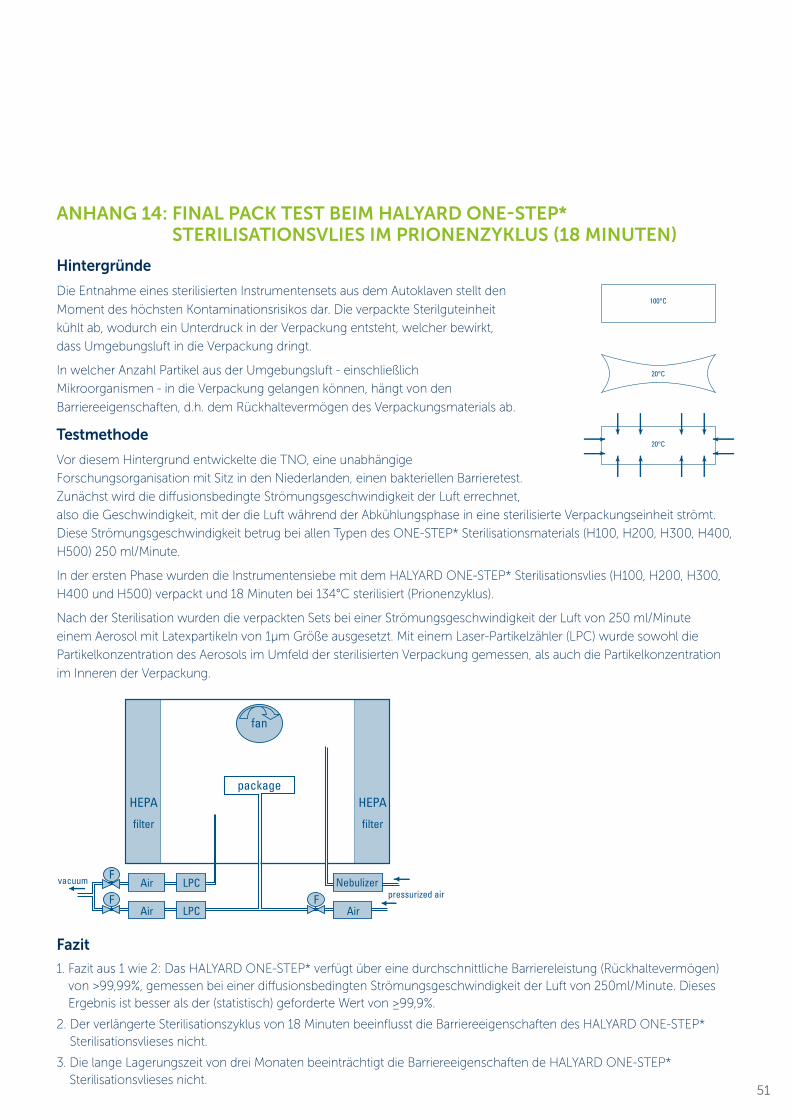
51
ANHANG 14: FINAL PACK TEST BEIM HALYARD ONE-STEP* STERILISATIONSVLIES IM PRIONENZYKLUS (18 MINUTEN)
Hintergründe
Die Entnahme eines sterilisierten Instrumentensets aus dem Autoklaven stellt den
Moment des höchsten Kontaminationsrisikos dar. Die verpackte Sterilguteinheit
kühlt ab, wodurch ein Unterdruck in der Verpackung entsteht, welcher bewirkt,
dass Umgebungsluft in die Verpackung dringt.
In welcher Anzahl Partikel aus der Umgebungsluft - einschließlich
Mikroorganismen - in die Verpackung gelangen können, hängt von den
Barriereeigenschaften, d.h. dem Rückhaltevermögen des Verpackungsmaterials ab.
Testmethode
Vor diesem Hintergrund entwickelte die TNO, eine unabhängige
Forschungsorganisation mit Sitz in den Niederlanden, einen bakteriellen Barrieretest.
Zunächst wird die diffusionsbedingte Strömungsgeschwindigkeit der Luft errechnet,
also die Geschwindigkeit, mit der die Luft während der Abkühlungsphase in eine sterilisierte Verpackungseinheit strömt.
Diese Strömungsgeschwindigkeit betrug bei allen Typen des ONE-STEP* Sterilisationsmaterials (H100, H200, H300, H400,
H500) 250 ml/Minute.
In der ersten Phase wurden die Instrumentensiebe mit dem HALYARD ONE-STEP* Sterilisationsvlies (H100, H200, H300,
H400 und H500) verpackt und 18 Minuten bei 134°C sterilisiert (Prionenzyklus).
Nach der Sterilisation wurden die verpackten Sets bei einer Strömungsgeschwindigkeit der Luft von 250 ml/Minute
einem Aerosol mit Latexpartikeln von 1µm Größe ausgesetzt. Mit einem Laser-Partikelzähler (LPC) wurde sowohl die
Partikelkonzentration des Aerosols im Umfeld der sterilisierten Verpackung gemessen, als auch die Partikelkonzentration
im Inneren der Verpackung.
Fazit
1. Fazit aus 1 wie 2: Das HALYARD ONE-STEP* verfügt über eine durchschnittliche Barriereleistung (Rückhaltevermögen) von >99,99%, gemessen bei einer diffusionsbedingten Strömungsgeschwindigkeit der Luft von 250ml/Minute. Dieses Ergebnis ist besser als der (statistisch) geforderte Wert von ≥99,9%.
2. Der verlängerte Sterilisationszyklus von 18 Minuten beeinflusst die Barriereeigenschaften des HALYARD ONE-STEP* Sterilisationsvlieses nicht.
3. Die lange Lagerungszeit von drei Monaten beeinträchtigt die Barriereeigenschaften de HALYARD ONE-STEP* Sterilisationsvlieses nicht.
100°C
20°C
20°C
package
fan
HEPA
filter
AirFvacuum
F FLPC
Air Air
Nebulizer
LPC
HEPA
filter
pressurized air

Bitte wenden Sie sich für weitere Informationen an Ihren Halyard Kundendienst:
Tel: 0800 180 22 98
Fax: 0800 180 22 97
www.halyardhealth.de*Eingetragenes Warenzeichen oder Marke von Halyard Health Inc. oder verbundenen Unternehmen. ©2015 HYH. Alle Rechte vorbehalten. HC465-03-DE
Halyard Health ist ein Medizintechnikunternehmen, das sich für den Fortschritt in der Gesundheitsfürsorge engagiert und sich auf die Bereitstellung klinisch überlegener Produkte und Lösungen für die Infektionsprävention, chirurgische Versorgung, Beatmungspfl ege, enterale Ernährung, Infusionstherapie und Schmerztherapie spezialisiert hat. Halyard verkauft seine anerkannten Marken und Produkte in mehr als 100 Ländern und gehört in mehreren Kategorien seines Produktportfolios zu den Marktführern.
Klinisch überlegene Produkte
Unsere Produkte und Lösungen sind ebenso hochleistungsfähig wie qualitativ hochwertig. Vertrauenswürdige Lösungen für optimale Patientenergebnisse.
Außergewöhnlicher Rundum-Service
Wir kümmern uns um unsere Kunden und ihre Patienten und tun alles dafür, ihnen die nötige Unterstützung zur rechten Zeit zu geben.
Profundes Fachwissen
Wir sind Experten in der Prävention, Heilung und Genesung. Wir nutzen unser Wissen für Problemlösungen für und mit unseren Kunden.
Zielgerichtete Innovation
Wir entwickeln Weltneuheiten, die den dynamischen Bedarf unserer Kunden und Patienten antizipieren.
Vorteil*